Embed Size (px)
Citation preview

Desenvolvimento de soluções de melhoria de desempenho
no sistema produtivo da Fenesteves através da aplicação
de conceitos de Produção Lean
Vasco Antunes Oliveira
Dissertação para obtenção do Grau de Mestre em
Engenharia Mecânica
Orientador: Prof. Paulo Miguel Nogueira Peças
Júri
Presidente: Prof. Rui Manuel dos Santos Oliveira Baptista
Orientador: Prof. Paulo Miguel Nogueira Peças
Vogais: Profª. Inês Esteves Ribeiro
Prof. Artur Jorge da Cunha Barreiros
Junho 2017

ii

iii
AGRADECIMENTOS
Antes de mais, gostaria de deixar um agradecimento especial ao Professor Paulo Peças pela
disponibilidade e a motivação que me foi prestando ao longo de todo o projeto. A sua contribuição foi,
sem sombra de dúvida, fundamental desde o primeiro rascunho.
Em seguida, ao Eng.º Hugo Esteves, à Dr.ª Raquel Esteves e aos restantes membros do
Departamento de Produção da empresa Fenesteves pela forma como me receberam e apoiaram
durante a execução deste trabalho.
Aproveito também para agradecer o apoio incondicional da família e, em particular, do André e
do meu avô Albano. Assim como os preciosos conselhos do Gabriel e do Zenha que, cada um à sua
maneira, contribuíram sempre com a sua amizade mesmo nos momentos mais difíceis.
E, por último, à Jane por todas as noites e todos os dias.

iv
RESUMO
A crescente competitividade do mercado global aliada ao défice de investimento a nível
nacional pressupõem, desde logo, a necessidade do setor industrial encontrar modelos práticos de
produção capazes de produzir cada vez mais, com melhor qualidade e o menor custo possível. Nesse
sentido, surge então a filosofia Lean Manufacturing visando a maximização da capacidade produtiva
através da eliminação de eventuais desperdícios, ou ineficiências, nos processos envolvidos.
Com base nas suas ferramentas e princípios fundamentais, é assim efetuado um diagnóstico
inicial aos 6 setores de construção de pavimentos flutuantes da empresa Fenesteves situada em
Portalegre. Recorrendo, note-se, a diversas metodologias de análise – entre as quais, o estudo dos
métodos e dos tempos – bem como cálculo de um indicador de desempenho bastante abrangente,
nomeadamente, o Overall Equipment Effectiveness (OEE).
De acordo com as várias perdas identificadas, são então propostas medidas de resolução
específicas para cada linha produtiva em sub-rendimento juntamente com os resultados da sua
implementação, algumas das quais apoiadas em métodos como o Kanban ou o Poka-Yoke. Abordagem
que, em última instância, contribui para uma melhoria significativa quer na eficiência do sistema
produtivo em estudo, quer no próprio valor dos produtos produzidos.
PALAVRAS-CHAVE: Lean Manufacturing; Overall Equipment Effectiveness; 5 Whys; Kanban; Poka-
Yoke; Gestão da Produção.

v
ABSTRACT
The increasing complexity of the global market combined with the national lack of investment
force the industrial sector to find new production models capable of producing more, with the highest
quality and at the lowest cost possible. This way, comes up the Lean Manufacturing philosophy aiming
to maximize the production capacity through the reduction of any waste, or inefficiencies, in the
processes involved.
According to its fundamental concepts, an early diagnosis is performed covering the 6 floating
floor’s production lines of Fenevestes company, which is located in Portalegre. The data used in this
analysis was collected using different approaches – for instance, the methods and times studies – as
well as a quite wide performance indicator: the Overall Equipment Effectiveness (OEE).
From the several types of waste identified, specific corrective measures are suggested for each
inefficient production line along with their implementation results, some of which are supported by
methods such as Kanban or Poka-Yoke. An approach that, ultimately, will increase significantly the
efficiency of Fenesteves’ production system and, above all, add value to the products produced.
KEYWORDS: Lean Manufacturing; Overall Equipment Effectiveness; 5 Whys; Kanban; Poka-Yoke;
Production Management.
vi
ÍNDICE
AGRADECIMENTOS ............................................................................................................................. III
RESUMO ................................................................................................................................................ IV
ABSTRACT ............................................................................................................................................. V
ÍNDICE DE FIGURAS .......................................................................................................................... VIII
ÍNDICE DE TABELAS ............................................................................................................................. X
ABREVIATURAS .................................................................................................................................... XI
1. INTRODUÇÃO................................................................................................................................. 1
2. REVISÃO BIBLIOGRÁFICA ............................................................................................................ 3
2.1. ENQUADRAMENTO HISTÓRICO ........................................................................................................ 3
2.2. LEAN MANUFACTURING .................................................................................................................. 4
2.3. KAIZEN – MELHORIA CONTÍNUA ...................................................................................................... 6
2.4. FERRAMENTAS E METODOLOGIAS LEAN .......................................................................................... 7
2.4.1. 5 WHYS ..................................................................................................................................... 8
2.4.2. POKA-YOKE ............................................................................................................................... 8
2.4.3. GESTÃO VISUAL ......................................................................................................................... 9
2.4.4. KANBAN .................................................................................................................................. 11
2.4.5. OEE ....................................................................................................................................... 12
3. CASO DE ESTUDO ...................................................................................................................... 15
3.1. OBJETIVOS .................................................................................................................................. 15
3.2. APRESENTAÇÃO DA EMPRESA ...................................................................................................... 15
3.3. METODOLOGIAS DE ANÁLISE ........................................................................................................ 17
3.3.1. ESTUDO DOS MÉTODOS ....................................................................................................... 19
3.3.2. ESTUDO DOS TEMPOS .......................................................................................................... 20
4. DIAGNÓSTICO.............................................................................................................................. 21
4.1. LAYOUTS ..................................................................................................................................... 21
4.1.1. CORTE (LP TICO-TICO) ............................................................................................................ 21
4.1.2. COLAGEM ................................................................................................................................ 22
4.1.2.1. COLAGEM MANUAL (LP 1)..................................................................................................... 23
4.1.2.2. COLAGEM AUTOMÁTICA (LP 2) ............................................................................................. 23
4.1.3. CALIBRAGEM (LP 3) ................................................................................................................. 24
4.1.4. ACABAMENTOS (LP 4) .............................................................................................................. 25
4.1.5. PERFILAGEM (LP 5) ................................................................................................................. 27
4.2. OEE ........................................................................................................................................... 27
4.2.1. PERDAS INDEPENDENTES DO TIPO DE PRODUÇÃO ...................................................................... 28
4.2.2. OEE CORRESPONDENTE A CADA LINHA PRODUTIVA ................................................................... 29
4.2.2.1. DISPONIBILIDADE ................................................................................................................. 29
4.2.2.2. PERFORMANCE .................................................................................................................... 32
4.2.2.3. QUALIDADE .......................................................................................................................... 35

vii
4.2.2.4. CÁLCULO E ANÁLISE DO OEE ............................................................................................... 36
4.2.3. ANÁLISE DAS PERDAS VERIFICADAS NO SISTEMA PRODUTIVO ...................................................... 37
4.2.3.1. PERDAS POR VELOCIDADE REDUZIDA NO SETOR DE COLAGEM MANUAL ................................... 39
4.2.3.2. PERDAS DE QUALIDADE NO SETOR DE ACABAMENTOS ............................................................ 41
4.2.3.3. PERDAS POR PARAGENS MECÂNICAS NO SETOR DE CALIBRAGEM ............................................ 42
4.2.3.4. CONTROLO E GESTÃO DA PRODUÇÃO .................................................................................... 44
5. SOLUÇÕES ................................................................................................................................... 46
5.1. MELHORIA DO TEMPO DE RESPOSTA DOS OPERADORES NA PRENSAGEM ......................................... 46
5.1.1. APLICAÇÃO DO KANBAN VISUAL ................................................................................................ 47
5.1.2. SISTEMA DE APOIO AO OPERADOR AUXILIAR .............................................................................. 48
5.1.3. NOVA DINÂMICA OPERACIONAL ................................................................................................. 48
5.1.4. RESULTADOS DA DINÂMICA OPERACIONAL PROPOSTA ................................................................ 50
5.2. PREVENÇÃO DE OBSTRUÇÕES NAS TUBAGENS DE ENVERNIZAMENTO .............................................. 51
5.2.1. SISTEMA DE FILTRAGEM PREVENTIVA POKA-YOKE ..................................................................... 51
5.2.2. RESULTADOS DO SISTEMA PREVENTIVO PROPOSTO ................................................................... 52
5.3. REDUÇÃO DO TEMPO DE MANUTENÇÃO DOS EQUIPAMENTOS DE CALIBRAGEM ................................. 53
5.3.1. CRIAÇÃO DE BALCÃO DE PEÇAS DE SUBSTITUIÇÃO ..................................................................... 53
5.3.2. IMPLEMENTAÇÃO DE PROCEDIMENTOS DE GESTÃO VISUAL ........................................................ 54
5.3.2.1 CATALOGAÇÃO DAS CINTAS ABRASIVAS DE SUBSTITUIÇÃO .......................................................... 54
5.3.2.2 INSPEÇÃO PERIÓDICA À CALIBRADORA ....................................................................................... 55
5.3.3. RESULTADOS DA MANUTENÇÃO PROPOSTA................................................................................ 56
5.4. CONTROLO EM REDE DA PRODUÇÃO (TRABALHO FUTURO) .............................................................. 57
5.4.1. SUGESTÃO DE KEY PERFORMANCE INDICATORS ........................................................................ 58
6. OEE’S FUTUROS ......................................................................................................................... 61
7. CONCLUSÕES ............................................................................................................................. 63
BIBLIOGRAFIA ...................................................................................................................................... 65
ANEXO A – ORÇAMENTO E ESPECIFICAÇÕES DO SISTEMA DE APOIO AO OPERADOR AUXILIAR .............................................................................................................................................. 67
ANEXO B – CATALOGAÇÃO DAS CINTAS ABRASIVAS UTILIZADAS NA MÁQUINA CALIBRADORA ..................................................................................................................................... 68

viii
ÍNDICE DE FIGURAS
FIGURA 1 - LINHA DE PRODUÇÃO EM SÉRIE DO MODELO T. ........................................................................... 3
FIGURA 2 - FASES DO CICLO PDCA [16]. .................................................................................................... 7
FIGURA 3 - EXEMPLO DA APLICAÇÃO DA FERRAMENTA '5 WHYS' [18]. ........................................................... 8
FIGURA 4 - EXEMPLO DA APLICAÇÃO DO POKA-YOKE AO CONTROLO DE POSIÇÃO DOS PRODUTOS NUMA LP
[21]. .................................................................................................................................................. 9
FIGURA 5 - EXEMPLO DA APLICAÇÃO DO POKA-YOKE AO FUNCIONAMENTO DA TOMADA DE 3 PINOS [21]. ........ 9
FIGURA 6 - MODO DE FUNCIONAMENTO DO SISTEM KANBAN [6]. ................................................................. 12
FIGURA 7 - REPRESENTAÇÃO TRIDIMENSIONAL DO OEE [25]. .................................................................... 13
FIGURA 8 - REPRESENTAÇÃO GRÁFICA DAS PERDAS CONTABILIZADAS NO OEE. .......................................... 13
FIGURA 9 - PRINCIPAIS PRODUTOS PRODUZIDOS PELA EMPRESA EM ESTUDO A) FENCORK B) FENWOOD. ...... 16
FIGURA 10 - FLUXOGRAMA DO SISTEMA OPERATIVO DA FENESTEVES. ........................................................ 17
FIGURA 11 - ARMAZÉM DE MATÉRIA-PRIMA DA FENESTEVES. ...................................................................... 18
FIGURA 12 - CÂMARA DE VÁCUO UTILIZADA NA SECAGEM DAS MADEIRAS. ................................................... 18
FIGURA 13 - FLUXO DE MATÉRIA-PRIMA NA ETAPA DE CONSTRUÇÃO DE PAVIMENTOS FLUTUANTES. .............. 18
FIGURA 14 - METODOLOGIA DE ANÁLISE E MELHORIA DO SISTEMA PRODUTIVO DA FENESTEVES. .................. 19
FIGURA 15 - REPRESENTAÇÃO DO SISTEMA PRODUTIVO DA FENESTEVES. .................................................. 21
FIGURA 16 - EQUIPAMENTOS UTILIZADOS NO SETOR DE CORTE (TICO-TICOS). ............................................ 22
FIGURA 17 - FLUXO DE MATERIAL AO LONGO DO PROCESSO DE CORTE. ...................................................... 22
FIGURA 18 - MÁQUINA COLADORA (À ESQUERDA) E PRENSAS (À DIREITA) UTILIZADAS NA LP 1. .................... 23
FIGURA 19 - FLUXO DE MATERIAL AO LONGO DO PROCESSO DE COLAGEM MANUAL. ..................................... 23
FIGURA 20 - CONFIGURAÇÃO REAL DA LINHA PRODUTIVA 2. ....................................................................... 24
FIGURA 21 - FLUXO DE MATERIAL AO LONGO DO PROCESSO DE COLAGEM AUTOMÁTICA. .............................. 24
FIGURA 22 - CONFIGURAÇÃO REAL DA LINHA PRODUTIVA 3. ....................................................................... 25
FIGURA 23 - FLUXO DE MATERIAL AO LONGO DO PROCESSO DE CALIBRAGEM. ............................................. 25
FIGURA 24 - CONFIGURAÇÃO REAL DA LINHA PRODUTIVA 4. ....................................................................... 26
FIGURA 25 - FLUXO DE MATERIAL AO LONGO DO PROCESSO DE ACABAMENTOS. .......................................... 26
FIGURA 26 - PERFILADORAS UTILIZADAS NA LINHA PRODUTIVA 5. ............................................................... 27
FIGURA 27 - FLUXO DE MATERIAL AO LONGO DO PROCESSO DE PERFILAGEM. .............................................. 27
FIGURA 28 - GRÁFICO DE IMPACTO DAS PERDAS IDENTIFICADAS NO OEE CORRESPONDENTE A CADA LINHA
PRODUTIVA. ..................................................................................................................................... 39
FIGURA 29 - APLICAÇÃO DO MÉTODO ’5 WHYS‘ PARA IDENTIFICAR A ROOT CAUSE DA REDUÇÃO DE
PERFORMANCE NA LP 1. .................................................................................................................. 40
FIGURA 30 - EXEMPLO DE LOTE EM ESPERA PARA ENTRAR NAS PRENSAS JÁ COM O AVISO LUMINOSO DE
CONCLUSÃO DA PRENSAGEM DO LOTE ANTERIOR ACESO (ASSINALADO A VERMELHO). ......................... 40
FIGURA 31 - APLICAÇÃO DO MÉTODO ’5 WHYS‘ PARA IDENTIFICAR A ROOT CAUSE DAS PERDAS DE QUALIDADE
NA LP 4. .......................................................................................................................................... 41
FIGURA 32 - MÁQUINA ENVERNIZADORA A) TUBAGENS DE ALIMENTAÇÃO B) ROLOS APLICADOR E DOSEADOR
DE VERNIZ. ...................................................................................................................................... 42
ix
FIGURA 33 - APLICAÇÃO DO MÉTODO ’5 WHYS‘ PARA OBTER A ROOT CAUSE DAS PERDAS POR PARAGENS
MECÂNICAS NA LP 3. ........................................................................................................................ 43
FIGURA 34 - EXEMPLO DA SUBSTITUIÇÃO DE UMA DAS CINTAS ABRASIVAS DA CALIBRADORA. ....................... 43
FIGURA 35 - LEAD TIME DE EXPEDIÇÃO DE 15 ENCOMENDAS ALEATÓRIAS NO PERÍODO DE 2016/2017. ........ 45
FIGURA 36 - REPRESENTAÇÃO DO LOCAL DE APLICAÇÃO DO KANBAN VISUAL NA LP 1. ................................ 47
FIGURA 37 - EXEMPLO DE MESA ELEVATÓRIA MÓVEL COM TAPETE DE ROLOS INCORPORADO (TESOURA
SIMPLES). ........................................................................................................................................ 48
FIGURA 38 - REPRESENTAÇÃO DA NOVA DINÂMICA OPERACIONAL NA LP 1. ................................................. 49
FIGURA 39 - EXEMPLOS DE FILTROS TIPO Y A) AÇO FORJADO (ROSCA NPT/BSP) B) PVC (NÃO ROSCADO). . 51
FIGURA 40 - FUNCIONAMENTO DO FILTRO TIPO Y OU VÁLVULA ANGULAR [27]. ............................................. 52
FIGURA 41 - EXEMPLO DE BALCÃO IMPROVISADO NA LP 3 PARA O FORNECIMENTO DE CINTAS ABRASIVAS. ... 54
FIGURA 42 - ETIQUETA DE CATALOGAÇÃO DE UMA DAS CINTAS ABRASIVAS DEVIDAMENTE LEGENDADA. ........ 55
FIGURA 43 - ETIQUETA INDICATIVA DE EQUIPAMENTO INSPECIONADO. ......................................................... 55
FIGURA 44 - ETIQUETA INDICATIVA DE EQUIPAMENTO NÃO INSPECIONADO................................................... 56
FIGURA 45 - ANALOGIA DA CEBOLA PARA A OBTENÇÃO DE KPI'S [29]. ......................................................... 58
FIGURA 46 - EXEMPLO DE QUADRO DE GESTÃO VISUAL PARA MONITORIZAÇÃO DE KPI’S. ............................ 60
FIGURA 47 - ESPECIFICAÇÕES DO EQUIPAMENTO SUGERIDO. ..................................................................... 67
FIGURA 48 - ETIQUETAS DE CATALOGAÇÃO DAS CINTAS ABRASIVAS UTILIZADAS NA MÁQUINA CALIBRADORA
POR ORDEM DECRESCENTE DE TAMANHO DO GRÃO. ........................................................................... 68
FIGURA 49 - ETIQUETAS DE CATALOGAÇÃO DAS CINTAS ABRASIVAS UTILIZADAS NA MÁQUINA CALIBRADORA
POR ORDEM DECRESCENTE DE TAMANHO DO GRÃO (CONTINUAÇÃO). .................................................. 69
x
ÍNDICE DE TABELAS
TABELA 1 - ANÁLISE COMPARATIVA ENTRE AS PRODUÇÕES EM MASSA E LEAN [5]. ......................................... 4
TABELA 2 - PRINCIPAIS EXEMPLOS DE SISTEMAS DE GESTÃO VISUAL [22]. .................................................. 11
TABELA 3 - DISTRIBUIÇÃO EM FAMÍLIAS DE PRODUTOS EFETUADA NO SETOR DE COLAGEM. .......................... 22
TABELA 4 - RESULTADOS DAS EQUAÇÕES (2), (3), (4), (5) E (6).................................................................. 29
TABELA 5 - TEMPO TOTAL CONTABILIZADO EM CADA LINHA PRODUTIVA COM BASE NA EQUAÇÃO (7). ............. 29
TABELA 6 – TEMPOS PROGRAMADOS CONTABILIZADOS ATRAVÉS DAS EQUAÇÕES (9), (10) E (11). ............... 30
TABELA 7 – TEMPO DE PRODUÇÃO TEÓRICO CALCULADO PARA CADA LINHA PRODUTIVA COM BASE NAS
EQUAÇÕES (12) E (13). .................................................................................................................... 31
TABELA 8 - PERCENTAGENS DAS PARAGENS IDENTIFICADAS EM CADA LINHA PRODUTIVA.............................. 31
TABELA 9 - TEMPO DE PRODUÇÃO OBTIDO ATRAVÉS DAS EQUAÇÕES (14) E (15)......................................... 32
TABELA 10 - DISPONIBILIDADE OBTIDA ATRAVÉS DA EQUAÇÃO (8). .............................................................. 32
TABELA 11 - PRODUÇÃO TEÓRICA CALCULADA PARA CADA LINHA PRODUTIVA ATRAVÉS DAS EQUAÇÕES (16) E
(17). ............................................................................................................................................... 33
TABELA 12 - PRODUÇÃO TEÓRICA COM ATENUAÇÃO HUMANA OBTIDA PARA CADA LINHA PRODUTIVA. .......... 34
TABELA 13 - PRODUÇÃO REAL CONTABILIZADA EM CADA LINHA PRODUTIVA SEGUNDO A EQUAÇÃO (20). ....... 34
TABELA 14 - PERFORMANCE OBTIDA ATRAVÉS DA EQUAÇÃO (16). .............................................................. 35
TABELA 15 - QUANTIDADES TEÓRICAS DE PRODUÇÃO EM CADA LINHA PRODUTIVA. ...................................... 35
TABELA 16 - QUANTIDADES REAIS DE PRODUÇÃO EM CADA LINHA PRODUTIVA. ............................................ 36
TABELA 17 - QUALIDADE OBTIDA ATRAVÉS DA EQUAÇÃO (21). .................................................................... 36
TABELA 18 - OEE’S OBTIDOS PARA CADA LINHA PRODUTIVA ATRAVÉS DA EQUAÇÃO (22). ............................ 36
TABELA 19 - PRINCIPAIS PARAGENS VERFICADAS EM CADA LINHA PRODUTIVA. ............................................ 38
TABELA 20 - SÍNTESE DAS MEDIDAS DE MELHORIA EM ANÁLISE. .................................................................. 46
TABELA 21 - NÚMERO DE KANBANS OBTIDO ATRAVÉS DA EQUAÇÃO (23). .................................................... 47
TABELA 22 - DISTRIBUIÇÃO OPERACIONAL DA NOVA DINÂMICA DE TRABALHO NA LP 1. ................................. 49
TABELA 23 - IMPACTO ESTIMADO DA NOVA DINÂMICA OPERACIONAL NO TEMPO DE REPOSIÇÃO DE LOTES
PRENSADOS. .................................................................................................................................... 50
TABELA 24 - IMPACTO ESTIMADO DA NOVA DINÂMICA OPERACIONAL NAS PARAGENS HUMANAS. ................... 50
TABELA 25 - IMPACTO ESTIMADO DO SISTEMA PREVENTIVO POKA-YOKE NAS PERDAS DE QUALIDADE. .......... 53
TABELA 26 - IMPACTO ESTIMADO DAS MEDIDAS DE MANUTENÇÃO PREVENTIVA NAS PARAGENS MECÂNICAS. 56
TABELA 27 - KRI'S SUGERIDOS PARA O CASO PARTICULAR DA EMPRESA FENESTEVES. ................................ 59
TABELA 28 - KPI'S SUGERIDOS PARA O CASO PARTICULAR DA EMPRESA FENESTEVES. ................................ 59
TABELA 29 - DISPONIBILIDADE OBTIDA COM A IMPLEMENTAÇÃO DAS SOLUÇÕES PROPOSTAS NO CAPÍTULO 5. 61
TABELA 30 - PERFORMANCE OBTIDA COM A IMPLEMENTAÇÃO DAS SOLUÇÕES PROPOSTAS NO CAPÍTULO 5. .. 61
TABELA 31 - QUALIDADE OBTIDA COM A IMPLEMENTAÇÃO DAS SOLUÇÕES PROPOSTAS NO CAPÍTULO 5. ........ 62
TABELA 32 - OEE’S OBTIDOS COM A IMPLEMENTAÇÃO DAS SOLUÇÕES PROPOSTAS NO CAPÍTULO 5. ............ 62

xi
ABREVIATURAS
OEE – Overall Equipment Effectiveness
TQM – Total Quality Management
TPS – Toyota Production System
JIT – Just-in-Time
KPI – Key Performance Indicator
WIP – Work-in-Process
CMT – Cadência Máxima Teórica
CT – Cadência Teórica
CR – Cadência Real
MP – Matéria-Prima
LP – Linha Produtiva

xii

1
1. INTRODUÇÃO
A crescente competitividade do mercado global aliada ao défice de investimento a nível
nacional pressupõem, desde logo, a necessidade do setor industrial encontrar modelos práticos de
reorganização da produção ajustados a tamanhas exigências. Promovendo, assim, a implementação
rápida e eficiente de sistemas produtivos capazes de produzir cada vez mais, com melhor qualidade e
o menor custo possível.
É precisamente neste âmbito que surge então a filosofia Lean Manufacturing de forma a
proporcionar, sustentadamente, melhorias contínuas e significativas para qualquer tipo de organização
relacionada com a produção de bens ou a execução de serviços. Melhorias essas que, tal como
circunscrevem os princípios fundamentais Lean, permitem assim a maximização do desempenho e,
sobretudo, da capacidade produtiva através da eliminação de eventuais desperdícios, ou ineficiências,
nos processos envolvidos.
Nesse sentido, o propósito da presente dissertação assenta na aplicação das ferramentas
fundamentais da filosofia Lean Manufacturing ao caso particular da unidade industrial da empresa
Fenesteves que, sediada em Portalegre, se dedica ao fabrico de pavimentos em madeira colados e
flutuantes. Visando, deste modo, a melhoria tanto da eficiência global como do próprio valor
acrescentado dos produtos produzidos nos 6 setores de construção de pavimentos flutuantes em
estudo, nomeadamente, o corte, as colagens manual e automática, os acabamentos, a calibragem e,
ainda, a perfilagem.
Após um enquadramento teórico inicial do setor industrial até ao aparecimento da filosofia Lean
Manufacturing (capítulo 2), procede-se então à apresentação quer do sistema produtivo em evidência,
quer das diversas metodologias de recolha e análise de dados adotadas no curso da presente
dissertação (capítulo 3), entre as quais, o estudo dos métodos e o estudo dos tempos. Seguindo-se,
no capítulo 4, a caracterização do seu funcionamento atual com recurso ao cálculo de um indicador de
desempenho bastante abrangente, isto é, o Overall Equipment Effectiveness (OEE). Visto que este
indicador permite efetuar tanto uma análise comparativa do desempenho dos diversos setores
produtivos face ao seu potencial máximo, como a verificação de eventuais medidas de melhoria para o
seu funcionamento.
De acordo com as várias perdas de produtividade identificadas e a respetiva análise de causas
através do método ‘5 Whys’, são posteriormente desenvolvidas medidas de resolução adequadas aos
setores produtivos em défice de desempenho (capítulo 5), algumas das quais apoiadas em métodos
como o Kanban, o Poka-Yoke ou mesmo a Gestão Visual. Em conjunto, note-se, com a avaliação do
seu impacto no OEE correspondente ao funcionamento atual de cada setor e, ainda, a sugestão de
alguns indicadores de gestão da produção para implementação futura no sistema produtivo em estudo,
designadamente, os Key Performance Indicators (KPI’s).

2
Em consequência das medidas de melhoria desenvolvidas, o capítulo 6 consiste portanto no
cálculo do novo OEE correspondente a cada um dos setores produtivos intervencionados. Procedendo-
se, finalmente, à apresentação das principais conclusões da presente dissertação (capítulo 7), assim
como dos vários documentos anexos que contribuíram para a realização da mesma.

