Embed Size (px)
Citation preview

CSE-403-4
Tópicos Especiais em Garantia
de Missão e de Produto Espaciais
Engenharia e Tecnologia Espaciais – ETE
Engenharia e Gerenciamento de Sistemas Espaciais
Engenharia e Tecnologia Espaciais – ETE
Engenharia e Gerenciamento de Sistemas Espaciais
02.12.2008L.F.Perondi

02.12.2008
TÓPICOS SELECIONADOS
1 – SIX SIGMA
2 – TRATAMENTO DE NÃO-CONFORMIDADES
3 – CICLO-DE-VIDA DE PROJETOS NA ÁREA ESPACIAL
SUMÁRIO

02.12.2008
O que é Six Sigma?
Quando foi desenvolvido?
Como é implementado?
Onde é utilizado?
Em 1986, a Motorola lutava para competir com as fábricas
estrangeiras e a qualidade de seus produtos se encontrava
muito deficiente. Foi, então, estabelecida uma meta ambiciosa:
atingir o décuplo de melhoria da qualidade dos produtos e
aprimorar a satisfação do cliente em cinco anos.
O plano focava competitividade global, gerenciamento
participativo e, o mais importante, uma ambiciosa melhoria da
qualidade.
1- Six Sigma*
CSE-403-4 Tópicos SelecionadosClasse 14 – 02.12.2008
*http://empresasefinancas.hsw.uol.com.br/six-sigma.htm

02.12.2008
O processo de melhoria da qualidade foi denominado de Six Sigma,
pelo engenheiro de qualidade da Motorola, Bill Smith. Era um nome
atraente e os resultados seriam ainda mais extraordinários. Em 1988,
a Motorola ganhou o Malcolm Baldridge National Quality Award
baseado nos resultados que obteve em apenas dois anos. Agora, mais
de duas décadas passadas, milhares de empresas usam o Six Sigma
para otimizar seus processos e aumentar os lucros.
De fato, uma indústria inteira cresceu ao redor do Six Sigma: a
Motorola oferece treinamento extensivo na Motorola University, um
exército de experts chamado “Faixas Pretas” viaja pelo mundo
ajudando organizações a instalarem e utilizarem o Six Sigma, e
centenas de livros sobre o tema já foram publicados.
Na essência, o Six Sigma é um conceito relativamente simples de ser
entendido.
CSE-403-4 Tópicos SelecionadosClasse 14 – 02.12.2008

02.12.2008
O que é o Six Sigma?
O Six Sigma é uma medida do número de defeitos resultante de um processo ou
operação específico, por exemplo, o processo de fabricação de uma peça.
No Six Sigma, o foco da preocupação não se dá com as peças defeituosas em si,
mas sim com o processo, ou oportunidade de defeito. Uma oportunidade de
defeito leva em conta três variáveis importantes:
- os diferentes defeitos que podem ocorrer em uma peça montada;
- os locais em que os defeitos podem ocorrer nessa peça;
- todos os passos de produção que poderiam causar um ou mais desses defeitos
na peça.
Exemplo: fabricação de pequenos cubos de metal. Dois grandes defeitos são
observados nos cubos: uma rachadura e um amassado. Agora, vamos supor que
esses defeitos sejam encontrados somente em três das seis faces do cubo. E
finalmente, vamos supor que existam três passos no processo de fabricação em
que esses defeitos são normalmente introduzidos.
CSE-403-4 Tópicos SelecionadosClasse 14 – 02.12.2008

