Embed Size (px)
Citation preview

Deney
No
3
MEKANİK I DENEYİ
Prof.Dr.S. Can KURNAZ, Yrd.Doç.Dr. Yıldız YARALI ÖZBEK, Yrd.Doç.Dr. Aysun AYDAY,
Arş. Gör. Aydın KARABULUT
Deney Aşamaları Tahmini Süre
(dak.)
1-) Kısa Sınav (Ön Bilgi)
2-) Çekme, Darbe, Sertlik ve Burma Deneyleri hakkında Teorik
Bilgi
3-) Çekme Deneyi Hazırlık Ve Uygulama Süresi
4-) Sertlik Deneyi
5-) Öğrenci uygulamaları
6-) Darbe Deneyi
7-) Burma Deneyi
20
60
20
40
40
30
30
Toplam 240
Deney 1)
Çekme Deneyinin Amacı
Çekme deneyi malzemelerin tek eksenli ve kesit üzerinde homojen bir çekme gerilmesi altındaki
davranışını incelemek ve mekanik özelliklerinin belirlenmesi ve malzemelerin davranışlarına göre
sınıflandırılmasını sağlamak amacı ile yapılmaktadır. Çekme deneyi yaygın olarak kullanılan mekanik
malzeme muayenesi yöntemlerinden biridir. Ayrıca malzemelerin mukavemetleri hakkında gerçek
dizayn bilgilerini saptamak amacı ile de geniş çapta kullanılmaktadır.
Teorik Bilgi
Çekme deneyi, standartlara göre hazırlanmış deney numunesinin tek eksende, belirli bir hızla ve sabit
sıcaklıkta koparılıncaya kadar çekilmesidir. Deney sırasında, standart numuneye devamlı olarak artan
bir çekme kuvveti uygulandığında, aynı zamanda numunenin uzaması da kaydedilir.
Çekme deneyi bizlere numunenin birçok temel mekanik özelliği hakkında bilgiler vermektedir.
Bunlardan bazıları;
• Elastiklik Modülü
• Elastik sınırı
• Akma Gerilmesi
• Çekme Dayanımı
• Tokluk
• % uzama
• % kesit daralması
• Relizyans ‘tır.
Çekme testinde uygulanan kuvvet ilk kesit alanına bölündüğünde normal gerilme (), boyca uzama farkı
ilk boya bölündüğünde ise birim şekil değiştirme() elde edilir.
Çekme gerilmesi =F/A0 N/mm2
Birim şekil değiştirme =l/l0
Yüzde uzama % =100*(l/l0)

Yukarıdaki formüllerde;
F= Çekme Kuvveti A0(S0)=Kesit alanı =Çekme gerilmesi l0=ilk boy l=Boyca uzama
miktarı ‘dır.
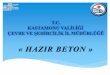
Şekil 1. Düşük Karbonlu yumuşak bir çeliğin çekme Diyagramı
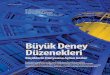
Şekil 2. Daire kesitli silindirik başlı çekme numunesi
Bu şekilde d0 numunenin çapını, dı baş kısmının çapını (1,2d0), lv inceltilmiş kısmın uzunluğunu (l0 +
d0), l0 ölçü uzunluğunu (5d0), h baş kısmının uzunluğunu ve lt numunenin toplam uzunluğunu
göstermektedir.
Yukarıdaki gibi hazırlanmış bir numuneye çekme testi uygulandığında yukarıdaki formüller yardımıyla
bulunan Çekme gerilmesi ve Birim şekil değiştirme değerleri kullanılarak bir grafik çizilir. Bu grafiğe
gerilim-gerinim grafiği denilir.

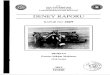
Şekil 3. Alüminyum alaşımı için Gerilim-Gerinim Eğrisi
Yukarıdaki grafiklerde ismi geçen bazı terimleri açıklamak gerekirse;
Elastik Modül: Kuvvet ile zamanın orantılı olduğu bölgedeki doğrunun eğimine elastik modülü denir.
Akma Sınırı: Akma gerilmesi, kullanılan metal veya alaşıma bağlı olarak plastik deformasyonun önemli
derecede arttığı ve çekme grafiğinin düzensizlik gösterdiği gerilmedir. Akma sınırı belirgin olmadığında
bunun yerine % 0.2 plastik uzama değeri alınır. Buna da % 0.2 sınırı denir.
Öncelikle gerilme ve çekme genliği grafiğinde Hooke doğrusuna paralel bir çizgi çizilir. Bu
çizginin daha önce çizilmiş olan çizgiyle kesiştiği yerde gerilme eksenine göre bir yay çizilir. Gerilme
ekseniyle yayın kesiştiği yer % 0,2 ‘lik akma sınırını ifade eder
Çekme Dayanımı: Çekme grafiğindeki maksimum gerilmedir. Bu gerilmeye kadar deneyde kullanılan
numunenin kesiti her tarafta aynı oranda azaldığı halde, bundan sonra numune belli bir bölgede büzülür
ve küçük bir gerilmeyle kopar. Bir metal ne kadar sünek ise, kopma gerçekleşmeden önce numune o
kadar boyun vermektedir.
Kopma Uzaması: Test sırasında numunenin toplam uzamasına, metalin süneklik değeri denir. Daha
genel olarak, malzeme ne kadar sünek ise, deformasyon da o kadar fazla gerçekleşir. Başka bir deyişle
daha fazla kopma uzaması oluşur. Buna şöyle bir örnek verebiliriz. İnce bir alüminyum uygun
koşullarında, yüksek bir kopma uzama değerine sahiptir. Bu değer %35’tir. Yine aynı kalınlıkta fakat
yüksek dayanımlı ve uygun koşullarda olmayan alüminyum alaşımına baktığımızda ise kopma uzaması
değerinin azaldığını ve %11 olduğunu görürüz
Kopma uzaması, malzemenin sünekliğinin ölçümünün yanı sıra, kalitesi hakkında bize bilgi verdiği için
de önemli bir kavramdır.
Kopma Büzülmesi: Metal ve alaşımların süneklikleri büzülmenin meydana geldiği alanda tespit edilir.
Bu, genellikle testte kullanılan 0.50 mm. çapındaki numuneyle ilgilidir. Test sonucunda kopma anındaki
büzülme ölçülür. Kopma yüzdesi ilk ve son yarıçaplar göz önüne alınarak aşağıdaki denklem yardımıyla
hesaplanır.
Gerinim-Gerilme eğrisinin altında kalan alan bize malzemenin tokluk değerini vermektedir.
Tokluk: Plastik deformasyon karşısında absorbe edilen enerji miktarıdır. Tokluk, genellikle 𝜎 − ℇ
eğrisinin altında kalan alanın ( ∫ 𝜎. 𝑑ℇℇ𝑘
0 ) hesaplanması ile bulunur. Bu formüldeki ℇk malzemede

