Embed Size (px)
Citation preview
VISOKA TEKSTILNA STRUKOVNA SKOLA ZA DIZAJN, TEHNOLOGIJU I MENADŽMENT
Predmet: Operativni menadzment
Seminarski rad – teorijska tema
Tema: Kontrola kvaliteta u tekstilnoj industriji
Student Demir Afrodita B 07/12 MTI
Datum izdavanja _____________
Predmetni nastavnikRok predaje _________________ Marko Špiler
Beograd 2015
Sadržaj:
1. Uvod………………………………………………………………………………………….…31.1.Šta je kvalitet?............................................................................................................................31.2. Kvalitet društvenosti……………………………………………………………………...…..31.3. Subjektivna strana koja se odnosi na dublji kvalitet proizvoda…………………………...….41.3.1.Vodeći kvalitet………………………………………………………………………………41.3.5. Kako proizvesti proizvode dobrog kvaliteta?........................................................................41.3.3. Pritužbe kupaca………………………………………………………………………….…41.3.4. Kvalitet Društvene odgovornosti…………………………………………………………...51.3.5. Kako proizvesti proizvode dobrog kvaliteta?........................................................................52. Vizuelna kontrola………………………………………………………………………………63. Upravljanje kvalitetom kao sredstvo………………………………….………………………..63.1. Osiguranje kvaliteta……………………………………………………………….………….63.2. Način osiguranja kvaliteta…………………………………………………………………….74. Rasipanje……………………………………………………………………………………....104.1. "Prosečan" je jedan način označavanja centralne pozicije rasipanja………………………..104.2. "Rasipanje" se izra`ava rasponom između maksimuma I minimuma podataka, ili standardnim odstupanjem………………………………………………………………………..104. Stratifikacija……………………………………………………………………………..…….115. Karakterisitike kvaliteta i njihovi faktori……………………………………….……………..116. Kontrolni limit………………………………………………………………………………...137. Pristup rešavanju problema………………………………………………………………..….147.1. Vrste problema……………………………………………………………………………...147.2. Procedura rešavanja problema i metode kontrole kvaliteta…………………………...……168. Upravljanje proizvodnjom…………………………………………………………………….178.1. Sistem upravljanja proizvodnjom………………………………………………...…………179. Kontrola proizvodnje…………………………………………………………………………189.1.Svrha kontrole proizvodnje…………………………………………………………….…….189.2. Kontrola proizvodnje i vrste aktivnosti……………………………………………………..1810. Kontrola fabrike…………………………………………………………………….………..1910.1. Nalog za proizvodnju…………………………………………………………………...…1910.1. Nalog za proizvodnju…………………………………………………………………..….1910.3. Kontrola raspoloživih kapaciteta……………………………………………………….….2011. Upravljanje materijalom…………………………………………………………………..…2011.1. Procedura kontrole nabavke materijala…………………………………………………....2111.2. Standardizacija i specifikacija materijala…………………………………………………..2112. Upravljanje radom……………………………………………………………………...……2312.1. Svrha upravljanja radom…………………………………………………………….…….2312.2. Sadržaj upravljanja radom…………………………………………………………………2313. Sadržaj…………………………………………………………………………….…………24
1. Uvod
Svrha biznisa je zarada novca ili profita kroz ponudu proizvoda i usluga kupcima. Zbog toga je neophodno da kupac prvo ima potrebu za proizvodima I uslugama neke kompanije, a zatim i da je zadovolji kupovinom tih proizvoda ili usluga. Ukoliko kupac nije zadovoljan, on obaveštava druge ljude da su oni loši. Na taj način će ova kompanija svakim danom imati manje kupaca.U slučaju da su kupci zadovoljni, oni će preneti drugim ljudima da su vaši proizvodi odlični. Time kompanija svaki dan ima više kupaca. Zadovoljstvo kupaca je veoma važno. Faktori koji zadovoljavaju kupca su Kvalitet, Troškovi I Isporuka. Zato se kaže da su Kvalitet, Troškovi i Isporuka tri faktora Potražnje, ili tri faktora Zadovoljstva kupaca. Veoma je važno da se u okviru upravljanja proizvodnjom optimiziraju Kvalitet, Troškovi i Isporuka.
1.1.Šta je kvalitet?
"Kvalitet je stepen do kojeg skup bitnih karakteristika zadovoljava tražene zahteve. Ponekad se koristi uz prideve kao što su loš, dobar i izuzetan". Kvalitet ima dva uobičajena aspekta, stranu objektivnih fizičkih osobina i subjektivnu stranu.
1) Strana objektivnih fizičkih osobina I Vodeći kvalitet
2) Osnovni funkcionalni kvalitet: kvalitet koji se odnosi na rešenje problema
Radna funkcija:
Rad na pokretu (automobil), Rad na čuvanju (skladište)
Funkcija rasta:
Proizvodi za zdravlje (hrana, lekovi), Proizvodi za sposobnosti (tehnička knjiga, kaseta za učenje jezika)
Funkcija bezbednosti:
(Vazdušni jastuk za automobil, sigurnosni pojas, brava)
Rukovanje
Težnja za postizanjem lakšeg upravljanja može voditi postojeće procese prema automatizovanom sistemu koji može smanjiti manuelni rad, kao i količinu rada.Takođe, potrebna je i lako}a kao kvalitet pokreta. (na primer: poklopac na ambalaži srpskog jogurta teško se otvara)
1.2. Kvalitet društvenosti.Bezbednost: neškodljiv
životna sredina: buka, prašina, neprijatan miris, zagađena voda, nenormalna temperatura...Prostor: ne zauzima previše prostoraDodir: prijatan na dodir, dobar izgledUkus: ukusno
Duboki kvalitetOdržavanjePotrebna briga: bez brigePouzdanost: Trajnost, dug život: nužan kvalitet za održavanje reputacije kod kupacaMogućnost popravljanja: Laka popravka i zamena delovaMogućnost unapređenja: Fabrika treba da ima mogućnost promena da bi se odgovorilo na tržišne potrebe. Jedan skup proizvod treba osmisliti tako da se ostavi prostor za dalje unapređenje, radi uštede resursa.
1.3. Subjektivna strana koja se odnosi na dublji kvalitet proizvoda
1.3.1.Vodeći kvalitet
Atraktivni element kvaliteta --- kupci su zadovoljni ukoliko postoji dovoljan nivo kvaliteta, a u slučaju da on nije dovoljan, kupci misle da nema drugog izbora i nema problema niti žalbi. To se naziva "Atraktivni kvalitet".
Jednodimenzionalni element kvaliteta---kupci su zadovoljni kad postoji dovoljan nivo, ali se žale kada on nije dovoljan. To se naziva "Jednodimenzionalni kvalitet".
Obavezni element kvaliteta---Kupci smatraju da je obavezan, i žale se da on nije na dovoljnom nivou. To se naziva "Obavezan kvalitet".Ovo se može menjati u odnosu na kvalitet proizvoda konkurencije I situaciju u društvu, itd.
1.3.2. Kvalitet dizajna i kvalitet uslaglašenosti (proizvodnje)
Što se tiče kvaliteta proizvoda, kvalitet koji se određuje dizajnom naziva se "Kvalitet dizajna", a kvalitet koji se određuje proizvodnjom "Kvalitet usaglašenosti".Kvalitet usaglašenosti je stepen usaglašenosti sa nacrtima, specifikacijama proizvoda, standardima kvaliteta, itd. Većina defekata u proizvodnji, i rasipanja kvaliteta potiče od problema u kvalitetu usaglašenosti. "Kvalitet usaglašenosti je vernost proizvoda i usluga u odnosu na definisane zahteve".Kvalitet dizajna je kvalitet nacrta, specifikacije proizvoda, standarda kvaliteta, itd. Drugim rečima, to je kvalitet proizvoda koji je napravljen u skladu sa indikacijama u dizajnu. Naravno, stepen težine proizvodnje treba da bude uključen u Kvalitet dizajna.
1.3.3. Pritužbe kupaca
Kupci se žale ne samo na probleme u kvalitetu, već i na nedostatke količine, različitu robu ili različitu specifikaciju robe, i na kombinaciju različite robe. Ovi uzroci veoma su opasni jer
odlažu vreme kada korisnik može da ih otkrije pre korišćenja, ili se javljaju defekti neusaglašenosti koje korisnik ne može da otkrije pre korišćenja i isporuke kupcima.
Kvantitet (nedovoljan kvantitet) dolazi do kašnjenja u rokovima zbog nesmotrenosti i nedogovornosti.
Različita roba ili različita specifikacija dolazi do kašnjenja u rokovima i isporuke robe neodgovarajućeg kvaliteta zbog nesmotrenosti I neodgovornosti.
1.3.4. Kvalitet Društvene odgovornosti
Ovo je stepen problema koji proizvodi ili njihov uticaj imaju na treće osobe, ne uključujući proizvođače i kupce (uključujući i korisnike). Na primer, duvan, izduvni gasovi automobila i izloženost suncu u slučaju izgradnje zgrada ulaze u ovu vrstu kvaliteta. Vazduh, buka i zagađenost vode i uništavanje životne sredine poput ogoljavanja sečenjem šuma takođe spadaju u ovu grupu. Sada se u svetu održavaju kampanje u kojima se bojkotuju proizvodi kompanija koji prouzrokuju ove vrste problema, i mnogi ljudi ne žele da kupuju takve proizvode. Mnogedržave takođe ovu oblast regulišu propisima.
