Upload
hariton-florea
View
255
Download
12
Embed Size (px)
Citation preview
ALEXANDRU V. RADULESCU ORGANEDEMASI NI Volumul I CUPRINS Pag. Cuprins1 1. PROIECTAREA N CONSTRUCIA DE MAINI4 1.1 Consideraii generale4 1.2 Noiuni i definiii fundamentale5 1.3 Conceptul de organe de maini6 1.4 Condiii generale cerute organelor de maini 7 1.5 Metodica proiectrii n construcia de maini i utilaje9 2. ASAMBLRI NEDEMONTABILE12 2.1 Caracterizare general12 2.2 Clasificarea asamblrilor sudate13 2.3 Sudabilitatea metalelor15 2.4 Elemente de calcul al asamblrilor sudate17 2.4.1 Principii de baz17 2.4.2 Calculul asamblrilor sudate prin cordoane de sudur cap la cap18 2.4.3 Calculul asamblrilor sudate prin cordoane de sudur n col21 2.5 Calculul asamblrilor sudate prin puncte24 2.6 Elemente constructive privind proiectarea construciilor sudate25 3. ASAMBLRI DEMONTABILE27 3.1 Asamblri filetate27 3.1.1 Caracterizare general27 3.1.2 Materiale i procedee tehnologice de realizare a filetelor30 3.1.3 Elemente de calcul a asamblrilor filetate31 3.1.3.1 Momentul de frecare dintre urub i piuli31 3.1.3.2 Condiia de autofrnare33 3.1.3.3 Randamentul cuplei cinematice urub-piuli34 3.1.3.4 Momentul de frecare dintre piuli i suprafaa de reazem36 3.1.3.5 Momentul total la cheie necesar pentru strngerea piuliei37 3.1.3.6 Randamentul asamblrii filetate38 3.1.4 Elemente de calcul a asamblrilor filetate39 3.1.5 Calculul asamblrilor filetate solicitate axial42 3.1.5.1 uruburi montate fr prestrngere42 3.1.5.2 uruburi de micare43 3.1.5.3 uruburi montate cu prestrngere44 3.1.6 Calculul asamblrilor filetate solicitate transversal50 3.1.7 Solicitri suplimentare ale uruburilor52 3.2 Asamblri ntre arbori i butuci55 3.2.1 Caracterizare general55 3.2.2 Asamblri cu pene55 3.2.2.1 Caracterizare i clasificare 55 3.2.2.2 Calculul asamblrii arbore-butuc prin pan paralel58 3.2.3 Asamblri cu caneluri60 3.2.4 Asamblri prin boluri i tifturi63 3.2.5 Asamblri prin frecare66 3.2.6 Asamblri prin presare (cu strngere proprie)68 3.2.6.1 Caracterizare general68 3.2.6.2. Elemente de calcul69 3.2.7 Asamblarea prin strngere pe con72 3.2.8 Asamblarea cu inele tronconice 74 4. ASAMBLRI CU ELEMENTE ELASTICE77 4.1 Caracterizare general77 4.2 Caracteristicile arcurilor80 4.2.1 Caracteristica elastic80 4.2.2 Randamentul i coeficientul de amortizare81 4.2.3 Combinarea arcurilor82 4.3 Arcuri elicoidale cilindrice83 4.3.1 Arcul elicoidal cilindric de compresiune83 4.3.2 Arcul elicoidal cilindric de torsiune88 4.4 Arcuri cu foi89 4.4.1 Arcul lamelar simplu89 4.4.2 Arcul cu foi multiple90 4.5 Arcuri bar de torsiune92 4.6 Arcurile spirale plane 93 4.7 Arcurile disc94 4.8 Arcurile inelare96 4.9 Arcurile din cauciuc96 5. ELEMENTE DE TRIBOLOGIE98 5.1 Caracterizare general98 5.2 Procese de frecare98 5.2.1 Frecarea uscat98 5.2.2 Frecarea limit102 5.2.3 Frecarea mixt103 5.2.4 Frecarea fluid104 5.2.5 Determinarea condiiilor i zonelor regimurilor limit i mixt - Curba lui Stribeck107 5.3 Lubrifiani108 5.3.1 Lubrifiani lichizi108 5.3.2 Unsori consistente113 5.3.3 Lubrifiani solizi114 5.3.4 Aditivi116 5.3.5 Lubrificaia cu gaze117 5.4 Procesul de uzare118 5.4.1 Curbe de uzur118 5.4.2 Uzarea de adeziune120 5.4.3 Uzarea de abraziune121 5.4.4 Uzarea de oboseal121 5.4.5 Uzarea prin exfoliere (cojire) 122 5.4.6 Uzarea prin cavitaie122 5.4.7 Uzarea prin impact123 5.4.8 Uzarea de coroziune123 5.4.9 Coroziunea chimic i mecanochimic 123 5.4.10 Alte forme de uzare124 5.4.11 Alegerea materialelor i a suprafeelor de frecare124 6. OSII I ARBORI126 6.1 Caracterizare general126 6.2 Elemente de proiectare128 6.2.1 Calculul de predimensionare128 6.2.2 Proiectarea formei arborilor129 6.2.3 Calcule de verificare131 6.2.4 Msuri pentru creterea portanei la solicitri variabile 133 6.3 Verificarea la deformaii135 6.4 Verificarea la vibraii137 7. LAGRE CU ALUNECARE141 7.1 Caracterizare general141 7.2 Calculul lagrelor cu alunecare cu regim de frecare uscat, limit sau mixt143 7.2.1 Lagrele radiale 143 7.2.2 Lagrele axiale147 7.3 Calculul lagrelor cu alunecare funcionnd n regim hidrodinamic 149 7.3.1 Lagrul radial hidrodinamic150 7.3.2 Lagrul axial hidrodinamic154 7.4 Calculul lagrelor cu alunecare funcionnd n regim hidrostatic156 7.5 Aspecte constructive ale lagrelor cu alunecare158 7.5.1 Materiale pentru cupla fus-cuzinet158 7.5.2 Forme constructive de cuzinei162 7.5.3 Sisteme de ungere163 Bibliografie165 Capitolul 1 PROIECTAREANCONSTRUCIADEMAINI 1.1 Consideraii generale Epocaactualestecaracterizatprintr-odezvoltarefrprecedentatiineiitehnicii, consecinafenomenuluirevoluieitehnico-tiinifice.Esteepocaexplozieiinformaionale,a ciberneticii,ainginerieigenetice,acuceririicosmosului.Aceastdezvoltarelasoamprent adnc asupra ntregii producii materiale, asupra niveluluicunoaerii umane n general. n aceast conjunctur deosebit este necesar ca viitorul inginer s primeasc o pregtire solid, s aib cunotine temeinice din tiinele fundamentale, apoi n anii urmtori de studiu s-insueascbazeledisciplineletehnicepentruaficapabilisseadaptezeuorieficient schimbrilor radicale pe care la ntrevedem c se vor produce n viitorul apropiat. Din analiza realizrilor actuale n domeniul construciei de maini i a perspectivelor care se ntrevd, se pot enuna cteva tendine generale, prioritare: a.producerea unor maini ct mai complexe, complet adaptate scopului, ceea ce permite oexploatareeconomiciraionalalor;complexitatearespectivsemanifestatt cantitativ(cretereanumruluidecomponente)cticalitativ,prindiversificarea tipurilor constructive (exemplu, maini-unelte etc). b.asigurareaunornaliparametrifuncionali(fore,presiuni,temperaturi,viteze relativeetc.),pentruaseobineperformanridicat,exploatareoptim,reducerea greutii, a consumurilor energetice i a materiilor prime scumpe. c.utilizareanproiectareaunormetodedecalculmoderne,culuareanconsiderarea condiiilor funcionale reale i a interpendenelor sist. din exploatare.d.utilizarea de noi materiale i semifabricate cu caracteristici superioare de rezisten i prelucrabilitate.Caexemplu:materialeplastice,materialeceramicei metaloceramice,materialestratificatesauarmatecufibre,etc.Utilizareaacestornoi materiale are un impact important asupra metodelor tehnologice. e.utilizareaunorprocedeetehnologicedemareproductivitateiprecizie,cares contribuie hotrtor la reducerea consumurilor energetice i a materiilor prime. f.aplicareanproiectareaprincipiilordetipizareistandardizare,pentruasigurarea condiiilor de interschimbabilitate i a construciilor modulate. g.automatizareairobotizareaproceselordeproducie,supraveghereaicontrolul automat asupra proceselor de funcionare. h.reducerea cheltuielilor de fabricaie printr-o organizare superioar a produciei.DisciplinaOrganedemainiesteodisciplindesintezcareseocupcuprincipiilei regulilegeneraledeproiectareaorganelordemainii,peaceastbaz,cuprincipiilede proiectare a mainilor i utiljaleor. Nici o main i nici un utilaj nu pot funciona corect, sigur i economicdacelementelecomponentenusuntcalculate,proiectate,executateiexploataten modcorespunztor.FinalitateadisciplineiOrganedemainivizeaznprimulrndformarea deprinderilordeproiectare,deconsiderarepluridisciplinarasoluiilordeproiectare,de dezvoltare a aptitudinilor de creativitate. Studiulorganelordemainiconstituieotreaptintermediarntredisciplinele fundamentale(matematica,fizica,chimia)ideprofil(desenultehnic,studiulmetalelor, tehnologie,mecanic,teoriamecanismelor,rezistenamaterialelor,tolerane)idisciplinelede specialitatecareaucaobiectcalcululiproiectareadiferitelormainiiutilaje.Aceststudiu cuprindenegalmsurolaturteoreticiunaaplicativ(constructiv),motivpentrucare deschide larg perspectiva dobndirii aptitudinilor de creativitate pentru inginerul mecanic. nscopulsistematizriistudiuluiconinutuluidisciplineiOrganedemainisevaface prezentarea fiecrui organ de main dup urmtoarea schem: a)Consideraii generale. Domenii de utilizare. Criterii de calsificare. b)Materiale i procedee tehnologice de realizare (execuie). c)Elemente teoretice. d)Metoda de calcul i proiectare. e)Soluii constructive. Pentru fiecare organ de main se prezint algoritmul cu succesiunea etapelor de calcul, facilitndastfelntocmireaschemelorlogicenvederearezolvriiproblemelorcuajutorul mijloacelor automate de calcul. 1.2 Noiuni i definiii fundamentale ncazulcelmaigeneralinstalaiatehnicestealctuitdinmainamotoareMMi mainadelucruML.Legturadintreacestea,cticonstrucialorimplicoseriede mecanismeidispozitive.Celemaisimpleelementecareintrncomponenamainilor, mecanismelor i dispozitivelor sunt organele de maini (fig. 1.1). Fig. 1.1 Structura unei instalaii tehnice Mainaesteunansambludecorpurimateriale(rigide,elastice,fluide),creaietehnica omului, destinat s transforme o form de energie (eolian, hidraulic, solar, electric, chimic etc.) n energie mecanic maina motoare sau s efectueze un lucru mecanic util maina de lucru. n funcie de forma de energie transformat n energie mecanic, mainile motoare pot fi:maini motoare primare cele care transform n energie mecanic o form natural de energie (motoare eoliene, hidraulice, solare etc.) i maini motoare secundare cele care transform n M.L.
