Embed Size (px)
Citation preview
CENTRO DE EMPREGO E FORMAÇÃO PROFISSIONAL DE ÉVORA
LUIS SERRANO
TÉCNICO DE PRODUÇÃO E TRANSFORMAÇÃO DE
COMPÓSITOS
UFCD 5793 10-07-2014
Critérios de excelência aeronáutica - Lean
Reflexão
Nesta UFCD, começamos por conhecer a filosofia de gestão criada pela Toyota,
orientada para a redução de desperdícios na produção. É característica da filosofia Lean:
zero defeitos, zero acidentes, zero falhas, zero desperdícios, aumento da produtividade,
melhoria da qualidade, melhoria contínua, onde o principal objetivo é produzir rapidamente,
sem comprometer a eficiência e qualidade do produto para o consumidor final, construir e
manter uma relação a longo prazo com os fornecedores, partilhando informação.
Aprendemos as várias ferramentas Lean: Controlo visual, VSM (mapeamento do fluxo
de valor), Poka- Yoke, SMED – Redução do tempo de set-up, TPM (manutenção produtiva total),
conceito Kaizen, Benchmarking, 5S´s; cada vez mais importantes e presentes não só na
aeronáutica, mas também na indústria a nível mundial.
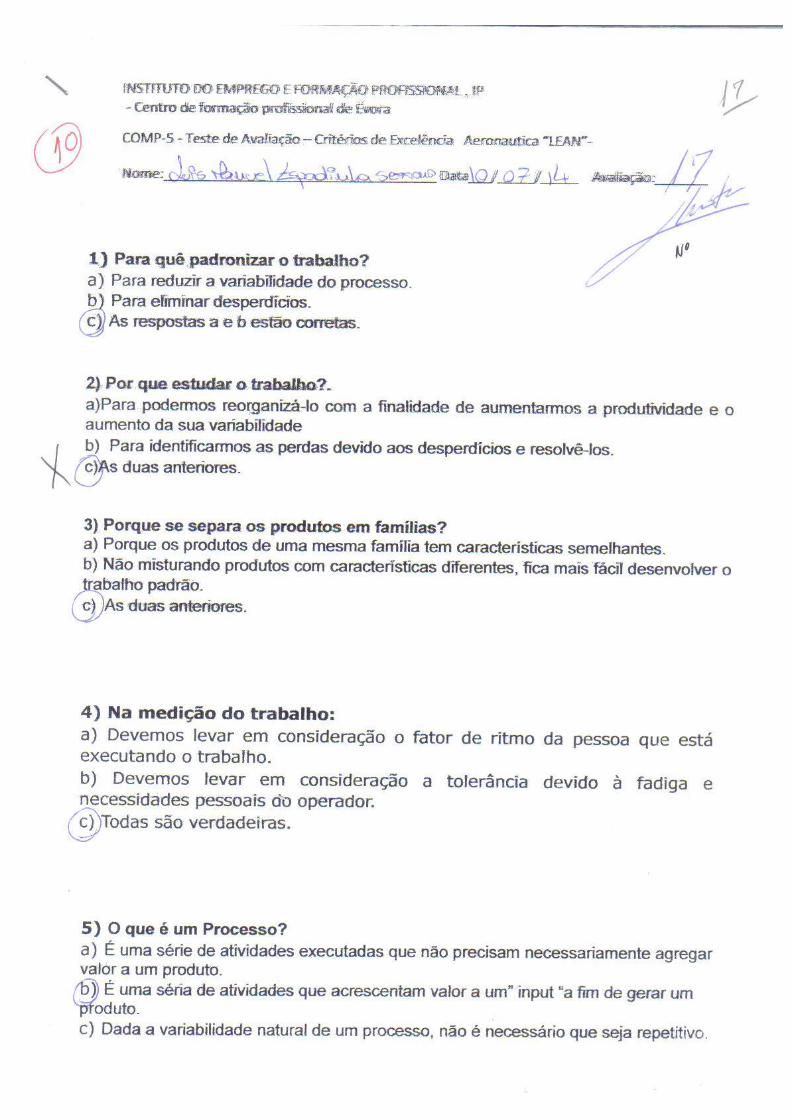
Foi nos proposto pelo formador, a criação duma empresa fictícia, em que implementamos
algumas ferramentas Lean e ainda um teste de avaliação que coloco como evidência,
demonstrando a minha aprendizagem adquirida. Concluo que o módulo foi muito interessante
porque além do trabalho prático, realizado em grupos de dois, tivemos a parte teórica em
que aprendemos o conceito Lean, onde e quando surgiu, onde é implementada e a sua
importância na indústria aeronáutica, sendo esta UFCD uma mais-valia para o meu percurso
profissional.
Formador: José Mota
___________________
Técnico de Produção e Transformação de Compósitos
CENTRO DE EMPREGO E FORMAÇÃO PROFISSIONAL DE ÉVORA
5793 – CRITÉRIO DE EXCELÊNCIA AERONÁUTICA LEAN
FORMADOR: José Mota
O Formador
__________________
Elaborado por:
Luis Manuel Espadinha Serrano
Luis Filipe Bonito Basílio
CENTRO DE EMPREGO E FORMAÇÃO PROFISSIONAL DE ÉVORA
UFCD 5793 LEAN
1
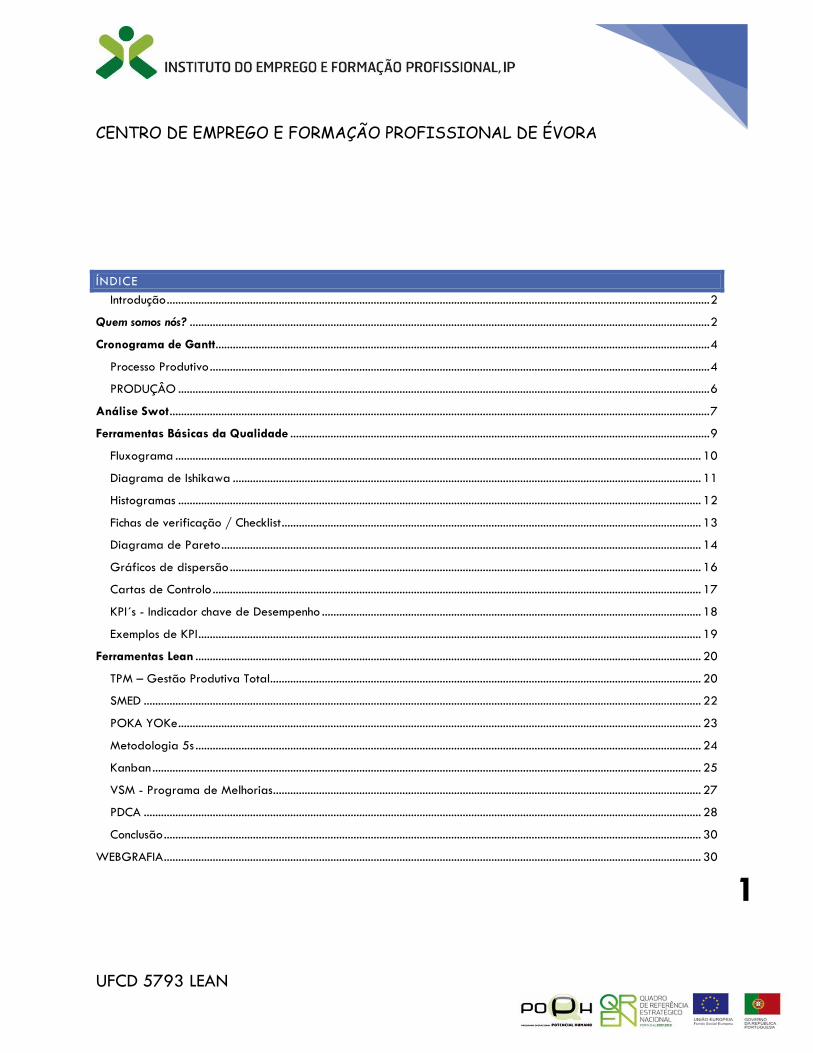
ÍNDICE
Introdução ............................................................................................................................................................................................. 2
Quem somos nós? ..................................................................................................................................................................................... 2
Cronograma de Gantt ............................................................................................................................................................................ 4
Processo Produtivo .............................................................................................................................................................................. 4
PRODUÇÂO ......................................................................................................................................................................................... 6
Análise Swot ............................................................................................................................................................................................ 7
Ferramentas Básicas da Qualidade .................................................................................................................................................. 9
Fluxograma ....................................................................................................................................................................................... 10
Diagrama de Ishikawa ................................................................................................................................................................... 11
Histogramas ...................................................................................................................................................................................... 12
Fichas de verificação / Checklist .................................................................................................................................................. 13
Diagrama de Pareto ....................................................................................................................................................................... 14
Gráficos de dispersão .................................................................................................................................................................... 16
Cartas de Controlo .......................................................................................................................................................................... 17
KPI´s - Indicador chave de Desempenho .................................................................................................................................... 18
Exemplos de KPI ............................................................................................................................................................................... 19
Ferramentas Lean ................................................................................................................................................................................ 20
TPM – Gestão Produtiva Total...................................................................................................................................................... 20
SMED .................................................................................................................................................................................................. 22
POKA YOKe ...................................................................................................................................................................................... 23
Metodologia 5s ................................................................................................................................................................................ 24
Kanban ............................................................................................................................................................................................... 25
VSM - Programa de Melhorias ..................................................................................................................................................... 27
PDCA .................................................................................................................................................................................................. 28
Conclusão ........................................................................................................................................................................................... 30
WEBGRAFIA ........................................................................................................................................................................................... 30
CENTRO DE EMPREGO E FORMAÇÃO PROFISSIONAL DE ÉVORA
UFCD 5793 LEAN
2
INTRODUÇÃO Neste módulo, criou-se uma empresa fictícia de concepção e fabrico de quadros de bicicleta em compósito de carbono. O nome que escolhemos é BikeMel devido ao nome universal, que se entende “bike” e “mel” que é a aldeia de onde vimos Longomel.
Neste trabalho focamos o Lean Thinking e as várias ferramentas que o compõe. Aplicamos os conceitos principais que uma empresa deve ter ou ambicionar.
BIKEMEL QUEM SOMOS NÓS?
Criada em 2004 como pequena empresa comercial, a BikeMel é uma marca conceituada a nível nacional na área de produção e montagem de quadros de bicicletas montanha, dirigido aos amantes de BTT, natureza e família.
Valores
É a paixão pelas bicicletas e a vontade de partilhar essa emoção para as pessoas. Temos consciência dos valores, porque acreditamos que é pedalar para uma vida saudável.
CENTRO DE EMPREGO E FORMAÇÃO PROFISSIONAL DE ÉVORA
UFCD 5793 LEAN
3
Princípio
Com as nossas bicicletas pode conhecer, passear, desfrutar, cidades, montanhas e planícies que o nosso Portugal tem para oferecer.
Explorar Portugal com sua família e amigos usufruindo os nossos produtos para uma vida saudável.
Ser uma empresa inovadora, respeitada e criativa. Líder no mercado nacional e com parcerias internacionais.
Temos o orgulho em fornecer os melhores produtos através da excelência profissional, visando novos desafios e oportunidades.