1.3.5. Kako proizvesti proizvode dobrog kvaliteta? Projektovanje U fazi planiranja i projektovanja, odlučuje se o oko 80% kvaliteta, troškova i isporuke. Zato treba da se razmišlja o atraktivnom elementu kvaliteta, jednodimenzionalnom elementu kvaliteta I obaveznom elementu kvaliteta, i treba raditi projektovanje bez defekatai projektovanje za lako pravljenje. Takođe, ne treba projektovati ilikoristiti delove koji imaju kvalitet društvene odgovornosti. Obično pre projektovanja koriste metod "Pozicioniranje funkcije kvaliteta", I pokušavaju da izrade dizajn koji odgovara zadovoljstvu kupaca.
Materijal Kvalitetan materijal osnova je za proizvodnju kvalitetnih proizvoda. Na primer, dobra vina zavise od kvaliteta grožđa, a ukusna salata zavisi od svežeg i ukusnog povrća. Odeljenje za nabavku treba da nabavlja dobre materijale, da ih čuva u dobrom stanju i koristi po metodi "Prvi koji ulazi - prvi koji izlazi".Metod Potrebno je usvojiti metod "bez defekata" i "lako napraviti".Takođe, treba usvojiti metod koji ne prouzrokuje kvalitet društvene odgovornosti. Korišćenjem metoda standardizacije, pojednostavljivanja i specijalizacije, mnogi ljudi mogu proizvesti proizvode bez nedostataka.Čovek Učinak ljudi zavisi od njihove motivacije, sposobnosti, iskustva, obuke i privrženosti. Zato treba zapošljavati talentovane ljude koji odgovaraju poslu. Takođe ih treba edukovati i obučiti, kao I motivisati. Kvalitet zavisi od motivacije, veština, tehnologije i mudrosti zaposlenih.Mašina Mnoge kompanije danas zavise od snage mašina. Zatodefekti i kvarovi kod mašina utiču na kvalitet posla i proizvoda. Treba uvek da održavate mašine u najboljem stanju.Informacije Da biste upravljali kompanijom, kao i kvalitetom, troškovima i isporukom, treba da sagledate konkrente uslove uz pomoć podataka. Zato uspostavite informacioni sistem u kojemsvako izveštava na vreme o neophodnim podacima.
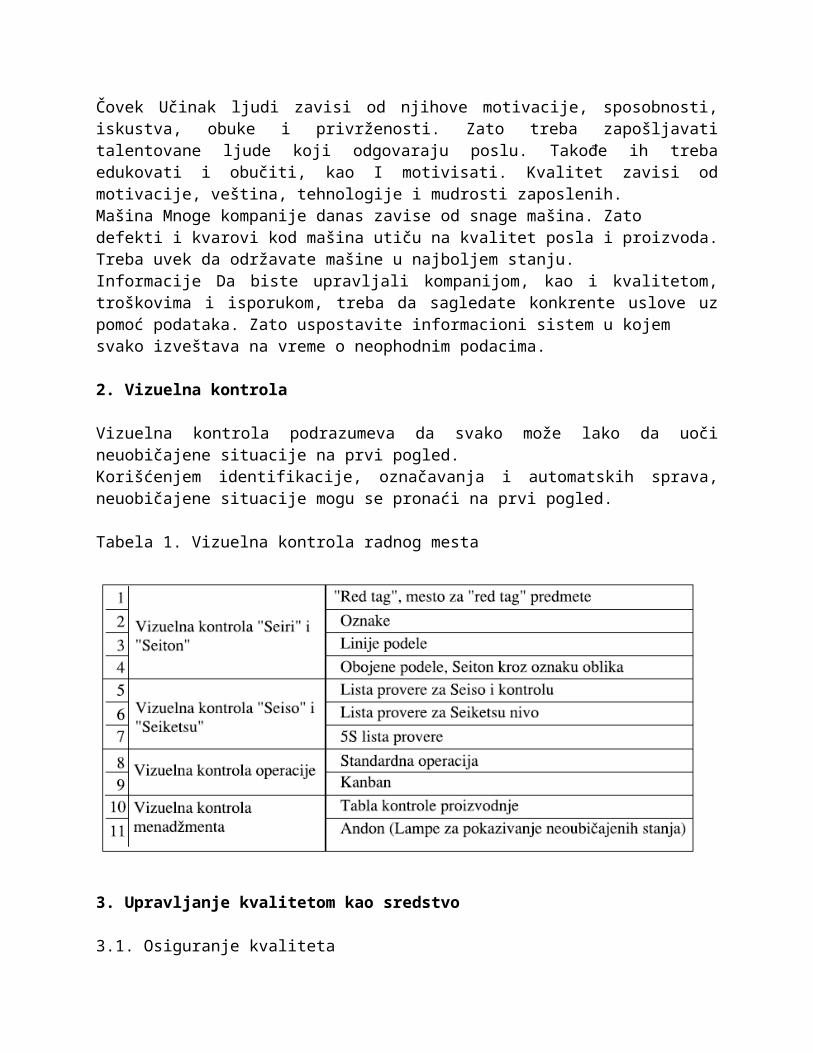
2. Vizuelna kontrola
Vizuelna kontrola podrazumeva da svako može lako da uoči neuobičajene situacije na prvi pogled.Korišćenjem identifikacije, označavanja i automatskih sprava, neuobičajene situacije mogu se pronaći na prvi pogled.
Tabela 1. Vizuelna kontrola radnog mesta
3. Upravljanje kvalitetom kao sredstvo
3.1. Osiguranje kvaliteta
Definicija: Sistematska aktivnost proizvođača sa ciljem osiguranja da će kvalitet dovoljno zadovoljiti zahteve kupaca.
3.1.1. Zahtevi kupaca za proizvode i usluge su sledeći:1) Poboljšanje Kvaliteta, Troškova i Isporuke2) Ponuda robe i usluga sa višim stepenom funkcija3) Poštovanje životne sredine i efikasna upotreba materijala4) Ponuda novih proizvoda i novih usluga5) Celokupna podrška koja pokriva ceo život ljudi, poput usluge nakon prodaje6) Podrška u poboljšanju kvaliteta života
3.2. Način osiguranja kvaliteta
Da bi se uspostavilo osiguranje kvaliteta, neophodne su sve stavke navedene dalje u tekstu.
3.2.1.Poboljšanje kvaliteta upravljanja i kvaliteta rada u svakom odeljenju, uključujući i administraciju.Razlozi:
1. Čak i ako sektor proizvodnje ostvaruje 100% od zahtevanog kvaliteta, to je samo kvalitet dizajna, i kupci nisu zadovoljni proizvodima u slučaju da se njihove potrebe ne odnose samo na kvalitet dizajna. Dizajn ne odlučuje samo o kvalitetu, već i o troškovima i isporuci, to jest, dizajn učestvuje sa skoro 80%-90% u načinu proizvodnje, u karakteristikama materijala i delova, itd.
1.1. Previše porudzbina, kašnjenje porudzbina, kašnjenje materijala, nacrta i kalupa, itd.
1.2. Loše upravljanje ljudskim resursima i sistem evaluacije ubija motivaciju operatera. 2. Osiguranje putem kontrole ili ispitivanjaVrste kontrole su kontrola prijema, kontrola procesa i finalna kontrola. 2.1.Kontrola prijema (kontrola nabavke) Kontrola primljenih materijala ili delova, kojom se kontroliše ili ispituje njihov kvalitet i količina. 2.2.Kontrola procesa (srednja kontrola)---Kontrola u procesu proizvodnje, sprovodi se da predmeti koji nisu zadovoljavaju}e ne pređu u slede}I proces. 2.3.Finalna kontrola (kontrola otpremanja) Kontrola za procenu da li završeni proizvodi zadovoljavaju ili ne uslove za otpremu. Ukoliko ima suviše stavki za kontrolu, nezadovoljavajuća roba često će doći do kupaca. 2.4. Inspekcija se deli na inspekciju 100%, inspekciju uzoraka I destruktivnu inspekciju.
-Kontrola 100% potrebna je za skoro sve proizvode pošto je sigurnost proizvoda postala veoma važna, a naročito je važna u slučaju da nezadovoljavajući proizvod može naneti veliku štetu kupcu. Međutim, kontrola od strane inspektora koji koriste 5 čula zahteva naprednu tehnologiju i protivmere koje će sprečiti iscrpljivanje inspektora. Nedostatak ovoga ponekad daje gore rezultate kontrole nego što je slučaj sa kontrolom uzorka.
- Kontrolu uzorka potrebno je sprovesti u slučaju kada je dozvoljeno mešanje sa nezadovoljavajućim proizvodima.
-Destruktivna kontrola je kontrola uz destruktivno ispitivanje koje obuhvata uništavanje proizvoda, ili utvrđivanje vrednosti robe, poput životnog testa proizvoda, test pogoršanja kroz ubrzavanje i destruktivni test.
