Embed Size (px)
Citation preview

CENTRO TECNOLÓGICO DA MARINHA EM SÃO PAULO
PROGRAMA INSTITUCIONAL DE BOLSAS DE INICIAÇÃO CIENTÍFICA - PIBIC
Processo 105531/2013-8
DESENVOLVIMENTO DE PROCESSO DE
FABRICAÇÃO DE GUIAS DE ONDA
Aluno:
MARCUS VINICIUS RODRIGUES CATAN
Orientador:
Dr. CLÁUDIO COSTA MOTTA
2013

I
Índice
Índice de Tabelas II
Índice de Imagens III
Lista de Símbolos IV
1. Introdução 1
2. Materiais 8
3. Descrição do Processo de Fabricação dos Flanges 9
4. Trecho Reto do Guia de Onda 16
5. Horas por Operação 17
6. Descrição do Processo de Brasagem dos Flanges ao Trecho
Reto do Guia de Onda 18
7. Processo de Fabricação do Guia de Onda 20
8. Conclusão 22
9. Bibliografia
24
Apêndice A Memorial de Cálculo relativo aos dados expostos 26

II
Índice de Tabelas
Tab. 1. Descrição do Processo de Fabricação dos Flanges 10
Tab. 2. Tempo de Corte 17
Tab. 3. Descrição do Processo de Brasagem 19
Tab. 4. Descrição do Processo de Usinagem do Guia de Onda 21

III
Índice de Figuras
Figura 1 Guia de onda circular 2
Figura 2 Guia de onda retangular 2
Figura 3 Linha de fita 2
Figura 4 Microfita 2
Figura 5 Guia de onda dielétrico planar 3
Figura 6 Fibra óptica 3
Figura 7 Figura em perspectiva isométrica do guia de ondas WR-90 com
trecho reto de 100mm
6
Figura 8 Flange de latão pronto para a primeira operação de fresamento 13
Figura 9 Flanges após operação de fresamento 14
Figura 10 Flange sob processo de escareamento 14
Figura 11 Flanges após furação. 15

IV
Lista de Símbolos
Os valores das grandezas são fornecidos nas unidades padronizadas pelo
Sistema Internacional de unidades (S.I.).
𝐷 = 𝐷𝑖â𝑚𝑒𝑡𝑟𝑜 𝑑𝑎 𝑓𝑒𝑟𝑟𝑎𝑚𝑒𝑛𝑡𝑎 [mm]
𝐷 = 𝐷𝑖â𝑚𝑒𝑡𝑟𝑜 𝑑𝑎 𝑓𝑒𝑟𝑟𝑎𝑚𝑒𝑛𝑡𝑎 [mm]
𝑍 = 𝑁ú𝑚𝑒𝑟𝑜 𝑑𝑒 𝑑𝑒𝑛𝑡𝑒𝑠 [Adimensional]
𝑉𝑐 = 𝑣𝑒𝑙𝑜𝑐𝑖𝑑𝑎𝑑𝑒 𝑑𝑒 𝑐𝑜𝑟𝑡𝑒 [m/min]
𝑉𝑓 = 𝑣𝑒𝑙𝑜𝑐𝑖𝑑𝑎𝑑𝑒 𝑑𝑒 𝑎𝑣𝑎𝑛ç𝑜 [m/min]
𝑛 = 𝑅𝑜𝑡𝑎çã𝑜 [rpm]
𝑇 = 𝑡𝑜𝑟𝑞𝑢𝑒 [Nm]
𝑃 = 𝑃𝑜𝑡ê𝑛𝑐𝑖𝑎 [W]
𝑈 = 𝑇𝑒𝑛𝑠ã𝑜 [V]
𝐼 = 𝐶𝑜𝑟𝑟𝑒𝑛𝑡𝑒 [A]
𝐹𝑧 = 𝐴𝑣𝑎𝑛ç𝑜 𝑝𝑜𝑟 𝐷𝑒𝑛𝑡𝑒 [ ] – Adimensional
𝜋 = 3,14 [ ] – Adimensional
𝑙 = 𝐶𝑜𝑚𝑝𝑟𝑖𝑚𝑒𝑛𝑡𝑜 𝑎 𝑠𝑒𝑟 𝑢𝑠𝑖𝑛𝑎𝑑𝑜 [mm]
𝑇𝑐 = 𝑇𝑒𝑚𝑝𝑜 𝑑𝑒 𝐶𝑜𝑟𝑡𝑒 [s]
ᴓ = 𝐷𝑖â𝑚𝑒𝑡𝑟𝑜 [mm]