M.M. DISPOZITIVEMECANISMEORGANE DE MAINIenergie mecanic o form de energie obinut de om (motorul electric, motorul cu ardere intern, motoarele nucleare, motoarele cu abur etc.). Mainiledelucruutilizeazenergiamecanicnscopuldearealizamodificarea proprietilor,formei,aspectului,dimensiuniloripoziieimaterialelorsauobiectelorde prelucrat(mainileunelte,mainilepentruprelucrareabunurilordelargconsum,mainile agricole, pompele, compresoarele, concasoare, centrifuge, maini de ridicat etc.). Mecanismulsautransmisiamecanicreprezintunansambludecorpurimateriale (rigide,elastice,fluide),creaietehnicaomului,realizatpentrutransmitereaitrasformarea micrii transmisia cinematic i de ghidare sau pentru transmiterea simultan a micrii i puteriitransmisiadefor.Elareunusaumaimulteelementemotoare(conductoare)care primescmicareaiputereapecareotransmitcelorlalteelemente,elementeconduse, caracterizateprinmicribinedeterminatenraportcuunelementfix(batiu,sasiu). Funcionareamecanismului(transmisieimecanice)secaracterizeazprincontinuitateai periodicitatea micrii. Dispozitivulreprezintunansamblumairestrnsdecorpurimateriale(rigide,elastice, fluide), creaie tehnic a omului, realizat n scopul executrii unei anumite funciuni atunci cnd primete o comand din exterior (dispozitive de siguran, de control etc.). Organeledemainisuntelementeconstitutivecare,cuaceeaiformsaucuoform asemntoare, intr n componena mainilor, mecanismelor i dispozitivelor, putnd fi calculate, proiectateirealizatenmodindependent.Elepotfisimple(alctuitedintr-osingurpies) urubul, pana, arborele etc., sau complexe (alctuite din mai multe piese, dar totalitatea acestora constituindunsingurorgancuofunciebineprecizat)lagrelecualunecare,curostogolire, cuplajele etc. 1.3 Conceptul de organe de maini Un sistem tehnic complex din construcia de maini (automobilul, maina unealt etc.) poate finumitansamblugeneral.Elsepoatedescompunenmaimultesubsistemesauansambluri(de exemplu,motorul,cutiadevitezeetc.),careaufunciibinedeterminate.Larndullor,aceste subsisteme pot fi descompuse n mai multe subansambluri avnd funcii limitate (de exemplu biela nconstruciamotorului)saunpiesecomponente,carenumaipotfisubdivizate(deexemplu corpulbielei,capacul,cuzineii,uruburi).Schemablocdedescompunereasistemelortehnicen subdiviziuni este dat n fig. 1.2. Organele de maini sunt componente, subansambluri sau ansambluri care au aceeai form sauoformasemntoare,aceleaifunciunisaufunciuniasemntoareicareintrn compunerea/structuradiferitelor(majoritii)sistemetehnice.Aceastdenumirecarenglobeaz termenulmainiesteistoric:eaaaprutnepocamainismului,mainilefiindprimele sistemetehnicecomplexecuastfeldecomponentegenerale.Dardenumireas-apstratprin tradiie i astzi, dei sistemele tehnice s-au diversificat foarte mult. Se mai folosete ca sinonim celei de organe de maini i denumirea de componente mecanice. Realizarea organelor de maini din mai multe componente este justificat de: a)economiadematerial(launlagrdealunecare,cuzineiisuntrealizaidinmaimulte materiale, iar materiale antifriciune - foarte scumpe - sunt depuse ntr-un strat foarte subire, de cca. 0,1 mm); b)considerente de standardizare (de exemplu, rulmenii sau cuplajele sunt de larg utilizare n construcia de maini, fiind necesar, n consecin, s fie standardazai); c)condiiile de montaj (de exemplu, existena cuzineilor face necesar ca i corpul bielei s fie compus din dou pri: corpul propriu-zis i capac, asamblate prin uruburi). Fig. 1.2 Schema bloc de descompunere a sistemelor tehnice 1.4 Condiiile generale cerute organelor de maini Proiectareaesteactivitateatehnicmintaligraficdesfuratdelaelaborareatemei (ideea de proiectare) i pn la concretizarea imaginii grafice, n desenele de execuie. Ea are n vedereoseriedecondiiigeneralepecaretrebuieslendeplineascobiectulproiectrii (main, utilaj, organ de main), i anume: A.ndeplinireascopului(asigurareafuncionalitii).Estedirectdependentdefelul mainii din care face parte organul proiectat (motoare sau de lucru, staionar sau mobil, lent saurapid),ctidefelulconstruciei(nou,adaptat,mbuntit,tipizat).Pentru exemplificare se menioneaz c la piesele componente ale unei maini staionare sau lente se va acordaoateniemaimicgreutii,lucrudependentdecalitateamaterialului,comparativcu acelaitipdepiesecarefacpartedintr-omainmobil,rapid,lacaregreutateadevineun elementimportantprinintroducereaunorsarcinisuplimentare(forecentrifuge,momentede inerie etc.). n acelai sens, n cazul proiectrii pieselor care intr n componena unei construcii noi(prototip)sevaaveanvederesatisfacereaunorcondiiidedetaliuimpusedeunscopmai limitat, comparativ cu aceleai piese care fac parte ns dintr-o construcie tipizat la care atenia se va ndrepta ndeosebi asupra unor condiii mai generale. B. Sigurana n exploatare, condiie care prezint urmtoarele aspecte: a. Rezisten mecanic att la solicitrile normale ct i la cele accidentale (maxime) pe ntreagaduratestimatpentrubunafuncionare.Acestaspectimpliccunoatereactmai precis a sarcinilor (fore i momente) preluate, att ca mrime, direcie i sens de acionare, ct icamoddevariaientimp,amrimiivitezeidelucruivariaiaeintimp,precumia condiiilor de funcionare (ndeosebi a temperaturii i a gradului de corozivitate) i a ansamblului dincarefaceparteiaimportaneincadrulacestuiaaelementuluiproiectat.Pebazaacestor elementesevaadoptamaterialuloptimdeconstrucie,sevorutilizaadecvatrelaiiledecalcul (pentrudimensionaresauverificare)isevarealizaformactmaicorectaelementului proiectat. b. Rezisten termic att la temperaturi nalte, ct i la temperaturi coborte, condiii n carecalitile mecanice ale materialelor i jocurile dintre piesele aflate n contact sub sarcin i micarerelativsufermodificriimportante,modificriceconduclacretereapronunata uzrii.Frecvent,ndeosebincazulmainiloriutilajelorspecificeindustriilordeproces (industriachimic,industriamaterialelordeconstrucie,industriaalimentaretc.),temperatura ridicatdefuncionareestensoitdeaciuneacorozivamediuluidelucru,fenomenalcrui efect este direct influenat de temperatur n sensul creterii. Cunoatereacuopreciziectmairidicatacondiiilordefuncionarevafaceposibil adoptareamsurilorceseimpunpentrulimitarealavaloriadmisibileatemperaturiidelucru. Msurileadoptatenacestscopsevorreferila:alegereacorectamaterialelordeconstrucie (cuplurideantifriciune,deexemplu),stabilireaparametrilorgeometricioptimi(dimensiuni, jocurietc.),calitateadesuprafa(rugozitatea)adecvat,alegerealubrifiantuluiiametodeide ungere corespunztoare etc. c. Limitarea deformaiilor elastice (asigurarea rigiditii) sub valorile admisibile impuse decorectafuncionareaansambluluidincarefaceparteelementulproiectat.Acestaspecteste directdependentdecalitateamaterialuluideconstrucieadoptat,deformaconstructiva elementului proiectat i dimensiunile acestuia.d.Limitareavibraiilor.Prezenavibraiilornfuncionaredeterminsarcinidinamice suplimentare care pot periclita att rezistena mecanic a elementului proiectat i a ansamblului din care face parte, ct i precizia funcional a acestuia. Totodat ele determin poluarea sonor amediului.Limitareavibraiilorlavalorisubnivelurileadmisesepoaterealizaprin:alegerea frecvenelor de regim diferite de cele proprii (critice) ale elementului proiectat sau ale sistemului dincarefaceparteacesta(evitareafenomenuluiderezonanmecanic).Frecvenaproprie (critic)sepoatemodificaprinalegereacorespunztoareamaseielementuluiproiectati realizarea acestuia cu rigiditatea necesar. e.Asigurareaetaneitii.Seimpuneattncazulmbinrilornedemontabilesau demontabile cu scopul evitrii pierderilor de fluide de lucru periculoase (inflamabile, explozive, letale),ctincazullagrelor(cualunecaresaucurostogolire)undeseimpuneeliminarea pierderilordelubrifiantsimultancuasigurareaimposibilitiiptrunderiiparticulelorduredin exterior, care ar determina uzarea rapid a acestora. C.Asigurareafiabilitiieconomice(durabilitatea).Pentrufiecaretipdemainsau utilaj se va aprecia o durat (numr de ore sau numr de cicluri) de bun funcionare economic. Aceastdurattrebuiesfiesuficient de mare n scopul amortizrii n condiii rentabile, dar n acelaitimptrebuiesfielimitatastfelnctsnudepeascuzuramoral.nacestscop,la proiectarea elementelor componente se vor lua msuri n sensul limitrii aspectelor de uzare care potapreanfuncionare(abraziv,adeziv,obosealsuperficial,coroziuneetc.).Totodatse va urmri ca, pe ct posibil, toate elementele componente s ias din funcionare datorit uzrii camnacelaitimp(aceeaidurabilitate).ncazulncarenusepoateasiguraacestdeziderat, elementeledeuzaretrebuieastfelplasatenmainsauutilaj,nctspoatfinlocuitecu uurin. Reducereauzrii,respectivasigurareauneifiabilitieconomice,sepoateobineprin: alegereaoptimamaterialelordeconstrucie,prescriereacorectaduritiloricalitilor suprafeelor,preciziadeexecuie,dimensiunileijocurilecorespunztoare,precumiprintr-o exploatare adecvat. D.Tehnologicitate(tehnologiedefabricaiectmaiuoar).Aceastcondiieimplic realizareaunorpiesecuconfiguraiictmaisimple,carepotfiobinuteprinprocedeele tehnologicecurente(turnare,forjare,matriare,presare,sudare,achiereetc.)icuunprede costminim,darcuasigurareaintegralacondiiiloranteriorprezentate.Totodatseimpune utilizarea materialelor standardizate uor de prelucrat i de procurat, a formelor i dimensiunilor standard. E.Economia,condiiedebaznconstruciaorganelordemaini,impunerealizarea acestorantrutotulcorespunztoarecondiiiloranterioare,cuminimumdecostprivitn ansamblu,caproiectare,execuieiexploatare.Laproiectareeconomiasepoaterealizaprin: alegerea materialului i folosirea lui optim funcie de condiiile date, stabilirea metodei adecvate defabricaie,dependentdecalitateamaterialuluiiformapiesei,stabilireasuprafeelorcese impun prelucrate i a calitii acestora, prescrierea toleranelor optime n condiiile date. Execuia economic presupune: alegerea tehnologiei de execuie cea mai potrivit n raport cu numrul de piesedeprelucrat,stabilireacorespunztoareaadaosurilordeprelucrare,fluxultehnologicde execuie ct mai raional (fr staionri sau deplasri inutile a pieselor). Economia n exploatare seobineprin:reducereauzuriideci,prinmrireadurabilitiipiesei-,siguranaiuurina deservirii,consumredusdematerialedeexploatareintreinereifolosireadepersonal calificat. F.Respectareastandardeloriaaltornormenvigoare,referitorlaformai dimensiunile organelor de maini,lacalitatea i duritatea suprafeelor acestora, la materialul de construcie i, n unele cazuri, la metoda de calcul. Nerespectarea acestora este echivalent cu o abateredelalege,avndu-senvedereefectelenegative:neasigurareainterschimbabilitii (posibilitatea nlocuirii rapide a unei piese uzate cu una nou), aprovizionare dificil cu piese de schimb etc. 1.5 Metodica proiectrii n construcia de maini i utilaje Proiectareareprezinttotalitateaactivitilordegndiretehnicnvedereatranspunerii n realitate prin execuie, a unei idei sau teme. n principal, activitatea de proiectare depinde de temideinvestiiaeconomic.Uncicludeproiectarepornetedelaideeatehnicpnla elaboarea desenelor de execuie pentru produs, executarea i omologarea sa. naceastactivitateaapareuncomplexdeproblemeceinteracioneazisunt interdependente privind: calculul de rezisten, materialele utilizate, forma piese i tehnologia de execuie,eficienaeconomic,fiabilitate,durabilitateetc.Frecvent,proiectareaconstn aplicarea practic a rezultatelor cercetrii tinifice ce conin elemente de noutate. Etapele principale ce se regsesc n procesul de proiectare sunt : a. Studiul amnunit al temei de proiectare i completarea acesteia cu toate datele necesare. b. Documentarea, care poate fi: b.1. bibliografic prin cri, reviste tehnice n