Embed Size (px)
Citation preview
DESTYLACJA MEMBRANOWA – PODSTAWY
I MOŻLIWOŚCI JEJ PRAKTYCZNEGO
ZASTOSOWANIA
Maria TOMASZEWSKA
Zachodniopomorski Uniwersytet Technologiczny w Szczecinie
Wydział Technologii i Inżynierii Chemicznej
Instytut Technologii Chemicznej Nieorganicznej i Inżynierii Środowiska
e-mail: [email protected]
1. WPROWADZENIE
Duża rozmaitość struktur i właściwości membran sprawia, że techniki
membranowe coraz szerzej wykorzystywane są na skalę przemysłową. Sto-
sunkowo niskie zapotrzebowanie energii, jak też możliwość odzyskiwania
cennych lub usuwania uciążliwych składników z rozcieńczonych roztworów
powodują, że techniki membranowe stają się interesującą alternatywą kon-
wencjonalnych metod rozdziału mieszanin.
Destylację membranową (MD) zalicza się do nowych procesów
membranowych. Pierwsze prace dotyczące rozdziału metodą MD opubli-
kowano w latach 1963 i 1967 [1–3]. Postęp w produkcji membran i kon-
strukcji modułów membranowych sprawił, że od 1980 r. zainteresowanie tą
techniką wciąż rośnie. Destylację membranową uważa się za bardzo atrak-
cyjną technikę rozdziału. Do najważniejszych zalet MD zalicza się [4–10]:
– 100%–ową (teoretycznie) retencję nielotnych substancji rozpuszczo-
nych, niezależnie od ich stężenia w nadawie i wysoką czystość per-
meatu,
– znacznie niższe ciśnienie niezbędne do prowadzenia procesu separa-
cji w porównaniu z innymi technikami membranowymi,
– temperaturę nadawy znacznie niższą od temperatury wrzenia, co stwarza
MEMBRANY
TEORIA I PRAKTYKA
ZESZYT IV
WYKŁADY MONOGRAFICZNE I SPECJALISTYCZNE TORUŃ
M. Tomaszewska
60
możliwość wykorzystania odpadowej energii cieplnej, energii słonecznej
lub geotermalnej,
– wysoką odporność chemiczną i stabilność termiczną membran,
– niewielką przestrzeń w jakiej znajduje się para przed skropleniem
(praktycznie grubość membrany) w porównaniu z destylacją konwen-
cjonalną,
– zwartość instalacji,
– budowę modułową,
– łatwość integracji z innymi procesami jednostkowymi.
Jednak do tej pory technika ta nie została wykorzystana na skalę przemy-
słową. Główną przyczyną jest wciąż nierozwiązany problem niezwilżalno-
ści membran w przypadku długoterminowej eksploatacji w warunkach MD.
Strumień permeatu w MD jest stosunkowo niski w porównaniu, np. z od-
wróconą osmozą. Ponadto, na strumień permeatu duży wpływ ma polaryza-
cja temperaturowa. Dla jej ograniczenia prowadzone są prace nad odpo-
wiednią konstrukcją modułów do destylacji membranowej. W destylacji
membranowej niezbędne jest również dostarczenie energii na odparowanie
wody. Zalety i możliwości wykorzystania różnych wariantów tej techniki
powodują, że wciąż prowadzone są prace zmierzające do rozwiązania pro-
blemu niezwilżalności membran, prace wykazujące szczególne możliwości
separacji składników mieszanin, które konkurują z innymi technikami roz-
działu. Szczególnie korzystne są rozwiązania łączące MD z innymi techni-
kami rozdziału, konwencjonalnymi lub membranowymi albo wykorzystują-
ce MD w reaktorach i bioreaktorach membranowych.
2. ZASADA DESTYLACJI MEMBRANOWEJ
Destylacja membranowa (MD) jest procesem odparowania składni-
ków roztworów przez porowatą, hydrofobową membranę [4–10]. Roztwór
zasilający znajduje się w bezpośrednim kontakcie z powierzchnią membra-
ny. Natura membrany zapobiega wnikaniu roztworu w jej pory. Siły napię-
cia powierzchniowego powodują, że na wejściu do porów membrany two-
rzy się granica faz ciecz/para. Składnik lotny z ciepłej nadawy odparowuje
na granicy faz: ciepła nadawa/gaz w porach membrany. Cząsteczki pary
dyfundują przez pory membrany hydrofobowej, a następnie w zależności od
konfiguracji następuje kondensacja pary po drugiej (zimnej) stronie mem-
brany lub permeat w formie pary odprowadzany jest na zewnątrz modułu,
gdzie następuje kondensacja. Siłą napędową procesu, powodującą transport
masy przez pory membrany hydrofobowej, jest różnica potencjału chemicz-
nego składników, która sprowadza się do różnicy prężności par lotnych
składników po obu stronach membrany.
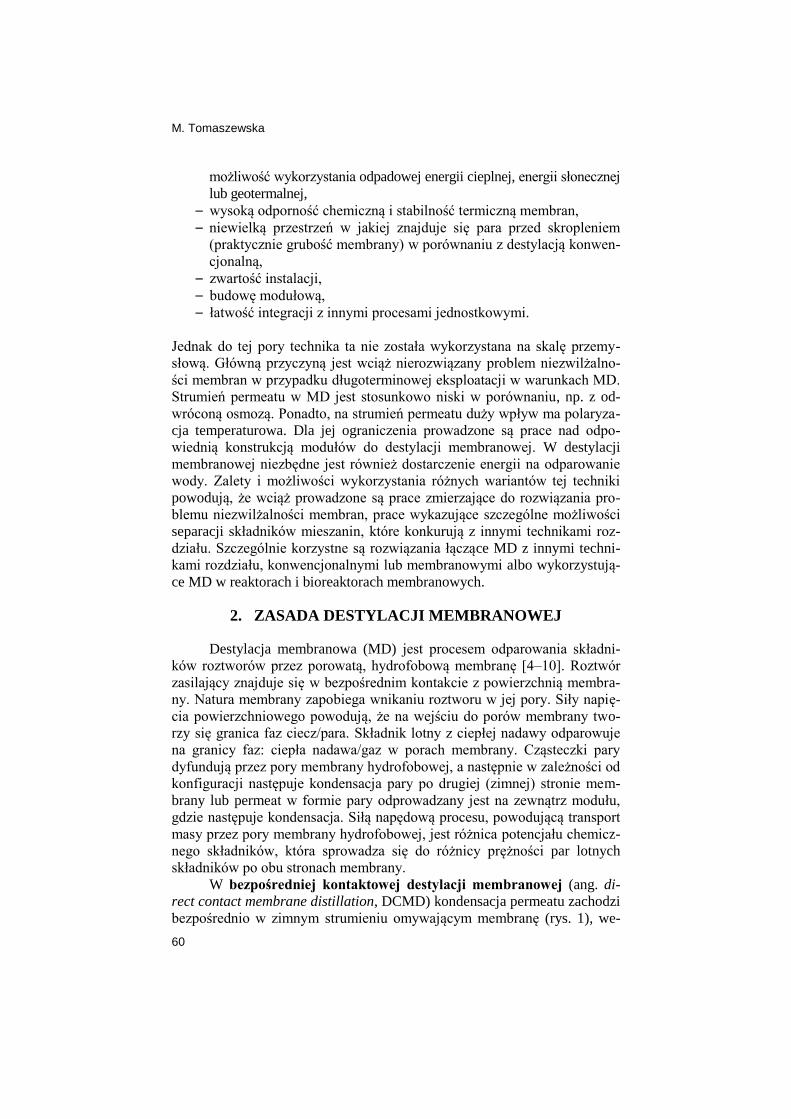
W bezpośredniej kontaktowej destylacji membranowej (ang. di-
rect contact membrane distillation, DCMD) kondensacja permeatu zachodzi
bezpośrednio w zimnym strumieniu omywającym membranę (rys. 1), we-
Destylacja membranowa …
61
wnątrz modułu. Różnica temperatury i składu roztworów po obu stronach
membrany hydrofobowej powoduje różnicę prężności par, będącej siłą na-
pędową transportu masy. Ze względu na prostotę konstrukcji jest to najczę-
ściej stosowana konfiguracja.