3
2. REVISÃO BIBLIOGRÁFICA
Tendo em conta a sua relevância para o presente estudo, importa efetuar nos pontos seguintes
um enquadramento histórico do setor industrial desde os seus primórdios até à introdução da filosofia
Lean Manufacturing. Culminando, note-se, na apresentação final das principais ferramentas e
metodologias Lean utilizadas ao longo deste projeto de acordo, claro, com as diversas referências
bibliográficas consultadas.
2.1. ENQUADRAMENTO HISTÓRICO
Embora a origem dos processos de produção seja frequentemente associada à época das
grandes construções artesanais gregas, egípcias ou mesmo romanas, o termo indústria ganhou apenas
significado no final do século XVIII com a revolução industrial e, claro, a introdução da máquina a vapor.
Inaugurando, deste modo, uma era de forte prosperidade económica e um aumento significativo das
condições de vida da sociedade civil que, com os seus pontos altos e baixos, vigora até aos dias de
hoje [1] [2].
No início do século XX, o fundador da Ford Motor Company, Henry Ford, concebeu então a
primeira linha de montagem do Modelo T (Figura 1) com base no seu novo sistema de produção em
massa, ou em série, face às crescentes necessidades do mercado. Sistema esse que, a partir da
modesta fábrica da Ford em Highland Park, tornou-se um marco de referência mundial não só para o
setor industrial, como também para o próprio pensamento moderno. Visando, note-se, a produção do
maior número de produtos possível, com um design simples e, sobretudo, ao custo mais reduzido [3].
Figura 1 - Linha de produção em série do Modelo T.
Ainda assim, o sistema de produção em massa introduzido por Henry Ford apresentava
algumas falhas, entre as quais, a sua incapacidade de produção de produtos diversificados. Facto que
levou Taiichi Ohno, engenheiro chefe da Toyota Motors Company, ao desenvolvimento de um novo
4
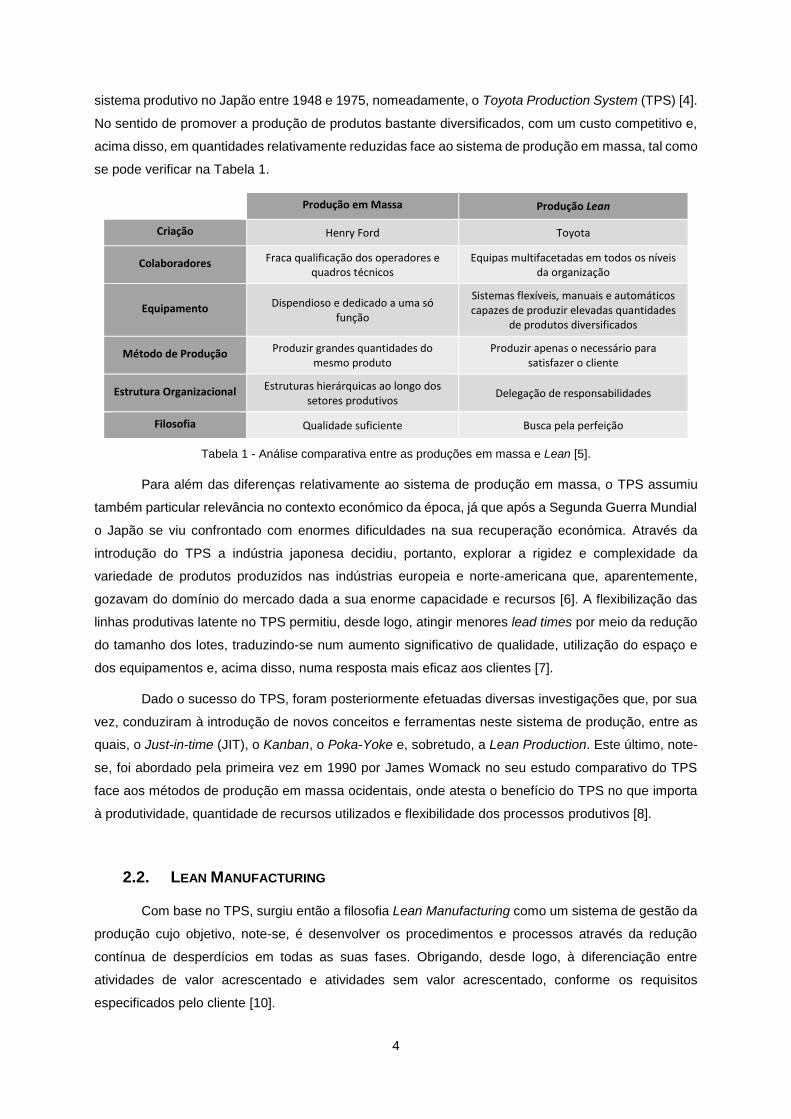
sistema produtivo no Japão entre 1948 e 1975, nomeadamente, o Toyota Production System (TPS) [4].
No sentido de promover a produção de produtos bastante diversificados, com um custo competitivo e,
acima disso, em quantidades relativamente reduzidas face ao sistema de produção em massa, tal como
se pode verificar na Tabela 1.
Produção em Massa Produção Lean
Criação Henry Ford Toyota
Colaboradores Fraca qualificação dos operadores e quadros técnicos
Equipas multifacetadas em todos os níveis da organização
Equipamento Dispendioso e dedicado a uma só função
Sistemas flexíveis, manuais e automáticos capazes de produzir elevadas quantidades
de produtos diversificados
Método de Produção Produzir grandes quantidades do mesmo produto
Produzir apenas o necessário para satisfazer o cliente
Estrutura Organizacional Estruturas hierárquicas ao longo dos setores produtivos
Delegação de responsabilidades
Filosofia Qualidade suficiente Busca pela perfeição
Tabela 1 - Análise comparativa entre as produções em massa e Lean [5].
Para além das diferenças relativamente ao sistema de produção em massa, o TPS assumiu
também particular relevância no contexto económico da época, já que após a Segunda Guerra Mundial
o Japão se viu confrontado com enormes dificuldades na sua recuperação económica. Através da
introdução do TPS a indústria japonesa decidiu, portanto, explorar a rigidez e complexidade da
variedade de produtos produzidos nas indústrias europeia e norte-americana que, aparentemente,
gozavam do domínio do mercado dada a sua enorme capacidade e recursos [6]. A flexibilização das
linhas produtivas latente no TPS permitiu, desde logo, atingir menores lead times por meio da redução
do tamanho dos lotes, traduzindo-se num aumento significativo de qualidade, utilização do espaço e
dos equipamentos e, acima disso, numa resposta mais eficaz aos clientes [7].
Dado o sucesso do TPS, foram posteriormente efetuadas diversas investigações que, por sua
vez, conduziram à introdução de novos conceitos e ferramentas neste sistema de produção, entre as
quais, o Just-in-time (JIT), o Kanban, o Poka-Yoke e, sobretudo, a Lean Production. Este último, note-
se, foi abordado pela primeira vez em 1990 por James Womack no seu estudo comparativo do TPS
face aos métodos de produção em massa ocidentais, onde atesta o benefício do TPS no que importa
à produtividade, quantidade de recursos utilizados e flexibilidade dos processos produtivos [8].
2.2. LEAN MANUFACTURING
Com base no TPS, surgiu então a filosofia Lean Manufacturing como um sistema de gestão da
produção cujo objetivo, note-se, é desenvolver os procedimentos e processos através da redução
contínua de desperdícios em todas as suas fases. Obrigando, desde logo, à diferenciação entre
atividades de valor acrescentado e atividades sem valor acrescentado, conforme os requisitos
especificados pelo cliente [10].

5
Segundo a filosofia Lean Manufacturing, qualquer atividade ou processo que não acrescente
valor ao cliente é então considerado desperdício – em Japonês: muda – pelo que, como todos os
desperdícios só acrescentam custos e tempo, estes são assim sintomas de um determinado problema
a eliminar. As 7 fontes originais de desperdício, também conhecidas por Ohno’s seven muda,
encontram-se devidamente identificadas [6]:
Excesso de produção: produzir excessivamente ou cedo demais, originando fluxos
irregulares de materiais e informação ou mesmo excesso de stocks;
Excesso de stocks (inventário): demasiadas situações e locais de armazenamento ou
falta de informação e produtos, propiciando assim custos excessivos, baixo desempenho
e um fraco serviço prestado ao cliente;
Tempos de espera: longos períodos de paragem de pessoas, equipamentos, materiais,
peças e informação, provocando tanto fluxos irregulares como longos lead times, (ex.
avarias do equipamento, atrasos nas entregas, burocracia nos processos, pouca
autonomia dos colaboradores, etc);
Transportes: deslocações excessivas de pessoas, materiais e informação resultando no
gasto desnecessário de capital, tempo e energia;
Processos inadequados: utilização incorreta de equipamento e ferramentas, aplicação de
recursos e processos inadequados às suas funções, implementação de procedimentos
complexos ou sem informação necessária;
Movimentação desnecessária: falta de organização dos diversos postos de trabalho,
resultando em mau desempenho, despreocupação por aspetos ergonómicos e pouca
atenção às questões associadas ao estudo do trabalho;
Defeitos (qualidade): problemas frequentes nas fases de processo, na qualidade do
produto ou baixo desempenho na entrega.
Para além dos Ohno’s seven muda apresentados anteriormente, Womack identificou também
uma oitava fonte de desperdício relacionada com o design de produtos e serviços que não vão ao
encontro das necessidades do cliente [11]. Ocorrendo, entenda-se, quando não são criados estímulos
para uma participação ativa e, acima disso, significativa dos colaboradores na resolução dos problemas
de uma dada organização.
Quanto aos benefícios da filosofia Lean Manufacturing, foram efetuadas diversas investigações
em organizações dos mais diversos setores de atividade, no sentido de averiguar quais os resultados
resultantes da implementação das ferramentas Lean. O mesmo Womack, por exemplo, chegou a
demonstrar que muitas das empresas norte-americanas, europeias e japonesas duplicaram o seu
desempenho e a qualidade dos serviços prestados, enquanto reduziam stocks e erros [11] [6]. Já de
acordo com o Lean Institute, as vantagens da aplicação da filosofia Lean Manufacturing no seio
empresarial são assim as seguintes [12]:
Crescimento do negócio (resultados superiores a 30% por ano);
Aumento da produtividade (entre 20 e 30% por ano);
Redução dos stocks (valores típicos apontam para decréscimos superiores a 80%);
6
Aumento do nível de serviço, isto é, o cumprimento de requisitos, pedidos e entregas
(entre 80 e 90% por ano);
Aumento da qualidade do serviço prestado ao cliente;
Redução dos defeitos nos produtos produzidos (até 90% por ano);
Maior envolvimento, motivação e participação dos colaboradores;
Redução de acidentes de trabalho (até 90 % por ano);
Redução de espaço ao nível do shop floor (resultados na ordem dos 40%);
Aumento da capacidade de resposta por parte da empresa;
Redução do lead time (valores típicos variam entre 70 e 90%).
2.3. KAIZEN – MELHORIA CONTÍNUA
O Kaizen – também designado por Major Kaizen – consiste, desde logo, na metodologia de
melhoria contínua criada por Masaaki Imai em 1986 cujo significado, em língua japonesa, remete para
‘mudança para melhor’. De acordo com o Kaizen Institute, este método é assim reconhecido em todo
o mundo como um importante pilar da estratégia competitiva de longo prazo das organizações,
baseando-se em alguns princípios fundamentais [13]:
Processos consistentes conduzem aos resultados desejados;
Ver por si mesmo para compreender a situação atual;
Falar com dados e gerir com base em factos;
Tomar medidas para conter e corrigir as causas raiz dos problemas;
Trabalhar como equipa;
Kaizen aplica-se a todos.
Nesse sentido, o Kaizen pretende ser uma forma de procurar continuamente melhorias sem
recorrer a grandes investimentos financeiros, mas sim à participação ativa e motivação dos
colaboradores de determinada organização. Pelo que, em última instância, o seu principal objetivo
centra-se na eliminação quer dos desperdícios, quer das atividades sem valor acrescentado, sob o
ponto de vista do cliente.
Por outro lado, a metodologia Kaizen assenta também numa ferramenta idealizada por
Shewhart e divulgada por William Deming, nomeadamente, o ciclo PDCA que por si só representa um
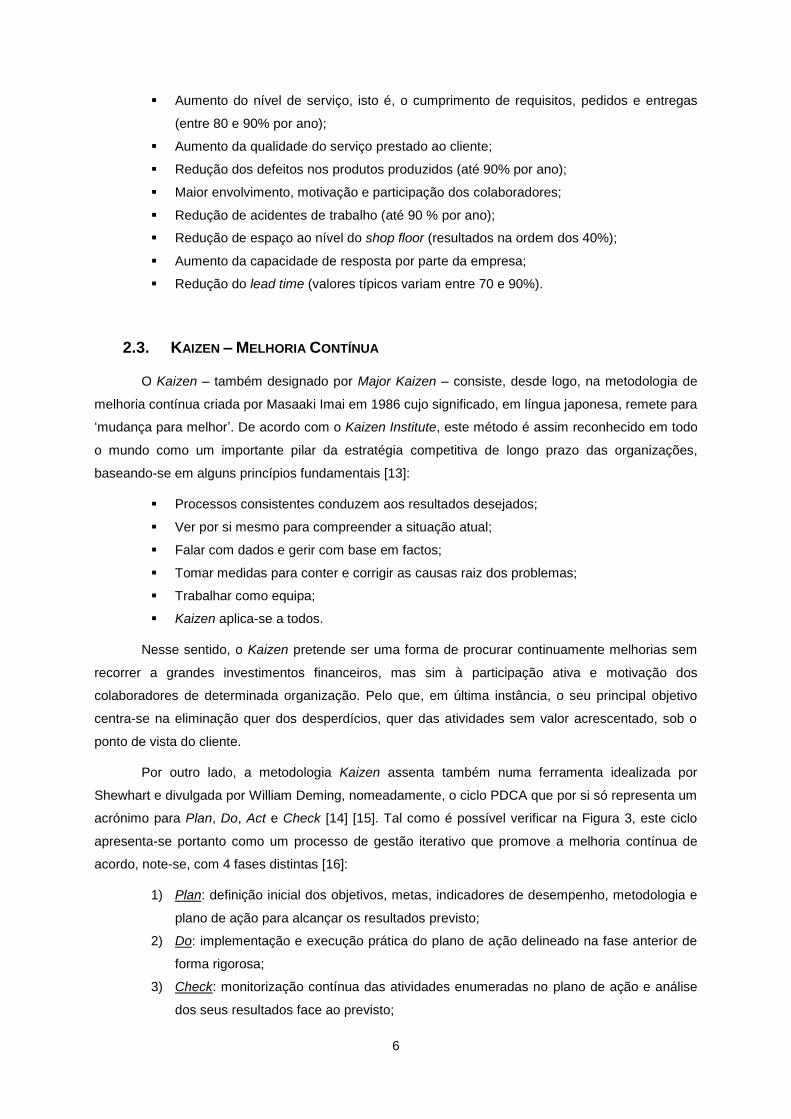
acrónimo para Plan, Do, Act e Check [14] [15]. Tal como é possível verificar na Figura 3, este ciclo
apresenta-se portanto como um processo de gestão iterativo que promove a melhoria contínua de
acordo, note-se, com 4 fases distintas [16]:
1) Plan: definição inicial dos objetivos, metas, indicadores de desempenho, metodologia e
plano de ação para alcançar os resultados previsto;
2) Do: implementação e execução prática do plano de ação delineado na fase anterior de
forma rigorosa;
3) Check: monitorização contínua das atividades enumeradas no plano de ação e análise
dos seus resultados face ao previsto;
7
4) Act: realização das devidas ações corretivas para as falhas encontradas durante o
processo sendo que, efetuada a sua correção, deve então repetir-se o ciclo de forma a
definir novos standards.
Figura 2 - Fases do ciclo PDCA [16].
2.4. FERRAMENTAS E METODOLOGIAS LEAN
A implementação do Lean Manufacturing pressupõe, desde logo, a utilização de um conjunto
de ferramentas que permitem identificar e, sobretudo, reduzir os desperdícios de cada processo
produtivo. De acordo com a sua função específica, estas ferramentas apresentam então um impacto
tanto a nível estratégico como operacional de qualquer organização com resultados a curto, médio ou
longo prazo. Daí que, ao longo do presente estudo, sejam devidamente abordadas e implementadas
algumas delas, entre as quais:
5 Whys: método de análise de problemas que tem como principal objetivo a identificação
da sua ‘causa raiz’;
Poka-Yoke: sistema de prevenção de eventuais erros, defeitos ou acidentes na execução
de determinados processos produtivos;
Gestão Visual: ferramenta de controlo autónomo dos processos de produção através de
sinais simples e intuitivos;
Kanban: sistema visual de controlo dos processos produtivos cuja implementação é
baseada na filosofia JIT;
Overall Equipment Effectiveness (OEE): indicador de controlo do desempenho global dos
equipamentos que contabiliza as suas perdas de disponibilidade, performance e
qualidade.

8
2.4.1. 5 WHYS
O ‘5 Whys’ consiste numa ferramenta de análise, deteção e resolução de defeitos ou problemas
em qualquer processo ou operação visando, note-se, a identificação da sua ‘causa raiz’ através da
sequência de relações causa-efeito.
A sua aplicação prática baseia-se, desde logo, em efetuar a interrogação ‘porquê?’ as vezes
suficientes – habitualmente 5 – até que seja verificado, explicitamente, o motivo do problema em
análise, tal como se pode observar no exemplo apresentado abaixo para o caso específico da
insatisfação dos clientes de determinada organização. A grande vantagem do ‘5 Whys’ face a qualquer
outra ferramenta de análise deve-se, sobretudo, à sua capacidade de diferenciação entre os sintomas
que produzem o problema e as suas causas reais que, efetivamente, devem ser eliminadas em
benefício do funcionamento dos processos ou operações em evidência [17].
Figura 3 - Exemplo da aplicação da ferramenta '5 Whys' [18].
2.4.2. POKA-YOKE
O Poka-Yoke baseia-se numa técnica simples mas bastante poderosa para eliminar as falhas
humanas, recorrendo a dispositivos acessíveis e económicos de prevenção de eventuais erros, entre
os quais, sinalizações visuais e sonoras [19]. A sua designação tem origem nos termos japoneses
‘poka’ e ‘yoke’ que, associados, remetem para a tradução ‘à prova de erros’, tendo sido inicialmente
desenvolvido por Shigeo Shingo no início dos anos sessenta e, posteriormente, incluído no TPS.
Deste modo, um Poka-Yoke é portanto qualquer mecanismo que, para além de impedir a
ocorrência de determinado erro, permite também que este seja detetado mais facilmente. Atuando
diretamente sobre a origem do erro, este tipo de dispositivo contribui para o objetivo de zero defeitos
nos produtos produzidos e, em última análise, permite a redução drástica da necessidade da inspeção
após o fabrico [19].
9
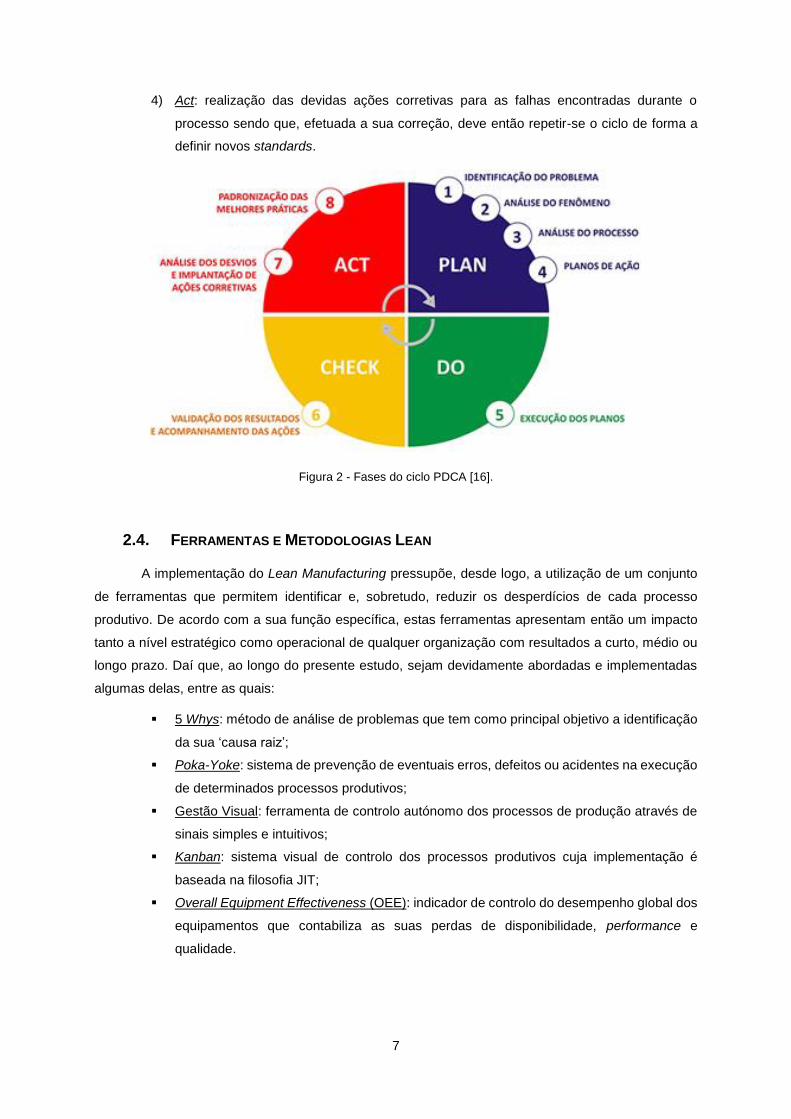
Tal como circunscreve Shigeo Shingo, a implementação do Poka-Yoke deve ser assim
efetuada através de duas metodologias distintas de acordo, note-se, com o tipo de erro a tomar em
consideração [20]:
Método de controlo: quando ocorre uma anomalia faz com que a máquina pare impedindo
a produção de produtos defeituosos;
Método de advertência: indica que algo não correu como o planeado através de um sinal
sonoro ou visual.
Na eventualidade do erro persistir para lá da implementação do Poka-Yoke, este deve ser então
interrompido de forma a possibilitar, o mais rápido possível, a sua reavaliação e posterior reintrodução
no sistema produtivo em causa.
Figura 4 - Exemplo da aplicação do Poka-Yoke ao controlo de posição dos produtos numa LP [21].
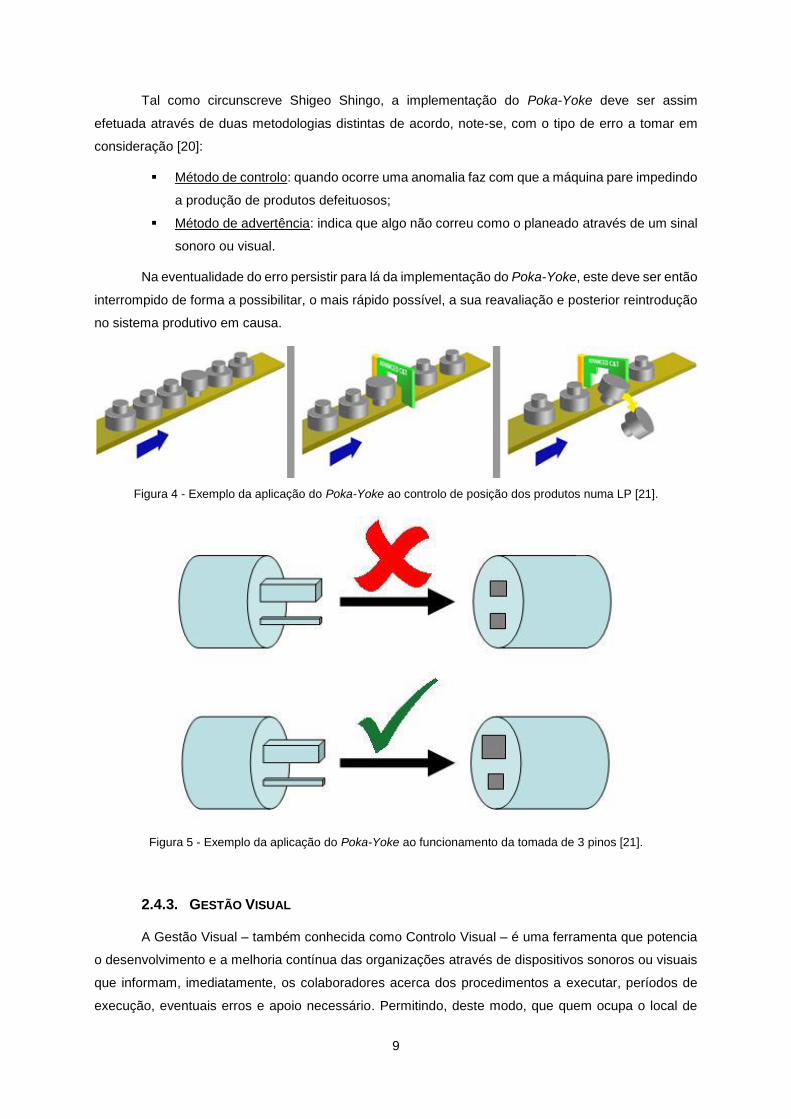
Figura 5 - Exemplo da aplicação do Poka-Yoke ao funcionamento da tomada de 3 pinos [21].
2.4.3. GESTÃO VISUAL
A Gestão Visual – também conhecida como Controlo Visual – é uma ferramenta que potencia
o desenvolvimento e a melhoria contínua das organizações através de dispositivos sonoros ou visuais
que informam, imediatamente, os colaboradores acerca dos procedimentos a executar, períodos de
execução, eventuais erros e apoio necessário. Permitindo, deste modo, que quem ocupa o local de

10
trabalho possa compreender tudo o que se passa à sua volta sem estar necessariamente familiarizado
com os processos de produção. Nesse sentido, os sistemas de Gestão Visual devem ser desde logo
simples e intuitivos, podendo apresentar as seguintes funções [6]:
Indicar como o trabalho deve ser executado;
Mostrar como os materiais e ferramentas são utilizadas;
Mostrar como os recursos são armazenados;
Apresentar os níveis de controlo do inventário;
Mostrar o status dos processos;
Indicar quando alguém necessita de apoio;
Identificar áreas perigosas;
Apoiar as operações à prova de erro.
Assim sendo, a principal vantagem da implementação dos sistemas de Gestão Visual é o
auxílio que prestam na gestão e controlo dos processos, evitando assim erros e desperdícios [6]. Visto
que, como estes dispositivos devem ser colocados em zonas estratégicas de fácil visualização, é então
possível criar ambientes onde há autonomia suficiente dos colaboradores para a correção imediata de
eventuais situações anormais.
Tal como circunscreve Shingo, existem vários tipos de sistemas de Gestão Visual, entre os
quais, folhas de trabalho normalizado, quadros de monitorização de indicadores de desempenho,
etiquetas de identificação de recursos ou procedimentos, etc [20]. Na tabela abaixo podem encontrar-
se alguns deles em conformidade, claro, tanto com a sua função específica como com a descrição do
seu funcionamento.
Função Descrição Exemplo
Identificação de componentes Colocar o nome e o código do stock para que todos saibam e
a sua reposição seja fácil
Elementos de fixação (parafusos e porcas)
Colocar marcas de alinhamento em parafusos e
porcas para simplificar a verificação dos apertos

11
Indicação de operações
Indicar de forma fácil a correta regulação dos instrumentos de pressão, vácuo, temperatura,
corrente, etc
Indicação dos níveis de fluídos Indicar os níveis, o tipo e a
quantidade dos fluídos para melhorar a sua preservação
Sentido de direção
Indicar nas proteções dos equipamentos as informações acerca do sentido de direção, bem como as especificações
dos componentes para simplificar a sua verificação
Sentido de fluxo
Indicar nas tubulações a direção do seu fluxo e o tipo de
fluído para melhorar a preservação, operabilidade e
segurança
Indicação de abertura
Indicar aberto/fechado (ON/OFF) nas válvulas e
interruptores para melhorar a manutenção, operabilidade e
segurança
Tabela 2 - Principais exemplos de sistemas de Gestão Visual [22].
2.4.4. KANBAN
O Kanban consiste, desde logo, numa ferramenta de gestão estratégica e operacional
desenvolvida por Taiichi Ohno nos anos sessenta baseada no conceito JIT e, claro, incluída no TPS
[23]. A sua designação tem origem na língua japonesa pelo que, literalmente, remete para os termos

12
‘placa visível’. Esta técnica assenta, portanto, numa filosofia de produção ajustada exclusivamente às
necessidades do cliente, sendo utilizada no controlo da produção, inventários e fornecimento de MP.
Deste modo, é possível identificar então dois tipos de sistemas Kanban [6]:
Kanban de produção: nenhuma operação de fabrico é executada sem que haja
autorização de um Kanban deste tipo;
Kanban de transporte: contém as mesmas informações que o Kanban de produção, no
entanto, indica também as deslocações ou o destino dos recursos.
Na prática, o funcionamento do Kanban tornou-se sinónimo do sistema pull, podendo
apresentar a forma de um cartão ou uma caixa com todas as informações necessárias para a execução
da operação a que se destina, entre as quais, o código do lote, o número da peça, a data, a quantidade,
etc [6]. Por outras palavras, o funcionamento o sistema Kanban como que ‘puxa’ o processo de
produção subsequente a partir do processo precedente, tal como é possível verificar na figura seguinte.
Permitindo, assim, a produção de produtos de elevada qualidade enquanto reduz os recursos utilizados
através da prevenção e deteção de eventuais erros.
Figura 6 - Modo de funcionamento do sistem Kanban [6].
2.4.5. OEE
O Overall Equipment Effectiveness (OEE) consiste, desde logo, num indicador de desempenho
introduzido por Seiichi Nakajima nos anos sessenta para avaliar a eficiência de qualquer sistema
produtivo. Permitindo, note-se, tanto a deteção das diversas perdas nos setores de produção face ao
seu potencial máximo, como a verificação de eventuais medidas de melhoria para o seu funcionamento.
Nesse sentido, o OEE baseia-se então em três eixos fundamentais [24].
1) Disponibilidade: perdas para ajustes e reparações que correspondem a tempos de setup
e outras paragens com origem, sobretudo, mecânica;
2) Performance: perdas por velocidade reduzida no funcionamento dos equipamentos de
produção;
3) Qualidade: perdas por defeitos que incluem rejeições, retrabalho ou mesmo casos em
que é necessário o recomeço dos processos de produção.