domeniu, prospecte, brevetoteci; b.2. analiza unor construcii asemntoare proiectate anterior, sau realizate de concuren; b.3. n teren, la produse similare fabricate anterior sau provenite de la alte firme; b.4. prin discuii angajate cu specialiti n domeniu cu ocazia unor simpozioane, expoziii, schimburi de experien, stagii de specializare etc. Etapa de documentare se va finaliza printr-o sintez critic n care se vor evidenia: soluii tehnice posibil de luat n seam; defecteleilimitelesoluiilorconstructiveexistente,raportatelatemade proiectare; posibilitateaioportunitateaelaborriiunorsoluiiconstructivesautehnologii noi. c. Elaborarea soluiei constructive generale, concretizat prin: schie la scar i scheme(cinematice,decirculaieafluidelortehnologice,decomandi automatizare etc.), care s asigure funcionalitatea (ndeplinirea scopului) impus prin tema de proiectare. d. Dimensionarea pieselor componente, respectnd urmtorul algoritm: d.1. stabilirea schemei de ncrcare cu fore i momente, precum modul cum acesta se aplic n timp, ca valoare i mod de variaie; d.2. alegerea materialului de construcie n funcie de:mrimea sarcinilor preluate i modul de variaie n timp a acestora, condiiile de funcionare, importana elementului n ansamblul din care face parte, consideraii tehnologice i economice; d.3. predimensionarea, din solicitarea principal (rezistena mecanic, termic, stabilitate etc.); d.4. elaborarea, la scar, a desenului elementului predimensionat funcie de: rezultatul predimensionrii, consideraii funcionale, legturile cu alte piese, tehnologia de execuie; d.5. verificarea formei constructive elaborat dup predimensionare (de rezisten static sau variabil, la deformaii, la vibraii, la nclzire, la durabilitate, la stabilitate). e. Realizarea proiectului tehnic, care cuprinde ansamblul general i subansamblurile principale. La elaborare se vor avea n vedere: realizarea funcionalitii prin asamblarea elementelor componente; posibilitatea montrii i demontrii; accesul pentru operaii de ntreinere i reparaii; ajustajele optime; asigurarea condiiilor de ergonomie i protecia muncii; asigurarea condiiei de estetic industrial (design). De regul, proiectul tehnic se realizeaz n dou-trei variante. f. Calculul economic pentru fiecare variant de proiect tehnic propus. g. Calculul fiabilitii previzionale pentru fiecare variant de proiect tehnic propus. h. Analiza comparativ a variantelor propuse, innd seama de: asigurarea parametrilor funcionali impui n tema de proiectare; efectul economic al fiecrei variante; posibilitile existente de realizare. Analiza se finalizeaz prin adoptarea variantei considerat optim. i. Elaborarea proiectului de execuie, care va cuprinde: i.1. partea grafic obinut prin detalierea variantei de proiect tehnic adoptat; i.2. partea scris, alctuit din: -memoriul tehnic de calcul; -caietul de sarcini n care se vor preciza msuri ce se impun la execuie, montaj, punerenfunciuneiexploatarenscopulatingeriiparametrilorfuncionali impui n tema de proiectare; - notiatehnicncaresevadescriefuncionarea,exploatarea,modulde ntreinere i reparaii. Activitateadeproiectareareuncaractersubiectiv,eadepinznddeexperienai inventivitateaproiectantului,darideprofunzimeacucareacestarealizeazetapade documentare.nscopuloptimizriiperformanelornaceastactivitateestedecinecesar diminuarea factorului subiectiv, dezideratul principal al proiectrii moderne. Proiectareaunuinouprodustrebuiessefacncondiiidecompetitivitate,cerin dependentdeparametriiprincipali:funcionalitatea,tehnologicitatea,fiabilitateai economicitateaideparametriiauxiliari:ergonomie,design,mod.Variantaoptim,cu competitivitatemaxim,sestabiletecuajutorulinginerieivalorii(tiinacareseocupcu investigarea cilor de raionalizare a proiectrii noilor produse n vederea realizrii lor la un pre minim, respectnd parametrii necesari de utilizare). Capitolul 2 ASAMBLARINEDEMONTABILE 2.1 Caracterizare generala Sudarea este procedeul tehnologic de mbinare nedemontabila a doua piese confectionate din materiale identice sau similare (din punct de vedere al compozitiei chimice si structurii) prin aducerea suprafetelor alaturate n stare topita sau plastica. mbinarea se poate realiza cu sau fara materialdeadaos(electrod),cusaufaraexercitareaunorfortedeapasaredinexterioracelor doua piese. n cazul realizarii mbinarii sudate prin topire,cumaterialdeadaos,portiuneambinarii se numeste cordon de sudura. Acesta este alcatuit din urmatoarele zone (fig. 2.1): a)zona materialului de adaos zona 1; b)zone de interdifuziune si aliere a materialului de adaos cu materialul pieselor asamblate zonele2si2;nacestezoneserealizeazambinareapropriu- zisaprinactiuneafortelor de interactiune moleculara a materialelor puse n contact intim; c)zonecustructuramodificatadatoritancalziriilocaledintimpulsudariizonele3si3; prezenta acestor zone determina efectul de concentrare a tensiunilor care fac ca mbinarea sudata sa aiba o rezistenta mecanica mai scazuta dect piesele asamblate; d)zona materialului de baza cu structura nemodificata zonele 4 si 4. Fig. 2.1 Structura cordonului de sudura Atuncicndasamblareaserealizeazafaramaterialdeadaossicuexercitareaunorforte deapasaredinexteriornportiuneambinariiaparenumaizonadeinterdifuziuneamaterialelor celor doua piese asamblate si zonele cu structura modificata datorita ncalzirii locale. Datoritaperfectionariloradusetehnologieidesudare,precumsidatoritaprocedeelor moderne de control a calitatii mbinarii (radiatiix ,, ultrasunete, controlul magnetic, controlul cusubstantepenetrante),sudareaacapatatomareextindere,devenindunprocedeudebazan industria constructoare de masini si utilaje. Astfel, ea este folosita n prezent: -camijlocdembinareapartilorcomponentealeuneipiesecomplexesaualeunui subansamblu; -caprocedeudefabricatiencombinatiecualteoperatiitehnologice(matritare,forjare, etc.)pentruobtinereaunorsubansamblecarenmodobisnuitseobtingreusicupretde cost ridicat prin tehnologii clasice; -camijlocdeefectuareareconditionarilorsireparatiilorunorpieseuzate,fisuratesau rupte accidental; -ca procedeu de taiere (debitare) a semifabricatelor. Comparativcucelelalteprocedeetehnologice(nituirea,turnarea,forjareaetc.),sudarea prezinta urmatoarele avantaje: -economiedematerial(prinreducereagrosimiiperetilorcomparativcuturnarea,prin reducerea adaosurilor n prelucrare comparativ cu forjarea, prin eliminarea partiala sau totala a elementelor intermediare comparativ cu nituirea); -asiguraposibilitateaobtineriiunorconstructiirezistentesistabile(rigide)cugreutate minima; -permite utilizarea materialelor de calitate superioara numai acolo unde este strict necesar; -asigura o etanseitate mult mai sigura (comparativ cu nituirea); -tehnologia de realizare este relativ simpla si se poate automatiza sau semiautomatiza; -calitatea mbinarii poate fi testata. Simultan,laadoptareaprocedeuluitehnologicdesudare,trebuieavutenvedere urmatoarele dezavantaje: -calitatea mbinarii este subiectiva (se poate elimina total sau partial prin automatizare sau semiautomatizare); -nzonambinariiapartensiuniremanente(sepoatediminuaacestdezavantajprin tratament termic adecvat detensionare); -rezistenta mecanica, ndeosebi la solicitari variabile, mai redusa; -testarea calitatii necesita aparatura si calificare speciala; -nunelecazurinecesitadispozitivedefixaresipozitionarerelativcomplicatenscopul evitarii deformatiilor si pentru asigurarea pozitiei relative. 2.2 Clasificarea asamblarilor sudate Asamblarile sudate se pot clasifica dupa urmatoarele criterii: 1.Procedeul tehnologic de realizare: a)prin topire (STAS 735-79) cu arc electric, cu flacara oxiacetilenica, cu aer cald, cu jet de plasma; b)prin presiune (STAS 736-79) n acest caz, ncalzirea se realizeaza, n principal, prin rezistenta electrica de contact, iar presiunea prin exercitarea unor forte de apasare din exterior;ncalzireasemaipoaterealizasiprinfrecare,iarpresiuneaprinefectde explozie; 2.Pozitia relativa a pieselor sudate: a)asamblari sudate cap la cap cu sau fara prelucrarea capetelor Atuncicndgrosimeapieselorasamblatedepaseste5mmseimpuneprelucrarea capetelor.ncazcontrar,sevaobtineombinaredecalitateinferioaradatoritaarderii materialului prin mentinerea sursei de ncalzire n scopul topirii pe toata grosimea. Spatiul dintre capetelepieselorprelucratencareserealizeazacordonuldesudurasenumesterostpentru sudare.Formaacestuiasidimensiunilesuntstandardizatenfunctiedeprocedeultehnologicde sudare,grosimeapieselorsudate,calitatea materialului pieselor, calitatea materialului de adaos, forma si dimensiunile pieselor si de conditiile de exploatare (STAS 6662-74,STAS 8958-71). Rosturile pentru sudare cel mai frecvent utilizate sunt: pentru grosimi ale pieselor sub 5 mm, nu este necesara prelucrarea capetelor (fig. 2.2 a); pentrugrosimialepieselorcuprinsentre5si15mm,capeteledetablaseprelucreazan forma de V (fig. 2.2 b); pentrugrosimialepieselorcuprinsentre15si25mm,capeteledetablaseprelucreazan forma de X (fig. 2.2 c); pentrugrosimialepieselorpeste25mm,capeteledetablaseprelucreazanformadeU (fig. 2.2 d) sau K (fig. 2.2 e). Fig. 2.2 Sudura cap la cap LaasamblarilesudatenUsiVseimpunesudareasilaradacinacordonuluide sudura (resudarea la radacina) cu sau fara curatirea (craituirea) radacinii nainte de sudare. ncazulmbinariicaplacapadouapiesecugrosimidiferiteestenecesarasubtierea piesei cu grosime mai mare pentru a se diminua efectul de concentrare a tensiunilor prin devierea liniilor de forte transmise ntre piesele asamblate. b)asamblari sudate prin suprapunere (prin cordoane de sudura n colt) Asamblarilesudaterealizatenvariantatehnologicadesuprapuneresepotexecutan urmatoarele variante constructive: prin suprapunere directa (fig. 2.3 a); prin suprapunere cu eclise (fig. 2.3 b); prin suprapunere n T (fig. 2.3 c); prin suprapunere n cruce (fig. 2.3 d); Fig. 2.3 Sudura de colt Cordoaneledesudurancoltsepotrealizalarndullornurmatoarelevariante tehnologice: cu suprafata exterioara dreapta (a = 0,7 s) - se executa cel mai usor (fig. 2.4 a); cu suprafata exterioara concava (a = 0,5 s) - se recomanda pentru solicitari variabile deoarece repartitia liniilor de forta este mai favorabila (fig. 2.4 b); cusuprafataexterioaraconvexa(a=s)-serecomandapentrusolicitaristaticedeoarece asigura cea mai mare sectiune portanta (fig. 2.4 c). Fig. 2.4 Forma cordoanelor de sudura de colt 3.Clasa de executie: a)clasa I de executie mbinarilesudatesupuselasolicitariimportantesicareseverifica integraldinpunctdevederealcalitatii(cazane,recipientesubpresiune,autovehicule, poduri, macarale); b)clasaIIdeexecutiembinarilesudatesupuselasolicitarimediisicareseverifica partial din punct de vedere al calitatii; c)clasaIIIdeexecutiesolicitariredusecarenusuntsupuseunorconditiisauncercari speciale de receptie. 2.3 Sudabilitatea metalelor Sudabilitateametalelorreprezintansusireaunuimetaldeaformaasamblarisudaten anumiteconditiidesudaredate(STAS7197-79).Sudabilitateaesteonsusirecomplexa dependenta de: -compozitia si structura materialului pieselor sudate; -procedeul tehnologic de sudare adoptat; -compozitia si structura materialului de adaos (electrodului); -modul de pregatire a pieselor nainte de asamblare; -de tratamentul termic sau mecanic la care este supusa asamblarea dupa executie; -de mediul n care se executa asamblarea. nceeaceprivestemediulncaresepoateexecutaasamblareasementioneaza urmatoarele alternative: -sudareanmediuambiant(cordonuldesuduraestencontactdirectcuaerul);contactul metalului topit cu oxigenul din aer determina formarea de oxizi, care diminueaza calitatea cordonului; -sudarea sub strat de flux (material granular de o anumita compozitie chimica cu care se acopera cordonul imediat dupa formare); -sudarea n mediu de gaz protector (CO2, argon, azot); -sudarea n mediu de abur; -sudarea n baie de zgura etc. Sudabilitateaotelurilorcarbondeconstructieestedependenta,nprincipal,de continutul de carbon echivalent care se determina cu relatia: [ ] %S MC Ci ne4++ Ce 0,25 % - sudabilitate buna neconditionat; 0,25 < Ce 0,4 % - sudabilitate buna conditionat; 0,4 < Ce 0,55 % - sudabilitate posibila; Ce > 0,55 % - sudabilitate necorespunzatoare. Odata cu cresterea continutului de carbon, creste si capacitatea de calire a otelului, motiv pentru care mbinarea devine fragila (casanta). Pentru determinarea comportarii la sudare a otelurilor aliate, dupa compozitia chimica, se determina continutul de carbon echivalent cu una din relatiile: 00245 02 13 4 15 5 6,P Cu Mo Ni Cr MnC Ce+ + + + + + + (STAS 7194-79) sau
