Embed Size (px)
Citation preview
CLAVER DIALLO
DEVELOPPEMENT D'UN MODELED'IDENTIFICATION ET DE GESTION DES PIÈCES
DE RECHANGE
Thèse présentéeà la Faculté des études supérieures de l'Université Laval
dans le cadre du programme de doctorat en génie mécaniquepour l'obtention du grade de Philosophiae Doctor (Ph.D.)
DÉPARTEMENT DE GÉNIE MÉCANIQUEFACULTÉ DES SCIENCES ET DE GÉNIE
UNIVERSITÉ LAVALQUÉBEC
2006
© Claver Diallo, 2006
Résumé long
Cette thèse aborde le problème de l'identification et de la gestion des stocks de pièces de
rechange de systèmes dont les caractéristiques opératoires se dégradent avec l'âge et avec
l'usage. Le besoin d'avoir des stocks de pièces de rechange est dicté par la nécessité
d'assurer une continuité de service à des équipements assujettis à des défaillances
accidentelles. Toute interruption prolongée peut, en effet, se révéler coûteuse. L'objectif est
donc de proposer une démarche globale de gestion des stocks de pièces de rechange en
présentant les modèles et les outils d'aide à la décision qui permettront au preneur de
décision de répondre aux questions suivantes : quelles pièces tenir en stock ? Quand et
combien de ces pièces faut-il commander ? Que faire avec les pièces de rechange reçues ?
Faut-il faire les remplacements préventifs à la réception des pièces ou attendre la panne ?
Comment s'assurer de disposer des pièces requises tout en respectant le budget alloué ?
Une démarche basée sur l'indice de criticité est élaborée pour identifier les composants
pour lesquels des pièces de rechange sont requises. Plusieurs méthodes de détermination
des besoins en pièces de rechange sont proposées dans les cas où les lois de dégradation ou
l'historique de consommation sont connus. La simulation est aussi présentée comme un
outil valide et particulièrement intéressant dans les cas où les processus de consommation
et de réparation des pièces sont complexes. Après une revue des principales politiques de
gestion des stocks, des stratégies conjointes de maintenance et d'approvisionnement des
pièces sont analysées. Une stratégie conjointe pour la maximisation de la disponibilité sous
des contraintes budgétaires est développée. Le recours aux pièces reconditionnées est aussi
considéré et les conditions de leur utilisation efficiente sont dérivées. Finalement, nous
étudions diverses initiatives de gestion des stocks de pièces de rechange qui intègrent
l'utilisation des nouvelles technologies de l'information et de la communication.
Cette recherche a débouché sur plusieurs contributions intéressantes dans le domaine de la
gestion des stocks de pièces de rechange et de la récupération des équipements en fin de
vie. Un des nombreux outils et modèles développés est en phase finale de validation sur un
poste pilote. Plusieurs extensions des modèles développés sont aussi envisagées.
11
Avant-Propos
Au terme de mes études doctorales, je voudrais dire un grand merci à tous ceux et celles qui
m'ont soutenu d'une manière ou d'une autre, et sans qui je n'aurais pu réaliser mon
parcours académique.
Un grand merci à M. Daoud Aït-Kadi qui, plus qu'un directeur de recherche, aura été un
père de rechange pour moi. Sa grande disponibilité, sa générosité et son savoir ont
énormément contribué à la réalisation de cette thèse.
À Dina, Erwin et Ethan qui m'ont supporté durant toutes ces années et qui ont tant sacrifié
pour moi : je vous aime. Un gros merci à feu mon père, à ma mère Aoua Diallo, mes frères
et sœurs (Ahmed Roland, Aïcha Blandine, Madina Solange, Alima Béatrice et Ibrahim
Roger), qui m'ont soutenu et encouragé de loin.
Merci aussi à M. Anis Chelbi, de l'École Supérieure des Sciences et Techniques de Tunis
(ESSTT), pour sa collaboration et ses conseils tout au long de mes travaux de recherche.
Des remerciements sincères à M. Georges Abdul-Nour de l'Université du Québec à Trois-
Rivières, M. Abdelhakim Artiba de l'École de Technologie Supérieure de Montréal et M.
Alain Martel de l'Université Laval, qui ont accepté d'évaluer cette thèse.
Je tiens spécialement à remercier, « la gang du 3515 », mes comparses de tous les jours :
Marc Chouinard, Mustapha Ouhimmou, Isaac Soro, Jean-François Audy, Marc Lapointe,
Ayad El Rhalmi et Xavier Zwingmann - mon jumeau astral ».
Mes remerciements vont également à M. Christian Vancraenenbroeck, M. François
Routhier, au personnel du Programme des aides techniques de l'Institut de réadaptation en
déficience physique de Québec (IRDPQ), à M. Marcel Côté et M. Pierre Cantin, de la
Régie de l'assurance maladie du Québec (RAMQ), aux collègues du laboratoire SIMNET
de l'Université Laval.
Un grand merci à mon directeur de recherche, à la Fondation de l'Université Laval, à la
RAMQ pour leur soutien financier.
111
Merci aux responsables et au personnel du Centre de recherche sur les technologies de
l'organisation réseau (CENTOR) dont le cadre de travail et les infrastructures de recherche
m'ont procuré d'agréables conditions d'études.
Que sais-je, qui ne m'ait été transmis par tous ces enseignants passionnés dont j 'ai eu la
chance d'être l'écolier, l'élève et l'étudiant? Je vous exprime toute ma reconnaissance pour
votre vocation et votre disponibilité.
Finalement, j'exprime ma gratitude aux personnes dont les noms suivent : Youssef
Abbaoui, Abdelhak Achouri, Claude et Reine Bichotte, Sylvie Brodeur, Redouan El
Chadhi, Nadia et Leila Dahan, Hélène Fafard, Augustin Gakwaya, la famille Hamel, Karine
Herreyre, Anouar Jamali, AbdelKader Hammami, Heidi Khaffel, la famille Konté, Detlef
Kretshmer, Robert LaPointe, Lise Leclerc, Steve Légaré, Pierrette Lemieux, la famille
Lingani, la famille Lopes, la famille Luzincourt, Marc Richard, Angel Ruiz, Dominique
Poulin, Diane Poulin, Johanne Pouliot.

IV
À la mémoire de mon pèreAlbert H.S. Diallo
et à la mémoire de mon beau-frèreJoël Lopes.
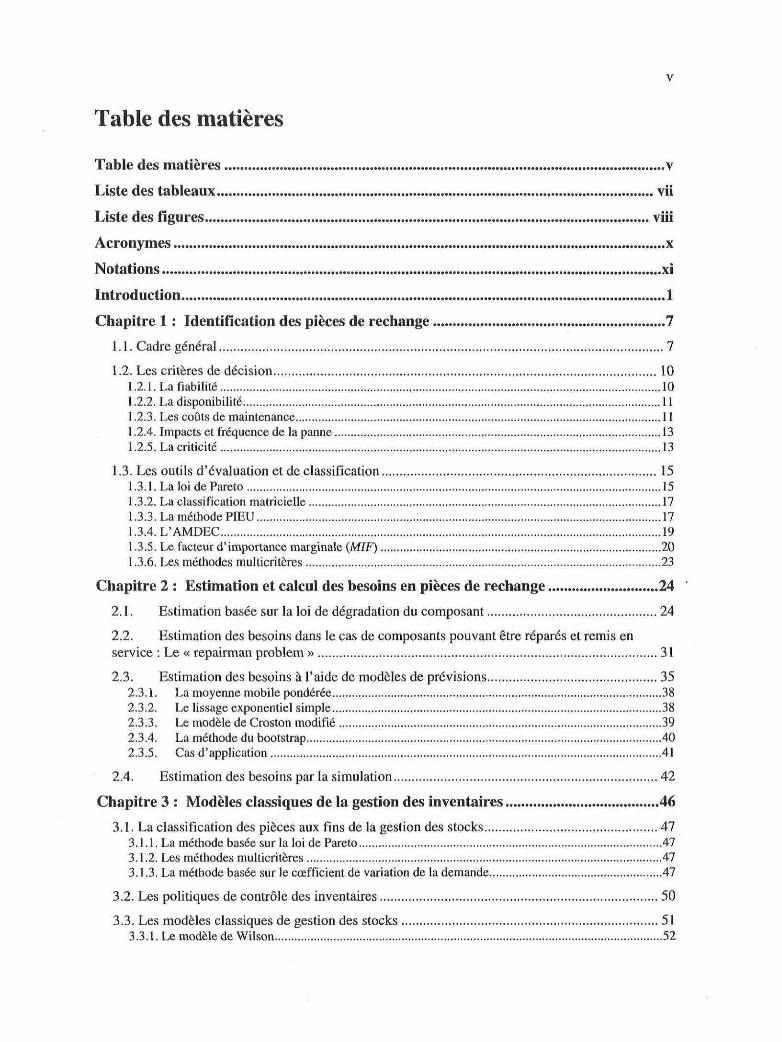
Table des matières
Table des matières y
Liste des tableaux vii
Liste des figures viii
Acronymes x
Notations xi
Introduction 1
Chapitre 1 : Identification des pièces de rechange 7
1.1. Cadre général 7
1.2. Les critères de décision 101.2.1. La fiabilité 101.2.2. La disponibilité 111.2.3. Les coûts de maintenance 111.2.4. Impacts et fréquence de la panne 131.2.5. La criticité 13
1.3. Les outils d'évaluation et de classification 151.3.1. La loi de Pareto 151.3.2. La classification matricielle 171.3.3. La méthode PIEU : 171.3.4. L'AMDEC 191.3.5. Le facteur d'importance marginale (MIF) 201.3.6. Les méthodes multicritères 23
Chapitre 2 : Estimation et calcul des besoins en pièces de rechange 24
2.1. Estimation basée sur la loi de dégradation du composant 24
2.2. Estimation des besoins dans le cas de composants pouvant être réparés et remis enservice : Le « repairman problem » 31
2.3. Estimation des besoins à l'aide de modèles de prévisions 352.3.1. La moyenne mobile pondérée 382.3.2. Le lissage exponentiel simple 382.3.3. Le modèle de Croston modifié 392.3.4. La méthode du bootstrap 402.3.5. Cas d'application 41
2.4. Estimation des besoins par la simulation 42
Chapitre 3 : Modèles classiques de la gestion des inventaires 46
3.1. La classification des pièces aux fins de la gestion des stocks 473.1.1. La méthode basée sur la loi de Pareto 473.1.2. Les méthodes multicritères 473.1.3. La méthode basée sur le coefficient de variation de la demande 47
3.2. Les politiques de contrôle des inventaires 50
3.3. Les modèles classiques de gestion des stocks 513.3.1. Le modèle de Wilson 52
VI
3.3.2. Le système (s,Q) 553.3.3. Le système (s,S) 563.3.4. Le système (S,R) 583.3.5. Le système (5-7,5) 60
Chapitre 4 : Gestion conjointe des stocks et de la maintenance 64
4.1. Modèles conjoints pour l'approvisionnement unitaire 654.1.1. Modèle de base sans maintenance préventive 654.1.2. Modèle avec maintenance préventive 674.1.3. Modèle d'approvisionnement unitaire avec réparation minimale 75
4.4. Modèles conjoints pour l'approvisionnement par lot 804.4.1. Aperçu général 804.4.2. Stratégie conjointe de gestion des stocks de pièces de rechange pour la maximisation de ladisponibilité 82
Chapitre 5 : Impacts des pièces reconditionnées 95
5.1. Impacts des pièces reconditionnées sur les stratégies de maintenance 965.1.1. Détermination de l'âge des pièces reconditionnées à utiliser 965.1.2. Stratégies de maintenance utilisant les pièces reconditionnées 101
5.2. Impact des pièces reconditionnées sur la gestion des stocks 1035.2.1. Quantités économiques à commander pour un système d'inventaire avec retours 1075.2.2. Modèle de gestion des stocks à un paramètre pour des cas de demande et de retours Poissonniensintégrant l'option d'élimination 112
Chapitre 6 : Contributions des TIC à la gestion collaborative des PdR 116
6.1. Définitions 117
6.2. L'accès à la documentation et aux bases de connaissance 117
6.3. La réduction du délai d'approvisionnement 118
6.4. Contribution de la gestion collaborative à la gestion des stocks de pièces de rechange 1196.4.1. La mutualisation des stocks de pièces de rechange 1206.4.2. Le regroupement des commandes 1286.4.3. Coordination entre le client et son fournisseur 134
Chapitre 7 : Récupération des pièces reconditionnées 140
7.1. Les modèles et outils d'aide à la décision de la logistique inversée 140
7.2. Cas d'étude : les fauteuils roulants usagés de la RAMQ 1437.2.1. Introduction 1437.2.2. Les critères de tri retenus 1447.2.3. Les arbres de décision 1517.2.4. L'analyse multicritère 1527.2.5. Le programme mathématique 162
Conclusion 172
Bibliographie 175

vil
Liste des tableaux
Tableau 1.1: Grille d'évaluation de la criticité (réf. LavinaY. 1992) 18
Tableau 1.2: Grille d'évaluation de la criticité proposée 19
Tableau 2.1: Relations entre les différentes caractéristiques f(.), F(.), R(.) et r(.) 26
Tableau 2.2: Choix d'un modèle de prévision pour les pièces de rechange 37
Tableau 2.3 : Résultats des simulations 44
Tableau 3.1 : Classification de la demande en 5 classes (Eaves et Kingsman) 49
Tableau 3.2 : Stratégie de contrôle selon la classe de l'article 51
Tableau 4.1: Résultats numériques pour a = 1 et X = 2 92
Tableau 4.2 : Résultats numériques pour a = 2 et X = 2 92
Tableau 6.1 : Tableau récapitulatif des actions de réduction du coût total de gestion 139
Tableau 7.1 : Principales alternatives de récupération de valeur 142
Tableau 7.2 : Pondération des critères 150
Tableau 7.3 : Benchmark de Altman 160
Tableau 7.4 : Benchmark de Emam 160
vin
Liste des figures
Figure 1.1 : Processus d'identification des pièces de rechange 9
Figure 1.2 : Exemple de filtre de décision 9
Figure 1.3 : Classification par la méthode de Pareto selon le coût de panne 16
Figure 1.4 : Exemple d'une structure de fonctionnement multi-composants 20
Figure 2.1 : Diagramme du processus de traitement des données 25
Figure 2.2 : Procédure de calcul du nombre de pièces de rechange 28
Figure 2.3 : Abaque de détermination du nombre de pièces de rechange 30
Figure 2.4 : Composantes d'un système de soutien logistique intégré pour un parc de N
machines 31
Figure 2.5 : Chaîne de Markov associée au processus de défaillance et de réparation 33
Figure 2.6 : Modèle de prévision selon le profil du taux de panne 36
Figure 2.7 : Diagramme du fonctionnement du modèle de Croston 39
Figure 2.8 : Comparaison de 3 méthodes de prévisions pour un article à faible demande...41
Figure 2.9 : Modèle de simulation à l'instant initial 43
Figure 2.10 : État de différents compteurs après 8400 heures de simulation 44
Figure 3.1 : Profil du stock pour le modèle avec demande et délai constants 52
Figure 3.2 : Profil du stock pour le modèle EOQ dans le cas où la demande est discrète....53
Figure 3.3 : Profil du stock pour le système (s,Q) avec stock de sécurité 55
Figure 3.4 : Profil du stock pour le système (s,S) 56
Figure 3.5 : Profil du stock pour le système (S,R) 59
Figure 3.6 : Profil du stock pour le système (S-1,S) 60
Figure 4.1 : Schéma du cycle de remplacement et de commande unitaire 65
Figure 4.2 : Scénarii de la stratégie d'approvisionnement avec réparations minimales 76
Figure 4.3 : Illustration des cycles de réapprovisionnement 83
Figure 4.4 : Profil du niveau du stock pendant le délai de réapprovisionnement 86
Figure 4.5 : Variation du stock de PdR durant un cycle de réapprovisionnement 90
Figure 5.1 : Représentation graphique de cp(x) 101
Figure 5.2 : Diagramme des transactions en mode classique de gestion des stocks 104
Figure 5.3 : Diagramme des transactions en mode de gestion des stocks avec retour 104
Figure 5.4 : Profil des stocks pour la politique (1,5) 109
IX
Figure 5.5 : Profil des stocks pour la politique (2,1) 111
Figure 6.1 : Exemple de structure décentralisation physique 121
Figure 6.2 : Exemple de structure de centralisation virtuelle 121
Figure 6.3 : Variation du nombre de pièces de rechange par machine en fonction de la taille
N du parc-machines et du niveau de disponibilité désiré 124
Figure 6.4 : Répartition des coûts de commande 129
Figure 6.5 : Exemple de cycles de commande pour plusieurs articles 130
Figure 7.1 : Échelle de répartition des poids et des critères 150
Figure 7.2 : Arbre de décision pour les fauteuils manuels 152
Figure 7.3 : Arbre de décision pour choisir la bonne méthode (source : Schârlig 1996)... 154
Figure 7.4 : Organigramme de la trichotomie de Moscarola et Roy 156
Figure 7.5 : Fonctions de transfert 157
Figure 7.6 : Aperçu de la page d'accueil de CAAMUS 158
Figure 7.7 : Aperçu de la page de calcul du coût estimé de remise en état 158
Figure 7.8 : Répartition des coûts et des revenus potentiels 162

Acronymes
AHP Analytic Hierarchy Process
AM Aides à la mobilité
AMDEC Analyse des Modes de Défaillance, de leurs Effets et de leur Criticité
ARP Politique de remplacement de type âge - « Age replacement policy »
BRP Politique de remplacement de type bloc - « Bloc replacement policy »
CFAO Conception - Fabrication Assistée par Ordinateur
fdp fonction de densité de probabilité
FR Fauteuil Roulant
GMAO Gestion de la maintenance assistée par ordinateur
IRDPQ Institut de réadaptation en déficience physique de Québec
JRP Politique d'approvisionnement groupé - « Joint Replenishment Policy »
METRIC « Multi-Echelon Technique for Recoverable Item Control »
MIF Facteur d'importance marginale - « Marginal Importance factor »
MRP Politique de réparation minimale - « Minimal Repair Policy »
MTBF Moyenne des temps entre défaillances - « Mean Time Between Failure »
M T r ^ Moyenne des Temps jusqu^à la Toute-première déFaillance - « Mean TimeTo (First) Failure »
MTTR Moyenne des Temps Techniques de Réparation
MUT Moyenne des Temps de Fonctionnement - « Mean Uptime »
NTI Nouvelles technologies de l'information
PdR Pièce de rechange
RAMQ Régie de l'assurance maladie du Québec
(N)TIC (Nouvelles) Technologies de l'information et de la Communication
UTR Proportion du temps de bon fonctionnement - « Up Time Ratio »
u.t. Unité de temps
v.a. Variable aléatoire
VMI Inventaire géré par le vendeur - « Vendor-Managed Inventory »

XI
Notations
Les notations suivantes sont utilisées dans toute la thèse, à moins d'une définition locale
différente qui sera alors bien indiquée et restreinte à la section particulière où elle apparaît.
CTT(.) : coût total moyen de gestion par unité de temps sur un horizon infini ($/u.t.)">
T : durée d'un cycle d'approvisionnement
Tm : durée moyenne du cycle de réapprovisionnement;
Q : quantité à commander;
D : demande sur l'horizon considéré (demande mensuelle ou annuelle)
s : point de commande;
A : coût de passation d'une commande ($);
h : coût de stockage unitaire par unité de temps ($/unité/u.t.);
K : coût de pénurie unitaire par unité de temps ($/unité/u.t.);
C : coût d'acquisition d'une unité d'article
e : taux de dépérissement du stock
Tc : durée moyenne d'un remplacement à la panne;
Tp : durée d'un remplacement préventif;
Ta : durée moyenne d'inactivité pour cause de pénurie de pièce de rechange;
Cp : coût d'un remplacement préventif ($);
Ce : coût d'un remplacement à la panne [Cp < Cc] ($);
f(.) : fonction de densité de probabilité (fdp) associée aux durées de vie du système;
F(.) : fonction de distribution des durées de vie du système;
h(.) : fdp associée aux durées de remplacement correctif;
H(.) : fonction de distribution des durées de remplacement correctif;
g(. ) : fonction de densité de probabilité associée à la demande pendant le délai deréapprovisionnement. Demande moyenne : fxg et écart-type : ag.
M(t) : nombre moyen de remplacements à la panne dans l'intervalle [0,t];
: coût total moyen des actions de maintenance par unité de temps ($/u.t.);
: coût total moyen de gestion des inventaires par unité de temps ($/u.t.);
SA(.) : disponibilité stationnaire du système;
T : délai de réapprovisionnement aussi noté LT.
Introduction
Cette thèse aborde le problème de l'identification et de la gestion des stocks de pièces de
rechange. Elle s'inscrit dans le cadre d'une problématique globale de modélisation et
d'optimisation de la disponibilité des équipements sujets à des défaillances aléatoires. Que
ce soit dans un contexte industriel, militaire ou de la vie courante, on attend d'un
équipement qu'il soit en bon état de fonctionnement au moment de s'en servir. Cette
mesure de la performance, appelée disponibilité, est surtout affectée par les interruptions de
services causées par les pannes aléatoires qui peuvent survenir. Ces interruptions de service
sont indésirables et peuvent être lourdes de conséquences aussi bien au niveau humain que
financier. Si de plus, les pièces nécessaires au remplacement des composants défaillants ne
sont pas disponibles, alors l'équipement est durablement immobilisé. Pour remédier à de
tels inconvénients, des stocks de pièces de rechange sont constitués afin de permettre le
remplacement rapide des composants défaillants et assurer une continuité des opérations.
Les missions embarquées (navette spatiale, liaisons aériennes, opérations militaires) se fient
uniquement aux pièces de rechange emportées pour assurer leur succès [125].
Toutefois, les coûts de maintien de ces stocks de pièces de rechange sont élevés et peuvent
accroître significativement le coût des produits ou services offerts à la clientèle. Il importe
alors de judicieusement identifier les composants pour lesquels des pièces de rechanges
seront tenues en stock et d'établir les règles et paramètres de leur gestion en sachant que
d'une part, une pénurie peut se révéler catastrophique et que d'autre part, les ressources
et/ou capacités, en terme de poids, d'espace ou de budget disponibles, sont limitées.
Même si ce problème se pose, aujourd'hui, avec acuité dans plusieurs entreprises à cause de
la compétitivité accrue, il est rapporté dans la littérature scientifique que le problème des
stocks de pièces de rechange remonte à l'époque des premières expéditions de chasses de la
préhistoire. Bleed [23] indique que pour réparer leurs armes, lors d'excursions de chasses,
les tribus primitives utilisaient des kits de pièces de rechange constitués de pointes fléchées,
de tiges de bois, de bande de latex, de crocs d'animaux. L'auteur montre aussi les
préoccupations de fiabilité et de maintenabilité, qui fondent déjà à cette époque, la
conception de ces outils primitifs de chasse. Les quantités de pièces emportées lors des
expéditions de chasses n'étaient déterminées que par l'expérience ou les capacités de
fabrication. D'ailleurs, l'expérience et les méthodes empiriques resteront les seuls moyens
de résolution des problèmes de stockage jusqu'à la révolution industrielle. Au début du
20ème siècle apparaissent les premières applications des techniques analytiques à la
résolution des problèmes de stockage. Comme le mentionnent Hadley et Whitin [92],
l'essor des modèles mathématiques en analyse des stocks semble provenir du
développement de l'industrie de fabrication en général et de la construction mécanique en
particulier. En 1913, Ford Harris de la société Westinghouse établit le premier la formule
de la quantité économique plus connue sous le nom de formule de Wilson [72].
Ironiquement, R.H. Wilson n'a pas établi la dite formule. Il a simplement utilisé cette
relation dans un système de gestion qu'il a commercialisé et qui l'a en retour rendu
populaire. Après la deuxième guerre mondiale, la gestion des stocks connaît un essor
considérable notamment grâce au développement de la recherche opérationnelle et aux
applications militaires. Dès lors, les modèles analytiques proposés commencent à
s'intéresser à la nature aléatoire des problèmes de stocks. Au début des années 1960, ce
domaine de recherche connaît un foisonnement extraordinaire qui voit le développement
d'une diversité de modèles et d'applications. Depuis le début des années 1990, une
nouvelle dynamique, « la gestion des chaînes d'approvisionnement », s'est mise en place et
consiste à exploiter les nouveaux moyens de communication pour établir une collaboration
entre partenaires, permettant d'améliorer la gestion des stocks.
De nos jours, malgré l'existence d'une grande variété de modèles de gestion des
inventaires, la gestion des stocks de pièces de rechange constitue un défi de taille pour
plusieurs organisations parce que les pièces de rechange comportent des particularités qui
les différentient des autres produits [102]. Elles sont conçues pour un usage spécifique, leur
consommation est régie par un processus aléatoire, leurs délais d'approvisionnement sont
variables et le plus souvent inconnus. De plus, ces pièces sont assujetties à l'obsolescence
et à la détérioration durant la période de temps qu'elles passent en stockage et elles sont
difficiles à revendre. Utilisées aussi bien pour des opérations de maintenance corrective que
préventive, elles peuvent être réparables ou non. À cause du caractère spécifique des pièces
de rechange, la plupart des entreprises s'approvisionnent directement auprès des
constructeurs qui ne sont pas toujours facilement accessibles.
L'objectif de cette étude est donc de proposer une approche globale de gestion des stocks
de pièces de rechange pour des systèmes multi-composants sujets à des défaillances
aléatoires. Cette approche est motivée par le souci de rationalisation à tous les niveaux du
processus de décision. Pour chaque aspect du problème qui sera abordé, nous appuierons
notre développement par des résultats numériques et/ou des outils d'aide à la décision.
Cette thèse abordera, au chapitre 1, le problème de l'identification des composants pour
lesquels des pièces de rechange doivent être tenues en stock. La liste des pièces de rechange
suggérées par les constructeurs est rarement remise en cause par les clients qui ne disposent
pas nécessairement d'une connaissance suffisante sur la tenue de chaque composant pour
en estimer la durée de vie et les risques de défaillance. L'élaboration de cette liste repose
généralement sur l'expertise du constructeur, de ses distributeurs agréés et sur des
considérations plutôt commerciales [63]. Une étude réalisée par Melvold [129] auprès de
stations électriques utilisant des transformateurs à haute-tension montre que 71% de ces
stations ont acheté le kit complet de pièces de rechange suggéré par les constructeurs. La
méthodologie que nous suggérons est basée sur le calcul d'un indice de criticité des
composants. Nous proposerons, aussi, plusieurs méthodes et outils ainsi que les critères de
décision requis pour évaluer cet indice de criticité.
Une fois que les composants qui nécessitent des pièces de rechange seront connus, nous
déterminerons les besoins pour chacun. Le chapitre 2 proposera quatre approches de
détermination des besoins. La première approche repose sur l'exploitation des résultats de
la fiabilité des systèmes dans le cas où la loi de dégradation du composant est connue. La
deuxième approche utilise une modélisation par chaîne de Markov du processus de
défaillance et de réparation dans le cas d'un parc de composants qui sont réparables. La
troisième approche est basée sur les méthodes de prévisions et peut être utilisée lorsqu'un
historique de consommation des pièces est disponible. Cet historique peut être celui d'un
équipement semblable à celui en considération. La quatrième approche est la simulation qui
aboutit à d'excellents résultats lorsqu'il est difficile d'obtenir des modèles mathématique-
ment simples à traiter par les deux premières approches citées. Un exemple numérique est
donné pour illustrer l'utilisation de la simulation et souligner que les résultats obtenus sont
en accord avec les approches analytiques.
Le chapitre 3 sera consacré à la classification des pièces de rechange à des fins de gestion
des stpcks et à une brève présentation des principales politiques de contrôle des stocks de
pièces de rechange. Les modèles de détermination des paramètres de gestion seront exposés
ainsi que les algorithmes de calculs les plus performants.
Puisque les pièces de rechange sont surtout utilisées pour effectuer des actions de
maintenance, il semble intuitif qu'une politique d'approvisionnement des pièces de
rechange qui intègre les stratégies de maintenance soit plus efficace. Ces stratégies dites
conjointes feront l'objet du chapitre 4. On distinguera les modèles conjoints
d'approvisionnement unitaire, développés pour les articles essentiels, coûteux et à faible
circulation, des modèles conjoints d'approvisionnement par lot. Nous présenterons un
modèle de base sans maintenance préventive suivi de deux stratégies intégrant la
maintenance préventive. La première de ces stratégies a recours au remplacement préventif
à la livraison de la rechange ou à la panne du composant. Les conditions pour choisir
l'instant du remplacement optimal seront alors établies. L'autre stratégie suggère de lancer
la commande après la nlème panne et d'effectuer le remplacement préventif après la ^ème
panne. Les modèles de détermination de n et k seront développés dans le cas où les coûts de
réparation sont constants et dans le cas où ils augmentent linéairement. Un exemple
numérique illustrera ces modèles. Finalement, nous développerons un modèle conjoint

d'approvisionnement par lot dont l'objectif est de maximiser la disponibilité d'un système
faisant l'objet d'une stratégie de remplacement de type bloc sous des contraintes
budgétaires. Une procédure numérique est utilisée pour calculer la stratégie optimale dans
deux cas particuliers.
Au chapitre 5, nous nous intéresserons aux pièces de rechanges reconditionnées dont le
coût d'achat est faible et qui devraient permettre de baisser les coûts d'opération. Les
modèles de décision pour l'utilisation efficiente de ces pièces reconditionnées seront
élaborés. Puis nous analyserons les changements que ces pièces apportent aux stratégies de
maintenance et aux politiques de gestion des stocks.
En gestion des stocks, la période entre la passation de la commande et sa réception, appelée
délai de réapprovisionnement, est généralement la période où le risque de pénurie est le
plus élevé. Pour s'en prémunir, il faut soit augmenter le point de commande ou se garder un
stock de sécurité. Il apparaît alors que la réduction de ce délai de réapprovisionnement peut
significativement contribuer à baisser le niveau des stocks maintenus. Une méthode
efficace de réduction du délai de réapprovisionnement est l'adoption des transactions
électroniques et plus généralement les nouvelles technologies de l'information. Ainsi, le
chapitre 6 sera consacré à l'étude des impacts des technologies de l'information et de la
communication (TIC) sur la gestion des stocks de pièces. Hormis la réduction du délai de
réapprovisionnement, les TIC contribuent à la mise en œuvre de diverses stratégies de
collaboration telles que la centralisation virtuelle des stocks, le regroupement des
commandes inter-entreprises, etc. Nous analyserons la mise en commun des stocks de
plusieurs organisations et dériverons les conditions sous lesquelles elle aboutit à une
réduction du niveau des stocks. Nous passerons ensuite en revue plusieurs stratégies de
gestion collaborative des stocks de pièces de rechange. Un tableau récapitulatif des actions
de réduction du coût total de gestion des pièces de rechange mettra un terme à ce chapitre.
Au chapitre 7, nous traiterons d'un processus de récupération d'équipements en fin de cycle
de vie puisqu'une des principales alternatives de récupération est le démontage des
composants pour réutilisation comme pièce de rechange reconditionnées. Nous définirons
la logistique inversée et présenterons les modèles et outils développés pour la récupération
des fauteuils roulants usagés pour le compte de la Régie de l'assurance maladie du Québec
(RAMQ). Dans un premier temps, nous établirons une liste de critères pour la sélection des
options de récupération. Ensuite, nous élaborerons un arbre de décision et un outil d'aide à
la décision basé sur l'analyse multicritère pour choisir l'option de récupération appropriée.
Nous exposerons les tests de validation et de fidélité de l'outil multicritère d'aide à la
décision. Enfin, nous développerons un modèle de programmation mathématique qui
pourra être utilisé pour sélectionner l'option de récupération lorsque des données précises et
fiables seront disponibles.
La conclusion générale résumera le travail accompli et présentera quelques unes des
extensions envisagées pour les modèles qui auront été développés.
Par souci de clarté et afin de faciliter l'accès au contenu de cette thèse, à des personnes
concernées par la gestion des stocks de pièces de rechange, nous avons volontairement
repris certains concepts de base de la gestion des stocks et illustré, par des exemples
numériques, certains outils d'aide à la décision.
Chapitre 1
Identification des pièces de rechange
1.1. Cadre généralLors de l'acquisition d'un système, on est souvent confronté à la délicate question de
l'identification des composants qui risquent de tomber en panne sur l'horizon
d'exploitation considéré et pour lesquels des stocks de pièces de rechange sont à prévoir.
En l'absence de données et d'informations permettant d'apprécier le processus de
dégradation d'un composant en vue d'estimer sa probabilité de défaillance sur la durée de
vie économique du système, on se fie généralement aux recommandations du constructeur.
Ce dernier se contente parfois de fournir une liste de composants à garder en stock en se
basant sur ses propres retours d'expériences, sur des données issues d'essais effectués selon
des procédures normalisées ou sur des analyses plus élaborées des modes de défaillance du
système et de ses principaux composants. De nos jours, cette pratique est de plus en plus en
vigueur chez tous les constructeurs d'équipements qui désirent demeurer compétitifs.
Désormais le fournisseur est appelé non seulement à répondre à des besoins identifiés par le
client mais surtout à les anticiper et à faire la preuve que les produits et services offerts sont
équivalents sinon supérieurs à ce qui est disponible sur le marché.
8
En matière d'acquisition d'équipements ou de systèmes, le client peut réclamer toute
information pouvant l'aider à tirer un maximum de profit de son équipement et ce, sur tout
son cycle de vie. De plus en plus de clients exigent de leurs fournisseurs, pour certains
composants jugés critiques, la loi de dégradation, une analyse des modes de défaillance, de
leurs effets et de leur criticité (AMDEC), etc.
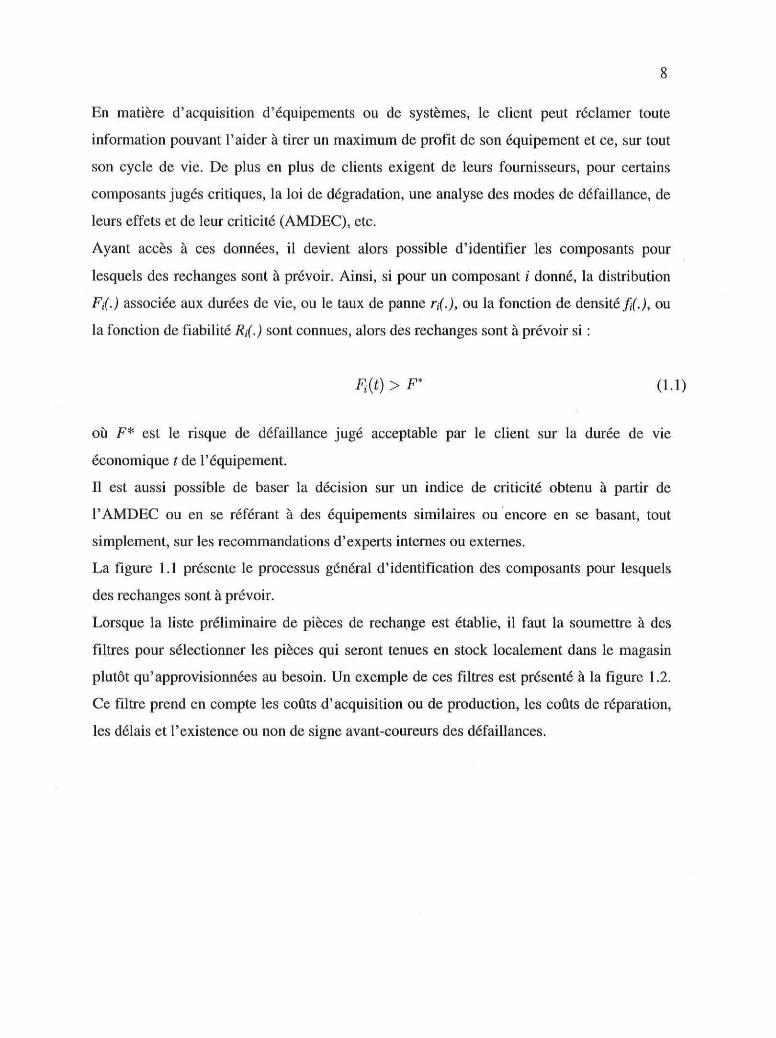
Ayant accès à ces données, il devient alors possible d'identifier les composants pour
lesquels des rechanges sont à prévoir. Ainsi, si pour un composant i donné, la distribution
Ft(.) associée aux durées de vie, ou le taux de panne r,fj, ou la fonction de densité fi. ) , ou
la fonction de fiabilité Rt(.) sont connues, alors des rechanges sont à prévoir si :
Fi(t) > F* (1.1)
où F* est le risque de défaillance jugé acceptable par le client sur la durée de vie
économique t de l'équipement.
Il est aussi possible de baser la décision sur un indice de criticité obtenu à partir de
l'AMDEC ou en se référant à des équipements similaires ou encore en se basant, tout
simplement, sur les recommandations d'experts internes ou externes.
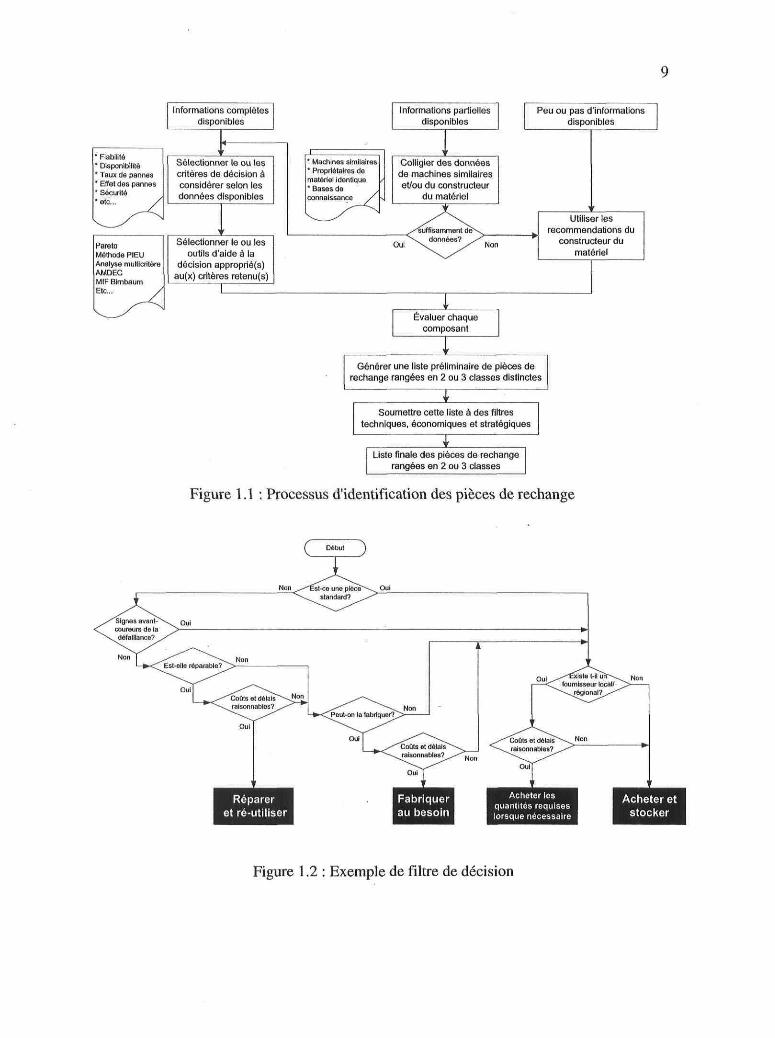
La figure 1.1 présente le processus général d'identification des composants pour lesquels
des rechanges sont à prévoir.
Lorsque la liste préliminaire de pièces de rechange est établie, il faut la soumettre à des
filtres pour sélectionner les pièces qui seront tenues en stock localement dans le magasin
plutôt qu'approvisionnées au besoin. Un exemple de ces filtres est présenté à la figure 1.2.
Ce filtre prend en compte les coûts d'acquisition ou de production, les coûts de réparation,
les délais et l'existence ou non de signe avant-coureurs des défaillances.
Informations complètesdisponibles
' Fiabilité1 Disponibilité* Taux de pannes* Effet des pannes' Sécurité* etc..
Sélectionner le ou lescritères de décision àconsidérer selon lesdonnées disponibles
ParetoMéthode PEUAnalyse multicritèreAMDECMIF BirnbaumEtc..
Sélectionner le ou lesoutils d'aide à la
décision approprié(s)au(x) critères retenu(s)
7
Informations partiellesdisponibles
Machines similaires* Propriétaires dematériel identique
Bases deconnaissance
Colligier des donnéesde machines similaireset/ou du constructeur
du matériel
Évaluer chaquecomposant
Peu ou pas d'informationsdisponibles
Utiliser lesrecommendations du
constructeur dumatériel
Générer une liste préliminaire de pièces derechange rangées en 2 ou 3 classes distinctes
Soumettre cette liste à des filtrestechniques, économiques et stratégiques
Liste finale des pièces de rechangerangées en 2 ou 3 classes
Figure 1.1: Processus d'identification des pièces de rechange
Répareret ré-utiliser
Fabriquerau besoin
Acheter lesquantités requiseslorsque nécessaire
Acheter etstocker
Figure 1.2 : Exemple de filtre de décision
10
Les composants retenus sont classés par ordre d'importance en utilisant, à titre indicatif,
soit la méthode de Pareto, soit la méthode PIEU ou soit une méthode d'analyse multicritère
[26;121]. D'autres méthodes telles que les facteurs d'importance et la logique floue peuvent
aussi servir [5;68]. Cette classification permet d'accorder plus d'attention aux composants
jugés importants notamment dans le cas où la liste de pièces de rechange comporte un
grand nombre de composants et que les ressources requises pour les traiter sont limitées.
1.2. Les critères de décision
Les critères de décision les plus souvent utilisés pour justifier qu'une pièce est mise en
stock pour servir de rechange sont : la criticité, la fiabilité, la disponibilité, les impacts
d'une panne, la fréquence des pannes et les coûts de maintenance encourus en cas de panne.
Le plus souvent, par souci de simplification ou d'ignorance des outils d'analyse
disponibles, seuls un ou deux de ces critères sont considérés dans les analyses.
Nous passons en revue chacun de ces critères de décision en prenant soin de les définir et
de montrer leur pertinence pour l'identification des pièces de rechange.
1.2.1. La fiabilitéLa fiabilité, notée R(t), est une caractéristique d'un système, exprimée par la probabilité
qu'il accomplisse la fonction pour laquelle il a été conçu, dans des conditions données et
pour une mission de durée t donnée.
Pour un système dont la défaillance est catastrophique, et donc pour lequel la réparation
n'est pas envisageable, la fiabilité est le critère de sélection désigné. La section 2.1. du
chapitre 2 abordera la détermination et l'évaluation de la fiabilité.
Le critère de fiabilité permettra de classer différents composants selon leur capacité à
remplir leur fonction respective pour une mission de durée donnée. Les composants dont la
fiabilité R(t) est inférieure à 1 — F*(t) pourront alors faire partie de la liste des pièces de
rechange potentielles.
11
1.2.2. La disponibilitéLa disponibilité instantanée A(t), est la probabilité que le système soit en opération au
temps t si, à chaque panne, une action de maintenance est entreprise pour remettre le
système en état de fonctionnement. La disponibilité stationnaire, notée UTR pour « Up
Time Ratio », est la proportion du temps moyen de bon fonctionnement sur le temps total.
Pour un système qui fait l'objet de réparations à la panne, la disponibilité est le critère de
sélection indiqué. Comme dans le cas de la fiabilité, ce critère permettra de classer
différents composants selon leur capacité à être en état de fonctionner. Les composants
ayant la disponibilité la plus faible pourront alors faire partie de la liste des pièces de
rechange potentielles.
1.2.3. Les coûts de maintenanceLes coûts reliés à la maintenance peuvent être répartis en deux groupes : les coûts directs et
les coûts indirects [34].
Les coûts directs. Ces coûts comprennent :
a) Les coûts de la main-d'œuvre.
Le coût de la main-d'œuvre est égal au produit du temps pris pour effectuer une tâche
de maintenance par le taux horaire de l'employé qui a exécuté cette tâche. La durée
d'exécution de la tâche est généralement saisie à partir des bons de travail complétés
par l'employé. Cette durée dépend essentiellement des moyens disponibles pour
effectuer le travail et du niveau de qualification de l'employé. Les taux horaires sont
généralement fournis par le service de comptabilité et ils intègrent, outre le salaire,
l'ensemble des charges sociales afférentes au niveau de qualification de l'employé.
b) Les frais généraux.
Ce sont les frais fixes du service de maintenance. Ils sont généralement calculés au
mois et ramenés à l'heure d'activité. Ces frais comprennent les salaires des cadres, les
loyers, les assurances, les impôts directs, les frais de chauffage, d'éclairage et de
téléphone, les véhicules de service, etc.
12
c) Les coûts de possession des stocks, des outillages et des machines.
Ces coûts sont caractérisés par un taux d'amortissement et une évaluation des pertes et
dépréciations dues au stockage. Ils comprennent aussi les coûts de tenue des stocks
dans les magasins.
d) Les coûts reliés à la consommation de matières, de fournitures et de produits.
Ces coûts comprennent les coûts reliés à la passation de commande, au transport et à
l'achat de matières et fournitures diverses nécessaires à l'exécution des tâches de
maintenance.
e) Les coûts des travaux sous-traités.
Ces coûts sont généralement saisis directement à partir des factures des prestataires de
service.
Les coûts indirects de maintenance. Les coûts indirects sont reliés aux pertes de
production suite à une défaillance accidentelle d'une ou de plusieurs machines. Ces coûts
comprennent :
• Les coûts de perte de produits non fabriqués, des matières premières en cours de
transformation et de la non qualité après la panne ;
• Les coûts de main-d'œuvre non utilisée ;
• Les coûts d'amortissement de la machinerie en arrêt ;
• Les frais de remise en route de la production.
Les frais induits par les délais non respectés (pénalité de retard, perte de clientèle ou de part
de marché, .. .etc.) sont souvent difficiles à évaluer quantitativement.
Ces coûts indirects reliés à l'inactivité sont généralement estimés par le rapport de la perte
de production annuelle incluant tous les coûts ci-dessus mentionnés sur le nombre d'heure
de production par an. Ce rapport est exprimé en $/heure d'inactivité.
Les coûts de maintenance peuvent être utilisés pour détecter les machines qui sont les plus
coûteuses à entretenir et pour lesquelles il faut un suivi plus rigoureux. Le détail des coûts
13
de maintenance par composants de ces machines permet de détecter les pièces dont la
maintenance coûte cher à l'entreprise qui peut alors décider de surveiller davantage ces
composants et de procéder à une analyse plus fine des coûts de maintenance de ces pièces.
Plus précisément le ratio RG défini ci-après sera très intéressant à évaluer.
y) coûts indirects du composant considéréRG = —^=^
coûts directs du même composant
Si ce ratio RG est supérieur à 1 cela signifie par définition que les coûts encourus suite à
une défaillance du composant sont plus élevés que les coûts liés à la possession d'une
rechange et au remplacement du composant défectueux. Pour des composants ayant i?G>l,
il devient intéressant de les tenir en stock pour procéder au remplacement avant la panne ou
immédiatement après la panne.
1.2.4. Impacts et fréquence de la panneLa panne ou la défaillance d'un système engendre le plus souvent de la non-qualité
(dommages à la production), des pertes de production (ou de service) par arrêts auxquels
peuvent s'ajouter des dommages aux installations, aux personnes et à l'environnement.
Pour des composants dont les défaillances résultent en des conséquences coûteuses, il peut
devenir intéressant d'avoir des pièces en stock et de procéder à une surveillance des
dégradations afin de procéder aux remplacements avant que ne survienne la panne. Il en est
de même si les conséquences des pannes ou des défaillances d'un système sont mineures
mais qu'elles se produisent fréquemment.
1.2.5. La criticitéLa criticité d'un système traduit l'importance que revêt le système pour assurer un
fonctionnement sûr et efficace de l'ensemble auquel il appartient [54]. La criticité est
définie comme la gravité des conséquences d'une défaillance ou d'une panne du système.
Plusieurs méthodes et formules de calcul de la criticité existent et tendent à calculer un
indicateur qui est le produit des différents indices qui définissent la gravité de la panne. Par
exemple, la criticité C d'une panne donnée peut être définie par un preneur de décision

