Embed Size (px)
Citation preview
CENTRO TECNOLÓGICO DA MARINHA EM SÃO PAULO
PROGRAMA INSTITUCIONAL DE BOLSAS DE INICIAÇÃO CIENTÍFICA - PIBIC
Processo 145547/2013-2
DESENVOLVIMENTO DE PROCESSOS DE
FABRICAÇÃO DE GUIAS DE ONDA WR-90
Aluno:
MARCUS VINICIUS RODRIGUES CATAN
Orientador:
Dr. CLÁUDIO COSTA MOTTA
2013
I
Índice
Índice de Tabelas II
Índice de Imagens III
Lista de Símbolos IV
1. Introdução 1
2. Materiais 5
3. Descrição do Processo de Fabricação do flange da Junta
Rotativa WR-90 6
4. Processos Envolvidos na Fabricação da Junta Rotativa WR-90 10
4.1. Torneamento 10
4.2. Fresamento 11
4.3. Eletroerosão 13
5. Conclusão 17
6. Bibliografia 19
II
Índice de Tabelas
Tab. 1. Processo de Fabricação: Flange da Junta Rotativa WR-90
6
III
Índice de Figuras
Figura 1 Junta Rotativa WR-90 1
Figura 2 Flange para Junta Rotativa WR-90 2
Figura 3 Operação 10 - Torneamento. 7
Figura 4 Operação 20 - Torneamento. 7
Figura 5 Operação 30 - Fresamento. 8
Figura 6 Operação 40 - Fresamento. 8
Figura 7 Operação 50 - Fresamento. 8
Figura 8 Operação 60 - Fresamento. 9
Figura 9 Operação 70 - Erosão. 9
Figura 10 Operação 80 - Erosão. 10
Figura 11 Operação de Torneamento A. 11
Figura 12 Operação de Torneamento B. 11
Figura 13 Operação de Fresamento A. 12
Figura 14 Operação de Fresamento B. 12
Figura 15 Operação de Fresamento C. 13
Figura 16 Processo de Eletroerosão A. 14
Figura 17 Processo de Eletroerosão B. 15
Figura 18 Processo de Eletroerosão C. 15
Figura 19 Processo de Eletroerosão D. 15
Figura 20 Processo de Eletroerosão E. 16
Figura 21 Processo de Eletroerosão F. 16
Figura 22 Eixos X, Y, U e V. 16
Figura 23 Operação de Eletroerosão A. 17
Figura 24 Operação de Eletroerosão B. 17
IV
Lista de Símbolos
Os valores das grandezas são fornecidos nas unidades padronizadas pelo Sistema
Internacional de unidades (S.I.).
[mm]
[mm]
[Adimensional]
[m/min]
[m/min]
[rpm]
[Nm]
[W]
[V]
[A]
[ ] – Adimensional
[ ] – Adimensional
[mm]
[s]
[mm]
1
1. Introdução
Segundo GlobalSpec, em tradução livre, Juntas Rotativas de guias de onda (WRJ -
Waveguide Rotary Joints) são componentes para guias de onda utilizados para transmitir energia
em forma de micro-ondas de linhas estacionárias para linhas rotativas. São também conhecidos
como acopladores rotativos e Juntas Rotativas de Frequência de Radio. Juntas rotativas de guias
de onda são constituídas de dois guias de onda de transição coaxial conectados por uma linha
coaxial. O WRJ pode rotacionar devido ao fato de que esta linha coaxial é circular, sem afetar a
performance.
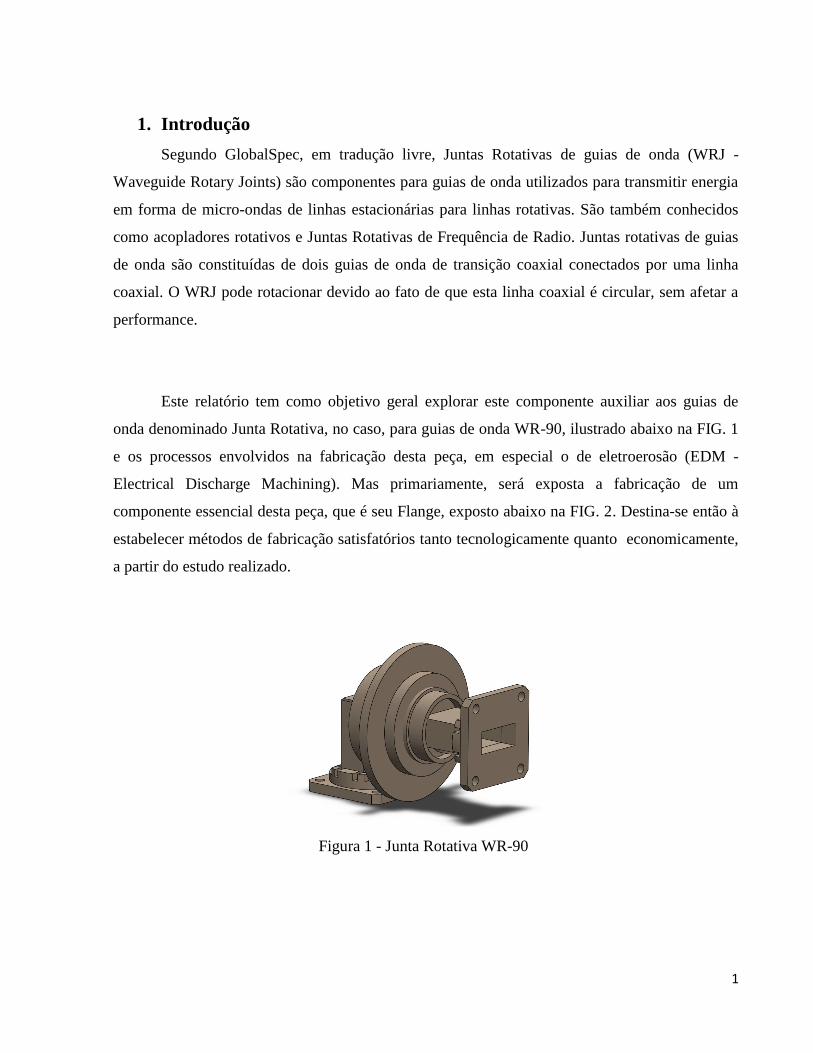
Este relatório tem como objetivo geral explorar este componente auxiliar aos guias de
onda denominado Junta Rotativa, no caso, para guias de onda WR-90, ilustrado abaixo na FIG. 1
e os processos envolvidos na fabricação desta peça, em especial o de eletroerosão (EDM -
Electrical Discharge Machining). Mas primariamente, será exposta a fabricação de um
componente essencial desta peça, que é seu Flange, exposto abaixo na FIG. 2. Destina-se então à
estabelecer métodos de fabricação satisfatórios tanto tecnologicamente quanto economicamente,
a partir do estudo realizado.
Figura 1 - Junta Rotativa WR-90

2
Figura 2 - Flange para Junta Rotativa WR-90
O processo de eletroerosão é utilizado para a usinagem do perfil interno de determinados
componentes da Junta Rotativa WR-90. Não é viável usinar tal perfil, com as tolerâncias
desejadas, utilizando máquinas convencionais. Perfil este que é intrínseco à funcionalidade destes
componentes, suas dimensões caracterizarão a gama de frequência onde é possível trabalhar com
esta Junta Rotativa (no caso da Junta Rotativa WR-90, a gama de frequência é determinada entre
8,2 e 12,4GHz).