Missão
OBJECTIVO
Visão
CENTRO DE EMPREGO E FORMAÇÃO PROFISSIONAL DE ÉVORA
UFCD 5793 LEAN
4
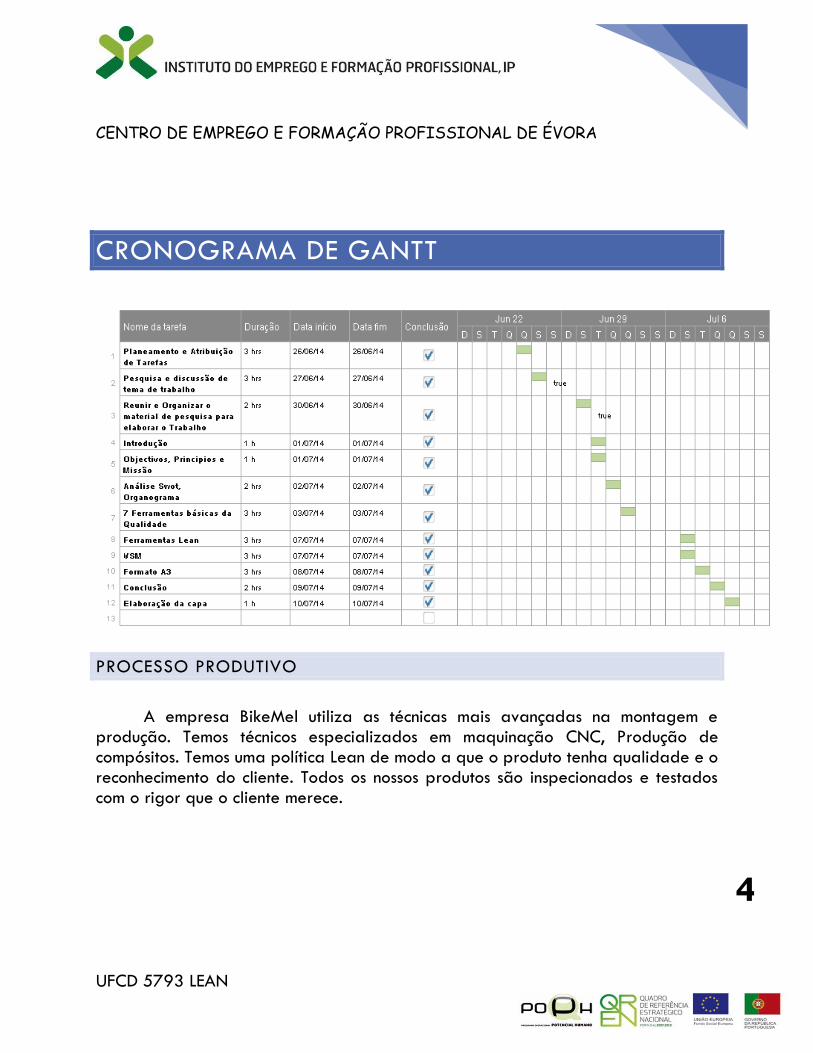
CRONOGRAMA DE GANTT
PROCESSO PRODUTIVO
A empresa BikeMel utiliza as técnicas mais avançadas na montagem e produção. Temos técnicos especializados em maquinação CNC, Produção de compósitos. Temos uma política Lean de modo a que o produto tenha qualidade e o reconhecimento do cliente. Todos os nossos produtos são inspecionados e testados com o rigor que o cliente merece.
CENTRO DE EMPREGO E FORMAÇÃO PROFISSIONAL DE ÉVORA
UFCD 5793 LEAN
5
1- Seleção do Material – Através de pesquisa elegemos um parceiro certificado de renome internacional (shimano), que tem um representante em Portugal. Esta escolha deve-se á qualidade já reconhecida dos seus produtos e acessórios.
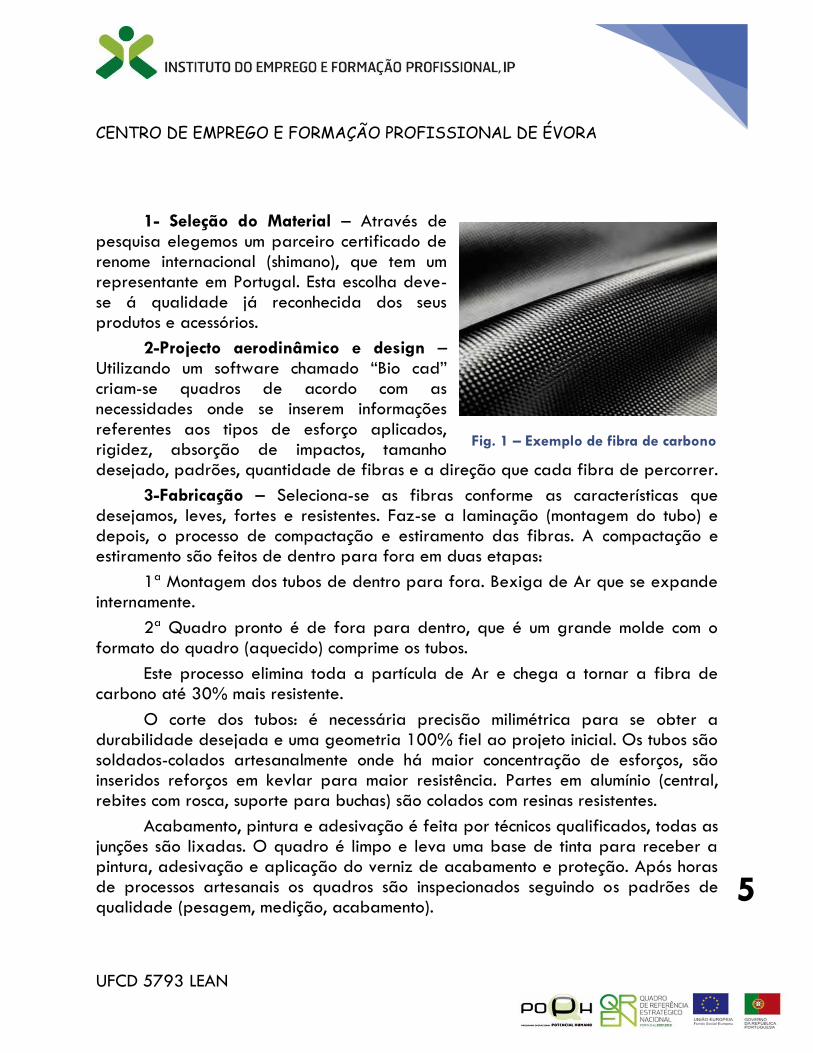
2-Projecto aerodinâmico e design – Utilizando um software chamado “Bio cad” criam-se quadros de acordo com as necessidades onde se inserem informações referentes aos tipos de esforço aplicados, rigidez, absorção de impactos, tamanho desejado, padrões, quantidade de fibras e a direção que cada fibra de percorrer.
3-Fabricação – Seleciona-se as fibras conforme as características que desejamos, leves, fortes e resistentes. Faz-se a laminação (montagem do tubo) e depois, o processo de compactação e estiramento das fibras. A compactação e estiramento são feitos de dentro para fora em duas etapas:
1ª Montagem dos tubos de dentro para fora. Bexiga de Ar que se expande internamente.
2ª Quadro pronto é de fora para dentro, que é um grande molde com o formato do quadro (aquecido) comprime os tubos.
Este processo elimina toda a partícula de Ar e chega a tornar a fibra de carbono até 30% mais resistente.
O corte dos tubos: é necessária precisão milimétrica para se obter a durabilidade desejada e uma geometria 100% fiel ao projeto inicial. Os tubos são soldados-colados artesanalmente onde há maior concentração de esforços, são inseridos reforços em kevlar para maior resistência. Partes em alumínio (central, rebites com rosca, suporte para buchas) são colados com resinas resistentes.
Acabamento, pintura e adesivação é feita por técnicos qualificados, todas as junções são lixadas. O quadro é limpo e leva uma base de tinta para receber a pintura, adesivação e aplicação do verniz de acabamento e proteção. Após horas de processos artesanais os quadros são inspecionados seguindo os padrões de qualidade (pesagem, medição, acabamento).
Fig. 1 – Exemplo de fibra de carbono
CENTRO DE EMPREGO E FORMAÇÃO PROFISSIONAL DE ÉVORA
UFCD 5793 LEAN
6
PRODUÇÂO
O quadro é projetado a partir de desenhos em três dimensões, para que o carbono seja manufaturado. Aplica-se a resina sobre camadas de fibra de carbono que parecem tiras de adesivo que são inseridas no molde do quadro, tecnologia conhecida como monocoque.
A produção é um processo longo em que se posiciona manualmente as malhas de fibras de carbono cobertas por resina epóxi, aplicando de acordo com o esquema. Usam-se bolhas de alta pressão, as camadas de fibras de carbono são aquecidas e comprimidas dentro do molde. A resina dispersada de forma uniforme por todo o quadro através de vácuo controlado, eliminando-se as partículas de Ar para ter mais durabilidade e rigidez.
CENTRO DE EMPREGO E FORMAÇÃO PROFISSIONAL DE ÉVORA
UFCD 5793 LEAN
7
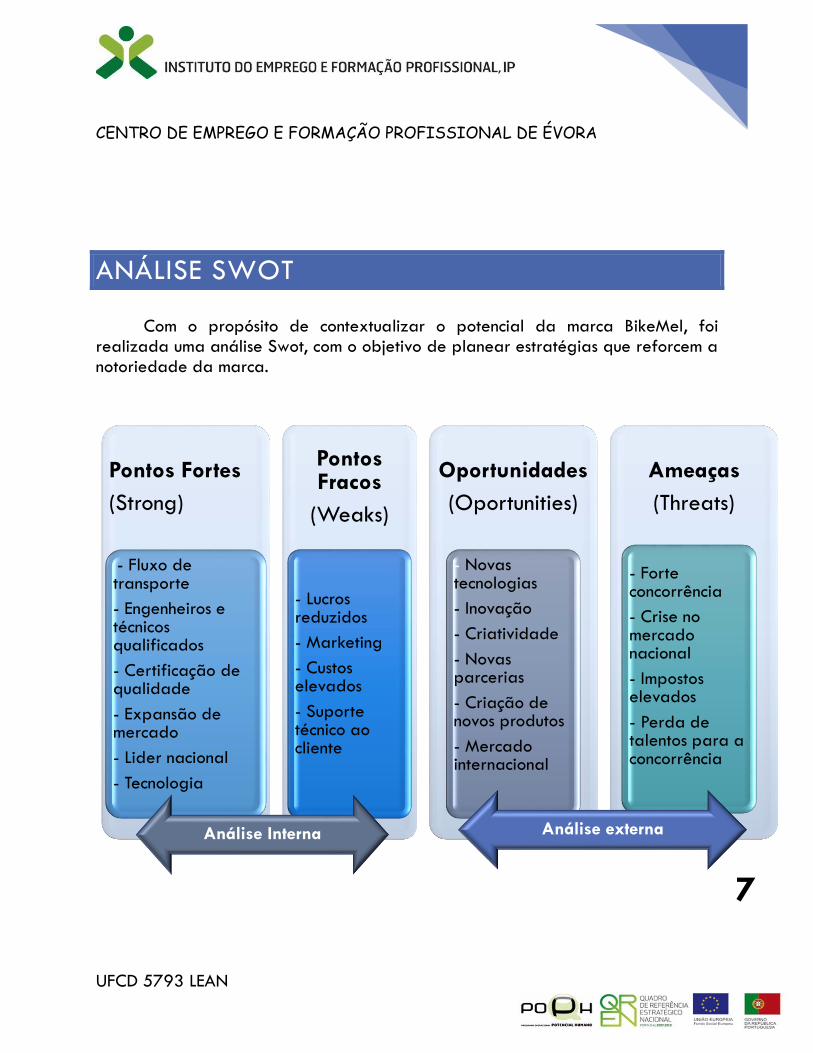
ANÁLISE SWOT
Com o propósito de contextualizar o potencial da marca BikeMel, foi realizada uma análise Swot, com o objetivo de planear estratégias que reforcem a notoriedade da marca.