02.12.2008
Assim, são várias as oportunidades de um defeito ocorrer. Para
calcular quantas, deve-se simplesmente multiplicar: 2 x 3 x 3,
resultando em um total de 18 oportunidades. Agora, se houver
rachaduras ou amassados em 5% dos cubos de metal que saem da
linha de produção, o número de defeitos por oportunidade é de
0,002778 (0,05 dividido por 18). Para encontrar o número de
defeitos em cada mil oportunidades, multiplica-se 0,002778 por
1.000, obtendo 2,78.
A métrica de defeitos por milhar, porém, não era sensível o
bastante. Passou-se, então, a utilizar a medida de defeitos por
milhão de oportunidades (DPMO).
Para encontrar o número de oportunidades de defeitos por milhão
no exemplo acima, multiplica-se 0,002778 por 1.000.000 para ter
2.778 DPMO.
CSE-403-4 Tópicos SelecionadosClasse 14 – 02.12.2008

02.12.2008
Cálculo do Six Sigma
Para dar significado aos números, foi formulada uma escala para
avaliar a qualidade de um processo baseado no número observado
de defeitos. A seguir segue a escala completa para apreciação dos
números envolvidos:
Six Sigma = 3,4 DPMO, ou 99,9993% da produção livre de defeitos
Five Sigma = 233 DPMO, ou 99,95% ... livre de defeitos
Four Sigma = 6.210 DPMO, ou 98,76% ... livre de defeitos
Three Sigma = 66.807 DPMO, ou 86,64% ... livre de defeitos
Two Sigma = 308.538 DPMO, ou 38,3% ... livre de defeitos
No topo da escala está o Six Sigma, que equivale a 3,4 DPMO, ou seja
99,9993% da produção livre de defeitos. Em outras palavras, se um
processo opera com o Six Sigma, então serão observados em méida 3,4
defeitos para cada milhão de oportunidades de defeito. É claro que
muitos processos não funcionam com o Six Sigma. Eles rodam no Five
Sigma, Four Sigma ou categorias inferiores.
CSE-403-4 Tópicos SelecionadosClasse 14 – 02.12.2008

02.12.2008
CSE-403-4 Tópicos SelecionadosClasse 14 – 02.12.2008
Por que o Six Sigma é importante ?
Muitas empresas operam com o Three ou com o Four Sigma. Isso
significa que as perdas que podem gerar como resultado da má
qualidade custam entre 10 e 15% do rendimento. Todavia, uma
empresa operando com o Six Sigma pode gerar uma economia
considerável. De acordo com uma fonte, a economia como
percentual de rendimento varia de 1,2 a 4,5%.
[fonte: http://www.isixsigma.com/library/content/c020729a.asp ].
Isso significa que uma empresa com rendimentos de até US$ 1
milhão poderia economizar até US$ 45 mil, enquanto que uma
empresa com rendimentos de US$ 1 bilhão poderia economizar
até US$ 45 milhões.

02.12.2008
CSE-403-4 Tópicos SelecionadosClasse 14 – 02.12.2008
Table 1: Companies And The Year They Implemented Six Sigma
Company Name Year Began Six Sigma
Motorola (NYSE:MOT) 1986
Allied Signal (Merged With Honeywell in 1999) 1994
GE (NYSE:GE) 1995
Honeywell (NYSE:HON) 1998
Ford (NYSE:F) 2000
[fonte: http://www.isixsigma.com/library/content/c020729a.asp ]
Exemplos de empresas que adotaram o Six Sigma

02.12.2008
CSE-403-4 Tópicos SelecionadosClasse 14 – 02.12.2008
Table 2: Six Sigma Cost And Savings By Company
Year Revenue ($B) Invested ($B) % Revenue Invested Savings ($B) % Revenue
Savings
Motorola
1986-2001 356.9(e) ND - 16 1 4.5
Allied Signal
1998 15.1 ND - 0.5 2 3.3
GE
1996 79.2 0.2 0.3 0.2 0.2
1997 90.8 0.4 0.4 1 1.1
1998 100.5 0.5 0.4 1.3 1.2
1999 111.6 0.6 0.5 2 1.8
1996-1999 382.1 1.6 0.4 4.4 3 1.2
Honeywell
1998 23.6 ND - 0.5 2.2
1999 23.7 ND - 0.6 2.5
2000 25.0 ND - 0.7 2.6
1998-2000 72.3 ND - 1.8 4 2.4
Ford
2000-2002 43.9 ND - 1 6 2.3
Key: $B = $ Billions, United States (e) = Estimated, Yearly Revenue 1986-1992 Could Not Be Found ND = Not Disclosed Note: Numbers Are Rounded To The Nearest Tenth
[fonte: http://www.isixsigma.com/library/content/c020729a.asp ]