1
1. Introdução
Segundo Fontana (2013): “Guias de onda são estruturas guiantes, longitudinais,
utilizadas para o transporte de informação e energia”.
O processo de fabricação de guias de onda é um processo singular, onde é exigido um
alto controle sobre as dimensões e quantidade daquilo que se está manipulando. O
menor dos erros pode ocasionar grandes perdas em termos de transmissão de ondas.
O processo conta com inúmeras técnicas e detalhes para garantir este controle.
Segundo Pissolato Filho: “Os guias de onda são analisados por meio das equações
de Maxwell, estas equações devem ser escritas de acordo com a seção do guia. Deve-
se impor também a condição de contorno (fornecidas pelas paredes do guia de ondas).
Considera-se um caso ideal, um guia construído de condutores perfeitos, então a
componente tangencial do vetor campo elétrico da onda anula-se nas superfícies. Para
cada diferente configuração espacial assumida pelo campo, satisfazendo as condições
de contorno, caracteriza um diferente modo de propagação possível no guia. Existem
apenas duas famílias de modos: Modo TE (ou tipo H): ocorre quando a única
componente longitudinal é a do campo magnético, estando todo o campo elétrico no
plano transversal à propagação. Admitindo a propagação na direção “z”, ter-se-á, neste
caso, Hz ≠ 0 e Ez = 0; e Modo TM (ou tipo E): neste caso, tem-se: , Hz = 0 e Ez ≠ 0”.

2
A escolha da estrutura guiante dependerá primeiramente da aplicação.
“Em aplicações que exigem transporte de alta potência, são utilizadas estruturas
metálicas como o guia de onda retangular e o guia de onda circular” (Fontana, 2013).
A frequência das ondas que passarão pelo guia de ondas, no caso do guia de onda
retangular, é delimitada pelas dimensões, “a” e “b” da seção do guia (ilustradas na
figura 2). A FIG. 1 e a FIG. 2 ilustram os guias citados no trecho acima:
Figura 1: Guia de onda circular.
Fonte: Eletromagnetismo Parte II (Fontana)
Figura 2: Guia de onda retangular.
Fonte: Eletromagnetismo Parte II (Fontana)
“Em aplicações de mais baixa potência ou que exijam estruturas mais compactas
como em processadores ou em aplicações de satélite, são utilizadas linhas de fita ou
microfitas, (...)” (Fontana, 2013).
A FIG. 3 e a FIG. 4 ilustram, respectivamente, as estruturas acima mencionadas,
linha de fita e microfita.
Figura 3: Linha de fita.
Fonte: Eletromagnetismo Parte II (Fontana)
Figura 4: Microfita.
Fonte: Eletromagnetismo Parte II (Fontana)

3
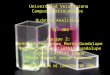
“Na região espectral de frequências ópticas, são utilizados guias de onda ou
fibras ópticas, totalmente dielétricos, feitos de vidro” (Fontana, 2013).
A FIG. 5 e a FIG. 6 ilustram o par de estruturas guiantes ópticas:
Figura 5: Guia de onda dielétrico planar.
Fonte: Eletromagnetismo Parte II (Fontana)
Figura 6: Fibra óptica.
Fonte: Eletromagnetismo Parte II (Fontana)
“Essas estruturas, tanto metálicas quanto dielétricas, não suportam modos TEM
como é o caso das estruturas de dois ou mais condutores de uma linha de
transmissão.” (Fontana, 2013).
Este relatório tem como objetivo estabelecer um método para este processo, a partir
de práticas experimentais, com a alta qualidade que é exigida por este. A fim de tornar
este método exequível, leva-se em consideração também o lado econômico, pois não
basta apenas um alto nível tecnológico é necessário que tenha um preço acessível para
que seja possível a realização de tal método.
Para fins de esclarecimento, abaixo seguem alguns conceitos intrinsecamente
ligados à área de usinagem, e que serão abordados mais adiante neste relatório:
Usinagem Mecânica: de acordo com a norma alemã DIN 8580: “Usinagem é um
termo que se aplica a todos os processos de fabricação onde ocorre a remoção
de material sob a forma de cavaco”.