15 5 6Cu Ni V Mo Cr MnC Ce+++ ++ + (I.I.S 704/70) Piesele din fonta cenusie se pot suda prin una din metodele: -sudarea la rece cu electrod din fonta (piesele se afla la temperatura mediului ambiant); se adoptapentrumbinarideimportantascazutadeoarecelaracireacordonuluidesudura se formeaza fonta alba (perlitica), care este dura si casanta; -sudarealacald,cuelectroddinfonta(pieselesencalzescnaintedesudarela650 0C 760 0C);prinncalzireanaintedesudaresereducevitezaderacireacordonuluide sudura, evitndu-seastfelformareafonteialbe;calitateambinariisembunatatesteprin grafitizarea cordonului de sudura; -sudareapieselordinfontacuelectroddinMONEL(68%Ni,28%Cu,4%Mn,Si etc.). Sudabilitatea metalelor si aliajelor neferoase: Cuprul se poate suda daca continutul de O2este sub0,04 %. Se sudeaza cu flacara oxiacetilenica,cuelectrozidincarbunesaucuelectrozinveliti.Seutilizeazadeasemenea sudareacuarcsubstratdefluxsaunmediudegazprotectordeargon(procedeulWIG). Din cauza conductibilitatii mari este necesara o prencalzire la 250 0C 300 0C pentru a se compensa pierderile de caldura (ndeosebi la sudarea cu arc electric). Aluminiulsialiajelesalesepotsudacuarcelectric,manual,cuelectrozidingrafit sau electrozifuzibili,precumsiautomatsubstratdeflux.Cufoartebunerezultatesepoateaplica sudarea n mediu protector de argon procedeulWIG. Nichelul se considera sudabil prin orice procedeudacacontinutul de sulf nu depaseste0,02 %. Tratamente termice dupa realizarea mbinarii prin sudare a) ncalzirea (recoacerea) pentru detensionare. Se realizeaza la o temperatura de 500 0C 600 0Cnscopulmicsorariitensiunilorremanentedelasudare.Estenecesarancalzireasi racirea treptatapentruaseevitaaparitiaunornoitensiuni.Timpuldementinerelatemperatura constanta este dependent de grosimea peretilor piesei (2...2,5 minute/mm). b) Normalizarearealizatacuscopuldeatransformastructuracugrauntemariazonelor suprancalzitedincordonuldesudurasidinceledetrecere,nstructurauniforma,cugraunte fine, deci o mbunatatire a proprietatilor de rezistenta mecanica. c) ncalzirea (recoacerea) pentru nmuiere urmareste eliminarea zonelor calite si se face la o temperatura dependenta de natura pieselor asamblate (pentru otel - 700...720 0C). Cnddimensiunilepieselorsudatenupermitintroducerealorintegralancuptor, detensionarea se poate obtineprin: -recoacereapartiala,peportiunidinpiesa,avndgrijacaacesteasasesuprapuna(tevi, conducte); -ncalzirealocala,deopartesidealta,nlungulcordonuluidesudura(recipiente, constructii navale). 2.4 Elemente de calcul al asamblarilor sudate 2.4.1 Principii de baza Determinarea starii reale de tens iuni din piesele sudate, ndeosebi din cordonul de sudura nzoneleadiacente,esteoproblemafoartecomplexa,dificildecercetatcalitativ,darmaiales cantitativ.Totusi,princorelareasicompletareacercetarilorteoreticecudatelesiobservatiile practice, s-au creat bazele pentru obtinerea deplinei sigurante n exploatare. Calcululderezistentaseefectueazacuajutorulrelatiilorcunoscutedinrezistenta materialelor, avndu-se n vedere: -considerareasarcinilorattcamarime,ctsicamoddevariatientimp,respectiva naturii solicitarilor provocate de acestea; -dimensionareasevaefectuaastfelnctsectiuneacordonuluidesudurasafietotattde rezistenta ca si restul sectiunilor din piesele asamblate (conditia de egala rezistenta); -atuncicndnsectiuneacordonuluidesuduraapareostarecompusadetensiuni, tensiuneatotalasevadeterminaprinnsumarealgebricasaugeometricalacordoanele desudurancoltsauprinnsumarealgebrica,geometricasiprinaplicareateoriei energiei de deformatie la cordoanele de sudura cap la cap; -ncalculnupotficonsideratetensiunileremanente,motivpentrucaresevorluamasuri pentrudiminuareaacestora(alegereacorectaamaterialelor,tehnologiadeexecutie adecvata, tratamente termice si mecanice corespunzatoare); -lungimeautila(portanta)acordonuluidesuduraesteegalaculungimearealanumain cazulcusaturilornchise;laceledeschisedincauzaarderilorlocalelanceputulsila terminareacordonuluidesudura,lungimeautilalsvafimicsorata,astfelcancalculse va considera: s l ls2 -rezistentele admisibile pentru cordonul cu sudura se vor determina cu relatiile: pentrusolicitari statice: a ask 1respectiv a ask 1 unde: k1 coeficient care tine seama de tipul cordonului de sudura (cap la cap sau de colt) si de felul solicitarii (ntindere, comprimare, forfecare, ncovoiere, rasucire); coeficientul de calitate al mbinarii sudate, dependent de tehnologia aplicata pentru realizarea mbinarii si de rigurozitatea controlului de calitate efectuat (partial sau total) c rc rac,, rezistenta admisibila a materialului din care sunt realizate piesele asamblate (cr = 3...4 pentru materiale fragile; cc = 1,5...2 pentru materiale tenace) pentrusolicitari variabile: ( ) ( )RakRask 1respectiv ( ) ( )RakRask 1, unde: R = 0 sau -1 indica ciclul dupa care are loc solicitarea variabila (pulsator, respectiv alternant simetric); factorul dimensional (n general are valoarea 1; numai n cazul constructiilor mari, solicitate la ncovoiere sau rasucire, se apreciaza un alt coeficient); factorul de calitate a suprafetei cordonului de sudura; k , k factorul concentratorilor de tensiuni; concentratorii de tensiuni pot fi incluziuni, fisuri, structura neuniforma, zone de calire, sudare incompleta etc. ( ) ;crRRa cr = 2...4 rezistenta admisibila la oboseala a materialului din care sunt confectionate piesele asamblate, corespunzatoare ciclului de solicitare. 2.4.2 Calculul asamblarilor sudate prin cordoane de sudura cap la cap Asamblarileprincordoanedesuduracaplacapsepotrealizanmaimultevariante constructive,nfunctiedeconditiilefunctional-tehnologiceimpuse.ncapitoluldefata,analiza stariidetensiunisevarealizapentruurmatoareletreivariante:asamblareaadouatablecu cordon de sudura drept (fig.2.5) , asamblarea a doua table cu cordon de sudura nclinat (fig. 2.6) si asamblarea a doua tevi cu cordon de sudura circular (fig. 2.7). 1.Asamblarea a doua table cu cordon de sudura drept Fig. 2.5 Asamblarea a doua table cu cordon de sudura drept a)Solicitarea la ntindere Tensiunea de ntindere din sectiunea pieselor asamblate va fi: ( )taS tsa b aFF 2 Practic, suprafata cordonului de sudura este usor bombata. Constatarile experimentale au scosnevidentacangrosareacordonuluidesudurapestevaloareaa=(1,2...1,25)snu favorizeaza o crestere a capacitatii portante. Totodata, se precizeaza ca netezirea prin prelucrarea cordonului determina o mbunatatire a calitatii. b)Solicitarea la ncovoiere Utilizarearationalaaasamblariinacestcazimpunecavectorulmomentncovoietor sa actioneze perpendicular pe latura mare a sectiunii cordonului de sudura: ( )iaSis ia b aM 6221, 1 c)Solicitareasimultanalatractiunesincovoieredeterminaosolicitarecompusa, pentru care tensiunea echivalenta se va determina prin nsumare algebrica: as s i ts ech t , 1 2. Asamblarea a doua table cu cordon de sudura nclinat Fig. 2.6 Asamblarea a doua table cu cordon de sudura nclinat ncazulncarecordonuldesuduraestenclinatfatadedirectiaforteicuunghiul, valoarea tensiunii normale din sudura se determina cu relatia :
,_
abaFts2sinsinCordonuldesuduraestesolicitatsilaforfecare,tensiuneatangentialadincordonavnd valoarea :
,_
abaFfs2sincosTensiunea echivalenta rezultanta va avea valoarea: as fs ts s echabaF
,_
+ + 2sincos 4 sin42 22 2, 3. Asamblarea a doua tevi cu cordon de sudura circular Fig. 2.7 Asamblarea a doua tevi cu cordon de sudura circular Seconsideracazuladouatevisudatecaplacapcucordondesuduracontinuucircular, supuse la solicitareacompusadetractiune,ncovoieresitorsiune.Tensiunilecareaparnacest caz sunt : Solicitarea de tractiune: ( )taS tsd DF 2 24 Solicitarea de ncovoiere: taSiisDd DM 4 432 Solicitarea de rasucire: taSttsDd DM 4 416 Tensiunea echivalenta n acest caz se va calcula cu relatia : ( )as ts is ts s ech + t 22,4 2.4.3 Calculul asamblarilor sudate prin cordoane de sudura n colt 1. Cordoane de sudura frontale solicitate la ntindere Constructiv,acesttipdeasamblaresepoaterealizapecapatuluneisingurepiese (monofrontala)saupecapeteleambelorpiese(bifrontala).ncontinuare,sevastudiacazul cordoanelor de sudura bifrontale (fig. 2.8) solicitate la tractiune. Fig. 2.8 Cordoane de sudura bifrontale Sectiunea periculoasa ce se va lua n considerare este cea nclinata la 45o. Daca lungimea desuprapunereseadoptamaimareca4s,atuncisepoateneglijavaloareatensiuniide ncovoiere: ( ) ( ) a b aFa b aFst2 422 245 sino si ( ) ( ) a b aFa b aFsf2 422 245 coso( )as a as f t s ea b aFs s + 65 , 02 22 2 Deoareceestediscutabilmoduldedeterminareatensiuniiechivalente,iarcordoanelede sudurancoltreprezintaunconcentratordetensiunimultmaimaridectcelcaplacap,pentru toatembinarilesudateprincordoanedesudurancolt,valoareatensiuniiadmisibileeste adoptata la valoarea admisibila de forfecare, afs , iar calculul se face conventional la forfecare: ( )s saf fa b aF 2- asamblare monofrontala ( )s saf fa b aF 2 2 - asamblare bifrontala Observatie:Daca cele doua piese sudate au grosimi diferite, atunci la calculul naltimii cordonului de sudura se va considera: s = 1,2 smin ; a = 0,7 (1,2 smin) . 2. Cordoane de sudura laterale, cu lungimi egale, solicitate la ntindere si ncovoiere Schema constructiva a acestui tip de asamblare sudata este reprezentata n figura 2.9. Fig. 2.9 Cordoane de sudura laterale egale Solicitareadentindereatablelorsudateconducelaaparitiaunortensiunideforfecaren cordoanele de sudura, date de relatia : ( )s saf fa l aF 2 2 Valoarea tensiunii de forfecare calculata cu aceasta relatie s-aconsideratcafiindmedie, deoarecenrealitatetensiuneaefectivaarevalorimaximelacapetelecordonuluisiminimela jumatatea lui. Odata cu cresterea lungimii cordonului creste si raportul( ) ( )minsfmaxsf/ , motiv pentrucarelungimilecordoanelordesudurancoltlateraleselimiteazalalo50a(unele recomandari merg pna la 100 a). Actiunea momentului ncovoietor determina aparitia n cordoanele de sudura a doua forte egale si de sens contrar al caror moment este egal cu acesta: ( )a bMT a b T Mii7 , 07 , 0+ + ForteleTvor solicita cele doua cordoane la forfecare: ( ) ( ) ( )s safifa l a a bMa l aT +2 7 , 0 2 3. Cordoane de sudura laterale, cu lungimi neegale, solicitate la ntindere Lasudareaprofilelorlaminatecusectiunetransversalaasimetrica,pentruaseevita solicitareasuplimentaradencovoiereaasamblarii,seimpunerealizareacordoanelordesudura culungimineegale,astfelnctrezultantafortelorpreluatedecatreacesteasaactionezepe directia axei neutre (fig. 2.10). Echilibrul de forte si ecuatia de moment n raport cu axa neutra se exprima prin relatiile: ' +2 2 1 12 1e F e FF F F care conduc la urmatoarele valori ale fortelor ce actioneaza n fiecare cordon de sudura : '++2 1122 121e eeF Fe eeF F Lungimile necesare pentru cele doua cordoane de sudura vor fi: saFlsaf211+ sisaFlsaf222+ Fig. 2.10 Cordoane de sudura laterale neegale ncazulsolicitariidentindere,dinconditiacafortelepreluatesuntproportionalecu sectiunea cordoanelor, rezulta: ( )faS fsa aFF F e e > > =se numete coeficient de frecare de alunecare aparent. Unghiul de frecare aparent corespunztor este: ( ) >||.|
