I
DASAR-DASAR PELAPISAN
I. PENDAHULUAN
Pelapisan pada umumnya merupakan bagian akhir dari proses
produksi dari suatu produk. Proses tersebut dilakukan setelah benda
kerja mencapai bentuk akhir, atau setelah proses pengerjaan mesin
serta penghalusan terhadap permukaan benda kerja dilakukan. Dengan
demikian, proses pelapisan termasuk termasuk dalam kategori
pekerjaan finishing dari suatu benda kerja.
II.TUJUAN DAN JENIS PELAPISAN
Secara teknis tujuan pelapisan logam untuk :
Memperbaiki tampilan luar permukaan
Mengisolasi permukaan logam dari interaksi dengan
lingkungan.
Memberikan sifat khusus pada permukaan logam seperti sifat
keras, tahan aus, tahan suhu tinggi dll.
Dilihat dari jenis material pelapis, maka pelapisan dapat
dikategorikan atas tiga jenis, yaitu :
Pelapisan Organik
Pelapisan Inorganik
Pelapisan Metalik
III. MACAM MACAM PELAPISAN LOGAM
1. Pelapisan Dekoratif
2. Pelapisan Protektif
3. Pelapisan untuk sifat khusus permukaan
IV.PELAPISAN LOGAM DITINJAU DARI SIFAT ELEKTROKIMIA BAHAN
PELAPIS
IV. 1 Pelapisan Anodik atau Sacrificial Coating
Pelapisan Anodik merupakan pelapisan dimana potensial listrik
logam pelapis lebih anodik terhadap substrate. Keunggulan dari
pelapisan anodic adalah sifat logam pelapis yang bersifat
melindungi logam yang dilapisi, sehingga walaupun terjadi cacat
pada permukaan pelapis karena berbagai sebab seperti seperti
tergores, retak, tekelupas dll, sehingga terjadi exposure terhadap
lingkungan sekitarnya, sampai batas tertentu tetap terproteksi oleh
logam pelapis. Sifat seperti ini tidak terdapat pada logam yang
dilapisi dengan logam yang lebih katodik.
IV. 2. Pelapisan Katodik
Pelapisan Katodik dikatakan pada setiap pelapisan dimana logam
pelapis sifat elektrokimianya lebih katodik dibandingkan dengan
substrate. Pelapisan yang dilakukan dengan emas atau perak terhadap
tembaga merupakan contoh pelapisan katodik yang banyak dikenal.
Kelemahan dari pelapisan katodik, adalah kerawanan terhadap korosi
lokal tidak terjadi cacat pada permukaan logam pelapis. Bila
terjadi cacat pada logam pelapis, maka logam yang dilapisi akan
terekspose kelingkungan dan akan bersifat anodik, sehingga akan
terjadi korosi local yang intensif terhadap substrate.
V. METODE PELAPISAN LOGAM (PELAPISAN METALIK)
Secara teknis, pelapisan metalik dapat dilakukan dengan beberapa
cara, antara lain adalah dengan cara sebagai berikut:
Pelapisan dengan celup panas (Hot Dipping)
Pelapisan dengan penyemprotan (Metal Spraying)
Cladding
Conversion Coating
Pelapisan listrik
V. 1Pelapisan dengan celup panas (Hot Dipping)
Pelapisan dengan celup panas dilakukan dengan cara mencelupkan
logam yang akan dilapisi kedalam logam pelapis yang berada dalam
keadaan cair. Karena itu titik cair logam yang akan dilapisi harus
lebih tinggi dari titik cair logam pelapis, contohnya pelapisan
sheet baja dengan Zinc pada pembuatan atap seng.
V. 2Pelapisan dengan penyemprotan logam (Metal Spraying)
Pelapisan dengan penyemprotan logam dilakukan dengan
menyemprotkan logam cair dalam bentuk partikel-partikel halus
kepermukaan logam yang akan dilapisi hingga membentuk suatu
lapisan. Pada umumnya pelapisan ini dilengkapi dengan pelapisan
lain, yaitu pengecatan untuk mengisolasi bahan pelapis yang sudah
ada dari proses oksidasi atmosfer. Dapat dilakukan dengan alat yang
mirip alat tembak (Gun) dengan tiga bentuk logam pengumpan, yaitu :
bentuk kawat, bentuk bubuk, bentuk plasma.