Para fins de esclarecimento, abaixo seguem alguns conceitos intrinsecamente ligados à área
de usinagem, e que serão abordados mais adiante neste relatório:
Usinagem Mecânica: de acordo com a norma alemã DIN 8580: “Usinagem é um termo
que se aplica a todos os processos de fabricação onde ocorre a remoção de material sob a
forma de cavaco”.
Onde cavaco é a porção de material da peça retirada pela ferramenta. O processo
de usinagem é a remoção de material para conferir a forma desejada a uma determinada
peça.
Velocidade de Corte: a velocidade de corte está relacionada com o deslocamento da
ferramenta enquanto mantém contato com a peça e irá influenciar diretamente no
3
acabamento superficial da peça. Em outras palavras, calcula-se quanto de peça será
usinado pela ferramenta num determinado intervalo de tempo (“Velocidade de Corte”).
Operação de Fresamento: segundo Borges (2004, p. 3): “Consiste numa opera ão de
usinagem em que o metal é removido por uma ferramenta giratória – denominada fresa –
de múltiplos gumes cortantes. Cada gume remove uma pequena quantidade de metal em
cada revolução do eixo onde a ferramenta é fixada. A máquina ferramenta que realiza a
opera ão é denominada fresadora”.
As fresadoras mais comuns realizam, com a fresa, movimentos ao longo de três
eixos. E além de contar com uma série de modelos diferentes para processos específicos,
essa pode contar com dispositivos auxiliares para operações mais complexas que
necessitem, por exemplo, que a ferramenta seja inclinada num determinado ângulo, que a
mesa seja rotacionada, etc. (“Fresamento”).
Operação de Torneamento: segundo Carlos Rosa (1999, p. 2): “O processo que se
baseia no movimento da peça em torno de seu próprio eixo chama-se torneamento. O
torneamento é uma operação de usinagem que permite trabalhar peças cilíndricas movidas
por um movimento uniforme de rotação em torno de um eixo fixo”.
O torneamento ocorre também através de uma ferramenta de corte. Porém, no
torno, a ferramenta permanece estática durante o processo. Esta é devidamente
posicionada antes da ativação da máquina. O torno faz, então, a peça girar em torno de
seu próprio eixo e pode movimentá-la, na direção desse mesmo eixo (nos dois sentidos)
(“Torneamento”).
Operação de Eletro Erosão: segundo Stoeterau (2002, p. 3): “É um processo térmico de
fabricação caracterizado pela remoção de material consequente a sucessões de descargas
elétricas que ocorrem entre um eletrodo e uma pe a, através de um líquido dielétrico”.
Há dois tipos de máquinas de eletroerosão, a que gera descargas elétricas por meio
de penetração e a que gera descargas elétricas a fio. Entre estas duas máquinas, o processo
explorado neste relatório é o realizado pela máquina de eletroerosão a fio. Onde a
"ferramenta" da máquina é um fio metálico, geralmente de cobre ou latão (eletrodo). Este
4
fio metálico entrará em contato com a peça, com o sistema imerso num líquido dielétrico,
e as sucessivas descargas elétricas formam ao redor do eletrodo uma ponte iônica que faz
com que as partículas metálicas da peça naquela pequena região se desprendam da peça e
juntem-se ao líquido dielétrico. É um processo que permite trabalhar com tolerâncias
estreitas e geometrias complexas, porém possui um alto tempo de operação
(“Eletroerosão”).
Operação de Brasagem: segundo Augusto de Oliveira (2013), a operação de brasagem é
um processo térmico cuja finalidade é proporcionar a junção ou o revestimento de peças
e/ou materiais por meio de um metal de adição em fusão.
Este metal de adição geralmente apresenta temperatura de fusão superior a 450°C
(não é o caso, por exemplo, do estanho – material usado como metal de adição no
processo de brasagem descrito mais adiante neste relatório), mas inferior ao ponto de
fusão do metal base (metal que sofrerá o processo) (“Brasagem”).
Folha de Processo: a Folha de Processo é um documento contendo especificações
detalhadas sobre uma determinada operação, dispostos de forma simples para que o
entendimento seja fácil e não possa dar origem à uma peça diferente da planejada. O que
se pode encontrar numa folha de processo varia de uma folha para outra, os dados mais
encontrados são: a descrição do método ou, em outras palavras, como executar
determinada tarefa; a máquina à ser utilizada no processo; o nome de cada um dos
processos realizados durante a operação; os dispositivos auxiliares, ferramentas,
instrumentos de medição, etc. (“Folha de Processos”).
Blank: refere-se à quantidade de material necessária para a fabricação de uma única peça.
O Blank de uma peça fundida pode ser a quantidade de metal, em litros, que será utilizada
para fundir a peça, no caso de usinagem convencional, Blanks são barras, ou blocos, de
metal que serão necessários para realizar a fabricação da peça. ("Blank").
5
Este relatório está dividido em 6 seções, e estas estão organizadas da seguinte forma: na seção
1, Introdução, são definidos conceitos, visando criar uma base teórica, necessária para a
compreensão do relatório, encontra-se nesta seção também um breve resumo sobre o tema do
relatório; na seção 2, Materiais, há um breve resumo sobre quais os materiais mais utilizados na
fabricação dos guias de ondas, e o motivo; na seção 3, Descrição do Processo de Fabricação do
Flange da Junta Rotativa WR-90, o detalhamento do processo de fabricação utilizado na
fabricação do flange; a seção 4, Processos Envolvidos na Fabricação da Junta Rotativa WR-90,
foi subdividida em três subseções: 4.1, Torneamento, que contém uma breve explicação sobre o
papel do processo no método de fabricação da Junta Rotativa e a ilustração relacionando de fato a
utilização do processo na fabricação. 4.2, Fresamento, subseção onde está contida também uma
breve explicação sobre o papel deste processo e ilustrações relacionando a utilização deste no
método de fabricação estabelecido para a Junta Rotativa WR-90. 4.3, Eletroerosão, subseção que
trata sobre o processo de eletroerosão, mostrando, por etapas, como ocorre este processo, e
relacionando-o com o método estabelecido para fabricação da Junta Rotativa WR-90; na seção 5,
Conclusão, uma breve releitura do relatório, considerações finais e, por fim, o que se pôde
concluir dos experimentos realizados; na seção 6, Bibliografia, são colocadas as referências dos
livros e artigos utilizados na elaboração deste relatório.
6
2. Materiais
Os materiais escolhidos para realizar a fabricação da Junta Rotativa são os mesmos
escolhidos para a fabricação dos guias de onda, devido ao fato de que estas funcionam,
essencialmente, como guias de onda.
Os materiais usados na construção de guias de onda, são geralmente: bronze, cobre,
alumínio, prata ou qualquer metal que possua baixa resistividade. É possível também produzir
guias de onda a partir de materiais com alta resistividade, desde que, estes sejam posteriormente
chapeados, ou banhados por algum bom condutor. Em algumas aplicações é necessário banhar o
guia de onda com metais com a maior condutância possível, ou seja, prata, ouro e etc.