\|= =2 / cos'1 '1arctg arctgDeci, la alte filete dect cel ptrat, momentele de nurubare i respectiv de deurubare sunt: ( ) '2220 1 + = tgdF Mt ( ) '2'220 1 = tg F Mt Fig. 3.6 Cazul filetelor cu flancurile neparalele 3.1.3.2 Condiia de autofrnare Din punct de vedere fizic, autofrnarea const n meninerea greutii n repaos pe planul nclinat,respectivncazulasamblriifiletate,nmeninereapiulieinstarestrns.Relaia matematic prin care se indic asigurarea condiiei de autofrnare va fi : ( ) 02221 = ' tgdF ' Mo t din care rezult : 2- pentru filetele cu flancul portant perpendicular pe axa urubului; 2 - pentru filetele cu flancul portant nclinat fa de axa urubului. Pentru a fi asigurat autofrnarea, filetele de strngere (fixare) se execut cu 2 = 1o...3 o, iar cele de micare cu un singur nceput i pas normal au2 = 4 o...5 o. Se precizeaz c condiia anterioar este valabil numai pentru asamblrile filetate supuse la solicitri statice. n condiii de solicitare dinamic, chiar dac este asigurat condiia de mai sus, autofrnarea se poate anula. 3.1.3.3 Randamentul cuplei cinematice urub-piuli Pentruorotaiecompletapiuliei,randamentulsepoateexprimacaraportntrelucru mecanic efectuat (util) i lucru mecanic cheltuit (consumat) : ( ) + == = 2 22 22tg d Ftg d Fd Hp FLLoo ocu de unde rezult : ( ) + = 22tgtg- pentru filetele cu profilul activ (portant) perpendicular pe axa urubului. ( ) ' tgtg' + = 22- pentru filetele cu profilul activ (portant) nclinat fa de axa urubului. Variaiagraficarandamentuluicupleicinematiceurub-piuliestereprezentatn figura 3.7. Deoarece : < , respectiv < , rezult > , motiv pentru care filetele cu profil triunghiular( = 60 o) sunt recomandate pentru uruburi de fixare (strngere), iar cele cu profil ptrat, trapezoidal( = 30 o) sau dinte de fierstru sunt recomandate pentru uruburi de micare. mbuntirea randamentului la uruburile de micare se poate obine dac se va utiliza un filet cu pas mare sau un filet cu mai multe nceputuri. Fig. 3.7 Variaia randamentului cuplei urub-piuli 0 20 40 60 80 100 0,2 0,40,60,81,01,2 [%] 2 tg 2 10203040506045 2456o...7o limita de autofixare Valoarea maxim a randamentului se obine pentru : 2 42= Analiznddiagrameledevariaiealerandamentuluidinfig.3.7,sepottrageconcluziile urmtoare: a)randamentulcreterapidpentruvalorimici(pnlalimitadeautofrnare)ifoartelentdup 30=o2 ; ca urmare, unghiurile de ridicare de elice mai mari de 30o nu sunt recomandate sub aspectul asigurrii unui randament corespunztor; b)pentru valori mici ale unghiului 2 , pn la limita de autofrnare =2, randamentul este foartemic,sub0,5.Acestaestecazulasamblrilordefixare,precumialcelordemicare acionatemanual;ntr-adevr,nacestecazurinuintereseazmrimearandamentuluii,de asemenea, valorile mici ale 2determin o manevrare mai uoar; c)valori crescute ale randamentului se pot obine pentru valori mari ale lui 2 , la care condiia de autofrnare nu este satisfcut. Creterea randamentului pn la 0,8 se poate realiza graie utilizrii asamblrilor filetate de rostogolire uruburi cu bile. Ele difer constructiv n mod esenial fa de asamblrile filetate de alunecarestudiateanterior.nfig.3.8estereprezentatschemadeprincipiuauneiastfelde asamblri. Fig. 3.8 Asamblare filetat de rostogolire Loc de barare a bilelorn canalul piuliein canalul piulieiLoc de barare a bilelorAcanalelor n cele dou proieciipentru definirea corespondeneiLinii auxiliare de desen tehnicTubul de ntoarcerea bilelorA-A(umbrit n desen)Traseu nchis al bilelorAn ceea ce privete construcia, se pot pune n eviden: a)existenacanalelorelicoidale(reprezentatesimplificatprinliniidrepte),carereprezint filetele; b)n acest canale circul corpurile de rulare (n mod frecvent bile); c)realizarea conturului nchis al corpurilor de rulare prin utilizarea unor piese speciale pentru oprire, situate n piuli. n afara unui bun randament, aceast asamblare ofer i urmtoarele avantaje: a)diminuarea considerabil a momentului de torsiune de antrenare; b)meninereamaimulttimpaprecizieidemicare,caurmareauneiuzuridiminuateo consecin a micrii de rostogolire. Folosirea acestei asamblri este nc limitat n construcia de maini, din cauza construciei complexe,caredeterminunpredecostridicat.Serealizeazoutilizaremailarglamainile-unelte i la manipulatoarele, respectiv roboii industriali. 3.1.3.4 Momentul de frecare dintre piuli i suprafaa de reazem nfigura3.9esteschiatcazulncarestrngereapiulieisefacecuocheiefix.n aceast situaie, ntre piuli i suprafaa de reazem apare un moment de frecare de pivotare Mt2. Suprafaadefrecareesteinelar(fig.3.9a),fiindmrginitdediametreledg(lainterior)i respectivS(carecoincidecudeschidereacheii,laexterior).Seconsidercpresiuneade contact pe aceast suprafa este uniform distribuit: ( )ctd SFpgc==2 2024 Pentru determinarea expresiei momentului Mt2, se consider la unghiul i la raza r aria elementardA,dedeschidereunghiulardirespectivradialdr.Momentuldefrecare elementar este: ( ) rdRdd SFr dA p r dN r dF r dMgc f t2 202 2 2 2 24= = = =Prin integrare se obine: ( )2 23 32 0202222 20 2231 4ggSd dtd Sd SF dr r dd SFMg== n final, se poate scrie: 20 2 2mtDF M = , unde 2 23 332ggmd Sd SD =are semnificaia de diametru mediu al suprafeei de frecare. ncazuluneisuprafeerereazemcirculare(fig.3.9b),relaiadecalculadiametrului mediu devine: 032d Dm = Fig. 3.9 Momentul de frecare dintre piuli i suprafaa de reazem Pentru micorarea lui Mt2 se poate nlocui frecarea de alunecare cu cea de rostogolire, de exemplu prin utilizarea unui rulment axial (fig. 3.9 c). n acest caz: 20 2mr tDF M = , unde Dm este diametrul cercului pe care sunt montate echidistant corpurile de rulare (bilele), iar r 0,01. 3.1.3.5 Momentul total la cheie necesar pentru strngerea piuliei (urubului) Lastrngereapiluiei(sauurubului)trebuiedezvoltatunmomentnecesarpentru nvingereasimultanamomentuluidenurubareiamomentuluidefrecaredintrepiulii suprafaa piesei strnse (sau capul urubului i piesa strns) : 2 1t tttM M M + =n care :| | '2221 + = tgdF Mo t - momentul de nurubare 2 23 32 0 231ggtd Sd SF M= -momentuldefrecaredintrepiulisaucapulurubuluii suprafaade reazem. n aceste condiii, din ecuaia de bilan a momentelor (fig. 3.9 d), rezult fora necesar a fi dezvoltat la cheie : LM MQt t 2 1 += Admind pentru elementele filetate uzuale, valorile :d2 0,9 d ; 2 3 o ;S 2 d ;dg = 1,1 di pentru condiii de frecare obinuite : 7 o i 2 = 0,15 se obine : o tF d , M 08 01 = -momentul de nurubare o tF d , M 12 02 =- momentul de frecare dintre piuli i suprafaa de reazem. Rezult momentul total : d F , Mott2 0 =La strngerea piuliei cu o cheie normal (STAS), cu lungimeaL = 15 d, fora rezultat n urub din ecuaia de bilan a momentelor: d Q L Q d Fo15 2 , 0 = = va fi:Q Fo75 =Analiza rezultatului de mai sus, relativ la mrimea forei axiale care apare n asamblare 0Fn funcie de foraQ de aciune la cheia fix permite deducerea urmtoarelor concluzii: a)fora axial care a apare n urub este foarte mare n raport cu fora aplicat la cheie, astfel c poatedeterminarupereaurubului.Montajultrebuiedecisfiecontrolatcuocheie dinamometric la asamblrile foarte importante. b)chiardacmontajulestecontrolat,mrimeaforeiaxialeseobinentr-oanumitplajde valori, pentru c frecrile din filet i de pe suprafaa de contact dintre piuli i suport se pot modifica astfel: frecrilepotfidiminuatedatorit ungerii sau n urma tasrii suprafeelor de contact la funcionare repetat; frecrile pot s fie mai mari ca urmare a coroziunii. 3.1.3.6 Randamentul asamblrii filetate Randamentulasamblriifiletatesevaobinecaraportntrelucrulmecanicdezvoltatn asamblare (util) i lucrul mecanic total cheltuit (consumat) la o rotire complet a piuliei : ( )( ) 231'222 23 32 222 22 1(((
+ +=+= =ggo oot tocud Sd SF tgdFtg d FM Mp FLL Rezult : ( )( )2 223 32 2232'ggd S dd Stgtg+ += 3.1.4 Elementedecalculaasamblrilorfiletate Pentrustabilireasolicitrilordintijaurubuluiispirelefiletuluipiulieisevorface, deoarece situaia real este mult mai complex, urmtoarele ipoteze simplificatoare : fora din asamblarea filetat acioneaz pe axa asamblrii (solicitare centric) ; fora din asamblare se repartizeaz uniform asupra numrului de spire aflate n contact ; fora preluat de o spir se repartizeaz uniform pe suprafaa de contact a spirei. n ceea ce privete aceste ipoteze simplificatoare, mai ales cea referitoare la repartizarea sarciniipespirafiletuluisepotfacectevaobservaiifoarteimportante.Datoritrigiditilor diferite,corpulurubuluiialpiulieisedeformeazdiferit,rezultndnrealitateodistribuie neuniformasarciniintrespirelefiletului.Pentrusoluiaclasicdepiulisolicitatla compresiune(fig.3.10a),neuniformitatearepartizriisarciniintrespireesteaccentuatde conjugareaspirelordepeparteaceamaintinsaurubuluicuspireledepeparteaceamai comprimat a piuliei. n aceste condiii, prima spir a asamblrii filetate preia aproximativ 50% din fora exterioar, n timp ce ultima spir este practic descrcat, prelund doar 10% din for. O repartiie mai uniform ntre spire se poate obine prin utilizarea unei piulie elasticizate, care slucrezedoarlatraciune(fig.3.10a),ncrcareanacestcazfiindde37%peprimaspir, respectiv 26% pe ultima spir. Fig. 3.10 Distribuia forei axiale pe spirele piuliei De aici rezult o concluzie foarte important: chiar dac prin calcul se obine un numr de spire,perechedespireceamaincrcatpoatesfiepreancrcat,astfelceanuvarezista.Ca urmares-aconvenitsseadopteolimitconvenionalsuperioaranumruldespire, spire (10...12) = zlim.Depireaacestuinumrsemnificideeamrireadimensiuniifiletului (alegerea unei mrimi mai mari), care s conduc n final la reducerea numrului de spire n contact. Acesteaspectesentlnescmaialeslaasamblrilefiletatedemicare,carevorfianalizatemai trziu. n aceste condiii rezult c solicitrile principale ale filetului sunt: solicitarea de contact, solicitarea de ncovoiere i solicitarea de forfecare. Modelul spirei filetate cu elemetele geometrice ceintervinesteprezentatnfigura3.11.Spirafiletuluiurubuluiseconsidercaogrindcurb ncastratpecilindruldediametrud1.Pentrudeterminareatensiunilor,spirasedesfoar,fiind privitcaogrinddreaptncastratisolicitatpemijloculsuprafeeidecontactdeosarcin uniform distribuit. Fig. 3.11 Solicitrile spirei filetate Solicitarea de contact a spirei filetului conduce la relaia: ( )aso osH dzFD dzF ==2 22124, unde: as rezistena admisibil la contact a spirelor este adoptat n funcie de materialul piuliei. Sevoradoptavaloriredusepentruaseevitadeteriorareaflancuriloractivealefiletuluiprinuzare (pentru uruburile de micare, n special). n acest caz, numrul maxim de spire zlim se va limitala10-12deoarecepesteaceastvaloareultimelespirenuvormaiparticipalapreluarea sarcinii,decinusejustificniciconsumuldematerial,nicimanoperapentruexecuie.De asemenea, din condiii de stabilitate, se impune ca numrul de spire limit inferior s nu fie mai mic de 5 spire. Solicitarea spirelor la ncovoiere (seciunea a a) conduce de asemenea la relaiile : ( )aioip k daHzF |.|
\|+=62212pentru urub