3. Osiguranje u svakom procesu
Ukoliko kompanija može ponuditi samo robu koja odgovara zahtevima kupaca, spoljni i unutrašnji troškovi neuspeha nisu neophodni. što je dalje otišao proces u kojem se pronađu nezadovoljavajući proizvodi, to su veći troškovi neuspeha. Ukoliko kompanija to prepozna, ona će uložiti napore da obezbedi kvalitet u svakom procesu.U Japanu se uvek kaže da je "sledeći proces sam kupac". Ukoliko svaki process može da obezbedi kvalitet, kontrola nije potrebna. Veoma je važno da nijedna osoba niti proces ne prouzrokuju nezadovoljavajući rad ili proizvode.
Međutim, čovek pravi greške, i potrebni su instrumenti za otkrivanje grešaka da bi se pokrile greške pre nego što proizvod pređe u sledeći proces ili do kupca. 4. Osiguranje Sistema
Čak i ako je kompanija sposobna da proizvede perfektne proizvode, ona ne može osigurati proizvode i usluge u slučaju dobavljača materijala, proizvođača delova, tj. da li će podugovarači isporučiti dobar materijal i delove, da li će ih transportne kompanije oštetiti, i da li će prodajna mesta kupcima pružiti lošu uslugu. Zato je neophodno uspostaviti totalni sistem osiguranja od razvoja novih proizvoda do prodaje i usluge nakon prodaje, uključujući dobavljače, prodajna mesta i mreže održavanja.
5. Osiguranje kroz zamenu defektnog proizvoda dobrim proizvodom
Ukoliko defektan proizvod dođe do kupca, njih treba odmah zameniti dobrim proizvodom da se ne bi izgubilo poverenje kupaca. 6. Osiguranje kroz popravku defektnih proizvoda čak i nakon isteka roka osiguranja. Ukoliko se proizvodi pokvare ili se desi neka nezgoda, odmah ih treba popraviti. Tako proizvođači treba da uspostave servisne mreže širom zemlje ili širom sveta gde če biti na raspolaganju kupcima.
7.Osiguranje kroz proveru nedostataka sistema osiguranja
Ukoliko se defektni proizvodi pojave, ili stignu do kupca, prvo treba preduzeti kontramere da nikad više ne dođe do defektnih proizvoda, odnosno da oni ne stignu do kupca.
8. Praćenje delova i materijala
Da bi se utvrdio pravi uzrok defekata i da bio se sprečile dalje pojave, potrebno je meriti i pratiti datum proizvodnje, broj serije, proizvođača i proces, uključujući mašine i operatere, materijal, itd.Da bi se uspostavio sistem praćenja, neophodna je evidencija i praćenje podataka, kao i saradnja sa kooperantima, nabavljačima delova i materijala. Takođe je neophodno da serije budu što manje. Moguće je povećati pouzdanost kompanije kod kupaca brzim i preciznim odgovorom i kontramerama za sprečavanje dolaska defektne robe do krajnjih kupaca, i ponavljanja defekata,ukoliko je samo jednom došlo do žalbe kupca.
3.3. Usmerenost prema procesu
Da bi se uspostavilo osiguranje kvaliteta, neophodno je sledeće:
1.Osiguranje rezultata kroz održavanje procesa
2. Uslovi za ostvarivanje dobrog kvaliteta u okviru procesa. Da bi svaki proces postigao dobre rezultate, svaka nadležna osoba drži se principa "ne stvarati, ne prosleđivati i ne primati posao koji nije zadovoljavajući".
2.1. Neophodne operacije i faktori operacija bez izuzetka treba da budu organizovani u skladu sa procedurom. 2.2.Svaku operaciju ili jedinicu operacije treba realizovati jednu po jednu. 3.2. Svakoj operaciji ili jedinici operacije treba dodati funkciju provere kvaliteta. 4.2.Takođe, nakon svakog završenog posla ili jedinice operacije treba izvršiti proveru. 5.2.Potrebno je dodati funkciju povratnih informacija nakon procesa, uključujući i povratne informacije od kupaca. 6.2.Celokupni proces, odnosno postojanje nezadovoljavajućih delova, treba da se sagleda sa tačke gledišta kupca.
3. Zašto dolazi do neusklađenosti ili defekata? 3.1. Nije razjašnjen odnos između karakteristika i faktora ---5M 3.2. Nedovoljno sposobnosti 3.3. Nepostojanje provere 3.3.1.Nepoštovanje standarda---Nema disicpline ili nema procene 3.3.2.Ne mogu se ispoštovati standardi---previše faktora provere 3.3.3.Nema standarda 3.3.4.Ljudska greška---sprečava se korišćenjem Sistema “Poka-Yoke”(sistem sprečavanja grešaka) 3.3.5.Nema predviđanja---nema razumevanja promene kroz razumevanje kupaca
3.4.Numeričko izražavanje kvalitetaNumeričko izražavanje čula ili drugih stvari veoma je važna za izjednačavanje kvaliteta eliminacijom razlika u čulima među pojedincima, i za standardizaciju skoro svih operacija da bi svi mogli postići iste rezultate, kao što je isti ukus. 3.4.1. Numeričko izražavanje kroz unificiranje ljudskih čula treningom: ovo se naziva "Evaluacija čulima". 3.4.2.Numeričko izražavanje uz pomoć instrumenata kao što su merač količine šećera, merač soli, itd.
3.5.Pronalaženje činjenica
Za rešavanje problema u kvalitetu veoma je važno pronaći prave uzroke defekata, to jest, činjenice. Da bi se pronašle činjenice, potrebno je; 3.5.1. Otići na lokaciju, i kao prvo osmotriti da bi se sagledala situacija,Ukljućujući 5S, standarde, oznake i operacije i pona{anje operatera, itd. 3.5.2. Posmatrati predmete i njihove karakteristike, i slušati mišljenje šefapogona i operatera, 3.5.3. I pronaći stvarne činjenice. 3.5.4. Zatim rešiti probleme korišćenjem principa i osnova kao što su"pristup rešavanja problema u kontroli kvaliteta", "Sedam alata kontrole kvaliteta" i "Novih sedam alata kontrole kvaliteta", itd. 3.6. Prikupljanje podatakaDa bi se utvrdile činjenice, neophodni su podaci. 3.6.1. Vrste podataka
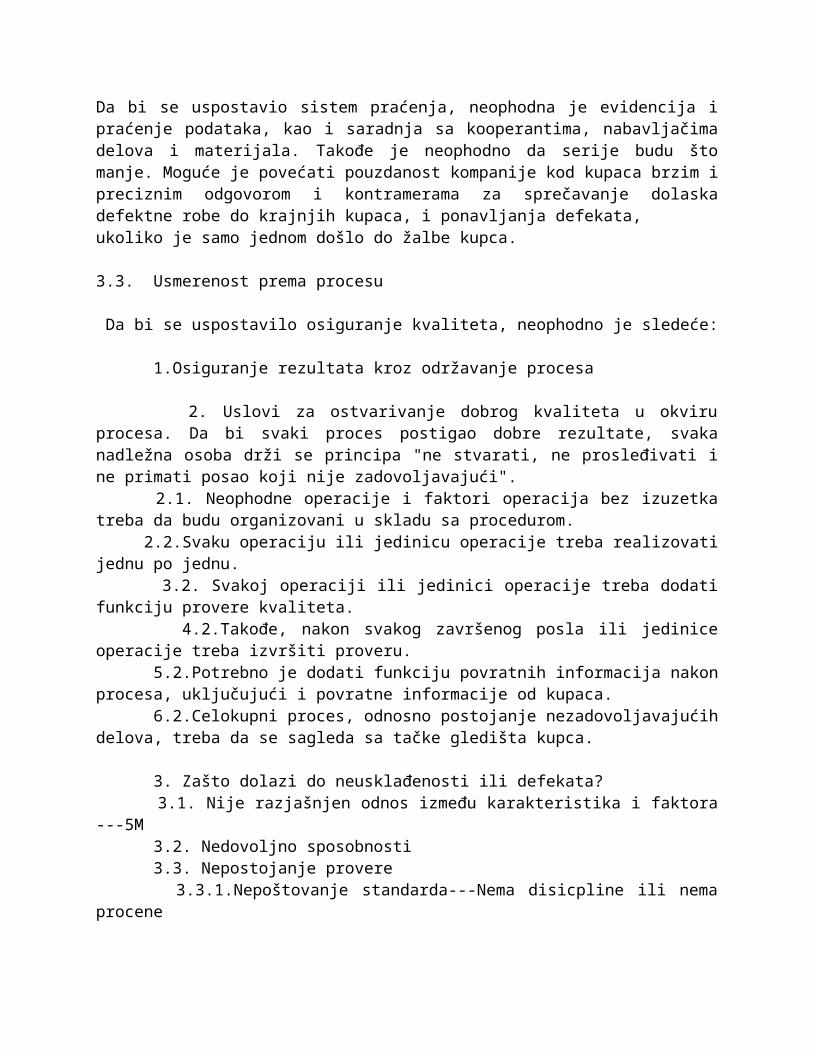
U skorije vreme, nešto što se izrazi samo usmenim putem, takođe se smatra podacima koji su "činjenice".šema 1. Procedura ankete po uzorku
4. Rasipanje
Koncept rasipanja stvoren je iz potrebe da postoje protivmere za defekte u liniji proizvodnje. U sektoru proizvodnje dolazi do rasipanja iako se proizvodi prave uz pomoć iste specifikacije, korišćenjem iste mašine i istog materijala, od strane istog operatera i uz pomoć iste metode. Neki od njihove ne zadovoljavaju uslove standarda. Kontrola kvaliteta počinje sa smanjivanjem rasipanja tražeći uzrok koji je doveo do rasipanja proizvoda. 4.1. "Prosečan" je jedan način označavanja centralne pozicije rasipanja. Drugi načini su:-Medijan (Srednja vrednost: vrednost koja se nalazi u sredini niza podataka poredanih po veličini).