14
comme le produit de sa sévérité S avec son occurrence O et avec sa difficulté de détection
D.
C = SxOxD (1.2)
Un autre preneur de décision pourrait définir autrement la criticité en fonction des réalités
de son environnement. Cependant, la définition la plus courante est celle donnée par
l'équation (1.2) qui provient de la méthode AMDEC.
La panne d'un composant peut être due à plusieurs causes. Chaque cause engendre un
mode de défaillance qui est l'effet par lequel la défaillance est observée. Par exemple, la
panne du dispositif de freinage d'une automobile peut provenir de l'usure des plaquettes.
On dira alors que, l'usure est le mode de défaillance par lequel le réparateur reconnaît cette
défaillance. Puisque la défaillance du même composant peut faire intervenir plusieurs
causes de défaillances, on définira alors un indice ou index de criticité par mode de
défaillance qu'on calcule à partir de la formule suivante [189] :
Ck = %A' KE ' akp • Pk " \ * T (1-3)
où:
Ck '• l'indice de criticité selon le mode de défaillance k.
KA : le facteur d'ajustement du taux de panne pour tenir compte des conditionsréelles d'opération.
KE : le facteur d'ajustement du taux de panne pour tenir compte des conditionsréelles d'environnement.
Okp • La proportion des défaillances du composant p qui sont occasionnées par lemode de défaillance k.
pk : la probabilité conditionnelle que le mode de défaillance k engendre ladéfaillance identifiée.
Ap : taux de panne du composant p.
T : durée de mission considérée.
Un système ou composant qui possède une criticité élevée sera inscrit dans la liste de pièces
de rechange potentielles.
15
Plusieurs outils permettent d'évaluer spécifiquement la criticité. Nous en présentons
quelques-uns dans la section suivante.
Plusieurs autres critères peuvent être choisis ou adoptés par le preneur de décision. Dès lors
qu'un ou plusieurs critères de décision sont retenus, tous les composants sont évalués selon
ces critères. Différents outils permettent ensuite de classer les composants et de
sélectionner ceux qu'il faut considérer comme pièces de rechange potentielles. Nous en
présentons quelques-unes à la section 1.3.
1.3. Les outils d'évaluation et de classification
Dans cette section, nous présentons une série d'outils qui permettent de sélectionner les
composants à placer sur la liste de pièces de rechange potentielles en se basant sur un ou
plusieurs des critères ci-dessus définis.
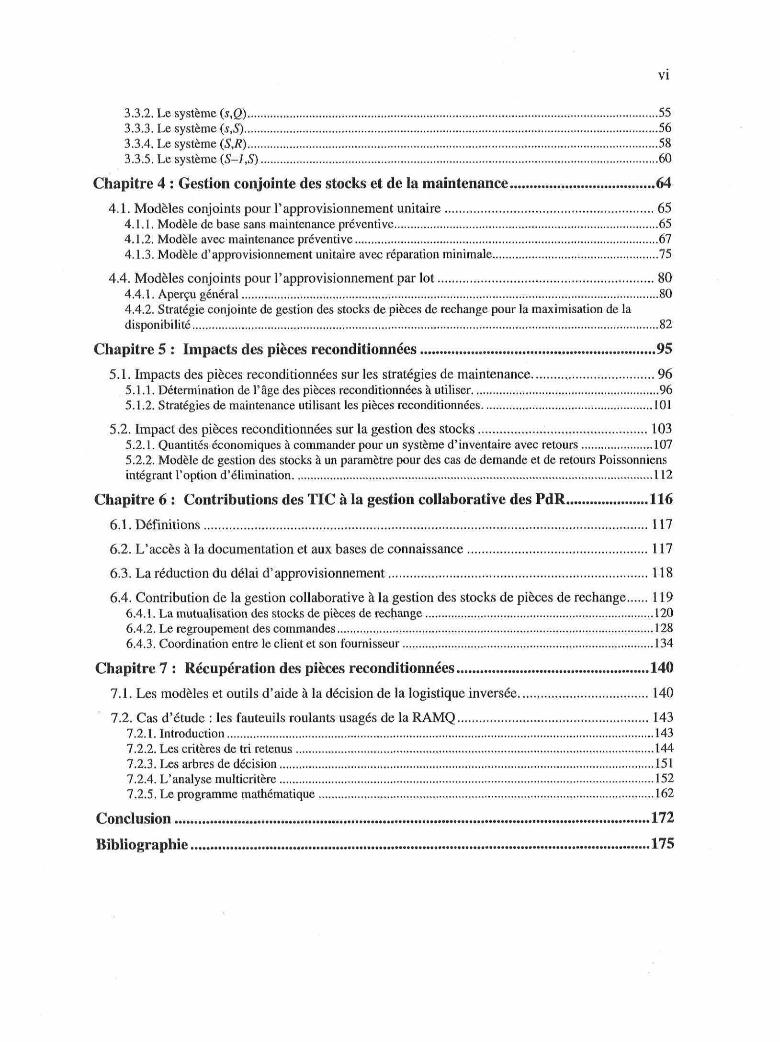
1.3.1. La loi de ParetoCet outil d'aide à la décision, aussi appelé méthode ABC ou loi 20-80, permet de classer
des éléments par ordre d'importance selon un critère donné. Soient n articles à classer
selon le critère C donné. Dénotons par Ci la valeur du critère pour l'article i (1 < i < n).
Pour tracer la courbe de Pareto, il faut procéder comme suit :
• Trier les articles en ordre décroissant de Ci ;
• En partant de l'article ayant le plus grand C(, calculer pour chaque article le
pourcentage cumulé du nombre d'articles et le pourcentage cumulé des C{ ;
• Tracer la courbe du pourcentage cumulé des Ci en fonction des articles ou tracer la
courbe du pourcentage cumulé des C{ en fonction du pourcentage cumulé du
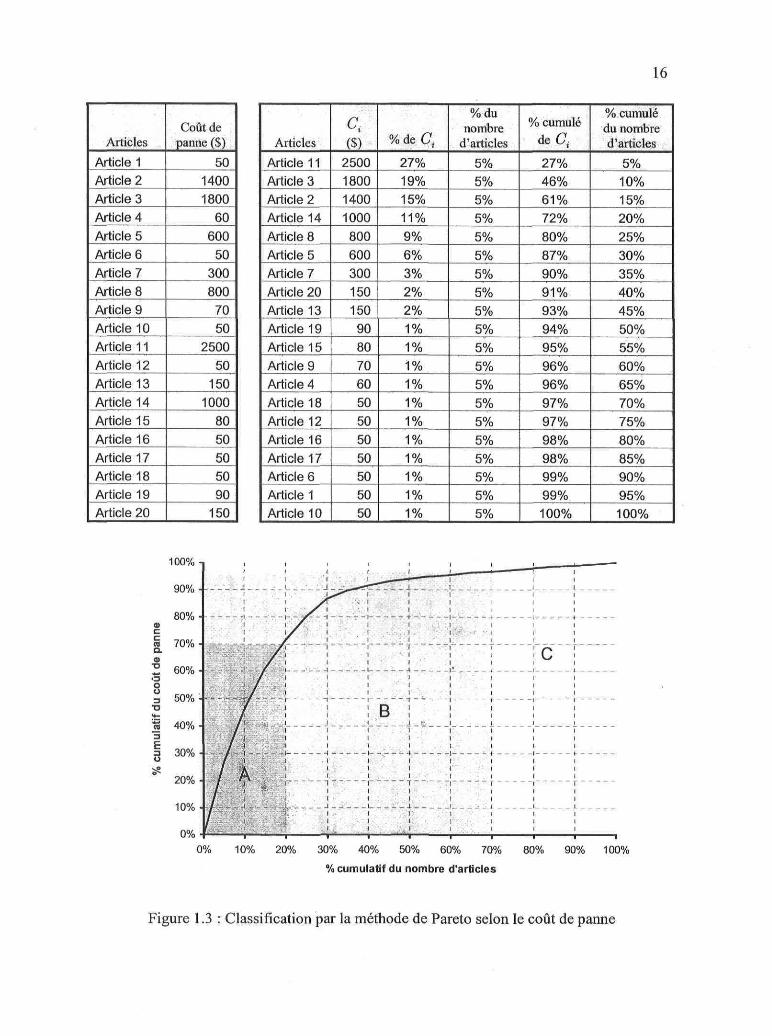
nombre d'articles tel qu'illustré dans l'exemple de la figure 1.3 qui montre la
classification de 20 articles selon leur coût de panne.
16
Articles
Article 1Article 2Article 3Article 4Article 5Article 6Article 7Article 8Article 9Article 10Article 11Article 12Article 13Article 14Article 15Article 16Article 17Article 18Article 19Article 20
Coût depanne($)
5014001800
60600
50300800
7050
250050
1501000
8050505090
150
Articles
Article 11Article 3Article 2Article 14
Article 8Article 5Article 7Article 20Article 13Article 19Article 15Article 9Article 4Article 18Article 12Article 16Article 17Article 6Article 1Article 10
ct
($)2500180014001000800600
300150150
9080
70605050
5050505050
%de Ci
27%19%15%11%9%6%
3%2%2%1%1%1%1%1%1%1%1%1%1%1%
%-dunombre
d'articles
5%5%5%5%
5%5%5%5%5%5%5%5%5%5%5%5%5%5%5%5%
% cumulédeC,27%46%61%72%
80%87%90%91%93%94%95%96%96%97%97%
98%98%99%99%100%
% cumulédu nombred'articles
5%10%15%20%
25%30%35%40%45%50%55%
60%65%70%75%80%85%90%95%100%
0%
0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100%
% cumulatif du nombre d'articles
Figure 1.3 : Classification par la méthode de Pareto selon le coût de panne
17
D'après la figure 1.3, 20 % des articles génèrent pour environ 72% des coûts de panne. Ce
sont les articles 11, 3, 2 et 14. Dix (10) articles, représentant 50% du nombre total
d'articles, comptent pour 25% des coûts de panne tandis que six (6) autres articles ne
comptent que pour 3% des coûts de panne.
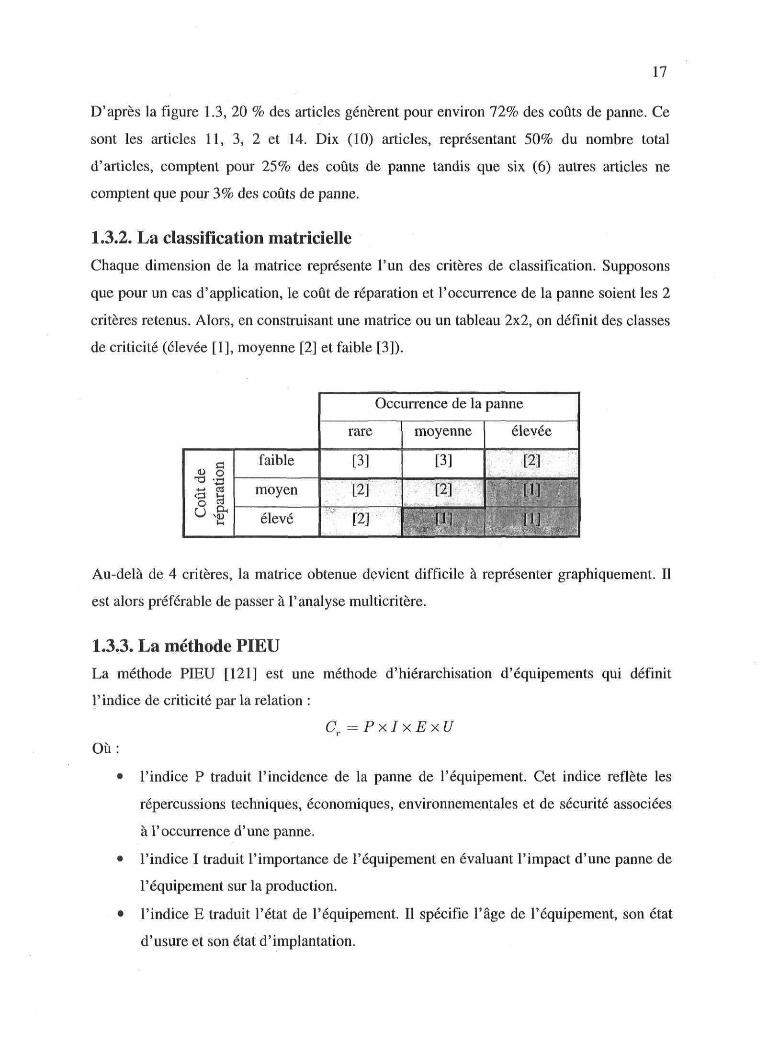
1.3.2. La classification matricielle
Chaque dimension de la matrice représente l'un des critères de classification. Supposons
que pour un cas d'application, le coût de réparation et l'occurrence de la panne soient les 2
critères retenus. Alors, en construisant une matrice ou un tableau 2x2, on définit des classes
de criticité (élevée [1], moyenne [2] et faible [3]).
Coû
t de
répa
ratio
n faible
moyen
élevé
Occurrence de la panne
rare
[3]
[2]
[2]
moyenne
[3]
[2]
élevée
[2]
[1]
[J]
Au-delà de 4 critères, la matrice obtenue devient difficile à représenter graphiquement. Il
est alors préférable de passer à l'analyse multicritère.
1.3.3. La méthode PIEU
La méthode PIEU [121] est une méthode d'hiérarchisation d'équipements qui définit
l'indice de criticité par la relation :
C=PxIxExU
Où:
l'indice P traduit l'incidence de la panne de l'équipement. Cet indice reflète les
répercussions techniques, économiques, environnementales et de sécurité associées
à l'occurrence d'une panne.
l'indice I traduit l'importance de l'équipement en évaluant l'impact d'une panne de
l'équipement sur la production.
l'indice E traduit l'état de l'équipement. Il spécifie l'âge de l'équipement, son état
d'usure et son état d'implantation.
18
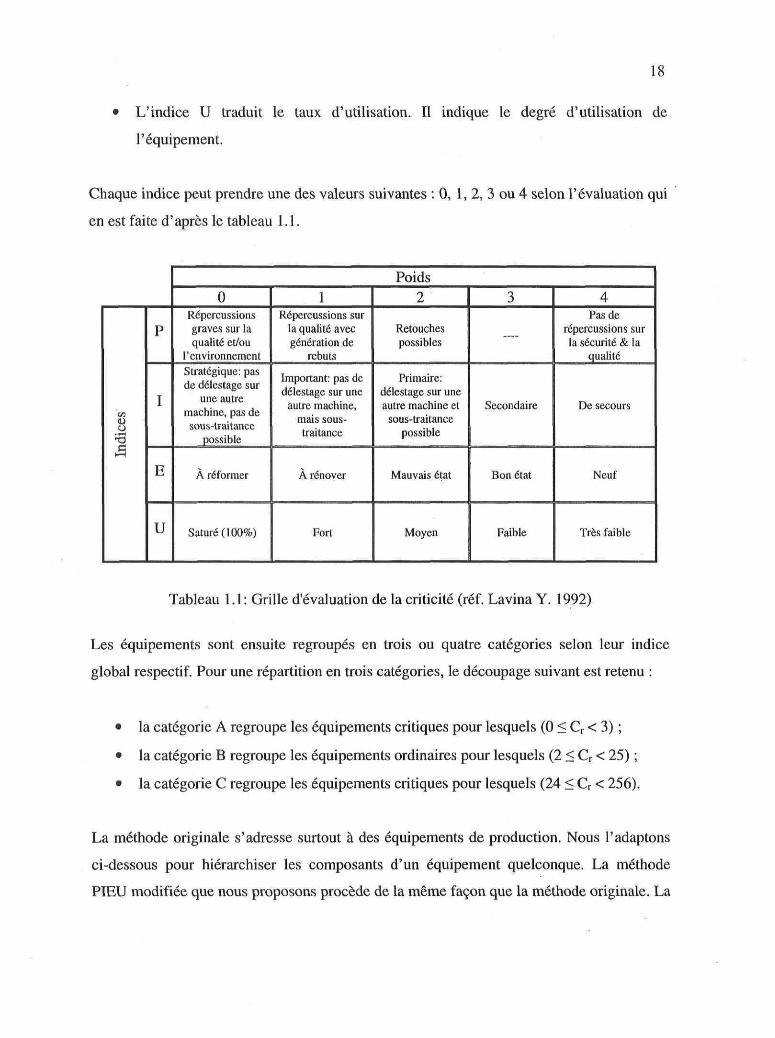
• L'indice U traduit le taux d'utilisation. Il indique le degré d'utilisation de
l'équipement.
Chaque indice peut prendre une des valeurs suivantes : 0, 1, 2, 3 ou 4 selon l'évaluation qui
en est faite d'après le tableau 1.1.
Indi
ces
P
I
E
U
Poids0
Répercussionsgraves sur laqualité et/ou
l'environnementStratégique: pasde délestage sur
une autremachine, pas desous-traitance
possible
A réformer
Saturé (100%)
1Répercussions sur
la qualité avecgénération de
rebuts
Important: pas dedélestage sur une
autre machine,mais sous-traitance
À rénover
Fort
2
Retouchespossibles
Primaire:délestage sur uneautre machine et
sous-traitancepossible
Mauvais état
Moyen
3
—
Secondaire
Bon état
Faible
4Pas de
répercussions surla sécurité & la
qualité
De secours
Neuf
Très faible
Tableau 1.1: Grille d'évaluation de la criticité (réf. Lavina Y. 1992)
Les équipements sont ensuite regroupés en trois ou quatre catégories selon leur indice
global respectif. Pour une répartition en trois catégories, le découpage suivant est retenu :
• la catégorie A regroupe les équipements critiques pour lesquels (0 < Cr < 3) ;
• la catégorie B regroupe les équipements ordinaires pour lesquels (2 < Cr < 25) ;
• la catégorie C regroupe les équipements critiques pour lesquels (24 < Cr < 256).
La méthode originale s'adresse surtout à des équipements de production. Nous l'adaptons
ci-dessous pour hiérarchiser les composants d'un équipement quelconque. La méthode
PIEU modifiée que nous proposons procède de la même façon que la méthode originale. La
19
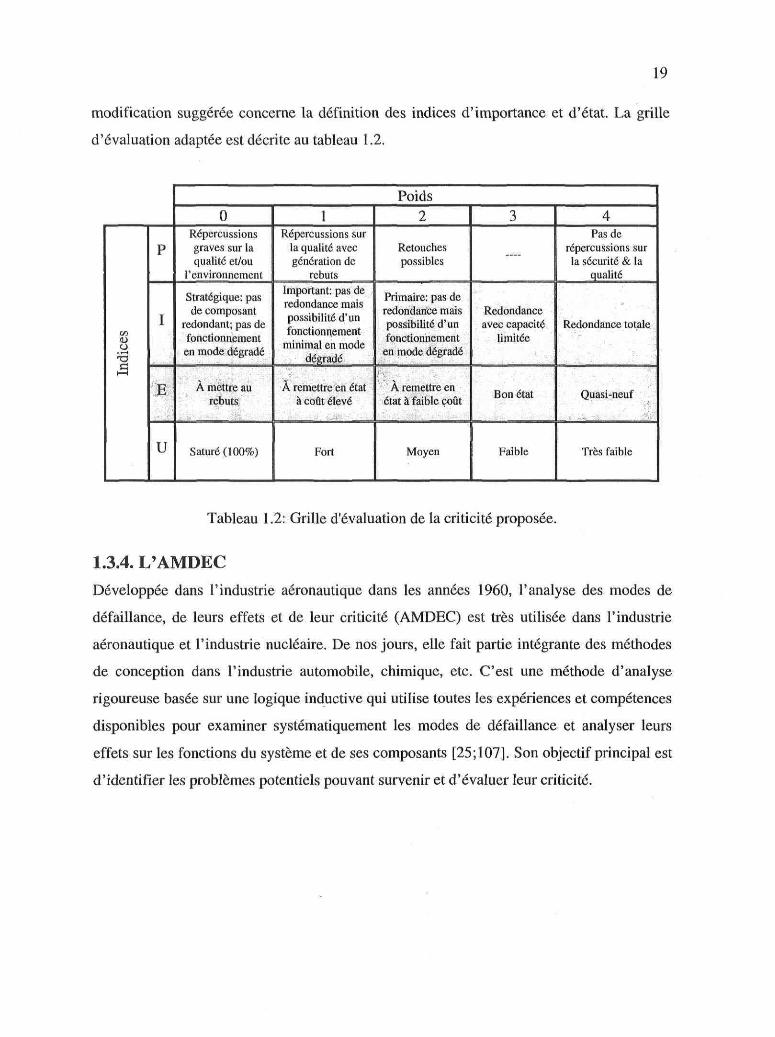
modification suggérée concerne la définition des indices d'importance et d'état. La grille
d'évaluation adaptée est décrite au tableau 1.2.In
dice
s
P
I
E
U
Poids0
Répercussionsgraves sur laqualité et/ou
l'environnement
Stratégique: pasde composant
redondant; pas defonctionnementen mode dégradé
À mettre aurebuts
Saturé (100%)
1Répercussions sur
la qualité avecgénération de
rebutsImportant: pas deredondance maispossibilité d'unfonctionnement
minimal en modedégradé
À remettre en étatà coût élevé
Fort
2
Retouchespossibles
Primaire: pas deredondance maispossibilité d'unfonctionnement
en mode dégradé
À remettre enétat à faible coût
Moyen
3
—
Redondanceavec capacité
limitée
Bon état
Faible
4Pas de
répercussions surla sécurité & la
qualité
Redondance totale
Quasi-neuf
Très faible
Tableau 1.2: Grille d'évaluation de la criticité proposée.
1.3.4. L'AMDECDéveloppée dans l'industrie aéronautique dans les années 1960, l'analyse des modes de
défaillance, de leurs effets et de leur criticité (AMDEC) est très utilisée dans l'industrie
aéronautique et l'industrie nucléaire. De nos jours, elle fait partie intégrante des méthodes
de conception dans l'industrie automobile, chimique, etc. C'est une méthode d'analyse
rigoureuse basée sur une logique inductive qui utilise toutes les expériences et compétences
disponibles pour examiner systématiquement les modes de défaillance et analyser leurs
effets sur les fonctions du système et de ses composants [25; 107]. Son objectif principal est
d'identifier les problèmes potentiels pouvant survenir et d'évaluer leur criticité.
20
L'AMDEC :
• Evalue et note les modes de défaillance suivant trois indices : occurrence (O),
sévérité (S) et détection (D) ;
• Calcule l'indice de criticité Cr pour chacune des causes de défaillance selon
l'équation ci-dessous. Cet indice est aussi appelé RPN (Risk Priority Number) dans
la littérature ;
Cr = SxOxD
• Hiérarchise les modes de défaillance selon leur indice de criticité.
Les composants prioritaires identifiés par l'AMDEC sont placés sur la liste de pièces de
rechange potentielles.
1.3.5. Le facteur d'importance marginale (MIF)
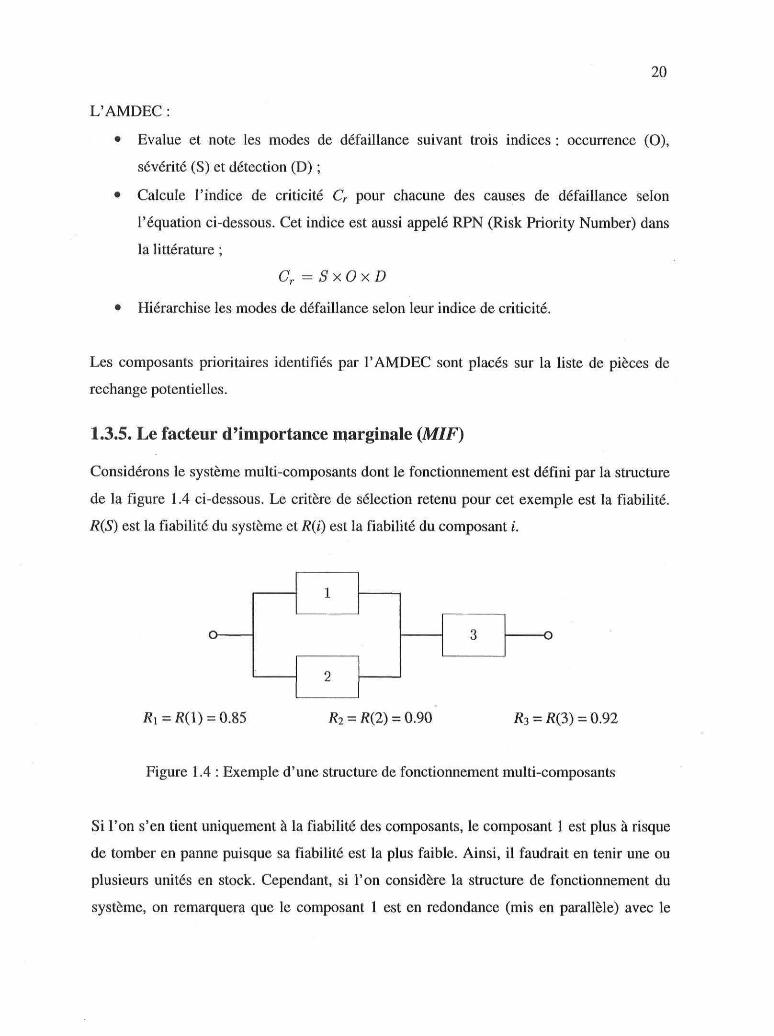
Considérons le système multi-composants dont le fonctionnement est défini par la structure
de la figure 1.4 ci-dessous. Le critère de sélection retenu pour cet exemple est la fiabilité.
R(S) est la fiabilité du système et R(i) est la fiabilité du composant i.
R2 = R(2) = 0.90 R3 = R(3) = 0.92
Figure 1.4 : Exemple d'une structure de fonctionnement multi-composants
Si l'on s'en tient uniquement à la fiabilité des composants, le composant 1 est plus à risque
de tomber en panne puisque sa fiabilité est la plus faible. Ainsi, il faudrait en tenir une ou
plusieurs unités en stock. Cependant, si l'on considère la structure de fonctionnement du
système, on remarquera que le composant 1 est en redondance (mis en parallèle) avec le
21
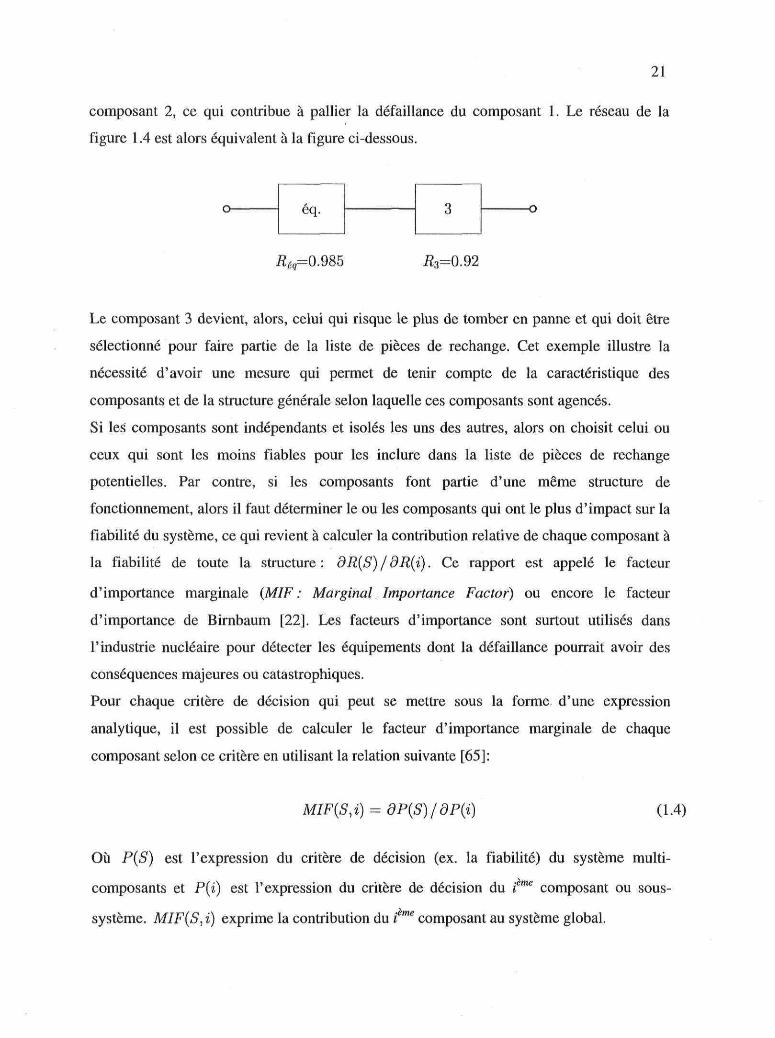
composant 2, ce qui contribue à pallier la défaillance du composant 1. Le réseau de la
figure 1.4 est alors équivalent à la figure ci-dessous.
Réq=0.985 #3=0.92
Le composant 3 devient, alors, celui qui risque le plus de tomber en panne et qui doit être
sélectionné pour faire partie de la liste de pièces de rechange. Cet exemple illustre la
nécessité d'avoir une mesure qui permet de tenir compte de la caractéristique des
composants et de la structure générale selon laquelle ces composants sont agencés.
Si les composants sont indépendants et isolés les uns des autres, alors on choisit celui ou
ceux qui sont les moins fiables pour les inclure dans la liste de pièces de rechange
potentielles. Par contre, si les composants font partie d'une même structure de
fonctionnement, alors il faut déterminer le ou les composants qui ont le plus d'impact sur la
fiabilité du système, ce qui revient à calculer la contribution relative de chaque composant à
la fiabilité de toute la structure : dR(S) / dR(i). Ce rapport est appelé le facteur
d'importance marginale (M1F : Marginal Importance Factor) ou encore le facteur
d'importance de Birnbaum [22]. Les facteurs d'importance sont surtout utilisés dans
l'industrie nucléaire pour détecter les équipements dont la défaillance pourrait avoir des
conséquences majeures ou catastrophiques.
Pour chaque critère de décision qui peut se mettre sous la forme d'une expression
analytique, il est possible de calculer le facteur d'importance marginale de chaque
composant selon ce critère en utilisant la relation suivante [65]:
MIF(S, i) = dP(S)/dP(i) (1.4)
Où P(S) est l'expression du critère de décision (ex. la fiabilité) du système multi-
composants et P(i) est l'expression du critère de décision du i me composant ou sous-
système. MIF(S, i) exprime la contribution du ieme composant au système global.

22
Dans le cas où le critère de décision est tel que l'équipement ne peut se retrouver que dans
2 états mutuellement exclusifs i et i , alors on peut écrire :
P(i) = 1 - P(i)
En appliquant le théorème de Bayes, on obtient:
P(S) = P(S | i) • P(i) + P{S 11) }
Ce qui donne finalement:
MIF(S,i) = P(S | i) - P(S | f) (1.5)
L'équation (1.5) est souvent plus facile à évaluer que l'équation (1.4) qui exige de
déterminer la fiabilité de la structure globale et de faire des calculs de dérivées partielles.
Pour la structure de la figure 1.4, l'expression de la fiabilité du système est donnée par :
on obtient alors :
MIF{S\3) = R{S\2> fonctionne)-/?(SI3 ne fonctionne pas) = dRs / ÔR^ = [\-(l-Ri)(l-R2)] = 0,985
MIF(S\2) = R(S\ 2 fonctionne)-/?^ 2 ne fonctionne pas) = dRs / ÔRi= Ri{\-R\) = 0,138
MIF(SU) = R(Sl 1 fonctionne)-/?^! 1 ne fonctionne pas) =8RS /3R1 = Ri(l-R2) = 0,092.
On remarque que le composant qui contribue le plus à la fiabilité du système global et dont
la panne affecterait le plus le système est le composant 3. En effet, ce composant est seul en
série avec les autres. Il est donc le plus critique. Cet exemple didactique montre l'intérêt du
MIF et la nécessité de connaître le fonctionnement des équipements ou de disposer
minimalement des plans détaillés des équipements pour éclairer les décisions
L'utilisation du MIF suppose qu'il est possible d'obtenir l'expression analytique du critère
de décision retenu. C'est le cas notamment pour la fiabilité et la disponibilité.
23
1.3.6. Les méthodes multicritèresDans la pratique, il n'est pas rare de devoir prendre la décision de stocker une pièce ou non
en tenant compte de plusieurs critères (coûts, fiabilité, fréquence de panne, temps de
réponse, etc.). Dans le cas où plus de 3 critères doivent être considérés, la classification
matricielle devient difficile voire inutilisable. L'analyse multicritère doit alors être
envisagée [80;153;157]. Dans la littérature, plusieurs travaux rapportent que les méthodes
multicritères ont été employées avec succès pour classifier les pièces de rechange [26;80] et
des équipements par ordre de priorité [36]. Les mêmes outils peuvent être adoptés pour
générer une liste de composants prioritaires à inclure dans la liste de pièces de rechange
potentielles. Braglia et al. [26] utilisent la méthode de classification multicritère AHP pour
classer les pièces de rechange en fonction des impacts des pannes, du taux d'utilisation, des
problèmes d'inventaires et des caractéristiques propres des pièces. Schârlig [157], Roy et
Bouyssou [149] proposent un panorama des méthodes multicritères et leurs formalisations
mathématiques. Plusieurs logiciels et sites web offrent la possibilité d'exécuter les
opérations de classification multicritère avec relativement beaucoup d'aisance. Hammami
[93] présente une excellente revue des logiciels d'aide à la décision multicritère.
L'analyse multicritère offre l'avantage de pouvoir travailler avec des données aussi bien
quantitatives que qualitatives ou un mélange des deux, ce qui devient rapidement un atout
lorsque peu ou pas de données sont disponibles parce que l'équipement est récent ou que
l'enregistrement des informations requises pour des études analytiques n'a pas été fait
correctement. Les opérateurs et mécaniciens peuvent alors exprimer leurs évaluations selon
les critères retenus par des réponses qualitatives (excellent, bon, passable ; fréquent, rare,
jamais ; etc.). Eisenhawer et al. [68] proposent une méthode de raisonnement approximatif
basée sur la logique floue pour établir une liste de pièces prioritaires à garder en stock pour
une installation nucléaire. Un exemple d'utilisation d'une méthode multicritère d'aide à la
décision sera présenté au chapitre 7.
Une fois que les composantes à considérer comme pièces de rechange sont identifiées, il
faut passer à la phase de détermination des besoins pour chacune d'elles. Dans le chapitre
qui suit, nous traiterons les modèles et méthodes de calcul des quantités de pièces requises.
Chapitre 2
Estimation et calcul des besoins en pièces de rechange
2.1. Estimation basée sur la loi de dégradation du composantPour chaque composant de la liste établie au chapitre 1, il importe d'estimer la quantité
requise sur tout le cycle de vie économique de l'équipement qui les fait intervenir. Pour y
arriver, il faut estimer le nombre moyen de remplacements à la panne et, le cas échéant, le
nombre moyen de remplacements préventifs.
En l'absence d'historique de pannes et des consommations, on se basera sur les
recommandations du fournisseur et éventuellement sur l'avis d'experts (méthode Delphi ou
autres). Des historiques de consommation de composants similaires peuvent être aussi
considérés pour obtenir un estimé vraisemblable.
Les historiques de pannes sont exploités pour établir la loi de dégradation du composant en
fonction de son profil de mission. Cette caractéristique permettra, entre autres, d'évaluer le
risque de défaillance du composant, d'estimer le nombre de défaillances en tenant compte
de la stratégie de maintenance en vigueur, d'effectuer des simulations et d'utiliser des
modèles appropriés de prévision pour estimer la consommation sur l'horizon considéré.
25
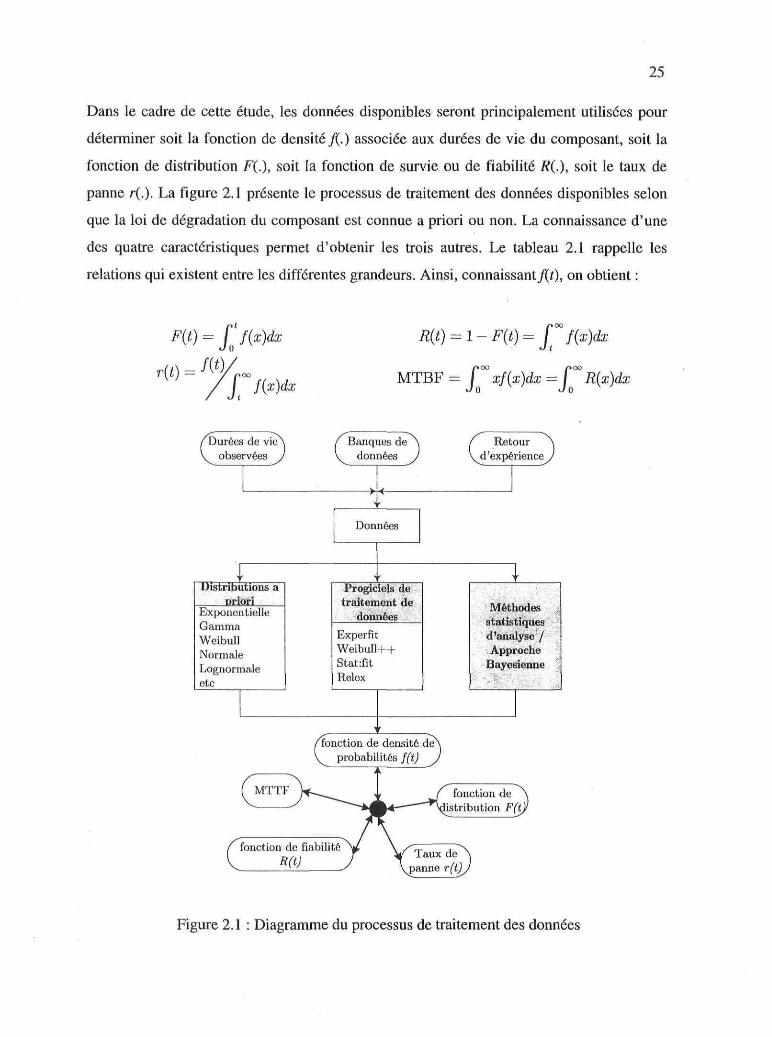
Dans le cadre de cette étude, les données disponibles seront principalement utilisées pour
déterminer soit la fonction de densité /(.) associée aux durées de vie du composant, soit la
fonction de distribution F(.), soit la fonction de survie ou de fiabilité /?(.), soit le taux de
panne r(.). La figure 2.1 présente le processus de traitement des données disponibles selon
que la loi de dégradation du composant est connue a priori ou non. La connaissance d'une
des quatre caractéristiques permet d'obtenir les trois autres. Le tableau 2.1 rappelle les
relations qui existent entre les différentes grandeurs. Ainsi, connaissant/^), on obtient :
r(t) =f f(x)dx
J t
ooo
= l-F(t)= / f(x)dx
xf(x)dx = / R{x)dx
/Durées de vieV observées
Distributions apriori
ExponentielleGammaWeibullNormaleLognormaleetc
Banques dedonnées
Données
Progiciels detraitement de
donnéesExperfitWeibull++Stat:fitRelex
/fonction de densité de\^ probabilités f(t)
Retour \d'expérience^
Méthodesstatistiquesd'analyse /Approche
Bayesienne
fonction deistribution F(t
f fonction de fiabilitéV R(t)
Figure 2.1 : Diagramme du processus de traitement des données

26
fit)
Ht)
Rit)
<t)
fit)
-
dF(t)/dt
-dR(t)/dt
-f'r(x)dxr(t)-e Jo
Fit)
ff(x)dxJo
-
l-R(t)
- f'r(x)dx1 f> J oX O
Rit)f*OO
1 fix)dx
l-F(t)
-
r(t)
f(t)/Jt f(x)dx
dF(t)// [ l - F(t)}dt
-dR(t)//R{t)dt
-
Tableau 2.1: Relations entre les différentes caractéristiques/(.), F(.), R(.) et r(.)
Pour un composant dont les durées de vie sont distribuées suivant fit) et pour lequel les
durées de réparation sont négligeables, le nombre moyen M(t) de remplacements à la panne
par un composant neuf, sur un horizon de longueur t, vérifie l'équation fondamentale de
renouvellement :
MU) = Fit) + flM(t - x)f(x)dx.J 0
•èmeSi FM(t) désigne la fme convolution de F(t) avec elle-même, alors, M{t) peut se mettre sous
la forme :
Si, à la panne, le composant défaillant est remis en opération sans affecter son taux de
défaillance r(.) (réparation minimale), le nombre moyen de défaillances sur l'horizon [0,t]
est donné par :
M(t) = f r(x)dx.*J 0
Dans le cas où les durées de remise en état d'un composant hors d'usage sont aléatoires, le
nombre moyen de défaillances dans [0,t] est donné par :

M(«) =
27
(2.1)i=\
où G(l)(t) désigne la /ème convolution de G(t) avec elle-même.
{i)(t) = ftG{i'1)(t-x)dG{x)*J 0
_dG{t)/ e s t \G pro(juit de convolution des fonctions de densité/(.) et h{.) associées,
respectivement, aux durées de vie et de réparation du composant.
9(t)= ftf(t-x)h(x)dx.J o
II est à noter que l'expression analytique de M(t) n'est connue que pour les lois
exponentielle et Gamma d'ordre 2. Pour des distributions quelconques de durées de vie et
de réparation, Aït-Kadi et Chelbi [3] proposent une procédure numérique de calcul de M(t)
basée sur l'algorithme de Cléroux et McConalogue [42].
Du fait que les défaillances peuvent survenir d'une manière aléatoire, le nombre de
défaillances N(t) dans un intervalle [0,t] est une variable aléatoire dont la moyenne est M{t)
et dont la variance Var(t) est donnée par (voir Barlow et Proschan [17]) :
Var(t) = M(t) - M(tf + 2 f M(t - u) • dM{u)
Si le composant est remplacé à la panne ou après T unités de temps sans panne, le nombre
n,A{t) de composants de rechange requis dans un intervalle de temps [0,t] est donné par :
nA(t) =f R(x)da
Jo
(2.2)
28
Si le composant est remplacé à la panne et à des instants prédéterminés T, 2T,...,kT
indépendamment de son âge et de son état, alors le nombre moyen «#(/) de composants de
rechange requis dans l'intervalle [0,/] est donné par:
nB{t) = \k[M(T) + 1] + M(t - kT)} a v e c kT <t<(k + 1)T (2.3)
Pour certaines applications, le nombre n*(t) de composants de rechange requis pour une
mission de durée t est tel que la probabilité de succès R[t,n*(t)] de la mission soit
supérieure ou égale à un seuil R* prédéterminé. Il s'agit alors de trouver le plus petit entier
n*(t) tel que :
R[t,n*(t)]>R* (2.4)
À noter qu'un composant est en opération et n*(t) composants sont en attente.
Si j{t) désigne la fonction de densité associée aux durées de vie du composant, l'équation
(2.4) se traduit par :
(2.5)
Où / ( ; )( .) est la / m e convolution àcj{.) avec elle-même.
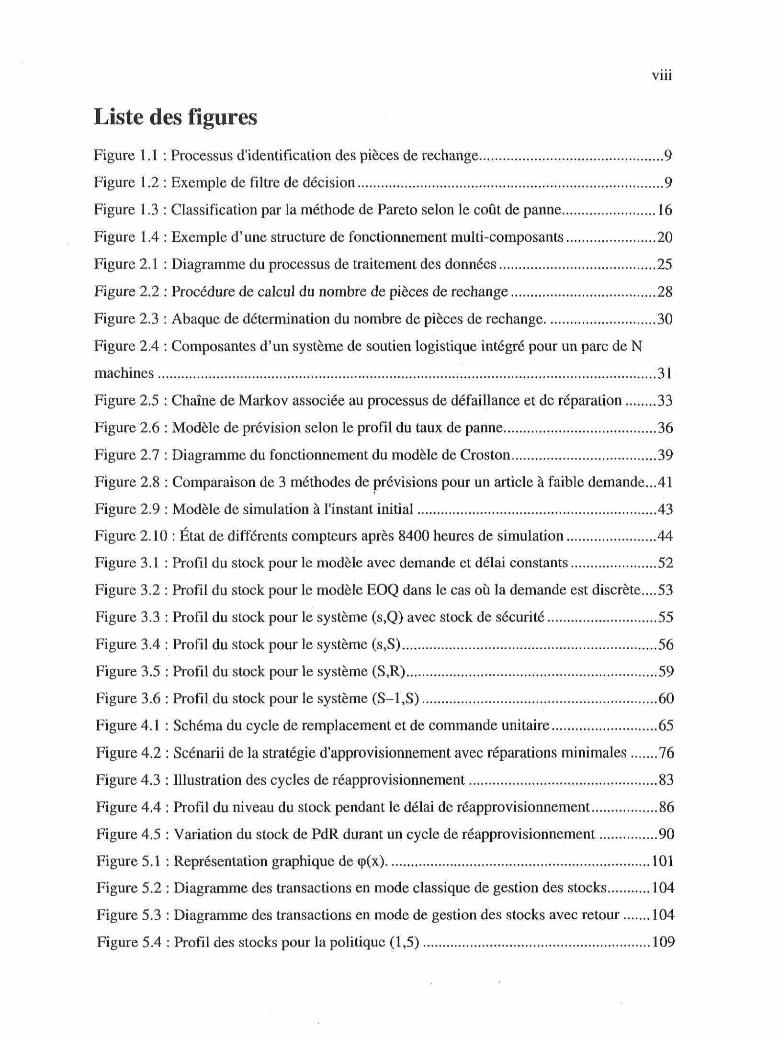
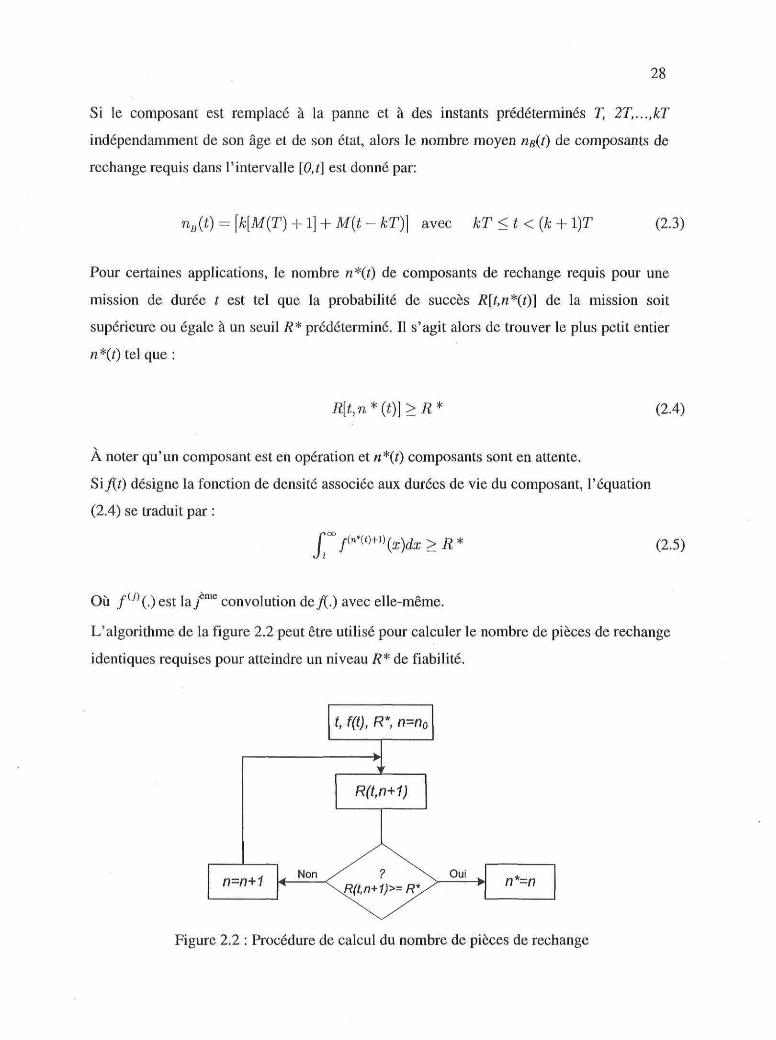
L'algorithme de la figure 2.2 peut être utilisé pour calculer le nombre de pièces de rechange
identiques requises pour atteindre un niveau R* de fiabilité.
Figure 2.2 : Procédure de calcul du nombre de pièces de rechange
29
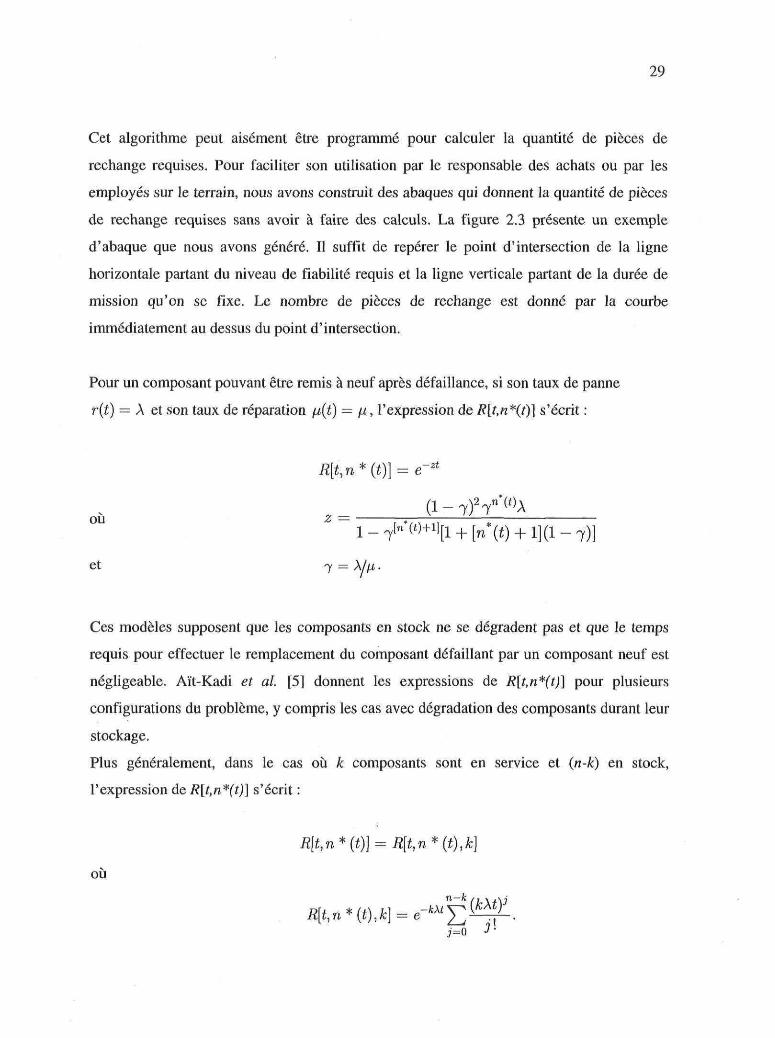
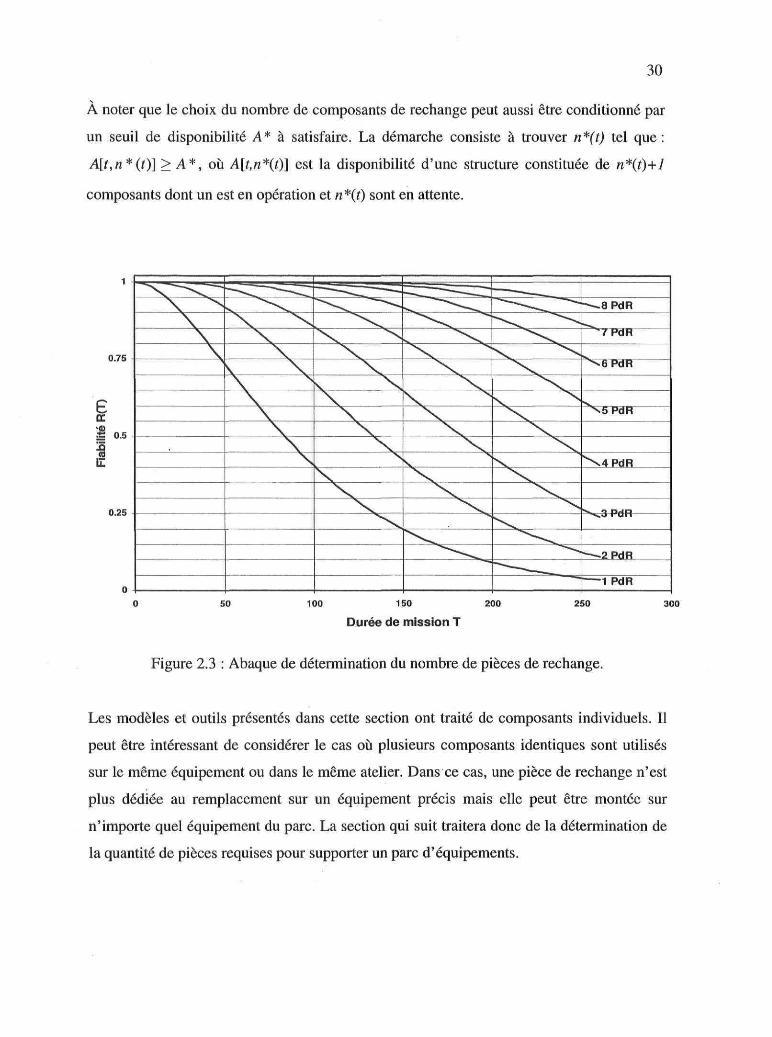
Cet algorithme peut aisément être programmé pour calculer la quantité de pièces de
rechange requises. Pour faciliter son utilisation par le responsable des achats ou par les
employés sur le terrain, nous avons construit des abaques qui donnent la quantité de pièces
de rechange requises sans avoir à faire des calculs. La figure 2.3 présente un exemple
d'abaque que nous avons généré. Il suffit de repérer le point d'intersection de la ligne
horizontale partant du niveau de fiabilité requis et la ligne verticale partant de la durée de
mission qu'on se fixe. Le nombre de pièces de rechange est donné par la courbe
immédiatement au dessus du point d'intersection.
Pour un composant pouvant être remis à neuf après défaillance, si son taux de panne
r{t) = A et son taux de réparation n(t) = /J, , l'expression de R[t,n*(t)] s'écrit :
R[t,n*(t)} = e-Zt
ou z =
et
Ces modèles supposent que les composants en stock ne se dégradent pas et que le temps
requis pour effectuer le remplacement du composant défaillant par un composant neuf est
négligeable. Aït-Kadi et al. [5] donnent les expressions de R[t,n*(t)] pour plusieurs
configurations du problème, y compris les cas avec dégradation des composants durant leur
stockage.
Plus généralement, dans le cas où k composants sont en service et (n-k) en stock,
l'expression de R[t,n*(t)] s'écrit :
R[t,n*(t)] = R[t,n*(t),k]
où
30
À noter que le choix du nombre de composants de rechange peut aussi être conditionné par
un seuil de disponibilité A* à satisfaire. La démarche consiste à trouver n*(t) tel que :
A[t,n*(t)] > A*, où A[t,n*(t)] est la disponibilité d'une structure constituée de n*(t)+l
composants dont un est en opération et n*(t) sont en attente.
1
0.75
jjjir* os2
1
0.25
0
\
\
\
\
\
\
\
\
\
—».
~~.
s
v
"^
N
N
\
B5SS-
\
S
\
-~—-———
V
^**s
N. —,
^ - _
—.8 PdR
^ 7 PdR
\6PdR
>.5 PdR
^ 4 PdR
"-^.3 PdR—
•—2 PdR
1 PdR
50 100 150 200
Durée de mission T
250 300
Figure 2.3 : Abaque de détermination du nombre de pièces de rechange.
Les modèles et outils présentés dans cette section ont traité de composants individuels. Il
peut être intéressant de considérer le cas où plusieurs composants identiques sont utilisés
sur le même équipement ou dans le même atelier. Dans ce cas, une pièce de rechange n'est
plus dédiée au remplacement sur un équipement précis mais elle peut être montée sur
n'importe quel équipement du parc. La section qui suit traitera donc de la détermination de
la quantité de pièces requises pour supporter un parc d'équipements.
31
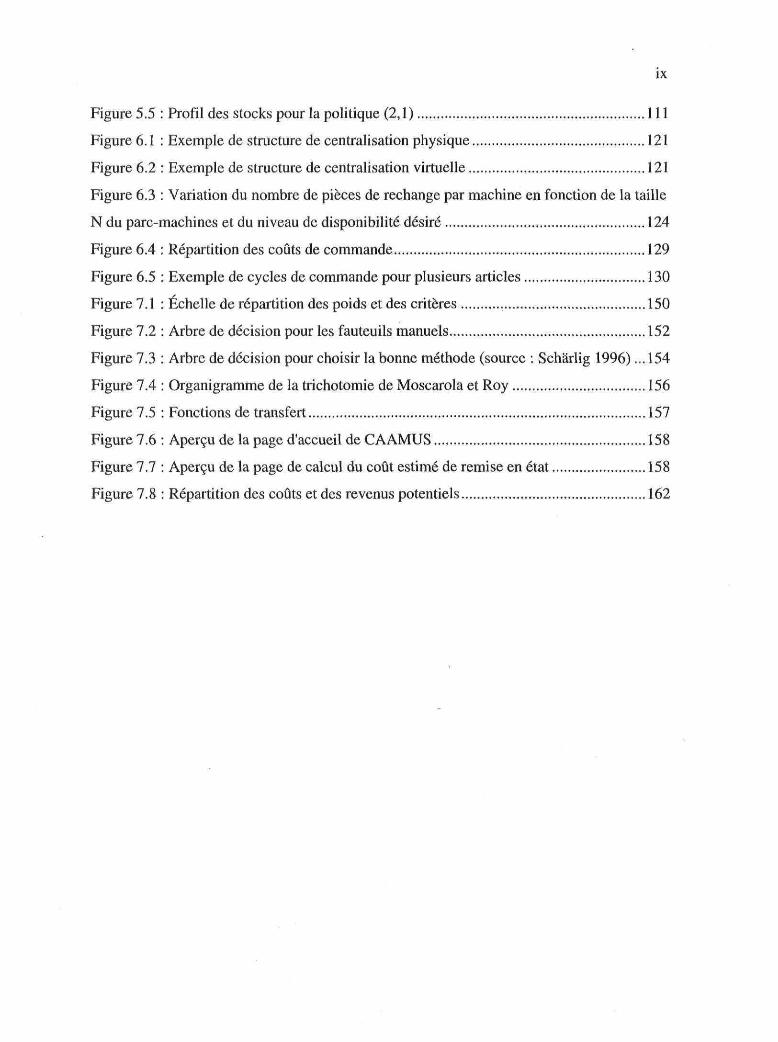
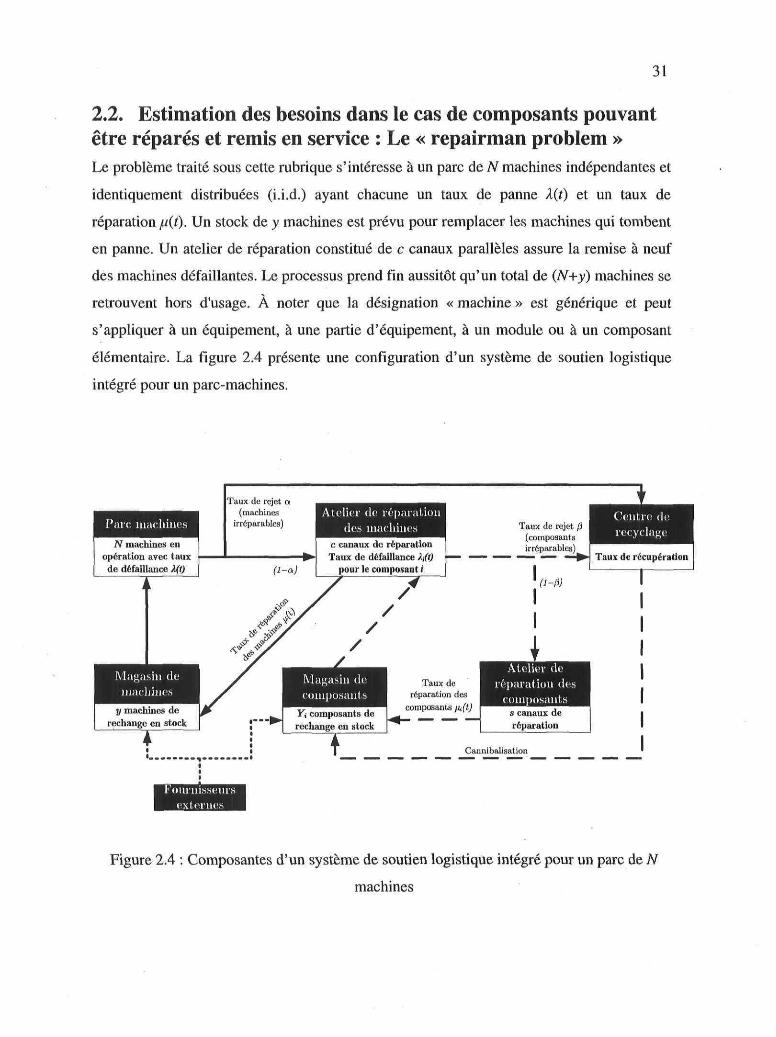
2.2. Estimation des besoins dans le cas de composants pouvantêtre réparés et remis en service : Le « repairman problem »Le problème traité sous cette rubrique s'intéresse à un parc de N machines indépendantes et
identiquement distribuées (i.i.d.) ayant chacune un taux de panne X{t) et un taux de
réparation /u(t). Un stock de y machines est prévu pour remplacer les machines qui tombent
en panne. Un atelier de réparation constitué de c canaux parallèles assure la remise à neuf
des machines défaillantes. Le processus prend fin aussitôt qu'un total de (N+y) machines se
retrouvent hors d'usage. À noter que la désignation «machine» est générique et peut
s'appliquer à un équipement, à une partie d'équipement, à un module ou à un composant
élémentaire. La figure 2.4 présente une configuration d'un système de soutien logistique
intégré pour un parc-machines.
Parc machines
N machines enopération avec tauxde défaillance X(t)
Taux de rejet a(machines
irréparables)Atelier de réparation
des machinesc canaux de réparationTaux de défaillance Xtf)
pour le composant i
Taux de rejet(composantsirréparables)
Magasin demachines
y machines derechange en stock
composants derechange en stock
Taux deréparation des
composants iu(t)
Atelier deréparation des
composantss canaux deréparation
T Cannibalîsation
h ouriiissenrsexternes
Figure 2.4 : Composantes d'un système de soutien logistique intégré pour un parc de N
machines

32
Cette problématique particulièrement intéressante se retrouve notamment dans le domaine
du transport aérien, terrestre et maritime, dans les entreprises manufacturières, dans le
secteur d'exploitation des mines, etc. Elle est désignée par l'appellation de problème du
réparateur « repairman problem ». C'est à Taylor et Jackson [176] que l'on doit l'une des
premières applications de la théorie des files d'attente à la résolution du problème
d'approvisionnement en pièces de rechange. Plusieurs travaux ont par la suite été consacrés
au sujet. On se référera notamment aux travaux de Taylor et Jackson [176], de Sherbrooke
[162] et d'autres auteurs [12;95;116;130].
Deux tendances de résolution du problème co-existent. La première tendance suppose que
les capacités des stations de réparation sont suffisantes et donc qu'il n'y a pas de
phénomènes d'attente : c'est l'hypothèse dite du « ample server ». C'est l'hypothèse de
base des modèles Metric, Vari-Metric, et Dyna-Metric. Le modèle METRIC (Multi-echelon
technique for recoverable item control) proposé par Sherbrooke [162] traite du cas de
plusieurs parcs-machines (bases) reliés à un atelier central de réparation (dépôt). Du fait
que le modèle multi-échelon est plus complexe, les travaux de cette tendance supposent que
les capacités de réparation sont infinies et qu'il n'y a pas de phénomène d'attente :
permettant l'optimisation des stocks dans les bases et le dépôt central. Les hypothèses de
modélisation posées conduisent à des stocks inférieurs à ceux qu'il faudrait en réalité pour
atteindre le niveau de service spécifié [8]. Le principal avantage présenté par les modèles
de la première tendance est leur capacité à traiter relativement facilement des problèmes
multi-échelons. Ce qui n'est pas le cas des modèles de la deuxième tendance qui sont
complexes à résoudre même dans les cas à un seul échelon [8;89;116]. La difficulté vient
de la prise en compte des phénomènes d'attente qui peuvent survenir puisque les stations de
réparation n'ont pas des capacités infinies. Les modèles obtenus sont plus complexes et
requièrent plus d'efforts de résolution.
Dans cette section, nous abordons le problème simple de la détermination des quantités de
PdR requises dans une organisation qui dispose d'un magasin de stockage et d'un atelier de
réparation comptant c réparateurs. Lorsqu'un composant tombe en panne, il est remplacé
par un composant de rechange si celui-ci est disponible en stock. Le composant défaillant
est acheminé vers l'atelier de réparation où il est parfaitement remis en état, inspecté et
remis dans le stock de pièces de rechange qui est contraint de ne pas être nul dans une
33
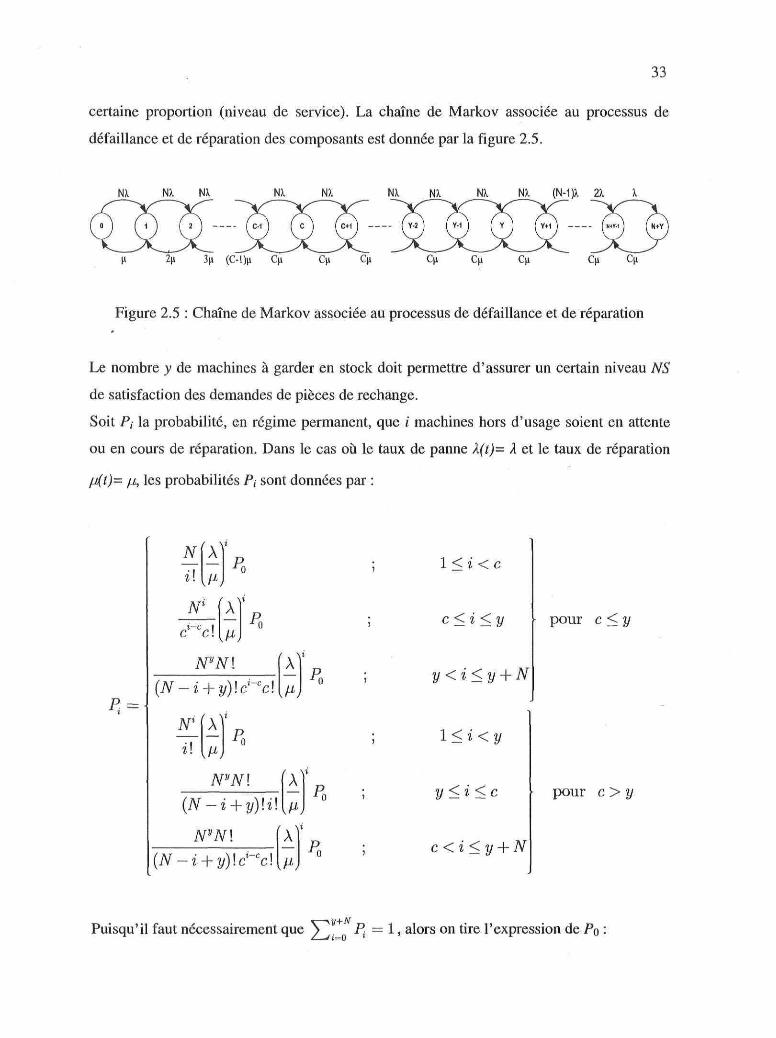
certaine proportion (niveau de service). La chaîne de Markov associée au processus de
défaillance et de réparation des composants est donnée par la figure 2.5.
NX NX NX NX NX NX NX NX NX (N-1)X 2X X
CM CM
Figure 2.5 : Chaîne de Markov associée au processus de défaillance et de réparation
Le nombre y de machines à garder en stock doit permettre d'assurer un certain niveau NS
de satisfaction des demandes de pièces de rechange.
Soit P{ la probabilité, en régime permanent, que i machines hors d'usage soient en attente
ou en cours de réparation. Dans le cas où le taux de panne X(t)= X et le taux de réparation
fj(t)= /j,, les probabilités P, sont données par :
N• §
AU.t1)
N{
é-cc\/\fi
%0
NyN\(N-i y)
X— p
i\
NyN\
(N -i + y)\i\
NyN\
i < c
<i <y
y <i<y + N
pour c < y
y <i < c pour c > y
Puisqu'il faut nécessairement que \ . P( — 1, alors on tire l'expression de PQ '.