Prinsip kerjanya sama, dimana kebagian dalam chamberatau ruang
pembakar yang ada pada alat penyemprot dialirkan gas campuran
antara acetylene dan oksigen. Gas ini akan terbakar ketika melewati
elektroda panas dalam chamber. Temperature gas panas dalam chamber
berkisar antara 15000 30000 0F. ketika aliran gas ini disemprotkan
ke permukaan substrate , butiran-butiran logam yang halus ini akan
terdampar pada permukaan logam substrate dan tetap disana sebagai
logam pelapis.
V.3Cladding
Proses cladding umumnya dilakukan dengan dua cara yaitu :
Hot Rolling
Exsplosive forming
Dari kedua cara ini pelapisan dengan rolling lebih banyak
digunakan, karena hasilnya lebih rata kekuatannya dan lebih mudah
dikontrol. Cladding merupakan suatu proses pelapisan dengan
kesenyawaan yang sangat kuat.
Cladding umumnya dilakukan untuk pelapisan logam dengan logam
lain yang tidak bebrbeda jauh beda potensial elektrokimianya.
Cladding merupakan pelapisan logam dengan logam lain dengan
ketebalan yang tinggi. Cladding merupakan suatu cara pelapisan
logam untuk mengendalikan korosi merata dalam jangka waktu relatif
panjang misalnya dilingkungan dengan korosifitas yang tinggi.
Tujuan pelapisan dengan perbedaan potensial elektrokimia yang kecil
adalah untuk menghindari efek korosi galvanik antara keduanya
selama masa operasi. Contoh pelapisan logam yang pernah dilakukan,
diantaranya adalah :
Plat baja tebal inch, dilapis cladding dengan stainless steel
1/8 inch.
Plat baja 1 inch dilapis dengan plat nikel 1/8 inch.
Paduan aluminium dilapis dengan aluminium murni.
V. 4Conversion Coating
Conversion coating merupakan pelapisan logam yang dilakukan
dengan cara mengkorosikan permukaan logam tersebut sehingga
membentuk lapisan yang kuat serta protektif. Beberapa pelapisan
konversi yang sudah luas dikenal saat ini adalah :
a. pelapisan posfat
b. pelapisan kromat, dan
c. anodizing.
Dalam implementasinya, pelapisan konversi memiliki fungsi-fungsi
berikut :
1. menimbulkan lapisan yang melekat kuat pada permukaan
2. bersifat dapat menahan korosi, setidaknya selama proses
pengapalan
3. dapat menyerap oil atau wax sehingga membantu ketahanan
korosi permukaan.
4. memberikan warna permukaan yang lebih baik
5. memberikan ketahanan permukaan terhadap abrasi
V. 5Pelapisan dengan elektroplating
Proses pelapisan dengan elektroplating disebut juga dengan
electrodeposition. Terdapat empat unsur pokok dalam electroplating,
yaitu :
1. sirkuit luar, yang terdiri dari sumber arus DC dengan
peralatan seperti amperemeter, voltmeter serta alat pengatur
voltage serta arus.
2. katoda, yaitu elektroda negatif, yang merupakan elektroda
yang akan dilapisi.
3. larutan pelapis diman terdapat ion-ion logam pelapis.
4. anoda, yaitu elektroda positive yang merupakan logam pelapis.
Anoda tersebut merupakan logam inert atau anoda yang tak larut.
VI. PELAPISAN LISTRIK
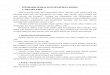
VI.1 Prinsip dasar Pelapisan
Prinsip dasar dari pelapisan logam secara listrik adalah
penempatan ion logam yang ditambah electron pada logam yang
dilapisi, yang mana ion-ion logam tersebut didapat dari anoda dan
elektrolit yang digunakan.