-Mod (Mod: vrednost na koju su podaci najviše usmereni)
-Srednji nivo (srednja tačka: srednja tačka između minimuma I maksimuma) 4.2. "Rasipanje" se izra`ava rasponom između maksimuma I minimuma podataka, ili standardnim odstupanjem. 4.3. Načini sprečavanja rasipanja 4.3.1. Standardizacija 4.3.2. Smanjivanje rasipanja kroz odgovarajuću stratifikaciju
4.3.3. Korišćenje mašina koje su tačne (odabir mašine sa malim rasipanjem) 4.3.4. Što više prerade bez promene postavljenog stanja (uklanjanje rasipanja do kojeg dolazi zbog promene)
4. Stratifikacija
Definicija: Stratifikacija je podela populacije* na nekoliko slojeva. Svaki sloj je određenavrsta podpopulacije i oni me|usobno nemaju zajedni~ke faktore, a skup svih slojeva je populacija. [to se ti~e karakteristika slojeva, svaki sloj kreiran je kao jedinstveni deo unutar populacije.
Definicija "populacije":Populacija je skup pojedinačnih stavki koje imaju zajedničke karakteristike vezane za cilj ispitivanja. Način razmišljanja u stratifikaciji veoma je važan za kontrolu kvaliteta u procesu proizvodnje, ali je više koristan u poslovanju i prodaji. Na primer, jedna kompanija planira da distribuira reklamu o širenju prodaje u određenom poslovnom regionu (tržište). Ukoliko je roba odgovarajuća za sve porodice u tom regionu, reklamni materijal distribuira se u sva domaćinstva. Međutim, svaka roba obično ima poseban sloj potražnje, i prilikom distribucije često dolazi donepotrebnih troškova. Zato je bolje upraditi "segmentiranje tržišta" (ovo je samo stratifikacija u marketingu) i povećati efikasnost distribuiranja nove reklame biraju} i novine čiji su čitaoci ciljni kupci, ili ili postavljaju}i reklamu određenog dana u nedelji. Mogu će je smanjiti regione za distribuciju i kroz razdvajanje urbanih regiona i predgrađa odnosno seoskih naselja. Vidovi stratifikacije za prikupljanje podataka i analizu tržišta.
5. Karakterisitike kvaliteta i njihovi faktori
Definicija:Karakteristike kvaliteta su priroda i funkcije objekta procene kvaliteta.
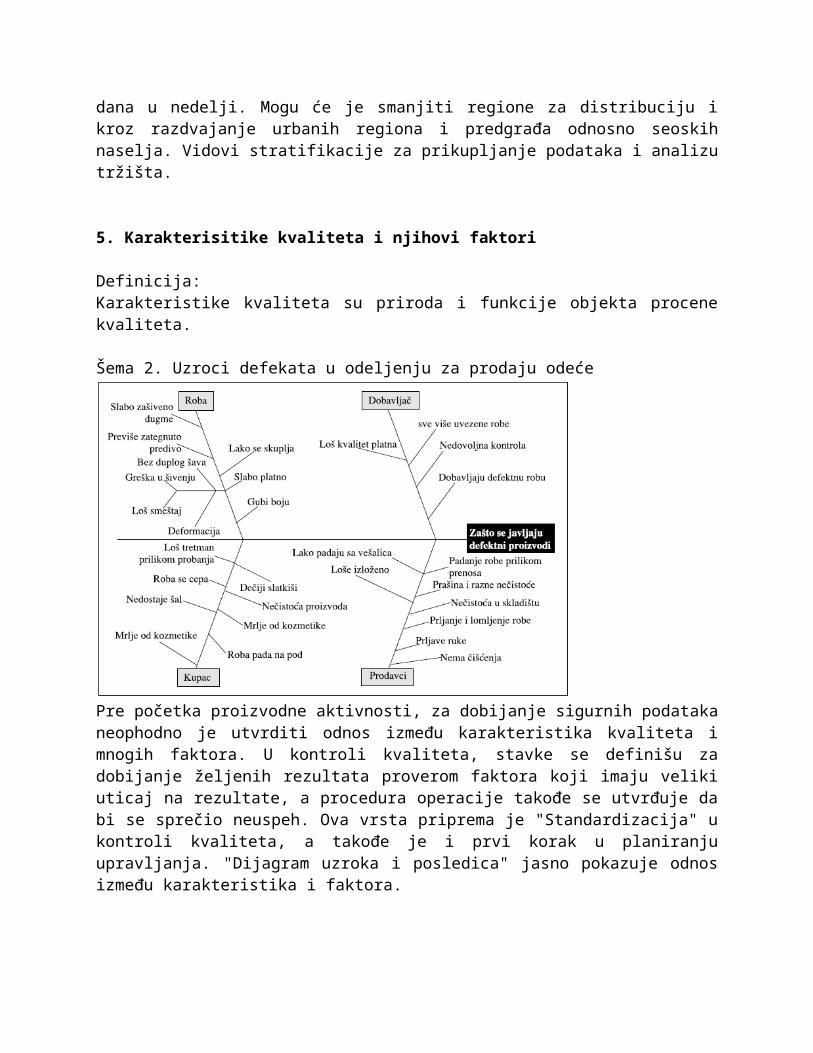
Šema 2. Uzroci defekata u odeljenju za prodaju odeće
Pre početka proizvodne aktivnosti, za dobijanje sigurnih podataka neophodno je utvrditi odnos između karakteristika kvaliteta i mnogih faktora. U kontroli kvaliteta, stavke se definišu za dobijanje željenih rezultata proverom faktora koji imaju veliki uticaj na rezultate, a procedura operacije takođe se utvrđuje da bi se sprečio neuspeh. Ova vrsta priprema je "Standardizacija" u kontroli kvaliteta, a takođe je i prvi korak u planiranju upravljanja. "Dijagram uzroka i posledica" jasno pokazuje odnos između karakteristika i faktora. 5.1. Faktori se klasifikuju u 4 ili 5 grupa na sledeći način: 5.1.1. Čovek (Man) (faktori ljusi koji rad ili se povezani sa poslom) 5.1.2 .Mašina (Machine) (faktori koji se odnose na alate, stege, kalupe i mašine) 5.1.3. Materijal (Material) (faktori koji se odnose na materijal, delove I proizvode) 5.1.4. Metod (Method) (faktori koji se odnose na način funkcionisanja, itd.) 5.1.5. Merenje (Measurement) (faktori koji se odnose na način merenja)
5.2. Razumevanje rasipanja 5.2.1. Razumevanje distribucije rasipanja pravljenjem dijagrama
5.3. Kontrola rasipanja
Karakteristike kontrole kvaliteta nisu samo univerzalne ideje "orijentacije kupaca" i "ozbiljna shvatanja kvaliteta", već one obuhvataju i osnovne metode za njihovu realizaciju. Ove metode bazirane su na statistici, kojom je karakteristike kvaliteta teško tretirati, kao i lako i praktično kontrolisati. "Kontrolni grafikon" je početna tačka kontrole kvaliteta, kao i razumevanja kontrole kvaliteta. Ovde predstavljamo kontrolu rasipanja uz pomoć kontrolnog grafikona.