34
y AP A NyN\ A
(AY NyN\ A
; pour c < y
; pour c> y
La population source étant finie (N machines), les probabilités de défaillance Qi sont
données en fonction des Pi par la relation suivante proposée par Gross [89] :
Q{ — Pr (i dans l'atelier | une panne est sur le point d'arriver)
(N-
(N
(N-
N •y+N
E- Hy+N
Ei-y
Pt
(i
d
-y)Pi
i)-Pi
V / )
(y <
II suffit alors de trouver le premier entier y tel que :
(2.6)
v-iNS
i=0
(2.7)
Application numérique :
Pour N = 3 machines, X = 0,002 pannes/heure, c = 1 canal de réparation de capacité
individuelle n = 0,01 réparation/heure, le niveau de service requis est NS = 0,95.
Il résulte des calculs qu'il faut y = 5 pièces de rechange pour un niveau de service moyen
effectivement réalisé de 95,25%. Si le niveau de service requis est de 99%, alors il faut 8
pièces de rechange.
L'hypothèse selon laquelle les taux de panne et de réparation sont constants suscite parfois
des réticences en ce qui a trait à l'exploitation de ces modèles pour des applications
35
industrielles [8]. Gross [87] propose quelques règles empiriques pour estimer l'erreur
induite par une telle hypothèse.
Tous les modèles et méthodes présentés, jusqu'à cette section, supposent qu'au moins une
caractéristique de la loi de dégradation (fiabilité, taux de panne) du composant en
considération est connue. Toutefois, lorsque les données disponibles sont des historiques de
consommation, sans égard aux processus de dégradation des composants, on peut alors
avoir recours aux modèles de prévision pour estimer les besoins sur le cycle de vie
économique du système. Un aperçu des modèles pouvant servir dans le contexte de gestion
des stocks de pièces de rechange est présenté à la section 2.3.
2.3. Estimation des besoins à l'aide de modèles de prévisionsLes modèles de prévision sont largement utilisés pour prévoir les niveaux d'activités dans
le futur en se basant sur les observations effectuées dans le passé. Plusieurs logiciels
commerciaux, essentiellement basés sur des méthodes quantitatives de prévision, sont
actuellement disponibles sur le marché [196].
La consommation des pièces de rechange est influencée par plusieurs facteurs dont certains
sont intrinsèques et d'autres extrinsèques. Elle peut présenter des pics et des creux qui sont
parfois saisonniers ou cycliques. Le choix d'un modèle approprié de prévision doit tenir
compte de toutes ces particularités qui affectent la précision de la prévision. La figure 2.6
suggère des modèles de prévision qui peuvent être utilisés selon le profil du taux de panne
KO-En gestion des stocks, une distinction est faite entre articles à faible consommation et
articles à forte consommation. Lorsque la demande d'un article est inférieure à 10 unités
par cycle de réapprovisionnement, on parlera d'article à faible consommation [168].
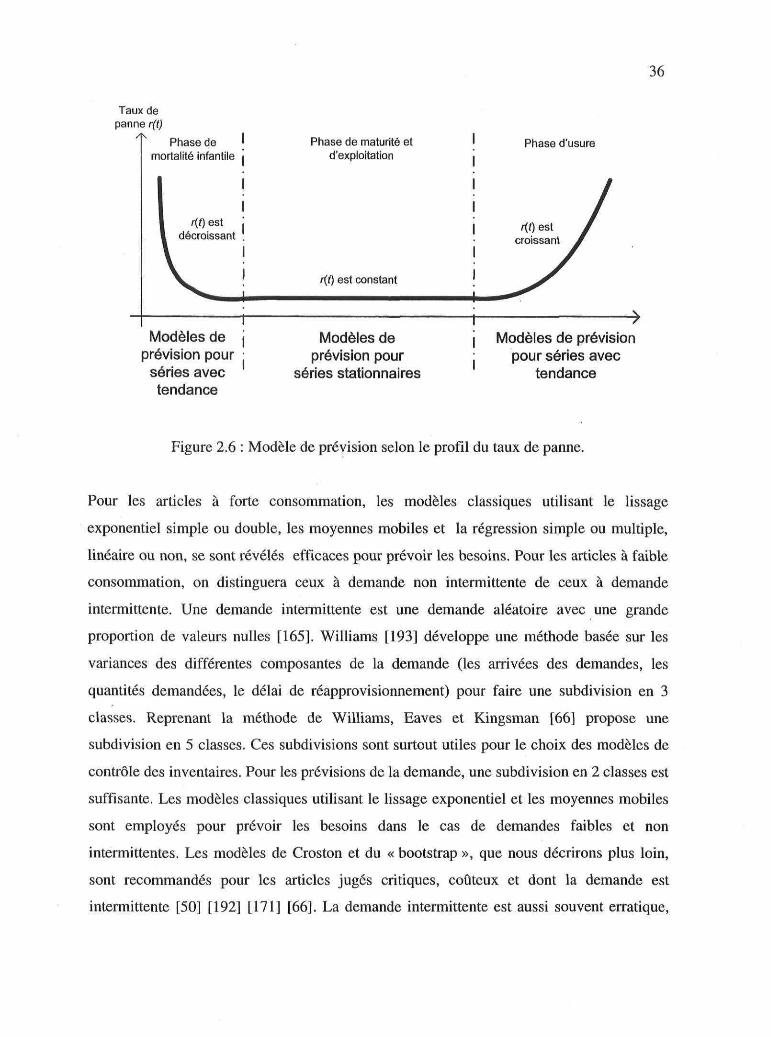
36
Taux depanne r(t)
Phase demortalité infantile j
r(t) estdécroissant ;
Phase de maturité etd'exploitation
r(f) est constant
Phase d'usure
rit) estcroissant
Modèles deprévision pour
séries avectendance
Modèles deprévision pour
séries stationnaires
j Modèles de prévisionpour séries avec
tendance
Figure 2.6 : Modèle de prévision selon le profil du taux de panne.
Pour les articles à forte consommation, les modèles classiques utilisant le lissage
exponentiel simple ou double, les moyennes mobiles et la régression simple ou multiple,
linéaire ou non, se sont révélés efficaces pour prévoir les besoins. Pour les articles à faible
consommation, on distinguera ceux à demande non intermittente de ceux à demande
intermittente. Une demande intermittente est une demande aléatoire avec une grande
proportion de valeurs nulles [165]. Williams [193] développe une méthode basée sur les
variances des différentes composantes de la demande (les arrivées des demandes, les
quantités demandées, le délai de réapprovisionnement) pour faire une subdivision en 3
classes. Reprenant la méthode de Williams, Eaves et Kingsman [66] propose une
subdivision en 5 classes. Ces subdivisions sont surtout utiles pour le choix des modèles de
contrôle des inventaires. Pour les prévisions de la demande, une subdivision en 2 classes est
suffisante. Les modèles classiques utilisant le lissage exponentiel et les moyennes mobiles
sont employés pour prévoir les besoins dans le cas de demandes faibles et non
intermittentes. Les modèles de Croston et du « bootstrap », que nous décrirons plus loin,
sont recommandés pour les articles jugés critiques, coûteux et dont la demande est
intermittente [50] [192] [171] [66]. La demande intermittente est aussi souvent erratique,
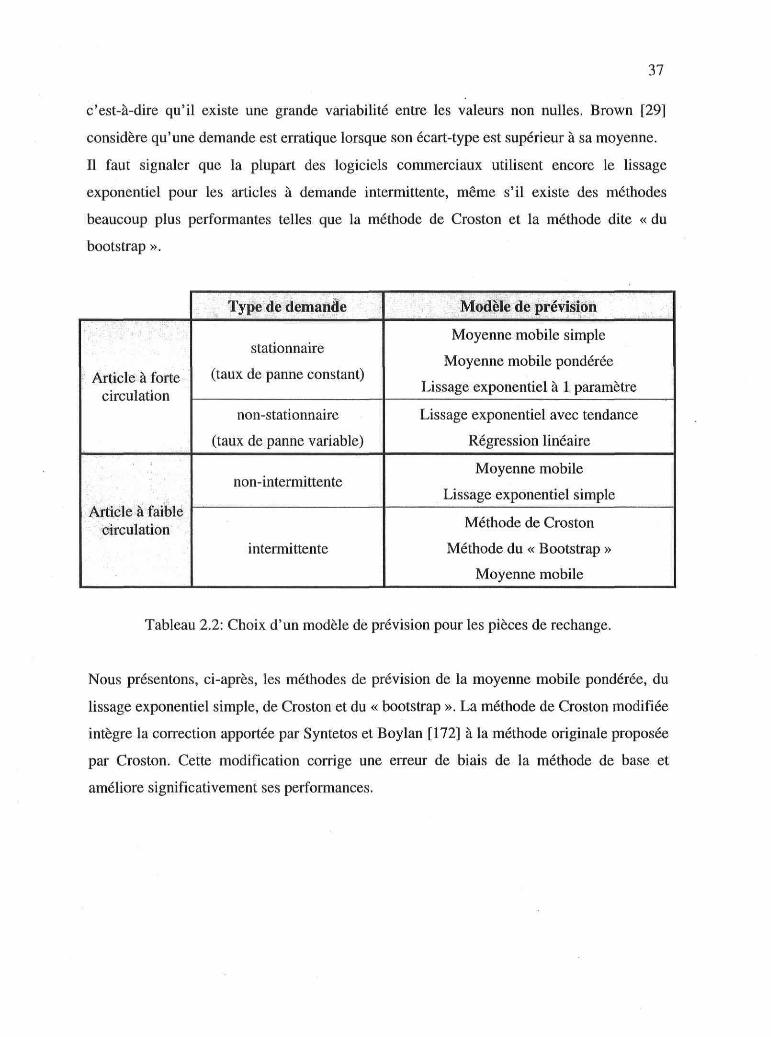
37
c'est-à-dire qu'il existe une grande variabilité entre les valeurs non nulles. Brown [29]
considère qu'une demande est erratique lorsque son écart-type est supérieur à sa moyenne.
Il faut signaler que la plupart des logiciels commerciaux utilisent encore le lissage
exponentiel pour les articles à demande intermittente, même s'il existe des méthodes
beaucoup plus performantes telles que la méthode de Croston et la méthode dite « du
bootstrap ».
Article à fortecirculation
Article à faiblecirculation
Type de demande
stationnaire
(taux de panne constant)
non-stationnaire
(taux de panne variable)
non-intermittente
intermittente
Modèle de prévision
Moyenne mobile simple
Moyenne mobile pondérée
Lissage exponentiel à 1 paramètre
Lissage exponentiel avec tendance
Régression linéaire
Moyenne mobile
Lissage exponentiel simple
Méthode de Croston
Méthode du « Bootstrap »
Moyenne mobile
Tableau 2.2: Choix d'un modèle de prévision pour les pièces de rechange.
Nous présentons, ci-après, les méthodes de prévision de la moyenne mobile pondérée, du
lissage exponentiel simple, de Croston et du « bootstrap ». La méthode de Croston modifiée
intègre la correction apportée par Syntetos et Boylan [172] à la méthode originale proposée
par Croston. Cette modification corrige une erreur de biais de la méthode de base et
améliore significativement ses performances.

38
2.3.1. La moyenne mobile pondérée
La moyenne mobile pondérée d'ordre N permet d'affecter des poids différents aux N
observations les plus récentes contrairement à la moyenne mobile simple qui affecte un
poids identique à toutes les observations. Rappelons qu'il faut que la somme des poids soit
égale à 1.
Désignons par :
ân : l'estimé du niveau de la demande à la fin de la période n.
xnn+t : la prévision de la demande pour la période n+t calculée à la fin de la période n.
On a (voir [124]):
N
i (2.8)
où les w, sont les poids et xn est la demande à la période n.
2.3.2. Le lissage exponentiel simple
Le lissage exponentiel simple permet d'effectuer une prévision en accordant plus
d'importance aux données récentes. Les poids diminuent d'une manière exponentielle
relativement à l'âge des données. Contrairement à la méthode des moyennes mobiles, le
lissage exponentiel tient compte des erreurs de prévision dans le calcul des prévisions
subséquentes. En gardant la même notation que précédemment, on a :
0 < O; < 1 (2.9)
La constante ce est la pondération donnée à l'observation la plus récente (xn) dans le calcul
du nouvel estimé. Une valeur élevée de a donne beaucoup plus d'importance à la donnée la
plus récente. Si a est petit, on obtient un modèle stable. Le modèle suit la demande pour de
grandes valeurs de a.

39
2.3.3. Le modèle de Croston modifié
Au lieu de lisser la demande à chaque période, la méthode de Croston applique séparément
le lissage exponentiel à la taille des demandes et à l'intervalle inter-demande (voir figure
2.7). La méthode ne prend en considération que les périodes avec demande non-nulle.
Figure 2.7 : Diagramme du fonctionnement du modèle de Croston
Désignons par :
xn : la demande à la période n,
mn : l'estimé du nombre moyen de périodes entre 2 demandes,
Xn : l'estimé de la taille moyenne des demandes,
xn n+( : l'estimé de la demande moyenne par période calculé à la fin de la période n pour la
période n+t.
alors :
Xn = adxn + (1 - ad)Xn* 0 < ad < 1
mn- n*) 0
t = 1,2,...
(2.10)
n* étant l'indice de la période du lissage précédent. Généralement, les constantes de lissage
utilisées sont identiques {as -ocd). Ces constantes sont déterminées par une méthode essai-
erreur en utilisant les données historiques disponibles.
40
2.3.4. La méthode du bootstrapD'après l'encyclopédie en ligne Wikipedia (www.wikipedia.org), Karl Friedrich
Hieronymus, Baron von Miinchhausen, un noble allemand qui vécut de 1720 à 1797 et qui
joignit les rangs de l'armée russe avec laquelle il participa à deux campagnes militaires
contre les turcs, racontait ses aventures avec plusieurs passages affabulatoires. En
psychiatrie, le syndrome de Miinchhausen désigne la simulation d'une maladie associée à
un récit affabulatoire particulièrement dramatique et à de nombreux antécédents
d'hospitalisations. Dans une de ses aventures, von Miinchhausen se sauve des marécages en
tirant sur ses propres cheveux et de la mer en furie en tirant sur les languettes de ses bottes,
ce qui a donné l'expression anglaise « to pull oneself up with one's bootstrap ». Par
analogie aux « exploits » de Miinchhausen, la méthode de re-échantillonnage statistique
dite du « bootstrap » consiste à re-échantillonner un grand nombre de fois un échantillon
initial de plus petite taille prélevé de la population étudiée [67]. L'inférence statistique se
faisant par la suite sur les résultats des nouveaux échantillons générés. La méthode
proposée par Willemain et al. [192] prélève aléatoirement des valeurs de l'historique des
demandes non-nulles et les affecte aux périodes où des demandes non-nulles sont prévues,
d'où le nom de « bootstrap ». En résumé la méthode du « bootstrap » procède comme suit :
Étape 0 : Obtenir l'historique des demandes.
Étape 1 : Estimer les probabilités de transition pour un modèle markovien à 2 états (un étatpour les demandes nulles et un autre état pour les demandes non-nulles).
Étape 2 : Conditionnel à la dernière demande observée, utiliser le modèle markovienprécédent pour générer une séquence de périodes à valeurs nulles ou non-nulles surl'horizon de prévision considéré.
Étape 3 : À chaque période à valeur non-nulle, donner une valeur de demande aléatoirementsélectionnée dans l'ensemble des demandes non-nulles de l'historique.
Étape 4 : Ajouter une variation aléatoire aux valeurs non-nulles.
Étape 5 : Additionner toutes les prévisions sur l'horizon considéré pour obtenir la valeurprévue de demande.
Étape 6 : Répéter les étapes 2 à 5 un grand nombre de fois.
Étape 7 : Classer les demandes obtenues et générer une distribution de demande pendantl'horizon considéré. L'espérance mathématique de cette distribution est la demandemoyenne prévue.
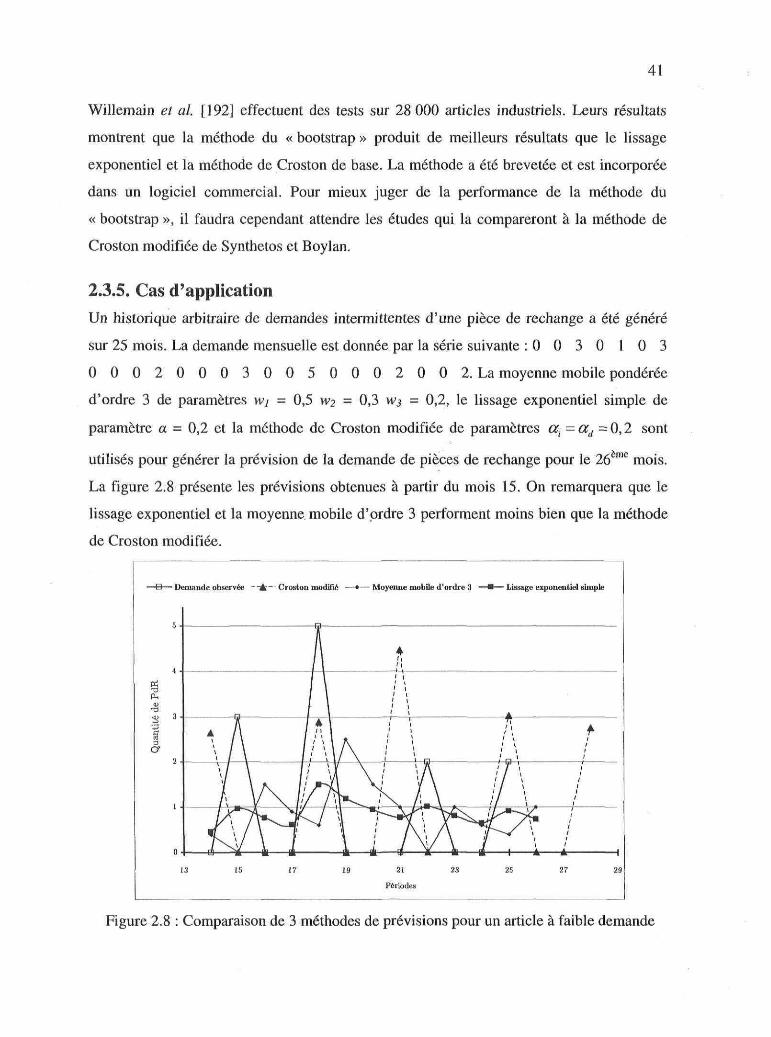
41
Willemain et al. [192] effectuent des tests sur 28 000 articles industriels. Leurs résultats
montrent que la méthode du « bootstrap » produit de meilleurs résultats que le lissage
exponentiel et la méthode de Croston de base. La méthode a été brevetée et est incorporée
dans un logiciel commercial. Pour mieux juger de la performance de la méthode du
« bootstrap », il faudra cependant attendre les études qui la compareront à la méthode de
Croston modifiée de Synthetos et Boylan.
2.3.5. Cas d'applicationUn historique arbitraire de demandes intermittentes d'une pièce de rechange a été généré
sur 25 mois. La demande mensuelle est donnée par la série suivante : 0 0 3 0 1 0 3
0 0 0 2 0 0 0 3 0 0 5 0 0 0 2 0 0 2. La moyenne mobile pondérée
d'ordre 3 de paramètres wj = 0,5 W2 = 0,3 W3 = 0,2, le lissage exponentiel simple de
paramètre a = 0,2 et la méthode de Croston modifiée de paramètres ai —ocd = 0,2 sont
utilisés pour générer la prévision de la demande de pièces de rechange pour le 26èrae mois.
La figure 2.8 présente les prévisions obtenues à partir du mois 15. On remarquera que le
lissage exponentiel et la moyenne mobile d'ordre 3 performent moins bien que la méthode
de Croston modifiée.
- Demande observée - "A - Croston modifié —•—Moyenne mobile d'ordre 3 —•—Lissage exponentiel simple
tu• I j
1,1 17 21
Périodes
•>.'.)
Figure 2.8 : Comparaison de 3 méthodes de prévisions pour un article à faible demande
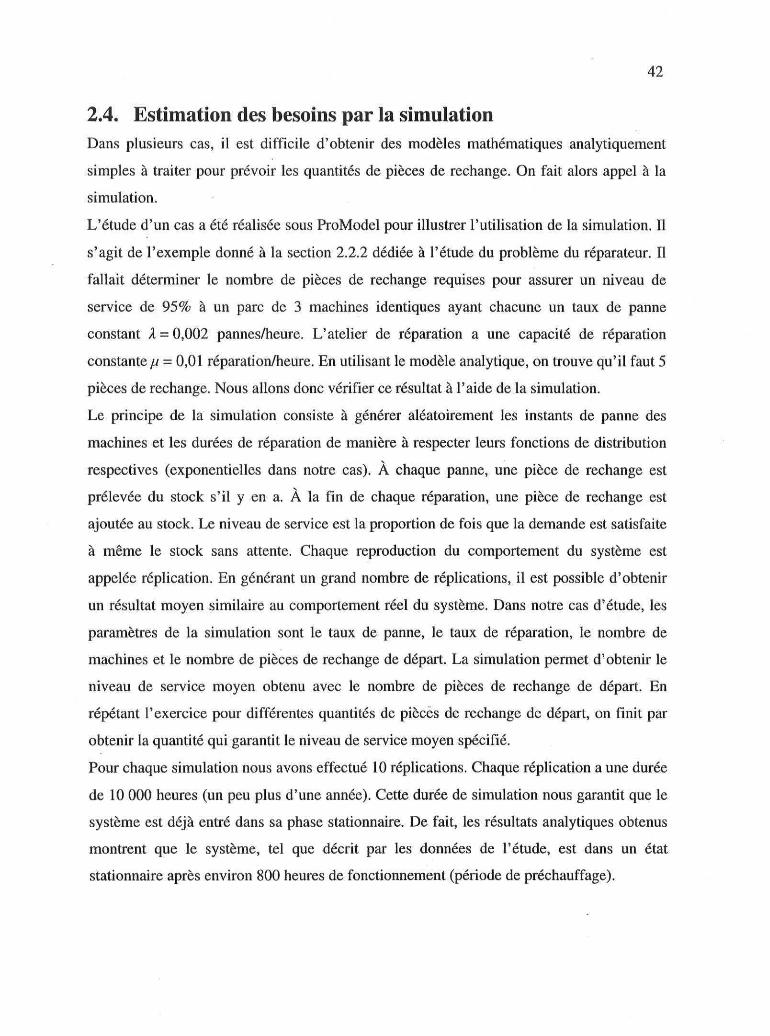
42
2.4. Estimation des besoins par la simulationDans plusieurs cas, il est difficile d'obtenir des modèles mathématiques analytiquement
simples à traiter pour prévoir les quantités de pièces de rechange. On fait alors appel à la
simulation.
L'étude d'un cas a été réalisée sous ProModel pour illustrer l'utilisation de la simulation. Il
s'agit de l'exemple donné à la section 2.2.2 dédiée à l'étude du problème du réparateur. Il
fallait déterminer le nombre de pièces de rechange requises pour assurer un niveau de
service de 95% à un parc de 3 machines identiques ayant chacune un taux de panne
constant A = 0,002 pannes/heure. L'atelier de réparation a une capacité de réparation
constante// = 0,01 réparation/heure. En utilisant le modèle analytique, on trouve qu'il faut 5
pièces de rechange. Nous allons donc vérifier ce résultat à l'aide de la simulation.
Le principe de la simulation consiste à générer aléatoirement les instants de panne des
machines et les durées de réparation de manière à respecter leurs fonctions de distribution
respectives (exponentielles dans notre cas). À chaque panne, une pièce de rechange est
prélevée du stock s'il y en a. À la fin de chaque réparation, une pièce de rechange est
ajoutée au stock. Le niveau de service est la proportion de fois que la demande est satisfaite
à même le stock sans attente. Chaque reproduction du comportement du système est
appelée réplication. En générant un grand nombre de réplications, il est possible d'obtenir
un résultat moyen similaire au comportement réel du système. Dans notre cas d'étude, les
paramètres de la simulation sont le taux de panne, le taux de réparation, le nombre de
machines et le nombre de pièces de rechange de départ. La simulation permet d'obtenir le
niveau de service moyen obtenu avec le nombre de pièces de rechange de départ. En
répétant l'exercice pour différentes quantités de pièces de rechange de départ, on finit par
obtenir la quantité qui garantit le niveau de service moyen spécifié.
Pour chaque simulation nous avons effectué 10 réplications. Chaque réplication a une durée
de 10 000 heures (un peu plus d'une année). Cette durée de simulation nous garantit que le
système est déjà entré dans sa phase stationnaire. De fait, les résultats analytiques obtenus
montrent que le système, tel que décrit par les données de l'étude, est dans un état
stationnaire après environ 800 heures de fonctionnement (période de préchauffage).
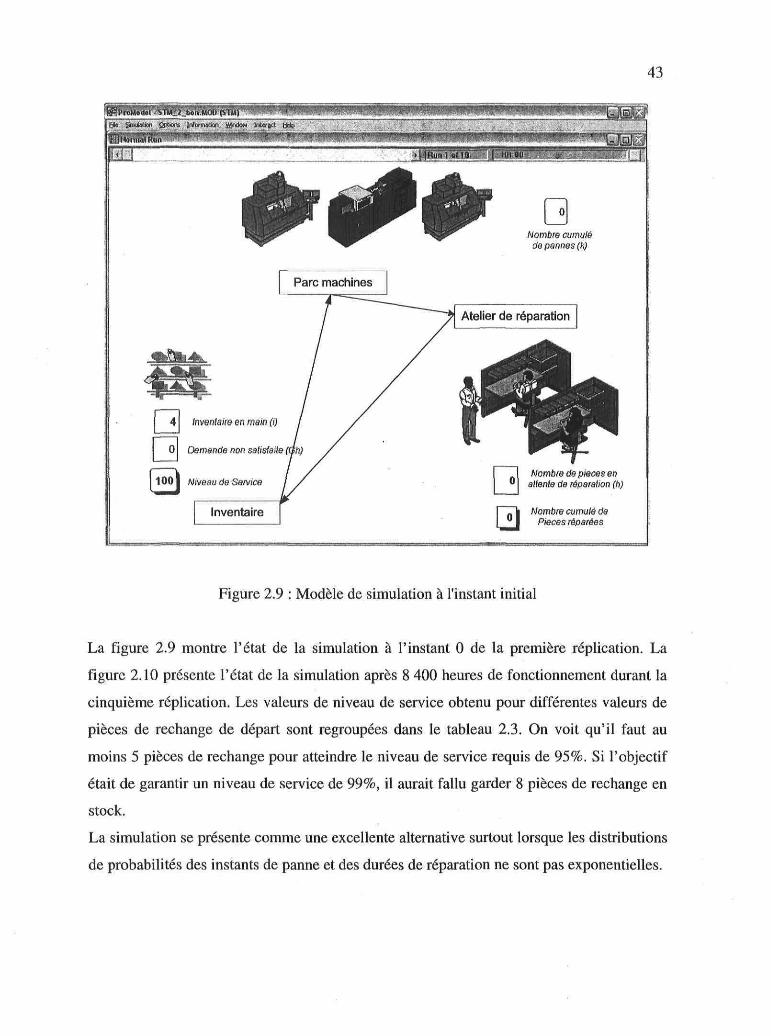
43
SciKiatton SK.MB [ri , , »/ Irtwjct
Nombre cumuléde pannes (k)
Parc machines
Atelier de réparation
Inventaire en main (>)
Demande non satisfaite
1 0 0 1 Niveau de Service
Inventaire
Nombre de pièces enattente de réparation (h)
Nombre cumulé dePièces réparées
Figure 2.9 : Modèle de simulation à l'instant initial
La figure 2.9 montre l'état de la simulation à l'instant 0 de la première réplication. La
figure 2.10 présente l'état de la simulation après 8 400 heures de fonctionnement durant la
cinquième réplication. Les valeurs de niveau de service obtenu pour différentes valeurs de
pièces de rechange de départ sont regroupées dans le tableau 2.3. On voit qu'il faut au
moins 5 pièces de rechange pour atteindre le niveau de service requis de 95%. Si l'objectif
était de garantir un niveau de service de 99%, il aurait fallu garder 8 pièces de rechange en
stock.
La simulation se présente comme une excellente alternative surtout lorsque les distributions
de probabilités des instants de panne et des durées de réparation ne sont pas exponentielles.
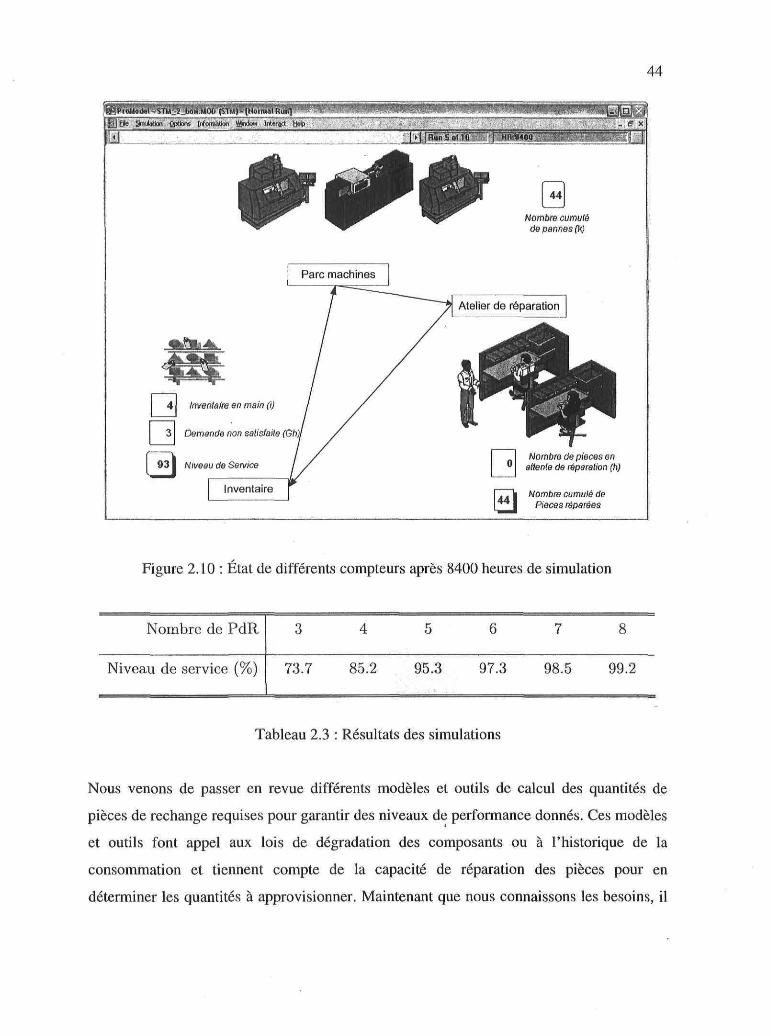
44
Nombre cumuléde pannes (k)
attente de réparation (h)
Nombre cumulé dePièces réparées
Figure 2.10 : État de différents compteurs après 8400 heures de simulation
Nombre de PdR
Niveau de service (%)
3
73.7
4
85.2
5
95.3
6
97.3
7
98.5
8
99.2
Tableau 2.3 : Résultats des simulations
Nous venons de passer en revue différents modèles et outils de calcul des quantités de
pièces de rechange requises pour garantir des niveaux de performance donnés. Ces modèles
et outils font appel aux lois de dégradation des composants ou à l'historique de la
consommation et tiennent compte de la capacité de réparation des pièces pour en
déterminer les quantités à approvisionner. Maintenant que nous connaissons les besoins, il
45
faut déterminer quand et combien de pièces acheter à la fois. C'est le sujet du chapitre qui
suit.
Chapitre 3
Modèles classiques de la gestion des inventaires
Kennedy et al: [113] présentent une revue des travaux publiés jusqu'en 2001-2002 sur la
gestion des stocks de pièces de rechange. Les modèles proposés sont, en grande partie, des
variantes des modèles classiques de gestion des inventaires [92;96]. D'après Silver et al.
[169], l'objectif principal d'un système de contrôle des inventaires est de répondre aux trois
questions suivantes :
1. à quelle fréquence l'état de l'inventaire doit-il être déterminé (périodicité de
contrôle)?
2. quand placer une commande pour le réapprovisionnement (instant de commande)?
3. quelle quantité faut-il commander (quantité économique)?
D'une façon générale pour répondre à ces questions, il faut que le preneur de décision
puisse déterminer les préalables suivants [169] :
1. quelle est l'importance de l'article en considération?
2. l'état du stock doit-il être revu continuellement ou périodiquement?
3. quelle forme la politique d'inventaire devrait-elle prendre?
4. quels objectifs de service ou de coûts sont visés?
47
La section 3.1 de ce chapitre aborde la classification des pièces de rechange à des fins de
gestion des stocks. La section 3.2 traitera des politiques de contrôle. Quelques modèles
classiques de gestion des stocks sont ensuite présentés à la section 3.3.
3.1. La classification des pièces aux fins de la gestion des stocksCompte tenu de la variété, des différences d'importance des articles à gérer et de la capacité
limitée des ressources disponibles, il est recommandé de procéder à une classification des
articles et d'appliquer la ou les mêmes politiques de contrôle à chaque classe. Plusieurs
méthodes de classification sont proposées dans la littérature [24;26;45;102].
3.1.1. La méthode basée sur la loi de Pareto
La méthode de Pareto est la plus simple, la plus couramment utilisée dans le cas où un seul
critère de classification est considéré à la fois. Elle a été présentée au chapitre 1 portant sur
l'identification des pièces de rechange.
3.1.2. Les méthodes multicritères
Ces méthodes ont l'avantage de prendre en compte plusieurs critères contrairement à la
méthode de Pareto. Les plus simples d'entre elles sont graphiques lorsqu'il s'agit de 2 ou 3
critères. Les plus avancées font appel à plusieurs critères et peuvent nécessiter l'utilisation
de logiciels particuliers (Electre, Prométhée, AHP, Macbeth, Gaia, etc.). Elles ont aussi été
présentées au chapitre 1 portant sur l'identification des pièces de rechange.
3.1.3. La méthode basée sur le coefficient de variation de la demande
Williams [193] a développé une méthode de classification basée sur les composantes de la
demande pendant le délai de réapprovisionnement pour faire une classification des pièces
selon quatre types de demandes : régulière, faible circulation, irrégulière et intermittente.
La variance VDLT de la demande durant le délai de réapprovisionnement est décomposée en
ces éléments constitutifs que sont la variabilité des transactions (arrivées de demandes), la
variabilité de la taille des demandes et la variabilité du délai d'approvisionnement.
Dénotons, respectivement, par JUU, Vu et Cu, la moyenne, la variance et le coefficient de
variation de la variable aléatoire u. Par définition, on a :

C2 — _JL - _JLU u ~ 2
Supposons que le nombre de demandes qui arrivent à des périodes successives sont des v.a.
indépendantes et identiquement distribuées (i.i.d.) de moyenne n et de variance a\. De
plus, si les tailles de demandes sont des v.a. i.i.d. de moyenne x et de variance al et si les
délais de réapprovisionnement sont des v.a. i.i.d. de moyenne L et de variance al, alors
d'après les résultats de Burgin et Wild [33] et Clark C. [41], on peut écrire :
(3.1)
L'expression du coefficient de variation de la demande durant le délai de
réapprovisionnement est donnée par :
_ ''DIT
/ , n2-L-Vx , n 2 - x 2 - F t
Soit :
C2 — —2- 4- * u. (72 H 7\L n • L
Cette équation est sans dimension et les valeurs de ses trois composantes sont utilisées pour
classer les articles.
Cas particulier : Si la demande est aléatoire et suit un processus de Poisson de moyenne X
par période, alors :
a — v — \ • r l — ZJL — —Un A A
Si, de plus, le délai de réapprovisionnement est constant, on obtient : VL = 0. Alors, on a :
, 2 1'DIT — ~, '•
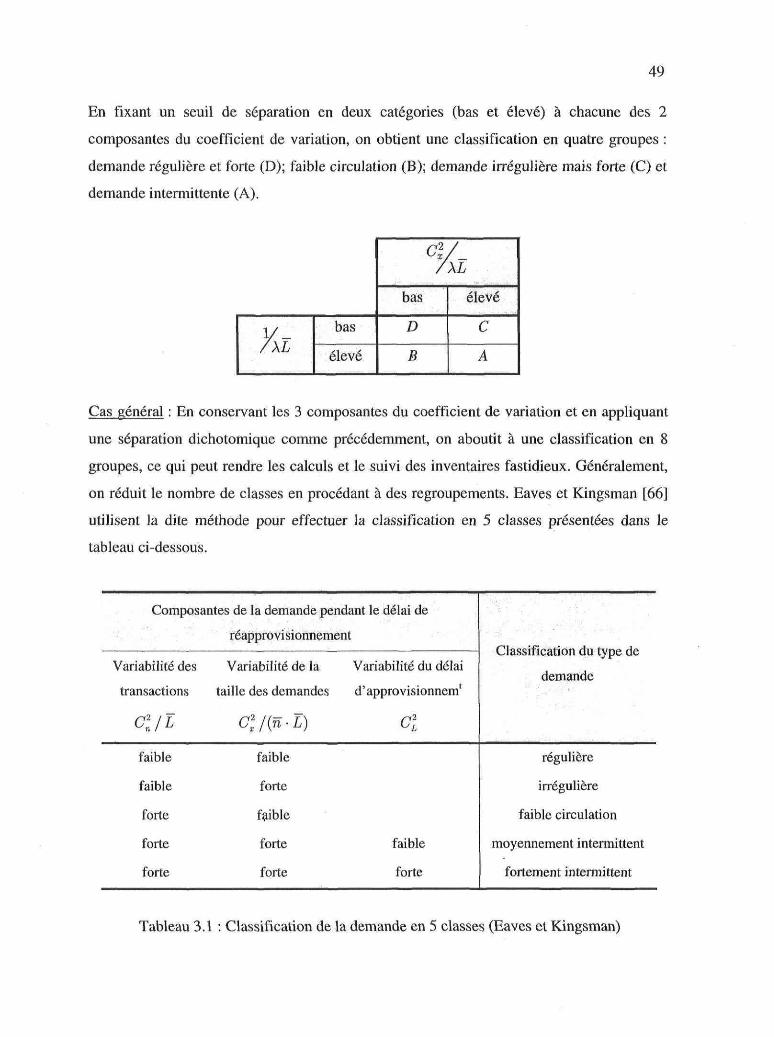
49
En fixant un seuil de séparation en deux catégories (bas et élevé) à chacune des 2
composantes du coefficient de variation, on obtient une classification en quatre groupes :
demande régulière et forte (D); faible circulation (B); demande irrégulière mais forte (C) et
demande intermittente (A).
/XLbas
élevé
r2 //XL
bas
D
B
élevé
C
A
Cas général : En conservant les 3 composantes du coefficient de variation et en appliquant
une séparation dichotomique comme précédemment, on aboutit à une classification en 8
groupes, ce qui peut rendre les calculs et le suivi des inventaires fastidieux. Généralement,
on réduit le nombre de classes en procédant à des regroupements. Eaves et Kingsman [66]
utilisent la dite méthode pour effectuer la classification en 5 classes présentées dans le
tableau ci-dessous.
Composantes de la demande pendant le délai de
Variabilité des
transactions
Cl/L
faible
faible
forte
forte
forte
réapprovisionnement
Variabilité de la
taille des demandes
Cll{n-L)
faible
forte
faible
forte
forte
Variabilité du délai
d'approvisionnent
r2
faible
forte
Classification du type de
demande
régulière
irrégulière
faible circulation
moyennement intermittent
fortement intermittent
Tableau 3.1 : Classification de la demande en 5 classes (Eaves et Kingsman)
50
Indépendamment de la méthode utilisée et des critères de classification retenus, le nombre
de classes distinctes doit préférablement se situer entre trois et cinq. En général, les articles
sont regroupés en trois classes : A, B et C. Les articles de la classe A ont priorité sur ceux
des classes B et C. Il en est de même pour les articles de la classe B par rapport à ceux de la
classe C. Ainsi, un suivi continu et rigoureux est assuré pour les articles de la classe A.
Rappelons que l'objectif de la classification est de regrouper les articles dans des classes
distinctes auxquelles des politiques spécifiques de contrôle seront appliquées.
3.2. Les politiques de contrôle des inventairesOn distingue deux politiques de contrôle des inventaires : le contrôle continu selon lequel le
niveau du stock est connu en tout temps et le contrôle périodique qui suggère d'effectuer un
contrôle avec une périodicité R prédéterminée. Silver et al. [169] présentent les avantages
de chacune des deux politiques de contrôle. Le contrôle périodique peut être avantageux et
attrayant si plusieurs articles (pièces de rechange) sont achetés d'un même fournisseur. Il
est alors possible de regrouper les commandes en une seule et d'utiliser le même service de
transport, de réception et d'inspection. De plus, il est plus facile avec ce type de contrôle de
planifier la charge de travail des préposés aux magasins de stockage, contrairement au
contrôle continu où les passations de commande peuvent se produire l'une à la suite de
l'autre sans possibilité de regroupement. Le contrôle continu occasionne aussi des coûts
additionnels puisqu'il nécessite un système de suivi en temps réel des transactions. Il faut
cependant noter la tendance à la baisse des coûts d'achat et d'implantation des systèmes
automatisés (code barres, radio fréquence, etc.) pour le repérage et le suivi des transactions.
Quant aux articles à faible circulation tels que les pièces de rechange essentielles de la
classe A, il coûte moins cher d'effectuer le contrôle continu puisque pour de tels articles
plusieurs contrôles périodiques peuvent être effectués entre deux demandes. D'autre part, le
contrôle continu garantit, pour un même niveau de service, un stock de sécurité plus bas
que le contrôle périodique. En effet, la période à risque de pénurie (R+L) est plus longue
avec le contrôle périodique qu'avec le contrôle continu où la période de risque est le délai
de réapprovisionnement (L). Le contrôle continu avec son point de commande permet aussi
de réduire les effets des fluctuations de demande en pièces de rechange occasionnées par
des variations de taux de panne ou de taux de productions. Avec le contrôle périodique, une
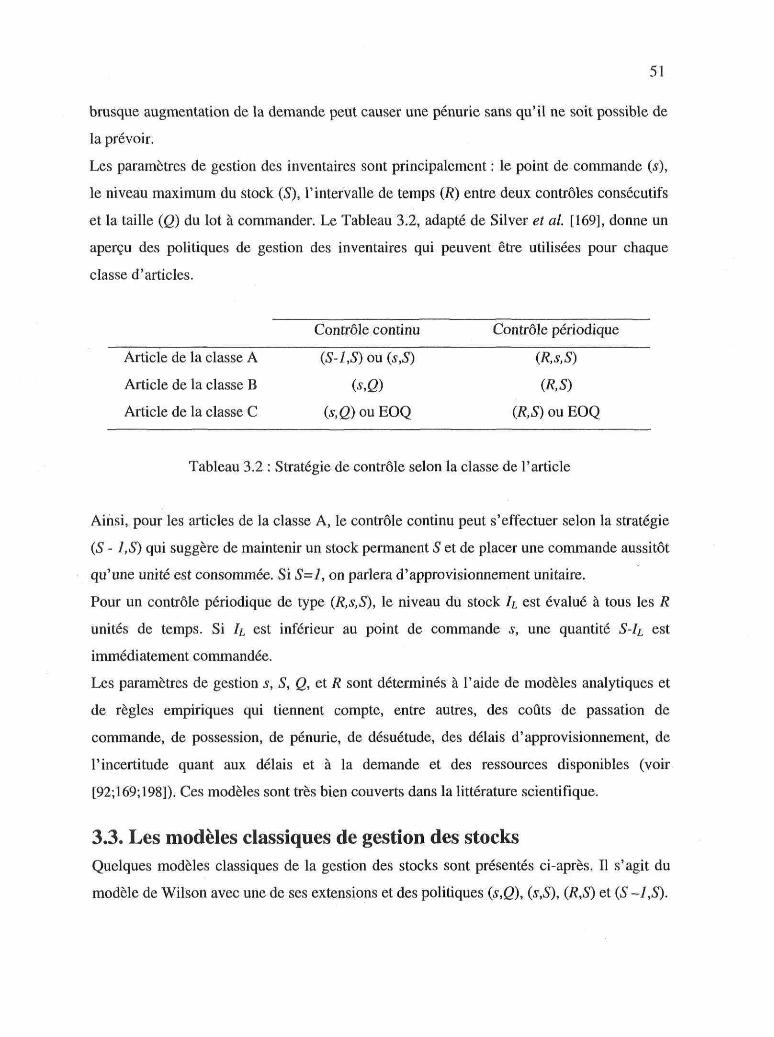
51
brusque augmentation de la demande peut causer une pénurie sans qu'il ne soit possible de
la prévoir.
Les paramètres de gestion des inventaires sont principalement : le point de commande (s),
le niveau maximum du stock (S), l'intervalle de temps (R) entre deux contrôles consécutifs
et la taille (Q) du lot à commander. Le Tableau 3.2, adapté de Silver et al. [169], donne un
aperçu des politiques de gestion des inventaires qui peuvent être utilisées pour chaque
classe d'articles.
Contrôle continu Contrôle périodique
Article de la classe A (S-1,S) ou (s,S) (R,s,S)
Article de la classe B 0,0 (R,S)
Article de la classe C (s, Q) ou EOQ (R, S) ou EOQ
Tableau 3.2 : Stratégie de contrôle selon la classe de l'article
Ainsi, pour les articles de la classe A, le contrôle continu peut s'effectuer selon la stratégie
(S - 1,S) qui suggère de maintenir un stock permanent S et de placer une commande aussitôt
qu'une unité est consommée. Si S=l, on parlera d'approvisionnement unitaire.
Pour un contrôle périodique de type (R,s,S), le niveau du stock h est évalué à tous les R
unités de temps. Si h est inférieur au point de commande s, une quantité S-IL est
immédiatement commandée.
Les paramètres de gestion s, S, Q, et R sont déterminés à l'aide de modèles analytiques et
de règles empiriques qui tiennent compte, entre autres, des coûts de passation de
commande, de possession, de pénurie, de désuétude, des délais d'approvisionnement, de
l'incertitude quant aux délais et à la demande et des ressources disponibles (voir
[92;169;198]). Ces modèles sont très bien couverts dans la littérature scientifique.
3.3. Les modèles classiques de gestion des stocksQuelques modèles classiques de la gestion des stocks sont présentés ci-après. Il s'agit du
modèle de Wilson avec une de ses extensions et des politiques (s,Q), (s,S), (R,S) et (S ~1,S).

52
3.3.1. Le modèle de Wilson ,Ce modèle fut établi par Ford Harris en 1913 et est, ans contredit, le modèle de gestion des
stocks le plus couramment utilisé (voir figure 3.1). Il est aussi connu sous l'appellation de
la formule de la rafale économique ou de la quantité économique à commander (QEC). Ce
modèle est à recommander lorsque le taux de demande et le délai de réapprovisionnement
sont connus et constants, ce qui peut être le cas pour des pièces de rechange utilisées
exclusivement à des fins de maintenance préventive systématique. La périodicité des
remplacements préventifs est alors fixée et le gestionnaire des équipements sait donc à
quels instants les remplacements sont prévus et peut approvisionner les pièces de sorte à les
recevoir suffisamment à temps pour assurer les remplacements préventifs.
Niveaudu stock
Q
•X-temps
Figure 3.1 : Profil du stock pour le modèle avec demande et délai constants
La quantité économique à commander g* et la durée du cycle optimale T* sont données
par :
T = (3.3)
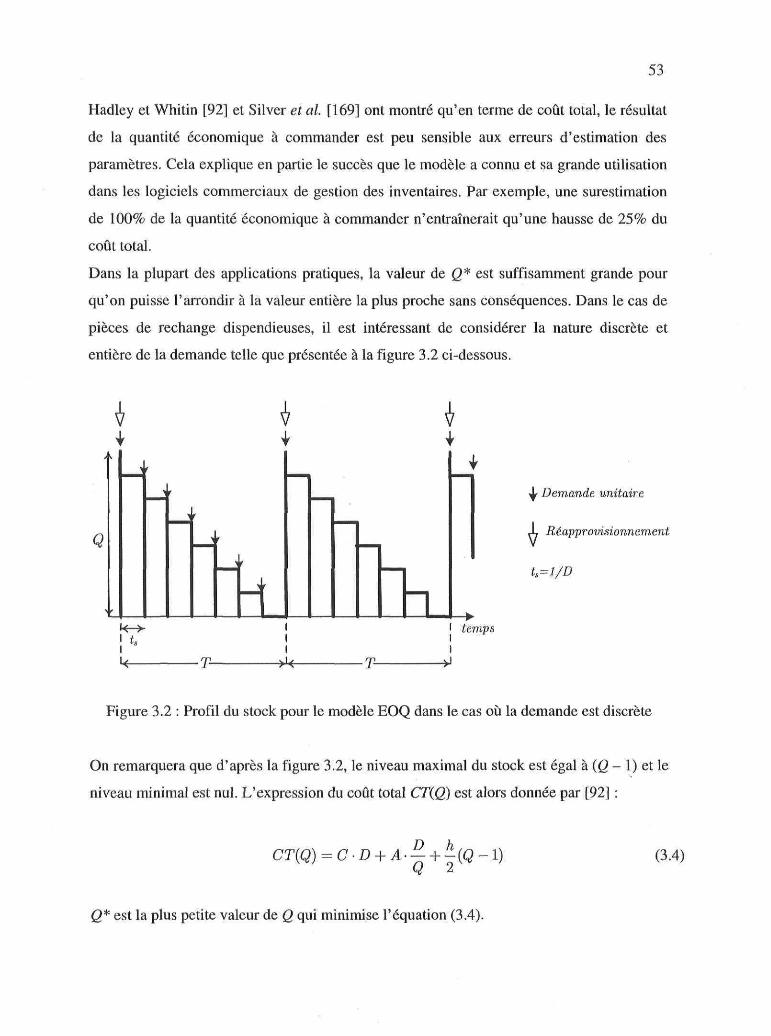
53
Hadley et Whitin [92] et Silver et al. [169] ont montré qu'en terme de coût total, le résultat
de la quantité économique à commander est peu sensible aux erreurs d'estimation des
paramètres. Cela explique en partie le succès que le modèle a connu et sa grande utilisation
dans les logiciels commerciaux de gestion des inventaires. Par exemple, une surestimation
de 100% de la quantité économique à commander n'entraînerait qu'une hausse de 25% du
coût total.
Dans la plupart des applications pratiques, la valeur de Q* est suffisamment grande pour
qu'on puisse l'arrondir à la valeur entière la plus proche sans conséquences. Dans le cas de
pièces de rechange dispendieuses, il est intéressant de considérer la nature discrète et
entière de la demande telle que présentée à la figure 3.2 ci-dessous.
11.
QN M M
M M
1
—\
^ÊÊmm
"h
r
1
—k-
I temps
^ Demande unitaire
X Réapprovisionnement
U=l/D
Figure 3.2 : Profil du stock pour le modèle EOQ dans le cas où la demande est discrète
On remarquera que d'après la figure 3.2, le niveau maximal du stock est égal à (Q - 1) et le
niveau minimal est nul. L'expression du coût total CT(Q) est alors donnée par [92] :
(3.4)
(2* est la plus petite valeur de Q qui minimise l'équation (3.4).

54
Hadley et Whitin montrent qu'une commande est passée [(m + 1) • ts — r] unités de temps
après la demande qui ramène le niveau de l'inventaire (quantité totale en stock et en
commande) à m , où m est la partie entière de rlts.
Il existe plusieurs extensions du modèle de Wilson. Celle qui traite des denrées périssables
est une des plus intéressantes car elle tient compte de la dégradation des pièces de rechange
alors qu'elles séjournent dans le magasin. Dans le cas où le taux de dépérissement £ du
stock est constant, alors le niveau instantané du stock est donné par Ghare et Schrader [83] :
I(t) = (I0+~)e-«-~ (3.5)£ £
avec Io -1(0).
Le coût total d'acquisition et de stockage est donné par:
C T ( T ) = — + C - D + ( C - ^ - ^ + h - D ) - T + h - D - e - ~ (3.6)L À 2t
T* satisfait nécessairement l'équation :
dCT(T)dT
Ce qui revient à résoudre l'équation :
= 0 pour T = T
-A + ( — + hD)T*2 + hDeT*3 = 0 (3.7)
Connaissant la valeur de T*, on tire g* de la relation suivante :
Q* = 2 > . ( T * + e ~ ) (3.8)
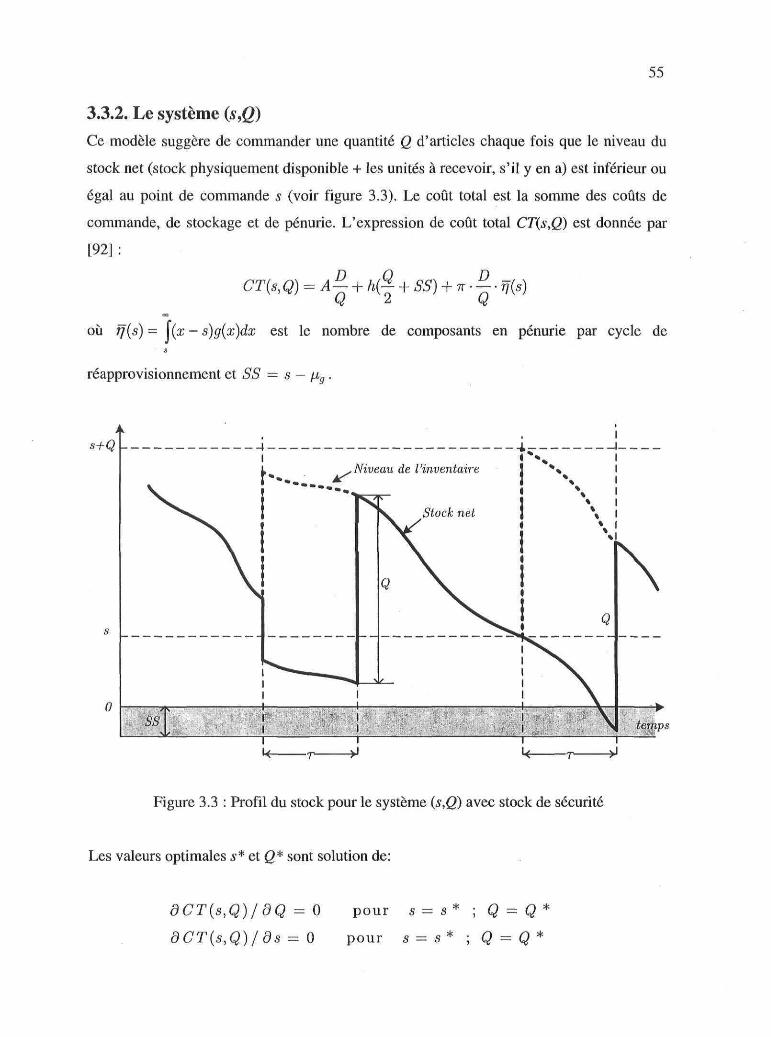
55
3.3.2. Le système (s,Q)Ce modèle suggère de commander une quantité Q d'articles chaque fois que le niveau du
stock net (stock physiquement disponible + les unités à recevoir, s'il y en a) est inférieur ou
égal au point de commande s (voir figure 3.3). Le coût total est la somme des coûts de
commande, de stockage et de pénurie. L'expression de coût total CT(s,Q) est donnée par
[92]:
CT(a,Q) = A^ + h(Q ~- rf(s)
IX)
où ff(s) = \(x — s)g(x)dx est le nombre de composants en pénurie par cycle des
réapprovisionnement et SS = s — fj,g .
s+Q
Figure 3.3 : Profil du stock pour le système (s,Q) avec stock de sécurité
Les valeurs optimales s* et Q* sont solution de:
dCT(s,Q)/dQ = 0 pour 5 = 5* ; Q = Q*
dCT(s,Q)/ds - 0 pour s = s* ; Q = Q *
temps
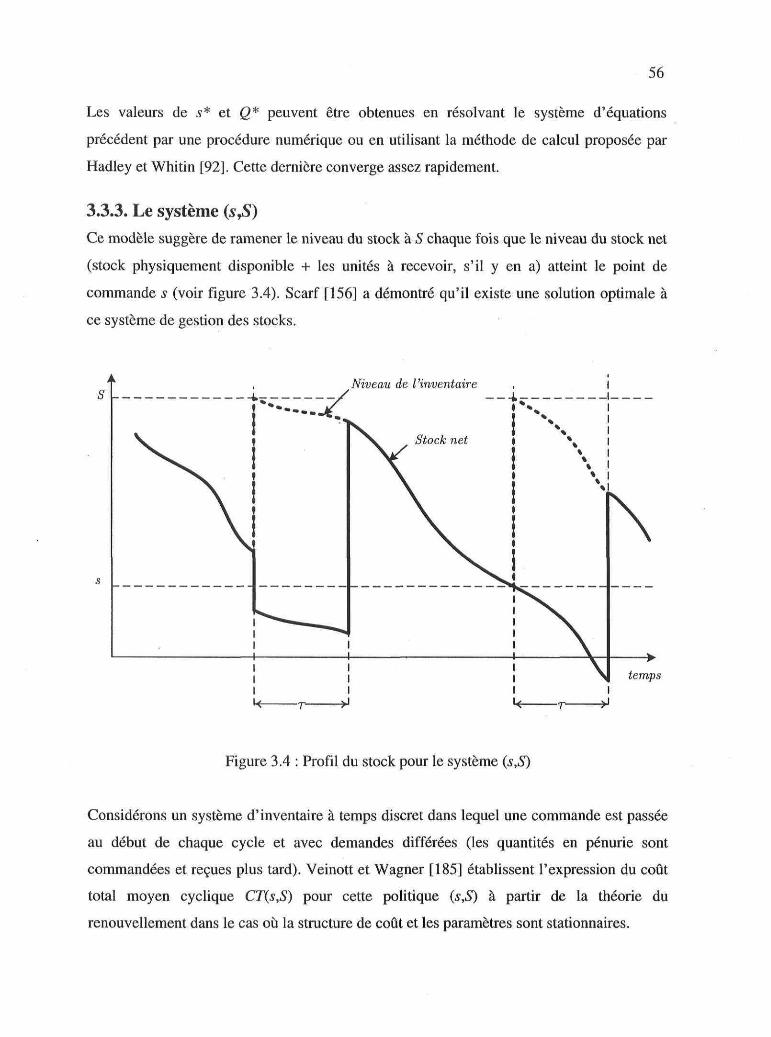
56
Les valeurs de s* et Q* peuvent être obtenues en résolvant le système d'équations
précédent par une procédure numérique ou en utilisant la méthode de calcul proposée par
Hadley et Whitin [92]. Cette dernière converge assez rapidement.
3.3.3. Le système (s,S)Ce modèle suggère de ramener le niveau du stock à S chaque fois que le niveau du stock net
(stock physiquement disponible + les unités à recevoir, s'il y en a) atteint le point de
commande s (voir figure 3.4). Scarf [156] a démontré qu'il existe une solution optimale à
ce système de gestion des stocks.
temps
Figure 3.4 : Profil du stock pour le système (s,S)
Considérons un système d'inventaire à temps discret dans lequel une commande est passée
au début de chaque cycle et avec demandes différées (les quantités en pénurie sont
commandées et reçues plus tard). Veinott et Wagner [185] établissent l'expression du coût
total moyen cyclique CT(s,S) pour cette politique (s,S) à partir de la théorie du
renouvellement dans le cas où la structure de coût et les paramètres sont stationnaires.