( )aioip k DHzF =6222 pentru piuli, undeairezistenaadmisibillancovoiereadoptatnfunciedecalitateamaterialuluiurubului,respectiv piuliei. Solicitarea spirelor la forfecare (seciunea b b) presupune urmtoarele relaii : ( )afofp k DzF ='1 pentru urub ( )afofp k DzF =pentru piuli, unde afrezistenaadmisibillaforfecareadoptatnfunciedematerialuldincareseexecut urubul, respectiv piulia. nceeaceprivetetijaasamblriifiletate,eaestesolicitatlatraciunesaula compresiune : c atoc tdF,23,4 =Porninddelaaceastrelaie,sepoatedeterminanlimeamapiuliei,nfunciede numrul z de spire pe care aceasta le are: p z m =i pe baza condiiei de egal rezisten la traciune i presiune de contact: ( )as c atz D d d = 212,214 4 Din aceast relaie rezult: asc atD ddz,21221=Pentru urubul confecionat din OL 37 STAS 500/2 80 cu 3 , 2,as c at i avnd filet metric normal cu 1 18 , 0 d d iD d =se obine: d p z m 75 , 0 =Pornind de la aceast relaie, prinSTAS922-76a fost stabilit valoarea: d m 8 , 0 =Lauruburilecupasfin,nlimeapiulieiareaceeaivaloare,nsatuncicndapar solicitrisevere(sarcinidinamice,ocurietc.)serecomandomajorareaacesteia.Pentru uruburile de micare, la care apare uzarea flancurilor ca urmare a micrii relative urub-piuli, se impun msuri pentrudiminuarea frecrii n scopul mririi durabilitii. Acestea sunt: -confecionareaurubuluiipiulieidinmaterialecaresconstituieuncuplu antifriciune: urubul:OL, OLC, oel aliat iar piulia dinFc;Fgn;Bz;FcA; -reducereaforeinormalepespireprinadoptareaunorrezisteneadmisibilela strivirereduse:pentruFc(5...6)MPa,pentruFgn(10...13)MPa,pentru bronz (7...13) MPa. 3.1.5 Calculul asamblrilor filetate solicitate axial 3.1.5.1 uruburi montate fr prestrngere Asamblrile prin uruburi montate fr strngere iniial (fr prestrngere) au o rspndire mic n construcia de maini, fiind n majoritatea cazurilor solicitate static, sarcina datorndu-se aciunii greutilor. n fig. 3.12 este reprezentat cazul unui urub de macara. Asamblarea filetat din care face parte este realizat fr strngere, prin simpla nurubare a piuliei speciale cu suprafa de aezare sferic. Fig. 3.12 urub de macara montat fr strngere Aceastpiuliareroluldeaseevitaapariiaunorsolicitrisuplimentaredencovoierela balansarea sarcinii ridicate. Sarcina de ridicat determin fora axialgF n tija urubului. Este evident csolicitareaprincipalatijesteceadetraciune.Tensiuneanormaldinseciuneaminimeste dat de expresia: .421 minc dFAFcagt = = =Dimensionarea urubului n acest caz se va face pe baza relaiei : atgFd 41 =, iardinSTASsealegefiletulielementelegeometricepentrudiametruld1imediatsuperior valorii calculate. Pentru verificarea urubului se vor calcula: tensiunea efectiv: 214dFgef = ; coeficientul de siguran efectiv: aefefc c =lim, unde. 3 ... 5 , 1 ; 6 , 0 = =a c t ac
3.1.5.2 uruburi de micare Spredeosebiredeuruburilemontatefrprestrngere,ncazuluruburilordemicare (fig. 3.13) strngerea se va face sub sarcin. Fig. 3.13 Exemplu de urub de micare: cricul dublu n aceste condiii, n tija filetat apar urmtoarele solicitri : a)cea de traciune, n care tensiunea este: 4dF =AF= 23tmin b)cea de torsiune, avnd tensiunea: 16d) + tg(2dF=WM= 232ptt 21 Pentru ca aceste dou tensiuni sunt de natur diferit, pentru calculul tensiuni echivalente se aplicteoriaaIII-aderezistencareconducelavaloareaceamaimareatensiuniinraportcu celelalte teorii: c= 4 + = ca2t2t e Expresiiledemaisuspotfiutilizatepentruverificarealasolicitristatice,darnupentru dimensionare. Se va stabili n continuare o metod de dimensionare a urubului. Pentru aceasta se pornete de la raportul dintre mrimile celor dou tensiuni din urub: ) + tg(dd2 =F4d
16d) + tg(2dF= 3223312tt 22 Se face un calcul numeric al acestei expresii pentru filetul metric. Conform STAS 510-82, raportul 05 , 1 /3 2 d d . Utiliznd, de asemenea, valorile curente 023 i 0 '6 , 6 = (s-a ales0,1 = ), se obine: 0,355 tt, respectiv: t t2t2t e= 1,234 + = , expresie n care a intervenit factorul de sarcin . Pentru a ine seama de posibilitatea existenei altor solicitri suplimentare ale urubului (de ncovoiere,deflambaj),seadmitepentrufiletulmetricovaloaremritafactoruluidesarcin,i anume3 , 1 = . Expresia final de calcul devine: c=4dF = = ca23t eDin aceast expresie rezult cea de dimensionare a urubului: a3 F 4 d
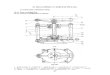
Valoarea calculat 3dse rotunjete la cea superioar din STAS 510-82. Pentru alte filete dup forma profilului axial, factoruleste recomandat n literatura tehnicn funcie de mrimea solicitrii urubului. 3.1.5.3 uruburi montate cu prestrngere Utilizareaasamblrilorfiletatemontatecustrngereiniial(sestrngeurubulsau piulia la montaj pn la apariia n elementele asamblrii unei foreFoimpus) este necesar n urmtoarele cazuri: -cnd se cere ca asamblarea s asigure condiia de etaneitate (asamblarea corp-capac la recipientele sub presiune, conducte sub presiune etc.); -cndasamblareaestesupusnexploatareaciuniiuneiforevariabileconcomitent cu/saufrasigurareacondiieideetaneitate(asamblareacorp-capaclacilindriide pompsaucompresor,asamblareachiulas-carterlamotoarelecuardereintern, uruburile de la capul mare al bielei etc.). Sevaanaliza,dinpunctdevederealsarcinilorideformaiilorcareaparnelementele asamblrii, mbinarea dintre corpul i capacul unui recipient sub presiune (fig. 3.14) Fig. 3.14 Asamblare filetat cu prestrngere Se disting urmtoarele etape funcie de forele i deformaiile elementelor asamblrii: a.Se strng piuliele pn la anularea jocului axial dintre spire. Forele i deformaiile sunt nule. b.SestrngpiulielecucheiapnlaapariiaforeidestrngereiniialFo,subaciunea creia urubul se alungete culs , iar flanele se vor comprima culf . c.Seintroducemediuldelucrusubpresiunenrecipient,motivpentrucarenelementele asamblriiapareforadeexploatareF,caretindesdesfacmbinarea.Forade exploatarevadeterminaalungireasuplimentaraurubuluiculsidecomprimarea (slbirea strngerii) flanelor cu lf, concomitent cu creterea forei din urub la valoareaFsi scderea forei de strngere a flanelor la valoarea Fo .Deformaiile suplimentare ale elementelor asamblrii datorate forei de exploatare vor avea valori egale (ls =lf). nipotezacsolicitrileelementelormbinriiaulocndomeniulelastic,sepot reprezentadependeneleforedeformaiiprindiagramadinfig.3.15.Panteledenclinareale celordoudreptesuntdependentederigiditateaurubului,respectivderigiditateapieselor strnse (flane): sss ssocA E Ftg ===l l -rigiditateaurubului; fff ffocA EFtg ===l l -rigiditateaflanelor, n care: Es , Ef -modulele de elasticitate longitudinale pentru materialul urubului, respectiv materialul flanelor; As , Af - aria seciunii transversale a urubului, respectiv aria flanelor care particip la preluarea sarcinii; ls ,lf- lungimile urubului, respectiv a flanelor. Fig. 3.15 Dependena for-deformaie pentru piesele strnse Deformaiileelementelormbinriintimpulexploatriisuntdeterminatedepoziia punctuluiCdin diagram, iar forele se vor obine prin intersecia dreptelorOA, respectiv OAcu verticala ridicat n punctulC: Fsforatotaldinurub,datoratattforeidestrngereiniialFoctiforeide exploatareF; Foforadestrngereapieselornexploatare(demrimeaacesteiforedepinde asigurarea etaneitii asamblrii atunci cnd aceasta este cerut); Fz fora cu ct crete sarcina din urub datorit forei de exploatare; Foforacuctscadesarcinadestrngereapieselordatoritforeideexploatare (pierderea de prestrngere). Se impun urmtoarele observaii: 1.ForatotaldinurubFsestediferitdesuma(Fo+F)ianumemaimic(Fo+Fz). Aceasta reprezint principalul avantaj al asamblrii cu strngere iniial. 2.Dac fora de exploatareFeste variabil, cel mai frecvent dup un ciclu pulsator, atunci forele din elementele asamblrii vor fi i elevariabile dup cicluri oscilante. Considernd triunghiurile asemeneaADFiAEF,se pot deduce relaiile: s s s zc l tg l F' ' = = f s sc l tg l Fo' '' ' = = ( )f s s o zc c l F F F + = = +'' ' , Dinrelaiademaisus,sepoatedeterminaexpresiadecalculaalungiriisuplimentare pentru urub i flan: f sf sc cF l l+= = 1' ' ConcluziacesededuceestecpentruaceeaivaloareaforeideexploatareF,deformaiile suplimentare ale elementelor asamblrii vor fi cu att mai mici cu ct rigiditile acestora vor fi mai mari. Fora suplimentar care apare n corpul urubului va fi: f sszc ccF F+=Solicitarea minim a urubului, att n cazuln care F este constant ct i n cazul n care F este variabil,impunecaforaFzsfiemic.Aceastasepoaterealiza,pentruofordeexploatare dat, utiliznd urub cu rigiditate mic (elastic) i flane cu rigiditate mare. Fora cu care scade sarcina de strngere a pieselor datorit forei de exploatare va fi: f sfoc ccF F+= ' 'EtaneitateambinriivafiasiguratdacforadestrngereaflanelornexploatareFo este suficient de mare, respectiv pierderea de prestrngere este mic. Aceasta se poate realiza, pentru o sarcin de exploatare dat, utiliznd urub rigid i flane elastice. Practic, pentru realizarea simultan att a etaneitii mbinrii ct i solicitarea minim a urubului, se vor utiliza urub elastic i flane rigide, dar pentru a micora rigiditatea acestora se va utiliza garnitura realizat dintr-un material cu modul de elasticitate redus. Pentrucalcululrigiditiiurubuluisevaconsideraurubulalctuitdinntronsoane, avnd lungimile isli aria seciunilor transversale isA . n acest caz se pot scrie relaiile: 111sssAlEFl = ; 222sssAlEFl = ..... nnnssosAlEFl = , care adunate conduc la deformaia total a urubului: = == = ni ssonis siiiAlEFl l1 1 Rigiditatea total a urubului se va calcula deci cu relaia: ==ni is sc c11 1 ncazuluruburilorscurte( ds6 < l )sevaluanconsideraremajorarearigiditii urubului datorit piuliei i capului acestuia. n calcul acest lucru se realizeaz prin adugarea la lungimea urubului jumtate din nlimea piuliei i 1/3 din nlimea capului urubului. La determinarea rigiditii pieselor strnse (fig. 3.16)apar dificulti legate de aprecierea ariilorcetrebuieconsideratenrelaiiledecalcul.nacestsens,majoritateacercettorilor considercvolumuldematerialdinpieselestrnsecareparticipladeformaiaelasticeste delimitat la exterior de dou mantale tronconice, avnd generatoarea nclinat cu un unghi iar la interior alezajul pentru introducerea urubului dg. Fig. 3.16 Determinarea rigiditii flanei nceeaceprivetevaloareaunghiului,metodaclasic,utilizatncfrecvent, recomand=450.Pentrucalcululefectivsenlocuiesctrunchiuriledeconcucilindri echivaleni,caretrecprinmijloculgeneratoarelortrunchiurilordeconiaudiametrele exterioare: tg l D Df e + =1 11i tg l D Df e + =2 21 Rigiditile se vor calcula cu relaiile: 111ff fflA Ec=i 222ff fflA Ec=n care: ( ) | |2 211 14g f fd tg l D A + = i( ) | |2 212 24g f fd tg l D A + = Rigiditateatotalaansambluluidepiesestrnse,ncazulgeneral,sevacalculacuo relaie identic cu cea de la urub: ==pi f fic c11 1, cuobservaiacatuncicndntreflanesemonteazgarniturapentruasigurareaetaneitii, rigiditatea ansamblului se va determina cu relaia: g f totc c c1 1 1+ =Deoarecerigiditateagarnituriiestemultmaimicdectrigiditateaflanelor(cf>>cg), atunci ntregului pachet de piese strnse va fi aproximativ egal cu rigiditatea garniturii: g totc c . nceeacepriveteelementeledecalculaleasamblrilorfiletatemontatecustrngere iniial,ngeneralnusuntcunoscuteforadestrngereiniialFo iforadinexploatareFs.Ca urmare se va realiza un calcul de predimensionare pe baza cruia se va stabili forma constructiv, dup care se va efectua verificarea pentru condiiile reale de solicitare i se va definitiva forma constructiv. Dateiniialcunoscute:ansambluldincarefacparteuruburileproiectateiimportana acestorancadrulansamblului,condiiilerealencarevorfunciona(temperaturaigradulde corozivitate), fora de exploatare din asamblare, F. Elemente stabilite de proiectant: numrul de uruburi cu care se va realiza asamblareais