Pontos Fortes
(Strong)
- Fluxo de transporte
- Engenheiros e técnicos qualificados
- Certificação de qualidade
- Expansão de mercado
- Lider nacional
- Tecnologia
Pontos Fracos
(Weaks)
- Lucros reduzidos
- Marketing
- Custos elevados
- Suporte técnico ao cliente
Oportunidades
(Oportunities)
- Novas tecnologias
- Inovação
- Criatividade
- Novas parcerias
- Criação de novos produtos
- Mercado internacional
Ameaças
(Threats)
- Forte concorrência
- Crise no mercado nacional
- Impostos elevados
- Perda de talentos para a concorrência
Análise Interna Análise externa
CENTRO DE EMPREGO E FORMAÇÃO PROFISSIONAL DE ÉVORA
UFCD 5793 LEAN
8
FORTES X OPORTUNIDADES
A BikeMel é uma empresa que promove o desporto, novas tecnologias, e ideias.
FORTES X AMEAÇAS
Uma empresa com bons produtos e técnicos que enfrenta uma crise no mercado nacional aliada à perda de mão-de-obra qualificada para a concorrência.
FRACOS X OPORTUNIDADES
Organizar passeios rurais e citadinos promovendo o exercício físico e contribuindo para imagem BIKEMEL.
FRACOS X AMEAÇAS
Diversificação de produtos de modo a chegar a todos os clientes, oferecendo apoio técnico, manutenção, garantia. Criando parcerias com novos fornecedores e grandes espaços comerciais.
CENTRO DE EMPREGO E FORMAÇÃO PROFISSIONAL DE ÉVORA
UFCD 5793 LEAN
9
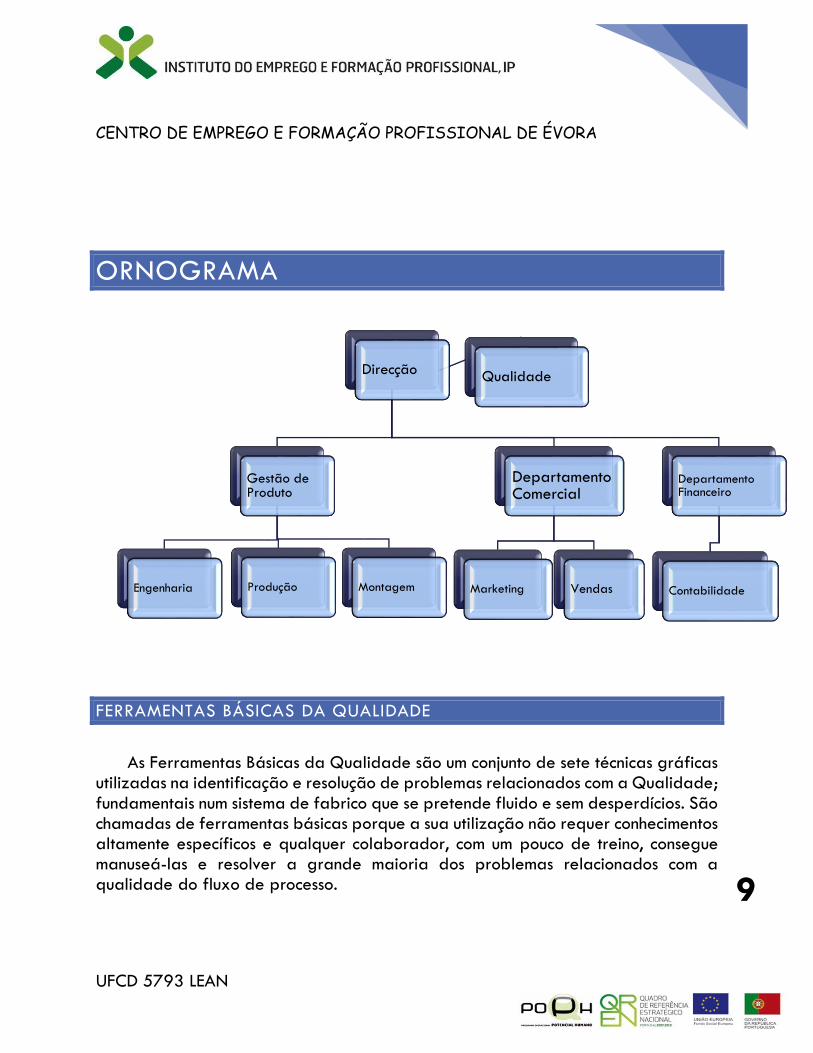
ORNOGRAMA
FERRAMENTAS BÁSICAS DA QUALIDADE
As Ferramentas Básicas da Qualidade são um conjunto de sete técnicas gráficas utilizadas na identificação e resolução de problemas relacionados com a Qualidade; fundamentais num sistema de fabrico que se pretende fluido e sem desperdícios. São chamadas de ferramentas básicas porque a sua utilização não requer conhecimentos altamente específicos e qualquer colaborador, com um pouco de treino, consegue manuseá-las e resolver a grande maioria dos problemas relacionados com a qualidade do fluxo de processo.
DirecçãoQualidade
Gestão de Produto
Engenharia Produção Montagem
Departamento Comercial
Marketing Vendas
Departamento Financeiro
Contabilidade
CENTRO DE EMPREGO E FORMAÇÃO PROFISSIONAL DE ÉVORA
UFCD 5793 LEAN
10
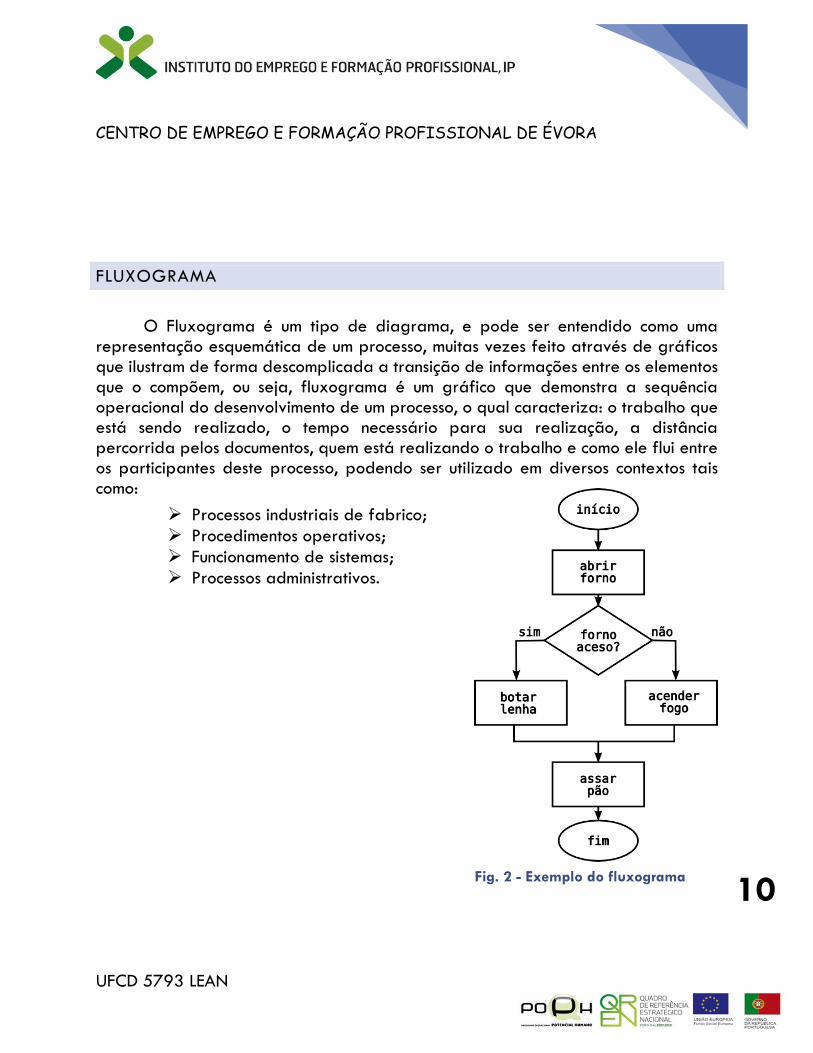
FLUXOGRAMA
O Fluxograma é um tipo de diagrama, e pode ser entendido como uma representação esquemática de um processo, muitas vezes feito através de gráficos que ilustram de forma descomplicada a transição de informações entre os elementos que o compõem, ou seja, fluxograma é um gráfico que demonstra a sequência operacional do desenvolvimento de um processo, o qual caracteriza: o trabalho que está sendo realizado, o tempo necessário para sua realização, a distância percorrida pelos documentos, quem está realizando o trabalho e como ele flui entre os participantes deste processo, podendo ser utilizado em diversos contextos tais como:
Processos industriais de fabrico;
Procedimentos operativos;
Funcionamento de sistemas;
Processos administrativos.
Fig. 2 - Exemplo do fluxograma
CENTRO DE EMPREGO E FORMAÇÃO PROFISSIONAL DE ÉVORA
UFCD 5793 LEAN
11
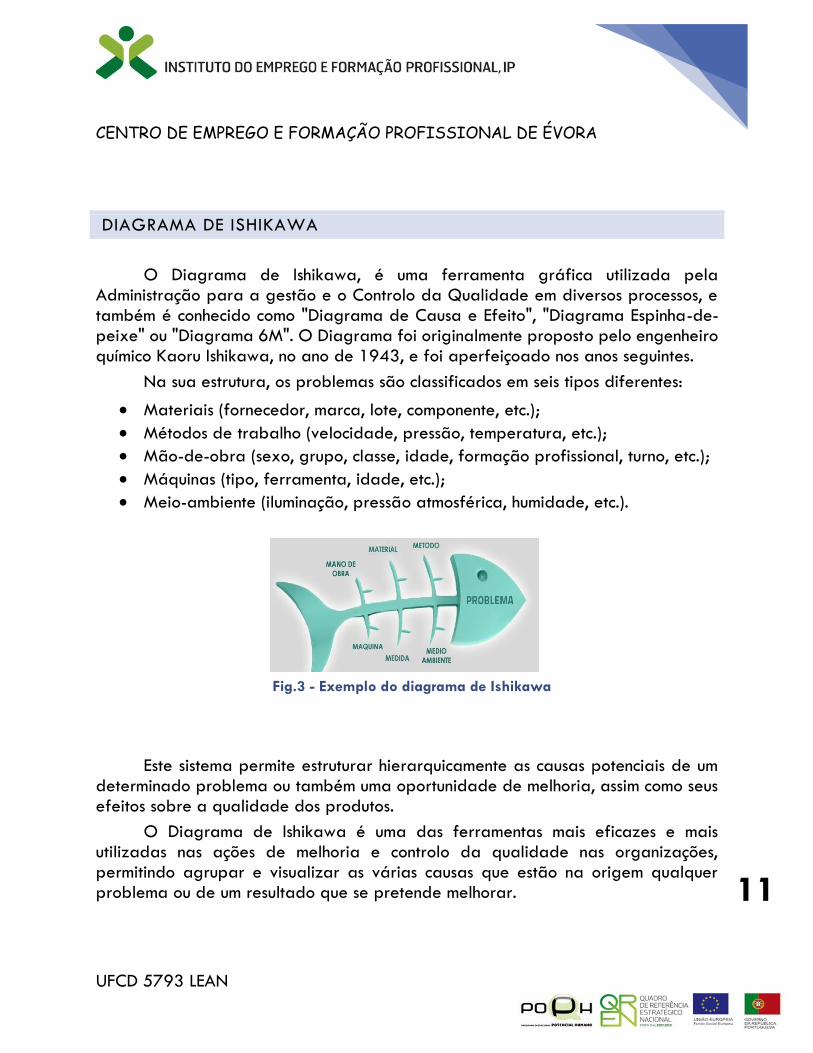
DIAGRAMA DE ISHIKAWA
O Diagrama de Ishikawa, é uma ferramenta gráfica utilizada pela Administração para a gestão e o Controlo da Qualidade em diversos processos, e também é conhecido como "Diagrama de Causa e Efeito", "Diagrama Espinha-de-peixe" ou "Diagrama 6M". O Diagrama foi originalmente proposto pelo engenheiro químico Kaoru Ishikawa, no ano de 1943, e foi aperfeiçoado nos anos seguintes.