Rys. 1. Zasada bezpośredniej kontaktowej destylacji membranowej; Q – energia
cieplna, J – strumień permeatu, T – temperatura, c – stężenie, p – prężność
pary wodnej, indeksy: N – nadawy, D – destylatu, 1 i 2 – w warstwie
przymembranowej, odpowiednio po stronie nadawy i destylatu
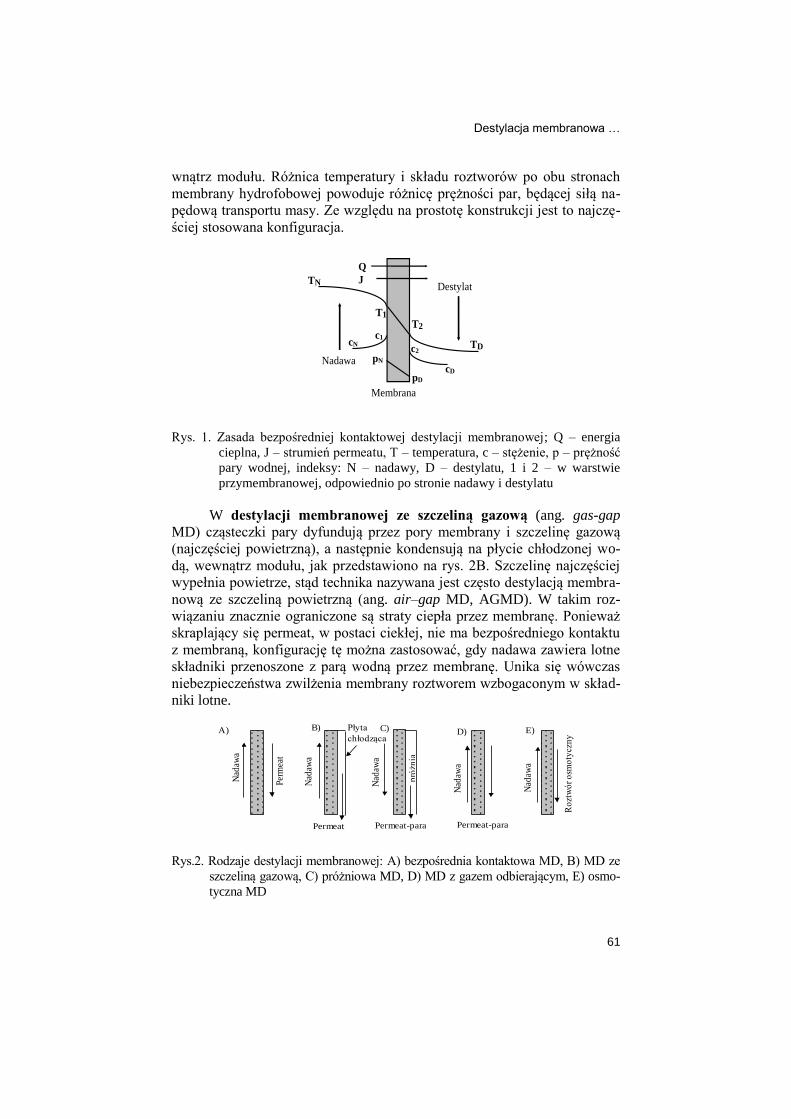
W destylacji membranowej ze szczeliną gazową (ang. gas-gap
MD) cząsteczki pary dyfundują przez pory membrany i szczelinę gazową
(najczęściej powietrzną), a następnie kondensują na płycie chłodzonej wo-
dą, wewnątrz modułu, jak przedstawiono na rys. 2B. Szczelinę najczęściej
wypełnia powietrze, stąd technika nazywana jest często destylacją membra-
nową ze szczeliną powietrzną (ang. air–gap MD, AGMD). W takim roz-
wiązaniu znacznie ograniczone są straty ciepła przez membranę. Ponieważ
skraplający się permeat, w postaci ciekłej, nie ma bezpośredniego kontaktu
z membraną, konfigurację tę można zastosować, gdy nadawa zawiera lotne
składniki przenoszone z parą wodną przez membranę. Unika się wówczas
niebezpieczeństwa zwilżenia membrany roztworem wzbogaconym w skład-
niki lotne.
Rys.2. Rodzaje destylacji membranowej: A) bezpośrednia kontaktowa MD, B) MD ze
szczeliną gazową, C) próżniowa MD, D) MD z gazem odbierającym, E) osmo-
tyczna MD
pró
żnia
Nad
awa
Per
mea
t
Nad
awa
Nad
awa
Permeat Permeat-para Permeat-para
Ro
ztw
ór
osm
oty
czn
y
Nad
awa
Płyta
chłodząca
Nad
awa
A) B) C) D) E)
TN
T1 T2
TD
Q
J
Nadawa
Destylat
pN
pD
Membrana
cD
cN c1
c2
M. Tomaszewska
62
W próżniowej MD (ang. vaccum MD,VMD) i w MD z gazem od-
bierającym (ang. sweeping gas MD, SGMD) kondensacja pary przecho-
dzącej przez pory membrany następuje poza modułem, rys. 2C i 2D.
W próżniowej MD obniżone ciśnienie po stronie permeatu (używa się pom-
py próżniowej) powoduje dyfuzję lotnych składników roztworu zasilającego
przez pory membrany. W MD z gazem odbierającym, zimny obojętny gaz
odbiera lotne składniki przechodzące przez membranę.
W osmotycznej destylacji membranowej (OMD) transport masy
przez membranę jest spowodowany różnicą prężności par, wynikającą ze
składu roztworów przymembranowych. W technice tej w komorze permeatu
przepływa nasycony roztwór soli lub innych związków (niepowodujących
zwilżenia membrany), np. glikoli, gliceryny. Ciśnienie cząstkowe pary wodnej
nad roztworem nasyconym jest obniżone, co w efekcie zwiększa siłę napędową
procesu [11, 12].
3. SELEKTYWNOŚĆ PROCESU DESTYLACJI
MEMBRANOWEJ
W destylacji membranowej w porach hydrofobowej membrany jest
zachowana faza gazowa. Membrana w tym przypadku nie powoduje selek-
tywnego rozdzielania składników nadawy, jedynie zapobiega zetknięciu się
roztworów znajdujących się po obu jej stronach. Traktuje się ją niekiedy
jako membranę gazową. Mechanizm rozdzielania składników roztworu
zasilającego w MD wynika głównie z równowagi: roztwór zasilający/faza
gazowa w porach membrany [4–10]. Skład permeatu, a stąd selektywność
MD, zależy od prężności pary poszczególnych składników roztworu zasila-
jącego. Stwierdzono jednak, że selektywność wynika również z różnicy
szybkości dyfuzji lotnych składników przez warstwę powietrza, szczególnie
w konfiguracjach AGMD i SGMD. Istotne zatem są: skład, stężenie i tem-
peratura roztworu zasilającego [5, 6]. Składnik nadawy o wyższym ciśnie-
niu parcjalnym będzie szybciej dyfundował przez pory hydrofobowej mem-
brany i stężenie tego składnika w permeacie będzie rosło.
Dla wodnych roztworów substancji nielotnych proces MD jest se-
lektywny, ich stopień zatrzymania wynosi praktycznie 100% i jest nieza-
leżny od ich stężenia w nadawie.
Retencję rozpuszczonych substancji można obliczyć z następującego wzoru:
, (1)
gdzie i są stężeniami substancji w permeacie i w nadawie.
Jeżeli w roztworze zasilającym obecne są substancje lotne, to będą one
przenoszone przez membranę równocześnie z parą wodną, a ich współczyn-
nik separacji (S) można obliczyć następująco:
⁄
⁄, (2)
Destylacja membranowa …
63
gdzie: , , , i są udziałami molowymi lotnych składników
( ) i wody ( ) w permeacie ( ) i nadawie ( ). Stwierdzono, że w przypadku separacji wodnych roztworów kwasu
mrówkowego, octowego, solnego techniką MD stężenie tych substancji w per-
meacie przekraczało stężenie równowagowe. Można zatem rozdzielić miesza-
niny azeotropowe, szczególnie metodą destylacji membranowej ze szczeliną
gazową, gdzie składniki nadawy dyfundują z różną szybkością przez gaz wy-
pełniający pory membrany i przez szczelinę gazową.
4. MEMBRANY I MODUŁY STOSOWANE
W DESTYLACJI MEMBRANOWEJ
Warunkiem podstawowym MD jest zachowanie fazy gazowej w porach
membrany. Stąd niezwilżalność membran, tzn. hydrofobowość membran, ma
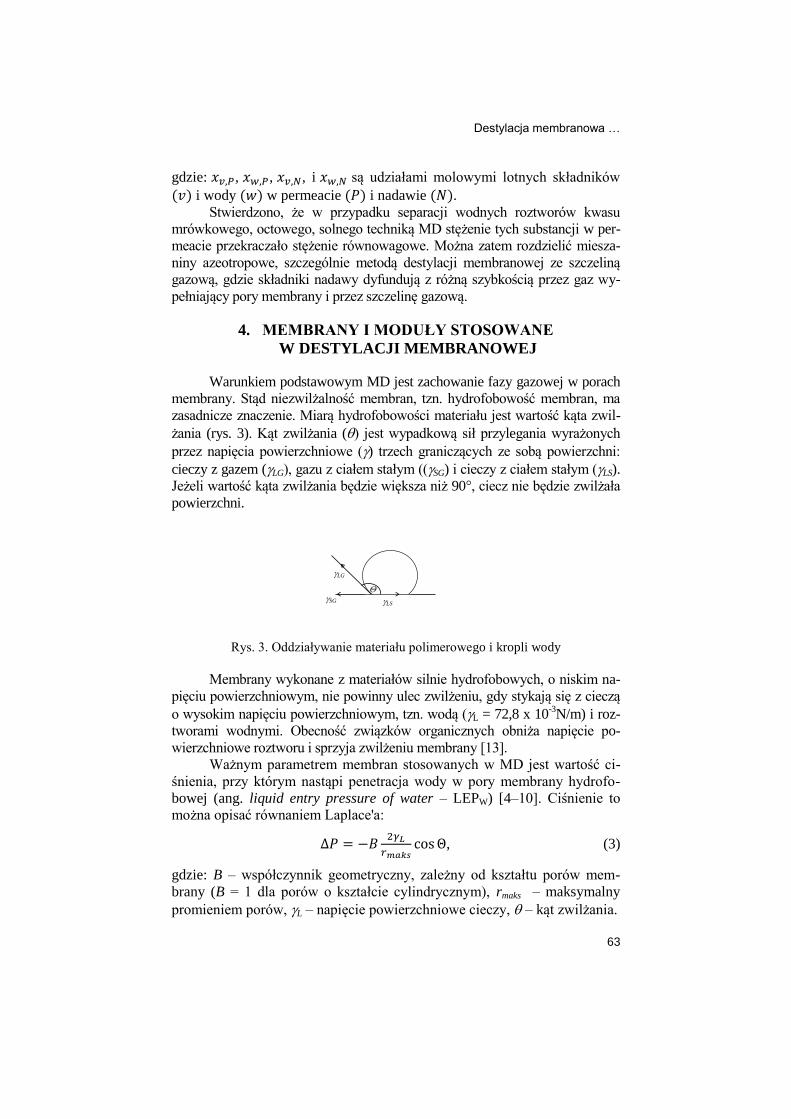
zasadnicze znaczenie. Miarą hydrofobowości materiału jest wartość kąta zwil-
żania (rys. 3). Kąt zwilżania () jest wypadkową sił przylegania wyrażonych
przez napięcia powierzchniowe () trzech graniczących ze sobą powierzchni:
cieczy z gazem (LG), gazu z ciałem stałym ((SG) i cieczy z ciałem stałym (LS).
Jeżeli wartość kąta zwilżania będzie większa niż 90°, ciecz nie będzie zwilżała
powierzchni.