kırılıncaya kadar meydana gelen en yüksek veya toplam birim şekil değiştirme miktarıdır. Tokluğun
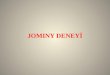
gerilme–birim uzama eğrisi yardımıyla belirlenişi Şekil 4’te gösterilmiştir.
Rezilyans: Malzemenin yalnız elastik şekil değiştirmesi için harcanan enerji veya elastik şekil değiştirme
sırasında malzemenin depoladığı enerji demektir. Bu enerji, gerilme ()-birim uzama () eğrisinin
elastik kısmının altında kalan alan ( 𝜎𝑒𝑙 . ℇ𝑒𝑙
2 ) ile belirlenir ve numune kırılınca geri verilir, Şekil 4.
Şekil 4. Gerilme – birim uzama eğrisi yardımıyla şekil değiştirme enerjilerinin (rezilyans ve tokluk) belirlenmesi
Gerilim-Gerilme grafiği üzerinde gerilme ve gerinimin doğru orantılı olduğu bölgelere elastik bölge
denilir. Elastiklik modülü bu bölgeden yararlanılarak hesaplanır. Elastiklik bölgede numune üzerinden
yük kaldırıldığında numune ilk boyutlarına geri dönmektedir.
Gerilim-gerinme grafiğinde orantı sınırının değiştiği bölge plastik deformasyonun başladığı bölgedir.
Bu bölgeye girildiğinde malzeme üzerinde kalıcı deformasyon gerçekleşir ve yük kaldırıldığında
numune eski boyutlarına dönemez. Düşük karbonlu çeliklerde bu bölgeye girildiğinde bariz bir zigzaglı
akma görülmektedir. Diğer metallerde bu zigzaglı bariz akma bölgesi görülemez ve akma değerlerinin
bulunabilmesi için daha önce bahsi geçen R0,2 kullanılır.
Gerilim-gerinim eğrisinde Fmax’ın Fkopma’dan daha büyük çıkmasının sebebi zamanla azalan kesit
alanıdır. Sürekli azalan kesit alanından dolayı numune dayanabileceğinden daha düşük bir yükle kopar.
Gerçek Gerilme Gerinme Değeri:
Gerilme; numuneye uygulanan F kuvvetinin kesit alanına bölünmesiyle ortaya çıkan değerdir. Çekme
deneyi sırasında kesit alanı sürekli olarak değişim gösteriyorsa, gerilme tam olarak ölçülemez. Deney
sırasında numune boyun vermeye başlayınca gerilmede bir azalma, genleme de ise bir artma söz
konusudur. Bu esnada gerilme değeri grafik üzerinde de maksimum değerine ulaşmıştır. Numune ilk
olarak boyun verdiği anda gerilme değeri, gerçek gerilme değerinin altında kalır.

Çekme Deneyinde Dikkat Edilmesi Gerekenler:
• Yükleme hızı belli sınırlar arasında kontrollü olarak yapılmalıdır.
• Numune 10d0 olarak ölçtüğümüz uzunluğun ortasından kopmadığı taktirde kopma bölgesini
numunenin orta noktası şekline getirmek için gerekli düzenlemeler yapılmalıdır.
• Numuneler standartlara uygun seçilmelidir.
• Numune yüzeyi pürüzsüz ve temizlenmiş olmalıdır.
Numune Hazırlanması
Çekme deneyinde genellikle 2 tip numune kullanılmaktadır. Bunlar Dikdörtgen kesitli yassı ve yuvarlak
kesitli numunelerdir. Bu numunelerin kalın taraflarına kafa ismi verilir ve bunlar sadece çeneleri tutma
görevi üstlenir. Deney içinde kafaların deney verilerine hiçbir katkısı yoktur. Bizi ilgilendiren kısım 2
kafa arasında kalan kısımdır.
Deney sonuçlarının karşılaştırılabilir olması amacıyla deney numuneleri DIN 50125, 50109, 50114’te
standartlaştırılmıştır. Bu standartlarda belirtilen numunelere kısa veya uzun olarak hazırlanabilir.
Dairesel kesitli numunelerde Lo/do kısa çubuklar için 5, uzun çubuklar için 10 alınır.
Genel olarak, deney parçası işlenmeli ve gövde, deney cihazının kavrama çenelerine uygun herhangi bir
şekle sahip kavrama uçlarına bir kavisle bağlanmalıdır. Kavrama uçlarıyla gövde arasındaki geçiş
bölgesi kavisinin asgari yarıçapı aşağıdaki gibi olmalıdır:
a) 0,75 do, burada do silindirik deney parçaları için gövde çapıdır;
b) Diğer deney parçalan için 12 mm.
Gerekirse, profiller, çubuklar, vb işlenmeden kullanılabilir. Deney parçasının kesiti daire, kare,
dikdörtgen veya özel durumlarda başka bir şekilde olabilir. Dikdörtgen kesitli deney parçalarında,
genişliğin kalınlığa oranı 8:1'i geçmemelidir.
Genel olarak, işlenmiş silindirik deney parçasının gövde çapı 3 mm'den küçük olmamalıdır Örneğin
numune nervürlü ise kesit alanı olarak eş değer kesit alanı bulunur ve o değer numunenin kesit alanı
olarak kabul edilir.
Sonuç
……………………………………………………………………………………………………………
……………………………………………………………………………………………………………
……………………………………………………………………………………………………………
……………………………………………………………………………………………………………
……………………………………………………………………………………………………………
……………………………….......................................................Öğrenciler tarafından doldurulacaktır.