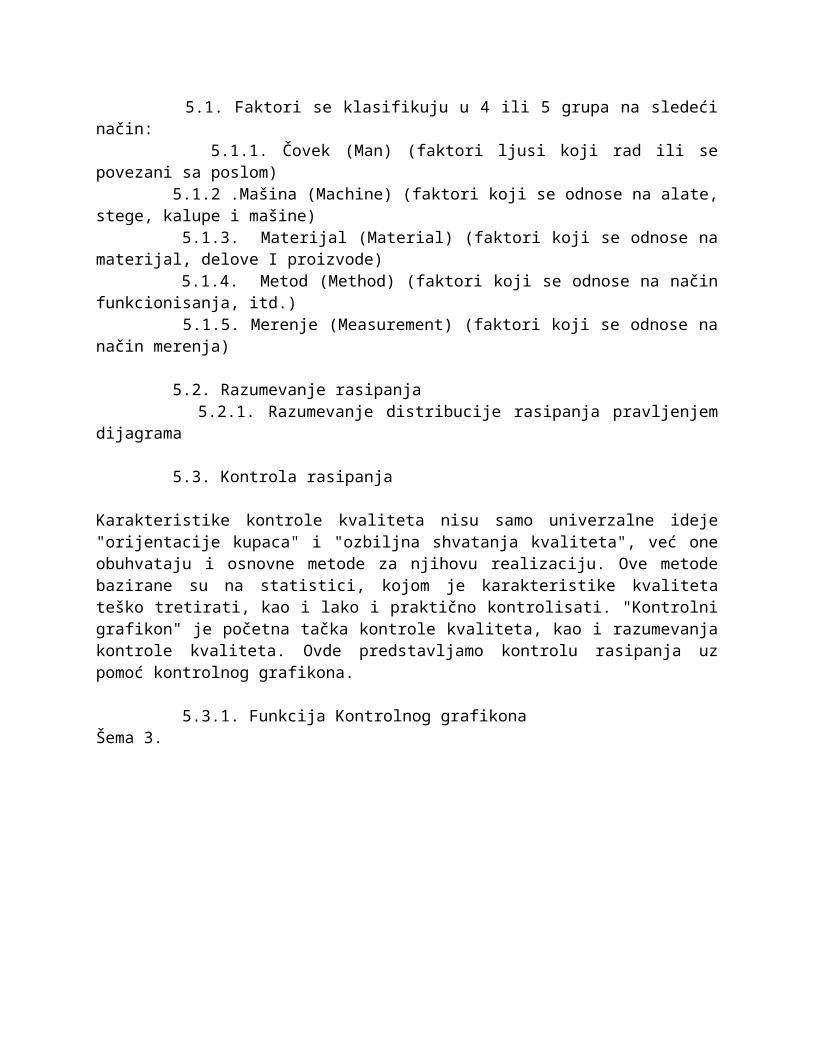
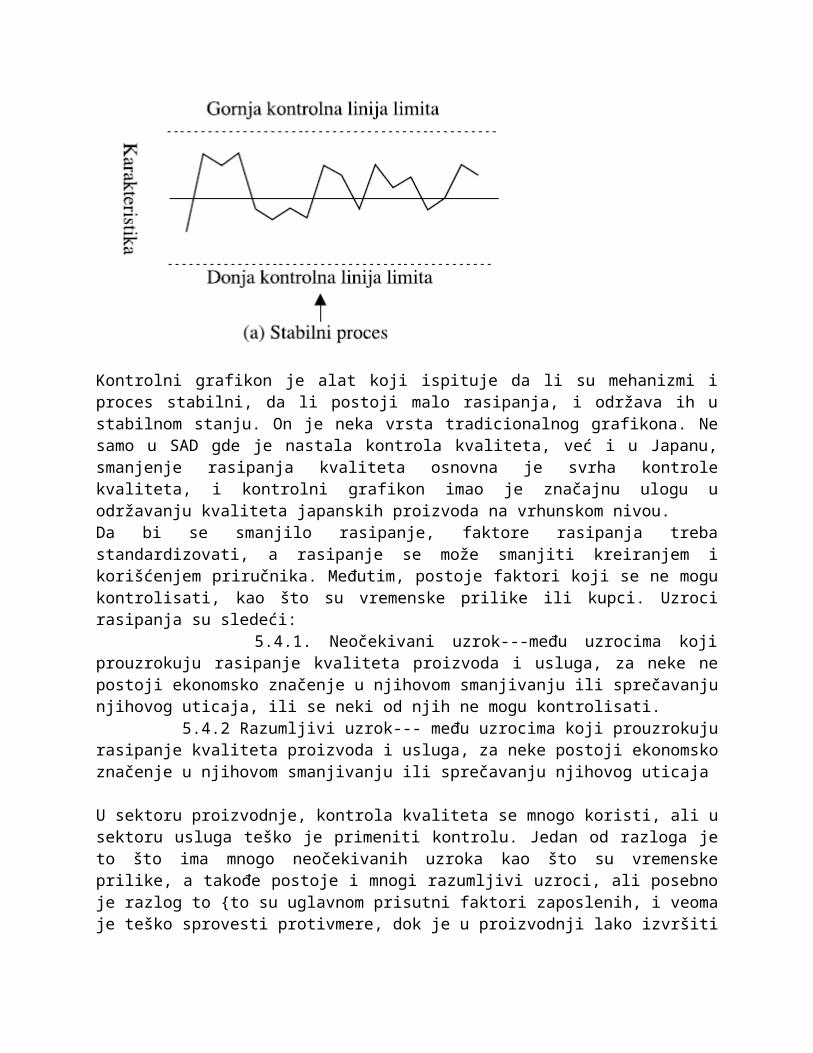
5.3.1. Funkcija Kontrolnog grafikonaŠema 3.
Kontrolni grafikon je alat koji ispituje da li su mehanizmi i proces stabilni, da li postoji malo rasipanja, i održava ih u stabilnom stanju. On je neka vrsta tradicionalnog grafikona. Ne samo u SAD gde je nastala kontrola kvaliteta, već i u Japanu, smanjenje rasipanja kvaliteta osnovna je svrha kontrole kvaliteta, i kontrolni grafikon imao je značajnu ulogu u održavanju kvaliteta japanskih proizvoda na vrhunskom nivou.Da bi se smanjilo rasipanje, faktore rasipanja treba standardizovati, a rasipanje se može smanjiti kreiranjem i korišćenjem priručnika. Međutim, postoje faktori koji se ne mogu kontrolisati, kao što su vremenske prilike ili kupci. Uzroci rasipanja su sledeći: 5.4.1. Neočekivani uzrok---među uzrocima koji prouzrokuju rasipanje kvaliteta proizvoda i usluga, za neke ne postoji ekonomsko značenje u njihovom smanjivanju ili sprečavanju njihovog uticaja, ili se neki od njih ne mogu kontrolisati. 5.4.2 Razumljivi uzrok--- među uzrocima koji prouzrokuju rasipanje kvaliteta proizvoda i usluga, za neke postoji ekonomsko značenje u njihovom smanjivanju ili sprečavanju njihovog uticaja
U sektoru proizvodnje, kontrola kvaliteta se mnogo koristi, ali u sektoru usluga teško je primeniti kontrolu. Jedan od razloga je to što ima mnogo neočekivanih uzroka kao što su vremenske prilike, a takođe postoje i mnogi razumljivi uzroci, ali posebno je razlog to {to su uglavnom prisutni faktori zaposlenih, i veoma je teško sprovesti protivmere, dok je u proizvodnji lako izvršiti merenje uz pomoč opreme i sprava. Međutim, da bi se koristio drugačiji metod, započeta je nova kontrola kvaliteta.
6. Kontrolni limit
Upravo je kontrolni limit ono što razdvaja neočekivani i razumljivi uzrok. Kontrolni limit koristi se u proceni za kontrolisanje operacije. Na uobičajenom kontrolnom grafikonu, linija kontrolnog limita nalazi se iznad i ispod na 3s od prosečne vrednosti. Unošenje kontrolnog limita na mestu 3s znači da je verovatnoća a prve vrste greške (greška nesmotrene osobe) smeštena na 0,003, to jest 0,3%, a takođe znači i da je mali procenat opasnosti da dođe do ovakve greške. Ako u toku operacije dođe do toga da tačka izlazi van kontrolnog limita, to znači sigurnu pojavu abnormalnosti u procesu, i treba odmah sprovesti protivmeru.
6.1. Pozicioniranje funkcije kvaliteta
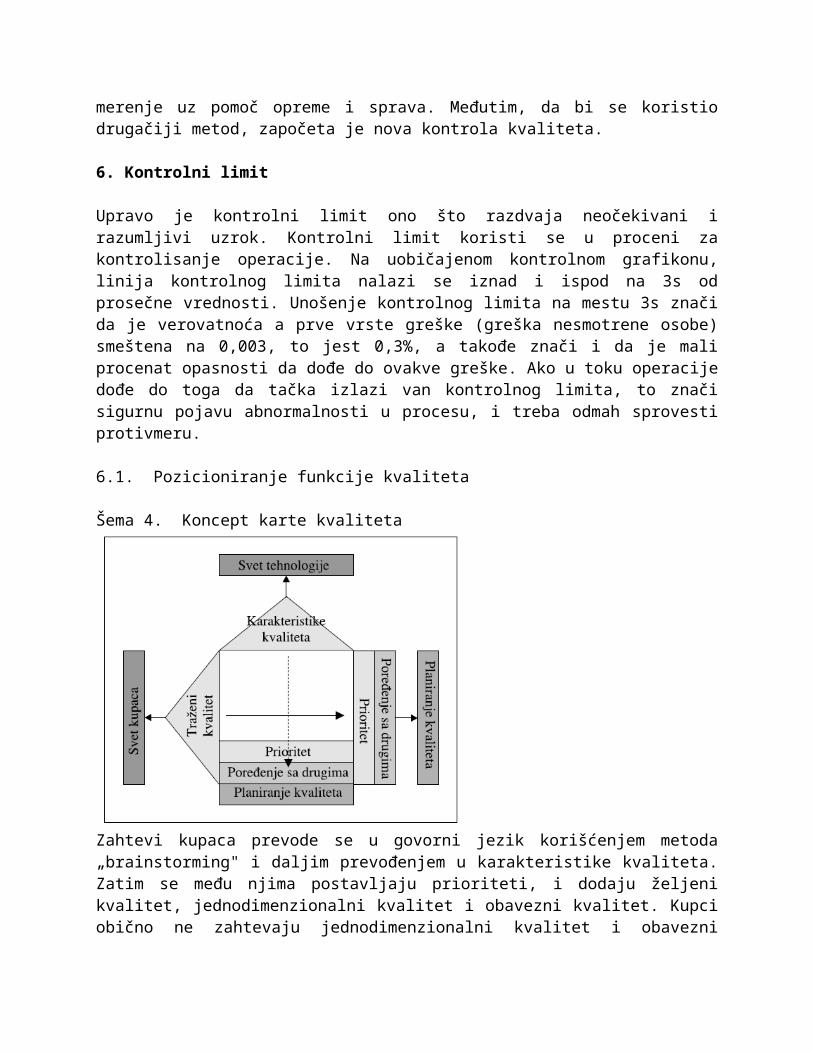
Šema 4. Koncept karte kvaliteta
Zahtevi kupaca prevode se u govorni jezik korišćenjem metoda „brainstorming" i daljim prevođenjem u karakteristike kvaliteta. Zatim se među njima postavljaju prioriteti, i dodaju željeni kvalitet, jednodimenzionalni kvalitet i obavezni kvalitet. Kupci obično ne zahtevaju jednodimenzionalni kvalitet i obavezni kvalitet jer smatraju da se ove karakteristike kvaliteta podrazumevaju. Tako u planiranju kvaliteta i projektovanju kvaliteta novog proizvoda treba uključiti i ove faktore. Projektovanje kvaliteta treba da uključi i zahteve sektora proizvodnje, itd. Kao što su faktori “lako za proizvodnju”, troškovi, isporuka, i održavanje, itd., zasnovani na razmišljanju da sledeći proces predstavljaju kupci.
