Embed Size (px)
Citation preview

Development of Localized Compressive Hydrostatic Pressure-assisted Cutting using Sliding Element
Jun Shimizu1, a *, Hiroto Ashino1, b, Takeyuki Yamamoto1, c,
Hirotaka Ojima1, d, Teppei Onuki1, e and Libo Zhou1, f 1Ibaraki University, 4-12-1 Nakanarusawa, Hitachi, Japan 316-8511
[email protected], [email protected], [email protected], [email protected],
[email protected], [email protected]
Keywords: cutting, hydrostatic pressure, plastic flow, burr, sliding element
Abstract. Improvement of machined surface integrity is one of the most important issues in the precision machining. This study aims to develop a cutting method, which enables to generate a localized compressive hydrostatic stress field around the cutting point to improve machined surface integrity without causing unnecessary plastic deformation. In this report, a cutting tool equipped with a sliding element for giving a localized compressive hydrostatic stress field around the cutting point was developed and a series of turning experiments were conducted on a pure aluminum workpiece. Various outputs such as the cutting forces, groove depth and burr height were compared to those by the normal cutting. As a result, some advantages in the developed cutting method, such as the reduction in the burr height, were confirmed.
Introduction
In the metal cutting processes, unnecessary deformations such as the burr formation occurs in the machined surface and subsurface, because the cutting chip is mainly formed by the plastic deformations, and it leads to the source of residual stresses. Therefore, suppressing such unnecessary deformations is of considerable importance.
It is known that hydrostatic pressure does not concern the plastic deformations [1], although it affects the deformation behaviors of metals. The yield stress and the ductility of metals increase under a high compressive hydrostatic pressure [2]. A high compressive hydrostatic pressure also reduces the density of lattice defect such as voids and cracks, and inactivates the mobility of workpiece atoms [3]. These characteristics are expected to improve the machined surface qualities. Hence, some papers have reported that an improvement in the machined surface integrity can be realized when the cutting is conducted under a high compressive hydrostatic pressure [4, 5]. However, such experimental studies have necessitated large equipment to give such a high pressure to the workpiece, and it has been the biggest issue for practical use.
Under such circumstances, a cutting method by making use of localized hydrostatic stress has been developed by just using a simple cutting tool attached with a planer jig using the molecular dynamics simulation (MD) [6 - 8]. In this report, an actual cutting tool was developed by just attaching a sliding element to a normal cutting tool for providing a localized compressive hydrostatic stress field around the cutting point, and a series of turning experiments was conducted on a pure aluminum workpiece.
Developed Cutting Model and Experimental Procedure
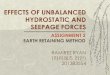
Figures 1(a) and (b) show the cross-sectional view of proposed cutting process and the Mohr's stress circle describing inner stress condition when using the proposed cutting tool, respectively [7]. The cutting tool shown in Fig. 1(a) intends to introduce a high compressive hydrostatic stress field around the cutting point easily by just applying a pressure from the attached sliding jig element even when a

Jig Cuttingtool
Cuttingchip
Initial surface
Machined surface
Pressure
Localizedhydrostatic
pressurefield
Yielding zone
Shear strengthτ
σ
Proposed cutting(High compressivehydrostatic stress)
Normal cutting(Low compressivehydrostatic stress)
(a) Cross-sectional view of cutting process (b) Mohr's stress circle in proposed cutting process
Fig. 1 Schematic drawing of cutting process and stress distribution in proposed cutting method [7]
Fixing jig
(a) Experimental setup (b) Proposed cuting tool
Fig. 2 Schematic drawing of localized compressive hydrostatic pressure-assisted cutting positive rake angle is utilized. By using such a cutting tool, unnecessary plastic flow would be decreased due to an increase in the shear strength (or yield stress) of workpiece as shown in Fig. 1(b), and the plastic deformation would occur between the tool and the planer jig or just under it (see “yielding zone” in Fig. 1(a)) due to the imbalance in stresses. The most material plastically deformed would be eliminated through the hole as a cutting chip. As a result, the propagation of plastic flow is expected to be smaller than that in the normal cutting process.
Figure 2 shows the schematic drawing of the developed localized compressive hydrostatic pressure-assisted cutting. As shown in Fig. 2(a), a columnar aluminum workpiece was turned by a cemented carbide throw-away tip. As shown in Fig. 2(b), for giving a high compressive hydrostatic stress field around the cutting point, a pressure unit (sliding element) made of high-speed steel is attached with the cutting tool shank via a feeler gauge for giving a clearance to eliminate cutting chip.
A normal lathe equipped with a three axis components dynamometer (9129AA made by Kistler) and a surface profiler (OLS4000 made by Olympus) were used as the machine tool and the measuring instrument for the geometries of cutting grooves, respectively.
Experimental Results and Discussion
The conditions for the localized compressive hydrostatic pressure-assisted cutting experiment are listed in Table 1. For comparison, a normal cutting (without pressure unit) was also performed under the same experimental conditions as that of the localized compressive hydrostatic pressure-assisted cutting.