4
Onde cavaco é a porção de material da peça retirada pela ferramenta. O
processo de usinagem é a remoção de material para conferir a forma desejada a
uma determinada peça.
Velocidade de Corte: a velocidade de corte está relacionada com o
deslocamento da ferramenta enquanto mantém contato com a peça e irá
influenciar diretamente no acabamento superficial da peça. Em outras palavras,
calcula-se quanto de peça será usinado pela ferramenta num determinado
intervalo de tempo (“Velocidade de Corte”).
Operação de Fresamento: segundo Borges (2004, p. 3): “Consiste numa
operação de usinagem em que o metal é removido por uma ferramenta giratória
– denominada fresa – de múltiplos gumes cortantes. Cada gume remove uma
pequena quantidade de metal em cada revolução do eixo onde a ferramenta é
fixada. A máquina ferramenta que realiza a operação é denominada fresadora”.
As fresadoras mais comuns realizam, com a fresa, movimentos ao longo
de três eixos. E além de contar com uma série de modelos diferentes para
processos específicos, essa pode contar com dispositivos auxiliares para
operações mais complexas que necessitem, por exemplo, que a ferramenta seja
inclinada num determinado ângulo, que a mesa seja rotacionada, etc.
(“Fresamento”).
Operação de Torneamento: segundo Carlos Rosa (1999, p. 2): “O processo
que se baseia no movimento da peça em torno de seu próprio eixo chama-se
torneamento. O torneamento é uma operação de usinagem que permite trabalhar
peças cilíndricas movidas por um movimento uniforme de rotação em torno de
um eixo fixo”.
O torneamento ocorre também através de uma ferramenta de corte.
Porém, no torno, a ferramenta permanece estática durante o processo. Esta é
devidamente posicionada antes da ativação da máquina. O torno faz, então, a

5
peça girar em torno de seu próprio eixo e pode movimentá-la, na direção desse
mesmo eixo (nos dois sentidos) (“Torneamento”).
Operação de Eletro Erosão: segundo Stoeterau (2002, p. 3): “É um processo
térmico de fabricação caracterizado pela remoção de material consequente a
sucessões de descargas elétricas que ocorrem entre um eletrodo e uma peça,
através de um líquido dielétrico”.
Há dois tipos de máquinas de eletroerosão, a que gera descargas
elétricas por meio de penetração e a que gera descargas elétricas a fio. Entre
estas duas máquinas, o processo explorado neste relatório é o realizado pela
máquina de eletroerosão a fio. Onde a "ferramenta" da máquina é um fio
metálico, geralmente de cobre ou latão (eletrodo). Este fio metálico entrará em
contato com a peça, com o sistema imerso num líquido dielétrico, e as
sucessivas descargas elétricas formam ao redor do eletrodo uma ponte iônica
que faz com que as partículas metálicas da peça naquela pequena região se
desprendam da peça e juntem-se ao líquido dielétrico. É um processo que
permite trabalhar com tolerâncias estreitas e geometrias complexas, porém
possui um alto tempo de operação (“Eletroerosão”).
Operação de Brasagem: segundo Augusto de Oliveira (2013), a operação de
brasagem é um processo térmico cuja finalidade é proporcionar a junção ou o
revestimento de peças e/ou materiais por meio de um metal de adição em fusão.
Este metal de adição geralmente apresenta temperatura de fusão superior
a 450°C (não é o caso, por exemplo, do estanho – material usado como metal de
adição no processo de brasagem descrito mais adiante neste relatório), mas
inferior ao ponto de fusão do metal base (metal que sofrerá o processo)
(“Brasagem”).
Folha de Processo: a Folha de Processo é um documento contendo
especificações detalhadas sobre uma determinada operação, dispostos de forma
simples para que o entendimento seja fácil e não possa dar origem à uma peça