Secara elektrokimia prosesnya dapat dillihat sebagai berikut
:
+
-
( + )
( - )
12
3
Mn+ + ne- M0
Gambar 1
Skema Pelaksanaan Pelapisan Logam Secara Listrik
Keterangan :
(1) Anoda (3) Elektrolit
(2) Katoda (4) Sumber arus searah
Dengan adanya arus yang mengalir dari sumber maka elektron
dipompa melalui elektroda positip ( anoda ) menuju elektroda
negaitf( katoda ). Dan dengan adanya ion-ion logam yang didapat
dari elektrolit maka menghasilkan logam yang melapisi permukaan
logam lain yang dilapisi. Kerena proses ini adalah proses listrik
maka bila terdapat kotoran yang menepel pada permukaan katoda maka
electron dan ion logam yang ada akan terhalang oleh kotoran
tersebut sehingga tidak akan ada pelapisan pada tempat yang kotor
tersebut. Adap pun proses pelapisan yang sering dilaksanakan ada
dua macam cara yaitu :
(.Cara individual
( Cara barrel
Cara individual diterapkan pada benda-benda kerja yang besar dan
memerlukan kondisi permukaan yang tidak hanya berfungsi protektif
tapi juga dekoratif.
Sedangkan cara yang kedua yaitu cara barrel digunakan pada benda
kerja ukuran kecil dan banyak, seperti mur dan baut. Caranya
benda-benda tesebut ditaruh dalam tabung berlubang yang mempunyai
plat-plat logam sebagai konduktor katoda, kemudian selama proses
tabung tersebut berputar. Dengan pemutaran itu maka benda kerja
akan saling bergantian terlapisi.
VI.2. Pengaliran Arus
Arus yang digunakan pada proses pelapisan adalah arus searah (
Direct Current DC ). Arus ini didapat dari sumber arus yang
bermacam-macam, yaitu :
(. Batere kering
(. Adaptor
Penggunaan sumber arus tergantung dari besar arus yang akan
digunakan selama proses. Dan juga kestabilan besar arus juga harus
diperhatikan karena hal itu berhubungan dengan hasil pelapisan yang
terjadi. Ditinjau dari kestabilan arus yang dibutuhkan maka sumber
arus yang paling baik adalah Adaptor ( daya arus Searah ).
Rapat arus adalah besar arus yang dibutuhkan setiap satuan luas
permukaan benda kerja. Namun perlu diingat adalah bila arus terlalu
tinggi maka hasil lapisan akan jelek atau terkelupas ( permukaanya
kasar ) dan bila arus terlalu rendah maka proses pelapisan akan
lambat sekali.
VI.3 Elektrolit
Fungsi elektrolit disini adalah sebagai penghantar arus dan
penambah ion logam pelapis. Oleh karena itu larutan elektrolit
harus mengandung logam pelapis, misalnya untuk pelapisan krom maka
elektrolit yang digunakan harus mengandung krom juga.
Dalam pembuatan larutan elektrolit yang harus diperhatikan
adalah perbandingan kandungan masing-masing bahan kimia.
Perbandingan tertentu menurut jenis elektrolitnya. Prosentase yang
sudah ditentukan harus dipenuhi untuk mendapatkan hasil yang
baik.
Agar elektrolit dapat menghantarkan listrik dengan baik, maka
didalam larutan tersebut harus mengandung bahan-bahan berlarut yang
memiliki satu dari fungsi ini :
(. Membantu pelarutan anoda.
(. Mengandung zat pembentuk senyawa kompleks dengan ion-ion yang
mengendap pada permukaan logan.