13
Figura 7 - Representação tridimensional do OEE [25].
Embora haja outros indicadores de desempenho, a sua maioria não apresenta a mesma
abrangência que o OEE focando-se, muitas das vezes, apenas na eficiência ou no tempo disponível
para a produção [25]. Daí que, com base nos três eixos já abordados, seja possível considerar que o
OEE representa a percentagem de eficácia global de um determinado sistema, resultando da equação
apresentada em seguida.
𝑂𝐸𝐸 = 𝐷𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑𝑒 × 𝑃𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 × 𝑄𝑢𝑎𝑙𝑖𝑑𝑎𝑑𝑒 (1)
Na prática, a obtenção do OEE pressupõe que os vários tempos não produtivos sejam
sucessivamente retirados aos tempos produtivos enquanto perdas de Disponibilidade, Performance e
Qualidade tal como se pode observar na figura abaixo. Assim sendo, o caso ótimo – isto é, um OEE
cujo valor é 100% – significa portanto que apenas são produzidos produtos de elevada qualidade, o
mais rápido possível e sem quaisquer paragens [26].
Figura 8 - Representação gráfica das perdas contabilizadas no OEE.
Quanto às suas vantagens, importa então salientar que a utilização deste indicador de
desempenho visa uma melhoria significativa da produtividade e, em última instância, a redução de

14
custos. Deste modo, o OEE posiciona-se então como a métrica mais adequada para diversas situações,
entre as quais, a deteção e correção de desperdícios ou perdas, o progresso de benchmarking e, ainda,
a eliminação de resíduos [26].

15
3. CASO DE ESTUDO
3.1. OBJETIVOS
O propósito da presente dissertação assenta, em primeira instância, na aplicação dos conceitos
da filosofia Lean Manufacturing abordados anteriormente ao caso particular da empresa Fenesteves.
Permitindo, desde logo, efetuar a caracterização do estado atual do seu sistema produtivo para que,
posteriormente, sejam apresentadas as devidas soluções para os eventuais problemas operacionais
identificados.
Deste modo, as soluções propostas visam não apenas a melhoria imediata do desempenho
produtivo da empresa em estudo, como também o seu progresso a médio-longo prazo. Para além de
que, a nível pessoal, tornam possível aprofundar as capacidades e conhecimentos acerca deste tema,
assim como contribuem para o desenvolvimento de novos métodos de trabalho em virtude do contacto
com o seio profissional.
3.2. APRESENTAÇÃO DA EMPRESA
A Fenesteves é uma empresa familiar sediada em Portalegre que opera na área da
transformação de madeira e produção de soalhos. Foi fundada em 1988 como fabricante de produtos
e pavimentos exclusivamente em cortiça, no entanto viria a abandonar essa atividade em 1991 para se
dedicar então ao fabrico de pavimentos em madeira colados e flutuantes que, apenas em determinados
modelos, incluem a cortiça como componente.
Atualmente, a Fenesteves conta com 26 colaboradores e é uma das poucas empresas que
produz pavimentos flutuantes em madeira em Portugal, fornecendo sobretudo para a construção civil e
as grandes superfícies comerciais. Facto que, desde 2013, valeu a sua inclusão na Rede PME
Inovação, o acesso aos incentivos do Quadro de Referência Estratégica Nacional (QREN) ou mesmo
a distinção PME Excelência atribuída a empresas exportadoras e com ambição internacional. Visto que
a Fenesteves exporta entre 15 a 20% da sua produção anual sob a designação de Fen-Parkett, visando
assim facilitar a associação do mercado internacional ao produto comercializado (parkett).
Por outro lado, e dada a crescente capacidade produtiva da empresa, tornou-se imprescindível
a obtenção de certificação que ateste o cumprimento de requisitos legais, qualidade e satisfação. Assim
sendo, os produtos da Fenesteves encontram-se então certificados pela norma portuguesa ISO 9001
(Sistemas de Gestão da Qualidade), enquanto a sua produção se processa segundo as normas
europeias EN 13489 para produtos multicamada e EN 13226 para produtos maciços, isto é,
exclusivamente em madeira.
Abrangendo, desde modo, a grande variedade de modelos da sua gama que vão desde
pavimentos flutuantes em Carvalho, Pinho e Freixo, até à inclusão de materiais como cortiça ou mesmo
borracha. Tal como sucede, por exemplo, nos dois principais produtos da empresa: o Fencork (madeira

16
como decorativo e núcleo de contraplacado com revestimento de cortiça) e o Fenwood (madeira como
decorativo e núcleo de contraplacado) apresentados abaixo.
a) b)
Figura 9 - Principais produtos produzidos pela empresa em estudo a) Fencork b) Fenwood.
Quanto à gestão estratégica da Fenesteves, assenta num modelo de produção por encomenda
de modo a privilegiar a flexibilidade de decisões para satisfazer os requisitos específicos de cada
cliente. Levando a que, no exercício de 2016, a empresa tenha registado um volume de negócios de
1.624.380€ e uma produção total que ronda os 42485 m2 com elevado potencial de crescimento, dada
a sua capacidade instalada para a produção diária de 800 a 1000 m2 de pavimentos flutuantes.
É justamente com base nesta informação que a empresa define os objetivos estratégicos para
2017, passando então pelo aumento das exportações entre 30% a 40% face ao ano anterior. Investindo,
desde logo, na introdução em novos mercados internacionais, nomeadamente, Turquia e Arábia
Saudita, bem como na dinamização da sua unidade industrial no que importa às práticas e
equipamentos visando, em última análise, um aumento considerável da sua produtividade.
À semelhança do seu posicionamento estratégico, também a estrutura organizacional da
Fenesteves se centra nos clientes, distribuindo-se portanto em 3 departamentos fundamentais com
ligação direta entre si: Departamento Comercial, Financeiro e de Produção. Em concordância, claro,
com a respetiva função no sistema operativo da empresa, tal como é possível verificar através da
análise do fluxograma apresentado na Figura 10.
Deste modo, cabe ao Departamento Comercial o funcionamento dos processos de negócio da
empresa, enquanto o Departamento Financeiro está encarregue da gestão e suporte internos, onde se
inclui a aquisição de matéria-prima. Já o Departamento de Produção é então responsável pelas
operações de fabrico de cada encomenda, ou seja, a escolha e secagem das madeiras em stock, a
construção propriamente dita dos pavimentos flutuantes, o embalamento e, por último, a expedição
para o cliente.
Por esse motivo, é precisamente o Departamento de Produção aquele que melhor se enquadra
no âmbito da presente dissertação, pelo que será assim abordado detalhadamente ao longo dos
próximos capítulos.

17
Figura 10 - Fluxograma do sistema operativo da Fenesteves.
3.3. METODOLOGIAS DE ANÁLISE
Tal como foi referido anteriormente, o Departamento de Produção da empresa em estudo
assume diversas funções operativas. Desde a seleção e avaliação dos recursos existentes no
armazém, ao tratamento térmico das madeiras em câmara de vácuo (Carvalho a 160ºC, Pinho e Freixo

18
de 210 a 215ºC) no sentido de eliminar os possíveis excessos de humidade (Secagem). Seguindo-se
a etapa que, pela sua própria complexidade, se pode considerar a produção efetiva de cada pavimento
maciço ou multicamada então assinalada a cinzento na Figura 10 do ponto anterior (Construção).
Figura 11 - Armazém de matéria-prima da Fenesteves.
Figura 12 - Câmara de vácuo utilizada na secagem das madeiras.
Dado que a construção engloba, desde logo, um conjunto de processos de fabrico que não
apenas determinam a geometria e funcionalidade do produto final, como requerem também o maior
esforço laboral por parte recursos humanos da Fenesteves. Assim como é possível observar no
esquema abaixo, são eles: o corte das madeiras, a colagem das diversas camadas, a calibragem das
suas dimensões, os acabamentos e, por último, a perfilagem dos encaixes de cada pavimento.
Figura 13 - Fluxo de matéria-prima na etapa de construção de pavimentos flutuantes.
• 1 linha produtiva
Corte
• 2 linhas produtivas
Colagem
• 1 linha produtiva
Calibragem
• 1 linha produtiva
Acabamentos
• 1 linha produtiva
Perfilagem
19
Daí que, em última análise, o foco da presente dissertação assente exclusivamente na
construção como objeto de estudo, abrangendo então cada um dos seus processos de transformação
da matéria-prima mencionados anteriormente. Tomando em consideração, claro, a sua enorme
relevância no sistema produtivo da Fenesteves e, acima disso, a complexidade das técnicas e
equipamentos envolvidos em cada uma das linhas de produção.
Por outro lado, a realização deste estudo tornou desde logo necessária a permanência na
empresa durante um período alargado (cerca de dois meses), no sentido de recolher o máximo de
informação possível acerca do funcionamento atual da sua unidade industrial. Assim sendo, a primeira
fase do trabalho prático corresponde portanto à ambientação ao sistema produtivo em vigor, produtos
produzidos, operadores e encarregados de produção, com recurso à observação in loco dos vários
processos de construção e a diversos tipos de análise e interpretação dos mesmos.
Terminada a fase de familiarização, segue-se então o diagnóstico dos eventuais problemas
existentes em cada processo, contemplando a divisão da gama de produtos Fenesteves em duas
famílias distintas exclusivamente para o caso do processo colagem. Permitindo, deste modo, a
obtenção dos tempos produtivos e não produtivos, das movimentações dos operadores e do fluxo de
material através de técnicas como a análise visual, cronometragens, observações instantâneas ou
mesmo entrevistas informais. Pelo que, com os dados obtidos, é assim possível quer o cálculo do
indicador de desempenho, OEE, quer verificação das eventuais perdas, problemas e pontos de
melhoria para cada processo.
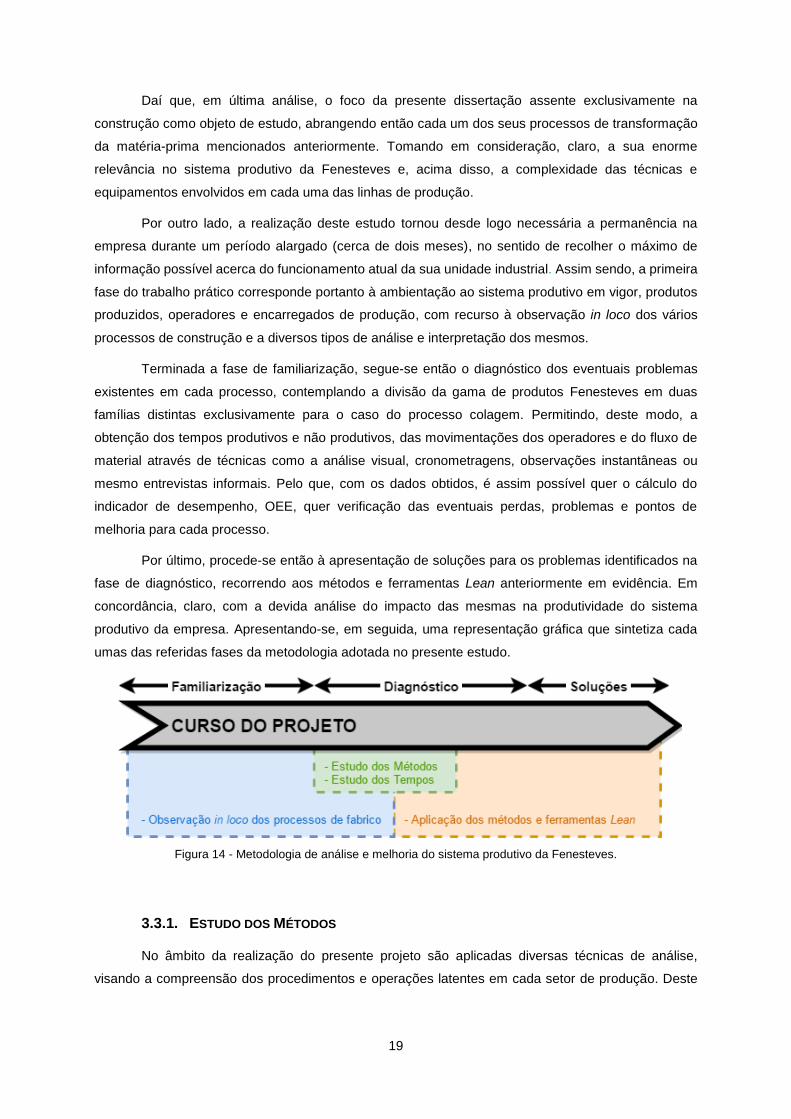
Por último, procede-se então à apresentação de soluções para os problemas identificados na
fase de diagnóstico, recorrendo aos métodos e ferramentas Lean anteriormente em evidência. Em
concordância, claro, com a devida análise do impacto das mesmas na produtividade do sistema
produtivo da empresa. Apresentando-se, em seguida, uma representação gráfica que sintetiza cada
umas das referidas fases da metodologia adotada no presente estudo.
Figura 14 - Metodologia de análise e melhoria do sistema produtivo da Fenesteves.
3.3.1. ESTUDO DOS MÉTODOS
No âmbito da realização do presente projeto são aplicadas diversas técnicas de análise,
visando a compreensão dos procedimentos e operações latentes em cada setor de produção. Deste
20
modo, o estudo qualitativo das linhas produtivas em questão assenta então em duas técnicas de estudo
dos métodos, isto é, a análise visual e as entrevistas informais.
No caso da análise visual, consiste numa técnica de observação e interpretação da realidade
que possibilita a obtenção do panorama geral do sistema produtivo. A sua utilização tanto na fase de
familiarização à empresa, como no diagnóstico, é fundamental para a recolha de informações acerca
do funcionamento dos vários processos de produção, do fluxo de materiais, das práticas de cada
operador e ainda dos layouts existentes na unidade industrial. Importa também referir que, na maioria
das vezes, esta técnica foi efetuada a uma distância oportuna dos equipamentos e operadores de forma
a garantir a segurança e o normal desempenho das suas funções.
Quanto às entrevistas informais, servem sobretudo de complemento às informações adquiridas
através da análise visual, uma vez que consistem no testemunho direto de operadores, encarregados
de produção e gestores industriais. As principais questões tomadas em consideração na utilização
desta técnica centraram-se, maioritariamente, nos métodos e procedimentos em prática, nos problemas
específicos de cada linha produtiva e, por último, em possíveis soluções de melhoria para o seu
funcionamento.
3.3.2. ESTUDO DOS TEMPOS
A aplicação deste método de estudo surge no âmbito da análise quantitativa das linhas
produtivas em estudo, permitindo a avaliação do seu desempenho com base na obtenção dos tempos
de produção e paragens de cada setor. Com recurso, desde logo, a duas técnicas de estudo dos tempos
de extrema relevância: observações instantâneas e cronometragens.
No que importa às observações instantâneas representam a contabilização direta de eventos
ocorridos em intervalos definidos espaçada e aleatoriamente, consoante o processo de produção a
observar. Deste modo, a sua utilização possibilita desde logo a quantificação dos tempos produtivos e
não produtivos, assim como das percentagens de tempo correspondentes a cada atividade do setor
observado. Conservando, como é recomendado, a devida distância do local de observação no sentido
de não perturbar o normal funcionamento do sistema produtivo.
Já as cronometragens consistem na medição contínua do tempo decorrido desde o início ao
final das atividades ou operações em estudo. Validando, objetivamente, os tempos médios e efetivos
de produção, bem como os tempos das atividades auxiliares de cada processo de fabrico. Uma vez
mais, importa também clarificar que esta técnica de análise foi efetuada sem condicionar o desempenho
dos operadores e, acima disso, do sistema produtivo.
21
4. DIAGNÓSTICO
4.1. LAYOUTS
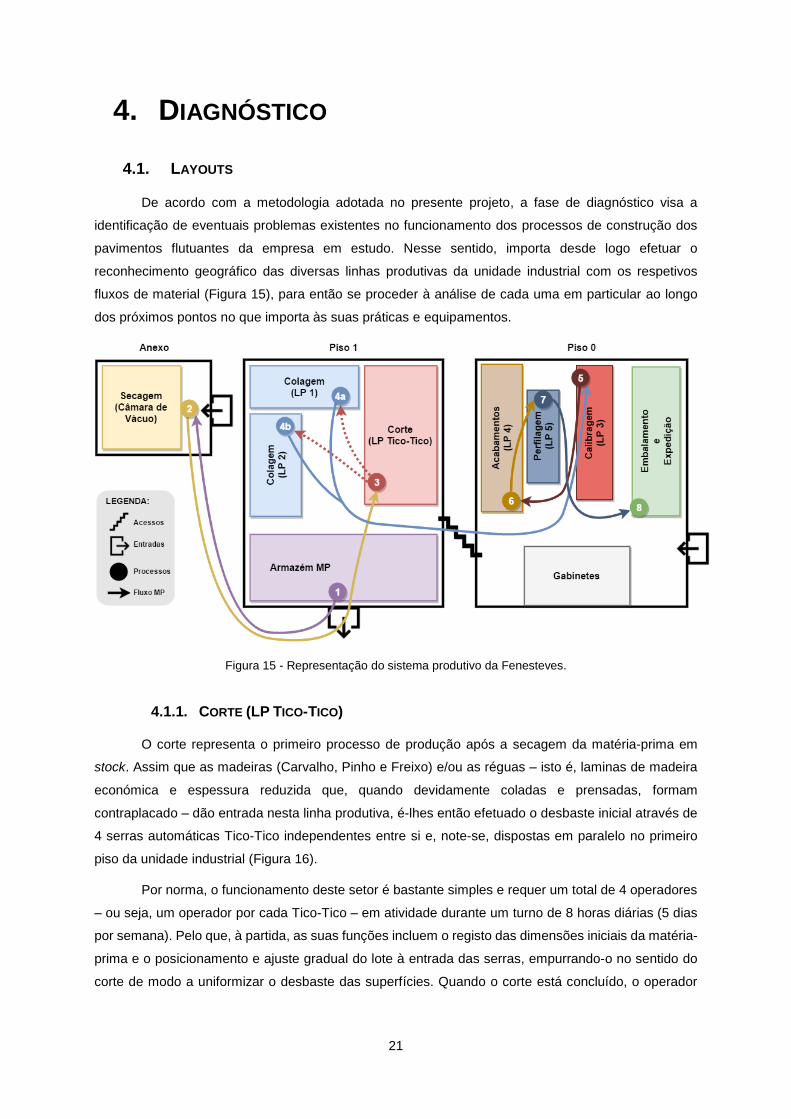
De acordo com a metodologia adotada no presente projeto, a fase de diagnóstico visa a
identificação de eventuais problemas existentes no funcionamento dos processos de construção dos
pavimentos flutuantes da empresa em estudo. Nesse sentido, importa desde logo efetuar o
reconhecimento geográfico das diversas linhas produtivas da unidade industrial com os respetivos
fluxos de material (Figura 15), para então se proceder à análise de cada uma em particular ao longo
dos próximos pontos no que importa às suas práticas e equipamentos.
Figura 15 - Representação do sistema produtivo da Fenesteves.
4.1.1. CORTE (LP TICO-TICO)
O corte representa o primeiro processo de produção após a secagem da matéria-prima em
stock. Assim que as madeiras (Carvalho, Pinho e Freixo) e/ou as réguas – isto é, laminas de madeira
económica e espessura reduzida que, quando devidamente coladas e prensadas, formam
contraplacado – dão entrada nesta linha produtiva, é-lhes então efetuado o desbaste inicial através de
4 serras automáticas Tico-Tico independentes entre si e, note-se, dispostas em paralelo no primeiro
piso da unidade industrial (Figura 16).
Por norma, o funcionamento deste setor é bastante simples e requer um total de 4 operadores
– ou seja, um operador por cada Tico-Tico – em atividade durante um turno de 8 horas diárias (5 dias
por semana). Pelo que, à partida, as suas funções incluem o registo das dimensões iniciais da matéria-
prima e o posicionamento e ajuste gradual do lote à entrada das serras, empurrando-o no sentido do
corte de modo a uniformizar o desbaste das superfícies. Quando o corte está concluído, o operador

22
desloca-se para a recolha e empilhamento do lote desbastado à saída do Tico-Tico, sendo transportado
de seguida para o setor de colagem tal como sintetiza o fluxograma apresentado na Figura 17.
Figura 16 - Equipamentos utilizados no setor de corte (Tico-Ticos).
Figura 17 - Fluxo de material ao longo do processo de corte.
4.1.2. COLAGEM
Em primeira análise, o setor de colagem apresenta desde logo uma organização única face aos
restantes setores da unidade industrial da Fenesteves. Dado que, tomando em consideração as
especificações dos equipamentos utilizados em ambas as linhas produtivas, a própria empresa se
encarrega da divisão da sua vasta gama de produtos em duas famílias distintas exclusivamente neste
setor de produção. Visando, note-se, simplificar a sequência de operações aqui envolvidas e,
sobretudo, maximizar a sua capacidade produtiva.
Assim sendo, é então efetuada a diferenciação do material a dar entrada na Linha Produtiva 1
e 2 com base no critério do comprimento pretendido para o produto final, ou seja, entre pavimentos
inferiores e superiores a 2 metros respetivamente. Daí que, segundo consta nos registos da empresa,
ambas as linhas produtivas apresentem então diferentes impactos no que se refere à quantidade anual
de pavimentos flutuantes produzidos, tal como é possível verificar na tabela seguinte.
Descrição Layout Produção Anual
Família 1 Pavimentos de comprimento inferior a 2 metros LP 1 60%
Família 2 Pavimentos de comprimento superior ou igual a 2 metros LP 2 40%
Tabela 3 - Distribuição em famílias de produtos efetuada no setor de colagem.
Alimentação
• Registo das dimensões iniciais
• Posicionamento e ajuste das madeiras e/ou réguas à entrada do Tico-Tico
Tico-Tico
• Máquina de corte: Tico-Tico (x4)
• Desbaste de madeira e/ou réguas
Recolha do Lote
• Recolha e empilhamento do lote à saída