57
Soient :
x : variable aléatoire associée à la demande durant une période;
pt: probabilité {*=/}, 1=0,1,2,3,...;
A: coût de passation d'une commande;
G(y): coût moyen cyclique de stockage et de pénurie lorsque le niveaud'inventaire est à y au début du cycle. Pour garantir l'existence d'unesolution optimale, il est requis que :
(i) -G(y) soit unimodale
(ii) lim G(y) > min G(y) + K.Jî/J—»oo y
L'expression du coût total moyen cyclique CT(s,S) est donnée par :
— (3.9)
où
m(0) = (1 - po)~\ M(0) = 0
3
1=0
7 = 1 2
Les valeurs optimales s* et S* peuvent alors être obtenues par un simple algorithme
d'énumération. Plusieurs algorithmes ont été élaborés pour réduire la zone de recherche des
solutions.
L'algorithme proposé par Zheng et Federgruen [198] est reconnu comme l'un des plus
simples et efficaces. Il opère comme suit :
• Trouver y* un minimum de la fonction G(.);
• Étape 1
o s :=y*; .
o S0:=y*\
o Faire s :=s - / jusqu'à ce que CT(s,So)<G(s);

58
o so:=s; c0:=CT(so,So); S°:=S0; S:=
• Étape 2
o Tant que G(S) < c° faire
Si CT(s,S)<c° alors
• S°:=S;
Tant que CT(s,S°) < G(s+l) faire s :=s+1 ;
c° :=CT(s,S°);
m
m
• Fin si;
• S:=S+l;
o Fin tant que.
Feng et Xiao [76] ont suggéré un autre algorithme qui est censé réduire de 30%, en
moyenne, le nombre d'itérations requises par l'algorithme de Zheng et Federgruen.
3.3.4. Le système (SJi)Après chaque période de temps R, on vérifie l'état du stock en main et une commande est
placée pour ramener le niveau du stock à S (voir figure 3.5). Selon Hax et Candea [96],
c'est la politique de contrôle périodique la plus utilisée. Elle est facile à comprendre et à
opérer par le personnel du magasin. De plus, les calculs sont moins complexes que dans le
cas des autres modèles de contrôle périodique. Cependant, cette politique n'est pas
conseillée si le coût de commande est élevé et qu'il vaut mieux ne pas placer
systématiquement des commandes à chaque instant de contrôle. Dans ce cas, la variante
(s,S,R) est plus avantageuse. Elle suggère de ne passer la commande pour ramener le niveau
du stock à 5 que si le niveau du stock est inférieur ou égal à s au moment de la revue.
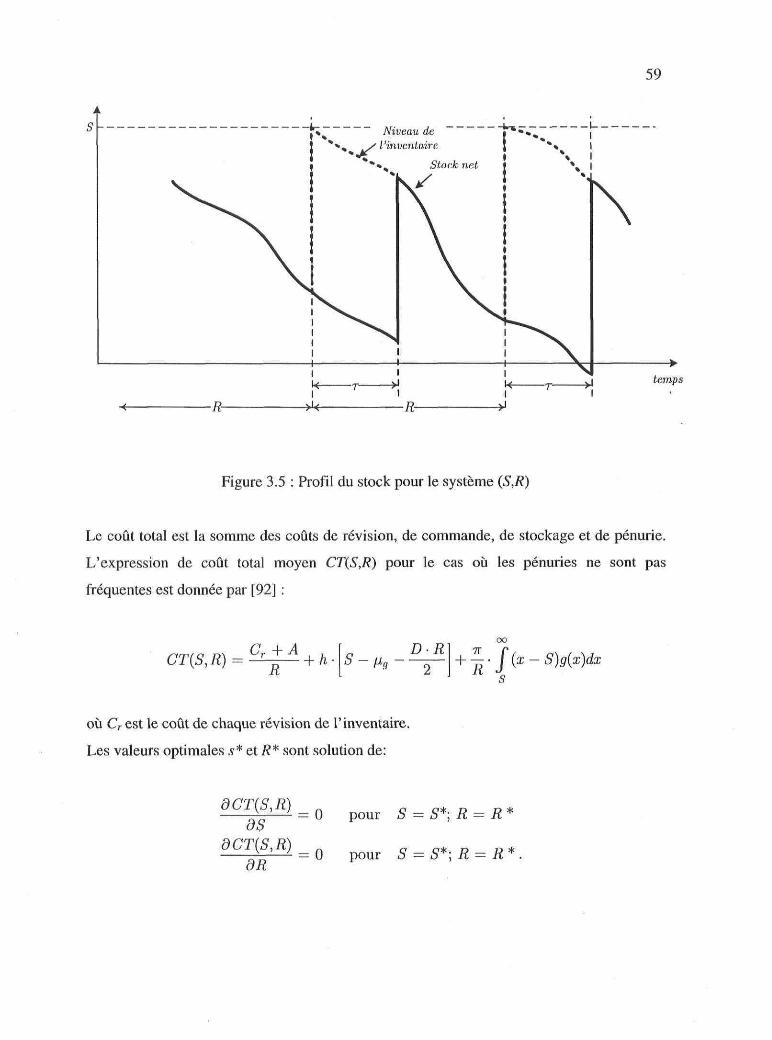
59
A
Qj
-<
i
\
\
VN»
R >
_ iks% Niveau de F**%»
%»% ^/l'inventaire [%»% Stock net |
\ !
\ !
\ !
\ !
1
1^ — - — • — -H >
<
l
N i\ i
»,
XNI
\
>l temps
Figure 3.5 : Profil du stock pour le système (S,R)
Le coût total est la somme des coûts de révision, de commande, de stockage et de pénurie.
L'expression de coût total moyen CT(S,R) pour le cas où les pénuries ne sont pas
fréquentes est donnée par [92] :
CT(S,R) = Cr^A + hRDR "H- J(x-S)g(x)dx
où Cr est le coût de chaque révision de l'inventaire.
Les valeurs optimales s* et R* sont solution de:
dCT{S R) = Q p Q u r s, = i S * . j R = = i ? *
dCT(S,R) = Q ( S ^ i S , * . j R = jfi;*ai?
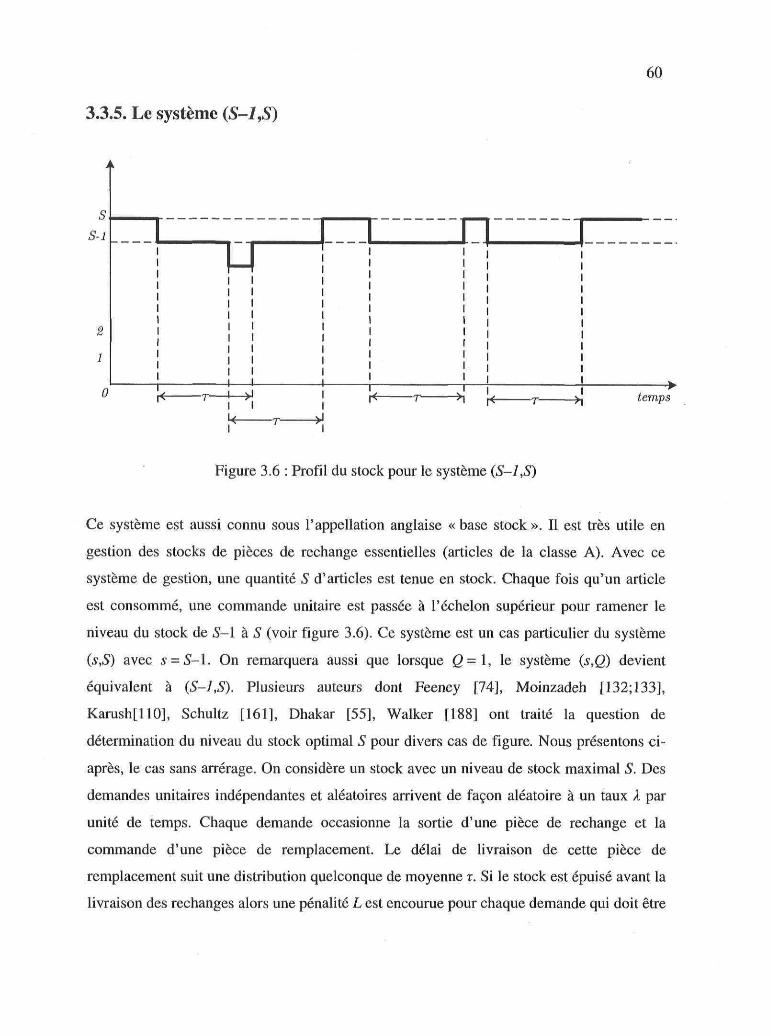
60
3.3.5. Le système (S-l ,5)
temps
Figure 3.6 : Profil du stock pour le système (S-l,S)
Ce système est aussi connu sous l'appellation anglaise « base stock ». Il est très utile en
gestion des stocks de pièces de rechange essentielles (articles de la classe A). Avec ce
système de gestion, une quantité S d'articles est tenue en stock. Chaque fois qu'un article
est consommé, une commande unitaire est passée à l'échelon supérieur pour ramener le
niveau du stock de S-l à S (voir figure 3.6). Ce système est un cas particulier du système
(s,S) avec s = S-l. On remarquera aussi que lorsque Q=l, le système (s,Q) devient
équivalent à (S-l,S). Plusieurs auteurs dont Feeney [74], Moinzadeh [132; 133],
Karush[110], Schultz [161], Dhakar [55], Walker [188] ont traité la question de
détermination du niveau du stock optimal S pour divers cas de figure. Nous présentons ci-
après, le cas sans arrérage. On considère un stock avec un niveau de stock maximal S. Des
demandes unitaires indépendantes et aléatoires arrivent de façon aléatoire à un taux X par
unité de temps. Chaque demande occasionne la sortie d'une pièce de rechange et la
commande d'une pièce de remplacement. Le délai de livraison de cette pièce de
remplacement suit une distribution quelconque de moyenne T. Si le stock est épuisé avant la
livraison des rechanges alors une pénalité L est encourue pour chaque demande qui doit être
61
satisfaite par une commande d'urgence qui est immédiatement livrée. Un coût unitaire h de
stockage par unité de temps est encouru pour chaque unité en stock.
Le processus de demande en pièces et de livraison de pièces peut être vu comme un
système de file d'attente Ml GIS où les arrivées sont poissonniennes avec S serveurs en
parallèle. En effet, on peut considérer chaque pièce en stock comme un serveur en parallèle.
Les clients (les pannes) arrivent avec taux X. Chaque fois qu'une panne se produit, une
pièce sort et sa place sur l'étagère reste vide et ne peut plus satisfaire d'autre client (panne).
Ce processus ressemble à un serveur qui est occupé et qui ne peut plus servir d'autres
clients. Les clients subséquents qui arrivent vont vers les autres serveurs. Lorsque la pièce
de remplacement arrive après un délai qui suit une distribution générale ou quelconque de
moyenne r, elle va occuper la place vide sur l'étagère et peut de nouveau servir à répondre
à la demande. Le processus ressemble de nouveau à un serveur qui devient libre après avoir
été occupé pendant une durée correspondant au délai de livraison. De plus, puisque les
arrérages ne sont pas permis, tout se passe comme si on ne permet pas à plus de S clients
d'entrer dans le système. Le (5+l)ème client reçoit un service immédiat (commande
d'urgence) et repart aussitôt. On peut ainsi dire que le système d'inventaire (5-1,5) que
nous étudions est équivalent à une file d'attente M/GIS/S dont les expressions des
probabilités d'état sont connues à l'état stationnaire. Les résultats de la théorie des files
d'attente établissent que les probabilités d'état en régime stationnaire pour le système
M/G/S/S sont les mêmes que pour le système Ml Ml SI S et sont données par la lère formule
d'Erlang ou distribution de Poisson tronquée. Les probabilités d'état du niveau d'inventaire
(inventaire=5 - demande) en régime permanent sont alors données par :
Qs(j) = P{j pièces en stock | le stock max vaut S}
Soit p(S)=Qs(0), la probabilité que le stock soit vide sachant que le stock max vaut 5. La
probabilité d'avoir une pénurie est qu'il y ait une panne alors que le stock est vide. Cette
probabilité vaut alors À • p(S). Le coût moyen de pénurie par unité de temps est donc
L • A • p(S).

62
Le coût de stockage moyen par unité de temps vaut :
h- = h-[S-(l-p(S))-\r]
L'expression du coût total moyen par unité de temps CT(S) est donnée par :
CT(S) = -(l~ p(S)) • Ar] + XLp(S) (3.10)
En ne tenant pas compte du terme constant hXx, qui n'influence pas la détermination du
niveau du stock S* qui minimise le coût total, on obtient une nouvelle expression :
CT(S) = h-S + Xrp(S) (3.11)
Smith [170] démontre que CT(S) n'admet qu'un seul minimum. Il suffit donc de recourir
à une procédure d'énumération pour obtenir la valeur optimale S*. Toutefois,
l'approximation suivante proposée par Smith [170] ne requiert pas d'ordinateur pour
calculer S* :
S* = Ar +
avec a = )1/2
La solution obtenue par l'approximation peut judicieusement être utilisée pour amorcer la
procédure d'énumération dans le but d'obtenir plus rapidement la solution optimale exacte.
Dans ce chapitre nous avons présenté quelques méthodes de classification des articles et
proposé une approche de sélection des modèles de gestion des inventaires appropriés à
chaque classe. Ensuite, nous avons passé en revue les principaux systèmes de gestion des
inventaires en donnant les équations et algorithmes nécessaires à la détermination des
paramètres optimaux de gestion. Les systèmes de gestion considérés ont été développés
63
pour la gestion des stocks de façon générale et n'intègrent pas l'aspect maintenance qui
constitue le principal usage des pièces de rechange. Le chapitre qui suit va donc aborder
l'intégration des actions de maintenance au système d'approvisionnement et de gestion des
stocks de pièces de rechange.
Chapitre 4
Gestion conjointe des stocks et de la maintenance
La plupart des modèles analytiques traitant de stratégies de maintenance supposent que les
ressources requises pour effectuer les actions de maintenance sont disponibles au bon
moment. Une fois que les paramètres caractérisant la stratégie de maintenance sont obtenus,
on rend disponibles les ressources requises en déterminant leurs paramètres
d'approvisionnement à partir des modèles classiques de la gestion des stocks. Cette
résolution en deux étapes est moins efficace que les solutions proposées par les modèles qui
optimisent conjointement les approvisionnements et les actions de maintenance. En effet,
de récentes études ont montré que l'optimisation conjointe des politiques
d'approvisionnements des pièces de rechange et des stratégies de maintenance génère des
gains substantiels en disponibilité et en coûts d'opération [9;28;35]. Ce chapitre est
consacré à l'étude de ces modèles conjoints d'approvisionnement et de remplacement. On
distinguera les modèles d'approvisionnement unitaire, recommandés surtout pour les
articles de la classe A, des modèles d'approvisionnement par lot.
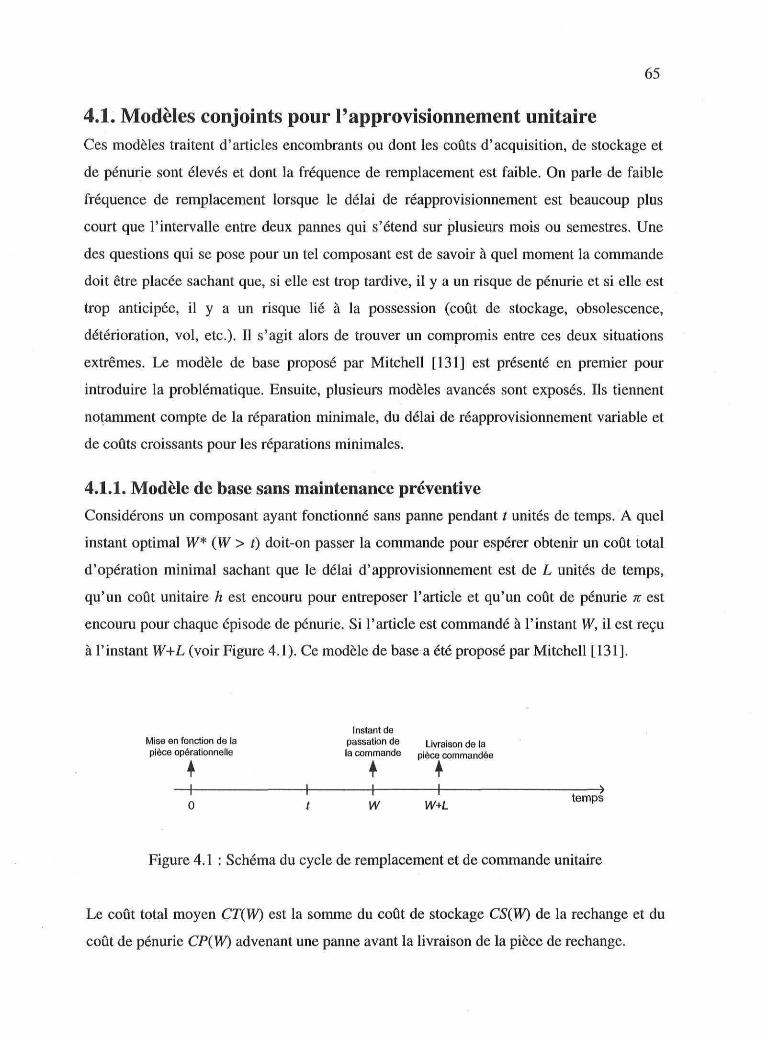
65
4.1. Modèles conjoints pour l'approvisionnement unitaireCes modèles traitent d'articles encombrants ou dont les coûts d'acquisition, de stockage et
de pénurie sont élevés et dont la fréquence de remplacement est faible. On parle de faible
fréquence de remplacement lorsque le délai de réapprovisionnement est beaucoup plus
court que l'intervalle entre deux pannes qui s'étend sur plusieurs mois ou semestres. Une
des questions qui se pose pour un tel composant est de savoir à quel moment la commande
doit être placée sachant que, si elle est trop tardive, il y a un risque de pénurie et si elle est
trop anticipée, il y a un risque lié à la possession (coût de stockage, obsolescence,
détérioration, vol, etc.). Il s'agit alors de trouver un compromis entre ces deux situations
extrêmes. Le modèle de base proposé par Mitchell [131] est présenté en premier pour
introduire la problématique. Ensuite, plusieurs modèles avancés sont exposés. Ils tiennent
notamment compte de la réparation minimale, du délai de réapprovisionnement variable et
de coûts croissants pour les réparations minimales.
4.1.1. Modèle de base sans maintenance préventive
Considérons un composant ayant fonctionné sans panne pendant t unités de temps. A quel
instant optimal W* (W > t) doit-on passer la commande pour espérer obtenir un coût total
d'opération minimal sachant que le délai d'approvisionnement est de L unités de temps,
qu'un coût unitaire h est encouru pour entreposer l'article et qu'un coût de pénurie it est
encouru pour chaque épisode de pénurie. Si l'article est commandé à l'instant W, il est reçu
à l'instant W+L (voir Figure 4.1). Ce modèle de base a été proposé par Mitchell [131].
Instant deMise en fonction de la passation de Livraison de lapièce opérationnelle la commande p j è c e commandée
! I !—i 1 1 1 >
0 t W W+L t e m p S
Figure 4.1 : Schéma du cycle de remplacement et de commande unitaire
Le coût total moyen CT(W) est la somme du coût de stockage CS(W) de la rechange et du
coût de pénurie CP(W) advenant une panne avant la livraison de la pièce de rechange.

Le coût de pénurie
La probabilité de pénurie est égale à la probabilité de défaillance entre t et W+L sachant
que le composant était en vie à t. Cette probabilité est donnée par :
Proba de pénurie = / v 'dxJt R{t)
Le coût de pénurie vaut donc :
CP(W) = 7T f
Le coût de stockage
La période de stockage commence avec la livraison de la rechange et se poursuit tant et
aussi longtemps qu'il n'y a pas de panne du composant opérationnel c'est-à-dire tant que le
composant est en vie. L'expression de la durée moyenne de stockage est donnée par :
J»oo R(xj
W+L R(t)
Le coût de stockage moyen vaut donc :
Finalement, l'expression du coût total moyen CT(W) encouru si une unité est commandée à
l'instant W est donné par :
... , . (4.1)R(t)
L'instant W* qui minimise le coût total moyen CT(W) est solution de l'équation :
dW

67
Ce qui revient à trouver W tel que :
r(W + L) = % ' (4.2)
La relation (4.2) est une généralisation du résultat obtenu par Tavares et Almeida [175] et
que les auteurs ont appliqué avec succès à un problème industriel de gestion des stocks de
pièces de rechange dans des installations portuaires du Portugal.
4.1.2. Modèle avec maintenance préventiveAvec le modèle précédent, il n'est pas possible d'envisager des remplacements préventifs
encore moins de définir une politique optimale pour procéder au remplacement préventif.
Faut-il le faire à la réception de la pièce de rechange ou faut-il attendre la panne du
composant opérationnel? Dohi et al. [60] proposent un modèle généralisé avec délai de
réapprovisionnement non-constant qui permet d'énoncer une politique optimale de
remplacement.
On considère un système constitué d'une unité qui est remplacée à chaque panne. Une
commande unitaire est lancée dès que la panne se produit. L'unité commandée est reçue
après le délai de livraison. Le composant opérationnel commence à fonctionner à l'instant
0. Si le composant n'est pas tombé en panne jusqu'à l'instant to prédéterminé, une
commande normale est placée. La pièce de rechange est reçue après L unités de temps. Si à
l'arrivée de la commande, le composant est déjà tombé en panne, alors le remplacement est
fait et le cycle reprend. Sinon, la rechange est mise en stock jusqu'à ce qu'une panne ait
lieu ou que le composant en fonction atteigne l'âge to+tj. Si le composant opérationnel
tombe en panne avant to, une commande d'urgence est passée et reçue après Le(t) unités de
temps. Dès sa réception, le remplacement est fait et le cycle recommence. Les coûts
encourus sont : le coût de pénurie par unité de temps (n), coût unitaire de stockage par unité
de temps (h), le coût de passation d'une commande d'urgence (Ai) et le coût de passation
d'une commande normale (A2).
Il y a 4 scénarii mutuellement exclusifs à considérer pour exprimer le coût total moyen en
régime permanent par unité de temps. Pour chaque scénario i, il faut évaluer le coût total
moyen CT, et la durée moyenne du cycle correspondant D,.
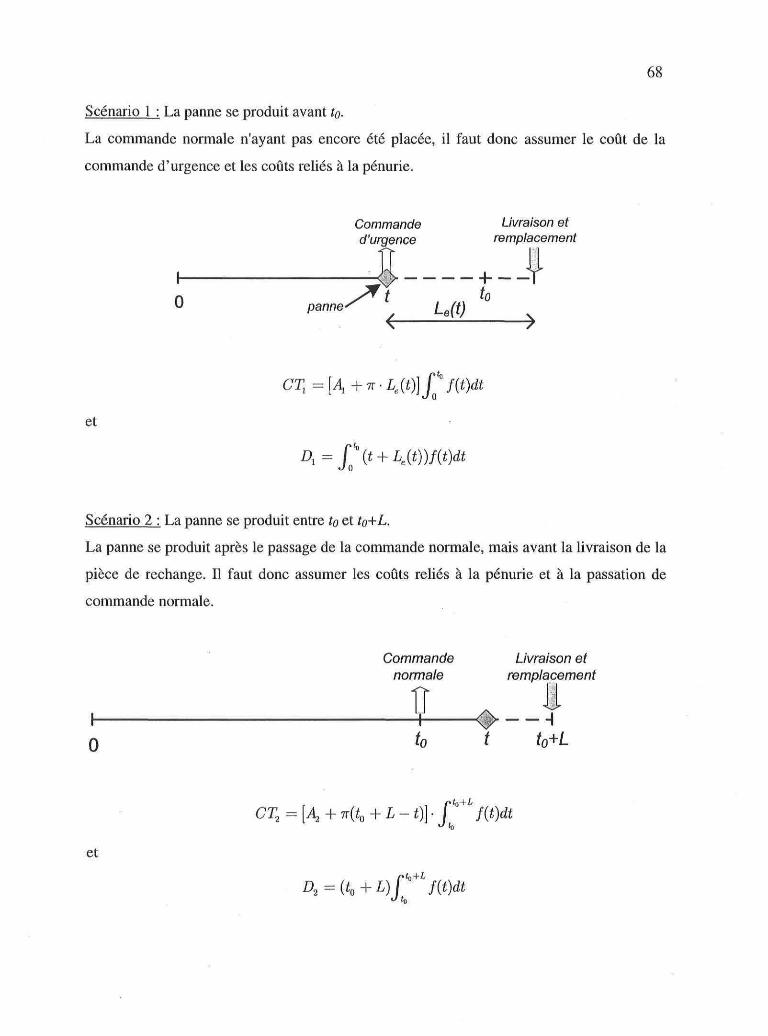
68
Scénario 1 : La panne se produit avant ÎQ.
La commande normale n'ayant pas encore été placée, il faut donc assumer le coût de la
commande d'urgence et les coûts reliés à la pénurie.
Commande Livraison etd'urgence remplacement
panne'
et
A = JQ\t + Le{t))f{t)dt
Scénario 2 : La panne se produit entre to et to+L.
La panne se produit après le passage de la commande normale, mais avant la livraison de la
pièce de rechange. Il faut donc assumer les coûts reliés à la pénurie et à la passation de
commande normale.
Commande Livraison etnormale remplacement
0 t0 t to+L
CT2 = [4 + n(t0 +L-t)]- I f(t)dt
et
f(t)dt*0
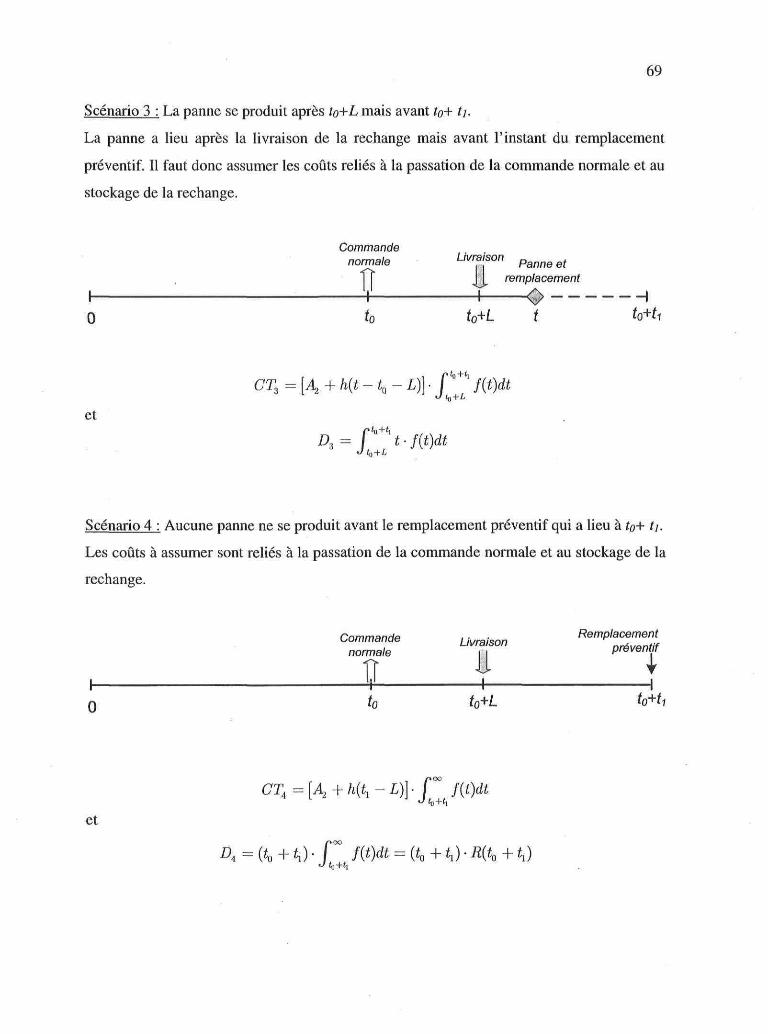
69
Scénario 3 : La panne se produit après to+L mais avant to+ tj.
La panne a lieu après la livraison de la rechange mais avant l'instant du remplacement
préventif. Il faut donc assumer les coûts reliés à la passation de la commande normale et au
stockage de la rechange.
Commandenormale Liv™son Panne et
I | M remplacement
l !+! y Q, 10 to to+L t
et'Lt-f{t)dt
Scénario 4 : Aucune panne ne se produit avant le remplacement préventif qui a lieu à to+ ti.
Les coûts à assumer sont reliés à la passation de la commande normale et au stockage de la
rechange.
Commande Livraison Remplacementnormale ^ 7 ^tjf
o to to+L to+U
poo
/ f(t)dt
et
/

70
Finalement, l'expression du coût total moyen CT(to, t{) est donnée par la somme des coûts
des 4 scénarii :
'a+LdF{t) +{% +L-t)£+LdF(t)
+h\(t - -L)\ i
(4.3)
De même, l'expression de la durée moyenne du cycle de remplacement D (to, tj) est donnée
par :
D(t0A) = F(t + Le(t))f(t)dt + (tQ + L) fk+Lf(t)dt
+ Jtn+L
Parce que le processus stochastique considéré est un processus de renouvellement et que les
instants de remplacement sont des points régénératifs, on peut alors analyser le processus
selon son comportement cyclique.
£ = , x _ ^[coût total par cycle]^ ' l) £;[durée total d'un cycle]
II faut alors déterminer le couple (to, ti) qui minimise le coût total moyen par unité de
temps.
Le couple (to, f/)* est solution de :
= 0, pour et tx = t{
et
= 0, pour to = io et tx =
(4.5)
(4.6)
La résolution de l'équation (4.6) donne l'important théorème qui suit.

71
Théorème : Pour n'importe quel instant de commande to, la durée optimale de séjour en
inventaire ti * qui minimise le coût total moyen par unité de temps est :
- tj* —> oo (remplacement à la panne), si N(to) < 0.
- tj* = L (remplacement à la réception de la commande), si N(to) > 0.
où
N(tQ) = 7T PU*) • F(t)dt - r+LF(t)dt + (L- Le(t0))F(t0)
+h • [ £ (1 - le(t))R(t)dt + (Le(t0) - 4(0)]
Ce théorème établit les conditions d'existence de la politique optimale
d'approvisionnement et de remplacement unitaire. Il impose de ne considérer que deux cas
extrêmes :
- La pièce de rechange est mise en stock jusqu'à ce que la pièce opérationnelle tombe
en panne (tj* —> oo);
- Faire le remplacement dès que la pièce de rechange commandée est reçue (tj* —• L).
Il reste, à ce stade de la résolution, à déterminer les valeurs optimales de to pour chacune
des deux valeurs de ti*.
Cas 1 : ti* —> oo. La pièce de rechange en stock est utilisée lorsque la composante
opérationnelle tombe en panne.
En résolvant l'équation (4.5) avec la condition ti* —• oo, Osaki et al. [60] démontrent le
résultat suivant :
Théorème : Si Fit) est à taux de panne strictement croissant,
(1) si : qi(0) < 0 et #;(oo) > 0, alors il existe une solution optimale finie et unique to*
(0 < to* < oo) qui minimise le coût total moyen par unité de temps. Cette solution
satisfait à l'équation : qi(to)=0.
(2) si : qi(0) > 0, alors to* = 0 (on commande au début de chaque cycle).
(3) si : #/(oo) ^ 0, alors to* = oo (on commande à la panne).

Où
72
qx{tQ) = [7r{(Le(O - L)r(t0)
-[(Le(tû)-L)r(tQ)
= f(t0)/R(t0)
CT(t0,oo) =
(A, -
Le(t)f(t)dt+ f (tQ+L-t)f(t)dt0 *J b.
+ h- (t-t0- L)f{t)dt + AJto+L
r*tn r*tf,-i-L
D(t0,oo)= (t + Le(t))dF(t) + / (to + L)dF(t)+
- l)\D(tQ,oo)
tdF(t).
Cas 2 : tj* = L. La composante opérationnelle est remplacée aussitôt que la pièce de
rechange commandée est livrée.
En résolvant l'équation (4.5) avec la condition tj* —*• L, Dohi et al. [60] démontrent le
résultat qui suit.
Théorème : Si Fit) est à taux de panne strictement croissant,
(1) si : #2(0) < 0 et <?2(°°) > 0, alors il existe une solution optimale finie et unique to
(0 < to* < oo) qui minimise le coût total moyen par u.t. Cette solution satisfait à
qi{to)=O.
(2) si : #2(0) > 0, alors to =0 (on commande au début de chaque cycle).
(3) si : #2(°°) ^ 0, alors t0* = co (on commande à la panne).
où

73
q2(t0) = [n
-[(Le(t0)-L)r(t0)
CT(io,I,) = * f L.(*)dn«) + f + («o + I* - t)dF(t)
D(to,L) = [ (t + Le(t))dF{t) + f (to+ L)dF(t).
) +
Un troisième cas, tj* fixé et prédéterminé, est analysé même s'il s'agit d'une politique
sous-optimale. C'est le cas où, pour diverses raisons, la pièce de rechange tenue en stock
est utilisée pour effectuer un remplacement préventif systématique à un instant
prédéterminé to+ti (L <tj< QO) et cela avant que la panne ne se produise. Nous énumérons
quelques raisons pour expliquer le recours à une telle politique sous-optimale :
• le constructeur de l'équipement peut imposer cette périodicité de remplacement
pour diverses raisons. Il pourrait notamment s'agir d'une condition à remplir pour
se prévaloir de certaines garanties. L'utilisateur de l'équipement ne pourra alors que
s'y conformer.
• la panne du composant peut être catastrophique ou comporter des conséquences trop
importantes à tel point que l'option du remplacement préventif avant la panne
s'impose.
• il peut aussi s'agir de profiter du remplacement d'une autre pièce pour faire le
remplacement du composant en question (maintenance opportuniste). Il faut
toutefois s'assurer au préalable que le remplacement opportuniste procure un gain
supérieur à la pénalisation due à l'utilisation d'une politique sous-optimale. Il
suffira pour cela de comparer la différence entre le coût optimal du cas 3 (ti * est
fixé) et le coût optimal du cas 1 (tj* —> oo) avec le gain dû au remplacement
opportuniste.
• pour éviter la dégradation du composant de rechange pendant le stockage, on peut
imposer qu'il soit utilisé après (ti - L) unités de temps passées en stock.

74
Cas 3 : ti * est fixé et prédéterminé. Une périodicité de remplacement est imposée.
En résolvant l'équation (4.5) avec tj fixe et connu, Dohi et al. [60] démontrent le théorème
qui suit.
Théorème : Si F(t) est à taux de panne strictement croissant, et si :
MW^TT)<rM' V L < t l < ° °(1) si : M(0, ti) < 0 et M(oo , ti) > 0, alors il existe une solution optimale finie et
unique to* qui satisfait M(to, ti) = 0.
(2) si : M(0, ti) > 0, alors to* = 0 (on commande au début de chaque cycle).
(3) si : Af(oo, //) ^ 0, alors to* = °° (on commande à la panne).
L'expression de M(to, ti) est donnée par :
où
F(t0 + L) - F(t0)
R(t0)
u met sous les hypothèses suivantes
7r- Le(t) + Al > h- L + A2
0 < Le(t) < L
h < CT(tn,U) < 7r
L'expression deJR2(^0,^1) n'apparaît pas dans l'article de Dohi et al. [60] probablement à
cause d'une omission de la part des auteurs. Nous avons donc repris leurs calculs pour
dériver l'expression présentée ci-dessus.
75
Par ailleurs, Dohi et al. [61] présentent une revue des plus récents travaux traitant de
l'approvisionnement unitaire des pièces de rechange ainsi qu'une généralisation du modèle
qui vient d'être exposé.
4.1.3. Modèle d'approvisionnement unitaire avec réparation minimaleLes pièces de rechange qui sont approvisionnées à l'unité sont généralement des systèmes
réparables soit parce qu'elles ont été conçues pour l'être, soit parce qu'il est plus
économique de remettre en état de tels systèmes qui sont souvent coûteux et/ou de grande
taille. Il est alors intéressant de déterminer l'instant de commande de la pièce de rechange
en fonction du nombre de pannes subies par le composant.
Considérons un système constitué d'une unité qui subi une réparation minimale à chaque
panne. Par définition, la politique de réparation minimale n'influence pas le taux de panne
du système. Le concept de réparation minimale fut introduit en premier par Barlow et
Hunter [15]. C'est un modèle de remplacement qui sied aux systèmes complexes qui
tombent en panne chaque fois qu'un élément constitutif est défaillant. Il suffit alors de
remplacer l'élément défaillant par un composant neuf pour remettre le système en état.
Puisqu'on ne remplace qu'un seul élément, les caractéristiques du système global sont très
peu affectées. Le taux de panne du système global reste le même que tout juste avant la
panne.
Pour ce système, on décide de placer la commande de la pièce de rechange à la n'eme panne
et d'effectuer le remplacement par du neuf à la k'eme panne. Le délai de
réapprovisionnement L est fixe et connu (voir figure 4.2). Le modèle de Sheu et al. [163]
que nous présentons ci-dessous traite de la détermination de l'instant optimal Sn de
passation de commande et du nombre optimal k de réparations minimales à effectuer avant
de procéder au remplacement de la pièce opérationnelle par une neuve. Les coûts encourus
sont : le coût de pénurie par unité de temps (TT), le coût unitaire de stockage par unité de
temps (h), le coût de passation d'une commande (A), le coût d'une réparation minimale
(C«) et le coût du remplacement préventif à la kieme panne (Cp).
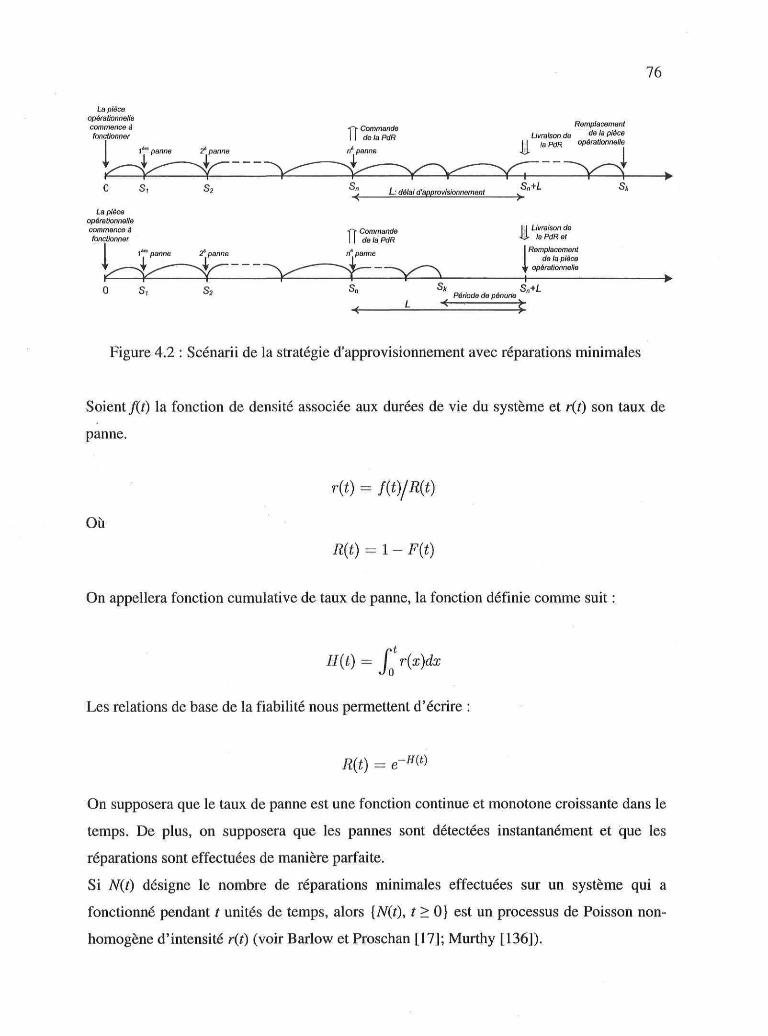
76
RemplacementLivraison de de la pièce
I I la PdR opérationnelle
Figure 4.2 : Scénarii de la stratégie d'approvisionnement avec réparations minimales
Soient f(t) la fonction de densité associée aux durées de vie du système et r(i) son taux de
panne.
Où
r(t) = f(t)/R(t)
R(t) = 1 - F(t)
On appellera fonction cumulative de taux de panne, la fonction définie comme suit
H(t) = J*r{x)dx
Les relations de base de la fiabilité nous permettent d'écrire :
R(t) =
On supposera que le taux de panne est une fonction continue et monotone croissante dans le
temps. De plus, on supposera que les pannes sont détectées instantanément et que les
réparations sont effectuées de manière parfaite.
Si N(t) désigne le nombre de réparations minimales effectuées sur un système qui a
fonctionné pendant t unités de temps, alors {MO. t > 0} est un processus de Poisson non-
homogène d'intensité r{t) (voir Barlow et Proschan [17]; Murthy [136]).

77
Lemme : Soit {N(t), t>0} un processus de Poisson non-homogène avec intensité r(t). Soit
Si, S2, S3,..., Sn les instants successifs de panne, alors :
a) la fonction de densité de probabilité de la variable aléatoire Sn est donnée par :
b) la fonction de densité de probabilité conjointe de Sn et Su (« < k) est donnée par :
fSnA(x,y) = [H(x)rl [H(y) - H{x)]M r(x)r(y){% _ ^ ( f c _ ^ _ ^ , (4.8)
Voir Sheu et al. [163] pour la démonstration du lemme. On pourra vérifier que si H(x)=X, la
proposition (a) du lemme donne :
fs ^ ) _ Anr~ c_xt
qui est le résultat bien connu qui dit que : pour un processus de Poisson homogène
d'intensité X, l'instant Sn d'arrivée du n'eme événement suit la loi gamma de paramètres X et
n.
La longueur Td'un cycle de remplacement est :
Sn +L; Sn < Sk < Sn + L (Scénario ©)rp
Sk; Sk>Sn+L (Scénario
alors :
où
Pr {Scénario ©} = Pr {S < Sk < Sn + L} = \ \ fss (x, y)dydxr*oo noo
Pr {Scénario ®} = Pr {Sk > Sn + L} = J J /^ A (x, y)dydx

Le coût total moyen par cycle de remplacement est donné par :
CT ={k - ï)Cr + (A + Cp) + n(Sn +L-Sk);
(A; - l)Cr h(Sk - Sn + L);
(Scénario
(Scénario •
alors :
E[CT] = {(k - ï)Cr + {A + Cp) + ir • E[Sn +L-Sk}}- Pr {Scénario
+ {(fc -ï)Cr+(A + Cp) + h- E[Sk -Sn+ L}} • Pr {Scénario
E[CT] = (k-ï)Cr+{A + Cp) + K- E[Sn + L - S k] • Pr {Scénario ©}
+ h • E[Sk - Sn + L] • Pr {Scénario ®}
L'expression du coût total moyen par unité de temps sur un horizon infini CT(n, k) est
donnée par :
CT(n, k)E[T]
Après simplification, on obtient
CT(n,k) = {{k - Ï)CR + {A + CP)
••oo px+Lpoo px+L poo px+L
+ ( / / fsn,sk(x,y)dydx)(-n l j (x + L - y)fss(x,y)dydx)
*J 0 v x J 0 \J xpoo r»oo poo />oo ^ /
+(Jo Jx+Lfsn,sk(^y)dydx)(hjo J+L(y-x-L)fSnA(x,y)dydx)^j
roo nx+L r°°£^e~{H{x)UH(x)V( p f \ 7 i \ / I X " l V / I 7 r \
I I f \œ Qi\nf)inrr\i I > / / T 1 _J- / , II , la a \ Jbt, U JIAJUUi*ls I \ I / \J/<JL/ ^ ^ XJ ]
(4.9)
-dx)j=0
II est difficile d'obtenir analytiquement la solution optimale qui minimise CT(n,k). Il faut
alors recourir à une procédure numérique d'enumeration bi-dimensionnelle pour trouver le
couple optimal («*, k*).

79
Au lieu de considérer que les coûts des réparations minimales sont constants, il serait
réaliste de s'attendre à ce que le coût de réparation augmente avec le nombre de pannes
puisque le système est de plus en plus vieux et que chaque réparation subséquente exige
beaucoup plus d'efforts que les précédentes. L'expression du coût total moyen par unité de
temps sur un horizon infini CTL(n,k) pour le cas où le coût de réparation minimale
augmente linéairement est donnée par :
., , (k-2)(k-l)-AC(4.10)
où
J>00 />]71 J 0
n-1 , , - t W} {H(x)}j
dx + L)
fc-1
-dx)
ÀC étant l'augmentation du coût de réparation à chaque réparation minimale.
Application numérique :
On considère un système dont les durées de vie suivent une loi de Weibull à deux
paramètres (\,fi).
f{t) = /JAV-V-W R(t)
r{t) = f(t)/R(t) = P^'1 H(t) = (XtfAlors, on obtient :
CT(n,k) = {(* - Ï)CR +(A + CP-ï)\(k-n-ï)\
Jioo noo
f (y-X-L) — vl)l(fc-n-l)!
dydx
Ar(n) Ar(Jfc)
ou
80
J»0O p\
X+L y
dydx(n-l)!(Jfc-n-l)!
v =
L'expression de CT(n,k) proposée par Sheu et al. [163] comporte quelques erreurs de
transcription que nous avons corrigées dans l'expression donnée ci-dessus.
Des calculs numériques sont effectués en utilisant les données suivantes : CR=$60; h=$4
par unité par unité de temps; ÀC=$10; A+Cp=$30Q; n =$40 par unité de temps; L=10
unités de temps; X = 0,05; /? = 2.
Pour le premier modèle avec coût constant de réparation minimale, le couple optimal est
(n*=3, k*=6). Une commande doit être lancée après la 3ème panne alors que le
remplacement préventif aura lieu à la 6ème panne.
Pour le modèle modifié avec augmentation linéaire du coût de réparation minimale, le
couple optimal est (n*=2, &*=4). Ce qui signifie qu'une commande doit être lancée après
la 2eme panne et le remplacement préventif effectué à la 4ème panne.
Les stratégies optimales qui viennent d'être présentées concernent les systèmes dont
l'approvisionnement en pièces de rechange est unitaire. Ce type de systèmes compte pour
une faible proportion des systèmes rencontrés dans une entreprise tout en représentant une
forte proportion des dépenses. Pour une plus grande proportion de systèmes, les
approvisionnements se font en lot de quelques-unes à plusieurs unités. Cette classe de
systèmes correspond à la classe B de la classification de Pareto. La section qui suit aborde
les stratégies conjointes d'approvisionnement et de remplacement de tels systèmes.
4.4. Modèles conjoints pour l'approvisionnement par lot
4.4.1. Aperçu général
Plusieurs stratégies de remplacement périodique ont été proposées dans la littérature. Les
stratégies de base les plus connues sont les stratégies de remplacement de type bloc (BRP),
de type âge (ARP) et la réparation minimale (MRP) [15]. Ces stratégies de base supposent
que les pièces de rechange sont toujours disponibles lorsque les remplacements doivent être
81
effectués. Dans la pratique, la disponibilité des pièces de rechange aux moments requis est
dépendante de l'état des stocks des pièces. Ainsi, il devient nécessaire d'établir une
stratégie de maintenance qui tient compte de l'approvisionnement des pièces de rechange.
Acharya et al. [1] traitent le cas d'un système assujetti à des défaillances aléatoires et qui
est remplacé systématiquement à des instants prédéterminés T, 2T, ..., kTet à la panne. Les
rechanges sont contrôlées suivant une politique de type (R,S) où R est un multiple de T.
L'objectif visé est de déterminer les variables T, R et 5 qui minimisent la somme des coûts
encourus pour effectuer les actions de maintenance et ceux reliés à la gestion des stocks des
rechanges. Chelbi et Aït-Kadi [35] proposent une extension du modèle d'Acharya et al. [1]
en adoptant une politique de contrôle de type (R,s) et une stratégie de maintenance de type
bloc. Brezavscek et Hudoklin [28] considèrent un parc de n machines identiques pour
lesquelles une stratégie de maintenance de type bloc est utilisée. Une politique de type (R,S)
est adoptée pour contrôler le stock de pièces de rechange. Le modèle considère un délai de
réapprovisionnement non nul et constant. Diallo et al. [58] proposent un modèle conjoint
où l'objectif est de déterminer le triplet (T,R,S) qui maximise la disponibilité du système
sous des contraintes budgétaires. La stratégie de maintenance adoptée est de type bloc alors
que le contrôle des inventaires de pièces de rechange est effectué selon la politique (R,S) où
R est un multiple de T. De façon générale, les stratégies proposées opèrent selon les
caractéristiques et les hypothèses suivantes :
• l'optimisation est effectuée uniquement à travers la minimisation des coûts [1;7;28];
• les délais de réapprovisionnement sont négligeables [1;35];
• les durées de remplacement ou de réparation sont négligeables [ 1 ; 127] ;
• les modèles de disponibilité ne sont pas traités analytiquement [7; 155].
• la politique de contrôle (R,S) est pratiquement la seule stratégie utilisée [1;28;35].
Afin de combler l'absence de modèles analytiques pour la disponibilité et les lacunes
observées plus haut tout en tirant profit des avantages de la politique (s,Q), nous proposons
une nouvelle stratégie conjointe qui vise la détermination du point de commande s et la
quantité à commander Q qui maximisent la disponibilité du système. Le système considéré
est remplacé à la panne s'il y a des rechanges en stock. Advenant une pénurie, le système
reste inactif jusqu'à la réception de la quantité commandée. Un remplacement préventif est
82
effectué chaque fois qu'une commande est délivrée. Notre stratégie considère la
distribution des durées de remplacement à la panne, un délai de réapprovisionnement non-
nul constant r, des coûts de pénurie proportionnels au temps d'inactivité et la politique de
contrôle (s,Q).
4.4.2. Stratégie conjointe de gestion des stocks de pièces de rechange pourla maximisation de la disponibilitéPour un système réparable sujet à des défaillances aléatoires, la disponibilité en un
intervalle donné exprime la proportion de temps où le système est en état d'opération dans
cet intervalle de temps. De plus, il est facile de relier cette disponibilité à la production ou
au service rendu. Ainsi, il est justifié de considérer la disponibilité comme objectif à
optimiser sous une contrainte budgétaire. D'ailleurs dans la pratique, un budget de
fonctionnement est établi par le département de maintenance avec pour objectif d'assurer la
meilleure disponibilité possible aux équipements.
La politique de contrôle des inventaires adoptée dans ce modèle suggère de commander une
quantité Q lorsque le stock atteint le niveau s.
La stratégie proposée suggère :
• d'effectuer les remplacements à la panne avec de nouvelles pièces de rechange si
elles sont disponibles en stock;
• de commander Q+l (avec Q > s) pièces de rechange dès que le point de commande
s est atteint. La pièce supplémentaire sera utilisée pour le remplacement préventif
qui sera effectué à la livraison des rechanges. Le délai de réapprovisionnement r est
supposé connu et constant. Si une pénurie survient durant le délai de
réapprovisionnement, le système demeure à l'arrêt jusqu'à la réception des
rechanges. Dès que la commande est lancée, un préavis est envoyé aux équipes de
production et de maintenance pour les prévenir d'une action de remplacement
préventif à réaliser dans un délai de r unités de temps. Les équipes disposent alors
de ce délai pour planifier et organiser l'opération de remplacement préventif.
La stratégie ainsi définie assure que les pièces de rechange sont effectivement disponibles
au moment de réaliser les actions de maintenance préventive tout en donnant aux équipes
de production et de maintenance un préavis pour organiser et préparer leurs actions.
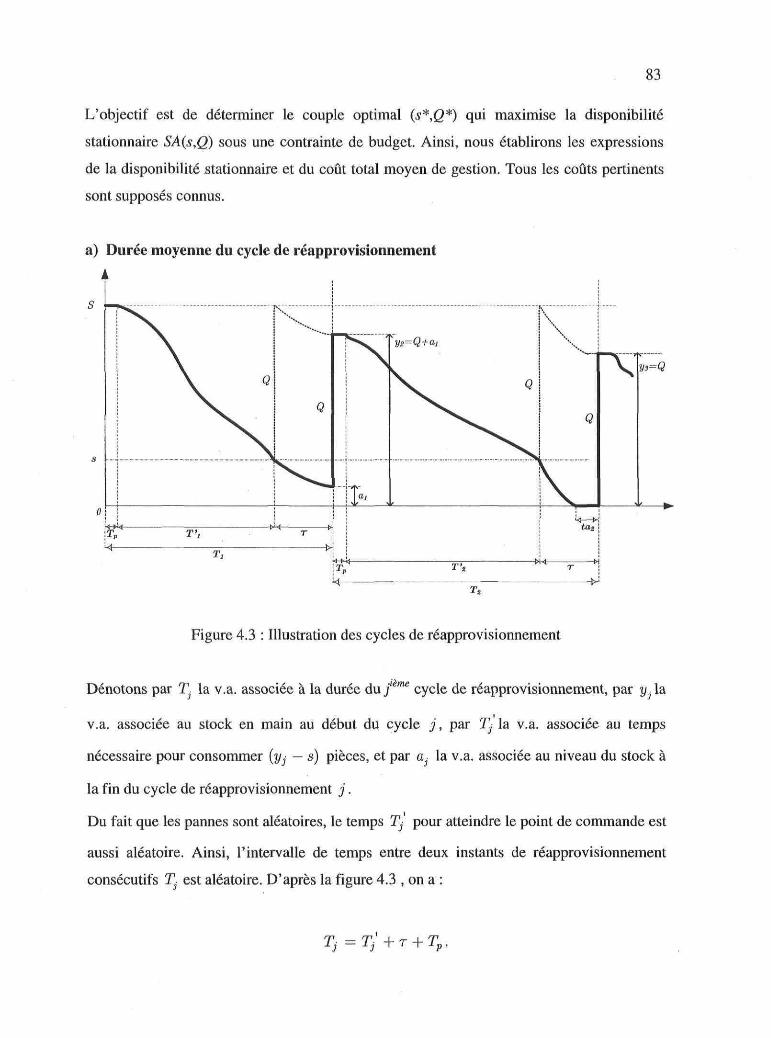
83
L'objectif est de déterminer le couple optimal (s*,Q*) qui maximise la disponibilité
stationnaire SA(s,Q) sous une contrainte de budget. Ainsi, nous établirons les expressions
de la disponibilité stationnaire et du coût total moyen de gestion. Tous les coûts pertinents
sont supposés connus.
a) Durée moyenne du cycle de réapprovisionnement
Figure 4.3 : Illustration des cycles de réapprovisionnement
Dénotons par Tj la v.a. associée à la durée du fme cycle de réapprovisionnement, par yj la
v.a. associée au stock en main au début du cycle j , par Tj la v.a. associée au temps
nécessaire pour consommer (yj — s) pièces, et par a^ la v.a. associée au niveau du stock à
la fin du cycle de réapprovisionnement j .
Du fait que les pannes sont aléatoires, le temps T; pour atteindre le point de commande est
aussi aléatoire. Ainsi, l'intervalle de temps entre deux instants de réapprovisionnement
consécutifs T. est aléatoire. D'après la figure 4.3 , on a :

84
Soient Tm = £[T.] et Tm = E[TJ] , alors :
Tm=Tm+r + Tp (4.11)
Chaque cycle j commence avec un niveau de stock à yj — a;_j + Q. Notons E[a] le
niveau moyen du stock à la fin de chaque cycle. Alors en moyenne, chaque cycle
commence avec un stock égal à E[a] + Q. Ainsi, en moyenne, l'intervalle de temps Tm
entre l'instant de début du cycle et l'instant de passation de la commande est égal au temps
qu'il faut pour consommer [J5[a] + Q — s] pièces de rechange. Puisqu'une pièce de
rechange est utilisée pour le remplacement à chaque panne, alors le temps pour consommer
[E[a] + Q — s] pièces de rechange est le même que le temps qu'il faut pour accumuler
[E[a] + Q — s] pannes. En utilisant la fonction de renouvellement M(t), on peut alors écrire
que Tm est tel que :
= E[a] + Q - s (4.12)
L'expression explicite de E[a] sera dérivée à la section suivante.
Le nombre moyen de remplacements à la panne M{t) effectués dans l'intervalle [0,t] est
donné par :00
M{t) = 5> ( i )(<) (4.13)
où G(0(r) est la ième convolution de G(t) avec elle-même
- x)dG(x) (4.14)
et G{t) est la convolution de la distribution des durées de vie avec la distribution des durées
des remplacements à la panne :
G(t) = f F(t - x)dH(x) (4.15)
85
g(t) = f f(t- x)h(x)dx.
b) Expression de la disponibilité stationnaire SA(s,Q)
Pour chaque cycle de réapprovisionnement, le processus est régénératif. D'après la
propriété du « reward process » de la théorie du renouvellement, il s'en suit que la
disponibilité sur un horizon infini est égale à la moyenne des temps où le système est en
état de fonctionner sur un cycle divisée par la durée moyenne du même cycle :
„ . Eftemps où le système est en état de marche sur un cycle]DA =
Ce qui est aussi équivalent à :
Eftemps où le système n'est pas en état de marche sur un cycle]
Pour chaque cycle de réapprovisionnement, le système n'est pas disponible pendant le
remplacement préventif, pendant les remplacements à la panne et durant l'arrêt du système
pour pénurie de pièces de rechange. Le temps moyen d'indisponibilité est alors la somme
de la durée d'un remplacement préventif (Tp), de la durée des remplacements à la panne et
du temps d'inactivité occasionnée par une pénurie de pièces de rechange (Ta).
Durée du remplacement préventif.
Un remplacement préventif de durée Tp est réalisé par cycle.
Durée totale des remplacements correctifs ou remplacements à la panne.
Le niveau du stock au début de chaque cycle est, en moyenne, à E[a] + Q. Il est à E[a] à la
fin du cycle. On en déduit donc, qu'en moyenne, Q remplacements correctifs sont
effectués par cycle. Ce même résultat peut être obtenu en considérant l'intervalle de temps
de longueur Tm qui sépare deux instants de commande consécutifs. Le niveau du stock
passe de (Q + s) à s, ce qui signifie que Q pièces de rechange sont utilisées pour les
remplacements à la panne. La durée totale des remplacements correctifs est alors égale à
Q • Tc avec :
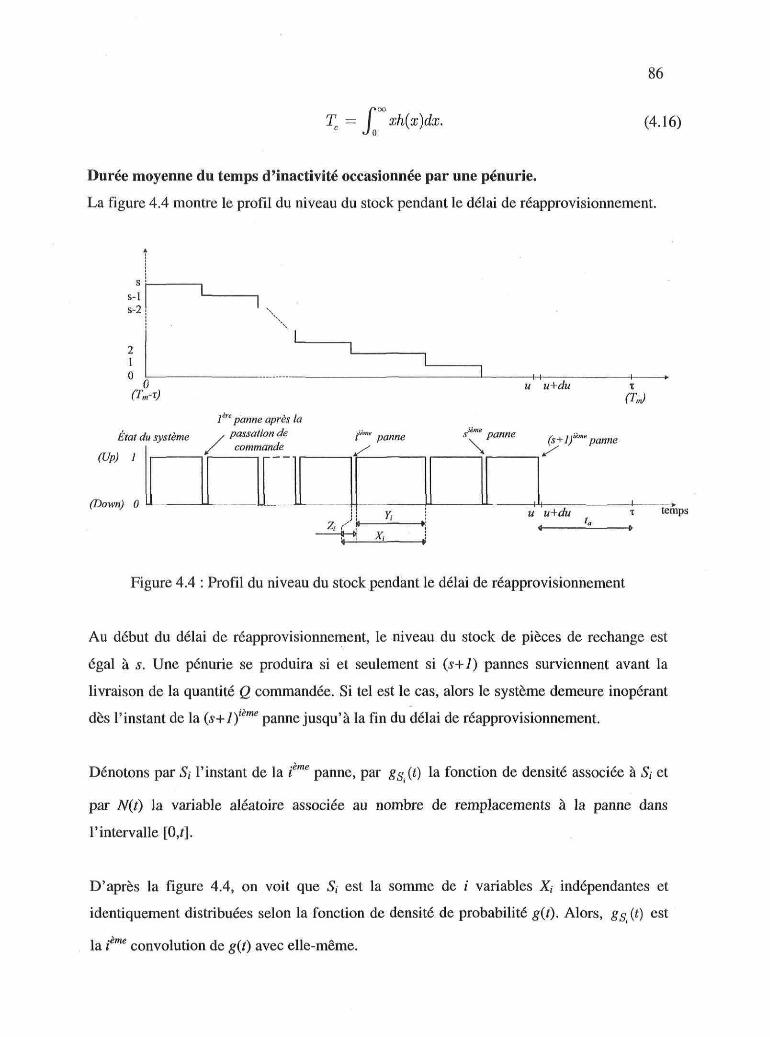
T = / xh(x)dx.
86
(4.16)
Durée moyenne du temps d'inactivité occasionnée par une pénurie.
La figure 4.4 montre le profil du niveau du stock pendant le délai de réapprovisionnement.
s |s-1s-2
u u+du
lére panne après la
État du système / passation dey commande
(UP) 1
fme panne
(Down) 0
s"""' panne (s+J) panne(
'4—-
u u+du temps
Figure 4.4 : Profil du niveau du stock pendant le délai de réapprovisionnement
Au début du délai de réapprovisionnement, le niveau du stock de pièces de rechange est
égal à s. Une pénurie se produira si et seulement si (s+1) pannes surviennent avant la
livraison de la quantité Q commandée. Si tel est le cas, alors le système demeure inopérant
dès l'instant de la (s+l)'ème panne jusqu'à la fin du délai de réapprovisionnement.
Dénotons par S, l'instant de la ieme panne, par gg.(t) la fonction de densité associée à S, et
par Af(/) la variable aléatoire associée au nombre de remplacements à la panne dans
l'intervalle [0,t].
D'après la figure 4.4, on voit que S, est la somme de i variables X, indépendantes et
identiquement distribuées selon la fonction de densité de probabilité g(t). Alors, gsfi) est
la ième convolution de g(t) avec elle-même.

87
8sM) = (8*8* * g * g)(t) = gii](t) (4.17)
avec g(t) = (f*h)(t).
Selon la figure 4.4, l'expression du temps d'inactivité dû à la pénurie vaut :
r — u ; 0 < w < r
0 ; ailleurs
ainsi,
Ta = E[ta) = f "(r - u)gSau(u)du (4.18)
Expression explicite de Z?[a].
Le niveau du stock aj à la fin du cycle j vaut (s — i) si et seulement si i (0 < i < s)
pannes se sont produites durant le délai de réapprovisionnement. Le niveau moyen du stock
est alors donné par :
E[a) = g (a - i) • P[N(TJ - N(Tm - r) = i]t=0
Puisque le composant installé au début du délai de réapprovisionnement est neuf et que
tous les autres remplacements se font avec des composants neufs, on a :
P[N(Tm ) - N(Tm - r ) = n] = P[N(r) = n) (4.19)
La probabilité d'avoir exactement n pannes (remplacements) durant l'intervalle [0,r] est
donnée par :
P[N(r) = n] = G(n)(r) - G{n+l)(r) (4.20)alors :
S
'">) (4.21)

Finalement, en utilisant les relations (4.11), (4.12), (4.16), (4.18) et (4.21), on obtient
l'expression de la disponibilité stationnaire.
SA(s,Q) = l-Tp+Q-Tc+Ta
Tm
où Tc = J°° xh(x)dxTa = f (T - u)gStJu)du
D'un point de vue pratique, il est possible de dériver des équations (4.19) et (4.20), les
probabilités de surplus et de pénurie durant le délai de réapprovisionnement sans avoir
recours à une distribution a priori de la demande pendant le délai de réapprovisionnement
tel que suggéré par Proschan dans [145].
Les probabilités de surplus et de pénurie durant le délai de réapprovisionnement.
Dans la littérature publiée sur la gestion des stocks, les probabilités de pénurie et de surplus
sont généralement calculées à partir de la fonction de densité de probabilité associée à la
demande pendant le réapprovisionnement. Cette fonction de densité est estimée à partir
d'un historique de la demande et est habituellement supposée normale. Ceci est peut être
vrai pour la gestion des stocks de produits de consommation courante mais difficile à
satisfaire pour des pièces de rechange dont la consommation est faible. D'ailleurs, Silver et
Peterson [168] recommandent la loi normale pour des articles dont la demande moyenne
pendant le réapprovisionnement est supérieure à 10 unités, ce qui est rarement le cas pour
des pièces de rechange. De plus, l'on remarquera que pour le système que nous considérons
dans notre étude, chaque demande de pièce pendant le délai de réapprovisionnement est
déclenchée par une panne. Aussi, est-il judicieux d'établir les expressions des probabilités
de pénuries et de surplus à partir de la loi de dégradation du système. Pour cela nous
utiliserons des résultats connus de la théorie du renouvellement.