Rys. 3. Oddziaływanie materiału polimerowego i kropli wody
Membrany wykonane z materiałów silnie hydrofobowych, o niskim na-
pięciu powierzchniowym, nie powinny ulec zwilżeniu, gdy stykają się z cieczą
o wysokim napięciu powierzchniowym, tzn. wodą (L = 72,8 x 10-3N/m) i roz-
tworami wodnymi. Obecność związków organicznych obniża napięcie po-
wierzchniowe roztworu i sprzyja zwilżeniu membrany [13].
Ważnym parametrem membran stosowanych w MD jest wartość ci-
śnienia, przy którym nastąpi penetracja wody w pory membrany hydrofo-
bowej (ang. liquid entry pressure of water – LEPW) [4–10]. Ciśnienie to
można opisać równaniem Laplace'a:
, (3)
gdzie: B – współczynnik geometryczny, zależny od kształtu porów mem-
brany (B = 1 dla porów o kształcie cylindrycznym), rmaks – maksymalny
promieniem porów, L – napięcie powierzchniowe cieczy, – kąt zwilżania.
LG
SG
LS
M. Tomaszewska
64
O zwilżeniu membrany, oprócz napięcia powierzchniowego materiału
polimerowego i napięcia powierzchniowego cieczy, decyduje również roz-
miar porów. Zbyt duże pory mogą spowodować zwilżenie membrany już
przy ciśnieniu zbliżonym do normalnego. Równanie (3) wyznacza więc
maksymalne ciśnienie, jakie może panować w module. Maksymalny pro-
mień porów, zapewniający niezwilżalność membrany, nie powinien prze-
kraczać 0,5–0,6 m. W przypadku VMD, wobec większej łatwości zwilże-
nia membrany, promień porów powinien być mniejszy. Wartość ciśnienia,
przy którym nastąpi penetracja wody w pory membrany dla komercyjnych
membran stosowanych w MD, mieści się w granicach 48–463 kPa [10]. Dla
uzyskania znaczącego strumienia permeatu, porowatość membran stosowa-
nych w MD powinna przekraczać 70%. Stwierdzono, że porowatość, roz-
miar porów i obecność materiałów zwiększających ich wytrzymałość mają
istotny wpływ na strumień permeatu. Wyższy strumień permeatu i mniejszy
wpływ polaryzacji temperaturowej uzyskiwano w przypadku membran
cienkich, charakteryzujących się dużym rozmiarem porów, wysoką porowa-
tością i małą krętością porów [13]. Membrany do MD powinny charaktery-
zować się również niskim przewodzeniem ciepła dla ograniczenia jego strat
oraz dużą odpornością chemiczną i stabilnością termiczną.
W destylacji membranowej stosowane są membrany formowane naj-
częściej z politetrafluoroetylenu (PTFE), poli(fluorku winylidenu) (PVDF)
i polipropylenu (PP). Kąt zwilżania (kropla wody) powierzchni PTFE za-
wiera się w granicach 108–115°, dla PVDF wynosi 107° [14, 15], a dla PP
120° [14]. Korzystnym rozwiązaniem jest stosowanie membran asyme-
trycznych [13, 16] lub kompozytowych z gęstą warstwą naskórkową [17].
Mniejsze pory w tej warstwie zmniejszają niebezpieczeństwo zwilżenia
porów membrany.
W ostatnim okresie pojawiło się wiele prac opisujących formowanie
membran specjalnie na potrzeby destylacji membranowej [18–26]. Membrany
nowej generacji MD charakteryzują się większą przepuszczalnością (strumie-
niem permeatu) i pozwalają na minimalizowanie strat ciepła spowodowanych
przewodzeniem przez matrycę polimerową. Do nowych membran MD należą
kompozytowe, porowate membrany hydrofobowo/hydrofilowe. Strumień
permeatu przez te membrany w procesie MD jest wyższy ze względu na
cieńszą warstwę hydrofobową i mniejsze opory przepływu (krótsza droga
dyfuzji). Warstwa hydrofilowa (grubsza), której pory wypełnione są wodą, ogranicza straty ciepła przez membranę [19–21].
Duże nadzieje wiąże się z membranami ceramicznymi z powłoką hy-
drofobową, utworzoną przez szczepienie, np. perfluoroalkilosilanami (FAS)
[22], trichlorometylosilanem lub perfluorodecylotrietoksysilanem [23]. Kąt
zwilżania membrany ceramicznej wodą, szczepionej fluoroalkilosilanami
wynosił 160° [22] i 177–179
° [24]. Membrany ceramiczne mają jednak wyż-
sze współczynniki przewodzenia ciepła, obserwuje się wyższy wpływ pola-
ryzacji temperaturowej i w efekcie mniejszy strumień permeatu w porów-
naniu z membraną polimerową [23].
Destylacja membranowa …
65
Moduły stosowane obecnie w destylacji membranowej są modułami
przeznaczonymi do innych procesów, głównie mikrofiltracji. Wykorzysty-
wane są moduły kapilarne [25], płaskie (płytowo-ramowe) i spiralne [26].
Moduły płytowo-ramowe charakteryzują się niskim upakowaniem mem-
bran. Stosowane są one głównie w badaniach laboratoryjnych, ze względu
na łatwość mycia powierzchni membrany lub jej wymiany.
Niezbędne są moduły zaprojektowane dla procesu MD o odpowied-
niej konstrukcji, uwzględniające specyfikę MD – jednoczesnego transportu
masy i przenoszenia ciepła przez membranę. Konstrukcja powinna zapew-
niać odpowiednią dynamikę przepływu strumieni w module i duży strumień
permeatu dzięki zmniejszonej grubości warstw przymembranowych, powo-
dujących opór transportu masy i ciepła [7]. Zużycie energii w instalacji
można ograniczyć, odzyskując ciepło kondensacji pary wodnej i wykorzy-
stując je do wstępnego ogrzania roztworu zasilającego. Przykłady takich
rozwiązań przedstawiono w pracach [25, 27]. Ważny jest również taki spo-
sób eksploatacji modułów, który zapewni niezwilżalność membran podczas
ich długotrwałej pracy.
5. PODSTAWY TEORII PROCESU DESTYLACJI
MEMBRANOWEJ
5.1. TRANSPORT MASY
Podobnie, jak w innych technikach membranowych, siłą napędową
przenoszenia składnika roztworu zasilającego przez membranę w destylacji
membranowej jest różnica potencjału chemicznego składnika po obu stro-
nach membrany (Δμi), która zależy od temperatury i stężenia roztworu [11]:
( ) , (4)
gdzie: ap,i i ai są aktywnością składnika i w fazie gazowej i ciekłej, a0p,i jest
aktywnością pary nasyconej nad czystym składnikiem (gdy ciśnienie ogólne
jest równe prężności pary nasyconej).
W destylacji membranowej, niezależnie od konfiguracji, przez membra-
nę hydrofobową przenoszone są lotne składniki nadawy. Strumień permeatu
(J), biorąc pod uwagę właściwości membrany, jest proporcjonalny do różnicy
prężności par składników lotnych (p) po obu stronach membrany [28]:
(
), (5)
gdzie Lm jest przepuszczalnością membrany, zależną od rodzaju materiału,
geometrii porów, porowatości, grubości, ciśnienia gazu w membranie i wła-
ściwości przepływającego gazu, – prężnością składnika lotnego po stro-
nie nadawy i prężnością składnika lotnego po stronie permeatu. Równa-
nie (5) można uprościć, zależnie od rozpatrywanej konfiguracji destylacji
membranowej.

M. Tomaszewska
66
Opis transportu masy przez membrany w MD wynika z kinetycznej
teorii gazów [28]. Transport gazu (pary) przez membranę porowatą może
mieć charakter dyfuzyjny lub konwekcyjny. Podstawą do rozważania mo-
delu transportu gazu przez membranę jest najczęściej porównanie średniej
drogi swobodnej cząsteczek gazu i średniego rozmiaru porów membrany.
Gdy średnia droga swobodna cząsteczek gazu przepływającego przez mem-
branę jest znacznie większa od rozmiaru porów membrany, cząsteczki gazu
znacznie częściej zderzają się ze ściankami porów niż ze sobą. Wówczas
dominującym mechanizmem w DCMD jest dyfuzja Knudsena [5, 6]:
√
, (6)
gdzie poszczególne symbole oznaczają: DK – współczynnik dyfuzji Knud-
sena, – porowatość membrany, – krętość porów, s – grubość membrany,
dp – średnica porów, Tm – średnia temperatura, R – stała gazowa, M – masa
molowa, LmK – przepuszczalność membrany w warunkach dyfuzji Knudsena.
Lepkościowy przepływ Poiseuille’a staje się dominującym mechani-
zmem transportu, gdy średnia droga swobodna cząsteczek gazu płynącego
przez membranę jest znacznie mniejsza od rozmiaru porów i cząsteczki
zderzają się ze sobą. Model Poiseuille’a zakłada laminarny przepływ gazu
przez cylindryczne kapilary, prostopadłe do powierzchni membrany.
W takim przypadku strumień permeatu opisuje równanie (7):
, (7)
gdzie: – lepkość, LmP – przepuszczalność membrany w warunkach prze-
pływu Poiseuille'a.
Rzeczywisty kształt porów membrany jest jednak często daleki od modelu
równoległych kapilar.
Ponieważ w układzie DCMD roztwór zasilający i destylat znajdują
się w bezpośrednim kontakcie z membraną i pod ciśnieniem atmosferycz-
nym, to ciśnienie całkowite wynosi ok. 1 MPa i przepływ lepkościowy
Poiseuille’a jest zaniedbywalny.
Większość instalacji do bezpośredniej kontaktowej destylacji
membranowej pracuje pod normalnym ciśnieniem. W porach membrany
hydrofobowej obecne jest wówczas powietrze, przez które w warunkach
ustalonych następuje dyfuzja pary wodnej. Strumień permeatu (JDyf) jest
określony wówczas równaniem (8) [5, 6]:
, (8)
gdzie: – porowatość membrany, s – grubość membrany, – krętość porów,
D – współczynnik dyfuzji, Tm – średnia temperatura, R – stała gazowa, M –
masa molowa, LmDyf – przepuszczalność przez membranę w warunkach dyfuzji
pary wodnej przez warstwę powietrza, pAN i pAD – ciśnienia cząstkowe pary
wodnej po stronie nadawy i destylatu.