7. Pristup rešavanju problema
Postoji razlika između željene situacije i ciljeva sa jedne strane i postojeće situacije sa druge strane. Kada uvidimo postojanje razlike i želimo da postojeću stuaciju dovedemo do željene, ta razlika naziva se "Problem".
7.1. Vrste problema
Metod rešavanja problema u okviru kontrole kvaliteta obuhvata razliku između ciljeva ili željene situacije i postojeće situacije, što predstavlja problem, traženje uzroka i sprovođenje protivmera za uklanjanje uzroka.Problemi kod kojih su pronađeni uzrok i protivmere su "laki problemi" i za njihovo rešavanje potrebni su entuzijazam i određeni troškovi. Probleme kod kojih je utvrđen uzrok, ali ne i protivmera, teško je rešiti zbog nedostatka tehnologije i problema troškova. U slučaju problema kod kojih se ne može pronaći uzrok, ali postoji dobra protivmera, ona obično ne može biti dobra za pravo rešavanje problema. Na primer, u slučaju pojave nezadovoljavajućih proizvoda (defektni proizvodi koji ne zadovoljavaju standarde) u procesu bez protivmere, odabir ovakvih
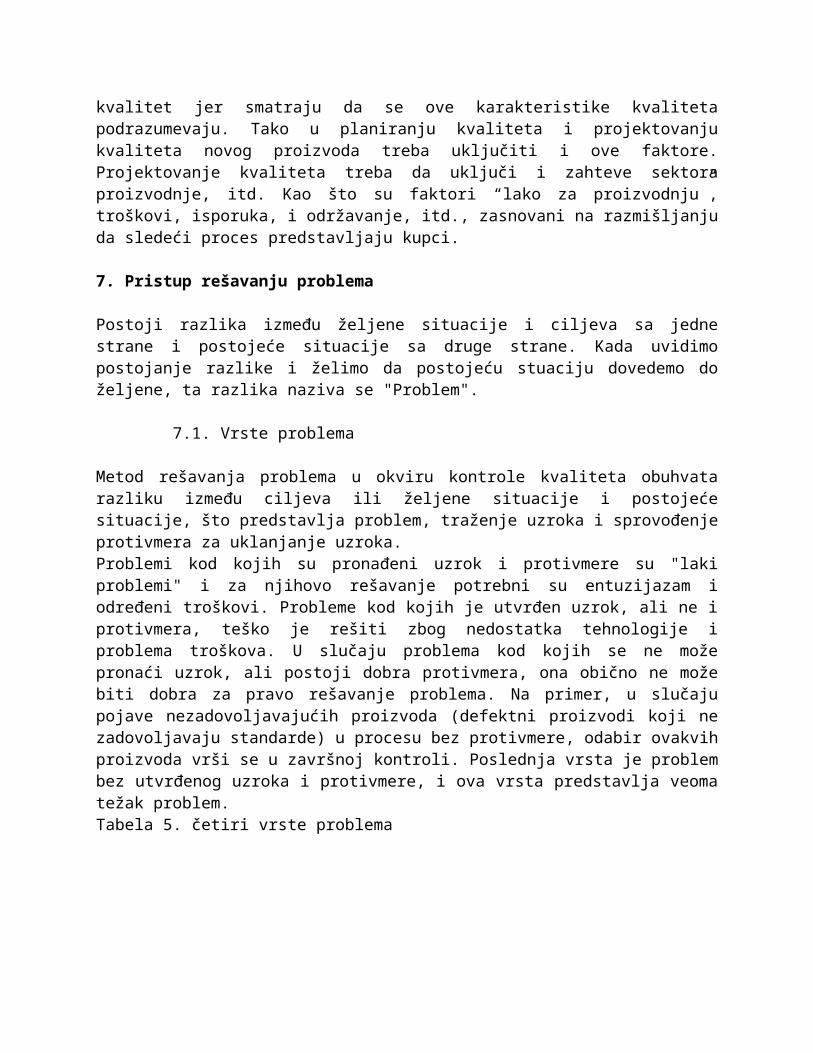
proizvoda vrši se u završnoj kontroli. Poslednja vrsta je problem bez utvrđenog uzroka i protivmere, i ova vrsta predstavlja veoma težak problem.Tabela 5. četiri vrste problema
Postoje dve vrste rešavanja problema. Jedna je "aktivnost za postavljanje zadatka", koja predstavlja aktivnost za određivanje novog cilja, a druga je "aktivnost za rešavanje problema", koja predstavlja aktivnost za eliminiciju pravih defekata. Poređenje ove dve vrste prikazano je u
Tabela 6. Poređenje aktivnosti rešavanju problema i aktivnosti postavljanja zadataka
Analitički pristup podrazumeva razumevanje postojeće situacije, njenu analizu, i uskla|ivanje cilja tako što se eliminiše uzrok loših stvari. Projektni pristup podrazumeva utvrđivanje cilja, izbor načina koji najviše odgovara cilju, i ostvarivanje cilja. Sa tačke gledišta hijerarhije i radnih mesta, zaposleni višeg ranga češće uspostavljaju radna mesta po principu postavljanja zadataka. Međutim, u svakoj vrsti hijerarhije, posla, i u svim odeljenjima, oni treba dovoljno da razumejuobe vrste.