Na sua estrutura, os problemas são classificados em seis tipos diferentes:
Materiais (fornecedor, marca, lote, componente, etc.);
Métodos de trabalho (velocidade, pressão, temperatura, etc.);
Mão-de-obra (sexo, grupo, classe, idade, formação profissional, turno, etc.);
Máquinas (tipo, ferramenta, idade, etc.);
Meio-ambiente (iluminação, pressão atmosférica, humidade, etc.).
Este sistema permite estruturar hierarquicamente as causas potenciais de um determinado problema ou também uma oportunidade de melhoria, assim como seus efeitos sobre a qualidade dos produtos.
O Diagrama de Ishikawa é uma das ferramentas mais eficazes e mais utilizadas nas ações de melhoria e controlo da qualidade nas organizações, permitindo agrupar e visualizar as várias causas que estão na origem qualquer problema ou de um resultado que se pretende melhorar.
Fig.3 - Exemplo do diagrama de Ishikawa
CENTRO DE EMPREGO E FORMAÇÃO PROFISSIONAL DE ÉVORA
UFCD 5793 LEAN
12
HISTOGRAMAS
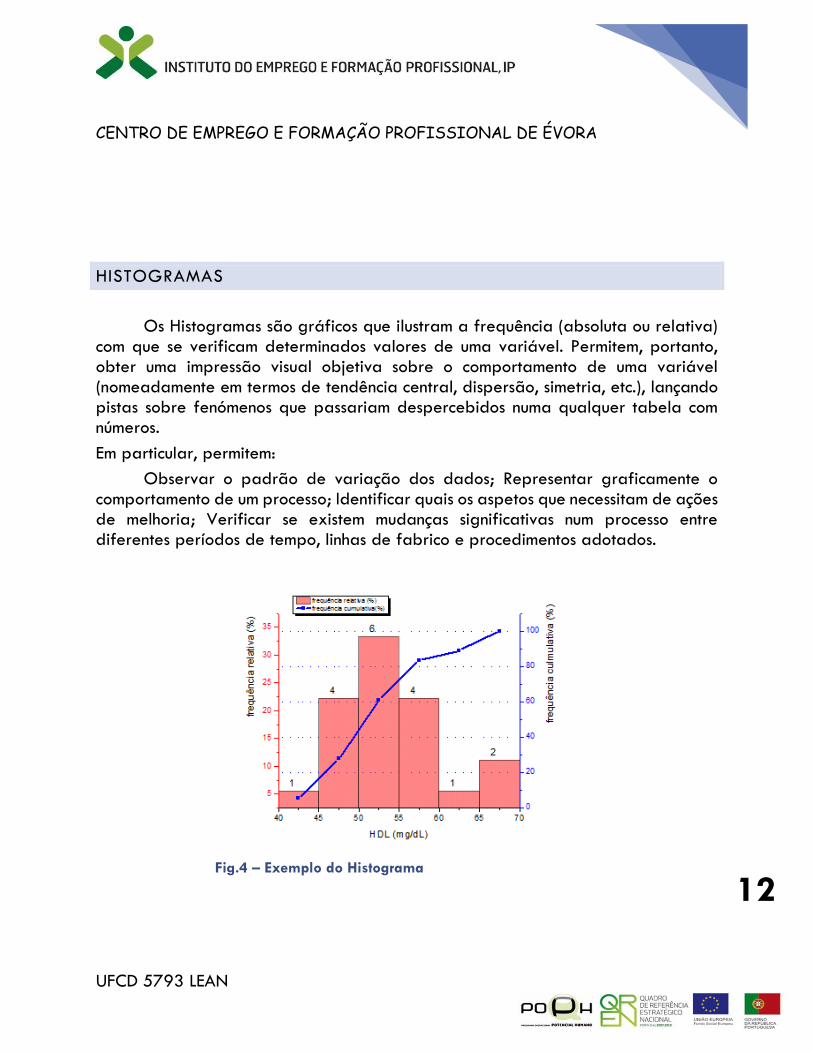
Os Histogramas são gráficos que ilustram a frequência (absoluta ou relativa) com que se verificam determinados valores de uma variável. Permitem, portanto, obter uma impressão visual objetiva sobre o comportamento de uma variável (nomeadamente em termos de tendência central, dispersão, simetria, etc.), lançando pistas sobre fenómenos que passariam despercebidos numa qualquer tabela com números.
Em particular, permitem:
Observar o padrão de variação dos dados; Representar graficamente o comportamento de um processo; Identificar quais os aspetos que necessitam de ações de melhoria; Verificar se existem mudanças significativas num processo entre diferentes períodos de tempo, linhas de fabrico e procedimentos adotados.
Fig.4 – Exemplo do Histograma
CENTRO DE EMPREGO E FORMAÇÃO PROFISSIONAL DE ÉVORA
UFCD 5793 LEAN
13
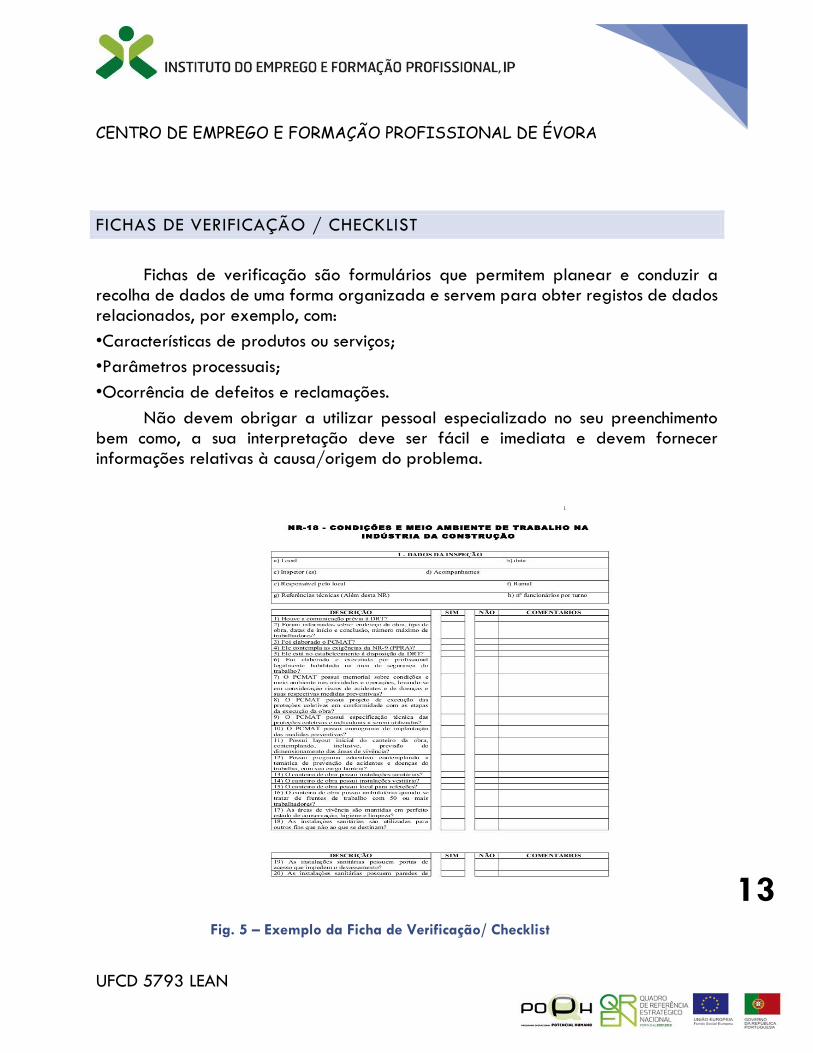
FICHAS DE VERIFICAÇÃO / CHECKLIST
Fichas de verificação são formulários que permitem planear e conduzir a recolha de dados de uma forma organizada e servem para obter registos de dados relacionados, por exemplo, com:
•Características de produtos ou serviços;
•Parâmetros processuais;
•Ocorrência de defeitos e reclamações.
Não devem obrigar a utilizar pessoal especializado no seu preenchimento bem como, a sua interpretação deve ser fácil e imediata e devem fornecer informações relativas à causa/origem do problema.
Fig. 5 – Exemplo da Ficha de Verificação/ Checklist
CENTRO DE EMPREGO E FORMAÇÃO PROFISSIONAL DE ÉVORA
UFCD 5793 LEAN
14
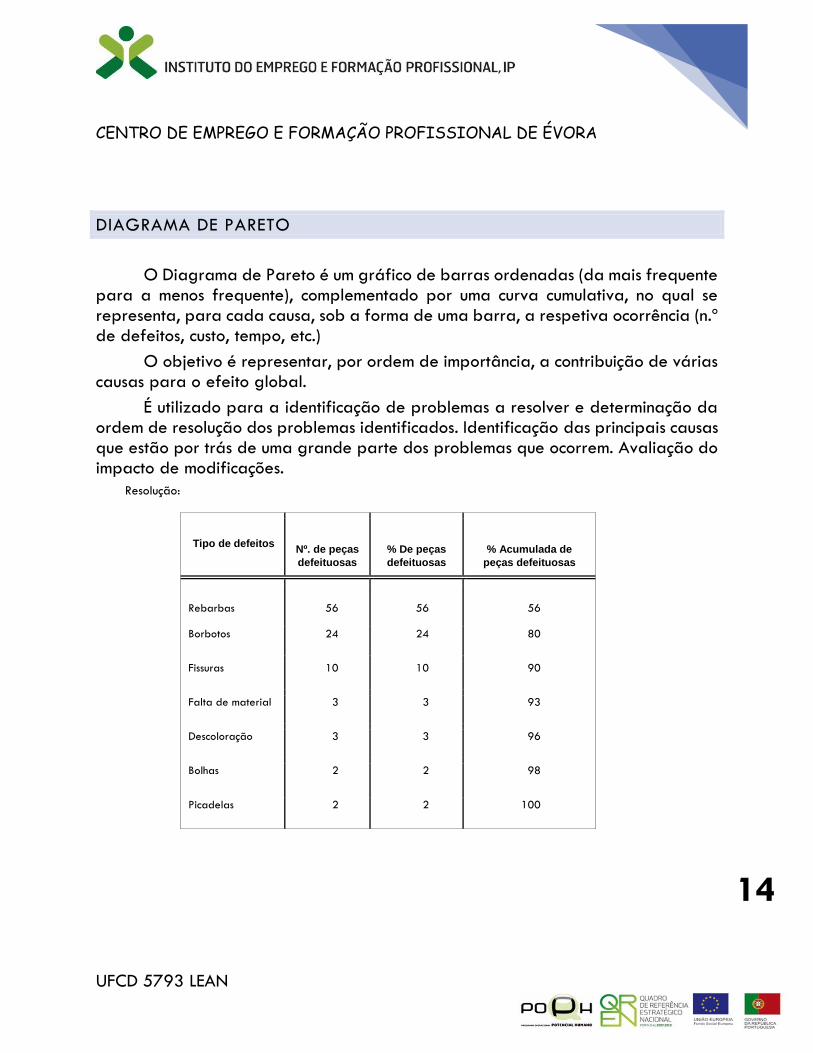
DIAGRAMA DE PARETO
O Diagrama de Pareto é um gráfico de barras ordenadas (da mais frequente para a menos frequente), complementado por uma curva cumulativa, no qual se representa, para cada causa, sob a forma de uma barra, a respetiva ocorrência (n.º de defeitos, custo, tempo, etc.)