23
4.1.2.1. COLAGEM MANUAL (LP 1)
O processo de colagem manual situa-se na Linha Produtiva 1 e consiste na montagem por
camadas das madeiras e réguas vindas do setor corte e, para certos produtos como o Fencork, da
cortiça. Na maioria das vezes, o seu funcionamento requer um total de 3 operadores em atividade
durante um único turno de 8 horas diárias (5 dias por semana).
Um deles, o operador auxiliar, começa por efetuar o registo inicial de humidade no lote que
poderá ter escapado à operação de secagem, procedendo depois ao transporte do mesmo para uma
máquina coladora de rolo. Aqui, os restantes dois operadores estão responsáveis pela aplicação de
cola apropriada para o efeito nas superfícies de madeira e/ou cortiça, montando em seguida, camada
a camada, os vários pavimentos num tapete amovível posicionado à saída da coladora.
Após a montagem manual dos pavimentos, os 3 operadores procedem então ao transporte e
colocação dos pavimentos em 3 prensas manuais com capacidade de 6 pratos cada que, a elevadas
temperaturas e tempo pré-definido, irão permitir a consolidação da colagem. Assim que a operação de
prensagem está concluída, os pavimentos são retirados das prensas pelo operador auxiliar e
encaminhados para o setor de calibragem como exemplifica o fluxograma da Figura 19.
Figura 18 - Máquina coladora (à esquerda) e prensas (à direita) utilizadas na LP 1.
Figura 19 - Fluxo de material ao longo do processo de colagem manual.
4.1.2.2. COLAGEM AUTOMÁTICA (LP 2)
O processo de colagem automática corresponde à Linha Produtiva 2 e, à semelhança da
colagem manual, baseia-se na montagem por camadas das madeiras, réguas e/ou cortiça. Por norma,
Medição de Humidade
• Registo de humidade nas madeiras (medidor portátil)
Coladora
• Máquina Coladora (x1)
• Aplicação de cola nas superfícies de madeira (frente) e cortiça (frente e verso)
Montagem Manual
• Sobreposição manual das várias camadas no tapete amovível
Prensa Manual
• Prensa manual (x3)
• Prensagem dos pavimentos montados
• Capacidade de 6 pratos por prensa
Recolhado Lote
• Recolha e empilhamento do lote à saída
24
a sua atividade necessita de um total de 2 operadores durante um turno de 8 horas diárias (5 dias por
semana).
Quanto ao funcionamento da LP 2, é bastante idêntico ao da LP 1 no que importa às operações
de medição de humidade nas madeiras, aplicação de cola e montagem manual dos pavimentos
flutuantes. No entanto, a LP 2 encontra-se equipada com uma prensa automática que, quando
comparada com as prensas manuais utilizadas na LP 1, reduz bastante o esforço físico dos operadores
e executa a operação de prensagem em cerca de metade do tempo.
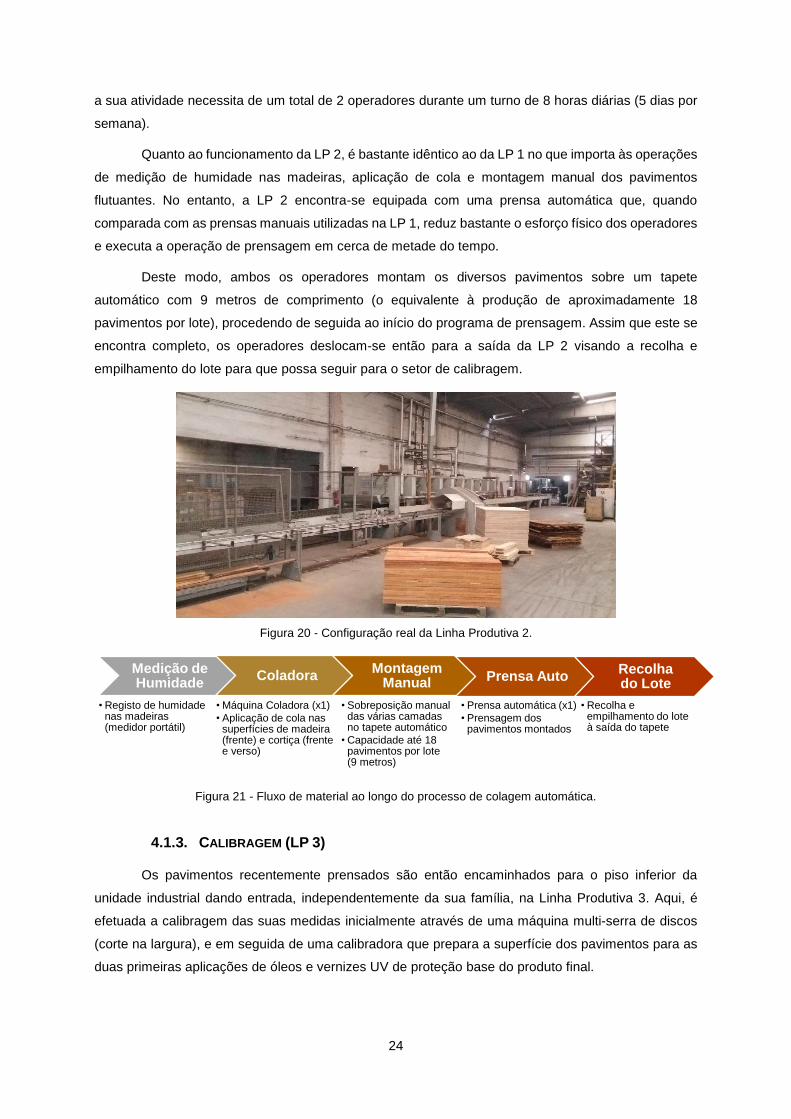
Deste modo, ambos os operadores montam os diversos pavimentos sobre um tapete
automático com 9 metros de comprimento (o equivalente à produção de aproximadamente 18
pavimentos por lote), procedendo de seguida ao início do programa de prensagem. Assim que este se
encontra completo, os operadores deslocam-se então para a saída da LP 2 visando a recolha e
empilhamento do lote para que possa seguir para o setor de calibragem.
Figura 20 - Configuração real da Linha Produtiva 2.
Figura 21 - Fluxo de material ao longo do processo de colagem automática.
4.1.3. CALIBRAGEM (LP 3)
Os pavimentos recentemente prensados são então encaminhados para o piso inferior da
unidade industrial dando entrada, independentemente da sua família, na Linha Produtiva 3. Aqui, é
efetuada a calibragem das suas medidas inicialmente através de uma máquina multi-serra de discos
(corte na largura), e em seguida de uma calibradora que prepara a superfície dos pavimentos para as
duas primeiras aplicações de óleos e vernizes UV de proteção base do produto final.
Medição de Humidade
• Registo de humidade nas madeiras (medidor portátil)
Coladora
• Máquina Coladora (x1)
• Aplicação de cola nas superfícies de madeira (frente) e cortiça (frente e verso)
Montagem Manual
• Sobreposição manual das várias camadas no tapete automático
• Capacidade até 18 pavimentos por lote (9 metros)
Prensa Auto
• Prensa automática (x1)
• Prensagem dos pavimentos montados
Recolhado Lote
• Recolha e empilhamento do lote à saída do tapete

25
O funcionamento da LP 3 exige, normalmente, um total de 2 operadores em exercício num
turno de 8 horas diárias (5 dias por semana). Um deles encontra-se posicionado à entrada da multi-
serra, ficando responsável pelo manuseamento do braço mecânico que coloca o lote no tapete
automático, a limpeza das aparas provenientes da multi-serra e, claro, o ajuste manual dos pavimentos
mal posicionados no tapete de forma a impedir a paragem da linha produtiva.
Já o segundo operador assume as funções de recolha e empilhamento do lote já calibrado à
saída do segundo dos túneis que, através de radiação UV e altas temperaturas, secam a superfície dos
pavimentos envernizados. No momento em que esta operação é finalizada, o lote deixa assim a LP 3
rumo ao setor de acabamentos tal como sintetiza o fluxograma apresentado na Figura 23.
Figura 22 - Configuração real da Linha Produtiva 3.
Figura 23 - Fluxo de material ao longo do processo de calibragem.
4.1.4. ACABAMENTOS (LP 4)
Os acabamentos de cada lote são efetuados na Linha Produtiva 4 e consistem, desde logo, na
passagem dos pavimentos por duas operações de polimento (inicial e intermédio), e 4 sequências
envernizamento e secagem em túnel de cura UV. Variando, note-se, os tipos de vernizes aplicados
(antiderrapante, extra resistente, etc) ou a coloração dos mesmos (mate, acetinado, etc), e ainda a
forma ou textura pretendida para a superfície do produto final (biselado, rústico, ondulado, etc).
Alimentação
• Colocação do lote ao dispor do braço mecânico
Multi-serra
• Corte dos pavimentos na largura
Calibradora
• Preparação das superfícies
Envernizadora Nº 1
• Primeira aplicação de verniz/óleo
Túnel UV Nº 1
• Secagem do verniz/óleo
Envernizadora Nº 2
• Segunda aplicação de verniz/óleo
Túnel UV Nº 2
• Secagem do verniz/óleo
Recolha do Lote
• Recolha e empilhamento do lote à saída do tapete

26
À semelhança da linha anterior, também o funcionamento da LP 5 requer um total de 2
operadores ao longo de 8 horas de turno diário (5 dias por semana). No entanto, neste caso, ambos
estão posicionados à saída quarto túnel de secagem para procederem à inspeção dos pavimentos
acabados à luz focal, no sentido de identificar possíveis defeitos ou imperfeições (riscos, erros de
coloração, envernizados irregulares, etc).
Ainda que, em cada mudança de lote, um dos operadores esteja sempre obrigado deslocar-se
até à entrada da primeira lixadora para a colocação do novo lote à disposição do braço de alimentação
do tapete automático. Concluídos os acabamentos e o controlo de qualidade, o lote de pavimentos
aprovados segue então para o setor de perfilagem, enquanto as rejeições verificadas são reenviadas,
na maioria das vezes, para o setor de calibragem abordado anteriormente (LP 3).
Figura 24 - Configuração real da Linha Produtiva 4.
Figura 25 - Fluxo de material ao longo do processo de acabamentos.
Alimentação
• Colocação do lote ao dispor do braço mecânico
Lixadora Nº 1
• Polimento inicial das superfícies
Envernizadora Nº 1
• Primeira aplicação de verniz/óleo
Túnel UV Nº 1
• Secagem do verniz/óleo
Envernizadora Nº 2
• Segunda aplicação de verniz/óleo
Túnel UV Nº 2
• Secagem do verniz/óleo
Lixadora Nº 2
• Polimento intermédio das superfícies
Envernizadora Nº 3
• Terceira aplicação de verniz/óleo
Túnel UV Nº 3
• Secagem do verniz/óleo
Envernizadora Nº 4
• Quarta aplicação de verniz/óleo
Túnel UV Nº 4
• Secagem do verniz/óleo
Recolha do Lote
• Recolha do lote à saída do tapete
Controlo de Qualidade
• Inspeção à luz por eventuais defeitos nos pavimentos acabados
Empilhamento do Lote
• Preparação para o transporte para o setor seguinte

27
4.1.5. PERFILAGEM (LP 5)
O último processo de construção de pavimentos flutuantes encontra-se no setor de perfilagem,
ou por outra, na Linha Produtiva 5. Baseando-se, desde logo, na abertura de encaixes macho-fêmea
nos pavimentos através do corte transversal e longitudinal efetuado por duas máquinas perfiladoras
fixas (Figura 26).
Geralmente, o seu funcionamento requer um total de 2 operadores em atividade durante um
turno de apenas 4 horas diárias (5 dias por semana), tendo em consideração a elevada eficiência e
velocidade de execução dos equipamentos utilizados neste setor em particular. Enquanto um dos
operadores se encarrega da alimentação do braço mecânico à entrada da perfiladora longitudinal, o
outro trata da recolha e empilhamento do lote à saída da perfiladora transversal. Deste modo, a
construção dos pavimentos está assim concluída e o lote pronto para o transporte para a zona de
embalamento e expedição, tal como sintetiza o fluxograma da Figura 27.
Figura 26 - Perfiladoras utilizadas na Linha Produtiva 5.
Figura 27 - Fluxo de material ao longo do processo de perfilagem.
4.2. OEE
No sentido de identificar com maior exatidão a origem dos tempos não produtivos medidos em
cada um dos setores de produção e, acima disso, avaliar a sua eficiência global, optou-se desde logo
pela utilização de um indicador de desempenho bastante abrangente, nomeadamente, o Overall
Equipment Effectiveness (OEE). Visto que este indicador compreende três eixos fundamentais: o tempo
útil dos equipamentos (Disponibilidade), a sua capacidade de produção à cadência nominal
(Performance) e a qualidade do produto produzido (Qualidade). Permitindo, note-se, tanto uma análise
comparativa do desempenho atual das diversas linhas produtivas face ao seu potencial máximo, como
a verificação de eventuais medidas de melhoria para o seu funcionamento.
Alimentação
• Colocação do lote à disposição do braço mecânico
Perfiladora Longitudinal
• Perfilagem de encaixes longitudinais nos pavimentos
Perfiladora Transversal
• Perfilagem de encaixes transversais nos pavimentos
Recolhado Lote
• Recolha e empilhamento do lote à saída do tapete automático
28
Por outro lado, importa também salientar que o cálculo do OEE abrange desde o setor de corte
ao de perfilagem, tomando em consideração, claro, a divisão em duas famílias de produtos utilizada no
caso particular do setor de colagem. Visando, em última instância, simular com o maior rigor possível
um ano de produção (2016/2017) para todos os setores de construção de pavimentos.
Deste modo, a aplicação do OEE passa portanto por contabilizar todas as perdas em cada
setor produtivo até se obter a sua produção real, começando desde logo pelo cálculo das perdas
independentes do tipo de produção no ponto 4.2.1. Em seguida, serão apresentados detalhadamente
os cálculos intermédios necessários para a obtenção dos OEE’s correspondentes às diversas linhas
produtivas (ponto 4.2.2) que, por seu turno, serão posteriormente motivo de análise de forma a concluir
qual a natureza dos problemas de desempenho atuais (ponto 4.2.3).
4.2.1. PERDAS INDEPENDENTES DO TIPO DE PRODUÇÃO
Em primeira instância, as perdas independentes do tipo de produção repartem-se por dois
grupos, designadamente, as de horário não alocado e as de horário não planeado. Dado que as perdas
de horário não planeado estão associadas ao tempo de paragem da produção para refeições e
manutenção das linhas produtivas, enquanto as perdas de horário não alocado remetem para os dias
de fim-de-semana, feriados e férias.
Durante o período de 2016/2017, foram então contabilizados 105 dias de fim-de-semana, 12
feriados em dias úteis e 22 dias de férias (Agosto e Dezembro) nos quais todas as linhas produtivas se
encontraram paradas. Permitindo, desde logo, efetuar o cálculo das perdas de horário não alocado
através da equação seguinte.
𝐻𝑜𝑟á𝑟𝑖𝑜 𝑛ã𝑜 𝑎𝑙𝑜𝑐𝑎𝑑𝑜 = (𝑑𝑖𝑎𝑠 𝑑𝑒 𝑓𝑖𝑚 − 𝑑𝑒 − 𝑠𝑒𝑚𝑎𝑛𝑎) + (𝑑𝑖𝑎𝑠 𝑑𝑒 𝑓𝑒𝑟𝑖𝑎𝑑𝑜) + (𝑑𝑖𝑎𝑠 𝑑𝑒 𝑓é𝑟𝑖𝑎𝑠) (2)
Ao longo do tempo de recolha de dados, cerca de 2 meses de produção, cada linha produtiva
esteve parada para manutenção durante 2 turnos o que representa 2 dias de produção, já que em todas
elas é executado apenas um turno por dia. Assumindo, portanto, uma distribuição uniforme destas
paragens é assim possível efetuar a sua contabilização anual através da equação (3).
𝐷𝑖𝑎𝑠 𝑑𝑒 𝑀𝑎𝑛𝑢𝑡𝑒𝑛çã𝑜 = (𝑛º 𝑡𝑢𝑟𝑛𝑜𝑠 𝑒𝑚 𝑚𝑎𝑛𝑢𝑡𝑒𝑛çã𝑜 𝑝𝑜𝑟 𝑚ê𝑠) × (𝑛º 𝑚𝑒𝑠𝑒𝑠) (3)
Quanto ao tempo de refeições, a sua duração diária para todas as linhas de produção é de
uma hora pelo que, visando o cálculo do seu impacto anual, é necessário incluir os dias de atividade,
isto é, o tempo que cada linha esteve efetivamente em funcionamento, tal como é apresentado nas
equações (4) e (5).
𝐷𝑖𝑎𝑠 𝑑𝑒 𝑎𝑡𝑖𝑣𝑖𝑑𝑎𝑑𝑒 = 365 − (ℎ𝑜𝑟á𝑟𝑖𝑜 𝑛ã𝑜 𝑎𝑙𝑜𝑐𝑎𝑑𝑜 + 𝑑𝑖𝑎𝑠 𝑑𝑒 𝑚𝑎𝑛𝑢𝑡𝑒𝑛çã𝑜) (4)
𝐷𝑖𝑎𝑠 𝑑𝑒 𝑅𝑒𝑓𝑒𝑖çõ𝑒𝑠 = (𝑡𝑒𝑚𝑝𝑜 𝑑𝑎 𝑟𝑒𝑓𝑒𝑖çã𝑜) × (𝑛º 𝑡𝑢𝑟𝑛𝑜𝑠 𝑝𝑜𝑟 𝑑𝑖𝑎) ×(𝑑𝑖𝑎𝑠 𝑑𝑒 𝑎𝑐𝑡𝑖𝑣𝑖𝑑𝑎𝑑𝑒)
(ℎ𝑜𝑟𝑎𝑠 𝑝𝑜𝑟 𝑑𝑖𝑎) (5)
Deste modo, torna-se então possível determinar o tempo de horário não planeado com recurso,
note-se, à soma dos resultados de ambas as equações (3) e (5) na equação (6) apresentada abaixo.

29
𝐻𝑜𝑟á𝑟𝑖𝑜 𝑛ã𝑜 𝑝𝑙𝑎𝑛𝑒𝑎𝑑𝑜 = (𝑑𝑖𝑎𝑠 𝑑𝑒 𝑚𝑎𝑛𝑢𝑡𝑒𝑛çã𝑜) + (𝑑𝑖𝑎𝑠 𝑑𝑒 𝑟𝑒𝑓𝑒𝑖çõ𝑒𝑠) (6)
Por último, resta senão apresentar um quadro com os respetivos resultados das equações até
aqui aplicadas (2), (3), (4), (5) e (6) que, posteriormente, serão tidos em consideração para o cálculo
do OEE correspondente a cada uma das linhas produtivas em estudo.
Horário Não Alocado
Dias de Manutenção
Dias de Atividade
Dias de Refeições
Horário Não Planeado
Tempo (dias/ano) 139 24 202 8,4 32,4
Tabela 4 - Resultados das equações (2), (3), (4), (5) e (6).
4.2.2. OEE CORRESPONDENTE A CADA LINHA PRODUTIVA
A obtenção do OEE referente a cada uma das linhas produtivas pressupõe, claro, a realização
de diversos cálculos auxiliares então apresentados nos pontos seguintes. Começando, desde logo,
pelo cálculo do Tempo Total de operações a considerar no presente estudo.
Tempo Total
Visando a simulação de um ano de produção, o Tempo Total corresponde à sua duração efetiva
(365 dias) face à produção anual de cada linha produtiva. Deste modo, a diferença de quantidades
produzidas de ambas as famílias no setor de colagem é assim tida em conta, tal como se pode verificar
na seguinte equação.
𝑇𝑒𝑚𝑝𝑜 𝑇𝑜𝑡𝑎𝑙𝑖 =𝑃𝑟𝑜𝑑𝑢çã𝑜 𝐴𝑛𝑢𝑎𝑙𝑖(%) × 365
100 (7)
Assim sendo, apresentam-se na tabela seguinte os respetivos Tempos Totais com base nas
percentagens anuais de produção de cada linha produtiva fornecidas pelos responsáveis da empresa
que, mais tarde, servirão de referência para o cálculo do Tempo Programado e da Disponibilidade.
Corte
(LP Tico-Tico)
Colagem Manual (LP 1)
Colagem Automática
(LP 2)
Calibragem (LP 3)
Acabamentos (LP 4)
Perfilagem (LP 5)
Produção Anual (%) 100 60 40 100 100 100
Tempo Total (dias) 365 219 146 365 365 365
Tabela 5 - Tempo Total contabilizado em cada linha produtiva com base na equação (7).
4.2.2.1. DISPONIBILIDADE
Como circunscreve a equação (8), a Disponibilidade representa o tempo que cada linha
produtiva esteve em atividade, independentemente da qualidade ou cadência, face ao tempo total
disponível para a produção.
𝐷𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑𝑒𝑖 =𝑇𝑒𝑚𝑝𝑜 𝑑𝑒 𝑃𝑟𝑜𝑑𝑢çã𝑜𝑖
𝑇𝑒𝑚𝑝𝑜 𝑃𝑟𝑜𝑔𝑟𝑎𝑚𝑎𝑑𝑜𝑖
(8)

30
Tempo Programado
No sentido de obter o Tempo Programado para cada linha produtiva, é necessário efetuar o
cálculo dos respetivos horários não alocados e horários não planeados de acordo com as respetivas
percentagens de produção anual. O que privilegia, neste caso, a diferenciação em famílias de produtos
utilizada no setor de colagem, com recurso aos valores de Horário não alocado e Horário não planeado
obtidos no ponto anterior.
𝐻𝑜𝑟á𝑟𝑖𝑜 𝑛ã𝑜 𝑎𝑙𝑜𝑐𝑎𝑑𝑜𝑖 = 𝐻𝑜𝑟á𝑟𝑖𝑜 𝑛ã𝑜 𝑎𝑙𝑜𝑐𝑎𝑑𝑜 × 𝑃𝑒𝑟𝑐𝑒𝑛𝑡𝑎𝑔𝑒𝑚 𝑑𝑒 𝑝𝑟𝑜𝑑𝑢çã𝑜𝑖 (9)
𝐻𝑜𝑟á𝑟𝑖𝑜 𝑛ã𝑜 𝑝𝑙𝑎𝑛𝑒𝑎𝑑𝑜𝑖 = 𝐻𝑜𝑟á𝑟𝑖𝑜 𝑛ã𝑜 𝑝𝑙𝑎𝑛𝑒𝑎𝑑𝑜 × 𝑃𝑒𝑟𝑐𝑒𝑛𝑡𝑎𝑔𝑒𝑚 𝑑𝑒 𝑝𝑟𝑜𝑑𝑢çã𝑜𝑖 (10)
Desta forma, torna-se assim possível obter o Tempo Programado através da subtração de
ambos os tempos calculados em (9) e (10) ao Tempo Total.
𝑇𝑒𝑚𝑝𝑜 𝑃𝑟𝑜𝑔𝑟𝑎𝑚𝑎𝑑𝑜𝑖 = 𝑇𝑒𝑚𝑝𝑜 𝑇𝑜𝑡𝑎𝑙𝑖 − (𝐻𝑜𝑟á𝑟𝑖𝑜 𝑛ã𝑜 𝑎𝑙𝑜𝑐𝑎𝑑𝑜𝑖 + 𝐻𝑜𝑟á𝑟𝑖𝑜 𝑛ã𝑜 𝑝𝑙𝑎𝑛𝑒𝑎𝑑𝑜𝑖) (11)
Os resultados das equações (9), (10) e (11) para cada linha produtiva encontram-se então na
tabela abaixo, juntamente com as respetivas percentagens de produção anual e os Tempos Totais
anteriormente calculados.
Corte
(LP Tico-Tico)
Colagem Manual (LP 1)
Colagem Automática
(LP 2)
Calibragem (LP 3)
Acabamentos (LP 4)
Perfilagem (LP 5)
Produção Anual (%) 100 60 40 100 100 100
Tempo Total (dias) 365 219 146 365 365 365
Horário Não Alocado (dias) 139 83,4 55,6 139 139 139
Horário Não Planeado (dias) 32,4 19,5 13 32,4 32,4 32,4
Tempo Programado (dias) 193,6 116,2 77,4 193,6 193,6 193,6
Tabela 6 – Tempos Programados contabilizados através das equações (9), (10) e (11).
Tempo de Produção Teórico
O Tempo de Produção Teórico representa um valor intermédio entre o Tempo Programado e o
Tempo de Produção, já que apenas é retirado ao Tempo Programado as perdas para limpeza das
linhas produtiva. Dado que a limpeza de cada uma delas é efetuada nos 30 minutos finais de cada
turno diário, as perdas anuais nesta atividade variam então de acordo com o tempo total disponível
para a produção, ou seja, os Horários não alocados anteriormente calculados.
𝑇𝑒𝑚𝑝𝑜 𝐿𝑖𝑚𝑝𝑒𝑧𝑎𝑖 = 𝑇𝑒𝑚𝑝𝑜 𝐿𝑖𝑚𝑝𝑒𝑧𝑎 𝐷𝑖á𝑟𝑖𝑜 × 𝐻𝑜𝑟á𝑟𝑖𝑜 𝑛ã𝑜 𝑎𝑙𝑜𝑐𝑎𝑑𝑜𝑖 (12)
𝑇𝑒𝑚𝑝𝑜 𝑃𝑟𝑜𝑑𝑢çã𝑜 𝑇𝑒ó𝑟𝑖𝑐𝑜𝑖 = 𝑇𝑒𝑚𝑝𝑜 𝑃𝑟𝑜𝑔𝑟𝑎𝑚𝑎𝑑𝑜𝑖 − 𝑇𝑒𝑚𝑝𝑜 𝐿𝑖𝑚𝑝𝑒𝑧𝑎𝑖 (13)
Apresenta-se de seguida o quadro de resultados das equações (12) e (13) para cada linha
produtiva, juntamente com os respetivos Horários não alocados e Tempos Programados necessários
para os cálculos.
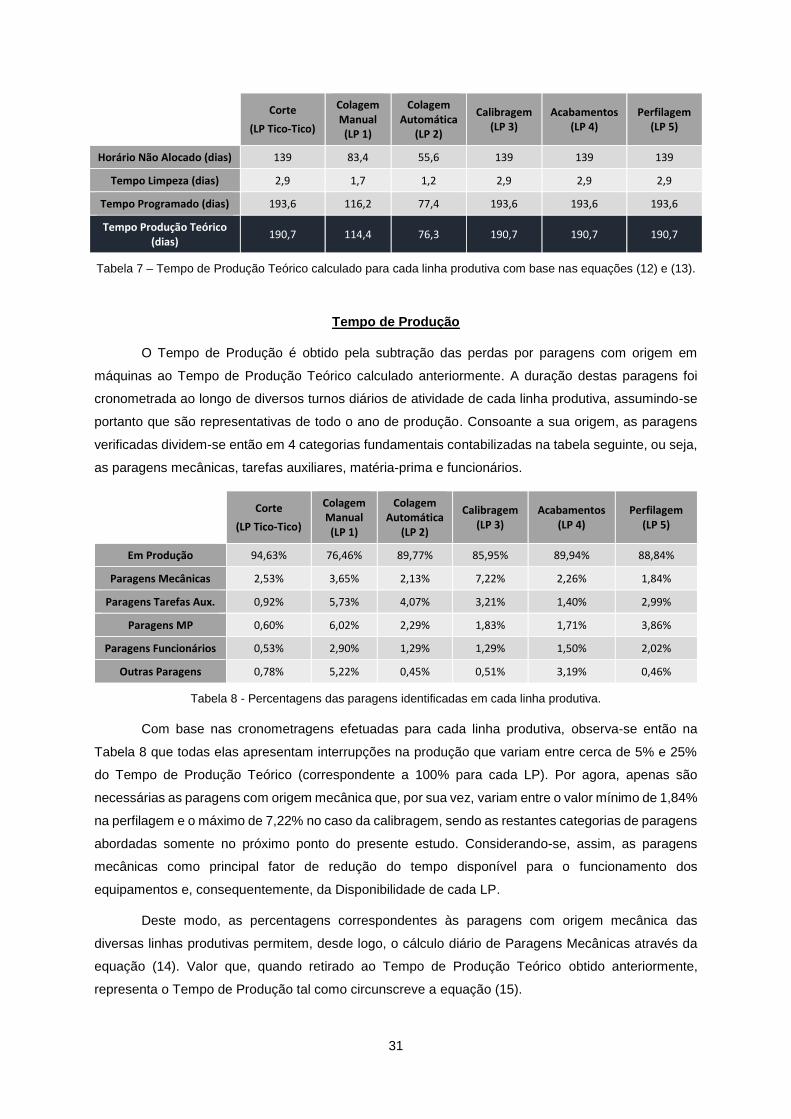
31
Corte
(LP Tico-Tico)
Colagem Manual (LP 1)
Colagem Automática
(LP 2)
Calibragem (LP 3)
Acabamentos (LP 4)
Perfilagem (LP 5)
Horário Não Alocado (dias) 139 83,4 55,6 139 139 139
Tempo Limpeza (dias) 2,9 1,7 1,2 2,9 2,9 2,9
Tempo Programado (dias) 193,6 116,2 77,4 193,6 193,6 193,6
Tempo Produção Teórico (dias)
190,7 114,4 76,3 190,7 190,7 190,7
Tabela 7 – Tempo de Produção Teórico calculado para cada linha produtiva com base nas equações (12) e (13).
Tempo de Produção
O Tempo de Produção é obtido pela subtração das perdas por paragens com origem em
máquinas ao Tempo de Produção Teórico calculado anteriormente. A duração destas paragens foi
cronometrada ao longo de diversos turnos diários de atividade de cada linha produtiva, assumindo-se
portanto que são representativas de todo o ano de produção. Consoante a sua origem, as paragens
verificadas dividem-se então em 4 categorias fundamentais contabilizadas na tabela seguinte, ou seja,
as paragens mecânicas, tarefas auxiliares, matéria-prima e funcionários.
Corte
(LP Tico-Tico)
Colagem Manual (LP 1)
Colagem Automática
(LP 2)
Calibragem (LP 3)
Acabamentos (LP 4)
Perfilagem (LP 5)
Em Produção 94,63% 76,46% 89,77% 85,95% 89,94% 88,84%
Paragens Mecânicas 2,53% 3,65% 2,13% 7,22% 2,26% 1,84%
Paragens Tarefas Aux. 0,92% 5,73% 4,07% 3,21% 1,40% 2,99%
Paragens MP 0,60% 6,02% 2,29% 1,83% 1,71% 3,86%
Paragens Funcionários 0,53% 2,90% 1,29% 1,29% 1,50% 2,02%
Outras Paragens 0,78% 5,22% 0,45% 0,51% 3,19% 0,46%
Tabela 8 - Percentagens das paragens identificadas em cada linha produtiva.
Com base nas cronometragens efetuadas para cada linha produtiva, observa-se então na
Tabela 8 que todas elas apresentam interrupções na produção que variam entre cerca de 5% e 25%
do Tempo de Produção Teórico (correspondente a 100% para cada LP). Por agora, apenas são
necessárias as paragens com origem mecânica que, por sua vez, variam entre o valor mínimo de 1,84%
na perfilagem e o máximo de 7,22% no caso da calibragem, sendo as restantes categorias de paragens
abordadas somente no próximo ponto do presente estudo. Considerando-se, assim, as paragens
mecânicas como principal fator de redução do tempo disponível para o funcionamento dos
equipamentos e, consequentemente, da Disponibilidade de cada LP.
Deste modo, as percentagens correspondentes às paragens com origem mecânica das
diversas linhas produtivas permitem, desde logo, o cálculo diário de Paragens Mecânicas através da
equação (14). Valor que, quando retirado ao Tempo de Produção Teórico obtido anteriormente,
representa o Tempo de Produção tal como circunscreve a equação (15).