6
diferente da planejada. O que se pode encontrar numa folha de processo varia
de uma folha para outra, os dados mais encontrados são: a descrição do método
ou, em outras palavras, como executar determinada tarefa; a máquina à ser
utilizada no processo; o nome de cada um dos processos realizados durante a
operação; os dispositivos auxiliares, ferramentas, instrumentos de medição, etc.
(“Folha de Processos”).
As descrições detalhadas sobre processos, em geral, foram elaboradas seguindo o
modelo padrão de uma Folha de Processos. Está descrito, neste modelo, o processo de
fabricação dos flanges do guia de onda, o processo de brasagem (que unirá os flanges
ao guia de onda), e o processo de usinagem realizado no guia de ondas após a
brasagem. Seguindo os processos especificados neste relatório, a peça a ser obtida
possui geometria conforme FIG. 7.
Figura 7 – Perspectiva isométrica do guia de ondas WR-90 com trecho reto de 100mm.
Este relatório está dividido em 8 seções, e estas estão organizadas da seguinte
forma: na seção 1, Introdução, são definidos conceitos, visando criar uma base teórica,
necessária para a compreensão do relatório, encontra-se nesta seção também um
breve resumo sobre o tema do relatório e história dos guias de onda; na seção 2,
Materiais, há um breve resumo sobre quais os materiais mais utilizados na fabricação
dos guias de ondas, e o motivo; na seção 3, Descrição do Processo de Fabricação dos

7
Flanges, o detalhamento do processo de fabricação utilizado nos flanges para mais
tarde serem brasados ao trecho reto do guia de ondas; na seção 4, Trecho Reto do
Guia de Onda, as especificações e detalhes sobre o que é o trecho reto do guia de
ondas; na seção 5, Tempo de Operação, a especificação dos tempos de corte dos
processos realizados; na seção 6, Descrição do Processo de Brasagem dos Flanges ao
Trecho Reto do Guia de Onda, a descrição detalhada em forma de uma folha de
processos sobre o processo de brasagem realizado para unir o conjunto; a seção 7,
Processo de Fabricação do Guia de Onda, foi dividida em duas subseções: 7.1, Bucha
Sustentadora, onde é especificado o dispositivo auxiliar que será utilizado no processo.
7.2, Processo de Usinagem, subseção onde é descrito o processo de usinagem
realizado no conjunto, contando com a Bucha Sustentadora especificada na subseção
anterior; na seção 8, Bibliografia, são colocadas as referências dos livros e artigos
utilizados na elaboração deste relatório.

8
2. Materiais
Os materiais usados na construção de guias de onda, são geralmente: bronze,
cobre, alumínio, prata ou qualquer metal que possua baixa resistividade. É possível
também produzir guias de onda a partir de materiais com alta resistividade, desde que,
estes sejam posteriormente chapeados, ou banhados por algum bom condutor. Em
algumas aplicações é necessário banhar o guia de onda com metais com a maior
condutância possível, ou seja, prata, ouro e etc.

9
3. Descrição do Processo de Fabricação dos Flanges.
A fim de mostrar as etapas do processo de fabricação dos flanges a partir de uma
barra chata de Latão, cujas dimensões são 44,45 x 85,0 x 12,7 mm, de forma clara
construiu-se uma tabela. Essa tabela é baseada no modelo de uma Folha de Processo
de Usinagem. A tabela especifica a máquina, o processo e a ferramenta que serão
utilizados, o instrumento de medição e a descrição do processo.

10
Tab. 1. Descrição do Processo de Fabricação dos Flanges
Máquina Processo Descrição do Processo / Ilustração do Processo Ferramenta Instrumento
de medição
Serra
Horizontal Serramento
-Fixar a barra chata na serra horizontal.
-Fechar o dispositivo da máquina e serrar nas
dimensões 44,45x45,5mm
-Repetir o processo uma vez.
Serra
1900x150x3m
m
Paquímetro
Ilustração do processo
Fresadora
Universal ou
Centro de
Usinagem
Fresamento
-Fixar a peça em dispositivo standard (morsa).
-Esquadrejar o bloco nas dimensões
41,35x41,35x12,7mm.
-Rotação: 600rpm
-Vc = 65m/min
-Avanço: 480mm/min
-Após esquadrejar, escariar arestas em 0,2mm.
-Fresa de
Topo – HSS /
2 Arestas
ᴓ20mm -
DIN327B
Escariador 45°
DIN 335C
Paquímetro
Ilustração do processo