Deney 2)
Sertlik Deneyinin Amacı
Herhangi bir malzemeye kendisinden daha sert bir cisim etki ettiğinde; malzemenin, batmaya karşı
gösterdiği direnç, sertlik olarak tanımlanır.
Sertlik; sürtünmeye, çizmeye, kesmeye ve plastik deformasyona karşı direnç olarak da tarif edilebilir.
Laboratuvarlarda özel cihazlarla yapılan setlik ölçümlerindeki değer, malzemenin plastik deformasyona
karşı gösterdiği dirençtir.
Teorik Bilgi
Bir malzemenin sertliği hakkında bilgi sahibi olunursa,
Malzemenin kökeni hakkında bilgi edinilir.
Malzemenin sertliğinin bilinmesi ile mekanik özellikleri hakkında yorumda bulunabiliriz.
Malzemenin işlenme kabiliyeti hakkında oldukça açık bilgiler verebilir. Genellikle sertlik ile
işlenebilme özelliği arasında ters bağıntı vardır. Diğer bir deyişle, sert malzemeleri işlemek
zordur.
Cisimlerin sertliği ölçme yöntemleri üç gruba ayrılabilir:
Malzeme yüzeyini sert bir cisim ile çizerek yapılan sertlik deneyleri.
Malzemeye sert bir cismi kuvvet altında batırmak suretiyle yapılan sertlik deneyleri.
Sert bir bilyayı malzeme üzerine düşürmek ve sıçratmak suretiyle yapılan sertlik deneyleri.
Çizerek Karşılaştırmalı Yapılan Sertlik Deneyleri
Sertlik ile kırılganlık doğru orantılıdır. Dolayısıyla, sert maddeler herhangi bir basınç kuvveti etkisi ile
kırılabilir. Sertlik, bir mineralin çizilme ve sürtünmeye karşı gösterdiği dirençtir. Minerallerin sertlikleri
daha çok çizme sertliği cinsinden belirtilir. Çizme sertliği bir mineralin keskin bir köşesinin başka bir
mineralin düzgün yüzünü çizme kapasitesidir ve Mohs sertlik skalasına göre belirlenir. Bu skala
sertliklerin artış sırasına göre dizilmiş olan on mineralden oluşur (Tablo 1). Malzemelerin bağ enerjileri
ne kadar yüksekse sertlikleri de o kadar yüksektir. Doğadaki en sert malzeme %100 kovalent bağa sahip
olan elmas olup Mohs sertliği 10'dur. Diğer yandan zayıf Vanderwaals bağlarına sahip Talk mineralinin
sertliği 1'dir.
Tablo 1. Mohs sertlik skalası
Sertlik Madde Formül Kırılan Bağ Bağ tipi
1 Talk Mg3Si4O10(OH)2 O-O Van der Waals
2 Jips CaSO4.2H20 OH-O Hidrojen
3 Kalsit CaCO3 Ca-O İyonik
4 Florit CaF2 Ca-F İyonik 5 Apatit Ca5(PO4)3F Ca-O, Ca-F İyonik 6 Ortoklas KAlSi3O8 Al-O, Al-Si, K-O %50 İyonik
7 Kuartz SiO2 Si-O %50 İyonik
8 Topaz Al2SiO4F2 Al-O, Al-F %50 İyonik
9 Korundum Al203 A1-0 %50 Kovalent %50 İyonik
10 Elmas C C-C Kovalent

Batırılarak Yapılan Sertlik Deneyleri
Geçmişten günümüze, malzemelerin sertliğini ölçmek için çeşitli yöntemler geliştirilmiştir. Bu
yöntemler sırasıyla aşağıda belirtilmiştir.
Statik sertlik ölçme yöntemleri
• Brinell • Rockwell • Vickers • Knoop
Dinamik sertlik ölçme yöntemleri
Shore Poldi Çekici
Rockwell Sertlik Ölçme Yöntemi
Testlerin uygulama kolaylığı, diğer metodlara nazaran daha seri sonuçlar alınabilme özelliği, bu
metodla test yapan sertlik ölçme cihazlarının optik ölçüm gerektiren (Brinell, Vickers) metodlarına
nazaran daha ucuz olması yüzünden pratikte en çok kullanılan sertlik ölçme metodu olan Rockwell
metodunu, ilk olarak 1922’de Rockwell uygulamaya sokmuştur. Rockwell sertliği, batma derinliğine
karşı gelen birimsiz bir sayıdır. Batıcı uç, konik uçlu veya bilye şeklindedir (Şekil 1). Yumuşak
malzemeler 1/18, 1/8, 1/4 ve 1/2 inch çaplarında küresel, sert çelik toplar ile ölçülürken çok sert
malzemeler 120° elmas koni uç ile ölçülür. Rockwell cihazının şematik gösterimi Şekil 2'de verilmiştir.
Şekil 1. Konik ve bilye uçlu batıcı uç
Şekil 2. Rockwell Sertlik Ölçme Cihazı
Rockwell sertlik ölçümünde batıcı uç, malzeme üzerine 10 kg (100 N) ön bir yükleme ile batırılır. Sonra
batıcı uca ana yük uygulanarak elde edilen derinlik ölçülür. Ana yük Rockwell B (RB) için 100 kg,
Rockwell C (RC) için 150 kg’dır. Bu yöntemde batma derinliği ölçüleceği için yüzey pürüzlülüğü sonuçları
etkileyebilir. Bu sakıncayı gidermek için önce batıcı uç küçük bir yükle (P0=ön yük) malzemeye
daldırılarak alet sıfır düzeyine ayarlanır. Daha sonra toplam yüke tamamlanacak şekilde ana yük (P1)