02.12.2008
CSE-403-4 Tópicos SelecionadosClasse 14 – 02.12.2008
Desvio padrão
Seja X uma variável estocástica distribuída normalmente (exemplo: alguma
das medidas de uma peça fabricada):
f(x) = 1/(2**2)1/2 exp (-(x-μ)2/22)
f(x)Δx ≈ probabilidade de que o valor de x esteja entre x e x+Δx
μ ≈ valor médio
≈ desvio padrão
estimadores:
μ = 1/N ∑ xi ({xi }≈ N realizações de x)
2 = 1/(N-1) ∑ (x- μ)2
6 Sigma = 3,4 DPMO, ou 99,9993% da produção livre de
defeitos
5 Sigma = 233 DPMO, ou 99,95% ... livre de defeitos
4 Sigma = 6.210 DPMO, ou 98,76% ... livre de defeitos
3 Sigma = 66.807 DPMO, ou 86,64% ... livre de defeitos
2 Sigma = 308.538 DPMO, ou 38,3% ... livre de defeitos
A relação entre a classificação n sigma com áreas abaixo
da curva normal é dada pela seguinte regra:
- uma produção dita com n sigma com respeito a um dado
defeito (caracterizado, digamos, por uma medida x)
significa que as peças produzidas com medidas até xn ±
(n-1,5)σ estarão dentro da especificação, onde σ é o desvio
padrão do processo produtivo e xn é o valor nominal da
medida. Isto significa que somente a proporção
correspondente às áreas que se encontram fora da região
delimitada por x ± (n-1,5)σ será rejeitada.

02.12.2008
CSE-403-4 Tópicos SelecionadosClasse 14 – 02.12.2008
http://www.isixsigma.com/library/content/c020729a.asp

02.12.2008
CSE-403-4 Tópicos SelecionadosClasse 14 – 02.12.2008
The role of the 1.5 sigma shift
Experience has shown that in the long term, processes usually do not perform as
well as they do in the short. As a result, the number of sigmas that will fit between
the process mean and the nearest specification limit is likely to drop over time,
compared to an initial short-term study. To account for this real-life increase in
process variation over time, an empirically-based 1.5 sigma shift is introduced into
the calculation. According to this idea, a process that fits six sigmas between the
process mean and the nearest specification limit in a short-term study will in the
long term only fit 4.5 sigmas – either because the process mean will move over time,
or because the long-term standard deviation of the process will be greater than that
observed in the short term, or both.
Hence the widely accepted definition of a six sigma process is one that produces 3.4
defective parts per million opportunities (DPMO). This is based on the fact that a
process that is normally distributed will have 3.4 parts per million beyond a point
that is 4.5 standard deviations above or below the mean (one-sided capability
study). So the 3.4 DPMO of a "Six Sigma" process in fact corresponds to 4.5 sigmas,
namely 6 sigmas minus the 1.5 sigma shift introduced to account for long-term
variation. This is designed to prevent underestimation of the defect levels likely to
be encountered in real-life operation.
From http://en.wikipedia.org/wiki/Six_Sigma