Destylacja membranowa …
67
W destylacji membranowej stosowane są membrany o średnim roz-
miarze porów w zakresie od 0,1 do 1 m. Średnia droga swobodna cząsteczek
nasyconej pary wodnej w temperaturze 50°C wynosi 0,14 m [28]. W przy-
padku membran o rozmiarze porów w zakresie 0,2–1 m przenoszenie masy
w DCMD rozważa się zgodnie z modelem łączącym dyfuzję Knudsena z dyfu-
zją cząsteczkową [28]. W modelowaniu MD niektórzy autorzy biorą również
pod uwagę rozkład porów.
Wszystkie te mechanizmy przenoszenia masy przez membranę łączy
model zapylonego gazu (dusty gas model), wywodzący się z teorii kinetycznej
gazów i analizy wieloskładnikowej dyfuzji przez membranę porowatą [4, 29,
30]. Pełna postać tego modelu upraszcza się w zależności od warunków i kon-
figuracji MD.
W próżniowej MD obniżenie ciśnienia po stronie permeatu powoduje
usunięcie gazu (powietrza) z porów membrany i dyfuzja cząsteczkowa prak-
tycznie nie zachodzi. Rozważany jest natomiast transport zgodnie z dyfuzją
Knudsena, przepływ lepkościowy Poiseuille’a oraz model łączący oba te me-
chanizmy [10]. Khayet opisuje transport masy w VMD, biorąc pod uwagę dy-
fuzję Knudsena, przepływ Poiseuille’a oraz mechanizm rozpuszczania i dyfuzji
składników przez matrycę polimerową membrany [28].
Transport masy w destylacji membranowej z gazem odbierającym opi-
sywany jest tymi samymi modelami jak w przypadku DCMD, głównie mode-
lem łączącym dyfuzję Knudsena z dyfuzją cząsteczkową. W przypadku desty-
lacji membranowej ze szczeliną gazową szerokość szczeliny jest znacznie
większa od grubości membrany. W tej konfiguracji transport pary wodnej oraz
innych lotnych substancji przez membranę opisywany jest głównie modelem
dyfuzji cząsteczkowej [28].
Modele MD wskazują na zależność strumienia permeatu od różnicy
prężności pary na granicy nadawa/membrana, membrana/destylat. Różnicy
prężności pary w membranie nie można zmierzyć bezpośrednio, dlatego często
do opisu zależności strumienia permeatu od temperatury stosuje się uproszczo-
ne równanie Clausiusa–Clapeyrona. Z uwagi na polaryzację temperaturową
występującą w module MD, temperatura nadawy i destylatu w masie (wielko-
ści mierzalne) różni się od temperatury w warstwach granicznych (wielkości
niemierzalne). Korzystając z odpowiednich równań, temperatury powierzchni
membrany można zastąpić temperaturami nadawy (TN) i destylatu (TD) w całej
masie [5, 6].
5.2. TRANSPORT ENERGII CIEPLNEJ
Podczas destylacji membranowej następuje jednoczesne przenoszenie
masy i energii cieplnej przez membranę. Energia ta jest sumą energii cieplnej
przewodzonej przez membranę (Qm) oraz przenoszonej ze strumieniem permea-
tu (Qp). W konfiguracjach DCMD i SGMD przenoszoną energię cieplną można
przedstawić następująco [28]:
( ) ( ), (9)
M. Tomaszewska
68
gdzie km jest współczynnikiem przenoszenia ciepła przez membranę wypeł-
nioną powietrzem, kp jest współczynnikiem transportu ciepła ze strumieniem
pary, a T1 i T2 oznaczają temperaturę warstwy przymembranowej, po stronie
nadawy i permeatu (rys. 1). Współczynnik przewodzenia ciepła przez membra-
nę wypełnioną powietrzem można obliczyć na podstawie współczynników
przewodzenia gazu (g) i przewodzenia materiału polimerowego membrany
(p) [4–10]:
( ). (10)
W zależności od konfiguracji MD warstwa przymembranowa po stronie per-
meatu może powodować dodatkowy opór przy przenoszeniu ciepła. Najwięk-
szy opór występuje w DCMD, gdzie kondensacja następuje bezpośrednio
w destylacie omywającym powierzchnię membrany.
W VMD obniżone ciśnienie po stronie permeatu zapobiega stratom
ciepła przez przewodzenie i opór granicznej warstwy przymembranowej po
stronie permeatu jest pomijany. W AGMD powietrze wypełniające pory mem-
brany i szczelina gazowa również znacznie zmniejszają straty energii cieplnej.
W SGMD inertny gaz odbierający permeat również ogranicza straty ciepła
spowodowane przewodzeniem przez membranę. Uważa się, że 50–80% energii
cieplnej jest zużyte na odparowanie i wytworzenie permeatu, a 20–40% [10,
28] traci się przez przewodzenie. Ciepło przewodzone przez membranę w MD
prowadzi do obniżenia strumienia permeatu. Ograniczenie strat ciepła uzyskuje
się również przez zwiększenie grubości membrany. Rozwiązanie to jednak
wydłuża drogę dyfuzji pary i zmniejsza strumień permeatu. Korzystniejszym
rozwiązaniem jest odpowietrzenie membrany.
5.3. POLARYZACJA TEMPERATUROWA
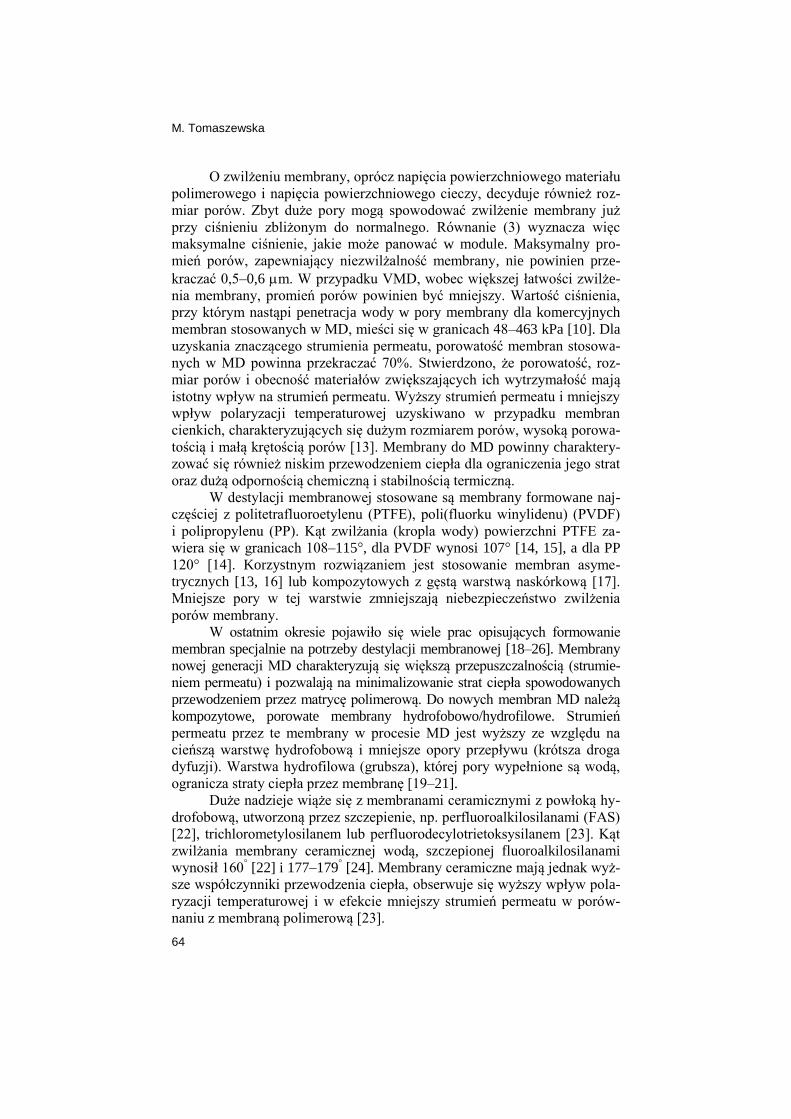
Odparowanie wody na granicy warstwa przymembranowa/membrana
wymaga energii i powoduje obniżenie temperatury warstwy granicznej po stro-
nie nadawy.
Rys. 4. Polaryzacja temperaturowa w bezpośredniej kontaktowej destylacji membranowej;
TN- – temperatura nadawy, TD – temperatura destylatu, T1 i T2 – temperatura war-
stwy przymembranowej, odpowiednio po stronie nadawy i permeatu
zim
ny
de
sty
lat
Membrana
na
daw
a
warstwa graniczna
TN T1
T2 TD
ciepło, przewodzenie
ciepło z parą

Destylacja membranowa …
69
Zjawisko to występuje we wszystkich konfiguracjach MD, natomiast różny jest
efekt przenoszenia ciepła w warstwie przymembranowej od strony permeatu.
Miarą polaryzacji temperaturowej jest udział warstw przymembranowych
w przenoszeniu ciepła w układzie. Gdy opór warstw przymembranowych jest
minimalny, temperatura cieczy w warstwach przymembranowych i w rdzeniu
jest zbliżona. Natomiast duży opór warstw granicznych powoduje różnicę tem-
peratury cieczy w warstwach przymembranowych i w rdzeniu, czyli polaryza-
cję temperaturową.
W DCMD wydzielone ciepło kondensacji pary powoduje wzrost
temperatury warstwy przymembranowej po stronie permeatu. Różnica tem-
peratur warstw granicznych, wpływająca na wielkość siły napędowej pro-
cesu, jest mniejsza od różnicy temperatur nadawy i destylatu w środku ma-
sy, rys.4. Stąd zjawisko polaryzacji temperaturowej zmniejsza efektywność
transportu masy przez membranę. Efekt ten pogłębia się dodatkowo w wy-
niku przewodzenia ciepła przez membranę. Temperatur warstw granicznych
T1 i T2 nie można zmierzyć bezpośrednio, ale można je obliczyć na podsta-
wie odpowiednich równań [5, 6].