7
3. Descrição do Processo de Fabricação do Flange da Junta Rotativa
WR-90
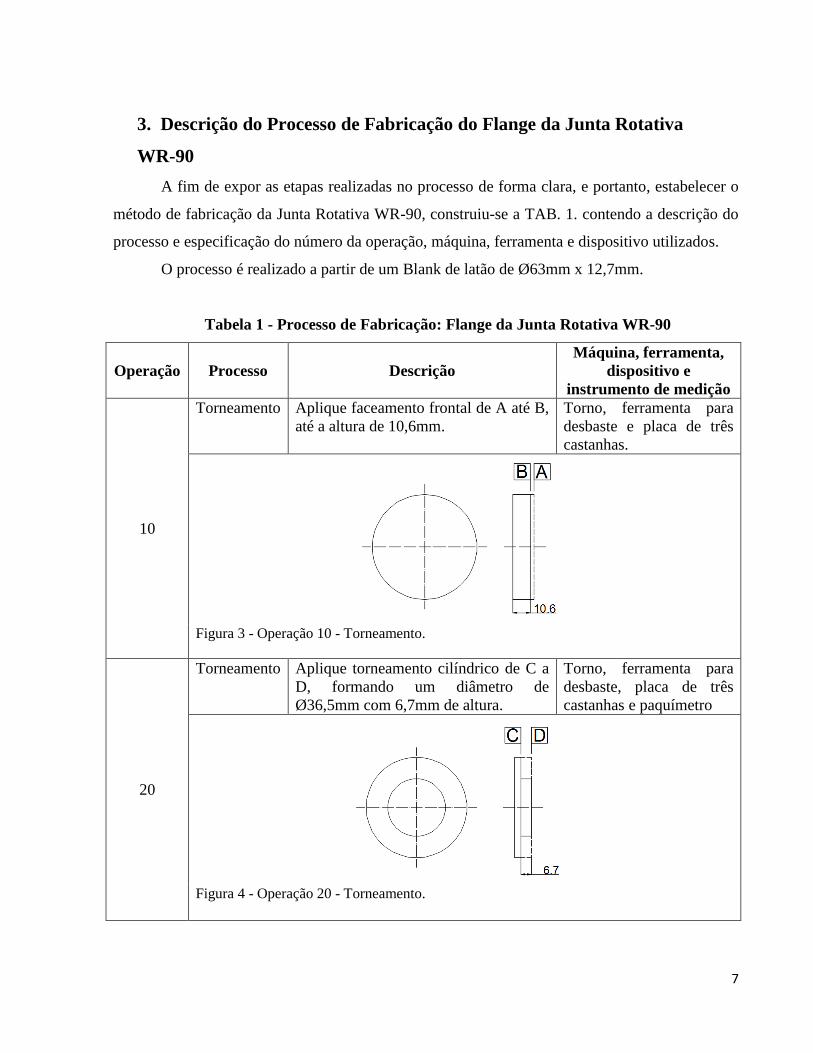
A fim de expor as etapas realizadas no processo de forma clara, e portanto, estabelecer o
método de fabricação da Junta Rotativa WR-90, construiu-se a TAB. 1. contendo a descrição do
processo e especificação do número da operação, máquina, ferramenta e dispositivo utilizados.
O processo é realizado a partir de um Blank de latão de Ø63mm x 12,7mm.
Tabela 1 - Processo de Fabricação: Flange da Junta Rotativa WR-90
Operação Processo Descrição
Máquina, ferramenta,
dispositivo e
instrumento de medição
10
Torneamento Aplique faceamento frontal de A até B,
até a altura de 10,6mm.
Torno, ferramenta para
desbaste e placa de três
castanhas.
Figura 3 - Operação 10 - Torneamento.
20
Torneamento Aplique torneamento cilíndrico de C a
D, formando um diâmetro de
Ø36,5mm com 6,7mm de altura.
Torno, ferramenta para
desbaste, placa de três
castanhas e paquímetro
Figura 4 - Operação 20 - Torneamento.
8
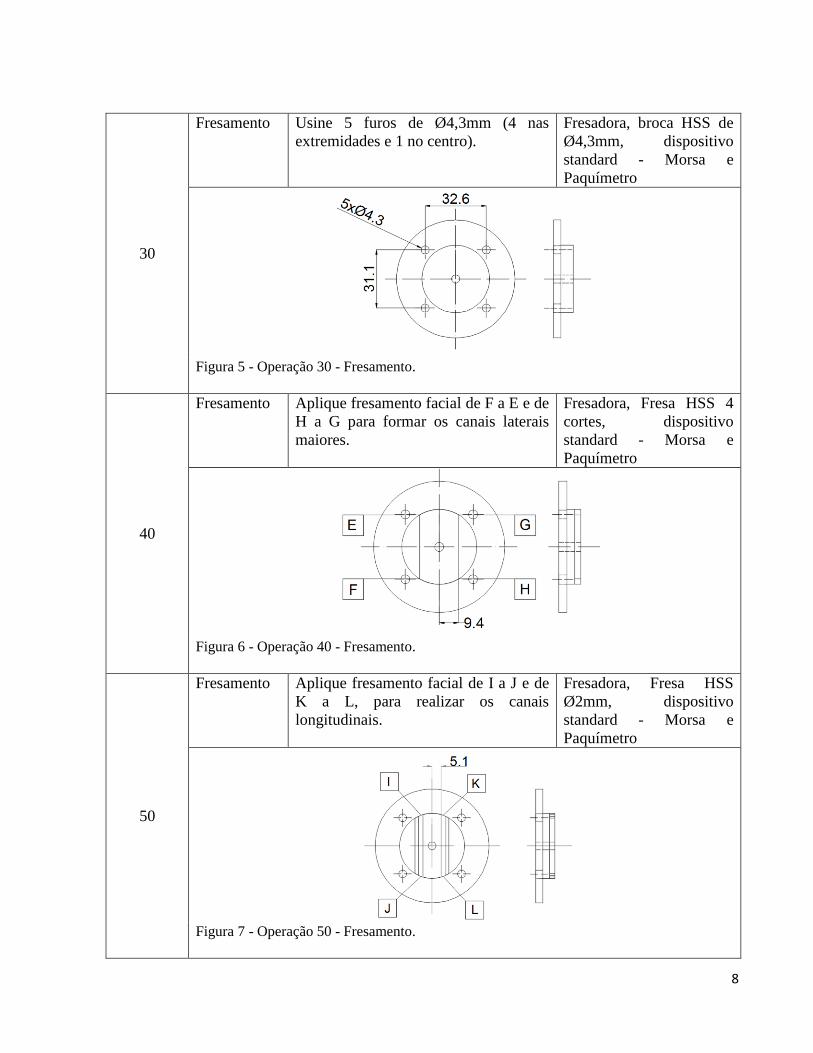
30
Fresamento Usine 5 furos de Ø4,3mm (4 nas
extremidades e 1 no centro).
Fresadora, broca HSS de
Ø4,3mm, dispositivo
standard - Morsa e
Paquímetro
Figura 5 - Operação 30 - Fresamento.
40
Fresamento Aplique fresamento facial de F a E e de
H a G para formar os canais laterais
maiores.
Fresadora, Fresa HSS 4
cortes, dispositivo
standard - Morsa e
Paquímetro
Figura 6 - Operação 40 - Fresamento.
50
Fresamento Aplique fresamento facial de I a J e de
K a L, para realizar os canais
longitudinais.
Fresadora, Fresa HSS
Ø2mm, dispositivo
standard - Morsa e
Paquímetro
Figura 7 - Operação 50 - Fresamento.