(. Mengandung cukup ion logam yang akan diendapkan pada
permukaan katoda ( benda kerja )
(. Menghantarkan arus listrik ( konduktor )
(. Bertindak sebagai buffer, pengatur pH
Pada proses eletroplating bahan-bahan tersebut terutama berasal
dari unsure kimia lain yang sengaja ditambahkan untuk mendapatkan
lapisan yang terbaik. Tetapi tidak semua proses pelapisan harus
menggunakan larutan dengan kandungan bahan-bahan untuk melaksanakna
fungsi diatas. Ini tergantung pada kondisi-kondisi yang ingin
dicapai. Misalnya, pelapisan untuk tujuan teknis akan mengutamakan
pembentukan senyawa ion kompleks yang pada umunya lebih kuat dari
pada pelapisan dengan ion tunggal. Pelapisan dekoratif akan
mengutamakan sifat halus, rata dan mengkilap sehingga unsure
kerataan harus dan brightener lebih diperhatikan
VI.4 Anoda
Anoda yang digunakan pada proses pelapisan logam, yaitu :
(. Anoda dapat larut ( soluble )
(. Anoda tak dapat larut ( insoluble )
Maksud anoda dapat larut adalah anoda yang selama proses
pelapisan memberikan ion-ion logamnya kepada katoda, sehiongga
anoda jenis ini makin lama makin habis terkikis, contoh anoda jenis
ini adalah :
a. Tembaga
b. Seng
c. Nikel
d. Timah putih
e. Cadmium
f. Perak, dam lain-lain
Sedangkan anoda tak dapat larut adalah anoda yang selama proses
pelapisan tidak terkikis. Contoh anoda jenis ini adalah :
a. Karbon
b. Platina
c. Timah hitam, Dan lain-lain
Anoda yang digunakan dalam proses lapis listrik harus dapat
mengalirkan arus listrik dan juga harus berfungsi sebagai pengisi
kekukrangan logam dalam larutan yang mengendap pada permukaan
katoda.
VI.5. Pendinginan dan Pemanasan Elektrolit
Pelapisan logam dilaksanakan tidak selalu pada suhu ruangan,
tapi kadang-kadang harus pada suhu yang lebih panas. Hal ini
berhubungan dengan jenis elektrolit yang digunakan. Tiap jenis
elektrolit mempunyai suhu operasi yang berlainan. Mungkin pada satu
jenis elektrolit harus bekerja pada suhu 500C, tapi pada jenis lain
justru tidak boleh bekerja pada suhu panas, dengan kata lain harus
pada suhu dingin.
Karena keadaan-keadaan itulah maka dibutuhkan pemanasan atau
pendigninan elektrolit. Untuk pemanasan eletrolit biasanya
digunakan pemanas celup ( immersion heater ) yang dapat diatur
suhunya. Agar aman dalam pemakainya maka pada batang pemanas diberi
jeruji pelindung supaya tidak terbentur benda keras lainnya.
Biasanya pendinginan cairan elektrolit lebih jarang dilaksanakan
dari pada pemanasan, sebabnya adalah operasi electroplating lebih
sering dilaksanakan pada suhu panas dari pada dalam suhu
ruangan.
VI.6. Penyaringan
Pada saat pencampuran bahan kimia untuk membuat elektrolit
mungkin saja masih ada sisa bahan kimia yang tidak larut dan
mengendap atau mengapung dalam cairan elektrolit.
Karena wujudnya yang padat maka bahan-bahan tersebut akan
menghalangi terjadinya porses pelapisan. Juga selama proses
electroplating mungkin sekali terjadi endapan-endapan bahan kimia
atau kotoran yang timbul akibat proses tersebut. Hal-hal tersebut
juga akan menimbulkan masalah dalam proses pelapisan. Karena itu
sebelum maupun selama peoses electroplating seringkali harus
dilaksanakan penyaringan. Penyarignan pada tahap pertama ( sebelum
proses pelapisan ) dilakukan dengan dua macam prosedur, yaitu :
a. Penyaringan dengan kain penyaring
b. Penyaringan dengan mesin penyaring
Cara pertama dilakukan untuk proses pelapisan pada tangnki kecil
prosedurnya sebagai berikut :
Pencampuran bahan kimia dilakukan di tangki lain kemudian
tuangkan elektrolit yang sudah jadi tersebut ke tangki elektrolit
utama dengan melalui kain penyaring. Sedanngkan cara kedua
dilakukan untuk proses pelapisan pada tangki besar. Prosedurnya
dilakukan pencampuran bahan kimia langsung pada tangki elektrolit
utama. Setelah itu masukan slang-slang pengisap kedalam larutan.
Kemudian operasikan mesin penyaring selam kurang lebih setengah
jam.
(. Logam yang akan dilapisi ; suasana pelapisan ( kondisi
elektrolit ) harus sesuai dengan benda yang akan dilapisi.
(. Bentuk dan ukuran yang akan dilapisi, desain bak, rak, dan
anoda yang akan digunakan untuk pelapisan harus sesuai dengan
bentuk dan ukuran dari benda yang akan dilapisi.