Współczynnik polaryzacji temperaturowej wskazujący na udział
oporu warstw granicznych w całkowitym oporze przenoszenia ciepła, obli-
cza się następująco:
. (11)
Wartość współczynnika polaryzacji waha się pomiędzy 0 a 1. Jego wartość
zmienia się w zależności od konfiguracji membrany, charakterystyki prze-
pływu cieczy w module i temperatury układu. Warunki, w których wartości
współczynników wnikania rosną, sprzyjają ograniczeniu wpływu polaryza-
cji temperaturowej, na przykład przy większej szybkości strumieni w mo-
dule. Korzystne warunki hydrodynamiczne, intensywne mieszanie, zamon-
towanie promotorów burzliwego przepływu w modułach wyraźnie ograni-
czają wpływ polaryzacji temperaturowej. Wówczas wartość może wzro-
snąć nawet do 0,85–0,9. W modułach DCMD współczynnik osiąga war-
tość w granicach 0,4–0,7 [28].
5.4. POLARYZACJA STĘŻENIOWA
Transport rozpuszczalnika przez membranę powoduje, że stężenie
roztworu w warstwie przymembranowej różni się od stężenia w rdzeniu
roztworu (rys. 1), co określa się mianem polaryzacji stężeniowej. W proce-
sie MD wpływ polaryzacji stężeniowej polega na obniżeniu aktywności
wody, czyli obniżeniu prężności pary wodnej. Zmiany te jednak nie są duże
i znaczenie polaryzacji stężeniowej jest znacznie mniejsze niż w technikach
ciśnieniowych. Przy zatężaniu roztworów o wyższych stężeniach wpływ
tego zjawiska rośnie. Polaryzacja stężeniowa ma duże znaczenie dla poja-
wiania się foulingu (zjawisko osadzania się na powierzchni membrany sub-
stancji obecnych w nadawie i blokowania porów membrany) i scalingu.
M. Tomaszewska
70
Nagromadzenie osadów na membranie zmniejsza transport wody i może
prowadzić do jej zwilżenia. Z kolei nadmierny wzrost stężenia soli w war-
stwie przymembranowej może prowadzić do ich krystalizacji na powierzch-
ni membrany w wyniku przekroczenia iloczynu rozpuszczalności (zjawisko
scalingu), a nawet wrastania kryształów soli w pory membrany, co w efek-
cie prowadzi do uszkodzenia jej struktury [31].
6. MOŻLIWOŚCI ZASTOSOWANIA DESTYLACJI
MEMBRANOWEJ
Właściwości MD sprawiają, że proces ten z powodzeniem może być
wykorzystany w inżynierii środowiska i technologii chemicznej [4–10, 32].
Badania aplikacyjne prowadzone są w trzech zasadniczych kierunkach, ta-
kich jak:
– odsalanie wody,
– zatężanie roztworów do stanu bliskiego nasyceniu,
– wydzielanie lotnych składników z roztworów.
Można je realizować, stosując każdą z konfiguracji MD, jednak najlepiej
dobrać odpowiednią konfigurację do rozwiązania danego zadania.
Najczęściej badaną konfiguracją jest DCMD, ponieważ kondensacja
permeatu zachodzi w tym przypadku bezpośrednio w module membrano-
wym, co znacznie upraszcza budowę instalacji. Jednak ciepło przenoszone
przez membranę (uważane jako straty ciepła) jest najwyższe w porównaniu
z innymi konfiguracjami MD.
W AGMD obecność szczeliny gazowej zmniejsza straty ciepła przez
membranę. Płyta chłodząca, na której skrapla się permeat, może być chło-
dzona nadawą, co pozwala odzyskać ciepło kondensacji. Jednak szczelina
gazowa między membraną a płytą chłodzącą stanowi dodatkowy opór
(oprócz membrany) dla transportu masy i wydłuża drogę dyfuzji, co skut-
kuje niższym strumieniem permeatu. Konstrukcja modułu membranowego
do AGMD jest skomplikowana, stąd technika ta jest rzadziej obiektem ba-
dań. AGMD może być stosowana w przypadku, gdy DCMD napotyka pew-
ne ograniczenia, szczególnie wówczas, gdy mogłoby nastąpić zwilżenie
membrany permeatem zawierającym lotne związki organiczne.
Konfiguracja SGMD jest badana najrzadziej, z uwagi na bardziej zło-
żony układ. Permeat, odbierany przepływającym gazem, jest nim bardzo
rozcieńczany, co utrudnia późniejszą separację w zewnętrznym odbieral-
niku. Jest bardziej korzystna niż DCMD w procesach usuwania lotnych
związków organicznych z wody, ponieważ nie występuje ryzyko zwilżenia
membrany po stronie permeatu. Technikę tę uważa się za technikę przyszło-
ści, ponieważ łączy stosunkowo niskie straty ciepła przez membranę z wy-
sokimi współczynnikami przenoszenia masy, co pozwala uzyskiwać wysoki
strumień permeatu.
Destylacja membranowa …
71
W konfiguracji VMD, podobnie jak w SGMD, głównymi zaletami są
bardzo niskie straty energii cieplnej przez membranę (przez przewodzenie)
i mały opór dla przenoszenia masy. Uzyskiwany strumień permeatu jest
najwyższy w porównaniu z innymi konfiguracjami MD. Stwierdzono, że
w przypadku stosowania takiej samej membrany i takiego samego roztworu
zasilającego, strumień permeatu w VMD był 1,4 razy większy niż w SGMD
i ok. 3-krotnie większy niż w DCMD [9, 28]. Jednak membrany stosowane
w VDM powinny mieć mniejsze pory, z uwagi na zwiększone niebezpie-
czeństwo zwilżenia roztworem zasilającym. Nie występuje natomiast nie-
bezpieczeństwo zwilżenia membrany permeatem. Układ VMD jest skom-
plikowany, ponieważ niezbędny jest zewnętrzny układ do kondensacji pary,
co bardzo podnosi koszty całego procesu. Główne potencjalne wykorzysta-
nie VMD upatruje się w usuwaniu/odzyskiwaniu lotnych związków orga-
nicznych z wody i ścieków.
Osmotyczna destylacja membranowa zasadniczo prowadzona jest
w temperaturze otoczenia. Jest szczególnie atrakcyjna w przypadku zatęża-
nia substancji wrażliwych na temperaturę, szczególnie soków owocowych
i warzywnych, w przemyśle farmaceutycznym (zatężanie antybiotyków,
hormonów), zatężania substancji zapachowych. Jest to technika, w której
podobnie jak w DCMD dużą rolę odgrywa polaryzacja temperaturowa.
6.1. PRZYKŁADY POTENCJALNEGO ZASTOSOWANIA MD
Główne zastosowanie MD to odsalanie wody morskiej i słonawej
w celu uzyskania wody do picia i na potrzeby gospodarcze. Wszystkie kon-
figuracje MD mogą być wykorzystane w tym celu. Przez pory membrany
następuje przenoszenie jedynie pary wodnej i retencja soli niezależnie od jej
stężenia w nadawie wynosi ok. 100%. Stąd permeat stanowi czystą wodę;
jej przewodnictwo właściwe może wynosić 0,2–2,5 S/cm [9]. Wysoka
czystość otrzymanej wody pozwala na wykorzystanie w farmacji, do celów
medycznych, przy produkcji półprzewodników. Dodatkowo, stosunkowo
niska temperatura nadawy pozwala na wykorzystanie odpadowej energii
cieplnej, energii słonecznej, geotermalnej, co wyraźnie redukuje koszty.
Odsalanie wody w układzie: mikrofiltracja (MF) i odwrócona osmoza (RO)
w połączeniu z DCMD pozwala na wyższy stopień odzyskiwania wody.
Włączenie do takiego układu krystalizatora membranowego nie tylko
zwiększa stopień odzyskiwania wody, ale również pozwala na produkcję
soli z zatężonego retentatu. W ten sposób można rozwiązać problem zago-
spodarowania zatężonego retentatu (ochrona środowiska) [33], a nawet
obniżyć koszty produkcji wody.
Interesującym rozwiązaniem jest wykorzystanie energii słonecznej
i wiatrowej do odsalania wody w rejonach suchych [8]. Z powodzeniem
wykorzystano moduły spiralne do odsalania techniką AGMD [34]. W Jor-
danii zbudowano instalacje pilotowe (konfiguracja AGMD) do produkcji
M. Tomaszewska
72
wody z wody słonej (1 m3/dzień) i słonawej (100 dm
3/dzień), z wykorzysta-
niem energii słonecznej [35].
Obecnie, dla uzyskania zamierzonego celu, często łączy się np. tech-
nikę konwencjonalną z membranową lub różne techniki membranowe.
Przykładem jest wspomniany już układ MF/RO/DCMD zastosowany do
odsalania wody [33]. Zaplanowano wstępne odsolenie wody morskiej tech-
niką RO, odzyskując 40% wody. Wskutek wzrostu stężenia soli w retenta-
cie, dalsze odsalanie odwróconą osmozą wymagałoby wyższego ciśnienia
(wobec wyższego ciśnienia osmotycznego roztworu) dla utrzymania zna-
czącego strumienia permeatu. Ponieważ MD jest techniką mniej wrażliwą
na wyższe stężenia soli, retentat po RO był dalej odsalany techniką DCMD.
Sumaryczny odzysk wody (RO/DCMD) wyniósł 87,6%, przy czym koszt
odsolonej wody był niższy w przypadku układu zintegrowanego niż
w przypadku zastosowania jedynie RO [33]. Przeprowadzono również od-
salanie, łącząc jednostopniową wyparkę słoneczną z DCMD. Produkcja
wody była znacznie większa w układzie zintegrowanym niż w samej wy-
parce [36].
Podczas MD wody zawierającej wodorowęglany i węglany wapnia,
występuje niebezpieczeństwo scalingu. Podczas ogrzewania nadawy nastę-
puje naruszenie równowagi węglanowej i na powierzchni membrany może
wytrącić się CaCO3. Dla uniknięcia scalingu należy okresowo płukać ko-
morę nadawy kwasem solnym, lub zakwasić wodę w celu zamiany twardo-
ści węglanowej w niewęglanową [37].