9
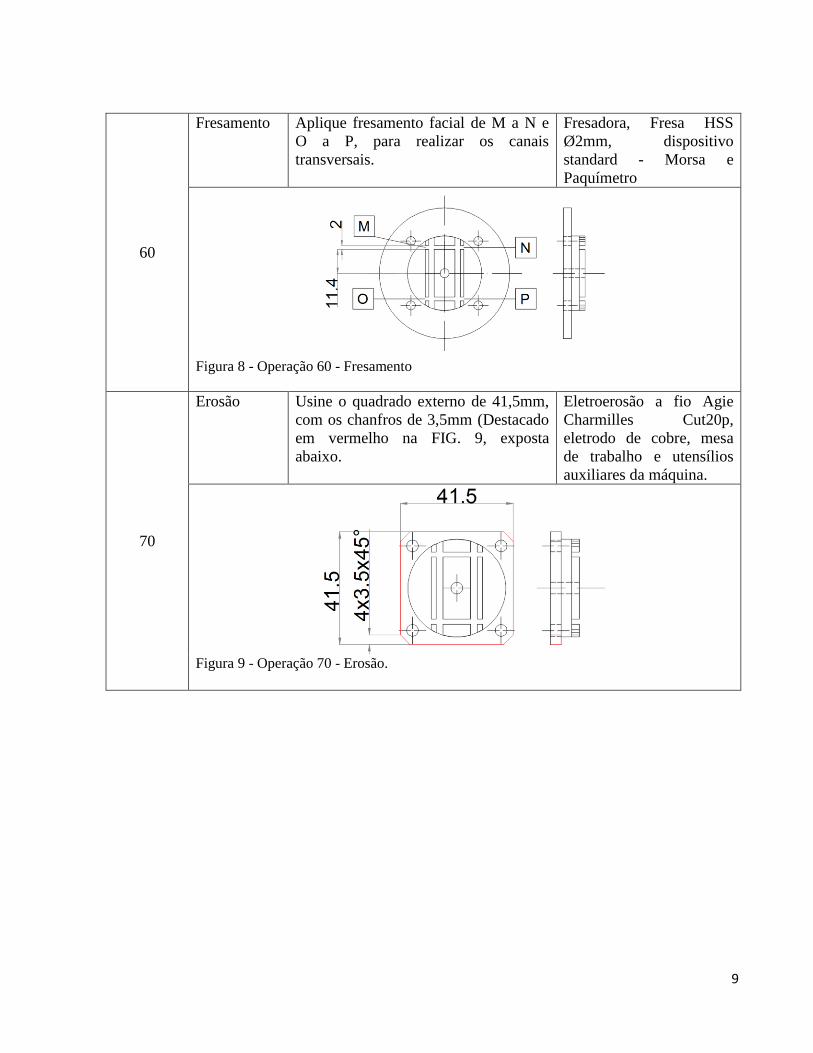
60
Fresamento Aplique fresamento facial de M a N e
O a P, para realizar os canais
transversais.
Fresadora, Fresa HSS
Ø2mm, dispositivo
standard - Morsa e
Paquímetro
Figura 8 - Operação 60 - Fresamento
70
Erosão Usine o quadrado externo de 41,5mm,
com os chanfros de 3,5mm (Destacado
em vermelho na FIG. 9, exposta
abaixo.
Eletroerosão a fio Agie
Charmilles Cut20p,
eletrodo de cobre, mesa
de trabalho e utensílios
auxiliares da máquina.
Figura 9 - Operação 70 - Erosão.
10
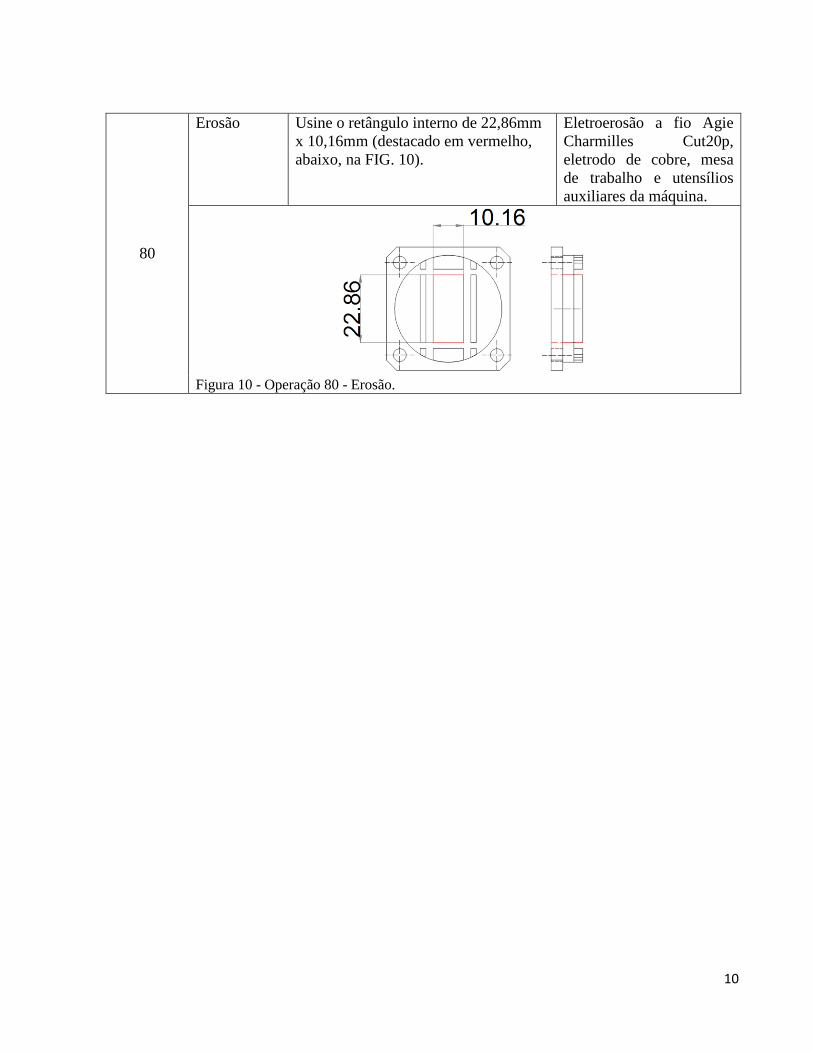
80
Erosão Usine o retângulo interno de 22,86mm
x 10,16mm (destacado em vermelho,
abaixo, na FIG. 10).
Eletroerosão a fio Agie
Charmilles Cut20p,
eletrodo de cobre, mesa
de trabalho e utensílios
auxiliares da máquina.
Figura 10 - Operação 80 - Erosão.
11
4. Processos Envolvidos na Fabricação da Junta Rotativa WR-90
Há três processos principais envolvidos na fabricação da Junta Rotativa WR-90. Este
tópico foi dividido para que fosse atribuído um tópico para cada processo, 4.1 - Torneamento, 4.2
- Fresamento e 4.3 - Eletroerosão.