02.12.2008
2- Tratamento de Não-Conformidades
CSE-403-4 Tópicos SelecionadosClasse 14 – 02.12.2008
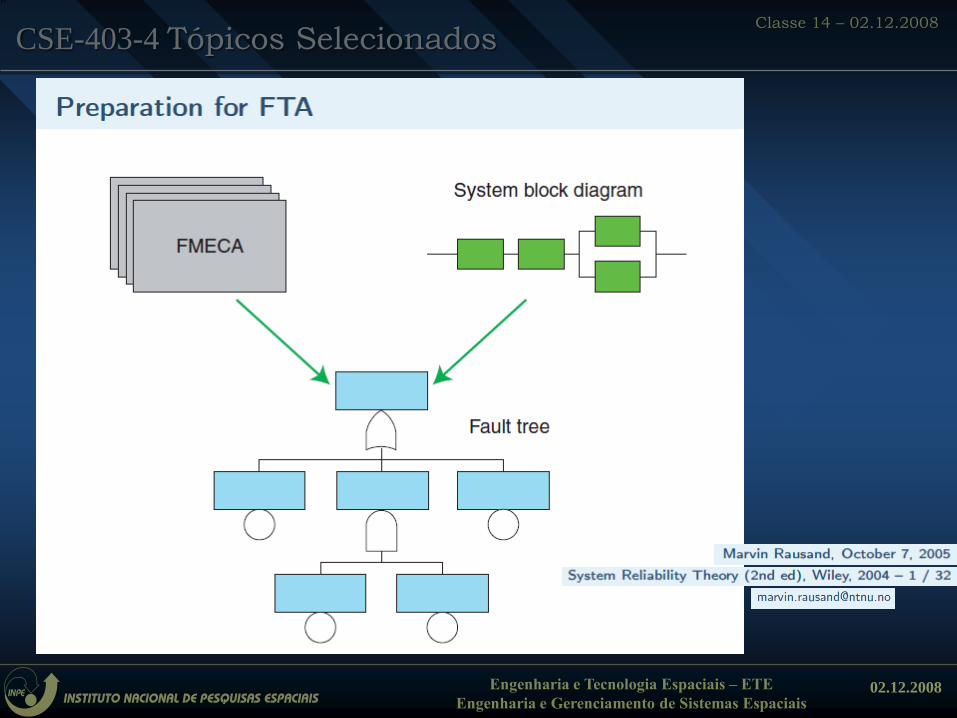
Ocorrendo uma falha, investiga-se a razão da falha através de
ferramentas como Árvore de Falha, Análise de Modos de Falha (FMEA) e
outras.
Classificação:
1 – Partes e materiais
2 – Fabricação
- processo
- mão-de-obra
3 – Testes
- processo
- operador
4 – Projeto

02.12.2008
Possíveis desdobramentos:
Falha do tipo 1:
- verificar se falha é consistente com modo de falha da
parte ou material
- se afirmativo verificar consistência: # casos x confiabilidade
- caso contrário, verificar lote, etc...
Falha do tipo 2:
- rever processo(s) de fabricação
- rever treinamento mão-de-obra
Falha do tipo 3:
- rever processo(s) de teste
- rever treinamento operador
Falha do tipo 4:
- rever projeto
CSE-403-4 Tópicos SelecionadosClasse 14 – 02.12.2008
02.12.2008
CSE-403-4 Tópicos SelecionadosClasse 14 – 02.12.2008