MD może być stosowana przy zagospodarowywaniu wodnych ście-
ków nieorganicznych, szczególnie przy ich zatężaniu, co pozwoliłoby odzy-
skiwać czystą wodę oraz składniki wartościowe i/lub stanowiące zagrożenie
dla środowiska. Z drugiej strony zastosowanie MD, szczególnie wariantów
SGMD i VMD, pozwala na usuwanie/odzyskiwanie lotnych składników
z bardzo rozcieńczonych roztworów, z wód procesowych i ścieków, co jest
istotne z punktu widzenia ochrony środowiska. DCMD z powodzeniem
wykorzystano do oczyszczania ścieków radioaktywnych o niskim i średnim
poziomie aktywności [38].
Podczas demineralizacji wody w elektrowniach i elekrociepłowniach
stosowana jest metoda jonitowa. Ścieki powstające po regeneracji jonitów
można z powodzeniem oczyszczać metodą destylacji membranowej [39].
Otrzymuje się przy tym wodę wysokiej czystości, która może być wykorzy-
stana do uzupełnienia produkowanej wody zdemineralizowanej.
Interesującym kierunkiem badań jest zatężanie soków owocowych,
głównie metodami SGMD, VMD i OMD. Zastosowanie technik membrano-
wych, w tym również MD, staje się alternatywą do zagęszczania soków natu-
ralnych metodą termiczną, wymagającą wyższych nakładów energii. Dzięki
niskiej temperaturze procesu soki zachowują naturalny smak i aromat [40].
Obiecujące rezultaty otrzymano, stosując układy łączące ultrafiltrację, odwró-
coną osmozę i osmotyczną destylację membranową lub DCMD [41].
Destylacja membranowa …
73
Wykorzystanie SGMD i VMD pozwala na odzyskiwanie aromatów
soków owocowych, na zatężanie soku z zachowaniem antocyjanin i polife-
noli [42].
Odporność chemiczna membran do destylacji membranowej oraz
obudowy stosowanych modułów pozwala zatężać roztwory substancji agre-
sywnych. Zatężanie metodą MD roztworów po ekstrakcji fosfogipsu apaty-
towego kwasem siarkowym(VI), w celu pozyskiwania lantanowców, sta-
nowi alternatywne rozwiązanie do wyparek [31]. Temperatura roztworu po
ługowaniu fosfogipsu była wystarczająca do prowadzenia MD, tj. należało
dostarczyć tylko energię na utrzymanie tej temperatury.
Podczas trawienia elementów w galwanizerniach powstają ścieki za-
wierające nieprzereagowany kwas i sole. Wykazano, że metodą destylacji
membranowej można z powodzeniem odzyskiwać kwas solny [43–45].
Obecność soli w ściekach obok kwasu solnego obniża rozpuszczalność ga-
zowego HCl i sprzyja jego desorpcji (efekt wysalania). Ponadto, w takich
warunkach, desorpcja HCl zachodzi przy znacznie niższych stężeniach
kwasu w roztworze. Podczas prowadzenia DCMD sole zostają po stronie
nadawy, a przez pory membrany przenoszona jest para wodna i gazowy
HCl. Można nawet praktycznie całkowicie odzyskać kwas solny z roztworu
i zawrócić go do procesu trawienia. Na podstawie przeprowadzonych badań
zaproponowano schemat technologiczny, w którym zastosowanie MD po-
zwala zamknąć obieg kwasu i wody [45].
Zarówno VMD, jak SGMD mogą być zastosowane z powodzeniem
do usuwania lotnych substancji organicznych z wody, takich jak estry, ete-
ry, chlorowane węglowodory, związki aromatyczne, co wskazuje na poten-
cjalne wykorzystanie w przemyśle petrochemicznym [9, 46].
W przemyśle włókienniczym jednym z rodzajów ścieków są ścieki
barwiarskie. Zastosowanie destylacji membranowej do ich oczyszczania
pozwala odzyskiwać roztwór barwników, który można zawrócić do kąpieli
barwiącej. Jeżeli skład retentatu nie pozwala na ponowne wykorzystanie,
może być spalany, stając się źródłem energii [47]. Uzyskany permeat może
być wykorzystany do płukania tkanin.
W ostatnim okresie dużym zainteresowaniem cieszą się reaktory
i bioreaktory membranowe. Przeprowadzone badania wykazały, że zasto-
sowanie MD do ciągłego odprowadzania lotnych produktów fermentacji
z bioreaktora znacznie zwiększyło wydajność produkcji etanolu [48], co
wskazuje na potencjalne wykorzystanie bioreaktora membranowego do
produkcji bioetanolu.
W bioreaktorze sprzężonym z MD (BRMD) oczyszczano ścieki za-
wierające związki organiczne, które były rozkładane przy udziale bakterii
termofilowych [49]. Następowało zatem równoczesne biologiczne oczysz-
czanie ścieków i oddzielanie wody przez membrany w procesie MD. Do
zalet bioreaktora należało osiąganie wysokiej czystości otrzymywanej wo-
dy, niezależnie od aktywności biologicznej organizmów w reaktorze. Po-
M. Tomaszewska
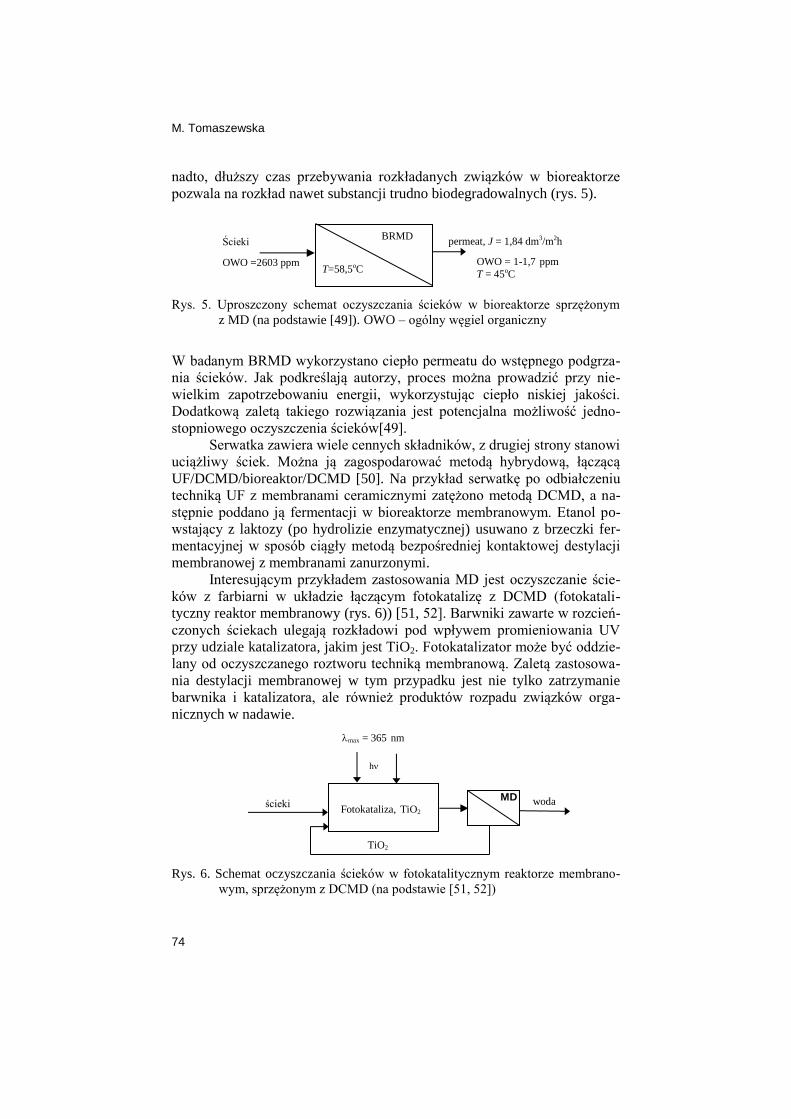
74
nadto, dłuższy czas przebywania rozkładanych związków w bioreaktorze
pozwala na rozkład nawet substancji trudno biodegradowalnych (rys. 5).
Rys. 5. Uproszczony schemat oczyszczania ścieków w bioreaktorze sprzężonym
z MD (na podstawie [49]). OWO – ogólny węgiel organiczny
W badanym BRMD wykorzystano ciepło permeatu do wstępnego podgrza-
nia ścieków. Jak podkreślają autorzy, proces można prowadzić przy nie-
wielkim zapotrzebowaniu energii, wykorzystując ciepło niskiej jakości.
Dodatkową zaletą takiego rozwiązania jest potencjalna możliwość jedno-
stopniowego oczyszczenia ścieków[49].
Serwatka zawiera wiele cennych składników, z drugiej strony stanowi
uciążliwy ściek. Można ją zagospodarować metodą hybrydową, łączącą
UF/DCMD/bioreaktor/DCMD [50]. Na przykład serwatkę po odbiałczeniu
techniką UF z membranami ceramicznymi zatężono metodą DCMD, a na-
stępnie poddano ją fermentacji w bioreaktorze membranowym. Etanol po-
wstający z laktozy (po hydrolizie enzymatycznej) usuwano z brzeczki fer-
mentacyjnej w sposób ciągły metodą bezpośredniej kontaktowej destylacji
membranowej z membranami zanurzonymi.