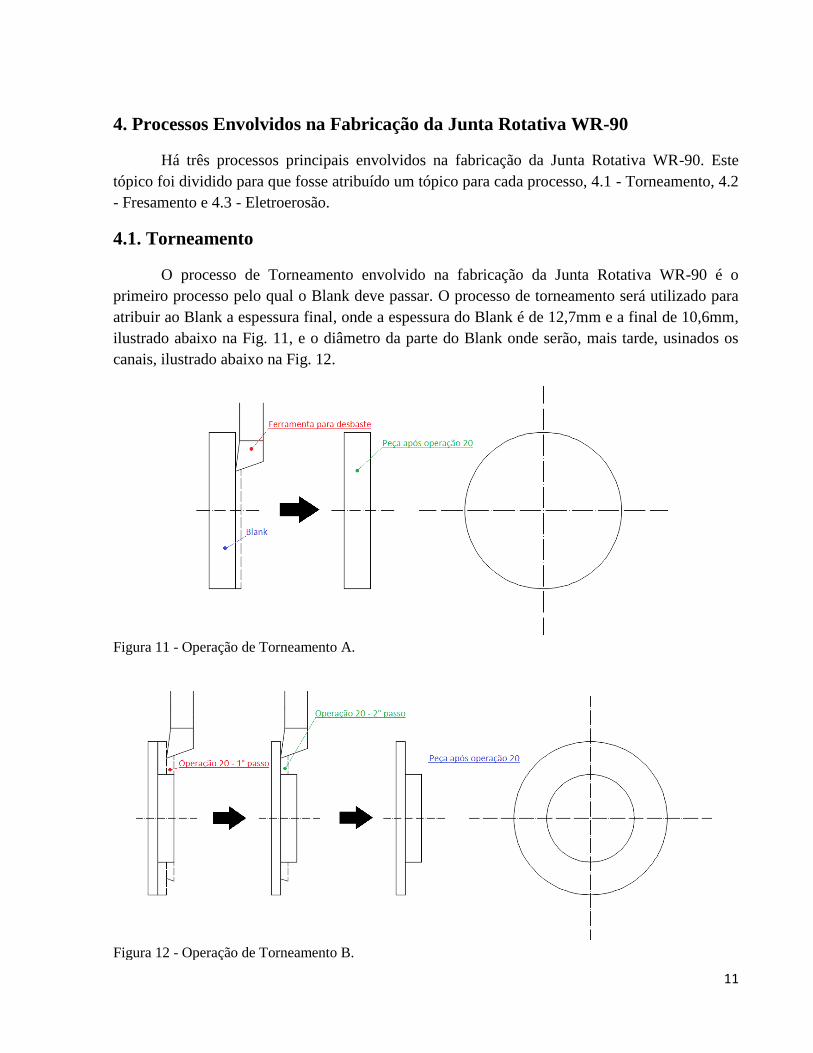
4.1. Torneamento
O processo de Torneamento envolvido na fabricação da Junta Rotativa WR-90 é o
primeiro processo pelo qual o Blank deve passar. O processo de torneamento será utilizado para
atribuir ao Blank a espessura final, onde a espessura do Blank é de 12,7mm e a final de 10,6mm,
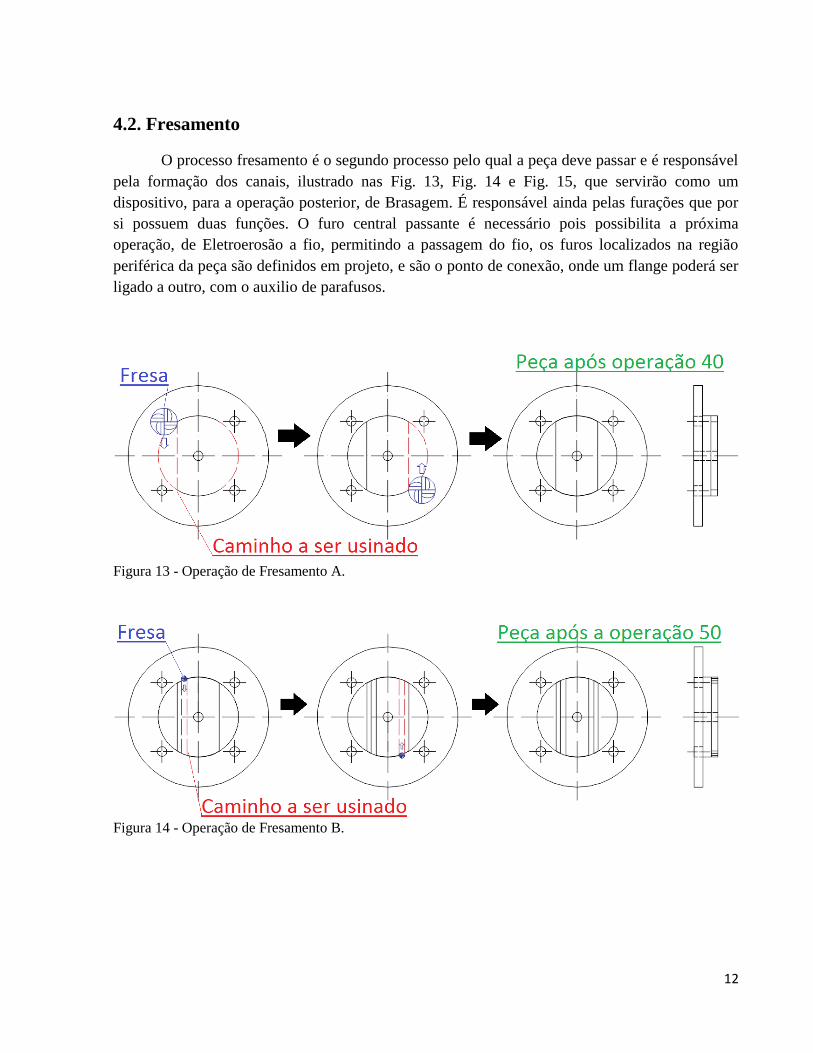
ilustrado abaixo na Fig. 11, e o diâmetro da parte do Blank onde serão, mais tarde, usinados os
canais, ilustrado abaixo na Fig. 12.
Figura 11 - Operação de Torneamento A.
Figura 12 - Operação de Torneamento B.
12
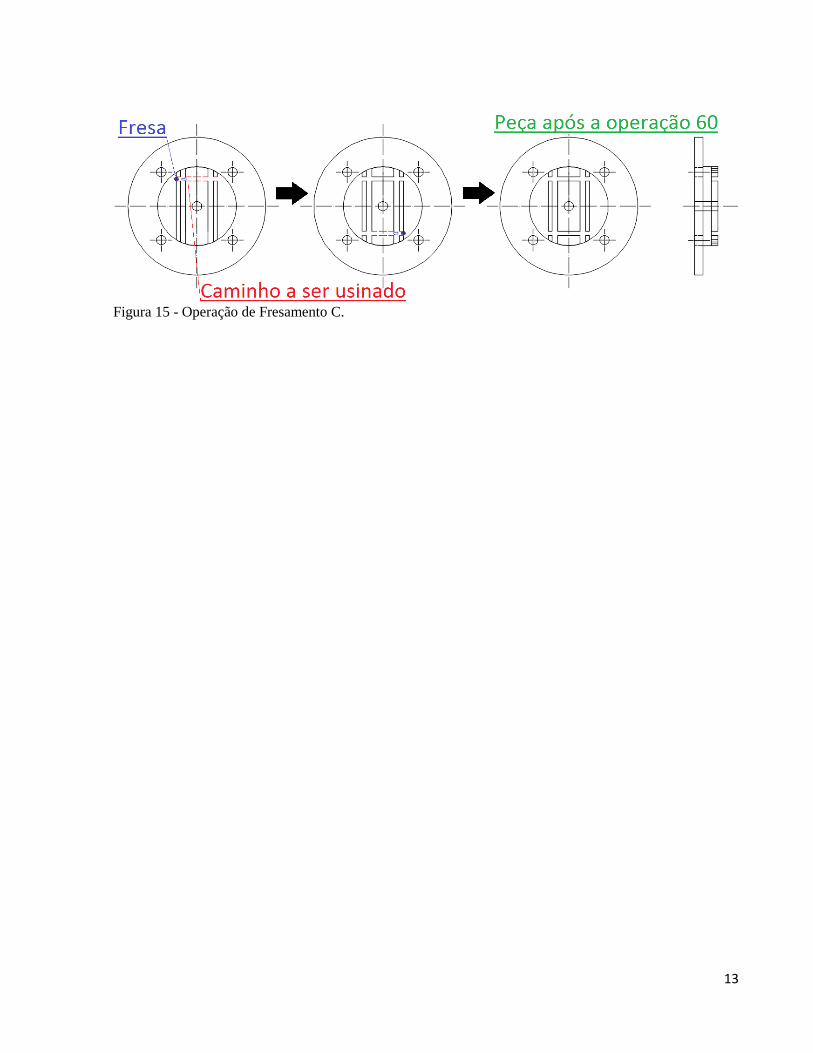
4.2. Fresamento
O processo fresamento é o segundo processo pelo qual a peça deve passar e é responsável
pela formação dos canais, ilustrado nas Fig. 13, Fig. 14 e Fig. 15, que servirão como um
dispositivo, para a operação posterior, de Brasagem. É responsável ainda pelas furações que por
si possuem duas funções. O furo central passante é necessário pois possibilita a próxima
operação, de Eletroerosão a fio, permitindo a passagem do fio, os furos localizados na região
periférica da peça são definidos em projeto, e são o ponto de conexão, onde um flange poderá ser
ligado a outro, com o auxilio de parafusos.
