Embed Size (px)
Citation preview
8/4/2019 Csővezeték hegesztés STT eljárással
http://slidepdf.com/reader/full/csovezetek-hegesztes-stt-eljarassal 1/3
1/3
Csővezeték hegesztés STT eljárással
Az STT hegesztési eljárás
lényege a felületifeszültségen alapulóanyagátmenet. Az eljárásangol megnevezésének(Surface Tension Transfer)rövidítéséből kaptaMagyarországon ishasználatos STTmegnevezést.
Az eljárás a hagyományos
rövidzárlatos MAGhegesztésselösszehasonlítva jellemezhető.
A hagyományos rövid ívű hegesztés ún. „hideg”eljárás, melynél a hőbeviteláltalában kicsi. Ez csekélybeolvadást és kötéshibákategyaránt eredményezhet.
A hegesztési áramer ősségés a huzalelőtolási sebességszorosan összefügg, tehátnövelt huzalelőtolásisebességgel nő ahegesztőáram és általábannő a hőbevitel és abeolvadás is. Az eljáráselégséges hőmennyiséget
eredményez azösszeolvadáshoz, deáltalában nem olyan sokat,hogy a hegfürdő “átroskadjon” Ez a hegesztő számára egy szinte a “késélén” történő egyensúlyozást jelentheti a túl kicsi és a túlnagy beolvadás között.Amennyiben az ív talppontjaaz ömledéktől túl távol van,
úgy ebből eredő
összeolvadási hiba is
előfordulhat.
A különbség a hagyományosMAG rövidzárlatoshegesztéssel (1. ábra)összehasonlítva abban áll,hogy az STT-nél (2. ábra) ahegesztési áramer ősségprecízen ellenőrzött ésfüggetlen a huzalel ő tolási sebességt ő l.
1.ábraA hagyományos rövidívű fogyóelektródás védőgázasívhegesztés anyagátmeneteés a hegesztőáram, illetve ahegesztési feszültség időbeliváltozása
2. ábraAz STT fogyóelektródásvédőgázas ívhegesztésanyagátmenete és ahegesztőáram, illetve ahegesztési feszültség időbeliváltozása
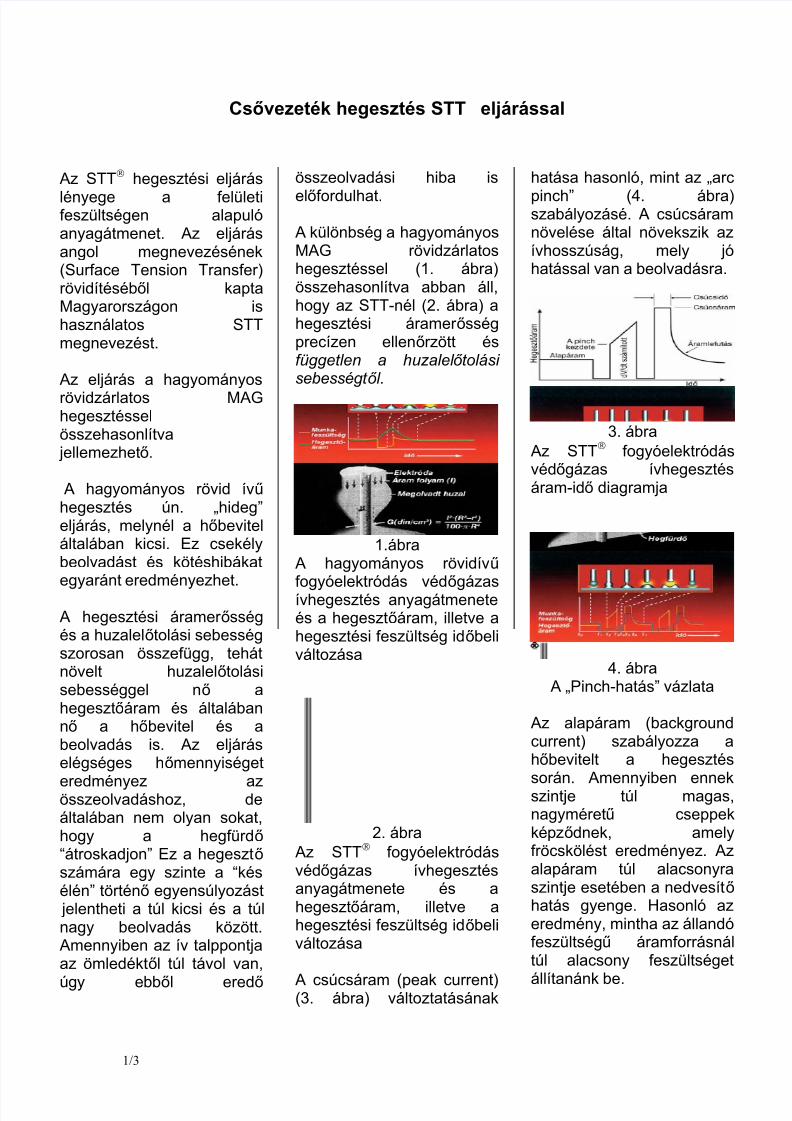
A csúcsáram (peak current)(3. ábra) változtatásának
hatása hasonló, mint az „arc
pinch” (4. ábra)szabályozásé. A csúcsáramnövelése által növekszik azívhosszúság, mely jóhatással van a beolvadásra.