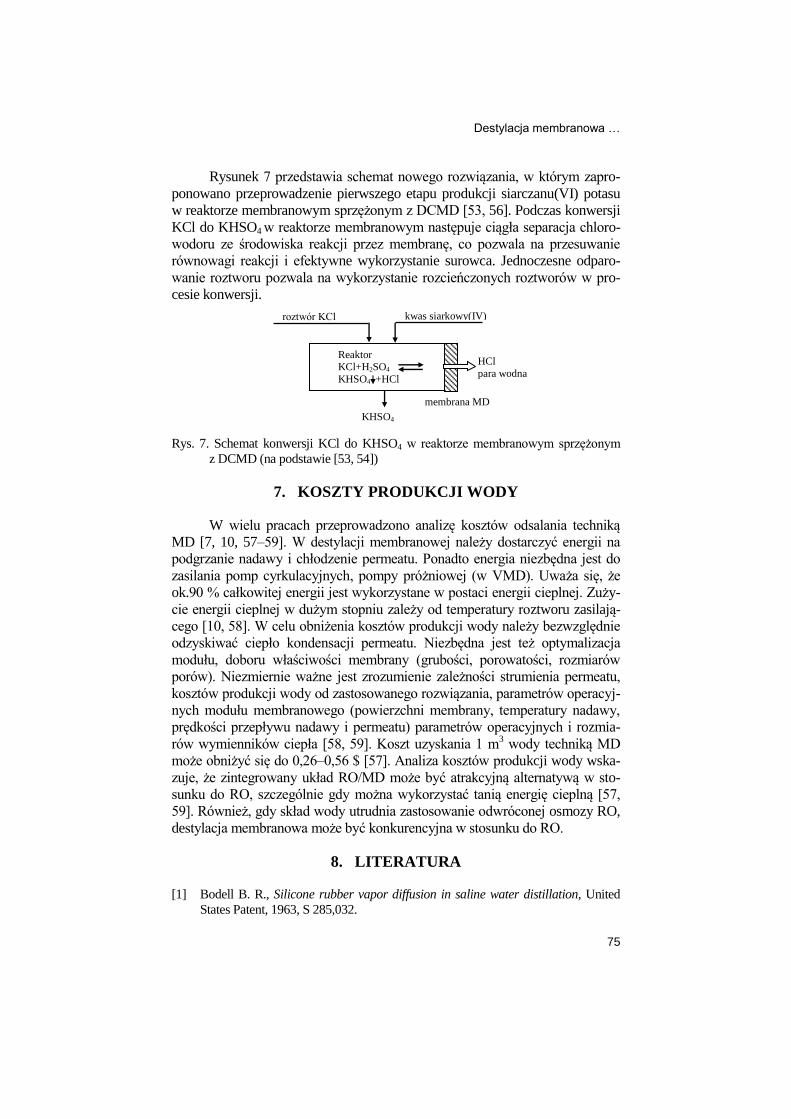
Interesującym przykładem zastosowania MD jest oczyszczanie ście-
ków z farbiarni w układzie łączącym fotokatalizę z DCMD (fotokatali-
tyczny reaktor membranowy (rys. 6)) [51, 52]. Barwniki zawarte w rozcień-
czonych ściekach ulegają rozkładowi pod wpływem promieniowania UV
przy udziale katalizatora, jakim jest TiO2. Fotokatalizator może być oddzie-
lany od oczyszczanego roztworu techniką membranową. Zaletą zastosowa-
nia destylacji membranowej w tym przypadku jest nie tylko zatrzymanie
barwnika i katalizatora, ale również produktów rozpadu związków orga-
nicznych w nadawie.
Rys. 6. Schemat oczyszczania ścieków w fotokatalitycznym reaktorze membrano-
wym, sprzężonym z DCMD (na podstawie [51, 52])
Ścieki
OWO =2603 ppm
permeat, J = 1,84 dm3/m2h
OWO = 1-1,7 ppm T = 45oC
T=58,5oC
BRMD
woda ścieki
h
TiO2
MD
max = 365 nm
Fotokataliza, TiO2
Destylacja membranowa …
75
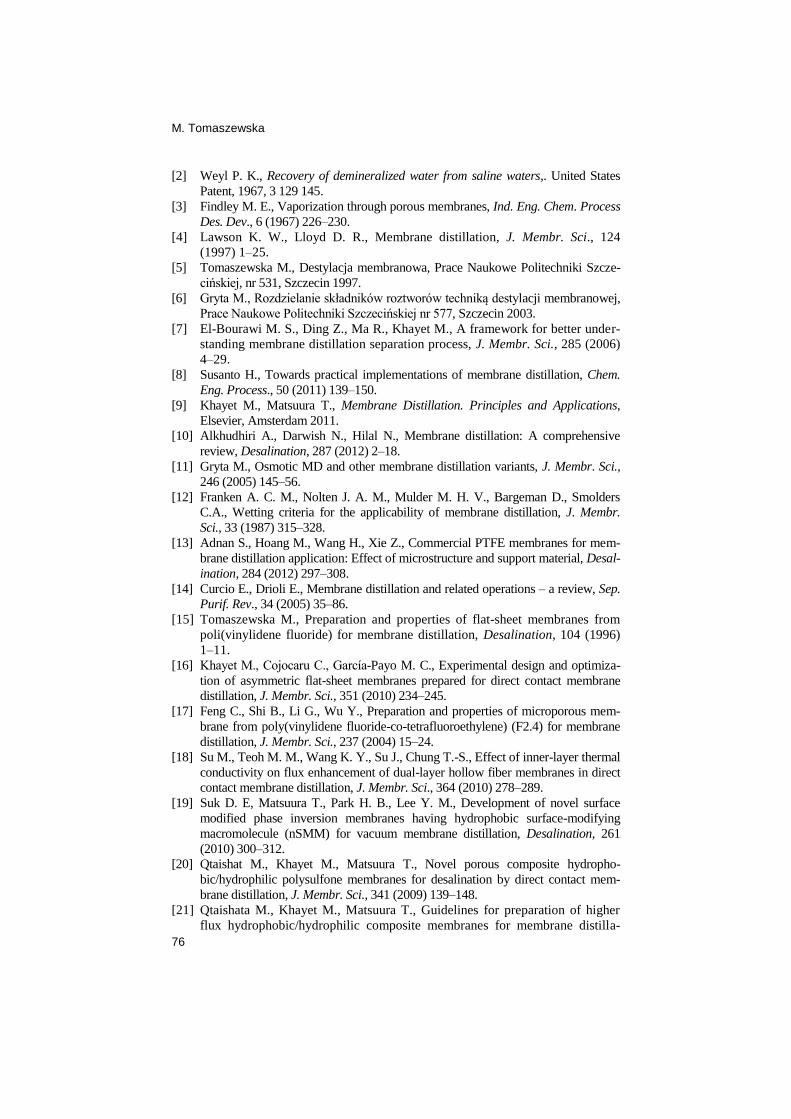
Rysunek 7 przedstawia schemat nowego rozwiązania, w którym zapro-
ponowano przeprowadzenie pierwszego etapu produkcji siarczanu(VI) potasu
w reaktorze membranowym sprzężonym z DCMD [53, 56]. Podczas konwersji
KCl do KHSO4 w reaktorze membranowym następuje ciągła separacja chloro-
wodoru ze środowiska reakcji przez membranę, co pozwala na przesuwanie
równowagi reakcji i efektywne wykorzystanie surowca. Jednoczesne odparo-
wanie roztworu pozwala na wykorzystanie rozcieńczonych roztworów w pro-
cesie konwersji.
Rys. 7. Schemat konwersji KCl do KHSO4 w reaktorze membranowym sprzężonym
z DCMD (na podstawie [53, 54])
7. KOSZTY PRODUKCJI WODY
W wielu pracach przeprowadzono analizę kosztów odsalania techniką
MD [7, 10, 57–59]. W destylacji membranowej należy dostarczyć energii na
podgrzanie nadawy i chłodzenie permeatu. Ponadto energia niezbędna jest do
zasilania pomp cyrkulacyjnych, pompy próżniowej (w VMD). Uważa się, że
ok.90 % całkowitej energii jest wykorzystane w postaci energii cieplnej. Zuży-
cie energii cieplnej w dużym stopniu zależy od temperatury roztworu zasilają-
cego [10, 58]. W celu obniżenia kosztów produkcji wody należy bezwzględnie
odzyskiwać ciepło kondensacji permeatu. Niezbędna jest też optymalizacja
modułu, doboru właściwości membrany (grubości, porowatości, rozmiarów
porów). Niezmiernie ważne jest zrozumienie zależności strumienia permeatu,
kosztów produkcji wody od zastosowanego rozwiązania, parametrów operacyj-
nych modułu membranowego (powierzchni membrany, temperatury nadawy,
prędkości przepływu nadawy i permeatu) parametrów operacyjnych i rozmia-
rów wymienników ciepła [58, 59]. Koszt uzyskania 1 m3 wody techniką MD
może obniżyć się do 0,26–0,56 $ [57]. Analiza kosztów produkcji wody wska-
zuje, że zintegrowany układ RO/MD może być atrakcyjną alternatywą w sto-
sunku do RO, szczególnie gdy można wykorzystać tanią energię cieplną [57,
59]. Również, gdy skład wody utrudnia zastosowanie odwróconej osmozy RO,
destylacja membranowa może być konkurencyjna w stosunku do RO.
8. LITERATURA
[1] Bodell B. R., Silicone rubber vapor diffusion in saline water distillation, United
States Patent, 1963, S 285,032.
roztwór KCl
Reaktor KCl+H2SO4
KHSO4 +HCl
kwas siarkowy(IV)
KHSO4
HCl
para wodna
membrana MD
M. Tomaszewska
76
[2] Weyl P. K., Recovery of demineralized water from saline waters,. United States
Patent, 1967, 3 129 145.
[3] Findley M. E., Vaporization through porous membranes, Ind. Eng. Chem. Process
Des. Dev., 6 (1967) 226–230.
[4] Lawson K. W., Lloyd D. R., Membrane distillation, J. Membr. Sci., 124
(1997) 1–25.
[5] Tomaszewska M., Destylacja membranowa, Prace Naukowe Politechniki Szcze-
cińskiej, nr 531, Szczecin 1997.
[6] Gryta M., Rozdzielanie składników roztworów techniką destylacji membranowej,
Prace Naukowe Politechniki Szczecińskiej nr 577, Szczecin 2003.
[7] El-Bourawi M. S., Ding Z., Ma R., Khayet M., A framework for better under-
standing membrane distillation separation process, J. Membr. Sci., 285 (2006)
4–29.
[8] Susanto H., Towards practical implementations of membrane distillation, Chem.
Eng. Process., 50 (2011) 139–150.
[9] Khayet M., Matsuura T., Membrane Distillation. Principles and Applications,
Elsevier, Amsterdam 2011.