uygulanır. Son olarak ana yük (P1) kaldırılır (Şekil 3). Meydana gelen kalıcı izdeki derinlik artışı
bulunarak mevcut göstergeden Rockwell sertlik değeri okunur. Ucun malzeme içine her 0.002 mm
batışı bir sertlik değerinin düşmesi olarak alınır.
Şekil 3. Rockwell sertlik deneyinin şematik gösterimi
Rockwell sertlik değeri boyutsuzdur. Ucun malzeme içine her 0,002 mm batışı bir sertlik değerinin 1
sayı düşmesi olarak alınır (Şekil 5). Ön yük uygulandıktan sonra ucun konumu ile ana yük kaldırıldıktan
sonra ucun konumu arasındaki batma derinliği tb olmak üzere Rockwell Sertlik Değeri-C (RSD-C)
aşağıdaki formülle hesaplanabilir.
(HR=Hardness C=Konik , B=Bilya)
Sertlik ölçümünde kullanılan batıcı ucun tipi ile uygulanan yükün değeri bir sembolle gösterilir. Bu
nedenle, farklı skalalara göre yani değişik deney koşullarında ölçülen farklı düzeydeki sertlik değerleri
RSD-A, RSD-B, RSD-C, RSD-D gibi simgelerle birlikte verilir (Tablo 2). Çok sert malzemelerin Rockwell
sertliği koni biçimindeki elmas uç kullanarak 150 kg' lık yük altında ölçülür ve sonuçlar RSD-C simgesi
ile belirtilir. Yumuşak malzemelerin sertliğinin ölçümünde ise batıcı uç olarak çelik bilye kullanılır ve
100 kg' lık yük altında elde edilen ölçüm sonuçları RSD-B simgesi ile gösterilir. Bir malzemenin Rockwell
cinsinden ölçülen sertlik değeri 100 rakamını aşarsa batıcı uç olarak bilye kullanılması tavsiye edilmez.
Çünkü çok sert malzemelerin sertliğinin ölçülmesinde batıcı uç olarak bilye kullanılması, hem bilyenin
deforme olmasına hem de ölçüm hassasiyetinin azalmasına neden olur. Diğer taraftan herhangi bir
skalaya göre Rockwell sertliği 20 sayısından daha düşük olan malzemelerin sertliğinin ölçülmesinde
koni biçimindeki elmas uç kullanılması tavsiye edilmez.
Brinell Sertlik Ölçme Yöntemi
Çeşitli çaptaki bilyaların (1; 2,5; 5; 10mm), belirli bir yükle ve zamanda malzemeye baskı metodudur
(Şekil 4). İsveçli Dr. J. A. Brinell tarafından 1900 yılında bulunan bu metot günümüzde yaygın olarak
kullanılan statik sertlik ölçme metotlarının ilkidir. D çapında sert, küre şeklinde bir bilya düşey
doğrultuda sertlik değeri ölçülecek parçanın yüzeyine dik olarak belirli bir P kuvveti ile bastırılır. Yük

belirli bir süre uygulanır. Bilyanın kaldırılmasından sonra malzemede oluşan plastik şekil değişimi
sonucunda yüzeyde küresel bir iz kalır. Bu kuvvetin oluşan izin küresel yüzey alanına bölünmesiyle
Brinell sertlik değeri elde edilir.
Şekil 4. Şematik Brinell Sertlik Ölçme Yöntemi
Brinell sertlik değeri aşağıdaki formülasyon ile hesaplanır
Bu formülde, P kg, D ve d mm cinsinden yerine konulmalıdır.
Bu bağıntıda yer alan P uygulanan yükü (kg), D bilya çapını (mm) ve d ise iz çapını (mm) gösterir.
Standart deney koşullarında çapı 10 mm olan bilye kullanılır. Yük, malzemenin cinsine göre seçilir ve
uygulama süresi 10-15 saniye arasında değişir. Ancak bazı durumlarda çapları 10 mm'den daha küçük
olan (örneğin 1,25, 2,5 ve 5,0 mm) bilye biçimindeki uçlarda kullanılır. Malzemenin üzerine uygulanacak
yük değeri sertliği ölçülecek malzemenin cinsine ve bilya çapına göre seçilmektedir. d/D = 0,20 - 0,70
oranı sağlandığı durumlarda uygulanan yük değeri doğru kabul edilir. Deney yükünün saptanmasında
P=CD2 bağıntısı kullanılır. Burada P deney yükü, C malzeme cinsine göre değişen yükleme derecesidir.
- Demir esaslı malzeme (Çelik, DD) (C=30) - Cu ve Al alaşımlı malzeme (C=10) - Yumuşak malzeme (C=5)
Malzeme kalınlığına göre de kullanılması gereken bilya çapları farklılık gösterir. Tablo 3'de malzeme
kalınlığına göre kullanılması gereken bilye çapları verilmiştir. Tablo 4'de de malzeme cinsine göre bilya
çapı ve uygulanan yük değerleri verilmiştir.
Tablo 3. Malzeme kalınlığına göre kullanılması gereken bilye çapları
Malzeme kalınlığı (mm) Bilye Çapı (mm)
6 ve yukarısı 2.5-5-10
3-6 2.5-5
1.5-3 1.5
0.6-1.5 1

Brinell sertlik ölçme deneyinde kullanılan bilyeler
Brinell sertliği 450’den küçük olan malzemeler için sertliği en az 850 BSD olan çelik bilye.
Sertliği 450<BSD630 ise sertliklerin Brinell yöntemiyle ölçülmesi tavsiye edilmez.
Standart bilye çapı 10 mm,
Standart yükler 500 kgf ile 3000 kgf arasında (500 kgf artışla) dır.
10 mm standart ölçü bilyesinin dışındaki bilye çapları 5 ve 2.5 mm’dir.
Brinell sertlik ölçümünde dikkat edilecek noktalar:
Kontrolü yapılan parçanın yüzeyi tertemiz ve kalınlığı da en az 4 ile 8 kat çukur derinliğinde olmalıdır.
Kontrol kuvveti darbesiz olarak 2 ile 8 saniye arasında değerini bulmalıdır.
Kuvvet değerini bulduktan sonra 10 saniye etkili tutulmalıdır.
Yumuşak ve kolay akan malzemelerde (örneğin; kurşun) en az 30 saniye ve bazen daha fazla
tutulmalıdır.
Bütün bu şartların yanı sıra çukur çapının bilye çapına göre 0,24 D < d < 0,6 D arasında olması da ana
şarttır. Pratikte her ölçüde değerler bu formülle hesaplanmaz. Sertlik daha önceden standart çaplı
bilyeler ve kuvvetler için hazırlanmış tablolardan okunur.
Brinell sertliği gösteriminde hesaplanan BSD yanında “bilya çapı, yük, yükleme süresi” (mm/kgf/s)
sırasıyla bilgi olarak eklenir. Örnek : 99 BSD 5/500/30.
Metalik malzemelerde sertlik arttıkça çekme dayanımı da artar. Çeliklerin Brinell sertlik değeri ile
çekme dayanımları arasındaki ilişki;
bağıntısı ile bulunabilir. Bu bağıntı yardımıyla çeliklerin çekme
dayanımını yaklaşık olarak belirlemek mümkündür.
Vickers Sertlik Ölçme Yöntemi
İngiliz araştırmacı Vickers tarafından geliştirilen bir sertlik ölçme metodudur. Sistem, 1360 elmas
piramit ucun, malzeme cinsi ve kalınlığına bağlı olarak seçilen belirli yükler sayesinde, malzeme
üzerinde yaptığı izin optik olarak ölçülmesine dayanır (Şekil 5). Piramidin bıraktığı izin köşegeni (d), her
iki köşegen uzunluğunun milimetrenin 1/1000’i duyarlılıkta mikroskopla ölçülmesi ve ortalamasının
alınması ile tespit edilir.