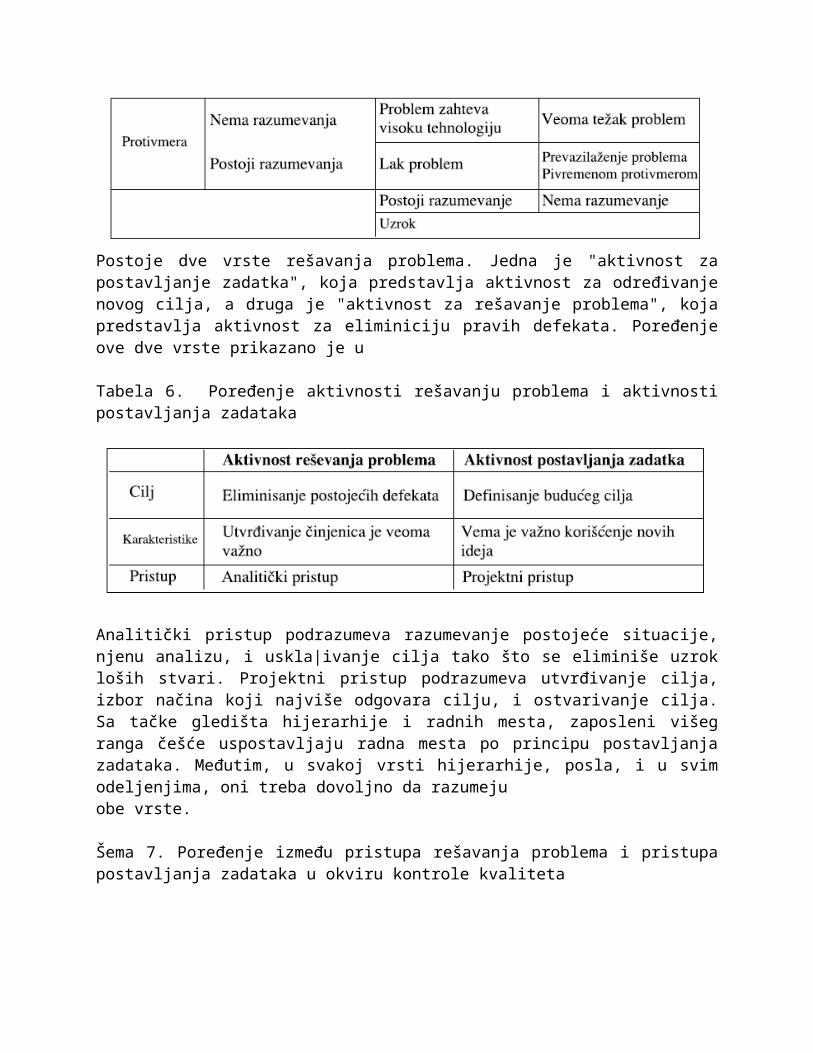
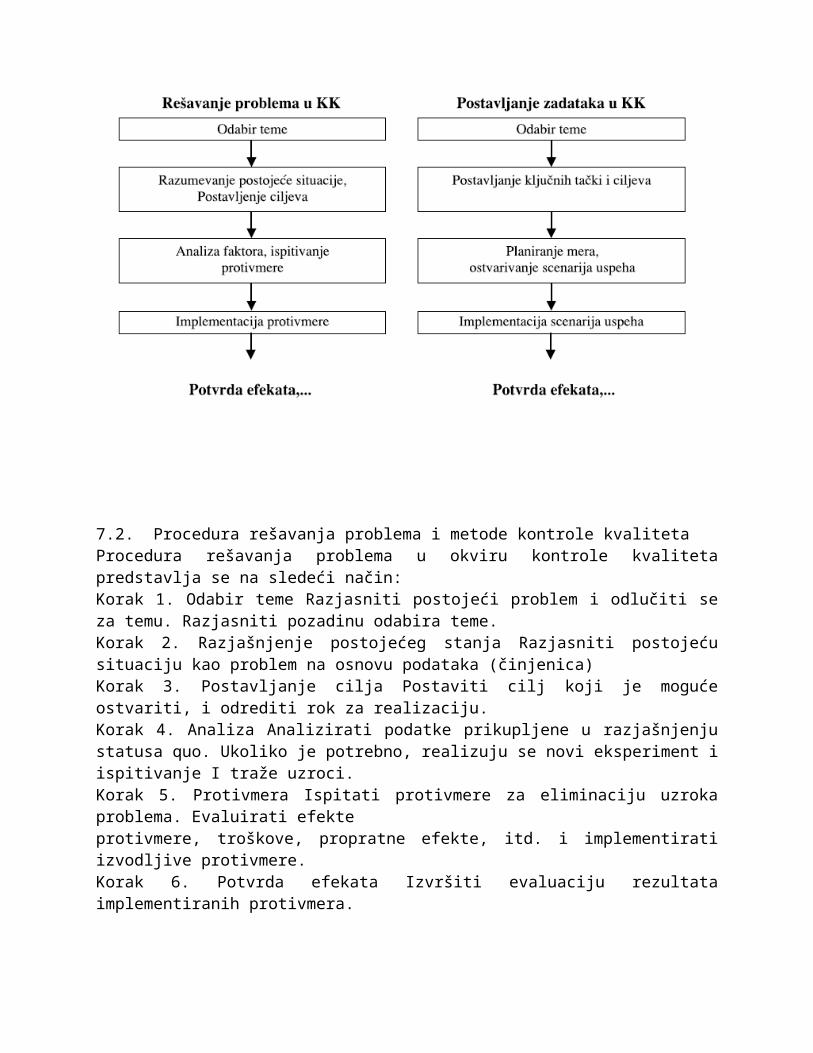
Šema 7. Poređenje između pristupa rešavanja problema i pristupa postavljanja zadataka u okviru kontrole kvaliteta
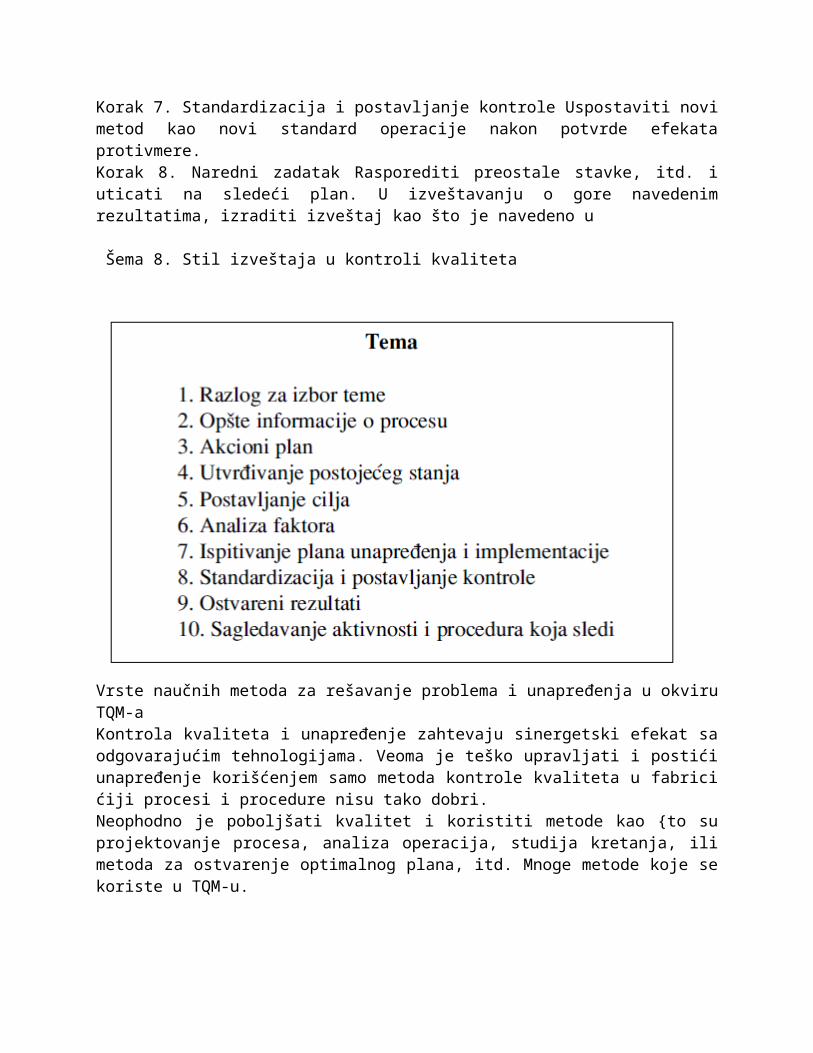
7.2. Procedura rešavanja problema i metode kontrole kvalitetaProcedura rešavanja problema u okviru kontrole kvaliteta predstavlja se na sledeći način:Korak 1. Odabir teme Razjasniti postojeći problem i odlučiti se za temu. Razjasniti pozadinu odabira teme.Korak 2. Razjašnjenje postojećeg stanja Razjasniti postojeću situaciju kao problem na osnovu podataka (činjenica)Korak 3. Postavljanje cilja Postaviti cilj koji je moguće ostvariti, i odrediti rok za realizaciju.Korak 4. Analiza Analizirati podatke prikupljene u razjašnjenju statusa quo. Ukoliko je potrebno, realizuju se novi eksperiment i ispitivanje I traže uzroci.Korak 5. Protivmera Ispitati protivmere za eliminaciju uzroka problema. Evaluirati efekteprotivmere, troškove, propratne efekte, itd. i implementirati izvodljive protivmere.Korak 6. Potvrda efekata Izvršiti evaluaciju rezultata implementiranih protivmera.Korak 7. Standardizacija i postavljanje kontrole Uspostaviti novi metod kao novi standard operacije nakon potvrde efekata protivmere.Korak 8. Naredni zadatak Rasporediti preostale stavke, itd. i uticati na sledeći plan. U izveštavanju o gore navedenim rezultatima, izraditi izveštaj kao što je navedeno u
Šema 8. Stil izveštaja u kontroli kvaliteta
Vrste naučnih metoda za rešavanje problema i unapređenja u okviruTQM-aKontrola kvaliteta i unapređenje zahtevaju sinergetski efekat sa odgovarajućim tehnologijama. Veoma je teško upravljati i postići unapređenje korišćenjem samo metoda kontrole kvaliteta u fabrici ćiji procesi i procedure nisu tako dobri.Neophodno je poboljšati kvalitet i koristiti metode kao {to su projektovanje procesa, analiza operacija, studija kretanja, ili metoda za ostvarenje optimalnog plana, itd. Mnoge metode koje se koriste u TQM-u.
8. Upravljanje proizvodnjom
8.1. Sistem upravljanja proizvodnjom
Sistem upravljanja proizvodnjom sastoji se iz mnogih metoda kontrole I aktivnosti unapređenja: 8.1.1. Prva kontrola---kontrola za razvoj kontrole kvaliteta *Kontrola proizvodnje *Kontrola kvaliteta (Upravljanje) *Kontrola troškova (Upravljanje)
8.2.1. Druga kontrola---kontrola za 3M *Upravljanje opremom (Mašine) *Upravljanje radom (čovek) *Upravljanje zalihama (Materijal)
8.3.2. Treća kontrola---kontrola u cilju Bezbednosti, Zaštite životne sredine, Morala i Ljudskih odnosa
* Kontrola bezbednosti i zaštite `ivotne sredine *Sistem predloga i ljudski odnosi Aktivnosti unapređenja *5S *Proizvodni sistem JIT i TOYOTA *Stvaranje vrednosti
Šema 9. prikazuje sistem upravljanja proizvodnjom.