11
Fresadora
Universal ou
Centro de
Usinagem
Fresamento
-Prender a peça no dispositivo standard (morsa)
pela espessura de 12,7mm.
Com o goniômetro, posicionar a peça formando um
ângulo de 135° entre a face de 41,35x12,7mm e a
superfície superior da morsa.
Fresa de Topo
– HSS / 2
Arestas
ᴓ10mm -
DIN327B
-Escariador
45° DIN 335C.
Paquímetro
Goniômetro
Ilustração do processo
- Usinar chanfro de 1,5mm a partir do canto
superior.
-Rotacionar a peça em 90° e usinar chanfro no
outro canto.
-Repetir o processo para os outros 2 cantos.
-Rotação: 600rpm
-Vc = 65m/min
-Avanço: 480mm/min
-Escariar arestas em 0,2mm.
Ilustração do processo

12
Furadeira de
Coordenada Furação
-Furar utilizando Broca de centro ᴓ 1,6 e 4mm.
- Furar os 5 furos, utilizando a broca de centro.
- Furar 5 furos ᴓ 4,3mm (passante).
-Escariar todos os furos, incluindo o central. -Broca de
centro ᴓ 1,6 e
4mm DIN
333A
-Broca ᴓ
4,3mm DIN
338
- Escariador
45° 335C
Paquímetro
Ilustração do processo
Eletroerosão
a fio
Erosão
Passar o eletrodo no furo central da peça.
Comandos:
1) Cycle Call 0 enter
2) Tool Def 10 r 0,175 enter
3) Tool Call 01 enter
4) C.C. enter
5) X 0; Y 0 F2 M91
X -14,325; Y 0
X -14,325; Y +12,70
X +14,325; Y +12,70
X +14,325; Y -12,70
X -14,325; Y -12,70
X -14,325; Y 0
6) M01 M30
Eletrodo de
Latão Micrômetro

13
O processo acima foi experimentalmente realizado, fabricando-se dois flanges de
latão. A FIG. 8 apresenta a peça após a operação de serramento. É importante
mencionar que a face superior do flange não possui rugosidade ou acabamento
adequados, isto é, porém, esperado de uma operação de serramento, e afeta uma
região cuja função é receber tal dano, chamada na indústria de região de sacrifício. Na
foto o flange está preso na morsa em uma mesa de uma máquina fresadora, ao lado de
um esquadro de luz (dispositivo utilizado para verificar a perpendicularidade de uma
face em relação à outra), pronta desta forma para a operação de fresamento.
Figura 8: Flange de latão pronto para a primeira operação de fresamento.
Abaixo, na FIG. 9, pode-se ver os dois flanges, após a operação de fresamento,
ambos esquadrejados (faces formam ângulos retos entre si). Na parte superior do
flange à direita pode-se ver um pouco de tinta para traçagem (utilizada para tornar os
traços feitos na peça mais nítidos. Facilitando, por exemplo, a visualização de uma linha
referencial).

14
Figura 9: Flanges após operação de fresamento.
Depois de fresar os flanges, é importante escariar suas laterais (ângulos retos em
peças metálicas oferecem riscos, pois são afiados e podem causar ferimentos). Na FIG.
10, o flange é mostrado durante a segunda operação de fresamento, que utiliza o
escariador como ferramenta.
Figura 10: Flange sob processo de escareamento.

15
Na operação de furação realizada nos flanges são feitos cinco furos, onde quatro
destes são próximos aos ângulos externos dos flanges e um furo central. Este furo
central é realizado apenas para possibilitar a próxima operação (operação de
eletroerosão a fio. E neste caso, na peça será necessária a realização de um furo
quadrado interno, portanto, é preciso um furo para a passagem do eletrodo). Abaixo, na
FIG. 11, são mostrados os dois flanges após a operação de furação.
Figura 11: Flanges após furação.

16
4. Trecho Reto do Guia de Onda
Os flanges serão fabricados para serem posteriormente brasados às extremidades
do trecho reto do guia de ondas. É essencial que o trecho reto do guia de ondas possua
tolerâncias estreitas a partir de suas dimensões nominais, deve-se por tanto manejar
essa peça com cautela, e analisar a forma como este será processado. O trecho reto do
guia de onda possui as seguintes dimensões: 105,0 x 25,4 x 12,7 mm.