Şekil 8. Mikro Vickers Sertlik Ölçme Cihazı
Şekil 5. Şematik Vickers Sertlik Ölçme Yöntemi
Vickers metodu kullanılan düşük yükler sayesinde Brinell ve Rockwell metodlarınca tatminkar sonuç
alınamıyan, ince sert tabakalı sertleştirilmiş parçalarda (nitrasyon, sementasyon) ve ince saçların
sertliklerinin ölçümünde çokça kullanılır. Vickers sertliği (VSD) aşağıda verilen bağıntı ile hesaplanır :
Burada P; uygulanan deney yükünü, d; iz köşegenlerinin ortalamasını ve α ise piramidin tepe açısını
temsil etmektedir. Piramidin tepe açısı=136° olarak alınırsa denklem şu şekilde yazılabilir;
Vickers deneyi mikrosertlik ve makrosertlik ölçümünde de kullanılır. Deney yükü 0.025-120 kgf arasında
olabilir. Uygulama süresi 10-15 saniyedir.bBu yöntemle en yumuşak malzemeden en sert malzemeye
kadar geniş bir aralıkta sertlik ölçümü yapılabilir. 600’e kadar Brinell sertliği yaklaşık olarak Vickers
sertliğine eşittir. Vickers sertliğinin avantajı, oldukça doğru okumalar yapması ve tüm metal ve işlem
görmüş yüzeyler için sadece bir tip batıcı ucun kullanılmasıdır. Vickers sertliği metal ve seramik
malzemelerin sertliğinin ölçümünde güvenilir bir sertlik ölçüm metodudur. Vickers sertliği ölçme
yöntemi daha uzun zaman almakla beraber en duyarlı sertlik ölçüm yöntemidir. Malzeme sertliğini
temsil edecek ortalama bir d değeri için çok sayıda (en az 5) izin ölçülmesi gerekir.

Vickers sertliği şu şekilde gösterilir:
610 HV 10 / 15
Burada
610 : Malzemenin sertlik değerini gösterir
HV : (Hardness=Härte=Sertlik) Vickers yöntemiyle sertlik
10 : Kontrol kuvveti 10 kp (kilopond)
15 : Kuvvet 15 saniye tutulduğunu göstermektedir.
Knoop Sertlik Ölçme Yöntemi
Bir malzemenin göreceli mikrosertliği Knoop batma deneyi ile belirlenebilmektedir. Bu deneyde tepe
açısı 130° ve 173° olan piramit şekilli elmas bir uç malzeme üzerine bastırılır. Bir boyutu diğerinin
yaklaşık olarak 7 katı olan bir iz oluşur (Şekil 6). Malzemenin sertliği izin derinliği ölçülerek bulunur.
Vickers sertlik ölçme deneyine göre daha düşük kuvvetler uygulanır. Knoop deneyi, cam ve seramik gibi
gevrek malzemelerin sertliğinin test edilmesini sağlar. Malzeme üzerine uygulanan yük genellikle 1
kgf’den daha azdır. Batıcı uç yaklaşık olarak 0,01 ile 0,1 mm arasında dört yanlı bir iz bırakır. Knoop
sertlik değeri, deneyden elde edilen izin uzun köşegen uzunluğunun ölçülerek uygulanan yükün iz
alanına bölünmesiyle elde edilir.
Şekil 6. Knoop Sertlik Ölçme Deneyi.
Shore Sertlik Ölçme Yöntemi
Sabit stant üzerinde belli kuvvet ile plastik numuneye batırılan iğnenin derinliği ölçülerek plastiğin
göreceli sertlik derecesinin tayini yapılır. Ucun gerisinde bulunan yay plastiğin sertliğine göre gerilir ve
yayın gerilmesine bağlı olarak plastiğin sertliği belirlenir (Şekil 7).