VI.7. Sistenm Sel Lapisan Listrik
Pada dasarnya bend akerja dihubungkan dengan kutub negative
sehingga berfungsi sebagai katoda, sedangkan sebagai anoda dapat
digunakan anoda tidak larut, sehingga logam pelapis berasal dari
ion-ion dalam larutan eletrolit. Sebagai anoda dapat juga digunakan
logam pelapis murni yang dapat terlarutkan dengan larutan
elektrolit tetap mengandung logam pelapis bersangkutan.
Sebagai sumber arus listrik searah (DC) dapat digunakan
penyearah arus (rectifier) atau berasal dari suatu akumularor
konvensional untuk skala relative kecil.
Larutan elektrolit dapat terdiri dari bahan-bahan :
a) Sumber logam pelapis
b) Pengatur pH (buffer)
c) Pengatur daya hantar listrik
d) Pengatur karakteristik endapan logam
Dalam hal tertentu sering diperlukan pemanasan, pendinginan atau
pengaturan temperature elektrolit dengan penutup (cover) dari
minyak atau bahan lain.
1. Berbagai konsep dasar dalam PL
Dalam PL sering dikenal konsep convering power, throwing power
dan leveling, sehingga secara khusus pemahaman tentang hal ini akan
diuraikan disini.
1.1. Covering Power (CP)
CP didefinisakan sebagai kemampuan larutan untuk mengendapkan
logam pada seluruh bagian permukaan katoda tanpa perlu
memperhatikan distribusi ketebalan dan penampilanya. CP sangat
dipengaruhi oleh sifat dasar logam, perlakuan awal dan kondosis
permukaan logam kerja.
1.2. Throwing Power (TP)
TP biasanya dibagai menjadi TP-makro dan TP-mikro, yang
disebabkan oleh sifat-sifat elektrokimia yang berbeda. Makro-TP
biasanya diartikan sebagai kemampuan suatu larutan elektrolit
untuik electroplating dan electroforming dalam mengendapkan logam
pada logam sedemikian rupa sehingga untuk permukaan yang berbeeda
dapat dihasilkan endapan lapisan dengan ketebalan yang relatif
sama. Makro-TP biasanya diukur dengan alat dan metode tertentu yang
sudah baku dimana digunakan suatu anoda diantara dua katoda yang
jaraknya berbanding 5 : 1, sehingga TP dapat dihitung dengan
persamaan :
dimana :
TP = Makro throwing power (%), dimana -100 % < TP < 100
%
P= Distribusi arus perimeter, yang sebanding dengan perbandingan
jarak antara katoda yang jauh dengan katoda yang dekat (5 : 1)
M= Perbandingan berat yang logam yang diendapkan pada kedua
katoda
Pengujian makro-TP biasanya dilakukan sel Haring-Blum atau Hull.
Mikoro-TP biasanya diartikan sebagai kemapuan suatu larutan
elektrolit dalamn mengendapkan logam pada logam kerja pada setiap
titik pada permukaan logam kerja. Semua faktor yang menurunkan
overpotensial konsentrasi seperti pengadukan, naiknya temperatur
dan meningkatnya konsentrasi ion akan memperbaiki mikro-TP tetapi
kurang baik terhadap makro-TP.
1.3. Levelling
Biasanya diartikan sebagai kemampuan larutan elektrolit untuk
dapat mengendapkan logam pada daerah lekukan lebih dibanding
terhadap permukaan rata.sehingga benda kerja yang terdapat
goresan-goresan dapat terlihat mengkilap karena efek leveling ini.
Hal ini sangat penting terutama dalam electroplating untuk tujuan
dekoratif.
2. Pelapisa Listrik Logam Nikel (Vernikel)
Nikel, meskipun termasuk logam dengan harga potensial reduksi
relatif negatif tetapi dalam oksidanya dapat membentuk lapisan
pasif, sehingga biasanya cocok dipakai untuk dipakai sebagai logam
pelindung anti korosi. Selain itu endapan nikel mempunyai kekerasan
relatif baik dan mampu melapisi permukaan tidak rata, pada kondisi
operasi relative sederhana. Keberhasilan pelapisan listrik logam
nikel selain sangat tergantung pada proses pelapisan listrik itu
sendiri juga sangat ditentukan oleh tahap pembersihan permukaan
logam kerja, yang mencakup beberapa tahap.