89
La pénurie se produit lorsque le nombre de pannes pendant le délai de réapprovisionnement
excède s. L'expression de la probabilité de pénurie <b(s) est donc donnée par :
(4.22)
La probabilité d'avoir un surplus est donnée par : 3>(s) = 1 — <I?(s).
c) Le coût total moyen de gestion par unité de temps B
Le coût total moyen de gestion par unité de temps est la somme du coût moyen des actions
de maintenance par unité de temps CTM et du coût moyen de gestion du stock par unité de
temps CTj.
(4.23)
Le coût moyen des actions de maintenance par unité de temps CTM-
Durant chaque cycle de réapprovisionnement, un remplacement préventif et Q
remplacements à la panne sont effectués. D'où :
Le coût moyen de gestion du stock par unité de temps Cï'i.
Ce coût englobe le coût de passation de commande, le coût de stockage et le coût de
pénurie.
Pour un cycle moyen de réapprovisionnement, les coûts de gestion s'établissent comme
suit :
Le coût de passation d'une commande
Un coût fixe A est encouru pour la passation d'une commande par cycle.
Le coût de stockage
La quantité [ Q + E[a]} de pièces de rechange est stockée pendant toute la durée Tp du
remplacement préventif.

90
Un autre coût de stockage est généré sur l'intervalle [Tp ;Tm]. C'est le coût encouru pour
avoir un niveau de stock I(t) à chaque instant. La Figure 4.5 montre l'évolution du niveau
du stock I(t) dans l'intervalle [Tp ;Tm].
Q+E[a]
I(t)=Q+B\a\ - M(t)
Niveau du stockà l'instant t
Nombre de renouvellements à lapanne jusqu'à l'instant t
Figure 4.5 : Variation du stock de PdR durant un cycle de réapprovisionnement
L'expression du coût de stockage Cs par unité de temps durant un cycle de
réapprovisionnement de longueur Tm est donnée par :
m p
h
T Tm p
(4.24)
Alors, l'expression du coût moyen de gestion du stock par unité de temps CTi est donnée
par :
CTt = •£- + h • [E[a] + Q) • (1 + Tp) -p)m p
M(t)dt
Le coût moyen de pénurie
Chaque fois qu'une pénurie survient, une pénalité proportionnelle à la durée d'inactivité est
encourue. Le coût moyen de pénurie par unité de temps vaut alors : nTa / Tm.

91
L'expression du coût total moyen de gestion par unité de temps B est donnée par :
_7rT£_+CP+Q-Cc ( 4 2 5 )
Les variables de décision qui définissent la stratégie proposée sont obtenues en résolvant le
programme mathématique (PQ) suivant :
Tp+Q-Tc+TaMaximiser SA(s, Q) = 1
m
m
Sujet à :
m
Tm>r; s > 0; Q > s.
Résultats numériques
Due à la complexité de l'expression de M{i), il est difficile de résoudre (PQ) analytiquement.
Une procédure d'énumération à deux dimensions est développée pour déterminer s* et Q*.
À chaque itération, la valeur de M(t) est calculée en utilisant l'algorithme de calcul du
produit de convolution élaboré par Cléroux et McConalogue [42] et amélioré par Aït-Kadi
etChelbi[3].
Les calculs numériques sont effectués en considérant une distribution Gamma (a, X) pour
les durées de vie et une distribution exponentielle de moyenne XlpL pour les durées de
remplacement. Alors, on a Tc = 1 / \i.
Les résultats numériques obtenus pour des valeurs de paramètres arbitrairement choisis sont
consignés dans le tableau 4.1 et le tableau 4.2. En outre, Cp = 10$ et Cc= 50$.
Le ratio p=SA(T*)/SAco est calculé pour chaque instance considérée. La disponibilité
maximale qu'on peut atteindre SA"0 est déterminée en résolvant Po sans la contrainte de
budget. Le ratio p (0 < p < 1) exprime de combien la disponibilité optimale obtenue pour
une instance donnée est proche de la disponibilité maximale.
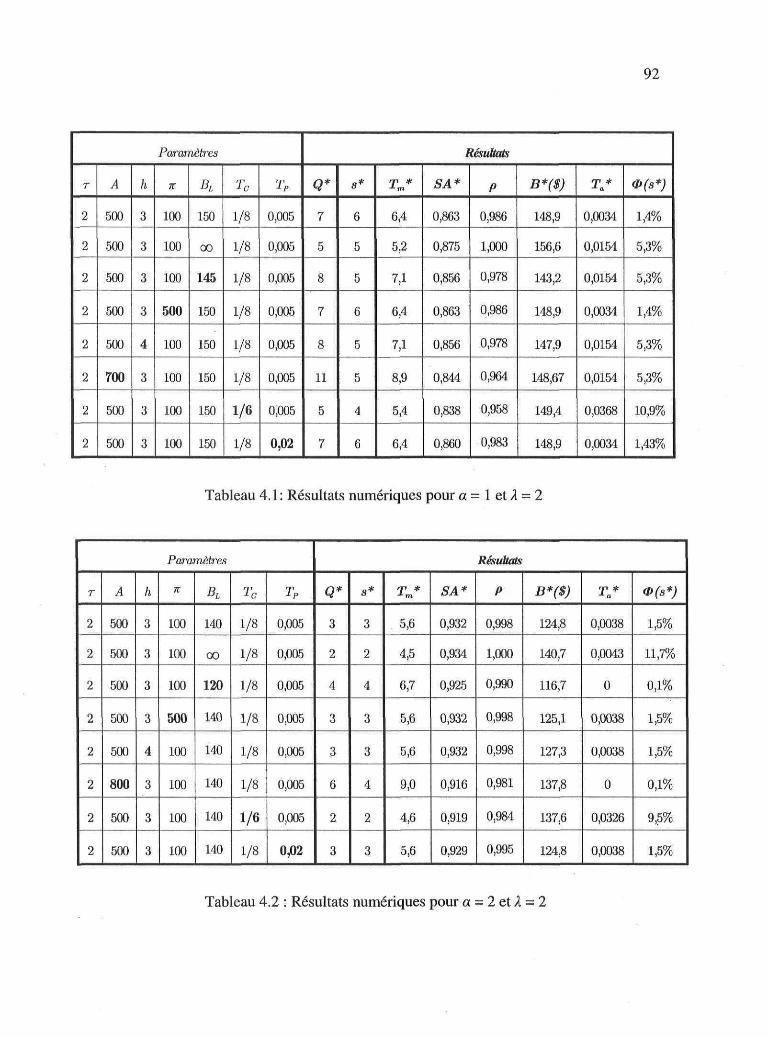
92
Paramètres
T
2
2
2
2
2
2
2
2
500
500
500
500
500
700
500
500
h
3
3
3
3
4
3
3
3
K
100
100
100
500
100
100
100
100
BL
150
00
145
150
150
150
150
150
Tc
1/8
1/8
1/8
1/8
1/8
1/8
1/6
1/8
TP
0,005
0,005
0,005
0,005
0,005
0,005
0,005
0,02
Résultats
Q*
7
5
8
7
8
11
5
7
s*
6
5
5
6
5
5
4
6
Tm*
6,4
5,2
7,1
6,4
7,1
8,9
5,4
6,4
SA*
0,863
0,875
0,856
0,863
0,856
0,844
0,838
0,860
P
0,986
1,000
0,978
0,986
0,978
0,964
0,958
0,983
B*($)
148,9
156,6
143,2
148,9
147,9
148,67
149,4
148,9
T *
0,0034
0,0154
0,0154
0,0034
0,0154
0,0154
0,0368
0,0034
0>(s*)
1,4%
5,3%
5,3%
1,4%
5,3%
5,3%
10,9%
1,43%
Tableau 4.1 : Résultats numériques pour a = 1 et X = 2
Paramètres
T
2
2
2
2
2
2
2
2
A
500
500
500
500
500
800
500
500
h
3
3
3
3
4
3
3
3
n
100
100
100
500
100
100
100
100
BL
140
00
120
140
140
140
140
140
Tc
1/8
1/8
1/8
1/8
1/8
1/8
1/6
1/8
TP
0,005
0,005
0,005
0,005
0,005
0,005
0,005
0,02
Résultats
Q*
3
2
4
3
3
6
2
3
s*
3
2
4
3
3
4
2
3
Tm*
5,6
4,5
6,7
5,6
5,6
9,0
4,6
5,6
SA*
0,932
0,934
0,925
0,932
0,932
0,916
0,919
0,929
P
0,998
1,000
0,990
0,998
0,998
0,981
0,984
0,995
B*($)
124,8
140,7
116,7
125,1
127,3
137,8
137,6
124,8
T*
0,0038
0,0043
0
0,0038
0,0038
0
0,0326
0,0038
0(s*)
1,5%
11,7%
0,1%
1,5%
1,5%
0,1%
9,5%
1,5%
Tableau 4.2 : Résultats numériques pour a = 2 et X = 2
93
Selon les résultats numériques obtenus, les conclusions préliminaires suivantes peuvent être
tirées. L'amélioration de la disponibilité est possible par l'accroissement du budget
disponible. Lorsque le budget augmente, le point de commande baisse puisqu'il devient
possible d'assumer les risques liés à la pénurie et la fréquence des commandes augmente
puisqu'il est aussi possible de supporter les coûts de commande. Cependant, l'amélioration
de la disponibilité se limite à la borne maximale de disponibilité réalisable SA00. Ainsi, il
n'est plus judicieux d'accroître le budget lorsque SAX est atteinte. Par contre, des
investissements en formation du personnel et en organisation des opérations peuvent se
traduire par une réduction des temps de remplacement qui, comme l'indiquent les résultats
numériques, ont une grande influence sur la disponibilité.
On remarquera aussi que l'augmentation des coûts de commande ou de stockage entraîne la
réduction de la part du budget consacrée aux opérations de maintenance. Alors, le modèle
allonge la période de remplacement préventif (réapprovisionnement) afin de réduire le coût
total moyen de maintenance par unité de temps.
Toutes ces remarques sont en accord avec les résultats connus de la gestion des stocks et
montrent que le modèle proposé permet d'obtenir des résultats valides. Une simulation du
modèle est en cours de réalisation et permettra d'établir la précision des résultats obtenus.
Le modèle proposé considère que le système demeure inactif lorsqu'une pénurie se produit.
Deux extensions du présent modèle sont envisagées pour tenir compte qu'en pratique, il
arrive qu'une commande d'urgence soit passée ou qu'un stock de sécurité soit prévu. Pour
ce faire, nous aurons recours aux résultats des modèles, avec commande d'urgence et stock
de sécurité pour la maximisation de la disponibilité dans le cas où le délai de
réapprovisionnement est négligeable [57;58], que nous avons déjà développés.
Les modèles conjoints proposés dans la littérature se sont révélés particulièrement
intéressants. Pour certaines stratégies de maintenance, la modélisation et la détermination
conjointe des paramètres de gestion des actions de maintenance et des stocks de pièces de
rechange peuvent devenir complexes. Pour ces cas particuliers, la simulation constitue une
alternative intéressante. Les travaux menés par Jamali et al. [106] confirment la flexibilité
de la simulation en tant qu'outil d'analyse et d'aide à la décision dans le cas où les
simulations sont effectuées selon des plans d'expérience rigoureusement élaborés. L'écart
94
entre les résultats obtenus par la simulation et ceux obtenus à partir d'un modèle analytique
est très faible voire nul pour les stratégies de base de type bloc (BRP) ou âge (ARP). Kabir
et Al-Olayan [109] proposent un modèle où l'équipement est remplacé à la panne ou après
T unités de temps sans panne. Le coût total moyen englobe les coûts de maintenance et de
gestion des stocks d'équipements de rechange gérés selon une politique du type (s,S). Le
triplet (T,s,S) qui minimise le coût total moyen est obtenu par simulation.
Plusieurs logiciels de simulation sont actuellement offerts sur le marché (ARENA,
PROMODEL, SIMUL, RAO, etc). Ces logiciels n'étant pas toujours conçus
spécifiquement pour évaluer des stratégies de maintenance, ils exigent parfois un certain
temps pour l'apprentissage et la maîtrise des différentes fonctionnalités qu'ils offrent.
Les différents modèles présentés dans ce chapitre permettent de tenir compte des actions de
maintenance dans la gestion des stocks de pièces de rechange. Cette gestion conjointe
permet de réaliser des économies substantielles. Il faut toutefois noter que ces modèles
considèrent que les remplacements sont effectués avec des composants neufs.
Qu'adviendrait-il si des composants reconditionnés d'un certain âge et de moindre coût
étaient utilisés? Ces composants reconditionnés peuvent provenir de fournisseurs externes
ou du reconditionnement des composants retirés lors des actions de maintenance préventive
ou de la réparation des composants remplacés à la panne. Le chapitre qui suit traitera du
recours aux pièces reconditionnées et de leurs impacts sur les politiques de maintenance et
de gestion des stocks.
Chapitre 5
Impacts des pièces reconditionnées
Ce chapitre est consacré aux impacts du recours aux pièces de rechange reconditionnées sur
les stratégies de maintenance et sur la gestion des stocks. Hormis les gains
environnementaux et écologiques, l'utilisation de produits valorisés procure surtout des
avantages économiques. Les pièces de rechange récupérées par démontage d'un
équipement inutilisé sont beaucoup moins chères que les pièces neuves ou les pièces qui
auraient été réparées [79]. Il est toutefois important de mentionner que les pièces
reconditionnées ne sont pas toujours disponibles, ni en quantité ni en qualité désirées. Ce
qui limite, dans certains cas, leur usage systématique comme pièces de rechange. Par
ailleurs, du fait que la fiabilité de ces composants reconditionnés est inférieure à la fiabilité
d'un composant neuf, le nombre de défaillances du système utilisant ces composantes est
plus élevé. Une analyse économique fine s'impose, alors, pour décider de recourir ou non
aux composants reconditionnés.
La première section de ce chapitre traitera de l'impact des pièces reconditionnées sur les
stratégies de maintenance alors que la seconde section abordera l'impact des pièces
reconditionnées sur la gestion des stocks.

96
5.1. Impacts des pièces reconditionnées sur les stratégies demaintenance.Que gagne-t-on et que perd-t-on à utiliser des pièces usagées plutôt que des pièces neuves
pour procéder aux remplacements préventifs et correctifs? S'il y a un avantage à utiliser des
pièces de rechange, quelles devraient être les conditions « gagnantes » de leur utilisation?
L'avantage principal de l'utilisation des pièces reconditionnées réside dans leur modique
coût d'acquisition. En effet, les équipements usagés ou inutilisés, desquels sont obtenues
les pièces de rechange, sont acquis à bas prix. De plus, le processus de reconditionnement
de ces pièces peut se ramener à des opérations de nettoyage, de test et d'emballage.
Fleischmann et al. [79] rapportent que les pièces de rechange récupérées coûtent jusqu'à
80% de moins que les pièces neuves. Il faut évidemment s'assurer, lors de l'achat de
composants reconditionnés, de leur qualité et de leur fiabilité. En général, les vendeurs
offrent des garanties de bon fonctionnement des pièces de rechange reconditionnées.
L'âge d'un composant reconditionné est une caractéristique importante à prendre en
considération lors de l'acquisition des pièces car il a un impact direct sur le nombre de
défaillances accidentelles dont les coûts sont généralement très élevés.
5.1.1. Détermination de l'âge des pièces reconditionnées à utiliser.
Un composant d'âge x est un composant qui a fonctionné sans défaillance durant x unités
de temps. Si/(0 désigne la fonction de densité associée aux durées de vie d'un composant
neuf (c.à.d d'âge nul) alors, la fonction de densité fx{t) associée aux durées de vie d'un
composant d'âge x est donnée par :
La fiabilité Rx(t) de ce composant d'âge x est donnée par
Ce qui donne finalement:
R (t) = R(x + $
R{x)

97
Pour un composant à taux de panne non-décroissant : Rx(t) < R(t), Va; > 0; Vi > 0.
Pour un tel composant, on dit que sa fonction de distribution F est NBU (new better than
used) [16;30].
De même, il est possible de montrer que si le composant est à taux de panne non-
décroissant, alors sa durée de vie résiduelle moyenne diminue avec l'âge En outre, on peut
déterminer le nombre moyen MU(T) de remplacements à la panne par des composants
usagés dans un intervalle [0,7].
Si à chaque panne, le remplacement est fait par un composant d'âge x et si le composant
d'origine (celui qui est mis en opération à l'origine) est aussi usagé d'âge x à l'instant de sa
mise en opération, alors :
() () (5.3)
où MX(T) satisfait l'équation de renouvellement :
Par ailleurs,
n=l
d'où:
(5.4)n=l
où Fx(n)(T)est la nième convolution de FX(T) avec elle-même.
Si le composant mis en opération à l'origine est neuf et que seuls les composants utilisés
pour les remplacements sont d'âge x alors, l'expression de MU(T) devient :
r= / [ l + M,(T - y)] • f(y)dy (5.5)

98
a) Modèle de décision basé sur les caractéristiques de fiabilité
Si pour une mission de durée T, le seuil de fiabilité requis est égal à RL, alors l'âge x des
pièces de rechange reconditionnées à acheter doit être tel que :
RX(T) > RL (5.6)
où RX(T) est la fiabilité d'un composant d'âge x pour une mission de durée T.
Il suffit alors de trouver x tel que :
mî±rL>R(x) -
Si la détermination de l'âge x du composant reconditionné à acheter est basée sur sa durée
de vie résiduelle moyenne MRT alors, l'âge x des composants à approvisionner doit
satisfaire l'inégalité suivante :
/ R(t)dtJ X
R(x)> MRT
b) Modèle de décision économique
Étant moins fiables, les composants reconditionnés tomberaient plus souvent en panne à
une fréquence croissante avec leur âge. Il faut alors déterminer le point d'équilibre entre le
gain réalisé à l'achat et les coûts de réparation.
Considérons un équipement exploité sur un horizon de longueur T (T>0). Soit CTf^T) le
coût total des remplacements par des pièces neuves et CTRÇT) le coût total des
remplacements par des pièces reconditionnées sur l'horizon d'exploitation T. Chaque pièce
neuve coûte C. Chaque pièce usagée d'âge x coûte (C — Cmiu) • e~bx +Cminoù b est un
paramètre qui traduit le taux de dépréciation du coût d'achat en fonction de l'âge x, Cmin
étant le coût minimum d'achat des pièces reconditionnées. Les remplacements sont
effectués à un coût unitaire CR. Déterminons l'âge optimal des pièces reconditionnées, de
sorte que le coût total de remplacement par des pièces usagées soit au plus égal au coût
total de remplacement par des pièces neuves au terme de la période d'exploitation. Dans les
deux cas, le composant d'origine est neuf.
Remplacementsavec pièces neuves
fRemplacements
avec pièces usagées
99
panne
CTR{T) = \{C + CmJ • CR\- MU(T)
II s'agit de déterminer la valeur de x telle que
CTR(T) < CTN(T)
Pour tout T tel que MU(T) > 0, cette inégalité devient :
(5.7)
En utilisant la relation (5.5) et en posant :
= (C + Crain)-e-te+Cmin+Cf i-(C + (7JM(T)
Mx(T-y))-f(y)dy
L'âge x est obtenu en résolvant l'inéquation (5.8).
0 (5.8)

(0.5T + 0.25e~2T - 0.25) • (x2 + 4x + 4)
100
À cause de l'expression de M(t), il est difficile de résoudre analytiquement l'équation (5.8).
Il faut alors recourir à des procédures numériques pour résoudre cette équation dans le cas
d'une distribution quelconque de durées de vie.
Pour illustrer l'utilisation de ce modèle, considérons un équipement exploité sur un horizon
de 15 ans (r=15) avec les caractéristiques suivantes : C=350$, 6=0,3, C«=100$, Cmjn=50$
et /(£) = te~l (Gamma d'ordre 2 avec À = 1). Pour ce cas particulier, on a :
M(T) = 0.5T + 0.25e"2r - 0.25
(x+2)T
HA (T\ — ~X " ^ X -~*- + {X
En résolvant l'équation ip(x) = 0, on obtient le seuil d'indifférence XL entre le
remplacement par des composants neufs et le remplacement par des composants usagés
d'âge JC.
Pour le cas particulier traité, le seuil d'indifférence XL vaut 1,23 année. Il est donc profitable
d'utiliser, pour les remplacements à la panne, des pièces reconditionnées dont l'âge est
supérieur à 1,23 année.
La représentation graphique de la fonction <p{x) est présentée à la figure 5.1. Le gain
maximum est atteint en utilisant des équipements usagés d'âge x*=7,53 années.
S'il existe un intervalle où <p(x) est une fonction négative et convexe, alors il existe un âge
optimal JC* unique et fini qui maximise le gain que procure le remplacement par des
composants usagés, x* est solution de l'équation :
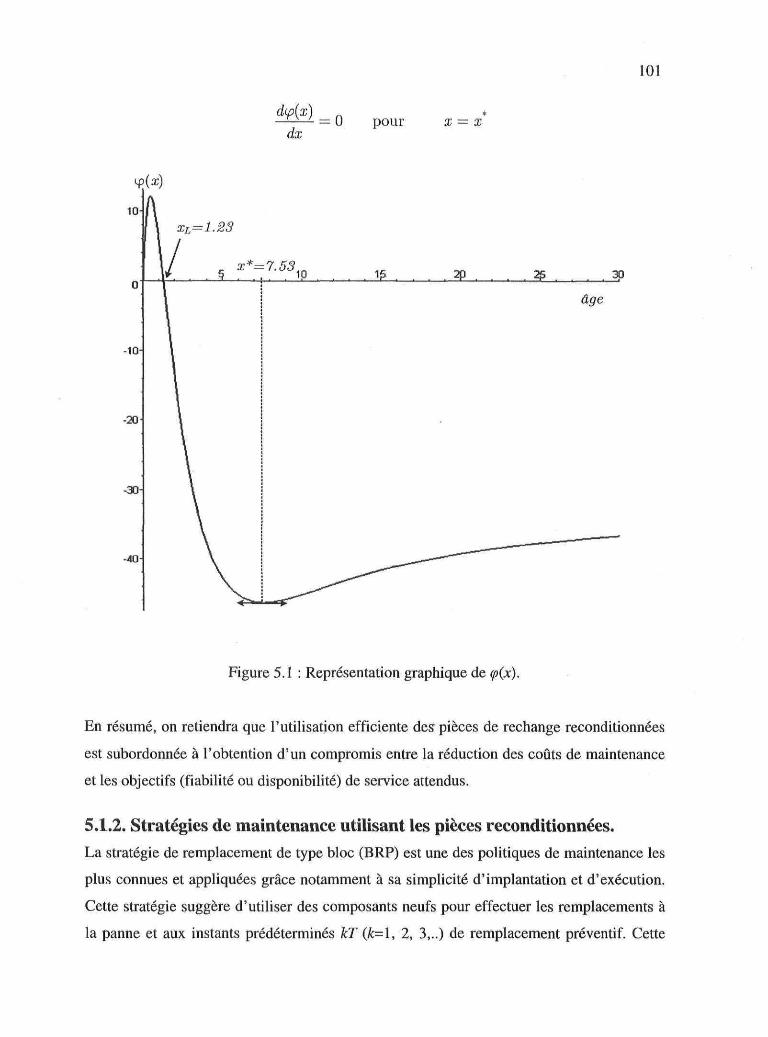
101
d<p(x)
dx0 pour x = x
. s x*=7-5Sw
-4U
Figure 5.1 : Représentation graphique de (p(x).
En résumé, on retiendra que l'utilisation efficiente des pièces de rechange reconditionnées
est subordonnée à l'obtention d'un compromis entre la réduction des coûts de maintenance
et les objectifs (fiabilité ou disponibilité) de service attendus.
5.1.2. Stratégies de maintenance utilisant les pièces reconditionnées.La stratégie de remplacement de type bloc (BRP) est une des politiques de maintenance les
plus connues et appliquées grâce notamment à sa simplicité d'implantation et d'exécution.
Cette stratégie suggère d'utiliser des composants neufs pour effectuer les remplacements à
la panne et aux instants prédéterminés kT (k=l, 2, 3,..) de remplacement préventif. Cette
102
stratégie ne requiert pas un suivi détaillé de l'historique des réparations [174]. Cependant,
elle peut engendrer, dans certains cas, du gaspillage de ressources puisque des
remplacements préventifs peuvent être effectués peu de temps après un remplacement à la
panne alors que le composant en opération est quasiment neuf. Plusieurs stratégies ont alors
été élaborées pour permettre de réutiliser les composants retirés durant la maintenance
préventive ou de recourir à des pièces reconditionnées pour effectuer les remplacements à
la panne. Ces stratégies peuvent être regroupées en trois classes. La première classe
regroupe les stratégies utilisant la réparation minimale à la panne [15;48]. La deuxième
regroupe les stratégies qui ont recours aux pièces usagées pour effectuer les remplacements
à la panne [4;6;137;173]. La troisième classe regroupe les stratégies de maintenance qui
combinent la réparation minimale et l'utilisation des pièces usagées.
Bhat [21] suggère de remplacer tout composant qui tombe en panne par un composant
usagé. Tango [173; 174] divise le cycle de remplacement préventif de longueur T en deux
intervalles : [(k-l)T, kT-8) et [kT-8, kT). Il procède ensuite à des remplacements par des
pièces neuves aux instants kT et dans l'intervalle [(k-l)T, kT - 8). Les remplacements par
pièces usagées d'âge T n'ont lieu que si des pannes se produisent dans le deuxième
intervalle. Cette stratégie évite d'avoir à remplacer préventivement des composants qui sont
âgés de moins de S. Plutôt que de se limiter à n'utiliser que des pièces usagées d'âge T
comme Tango, Murthy et Nguyen [137] proposent un modèle qui utilise toutes les pièces
usagées retirées lors des remplacements préventifs pour effectuer les remplacements à la
panne. Aït-Kadi et Cléroux [4] divisent le cycle de remplacement de longueur T en trois
intervalles Ii=[(Jfc-l)T, kTSi), h=[kT-8u kT-82) et h=[kT-82, kT) avec Si < 52. Pour les
pannes se produisant dans Ii, le remplacement se fait avec du neuf. Des remplacements par
pièces usagées sont effectués pour les pannes survenant dans I2. Si une panne intervient
dans I3, alors aucun remplacement n'est effectué et le système demeure inactif jusqu'au
remplacement préventif suivant. Nakagawa [139; 140] introduit un modèle qui combine la
réparation minimale et l'utilisation des pièces usagées. Dans la même tendance, Aït-Kadi et
al. [2] proposent la stratégie suivante :
(i) le remplacement préventif est effectué avec des composants neufs aux instants kT;
(ii) à la panne, le coût d'une réparation minimale est évalué.
103
a. si ce coût est inférieur à un seuil prédéterminé, alors la réparation
minimale est effectuée.
b. sinon, le remplacement est effectué avec une pièce usagée d'âge T.
D'après les stratégies de remplacements examinées, le recours aux pièces reconditionnées
permet de réduire, de façon effective, le coût total moyen encouru pour effectuer les
remplacements préventifs et à la panne. Des gains en disponibilité sont aussi rapportés. À la
section 5.2, on abordera le processus de gestion des pièces reconditionnées provenant
d'activités de récupération et de cannibalisation.
5.2. Impact des pièces reconditionnées sur la gestion des stocksQue ce soit pour l'entreprise manufacturière qui acquiert des équipements usagés à des fins
de cannibalisation ou pour l'entreprise de récupération qui démonte les composants et les
revend comme pièces de rechange reconditionnées, les retours des équipements sont, pour
la plupart, aléatoires et indépendants de la demande et se rajoutent au mode
d'approvisionnement classique. Dans le mode classique de fonctionnement d'un magasin
de stockage, les clients placent des demandes qui sont satisfaites ou non à même les stocks
disponibles (figure 5.2). Le magasin passe ses commandes à ses fournisseurs et est livré à
l'expiration du délai d'approvisionnement. Dans le mode de fonctionnement avec boucle de
retour, les arrivées aléatoires d'articles reconditionnés s'ajoutent aux quantités reçues des
fournisseurs (figure 5.3). Le problème qui se pose alors est celui de la détermination de la
quantité à commander aux fournisseurs en tenant compte des quantités pouvant provenir de
la récupération.
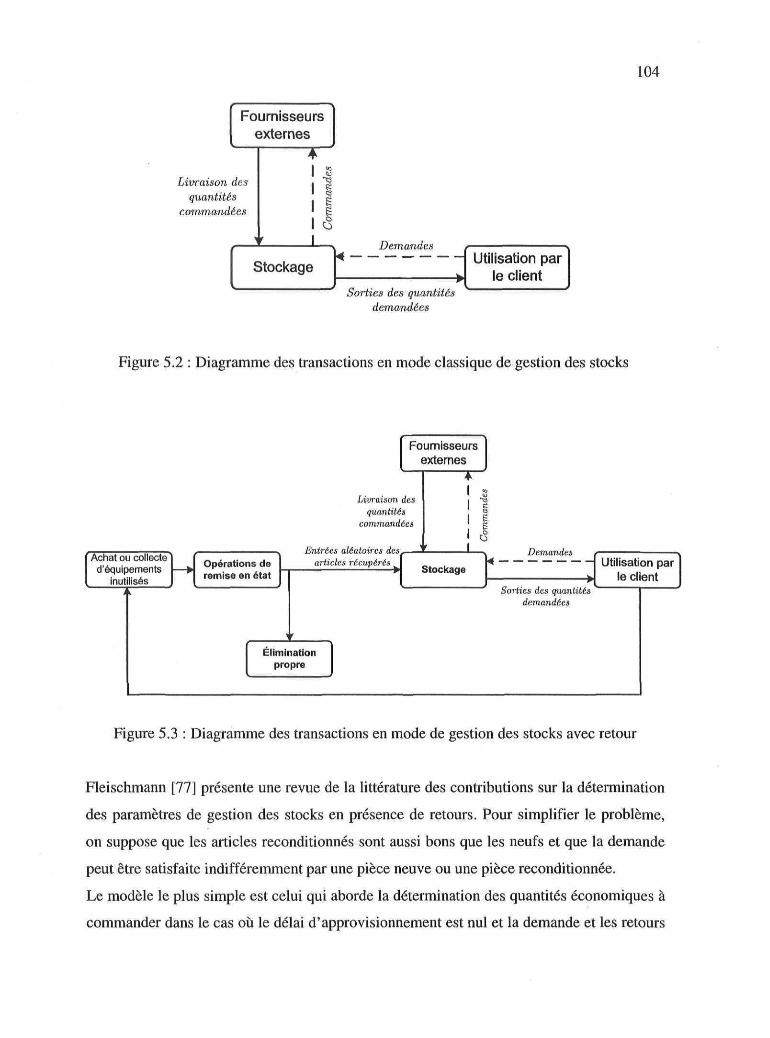
104
Fournisseursexternes
Livraison desquantités
commandées
>
Com
mandes
Stockage
Demandes
Sorties des quantitésdemandées
Utilisation parle client
Figure 5.2 : Diagramme des transactions en mode classique de gestion des stocks
Fournisseursexternes
Livraison desquantités
commandées
Achat ou collected'équipements
inutilisés
Opérations deremise en état
Entrées aléatoires desarticles récupérés
Stockage
Demandes
Sorties des quantitésdemandées
Utilisation parle client
Éliminationpropre
Figure 5.3 : Diagramme des transactions en mode de gestion des stocks avec retour
Fleischmann [77] présente une revue de la littérature des contributions sur la détermination
des paramètres de gestion des stocks en présence de retours. Pour simplifier le problème,
on suppose que les articles reconditionnés sont aussi bons que les neufs et que la demande
peut être satisfaite indifféremment par une pièce neuve ou une pièce reconditionnée.
Le modèle le plus simple est celui qui aborde la détermination des quantités économiques à
commander dans le cas où le délai d'approvisionnement est nul et la demande et les retours
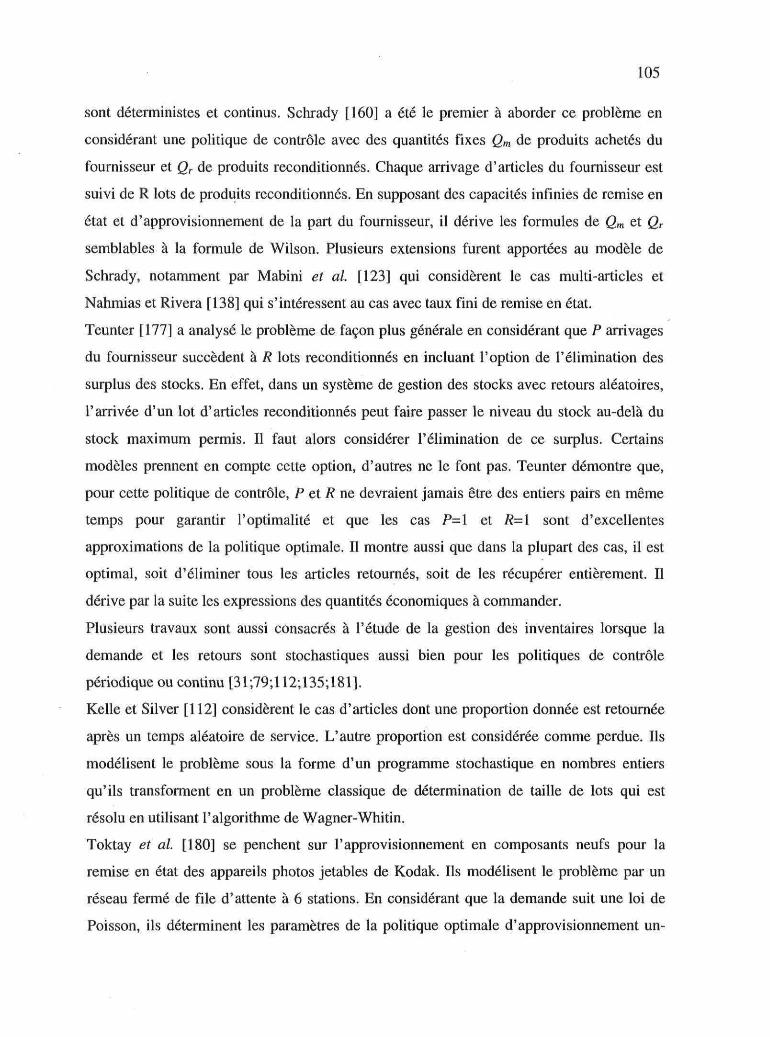
105
sont déterministes et continus. Schrady [160] a été le premier à aborder ce problème en
considérant une politique de contrôle avec des quantités fixes Qm de produits achetés du
fournisseur et Qr de produits reconditionnés. Chaque arrivage d'articles du fournisseur est
suivi de R lots de produits reconditionnés. En supposant des capacités infinies de remise en
état et d'approvisionnement de la part du fournisseur, il dérive les formules de Qm et Qr
semblables à la formule de Wilson. Plusieurs extensions furent apportées au modèle de
Schrady, notamment par Mabini et al. [123] qui considèrent le cas multi-articles et
Nahmias et Rivera [138] qui s'intéressent au cas avec taux fini de remise en état.
Teunter [177] a analysé le problème de façon plus générale en considérant que P arrivages
du fournisseur succèdent à R lots reconditionnés en incluant l'option de l'élimination des
surplus des stocks. En effet, dans un système de gestion des stocks avec retours aléatoires,
l'arrivée d'un lot d'articles reconditionnés peut faire passer le niveau du stock au-delà du
stock maximum permis. Il faut alors considérer l'élimination de ce surplus. Certains
modèles prennent en compte cette option, d'autres ne le font pas. Teunter démontre que,
pour cette politique de contrôle, P et R ne devraient jamais être des entiers pairs en même
temps pour garantir l'optimalité et que les cas P=\ et R=\ sont d'excellentes
approximations de la politique optimale. Il montre aussi que dans la plupart des cas, il est
optimal, soit d'éliminer tous les articles retournés, soit de les récupérer entièrement. Il
dérive par la suite les expressions des quantités économiques à commander.
Plusieurs travaux sont aussi consacrés à l'étude de la gestion des inventaires lorsque la
demande et les retours sont stochastiques aussi bien pour les politiques de contrôle
périodique ou continu [31;79;112;135;181].
Kelle et Silver [112] considèrent le cas d'articles dont une proportion donnée est retournée
après un temps aléatoire de service. L'autre proportion est considérée comme perdue. Ils
modélisent le problème sous la forme d'un programme stochastique en nombres entiers
qu'ils transforment en un problème classique de détermination de taille de lots qui est
résolu en utilisant l'algorithme de Wagner-Whitin.
Toktay et al. [180] se penchent sur l'approvisionnement en composants neufs pour la
remise en état des appareils photos jetables de Kodak. Ils modélisent le problème par un
réseau fermé de file d'attente à 6 stations. En considérant que la demande suit une loi de
Poisson, ils déterminent les paramètres de la politique optimale d'approvisionnement un-
106
pour-un (chaque fois qu'un article est demandé par les clients, un article est commandé au
fournisseur) qui minimise le coût total moyen d'approvisionnement, de stockage et de
pénurie.
Heyman [98] étudie un système d'inventaire à un article où le niveau du stock s'augmente
avec les articles retournés et décroît sous l'effet de la demande, et prend en considération
l'option de l'élimination. Il montre que le problème est équivalent à un système de file
d'attente avec un seul serveur. Lorsque la demande et le processus des retours suivent des
distributions Poisson, il détermine l'expression de la politique optimale de gestion à un seul
paramètre. Lorsque les distributions de demande et des retours sont générales, il propose
une approximation de la solution.
Muckstadt et Isaac [135] abordent un problème similaire au précédent en prenant en
compte les délais de ré-usinage supposés non négligeables. L'option d'élimination n'est
toutefois pas considérée. La demande et les retours sont unitaires suivant une loi de
Poisson. La politique de contrôle de l'approvisionnement auprès du fournisseur externe est
de type (s,Q) et les produits retournés sont récupérés (ré-usinés) aussitôt que possible. Une
loi normale est associée au stock net stationnaire pour déterminer les valeurs optimales de s
et Q. Muckstadt et Isaac se basent, par la suite, sur les résultats obtenus dans le cas unitaire
pour traiter un modèle à 2 échelons.
Van der Laan et al. [182] proposent une extension du modèle précédent reposant sur une
approximation de la demande nette durant le délai d'approvisionnement pour déterminer les
valeurs optimales de s et Q. Ils proposent aussi une extension pour inclure l'option de
l'élimination.
Fleischmann et Kuik [78] utilisent des résultats généraux des processus Markoviens pour
établir l'optimalité de la politique de type (s,S) lorsqu'il s'agit de minimiser le coût total
moyen de gestion. Pour cela, ils montrent qu'il est possible de transformer le modèle avec
retours en son équivalent (s,S) traditionnel sans retours. Le principal avantage de cette
approche est qu'il devient possible de recourir aux algorithmes traditionnels de résolution
pour déterminer les paramètres de gestion (s,S).
Lorsque les retours et la demande suivent des processus de Poisson indépendants, en se
basant sur le même principe de transformation que précédemment, Fleischmann [77]
107
démontre l'optimalité de la politique de type (s,Q) pour minimiser le coût total moyen de
gestion.
Dans le cadre de cette thèse, nous présenterons les deux modèles que nous avons retenus
pour calculer les paramètres de gestion pour le cas d'étude des fauteuils roulants qui sera
examiné au chapitre 7. Les deux modèles sélectionnés sont ceux qui correspondent au
mieux à la problématique de remise en état des fauteuils roulants inutilisés à laquelle est
confrontée la RAMQ et ses centres de réadaptation. En effet, les centres de réadaptation
récupèrent les fauteuils roulants lorsqu'ils ne sont plus utilisés. Une certaine proportion dé
la flotte totale de fauteuil est donc retournée aux centres qui doivent procéder à diverses
opérations de remise en état avant de les mettre en stock et les réutiliser en même temps
que les fauteuils neufs pour satisfaire la demande. Lorsqu'il y a trop de fauteuils usagés en
stock, le surplus est envoyé vers d'autres destinations. S'il n'y a pas de fauteuil usagé en
stock pour répondre à une demande, un fauteuil neuf est alors acheté. La sélection des
modèles retenus est basée sur leur pertinence à résoudre le problème posé à la RAMQ, leur
robustesse et la simplicité de leur mise en œuvre, car la disponibilité de données fiables
n'est pas assurée. Finalement, nous avons retenu le modèle EOQ de Teunter [178] et le
modèle à un paramètre avec demande et retours poissonniens de Heyman [98].
5.2.1. Quantités économiques à commander pour un système d'inventaireavec retoursTeunter [177] traite de la détermination des quantités économiques à commander dans le
cas où le délai d'approvisionnement est nul, la demande et les retours sont déterministes et
continus. Il a analysé le problème de façon plus générale en considérant que P arrivages du
fournisseur succèdent à R lots reconditionnés. Il démontre que pour cette politique de
contrôle, P et R ne devraient jamais être des entiers pairs en même temps pour garantir
l'optimalité et que les cas P=\ et R=\ sont d'excellentes approximations de la politique
optimale. Les expressions de la quantité économique d'articles à reconditionner Qr et de la
quantité économique d'articles à acheter (ou produire) Qp sont dérivées pour chacune des
politiques (/>,!) et (\,R).
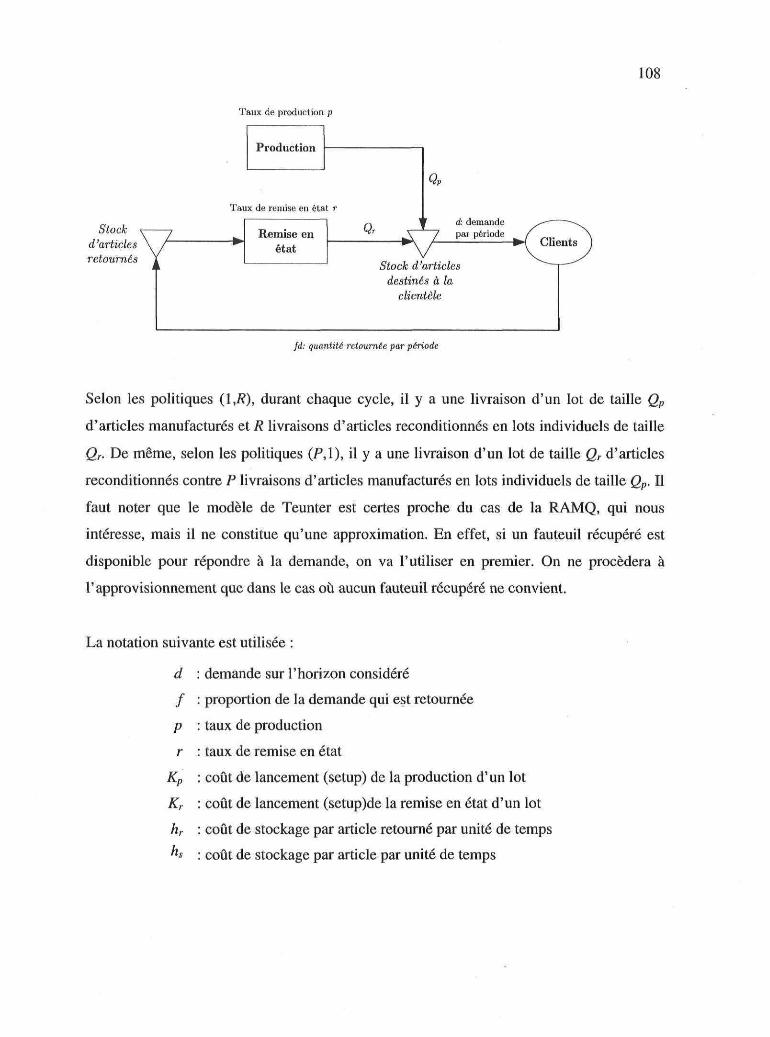
108
Taux de production p
Production
Stockd'articles \ rretournés
Taux de remise en état r
- • Remise enétat
Qr
Qp
à. demandepar période
Stock d'articlesdestinés à la
clientèle
Clients
fd: quantité retournée par période
Selon les politiques (l,R), durant chaque cycle, il y a une livraison d'un lot de taille Qp
d'articles manufacturés et R livraisons d'articles reconditionnés en lots individuels de taille
Qr. De même, selon les politiques (P,l), il y a une livraison d'un lot de taille Qr d'articles
reconditionnés contre P livraisons d'articles manufacturés en lots individuels de taille Qp. Il
faut noter que le modèle de Teunter est certes proche du cas de la RAMQ, qui nous
intéresse, mais il ne constitue qu'une approximation. En effet, si un fauteuil récupéré est
disponible pour répondre à la demande, on va l'utiliser en premier. On ne procédera à
l'approvisionnement que dans le cas où aucun fauteuil récupéré ne convient.
La notation suivante est utilisée :
Kr
demande sur l'horizon considéré
proportion de la demande qui est retournée
taux de production
taux de remise en état
coût de lancement (setup) de la production d'un lot
coût de lancement (setup)de la remise en état d'un lot
coût de stockage par article retourné par unité de temps
coût de stockage par article par unité de temps
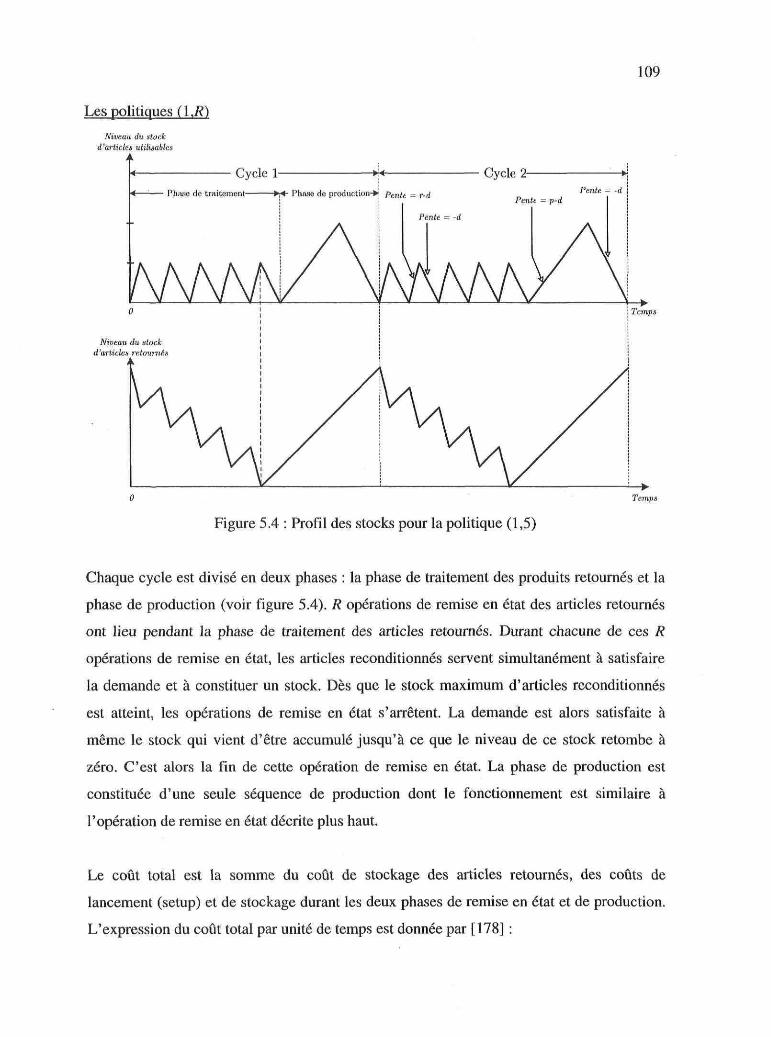
109
Les politiques (l,R)
Nivf.au du stockd'articles utilisables
Temps
Niveau du stockd'articles retourné.
Temps
Figure 5.4 : Profil des stocks pour la politique (1,5)
Chaque cycle est divisé en deux phases : la phase de traitement des produits retournés et la
phase de production (voir figure 5.4). R opérations de remise en état des articles retournés
ont lieu pendant la phase de traitement des articles retournés. Durant chacune de ces R
opérations de remise en état, les articles reconditionnés servent simultanément à satisfaire
la demande et à constituer un stock. Dès que le stock maximum d'articles reconditionnés
est atteint, les opérations de remise en état s'arrêtent. La demande est alors satisfaite à
même le stock qui vient d'être accumulé jusqu'à ce que le niveau de ce stock retombe à
zéro. C'est alors la fin de cette opération de remise en état. La phase de production est
constituée d'une seule séquence de production dont le fonctionnement est similaire à
l'opération de remise en état décrite plus haut.
Le coût total est la somme du coût de stockage des articles retournés, des coûts de
lancement (setup) et de stockage durant les deux phases de remise en état et de production.
L'expression du coût total par unité de temps est donnée par [178] :

110
Qr
d,
V
d(l--)Qr+Qf
Les quantités économiques optimales Q { ' et Qr sont solution du système
d'équations :
dCTihR)
= 0 pour Q^=Qr] et
dCT{1'R)
dQr
= 0 pour (£*) = Q'W et
Ce qui donne :
- /) 2/if.d (5.9)
avec
f Q?fi)
a - / ) Q:{I'R)
Si cette valeur de R^ n'est pas entière, alors on procède comme suit pour obtenir sa
valeur modifiée entière R(1'R) :
• soit R la valeur entière la plus proche de R{1'R) ;
• calculer R{l'R) tel que : R{1'R) = max {l, È] ;
• calculer le lot économique à produire modifié Q*p{l'R) telle que :
Pour^O, /ir=0 etp=oo, l'équation (5.9) redonne la formule de Wilson.
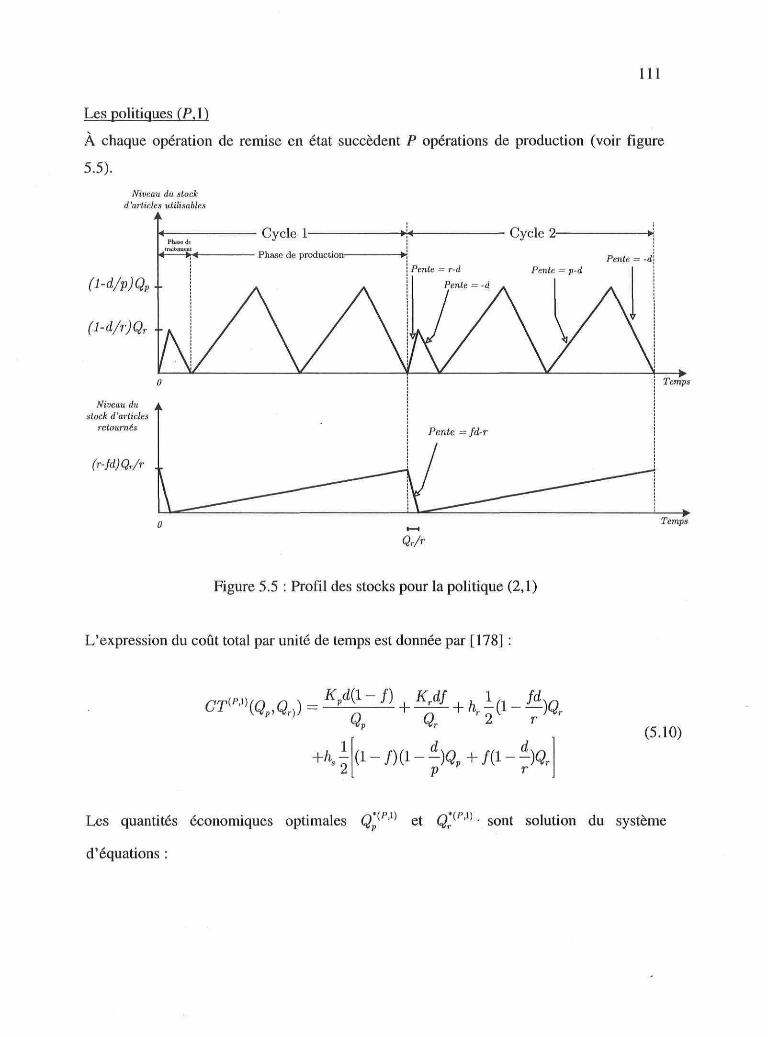
111
Les politiques (PA)
À chaque opération de remise en état succèdent P opérations de production (voir figure
5.5).
Niveau du stockd'articles utilisables
(l-d/p)Qp..
(l-d/r)Qr ..
Niveau dustock d'articles
retournés
(r-fd)Qr/r ..
Figure 5.5 : Profil des stocks pour la politique (2,1)
L'expression du coût total par unité de temps est donnée par [178] :
Q. Qr
P
(5.10)
Les quantités économiques optimales <5p(P1) et <5*(P1) • sont solution du système
d'équations :

ÔCT{p'l)
dQp
dCT{p'l)
dQr
= 0 pour Q{p-l) =
Ce qui donne :
= 0
112
et
et
avec
p(PX) _h _ A
_ l1 J)/ Q,
2Krdf'
Si cette valeur de P (P1) n'est pas entière, on procède comme suit pour obtenir sa valeur
modifiée entière P (P1) :
• soit P la valeur entière la plus proche de P (P1) ;
• calculer F ( P 1 ) tel que : P(n) = max{l,PJ ;
• calculer le lot économique à récupérer modifié Q*r{-P'l) telle que :
f
Ici encore, pour/=0, /v=0 etp=oo, l'équation (5.11) redonne la formule de Wilson.
5.2.2. Modèle de gestion des stocks à un paramètre pour des cas dedemande et de retours Poissonniens intégrant l'option d'élimination.Ce modèle fut proposé par Heyman [98] pour gérer les stocks d'appareils téléphoniques
retournés à la compagnie Bell Téléphone. Cette compagnie de téléphonie loue des appareils
de communication à ses clients qui les lui retournent lorsqu'ils résilient leurs contrats de
service. Selon l'état du produit retourné, la compagnie peut avoir à le réparer avant de le
remettre en stock en vue de le louer à un autre client. Il s'agit alors de déterminer le niveau
de stock maximal au-delà duquel il n'est plus rentable d'accepter d'unité supplémentaire,
113
parce que les coûts de réparation et de stockage de cette unité additionnelle sont supérieurs
aux gains réalisés par sa réutilisation.
La demande est satisfaite par des articles réparés s'ils sont disponibles, sinon un achat
d'article neuf est effectué pour satisfaire la demande. Le délai de remise en état des articles
retournés et le délai de livraison des articles achetés sont supposés nuls. Ce modèle est
manifestement plus proche du cas des fauteuils roulants de la RAMQ.
Dénotons respectivement par r, p, h et d, les coûts de remise en état, d'achat à neuf, de
stockage et le revenu d'élimination de chaque article. Le revenu d'élimination peut être
négatif s'il faut payer pour se débarrasser du composant. À chaque instant de retour, il est
possible d'éliminer tout ou une partie des quantités retournées. La variable de décision N
est le niveau maximum du stock. Les articles retournés qui occasionneraient le dépassement
de ce niveau N sont rejetés. Si Cu(t), pN(t), r^t) et d^t) désignent respectivement le coût
total, le nombre total d'achats, le nombre total de remises en état et le nombre total
d'éliminations à l'instant t en utilisant le stock maximum N, alors :
où IN(t) désigne le niveau de l'inventaire à l'instant t.
Le coût total moyen par unité de temps sur un horizon infini C(N) s'écrit :
C(N)=YimCN(T)/T
L'expression de C(N) est obtenue en remarquant que le problème à traiter est équivalent à
un problème de détermination de la longueur de file d'attente pour un système M/M/UN-l
avec préemption (voir [98] et [88]).