3. ábraAz STT fogyóelektródásvédőgázas ívhegesztésáram-idő diagramja
4. ábraA „Pinch-hatás” vázlata
Az alapáram (backgroundcurrent) szabályozza ahőbevitelt a hegesztéssorán. Amennyiben ennekszintje túl magas,nagyméretű cseppekképződnek, amelyfröcskölést eredményez. Azalapáram túl alacsonyraszintje esetében a nedvesítő hatás gyenge. Hasonló azeredmény, mintha az állandófeszültségű áramforrásnáltúl alacsony feszültséget
állítanánk be.

8/4/2019 Csővezeték hegesztés STT eljárással
http://slidepdf.com/reader/full/csovezetek-hegesztes-stt-eljarassal 2/3
2
Az áramlefutás (tailout) acsúcs- és az alapáramközött gondoskodik a többlethőr ől anélkül, hogy amegolvadt csepp túl nagyra
nőne. Amennyiben a lefutástnöveljük, az alapáramszintje általábancsökkenthető.
A 2001-s Mach-Techkiállításon bemutatott ún.STT II típusjelű invertereshegesztőgép (5. ábra) egyolyan berendezés, melynél ahegesztőáram szabályozott.
A huzalelőtolási sebességcsak leolvasztásiteljesítményt szabályozza. Acsúcsáram szabályozza azívhosszúságot.
5. ábraAz STT II hegesztőgép
Az STT II hegesztőgépáramforrása sem nemállandó áramú (eső), semnem állandó feszültségű (lapos) jelleggörbéjű.
Az STT eljárásalkalmazásával ahagyományosan többé-kevésbé heves “leolvadásirobbanások” gyakorlatilag
megszűnnek. Ezáltalcsökken a varratfürdő mozgása, a fröcskölés ésfüstképződés, ez lehetővéteszi, hogy a hegesztő
nagyobb figyelmetfordíthasson a hegfürdőre ésa beolvadásra.
Az STT eljárással végzett
csőhegesztés esetében aTIG gyökhegesztésfeleslegessé válik.Szükséges a nyitott gyök, anagyobb illesztési hézag, így jobb, biztonságosabb a gyökkialakítása, mint az egyébhegesztési eljárásokestében.
5. ÁbraAz STT II inverteres hegesztő áramforrás homloklapja

8/4/2019 Csővezeték hegesztés STT eljárással
http://slidepdf.com/reader/full/csovezetek-hegesztes-stt-eljarassal 3/3
3/3
A nyitott gyökkel,függőlegesen lefelé (PG)történő csőhegesztés STTtechnológiával egyszer űbb,mert a hőbevitel tudja
szabályozni a fürdő hűlésétfüggetlenül a huzalel ő tolási sebességt ő l. Ez az eljárásmás hegesztési technikát igényel. A 12-2 órahelyzetben 45°-ospisztolytartás és a két oldalközött lengetés szükséges.2-6 óra között visszafordítjuka huzalelektródát és apisztoly dőlésszöge 10-
20°között a hegesztésirányával ellentétes.Többnyire nem szükségeslengetés 2-4 óra közöttihelyzetben, bár ez függ agyökhézag nagyságától. 4-6óra közötti hegesztésihelyzetben többnyireszükséges a két fal közöttilengetés. Néhány varratmeghegesztése után ahegesztő úgy fogja találni,hogy az STT eljáráskönnyen alkalmazható.
A hegesztéshez ∅1,0…1,2mm huzalelektróda és igenrövid 8-10 mm-eshuzalkinyúlás szükséges.
Az STT eljáráshasználatának továbbielőnyei:
• teljes beolvadás mindkét
oldalon,• tökéletes gyökoldal (6.
ábra),• egyszer űbb a
munkavégzés, mintegyéb eljárásokesetében,
• állandó, „röntgen biztos”a varratminőség,
• a hegesztőárambeállítási értékefüggetlen a huzalelőtolássebességétől.
6. ábraA gyökvarrat makro képe
További előnyök:
• kitűnő összeolvadás,
• kitűnő varratgyök (nincsbeszívódás 12 … 6 órahelyzetben),
• egyszer ű a hegesztésiművelet,
• kevesebb a fröcskölés,• kevesebb a
füstképződés,• komfortosabb
munkavégzés.
Ötvözetlen és növeltfolyáshatárú acélokhegesztése esetén:
• a varratfémhidrogéntartalma kisebb,
• 100% CO2 tartalmúvédőgáz alkalmazásaesetén is igen csekélyfröcskölés,
• a hegesztési sebességnagyobb, mint a TIGeljárás esetében,
• egyszer űbb megtanulniés használni, mint a
hagyományosrövidzárlatos technikát.
Az STT eljárás alkalmazásaer ősen ötvözött acélok,valamint egyéb fémek ésötvözeteik hegesztéseesetén is célszer ű.
Virág Balázs(Lincoln Electric Képviseleti Iroda)





