1) Tahap Pembersihan Lemak
Tujuan utama tahapan ini adalah untuk menghilangkan lemak atau
bahan lain yang menggangu pada permukaan benda kerja yang dapat
melindung kontak elektrolit dengan katoda. Proses dikenal dengan
dua macam : pada tempertaur kamar dan dengan pemanasam. Tergantung
pada logam kerja maka pelarut yang dapat digunakan dapat dilihat
pada table II yang dikelompokan untuk baja, tembaga dan paduan
tembaga serta seng, aluminium dan paduan aluminium.
2) Tahap Pembersihan Karat
Besi baja serta logam lain dialam dalam keadaan tertentu
dipermukaanya dapat dikotori oleh permukaan karat yang utama
biasanya adalah oksida garam bersangkutan. Larutan untuk proses
pickling biasanya digunakan asam seperti asam sulfat, asam klorida
dan campuran asama lainya.
3) Tahap Pembilasan
dalam tahap ini sebenarnya merupakan tahap dimana bahan-bahan
sisa dari proses sebelumnya secara fisik dihilangkan dengan air
pembilas atau dengan penyemprotan dalam beberpa bak pembilas. Perlu
diperhatikan agar pembilasan dilakukan secara efektif dan efisien,
terutama dengan pengaturan sirkulasi air pembilas dengan baik.
4) Tahap Pemolesan
tahap ini dimaksudjkan terutama selain pembersihan tahap akhir
juga memberikan kondisi agar permukaan logam benda kerja halus dan
merata. Biasanya dipakai bahan abrasive yang terbuat dari korundum
Al2O3 yang sangat keras atau silicon karbida. (SiC) dengan ukuran
bervariasi antara 30 mesh sampai 250 mesh atau lebih halus lagi
tergantunng berbagai faktor.
5) Tahap Pelapisan Lisrtrik
Telah dijelaskan bahwa pada dasrnya pelapisan listrik adalah
pengendapan logam yang tereduksi pada katoda karena lairan arus
searah dalam sistems sel. Ternyata keberhasilan proses ini selain
ditentukan oleh rapat arus dan temperature juga sangat ditentukan
oleh jenis dan komposisi elektrolit yang digunakan jenis elektrolit
untuk vernickel ini biasanya adalah larutan watts (campuran sulfat
dan klorida), khlorida tinggi, sulfamat, fluoborat, dan
pyrophosphate.
Untuk memperoleh pelapisan dengan ketahana korosi yang lebih
baik biasanya proses pelapisan dilakukan dua kali (duplex). Lapisan
pertama disebut dull-nickel, yang dibuat relative lebih tebal
dibandibngkan dengan lapisan kedua bright-nickel. Lapisan pertama
dilakukan tanpa pengadukan sedangkan lapisan kedua dicegah
terjadinya overpotensial konsentrasai dengan cara diberikan
pengadukan elektrolit.
Tabel II Komposisi Larutan Pembersih (G/L)
Untuk Baja, Tembaga dan Paduan Tembaga
Na OH 20-30
Na3PO4 25-30
Na2SiO3 3-10
Temperatur larutan : 70 90 0C
Degrasing : 10 30 menit
Untuk Seng, Aluminium dan Paduan Aluminium
Na3PO4 50
Na2CO3 50
Na2SiO3 30
Temperatur larutan : 60 70 0C
Degrasing : 15 menit
Menurut pengalaman untuk pelapisan listrik maupun electroforming
yang sering dipakai adalah larutan Watts. Hal ini teruutama
didasarkan pada kenyataan bahwa larutan watts ini lebih murah, aman
dan mudah diperoleh bahan-bahan kimia utamanya.
Komposisi larutan watts dapat dilihat dari tabel III, sedangkan
untuk electroforming pada tabel IV. Khusus untuk memperoleh lapisan
dengan kekerasan yang lebih tinggi dapat digunakan larutan
elektrolit seperti pada tabel V.