O objetivo é representar, por ordem de importância, a contribuição de várias causas para o efeito global.
É utilizado para a identificação de problemas a resolver e determinação da ordem de resolução dos problemas identificados. Identificação das principais causas que estão por trás de uma grande parte dos problemas que ocorrem. Avaliação do impacto de modificações.
Resolução:
Tipo de defeitos Nº. de peças
defeituosas % De peças
defeituosas % Acumulada de
peças defeituosas
Rebarbas 56 56 56
Borbotos 24 24 80
Fissuras 10 10 90
Falta de material 3 3 93
Descoloração 3 3 96
Bolhas 2 2 98
Picadelas 2 2 100
CENTRO DE EMPREGO E FORMAÇÃO PROFISSIONAL DE ÉVORA
UFCD 5793 LEAN
15
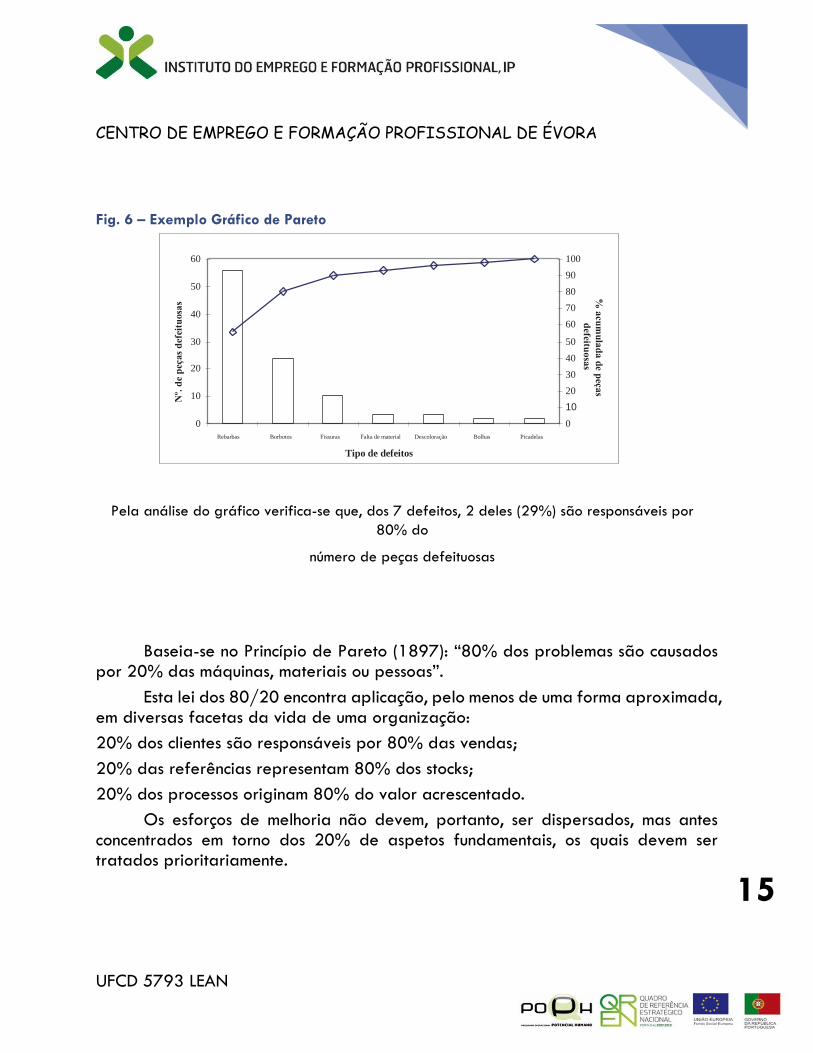
Fig. 6 – Exemplo Gráfico de Pareto
Pela análise do gráfico verifica-se que, dos 7 defeitos, 2 deles (29%) são responsáveis por
80% do
número de peças defeituosas
Baseia-se no Princípio de Pareto (1897): “80% dos problemas são causados por 20% das máquinas, materiais ou pessoas”.
Esta lei dos 80/20 encontra aplicação, pelo menos de uma forma aproximada, em diversas facetas da vida de uma organização:
20% dos clientes são responsáveis por 80% das vendas;
20% das referências representam 80% dos stocks;
20% dos processos originam 80% do valor acrescentado.
Os esforços de melhoria não devem, portanto, ser dispersados, mas antes concentrados em torno dos 20% de aspetos fundamentais, os quais devem ser tratados prioritariamente.
0
10
20
30
40
50
60
Picadelas Fissuras Rebarbas Borbotos Falta de material Descoloração Bolhas
Tipo de defeitos
0
10
20
30
40
50
60
70
80
90
100
CENTRO DE EMPREGO E FORMAÇÃO PROFISSIONAL DE ÉVORA
UFCD 5793 LEAN
16
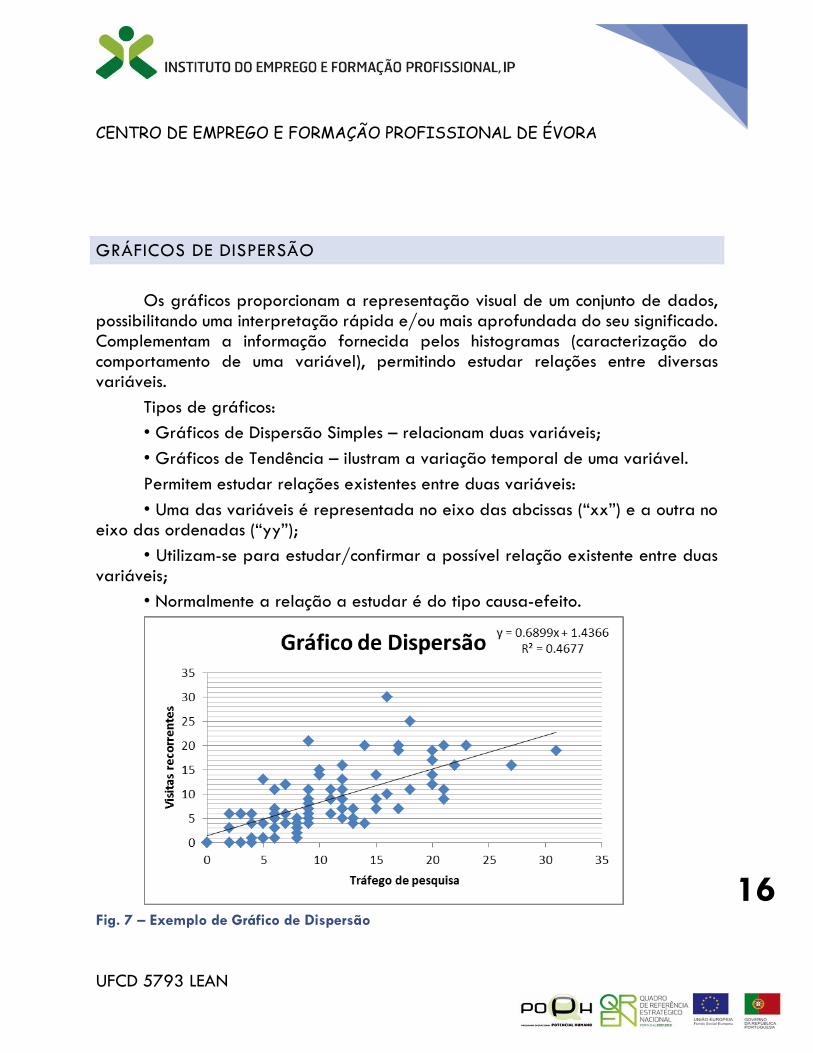
GRÁFICOS DE DISPERSÃO
Os gráficos proporcionam a representação visual de um conjunto de dados, possibilitando uma interpretação rápida e/ou mais aprofundada do seu significado. Complementam a informação fornecida pelos histogramas (caracterização do comportamento de uma variável), permitindo estudar relações entre diversas variáveis.
Tipos de gráficos:
• Gráficos de Dispersão Simples – relacionam duas variáveis;
• Gráficos de Tendência – ilustram a variação temporal de uma variável.
Permitem estudar relações existentes entre duas variáveis:
• Uma das variáveis é representada no eixo das abcissas (“xx”) e a outra no eixo das ordenadas (“yy”);
• Utilizam-se para estudar/confirmar a possível relação existente entre duas variáveis;
• Normalmente a relação a estudar é do tipo causa-efeito.
Fig. 7 – Exemplo de Gráfico de Dispersão
CENTRO DE EMPREGO E FORMAÇÃO PROFISSIONAL DE ÉVORA
UFCD 5793 LEAN
17
CARTAS DE CONTROLO
Carta de controlo é um tipo de gráfico utilizado para o acompanhamento de um processo. Este gráfico determina estatisticamente uma faixa denominada limites de controlo, que é limitada pela linha superior (limite superior de controle) e uma linha inferior (limite inferior de controle), além de uma linha média. O objetivo é verificar, por meio do gráfico, se o processo está sob controlo, isto é, isento de causas especiais.
Para distinguir as variações do processo, foi desenvolvida uma ferramenta que, desde então, denominamos Gráficos de Controlo.
As funções destes gráficos são:
•Mostrar evidências de que um processo esteja operando em estado de controlo estatístico e dar sinais de presença de causas especiais de variação para que medidas corretivas apropriadas sejam aplicadas.
•Manter o estado de controlo estatístico, estendendo a função dos limites de controlo como base de decisões.
•Apresentar informações para que sejam tomadas ações de melhoria dos processos.
Fig. 8 – Exemplo Gráfico de Controlo
CENTRO DE EMPREGO E FORMAÇÃO PROFISSIONAL DE ÉVORA
UFCD 5793 LEAN
18
KPI´S - INDICADOR CHAVE DE DESEMPENHO
KPI é a sigla que corresponde a Key Performance Indicator, uma técnica de gestão conhecida em português como Indicador-chave de Desempenho.
Os KPI´s facilitam a transmissão da visão e missão de uma determinada empresa para funcionários que não ocupam cargos elevados. Desta forma, todos os funcionários de vários escalões hierárquicos são envolvidos na missão de alcançar os alvos estratégicos estabelecidos pela empresa. Um indicador chave de desempenho funciona como um veículo de comunicação, garantindo que os trabalhadores entendam como os seus trabalhos são importantes para o sucesso ou falta de sucesso da organização.
Na BIKEMEL os KPI's mais importantes são os seguintes:
Tempos de Ciclo: O tempo de ciclo é definido como o tempo total de duração do processo e inclui também os tempos de espera. Aqui apresenta-se a média geral dos diferentes processos.
Rácio de Tempo de Ciclo: Define-se como a variação entre o tempo de ciclo definido pela engenharia de projeto e o tempo de ciclo real obtido depois das melhorias aplicadas.