17
5. Horas por Operação
Na tabela abaixo está disposto o tempo gasto em cada um dos processos,
construiu-se então uma tabela com o tempo de corte de cada processo. Esse tempo é,
porém, somente o tempo onde há contato entre a ferramenta e a peça em questão.
Despreza-se por tanto partes importantes que podem consumir uma quantidade
considerável do tempo total da operação.
Tab. 2. Tempo de Corte
Operação
Velocidade de
avanço
(mm/min)
L(mm) Tempo de
corte(s)
01 – fresamento 480 177,9 22
02 – fresamento 480 50,8 6,36
03 – furação 168 12,7 22,67
04 – fresamento 480 82,27 10,32

18
6. Descrição do Processo de Brasagem dos Flanges ao Trecho
Reto do Guia de Onda.
O dispositivo utilizado para separar os flanges assegurando perpendicularidade e
paralelismo consiste em quatro barras de alumínios com roscas internas M4x1,0 em
ambas as pontas e 4,3mm de diâmetro. Essas barras são alinhadas com os furos dos
flanges e então fixas por parafusos.
Com a intenção de expor de forma clara o processo de brasagem construiu-se uma
tabela também baseada no modelo de uma Folha de Processo de Usinagem.

19
Tab. 3. Descrição do Processo de Brasagem
N° de
operação/Pr
ocesso
Descrição do processo/Ilustração do processo Instrumentos
necessários
Instrumento
s de
medição
01 – Fixação
-Parafusar as barras roscadas internamente nos flanges.
-Aplicar o fluxo para solda estanho nas faces do interior
do furo quadrado dos flanges.
-Encaixar os flanges no guia de ondas
-Parafusar utilizando os 8 parafusos de fenda M4x30. -Barras roscadas
internamente
(M4).
-Parafusos
M4x20.
Paquímetro Ilustração do processo
02 –
Brasagem
-Posicionar o conjunto verticalmente na chapa de
aquecimento e aquecer até 60°C.
-Brasar os flanges no trecho reto.
Utilizando: Solda por Aleação com Estanho.
Fluxo: Fluxo para Solda Estanho.
-Chapa de
aquecimento
-Estanho
-Maçarico
-Fluxo para Solda
Estanho
-
Ilustração do processo
03 –
Desmontagem
-Retirar o conjunto da chapa de aquecimento.
-Esperar o tempo de resfriamento do conjunto.
- Remover as barras e os parafusos.
- -
Ilustração do processo

20
7. Processo de Fabricação do Guia de Onda
A espessura do trecho reto do guia de onda é de 1,27mm, há por tanto a chance de
que o trecho sofra deformação durante o processo de fresamento. Para evitar essa
possível deformação é necessário um dispositivo que permaneça no interior do trecho
reto durante o processo de fresamento.
O material da bucha é Alumínio, escolhido por sua dureza que evitará a
conformação do material, e dificilmente riscará ou conformará o material durante a
inserção ou remoção no trecho reto.
O dispositivo consiste de um bloco maciço cujas dimensões são próximas às do
interior do trecho reto do guia de onda.
Exposto numa tabela que segue o modelo de uma Folha de Processos, é explicado
neste tópico, o processo de fresamento utilizando este dispositivo para impedir
possíveis deformações. Esse processo de usinagem terá como resultado os flanges e
os limites do trecho reto do guia de onda coplanares.

21
Tab. 4. Descrição do Processo de Usinagem do Guia de Onda
Máquina Processo Descrição do Processo Ferramentas Instrumento
de medição
- Localização
-Posicionar a bucha em frente ao furo
quadrado do tubo e em frente à bucha,
uma chapa de metal menor que a
própria bucha.
-Empurrar a chapa, inserindo a bucha no
interior do tubo. Dispositivo -
Ilustração do processo
Fresadora
Universal
ou Centro
de
Usinagem
Fresamento
-Fresar o flange reduzindo a espessura
para 11,10mm.
-Rotação: 600rpm
-Vc = 65m/min
-Avanço: 480mm/min
-Escariar Arestas.
Fresa de Topo
– HSS / 2
Cortes ᴓ10mm
-DIN327B
-Escariador
45° DIN 335C.
Paquímetro Ilustração do processo
- Desmontagem
-Martelar cautelosamente a parte central
da bucha, empurrando-a para fora.
-Repetir o processo para o outro lado do
conjunto.
-Martelo
-Talhadeira Paquímetro Ilustração do processo