Table 1 Experimental conditions Cutting tool (Straight turning tool with point corner) Rake angle Flank angle Pressure unit (Sliding element for hydrostatic pressure)Width of pressure unit Workpiece Environment Cutting speed Feed Depth of cut (Tool extrusion) Indentation depth of pressure unit
Cemented carbide (Throw-away tip) 0 deg. 11 deg. High-speed steel 2.8 mm Pure aluminum Wet (Unicut Terami DS15) 0.68 m/s 5 mm/rev. 0.075, 0.1, 0.125 mm 0.1 mm (0 mm for normal cutting)
-50
0
50
100
150
200
0 0.5 1 1.5 2 2.5 3
For
ce [N
]
Time [s]
Thrust force
Principal force
Feed force
-50
0
50
100
150
200
0 0.5 1 1.5 2 2.5 3
For
ce [
N]
Time [s]
Principal force
Thrust force
Feed force
(a) Proposed cutting tool (with pressure unit) (b) Normal cutting tool (without pressure unit)
Fig. 3 Comparison result of variation of cutting forces (Depth of cut = 0.125 mm)
m
m
mm
m
m
mm
(a) Proposed cutting tool (with pressure unit) (b) Normal cutting tool (without pressure unit)
Fig. 4 Bird's-eye view of cutting groove (Depth of cut = 0.125 mm)
-200
-150
-100
-50
0
50
100
0 100 200 300 400 500 600
Ver
tica
l pos
ition
[µm
]
Horizontal position [µm]
Burr height
Groovedepth
-200
-150
-100
-50
0
50
100
0 100 200 300 400 500 600
Ver
tical
pos
ition
[µm
]
Horizontal position [µm]
Burr height
Groove depth
(a) Proposed cutting tool (with pressure unit) (b) Normal cutting tool (without pressure unit)
Fig. 5 Cross-sectional view of cutting groove (Depth of cut = 0.125 mm)

0
0.02
0.04
0.06
0.08
0.1
0.12
0.14
0.07 0.08 0.09 0.1 0.11 0.12 0.13
Depth of cut [mm]
Gro
ove
dept
h an
d bu
rr h
eigh
t [m
m]
Groove depth (Normal tool)
Burr height (Normal tool)
Groove depth(Proposed tool)
Burr height(Proposed tool)
(a) Groove depth and burr height
0
0.01
0.02
0.03
0.04
0.05
0.06
0.07 0.08 0.09 0.1 0.11 0.12 0.13
Bur
r he
ight
/ G
roov
e de
pth
Depth of cut [mm]
Proposed tool
Normal tool
(b) Burr height / Groove depth
Fig. 6 Comparison result of groove geometries
Figure 3 show the comparison results of variation in the three cutting force elements. The thrust force in the proposed cutting process is much larger than that in the normal cutting process, because such a high thrust force is necessary to provide a high hydrostatic stress around the cutting point. On the other hand, the principal force in the proposed cutting process becomes almost the same as that in the normal cutting process.
Although not shown here, the thrust force was also measured just using the pressure unit (sliding element). As a result, the compressive hydrostatic stress exerted on the cutting point would be around 15 MPa according to the simple calculation using Hertz theory and Mohr's stress circle.
Figures 4 and 5 show the comparison results of the bird's-eye view and the cross-section of the cutting grooves, respectively. From Figs. 4(a) and 5(a), it can be observed that the workpiece surface just outside both the groove shoulders are smoothened due to the friction by the attached sliding element. This indicates that relatively high compressive stress was successfully supplied to the cutting point by such a sliding motion. It can be recognized that there is relatively small burr formation of 28 m in height on the righthand side of the cutting groove shoulder in the proposed cutting process (see Fig. 5(a)), while relatively large burr formation of 56 m in height can be observed in the normal cutting process (see Figs. 5(b) and 4(b)). However, the generated cutting groove depth in the proposed cutting process becomes smaller than that in the normal cutting process.