Taxa de rejeição: a taxa de componentes fabricados em estado de não
conformidade é cerca de 0.3%. Essas não-conformidades são detetadas ainda 18 dentro do processo de fabrico e, portanto, a taxa de rejeição por parte do cliente final é de 0%.
Retrabalho: o número não-conformidades resolvidas por retrabalho ultrapassa em larga escala as não-conformidades que não permitem a reutilização: 30% das não-conformidades seguem para retrabalho.
No mundo dos negócios, os KPI’s são medidas quantificáveis para compreender se os objetivos são atingidos. Consequentemente, esses indicadores determinam se é necessário tomar atitudes diferentes que melhorem os resultados atuais. Os indicadores-chave de desempenho só devem ser alterados se os objetivos primários de uma empresa também sofrer alteração.
CENTRO DE EMPREGO E FORMAÇÃO PROFISSIONAL DE ÉVORA
UFCD 5793 LEAN
19
Existem diferentes categorias de indicadores, que podem ser:
Quantitativos;
Qualitativos;
Indicadores de atraso;
Indicadores de entrada;
Indicadores de processo;
Indicadores de resultados;
Indicadores práticos;
Indicadores direcionais;
Indicadores acionáveis;
Indicadores financeiros.
EXEMPLOS DE KPI
Alguns exemplos concretos de KPI são:
Time to Market - Corresponde ao tempo de lançamento de um produto, que começa com a idealização do conceito e termina quando está disponível para venda.
Lead Time - Consiste no tempo de duração de um determinado processo.
Stock Out - Indica quantas vezes ou quantos dias um determinado produto em stock chega ao saldo zero.
Market Share - Fatia de mercado que um determinado produto conquistou durante um determinado período de tempo.
Produtividade Homem/hora - Número de unidades produzidas por cada indivíduo que trabalha na empresa.
Ociosidade - % de tempo que uma equipa, unidade de construção ou máquina ficam sem produzir.
Giro de stock - Consumo (Saídas) / Saldo Médio de stock.
Fig.9
CENTRO DE EMPREGO E FORMAÇÃO PROFISSIONAL DE ÉVORA
UFCD 5793 LEAN
20
FERRAMENTAS LEAN
TPM – GESTÃO PRODUTIVA TOTAL
TPM é a Gestão Produtiva Total e consiste num sistema de gestão que pretende a eliminação de todas as perdas ou desperdícios tanto nos sectores produtivo como administrativo da organização.
Quais são os principais objectivos do TPM?
1. Competição Global ao nível de: custos, qualidade e serviço;
2. Minimizar o tempo de entrega de novos produtos;
3. Diversificação dos produtos;
4. Encomendas de pequena dimensão;
5. Formação das pessoas;
6. Zero acidentes e poluição;
7. Etc.
8.
Quais são os cinco princípios do TPM?
1. Maximizar a eficácia global do equipamento;
2. Estabelecer um sistema de manutenção preventiva dos equipamentos;
3. Implementar o TPM envolvendo todos os principais departamentos: Direção, Produção, Manutenção e Engenharia;
4. Para se conseguir a implementação do TPM é necessário o envolvimento de todos;
5. A implementação inicia-se com a atividade de pequenos grupos.
CENTRO DE EMPREGO E FORMAÇÃO PROFISSIONAL DE ÉVORA
UFCD 5793 LEAN
21
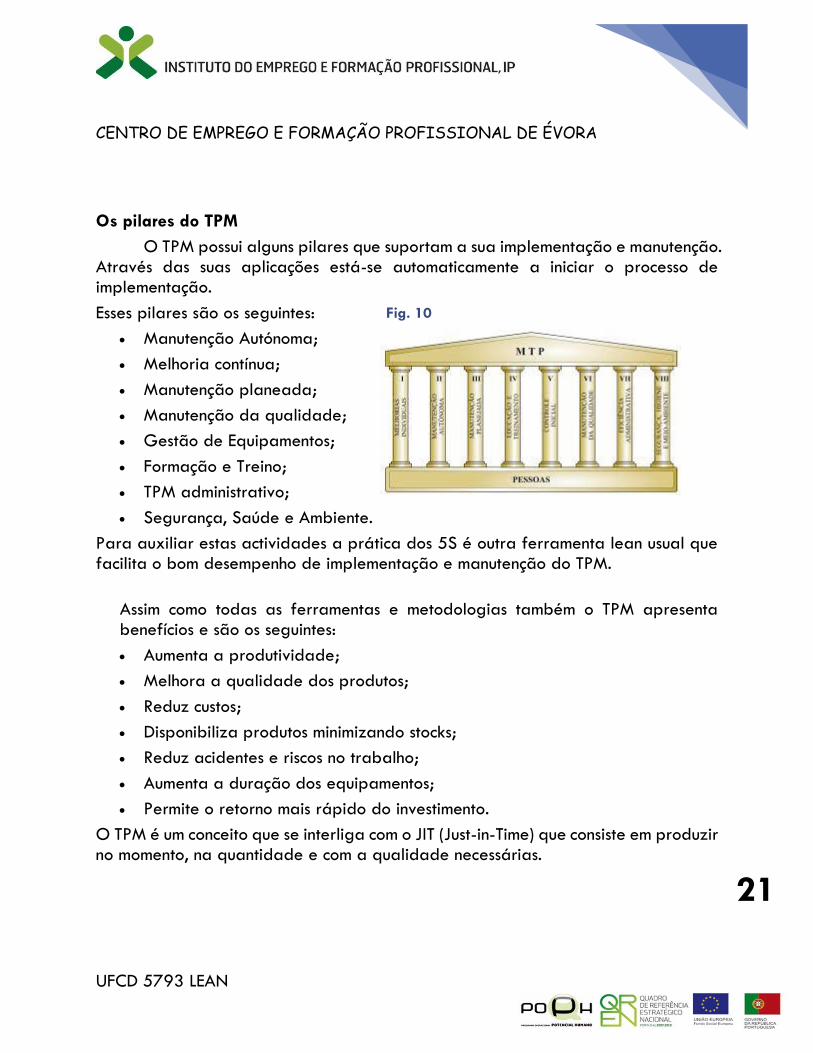
Os pilares do TPM
O TPM possui alguns pilares que suportam a sua implementação e manutenção. Através das suas aplicações está-se automaticamente a iniciar o processo de implementação.
Esses pilares são os seguintes:
Manutenção Autónoma;
Melhoria contínua;
Manutenção planeada;
Manutenção da qualidade;
Gestão de Equipamentos;
Formação e Treino;
TPM administrativo;
Segurança, Saúde e Ambiente.
Para auxiliar estas actividades a prática dos 5S é outra ferramenta lean usual que facilita o bom desempenho de implementação e manutenção do TPM.
Assim como todas as ferramentas e metodologias também o TPM apresenta benefícios e são os seguintes:
Aumenta a produtividade;
Melhora a qualidade dos produtos;
Reduz custos;
Disponibiliza produtos minimizando stocks;
Reduz acidentes e riscos no trabalho;
Aumenta a duração dos equipamentos;
Permite o retorno mais rápido do investimento.
O TPM é um conceito que se interliga com o JIT (Just-in-Time) que consiste em produzir no momento, na quantidade e com a qualidade necessárias.
Fig. 10
CENTRO DE EMPREGO E FORMAÇÃO PROFISSIONAL DE ÉVORA
UFCD 5793 LEAN
22
SMED
Single Minute Exchange of Die ou SMED ou em tradução aproximada "troca
rápida de ferramentas" é uma ferramenta elaborada inicialmente por Taiichi
Ohno e, mais tarde, consolidada por Shigeo Shingo. É empregado na indústria para
reduzir o tempo do processo de setup (preparação de máquinas, equipamentos e
linhas de produção). Isto é conseguido através da otimização do processo de
reconfiguração das ferramentas e dispositivos de fixação de materiais.
O tempo setup num posto de trabalho, não traduz uma operação de valor
acrescentado para o produto.
A redução do Single Minute Exchange of Die, produz efeitos imediatos e
diretos no aumento do tempo disponível para a produção e na redução do tempo
efetivo do ciclo produtivo. Assim sendo, analisa-se um incremento visível na
produtividade e ainda uma adaptação nas proporções de produção às flutuações
da procura, numa óptica de JIT (Just In Time).
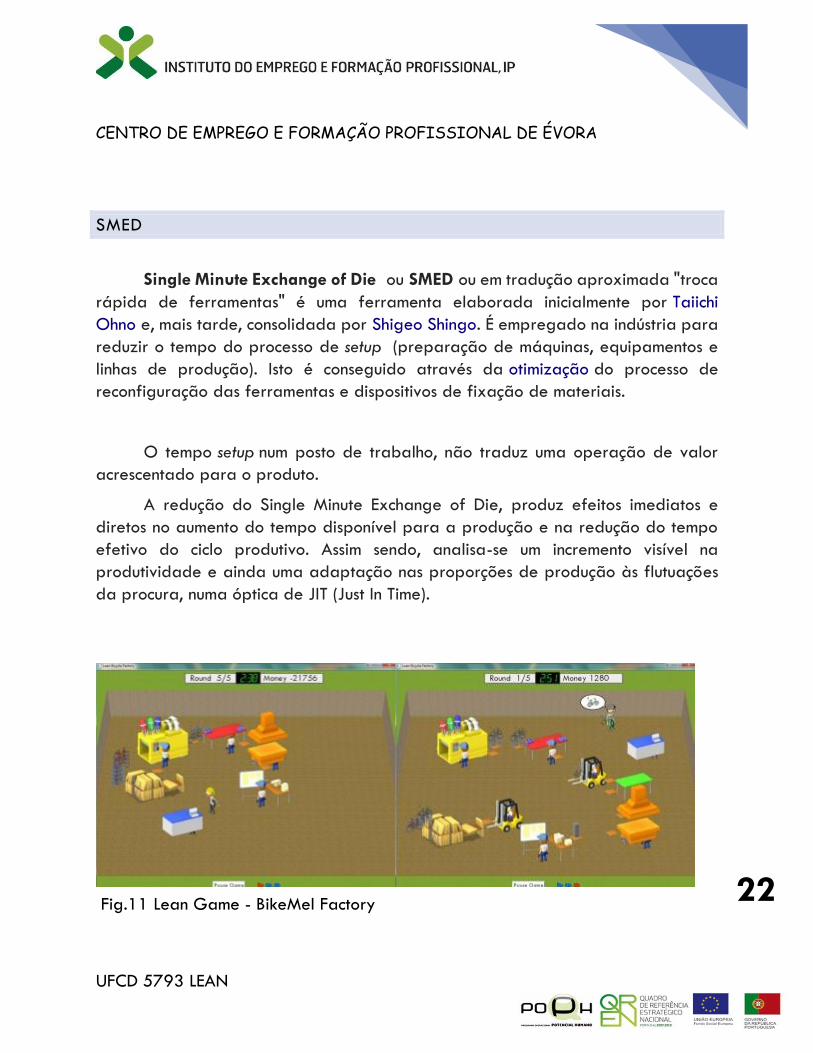
Fig.11 Lean Game - BikeMel Factory
CENTRO DE EMPREGO E FORMAÇÃO PROFISSIONAL DE ÉVORA
UFCD 5793 LEAN
23
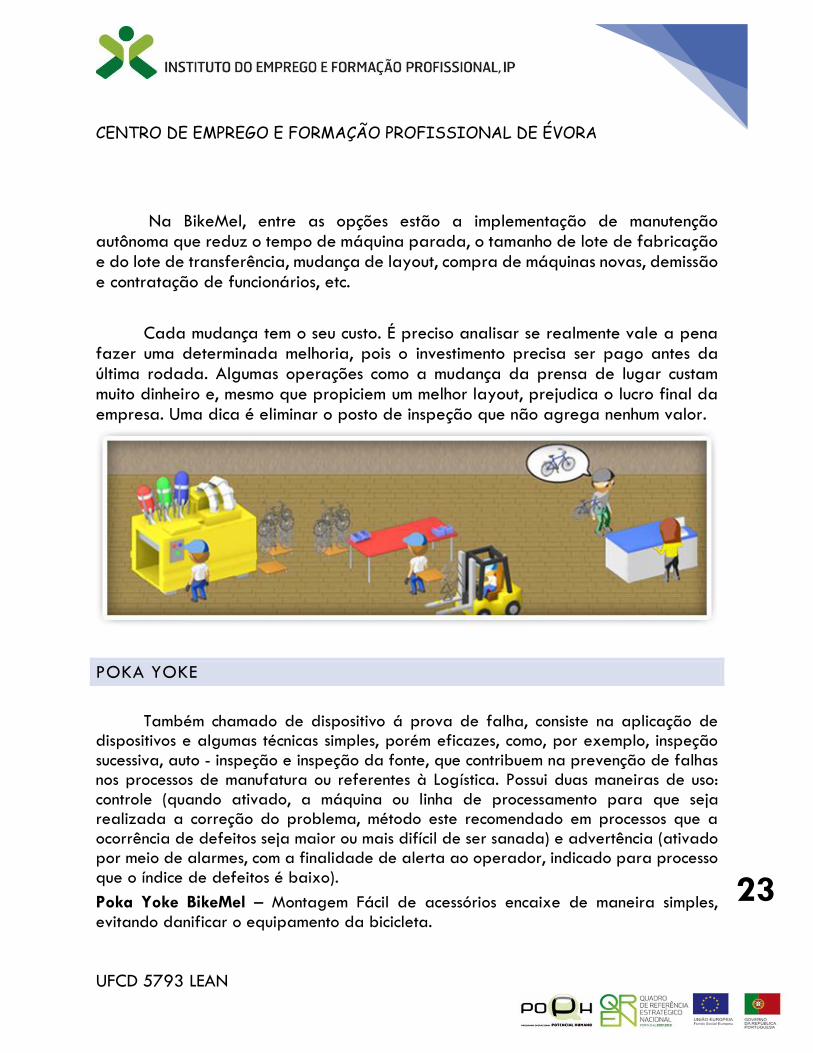
Na BikeMel, entre as opções estão a implementação de manutenção autônoma que reduz o tempo de máquina parada, o tamanho de lote de fabricação e do lote de transferência, mudança de layout, compra de máquinas novas, demissão e contratação de funcionários, etc.