114
À partir des résultats de la théorie des files d'attente, Heyman dérive l'expression de C(N)
et établit les conditions d'existence de N* :
• iV* est le plus grand entier qui vérifie :
hsi
< p — r — d, si p = 1
X(l-pfPN
h N(N +1)A 2
• N*=0, si et seulement si: h/ \>p — r — d.
où A est le taux de demande (arrivée) et fi est le taux de retour (sortie).
La valeur optimale TV* obtenue par ce modèle servira à établir la quantité maximale S) de
fauteuils de type j qui peuvent être mis en stock en attendant leur réattribution. Toute
quantité supplémentaire sera dirigée vers d'autres orientations.
Afin de mettre en œuvre ces deux modèles, il faut extraire des historiques de demande,
d'opération et de retour, les valeurs des paramètres utilisés dans ces modèles. On prendra
surtout soin de vérifier que la demande et le retour des fauteuils suivent bien des
distributions de Poisson. Ensuite, il faut avec les preneurs de décisions estimer, le plus
précisément possible, les coûts de pénurie et de stockage avant de passer au calcul des
paramètres de gestion pour quelques articles-témoins. Finalement, il faut valider les gains
espérés par les calculs mathématiques en suivant les articles-témoins pendant une période
de pilotage. Si les améliorations attendues sont avérées, alors l'application de ces modèles
pourra être étendue à d'autres articles. Sinon, des ajustements seront nécessaires soit au
niveau des paramètres, soit au niveau des coûts ou même au niveau des modèles
sélectionnés.
En conclusion, nous rappelons que nous avons analysé les impacts de l'utilisation des
composants reconditionnés. Des modèles d'aide à la sélection de ces composants ont été
décrits. Ils permettent de choisir les composants qui assurent une exploitation profitable des
équipements. Nous avons ensuite présentés deux modèles de gestion des stocks qui tiennent
compte des retours d'équipements usagés. Dans le chapitre 6 qui suit, nous analysons la
115
contribution des technologies de l'information et de la communication à la gestion des
stocks de pièces de rechange.
Chapitre 6
Contributions des TIC à la gestion collaborative des PdR
Grâce au déploiement massif des technologies de l'information et de la communication
(TIC), il est désormais possible de réduire les délais, d'assurer un suivi rigoureux des
commandes, d'accéder à des fournisseurs à travers le monde, de bénéficier de prix
avantageux, d'échanger avec les fournisseurs et utilisateurs d'équipements similaires,
d'assurer une veille technologique, d'accéder rapidement à des expertises autant dans le
domaine technique que dans ceux des affaires. Certains fournisseurs d'équipements lourds
tels que Caterpillar garantissent présentement des délais de livraison, pour des pièces
critiques, de deux à quatre jours et ce à travers la planète. Par ailleurs, l'avionneur Boeing
offre, à partir de son portail web Myboeingfleet.com, un accès à plus de six millions de
pièces de rechange. Une exploitation intelligente de ces technologies contribuerait, sans
aucun doute, à l'amélioration des performances des systèmes de gestion des stocks de
pièces de rechange [100]. Ce chapitre est consacré à l'étude des impacts des nouvelles
technologies de l'information sur les stratégies de gestion des stocks de pièces de rechange.
Les impacts qui nous intéressent portent sur l'accès à la documentation et aux bases de
connaissances, la réduction du délai d'approvisionnement et la gestion collaborative des
stocks.
117
6.1. DéfinitionsDans la littérature, on retrouve indifféremment les termes nouvelles technologies de
l'information et de la communication (NTIC), nouvelles technologies de l'information
(NTI), technologies de l'information (TI) et technologies de l'information et de la
communication (TIC). Cette dernière appellation tend à s'imposer puisque ces technologies
ne sont plus vraiment nouvelles et que leur force vient de leur capacité à acquérir et traiter
des informations puis à les partager par divers modes de communication. L'Organisation
des Nations Unies pour l'éducation, la science et la culture (UNESCO) définit les TIC
comme la combinaison des technologies issues de l'informatique avec d'autres
technologies apparentées, en particulier les technologies de la communication [114].
Brangier et al. [27] définissent les TIC comme l'ensemble des techniques applicables au
traitement des informations et à la communication de ces dernières à travers des systèmes
hommes-machines. Avec le micro-processeur comme support, elles transforment des
symboles représentatifs d'une information en d'autres symboles qu'elles communiquent via
un réseau, d'une machine vers d'autres. Selon Hernandez et Joly [97], les TIC se
décomposent en trois sous-domaines : l'informatique au sens large, les télécommunications
et l'internet. Dans le cadre de cette thèse nous traiterons des contributions d'Internet et des
échanges électroniques de données (Electronic Data Interchange EDI) sur la gestion des
stocks de pièces de rechange.
6.2. L'accès à la documentation et aux bases de connaissanceDe plus en plus de constructeurs mettent en ligne des sites web où leurs clients ont accès à
la documentation technique des équipements qu'ils ont achetés. Les informations
concernant les mises à jour d'équipements y sont aussi affichées. Les clients peuvent
télécharger les informations pour procéder aux mises à jour des équipements ou des
logiciels. Par logiciels, nous désignons tout code ou programme informatique exécuté par
une machine, qu'elle soit un micro-ordinateur ou une machine-outil. Il est aussi possible de
s'inscrire à des listes d'envois de courriels d'informations sur l'équipement qu'on vient
d'acquérir. Pratt & Whitney Online Services [46] permet à ses clients d'avoir accès à des
catalogues de pièces, à des documents pour la formation des employés de maintenance, à
des outils de diagnostic et à des données sur les performances des équipements. L'accès à
118
toutes ces informations à partir d'un simple poste de travail permet d'améliorer la
formation du personnel, d'avoir une meilleure connaissance des équipements achetés, de
procéder aux mises à jour des équipements, ce qui peut aider à améliorer la fiabilité et la
disponibilité des équipements. Certains constructeurs mettent en ligne des forums de
discussion où les utilisateurs d'équipements peuvent faire part des problèmes qu'ils
rencontrent et obtenir des réponses d'autres utilisateurs ou des services techniques du
constructeur.
Les constructeurs, en mettant en ligne toutes ces informations, s'assurent d'un bon service à
la clientèle tout en tirant d'intéressants profits des ventes de pièces de rechange.
6.3. La réduction du délai d'approvisionnementL'un des aspects de la gestion des stocks que l'Internet a profondément affecté est le délai
d'approvisionnement. Ce délai a été raccourci grâce aux transactions d'achat en ligne
[49; 191]. En réduisant le délai d'approvisionnement, on réduit du même coup les stocks de
sécurité. Avec le processus traditionnel de commande, le responsable des achats doit
remplir un formulaire de commande qu'il expédie au constructeur ou fournisseur. Sur
réception du formulaire de commande, le fournisseur fabrique et/ou prépare le lot demandé
et l'expédie au demandeur. Avec les catalogues en ligne, les procédures de commande de
pièces sont simplifiées. Il suffit d'une série de clicks de souris sur une image ou un menu
déroulant pour sélectionner précisément le composant voulu et éviter les erreurs de
retranscription de numéro de référence. Après confirmation de l'achat, une cascade
d'opérations logistiques se met en marche pour faire livrer le composant en quelques heures
ou quelques jours. La phase de transmission de la commande au fournisseur se déroule
quasi-instantanément. Avec le nombre sans cesse croissant de transactions en ligne, les
services de livraison s'améliorent et coûtent de moins en moins chers. Plusieurs
pourvoyeurs de services logistiques offrent la possibilité de suivre à la trace l'article
commandé et, ainsi, de mieux planifier sa réception et les opérations subséquentes.
Le projet RAMP (Rapid Acquisition of Manufactured Parts) des forces navales
britanniques est une technique d'acquisition rapide des pièces de rechanges usinées qui
s'appuie sur la production (fabrication) à la demande de ces pièces [53]. RAMP consiste à
119
générer un fichier contenant les spécifications (cotes, tolérances, finis de surface, matériau,
traitements thermiques ou chimiques, ...etc.) des pièces de rechange en se basant sur le
standard STEP (ISO 10303, Standard for the Exchange of Product model data) et plus
spécifiquement sur le protocole d'application AP224 qui traite des composants mécaniques.
Lorsqu'un besoin de pièce de rechange apparaît, le fichier de spécification correspondant
est transmis à un centre d'usinage qui en extrait les informations de fabrication et procède à
l'usinage du composant. L'étape d'extraction de l'information d'usinage peut être
automatisée, entraînant une réduction significative du délai de réapprovisionnement. À
l'origine, le système a été développé par une équipe de recherche de la South Carolina
Research Authority pour le compte de l'armée américaine qui voulait conserver les
informations de certaines pièces devenues obsolètes. En utilisant des normes
internationales, l'objectif est de rendre le système flexible et utilisable par n'importe quel
logiciel de conception ou de fabrication. En plus de la réduction du délai de livraison, il
faut signaler qu'en ne conservant que des fichiers de spécifications, le processus de mise à
jour ou de modification est plus rapide et moins coûteux que s'il s'agissait de composantes
réelles gardées en stock.
Le projet des forces navales britanniques a montré que le système pouvait être
effectivement implanté puisqu'il a été possible, dans le cadre d'un projet pilote, de faire
usiner 72 articles de classe A et 103 articles de classe B selon la classification de Pareto.
6.4. Contribution de la gestion collaborative à la gestion desstocks de pièces de rechangeLes technologies de l'Internet et d'échange de données permettent plusieurs formes de
collaborations interentreprises. Cette e-collaboration entre entreprises est déjà en
application au niveau des chaînes d'approvisionnements de produits manufacturés dans des
domaines aussi divers que le commerce au détail, l'industrie des pâtes & papiers, l'industrie
automobile et aéronautique [51;100;102;115]. Cette e-collaboration peut être horizontale
lorsque ce sont des entreprises, à un même échelon de la chaîne d'approvisionnement, qui
s'associent. C'est le cas notamment avec la mutualisation des stocks (inventory pooling), le
regroupement des commandes (order pooling), le partage des mêmes véhicules de
transport, etc. On parlera de e-collaboration verticale, lorsque des organisations à différents
échelons deviennent partenaires. C'est le cas par exemple du fournisseur qui gère les stocks
120
de son client dans le cadre du VMI (Vendor-Managed Inventory). Globalement, il est
possible d'exploiter les technologies d'interconnexion pour réaliser des gains en gestion des
stocks de pièces de rechange à travers le partage de l'information et la mutualisation des
risques (risk pooling). La mutualisation des risques, aussi désignée par l'expression
économies d'échelle statistiques, est un partage des risques entre les différents intervenants
ou participants. Plus le nombre de participants est grand et plus les effets individuels (coûts,
impacts) sont moindres. Ce principe est à la base des régimes collectifs d'assurance des
biens et personnes. Les frais élevés de dédommagement suites aux sinistres subis par un
nombre restreint d'assurés est réparti sur le nombre total d'assurés qui paient alors une
prime réduite. Cette analogie au domaine des assurances, justifie notre traduction du terme
anglais « risk pooling » par « mutualisation des risques ».
En gestion des stocks, la mutualisation des risques peut se traduire par plusieurs initiatives
telles que :
• la mutualisation des stocks (inventory pooling) [70; 127],
• le regroupement des commandes (order pooling) [99],
• l'utilisation d'articles similaires ou de modules interchangeables
(commonality/modularity) [81 ;99; 190],
• le retardement de la différentiation des produits [151].
La mutualisation des stocks de pièces de rechange et le regroupement des commandes sont
présentés ci-dessous.
6.4.1. La mutualisation des stocks de pièces de rechange
La mise en commun des stocks de pièces de rechange peut être réelle (physique) avec
plusieurs entreprises desservies à partir d'un seul magasin centralisé (voir figure 6.1)ou
bien virtuelle [159] lorsque chaque entreprise conserve une partie du stock sur son site mais
peut expédier ou recevoir des pièces des autres entreprises (voir figure 6.2). Dans ce dernier
cas, on parle aussi de transferts latéraux (latéral transshipments) [62; 120]. Le partage des
informations sur les niveaux de stock devient important et nécessaire à la bonne marche du
système.
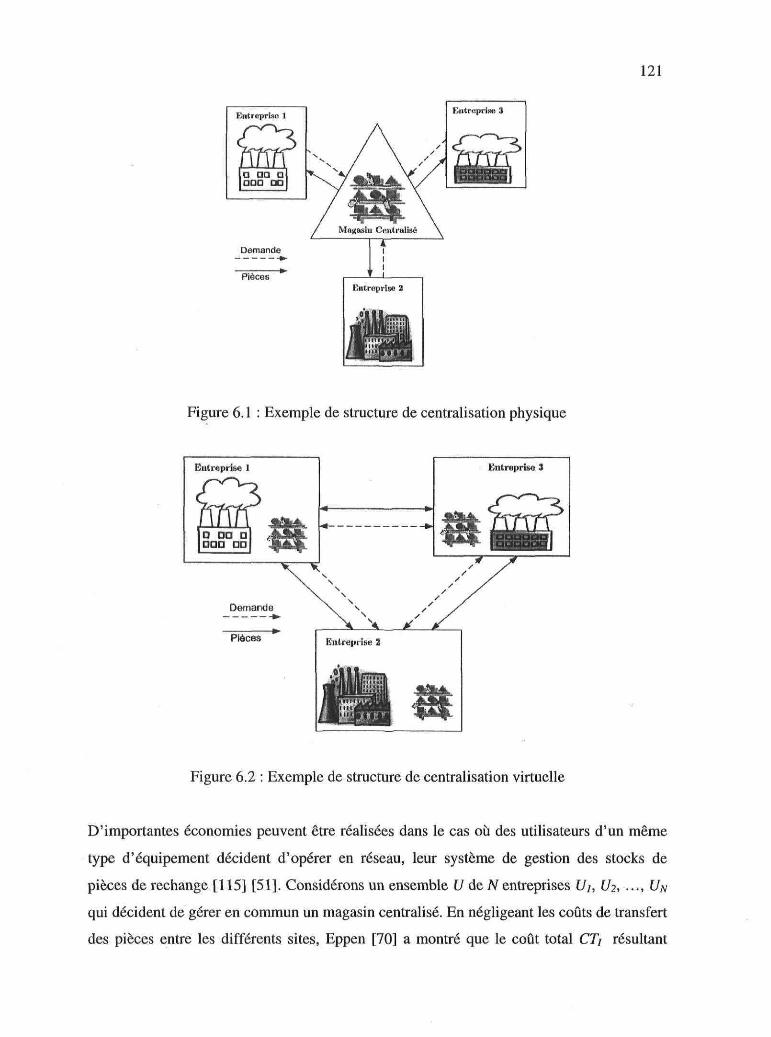
121
Entreprise 1
HÏÏHD DD 0• DD DO
l
Demande
Pièces
Figure 6.1 : Exemple de structure de centralisation physique
Figure 6.2 : Exemple de structure de centralisation virtuelle
D'importantes économies peuvent être réalisées dans le cas où des utilisateurs d'un même
type d'équipement décident d'opérer en réseau, leur système de gestion des stocks de
pièces de rechange [115] [51]. Considérons un ensemble U de Nentreprises Uj, U2, -.., UN
qui décident de gérer en commun un magasin centralisé. En négligeant les coûts de transfert
des pièces entre les différents sites, Eppen [70] a montré que le coût total CT[ résultant
122
d'une gestion individuelle est plus élevé que le coût total CTc résultant d'une gestion
collaborative. Si la demande d'un composant de rechange pour l'utilisateur [/, (i=l,2, ...,
N), suit une distribution normale de moyenne //, et d'écart-type ou Eppen [70] démontre
que :
et
D'où,
CTC<CT1 (6.1)
K est une constante qui dépend des coûts de stockage et de pénurie.
La mise en commun des pièces est moins coûteuse parce que des demandes plus fortes que
la moyenne apparaissant chez un partenaire sont compensées par des demandes moins
fortes chez d'autres partenaires. Cette économie est envisageable grâce au partage
d'informations et à la possibilité de transfert de pièces entre les utilisateurs. Ce principe de
collaboration est à la base du système commercial sparefinder.com [75].
Plusieurs extensions ont, par la suite, été apportées aux résultats du modèle de base
d'Eppen [82; 105]. Cherikh [39] prouve que la centralisation reste bénéfique dans le cas de
la maximisation des profits d'un système multi-installations. Eppen et Schrage [71]
apportent des modifications au modèle de base [70] en considérant des systèmes multi-
échelon et développent leurs politiques optimales de commandes. Chen et Lin [38] étendent
les résultats du modèle de base en considérant des fonctions concaves pour les coûts de
stockage et de pénurie. Même si les résultats de plusieurs travaux indiquent que la
mutualisation des stocks réduit les niveaux de stocks, il ne faut pas pour autant en faire une
règle générale puisque d'autres travaux [37;82] ont révélé, à partir de contre-exemples, que
les niveaux des stocks pouvaient augmenter après la centralisation. Yang et Schrage [194],
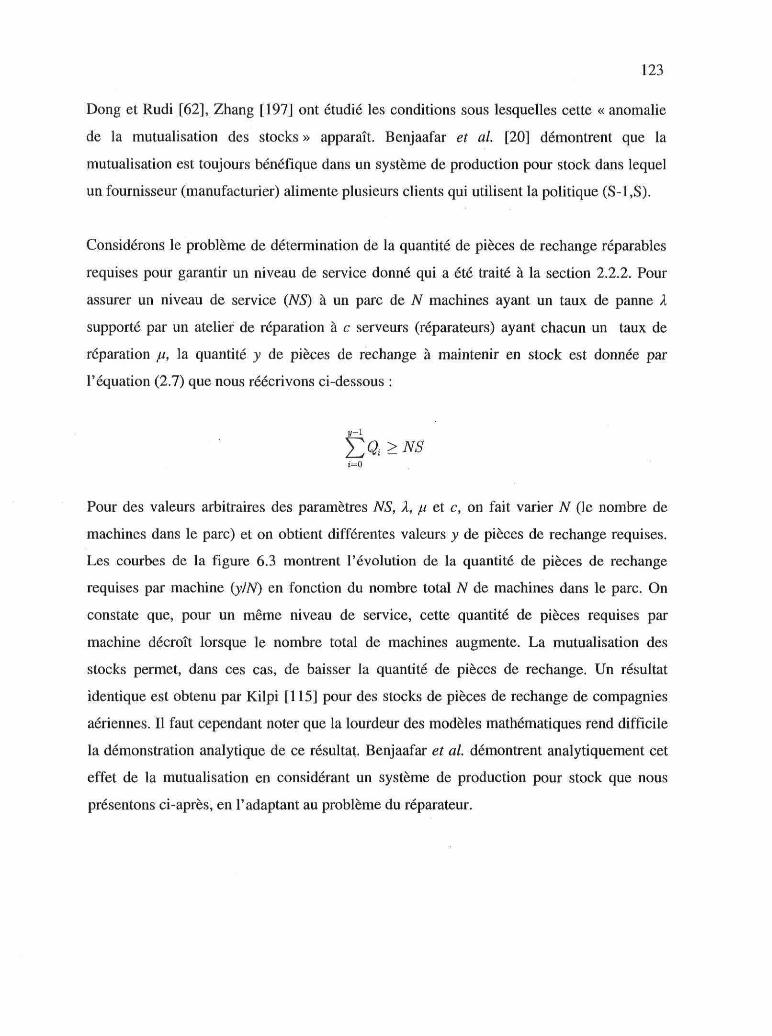
123
Dong et Rudi [62], Zhang [197] ont étudié les conditions sous lesquelles cette « anomalie
de la mutualisation des stocks » apparaît. Benjaafar et al. [20] démontrent que la
mutualisation est toujours bénéfique dans un système de production pour stock dans lequel
un fournisseur (manufacturier) alimente plusieurs clients qui utilisent la politique (S-1,S).
Considérons le problème de détermination de la quantité de pièces de rechange réparables
requises pour garantir un niveau de service donné qui a été traité à la section 2.2.2. Pour
assurer un niveau de service (NS) à un parc de N machines ayant un taux de panne A
supporté par un atelier de réparation à c serveurs (réparateurs) ayant chacun un taux de
réparation //, la quantité y de pièces de rechange à maintenir en stock est donnée par
l'équation (2.7) que nous réécrivons ci-dessous :
Pour des valeurs arbitraires des paramètres NS, X, pi et c, on fait varier N (le nombre de
machines dans le parc) et on obtient différentes valeurs y de pièces de rechange requises.
Les courbes de la figure 6.3 montrent l'évolution de la quantité de pièces de rechange
requises par machine (yIN) en fonction du nombre total N de machines dans le parc. On
constate que, pour un même niveau de service, cette quantité de pièces requises par
machine décroît lorsque le nombre total de machines augmente. La mutualisation des
stocks permet, dans ces cas, de baisser la quantité de pièces de rechange. Un résultat
identique est obtenu par Kilpi [115] pour des stocks de pièces de rechange de compagnies
aériennes. Il faut cependant noter que la lourdeur des modèles mathématiques rend difficile
la démonstration analytique de ce résultat. Benjaafar et al. démontrent analytiquement cet
effet de la mutualisation en considérant un système de production pour stock que nous
présentons ci-après, en l'adaptant au problème du réparateur.
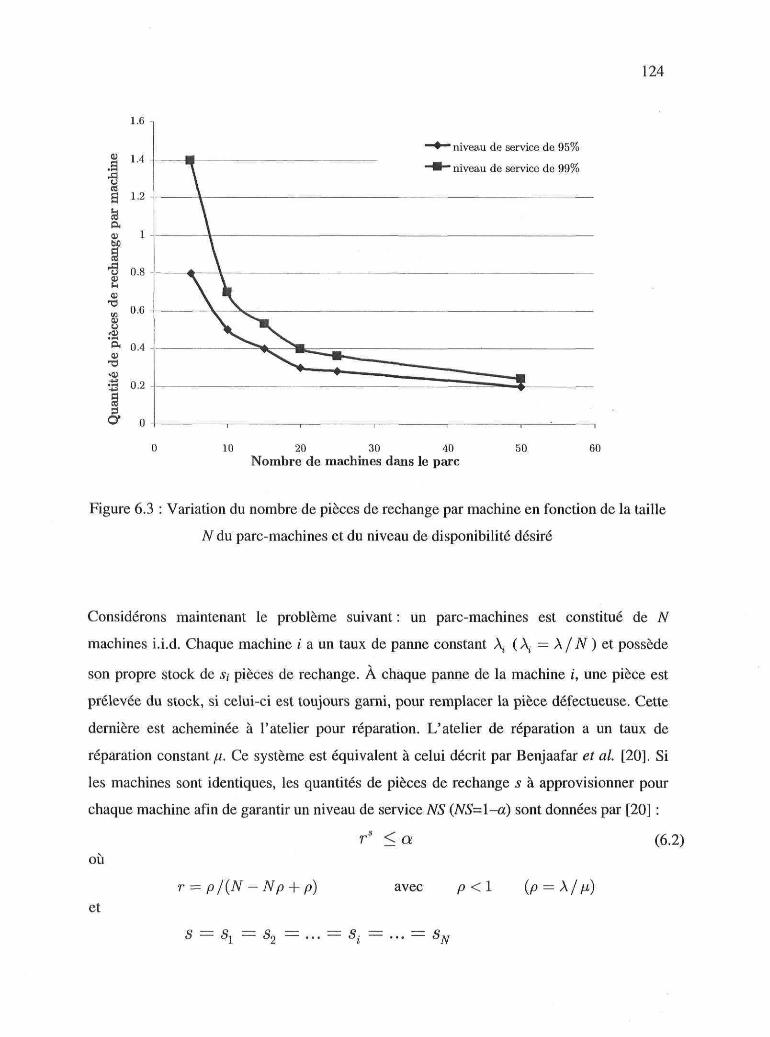
124
1.6 -
2 1.4 -
1.2 -
0)
CDa
«a)
I
0.8 -
0.6 -
0.4 -
•5 0.2 -
O" o
niveau de service de 95%
niveau de service de 99%
10 20 30 40Nombre de machines dans le parc
50
Figure 6.3 : Variation du nombre de pièces de rechange par machine en fonction de la taille
N du parc-machines et du niveau de disponibilité désiré
Considérons maintenant le problème suivant : un parc-machines est constitué de N
machines i.i.d. Chaque machine i a un taux de panne constant Â; (\ = X/N ) et possède
son propre stock de s, pièces de rechange. À chaque panne de la machine i, une pièce est
prélevée du stock, si celui-ci est toujours garni, pour remplacer la pièce défectueuse. Cette
dernière est acheminée à l'atelier pour réparation. L'atelier de réparation a un taux de
réparation constant fx. Ce système est équivalent à celui décrit par Benjaafar et al. [20]. Si
les machines sont identiques, les quantités de pièces de rechange s à approvisionner pour
chaque machine afin de garantir un niveau de service NS (NS=\-a) sont données par [20] :
<a (6.2)où
et
= p/(N-Np avec
S1 '- - S2 '- - . . . S• - - . . .

125
Si un seul stock de pièces de rechange est constitué pour toutes les machines, alors le
système est équivalent à une machine unique ( N = 1 ) avec taux de panne A d'où r = p,
qui est obtenu en posant N=l. Pour satisfaire un niveau de service NS, il faut donc un stock
sc tel que :
/ < a
On ne peut dire que la centralisation est bénéfique que si et seulement si :
cS <
c'est-à-dire :
sc < N • s .
Si la centralisation est bénéfique, alors si on utilise s+ = N • s comme niveau maximal du
stock centralisé, on devrait aisément satisfaire la contrainte :
ps+ <a
qui est équivalente à :
PNS <oc
D'après l'équation (6.2), on a :p r < «
II suffit donc de montrer que :
pN< P
N -Np + p

126
Cette inéquation est équivalente à :
NpN~l - Np + pN < 1 ; (p *= 0)
NpN'1 < 1 - pN + Np
Cette inéquation est toujours vraie puisque pour p < 1, le terme de gauche est toujours
négatif et celui de droite toujours positif. On peut donc affirmer que pour cette
configuration, la mutualisation permet toujours de réduire la quantité de pièces de rechange,
ce qui n'est pas le cas pour le problème suivant que nous allons traiter.
Considérons N entreprises qui gèrent leur stock respectif d'un composant non réparable
selon la politique « base stock » (5-1,5) sans arrérage tel qu'analysé à la section 4.3.5. Pour
chaque entreprise, des demandes unitaires indépendantes arrivent de façon aléatoire à un
taux A par unité de temps (processus de Poisson). Chaque demande occasionne la sortie
d'une pièce et la commande d'une pièce de remplacement. Le délai de livraison de chaque
pièce commandée suit une distribution quelconque de moyenne r . D'après les résultats de
la section 4.3.5, la quantité maximale S de pièces à garder, dans un contexte de gestion
individualisée, pour garantir un niveau de service NS ( NS = 1 — a ) est la première valeur
de S qui vérifie la relation suivante :
\^-<a (6.3)SI ~
où
Si les stocks de ces N entreprises sont mis en commun, alors la quantité maximale Sc de
pièces à garder, dans un contexte de gestion centralisée, pour limiter le risque de pénurie à
un seuil prédéterminé a, est la première valeur de Sc qui vérifie la relation :

127
(6.4)
Exemple 1 :
Pour A = 0,5 r = 15 a = 0,05 JV = 10, on obtient: S=21 et Sc=205 qui est bien
inférieur à 210 (210 = 21 x 10). Il y a donc une réduction du niveau de stock. Cette
économie est observable même si on considère des valeurs réelles (non entières) de S.
Toutefois, cette réduction n'est pas toujours garantie comme le montre l'exemple 2 ci-
dessous.
Exemple 2 :
Pour A = 0,35 r = 15 a = 0,05 N = 10, on obtient : 5=14 et Sc =144 qui est
supérieur à 140. Cet exemple montre que la réduction du niveau des stocks n'est pas
toujours possible. C'est ce que Yang et Schrage [194] ont appelé « anomalie de la
mutualisation des stocks ».
Si la centralisation des N stocks est bénéfique alors si on utilise N fois le stock optimal
individuel S comme stock maximal pour le système centralisé, on doit obtenir une
probabilité de pénurie à au plus égale à a, ce qui équivaut à à / a < l .
Ce qui donne :
â ^NXjNp)™ S\(N-S)\ Xps
Après simplifications et utilisation de la formule de Stirling a! == aa+1/2 e a • V2TT , on
obtient :
La mutualisation des stocks réduira le niveau des stocks si G < 1.
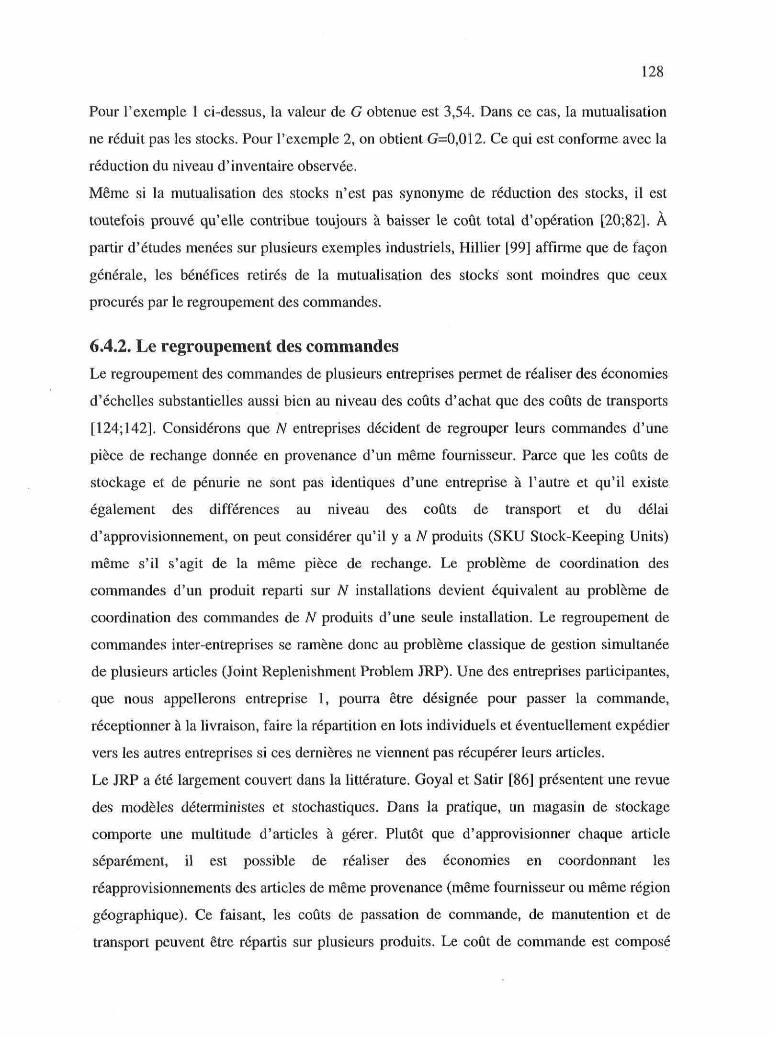
128
Pour l'exemple 1 ci-dessus, la valeur de G obtenue est 3,54. Dans ce cas, la mutualisation
ne réduit pas les stocks. Pour l'exemple 2, on obtient G=0,012. Ce qui est conforme avec la
réduction du niveau d'inventaire observée.
Même si la mutualisation des stocks n'est pas synonyme de réduction des stocks, il est
toutefois prouvé qu'elle contribue toujours à baisser le coût total d'opération [20;82]. À
partir d'études menées sur plusieurs exemples industriels, Hillier [99] affirme que de façon
générale, les bénéfices retirés de la mutualisation des stocks sont moindres que ceux
procurés par le regroupement des commandes.
6.4.2. Le regroupement des commandesLe regroupement des commandes de plusieurs entreprises permet de réaliser des économies
d'échelles substantielles aussi bien au niveau des coûts d'achat que des coûts de transports
[124; 142]. Considérons que N entreprises décident de regrouper leurs commandes d'une
pièce de rechange donnée en provenance d'un même fournisseur. Parce que les coûts de
stockage et de pénurie ne sont pas identiques d'une entreprise à l'autre et qu'il existe
également des différences au niveau des coûts de transport et du délai
d'approvisionnement, on peut considérer qu'il y a N produits (SKU Stock-Keeping Units)
même s'il s'agit de la même pièce de rechange. Le problème de coordination des
commandes d'un produit reparti sur N installations devient équivalent au problème de
coordination des commandes de N produits d'une seule installation. Le regroupement de
commandes inter-entreprises se ramène donc au problème classique de gestion simultanée
de plusieurs articles (Joint Replenishment Problem JRP). Une des entreprises participantes,
que nous appellerons entreprise 1, pourra être désignée pour passer la commande,
réceptionner à la livraison, faire la répartition en lots individuels et éventuellement expédier
vers les autres entreprises si ces dernières ne viennent pas récupérer leurs articles.
Le JRP a été largement couvert dans la littérature. Goyal et Satir [86] présentent une revue
des modèles déterministes et stochastiques. Dans la pratique, un magasin de stockage
comporte une multitude d'articles à gérer. Plutôt que d'approvisionner chaque article
séparément, il est possible de réaliser des économies en coordonnant les
réapprovisionnements des articles de même provenance (même fournisseur ou même région
géographique). Ce faisant, les coûts de passation de commande, de manutention et de
transport peuvent être répartis sur plusieurs produits. Le coût de commande est composé
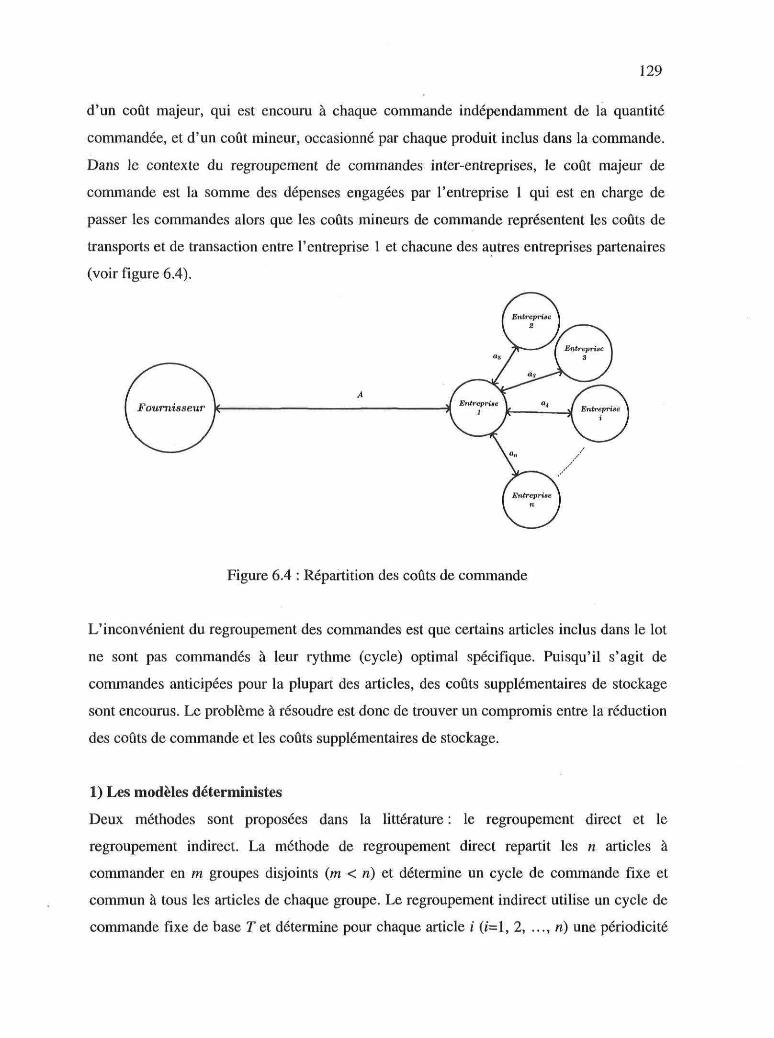
129
d'un coût majeur, qui est encouru à chaque commande indépendamment de la quantité
commandée, et d'un coût mineur, occasionné par chaque produit inclus dans la commande.
Dans le contexte du regroupement de commandes inter-entreprises, le coût majeur de
commande est la somme des dépenses engagées par l'entreprise 1 qui est en charge de
passer les commandes alors que les coûts mineurs de commande représentent les coûts de
transports et de transaction entre l'entreprise 1 et chacune des autres entreprises partenaires
(voir figure 6.4).
Figure 6.4 : Répartition des coûts de commande
L'inconvénient du regroupement des commandes est que certains articles inclus dans le lot
ne sont pas commandés à leur rythme (cycle) optimal spécifique. Puisqu'il s'agit de
commandes anticipées pour la plupart des articles, des coûts supplémentaires de stockage
sont encourus. Le problème à résoudre est donc de trouver un compromis entre la réduction
des coûts de commande et les coûts supplémentaires de stockage.
1) Les modèles déterministes
Deux méthodes sont proposées dans la littérature : le regroupement direct et le
regroupement indirect. La méthode de regroupement direct repartit les n articles à
commander en m groupes disjoints (m < n) et détermine un cycle de commande fixe et
commun à tous les articles de chaque groupe. Le regroupement indirect utilise un cycle de
commande fixe de base T et détermine pour chaque article i (i=l,2, ..., n) une périodicité
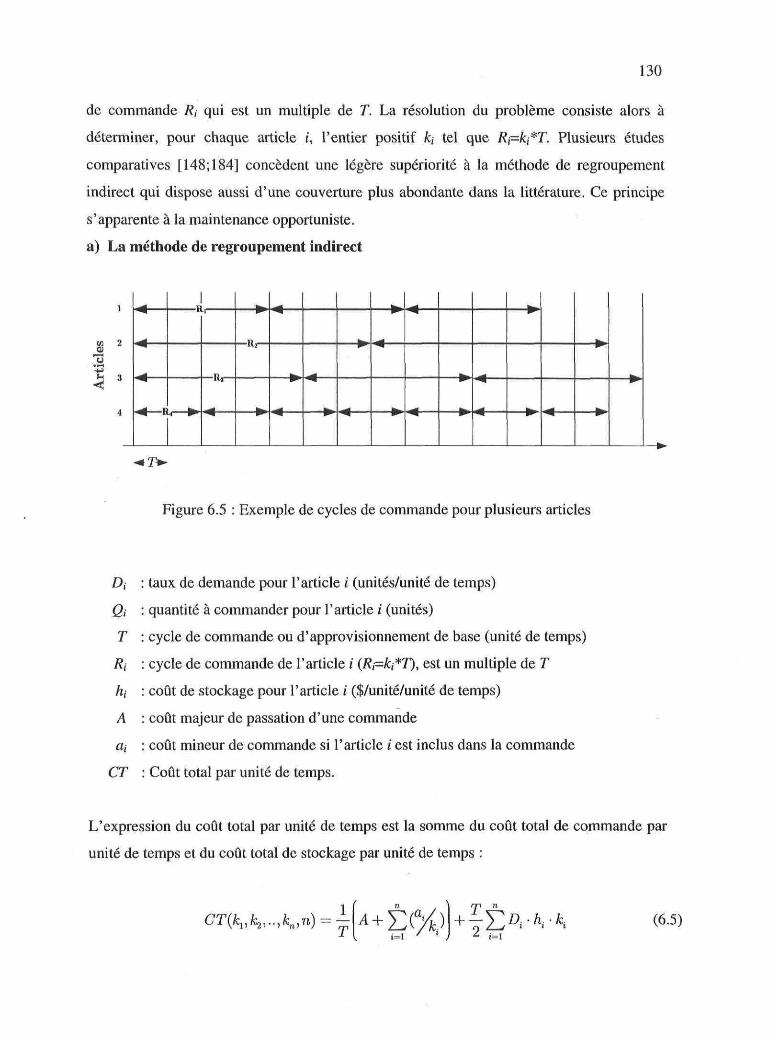
130
de commande Ri qui est un multiple de T. La résolution du problème consiste alors à
déterminer, pour chaque article i, l'entier positif &,• tel que R(=kj*T. Plusieurs études
comparatives [148,184] concèdent une légère supériorité à la méthode de regroupement
indirect qui dispose aussi d'une couverture plus abondante dans la littérature. Ce principe
s'apparente à la maintenance opportuniste,
a) La méthode de regroupement indirect
1
03 2
a
M 3
--— •
Figure 6.5 : Exemple de cycles de commande pour plusieurs articles
Di : taux de demande pour l'article i (unités/unité de temps)
Qi : quantité à commander pour l'article i (unités)
T : cycle de commande ou d'approvisionnement de base (unité de temps)
Ri : cycle de commande de l'article i (Ri=kj*T), est un multiple de T
ht : coût de stockage pour l'article i ($/unité/unité de temps)
A : coût majeur de passation d'une commande
a, : coût mineur de commande si l'article i est inclus dans la commande
CT : Coût total par unité de temps.
L'expression du coût total par unité de temps est la somme du coût total de commande par
unité de temps et du coût total de stockage par unité de temps :
(6.5)

131
En résolvant l'équation dCT/dT = 0, on obtient la valeur optimale T* de T pour un
ensemble donné de &,. L'expression de T* est donnée par :
T* = \\t = l J V » = l
1/2
(6.6)
En utilisant les équations (6.6) et (6.5), on obtient :
CT*(kz) =1/2
(6.7)
II s'agit ensuite de déterminer les kt 0=1,...,«) entiers qui minimisent CT*. Pour de faibles
valeurs de n, la solution optimale est obtenue au moyen d'une simple procédure
d'énumération. Toutefois, le nombre de points à explorer explose très rapidement et il
devient nécessaire de recourir à des heuristiques. Goyal et Satir [86] présentent une revue
des principales heuristiques développées avant 1990 qui permettent de réduire l'espace de
recherche. Depuis, plusieurs autres heuristiques ont été proposées dont l'algorithme RAND
de Kaspi et Rosenblatt [111]. Les résultats obtenus par Kaspi et Rosenblatt montrent une
amélioration par rapport aux autres méthodes disponibles au moment de sa parution. Goyal
et Deshmukh [85] élaborent une nouvelle borne inférieure de recherche et améliorent les
performances de RAND. Les heuristiques proposées par Hariga [19;94], Van Eijs [183] et
Viswanathan [186] permettent d'obtenir des solutions très proches de l'optimum.
b) La méthode de regroupement direct
Très peu de travaux sont consacrés à cette méthode qui consiste à répartir les n articles en m
groupes disjoints et à trouver un cycle de commande propre à chaque groupe.
Soit:
m : nombre de groupes
j : index des groupes, j= 1,2,... ,m
Gj : le fme groupe
Tj : cycle de commande pour les articles du groupe;
132
Dans le cas du regroupement direct, l'expression du coût total par unité de temps est
donnée par :
je G,(6.8)
En résolvant l'équation dCT/dT = 0, on obtient la valeur optimale 7}* de 7):
1/2
(6.9)
On détermine ensuite un ensemble de m groupes de un ou plusieurs articles, puis on calcule
7}* pour chaque groupe. Pour de faibles valeurs de n, il est facile d'énumérer toutes les
combinaisons de m groupes possibles, de déterminer la valeur de m et la combinaison qui
donne le coût total minimal. Pour des valeurs plus grandes de n, une heuristique telle que
celle proposée par Bastian [18] est utilisée pour faire le regroupement. Une étude
comparative des méthodes directe et indirecte menée Van Eijs et al. [184] a permis de
trouver les seuils du rapport A/ai en fonction de n à partir desquels la méthode indirecte
supplantait la méthode directe. Olsen [143] a utilisé la technique les algorithmes génétiques
pour obtenir des solutions au problème de coordination des commandes.
2) Les modèles stochastiques
Plusieurs politiques ont été proposées pour traiter le problème de la coordination des
commandes lorsque les demandes sont aléatoires. On distingue les systèmes à revue
continue et les systèmes à revues périodiques.
Jusqu'à très récemment, la politique « can-order », que nous traduisons par commande
opportuniste, proposée par Balintfy [13], et la politique QS proposée par Renberg et
Planche [146] [144] étaient pratiquement les seules politiques à revue continue abordée
dans la littérature. Selon la politique de commande opportuniste (s,c,S), chaque article i
possède trois paramètres de gestion : un niveau maximal de recomplètement (S,), un niveau
133
à partir duquel la commande opportuniste est permise (ci) et un point de commande
obligatoire (si) tels que s, < c, < S,. Lorsque l'inventaire de l'article i atteint son point de
commande obligatoire su alors le processus de commande s'enclenche. Avant de passer la
commande, on vérifie les niveaux de stock de tous les autres articles j (j ^ ï). Ceux dont le
niveau d'inventaire est inférieur ou égal à leur point de commande opportuniste sont inclus
dans la commande de l'article / en commandant les quantités requises pour ramener leur
inventaire au niveau de recomplètement S,. Pour l'article qui déclenche la commande, il
s'agit d'un approvisionnement normal alors que pour les autres articles, on parle d'une
opportunité de commande à coût de commande réduit. Ignall [103] a démontré que les
politiques de commandes opportunistes ne sont pas optimales pour le problème. Schultz et
Johan [161] ont établi qu'il n'est pas toujours possible d'obtenir une politique optimale
exacte. Plusieurs heuristiques sont alors proposés dans la littérature pour calculer les
paramètres (s,c,S) (voir Silver [164;166;167], Federgruen [73], Melchiors [128], Johansen
[108]).
La politique QS, aussi notée (Q, Si, S2,..., Sn), opère comme suit: chaque fois que la
consommation totale des n articles depuis la précédente commande atteint la quantité Q,
une commande est passée pour ramener le niveau de stock de chaque article i à S,. Les tests
menés par Pantumsinchai [144] indiquent que cette politique donne de bons résultats
lorsque le nombre d'articles (et donc d'entreprises) est faible et que les paramètres de coûts
et de demande sont similaires.
À la suggestion de Viswanathan [187], Nielsen et Larsen [142] développent une nouvelle
politique à revue continue Q(s,S). Selon la politique Q(s,S), la consommation totale est
contrôlée en continu alors que les inventaires individuels des articles ne le sont que
périodiquement lorsque la consommation totale atteint Q. Alors, le stock de chaque article
est contrôlé selon la politique (s,S). Lorsque s, = 5,-1, la politique Q(s,S) devient la
politique QS.
Des versions multi-produits des systèmes à revue périodique à un article ont été
développées. Le niveau d'inventaire de l'article i est contrôlé à chaque période de longueur
Tj. Le recomplètement à S, est effectué si le niveau du stock est inférieur ou égal à une
valeur donnée. Les périodicités 7; sont des multiples d'une périodicité de base T, comme
dans le cas déterministe avec regroupement indirect de la section 7.4.2. La). Deux
134
heuristiques de calcul des paramètres de gestion ont été proposées par Atkins et Igoyun
[10]. Ces auteurs ont comparé les résultats obtenus par les modèles des politiques (s,c,S) et
ceux des politiques périodiques (5,7). Ils concluent que les politiques périodiques donnent
de meilleurs résultats. Il faut toutefois noter que ces comparaisons portent sur l'efficacité
des heuristiques utilisées dans chaque politique et pas sur les politiques elles-mêmes.
Pendant longtemps donc, les heuristiques des politiques périodiques ont produit de
meilleurs résultats. Toutefois, les nouvelles heuristiques développées pour les politiques
(s,c,S) par Melchiors [128] et Johanssen [108] donnent des résultats supérieurs aux résultats
des heuristiques des politiques périodiques lorsqu'il y a de grandes variations de la
demande.
Une autre politique à revue périodique a été proposée par Viswanathan [187] qu'il note
P(S,s). L'inventaire est contrôlé à chaque intervalle de t unités de temps. À chaque revue,
une politique de type (s,S) est appliquée à chaque article i dont le niveau du stock est
inférieur ou égal à St. Une procédure de résolution est appliquée pour déterminer les
paramètres de gestion t, s, et S1, : pour chaque valeur de t, trouver la politique optimale (s,S)
pour chaque article par l'algorithme de Zheng et Federgruen [198]. La solution sera la
valeur de t qui donne le coût total le plus petit.
Nous venons de traiter des bénéfices qui peuvent être retirés de la mutualisation des stocks
à la section 6.4.1 et du regroupement des commandes à la section 6.4.2. Ces deux initiatives
impliquent des entreprises au même niveau (échelon) dans le réseau d'approvisionnement.
Dans la section qui suit nous traiterons d'un exemple de coordination entre deux entreprises
situées à des échelons différents dans le réseau. Nous considérerons le cas d'une entreprise
et de son fournisseur.
6.4.3. Coordination entre le client et son fournisseurPour illustrer les avantages potentiels de la coordination des commandes, considérons un
client et son fournisseur dans un contexte où la demande est connue et stable. Le client fait
face à un taux de demande constant D et il s'approvisionne au coût unitaire de Ca auprès de
son fournisseur. Le coût de lancement de la production de chaque lot commandé est S. Le

135
taux de production du fournisseur est P (avec P>D). Le coût de production unitaire est Cp.
Le coût de stockage unitaire par unité de temps par dollar de la valeur de l'article est £.
Considérons le cas où il n'y a pas de coordination entre le fournisseur et son client. Chacun
détermine sa quantité économique sans tenir compte de l'autre. Les quantités économiques
à produire et à commander, respectivement, QEP et QEC, sont données par :
(6.11)
L'expression du coût total dans chacun des cas est donnée par :
D QEP D
et
QEc
Soit le client a suffisamment de pouvoir pour imposer que le fournisseur lui livre la quantité
exacte QEC dont il a besoin, soit le fournisseur a suffisamment de pouvoir et ne vend que
des lots de taille QEP. Appelons Q' (Q'=QEC OU Q'=QEP) la quantité qui est transigée entre
les deux. Le coût total CTSC encouru par les deux partenaires s'il n'y a pas de coordination
vaut:
CTSC = CT(Q') + CT(Q')
Considérons maintenant le cas où la quantité à mettre en production pour livraison au client
est déterminée de façon coordonnée (conjointe) telle que suggérée par Banerjee [14].
Chaque lot commandé est produit en une fois et livré. Le coût total conjoint est donné par
[84]:

136
(6.12)
Et la quantité économique optimale à mettre en production pour satisfaire chaque
commande est :
2D(S + A)
+ C(6.13)
Goyal [84] a aussi considéré l'éventualité où le fournisseur peut anticiper les commandes et
fabriquer un certain nombre n de lots pour satisfaire la commande courante et (n-1)
commandes ultérieures. Il montre que le coût total vaut alors :
Tl(6.14)
La valeur optimale n* doit satisfaire la condition suivante
n * (n * -1) < — ^ fj- < n * (n * +1)l + )
Lorsque n* est connue, on obtient la quantité à commander par :
1/2
20(4- + A)n
et la quantité à mettre en production vaut alors n*Q(n*).