22
8. Conclusão
Neste relatório foi desenvolvido o processo de fabricação do conjunto de um guia de
onda WR-90, visando indicar detalhadamente cada um dos processos realizados ao
longo da fabricação.
A implicação da escolha do guia de ondas WR-90 é a possibilidade de trabalhar no
intervalo de frequências de 8,2 a 12,4 GHz, influenciando diretamente, é claro, no
campo de aplicação. Ressaltando que esta estrutura não suporta modos TEM.
As medidas tomadas como forma de providências econômicas para garantir que o
processo seja exequível foram, em suma, os próprios métodos adotados nos
processos. Foi levado em consideração o tempo de corte de cada processo e assim os
métodos foram desenvolvidos para que o processo seja feito da forma mais rápida
possível, economizando desgastes de ferramenta, horas-homem e horas-máquina, e
uma série de outras vantagens, como por exemplo, tornar o processo viável para
produção seriada.
Os processos foram desenvolvidos a partir de práticas experimentais com controle
satisfatório sobre as dimensões e quantidade do que foi trabalhado para evitar perdas
de transmissão de onda. Controle apenas satisfatório, ressaltando que um controle
desnecessariamente rígido resultaria na quebra de um dos objetivos do relatório, que é
a meta econômica.
Foram explorados ainda a Usinagem Mecânica, processos onde há a remoção de
material em forma de cavaco; a Velocidade de Corte, determina a velocidade da
remoção de material (influenciando diretamente no acabamento da peça); o
Fresamento, operação de usinagem utilizando a ferramenta fresa; o Torneamento,
operação de usinagem onde a peça é trabalhada enquanto a peça movimenta-se em
torno de seu próprio eixo; a Eletroerosão, operação de usinagem que remove pequenas
porções de material por meio de sucessivas descargas elétricas; a Brasagem, processo

23
que utiliza um metal em fusão como liga para unir outras duas partes metálicas; e a
Folha de Processo, documento contendo um método de trabalho referente à um
processo de fabricação.
E, seguindo o modelo de uma Folha de Processo, foram elaborados quadros
contendo a descrição dos processos. Bem como o processo de fabricação dos flanges,
processo de brasagem dos flanges ao trecho reto do guia de onda, elaboração do
dispositivo auxiliar e o processo de fresamento do conjunto do guia de onda.
Desta forma, pôde ser verificado, portanto, que o método adotado pelos processos
aqui descritos leva a um resultado satisfatório que proporciona assim a fabricação
economicamente viável de um guia de onda adequado ao uso industrial a que se
destina.

24
9. Bibliografia
A. L. CASILLAS; Máquinas: Formulário Técnico; 19a Edição, Ed MESTRE JOU, 1961.
P. 389-401, 586-600.
FERRARESI, DINO; Máquinas Operatrizes de Usinagem: Fundamentos da usinagem
dos metais; Ed EESC/SEM, 1965. P. 54-67, 72-86.
Construção de guias de onda, materiais - “waveguide construction, waveguide
materials”. Acessado em 28 de março de 2013 em:
http://www.microwaves101.com/encyclopedia/waveguideconstruction.cfm
Processo de Fabricação do trecho reto do guia de onda – “Waveguide”. Acessado em
29 de março de2013 em: http://www.navy-radio.com/manuals/0101-1xx/0101_110-
13.pdf
The Origin of Waveguides*: A Case of Multiple Rediscovery (KARLE S. PACKARD,
SENIOR MEMBER, IEEE) – “IEEE Global History Network”. Acessado em 15 de Julho
de 2013 em: http://www.ieeeghn.org/wiki/images/8/86/MTT_Waveguide_History.pdf
O Que é Brasagem (AUGUSTO DE OLIVEIRA, GUILHERME) – “Brasagem”. Acessado
em 17 de Julho de 2013 em: http://www.ebah.com.br/content/ABAAAAr80AC/brasagem
Coleção de Tecnologia do Senai – “Infosolda, Livro Senai”. Acessado em 17 de Julho
de 2013 em: http://www.infosolda.com.br/biblioteca-digital/26-livros-senai.html
Fresamento (BORGES, MARCOS) – (Fresamento: “Conceito”). Acessado em 19 de
Julho de 2013 em: http://mmborges.com/processos/USINAGEM/FRESAMENTO.htm
Torno e o Processo de Torneamento (ROSA, LUIZ CARLOS) – (Oficina Mecânica Para
Automação). Acessado em 19 de Julho de 2013 em:

25
http://www2.sorocaba.unesp.br/professor/luizrosa/index_arquivos/OMA%20P1%20Torn
eamento.pdf
Processos de Fabricação por Usinagem (JOÃO DE SOUZA, ANDRÉ) – “Fundamentos
da Usinagem dos Materiais”. Acessado em 19 de Julho de 2013 em:
http://www.chasqueweb.ufrgs.br/~ajsouza/ApostilaUsinagem_Parte1.pdf
Superfícies Usinadas (Stoeterau, Rodrigo Lima) – “Eletroerosão”. Acessado em 19 de
julho de 2013 em:
http://www.poli.br/~afcm/OPERATRIZES%202%AA%20unid%20MOTA/Aula-26-U-
2007-1-eletroerosao.pdf
Eletromagnetismo Parte II (FONTANA, EDUARDO) – “Guias de Onda”. Acessado em
28 de julho de 2013 em:
http://www.ufpe.br/fontana/Eletromagnetismo2/EletromagnetismoWebParte02/mag2cap
10.htm
Ondas Guiadas (PISSOLATO FILHO, JOSÉ) – “Guias de Onda”. Acessado em 29 de
julho de 2013 em:
http://www.dsce.fee.unicamp.br/~pisso/Apostila%20Ondas%20Guiadas.pdf

26
Apêndice A: Memorial de Cálculo relativo aos dados expostos.
Nota: Vide Lista de Símbolos no início do relatório para melhor compreensão dos
cálculos realizados abaixo.
Cálculo da Rotação.
𝑉𝐶 =𝜋𝐷𝑛
1000[𝑚/𝑚𝑖𝑛]
𝑉𝐶 Foi consultado na tabela, para broca de aço rápido em desbaste de cobre. 65m/min
𝑉𝐶 = 65[𝑚/𝑚𝑖𝑛]
𝑛 =𝑉𝐶𝑥1000
𝜋𝐷[𝑟𝑝𝑚]
Diâmetro da Ferramenta: 5mm
∴
𝑛 =65𝑥1000
𝜋5 𝑟𝑝𝑚 = 4138,02 [𝑟𝑝𝑚]
Por limitações técnicas relacionadas às máquinas do laboratório de usinagem da
Fatec-SP, a rotação foi reduzida Para 600RPM.
𝑛 = 600 𝑟𝑝𝑚
Cálculo do Avanço e Velocidade do avanço
𝑉𝑓 = 𝐹𝑧 𝑥 𝑍 𝑥 𝑛

27
Avanço por dente, 𝐹𝑧 , retirado do livro: A. L. CASILLAS; MÁQUINAS:
FORMULÁRIO TÉCNICO; 3° Edição em português, 19881. Ed. Mestre Jou. Pag. 589.
Avanço em milímetros por dente para “fresa radial” e “Alumínio, magnésio e Latão
mole”.
𝐹𝑧 = 0,20𝑚𝑚
𝑍 = 4 𝐷𝑒𝑛𝑡𝑒𝑠
𝑉𝑓 = 0,20 𝑥 4 𝑥 600 = 480𝑚𝑚/𝑚𝑖𝑛
Cálculo do Tempo de Corte
𝑇𝑐 =𝑙
𝑉𝑓
1. Operação “1”
𝑇𝑐1 =177.9
480[𝑚𝑖𝑛] = 0.37𝑥60[𝑠]
𝑇𝑐1 = 22.2[𝑠]
2. Operação “2”
𝑇𝑐2 =50.8
480[𝑚𝑖𝑛] = 0.106𝑥60[𝑠]
𝑇𝑐2 = 6.36[𝑠]

28
3. Operação “3”
Tempo para cada furo:
𝑇𝐶𝑎𝑑𝑎 𝐹𝑢𝑟𝑜 =12,7
168 𝑚𝑖𝑛 = 0.07559𝑥60 𝑠
𝑇𝐶𝑎𝑑𝑎 𝐹𝑢𝑟𝑜 = 4,53 [𝑠]
Tempo para realizar os cinco furos:
𝑇𝑜3 = 22,67 [𝑠]
4. Operação “4”
𝑇𝑐4 =82.27
480 𝑚𝑖𝑛 = 0.172𝑥60[𝑠]
𝑇𝑐4 = 10.32[𝑠]