Cada mudança tem o seu custo. É preciso analisar se realmente vale a pena fazer uma determinada melhoria, pois o investimento precisa ser pago antes da última rodada. Algumas operações como a mudança da prensa de lugar custam muito dinheiro e, mesmo que propiciem um melhor layout, prejudica o lucro final da empresa. Uma dica é eliminar o posto de inspeção que não agrega nenhum valor.
POKA YOKE
Também chamado de dispositivo á prova de falha, consiste na aplicação de dispositivos e algumas técnicas simples, porém eficazes, como, por exemplo, inspeção sucessiva, auto - inspeção e inspeção da fonte, que contribuem na prevenção de falhas nos processos de manufatura ou referentes à Logística. Possui duas maneiras de uso: controle (quando ativado, a máquina ou linha de processamento para que seja realizada a correção do problema, método este recomendado em processos que a ocorrência de defeitos seja maior ou mais difícil de ser sanada) e advertência (ativado por meio de alarmes, com a finalidade de alerta ao operador, indicado para processo que o índice de defeitos é baixo).
Poka Yoke BikeMel – Montagem Fácil de acessórios encaixe de maneira simples, evitando danificar o equipamento da bicicleta.
CENTRO DE EMPREGO E FORMAÇÃO PROFISSIONAL DE ÉVORA
UFCD 5793 LEAN
24
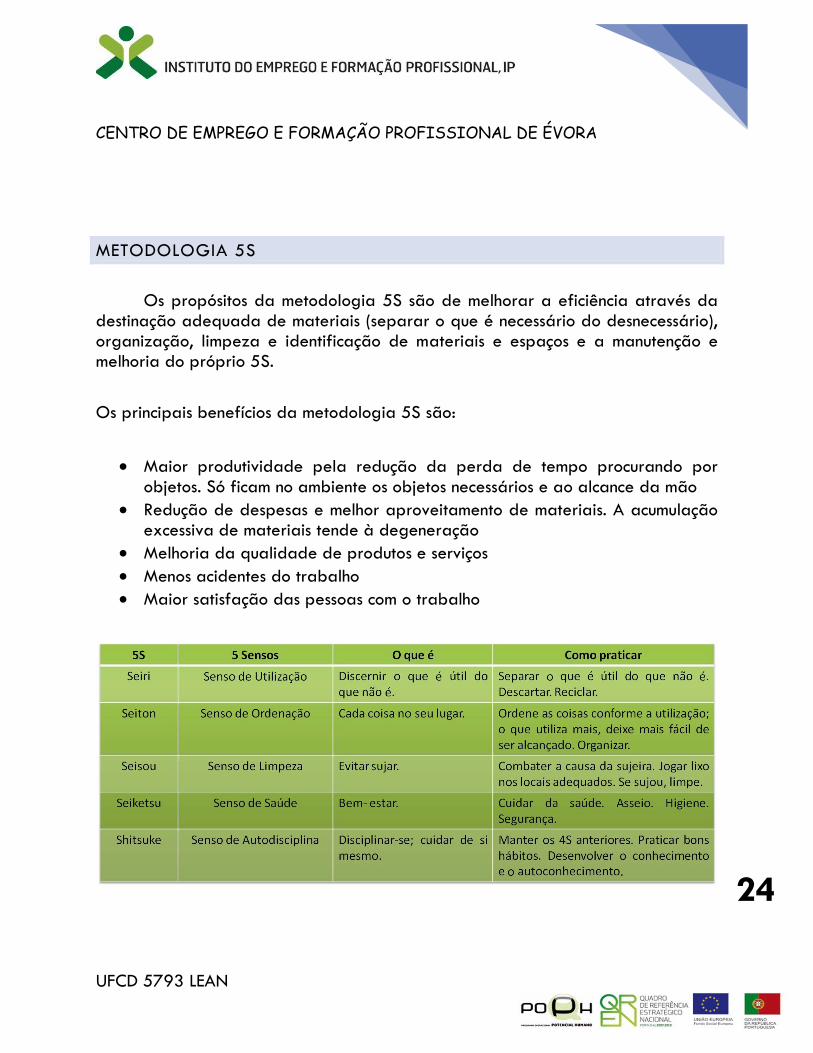
METODOLOGIA 5S
Os propósitos da metodologia 5S são de melhorar a eficiência através da destinação adequada de materiais (separar o que é necessário do desnecessário), organização, limpeza e identificação de materiais e espaços e a manutenção e melhoria do próprio 5S.
Os principais benefícios da metodologia 5S são:
Maior produtividade pela redução da perda de tempo procurando por objetos. Só ficam no ambiente os objetos necessários e ao alcance da mão
Redução de despesas e melhor aproveitamento de materiais. A acumulação excessiva de materiais tende à degeneração
Melhoria da qualidade de produtos e serviços
Menos acidentes do trabalho
Maior satisfação das pessoas com o trabalho
CENTRO DE EMPREGO E FORMAÇÃO PROFISSIONAL DE ÉVORA
UFCD 5793 LEAN
25
KANBAN
Kanban é uma palavra de origem japonesa que significa literalmente registo ou placa visível.
Na produção significa um cartão de sinalização que controla os fluxos de produção ou transportes em uma indústria. O cartão pode ser substituído por outro sistema de sinalização, como luzes, caixas vazias e até locais vazios demarcados.
Coloca-se um Kanban em peças ou partes específicas de uma linha de produção, para indicar a entrega de uma determinada quantidade. Quando se esgotarem todas as peças, o mesmo aviso é levado ao seu ponto de partida, onde se converte num novo pedido para mais peças. Quando for recebido o cartão ou quando não há nenhuma peça na caixa ou no local definido, então deve-se movimentar, produzir ou solicitar a produção da peça.
O Kanban permite agilizar a entrega e a produção de peças. Pode ser empregado em indústrias montadoras, desde que o nível de produção não oscile em demasia. Os Kanbans físicos (cartões ou caixas) podem ser Kanbans de Produção ou Kanbans de Movimentação e transitam entre os locais de armazenagem e produção substituindo formulários e outras formas de solicitar peças, permitindo enfim que a produção se realize Just in time - metodologia desenvolvida e aperfeiçoada por Taiichi Ohno e Sakichi Toyoda conhecida como Sistema Toyota de Produção.
Fig. 12
CENTRO DE EMPREGO E FORMAÇÃO PROFISSIONAL DE ÉVORA
UFCD 5793 LEAN
26
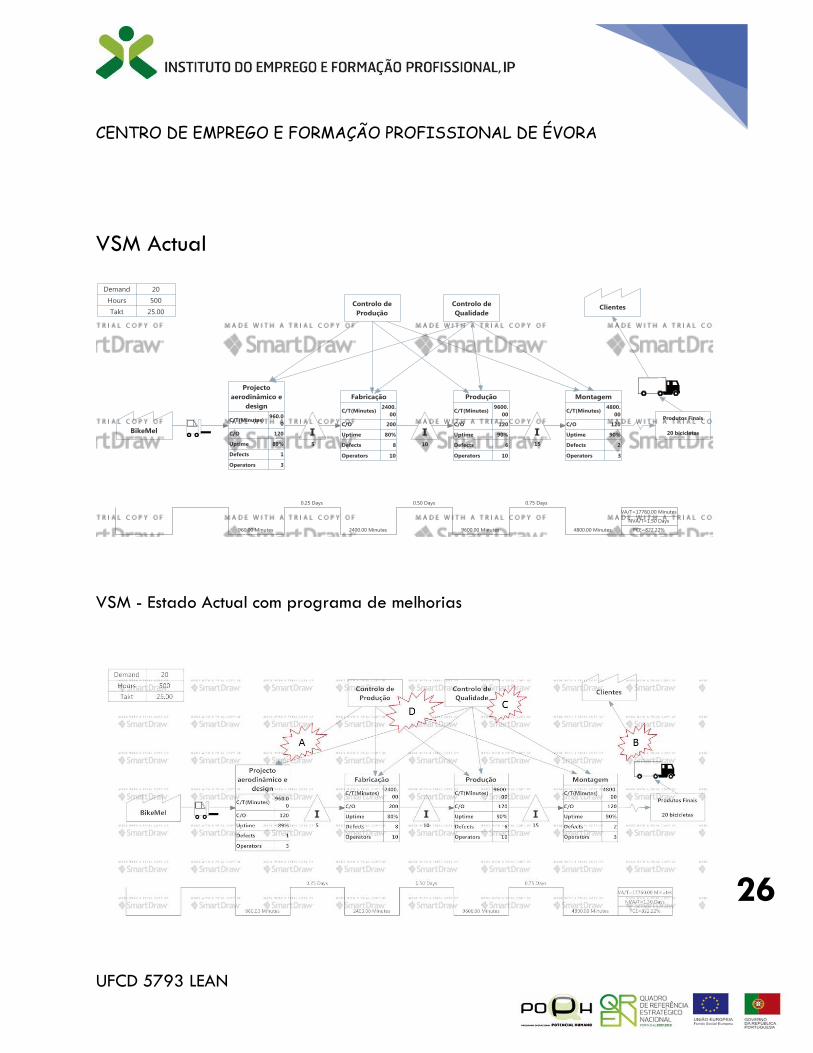
VSM Actual
VSM - Estado Actual com programa de melhorias
CENTRO DE EMPREGO E FORMAÇÃO PROFISSIONAL DE ÉVORA
UFCD 5793 LEAN
27
VSM - PROGRAMA DE MELHORIAS
Descrição do programa de melhorias
A) Criar outros modelos padrão de quadros de bicicleta; B) Entregas semanais de bicicletas; C) Formações para aumentar as qualificações dos técnicos; D) Introdução de mais um turno de trabalho opcional ao Sábado.