funciedeposibilitiledemontajitipulfiletuluiacestora,foradeexploatarepreluatdeun urub,F1 = F / is , materialul din care se va confeciona urubul i piulia (r ,c , R , R ) i tipul solicitrii n exploatare a urubului. Elemente calculate - Se apreciaz fora de strngere a pieselor n timpul exploatrii: ( )1 15 , 0 ... 25 , 0 ' F Fo =- Fora total din urub n timpul exploatrii: 1 1'1o sF F F + =- Se calculeaz diametrul tijei urubului din condiia de solicitare la traciune: ( )c cscFd 141 =n care cc coeficient de siguran adoptat funcie de ansamblul din care face parte urubul i de importana sa n cadrul acestuia. n funcie de valoaread1rezultat din calcul i de ansamblul din care face parte urubul, se stabilete forma constructiv a urubului i piuliei. Observaie: Dacsuntindicaiicurubulsaupiuliasestrngintimpulexploatriin relaia de calcul a diametrului interior, se va introduce i coeficientul = 1,3. - Rigiditile urubului i pieselor strnse cs, respectiv cf ; - Fora de strngere iniial a unui urub: f sss z s oc ccF F F F F+ = =11 1 1 1 - Verificarea urubului la montaj (calculul la solicitri compuse):
2341dFoto =i ( )332216'21dtgdFoto +=cct t echco o + = 42 sau aechcefc c =, unde ca = 1,25 ... 3reprezint coeficientul de siguran admisibil. Valorileminimesevoralegepentrucazulcndforelesuntcunoscutecupreciziei montajulseexecutcorect,valorilemaximepentruuruburicudiametremicilacareexist pericolul ruperii la montaj. - Dac fora de exploatare este variabil, se va face i verificarea la oboseal cu relaia Soderberg sau Serensen: 5 , 111= + =acmtv kc c -relaia Soderberg 5 , 111 1= + = atmtv kc c -relaiaSerensen n care: otot t =12- coeficient de material; 331421dc ccFAFf sssvv+= =-amplitudinea tensiunilor normale; 23142111dc ccF FAFf ssosmm++= = -tensiunea normal medie Observaie: Suntsituaii(asamblareacorp-capaclarecipientelesubpresiune,asamblarea tronsoanelorlaaparateledetipcoloansaucelealeconductelorsubpresiune) cnd numrulde uruburi i dimensiunile acestora sunt cunoscute, deci nu se vor mai efectua dect verificrile precizate anterior. 3.1.6 Calculul asamblrilor filetate solicitate transversal n cazul acestor asamblri, sarcina exterioar acioneaz perpendicular pe axa urubului. Din punctdevederealrealizriimontajuluiuruburilornalezajuldinpieseleasamblatepotexista dou variante constructive (fig. 3.17 a i b): a)Asamblri cu uruburi montate cu joc, care au ca avantajprecizie de montaj i execuie a alezajului redus; b)Asamblri cu uruburi montate fr joc (ajustat), cu dezavantajul c precizie de montaj i execuie a alezajului este mare. a) montaj cu jocb) montaj fr joc (ajustat) Fig. 3.17 uruburi solicitate transversal Calculul de rezisten se va face distinct pentru cele dou situaii n parte. a) Asamblri cu uruburi montate cu joc Deoarece jocul dintre tija urubului i piesele asamblate trebuie meninut i n exploatare, foreleexterioareFtsevortransmiteprinfrecareadintreceledoupiese.Rezultnecesitatea montrii uruburilor cu strngere iniial suficient de mare pentru realizarea frecrii: f tF F saut fF F =saut s oF i F = , de unde: stoiFF= , Notaii: = 1,25...3reprezint coeficient de siguran contra patinrii; is- numrul de uruburi prin care se realizeaz asamblarea; - coeficientul de frecare dintre piesele asamblate( = 0,1...0,25 n funcie de gradul de prelucrare i materialele pieselor). Relaia de dimensionare: ( )c cocFd/3 , 1 41 =Relaia de verificare: 234dFoto = i( )332216'2dtgdFoto += , cu tensiunea echivalent : ccat o t echco = + =2 24 . b) Asamblri cu uruburi montate fr joc TransmitereaforelorexterioareFt sevarealizaprincorpulurubului,rezultnd solicitarea la forfecare i presiune de contact a acestuia. Relaia de dimensionare: s ctti kFd 4=Relaia de verificare: ast sms d iFp = Fcnd raportul dintre diametrele uruburilor rezultate n cele dou cazuri, rezult: ( ) 4 , 2 7 , 1142 , 542 , 51K = = cts cc sc ttc kFi kic Fdd, n care s-au considerat = 1,5 ; k = 0,2 ; cc = 1,5 ; = 0,2. Caoconcluziegeneral,soluiaa)trebuieevitat,deiestemaiieftindinpunctde vederealexecuiei,deoarececonducelauruburicudiametruldeaproapedouorimaimare. Soluiab)poate deveni mai ieftin din punct de vedere al construciei dac se va realiza n una din variantele: 1.buc cilindric care va prelua sarcina transversal; 2.pastil de forfecare; 3.tift transversal. 3.1.7 Solicitrisuplimentarealeuruburilor A. Solicitarea de ncovoiere, apare n tija urubului n urmtoarele cazuri: a)Atuncicndsuprafeelepecaresereazemcapulurubuluisaupiulianusunt perpendiculare pe axa urubului (fig. 3.18). Fig. 3.18 Cazul suprafeelor de montaj neperpendicularen urma strngerii piuliei, tija urubului se va curba cu razasl= , n care: ls - lungimea urubului - nclinarea suprafeei de aezare a piuliei. Folosind ecuaia fibrei medii deformate se obine: ziI EM=1, respectiv iszidldEI EM = = =3264314 Din aceast relaie se poate deduce tensiunea de ncovoiere n poriunea filetat: 312||.|
\|=ddld EsiLa valori foarte mici ale unghiului de nclinare , tensiunea de ncovoiere atinge valori relativmaricarepotdepilimitaderezistenamaterialuluiurubului.Valorilerezultatedin calcul sunt n realitate ceva mai reduse, deoarece neperpendicularitatea este compensat de jocul dintre spire i deformaiile plastice care apar la strngere. Neperpendicularitateasepoatecompensacuajutorulaibelorcompensatoaresaua aibelor cu suprafaa de aezare sferic. b)Dinmotiveconstructive,dincauzaunorgreelideexecuiesaumontaj,sarcinade exploatare se aplic excentric (fig. 3.19). Fig. 3.19 Cazul sarcinii din exploatare excentric nacestcaz,solicitareadincorpulurubuluivafiosolicitarecompus,cuurmtoarele tensiuni componente: - tensiunea de traciune 214dFt =- tensiunea de ncovoiere:3132da Fi=- tensiunea total: a i t totda FdF = =312132 4 sau||.|
\| =1218 14dadFtot . Deoarece: 1 81 >>da, rezult c tensiunea de ncovoiere este mult mai mare dect cea detraciune,motivpentrucaresecereevitatoasemeneautilizareaurubuluiprinmsuri constructive. B.Solicitareaprinocauruburilor.uruburiledefixaredelaunelemainicare lucreaz la viteze mari i cu schimbri de sens (compresoare, pompe, motoare cu ardere intern) preiau sarcinile exterioare sub form de oc. n acest fel apar solicitri suplimentare deoarece o mare parte din energia de oc Ws se transform n energie de deformare elastic: VEWsts221 = ,din care rezult: s ss stl AE WVE Ws2 2= = n careV- volumul de material al urubului care preia energia de oc. uruburile elastice au o bun comportare i n cazul solicitrilor prin oc. C.Solicitrisuplimentaredatoratemodificrilordetemperatur.Aparncazul uruburilor montate cu strngere iniial i care n exploatare lucreaz la o temperatur mai mare dectceadelamontaj(asamblareacorp-capacdelarecipientelesubpresiune,asamblareaprin flane a tronsoanelor conductelor pentru abur etc.). ncazulncareasamblarealucreazlatemperaturimaimicidecttemperaturalacare apare fenomenul de fluaj(t 300o C pentru uruburile din OL), flanele, care ating mai rapid temperatura de regim dect uruburile, se vor dilata mai mult dect acestea. Diferena dilatrilor termice se va compensa prin deformaii elastice suplimentare ale uruburilor, respectiv flanelor: s s s f f ft l t l l = -diferena dilatrilor termice s ssto esE Al Fl= i f sftoesE Al Fl = -deformaiile elastice Din relaiile de mai sus rezult expresia de calcul a lui Ft: f ss s s f f ftc ct l t lF1 1+ = Fora total din uruburi va fi: ( )tz tot otsF F F + = sau ( ) ( )tfts sts s to tot sc c ic iF F F F++ + = , n caretgtsts t tzc ccF F F++ = , iarrigiditilecalculndu-seconsiderndmodificareamodulelordeelasticitatedatorit temperaturii. 3.2 Asamblri ntre arbori i butuci 3.2.1 Caracterizare general Asamblrile de tip arbore-butuc fac parte din categoria asamblrilor demontabile i sunt utilizatepentrumbinareadintreopiescuprinsarboreleiopiescuprinztoare butuculnscopultransmiteriidesarcini(momentesaufore)ntreacestea.Simultanaceste asamblrirealizeazfiefixareaaxialabutuculuipearbore,fieasigurposibilitateadeplasrii axiale a butucului pe arbore n gol sau sub sarcin. Se pot clasifica dup urmtoarele criterii: a)Dup modul de transmitere a sarcinilor ntre arbore i butuc sau invers. a.1.Asamblriprinformtransmitereasarcinilorserealizeazprincontactuldirectal pieselorasamblateprofilatecorespunztorsauprincontactuldintreacesteaielementulintermediar utilizat pentru asamblare. a.2.Asamblrilacaretransmitereasarcinilorsefaceprinfrecareadezvoltatlacontactul dintrepieseleasamblatesaulacontactuldintreacesteaielementulintermediarde asamblare; pentru realizarea frecrii asamblarea trebuie tensionat (strns) la montaj,lucru carese poate face: -direct, prin strngere iniial; -indirect,prinformaconstructivaelementelorasamblatesauaelementuluide asamblare,sauprindiferenadedimensiuniapieselorasamblate(ajustajul prevzut). a.3. Asamblri mixte transmiterea sarcinilor se realizeazparial prin form, parial prin frecare. a.4. Asamblri prin efect elastic transmiterea sarcinilor se realizeaz fie prin efect elastic propriu, fie prinefectul elastic al elementelor de asamblare. Alegereasoluieiconstructivepentrurealizareaasamblriiarbore-butucsevafacen funciede:tipulicaracterulsarciniiceurmeazafitransmis(forsaumoment,staticsau dinamic),posibilitateasauimposibilitateadeplasriiaxialesauunghiulare,frecvena demontrilor etc. 3.2.2 Asamblricupene 3.2.2.1 Caracterizare i clasificare Asamblricupene sunt asamblri prin form sau mixte realizate cu ajutorul unui organ deasamblarenumitpan.Panaesteunorgandemainsimpluavndformaproximativ prismatic cu seciune constant sau cu una sau dou fee nclinate. Cu ajutorul penelor se poate realizaghidarea,reglareasaufixareabutuculuipearbore,concomitentcutransmiterea momentului de torsiune sau a forei axiale. Penelesepotclasifica,nprincipal,duppoziiademontajnraportcuaxapieselor asamblate: a)pene transversale, montate perpendicular pe axa pieselor asamblate (fig. 3.20). Sunt rar utilizatenasamblrilearbore-butuc.Sentlnescacoloundeseurmretereglarea poziiei relative a pieselor asamblate i pentru transmiterea de fore axiale; b)pene longitudinale montate paralel cu axa elementelor asamblate; sunt cel mai frecvent utilizate. Fig. 3.20 Asamblare cu pan transversal Dup forma constructiv, penele longitudinale pot fi: 1.Penelongitudinaleparaleleobinuite(STAS1004-81iSTAS1005-81)ipene paralele subiri (STAS 9501-74iSTAS 9502-74), caracterizate prin aceea c au toate feele paralele (form paralelipipedic) (fig. 3.21). Fig. 3.21 Asamblare cu pana paralel longitudinal obinuit n funcie de forma capetelor, penele paralele longitudinale pot fi (fig. 3.22): cu ambele capete rotunde tip A; cu ambele capete drepte tip B; cu un capt drept i unul rotund tip C. Fig. 3.22 Forme de pene longitudinale paralele Principalele caracteristici ale acestor pene sunt: -necesit pentru montaj canal att n arbore ct i n butuc; -slbete rezistena mecanic a arborelui n seciunea n care se monteaz att la solicitri statice ct i la solicitri variabile; -lungimea canalului n arbore egal cu lungimea penei; -nu fixeaz axial butucul pe arbore (realizeaz numai ghidarea butucului pe arbore); -nu modific coaxialitatea butuc-arbore; -lungimea penei se va alege totdeauna cel mult egal cu limea butucului ( B); -transmiterea momentului se realizeaz prin contactul arborepanbutuc. 2.Pene longitudinale nclinate ce pot fi la rndul lor obinuite, fr nas(STAS 1007-81), sau cu nas (STAS 1007-81) (fig. 3.23) a) Pan fr nasb) Pan cu nas Fig. 3.23 Asamblare cu pana longitudinal nclinat Principalele caracteristici ale acestor pene sunt: -pentrumontajnecesitcanalattnbutucctinarbore,motivpentrucare rezistena mecanic a arborelui este slbit att la solicitri statice ct ila solicitri dinamice; -se monteaz prin batere axial(F)i ca urmare, datorit nclinrii, rezult forele de strngere radial (N1iN2) care determin dezaxarea butucului fa de arbore; din acest motiv nu se recomand pentru asamblri care funcioneaz la turaii mari; -lungimea canalului din arbore va fi cel puin egal cu de dou ori lungimea penei(L 2 ) pentru a putea fi montate; -momentuldetorsiunesetransmiteprinfrecareadintrearbore-pan,respectivpan-butuc. 