[10] Alkhudhiri A., Darwish N., Hilal N., Membrane distillation: A comprehensive
review, Desalination, 287 (2012) 2–18.
[11] Gryta M., Osmotic MD and other membrane distillation variants, J. Membr. Sci.,
246 (2005) 145–56.
[12] Franken A. C. M., Nolten J. A. M., Mulder M. H. V., Bargeman D., Smolders
C.A., Wetting criteria for the applicability of membrane distillation, J. Membr.
Sci., 33 (1987) 315–328.
[13] Adnan S., Hoang M., Wang H., Xie Z., Commercial PTFE membranes for mem-
brane distillation application: Effect of microstructure and support material, Desal-
ination, 284 (2012) 297–308.
[14] Curcio E., Drioli E., Membrane distillation and related operations – a review, Sep.
Purif. Rev., 34 (2005) 35–86.
[15] Tomaszewska M., Preparation and properties of flat-sheet membranes from
poli(vinylidene fluoride) for membrane distillation, Desalination, 104 (1996)
1–11.
[16] Khayet M., Cojocaru C., García-Payo M. C., Experimental design and optimiza-
tion of asymmetric flat-sheet membranes prepared for direct contact membrane
distillation, J. Membr. Sci., 351 (2010) 234–245.
[17] Feng C., Shi B., Li G., Wu Y., Preparation and properties of microporous mem-
brane from poly(vinylidene fluoride-co-tetrafluoroethylene) (F2.4) for membrane
distillation, J. Membr. Sci., 237 (2004) 15–24.
[18] Su M., Teoh M. M., Wang K. Y., Su J., Chung T.-S., Effect of inner-layer thermal
conductivity on flux enhancement of dual-layer hollow fiber membranes in direct
contact membrane distillation, J. Membr. Sci., 364 (2010) 278–289.
[19] Suk D. E, Matsuura T., Park H. B., Lee Y. M., Development of novel surface
modified phase inversion membranes having hydrophobic surface-modifying
macromolecule (nSMM) for vacuum membrane distillation, Desalination, 261
(2010) 300–312.
[20] Qtaishat M., Khayet M., Matsuura T., Novel porous composite hydropho-
bic/hydrophilic polysulfone membranes for desalination by direct contact mem-
brane distillation, J. Membr. Sci., 341 (2009) 139–148.
[21] Qtaishata M., Khayet M., Matsuura T., Guidelines for preparation of higher
flux hydrophobic/hydrophilic composite membranes for membrane distilla-
Destylacja membranowa …
77
tion, J. Membr. Sci., 329 (2009)193–200.
[22] Cerneaux S., Strużyńska I., Kujawski W., Persin M., Larbot A., Comparison of
various membrane distillation methods for desalination using hydrophobic ceram-
ic membranes, J. Membr. Sci., 337 (2009) 55–60.
[23] Hendren Z. D, Brant J., Wiesner M. R., Surface modification of nanostructured
ceramic membranes for direct contact membrane distillation, J. Membr. Sci., 331
(2009) 1–10.
[24] Khemakhem S., Amar R. B., Grafting of fluoroalkylsilanes on microfiltration
Tunisian clay membrane, Ceram. Int., 37 (2011) 3323–3328.
[25] Gryta M., Tomaszewska M., Morawski A. W., A capillary module for membrane
distillation process, Chem. Papers, 54 (6a) (2000) 370–374.
[26] Winter D., Koschikowski J., Wieghaus M., Desalination using membrane distilla-
tion: Experimental studies on full scale spiral wound modules, J. Membr. Sci., 375
(2011) 104–112.
[27] Gryta M., Tomaszewska M., Kapilarny moduł MD z wewnętrznym wymienni-
kiem ciepła, Inżynieria Chemiczna i Procesowa, 20 (1999) 221–233.
[28] Khayet M., Membranes and theoretical modeling of membrane distillation:
A review, Adv. Colloid Interface Sci., 164 (2011) 56–88.
[29] Laganà F, Barbieri G, Drioli E., Direct contact membrane distillation: modelling
and concentration experiments, J. Membr. Sci., 166 (2000)1–11.
[30] Fernandez-Pineda C., Izquierdo-Gil M. A., Garcia-Payo M. C., Gas permeation
and direct contact membrane distillation experiments and their analysis using dif-
ferent models, J. Membr. Sci., 198 (2002) 33–49.
[31] Tomaszewska M., Concentration of the extraction fluid from sulfuric acid
treatment of phosphogypsum by membrane distillation, J. Membr. Sci., 78
(1993) 277–282.
[32] Tomaszewska M., Studies on application of membrane technology in chemical
industry, Pol. J. Chem. Technol., 7 (2005) 101–107.
[33] Di Profio G, Curcio E., Drioli E., Membrane Crystallization Technology,
w: Comprehensive Membrane Science and Engineering, vol. 4, Drioli E.,
Giorno L. (Eds), Academic Press, Elsevier, Oxford 2010, pp. 21–46.
[34] Winter D., Koschikowski J., Wieghaus M., Desalination using membrane distilla-
tion: Experimental studies on full scale spiral wound modules, J. Membr. Sci., 375
(2011) 104–112.
[35] Qtaishat M. R., Banat F., Desalination by solar powdered membrane distillation
systems, Desalination, 308 (2013) 186–197.
[36] Banat F., Jumah R., Garaibeh G., Exploitation of solar energy collected by
solar stills for desalination by membrane distillation, Renew. Energy, 25
(2002) 293–305.
[37] Gryta M., Tomaszewska M., Morawski W., Oczyszczanie wód techniką destylacji
membranowej, Inżynieria Chemiczna i Procesowa, 22 (2001) 311–322.
[38] Zakrzewska-Trznadel G., Harasimowicz M., Chmielewski A. G., Concentration of
radioactive components in liquid low-level radioactive waste by membrane distil-
lation, J. Membr. Sci., 163 (1999) 257–264.
[39] Gryta M., Tomaszewska M., Karakulski K., Wastewater treatment by membrane
distillation, Desalination, 198 (2006) 67–73.
[40] Jiao B., Cassano A., Drioli E., Recent advances on membrane processes for the
concentration of fruit juices: a review, J. Food Eng., 63 (2004) 303–324.
[41] Alves V. D., Coelhoso I. M., Orange juice concentration by osmotic evaporation and
membrane distillation: A comparative study, J. Food Eng., 74 (2006) 125–133.
M. Tomaszewska
78
[42] Bagger-Jørgensen R., Meyer A. S., Pinelo M., Varming C., Jonsson G., Recovery
of volatile fruit juice aroma compounds by membrane technology: Sweeping gas
versus vacuum membrane distillation, Innovative Food Science and Emerging
Technologies, 12 (2011) 388–397.
[43] Tomaszewska M., Gryta M., Morawski A. W., Mass transfer of HCl and H2O
across the hydrophobic membrane during membrane distillation, J. Membr. Sci.,
166 (2000)149–157.
[44] Tomaszewska M., Gryta M., Morawski A. W., The influence of salt in solutions
on hydrochloric acid recovery by membrane distillation, Sep. Purif. Technol., 14
(1998) 183–188.
[45] Tomaszewska M., Gryta M., Morawski A. W., Recovery of hydrochloric acid
from metal pickling solutions by membrane distillation, Sep. Purif. Technol., 22–
23 (2001) 591–600.
[46] Urtiaga A. M., Gorri E. D., Ruiz G., Ortiz I., Parallelism and differences of per-
vaporation and vacuum membrane distillation in the removal of VOCs from aque-
ous streams, Sep. Purif. Technol., 22–23 (2001) 327–337.
[47] Van der Bruggen B., Curcio E., Drioli E., Process intensification in the textile
industry: the role of membrane technology, J. Environ. Manage., 73 (2004)
267–274.
[48] Gryta M., Morawski A. W., Tomaszewska M., Ethanol production in membrane
distillation bioreactor, Catal. Today, 56 (2000) 159–165.
[49] Phattaranawik J., Fane A. G., Pasquier A. C. S., Bing W., A novel membrane
bioreactor based on membrane distillation, Desalination, 223 (2008) 386–395.
[50] Tomaszewska M., Białończyk L., Production of ethanol from lactose in a bioreac-
tor integrated with membrane distillation, Desalination,
http://dx.doi.org/10.1016/j.desal.2013.01.026.
[51] Mozia S., Tomaszewska M., Morawski A. W., Removal of azo-dye Acid Red 18
in two hybrid membrane systems employing a photodegradation process, Desali-
nation, 198 (2006) 183–190.
[52] Mozia S., Photocatalytic membrane reactors (PMRs) in water and wastewater
treatment. A review, Sep. Purif. Technol., 73 (2010) 71–91.
[53] Tomaszewska M., Preliminary studies on conversion of potassium chloride into
potassium sulfate using membrane reactor, J. Membr. Sci., 317 (2008) 14–18.
[54] Tomaszewska M., Łapin A., Wytwarzanie bezchlorkowej soli potasowej
z konwersją chlorku potasu do wodorosiarczanu potasu w reaktorze membrano-
wym, Przemysł Chemiczny, 89 (2010) 564–566.89
[55] The influence of feed temperature and composition on the conversion of KCl into
KHSO4 in a membrane reactor combined with direct contact membrane distilla-
tion, Sep. Purif. Technol., 100 (2012) 59–65.
[56] Tomaszewska M., Łapin A., Conversion of KCl into KHSO4 in a membrane reac-
tor: long-term experiments, Desalination, 245 (2009) 647–656.Al-Obaidani S.,
Curcio E., Macedonio F., Di Profio G., Al-Hinai H., Drioli E., Potential of mem-
brane distillation in seawater desalination: Thermal efficiency, sensitivity study
and cost estimation, J. Membr. Sci., 323 (2008) 85–98.
[58] Criscuoli A., Carnevale M. C., Drioli E., Evaluation of energy requirements in
membrane distillation, Chem. Eng. Process., 47 (2008) 1098–1105.
[59] Zuo G., Wang R., Field R., Fane A. G., Energy efficiency evaluation and econom-
ic analyses of direct contact membrane distillation system using Aspen Plus, De-
salination, 283 (2011) 237–244.

