9. Kontrola proizvodnje
9.1.Svrha kontrole proizvodnje
Kontrola proizvodnje je upravljanje sa ciljem sistemske kontrole proizvodnih resursa u fabrici i izvršavanja proizvodnih aktivnosti na ekonomičan način da bi se proizveli neophodni proizvodi i količina, u skladu sa određenim datumom i ciljevima, na sledeći način:
1) Poštovanje vremenskog roka 2) Skraćivanje vremenskog roka 3) Smanjenje procesa rada 4) Unapređenje stope operacije 5) Smanjenje troškova
9.2. Kontrola proizvodnje i vrste aktivnosti
Kontrola proizvodnje i aktivnosti u okviru kontrole prikazani su na
Šemi 10.
10. Kontrola fabrike
Uopšteno govoreči, rad na upravljanju proizvodnjom obično sprovodi odeljenje za upravljanje proizvodnjom, ali je kontrola fabrike blizu same lokacije i potrebno je brzo upravljanje, tako da se glavni deo kontrole procesa obično premešta u samu fabriku.
10.1. Nalog za proizvodnju
Ovo je nalog za proizvodnju koji čine raspored operacije, ruting lista, crteži, itd. poslati iz odeljenja za upravljanje proizvodnjom u svaku proizvodni deo.
10.1. Nalog za proizvodnju
Realizacija se definiše kao priprema operacija, izvršavanje operacija I indikacije operacija koje nadzorni radnici daju operaterima na licu mesta, i njihovo upravljanje mašinama sa ciljem realizacije rasporeda rada.Šema 11. Primer table za realizaciju
Ovo obuhvata upravljanje vremenom početka i završetka operacije koje je određeno u skladu sa rasporedom rada i poštovanjem roka. Ekspeditivno praćenje realizuje se korišćenjem Gantograma na sledeći način: 10.2.1.Primer planiranja proizvodnje
Upravljanje materijalom je aktivnost upravljanja situacijom dostave / transfera i skladištenja / čuvanja materijala, rada koji je u toku i proizvoda. Svrha je u ekonomičnom upravljanju fizičkim proizvodima i sigurnom utvrđivanju broja I lokacije fizičkih proizvoda. Fizički materijali često prave razliku između broja fiziškog proizvoda i broja na kartici pošto fizički proizvod prelazi iz procesa u proces, menja svoj oblik i lokaciju i deli se na manji deo. (Cilj upravljanja materijalom) 1) Uspostavljanje osnove upravljanja materijalom. Obezbeđivanje upravljanja materijalom 2) Pojednostavljivanje obračuna i isporuke. Korišćenje standardnog kontejnera, obezbeđivanje standardne ambalaže, unificiranje načina postavljanja 3) Pojednostavljivanje transporta i skladištenja. Pojednostavljivanje I kompjuterizacija fizičke distribucije, koja obuhvata prenošenje, skladištenje i sortiranje 4) Sprečavanje viška posla koji je u toku. Smanjenje viška posla koji je u toku i zaliha delova 5) Obezbeđenje kvaliteta fizičkih proizvoda. Obezbeđivanja tretmana fizičkog proizvoda i sprečavanje oštećenja fizičkih proizvoda u skladištu.
10.3. InventarInventar se utvrđuje da bi se vršila provera postavljanja i broja u obračunu
1)Periodični inventar---obračun tačnog profita i gubitka na osnovu utvrđivanja zaliha na kraju perioda (zaustavljanjem operacije) 2) Cirkularni inventar---Unapređenje tačnosti zaliha dnevnom kontrolom (bez zaustavljanja proizvodne operacije)
10.3. Kontrola raspoloživih kapaciteta
Ova aktivnost obuhvata ispitivanje tereta i postojećeg kapaciteta svakog procesa i operatera, kao i neumerenosti ili nedostataka, i uravnotežavanje tereta I kapaciteta putem preraspodele operacija. Raspoloživi kapacitet je razlika između kapaciteta i tereta. Drugim rečima, ovo se naziva kontrolom čovek-sata. Čak i ako su kapacitet i teret uravnoteženi u fazi planiranja, u fazi proizvodnje nedostaje kapacitet zbog kvara mašina, odsustva operatera, kašnjenja materijala, dodatnih porudzbina, ili se teret smanjuje zbog otkazivanja porudzbina i promene u planiranjuproizvodnje.
11. Upravljanje materijalom
Definicija: Upravljanje materijalom je aktivnost upravljanja koja podrazumeva nabavku tačne potrebne količine materijala određenog kvaliteta i po odgovarajućoj ceni, u zahtevano vreme i pravovremenu isporuku naručiocima. Da bi se upravljanje materijalom realizovalo na efikasan način, neophodno je na pravi način realizovati planiranje materijala, kontrolu nabavke, podkontrolu, kontrolu zaliha, kontrolu skladištenja, kontrolu pakovanja i kontrolu fizičke distribucije. 1) Vrste materijala: Sirovine, materijali, delovi, poluproizvodi, proizvodi 2) Aktivnost kontrole materijala
11.1. Procedura kontrole nabavke materijalaŠema 12. Procedura kontrole nabavke materijala
11.2. Standardizacija i specifikacija materijala
Standardizacija i deljenje po jedinicama materijala za svaki proizvod rezultira smanjenjem troškova tako što se povećava efikasnost u projektovanju, proizvodnji i nabavci materijalaŠema 13. Standardizacija i specifikacija materijala
12. Upravljanje radom
Definicija: Niz aktivnosti sa strukturom u kojoj se uspostavljaju standardne operacije I standardno vreme putem analize i unapređenja načina rada i održavanje ovih standarda. Upravljanje radom ima za cilj sprovođenje standardizacije i kontrole operacija. Standardizacija operacija je uspostavljanje standardnih operacija kao najboljih načina rada putem studije kretanja i vremena, razrade metoda i standardnog vremena koje predstavlja vreme operacije u kojem prosečno sposoban operater realizuje standardnu operaciju. Nakon uspostavljanja standardne operacije i standardnog vremena, neophodno je uspostaviti uslove za operaciju i srediti mehanizaciju, i pojasniti ih kao standardne operacije.Kontrola operacije je analiza razlike između standardnog i stvarnog vremena i njeno unapre|enje do dstandardnog vremena. Implementacija standardne operacije podrazumeva zadržavanje uslova operacije i edukaciju i trening operatera da bi oni radili u okviru standardnog vremena. 12.1. Svrha upravljanja radom
Svrha upravljanja radom je sledeća: 12.1.1. Poboljšanje načina ekonomskih operacija 12.1.2. Standardizacija načina rada, materijala, opreme, alata, ambijenta, itd. 12.1.3. Uputstva o novom načinu rada 12.3.4. Postavljanje standardnog vremena.
12.2. Sadržaj upravljanja radomStudija kretanja i vremena i izrada metoda realizuju se kroz "Studiju metoda" koja se odnosi na metod operacije i "Merenje rada" koje se odnosi na vreme operacije.
13. Literatura:
1. "Management of manufacturing Enterprise" author: Keinosuke Ono andTatuyuki Negoro, Publisher: Kaiseisya (SellingCo.: Kanto Syuppansha, in 19902. "The thory of Production Management" Author: Tomonori Kumagaya,Publisher: The Society for the Promotion of the University of the Air, in 19933. -Practice of Production easy understanding by illustration- "Toyota ProductionSystem", Author: Ritsusi Tsukuda, JMA Management Center, in 20064. "A Guide to Production Management (Production System)",. Author TakahiroFujimoto, Publisher: Nihon Keizai Shinbunsha, in 20015. "Glossary of Production and Manufacturing Management Terms" Editing by:Japan Industrial Management Association, Publisher: Japanese StandardAssociation, in 20026. "Glossary of Terms Used in Quality Management" Chairman of Editing:Tadasi, Yoshizawa, Publisher: Japanese Standard Association in 20047. "Quality Management for Liberal Arts" Authors: Yuai Yamada?ShinichiOkamoto, Katsutoshi Ayano, Publisher: Union of Japanese Scientists andEngineers, in 20038. "The book of too easy 5S" Author: Hiroyuki Hirano, Makoto Furuya,Publisher: Nikkan Kogyo Sinbun, in 20069.Visual Illustration of "Mechanism of Food Factory" Author: HirokazuKawagishi, Publisher: Dobunkan Publish in 200510. -100 question & 100 Answer series- "QC Method at Job Site (For Beginners)Author: Katsuya Hosoya, Publisher: Union of Japanese Scientists and Engineersin 197711. -Production Management - Theory and Practice (1)- "General Remarks of productionManagement" Editing by Kiyoshi Horie & Zenjirou Sawada, Publishedby Nikkann Kougyou Newspaper Co. in 200012. "Illustrating Cost management---from the foundation of cost to strategic costmanagement" Author Masayoshi Madate, Published by Publishing Company ofNihon Jitsugyo in 200413. "The way of Starting & Earning of Cafe which nobody teaches" editing byKazuhiko Okubo & Masaki Kudo, Published by Paru Publisher Co. in 200514. Basics of Cost Management "The Mechanism of cost and good way of costreduction" Autor: Toyoko Kubo, Publisher: Forest Publish in 200415. "English-Japanese, Japanese-English Dictionary of Accounting" Editing byKiyomitsu Arai, Publisher: Cyuo Keizai Co. in 2006(Second Edition)16. The point of proceeding TPM "Autonomous Maintenance Seven Steps"Author: Fumio Goto, and Masashige Tajiri, Publisher: Nikkan Kogyo ShinbunCo. in1992118