Şekil 7. Shore Sertlik Ölçme Deneyi.
Sertlikle Mukavemet Arasındaki İlişki Hem sertlik hem de çekme dayanımı metallerin plastik
deformasyona karşı direncini gösterir. Sonuç olarak bu iki değer kabaca orantılıdır. Pahalı çekme deneyi
ile malzemenin kopma mukavemetini bulma yerine, gayet ucuz sertlik deneyi ile bu değeri bulma
amacıyla Brinell sertlik ile kopma mukavemeti arasında bağlantı faktörü bulur. Max Çekme mukavemet
değeri Rm≈1400 N/mm² kadar çelikler için şu formül kullanılır:
Rm 3.5HB
Max Çekme mukavemet değeri Rm≈ 1400 ile 2100 N/mm² arası çelikler için şu formül kullanılır:
Rm 4HB
Burada
Rm = N/mm² = Malzemenin maksimum çekme mukavemet değerini,
HB = Malzemenin Brinell sertlik değerini göstermektedir.
Ayrıca Vickers sertliği ve malzemenin akma gerilmesi arasında şu şekilde bir ilişki vardır;
Sertlik Ölçmede Yüzey Kalitesinin Önemi
Sertlik deneyinde ilk işlem olarak sertliği ölçülecek malzemenin yüzeyini ölçüm yapmaya elverişli hale
getirmek gerekmektedir. Sertliği ölçülecek malzeme yüzeyinin oksitlerinden, girinti ve çıkıntılardan
arındırılmış olması gerekmektedir. En önemlisi yüzeyin pürüzsüz ve parlak olması istenir.
DARBE DENEYİ
Metalik Malzemelerin Darbe Deneyinin Amacı
Numunenin dinamik zorlama altında kırılması için gereken enerji belirlenir. Bulunan değer
malzemenin darbe direnci (darbe mukavemeti) olarak tanımlanır.
Teorik Bilgi
Darbe deneyi gevrek kırılmaya neden olabilecek şartlar altında çalışan malzemelerin mekanik
özelliklerinin saptanmasında kullanılır. Darbe deneyinin genel olarak amacı, metalik malzemelerin
dinamik zorlamalar altında kırılması için gerekli enerji miktarını ve sünek-gevrek geçiş sıcaklığını tespit
etmektir. Genelde malzemelerin mekanik özellikleri hakkında fikir edinebilmek için çekme deneyi
sonuçları kullanılır. Elde edilen sonuçlar YMK ve HSP sistemlerde sorun olmazken bazı HMK kafes
yapısına sahip metallerde çentik darbe testinde farklı sonuçlar elde edilir (Şekil 1). Çekme testinde
uzama miktarı yüksek olan malzemelerin sünek davranacağı düşünülür. Bu kabul YMK ve HSP
kristallerde büyük oranda doğru iken HMK kristalli malzemelerde (örn. ferritik çelik) her zaman doğru
sonuç vermez. Çekme deneyinde sünek davranış gösteren malzeme darbe deneyinde gevrek davranış
gösterebilir. Özellikle oda sıcaklığının altındaki sıcaklıklarda bu olaya daha çok rastlanır. Darbe
deneyinden elde edilen sonuçlar, çekme deneyi sonuçları gibi mühendislik hesaplarında kullanılmazlar.

Şekil 1. Farklı kafes yapılarındaki metaller için gevrek-sünek geçiş sıcaklığı grafiği
Darbe deneylerinde numune içerisindeki gerilimlerin çentik tabanında toplanması ve malzemenin
dinamik yük altında davranışının belirlenmesi amaçlanır. Lamel grafitli dökme demirlerde lameller
çentik etkisi yapacağından ayrıca çentik açmadan da test yapılabilir. Numune yükleme sonucu
zorlandığı zaman çentik tabanına dik bir gerilim oluşur bu gerilim kırılmaya neden olur. Numunenin
kırılması için oluşan bu dik gerilimin kristalleri bir arada tutan (kohezif kuvvet) ya da kaymasını
engelleyen kuvvetten fazla olması gerekir. Eğer numune plastik olarak şekil değiştirmeye fırsat
bulmadan kırılırsa buna gevrek kırılma denir. Kırılan yüzey düz bir ayrılma yüzeyidir. Çoğu durumda
numune kırılmadan plastik deformasyona uğrar. Oluşan dik gerilimin yanında bu gerilimle 45° açı
yapan kayma gerilmesi oluşur. Bu gerilme kritik kayma gerilimini aştığı anda malzemede plastik
deformasyon oluşur. Bu durumda önce plastik deformasyon ardından kırılma oluşur. Sünek kırılma
adı verilen bu kırılmada yüzey girintili çıkıntılı bir görünüme sahiptir.
Çentikli darbe deneyleri genellikle 2 türde yapılmaktadır (Şekil 3) :
Charpy Darbe Deneyi: Yatay ve basit kiriş halinde 2 mesnede yaslanan numunenin çentik tabanına bir sarkacın ucundaki
çekiçle darbe yapılması ve çentik tabanında meydana gelen çok eksenli gerilimler etkisi ile
numunenin kırılması için harcanan enerjiyi tayin işlemidir.
İzod Darbe Deneyi:
Dikey ve konsol halinde bir kavrama çenesine tutturulan numunenin yüzeyine, kavrama
çenesinden belirli yükseklikte, bir sarkacın ucundaki çekiçle darbe yapılması ve çentik tabanında
meydana gelen çok eksenli gerilimler ile numunenin kırılması için sarf edilen enerjiyi tayin
işlemidir.

Şekil 3. Charpy ve İzod darbe deneyinin uygulanışı
Çentikli Darbe Deneyi Numuneleri Çeşitli ülkelerin standartlarında saptanan en önemli numune çeşitlerinin boyutları ve şekilleri
Şekil 4’te verilmiştir. Numunelerin çentik açılma çeşitleri; 1- U çentikli, 2-V çentikli, 3- Anahtar
deliği çentikli’dir.
Malzemelerin darbe dayanımı sıcaklıkla değişir. Testler esnasında numune sıcaklığı belirtilen
sıcaklık değeri arasında -+2 °C’ den fazla fark olmamalıdır. Sıfırın altındaki sıcaklıklarda yapılacak
testler için buzdolabı gibi soğutucular ya da sıvı azotla soğutma kullanılır. Yüksek sıcaklıklarda (200
°C ve üstünde) yağ banyosu, tuz banyosu ya da fırında ısıtma kullanılır. Isıtılan ya da soğutulan
numune 5 sn içinde kırılmalıdır.

Şekil 4. Çentik darbe deneyi numuneleri
Gevrek-Sünek Geçiş Sıcaklığı
Belirli bir malzeme için farklı sıcaklıklarda yapılan darbe deneyleri malzemenin darbe direnci
hakkında önemli bilgiler verir. Sıcaklığın azalmasıyla malzemelerin darbe direnci düşer. Bu düşüş
aniden olabildiği gibi belirli bir sıcaklık aralığında da olabilir. Darbe direncinin aniden düştüğü
sıcaklığa gevrek-sünek geçiş sıcaklığı denir. Düşüş aniden olmadığında bir geçiş sıcaklığı belirlemek
zordur. Bu gibi durumlarda geçiş sıcaklık aralığı belirlenir ve bu gevrek-sünek geçiş aralığı olarak
adlandırılır. Bu aralıkta düşük sıcaklığın altında malzeme gevrek yüksek sıcaklığın üstünde sünek
davranır. İki sıcaklık değeri arasında ise iki davranışı birden gösterir (Şekil 5).