VSM - Mapeamento do fluxo de valor é um método de gestão Lean para analisar o estado atual e projetar um estado futuro para a série de eventos que levam a um produto ou serviço desde o seu início até o cliente. Na Toyota , que é conhecido como "materiais e informação de mapeamento de fluxo". Pode ser aplicado a praticamente qualquer cadeia de valor .
Valor mapeamento do fluxo geralmente emprega símbolos padrão para representar os itens e processos, portanto, o conhecimento desses símbolos é essencial para interpretar corretamente os sistemas de produção de problemas.
Fig. 13
CENTRO DE EMPREGO E FORMAÇÃO PROFISSIONAL DE ÉVORA
UFCD 5793 LEAN
28
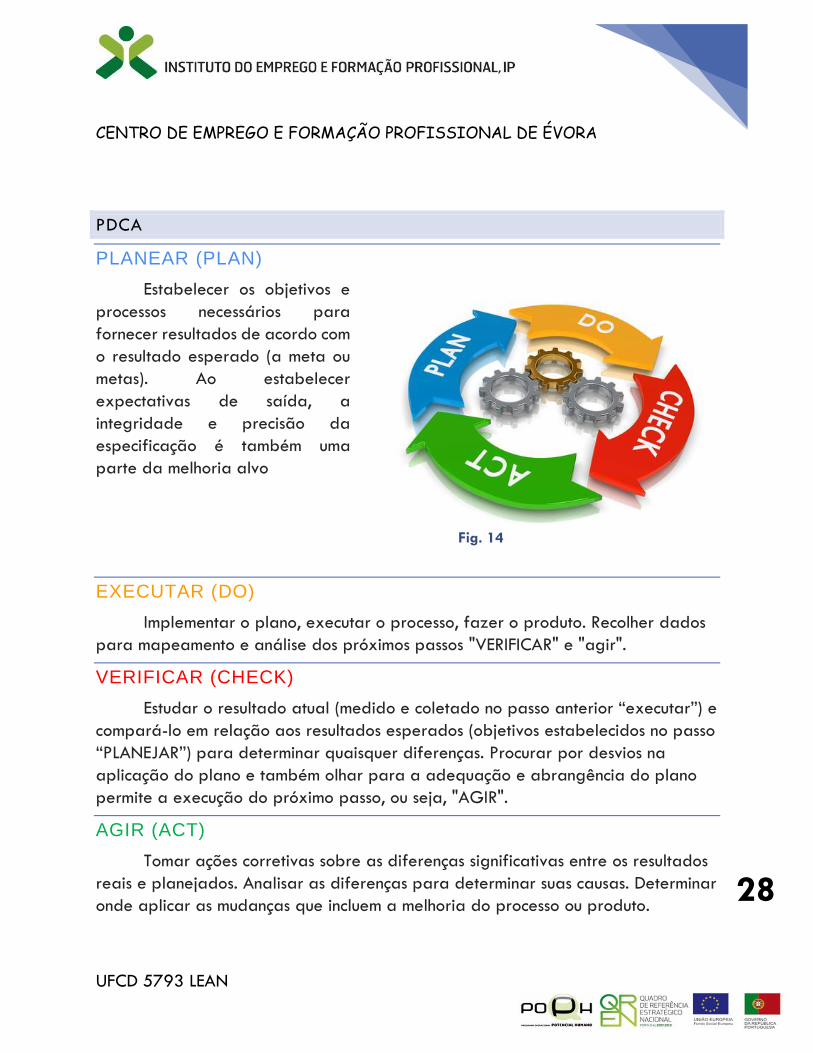
PDCA
PLANEAR (PLAN)
Estabelecer os objetivos e
processos necessários para
fornecer resultados de acordo com
o resultado esperado (a meta ou
metas). Ao estabelecer
expectativas de saída, a
integridade e precisão da
especificação é também uma
parte da melhoria alvo
EXECUTAR (DO)
Implementar o plano, executar o processo, fazer o produto. Recolher dados
para mapeamento e análise dos próximos passos "VERIFICAR" e "agir".
VERIFICAR (CHECK)
Estudar o resultado atual (medido e coletado no passo anterior “executar”) e
compará-lo em relação aos resultados esperados (objetivos estabelecidos no passo
“PLANEJAR”) para determinar quaisquer diferenças. Procurar por desvios na
aplicação do plano e também olhar para a adequação e abrangência do plano
permite a execução do próximo passo, ou seja, "AGIR".
AGIR (ACT)
Tomar ações corretivas sobre as diferenças significativas entre os resultados
reais e planejados. Analisar as diferenças para determinar suas causas. Determinar
onde aplicar as mudanças que incluem a melhoria do processo ou produto.
Fig. 14
CENTRO DE EMPREGO E FORMAÇÃO PROFISSIONAL DE ÉVORA
UFCD 5793 LEAN
29
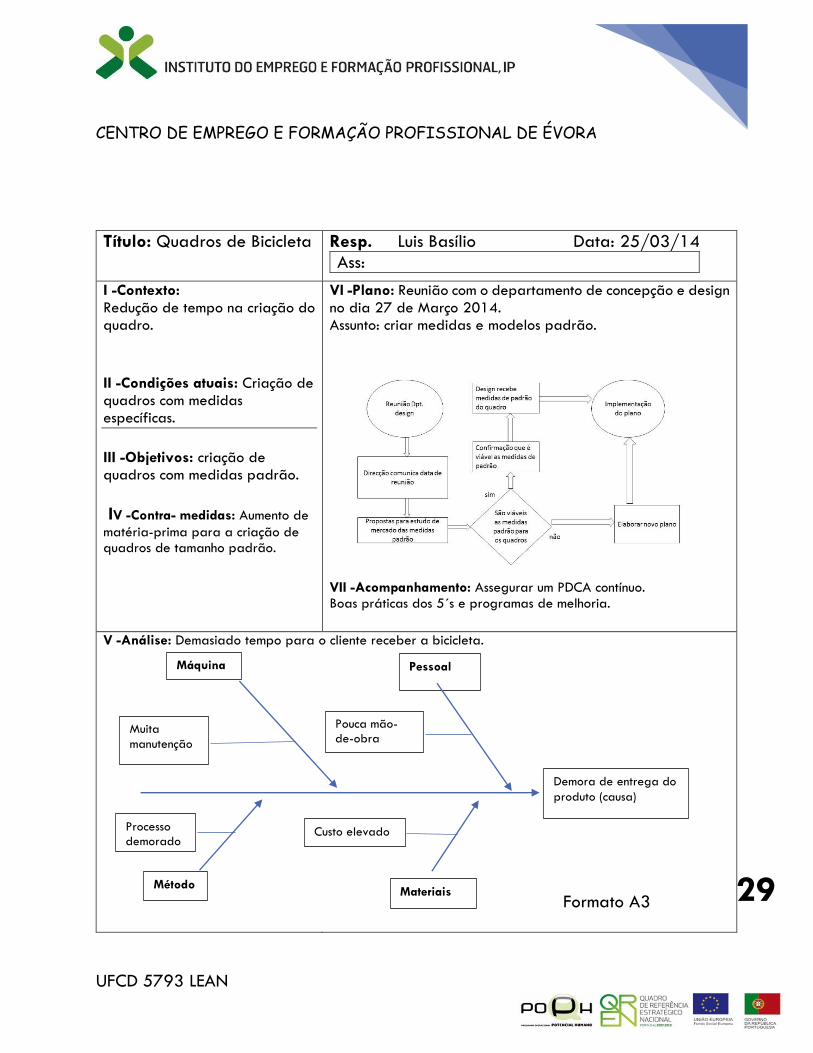
Título: Quadros de Bicicleta Resp. Luis Basílio Data: 25/03/14
Ass:
I -Contexto: Redução de tempo na criação do quadro.
II -Condições atuais: Criação de quadros com medidas específicas.
III -Objetivos: criação de quadros com medidas padrão.
IV -Contra- medidas: Aumento de
matéria-prima para a criação de quadros de tamanho padrão.
VI -Plano: Reunião com o departamento de concepção e design no dia 27 de Março 2014. Assunto: criar medidas e modelos padrão.
VII -Acompanhamento: Assegurar um PDCA contínuo. Boas práticas dos 5´s e programas de melhoria.
V -Análise: Demasiado tempo para o cliente receber a bicicleta.
Formato A3
Demora de entrega do
produto (causa)
Máquina
Muita
manutenção
Pessoal
Pouca mão-
de-obra
Métodos
Processo
demorado
Materiais
Custo elevado
CENTRO DE EMPREGO E FORMAÇÃO PROFISSIONAL DE ÉVORA
UFCD 5793 LEAN
30
CONCLUSÃO
Este trabalho fez- se em grupo que permite dinamizar os elementos para uma melhor compreensão e desenvolvimento das ferramentas LEAN.
O trabalho permitiu desenvolver o entendimento e discussão dos vários temas e opiniões. Podemos dizer que utilizando as ferramentas básicas da qualidade que são imprescindíveis nas empresas de forma a desenvolver melhorias na produção com registos. As ferramentas LEAN permitem o melhor desenvolvimento de tarefas e metas que ajudam a empresa em colaboração com o trabalhador a alcançar a Excelência.
WEBGRAFIA
Lean Thinking: www.lean.org.br/o_que_e.aspx
Ferramentas da Qualidade://pt.wikipedia.org/wiki/Sete_ferramentas_da_qualidade
Kanban: www.significados.com.br/kanban/
Poka Yoke: //pt.wikipedia.org/wiki/Poka-Yoke
Just It Time: //pt.wikipedia.org/wiki/Just_in_time
TPM: http://www.portal-gestao.com/item/6022-o-total-productive-management-tpm.html#sthash.Lo2Qg7cs.dpuf
SMED: http://takttime.net/extras/softwares/fabrica-de-bicicletas-lean-game/attachment/lean-bicycle-factory-2/
Smed: http://pt.wikipedia.org/wiki/Single_Minute_Exchange_of_Die
POKE YOKE: http://portogente.com.br/portopedia/poka-yoke-75540
5`s: http://pt.wikipedia.org/wiki/5s
PDCA: http://pt.wikipedia.org/wiki/Ciclo_PDCA
Kanban: http://pt.wikipedia.org/wiki/Kanban

CENTRO DE EMPREGO E FORMAÇÃO PROFISSIONAL DE ÉVORA
UFCD 5793 LEAN
31







![Aplicação de Metodologias Lean em Ambiente Simulado · PDF fileTécnico de Maquinação CNC UFCD [5793] Critério de Excelência Aeronáutica - Lean Aplicação de Metodologias Lean](https://img.pdfslide.tips/doc/110x75/5a9dcf4d7f8b9a0d5a8c6fbc/aplicao-de-metodologias-lean-em-ambiente-simulado-de-maquinao-cnc-ufcd-5793-critrio.jpg)





