32
𝑃𝑎𝑟𝑎𝑔𝑒𝑛𝑠 𝑀𝑒𝑐â𝑛𝑖𝑐𝑎𝑠𝑖 = %𝑃𝑎𝑟𝑎𝑔𝑒𝑛𝑠 𝑀𝑒𝑐â𝑛𝑖𝑐𝑎𝑠𝑖 × 𝑇𝑒𝑚𝑝𝑜 𝑃𝑟𝑜𝑑𝑢çã𝑜 𝑇𝑒ó𝑟𝑖𝑐𝑜𝑖 (14)
𝑇𝑒𝑚𝑝𝑜 𝑑𝑒 𝑃𝑟𝑜𝑑𝑢çã𝑜𝑖 = 𝑇𝑒𝑚𝑝𝑜 𝑑𝑒 𝑃𝑟𝑜𝑑𝑢çã𝑜 𝑇𝑒ó𝑟𝑖𝑐𝑜𝑖 − 𝑃𝑎𝑟𝑎𝑔𝑒𝑛𝑠 𝑀𝑒𝑐â𝑛𝑖𝑐𝑎𝑠𝑖 (15)
Deste modo, é então possível apresentar na tabela abaixo os respetivos Tempos de Produção
calculados para cada linha produtiva através das equações (14) e (15) que, posteriormente, servirão
de referência para o cálculo final da Disponibilidade.
Corte
(LP Tico-Tico)
Colagem Manual (LP 1)
Colagem Automática
(LP 2)
Calibragem (LP 3)
Acabamentos (LP 4)
Perfilagem (LP 5)
Paragens Mecânicas (%) 2,53 3,65 2,13 7,22 2,26 1,84
Tempo Produção Teórico (dias)
190,7 114,4 76,3 190,7 190,7 190,7
Paragens Mecânicas (dias) 4,8 4,2 1,6 13,8 4,3 3,5
Tempo de Produção (dias) 185,9 110,2 74,7 176,9 186,4 187,2
Tabela 9 - Tempo de Produção obtido através das equações (14) e (15).
Cálculo da Disponibilidade
De acordo com a equação (8) apresentada inicialmente e os cálculos auxiliares efetuados,
procede-se assim ao cálculo da Disponibilidade de cada LP visando, mais tarde, a obtenção do
respetivo OEE.
Corte
(LP Tico-Tico)
Colagem Manual (LP 1)
Colagem Automática
(LP 2)
Calibragem (LP 3)
Acabamentos (LP 4)
Perfilagem (LP 5)
Tempo de Produção (dias) 185,9 110,2 74,7 176,9 186,4 187,2
Tempo Programado (dias) 193,6 116,2 77,4 193,6 193,6 193,6
Disponibilidade (%) 96,0 94,9 96,4 91,4 96,3 96,7
Tabela 10 - Disponibilidade obtida através da equação (8).
4.2.2.2. PERFORMANCE
Segue-se o estudo do desempenho das linhas produtivas com base no cálculo da sua
Performance que, como se pode verificar na equação (16), representa a correlação entre a cadência
real a que cada linha produziu e a cadência padrão, ou teórica, a que ela deveria operar sem paragens
humanas ou de design.
𝑃𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒𝑖 =𝑇𝑒𝑚𝑝𝑜 𝑑𝑒 𝑃𝑟𝑜𝑑𝑢çã𝑜 𝑐/𝐴𝑡𝑒𝑛𝑢𝑎çã𝑜 𝐻𝑢𝑚𝑎𝑛𝑎𝑖
𝑇𝑒𝑚𝑝𝑜 𝑑𝑒 𝑃𝑟𝑜𝑑𝑢çã𝑜𝑖
×𝐶𝑎𝑑ê𝑛𝑐𝑖𝑎 𝑃𝑟𝑜𝑑𝑢çã𝑜 𝑅𝑒𝑎𝑙𝑖
𝐶𝑎𝑑ê𝑛𝑐𝑖𝑎 𝑃𝑟𝑜𝑑𝑢çã𝑜 𝑇𝑒ó𝑟𝑖𝑐𝑎𝑖
(16)
Produção Teórica
A Produção Teórica representa o cenário de funcionamento de cada linha produtiva na sua
cadência máxima, CMT, e durante o Tempo de Produção obtido no ponto anterior. Uma vez que,

33
embora a produção seja diretamente proporcional à cadência, as quantidades produzidas em cada LP
não são por si conclusivas para a obtenção da sua Performance sem a inclusão dos respetivos tempos
de produção.
Dado o elevado número de linhas produtivas em estudo e, sobretudo, a falta de registos de
tempos e cadências teóricas por parte da empresa, optou-se pelo cálculo do CMT com base na
equação (17). Deste modo, assume-se então que o inverso dos tempos mínimos cronometrados em
cada linha representa, fidedignamente, o valor das suas cadências máximas de produção. Visto que,
embora haja diferenças geométricas entre alguns dos produtos produzidos, a duração das operações
envolvidas em cada linha produtiva não varia de forma significativa.
𝐶𝑀𝑇𝑖 =1
𝑇𝑒𝑚𝑝𝑜 𝑚í𝑛𝑖𝑚𝑜 𝑑𝑒 𝑝𝑟𝑜𝑑𝑢çã𝑜 𝑝𝑜𝑟 𝑝𝑎𝑣𝑖𝑚𝑒𝑛𝑡𝑜 (17)
Nesse sentido, apresenta-se de seguida o quadro de resultados da equação (17) para cada
LP, juntamente com os respetivos tempos mínimos de produção em minutos por pavimento produzido.
Corte
(LP Tico-Tico)
Colagem Manual (LP 1)
Colagem Automática
(LP 2)
Calibragem (LP 3)
Acabamentos (LP 4)
Perfilagem (LP 5)
Tempo mínimo de produção (min/pav) 4,0 21,1 14,5 2,1 3,4 0,34
Produção Teórica (pav/min) 0,25 0,05 0,07 0,48 0,29 2,94
Tabela 11 - Produção Teórica calculada para cada linha produtiva através das equações (16) e (17).
Produção Teórica com Atenuação Humana
A Produção Teórica com Atenuação Humana situa-se entre a Produção Teórica e a Produção
Real, resultando da subtração das perdas com origem humana à Produção Teórica de cada linha
produtiva sem qualquer implicação, note-se, na sua cadência máxima (CMT). Perdas essas que,
considerando a Tabela 8 do ponto anterior, consistem na soma das categorias de paragens ainda não
utilizadas, ou seja, as paragens para tarefas auxiliares, matéria-prima e funcionários.
Visto que, através da análise dos diferentes tipos de paragens verificados, todos eles têm
origem em erros ou ineficiências humanas à exceção das paragens mecânicas. Assim sendo, é
possível concluir que as paragens com origem humana variam entre o valor mínimo de
aproximadamente 3% do Tempo de Produção Teórico (100%) no setor de corte, e o máximo de cerca
de 20% para o caso da colagem manual. Permitindo, à semelhança do cálculo das Paragens Mecânicas
efetuado anteriormente, obter também a duração diária das Paragens Humanas para cada LP face ao
Tempo de Produção Teórico, como circunscreve a equação (18).
𝑃𝑎𝑟𝑎𝑔𝑒𝑛𝑠 𝐻𝑢𝑚𝑎𝑛𝑎𝑠𝑖 = %𝑃𝑎𝑟𝑎𝑔𝑒𝑛𝑠 𝐻𝑢𝑚𝑎𝑛𝑎𝑠𝑖 × 𝑇𝑒𝑚𝑝𝑜 𝑃𝑟𝑜𝑑𝑢çã𝑜 𝑇𝑒ó𝑟𝑖𝑐𝑜𝑖 (18)
Considerando que a produção é diretamente proporcional ao tempo e, à partida, a cadência
não apresenta variações significativas, a Produção Teórica com Atenuação Humana obtém-se então

34
retirando o valor das paragens com origem humana ao Tempo de Produção correspondente à Produção
Teórica, tal como se pode verificar na equação (19).
𝑃𝑟𝑜𝑑𝑢çã𝑜 𝑇𝑒ó𝑟𝑖𝑐𝑎 𝑐𝑜𝑚 𝐴𝑡𝑒𝑛𝑢𝑎çã𝑜 𝐻𝑢𝑚𝑎𝑛𝑎𝑖 = 𝑇𝑒𝑚𝑝𝑜 𝑑𝑒 𝑃𝑟𝑜𝑑𝑢çã𝑜𝑖 − 𝑃𝑎𝑟𝑎𝑔𝑒𝑛𝑠 𝐻𝑢𝑚𝑎𝑛𝑎𝑠𝑖 (19)
Em concordância com as equações (18) e (19), é então possível apresentar na tabela seguinte
os resultados da Produção Teórica com Atenuação Humana de cada linha produtiva, bem como os
respetivos Tempos de Produção e Paragens Humanas necessários para os cálculos.
Corte
(LP Tico-Tico)
Colagem Manual (LP 1)
Colagem Automática
(LP 2)
Calibragem (LP 3)
Acabamentos (LP 4)
Perfilagem (LP 5)
Paragens Humanas (%) 2,84 19,88 8,10 6,84 7,80 9,32
Tempo Produção Teórico (dias)
190,7 114,4 76,3 190,7 190,7 190,7
Paragens Humanas (dias) 5,4 22,8 6,2 13,0 14,9 17,8
Tempo de Produção (dias) 185,9 110,2 74,7 176,9 186,4 187,2
Produção Teórica com Atenuação Humana (dias)
180,5 87,5 68,5 163,9 171,5 169,4
Tabela 12 - Produção Teórica com Atenuação Humana obtida para cada linha produtiva.
Produção Real
Quanto à Produção Real, é obtida através da subtração das perdas por velocidade reduzida à
Produção Teórica, já que estas se referem aos casos em que cada linha produtiva funciona a uma
cadência real, CR, abaixo da sua cadência máxima (CMT). Daí que, à semelhança da aproximação
efetuada para a CMT, o cálculo da CR se baseie no inverso agora do valor médio dos diversos tempos
de produção cronometrados aleatoriamente em cada LP.
𝐶𝑅𝑖 =1
𝑇𝑒𝑚𝑝𝑜 𝑚é𝑑𝑖𝑜 𝑑𝑒 𝑝𝑟𝑜𝑑𝑢çã𝑜 𝑝𝑜𝑟 𝑝𝑎𝑣𝑖𝑚𝑒𝑛𝑡𝑜 (20)
Deste modo, a duração total a que cada linha produtiva funciona na sua cadência real (CR)
corresponde então ao tempo anteriormente calculado para a Produção Teórica com Atenuação
Humana. Apresentando-se, na tabela seguinte, os respetivos resultados da sua Produção Real em
pavimentos produzidos por minuto com base na equação (20).
Corte
(LP Tico-Tico)
Colagem Manual (LP 1)
Colagem Automática
(LP 2)
Calibragem (LP 3)
Acabamentos (LP 4)
Perfilagem (LP 5)
Tempo médio de produção (min/pav) 4,89 31,56 16,74 2,76 3,86 0,39
Produção Real (pav/min) 0,20 0,03 0,06 0,36 0,26 2,58
Tabela 13 - Produção Real contabilizada em cada linha produtiva segundo a equação (20).

35
Cálculo da Performance
No seguimento dos cálculos auxiliares efetuados e, em particular da equação (16) evidenciada
inicialmente, procede-se então ao cálculo da Performance de cada linha produtiva visando a obtenção
futura do respetivo OEE.
Corte
(LP Tico-Tico)
Colagem Manual (LP 1)
Colagem Automática
(LP 2)
Calibragem (LP 3)
Acabamentos (LP 4)
Perfilagem (LP 5)
Produção Teórica com Atenuação Humana (dias)
180,5 87,5 68,5 163,9 171,5 169,4
Tempo de Produção (dias) 185,9 110,2 74,7 176,9 186,4 187,2
Cadência Produção Real (pav/min)
0,20 0,03 0,06 0,36 0,26 2,58
Cadência Produção Teórica (pav/min)
0,25 0,05 0,07 0,48 0,29 2,94
Performance (%) 79,5 53,1 79,5 70,5 81,1 79,3
Tabela 14 - Performance obtida através da equação (16).
4.2.2.3. QUALIDADE
Como se pode verificar na equação (21), a Qualidade representa o quociente entre a
quantidade de produto acabado que sai de cada linha produtiva e a quantidade padrão, ou teórica, que
deveria ter saído sem perdas de qualidade resultantes, por exemplo, da existência de produtos
acabados defeituosos.
𝑄𝑢𝑎𝑙𝑖𝑑𝑎𝑑𝑒𝑖 =𝑄𝑢𝑎𝑛𝑡𝑖𝑑𝑎𝑑𝑒 𝑅𝑒𝑎𝑙𝑖
𝑄𝑢𝑎𝑛𝑡𝑖𝑑𝑎𝑑𝑒 𝑇𝑒ó𝑟𝑖𝑐𝑎𝑖
(21)
Quantidade Teórica
A Quantidade Teórica consiste, desde logo, na quantidade de produto que cada linha produtiva
conseguiria produzir caso não se verificassem quaisquer desperdícios de matéria-prima ou produtos
acabados defeituosos. A sua obtenção baseia-se no cálculo do valor médio de matéria-prima que dá
entrada em cada linha produtiva, de acordo com as informações fornecidas pelos responsáveis de
produção. Deste modo, as Quantidades Teóricas contabilizadas para cada linha produtiva encontram-
se então na tabela seguinte em m2 por turno diário de produção.
Corte
(LP Tico-Tico)
Colagem Manual (LP 1)
Colagem Automática
(LP 2)
Calibragem (LP 3)
Acabamentos (LP 4)
Perfilagem (LP 5)
Quantidade Teórica (m2/turno)
141,6 218,2 274,7 249,7 272,0 138,7
Tabela 15 - Quantidades Teóricas de produção em cada linha produtiva.

36
Quantidade Real
Já a Quantidade Real refere-se ao valor médio de produto acabado incluindo, ao contrário da
Quantidade Real, os casos de desperdício de matéria-prima ou produto acabado defeituoso registados
à saída de cada LP. Assim sendo, apresentam-se na tabela abaixo as respetivas Quantidades Reais
contabilizadas que, seguidamente, servirão de referência para o cálculo final da Qualidade.
Corte
(LP Tico-Tico)
Colagem Manual (LP 1)
Colagem Automática
(LP 2)
Calibragem (LP 3)
Acabamentos (LP 4)
Perfilagem (LP 5)
Quantidade Real (m2/turno)
134,7 205,6 257,6 243,3 194,3 136,9
Tabela 16 - Quantidades Reais de produção em cada linha produtiva.
Cálculo da Qualidade
Através da equação (21) apresentada inicialmente e das quantidades teóricas e reais obtidas,
procede-se então ao cálculo da Qualidade correspondente a cada linha produtiva visando, no ponto
seguinte, a obtenção do respetivo OEE.
Corte
(LP Tico-Tico)
Colagem Manual (LP 1)
Colagem Automática
(LP 2)
Calibragem (LP 3)
Acabamentos (LP 4)
Perfilagem (LP 5)
Quantidade Teórica (m2/turno)
141,6 218,2 274,7 249,7 272,0 138,7
Quantidade Real (m2/turno)
134,7 205,6 257,6 243,3 194,3 136,9
Qualidade (%) 95,1 94,2 93,8 97,4 71,4 98,7
Tabela 17 - Qualidade obtida através da equação (21).
4.2.2.4. CÁLCULO E ANÁLISE DO OEE
Obtidos os valores da Disponibilidade, Performance e Qualidade, procede-se então ao cálculo
do OEE correspondente a cada uma das linhas produtivas em estudo através da equação (22),
apresentando-se os respetivos resultados na tabela abaixo.
𝑂𝐸𝐸𝑖 = 𝐷𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑𝑒𝑖 × 𝑃𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒𝑖 × 𝑄𝑢𝑎𝑙𝑖𝑑𝑎𝑑𝑒𝑖 (22)
Corte
(LP Tico-Tico)
Colagem Manual (LP 1)
Colagem Automática
(LP 2)
Calibragem (LP 3)
Acabamentos (LP 4)
Perfilagem (LP 5)
Disponibilidade (%) 96,0 94,9 96,4 91,4 96,3 96,7
Performance (%) 79,5 53,1 79,5 70,5 81,1 79,3
Qualidade (%) 95,1 94,2 93,8 97,4 71,4 98,7
OEE (%) 72,6 47,5 71,9 62,8 55,7 75,7
Tabela 18 - OEE’s obtidos para cada linha produtiva através da equação (22).
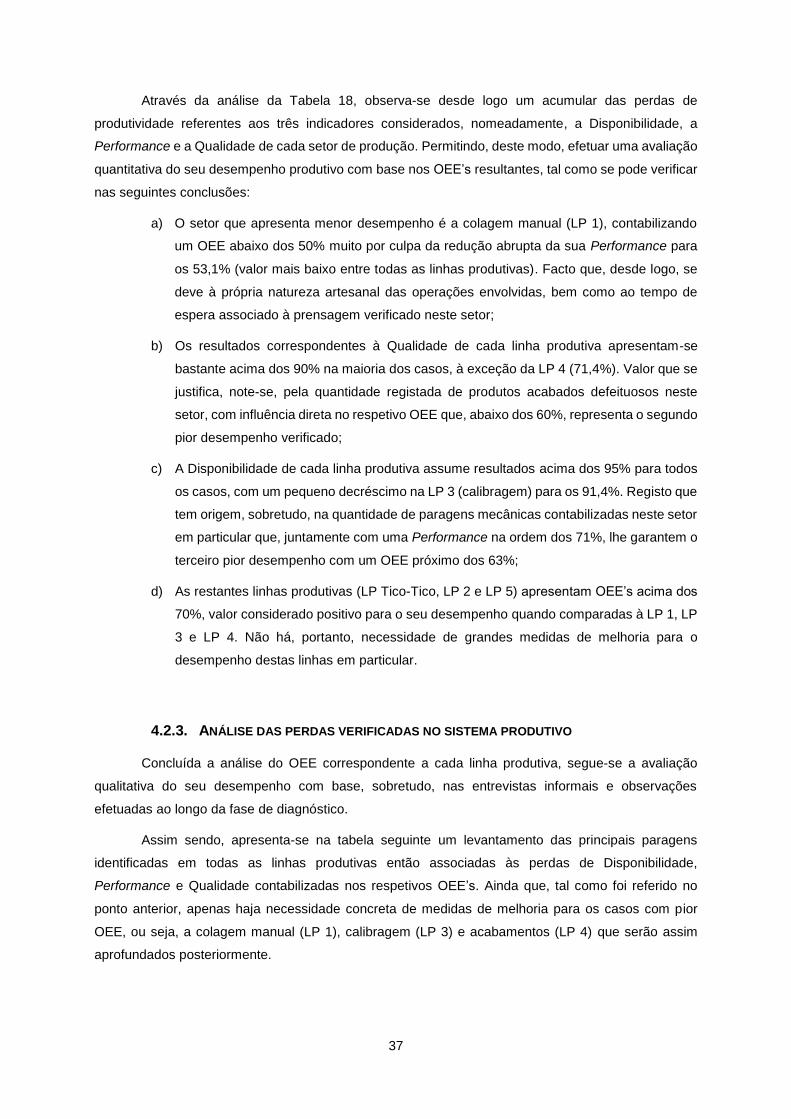
37
Através da análise da Tabela 18, observa-se desde logo um acumular das perdas de
produtividade referentes aos três indicadores considerados, nomeadamente, a Disponibilidade, a
Performance e a Qualidade de cada setor de produção. Permitindo, deste modo, efetuar uma avaliação
quantitativa do seu desempenho produtivo com base nos OEE’s resultantes, tal como se pode verificar
nas seguintes conclusões:
a) O setor que apresenta menor desempenho é a colagem manual (LP 1), contabilizando
um OEE abaixo dos 50% muito por culpa da redução abrupta da sua Performance para
os 53,1% (valor mais baixo entre todas as linhas produtivas). Facto que, desde logo, se
deve à própria natureza artesanal das operações envolvidas, bem como ao tempo de
espera associado à prensagem verificado neste setor;
b) Os resultados correspondentes à Qualidade de cada linha produtiva apresentam-se
bastante acima dos 90% na maioria dos casos, à exceção da LP 4 (71,4%). Valor que se
justifica, note-se, pela quantidade registada de produtos acabados defeituosos neste
setor, com influência direta no respetivo OEE que, abaixo dos 60%, representa o segundo
pior desempenho verificado;
c) A Disponibilidade de cada linha produtiva assume resultados acima dos 95% para todos
os casos, com um pequeno decréscimo na LP 3 (calibragem) para os 91,4%. Registo que
tem origem, sobretudo, na quantidade de paragens mecânicas contabilizadas neste setor
em particular que, juntamente com uma Performance na ordem dos 71%, lhe garantem o
terceiro pior desempenho com um OEE próximo dos 63%;
d) As restantes linhas produtivas (LP Tico-Tico, LP 2 e LP 5) apresentam OEE’s acima dos
70%, valor considerado positivo para o seu desempenho quando comparadas à LP 1, LP
3 e LP 4. Não há, portanto, necessidade de grandes medidas de melhoria para o
desempenho destas linhas em particular.
4.2.3. ANÁLISE DAS PERDAS VERIFICADAS NO SISTEMA PRODUTIVO
Concluída a análise do OEE correspondente a cada linha produtiva, segue-se a avaliação
qualitativa do seu desempenho com base, sobretudo, nas entrevistas informais e observações
efetuadas ao longo da fase de diagnóstico.
Assim sendo, apresenta-se na tabela seguinte um levantamento das principais paragens
identificadas em todas as linhas produtivas então associadas às perdas de Disponibilidade,
Performance e Qualidade contabilizadas nos respetivos OEE’s. Ainda que, tal como foi referido no
ponto anterior, apenas haja necessidade concreta de medidas de melhoria para os casos com pior
OEE, ou seja, a colagem manual (LP 1), calibragem (LP 3) e acabamentos (LP 4) que serão assim
aprofundados posteriormente.