Figura 13 - Operação de Fresamento A.
Figura 14 - Operação de Fresamento B.
13
Figura 15 - Operação de Fresamento C.
14
4.3. Eletroerosão
Eletroerosão, ou EDM (Electric Discharge Machining), é um processo de usinagem que
consiste na remoção de material de um Blank utilizando descargas elétricas como meio de
usinagem. Esta técnica é caracterizada por sua habilidade de usinar todo tipo de material que
conduz eletricidade (metais, ligas, grafites, etc.) por mais duros que sejam. Porém, apesar de
usinar todo tipo de material que conduz eletricidade a máquina possui um pré-set que permite
apenas a usinagem de alguns metais e ligas.
Para usinar utilizando EDM é necessário um eletrodo, um Blank que conduza
eletricidade, líquido dielétrico (água da rede pública, ou óleo mineral, o propósito do dielétrico é
reduzir a temperatura na área da usinagem, remover partículas metálicas residuais e permitir a
criação de faíscas) e eletricidade.
O Blank e o eltrodo devem estar carregados eletricamente com polos opostos entre si,
faíscas são produzidas por um gerador de faíscas e então, em intervalos regulares, é criada uma
sucessão de crateras no Blank. Cada faísca produz temperatura entre 8000 e 12000°C. O tamanho
da cratera depende da energia transmitida pelo gerador de faíscas. O leque de faíscas varia de
poucos micra a 1mm.
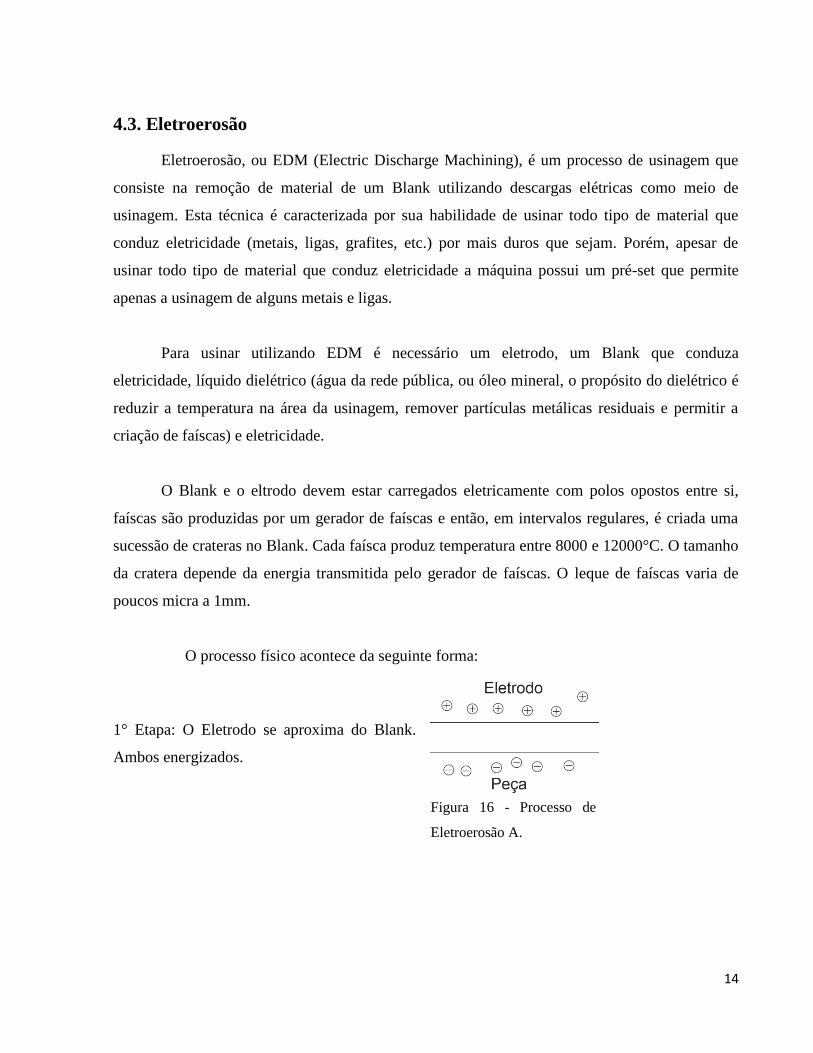
O processo físico acontece da seguinte forma:
1° Etapa: O Eletrodo se aproxima do Blank.
Ambos energizados.
Figura 16 - Processo de
Eletroerosão A.
15
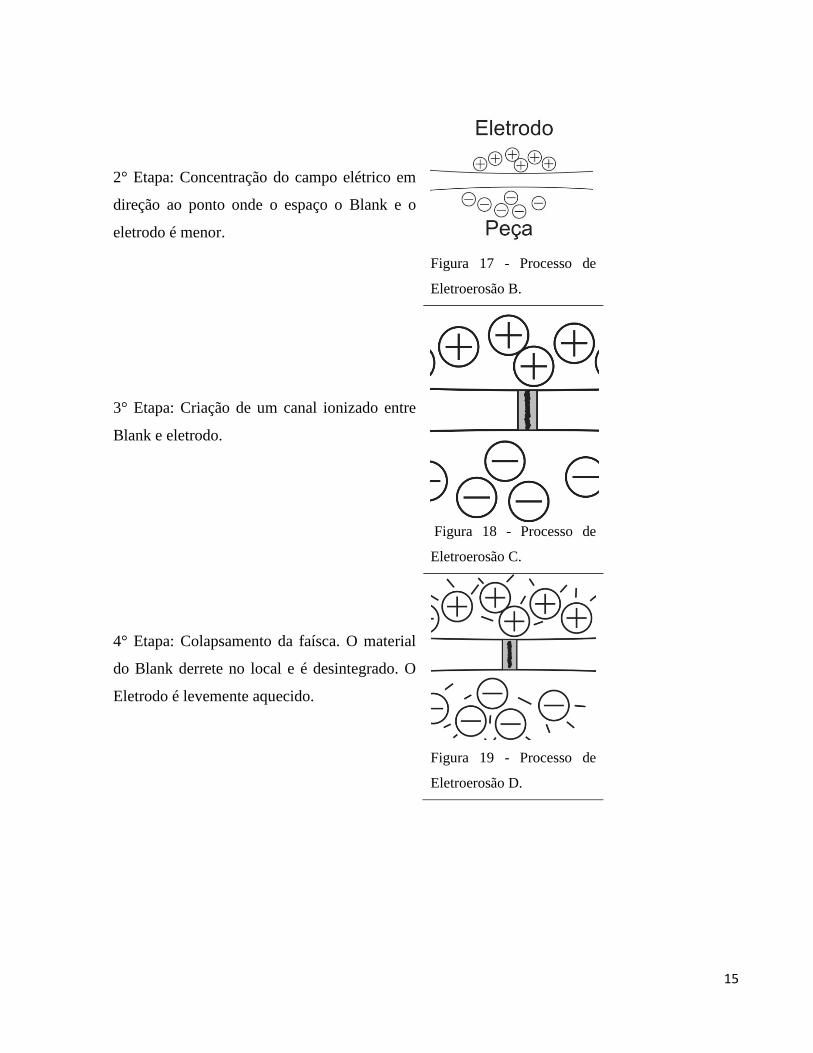
2° Etapa: Concentração do campo elétrico em
direção ao ponto onde o espaço o Blank e o
eletrodo é menor.