Tabel III Komposisi Larutan Watts
KomponenKomposisi Pada
pH tinggipH rendah
Nikel Sulfat
Nikel Khlorida
Asam borat
pH
Temperature
Rapat araus240 g/l
45 g/l
30 g/l
4,5
46-71 0C
2,2 10,8 A./dm2330 g/l
45 g/l
37,5 g/l
1,5 4,5 g/l
46-60 0C
2,7 10,8 A/dm2
Table IV Komposisis Larutan Watts Untuk Electroforming
Nikel sulfat
Nikel khlorida
Asam Borat
pH
Temperatur
Rapat Arus195 240 g/l
45 75 g/l
22 30 g/l
4,8 5,4
40 45 0C
0,8 4,4 A/dm2
Table V Larutan Yang Digunakan Untuk Memperoleh Derajat
Kekerasan
KomponenKomposisi Untuk Kekerasan
Lunak Keras
Nikel Sulfat
Nikel Khlorida
Asam borat
pH
Temperature
Rapat araus
- Tanpa Agitasi
- Dengan Aitasi
Kekerasan (Vickers)
Tensile Streht
Kecepatan pengendapan pada 5 A/dm2Elongasi 330 g/l -
30 g/l 300 g/l
30 g/l 30 g/l
2,0
60 0C 60 0C
2,5 5,0 A/dm2 2,0 5,0 A/dm2
10 A/dm2
140 160 230 260
36 kg/mm2 70 kg/mm2
60 m/hari
30 % 21 %
Banyak variasi dilakukan sehingga dicapai kekhususan lain.
Selain itu beberapa komposisi elektrolit khlorida tinggi, sulfamat,
fluoborat dapat dilihat pada tabel VI.
Selain logam nikel maka beberapa logam lain dapat juga pelapisan
seperti : chrom, antimony, aluminium, arsen, bismuth, cadmium,
emas, tembaga, cobalt, indium, besi, timbal, mangan, palladium,
platina, rhenium, rhodium, perak, timah putih, seng dan lain
sebagainya. Beberapa data dapat dilihat pada tabel VII.
Beberapa paduan yang dapat diperoleh sebagai lapis pelindung
adalah Cu-Zn, Ni-Co, Ni-Zn, Ni-Cd, Cu-Sn, Zn-Mo dan lain
sebagainya.
3. Pelapisan Listrik Paduan Kuningan (Cu-Zn)
Selain logam, pada permukaan benda kerja dapat pula dipaliskan
paduan. Sebagai suatu ilustrasi akan diuraikan dan dibahas langsung
dalam penataran tentang pelapisan kuningan, yang merupakan paduan
logam tembaga (Cu) dan Logam seng (Zn).
LOGAM-LOGAM PELAPIS
1Logam pelapis anodik
Termasuk dalam kategori logam pelapis anodik adalah zinc,
aluminium, cadmium.
2Logam pelapis katodik
Yang termasuk kedalam logam pelapisan yang katodik adalah
logam-logam kromium, tembaga, nikel, perak dan emas.
VII.PELAPISAN DENGAN CAT
Pelapisan logam dengan bahan cat merupakan cara pengendalian
korosi yang sudah lama dikenal masyarakat. Cat bukan hanya dikenal
untuk mengendalikan korosi pada logam tetapi juga untuk memberikan
efek dekoratif pada permukaan lain seperti kayu, plastik, kaca dan
lain-lainnya.
Sehubungan dengan fungsinya sebagai bahan pelapis, maka cat
harus memiliki sifat-sifat sebagai berikut :
1. cat harus memiliki daya adhesi yang kuat terhadap benda dan
sifat ini harus stabil terhadap waktu.
2. cat harus mudah dilapiskan dengan cara-cara yang dianjurkan
dalam proses pengecatan, misalnya dengan kuas, rol dan semprot.
3. lapisan cat yang disapukan kepermukaan harus bersifat dapat
menutupi permukaan dengan merata dan sempurna.
4. kualitas cat seperti warna dan viskositasnya harus tetap
5. memiliki sifat khusus untuk kegunaan yang khusus pula,
misalnya tahan air untuk cat bawah air, tahan suhu tinggi dan anti
korosi.
Untuk memenuhi sifat-sifat diatas maka pada cat harus terkandung
komponen-komponen seperti pigmen, zat pengikat, zat filler
(pengisi), pelarut dan zat aditif.