137
Les coûts totaux encourus respectivement par le client et son fournisseur sont :
D-S Q(n*)+
Finalement le coût total CTC encouru par les deux partenaires est donné par :
CTC = CTCC + CTCf
Application numérique : Considérons l'exemple défini par les paramètres suivants :
Z)=1800 unités par an; P=3500 unités par an; A=$100 par commande; S=$450 par
lancement; Ca=$50 l'unité, Cp=$25 l'unité et £ =0.15.
Sans coordination, on a :
QEC = 219 unités
QEP =917 unités
CTSC(Q'=QEc) = $5552.9 par an
CTSC(Q'=QEp) = $5402.6 par an
Avec coordination, on a :
Q(n*) = 278 unités à commander à chaque fois par le fournisseur
n*Q(n*) = 556 unités à produire à chaque 2 commandes
CTCC =$1690 par an pour le client
CTCf = $2514.2 par an pour le fournisseur
CTC = $4204.2 par an pour les deux partenaires.
138
On remarque que lorsque les paramètres de gestion sont déterminés en coordination, il en
résulte un coût global moindre. Il est sous-entendu que les partenaires sont capables de
convenir d'un mécanisme équitable de répartition des gains réalisés.
Pour conclure ce chapitre, nous proposons un tableau récapitulatif des actions de réduction
du coût total de gestion des stocks de pièces de rechange. Ce coût total de gestion peut
généralement être exprimé comme la somme des coûts de commande, d'acquisition, de
stockage, de pénurie et de maintenance. Le tableau 6.1, ci-après, définit les différents coûts
inhérents à la gestion des stocks de pièces de rechange et suggère des pistes pour la
réduction de ces coûts.
Nous avons, dans ce chapitre, passé en revue différentes contributions des TIC à la gestion
des stocks de pièces de rechange, notamment l'accès à la documentation, les achats en
ligne, la réduction du délai de réapprovisionnement, la réduction des coûts et des niveaux
de stocks par la gestion collaborative des stocks. Le chapitre suivant est consacré à l'étude
d'un cas pratique dans un contexte de récupération d'articles usagés. Nous présenterons les
outils et le modèle développés dans le cadre du projet de recherche industriel sur les
fauteuils roulants qui constitue un cas d'application de plusieurs modèles et concepts
discutés dans cette thèse.
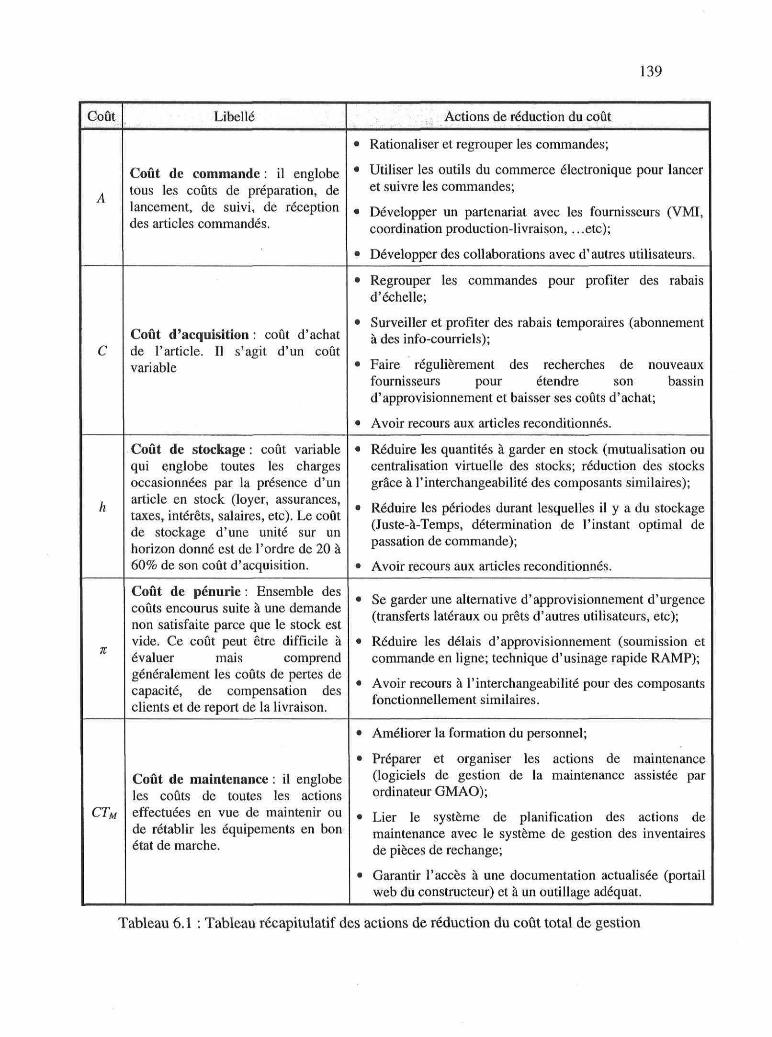
139
Coût
A
C
h
CTM
Libellé
Coût de commande : il englobetous les coûts de préparation, delancement, de suivi, de réceptiondes articles commandés.
Coût d'acquisition : coût d'achatde l'article. Il s'agit d'un coûtvariable
Coût de stockage : coût variablequi englobe toutes les chargesoccasionnées par la présence d'unarticle en stock (loyer, assurances,taxes, intérêts, salaires, etc). Le coûtde stockage d'une unité sur unhorizon donné est de l'ordre de 20 à60% de son coût d'acquisition.
Coût de pénurie : Ensemble descoûts encourus suite à une demandenon satisfaite parce que le stock estvide. Ce coût peut être difficile àévaluer mais comprendgénéralement les coûts de pertes decapacité, de compensation desclients et de report de la livraison.
Coût de maintenance : il englobeles coûts de toutes les actionseffectuées en vue de maintenir oude rétablir les équipements en bonétat de marche.
Actions de réduction du coût
• Rationaliser et regrouper les commandes;
• Utiliser les outils du commerce électronique pour lanceret suivre les commandes;
• Développer un partenariat avec les fournisseurs (VMI,coordination production-livraison, . ..etc);
• Développer des collaborations avec d'autres utilisateurs.
• Regrouper les commandes pour profiter des rabaisd'échelle;
• Surveiller et profiter des rabais temporaires (abonnementà des info-courriels);
• Faire régulièrement des recherches de nouveauxfournisseurs pour étendre son bassind'approvisionnement et baisser ses coûts d'achat;
• Avoir recours aux articles reconditionnés.
• Réduire les quantités à garder en stock (mutualisation oucentralisation virtuelle des stocks; réduction des stocksgrâce à l'interchangeabilité des composants similaires);
• Réduire les périodes durant lesquelles il y a du stockage(Juste-à-Temps, détermination de l'instant optimal depassation de commande);
• Avoir recours aux articles reconditionnés.
• Se garder une alternative d'approvisionnement d'urgence(transferts latéraux ou prêts d'autres utilisateurs, etc);
• Réduire les délais d'approvisionnement (soumission etcommande en ligne; technique d'usinage rapide RAMP);
• Avoir recours à l'interchangeabilité pour des composantsfonctionnellement similaires.
• Améliorer la formation du personnel;
• Préparer et organiser les actions de maintenance(logiciels de gestion de la maintenance assistée parordinateur GMAO);
• Lier le système de planification des actions demaintenance avec le système de gestion des inventairesde pièces de rechange;
• Garantir l'accès à une documentation actualisée (portailweb du constructeur) et à un outillage adéquat.
Tableau 6.1 : Tableau récapitulatif des actions de réduction du coût total de gestion
140
Chapitre 7
Récupération des pièces reconditionnées
Dans ce chapitre, on se situe dans un contexte de récupération d'équipements en fin de
cycle de vie ou non-utilisés. Une fois collectés, ces équipements peuvent être : soit
désassembles en composants ou en sous-systèmes devant servir de pièces de rechange pour
d'autres équipements en opération, soit dirigés vers diverses autres options de récupération.
Les pièces de rechange reconditionnées ainsi obtenues représentent une excellente
alternative aux pièces neuves. Elles sont moins coûteuses et possèdent les caractéristiques
requises pour assurer le fonctionnement du système. Les autres alternatives de récupération
permettent de prolonger la durée de vie des équipements ou de les éliminer proprement.
Nous développons dans ce chapitre des outils d'aide à la décision pour une sélection
rigoureuse des alternatives de récupération à travers un cas d'étude industriel.
7.1. Les modèles et outils d'aide à la décision de la logistiqueinversée.La logistique inversée aussi appelée logistique à rebours « reverse logistics » désigne
l'ensemble des activités de récupération de valeur qui ont lieu depuis la collecte des
produits inutilisés jusqu'à leur réintroduction sur le marché ou leur élimination propre. Ce
141
domaine d'études étant récent, aucune des différentes définitions et appellations ne s'est
encore réellement imposée. Chouinard [40] présente une discussion approfondie sur la
définition de la logistique inversée. Les travaux les plus récents parlent de chaîne logistique
en boucle fermée (closed-loop supply chain) [79]. Cette définition nous paraît la plus
appropriée car elle traite du retour des articles et de leur remise dans le circuit normal de
production et de distribution.
La récupération des produits inutilisés ou en fin de cycle de vie devient de plus en plus
importante. Elle est surtout stimulée par des préoccupations environnementales et
économiques qui engendrent diverses réglementations et initiatives. Le « Extended
Producer Responsability » est une initiative internationale dans le cadre du développement
durable qui rend tout fabricant responsable de son produit durant son cycle de vie utile et
surtout en fin de cycle de vie. L'intérêt des scientifiques pour ces problèmes s'est donc
considérablement accru au cours de la présente décennie. Plusieurs travaux ont de fait été
publiés sur la logistique inversée et le ré-usinage des produits récupérés. Mentionnons,
entre autres, les travaux de Nakashima et al. [141], Lee et al. [122], Guide et Wassenhove
[91], Klausner et Hendrickson [117], Thierry et al. [179], Baetz et Neebe [11]. Les activités
de récupération ont d'abord été réalisées et étudiées sous la pression d'intérêts écologiques.
Ces dernières années, la démonstration a été faite que ces activités étaient économiquement
rentables à condition de disposer d'outils et de modèles pour guider la prise de décision
[79]. Les articles publiés dans la littérature peuvent être classés en trois catégories. La
grande majorité de ces travaux abordent le déploiement stratégique des réseaux de
logistique inversée. Une autre partie examine la planification tactique des activités et enfin
une faible portion des publications est consacrée à l'aspect opérationnel des activités de
récupération [152].
En général, après la collecte ou l'achat des produits inutilisés, suivent les activités de
nettoyage, d'évaluation et tri, de désassemblage, de réutilisation et/ou d'élimination selon
l'ordre le plus approprié au produit [101; 119]. Selon le produit considéré, certaines des
étapes de traitement prennent plus ou moins d'importance. Par exemple, durant les
opérations de ré-usinage d'ordinateurs par IBM Global Financing, les données sur les
disques durs des ordinateurs récupérés doivent être effacées par une procédure de nettoyage
qui satisfait la norme 5220-22-m du département de la défense des États-unis. Pour les
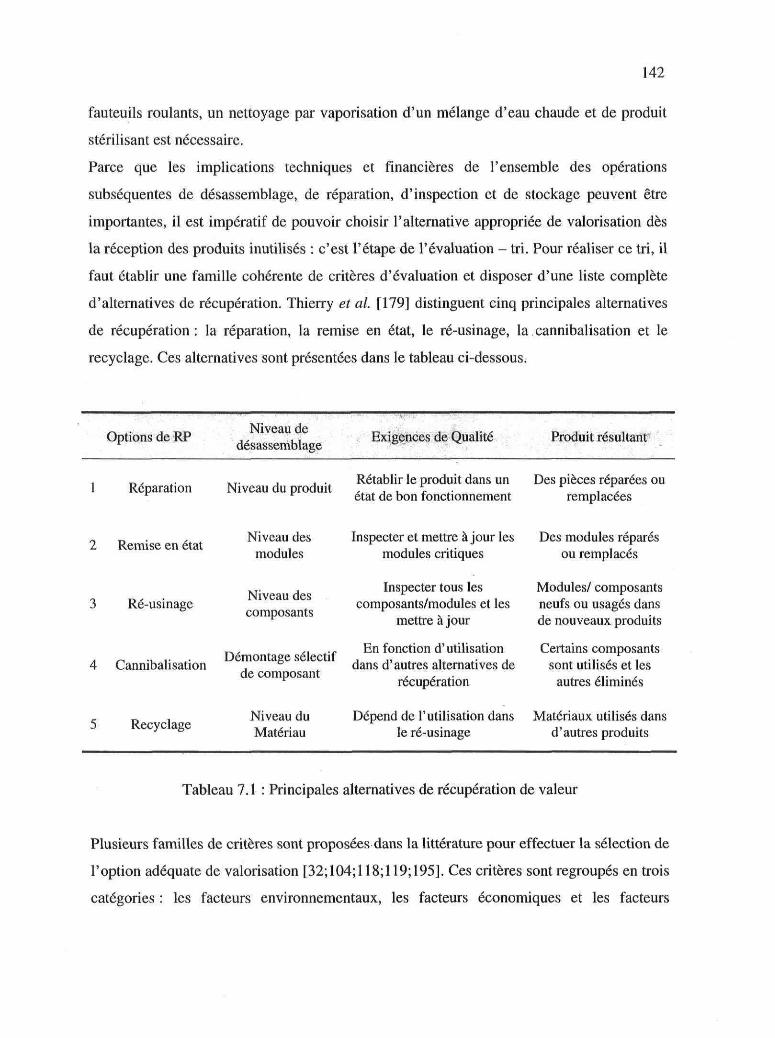
142
fauteuils roulants, un nettoyage par vaporisation d'un mélange d'eau chaude et de produit
stérilisant est nécessaire.
Parce que les implications techniques et financières de l'ensemble des opérations
subséquentes de désassemblage, de réparation, d'inspection et de stockage peuvent être
importantes, il est impératif de pouvoir choisir l'alternative appropriée de valorisation dès
la réception des produits inutilisés : c'est l'étape de l'évaluation - tri. Pour réaliser ce tri, il
faut établir une famille cohérente de critères d'évaluation et disposer d'une liste complète
d'alternatives de récupération. Thierry et al. [179] distinguent cinq principales alternatives
de récupération : la réparation, la remise en état, le ré-usinage, la cannibalisation et le
recyclage. Ces alternatives sont présentées dans le tableau ci-dessous.
Options de RPNiveau de
désassemblage Exigences de Qualité Produit résultant
Réparation
Remise en état
Ré-usinage
. . . Rétablir le produit dans un Des pièces réparées ouNiveau du produit .. . , , c • « *
état de bon fonctionnement remplacées
Niveau desmodules
Niveau descomposants
Inspecter et mettre à jour lesmodules critiques
Inspecter tous lescomposants/modules et les
mettre à jour
Des modules réparésou remplacés
Modules/ composantsneufs ou usagés dansde nouveaux produits
n , ,. . . En fonction d'utilisation Certains composants4 Cannibalisation dans d'autres alternatives de sont utilisés et les
décomposant , , v ,,. . ,récupération autres élimines
RecyclageNiveau du Dépend de l'utilisation dans Matériaux utilisés dansMatériau le ré-usinage d'autres produits
Tableau 7.1 : Principales alternatives de récupération de valeur
Plusieurs familles de critères sont proposées dans la littérature pour effectuer la sélection de
l'option adéquate de valorisation [32;104;l 18;119;195]. Ces critères sont regroupés en trois
catégories : les facteurs environnementaux, les facteurs économiques et les facteurs
143
techniques. Les critères retenus étant de nature différentes et multiples, les modèles de
décisions bâtis sont généralement multicritères ou multi-objectifs [122; 147].
Dans le cadre d'un projet de recherche multidisciplinaire sur la valorisation des aides à la
mobilités usagées collectées par l'institut de réadaptation en déficience physique de Québec
(IRDPQ), nous avons développé des outils d'aide à la décision et un modèle mathématique
de prise de décision au niveau opérationnel des activités de valorisation. La valorisation
désigne l'ensemble des activités de récupération de valeur économique résiduelle de
produits inutilisés, en l'occurrence des fauteuils roulants usagés. Les outils et le modèle
développés [59] sont présentés ci-dessous.
7.2. Cas d'étude : les fauteuils roulants usagés de la RAMQ
7.2.1. IntroductionLa Régie de l'assurance maladie du Québec (RAMQ) mandate 13 centres de réadaptation
situés partout dans la Belle Province pour effectuer l'attribution des fauteuils roulants aux
citoyens qui en ont besoin. Ces centres sont aussi chargés d'assurer la maintenance des
fauteuils roulants attribués. La RAMQ défraie la totalité des coûts encourus par l'attribution
et la maintenance des fauteuils. Depuis juin 2000, la RAMQ et les centres de réadaptation
ont signé une entente qui oblige les centres à récupérer tous les fauteuils roulants inutilisés
et à les valoriser [40]. Le rapport d'évaluation du projet de valorisation des aides à la
locomotion [47] indique que des économies de l'ordre de 4,35 millions de dollars ont été
réalisées pour la période allant du 15 juin 2000 au 31 décembre 2002. Ce même rapport
établit que les opérations de tri sont basées sur une grande variété de facteurs qui sont
diversement évalués et appliqués par les centres. En effet, les décisions d'orientation des
fauteuils semblent se faire à l'oeil et les coûts sont estimés mentalement avec tous les
risques d'erreurs qui peuvent survenir. D'autre part, le rapport révèle que jusqu'à 34% des
fauteuils collectés sont éliminés alors que seulement 11% sont démontés pour servir de
pièces de rechange. Au terme de l'évaluation du projet de valorisation, il a été recommandé
d'améliorer le processus de tri des aides à la mobilité collectées. Cette recommandation est
à l'origine du projet de recherche que nous avons mené conjointement avec la RAMQ et
l'IRDPQ.
144
Le tri des aides à la mobilité collectées constitue une étape cruciale du processus de
valorisation des aides à la mobilité, car elle conditionne toutes les autres opérations de
valorisation subséquentes et a des implications financières, opérationnelles et techniques
importantes. L'établissement d'une liste de critères appropriés, objectifs et faciles à évaluer,
et l'élaboration d'outils de tri procédant par étapes successives et systématiques
permettraient de garantir l'uniformité du tri et la sélection d'alternatives de valorisation
adéquates. La section 2 présente les critères retenus pour effectuer le tri. Les sections 3, 4 et
5 sont consacrées chacune au développement d'un arbre de décision, d'un outil multicritère
et d'un programme mathématique.
7.2.2. Les critères de tri retenusa) Les alternatives de valorisation
Le rapport d'évaluation du projet de valorisation des aides à la locomotion [47]
recommande le tri des fauteuils en 7 lots. Un regroupement est effectué et ramène le
nombre d'alternatives à 5. Ces alternatives sont :
1. Réattribution dans le programme de la RAMQ : lot qui regroupe des appareils
dont les attributs ou caractéristiques sont comparables à un appareil neuf, en vue
d'une utilisation identique à la fonction originale indépendamment des quantités en
stock dans un établissement donné. Les coûts pour remettre en état un appareil dans
une condition conforme à la définition ci-dessus ne devraient pas excéder $600 pour
un fauteuil manuel ou une base de positionnement, $3000 pour un fauteuil motorisé
de moins de deux (2) ans, $2000 pour un fauteuil motorisé entre deux (2) et quatre
(4) ans d'âge, $1600 pour un fauteuil motorisé de plus de quatre (4) ans.
2. Réemploi pour usage dans le réseau socio-sanitaire du MSSS : ce lot accueillera
les fauteuils du lot précédent qui seraient en surnombre ou des fauteuils qui ne
peuvent être remis en état sans dépasser la limite budgétaire imposée. Les fauteuils
de ce lot seront vendus dans le réseau socio-sanitaire du ministère de la santé et des
services sociaux (MSSS).
145
3. Cannibalisation des appareils pour utilisation des pièces et des composants
dans la remise en état ou les réparations: les fauteuils de ce lot sont démontés et
les pièces en bon état de fonctionnement sont retirées pour constituer un stock de
pièces récupérées. Les fauteuils affectés à cette catégorie ne peuvent être remis en
état sans dépasser la limite de budget et ne sont pas suffisamment de bonne qualité
(surtout l'aspect fiabilité) pour se qualifier pour la catégorie de réemploi, mais ils
contiennent des pièces récentes ou en bonne condition.
4. Prêt à des personnes admissibles ou conservation à des fins d'apprentissage :
les fauteuils de ce lot sont prêtés à des bénéficiaires à des fins d'entraînement ou de
prêts temporaires avant qu'ils ne reçoivent les fauteuils qui leur sont prescrits. Les
fauteuils de cette catégorie sont en fin de vie utile et nécessitent peu ou pas
d'opérations de remise en état.
5. Élimination par l'envoi d'appareils à l'extérieur du pays via l'organisme
Collaboration Santé Internationale (CSI) ou la régénération des rebuts et résidus: les
fauteuils de ce lot sont des fauteuils technologiquement dépassés et qui ne peuvent
plus être utilisés pour répondre aux besoins des bénéficiaires selon les standards de
la Régie. Ces fauteuils sont envoyés dans des pays en voie de développement par
l'intermédiaire de l'organisme CSI. Ce lot est aussi destiné aux pièces et composants
en mauvais état et obsolètes qui ne peuvent être récupérés par l'organisme CSI ou
utilisés pour leurs matériaux dans la fabrication d'autres équipements. Ils doivent
être éliminés proprement.
b) Détermination et définition des critères
Dans la littérature scientifique et technique, très peu de travaux sont consacrés à la
récupération des produits en fin de cycle. Il est encore plus difficile de trouver des travaux
consacrés à la récupération d'aides à la mobilité. Hormis les travaux publiés par la Régie de
l'assurance maladie du Québec (RAMQ) et l'équipe de recherche du projet de valorisation à
l'Institut de réadaptation en déficience physique de Québec (IRDPQ), seule l'étude menée
par Rudi et al. [152] en Norvège aborde le problème du tri des aides à la mobilité usagées.
146
Pour la détermination de la famille de critères nécessaires au tri, nous nous sommes
appuyés sur les 3 sources suivantes :
a) Les critères utilisés par les établissements de réadaptation signataires de l'entente
sur la valorisation et qui sont recensés dans le rapport d'évaluation du projet de
valorisation des aides à la locomotion [47] ;
b) Les critères relevés par Rudi et al. [152] ;
c) Les critères relevés dans le cadre du projet de valorisation des aides à la mobilité à
l'IRDPQ [59].
Après plusieurs séances de travail avec les preneurs de décision et les mécaniciens, une
liste de critères nécessaires à la réalisation des opérations de tri a été dressée. Chacun des
critères a été examiné pour sa pertinence à pouvoir faire le tri des fauteuils. Les critères
retenus ont ensuite été définis et pondérés en se fondant sur les principes de:
• Simplicité : la définition du critère doit être suffisamment simple et claire pour que
l'intervenant moyen puisse la comprendre sans ambiguïté.
• Facilité d'évaluation : l'évaluation de chaque critère doit être facile et ne pas
nécessiter d'opérations trop lourdes pour le mécanicien. Pour certains cas, plusieurs
méthodes d'évaluation sont proposées par ordre de priorité d'utilisation. Les critères
retenus et leurs façons d'être évalués doivent tenir compte de la précision des
données disponibles et de l'absence de système d'information automatisé. Dans les
cas appropriés, l'évaluation sera qualitative plutôt que quantitative.
Finalement, 4 critères ont été retenus : l'âge (facteur technique), la disponibilité
contractuelle des pièces (facteur technique), le coût estimé de remise en état (facteur
économique) et le niveau des stocks (facteur économique).
Age : période de temps entre la date de première prise de possession (DPP) enregistrée à la
RAMQ et la date du tri (DDT).
L'âge d'un appareil est retenu comme critère de réattribution pour des raisons de fiabilité,
d'amortissement et de pertinence technologique de l'aide.
147
En l'absence de données précises sur les durées de vie des fauteuils, nous faisons
l'hypothèse qu'un fauteuil roulant a un taux de panne non-décroissant. Cette hypothèse est
vraie durant la phase d'exploitation de la plupart des équipements mécaniques. Au chapitre
5, nous avons établit qu'un équipement à taux de panne non-décroissant devenait moins
fiable en vieillissant. Ainsi, les fauteuils plus jeunes seront remis en état pour être
réattribués, alors que les autres pourraient être dirigés vers d'autres orientations. Dès que
les données sur les durées de vie des fauteuils seront disponibles, il sera alors possible de
calculer la loi de dégradation/(.) des fauteuils et de déterminer l'âge maximal des fauteuils
à mettre en réattribution à partir des modèles de décisions développés à la section 5.1.1.
L'âge est ici utilisé comme serait le kilométrage sur un véhicule automobile. Si les aides à
la mobilité disposaient d'odometre ou de compteurs du nombre de tours de roues, la lecture
de ces compteurs aurait fourni une information plus précise sur la dégradation des
composants du fauteuil. Toutefois, nous savons qu'en pratique le mode d'usage peut
affecter la fiabilité. Mais à ce stade-ci, les données disponibles ne permettent pas de faire le
lien entre l'usage d'un fauteuil et sa fiabilité. On tiendra cependant compte de l'usage qu'a
subi un fauteuil à travers d'autres critères.
Du point de vue de l'amortissement, plus un fauteuil est âgé plus il est déprécié et donc
moins intéressant à remettre en état pour être réattribué. Par contre, un fauteuil jeune est
peu amorti et donc plus intéressant à remettre en état pour réattribution, afin de récupérer
une partie de sa valeur économique.
Du point de vue de la pertinence, l'on dira que plus un fauteuil est jeune, et plus il est
conforme à l'esthétique et aux fonctionnalités des fauteuils les plus récents et par
conséquent plus apte à être remis en circulation.
Disponibilité contractuelle des pièces : se définit comme la période au cours de laquelle
un fournisseur est tenu de fournir des pièces en vertu du contrat qu'il a signé avec la
RAMQ. Cette période est égale à la durée du contrat (3 ans) à laquelle s'ajoutent cinq
années supplémentaires de disponibilité garantie. Au moment du tri, la durée résiduelle de
cette garantie de disponibilité est généralement de 8 ans moins le temps écoulé depuis le
début du contrat en vigueur au moment de sa première attribution.
148
La disponibilité contractuelle garantie la disponibilité de pièces pour remettre en état ou
réparer un fauteuil. Un fauteuil qui ne sera plus couvert par la garantie contractuelle de
disponibilité de pièces aura tendance à être orienté vers des alternatives autres que la remise
en état.
Coût estimé de remise en état : se définit comme la somme des coûts anticipés de main
d'œuvre et de remplacements encourus pour remettre un appareil dans un état similaire à sa
condition lors de l'attribution précédente. Il englobe les coûts de nettoyage, réfection avec
des pièces neuves ou usagées, main d'œuvre, vérification technique. Ce coût doit être
inférieur à une limite fixée par la Régie pour que la remise en état soit envisageable à moins
d'obtenir une autorisation de dépassement
Afin d'évaluer le coût estimé de remise en état (CERE) de la façon la plus systématique et
précise possible, un module informatique relié à des bases de données est mis au point. Les
bases de données contiennent une liste de pièces de rechange, leurs coûts, leurs durées de
remplacement et toute autre information pertinente à la détermination du coût estimé de
remise en état. De plus, afin de forcer les intervenants à davantage examiner le fauteuil à
trier, une phase d'inspection des points critiques identifiés par une étude AMDEC est
incluse à cette étape.
La RAMQ accorde un montant maximal de $600 pour les opérations de remise en état pour
réattribution d'un fauteuil manuel ou d'une base mobile. Ce montant ne doit pas être
dépassé sauf dans le cas d'une aide à la mobilité devant être attribuée à un bénéficiaire
selon les articles 53.3 et/ou 51.7 de la Régie. Dans ces cas, une autorisation de la Régie doit
être obtenue avant toute action. Le respect ou le dépassement de ce montant maximal
justifie qu'une aide soit mise en réattribution ou non. Il est donc important de tenir compte
de ce facteur. En outre, son évaluation doit être la plus systématique et précise possible.
Niveau des stocks ; constitue la quantité de fauteuils d'un type donné et d'un modèle
donné présent dans l'aire d'entreposage et en attente d'une réattribution. Le stock maximum
de chaque type de fauteuil est déterminé à partir du modèle d'Heyman [98] qui a été
présenté à la section 5.2.2.
149
Étant donné que tous les établissements n'ont pas le même niveau maximal de stockage et
que tous n'ont pas un système d'information en temps réel pour gérer les stocks au moment
de l'implantation de l'outil de tri, l'évaluation de ce critère se fera de façon qualitative. Il
s'agira de se poser la question suivante : quel est le niveau du stock de fauteuils mis en
réattribution (de même type que le fauteuil à trier)? Quatre réponses seront alors
proposées : bas, moyen, élevé, surchargé.
c) La pondération des critères
La détermination de la pondération des critères a été faite selon deux méthodes : la méthode
Delphi et une méthode ordinale par positionnement sur un axe gradué aussi appelée
méthode des cartes à jouer [158].
La méthode Delphi développée par Olaf Helmer et Norman Dalkey de la RAND
Corporation consiste en une série de questionnements successivement répétés,
généralement par écrit, d'un groupe d'individus qui connaissent bien le domaine ou le
processus qui est le sujet de l'enquête. Après le questionnement initial, les questionnements
subséquents sont accompagnés des résultats précédents qui sont anonymement présentés.
Les personnes interrogées sont encouragées à reconsidérer leur décision et si nécessaire à
changer leur réponse à la lumière des résultats du questionnement précédent. Après deux ou
trois cycles de questionnements, les réponses définitives sont déterminées en faisant une
moyenne ou par consensus.
Pour déterminer les poids des critères, nous avons procédé en 3 étapes : une phase
individuelle, une phase consensuelle et une phase de pondération en équipe. Durant la
phase individuelle, chaque preneur de décision et mécanicien participant devait classer par
ordre d'importance les critères retenus. Étant donné le nombre restreint de critères, nous
avons directement procédé à la phase consensuelle qui a donné les résultats du
tableau 7.2. Après avoir obtenu un ordre d'importance des critères, nous avons déterminé,
par la même méthode, une pondération des critères.
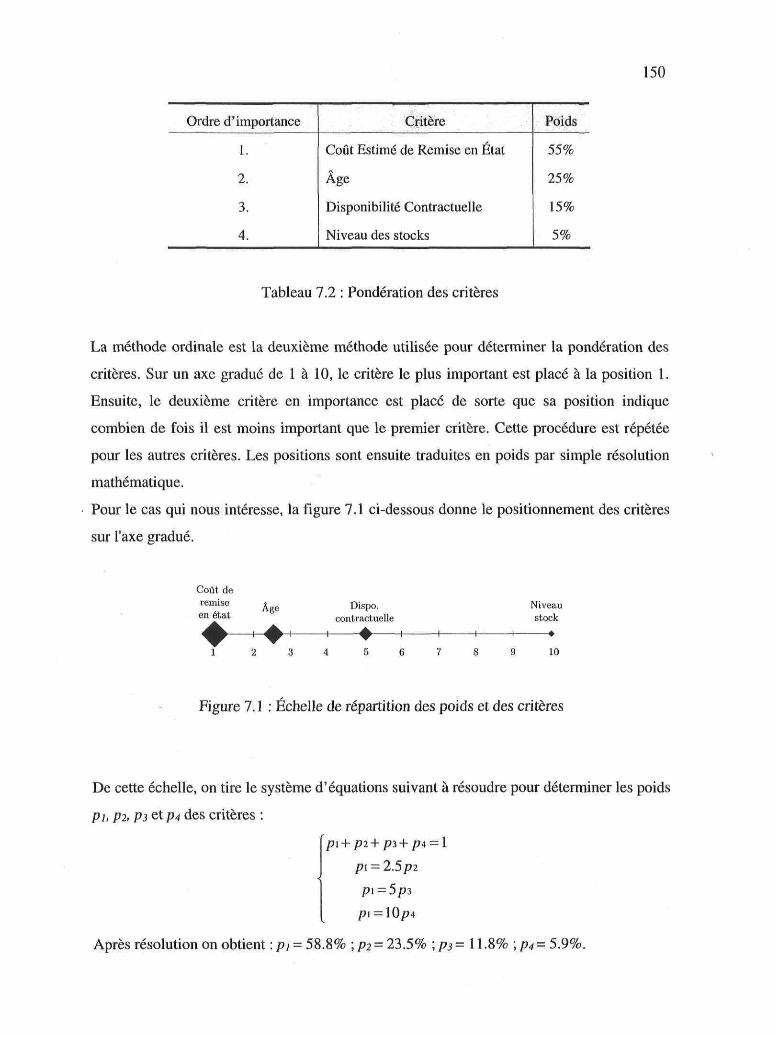
150
Ordre d'importance
1.
2.
3.
4.
Critère
Coût Estimé de Remise en État
Âge
Disponibilité Contractuelle
Niveau des stocks
Poids
55%
25%
15%
5%
Tableau 7.2 : Pondération des critères
La méthode ordinale est la deuxième méthode utilisée pour déterminer la pondération des
critères. Sur un axe gradué de 1 à 10, le critère le plus important est placé à la position 1.
Ensuite, le deuxième critère en importance est placé de sorte que sa position indique
combien de fois il est moins important que le premier critère. Cette procédure est répétée
pour les autres critères. Les positions sont ensuite traduites en poids par simple résolution
mathématique.
Pour le cas qui nous intéresse, la figure 7.1 ci-dessous donne le positionnement des critères
sur l'axe gradué.
Dispo.contractuelle
Niveaustock
10
Figure 7.1 : Échelle de répartition des poids et des critères
De cette échelle, on tire le système d'équations suivant à résoudre pour déterminer les poids
Pi, P2, P3 et p4 des critères :
pt = 2.5/72
pi = 10/74
Après résolution on obtient : pi = 58.8% ;p2=23.5% ;p3= 11.8% ;p4=5.9%.
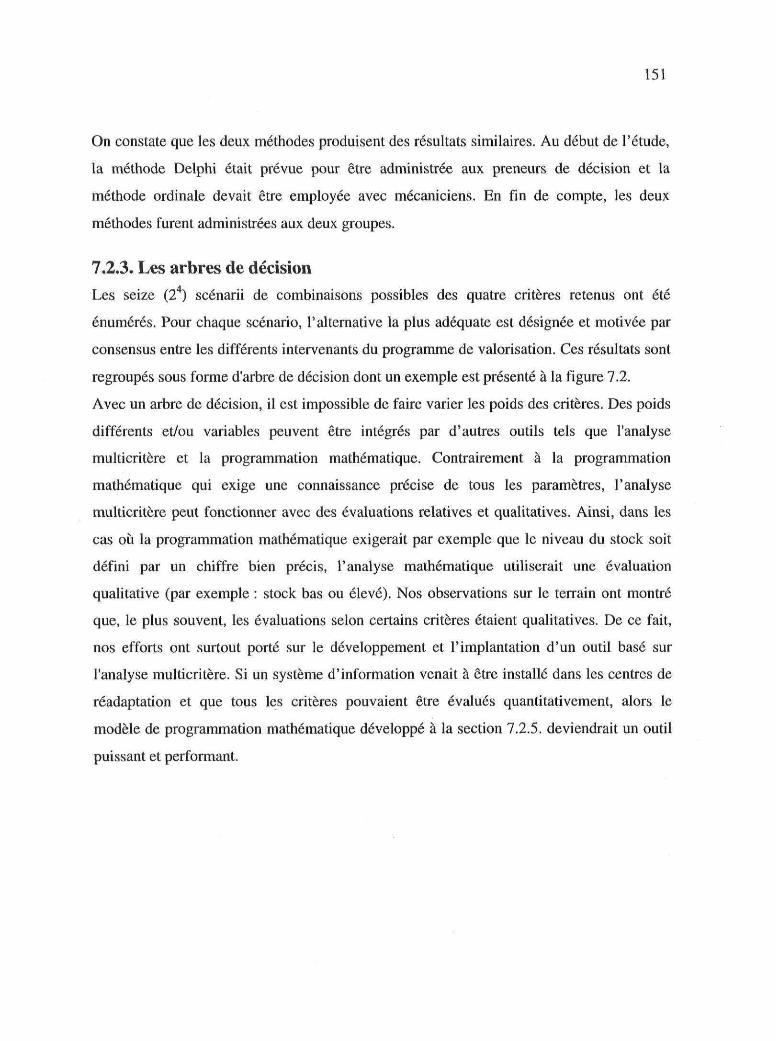
151
On constate que les deux méthodes produisent des résultats similaires. Au début de l'étude,
la méthode Delphi était prévue pour être administrée aux preneurs de décision et la
méthode ordinale devait être employée avec mécaniciens. En fin de compte, les deux
méthodes furent administrées aux deux groupes.
7.2.3. Les arbres de décisionLes seize (24) scénarii de combinaisons possibles des quatre critères retenus ont été
énumérés. Pour chaque scénario, l'alternative la plus adéquate est désignée et motivée par
consensus entre les différents intervenants du programme de valorisation. Ces résultats sont
regroupés sous forme d'arbre de décision dont un exemple est présenté à la figure 7.2.
Avec un arbre de décision, il est impossible de faire varier les poids des critères. Des poids
différents et/ou variables peuvent être intégrés par d'autres outils tels que l'analyse
multicritère et la programmation mathématique. Contrairement à la programmation
mathématique qui exige une connaissance précise de tous les paramètres, l'analyse
multicritère peut fonctionner avec des évaluations relatives et qualitatives. Ainsi, dans les
cas où la programmation mathématique exigerait par exemple que le niveau du stock soit
défini par un chiffre bien précis, l'analyse mathématique utiliserait une évaluation
qualitative (par exemple : stock bas ou élevé). Nos observations sur le terrain ont montré
que, le plus souvent, les évaluations selon certains critères étaient qualitatives. De ce fait,
nos efforts ont surtout porté sur le développement et l'implantation d'un outil basé sur
l'analyse multicritère. Si un système d'information venait à être installé dans les centres de
réadaptation et que tous les critères pouvaient être évalués quantitativement, alors le
modèle de programmation mathématique développé à la section 7.2.5. deviendrait un outil
puissant et performant.
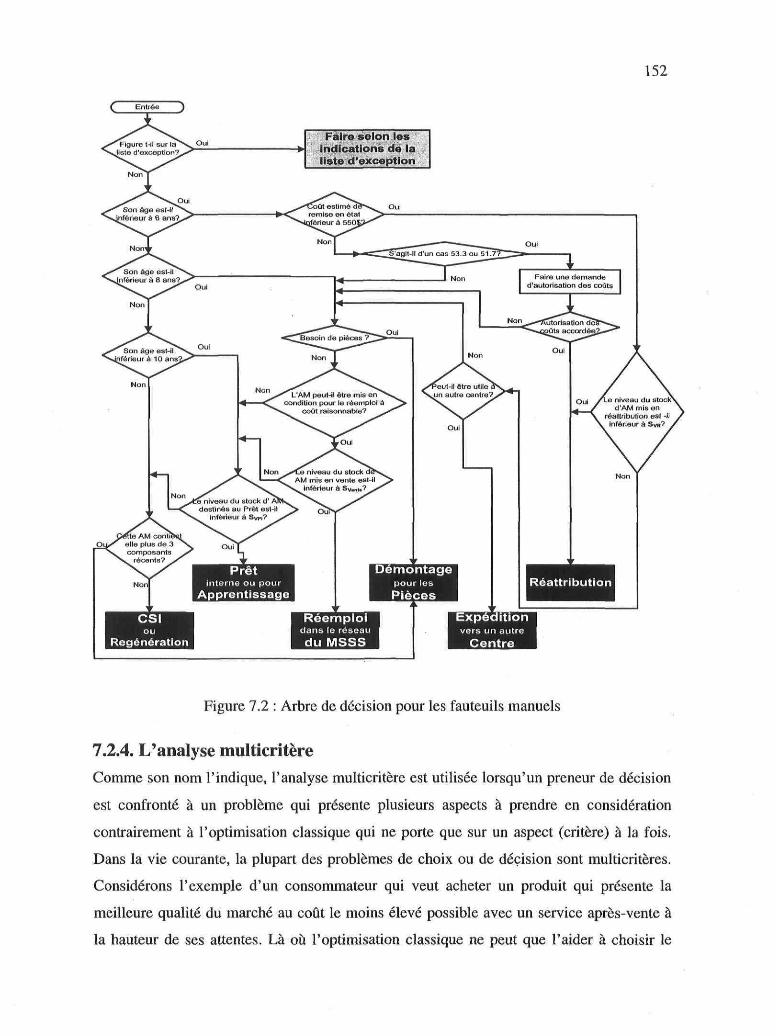
152
Faire selon lesindications de laliste d'exception
Prêtinterne ou pour
Apprentissage
Démontagepour les
Pièces
Regénération
Réemploidans le réseau
du MSSS
Faire une demanded'autorisation des coûts
L'AM peut-il être mis encondition pour le réemplo
coût raisonnable?e niveau du stock
d'AM mis enréattribution est -il
Inférieur à SVR?
e niveau du stockAM mis en vente est-ii
inférieur à Sv«nti?
niveau du stock ddestinés au Prêt est-ii
inférieur à S™?
Réattribution
Expéditionvers un autre
Centre
Figure 7.2 : Arbre de décision pour les fauteuils manuels
7.2.4. L'analyse multicritèreComme son nom l'indique, l'analyse multicritère est utilisée lorsqu'un preneur de décision
est confronté à un problème qui présente plusieurs aspects à prendre en considération
contrairement à l'optimisation classique qui ne porte que sur un aspect (critère) à la fois.
Dans la vie courante, la plupart des problèmes de choix ou de décision sont multicritères.
Considérons l'exemple d'un consommateur qui veut acheter un produit qui présente la
meilleure qualité du marché au coût le moins élevé possible avec un service après-vente à
la hauteur de ses attentes. Là où l'optimisation classique ne peut que l'aider à choisir le
153
produit le moins cher ou le produit de la meilleure qualité ou celui offrant le meilleur
service après-vente, l'analyse multicritère désignera le produit qui répondra globalement
aux désirs du consommateur. L'analyse multicritère tentera de trouver le meilleur
compromis possible. L'analyse multicritère prend de plus en plus de place dans l'aide à la
décision depuis que plusieurs auteurs, dont Roy et Bouyssou [149], ont élaboré une théorie
mathématique des méthodes multicritères. Elle a été appliquée avec succès à plusieurs
problèmes de décision : choix de l'extension de lignes de métros [150], choix de
fournisseurs de services [64], évaluation de systèmes hospitaliers [52], évaluation par le
congrès américain du statut commercial de la Chine [154], ...etc.
En toute généralité, lorsqu'on pose un problème multicritère, il s'agit de trouver la
« solution la plus adéquate », compte tenu d'une famille cohérente de critères. On peut
généralement opérer en 4 grandes étapes :
1. Dresser la liste des actions potentielles;
2. Dresser la liste des critères à prendre en considération;
3. Établir le tableau des performances;
4. Agréger les performances.
a) Le choix de la méthode multicritère
Schârlig [158] expose de façon claire et simple le fonctionnement des outils d'analyse
multicritère. Il y propose un arbre de décision pour sélectionner la méthode multicritère
appropriée au problème à traiter.
Avant de pouvoir choisir une méthode multicritère, il faut déterminer le type de
problématique qu'on traite. Il en existe 3 :
1. la problématique de choix : aussi appelée problématique « a », elle a pour but de
déterminer au sein de l'ensemble des actions (fauteuils) un sous-ensemble contenant
les actions les plus adéquates à la résolution du problème.
2. la problématique de tri : aussi appelée problématique « fi », elle cherche à scinder
l'ensemble des actions (fauteuils) en un certain nombre de classes prédéfinies.
3. la problématique de rangement : aussi appelée problématique «y », elle cherche à
classer (ranger) les actions de la meilleure à la pire.
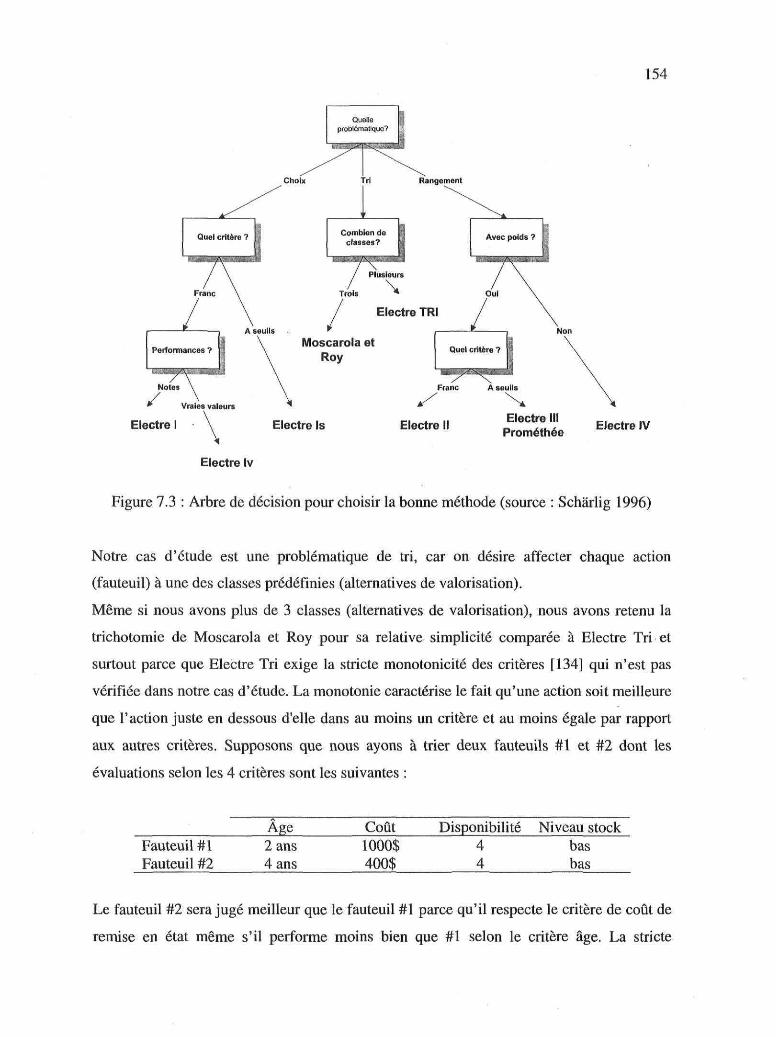
154
Electre I Electre Is
Electre Iv
Electre IIIProméthée Electre IV
Figure 7.3 : Arbre de décision pour choisir la bonne méthode (source : Scharlig 1996)
Notre cas d'étude est une problématique de tri, car on désire affecter chaque action
(fauteuil) à une des classes prédéfinies (alternatives de valorisation).
Même si nous avons plus de 3 classes (alternatives de valorisation), nous avons retenu la
trichotomie de Moscarola et Roy pour sa relative simplicité comparée à Electre Tri et
surtout parce que Electre Tri exige la stricte monotonicité des critères [134] qui n'est pas
vérifiée dans notre cas d'étude. La monotonie caractérise le fait qu'une action soit meilleure
que l'action juste en dessous d'elle dans au moins un critère et au moins égale par rapport
aux autres critères. Supposons que nous ayons à trier deux fauteuils #1 et #2 dont les
évaluations selon les 4 critères sont les suivantes :
Fauteuil #1Fauteuil #2
Age Coût Disponibilité Niveau stock2 ans4 ans
1000$400$
44
basbas
Le fauteuil #2 sera jugé meilleur que le fauteuil #1 parce qu'il respecte le critère de coût de
remise en état même s'il performe moins bien que #1 selon le critère âge. La stricte
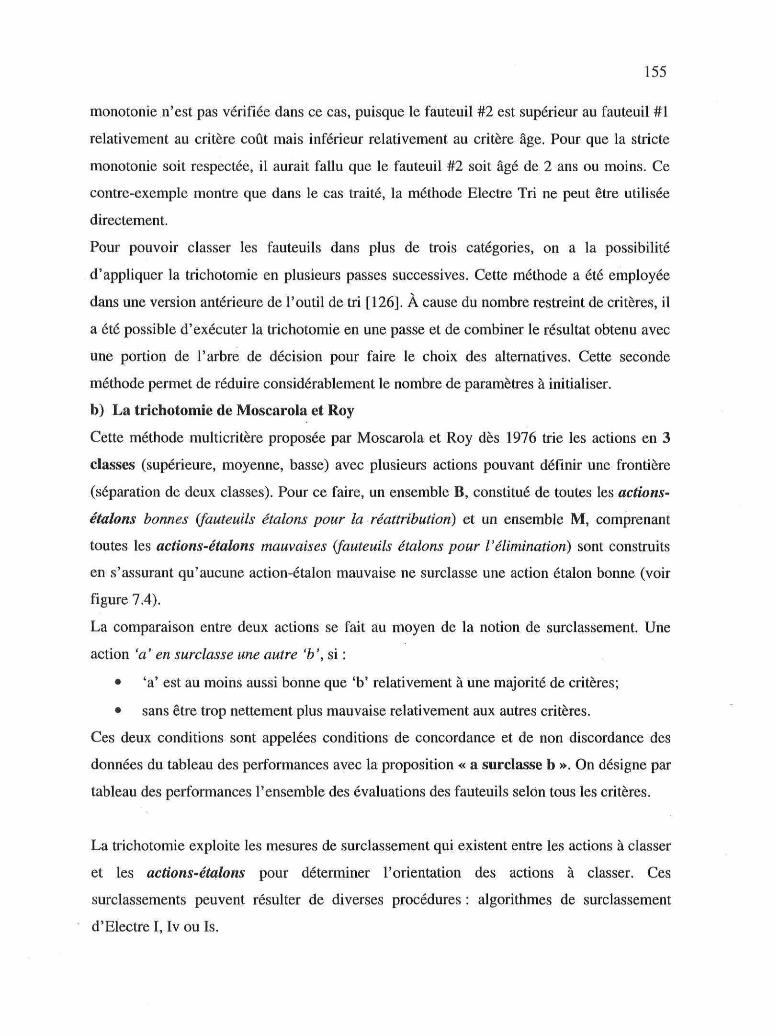
155
monotonie n'est pas vérifiée dans ce cas, puisque le fauteuil #2 est supérieur au fauteuil #1
relativement au critère coût mais inférieur relativement au critère âge. Pour que la stricte
monotonie soit respectée, il aurait fallu que le fauteuil #2 soit âgé de 2 ans ou moins. Ce
contre-exemple montre que dans le cas traité, la méthode Electre Tri ne peut être utilisée
directement.
Pour pouvoir classer les fauteuils dans plus de trois catégories, on a la possibilité
d'appliquer la trichotomie en plusieurs passes successives. Cette méthode a été employée
dans une version antérieure de l'outil de tri [126]. À cause du nombre restreint de critères, il
a été possible d'exécuter la trichotomie en une passe et de combiner le résultat obtenu avec
une portion de l'arbre de décision pour faire le choix des alternatives. Cette seconde
méthode permet de réduire considérablement le nombre de paramètres à initialiser.
b) La trichotomie de Moscarola et Roy
Cette méthode multicritère proposée par Moscarola et Roy dès 1976 trie les actions en 3
classes (supérieure, moyenne, basse) avec plusieurs actions pouvant définir une frontière
(séparation de deux classes). Pour ce faire, un ensemble B, constitué de toutes les actions-
étalons bonnes (fauteuils étalons pour la réattribution) et un ensemble M, comprenant
toutes les actions-étalons mauvaises (fauteuils étalons pour l'élimination) sont construits
en s'assurant qu'aucune action-étalon mauvaise ne surclasse une action étalon bonne (voir
figure 7.4).
La comparaison entre deux actions se fait au moyen de la notion de surclassement. Une
action 'a' en surclasse une autre 'b', si :
• 'a' est au moins aussi bonne que 'b' relativement à une majorité de critères;
• sans être trop nettement plus mauvaise relativement aux autres critères.
Ces deux conditions sont appelées conditions de concordance et de non discordance des
données du tableau des performances avec la proposition « a surclasse b ». On désigne par
tableau des performances l'ensemble des évaluations des fauteuils selon tous les critères.
La trichotomie exploite les mesures de surclassement qui existent entre les actions à classer
et les actions-étalons pour déterminer l'orientation des actions à classer. Ces
surclassements peuvent résulter de diverses procédures : algorithmes de surclassement
d'Electre I, Iv ou Is.
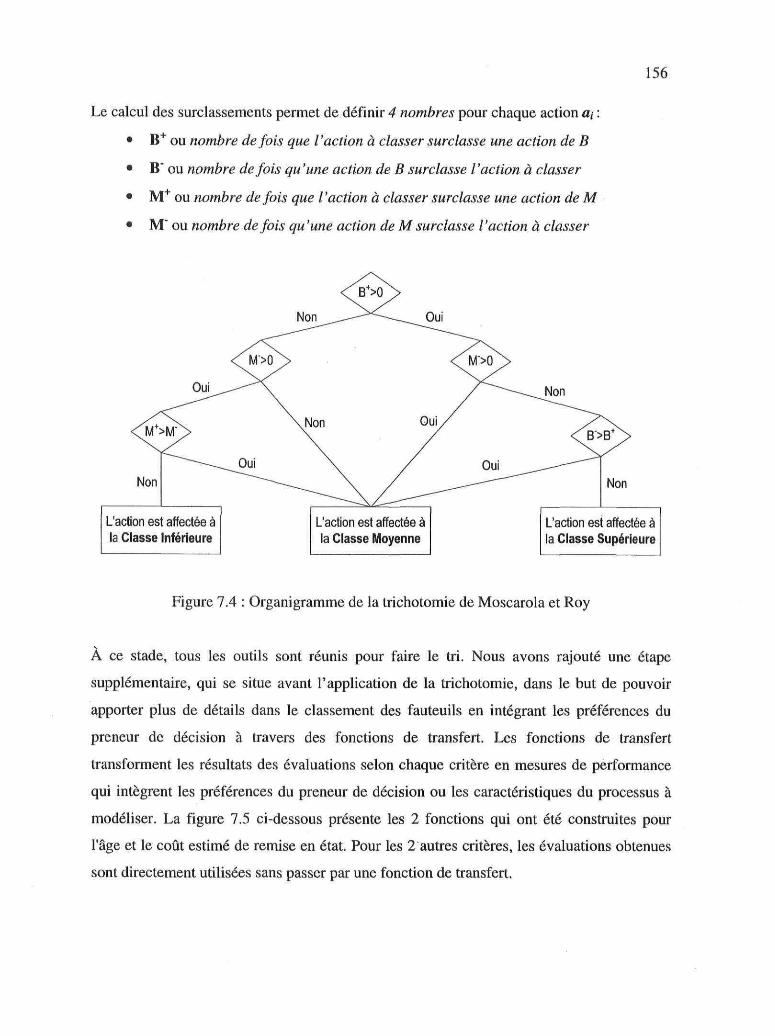
156
Le calcul des surclassements permet de définir 4 nombres pour chaque action a,- :
• B+ ou nombre de fois que l'action à classer surclasse une action de B
• B" ou nombre défais qu'une action de B surclasse l'action à classer
• M+ ou nombre défais que l'action à classer surclasse une action de M
• M" ou nombre défais qu'une action de M surclasse l'action à classer
L'action est affectée àla Classe Inférieure
L'action est affectée àla Classe Moyenne
Non
L'action est affectée àla Classe Supérieure
Figure 7.4 : Organigramme de la trichotomie de Moscarola et Roy
À ce stade, tous les outils sont réunis pour faire le tri. Nous avons rajouté une étape
supplémentaire, qui se situe avant l'application de la trichotomie, dans le but de pouvoir
apporter plus de détails dans le classement des fauteuils en intégrant les préférences du
preneur de décision à travers des fonctions de transfert. Les fonctions de transfert
transforment les résultats des évaluations selon chaque critère en mesures de performance
qui intègrent les préférences du preneur de décision ou les caractéristiques du processus à
modéliser. La figure 7.5 ci-dessous présente les 2 fonctions qui ont été construites pour
l'âge et le coût estimé de remise en état. Pour les 2 autres critères, les évaluations obtenues
sont directement utilisées sans passer par une fonction de transfert.
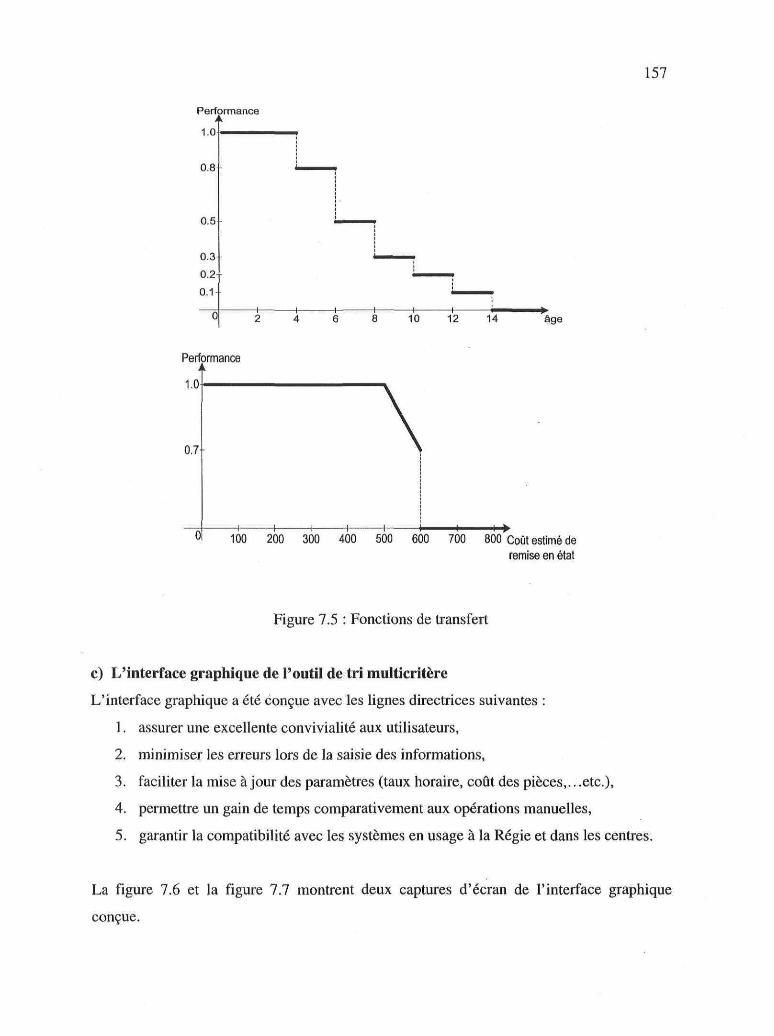
157
Performance
1.0
0.8
0.5-
0.3
0.2-
0.1
0
Performance
1.0
0.7
10 12 14
• • + -
100 200 300 400 500 600- H *
700 800 Coût estimé deremise en état
Figure 7.5 : Fonctions de transfert
c) L'interface graphique de l'outil de tri multicritère
L'interface graphique a été conçue avec les lignes directrices suivantes :
1. assurer une excellente convivialité aux utilisateurs,
2. minimiser les erreurs lors de la saisie des informations,
3. faciliter la mise à jour des paramètres (taux horaire, coût des pièces,.. .etc.),
4. permettre un gain de temps comparativement aux opérations manuelles,
5. garantir la compatibilité avec les systèmes en usage à la Régie et dans les centres.
La figure 7.6 et la figure 7.7 montrent deux captures d'écran de l'interface graphique
conçue.
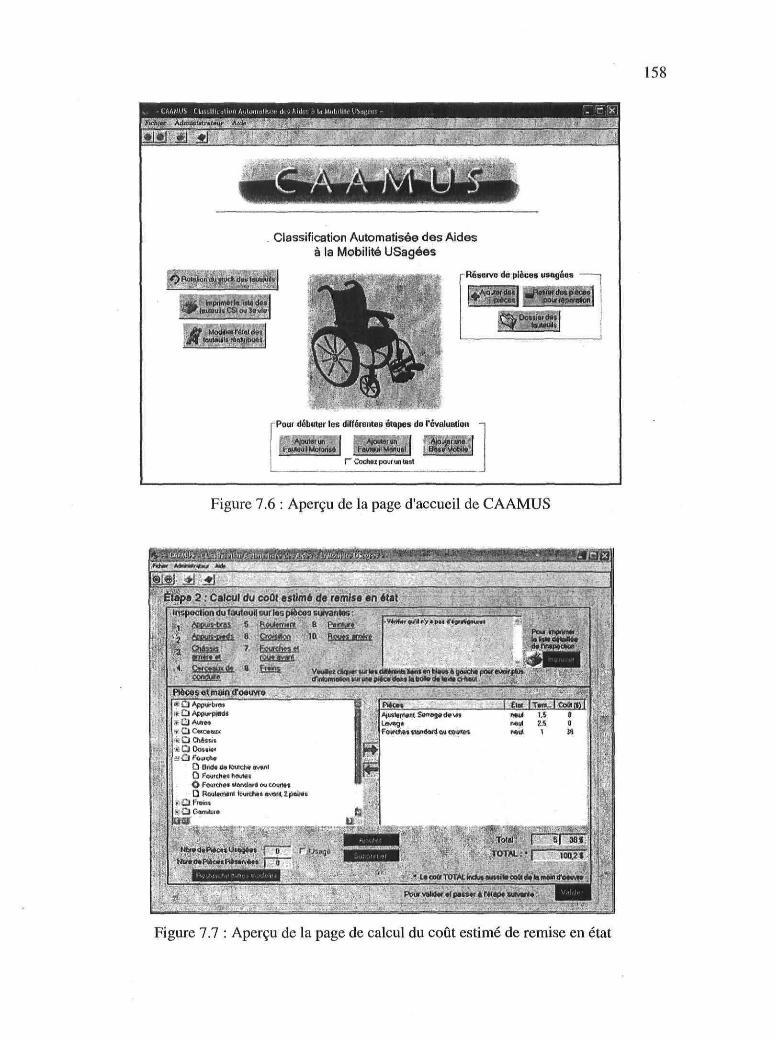
158
I I • I i
Classification Automatisée des Aidesà la Mobilité USagées
Résolve de pièces usagées
S I <.J*«i*»j»cii
Pour diibutnr les différentes étapes de l'évaluation -
l«ifc,nl Motorisé
f" Cachez pour un test
Figure 7.6 : Aperçu de la page d'accueil de CAAMUS
I I)' . I 11 •
TOTAL.-I TiïiïT.
Figure 7.7 : Aperçu de la page de calcul du coût estimé de remise en état
159
Dès qu'une interface fonctionnelle a été obtenue, une série de tests fut menée dans les 5
centres de réadaptation suivants : Centre de Réadaptation Constance-Lethbridge
(Montréal), Centre Montérégien de Réadaptation (St-Hubert), Centre de Réadaptation de
l'Outaouais La RessourSe (Hull), Centre de Réadaptation Lucie-Bruneau (Montréal) et
IRDPQ (Québec). Les principaux objectifs des tests étaient de vérifier la facilité
d'utilisation de l'outil, de rechercher éventuellement l'existence d'autres critères ou facteurs
de tri, d'échanger avec les intervenants de la valorisation sur les différents aspects du tri des
fauteuils et surtout de recueillir les données pour effectuer une comparaison entre les
décisions de l'outil et les décisions d'orientation des mécaniciens. Pour chaque fauteuil
testé, la décision de l'outil et la décision du mécanicien sont enregistrées. Les alternatives
de valorisation sont codées par ordre de priorité par des chiffres dans l'ordre suivant :
Remise en état pour réattribution (1), Démontage des pièces (2), Réemploi aussi appelé 3ème
vie (3), Prêt ou apprentissage (4), Régénération ou Élimination ou envoi à CSI (5).
Au total, 79 paires de données furent recueillies lors des tests [56].
Deux méthodes d'analyse statistique ont été employées pour tester la concordance des
décisions prises par l'outil et les décisions des mécaniciens. La première méthode est celle
des coefficients Kappa. La seconde est un test des signes avec niveau de confiance à 95%.
d) Les analyses statistiques
Le test statistique Kappa de Cohen [43] permet d'évaluer l'accord entre des jugements
catégoriels appliqués aux mêmes objets, fournis par deux ou plusieurs parties ou
techniques, en prenant en compte la concordance aléatoire (le fait que les parties puissent
aboutir à la même décision par chance). Les coefficients Kappa sont surtout utilisés dans
les sciences sociales et dans les études de fidélité des diagnostics en médecine.
Les coefficients Kappa de Cohen sont définis par:
K = ^ p - (7.1)
Où Po est la proportion d'accord observé et Pe est la probabilité que l'accord soit dû au
hasard.
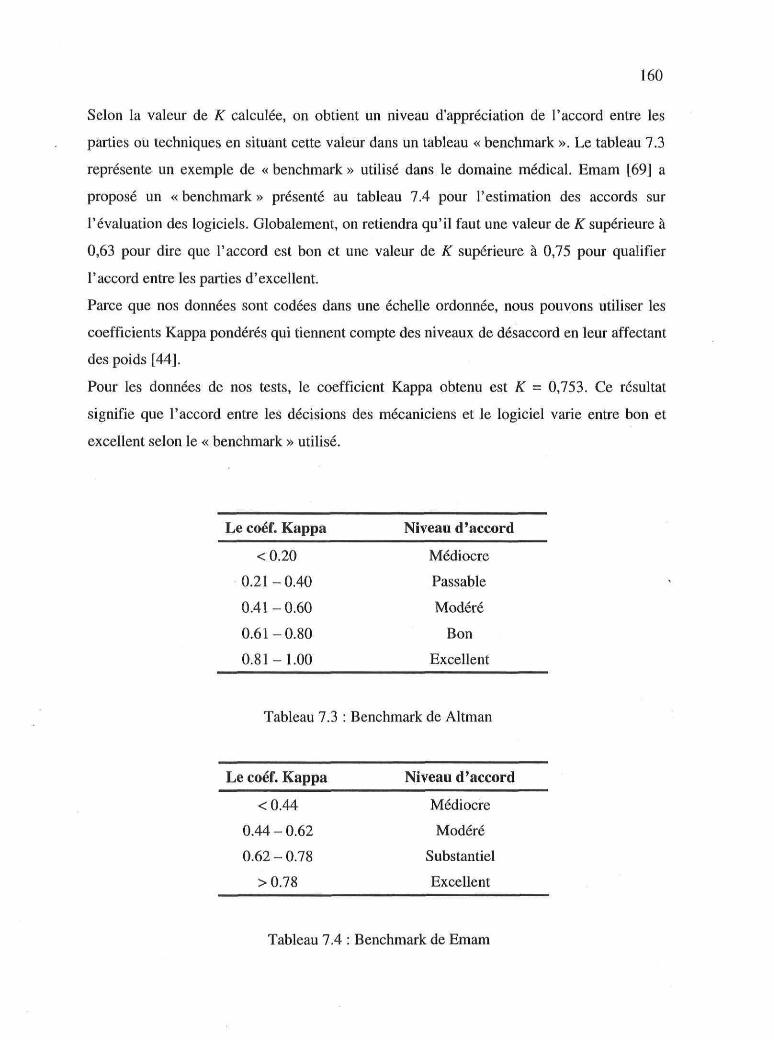
160
Selon la valeur de K calculée, on obtient un niveau d'appréciation de l'accord entre les
parties ou techniques en situant cette valeur dans un tableau « benchmark ». Le tableau 7.3
représente un exemple de « benchmark » utilisé dans le domaine médical. Emam [69] a
proposé un « benchmark » présenté au tableau 7.4 pour l'estimation des accords sur
l'évaluation des logiciels. Globalement, on retiendra qu'il faut une valeur de K supérieure à
0,63 pour dire que l'accord est bon et une valeur de K supérieure à 0,75 pour qualifier
l'accord entre les parties d'excellent.
Parce que nos données sont codées dans une échelle ordonnée, nous pouvons utiliser les
coefficients Kappa pondérés qui tiennent compte des niveaux de désaccord en leur affectant
des poids [44].
Pour les données de nos tests, le coefficient Kappa obtenu est K = 0,753. Ce résultat
signifie que l'accord entre les décisions des mécaniciens et le logiciel varie entre bon et
excellent selon le « benchmark » utilisé.
Le coéf. Kappa
<0.20
0.21-0.40
0.41-0.60
0.61-0.80
0.81 - 1.00
Niveau d'accord
Médiocre
Passable
Modéré
Bon
Excellent
Tableau 7.3 : Benchmark de Altman
Le coéf. Kappa
<0.44
0.44 - 0.62
0.62 - 0.78
>0.78
Niveau d'accord
Médiocre
Modéré
Substantiel
Excellent
Tableau 7.4 : Benchmark de Emam
161
II existe plusieurs sortes de tests d'hypothèses repartis selon le type d'hypothèse et de
données considérés. Lorsque les données sont obtenues par paire, on parle de données
appariées. Chaque fois qu'un fauteuil est testé, deux données sont recueillies à savoir la
décision du mécanicien et la décision du logiciel. Pour de tels cas, on utilise le test des
signes comme test d'hypothèse. De plus, lorsque les données sont telles qu'il est possible
de quantifier des écarts (différences) alors le test de Wilcoxson (un cas particulier du test
des signes) est adéquat.
Pour un test bilatéral de Wilcoxson avec un niveau de confiance de 95% (a=0.05), il suffit
de calculer la statistique de test p et de la comparer avec a/2. Si p < a/2, alors on doit
rejeter Ho, sinon on accepte Ho. Nous avons utilisé ce test avec un niveau de confiance de
95% (a=0.05 donc a/2=0.025) pour un test bilatéral.
L'hypothèse nulle Ho est : la décision des mécaniciens coïncide avec celle du logiciel.
L'hypothèse non-nulle Hi est : la décision des mécaniciens est différente de celle du
logiciel.
Pour les données de nos tests, nous obtenons p - 0,92. Ce résultat signifie qu'il n'y a pas de
différence statistiquement significative entre les décisions de l'outil et celles des
mécaniciens.
On a aussi constaté, même si aucune variable n'était mesurée en ce sens, que les opérations
de tri manuel et les opérations de tri avec l'outil avaient, globalement, la même durée.
Cependant, l'outil permettrait des gains de temps au niveau des opérations survenant après
le tri en évitant les saisies répétées des mêmes informations sur les formulaires papier et
dans les bases de données. L'outil permet de saisir ces informations une seule fois, de
générer les formulaires automatiquement, de sauvegarder ces informations dans des bases
de données en temps réel et d'y accéder au moment opportun. En plus, en intégrant un
module de calcul du coût estimé de remise en état, l'outil permet de réduire les erreurs
d'évaluation. Sa grande flexibilité lui permettra de s'ajuster facilement à l'évolution des
critères de tri. Son caractère systématique procédant par étapes successives garantit
l'uniformisation des opérations de tri partout où il sera utilisé en permettant toutefois de
prendre en compte certaines particularités locales telle que la capacité de stockage.
Une version prototype de l'outil a été installée sur un poste pilote à l'IRDPQ. Elle a été
testée de la mi-janvier 2005 à la mi-mai 2005. Les premiers résultats obtenus sont
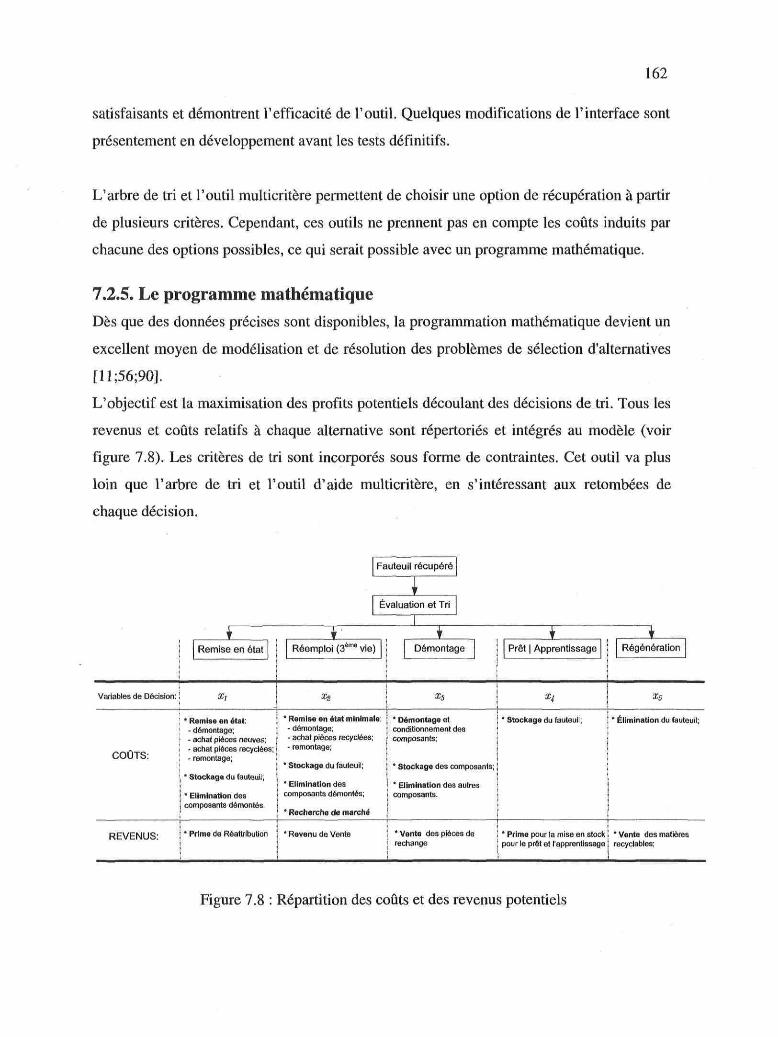
162
satisfaisants et démontrent l'efficacité de l'outil. Quelques modifications de l'interface sont
présentement en développement avant les tests définitifs.
L'arbre de tri et l'outil multicritère permettent de choisir une option de récupération à partir
de plusieurs critères. Cependant, ces outils ne prennent pas en compte les coûts induits par
chacune des options possibles, ce qui serait possible avec un programme mathématique.
7,2.5. Le programme mathématiqueDès que des données précises sont disponibles, la programmation mathématique devient un
excellent moyen de modélisation et de résolution des problèmes de sélection d'alternatives
[ll;56;90].
L'objectif est la maximisation des profits potentiels découlant des décisions de tri. Tous les
revenus et coûts relatifs à chaque alternative sont répertoriés et intégrés au modèle (voir
figure 7.8). Les critères de tri sont incorporés sous forme de contraintes. Cet outil va plus
loin que l'arbre de tri et l'outil d'aide multicritère, en s'intéressant aux retombées de
chaque décision.
Fauteuil récupéré
Évaluation et Tri
Variables de Décision:
COÛTS:
REVENUS:
Remise en état
X,
' Remise en état:- démontage;- achat pièces neuves;- achat pièces recyclées;- remontage;
* Stockage du fauteuil;
* Elimination descomposants démontés.
* Prime de Réattribution
Réemploi (3éme vie) !!
Xi
* Remise en état minimale:- démontage;- achat pièces recyclées;- remontage;
* Stockage du fauteuil;
* Elimination descomposants démontés;
* Recherche de marché
* Revenu de Vente
Démontage
xs
* Démontage etconditionnement descomposants;
* Stockage des composants;
* Elimination des autrescomposants.
'Vente des pièces derechange
iPrêt | Apprentissage
x4
* Stockage du fauteuil;
* Prime pour la mise en stockpour le prêt et l'apprentissage
T
Régénération
x5
* Élimination du fauteuil;
'Vente des matièresrecyclables;
Figure 7.8 : Répartition des coûts et des revenus potentiels

163
Le modèle que nous proposons, suppose que toutes les données requises sont connues ou
qu'un système d'information efficace est mis en place afin de générer ces données.
Notations;
Indices:
i : indice d'alternative i = 1, 2, 3,4, 5
j : indice de composant (j = 1,..., n)
Variables :
Xi : variable de décision binaire {*, = 1 si l'alternative i est sélectionnée; JC, = 0 sinon}
Af variable de pénalité pour dépassement du stock maximum de fauteuils orientésvers l'alternative i
Aj variable de pénalité pour dépassement du stock maximum du composant J lorsquel'alternative #3 de démontage des pièces est sélectionnée
Paramètres :
V : ensemble des alternatives de valorisation considérées V={ 1,2,3,4,5}
P : ensemble des n composants d'un fauteuil P= {1,2,... ,n}
R : ensemble des composants du fauteuil à remplacer pour une remise en état
C : ensemble des composants du fauteuil qui peuvent être démontés pour servir encannibalisation P = R{JC et Rf]C = 0
N : sous-ensemble des composants de R qui doivent être remplacés par des piècesneuves
17: sous-ensemble des composants de R qui doivent être remplacés par des piècesusagées R = U \J N et Uf1iV = 0
Bt : budget maximum alloué pour l'alternative i
DT : date du tri
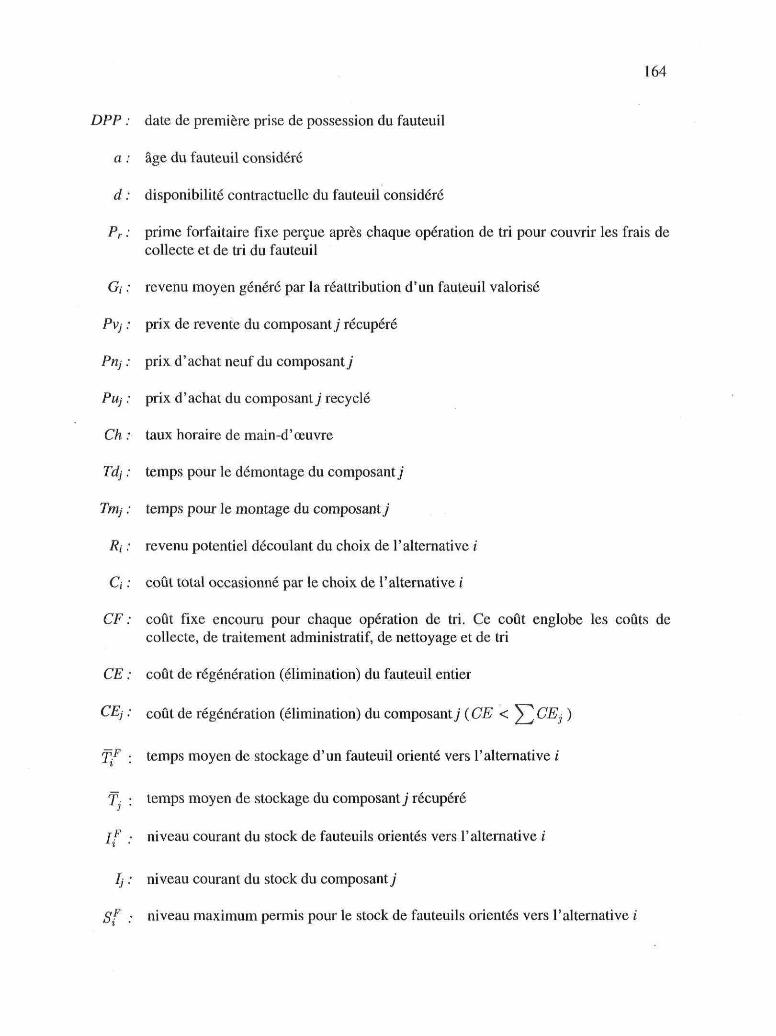
164
DPP : date de première prise de possession du fauteuil
a : âge du fauteuil considéré
d : disponibilité contractuelle du fauteuil considéré
Pr : prime forfaitaire fixe perçue après chaque opération de tri pour couvrir les frais decollecte et de tri du fauteuil
Gt : revenu moyen généré par la réattribution d'un fauteuil valorisé
PVJ : prix de revente du composant y récupéré
Prij : prix d'achat neuf du composant y
PUJ : prix d'achat du composant y recyclé
Ch : taux horaire de main-d'œuvre
Tdj : temps pour le démontage du composant)
Trrij : temps pour le montage du composant y
Ri : revenu potentiel découlant du choix de l'alternative i
d : coût total occasionné par le choix de l'alternative i
CF : coût fixe encouru pour chaque opération de tri. Ce coût englobe les coûts decollecte, de traitement administratif, de nettoyage et de tri
CE : coût de régénération (élimination) du fauteuil entier
CE] : coût de régénération (élimination) du composanty ( CE < ^ CEj )
'Ti.F ; temps moyen de stockage d'un fauteuil orienté vers l'alternative i' •;
T : temps moyen de stockage du composanty récupéré
lF ; niveau courant du stock de fauteuils orientés vers l'alternative i
Ij : niveau courant du stock du composant y
SF : niveau maximum permis pour le stock de fauteuils orientés vers l'alternative i

165
Sj : niveau maximum permis pour le stock du composant;
nf ,• pénalité encourue pour dépassement unitaire du niveau maximum permis pour lestock de fauteuils de l'orientation i
-ÏÏJ : pénalité encourue pour dépassement unitaire du niveau maximum permis pour lestock du composant 7
K : pénalité totale encourue pour violation des contraintes de stockage
fiF : coût de stockage par unité de temps pour chaque fauteuil
hj : coût de stockage par unité de temps pour chaque composant j récupéré
Le problème consiste à sélectionner l'alternative qui permet de maximiser le revenu total
potentiel et qui respecte les contraintes du processus de tri.
Le revenu total potentiel Z est égal au revenu de l'alternative sélectionné duquel sont
soustraits les coûts générés par le choix de l'alternative et la somme totale n des pénalités
de violation des contraintes de stockage.
Ci)-xi}-7r (7.2)i&V
Ri : le revenu potentiel découlant de la sélection de l'alternative réattribution. Ce revenu
comprend la prime forfaitaire de tri et le revenu moyen enregistré pour chaque fauteuil mis
en réattribution.
#! = pr + Gx (7.3)
/?2 : le revenu potentiel découlant de la sélection de l'alternative 3ème vie ou réemploi dans
le réseau du ministère de la santé et des services sociaux. Ce revenu comprend la prime
forfaitaire de tri et le revenu moyen généré par l'orientation du fauteuil vers la 3ème vie.
(7.4)

166
/?3 : le revenu potentiel découlant de la sélection de l'alternative de démontage des pièces.
Ce revenu comprend la prime forfaitaire de tri et le revenu anticipé des ventes des pièces
récupérées. On suppose que les pièces en bon état sont toutes démontables sans dommage
et qu'il existe un marché pour leur revente.
R4 : le revenu potentiel découlant de la sélection de l'alternative des prêts. Ce revenu
comprend la prime forfaitaire de tri et le revenu moyen généré par l'orientation du fauteuil
vers les prêts.
R4 = Pr+ G4 (7.6)
R5 : le revenu potentiel découlant de la sélection de l'alternative de régénération. Ce revenu
comprend la prime forfaitaire de tri et le revenu moyen généré par l'orientation du fauteuil
vers la régénération.
R, = Pr + (h • (7.7)
Ci : le coût d'une remise en état pour réattribution englobe le coût fixe de triage, les coûts
de démontage et remontage, les coûts de pièces neuves ou récupérées utilisées dans les
remplacements, le coût d'élimination des composants démontés et le coût de stockage du
fauteuil après sa remise en état.
C1=CF + Y,[Ch{Tdj + Trrij) + CEj}+J2PnJ+YlPuijeR jeN jeu
C2 : le coût d'une remise en état en vue de l'alternative 3ème vie ou réemploi dans le réseau
du ministère de la santé et des services sociaux. Dans ce cas, les composants ne sont
remplacés que par des pièces récupérées. Le coût d'une remise en état pour le réemploi
englobe le coût fixe de triage, les coûts de démontage et remontage, les coûts des pièces
récupérées utilisées dans les remplacements, le coût d'élimination des composants
démontés et le coût de stockage du fauteuil après sa remise en état.