38
Perdas de Disponibilidade Perdas de Performance Perdas de Qualidade
Paragens Mecânicas Paragens Tarefas
Aux. Paragens
Funcionários Paragens MP
Outras Paragens
Corte
(LP Tico-Tico)
- Avarias (Tico-Ticos)
- Serras partidas/gastas
- Lubrificação
- Substituição do pente de corte
- Sopragem da linha
- Empilhamento do lote desbastado
__ Atrasos na entrega das madeiras
Desbaste extra em certos lotes
Colagem Manual
(LP 1)
- Avarias (prensas)
- Lubrificação
- Prensas frias
- Demoras na reposição de lotes para prensagem
- Lavagem da coladora
- Empilhamento do lote prensado
Intervalos inesperados
- Defeitos na MP
- Dificuldade de circulação de MP na zona de trabalho
- Falta de cola
Elevado tempo de espera na prensagem
Colagem Auto.
(LP 2)
- Avarias (prensa)
- Lubrificação
- Atrasos na montagem manual dos pavimentos
- Lavagem da coladora
- Deslocação para a recolha do lote
Intervalos inesperados
- Defeitos na MP
- Falta de cola __
Calibragem
(LP 3)
- Avarias das máquinas
- Substituição das cintas abrasivas da calibradora
- Substituição das escovas da calibradora
- Substituição da régua de corte da multi-serra
- Serras partidas/gastas
- Lubrificação
- Ajuste de certos pavimentos à entrada da multi-serra
- Sopragem da linha
- Empilhamento do lote calibrado
__ Falta de vernizes e/ou óleos
Falta de energia
Acabamentos
(LP 4)
- Avarias das máquinas
- Desgaste das lixas
-Lubrificação
- Ajuste de certos pavimentos à entrada da lixadora Nº1
- Sopragem da linha
- Empilhamento do lote acabado
Erros na escolha dos vernizes aplicados
- Falta de vernizes e/ou óleos
- Defeitos no envernizamento
Falta de energia
Perfilagem
(LP 5)
- Avarias (perfiladoras)
- Lubrificação
- Sopragem da linha
- Empilhamento do lote perfilado
__ __ Falta de energia
Tabela 19 - Principais paragens verficadas em cada linha produtiva.
Com base na origem das paragens verificadas, é ainda possível avaliar gráfica e
discriminadamente (Figura 28) o seu impacto no desempenho produtivo da empresa em estudo. Visto
que o cálculo do OEE representa, em última instância, a acumulação de múltiplas perdas cuja
ocorrência difere, claro, de linha para linha face ao tempo total disponível para a produção
(correspondente a 100% no gráfico).
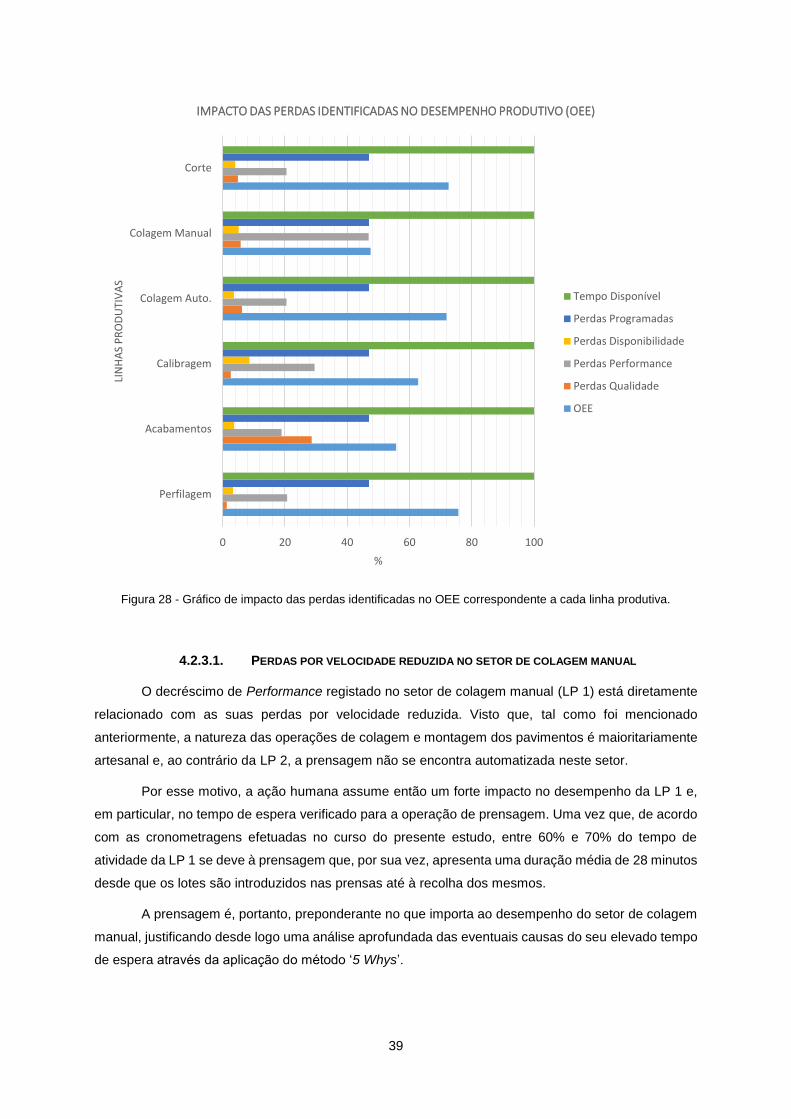
39
Figura 28 - Gráfico de impacto das perdas identificadas no OEE correspondente a cada linha produtiva.
4.2.3.1. PERDAS POR VELOCIDADE REDUZIDA NO SETOR DE COLAGEM MANUAL
O decréscimo de Performance registado no setor de colagem manual (LP 1) está diretamente
relacionado com as suas perdas por velocidade reduzida. Visto que, tal como foi mencionado
anteriormente, a natureza das operações de colagem e montagem dos pavimentos é maioritariamente
artesanal e, ao contrário da LP 2, a prensagem não se encontra automatizada neste setor.
Por esse motivo, a ação humana assume então um forte impacto no desempenho da LP 1 e,
em particular, no tempo de espera verificado para a operação de prensagem. Uma vez que, de acordo
com as cronometragens efetuadas no curso do presente estudo, entre 60% e 70% do tempo de
atividade da LP 1 se deve à prensagem que, por sua vez, apresenta uma duração média de 28 minutos
desde que os lotes são introduzidos nas prensas até à recolha dos mesmos.
A prensagem é, portanto, preponderante no que importa ao desempenho do setor de colagem
manual, justificando desde logo uma análise aprofundada das eventuais causas do seu elevado tempo
de espera através da aplicação do método ‘5 Whys’.
0 20 40 60 80 100
Perfilagem
Acabamentos
Calibragem
Colagem Auto.
Colagem Manual
Corte
%
LIN
HA
S P
RO
DU
TIV
AS
IMPACTO DAS PERDAS IDENTIFICADAS NO DESEMPENHO PRODUTIVO (OEE)
Tempo Disponível
Perdas Programadas
Perdas Disponibilidade
Perdas Performance
Perdas Qualidade
OEE

40
Figura 29 - Aplicação do método ’5 Whys‘ para identificar a root cause da redução de Performance na LP 1.
Desprezando o tempo obrigatório de permanência dos pavimentos nas prensas para
consolidação das colas, é possível então verificar que o principal fator de congestionamento da
produção é a demora na recolha manual dos lotes prensados e a introdução dos subsequentes. Dado
que esta operação requer a utilização de pelo menos dois operadores em simultâneo, nomeadamente,
o operador auxiliar e um dos operadores da coladora.
Como na maioria das vezes ambos se encontram ocupados quer na colagem, quer no registo
inicial de humidade, os lotes já prensados acabam por permanecer nos respetivos pratos para lá do
aviso luminoso de conclusão da prensagem, enquanto os lotes por prensar se vão acumulando na zona
de trabalho. Facto que, em última análise, tem origem na própria dinâmica de trabalho em prática que
à partida reduz significativamente o tempo de resposta dos operadores deste setor.
Figura 30 - Exemplo de lote em espera para entrar nas prensas já com o aviso luminoso de conclusão da prensagem do lote anterior aceso (assinalado a vermelho).
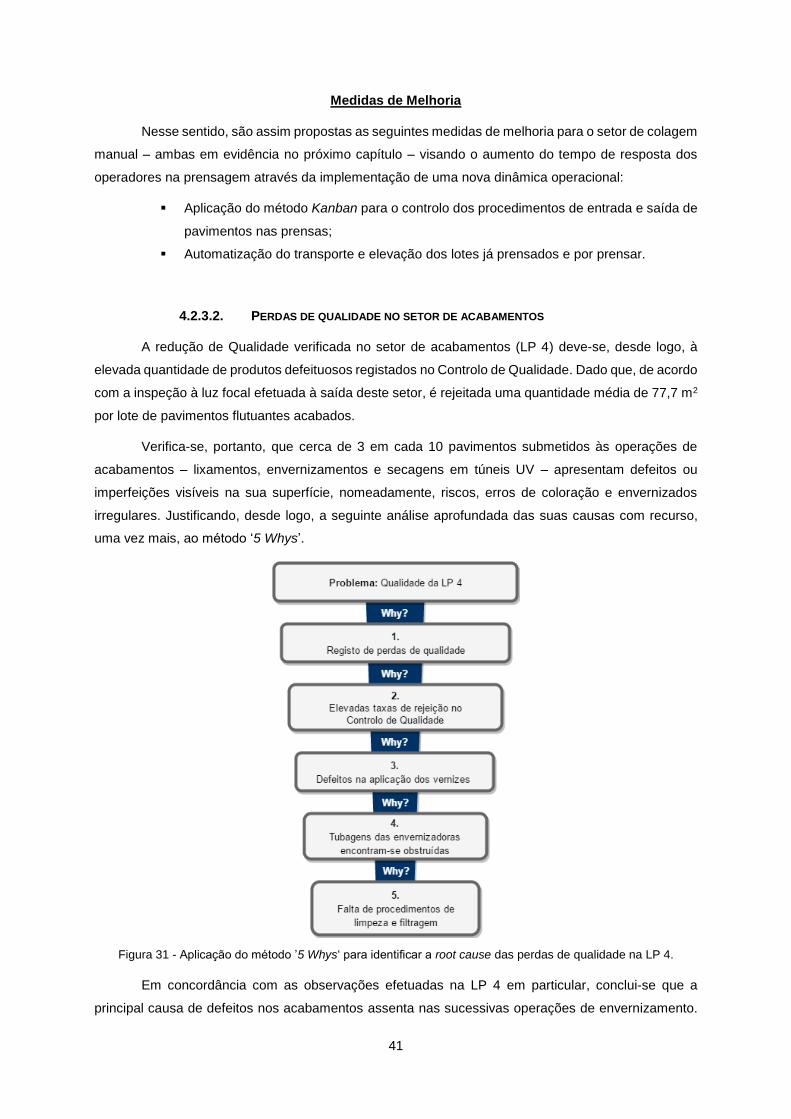
41
Medidas de Melhoria
Nesse sentido, são assim propostas as seguintes medidas de melhoria para o setor de colagem
manual – ambas em evidência no próximo capítulo – visando o aumento do tempo de resposta dos
operadores na prensagem através da implementação de uma nova dinâmica operacional:
Aplicação do método Kanban para o controlo dos procedimentos de entrada e saída de
pavimentos nas prensas;
Automatização do transporte e elevação dos lotes já prensados e por prensar.
4.2.3.2. PERDAS DE QUALIDADE NO SETOR DE ACABAMENTOS
A redução de Qualidade verificada no setor de acabamentos (LP 4) deve-se, desde logo, à
elevada quantidade de produtos defeituosos registados no Controlo de Qualidade. Dado que, de acordo
com a inspeção à luz focal efetuada à saída deste setor, é rejeitada uma quantidade média de 77,7 m2
por lote de pavimentos flutuantes acabados.
Verifica-se, portanto, que cerca de 3 em cada 10 pavimentos submetidos às operações de
acabamentos – lixamentos, envernizamentos e secagens em túneis UV – apresentam defeitos ou
imperfeições visíveis na sua superfície, nomeadamente, riscos, erros de coloração e envernizados
irregulares. Justificando, desde logo, a seguinte análise aprofundada das suas causas com recurso,
uma vez mais, ao método ‘5 Whys’.
Figura 31 - Aplicação do método ’5 Whys‘ para identificar a root cause das perdas de qualidade na LP 4.
Em concordância com as observações efetuadas na LP 4 em particular, conclui-se que a
principal causa de defeitos nos acabamentos assenta nas sucessivas operações de envernizamento.

42
Considerando que, na maioria dos casos, a superfície dos pavimentos defeituosos apresenta zonas
não envernizadas ou mesmo resíduos incrustados que se devem, sobretudo, à obstrução das tubagens
de alimentação das envernizadoras pela presença de impurezas.
Embora o envernizamento seja efetuado por dois rolos – um aplicador e outro doseador – que
à partida tornariam o envernizado de cada pavimento uniforme, tal não se verifica muito por culpa da
falta de procedimentos de limpeza e filtragem das tubagens por parte dos operadores deste setor. Pelo
que, quando estas se encontram obstruídas, impossibilitam então uma irrigação correta de ambos os
rolos e, em consequência, a obtenção de um envernizado regular e uniforme.
a) b)
Figura 32 - Máquina envernizadora a) Tubagens de alimentação b) Rolos aplicador e doseador de verniz.
Medidas de Melhoria
Deste modo, podem então apresentar-se as seguintes medidas de redução de eventuais
obstruções nas tubagens de envernizamento e, consequentemente, de melhoria das taxas de rejeição
no Controlo de Qualidade deste setor, sendo a primeira delas abordada no próximo capítulo:
Implementação de sistema de filtragem preventiva Poka-Yoke;
Utilização das técnicas Kaizen Event e Gestão Visual para definir e monitorizar
continuamente o sistema implementado.
4.2.3.3. PERDAS POR PARAGENS MECÂNICAS NO SETOR DE CALIBRAGEM
Embora não tão significativo como os casos anteriores, o decréscimo da Disponibilidade
registado no setor de calibragem (LP 3) está associado às suas perdas por paragens mecânicas. Facto
que, como se pode observar no levantamento de paragens apresentado anteriormente, se deve
sobretudo às operações de manutenção corretiva tanto da máquina calibradora como da multi-serra.
De acordo com as cronometragens efetuadas no curso do presente estudo, as paragens para
manutenção da calibradora chegaram a atingir cerca de 40 minutos de duração em certos dias de
trabalho. Visto que a manutenção deste equipamento inclui, desde logo, a substituição por desgaste
das suas cintas abrasivas e escovas de aço, enquanto a multi-serra, por sua vez, exige a mudança da
sua régua de corte a cada troca de produto.

43
Por esse motivo, a duração das paragens mecânicas da multi-serra é mais difícil de prever,
considerando que as mudanças de produto produzido neste setor dependem, claro, dos requisitos
específicos de cada encomenda. Ainda assim, é possível estimar uma duração média de 11 minutos
para a manutenção deste equipamento justificando, desse modo, a seguinte análise detalhada com
base no método ‘5 Whys’.
Figura 33 - Aplicação do método ’5 Whys‘ para obter a root cause das perdas por paragens mecânicas na LP 3.
Como é percetível na Figura 33, o elevado tempo de manutenção de ambos os equipamentos
referidos anteriormente tem origem, sobretudo, na dificuldade de acesso às peças de substituição por
parte dos operadores. Visto que, sendo a manutenção corretiva o único tipo de manutenção praticada
neste setor, as cintas abrasivas, escovas de aço e réguas de corte encontram-se não só a uma distância
considerável da LP 3, como sem qualquer instrução de montagem ou rótulo descritivo. Prejudicando,
assim, o trabalho do operador responsável pela sua manutenção e, acima disso, o próprio desempenho
produtivo deste setor em particular.
Figura 34 - Exemplo da substituição de uma das cintas abrasivas da calibradora.
44
Medidas de Melhoria
Assim sendo, procede-se então à apresentação das seguintes medidas de manutenção
preventiva quer da calibradora, quer da multi-serra, visando a redução do tempo de paragens
mecânicas verificadas neste setor, sendo ambas abordadas no próximo capítulo:
Criação de balcão de fornecimento imediato de peças de substituição;
Implementação de procedimentos de Gestão Visual para a catalogação das peças de
substituição e inspeção periódica dos equipamentos.
4.2.3.4. CONTROLO E GESTÃO DA PRODUÇÃO
Para além das perdas identificadas através do cálculo do OEE correspondente a cada LP, a
fase de diagnóstico dos problemas latentes no sistema produtivo em estudo fica apenas concluída com
a análise das práticas atuais de controlo e gestão da produção.
Nesse sentido, é possível identificar desde logo uma enorme desarticulação entre os diversos
setores produtivos no que importa à obtenção e controlo de dados e, em última instância, à própria
capacidade de melhoria global dos resultados da empresa. Visto que o único indicador utilizado pelo
Departamento de Produção para o efeito se cinge, exclusivamente, à quantidade de pavimentos
flutuantes produzida (m2) em cada setor. Daí a dificuldade na recolha de informações exatas acerca do
seu desempenho sentida ao longo do presente estudo, ou mesmo a necessidade estrita de validar
cuidadosamente até os registos de produção existentes.
Por outro lado, a falta de indicadores abrangentes de controlo e gestão da produção apresenta
então diversas consequências negativas para o funcionamento do sistema produtivo da empresa em
estudo, entre as quais:
Atrasos na produção e expedição de encomendas face ao prazo pré-estabelecido para
o efeito (4 semanas);
Atrasos na entrega de materiais por parte dos fornecedores;
Défice de objetivos produtivos tangíveis a médio-longo prazo por parte dos
responsáveis de produção;
Desvios de custo na seleção de materiais e componentes;
Necessidade de retrabalho ou desenvolvimento além do previsto.
Ainda que o impacto dos problemas associados à falta de controlo no funcionamento do
sistema produtivo da Fenesteves seja variável, é o cumprimento dos prazos de produção aquele que
requer maior preocupação. Uma vez que, embora a empresa estipule inicialmente um prazo fixo de 4
semanas para a produção de todas as encomendas, na realidade estas são expedidas já com atrasos
significativos que, de acordo com a sua complexidade, poderão acrescentar até 8 semanas ao prazo
inicial. Tal como se pode verificar, em última análise, nos lead times registados para uma amostra
aleatória de encomendas então apresentados na figura seguinte, onde é possível observar que os
prazos de expedição são não só superiores ao pré-estabelecido, como também irregulares.

45
Figura 35 - Lead Time de expedição de 15 encomendas aleatórias no período de 2016/2017.
Medida de Melhoria
Apresenta-se, por último, a seguinte medida de controlo em rede da produção de todos os
setores (trabalho futuro), no sentido de estimular a articulação entre eles, estabelecer objetivos
produtivos tangíveis a médio-longo prazo e, acima disso, reduzir o lead time das encomendas de
pavimentos flutuantes:
Sugestão de indicadores de desempenho (KPI’s).
0
2
4
6
8
10
12
0 5 10 15
Sem
anas
Encomendas
Lead Time das Encomendas
Encomendas expedidas
Prazo inicial (fixo)

46
5. SOLUÇÕES
Considerando as perdas de produtividade em evidência na fase de diagnóstico como
oportunidades de melhoria do sistema produtivo da Fenesteves, é assim possível efetuar um plano de
resolução das mesmas de acordo, note-se, com a filosofia Lean. Nesse sentido, apresenta-se no
quadro seguinte a síntese das medidas propostas com a respetiva focalização e objetivo – algumas
para implementação imediata, outras delineadas para implementação posterior – para que então se
proceda à sua análise nos pontos subsequentes.
Layout Problema Causa Solução
Colagem Manual (LP 1)
Perdas por velocidade reduzida Elevado tempo de
resposta dos operadores na prensagem
Nova dinâmica operacional: - Kanban visual - Sistema de apoio ao operador auxiliar
Acabamentos (LP 4)
Perdas de qualidade Obstruções nas tubagens
de envernizamento Sistema de filtragem Poka-Yoke
Calibragem (LP 3)
Perdas por paragens mecânicas Elevado tempo de manutenção dos
equipamentos
Manutenção preventiva: - Balcão de peças catalogadas - Procedimentos de inspeção periódica
Todos
- Incumprimento dos prazos de produção pré-estabelecidos - Défice de objetivos produtivos tangíveis a médio-longo prazo
Falta de indicadores de controlo e gestão da
produção Sugestão de KPI’s
Tabela 20 - Síntese das medidas de melhoria em análise.
5.1. MELHORIA DO TEMPO DE RESPOSTA DOS OPERADORES NA PRENSAGEM
De acordo com a análise das perdas por velocidade reduzida efetuada anteriormente, a ação
humana assume então um forte impacto no desempenho da LP 1 e, em particular, no tempo de espera
verificado durante a prensagem. Não apenas porque esta operação não se encontra automatizada,
mas também devido ao elevado tempo de resposta dos operadores envolvidos que, por sua vez, tem
origem na própria dinâmica de trabalho em vigor.
Verifica-se, portanto, que o modelo atual de distribuição de funções promove o excesso de
ocupação dos responsáveis pela prensagem – o operador auxiliar e um dos operadores da coladora –
congestionando assim o fluxo de lotes prensados e por prensar que, caoticamente, se vão acumulando
na zona de trabalho. Situação que, devidamente diagnosticada, pode ser então solucionada através da
implementação de uma nova dinâmica de trabalho assente no Kanban visual e no sistema de apoio ao
operador auxiliar, ambos abordados nos pontos seguintes.
Enquanto sistema visual de controlo da produção e inventário, o Kanban visa desde logo a
normalização dos procedimentos de entrada e saída dos pavimentos na prensagem, evitando assim o
congestionamento da zona de trabalho. De modo complementar, o sistema de apoio ao operador
auxiliar surge no sentido de simplificar o transporte e elevação dos lotes ao ponto de viabilizar, em
última instância, a execução da operação de prensagem exclusivamente por este operador.

47
5.1.1. APLICAÇÃO DO KANBAN VISUAL
No âmbito da aplicação do Kanban visual define-se desde logo um código de cores distintas,
verde e vermelho, que determinam então a urgência de cada reposição de pavimentos nas 3 prensas.
O Kanban verde significa que se trata de uma requisição sem urgência, pelo que são apenas repostos
pavimentos caso a situação nos restantes postos de trabalho esteja controlada. Por outro lado, sempre
que a área do Kanban vermelho estiver livre significa que é necessário proceder à reposição urgente
de pavimentos nas prensas, sendo o total de espaços ou áreas calculado através da equação
apresentada abaixo.
𝑁º 𝑑𝑒 𝐾𝑎𝑛𝑏𝑎𝑛𝑠 =𝑄𝑡𝑑. 𝑚é𝑑𝑖𝑎 𝑝/𝑡𝑢𝑟𝑛𝑜 × 𝐹𝑟𝑒𝑞𝑢ê𝑛𝑐𝑖𝑎 𝑑𝑎𝑠 𝑟𝑒𝑝𝑜𝑠𝑖çõ𝑒𝑠
𝐶𝑎𝑝𝑎𝑐𝑖𝑑𝑎𝑑𝑒 𝑑𝑜 𝑙𝑜𝑡𝑒∙ (1 + 𝑐𝑜𝑒𝑓. 𝑑𝑒 𝑠𝑒𝑔𝑢𝑟𝑎𝑛ç𝑎) (23)
Dada a variabilidade na quantidade e geometria dos pavimentos a prensar, o número de
Kanbans a aplicar na LP 1 terá de garantir uma solução para todos os cenários de prensagem. Daí
que, como circunscreve a equação (23), o seu cálculo contabilize a quantidade mínima de pavimentos
por lote (cerca de 1,13 m2), face à quantidade média prensada por turno (218,2 m2 em 8 horas diárias)
e à frequência a que deveria ser efetuada a reposição de pavimentos nas prensas – o aviso luminoso
de conclusão da prensagem acende, em média, a cada 13,4 minutos (≈ 0,22 horas) – tal como se pode
observar na tabela seguinte.
Quantidade média por turno
(m2/h)
Frequência das reposições (h)
Capacidade do lote (m2)
Coeficiente de segurança (%)
Nº de Kanbans
27,28 0,22 1,13 10 5,84
Tabela 21 - Número de Kanbans obtido através da equação (23).
Com base no resultado obtido através da equação (23), é então possível sugerir a aplicação
de 6 Kanbans na LP 1 dispostos, especificamente, junto à zona de prensagem (Figura 36). Visto que,
em última análise, este é o menor número inteiro que assegura um fluxo regular de pavimentos na
prensagem, independentemente do tipo ou formato dos lotes.
Figura 36 - Representação do local de aplicação do Kanban visual na LP 1.
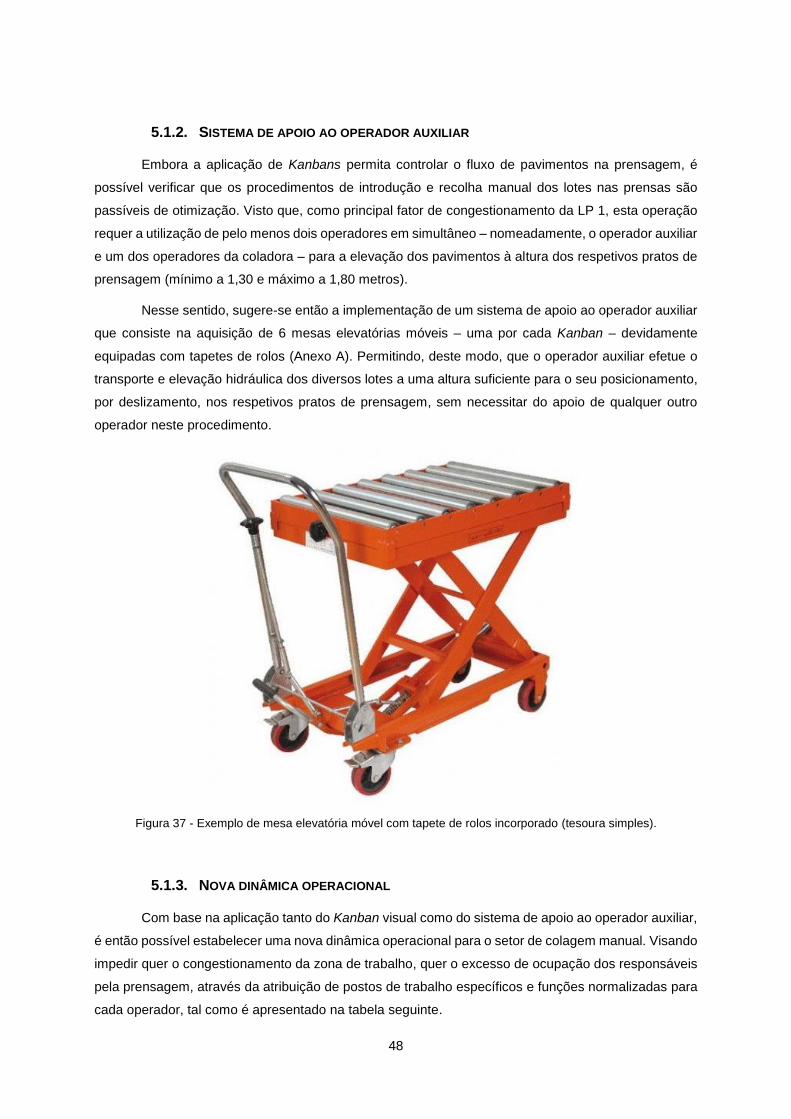
48
5.1.2. SISTEMA DE APOIO AO OPERADOR AUXILIAR
Embora a aplicação de Kanbans permita controlar o fluxo de pavimentos na prensagem, é
possível verificar que os procedimentos de introdução e recolha manual dos lotes nas prensas são
passíveis de otimização. Visto que, como principal fator de congestionamento da LP 1, esta operação
requer a utilização de pelo menos dois operadores em simultâneo – nomeadamente, o operador auxiliar
e um dos operadores da coladora – para a elevação dos pavimentos à altura dos respetivos pratos de
prensagem (mínimo a 1,30 e máximo a 1,80 metros).
Nesse sentido, sugere-se então a implementação de um sistema de apoio ao operador auxiliar
que consiste na aquisição de 6 mesas elevatórias móveis – uma por cada Kanban – devidamente
equipadas com tapetes de rolos (Anexo A). Permitindo, deste modo, que o operador auxiliar efetue o
transporte e elevação hidráulica dos diversos lotes a uma altura suficiente para o seu posicionamento,
por deslizamento, nos respetivos pratos de prensagem, sem necessitar do apoio de qualquer outro
operador neste procedimento.
Figura 37 - Exemplo de mesa elevatória móvel com tapete de rolos incorporado (tesoura simples).
5.1.3. NOVA DINÂMICA OPERACIONAL
Com base na aplicação tanto do Kanban visual como do sistema de apoio ao operador auxiliar,
é então possível estabelecer uma nova dinâmica operacional para o setor de colagem manual. Visando
impedir quer o congestionamento da zona de trabalho, quer o excesso de ocupação dos responsáveis
pela prensagem, através da atribuição de postos de trabalho específicos e funções normalizadas para
cada operador, tal como é apresentado na tabela seguinte.
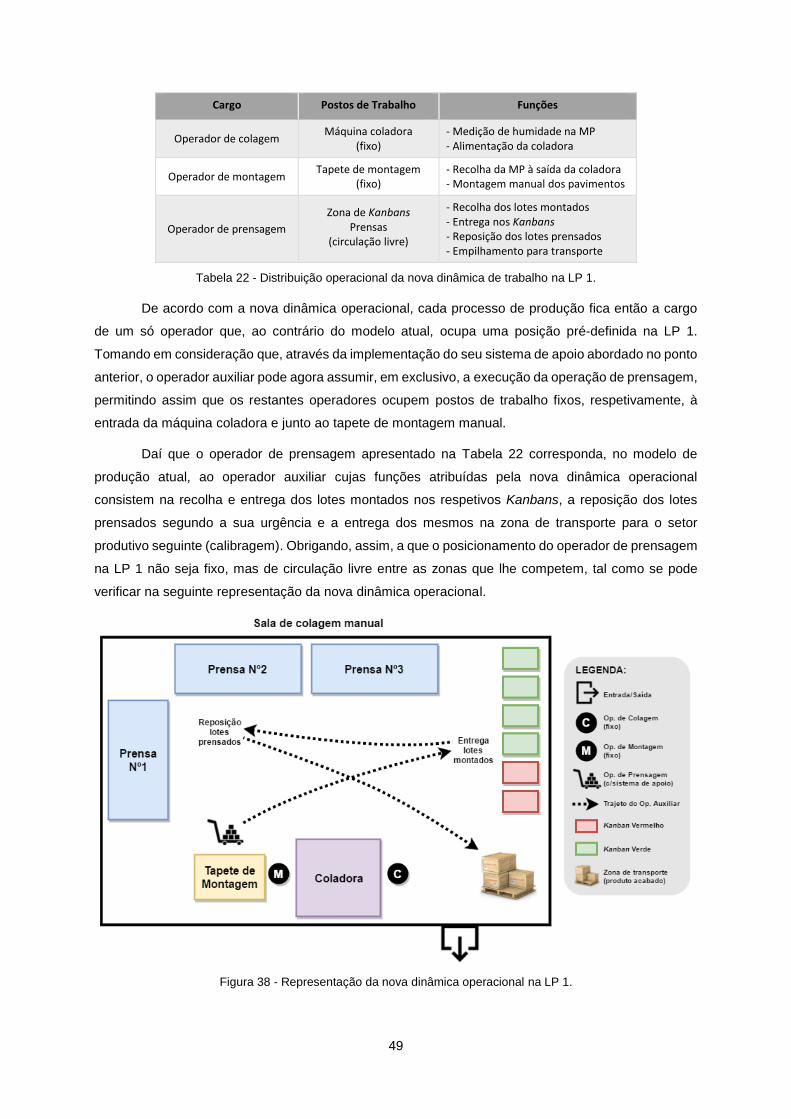
49
Cargo Postos de Trabalho Funções
Operador de colagem Máquina coladora
(fixo) - Medição de humidade na MP - Alimentação da coladora
Operador de montagem Tapete de montagem
(fixo) - Recolha da MP à saída da coladora - Montagem manual dos pavimentos
Operador de prensagem
Zona de Kanbans Prensas
(circulação livre)
- Recolha dos lotes montados - Entrega nos Kanbans - Reposição dos lotes prensados - Empilhamento para transporte
Tabela 22 - Distribuição operacional da nova dinâmica de trabalho na LP 1.
De acordo com a nova dinâmica operacional, cada processo de produção fica então a cargo
de um só operador que, ao contrário do modelo atual, ocupa uma posição pré-definida na LP 1.
Tomando em consideração que, através da implementação do seu sistema de apoio abordado no ponto
anterior, o operador auxiliar pode agora assumir, em exclusivo, a execução da operação de prensagem,
permitindo assim que os restantes operadores ocupem postos de trabalho fixos, respetivamente, à
entrada da máquina coladora e junto ao tapete de montagem manual.
Daí que o operador de prensagem apresentado na Tabela 22 corresponda, no modelo de
produção atual, ao operador auxiliar cujas funções atribuídas pela nova dinâmica operacional
consistem na recolha e entrega dos lotes montados nos respetivos Kanbans, a reposição dos lotes
prensados segundo a sua urgência e a entrega dos mesmos na zona de transporte para o setor
produtivo seguinte (calibragem). Obrigando, assim, a que o posicionamento do operador de prensagem
na LP 1 não seja fixo, mas de circulação livre entre as zonas que lhe competem, tal como se pode
verificar na seguinte representação da nova dinâmica operacional.
Figura 38 - Representação da nova dinâmica operacional na LP 1.