The reason can be thought that a higher thrust force just as shown in Fig. 3(a) reduces the actual depth of cut in the proposed cutting process. This phenomenon is also deeply related to aforementioned relatively low principal force (see Fig. 3).
In order to quantitatively evaluate the burr formation, comparison results of groove geometries are shown in Fig. 6. In Fig.6, (a) the groove depth and the burr height, and (b) their ratio (burr height/ groove depth) are shown as the functions of the depth of cut, respectively. From Fig.6 (a), it can be understood that both the groove depth and the burr height become larger in the normal cutting process than those in the proposed cutting process, and it is difficult to evaluate the influence of the hydrostatic pressure on the groove geometries. Therefore, such an influence should be discussed by using the ratio of burr height/groove depth as shown in Fig. 6(b). From Fig. 6(b), it can be obvious that the ratio becomes around 30 to 40 % smaller in the proposed cutting process than that in the normal cutting process.
From these results, it was confirmed that the developed cutting method had some advantages in the reduction of unnesccessary plastic deformations.
Summary
In order to develop a cutting method, which enables to generate a localized compressive hydrostatic stress field around the cutting point and to improve the machined surface integrity, a cutting tool was made by just attaching a sliding element to a normal cutting tool, and a series of turning experiments were conducted on a pure aluminum workpiece. The obtained results are summarized as follows:
(1) The developed cutting tool can provide relatively high compressive hydrostatic stress field just around the cutting point.
(2) The developed cutting method is beneficial in reducing the burr formation due to the effect of the locally generated compressive hydrostatic stress field.
Acknowledgement
This work was partially supported by JSPS KAKENHI Grant Number 15K05753 and 16K06000.
References
[1] P. W. Bridgman, Studies in Large Plastic Flow and Fracture, McGraw-Hill, New York, 1952.
[2] H. L. D. Pugh, The Mechanical Behavior of Materials under Pressure, Elsevier Pub. Ltd., New York, 1970.
[3] J. E. Hanafee, S. V. Radcliffe, Effect of Hydrostatic Pressure on Dislocation Mobility in Lithium Fluoride, J. Appl. Phys. 38 (1967) 4284-4294.
[4] M. Liu, J. Takagi, A Study on Metal Cutting under High Hydrostatic Pressure, Proc. 10th Int. Conf. on Precision Engineering (2001) 466-470.
[5] M. Yoshino, T. Aoki, T. Shirakashi, Scratching Test of Hard-brittle Materials under High Hydrostatic Pressure, Trans. ASME J. Mfg. Sci. and Eng. 123 (2001) 231-239.
[6] K. Uezaki, J. Shimizu, L. Zhou, T. Onuki, H. Ojima, Molecular Dynamics Simulation of Metal Cutting with Local Hydrostatic Pressure Field Formation, Key Engineering Materials 523-524 (2012) 167-172.
[7] K. Uezaki, J. Shimizu, L. Zhou, Development of Metal Cutting Process Accompanied by a Localized Compressive Hydrostatic Stress Field Formation: Examination by Molecular Dynamics Simulation, Precision Engineering 38 (2014) 371–378.

[8] J. Shimizu, K. Uezaki, L. Zhou, T. Yamamoto, T. Onuki, H. Ojima, Molecular Dynamics Simulation of a Cutting Method by Making Use of Localized Hydrostatic Pressure, Applied Mechanics and Materials 806 (2015) 156-161.