Figura 17 - Processo de
Eletroerosão B.
3° Etapa: Criação de um canal ionizado entre
Blank e eletrodo.
Figura 18 - Processo de
Eletroerosão C.
4° Etapa: Colapsamento da faísca. O material
do Blank derrete no local e é desintegrado. O
Eletrodo é levemente aquecido.
Figura 19 - Processo de
Eletroerosão D.
16
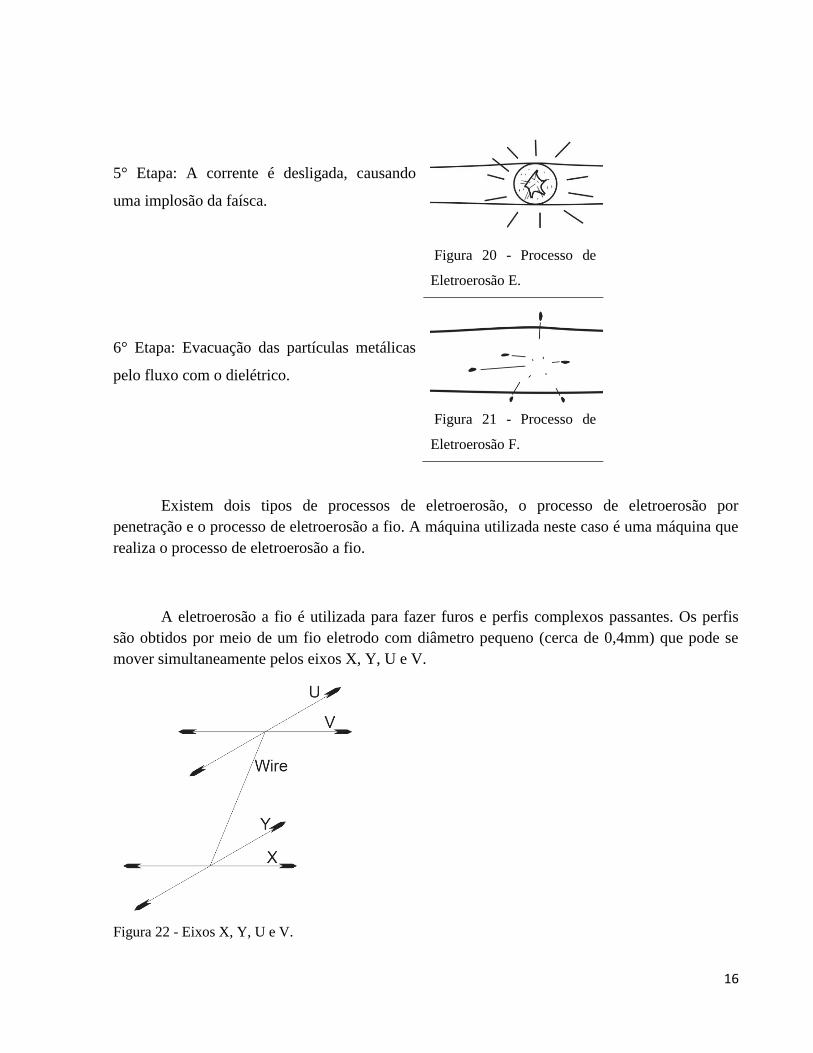
5° Etapa: A corrente é desligada, causando
uma implosão da faísca.
Figura 20 - Processo de
Eletroerosão E.
6° Etapa: Evacuação das partículas metálicas
pelo fluxo com o dielétrico.
Figura 21 - Processo de
Eletroerosão F.
Existem dois tipos de processos de eletroerosão, o processo de eletroerosão por
penetração e o processo de eletroerosão a fio. A máquina utilizada neste caso é uma máquina que
realiza o processo de eletroerosão a fio.
A eletroerosão a fio é utilizada para fazer furos e perfis complexos passantes. Os perfis
são obtidos por meio de um fio eletrodo com diâmetro pequeno (cerca de 0,4mm) que pode se
mover simultaneamente pelos eixos X, Y, U e V.
Figura 22 - Eixos X, Y, U e V.
17
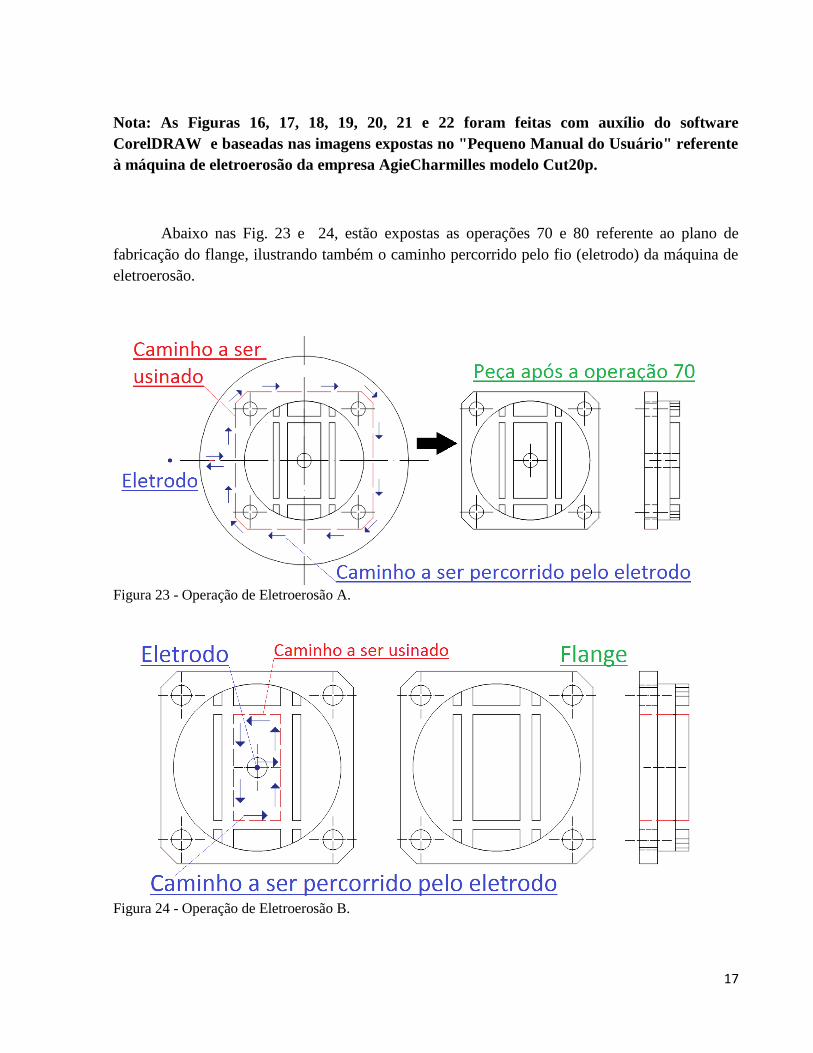
Nota: As Figuras 16, 17, 18, 19, 20, 21 e 22 foram feitas com auxílio do software
CorelDRAW e baseadas nas imagens expostas no "Pequeno Manual do Usuário" referente
à máquina de eletroerosão da empresa AgieCharmilles modelo Cut20p.