Şekil 5. Gevrek-sünek geçiş sıcaklığı grafiği
Gevrek kırılmada, kırılma klivaj düzlemleri boyunca olup kırılma yüzeyi kristalin bir (graniler, ince
taneli) görünüştedir. Bu durumda darbe etkisiyle çatlak kolayca ilerleyip malzeme içinde hızla
yayılır.
Sünek kırılmada ise önce bir plastik şekil değiştirme ve daha sonra kopma meydana gelir. Sünek
davranışta malzemenin içinde çatlak oluşumu ve ilerlemesi güçleşir. Bu durumda kopma yırtılma
şeklinde olup kırılma yüzeyi lifli bir görünüştedir. Geçiş aralığında ise her iki davranış birden
görülür. Deney sıcaklığı düşük sıcaklığa yaklaştıkça gevrek davranış artar. Mühendislik
uygulamalarında aralığın alt sıcaklığı daha önemlidir. Çünkü deneyi yapılan malzeme bu
sıcaklıklardan daha düşük sıcaklıkta kullanılmaz. Bu nedenle geçiş sıcaklığı olarak düşük sıcaklık
alınır.
Darbe Dayanımına Etki Eden Faktörler
a-Çentik Etkisi
Çentikli bir parça zorlandığı zaman çentiğin tabanına dik bir gerilme meydana gelir. Kırılmanın
başlaması bu gerilmelerin etkisiyle olur. Deney parçasının kırılabilmesi için bu normal gerilmenin,
kristalleri bir arada tutan veya kristallerin kaymasına karşı koyan kohezif dayanımdan yüksek
olması gerekir. Çentik daha keskin yapılırsa çentiğin tabanındaki normal gerilme kayma
gerilmesine oranla artırılacak ve deney parçası daha çok gevrek kırılma yeteneği gösterecek
demektir. Çentik ve deformasyon hızı aynı kalmak şartıyla, sıcaklığın yükselmesiyle kayma
dayanımı düşecek ve sünek bir kırılma gözlenir.
b-Sıcaklık Etkisi
Genel olarak sıcaklık düştükçe malzemenin darbe direnci de düşmektedir. Malzemelerin sıcaklığa
bağlı olarak, darbe direncindeki düşme aniden olabileceği gibi belirli bir sıcaklık aralığında da
olabilir (Şekil 6).

Şekil 6. Farklı sıcaklıklarda malzemede meydana gelen kırılma çeşitleri
Mühendislik uygulamalarında T5 sıcaklığı diğer sıcaklıklara oranla daha büyük önem taşır. Çünkü
deneyi yapılan malzeme bu sıcaklığın altında tamamen gevrek bir davranış gösterdiğinden bu
sıcaklıktan daha düşük sıcaklıklarda kullanılamaz. Bu yüzden geçiş sıcaklığı olarak da T5
sıcaklığı alınır ve bu sıcaklık, sıfır süneklik sıcaklığıdır. Bazen geçiş sıcaklığının yaklaşık olarak
belirlenmesinde şu üç kriterden de faydalanılır.
- Kırılma Enerjisi (∼20-30 J’ lük kırılma enerjisine karşılık gelen sıcaklık)
- Kırılma yüzeyinin görünüşü (kesitte % 50 ince taneli kristalin görünüşü veren sıcaklık)
- Kırılmadan sonra çentik tabanında meydana gelen enlemesine büzülme miktarı (%1 enine
büzülme)
c-Bileşimin Etkisi
Sadece HMK yapıya sahip malzemeler gevrek-sünek geçiş sıcaklığına sahiptir. Bunun nedeni de
HMK yapının düşük sıcaklıklarda sınırlı sayıda aktif kayma sistemine sahip olmasıdır ki buda plastik
deformasyonu sınırlar. Sıcaklığın artması aktif kayma sistemi sayısını arttırır bu akma dayanımının
düşmesine neden olarak plastik deformasyonu kolaylaştırır. YMK ve HSP yapıya sahip metallerde
gevrek-sünek geçiş sıcaklığına rastlanmaz, herhangi bir sıcaklık değişikliğinde yaklaşık olarak aynı
enerji absorbsiyonuna sahiptirler. Çelikte karbon ve manganez miktarı gevrek-sünek geçiş sıcaklığı
üzerinde önemli etkiye sahiptir (Şekil 7). Karbon miktarının artması daha düz bir değişim eğrisi ve
daha yüksek gevrek-sünek geçiş sıcaklığına neden olur, bu da yüksek sıcaklıkta sünekliği getirir.
Çeliklerde C/Mn oranı 3/1 den büyük olduğu müddetçe tokluk artar. Ni çentikli darbe tokluğu
arttırıyorken, P, Si, Mo, O geçiş sıcaklığını yükseltir.

Şekil 7. Çelikteki C içeriğinin darbe enerjisine etkisi.
(C içeriğinin düşmesi alt ve üst sınır arasındaki bölgeyi arttırıyor. Karbon içeriğinin artması hem
mukavemeti yükseltir hem de geçiş sıcaklığını yükseltir.)
d-Haddeleme Yönünün Etkisi
Haddelenmiş veya dövülmüş malzemelerde, çentikli darbe direnci çubuğun veya levhanın değişik
yönlerinde farklı değerlerde olur (Şekil 8). Haddeleme yönüne dik yönde olan levhanın sıcaklık
arttıkça darbe direnci daha azdır. Haddeleme yönünde alınan levha parçalarının ise darbe direnci
daha fazladır.
Şekil 8. Haddeleme yönünün çentik darbe direncine etkisi