02.12.2008
CSE-403-4 Tópicos SelecionadosClasse 14 – 02.12.2008

02.12.2008
CSE-403-4 Tópicos SelecionadosClasse 14 – 02.12.2008
3- Ciclo de Vida de Projeto na Área Espacial
Fase de
Especificações
Modelos de
Desenvolvimento
SRR PDR CDR RQ
Fase de Projeto
PreliminarFase de Projeto
Detalhado Fase de Qualificação
de Projeto
RE RPP RPD
FASES
E
REUNIÕES
FORMAIS
RE: Revisão de
Especificações
RPP: Revisão de
Projeto Preliminar
RPD: Revisão de
Projeto Detalhado
RQ: Revisão de
Qualificação
Modelo de Engenharia
Modelo de Qualificação
Atividades de
Implementação
a) Desenvolvimento de Fornecedor
02.12.2008
CSE-403-4 Tópicos SelecionadosClasse 14 – 02.12.2008
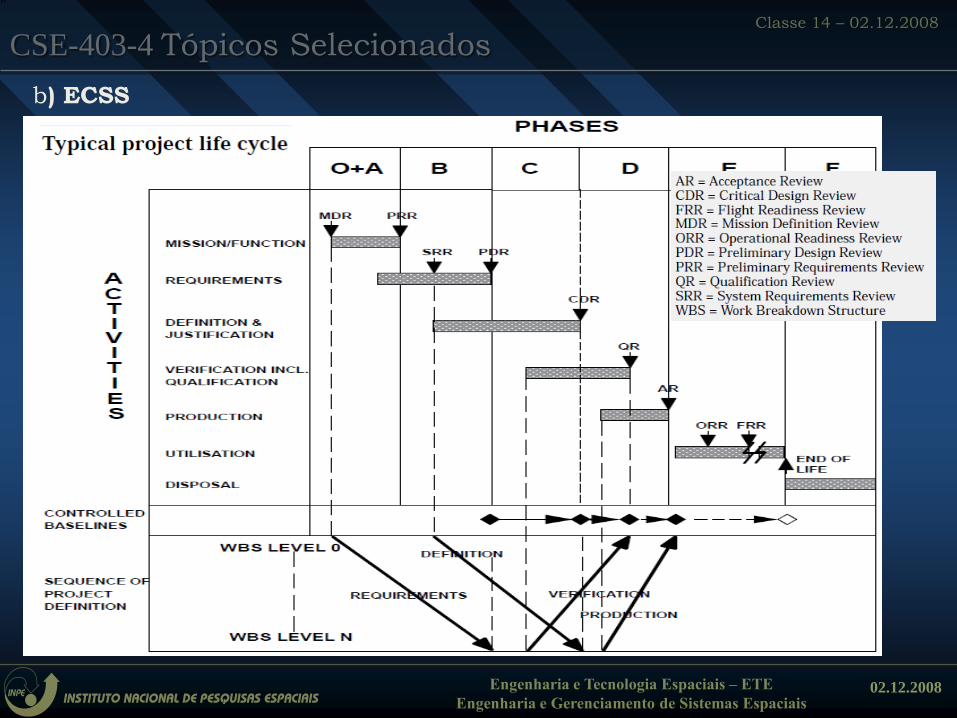
b) ECSS

02.12.2008
http://www.inpe.br/ete/industria/fases.dhtml
CSE-403-4 Tópicos SelecionadosClasse 14 – 02.12.2008
c) INPE

02.12.2008
http://www.inpe.br/ete/industria/faseA.dhtml
CSE-403-4 Tópicos SelecionadosClasse 14 – 02.12.2008

02.12.2008
http://www.inpe.br/ete/
industria/faseB.dhtml
CSE-403-4 Tópicos SelecionadosClasse 14 – 02.12.2008

02.12.2008
http://www.inpe.br/ete/
industria/faseC.dhtml
CSE-403-4 Tópicos SelecionadosClasse 14 – 02.12.2008

02.12.2008
http://www.inpe.br/ete/
industria/detalhado.dhtml
CSE-403-4 Tópicos SelecionadosClasse 14 – 02.12.2008

02.12.2008
http://www.inpe.br/ete/
industria/qualificacao.dhtml
CSE-403-4 Tópicos SelecionadosClasse 14 – 02.12.2008

02.12.2008
http://www.inpe.br/ete/
industria/mod_voo.dhtml
CSE-403-4 Tópicos SelecionadosClasse 14 – 02.12.2008

02.12.2008
http://www.inpe.br/ete/
industria/lancamento.dhtml
CSE-403-4 Tópicos SelecionadosClasse 14 – 02.12.2008





