3. Pene longitudinale nclinate, concave(STAS 433-73iSTAS 434-73). Se realizeaz ca i cele obinuite cu sau fr nas, n cele trei tipuri constructive, A, B i C. Se caracterizeaz prin faptul c au fa opus celei nclinate concav cu raza egal cud/2. Ele nu slbescrezistenaarboreluideoarecenunecesitcanalnarboreipotconstituiunelementde sigurandeoarecelamomentemaimaridectcelepentrucareafostrealizatmbinareapot patina pe suprafaa arborelui. 4. Penele tangeniale(STAS 1010-81) se monteaz perechi n canale executate tangenial narboreibutuc,prinbatere,rezultndforedestrngeretangenialelaperiferiaarborelui. Aceste pene sunt utilizate pentru asamblri care transmit momente mari sau cu ocuri, iar atunci cndtrebuiestransmitmomentenambelesensuri(alternante)semonteazdouperechi, decalate la 120o, sau mai rar la 180o. 5. Alte tipuri de pene: Pene disc(STAS 1012-72). Peneparalelecuguridefixarefolositepentrumomentemari,evitndastfelsmulgerea lor. Pene speciale pentru maini unelte i scule. Dinpunctuldevederealmaterialelorutilizate,deoarecesolicitareaprincipalapenelor longitudinaleestepresiuneadecontact,acesteasevorconfecionadinoeluricareau( ) 60 50K = min r MPa. De exemplu: OL 50;OL 60;OLC 35;OLC 45. n condiii deosebite, cum ar fimediile agresive sau zone cu gabarite reduse, se folosesc i oelurilealiate. nceeaceprivetetehnologiaderealizare,peneleseexecutdinsemifabricatetrasela rece sau forjate i se prelucreaz prin achiere (frezare, rabotare, rectificare).Canalul de pan din arbore se execut prinfrezare cu frez disc - pentru penele cu capete drepte-saucufrezdeget(cilindro-frontal)pentrupenelecucapeterotunde.Pentru diminuarea concentratorului de tensiuni din arbore, canalul i pana se execut cu muchiile teite sau rotunjite. Canalulpentrupandinbutucserealizeazprinmortezaresauprinbroare(numain cazul produciei de serie mare, broa fiind o scul foarte scump). 3.2.2.2 Calculul asamblrii arbore-butuc prin pan paralel Modelul de calcul adoptat pentru panaparalel este prezentat n fig. 3.24. Metodologia de calcul utilizat este prezentat mai jos. Date iniial cunoscute: - puterea i turaia la care se transmite aceasta de la arbore la butuc sau invers; - ansamblul din care face parte mbinareai importana acesteia; - condiiile de mediu n care funcioneaz asamblarea. Elemente alese : materialele arborelui, butucului i penei. Fig. 3.24 Modelul de calcul al penei paralele Elemente calculate:- diametrul arborelui: 316attMd = , n care| || || | Nmmrot nkW PMt610min /55 , 9 =-nfunciedediametrularboreluisealegdinSTAStipulpeneiidimensiunilesale, notaia conform STAS fiind : panaA (B, C)b x h x STAS 1004-81. - se verific pana la solicitrile de contact (principal) i forfecare. Presiunea de contact: sactctcsl h dMlhdMl tF = = =4222, unde sa = (100...160) MPa asamblare cu butucfix pe arbore (50...80) MPa asamblare cu butuc mobil n gol pe arbore (20...30) MPa asamblare cu butuc mobil sub sarcin pe arbore Forfecare:
afttfl b dMl bdMl bF ===22, unde ( )MPaaf80 70K = Observaii: 1.DaclungimeapeneinupoatefialeasdinSTASdeoarecenusecunoatelimea butucului,ea se va calcula din solicitarea de contact: satch dMl4=, unde lungimea de contact este : b l lc + = - pentru pana tip A
cl l = - pentru pana tip B
2bl lc + =- pentru pana tip C Valoarea calculat se va standardiza la mrimea imediat superioar. 2.Dac butucul are limea mult mai mare dect lungimea penei rezultat din calcul, pentru bunaghidareabutuculuipearboresevaalegepanaculungimeaSTASimediat inferioar limii butucului. 3.Atuncicndlungimearezultatdincalculestemaimaredectlimeabutuculuii aceasta nu poate fi mrit, se va realiza asamblare cu dou sau trei pene decalate la 120o; pentrucalculvaloareamomentuluisevaconsiderauniformdistribuitpenumrulde pene adoptat, dar se va ine seama c erorile de execuie nu vor permite acest lucru, prindiminuarea rezistenelor admisibile la presiunea de contact. 3.2.3 Asamblricucaneluri Canelurilesuntproeminenedeunanumitprofilexecutateechidistantlaexteriorul arborelui,respectivlainteriorulbutucului.Lamontaj,proeminenelearboreluiptrundn goluriledeacelaiprofilexistentelainteriorulbutuculuiiinvers.Ideeaasamblrilorprin caneluriprovine,principial,dinsoluiautilizriimaimultorpeneparaleleiadesfiinrii reperuluiintermediar,pana.Transmitereamomentuluidetorsiuneserealizeazprincontactul direct al canelurilor arborelui cu cele ale butucului. Comparativcuasamblrileprinpene,asamblrileprincaneluriprezinturmtoarele avantaje: - centrarea i ghidarea butucului pe arbore mult mai bun; - capacitatede transmitere a momentelor de torsiunemult mai mare; - rezistena la oboseal a arborelui mai ridicat. Asamblrile prin caneluri se clasific n funcie de urmtoarele criterii: a.Dup forma profilului, canelurile pot fi: cuprofildreptunghiular(fig.3.25a)auotehnologiedeexecuiesimpl (flancurilesuntparalelecuplanulmedian),motivpentrucaresuntcelmai frecvent utilizate; cuprofiltriunghiular(fig.3.25b)-auobunrezistenlaoboseal,se recomand pentru mbinri fixe care transmit momente mari icu ocuri; cuprofilevolventic(fig.3.25c)-auobunrezistenlaoboseal,se recomand la construciile de autovehicule.
a)b) c) Fig. 3.25 Profilul canelurilor b.Dup modul n care se realizeaz centrarea butucului pe arbore, canelurile pot fi: cu centrare pe interior (fig. 3.26 a) - se realizeaz relativ greu, dar este cea mai precis ; cu centrare pe exterior (fig. 3.26 b) - se realizeaz greu, motiv pentru care este puin utilizat; cucentrarepelateral(fig.3.26c)-serealizeazsimpluiserecomand pentru transmiterea de momente cu schimbare de sens i ocuri. a)b)c) Fig. 3.26 Centrarea canelurilor c.Dup mrimea momentului transmis comparativ cu cel de care este capabil arborele i corelat cuposibilitatea de deplasare a butucului pe arbore, canelurile pot fi : caneluri seria uoar, cu Mt < Mt arbore - nu permit deplasarea butucului pe arbore, iar lungimeaL 1,5 d; caneluriseriamijlocie,cuMt=Mt arbore-permitdeplasareabutuculuipe arbore dar numai n gol, iar lungimeaL= (1,5...2); caneluriseriagrea,cuMt=Mt arbore-permitdeplasareabutuculuipe arbore sub sarcin, iar lungimeaL= (1,5...2); Din punctul de vedere al materialelor i al tehnologiei, canelurile se execut din aceleai materialecaarborele,respectivbutucul.Arborelecanelatseexecutprinfrezarecufreze profilateprinmetodadivizrii(metodmaipuinprecis)sauprinfrezare,aplicndmetoda rostogolirii (cele evolventice, n special), metoda fiind mai precis. Caneluriledininteriorulbutuculuiseexecutprinmortezare(pentruasamblri nepretenioase) sau prin broare (metod precis, ns este economic numai pentru producie de serie mare). Metodica de calcul este standardizat i se bazeaz pe modelul de calcul din fig. 3.27. Fig. 3.27 Modelul de calcul al canelurilor Date iniial cunoscute: - puterea i turaia la care se transmite acesta de la arbore la butuc sau invers; - ansamblul din care face parte mbinarea i importana acesteia; - condiiile de mediu n care va funciona. Elemente alese: - materialul arborelui i butucului; - se stabilete tipul constructiv din punct de vedere al formei profilului canelurilor; - se stabilete seria din care face parte asamblarea proiectat. Elemente calculate: - momentul de torsiune transmis | | mm NnPx Mt =610 55 , 9- se predimensioneaz arborele | | mmMdatt316 =- n funcie de valoarea diametrului se aleg din STAS:z x D x dprecum i teitura c; - se calculeaz lungimea de contact necesar pentru transmiterea momentului de torsiune dat. CalculullungimiidecontactLestestandardizatpentrucaneluriledeprofil dreptunghiular. Etapele de calcul sunt : determinarea suprafaei totale de contact necesar pentru transmiterea momentului de torsiune :
as mtastdM FS 2= = , mm2 unde 2D ddm+=determinarea suprafaei totale pe unitatea de lungime : z cd Dk s |.|
\|= 22, mm2/mm determinarea lungimii de contact necesar: sSL , mm n final, canelurile se verific la forfecare: afmtfz L b dM =2 Seimpuneobservaiacpentruasamblrilelacarebutuculestemobilpearbore, lungimea total a canelurii se va majora cu cursa impus, fiind dat de relaia: Lt = L + s 3.2.4 Asamblriprinboluriitifturi Asamblritipurideasamblrifacpartedincategoriaasamblrilordemontabileprin form,utilizndelementeleintermediaredenumitetifturiiboluri.Acesteapotndeplini urmtoarele roluri funcionale: a)transmit fore i momente relativ mici (tifturile longitudinale i transversale); b)elemente de legtur n articulaii (tifturi cilindrice, boluri); c)asigurareapoziieirelativelamontriidemontrirepetate(tifturicilindricepentru centrare); d)asigurare i fixare (tifturi cilindrice sau conice); e)elemente de siguran (tifturi filetate). n fig. 3.28 se prezint cteva variante constructive de asamblri cu tifturi : a)Asamblare cu tift transversal ; b)Asamblare cu tift longitudinal ; a)b) Fig. 3.28 Asamblri cu tifturi Dinpunctuldevederealformeiatifturilor,acesteasepotclasificadupurmtoarele criterii: a) dup forma corpului: cilindrice (STAS 1599-79); conice(STAS 3436-80); filetate cu cep cilindric (STAS 4867-69); filetate cu cep conic (STAS 4847-69). b) dup forma seciunii: circular plin; inelar elastic; din tabl nfurat; circular plin crestat. Pentruconstruciatifturiloribolurilorsuntrecomandateoelurile:OL50,60,70STAS500-80,OLC35,45STAS880-80,oelurialiateSTAS791-80ioelurilepentruarc STAS 795-80 (OLC 65A). Calcululasamblrilorcutifturi,respectivcuboluriseparticularizeaznfunciede soluia constructiv adoptat. a)Asamblarea cu tift transversal (fig. 3.28 a): - solicitarea de forfecare afststsfd dMddMdF = = =22 244 4 - solicitarea de presiune de contact sasts ssd dMdddMddF = = = 211622323 1-ntre tift i arbore
( )saststssd b b dMd bb dMd bF +=+= =23 2 -ntre tift i butuc, n ipoteza distribuiei uniforme a tensiunilor b)Asamblarea prin tift longitudinal (fig. 3.28 b): -solicitarea la forfecare afstsfl d dMl dF = = =2 -solicitarea la presiune de contact sastssl d dMdF = =42l c)Bolul pentru articulaie (fig. 3.29) Fig. 3.29 Modelul bolului de articulaie Principalele solicitri ale bolului sunt : -solicitarea la forfecare a bolului afbfd iF =24 ;i = 2 numrul de seciuni de forfecare -solicitarea la presiune de contact a pieselor care formeaz articulaia asb ff b sd sF =2,- piesele laterale asb pp b sd sF = , - pentru piesa central -solicitareaboluluilancovoierearelocnumaincazulncarebolulestemontatcu joc diametral mare sau joc axial ntre elementele articulaiei aibf piiids sFWM ||.|
\|+= =3324 2 2 tifturileibolurilesemonteaznalezajeledinpieseleasamblate,ajustat.Ajustajul adoptatdepindededestinaiaasamblrii,frecvenademontriiideformaconstructiva tiftului. Se recomand : - asamblri arbore-butuc: H11/h11 ; H7/m6 - pentru realizarea centrrii: H7/m6 tifturi cilindrice cu seciunea plin H12 (alezajul) tifturi cilindrice elastice H8, H9 sau H11 (alezajul) tifturi cilindrice crestate 3.2.5 Asamblriprinfrecare Transmitereasarcinilorntreelementeleasamblateserealizeazcuajutorulforelorde frecare care apar la suprafaa de contact a acestora. Mrimea forelor de frecare este dependent devaloareaforeinormalerealizatpesuprafeelencontactidevaloareacoeficientuluide frecare. La rndul su coeficientul de frecare, ca valoare, este influenat de : cuplul de materiale dincaresuntrealizatepieseleasamblate,macroimicrogeometriasuprafeelorncontact, existena i natura materialului de ungere etc. Din aceste motive, pentru diminuarea gradului de incertitudine, n calcule, pe baza constatrilor experimentale, se introduc coeficieni de siguran mpotrivapatinriiadecvai.Aceticoeficienivora