50
5.1.4. RESULTADOS DA DINÂMICA OPERACIONAL PROPOSTA
A implementação da nova dinâmica operacional representa, desde logo, uma melhoria
significativa no tempo de resposta dos operadores da LP 1 e, em particular, da operação de prensagem.
Facto que, considerando o diagnóstico efetuado anteriormente, apresenta um impacto direto nas
seguintes paragens verificadas:
Demoras na reposição de lotes para prensagem (paragens para tarefas auxiliares);
Dificuldade de circulação de MP na zona de trabalho (paragens MP);
Assim sendo, é possível apresentar uma estimativa para a redução de 80% tanto das paragens
com origem em MP como para tarefas auxiliares. Em virtude, note-se, da redução na mesma ordem de
grandeza do tempo médio de reposição de lotes prensados que, pela aplicação dos Kanbans e do
sistema de apoio ao operador de prensagem, contribui para o descongestionamento da circulação de
MP. Este tempo é então obtido retirando a frequência do aviso luminoso de conclusão da prensagem
à duração total desde que os lotes são introduzidos nas prensas até à sua recolha, tal como se pode
observar na tabela abaixo.
Tempo total de prensagem (min)
Tempo de conclusão da prensagem (min)
Tempo de reposição (min)
Situação Atual 28,0 13,4 14,6
Após Solução 16,3 13,4 2,9
Tabela 23 - Impacto estimado da nova dinâmica operacional no tempo de reposição de lotes prensados.
Em consequência da redução do Tempo de Reposição verificada, pode assim apresentar-se
na Tabela 24 o seu impacto estimado quer nas paragens referidas anteriormente, quer no índice de
paragens com origem humana da LP 1, com recurso às equações (24) e (25).
%𝑃𝑎𝑟𝑎𝑔𝑒𝑛𝑠 𝑇𝑎𝑟𝑒𝑓𝑎𝑠 𝐴𝑢𝑥.𝑖 (𝑎𝑝ó𝑠 𝑠𝑜𝑙𝑢çã𝑜) = 0,2 × %𝑃𝑎𝑟𝑎𝑔𝑒𝑛𝑠 𝑇𝑎𝑟𝑒𝑓𝑎𝑠 𝐴𝑢𝑥.𝑖 (𝑎𝑐𝑡𝑢𝑎𝑙) (24)
%𝑃𝑎𝑟𝑎𝑔𝑒𝑛𝑠 𝑀𝑃𝑖(𝑎𝑝ó𝑠 𝑠𝑜𝑙𝑢çã𝑜) = 0,2 × %𝑃𝑎𝑟𝑎𝑔𝑒𝑛𝑠 𝑀𝑃𝑖(𝑎𝑐𝑡𝑢𝑎𝑙) (25)
Paragens Tarefas Aux.
Paragens MP
Paragens Funcionários
Outras Paragens
Paragens Humanas
Situação Atual 5,73% 6,02% 2,90% 5,22% 19,88%
Após Solução 1,15% 1,20% 2,90% 5,22% 10,47%
Tabela 24 - Impacto estimado da nova dinâmica operacional nas Paragens Humanas.
Através da análise da tabela anterior, conclui-se que a nova dinâmica operacional permite uma
redução de cerca de 10 pontos percentuais nas Paragens Humanas contabilizadas na LP 1
viabilizando, portanto, a implementação do Kanban visual e do sistema de apoio proposto. Embora este
último pressuponha um investimento total na aquisição de equipamentos que ronda os 2.274,00€ como
consta no Anexo A, um valor então justificado pelo acréscimo até 50 m2 de produção diária que, a curto
prazo, a sua aplicação ao setor de colagem manual poderá significar.
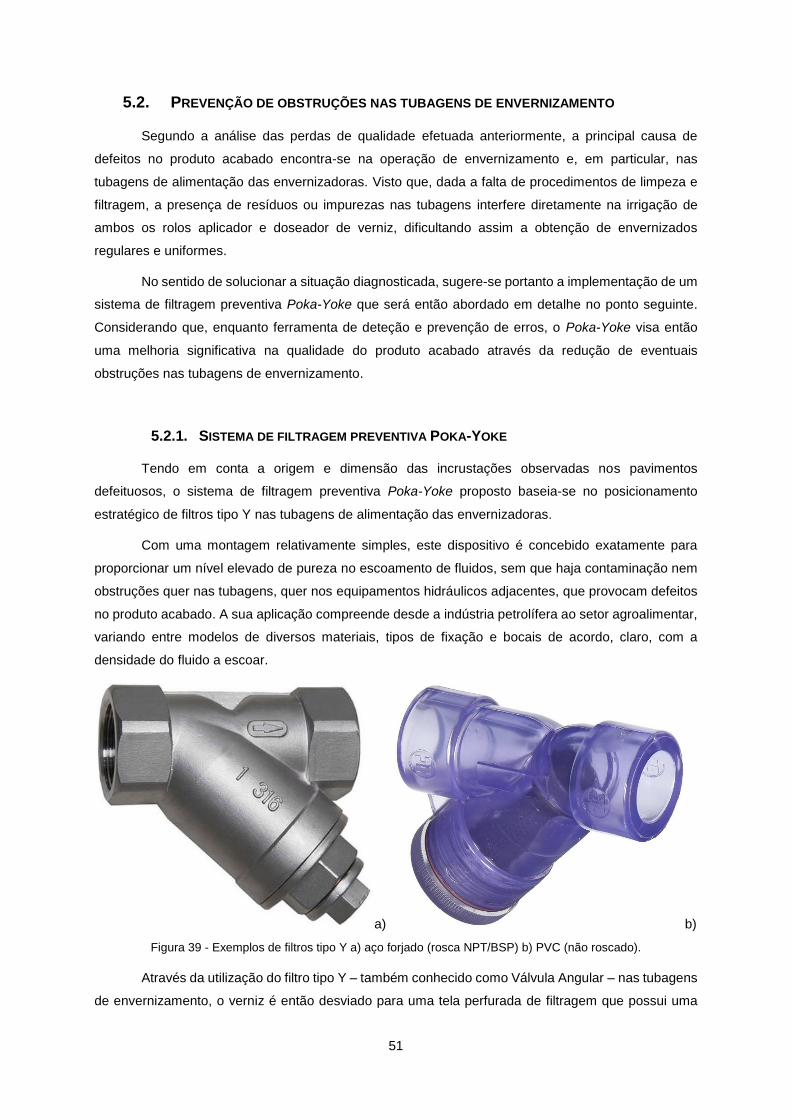
51
5.2. PREVENÇÃO DE OBSTRUÇÕES NAS TUBAGENS DE ENVERNIZAMENTO
Segundo a análise das perdas de qualidade efetuada anteriormente, a principal causa de
defeitos no produto acabado encontra-se na operação de envernizamento e, em particular, nas
tubagens de alimentação das envernizadoras. Visto que, dada a falta de procedimentos de limpeza e
filtragem, a presença de resíduos ou impurezas nas tubagens interfere diretamente na irrigação de
ambos os rolos aplicador e doseador de verniz, dificultando assim a obtenção de envernizados
regulares e uniformes.
No sentido de solucionar a situação diagnosticada, sugere-se portanto a implementação de um
sistema de filtragem preventiva Poka-Yoke que será então abordado em detalhe no ponto seguinte.
Considerando que, enquanto ferramenta de deteção e prevenção de erros, o Poka-Yoke visa então
uma melhoria significativa na qualidade do produto acabado através da redução de eventuais
obstruções nas tubagens de envernizamento.
5.2.1. SISTEMA DE FILTRAGEM PREVENTIVA POKA-YOKE
Tendo em conta a origem e dimensão das incrustações observadas nos pavimentos
defeituosos, o sistema de filtragem preventiva Poka-Yoke proposto baseia-se no posicionamento
estratégico de filtros tipo Y nas tubagens de alimentação das envernizadoras.
Com uma montagem relativamente simples, este dispositivo é concebido exatamente para
proporcionar um nível elevado de pureza no escoamento de fluidos, sem que haja contaminação nem
obstruções quer nas tubagens, quer nos equipamentos hidráulicos adjacentes, que provocam defeitos
no produto acabado. A sua aplicação compreende desde a indústria petrolífera ao setor agroalimentar,
variando entre modelos de diversos materiais, tipos de fixação e bocais de acordo, claro, com a
densidade do fluido a escoar.
a) b)
Figura 39 - Exemplos de filtros tipo Y a) aço forjado (rosca NPT/BSP) b) PVC (não roscado).
Através da utilização do filtro tipo Y – também conhecido como Válvula Angular – nas tubagens
de envernizamento, o verniz é então desviado para uma tela perfurada de filtragem que possui uma

52
tampa de encaixe fácil para que seja efetuada a sua lavagem e reposição. Permitindo, deste modo, a
remoção de partículas sólidas de maiores dimensões (até 2 mm) existentes no fluido – tais como
resíduos de MP, resíduos de oxidação ou mesmo areias – sem interromper o seu fluxo nas tubagens.
Contribuindo, em última instância, para a proteção tanto das bombas hidráulicas de escoamento de
verniz, como de ambos os rolos de envernizamento, face a eventuais obstruções e ao desgaste que
lhes está associado.
Figura 40 - Funcionamento do filtro tipo Y ou válvula angular [27].
Por outro lado, à implementação do sistema de filtragem preventiva Poka-Yoke acresce a
sugestão de aplicação dos métodos Kaizen Event e Gestão Visual por parte dos responsáveis de
produção da empresa em estudo. Considerando que, enquanto o Kaizen Events visa a definição da
quantidade de filtros tipo Y mais apropriada para as tubagens, a Gestão Visual permite efetuar a
monitorização dos procedimentos de reposição da tela filtrante por excesso de resíduos pelos
operadores da LP 4.
5.2.2. RESULTADOS DO SISTEMA PREVENTIVO PROPOSTO
A implementação do sistema de filtragem preventiva Poka-Yoke representa, desde logo, uma
melhoria significativa na qualidade do produto acabado na LP 4 e, em particular, na operação de
envernizamento. Situação que, de acordo com o diagnóstico efetuado anteriormente, apresenta um
impacto direto nas paragens por defeitos nos envernizados e, consequentemente, na quantidade de
produto rejeitado neste setor.
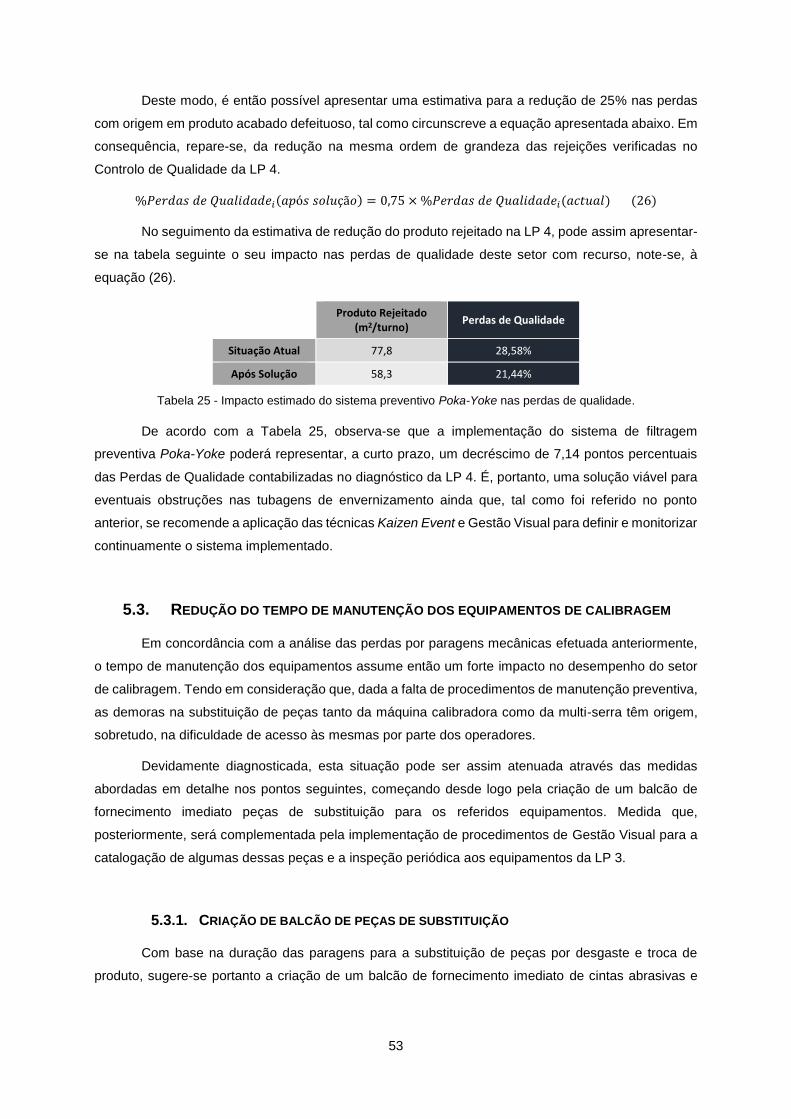
53
Deste modo, é então possível apresentar uma estimativa para a redução de 25% nas perdas
com origem em produto acabado defeituoso, tal como circunscreve a equação apresentada abaixo. Em
consequência, repare-se, da redução na mesma ordem de grandeza das rejeições verificadas no
Controlo de Qualidade da LP 4.
%𝑃𝑒𝑟𝑑𝑎𝑠 𝑑𝑒 𝑄𝑢𝑎𝑙𝑖𝑑𝑎𝑑𝑒𝑖(𝑎𝑝ó𝑠 𝑠𝑜𝑙𝑢çã𝑜) = 0,75 × %𝑃𝑒𝑟𝑑𝑎𝑠 𝑑𝑒 𝑄𝑢𝑎𝑙𝑖𝑑𝑎𝑑𝑒𝑖(𝑎𝑐𝑡𝑢𝑎𝑙) (26)
No seguimento da estimativa de redução do produto rejeitado na LP 4, pode assim apresentar-
se na tabela seguinte o seu impacto nas perdas de qualidade deste setor com recurso, note-se, à
equação (26).
Produto Rejeitado (m2/turno)
Perdas de Qualidade
Situação Atual 77,8 28,58%
Após Solução 58,3 21,44%
Tabela 25 - Impacto estimado do sistema preventivo Poka-Yoke nas perdas de qualidade.
De acordo com a Tabela 25, observa-se que a implementação do sistema de filtragem
preventiva Poka-Yoke poderá representar, a curto prazo, um decréscimo de 7,14 pontos percentuais
das Perdas de Qualidade contabilizadas no diagnóstico da LP 4. É, portanto, uma solução viável para
eventuais obstruções nas tubagens de envernizamento ainda que, tal como foi referido no ponto
anterior, se recomende a aplicação das técnicas Kaizen Event e Gestão Visual para definir e monitorizar
continuamente o sistema implementado.
5.3. REDUÇÃO DO TEMPO DE MANUTENÇÃO DOS EQUIPAMENTOS DE CALIBRAGEM
Em concordância com a análise das perdas por paragens mecânicas efetuada anteriormente,
o tempo de manutenção dos equipamentos assume então um forte impacto no desempenho do setor
de calibragem. Tendo em consideração que, dada a falta de procedimentos de manutenção preventiva,
as demoras na substituição de peças tanto da máquina calibradora como da multi-serra têm origem,
sobretudo, na dificuldade de acesso às mesmas por parte dos operadores.
Devidamente diagnosticada, esta situação pode ser assim atenuada através das medidas
abordadas em detalhe nos pontos seguintes, começando desde logo pela criação de um balcão de
fornecimento imediato peças de substituição para os referidos equipamentos. Medida que,
posteriormente, será complementada pela implementação de procedimentos de Gestão Visual para a
catalogação de algumas dessas peças e a inspeção periódica aos equipamentos da LP 3.
5.3.1. CRIAÇÃO DE BALCÃO DE PEÇAS DE SUBSTITUIÇÃO
Com base na duração das paragens para a substituição de peças por desgaste e troca de
produto, sugere-se portanto a criação de um balcão de fornecimento imediato de cintas abrasivas e
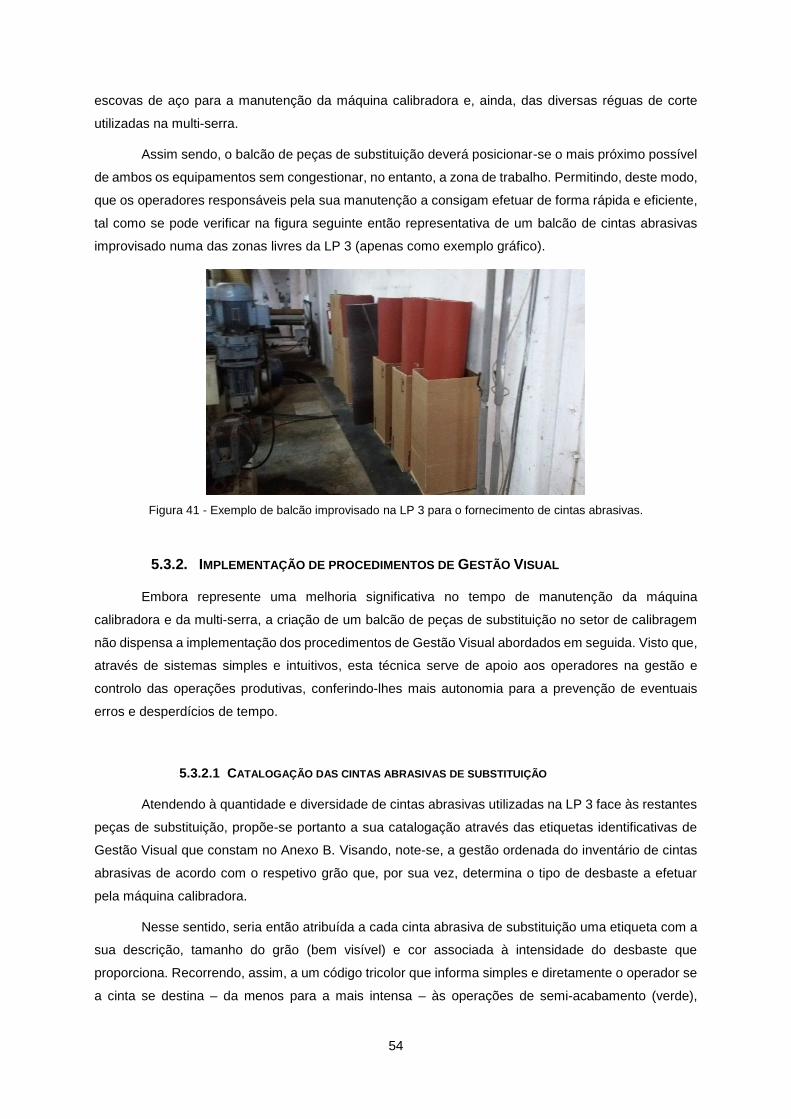
54
escovas de aço para a manutenção da máquina calibradora e, ainda, das diversas réguas de corte
utilizadas na multi-serra.
Assim sendo, o balcão de peças de substituição deverá posicionar-se o mais próximo possível
de ambos os equipamentos sem congestionar, no entanto, a zona de trabalho. Permitindo, deste modo,
que os operadores responsáveis pela sua manutenção a consigam efetuar de forma rápida e eficiente,
tal como se pode verificar na figura seguinte então representativa de um balcão de cintas abrasivas
improvisado numa das zonas livres da LP 3 (apenas como exemplo gráfico).
Figura 41 - Exemplo de balcão improvisado na LP 3 para o fornecimento de cintas abrasivas.
5.3.2. IMPLEMENTAÇÃO DE PROCEDIMENTOS DE GESTÃO VISUAL
Embora represente uma melhoria significativa no tempo de manutenção da máquina
calibradora e da multi-serra, a criação de um balcão de peças de substituição no setor de calibragem
não dispensa a implementação dos procedimentos de Gestão Visual abordados em seguida. Visto que,
através de sistemas simples e intuitivos, esta técnica serve de apoio aos operadores na gestão e
controlo das operações produtivas, conferindo-lhes mais autonomia para a prevenção de eventuais
erros e desperdícios de tempo.
5.3.2.1 CATALOGAÇÃO DAS CINTAS ABRASIVAS DE SUBSTITUIÇÃO
Atendendo à quantidade e diversidade de cintas abrasivas utilizadas na LP 3 face às restantes
peças de substituição, propõe-se portanto a sua catalogação através das etiquetas identificativas de
Gestão Visual que constam no Anexo B. Visando, note-se, a gestão ordenada do inventário de cintas
abrasivas de acordo com o respetivo grão que, por sua vez, determina o tipo de desbaste a efetuar
pela máquina calibradora.
Nesse sentido, seria então atribuída a cada cinta abrasiva de substituição uma etiqueta com a
sua descrição, tamanho do grão (bem visível) e cor associada à intensidade do desbaste que
proporciona. Recorrendo, assim, a um código tricolor que informa simples e diretamente o operador se
a cinta se destina – da menos para a mais intensa – às operações de semi-acabamento (verde),

55
desbaste leve (amarelo) ou desbaste pesado (vermelho). Contribuindo, em última análise, tanto para a
melhoria da acessibilidade destas peças de substituição, como para a prevenção de eventuais erros
na sua escolha e utilização.
Figura 42 - Etiqueta de catalogação de uma das cintas abrasivas devidamente legendada.
5.3.2.2 INSPEÇÃO PERIÓDICA À CALIBRADORA
No âmbito da redução do tempo de manutenção da máquina calibradora em particular, sugere-
se ainda a implementação de inspeções periódicas a este equipamento por parte dos operadores
responsáveis pela LP 3. Enquanto medida preventiva de eventuais paragens mecânicas, cada inspeção
deverá consistir portanto na execução dos seguintes procedimentos normalizados:
1) Verificação do desgaste das cintas abrasivas;
2) Ajuste do seu posicionamento nos rolos de fixação;
3) Calibragem do sistema pneumático de tensionamento.
Concluída a inspeção, resta ao operador encarregue pela mesma o preenchimento de uma
etiqueta adesiva de Gestão Visual aprovando, à partida, o estado de funcionamento da calibradora
(Figura 43). Procedimento que, para além de servir de comprovativo da inspeção efetuada, deverá
também permitir que operador estipule o prazo até à próxima inspeção e proceda, posteriormente, à
colocação da etiqueta preenchida numa zona visível, de preferência, junto ao painel de comandos do
equipamento inspecionado.
Figura 43 - Etiqueta indicativa de equipamento inspecionado.
Designação
Dimensões
Tipo de Desbaste (Cor)
Tamanho do Grão

56
Caso não haja possibilidade de efetuar a inspeção seguinte dentro do prazo estabelecido na
etiqueta da inspeção anterior, a ocorrência deverá ser imediatamente sinalizada através de uma
etiqueta indicativa de equipamento não inspecionado (Figura 44). Permitindo, neste caso, que a sua
inspeção seja efetuada o mais depressa possível sem prejudicar, no entanto, o normal funcionamento
do setor de calibragem.
Figura 44 - Etiqueta indicativa de equipamento não inspecionado.
5.3.3. RESULTADOS DA MANUTENÇÃO PROPOSTA
A implementação das medidas de manutenção preventiva propostas anteriormente pressupõe,
desde logo, uma melhoria significativa no tempo de manutenção dos equipamentos da LP 3 e, em
particular, da máquina calibradora e da multi-serra. Facto que, tendo em conta o diagnóstico efetuado,
apresenta um impacto direto nas seguintes paragens mecânicas observadas:
Substituição das cintas abrasivas e escovas metálicas (calibradora);
Substituição das réguas de corte (multi-serra);
Avarias dos equipamentos.
Assim sendo, é então possível apresentar uma estimativa para a redução de 60% nas paragens
com origem mecânica, tal como circunscreve a equação seguinte. Em concordância, note-se, com a
redução na mesma ordem de grandeza estimada para a duração média da manutenção dos
equipamentos da LP 3.
%𝑃𝑎𝑟𝑎𝑔𝑒𝑛𝑠 𝑀𝑒𝑐â𝑛𝑖𝑐𝑎𝑠𝑖(𝑎𝑝ó𝑠 𝑠𝑜𝑙𝑢çã𝑜) = 0,4 × %𝑃𝑎𝑟𝑎𝑔𝑒𝑛𝑠 𝑀𝑒𝑐â𝑛𝑖𝑐𝑎𝑠𝑖(𝑎𝑐𝑡𝑢𝑎𝑙) (27)
De acordo com a estimativa de redução do tempo de manutenção verificado na LP 3,
apresenta-se então na tabela abaixo o seu impacto nas Paragens Mecânicas deste setor com recurso,
claro, à equação (27).
Tempo de Manutenção (min/turno)
Paragens Mecânicas
Situação Atual 29,9 7,22%
Após Solução 11,9 2,89%
Tabela 26 - Impacto estimado das medidas de manutenção preventiva nas Paragens Mecânicas.
Com base na Tabela 26, conclui-se portanto que a implementação das medidas de manutenção
preventiva propostas poderá significar, a curto prazo, um decréscimo de aproximadamente 5 pontos
57
percentuais face às Paragens Mecânicas verificadas no diagnóstico da LP 3. Viabilizando, deste modo,
tanto a criação de um balcão de peças de substituição como a aplicação de procedimentos de Gestão
Visual à máquina calibradora que, com um custo relativamente baixo, poderão representar um
acréscimo até 20 m2 na produção diária do setor de calibragem.
5.4. CONTROLO EM REDE DA PRODUÇÃO (TRABALHO FUTURO)
Através da análise das práticas de controlo e gestão da produção efetuada na fase final do
diagnóstico, verificou-se portanto que os diversos setores produtivos não se encontram articulados
quanto à obtenção e partilha de dados. Situação que, em conjunto com o défice de objetivos produtivos
tangíveis a médio-longo, apresenta uma influência direta na capacidade de melhoria global dos
resultados da empresa.
Nesse sentido, sugere-se então como trabalho futuro a implementação de indicadores de
gestão da produção que permitam efetuar uma avaliação contínua do desempenho do sistema
produtivo em estudo, nomeadamente, os Key Performance Indicators (KPI’s). Os KPI’s consistem,
desde logo, em diversas variáveis que uma organização pode utilizar para aceder, analisar e controlar
os seus processos produtivos em relação aos objetivos e metas definidos [28].
Deste modo, um KPI não deve ser ambíguo, pelo contrário, deve ser explícito para que todos
os membros de uma organização o compreendam e executem devidamente a sua medição periódica.
Tal como circunscreve David Parmenter no seu estudo por mais de 1500 organizações públicas e
privadas, existem 7 características fundamentais que definem um KPI de sucesso [29]:
1) Valores não financeiros;
2) Medidos regularmente (diariamente ou mesmo 24/7);
3) Definidos pelo CEO e pelos gestores executivos;
4) Indicam explicitamente as ações corretivas a efetuar pelos colaboradores;
5) Delegam responsabilidades ao colaborador ou à equipa adequados;
6) Apresentam um impacto significativo;
7) Contribuem positivamente para a performance da organização.
Quanto à sua implementação, David Parmenter sugere também que os KPI’s são obtidos
através da sucessiva aplicação de outros indicadores de desempenho – designadamente, os Key
Result Indicators (KRI’s), Result Indicators (RI’s) e Performance Indicators (PI’s) – que, como ‘camadas
de uma cebola’, revelam diferentes informações sobre o funcionamento de uma organização [29].
Assim sendo, a implementação de KPI’s na empresa em estudo inclui portanto a definição de KRI’s,
RI’s e PI’s de acordo com a sua função específica, ainda que seja possível sugerir alguns dos KPI’s
mais utilizados para a monitorização de sistemas produtivos no próximo ponto [28].