e-Üretim Yöntemi
Örneğin; söndürülmemiş çeliğin (deoksidasyon yapılmamış) geçiş sıcaklığı Al ile söndürülmüş
çeliğin geçiş sıcaklığından daha yüksektir.
f-Isıl İşlem
Isıl işlem görmüş bir çelik normalize edildiğinde çentikli darbe tokluğu artmaktadır. Temperleme
sıcaklığı arttıkça çeliğin enerji absorbe etme kabiliyeti de artar. Temperlenmiş martensitik yapı
çelikleri hem mukavemet açısından hem de darbe mukavemeti açısından iyidir (Şekil 9).
g-Yüzey Durumu Yüzeyleri karbürleme ve nitrürleme ile sertleştirilmiş çeliklerin darbe dirençleri azalmaktadır.
h-Tane Büyüklüğü
Genel olarak ince taneli malzemeler kaba taneli malzemelerden daha düşük geçiş sıcaklığına
sahiptirler. Tane boyutunun küçültülmesi geçiş eğrisini sola doğru kaydırır. Sıcak şekil verme
esnasındaki rekristalizasyon ve havada soğutma gibi tane küçültücü işlemler geçiş sıcaklığını
düşürür (Şekil 10).
Şekil 10. Tane büyüklüğünün gevrek-sünek geçiş sıcaklığına etkisi
i-Mikroyapı
Mikroyapı çeliğin çentikli darbe tokluğunu bileşim ve mekanik özelliklerinden bağımsız olarak
etkileyebilir. Temperlenmiş martensit diğer mikroyapılara oranla en yüksek enerji ve en düşük
geçiş sıcaklığı sağlar. Mikroyapıdaki ikinci sert fazlar varsa bunların morfolojisi de darbe dirençlerini
etkiler. Bu sert kırılgan fazlar keskin köşeli ve sivri uçlu ise darbe dirençlerini azaltır. Örneğin
Küresel grafitli dökme demir, Gri dökme demirden daha fazla darbe dayanımına sahiptir. Gri
dökme demirde sert kırılgan grafitler sivri, keskin köşeli ve birbirleri ile bağlantılı olduğundan bu
yapılar çentik etkisi yapmaktadır.
Burma Deneyi
Burma Deneyinin Amacı
Bu deney, burulma momentine maruz bırakılan içi dolu metalik bir çubuk malzemede, burulma açısı ile
ilişkili kayma gerilmelerini ve kayma şekil değişimlerini deneysel olarak belirlemeye imkan verir. Ayrıca
deneyde, test edilecek malzemeye ait kayma modülünün hesaplanmasını ve burulma momentinin
ölçümünü öğretmek amaçlanmaktadır.
Teorik Bilgi

Burulma deneyini değerlendirebilmek için, burulma momenti ve etkileri, içi dolu bir çubuk malzeme
üzerinde Şekil 1’de gösterilmiştir. Şekil 1.a’ da görülen, bir ucu ankastre L uzunluğunda r yarıçaplı bir
çubukta, burulma momenti (Mb) etkisi ile, başlangıçta çubuk üzerindeki A noktası, B konumuna; A-A ’
lifi ise, A’ noktası sabit olduğu için A ’ B şeklini alır. Bu durumda, A noktasının B noktasına hareketi
sonucu, bu noktaların, çubuğun O merkezine göre konumları arasında taranan açı, burulma açısı (θ);
A-A ’ lifi ve A’ B lifi arasında oluşan açı, kayma açısı (γ) olarak ifade edilir.
(a) (b)
Şekil 1. Burulma momentine maruz bir çubuk
Şekil 1.b’de görüldüğü gibi, çubuğun deformasyonu sırasında yüzeydeki liflerde eşit ve zıt yönde
maksimum kayma gerilmeleri (τmaks) oluşur. Kayma gerilmeleri, çubuk merkezine doğru gidildikçe azalır ve çubuk merkezinde sıfır değerini alır. Kayma Gerilmesinin Hesabı
Kayma gerilmesi (τ), burulma momenti (Mb) ve burulma mukavemet momentinden (Wb) aşağıdaki
formül ile hesaplanılır.
İçi dolu dairesel kesitlerde;

Maksimum kayma gerilmesi (τmaks), maksimum burulma momentinden (Mmaks) hesaplanır:
Kayma Açısı ve Kayma Modülünün Hesabı
Kayma açısı (γ); numune uzunluğu(L) ve numune yarıçapı(r=d/2) bilindiğinde, burulma açısı (θ)
radyan cinsinden aşağıdaki formüle yazılarak hesaplanılır.
Kayma modülü (G), elastik deformasyon bölgesinin lineer kısımda, kayma gerilmesi ve kayma
açısından belirlenebilir.
veya deney çubuğunun değerlerinden,
Burada Mel, lineer elastik deformasyon aralığında tespit edilen burulma moment değerlerinden
herhangi biri ve θel ise, buna karşılık gelen burulma açısı değeridir.
DENEY NUMUNESİ
Burulma deneyi için kullanılacak test numuneleri (13), 17 mm’lik altıgen geometriye sahip metalik
malzemeden talaşlı imalatla Şekil 5’de verilen ölçülerde işlenerek hazırlanır. Ayrıca, aynı kesit çapında
ancak daha uzun (tutucu içinde kalacak kısımları ile birlikte L=750 mm ye kadar) olan metalik
malzemeleri de test etmek mümkündür(Şekil 6).
Şekil 5. Kısa numune

Şekil 6. Uzun numune ve tutucuları
(L: tutucular arası mesafe; kıvrılmış uç merkezleri arası mesafe [mm])
Yükleme (Burma) İşlemi Numuneye yük uygulamak için, el çarkı (8) saat ibresi yönünde döndürülür. El çarkı, her bir yük kademesi için tanımlanmış bir açıyla döndürülmelidir. Yükleme işlemine düşük burulma açıları oluşturacak şekilde başlanmalı, sonra, burulma açıları gittikçe yükseltilmelidir.
Her bir yük kademesi için aşağıdaki açılar önerilmektedir.
El çarkının ilk dönüşü: 90 ̊numune üzerinde 1,42 ̊’lik açıya karşılık gelir. İkinci ve üçüncü dönüşler: 180 ̊numune üzerinde 2,85 ̊’lik açıya karşılık gelir. Dördüncü dönüş: 360 ̊numune üzerinde 5,71 ̊’lik açıya karşılık gelir.
Uzun ve ince kesitli numunelerde, kırılmadan önce birkaç yüz dönüş yaptıkları görülebilir. Bu durumda, burulma açısı değeri, devir sayacı, burulma açısının bulunmasında pratiklik sağlar. El çarkının dönüş açısını, numunenin burulma açısına çevirmek için giriş açısı 63’e bölünür.