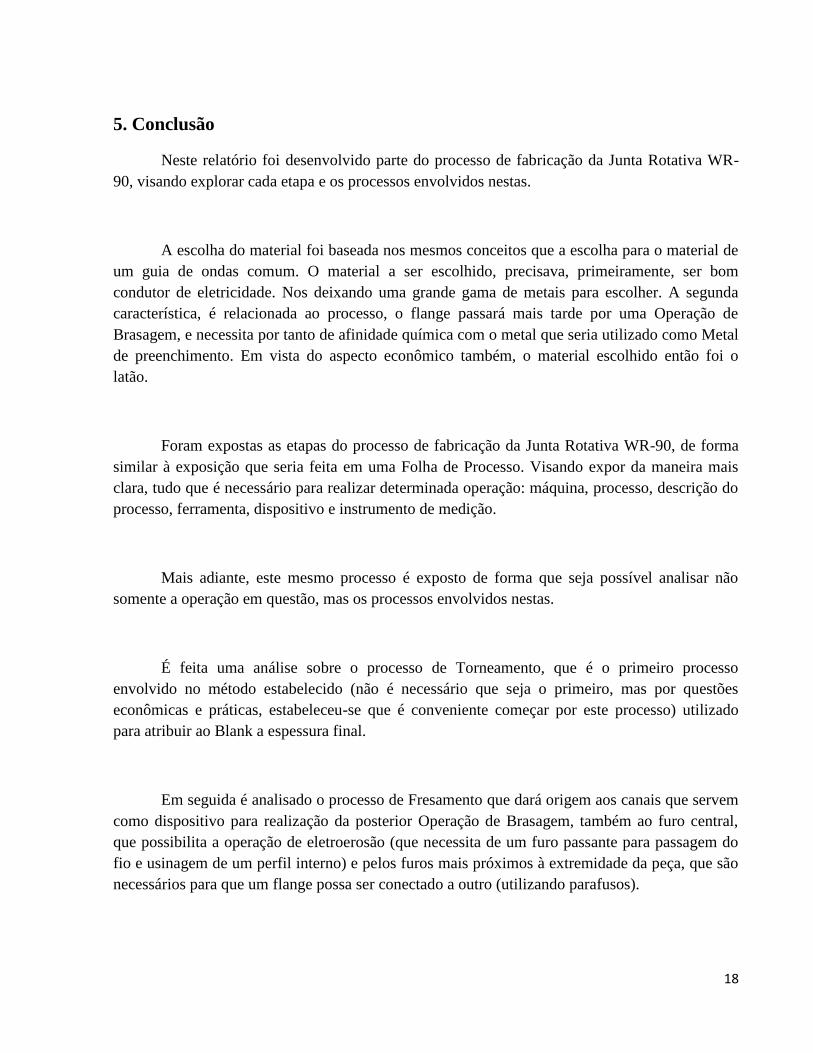
Abaixo nas Fig. 23 e 24, estão expostas as operações 70 e 80 referente ao plano de
fabricação do flange, ilustrando também o caminho percorrido pelo fio (eletrodo) da máquina de
eletroerosão.
Figura 23 - Operação de Eletroerosão A.
Figura 24 - Operação de Eletroerosão B.
18
5. Conclusão
Neste relatório foi desenvolvido parte do processo de fabricação da Junta Rotativa WR-
90, visando explorar cada etapa e os processos envolvidos nestas.
A escolha do material foi baseada nos mesmos conceitos que a escolha para o material de
um guia de ondas comum. O material a ser escolhido, precisava, primeiramente, ser bom
condutor de eletricidade. Nos deixando uma grande gama de metais para escolher. A segunda
característica, é relacionada ao processo, o flange passará mais tarde por uma Operação de
Brasagem, e necessita por tanto de afinidade química com o metal que seria utilizado como Metal
de preenchimento. Em vista do aspecto econômico também, o material escolhido então foi o
latão.
Foram expostas as etapas do processo de fabricação da Junta Rotativa WR-90, de forma
similar à exposição que seria feita em uma Folha de Processo. Visando expor da maneira mais
clara, tudo que é necessário para realizar determinada operação: máquina, processo, descrição do
processo, ferramenta, dispositivo e instrumento de medição.
Mais adiante, este mesmo processo é exposto de forma que seja possível analisar não
somente a operação em questão, mas os processos envolvidos nestas.
É feita uma análise sobre o processo de Torneamento, que é o primeiro processo
envolvido no método estabelecido (não é necessário que seja o primeiro, mas por questões
econômicas e práticas, estabeleceu-se que é conveniente começar por este processo) utilizado
para atribuir ao Blank a espessura final.
Em seguida é analisado o processo de Fresamento que dará origem aos canais que servem
como dispositivo para realização da posterior Operação de Brasagem, também ao furo central,
que possibilita a operação de eletroerosão (que necessita de um furo passante para passagem do
fio e usinagem de um perfil interno) e pelos furos mais próximos à extremidade da peça, que são
necessários para que um flange possa ser conectado a outro (utilizando parafusos).

19
Por fim, analisa-se o processo de Eletroerosão, que é a chave deste procedimento. A
presença do processo de Eletroerosão no método de fabricação do flange da Junta Rotativa WR-
90 é o que difere o este método de outro método convencional. Este tão importante processo, que
garante tolerâncias estreitas em perfis externos e internos, é o que permite a fabricação da Junta
Rotativa WR-90 garantindo a funcionalidade da peça. São também expostas as etapas de como
funciona o processo em si.
Pôde-se, portanto, verificar que o método adotado, pelos processos estabelecidos leva a
um resultado viável, satisfatório econômica e tecnologicamente.
20
6. Bibliografia
A. L. CASILLAS; Máquinas: Formulário Técnico; 19a Edição, Ed MESTRE JOU, 1961. P. 389-
401, 586-600.
FERRARESI, DINO; Máquinas Operatrizes de Usinagem: Fundamentos da usinagem dos
metais; Ed EESC/SEM, 1965. P. 54-67, 72-86.
O Que é Brasagem (AUGUSTO DE OLIVEIRA, GUILHERME) – “Brasagem”. Acessado em 12
de Junho de 2014 em: http://www.ebah.com.br/content/ABAAAAr80AC/brasagem
Construção de guias de onda, materiais - “waveguide construction, waveguide materials”.
Acessado em 15 de março de 2014 em:
http://www.microwaves101.com/encyclopedia/waveguideconstruction.cfm
Coleção de Tecnologia do Senai – “Infosolda, Livro Senai”. Acessado em 17 de Julho de 2013
em: http://www.infosolda.com.br/biblioteca-digital/26-livros-senai.html
Superfícies Usinadas (Stoeterau, Rodrigo Lima) – “Eletroerosão”. Acessado em 15 de mar o de
2014 em: http://www.poli.br/~afcm/OPERATRIZES%202%AA%20unid%20MOTA/Aula-26-U-
2007-1-eletroerosao.pdf
21
GlobalSpec - "RF Rotary Joints Information". Acessado em 13 de março de 2014 em:
http://www.globalspec.com/learnmore/networking_communication_equipment/rf_microwave_wi
reless_components/rf_rotary_joints
Merlinhawk Engineering - Rotary Joints - "Rotary Joints, Pedestals, Slip Rings, Waveguide
Switches". Acessado em 10 de março de 2014 em:
http://merlinhawkengineering.com/microwaveKevlin&Sivers.html