58
Figura 45 - Analogia da cebola para a obtenção de KPI's [29].
5.4.1. SUGESTÃO DE KEY PERFORMANCE INDICATORS
De acordo com a metodologia de Parmenter abordada anteriormente, é necessário começar
por ‘descascar a cebola’ (Figura 45) ainda que, como os Result Indicators e os Performance Indicators
representam valores mais operacionais e específicos, será apenas tida em consideração no presente
estudo a sua camada exterior, ou seja, os Key Result Indicators. Possibilitando, deste modo, uma
avaliação bastante mais rápida do estado da Fenesteves no sentido de corrigir as principais dificuldades
verificadas na gestão estratégica, comercial e financeira da empresa.
Assim sendo, apresentam-se então na tabela seguinte os KRI’s a implementar na Fenesteves
em conjunto com a sua fórmula de cálculo, objetivo e frequência de medição para que, posteriormente,
seja possível chegar ao ‘núcleo da cebola’, isto é, aos Key Performance Indicators.
Processo/Área Indicador Equação Objetivo Medição
Gestão Comercial
Oportunidades Comerciais
∑ 𝑂𝑝𝑜𝑟𝑡𝑢𝑛𝑖𝑑𝑎𝑑𝑒𝑠 ≥3.000.000€
𝑎𝑛𝑜 Mensal
Gestão Estratégica
Volume de Negócios
∑ 𝐹𝑎𝑡𝑢𝑟𝑎çã𝑜 ≥2.000.000€
𝑎𝑛𝑜 Mensal
Gestão Estratégica
EBITDA ∑(𝐹𝑎𝑡𝑢𝑟𝑎çã𝑜 − 𝐶𝑢𝑠𝑡𝑜𝑠 𝑂𝑝𝑒𝑟𝑎𝑐𝑖𝑜𝑛𝑎𝑖𝑠)
∑ 𝐹𝑎𝑡𝑢𝑟𝑎çã𝑜 ≥ 10% Mensal

59
Gestão Financeira
Despesas Diretas
∑(𝐷𝑒𝑠𝑝𝑒𝑠𝑎𝑠𝑐𝑜𝑙𝑎𝑏𝑜𝑟𝑎𝑑𝑜𝑟𝑒𝑠
+ 𝐷𝑒𝑠𝑝𝑒𝑠𝑎𝑠𝑖𝑛𝑓𝑟𝑎𝑒𝑠𝑡𝑟𝑢𝑡𝑢𝑟𝑎
+ 𝐷𝑒𝑠𝑝𝑒𝑠𝑎𝑠𝑓𝑜𝑟𝑛𝑒𝑐𝑒𝑑𝑜𝑟𝑒𝑠
+ 𝐷𝑒𝑠𝑝𝑒𝑠𝑎𝑠𝑜𝑢𝑡𝑟𝑜𝑠)
≤ 35.000€ Mensal
Gestão Financeira
Penalizações de Projeto
∑ 𝑀𝑜𝑛𝑡𝑎𝑛𝑡𝑒 𝑑𝑒 𝑃𝑒𝑛𝑎𝑙𝑖𝑧𝑎çã𝑜 = 0 Mensal
Tabela 27 - KRI's sugeridos para o caso particular da empresa Fenesteves.
A seleção dos Key Performance Indicators (KPI’s) a implementar na Fenesteves é então
efetuada com base nos problemas identificados na fase de diagnóstico, visando um maior controlo
sobre os processos envolvidos quer na produção de pavimentos flutuantes, quer na própria gestão
logística e desenvolvimento.
Uma vez situados no ‘núcleo da cebola’ de David Parmenter, os Key Performance Indicators
propostos no presente estudo permitem portanto uma avaliação não financeira, mas orientada para
cada uma das diferentes áreas operacionais em torno, neste caso, do Departamento de Produção.
Procurando, inclusive, satisfazer os requisitos normativos de qualidade do cliente tal como se pode
observar na tabela seguinte, onde são assim apresentados os KPI’s juntamente com o seu objetivo,
método de cálculo e frequência de medição.
Processo/Área Indicador Equação Objetivo Medição
Gestão da Produção
Contagem ∑ 𝐸𝑛𝑐𝑜𝑚𝑒𝑛𝑑𝑎𝑠 𝑝𝑟𝑜𝑑𝑢𝑧𝑖𝑑𝑎𝑠 ≥ 10 Diária
Gestão da Produção
Taxa de Produção ∑ 𝐸𝑛𝑐𝑜𝑚𝑒𝑛𝑑𝑎𝑠 𝑝𝑟𝑜𝑑𝑢𝑧𝑖𝑑𝑎𝑠
∑ 𝐸𝑛𝑐𝑜𝑚𝑒𝑛𝑑𝑎𝑠 ≥ 95% Diária
Gestão da Produção
Perturbações por encomenda
∑ 𝑃𝑒𝑟𝑡𝑢𝑟𝑏𝑎çõ𝑒𝑠
∑ 𝐸𝑛𝑐𝑜𝑚𝑒𝑛𝑑𝑎𝑠 ≤ 5 Semanal
Gestão da Produção
Rácio de Rejeição ∑ 𝑅𝑒𝑗𝑒𝑖çõ𝑒𝑠
∑ 𝐸𝑛𝑐𝑜𝑚𝑒𝑛𝑑𝑎𝑠 ≤ 5 Semanal
Gestão de Aprovisionamento
Tempo de Espera em Armazém
∑(𝑆𝑎í𝑑𝑎𝐴𝑟𝑚𝑎𝑧é𝑚 − 𝐸𝑛𝑡𝑟𝑎𝑑𝑎𝐴𝑟𝑚𝑎𝑧é𝑚)
∑ 𝐶𝑜𝑚𝑝𝑜𝑛𝑒𝑛𝑡𝑒𝑠 ≤ 2 𝑠𝑒𝑚. Mensal
Logística e Expedição
Tempo de Espera para Expedição
∑(𝑆𝑎í𝑑𝑎𝐸𝑥𝑝𝑒𝑑𝑖çã𝑜 − 𝐸𝑛𝑡𝑟𝑎𝑑𝑎𝐸𝑥𝑝𝑒𝑑𝑖çã𝑜)
∑ 𝐸𝑛𝑐𝑜𝑚𝑒𝑛𝑑𝑎𝑠 ≤ 3 𝑑𝑖𝑎𝑠 Mensal
Melhoria e Desenvolvimento
Rácio de Reclamações de
Clientes
∑ 𝑅𝑒𝑐𝑙𝑎𝑚𝑎çõ𝑒𝑠
∑ 𝐸𝑛𝑐𝑜𝑚𝑒𝑛𝑑𝑎𝑠 = 0 Semestral
Tabela 28 - KPI's sugeridos para o caso particular da empresa Fenesteves.
Por outro lado, a monitorização dos Key Performance Indicators propostos poderá suscitar
também a implementação de métodos de Controlo ou Gestão Visual na empresa em estudo. Com
recurso, note-se, a dispositivos que vão desde monitores LED a quadros de registo semelhantes ao
exemplo apresentado na figura seguinte, de acordo, claro, com o seu objetivo específico e, sobretudo,
a frequência das medições a efetuar.

60
Figura 46 - Exemplo de quadro de Gestão Visual para monitorização de KPI’s.

61
6. OEE’S FUTUROS
De acordo com o modelo de cálculo utilizado no capítulo 4 do presente estudo, pode então
obter-se o OEE correspondente a cada uma das três linhas produtivas sujeitas a medidas de melhoria
começando, desde logo, pela correção do valor da sua Disponibilidade.
Cálculo da Disponibilidade
Uma vez que a solução apresentada no ponto 5.3 assume uma influência direta tanto nas
Paragens Mecânicas como no Tempo de Produção da LP 3, apresenta-se na tabela seguinte o cálculo
da sua nova Disponibilidade juntamente com os resultados obtidos anteriormente para as restantes
linhas produtivas.
Colagem Manual (LP 1)
Calibragem (LP 3)
Acabamentos (LP 4)
Paragens Mecânicas (%) 3,65 2,89 2,26
Tempo Produção Teórico (dias) 114,4 190,7 190,7
Tempo de Produção (dias) 110,2 185,2 186,4
Tempo Programado (dias) 116,2 193,6 193,6
Disponibilidade (%) 94,9 95,7 96,3
Tabela 29 - Disponibilidade obtida com a implementação das soluções propostas no capítulo 5.
Cálculo da Performance
Considerando que a solução proposta no ponto 5.1 tem impacto direto quer nas Paragens
Humanas quer nas Cadências de Produção Teórica e Real da LP 1, apresenta-se na tabela abaixo o
cálculo da sua nova Performance. Quanto às restantes linhas produtivas, importa referir que também a
LP 3 sofre um acréscimo na sua Performance em virtude, note-se, do aumento do seu Tempo de
Produção já verificado no cálculo da Disponibilidade.
Colagem Manual (LP 1)
Calibragem (LP 3)
Acabamentos (LP 4)
Paragens Humanas (%) 10,47 6,84 7,80
Produção Teórica com Atenuação Humana (dias)
98,3 172,1 171,5
Tempo de Produção (dias) 110,2 185,2 186,4
Cadência Produção Real (pav/min)
0,05 0,36 0,26
Cadência Produção Teórica (pav/min)
0,07 0,48 0,29
Performance (%) 65,1 70,7 81,1
Tabela 30 - Performance obtida com a implementação das soluções propostas no capítulo 5.
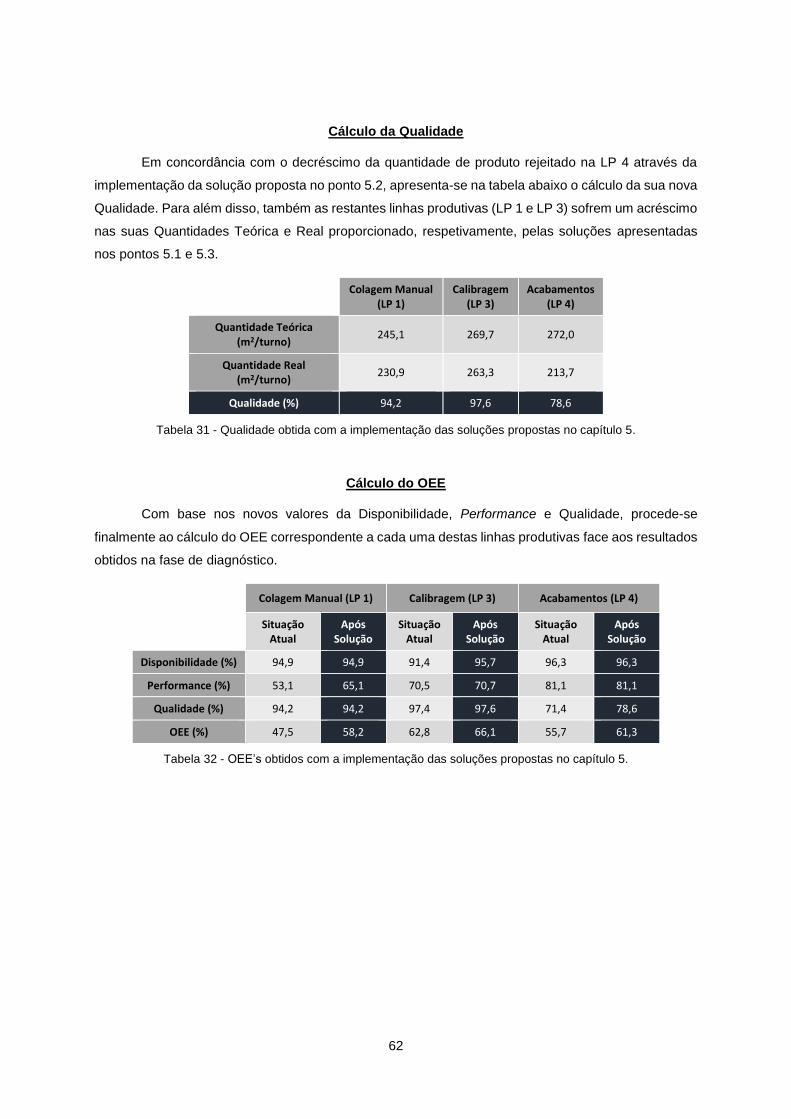
62
Cálculo da Qualidade
Em concordância com o decréscimo da quantidade de produto rejeitado na LP 4 através da
implementação da solução proposta no ponto 5.2, apresenta-se na tabela abaixo o cálculo da sua nova
Qualidade. Para além disso, também as restantes linhas produtivas (LP 1 e LP 3) sofrem um acréscimo
nas suas Quantidades Teórica e Real proporcionado, respetivamente, pelas soluções apresentadas
nos pontos 5.1 e 5.3.
Colagem Manual (LP 1)
Calibragem (LP 3)
Acabamentos (LP 4)
Quantidade Teórica (m2/turno)
245,1 269,7 272,0
Quantidade Real (m2/turno)
230,9 263,3 213,7
Qualidade (%) 94,2 97,6 78,6
Tabela 31 - Qualidade obtida com a implementação das soluções propostas no capítulo 5.
Cálculo do OEE
Com base nos novos valores da Disponibilidade, Performance e Qualidade, procede-se
finalmente ao cálculo do OEE correspondente a cada uma destas linhas produtivas face aos resultados
obtidos na fase de diagnóstico.
Colagem Manual (LP 1) Calibragem (LP 3) Acabamentos (LP 4)
Situação Atual
Após Solução
Situação Atual
Após Solução
Situação Atual
Após Solução
Disponibilidade (%) 94,9 94,9 91,4 95,7 96,3 96,3
Performance (%) 53,1 65,1 70,5 70,7 81,1 81,1
Qualidade (%) 94,2 94,2 97,4 97,6 71,4 78,6
OEE (%) 47,5 58,2 62,8 66,1 55,7 61,3
Tabela 32 - OEE’s obtidos com a implementação das soluções propostas no capítulo 5.
63
7. CONCLUSÕES
O presente estudo foi desenvolvido na unidade industrial da empresa Fenesteves situada em
Portalegre, tendo por objetivo a melhoria da sua eficiência através da aplicação de alguns dos conceitos
da filosofia Lean Manufacturing aos setores de construção de pavimentos flutuantes. De acordo, note-
se, com uma metodologia de trabalho assente no diagnóstico inicial do sistema produtivo da empresa,
a análise dos problemas operacionais identificados e, por último, a apresentação de medidas de
resolução para os mesmos a curto-médio prazo.
No que importa ao diagnóstico em particular, a sua execução foi sustentada por diversas
metodologias de análise fundamentais para atestar fidedignamente o funcionamento do sistema
produtivo, entre as quais, o estudo dos métodos e dos tempos. Em conjunto, claro, com a utilização do
indicador de desempenho Overall Equipment Effectiveness, OEE, para a avaliação da eficiência global
dos 6 setores de construção, nomeadamente, o corte, as colagens manual e automática, os
acabamentos, a calibragem e a perfilagem.
Com base no cálculo do OEE correspondente a cada linha produtiva, foi assim possível efetuar
a verificação das suas perdas, limitações e, sobretudo, eventuais aspetos de melhoria. Considerando
que, através da análise comparativa dos vários OEE’s, o setor que registou menor desempenho foi a
colagem manual devido à redução abrupta da sua Performance para os 53,1%. Enquanto os resultados
referentes à Qualidade se apresentaram bastante acima dos 90% na maioria dos setores, à exceção
dos acabamentos (71,4%) dada a quantidade de produto acabado defeituoso aqui verificada. Já a
Disponibilidade assumiu resultados semelhantes à Qualidade, com um pequeno decréscimo no setor
calibragem (91,4%) muito por culpa das suas paragens com origem mecânica.
O diagnóstico foi então concluído com o estudo das eventuais causas das perdas de
Disponibilidade, Performance e Qualidade identificadas nos referidos setores através do método ‘5
Whys’ procedendo-se, posteriormente, à sugestão de algumas medidas de resolução para as mesmas.
A primeira delas consistiu, desde logo, na implementação de uma nova dinâmica operacional no setor
de colagem manual assente no Kanban visual e no sistema de apoio ao operador auxiliar, visando a
melhoria do tempo de resposta dos operadores na operação de prensagem. Solução que, em última
instância, representa um decréscimo do tempo de reposição dos lotes prensados de 14,6 para 2,9
minutos e, consequentemente, um aumento da Performance deste setor em 12%.
No âmbito da redução da quantidade de produto rejeitado no setor de acabamentos, foi portanto
recomendada a prevenção de eventuais obstruções nas tubagens de envernizamento através da
aplicação de um sistema de filtragem Poka-Yoke. Permitindo, deste modo, uma diminuição em cerca
de 20 m2 diários de produto rejeitado neste setor que, contabilizados no seu OEE, representam um
decréscimo de aproximadamente 10% nas suas perdas de qualidade.
Quanto à melhoria do tempo de manutenção dos equipamentos do setor de calibragem, optou-
se tanto pela criação de um balcão de fornecimento imediato de peças de substituição, como pela
implementação de procedimentos de Gestão Visual simples e intuitivos para a prevenção de eventuais

64
paragens com origem mecânica. Possibilitando, assim, uma redução do tempo de manutenção dos
equipamentos deste setor de 29,9 para 11,9 minutos e, em consequência, um acréscimo em cerca de
5% na sua Disponibilidade.
Para além das soluções propostas para implementação a curto-médio prazo na empresa em
estudo, foi também sugerida a introdução futura de Key Performance Indicators (KPI’s). Visando, desta
forma, o controlo e a gestão em rede da produção de todos os setores da unidade industrial, bem como
a definição de objetivos produtivos tangíveis por parte dos responsáveis da Fenesteves.
Por último, resta senão referir que as soluções apresentadas especificamente para os setores
de colagem manual, calibragem e acabamentos permitem uma melhoria no respetivo OEE de 10,7%,
3,3% e 5,6%. Ressalvando que, acima da qualidade dos resultados obtidos, o presente estudo atesta
a capacidade da filosofia Lean e das suas ferramentas enquanto instrumentos de análise e resolução
de problemas no seio industrial.

65
BIBLIOGRAFIA
[1] R. Lucas, The Industrial Revolution Past and Future, 2003.
[2] R. E. J. Lucas, Lectures on Economic Growth, Cambridge: Harvard University Press, 2002.
[3] Ford Motor Company, “A Evolução da Produção em Série,” [Online]. Disponível em:
http://www.ford.pt/ExperienciaFord/SobreFord/InformacaoSobreEmpresa/Heritage/TheEvolution
ofMassProduction.
[4] T. Ohno, Toyota Production System: Beyond large scale production, Productivity Press, 1988.
[5] T. Melton, “The Benefits of Lean Manufacturing: What Lean Thinking has to Offer the Process
Industries,” Chemical Engineering Research and Design, 2005.
[6] J. P. Pinto, Lean Thinking: Introdução ao pensamento magro, Comunidade Lean Thinking, 2008.
[7] J. K. Liker, The Toyota Way: 14 Management Principles from the World's Greatest Manufacturer,
McGraw-Hill, 2004.
[8] D. J. R. J. Womack, The Machine That Changed The World, New York: Harper Perenial, 1991.
[9] Parmatur, “What is Agile Product Development?,” 2014. [Online]. Disponível em:
https://parmatur.com/category/lean-product-development/.
[10] A. B. R. S. K. R. Sundar, A Review on Lean Manufacturing Implementation Techniques,
Tamilnadu: Elsevier, 2014.
[11] J. P. e. J. D. T. Womack, Lean Thinking: Banish Waste and Create Wealth In Your Corporation,
New York: Simon & Schuster, 1996.
[12] Lean Institute, [Online]. Disponível em: https://www.lean.org/.
[13] Kaizen Institute, “O que é Kaizen?,” [Online]. Disponível em: https://pt.kaizen.com/quem-
somos/significado-de-kaizen.html.
[14] W. Deming, Elementary Principles of the Statistical Control of Quality, JUSE, 1950.
[15] W. Shewhart, Statistical Method from the Viewpoint of Quality Control, 1939.
[16] Magis Consultoria Empresarial, “Ciclo PDCA – Conceito e Aplicação,” [Online]. Disponível em:
https://magisconsultoriaempresarial.wordpress.com/2016/02/26/ciclo-pdca-conceito-e-
aplicacao/.
[17] R. A. W. J. M. T. J. Santos, Improving Production With Lean Thinking, John Wiley & Sons, 2006.
[18] Norte Empreendimentos, “Técnica dos 5 Porquês,” 2014. [Online]. Disponível em:
http://norteempreendimentos.net/noticias/view/52/tecnica_dos_5_porques.
[19] P. P. Elsa Henriques, Gestão da Produção, Secção de Folhas.
[20] S. Shingo, A Study of the Toyota Production System From Industrial Engineering Viewpoint,
Productivity Press, 1989.

66
[21] Indústria Hoje, “O que é Poka Yoke?,” [Online]. Disponível em:
http://www.industriahoje.com.br/o-que-e-poka-yoke.
[22] Citisystems, “Gestão a Vista e Controle Visual,” [Online]. Disponível em:
https://www.citisystems.com.br/gestao-vista/.
[23] S. B. N. G.-G. V. G. Aguilar-Escobar, “Hospital kanban system implementation: Evaluating
satisfaction of nursing personnel,” Investigaciones Europeas de Dirección y Economia de la
Empresa, 2015.
[24] D. H. Stamatis, The OEE Primer – Understanding Overall Equipment Effectiveness, Realiability
and Maintainability, CRC Press, 2011.
[25] J. P. Rodrigues, “OEE - A forma de medir a eficácia dos equipamentos,” [Online]. Disponível
em: http://www.freewebs.com/leanemportugal/OEE_forma_de_medir_eficacia_equipamento-
Rev1.pdf.
[26] Vorne, “What is Overall Equipment Effectiveness?,” [Online]. Disponível em:
http://www.oee.com/index.html.
[27] Volans, “Filtro y,” [Online]. Disponível em: http://www.volans-filtros.com.br/filtro-y.
[28] Bresimar Automação, “Os 7 KPI's mais comuns para monitorização da produção,” [Online].
Disponível em: http://www.bresimar.pt/Cache/binImagens/RedLion_WP-3524.pdf.
[29] D. Parmenter, Developing, implementing, and using winning KPIs, John Wiley & Sons, Inc.,
2007.

67
ANEXO A – ORÇAMENTO E ESPECIFICAÇÕES DO SISTEMA DE APOIO AO OPERADOR AUXILIAR
O sistema de apoio ao operador auxiliar na operação de prensagem (ponto 5.1.2) requer a
aquisição por parte da empresa dos seguintes equipamentos:
Mesa elevatória móvel de tesoura dupla MSA1010;
Tapete de rolos incorporado (extra).
O preço de cada mesa elevatória é de 379,00€, incluindo já o custo adicional do tapete de rolos
(79,00€). Visto que para a implementação desta medida de melhoria são necessárias 6 mesas
elevatórias, o custo total é então de 2.274,00€ apresentando-se, de seguida, as suas principais
especificações com particular destaque para a relação peso-elevação.
Figura 47 - Especificações do equipamento sugerido.

68
ANEXO B – CATALOGAÇÃO DAS CINTAS ABRASIVAS UTILIZADAS NA MÁQUINA CALIBRADORA
No âmbito da catalogação do inventário de cintas abrasivas utilizadas na máquina calibradora
(ponto 5.3.2.1), apresentam-se de seguida as suas etiquetas identificativas para aplicação no balcão
de peças por ordem decrescente de tamanho de grão. Valor que, associado ao respetivo código tricolor,
abrange então cada um dos diferentes tipos de desbaste aplicados no setor de calibragem de acordo,
claro, com os requisitos do lote a calibrar.
Figura 48 - Etiquetas de catalogação das cintas abrasivas utilizadas na máquina calibradora por ordem decrescente de tamanho do grão.
Sem
i-acabam
en
to
De
sbaste
Leve

69
Figura 49 - Etiquetas de catalogação das cintas abrasivas utilizadas na máquina calibradora por ordem decrescente de tamanho do grão (continuação).
Desbaste Pesado
Desbaste Leve