VII. 1Pigmen
Pigmen pada cat umumnya berbentuk serbuk yang berfungsi sebagai
bahan pelindung yang memberikan efek dekoratif pada tampilan cat,
berupa warna yang cerah. Pigmen dapat juga berupa racun pada cat
bawah air. Pigmen dapat dibagi menjadi tiga bagian yaitu ; pigmen
aktif, pigmen pasif, dan pigmen racun.
VII.1.aPigmen Aktif
Pigmen aktif merupakan pigmen yang memberikan efek dekoratif dan
mampu memberikan perlindungan terhadap logam dengan cara bereaksi
terhadap lingkungan. Lingkungan tersebut dapat diartikan sebagai
unsur diluar logam yamg dilapisi dan dapat juga unsur logam yang
dilapisi itu sendiri. Karena unsur bereaksi dengan lingkungan ini
maka pigmen-pigmen ini dikatakan aktif. Contoh pigmen aktif :
serbuk seng, Zn kromat, Ca2PbO4.
VII.1.bPigmen pasif
Pigmen pasif merupakan pigmen yang tidak memberikan reaksi
terhadap lingkungan. Umumnya pigmen-pigmen ini berupa
oksidasi-oksidasi yang tidak memiliki kemauan untuk bereaksi lagi
seperti TiO2 dan Fe2O3. kurang baik digunakan pada lingkungan yang
terekspose lingkungan yang variatif, misalnya hujan dan panas serta
temperatur yang berubah-ubah. Cat seperti ini lebih baik digunakan
pada interior dimana lingkungan sekitarnya hampir selalu tetap.
VII.1.cPigmen racun
Pigmen racun merupakan pigmen yang disamping dapat melindungi,
juga dapat meracuni mahkluk hidup yang menempel pada permukaan.
Umumnya pigmen ini digunakan pada cat bawah air. Cat seperti ini
misalnya digunakan pada lunas kapal, tiang dermaga dan
lain-lain.
VII.2Zat pengikat (Binder)
Bahan pengikat pada cat berfungsi untuk memberikan sifat fisik
dan sifat kimiawi tertentu dari cat. Kegunaan cat bahkan dapat
dilihat dari jenis pengikat yang digunakannya. Komponen pengikat
ini dapat menentukan sifat adhesi cat, elastisitas lapisan cat,
ketahanan terhadap cuaca, ketahanan terhadap atmosfer, ketahana
terhadap intrusi air dan senyawa kimia lainnya. Cat dengan komponen
pengikatan yang kurang baiak akan mudah terkelupas, tidak tahan
akan perubahan cuaca, tidak elastis sehingga mudah retak, mudah
diresapi air dan embun sehingga tidak kedap air.
Diantara jenis bahan pengikat adalah : alkyd resin, bitumen,
khlorinated rubber, vinyl, epoxy.
VII.3.Zat Pelarut
Zat pelarut merupakan zat yang berguna untuk menjaga viskositas
cat agar mudah disapukan kepermukaan logam dengan kuas, rol ataupun
semprot. Pelarut dapat mengatur cepat lambatnya kering suatu
lapisan cat. Cat yang baik selalu mempunyai waktu pengeringan yang
tertentu. Diantara zat-zat pelarut yang dikenal adalah
senyawa-senyawa hidrokarbon, alkohol, ester, keton dan
alifatik.
VII.4.Pengisi (filler)
Zat pengisi berguna terutama untuk membuat cat menjadi suatu
lapisan yang padat. Zat pengisi akan berfungsi mengisi
rongga-rongga dan porositas yang mungkin terbentuk dalam cat bila
dikeringkan. Dengan adanya pengisi, maka lapisan cat akan kuat,
padat dan tidak mudah diresapi cairan apapun dari luar. Diantara
zat-zat pengisi yang dikenal adalah CaCO3, talc, china clay dan
mica.
VII.5. Zat Tambahan (additif)
Bahan additif biasanya ditambahkan dalam jumlah yang sedikit
dengan maksud untuk memperbaiki sifat-sifat cat seperti :
mencegah terjadinya pemisahan warna
mencegah timbulnya jamur pada permukaan benda yang dicat.
Mencegah terjadinya pengendapan pigmen.
4
4
_1118310549.unknown