167
C2 = CF + ^[ChiTdj + Tmj) + Puj + CEj} + hF- T2F (7.9)
jeR
Ci : le coût de l'alternative démontage des pièces. Il englobe les coûts de triage, de
démontage, de stockage et d'élimination des composants non retenus.
o3 — uF + 2_j{^h • Idj + nj ' 1j) + Z-j^^i y'-™)jeC jeR
C4 : le coût de l'alternative prêts et apprentissage est constitué du coût fixe de triage et du
coût moyen de stockage.
O4 — L/p -f- Up • I4 \l. V 1)
C5 : le coût de l'alternative régénération. Il englobe le coût fixe de triage et le coût
d'élimination qui peut être négatif si un crédit est accordé à la régénération.
C5 = CF + CEF (7.12)
n : la pénalité totale infligée pour violation des contraintes de stockage. Elle est constituée
de deux sortes de pénalités : les pénalités pour dépassement du stock maximum de fauteuils
et les pénalités pour dépassement des stocks de composants.
n= V Uf.Afl + 5>rA,l (7-13)
Les contraintes du problème sont les suivantes
(Kl) : 1 seul choix d'alternative possible;
ieV
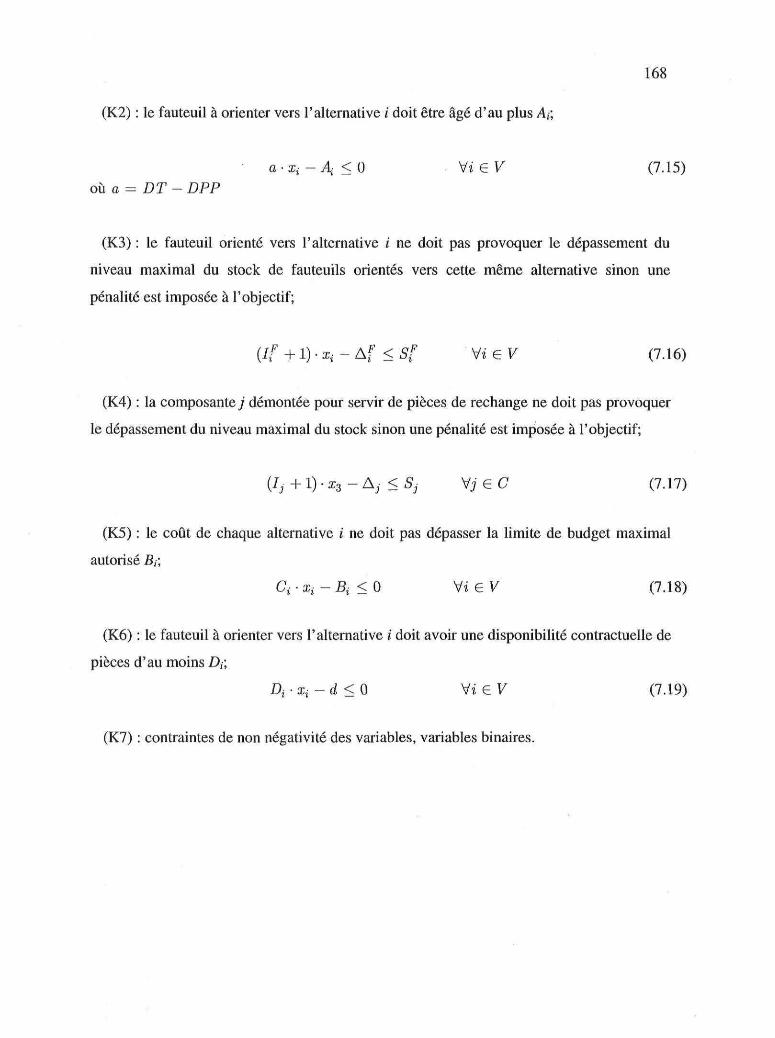
168
(K2) : le fauteuil à orienter vers l'alternative i doit être âgé d'au plus A,;
a-Xi -A < 0 • Vi EV (7.15)où a = DT - DPP
(K3) : le fauteuil orienté vers l'alternative i ne doit pas provoquer le dépassement du
niveau maximal du stock de fauteuils orientés vers cette même alternative sinon une
pénalité est imposée à l'objectif;
{if +l)-Xi-Af<S[ VieV (7.16)
(K4) : la composante j démontée pour servir de pièces de rechange ne doit pas provoquer
le dépassement du niveau maximal du stock sinon une pénalité est imposée à l'objectif;
{Ij+ïï-Xs-Aj^Sj \JjeC (7.17)
(K5) : le coût de chaque alternative i ne doit pas dépasser la limite de budget maximal
autorisé Bt\
Ci-Xi-Bi < 0 Vi € V (7.18)
(K6) : le fauteuil à orienter vers l'alternative i doit avoir une disponibilité contractuelle de
pièces d'au moins D,;
Di-Xi-d<0 VieV (7.19)
(K7) : contraintes de non négativité des variables, variables binaires.

169
On obtient le programme (Po) suivant qui peut être aisément résolu par les logiciels
commerciaux d'optimisation tels que LINDO ou GAMS.
5
Maximiser Z = ^ { ( - R j — C,) • £j } — 7r2 = 1
Sujet à :
a • a:* - 4 < 0 Vi G F
(/f +1)-Xi-Af < Sf V i e 7
(J;- +1) • xz - A;- < ^ Vj G C
^ • ̂ - Bi < 0 Vi G V
Di • x{ - d < 0 Vi G F
Contraintes de non négativité des variables, variables binaires.
Il est aussi possible de transformer le programme (Po) pour le résoudre à l'aide d'un
chiffrier (e.g. Excel) en le mettant sous la forme :
Maximiser [(R. - CJ - max {0;(a - 4 ) • M} - max {O;^ - d) • M}
- max {0; (C{ - B{) • M) - • max {O; Trf • (I? + 1 - Sf )} (7.20)
- max { 0 ; ^ . . ^ . + 1 - 5{ ; ^ ^ ,
Les deux méthodes sont utilisées pour sélectionner l'alternative de tri appropriée au cas
d'un fauteuil fictif constitué de 10 composants et ayant les caractéristiques suivantes : a=3
ans; d=5 ans. Les autres données pertinentes sont les suivantes : Aj=5; A2=6; A^=8;
A4=A5=\0; D/=2; D2=D3=D4=D5=0; fi,=600$; nf=180-30/;Sf =5; / f=4; l(=4; 73F=2;
/ f = l ; I[=3; G/=800$; G2=250$; Gj=0$; G4=200$; G5=150$; Ch=30$/h;
P={ 1,2,3,4,5,6,7,8,9,10}; /?={2,3,6,8}; #={2,6}; f/={3,8}; C={ 1,4,5,7,9,10}; hF=Q.S;
ff = f3F = T4
F = T5F =90; T2
F=60, Pr=90$; CE=20; C^50$; Pvj=Pnj. D'autres données sont
consignées dans le tableau ci-dessous.
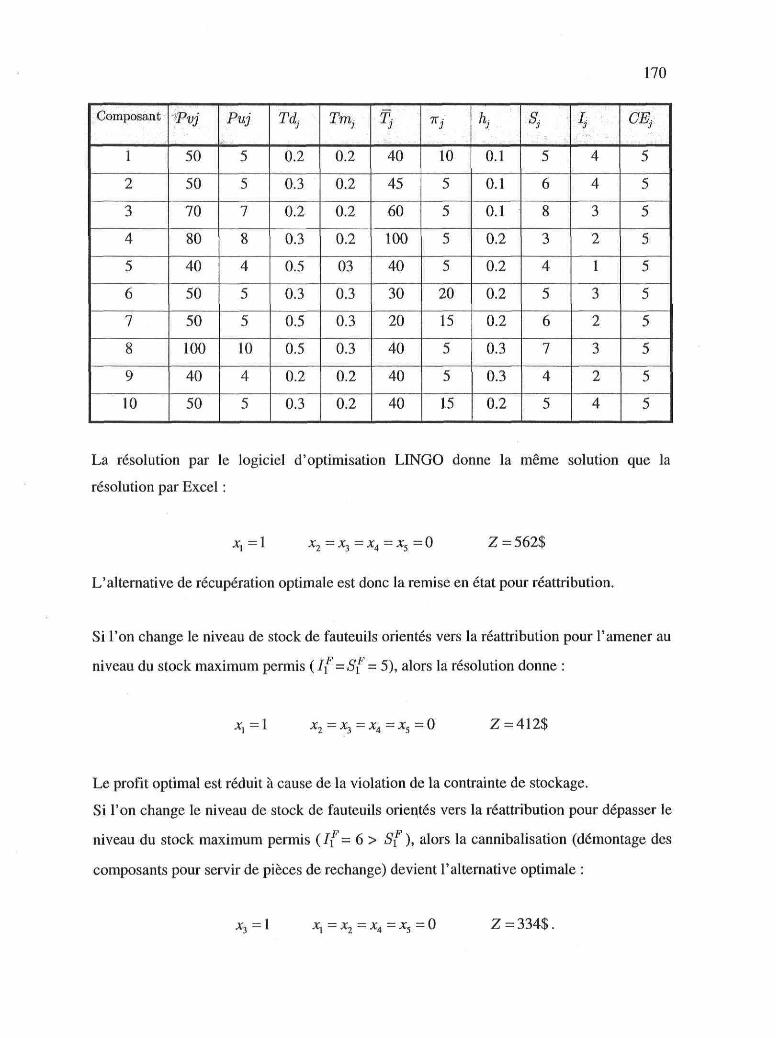
170
Composant
1
2
3
4
5
6
7
8
9
10
Pvj
50
50
70
80
40
50
50
100
40
50
Puj
5
5
7
8
4
5
5
10
4
5
0.2
0.3
0.2
0.3
0.5
0.3
0.5
0.5
0.2
0.3
Trrij
0.2
0.2
0.2
0.2
03
0.3
0.3
0.3
0.2
0.2
40
45
60
100
40
30
20
40
40
40
10
5
5
5
5
20
15
5
5
15
h0.1
0.1
0.1
0.2
0.2
0.2
0.2
0.3
0.3
0.2
5
6
8
3
4
5
6
7
4
5
4
4
3
2
1
3
2
3
2
4
G®,
5
5
5
5
5
5
5
5
5
5
La résolution par le logiciel d'optimisation LINGO donne la même solution que la
résolution par Excel :
^ o *A'tj ™*— * ^ A ~~" ""c V-/ Z = 562$
L'alternative de récupération optimale est donc la remise en état pour réattribution.
Si l'on change le niveau de stock de fauteuils orientés vers la réattribution pour l'amener au
niveau du stock maximum permis (lf = Si=5), alors la résolution donne :
•'V'i "*~* •'V'j •*"•* " ^ 4 " ^ **Vç mm* \J Z = 412$
Le profit optimal est réduit à cause de la violation de la contrainte de stockage.
Si l'on change le niveau de stock de fauteuils orientés vers la réattribution pour dépasser le
niveau du stock maximum permis (lf=6> Sf), alors la cannibalisation (démontage des
composants pour servir de pièces de rechange) devient l'alternative optimale :
v% ~~ ***) ~~~ *^4, ~~" JVK """" V/ Z = 334$.
171
Dans ce chapitre nous avons, à travers l'étude d'un cas industriel, présenté quelques
modèles et outils d'aide à la décision pour la récupération d'équipements usagés. Une des
alternatives de récupération de ces équipements usagés est le démontage des composants
dans le but de les réutiliser comme pièces de rechange à bas prix. Les outils développés
sont en phase de validation finale sur un poste pilote installé dans un centre de réadaptation.
Les résultats préliminaires obtenus sont encourageants et ont mis en exergue les apports
possibles d'une gestion à l'échelle provinciale des stocks de fauteuils et de pièces
récupérés.
172
Conclusion
Une approche globale de gestion des stocks de pièces de rechange a été exposée dans cette
thèse. L'approche préconisée a procédé par étapes successives allant de l'identification des
composants pour lesquels des rechanges doivent être tenues en stock jusqu'à l'impact des
nouvelles technologies de l'information sur la gestion des pièces de rechange. L'objectif
était de proposer une démarche globale de gestion des stocks de pièces de rechange en
présentant les modèles et les outils d'aide à la décision qui permettraient au preneur de
décision de répondre aux questions : quoi commander ? Quand le faire ? Et combien
commander ?
Nous avons suggéré une démarche d'identification des composants pour lesquelles des
pièces de rechange sont requises. Cette démarche repose sur la détermination de la criticité
de chacun des composants constitutifs d'Un équipement. Un ensemble de critères et d'outils
d'aide à la décision permettant d'évaluer la criticité des composants a été établi. Plusieurs
exemples d'utilisation de ces outils viennent souligner leur pertinence et la façon de les
utiliser.
Dès lors que les pièces de rechange sont connues, il faut déterminer les quantités requises
pour chacune d'entre elles. Des modèles ont donc été proposés pour estimer les besoins sur
un horizon d'exploitation donné. En l'absence de données, ces besoins sont établis à partir
des recommandations du fournisseur et des avis d'experts. Lorsque des données sont
disponibles, les lois de dégradations ou les historiques de consommation qui en sont
extraits permettent de déterminer, par calcul ou par la simulation, les quantités requises.
Ces quantités sont ensuite approvisionnées selon des politiques de gestion propres à la
classe de chaque pièce de rechange. Pour ce faire, différentes méthodes de classification et
un guide de sélection de la politique de gestion des stocks ont été présentés. Par la suite, les
modèles pour la détermination des paramètres des principales politiques de gestion ont été
exposés. Ces modèles déterminent, pour chaque article, le niveau du stock à partir duquel
une commande doit être placée ainsi que la quantité à commander en tenant compte des
coûts de passation d'une commande, d'acquisition, de stockage, de pénurie et du délai
d'approvisionnement qui peut être connu et constant ou aléatoire.
173
Au chapitre 4, les stratégies conjointes de gestion des stocks et de maintenance ont été
abordées. En effet, il est reconnu que ces stratégies conjointes sont plus efficaces que la
démarche traditionnelle en deux étapes qui consiste à d'abord déterminer les quantités
nécessaires à la maintenance et ensuite calculer les paramètres de gestions et
approvisionner en conséquence. Notre contribution dans ce domaine a été le développement
d'un modèle analytique de détermination de la stratégie optimale conjointe de maintenance
et d'approvisionnement qui maximise la disponibilité d'un système sous des contraintes
budgétaires.
Au chapitre 5, le recours aux pièces reconditionnées a été considéré. Nous avons présenté
les impacts des pièces de rechange reconditionnées sur les stratégies de maintenance et la
détermination des paramètres de gestion des stocks. Nous avons aussi dérivé les conditions
d'une utilisation efficiente de ces pièces usagées.
Au chapitre 6, la contribution des nouvelles technologies de l'information à la gestion des
stocks de pièces de rechange a été mise en évidence, notamment en ce qui a trait à l'accès
et au partage des informations en vue de la réduction des coûts et des délais
d'approvisionnement.
Finalement, le chapitre 7 a été consacré à l'étude d'un cas pratique d'acquisition de pièces
de rechange reconditionnées dans un contexte de développement durable et de récupération
de produits en fin de cycle de vie. Les outils d'aide à la décision que nous avons
développés dans le cadre d'un projet de recherche sur la récupération et la réutilisation des
fauteuils roulants, en entier ou sous forme de pièces, avec l'Institut de réadaptation en
déficience physique de Québec ont été exposés.
Le contenu de cette thèse a été élaboré en tenant compte des questions et des problèmes
traités dans le cadre de projets industriels. Ces travaux ont débouché sur plusieurs
contributions intéressantes dans le domaine de la gestion des pièces de rechange. Plusieurs
extensions des modèles développées peuvent être envisagées. Mentionnons, à titre indicatif,
la prise en compte des coûts de la désuétude dans les modèles de décision, les notions
d'interchangeabilité des pièces et la dépendance stochastique des pannes. Une extension
particulièrement intéressante serait de modifier le modèle du « problème du réparateur »,
174
traité à la section 2.2, pour tenir compte du fait que l'atelier de réparation ne reçoit pas un
seul mais plusieurs types de composants en panne. Chaque composant a son taux de panne
et son taux de réparation spécifiques. De plus, tous ces composants n'arrivent pas avec le
même niveau d'urgence de réparation : certains peuvent être réparés avant les autres. Il
serait alors intéressant d'appliquer les résultats des modèles de files d'attentes multi-classes
et multi-serveurs avec préemption pour déterminer les quantités de pièces de rechanges
réparables à approvisionner. On pourrait aussi modifier le modèle obtenu pour tenir compte
du fait que ces pièces de rechange ne sont pas indéfiniment réparables. Il faut s'en
débarrasser après un certain nombre de réparations.
Dans le cas de la stratégie conjointe de maintenance et d'approvisionnement qui maximise
la disponibilité d'un système sous des contraintes budgétaires que nous avons proposée, il a
été impossible de résoudre analytiquement le modèle obtenu. Nous avons alors résolu le
problème pour un cas particulier avec des paramètres arbitraires qui nous ont permis de
vérifier l'impact de la variation de certains paramètres sur le résultat optimal. Des
conclusions générales ne pourront être tirées qu'à la condition d'élaborer et de réaliser un
rigoureux plan d'expérience. Nous prévoyons bâtir ce plan d'expérience en nous servant de
la méthode Taguchi.
Nous envisageons aussi une généralisation des outils et des modèles développés pour la
sélection des options de récupération des fauteuils usagés pour les étendre à n'importe quel
équipement usagé ou en fin de cycle de vie. De tels modèles généraux seraient d'une
grande utilité aux activités de récupération d'équipements usagés qui prennent de plus en
plus d'ampleur dans le contexte de développement durable que nous vivons.
Dans la plupart des modèles proposés, nous avons supposé qu'il s'agissait d'une
organisation avec une seule installation (un seul échelon). Il serait intéressant de traiter de
la gestion multi-échelon de l'approvisionnement des pièces de rechange et d'analyser les
implications aux niveaux des différents participants de la chaîne logistique.
Dans l'immédiat, tous nos efforts visent à valider l'outil de sélection des options de
récupération sur le poste pilote installé à l'IRDPQ avant de passer à son déploiement dans
les centres de réadaptation de la province du Québec.
175
Bibliographie
[1] Acharya D., G. Nagabhushanam, S. S. Alam (1986). Jointly optimal block-replacement and spare provisioning policy, IEEE Transactions on reliability, vol.R-35, (4), pp. 447-451.
[2] Aït-Kadi D., C. Beaucaire, R. Cléroux (1990). A periodic maintenance model withused equipment and random minimal repair, Naval Research Logisîics, vol. 37, pp.855-865.
[3] Aït-Kadi D., A. Chelbi (1998). Procédure numérique de calcul de la fonction derenouvellement, Rapport interne, Université Laval.
[4] Aït-Kadi D., R. Cléroux (1988). Optimal block policies with multiple choice atfailure, Naval Research Logistics, vol. 35, pp. 99-110.
[5] Aït-Kadi D., C. Diallo, A. Chelbi (2003). Spare parts identification and provisioningmodels, Journal of Décision Systems, vol. 12, (1), pp. 47-65.
[6] Aït-Kadi D., M. A. Jamali, A. Artiba (2003). Optimal periodic replacement strategyusing new and used items, Journal of Décision Systems, vol. 12, (1), pp. 67-77.
[7] Al-Bahi A. M. (1993). Spare provisioning policy based on maximization ofavailability per cost ratio, Computers Ind. Eng., vol. 24, (1), pp. 81-90.
[8] Albright S. C. (1989). Approximation to the stationary distribution of amultiechelon repairable-item inventory System with finite sources and repairchannels, Naval Research Logistics, vol. 36, (2), pp. 179-195.
[9] Armstrong M. J., D. R. Atkins (1996). Joint optimization of maintenance andinventory policies for a simple System, HE Transactions, vol. 28, pp. 415-424.
[10] Atkins D. R., P. O. Iyogun (1988). Periodic versus can-order policies forcoordinated multi-item inventory Systems, Management Science, vol. 34, (6), pp.791-796.
[11] Baetz B. W., A. W. Neebe (1994). A planning model for the développement ofwaste material recycling programmes, Journal of Operational Research Society,vol. 45, (12), pp. 1374-1384.
[12] Balania A. R., D. Gross, R. M. Soland (1989). Optimal provisioning for single-echelon repairable item inventory control in a time-varying environment, HETransactions, vol. 21, (3), pp. 202-212.
[13] Balintfy J. L. (1964). On a basic class of multi-item inventory problems,Management Science, vol. 10, pp. 287-297.
[14] Banerjee A. (1986). A joint économie lot size model for purchaser and vendor,Décision Sciences, vol. 17, pp. 292-311.
[15] Barlow R. E., L. C. Hunter (1960). Optimal préventive maintenance policies,Opérations Research, vol. 8, pp. 90-100.
[16] Barlow R. E. , F. Proschan (1981). Statistical theory of reliability and life testing:probability models, To Begin With, Silver Spring,MD.
176
[17] Barlow R. E. , F. Proschan (1965). Mathematical theory of reliability, John Wileyand Sons, New-York NY.
[18] Bastian M. (1986). Joint replenishment in multi-item inventory Systems, Journal ofOperational Research Society, vol. 37, (12), pp. 1113-1120.
[19] Ben-Daya M., M. Hariga (1995). Comparative study of heuristics for the jointreplenishment problem, Oméga, International Journal of Management Science, vol.23, (3), pp. 341-344.
[20] Benjaafar S., W. L. Cooper, J.-S. Kim (2002). On the benefits of inventory poolingin production-inventory Systems, Working Paper , University of Minnesota,Département of Mechanical Engineering.
[21] Bhat B. R. (1969). Used items replacement policy, Journal of Applied Probability,vol. 6, pp. 309-318.
[22] Birnbaum Z. W. (1969). On the importance of différent components in amulticomponent System, in Multivariate Analysis II. P. R. Krishnaiah, Ed., pp. 581-592, Académie Press, New York.
[23] Bleed P. (1986). The optimal design of hunting weapons: maintainability orreliability, American Antiquity, vol. 51, pp. 737-747.
[24] Botter R., L. Fortuin (2005). Stocking strategy for service parts: a case study,International Journal of Opérations & Production Management, vol. 20, (6), pp.656-674.
[25] Bouti A., D. Aït-Kadi (1994). A state-of-the-art review of FMEA/FMECA,International Journal of Reliability, Quality and Safety Engineering, vol. 1, (4), pp.515-543.
[26] Braglia M., A. Grassi, R. Montanari (2004). Multi-attribute classification methodfor spare parts inventory management, Journal of Quality in MaintenanceEngineering, vol. 10, (1), pp. 55-65.
[27] Brangier É., M. É. Bobillier Chaumon, W. Cybis de Abreu, G. Michel, P. Pino, C.Ribert-Van de Weerdt (2002). Analyse psycho-ergonomique de l'interaction entrel'homme et les NTIC, 189 , Cahiers de notes documentaires - Hygiène et sécurité dutravail, INRS.
[28] Brezavscek A., A. Hudoklin (2003). Joint optimization of block-replacement andperiodic-review spare-provisioning policy, IEEE Transactions on reliability, vol.52, (1), pp. 112-117.
[29] Brown R. G. (1977). Materials management Systems, Wiley-Interscience, NewYork, NY.
[30] Bryson M. C , M. M. Siddiqui (1969). Some criteria for aging, Journal of theAmerican Statistical Association, vol. 64, pp. 1472-1483.
[31] Buchanan D. J., P. L. Abad (1998). Optimal policy for a periodic review returnableinventory System, IIE Transactions, vol. 30, (1049), p. 1055.
177
[32] Bufardi A., D. Sakara, R. Gheorghe, D. Kiritsis, P. Xirouchakis (2003). Multiplecriteria décision aid for selecting the best product end of life scénario, Int. J.Computer Integrated Manufacîuring, vol. 16, (7-8), pp. 526-534.
[33] Burgin A., A. R. Wild (1964). Stock control - expérience and usable theory,Opérations Research Quarterly, vol. 18, pp. 35-39.
[34] Chelbi A. (1996). Stratégies optimales d'inspection et de remplacementsd'équipements sujets à des défaillances aléatoires, Thèse de Doctorat, UniversitéLaval, Université Laval.
[35] Chelbi A., D. Aït-Kadi (2001). Spare provisioning strategy for preventivelyreplaced Systems subjected to random failures, International Journal of ProductionEconomies, vol/74, (1-3), pp. 183-189.
[36] Chelbi A., D. Aït-Kadi (2002). Classement des équipements par ordre de prioritépour la maintenance, Journal of Décision Systems, vol. 11, (1), pp. 91-108.
[37] Chen M.-S., C.-T. Lin (1990). An example of disbenefits of centralized stocking,Journal of Operational Research Society, vol. 41, (3), pp. 259-262.
[38] Chen M.-S., C.-T. Lin (1989). Effects of centralization on expected costs in a multi-location newsboy problem, Journal of Operational Research Society, vol. 40, (6),pp. 597-602.
[39] Cherikh M. (2000). On the effect of centralization on expected profits in a multi-location newsboy problem, Journal of Operational Research Society, vol. 51, pp.755-761.
[40] Chouinard M. (2003). Système organisationnel et architecture d'un supportd'information pour l'intégration des activités de logistique inversée au sein d'uncentre de réadaptation, Mémoire de Maîtrise, Université Laval.
[41] Clark C. E. (1957). Mathematical analysis of an inventory case, OpérationsResearch, vol. 5, (5), pp. 627-643.
[42] Cléroux R., D. J. McConalogue (1976). A numerical algorithm for recursivelydefïned convolution intégrais involving distribution functions, ManagementScience, vol. 22, pp. 1138-1146.
[43] Cohen J. (1960). A coefficient of agreement for nominal scales, Educational andPsychological Measurement, vol. 20, (1), pp. 37-46.
[44] Cohen J. (1968). Weighted kappa: Nominal scale agreement with provision forscaled agreement or partial crédit, Psychological Bulletin, vol. 70, pp. 213-220.
[45] Cohen M., Y. Zheng, V. Agrawal (1997). Service parts logistics: a benchmarkanalysis, HE Transactions, vol. 29, pp. 627-639.
[46] Cope J. (2000). Pratt & Whitney to link parts purchase to service docs,Computerworld, vol. 34, (45), p. 12.
[47] Côté M., J. Tremblay, I. SOM (2003). Évaluation du projet de valorisation des aidesà la locomotion, Régie de l'assurance maladie du Québec.
[48] Cox D. R. (1962). Renewal theory, Methuen, London.
178
[49] Cross G. J. (2000). How e-Business is transforming supply chain management,Journal of Business Strategy, vol. 21, (2), pp. 36-39.
[50] Croston J. D. (1972). Forecasting and stock control for intermittent demands,Opérations Research Quarterly, vol. 23, (1), pp. 289-303.
[51] D'Amours L. (Sept.2004). La e-collaboration interentreprises: des changementsprofonds à prévoir, La Presse.
[52] D'Avignon G., M. Turcotte, L. Beaudry, Y. Duperre (1983). Degré de spécialisationdes hôpitaux de Québec, Université Laval, Québec.
[53] Dalgarno K. W., M. A. Pearson, M. Woods (2000). The UK Navy RAMP project:improving the spares provisioning process through the rapid acquisition ofmanufactured parts, Proc Instn Mech Engrs, vol. 215, (B), pp. 283-296.
[54] Dekker R., M. J. Kleijn, P. J. Rooij (2005). A spare parts stocking policy based onequipment criticality, International Journal of Production Economies, vol. 56, (1),pp. 69-77.
[55] Dhakar T. S., C. P. Schmidt, D. M. Miller (1994). Base stock level déterminationfor high cost low demand critical repairable spares, Computers and OpérationsResearch, vol. 21, (4), pp. 411-420.
[56] Diallo C. (2005). Développement d'outils d'aide au tri des aides à la mobilitéusagées (Fauteuils manuels), Rapport final à la RAMQ, Université Laval.
[57] Diallo C, D. Aït-Kadi, A. Chelbi ( 2003). Stratégie conjointe d'approvisionnementet de remplacement préventif pour la maximisation de la disponibilité, Actes duCongrès International de Génie industriels. D'Amours and D. Aït-Kadi, Eds.Québec, Canada.
[58] Diallo C, D. Aït-Kadi, A. Chelbi ( 2004). A joint spare-provisioning and préventivemaintenance strategy for availability maximization under limited resources,Probabilistic Safety Assessment and Management PSAM.C. Spitzer, U. Schmocker,and V. N. Dang, Eds., pp. 2840-2846, Springer-Verlag, Berlin - Germany.
[59] Diallo C, D. Aït-Kadi, F. Routhier, S. D'Amours ( 2003). Outils d'aide à la décisionpour le tri des aides à la mobilité usagées, Actes de la Conférence Francophone enGestion et Ingénierie des Systèmes Hospitaliers GISEH 2003, pp. 121-130, Lyon,France.
[60] Dohi T., N. Kaio, S. Osaki (1996). Optimal ordering policies with time-dependentdelay structure, Journal of Quality in Maintenance Engineering, vol. 2, (1), pp. 50-62.
[61] Dohi T., N. Kaio, S. Osaki (1998). On the optimal ordering policies in maintenancetheory - survey and applications, Applied Stochastic Models and Data Analysis, vol.14, pp. 309-321.
[62] Dong L., N. Rudi (2004). Who benefits from transhipment? Exogenous vs.endogenous wholesale priées, Management Science, vol. 50, (5), pp. 645-657.
[63] Dorsch J. (1998). Spare parts create profits in gear market, Electronic News, vol. 44,pp. 34-38.
179
[64] Dulmin R., V. Mininno (2003). Supplier sélection using multi-criteria décisionmethod, Journal ofPurchasing and Supply Management, vol. 9, pp. 177-187.
[65] Dutuit Y., O. Lemaire, A. Rauzy ( 2000). New Insight on measures of importanceof components and Systems in fault tree analysis, Proceedings of ProbabilisticSafety Assessment and Management PSAM, 2 ed, pp. 729-734, Osaka.
[66] Eaves A. H. C, B. G. Kingsman (2004). Forecasting for the ordering and stock-holding of spare parts, Journal of Operational Research Society, vol. 55, pp. 431-437.
[67] Efron B. (1979). Bootstrap methods: another look at the jack-knife, Annals ofStatistics, vol. 7, pp. 1-26.
[68] Eisenhawer S. W., T. F. Bott, J. W. Jackson ( 2002). Prioritizing the purchase ofspare parts using an approximate reasoning model, Proceedings of the AnnualReliability & Maintenability Symposium, pp. 20-25.
[69] Emam E. K. (1999). Benchmarking Kappa: interrater agreement in software processassessments, Empirical Software Engineering, vol. 4, pp. 113-133.
[70] Eppen G. D. (1979). Effects of centralization on expected costs in a multi-locationnewsboy problem, Management Science, vol. 25, (5), pp. 498-501.
[71] Eppen G. D., L. Schrage (1981). Centralized ordering policies in a multi-warehousesystem with lead-times and random demands, in Multi-level production/inventorycontrol Systems: theory and practice. L. B. Schwarz, Ed., pp. 163-169, North-Holland, Amsterdam.
[72] Erlenkotter D. (1989). An early classic misplaced: Ford W. Harris's économie orderquantity model of 1915, Management Science, vol. 35, pp. 898-900.
[73] Federgruen A., H. Groenevelt, H. Tijms (1984). Coordinated replenishments in amulti-item inventory system with compound Poisson demands, ManagementScience, vol. 30, pp. 344-357.
[74] Feeney G. J., C. C. Sherbrooke (1966). The (s-l,s) inventory policy undercompound Poisson demand, Management Science, vol. 12, pp. 391-411.
[75] Fell N. (2000). Surfing for spares, Nuclear Engineering International, vol. 45, p.30.
[76] Feng Y., B. Xiao (2000). A new algorithm for Computing optimal (s,S) policies in astochastic single item/location inventory system, HE Transactions, vol. 32, pp.1081-1090.
[77] Fleischmann M. (2001). Quantitative models for reverse logistics, Springer-Verlag,Berlin.
[78] Fleischmann M., R. Kuik (Nov.2003). On optimal inventory control withindependent stochastic item returns, European Journal of Operational Research,vol. 151,(1), pp. 25-37.
[79] Fleischmann M., J. van Nunen, B. Grave (2003). Integrating closed-loop supplychains and spare-parts management at IBM, Interfaces, vol. 33, (6), pp. 44-56.
180
[80] Gajpal P. P., L. S. Ganesh, C. Rajnedran (1994). Criticality analysis of spare partsusing the analytic hierarchy process, International Journal of ProductionEconomies, vol. 35, (1-3), pp. 293-297.
[81] Gerchak Y., Q.-M. He (2003). On the relation between the benefits of risk poolingand the variability of demand, HE Transactions, vol. 35, pp. 1027-1031.
[82] Gerchak Y., D. Mossman (1992). On the effect of demand randomness on theinventories and costs, Opérations Research, vol. 40, pp. 804-807.
[83] Ghare P. M., G. F. Schrader (1963). A model for an exponentially decayinginventory, The Journal oflndustrial Engineering, vol. 14, (5), pp. 238-243.
[84] Goyal S. K. (1988). A joint économie lot-size model for purchaser and vendor: acomment, Décision Sciences, vol. 19, (1), pp. 236-241.
[85] Goyal S. K., S. G. Deshmukh (1993). A note on the économie ordering quantity forjointly replenished items, International Journal of Production Research, vol. 31,(12), pp. 2959-2961.
[86] Goyal S. K., A. T. Satir (1989). Joint replenishment inventory control: deterministicand stochastic models, European Journal of Operational Research, vol. 38, pp. 2-13.
[87] Gross D. (1975). Sensitivity of queueing models to the assumption ofexponentiality, Naval Research Logistics Quarterly, vol. 22, (2), pp. 271-287.
[88] Gross D. , C. M. Harris (1998). Fundamentals of queueing theory, 3rd ed JohnWiley & Sons, Inc., New York.
[89] Gross D., H. D. Kahn, J. D. Marsh (1977). Queueing models for sparesprovisioning, Naval Research Logistics Quarterly, vol. 24, (4), pp. 521-536.
[90] Guide Jr V. D. R., L. Muyldermans, L. N. Van Wassenhove (2005). Hewlett-Packard company unlocks the value potential from time-sensitive returns,Interfaces, vol. 35, (4), pp. 281-293.
[91] Guide Jr V. D. R., L. N. Van Wassenhove (2001). Managing product returns forremanufacturing, Production and Opérations Management, vol. 10, (2), pp. 142-155.
[92] Hadley G. , T. M. Whitin (1963). Analysis of Inventory Systems, Prentice-Hall,Englewood Cliffs.
[93] Hammami A. (2003). Modélisation technico-économique d'une chaîne logistiquedans une entreprise réseau, Thèse de Doctorat, Université Laval - École NationaleSupérieure des Mines de St-Étienne.
[94] Hariga M. (1994). Two new heuristic procédures for the joint replenishment.problem, Journal of Operational Research Society, vol. 45, (463), p. 471.
[95] Hausman W. H., N. Erkip (1994). Multi-echelon vs. single-echelon inventorycontrol policies for low-demand items, Management Science, vol. 40, (5), pp. 597-602.
181
[96] Hax A. , D. Candea (1984). Production and inventory management, Prentice-Hall,Englewood Cliffs.
[97] Hernandez J.-A., R. Joly (2004). Normalisation et standardisation dans les TIC,Techniques de l'Ingénieur, pp. H500-1-H500-14.
[98] Heyman D. (1977). Optimal disposai policies for single-item inventory System withreturns, Naval Research Logistics Quarterly, vol. 24, pp. 385-405.
[99] Hillier M. S. (2002). Using commonality as backup safety stock, European Journalof Operational Research, vol. 136, (2), pp. 353-365.
[100] Holmstrôm J. (1998). Implementing vendor managed inventory the efficient way: acase study of partnership in supply chain, Production and Inventory ManagementJournal, vol. Third Quarter, pp. 1-5.
[101] Hormozi A. M. (1997). Parts remanufacturing in the automotive industry,Production and Inventory Management Journal, vol. 38, (1), pp. 26-31.
[102] Huiskonen J. (2001). Maintenance spare parts logistics: spécial characteristics andstratégie choices, International Journal of Production Economies, vol. 71, pp. 125-133.
[103] Ignall E. (1969). Optimal continuous review policies for two product inventorySystems with joint setup costs, Management Science, vol. 15, pp. 278-283.
[104] Inderfurth K., R. H. Teunter (2001). Production planning and control of closed-loopsupply chains, El 2001-39 , Econometric Institute Report.
[105] Jackson P. L., J. A. Muckstadt (1989). Risk-pooling in a two-period, two écheloninventory stocking and allocation problem, Naval Research Logistics, vol. 36, pp. 1-26.
[106] Jamali M. A., D. Aït-Kadi, C. Fagnart, S. I. Iassinovski, and A. Artiba ( 2004).Apport de la simulation dans l'analyse des stratégies de maintenance, 5è ConférenceFrancophone de Modélisation et Simulation MOSIM, pp. 598-604, Toulouse,France.
[107] Jamali M. A., J. Moench (2001). AMDEC des fauteuils roulants Prima et Storm,Rapport interne du Projet de Valorisation des Aides à la Mobilité, Université Laval.
[108] Johansen S. G., P. Melchiors (2003). Can-order policy for the periodic-review jointreplenishment problem, Journal of Operational Research Society, vol. 54, pp. 283-290.
[109] Kabir A. B. M. Z., A. S. AL-Olayan (1994). Joint optimization of âge replacementand continous review spare provisioning policy, International Journal OpérationsProduction Management, vol. 14, (7), pp. 53-69.
[110] Karush W. (1957). A queueing model for an inventory, Opérations Research, vol.5, (5), pp. 693-703.
[111] Kaspi M., M. J. Rosenblatt (1991). On the économie ordering quantity for jointlyreplenished items, International Journal of Production Research, vol. 29, (1), pp.107-114.
182
[112] Kelle P., E. A. Silver (1989). Purchasing policy of new containers considering therandom returns of prviously issued containers, HE Transactions, vol. 21, pp. 349-354.
[113] Kennedy W. J., J. W. Patterson, L. D. Fredendall (2002). An overview of récentliterature on spare parts inventories, International Journal of ProductionEconomies, vol. 76, pp. 201-215.
[114] Khvilon E., M. Patru (2004). Technologies de l'information et de la communicationen éducation, UNESCO Division de l'enseignement supérieur, France.
[115] Kilpi J., A. P. J. Vepsalâinen (2004). Pooling of spare components between airlines,Journal of Air Transport Management, vol. 10, pp. 137-146.
[116] Kim J.-S., K.-C. Shin, H.-K. Yu (1996). Optimal algorithm to détermine the spareinventory level for a repairable-item inventory System, Computers and OpérationsResearch, vol. 23, (3), pp. 289-297.
[117] Klausner M., C. T. Hendrickson (2000). Reverse-logistics strategy for product take-back, Interfaces, vol. 30, (3), pp. 156-165.
[118] Kongar E., S. M. Gupta (2002). A multi-criteria décision making approach fordisassembly-to-order Systems, Journal of Electronics Manufacturing, vol. 11, (2),pp. 171-183.
[119] Krikke H. R., A. van Harten, P. C. Schuur (1998). On a médium term productrecovery and disposai strategy for durable assembly products, Internat. Journal ofProduction Research, vol. 36, (1), pp. 111-139.
[120] Kukreja A., C. P. Schmidt (2005). A model for lumpy demand parts in a multi-location inventory System with transshipments, Computers and OpérationsResearch, vol. 32, (8), pp. 2059-2075.
[121] Lavina Y. (1992). Audit de la maintenance, Éditions d'organisations, Paris.
[122] Lee S. G., S. W. Lye, M. K. Khoo (2001). A multi-objective methodology forevaluating product end-of-life options and disassembly, Int. J. Adv. Manuf.Technology, vol. 18, pp. 148-156.
[123] Mabini M. C, L. M. Pintelon, L. F. Gelders (1992). EOQ type formulations forcontrolling repairable inventories, International Journal of Production Economies,vol. 54, pp. 173-192.
[124] Martel A. (2002). Notes de cours GSO 21298: Approvisionnement, entreposage etTransport, Université Laval.
[125] Martel A. (1980). Optimal mission spare parts kit, Université LAVAL.
[126] Mauppin F.-X. (2002). Fondements et outils de l'aide multicritère à la décision:application à une problématique de tri, Rapport de projet de fin d'études d'écoled'ingénieur et de DEA, Université Laval.
[127] Mehrez A., A. Stulman (1984). Priority centralisation of the one period multi-location inventory System, Zeitschrift fiir Opérations Research, vol. 28, p. B297-B304.
183
[128] Melchiors P. (2002). Calculating can-order policies for the joint replenishmentproblem by the compensation approach, European Journal of OperationalResearch, vol. 141, pp. 587-595.
[129] Melvold D. J. (1992). HVDC converter terminal maintenance / spare partsphilosophy and comparison with performance, IEEE Transactions on powerdelivery, vol. 7, (20), pp. 869-875.
[130] Miller B. L. (2005). A queueing reward system with several customer classes,Management Science, vol. 16, (3), pp. 234-245.
[131] Mitchell G. H. (1962). Problems of controlling slow-moving engineering spares,Opérations Research Quarterly, vol. 13, (1), pp. 23-39.
[132] Moinzadeh K. (1989). Operating characteristics of the (S-1,S) inventory systemwith partial backorders and constant resupply times, Management Science, vol. 35,(4), pp. 472-477.
[133] Moinzadeh K., C. P. Schmidt (1991). An (S-1,S) inventory System with emergencyorders, Opérations Research, vol. 39, (3), pp. 308-321.
[134] Mousseau V., J. Figueira, J.-P. Naux (2001). Using assignment examples to inferweights for ELECTRE TRI method: Some expérimental results, European Journalof Operational Research, vol. 130, (2), pp. 263-275.
[135] Muckstadt J. A., M. H. Isaac (1981). An analysis of single item inventory Systemswith returns, Naval Research Logistics Quarterly, vol. 28, pp. 237-254.
[136] Murthy D. N. P. (1991). A note on minimal repair, IEEE Transactions onreliability, vol. 40, (2), pp. 245-246.
[137] Murthy D. N. P., D. G. Nguyen (1982). A note on extended block replacementpolicy with used items, Journal of Applied Probability, vol. 19, pp. 885-889.
[138] Nahmias N., H. Rivera (1979). A deterministic model for a repairable iteminventory system with finite repair rate, International Journal of ProductionResearch, vol. 17, (3), pp. 215-221.
[139] Nakagawa T. (1981). A summary of periodic replacement with minimal repair atfaiiure, Journal of Opérations Research Society ofjapan, vol. 24, pp. 213-227.
[140] Nakagawa T. (1982). A modified block replacement with two variables, IEEETransactions on reliability, vol. 31, pp. 398-400.
[141] Nakashima K., H. Arimitsu, T. Nose, S. Kuriyama (2002). Analysis of a productrecovery System, International Journal of Production Research, vol. 40, (15), pp.3849-3856.
[142] Nielsen C, C. Larsen (2005). An analytical study of the Q(s,S) policy applied to thejoint replenishment problem, European Journal of Operational Research, vol. 163,pp. 721-732.
[143] Olsen A. L. (2005). An evolutionary algorithm to solve the joint replenishmentproblem using direct grouping, Computers and Industrial Engineering, vol. 48, pp.223-235.
184
[144] Pantumsinchai P. (1992). A comparison of three joint ordering inventory policies,Décision Sciences, vol. 23, (1), pp. 111-127.
[145] Proschan F. (1960). Optimal System supply, Naval Research Logistics Quarterly,vol. 7, pp. 609-646.
[146] Renberg B., R. Planche (1967). Un modèle pour la gestion simultanée des n articlesd'un stock, RAIRO Oper. Res., vol. 6, pp. 47-59.
[147] Rosé C. M., I. Kosuke, Ab. Stevels (2002). Method for formulating product end-of-life stratégies for electronics industry, Journal of Electronics Manufacturing, vol.11, (2), pp. 185-196.
[148] Rosenblatt M. J. (1985). Fixed cycle, basic cycle and EOQ approaches to the multi-item single-supplier inventory System, International Journal of ProductionResearch, vol. 23, (6), pp. 1131-1139.
[149] Roy B. , D. Bouyssou (1993). Aide multicritère à la décision: méthodes et cas, Éd.Économica, Paris.
[150] Roy B., J.-C. Hugonnard (1982). Ranking of surburban Une extension projects onthe Paris métro System by a multi-criteria method, Transportation Research, vol.16A, pp. 301-312.
[151] Rudi N. (2001). Some models of risk pooling, Thèse de Doctorat, University ofPennsylvania.
[152] Rudi N., D. F. Pyke, P. O. Sporsheim (2000). Product recovery at the Norwegiannational insurance administration, Interfaces, vol. 30, (3), pp. 166-179.
[153] Saaty T. (1980). The analytic hierarchy process, McGraw Hill, New York.
[154] Saaty T., Y. Cho (2001). The décision by the US congress on China's trade status: amulticriteria analysis, Socio-Economie Planning Sciences, vol. 35, pp. 243-252.
[155] Sarker R., A. Haque (2000). Optimization of maintenance and spare provisioningpolicy using simulation, Applied Mathematical Modelling, vol. 24, (10), pp. 751-760.
[156] Scarf H. E. (1960). The optimality of (s,S) policies in the dynamic inventoryproblem, in Mathematical Methods in the Social Sciences Stanford UniversityPress, Stanford, CA.
[157] Schârlig A. (1985). Décider sur plusieurs critères: Panorama de l'aide à la décisionmulticritère, Presses polytechniques romandes, Lausanne.
[158] Schàxlig A. (1996). Pratiquer Electre et Prométhée, Presses polytechniquesromandes, Lausanne.
[159] Schneider H., E. Watson (1997). An analysis of warehouse and distributionstratégies: a case study, OR Spektrum, vol. 19, pp. 169-175.
[160] Schrady D. A. (1967). A deterministic inventory model for repairable items, NavalResearch Logistics Quarterly, vol. 14, pp. 391-398.
185
[161] Schultz C. R. (1987). Forecasting and inventory control for sporadic demand underperiodic review, Journal of Operational Research Society, vol. 38, (5), pp. 453-458.
[162] Sherbrooke C. C. (1992). Optimal Inventory Modeling of Systems, John Wiley, NewYork, NY.
[163] Sheu S.-H., C.-T. Liou, B.-C. Tseng (1992). Optimal ordering policies and optimalnumber of minimal repair before replacement, Microelectronics and Reliability, vol.32, (7), pp. 995-1002.
[164] Silver E. A. (1974). A control System for coordinated inventory replenishment,International Journal of Production Research, vol. 12, pp. 647-671.
[165] Silver E. A. (1981). Opérations research in inventory management: a review andcritique, Opérations Research, vol. 29, pp. 628-645.
[166] Silver E. A. (1976). A simple method of determining order quantities in jointreplenishments under deterministic demand, Management Science, vol. 22, (12), pp.1351-1361.
[167] Silver E. A. (1981). Establishing reorder points in the (S,c,s) coordinated controlSystem under compound Poisson demand, International Journal of ProductionResearch, vol. 19, (6), pp. 743-750.
[168] Silver E. A. , R. Peterson (1985). Décision Systems for inventory management,Wiley, New-York.
[169] Silver E. A., D. F. Pyke, R. Peterson (1998). Inventory Management andProduction Planning and Scheduling, 3rd Ed. ed John Wiley & Sons, New York.
[170] Smith S. A. (1977). Optimal inventories for (S-1,S) System with no backorders,Management Science, vol. 23, (5), pp. 522-528.
[171] Syntetos A. A., J. E. Boylan (2001). On the bias of intermittent demand estimâtes,International Journal of Production Economies, vol. 71, (1-3), pp. 457-466.
[172] Syntetos A. A., J. E. Boylan (2005). The accuracy of intermittent demand estimâtes,International Journal of Forecasting, vol. 21, (2), pp. 303-314.
[173] Tango T. (1978). Extended block replacement policy with used items, Journal ofApplied Probability, vol. 15, pp. 560-572.
[174] Tango T. (1979). A modified block replacement policy using less reliable items,IEEE Transactions on reliability, vol. 5, pp. 400-401.
[175] Tavares L. V., L. T. Almeida (1983). A binary décision model for the stock controlof very slow moving items, Journal of Operational Research Society, vol. 34, (3),pp. 249-252.
[176] Taylor J., R. R. P. Jackson (1954). An application of the birth and death process tothe provision of spare machines, Opérations Research, vol. 5, (4), pp. 95-108.
[177] Teunter R. H. (2001). Economie ordering quantities for recoverable item inventorySystem, Naval Research Logistics, vol. 48, pp. 484-495.
186
[178] Teunter R. H. (2004). Lot-sizing for inventory Systems with product recovery,Computers and Indusîrial Engineering, vol. 46, pp. 431-441.
[179] Thierry M., M. Salomon, J. van Nunen, L. N. Van Wassenhove (1995). Stratégieissues in product recovery management, California Management Review, vol. 37,(2), pp. 114-135.
[180] Toktay L. B., L. M. Wein, S. A. Zenios (2000). Inventory management ofremanufacturable products, Management Science, vol. 46, (11), pp. 1412-1426.
[181] van der Laan E., R. Dekker, M. Salomon (1996). Product remanufacturing anddisposai: A numerical comparison of alternative control stratégies, InternationalJournal of Production Economies, vol. 45, pp. 489-498.
[182] van der Laan E., R. Dekker, M. Salomon, A. Ridder (1996). An (s,Q) inventorymodel with remanufacturing and disposai, International Journal of ProductionEconomies, vol. 46-47, pp. 339-350.
[183] Van Eijs M. J. G. (1993). A note on the joint replenishment problem under constantdemand, Journal of Operational Research Society, vol. 44, pp. 185-191.
[184] Van Eijs M. J. G., R. M. J. Heuts, J. P. C. Kleijnen (1992). Analysis andcomparison of two stratégies for multi-item inventory Systems with jointreplenishment costs, European Journal of Operational Research, vol. 59, pp. 405-412.
[185] Veinott A. F. Jr., H. M. Wagner (1965). Computing optimal (s,S) inventory policies,Management Science, vol. 11, (5), pp. 525-552.
[186] Viswanathan S. (2002). On optimal algorithms for the joint replenishment problem,Journal of Operational Research Society, vol. 53, (11), pp. 1286-1290.
[187] Viswanathan S. (1997). Periodic review (s,S) policies for joint replenishmentinventory Systems, Management Science, vol. 43, (10), pp. 1447-1454.
[188] Walker J. (1997). Base stock level détermination for insurance type spares,International Journal of Quality & Reliability Management, vol. 14, (6), pp. 569-574.
[189] Wei B. C. ( 1991). A unified approach to failure mode effects and criticalityanalysis, Proceedings of the Annual Reliability & Maintenability Symposium, pp.260-271.
[190] Weng Z. K. (1999). Risk-pooling over demand uncertainty in the présence ofproduct modularity, International Journal of Production Economies, vol. 62, pp.75-85.
[191] Westerkamp T. A. (1998). Evaluating the maintenance process, HE Solutions, vol.30, (12), pp. 22-2.
[192] Willemain T. R., C. N. Smart, J. H. Shockor, P. A. DeSautels (Dec. 1994).Forecasting intermittent demand in manufacturing: a comparative évaluation ofCroston's method, International Journal of Forecasting, vol. 10, (4), pp. 529-538.
187
[193] Williams T. M. (1984). Stock control with sporadic and slow-moving demand,Journal of Operational Research Society, vol. 35, (10), pp. 939-948.
[194] Yang H., L. Schrage (2003). An inventory anomaly: risk-pooling may increaseinventory, Working Paper, University of Chicago.
[195] Yu Y., K. Jin, H. C. Zhang, F. F. Ling, D. Barnes (2000). A decision-making modelfor materials management of end-of-life electronic products, Journal ofManufacturing Systems, vol. 19, (2), pp. 94-107.
[196] Yurkiewicz J. (Feb.2003). Forecasting software survey: predicting which product isright for you, OR/MS Today.
[197] Zhang J. (2005). Transhipment and its impact on supply chain membersperformance, Management Science, vol. 51, (10), pp. 1534-1539.
[198] Zheng Y.-S., A. Federgruen (1991). Finding optimal (s,S) policies is about simpleas evaluating a single policy, Opérations Research, vol. 39, (4), pp. 654-665.





























