Embed Size (px)
Citation preview

DIE NEUE FREUDE AM FAHREN:
BEGEISTERND, ÖKONOMISCH, BEGEHRENSWERT
オートデスク主催
「自動車軽量化のための複合材料の活用と未来」セミナー
自動車軽量化のための次世代材料の活用と未来
April. 21, 2015
山根 健 山根健オフィス (BMW Japan Corp. Project i 技術顧問)
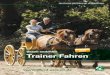
1.1現代の自動車に課されたさまざまな課題 衝突安全性能試験
フルラップ前面衝突試験 オフセット前面衝突試験 側面衝突試験
後面衝突頚部保護性能試験
歩行者頭部保護性能試験
Page 2 2
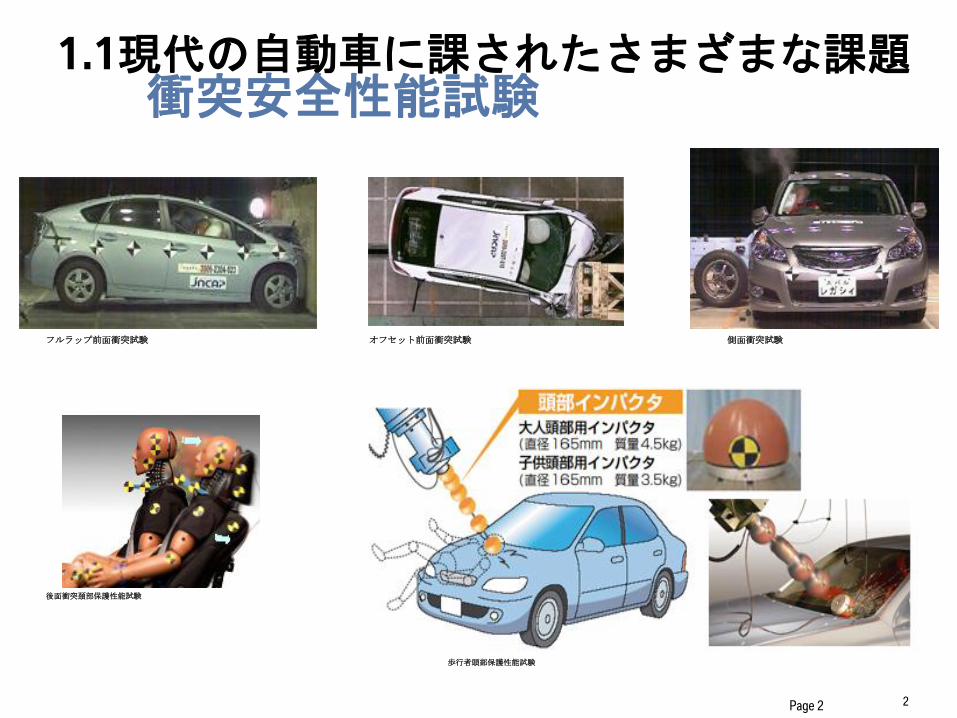
1-2 今後、自動車台数はどうなるか? 世界の自動車保有台数・国別シェア
3
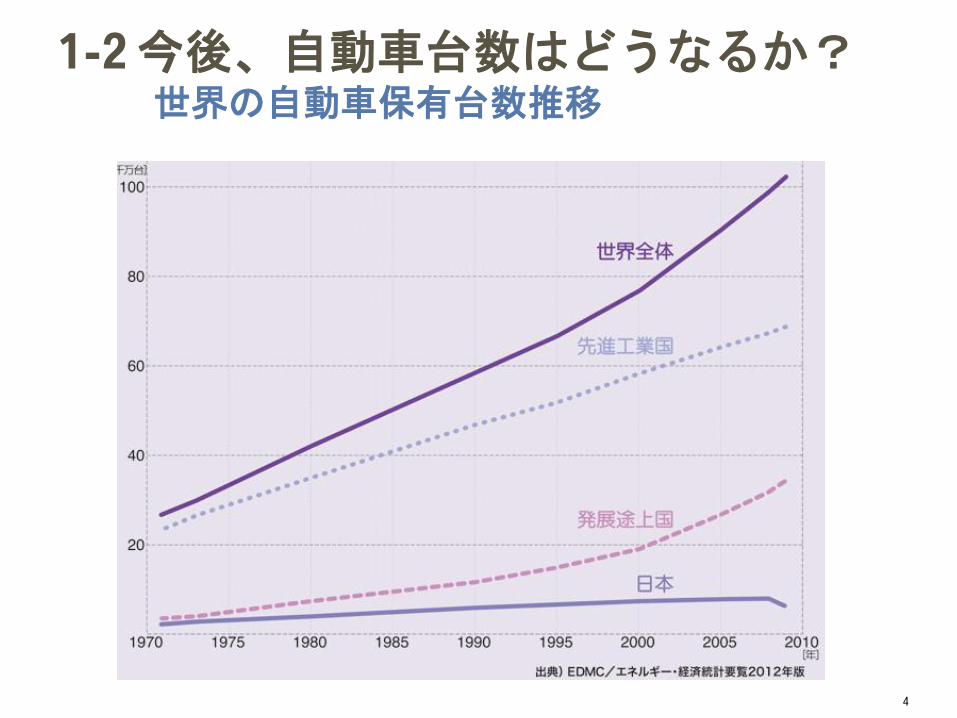
1-2 今後、自動車台数はどうなるか? 世界の自動車保有台数推移
4
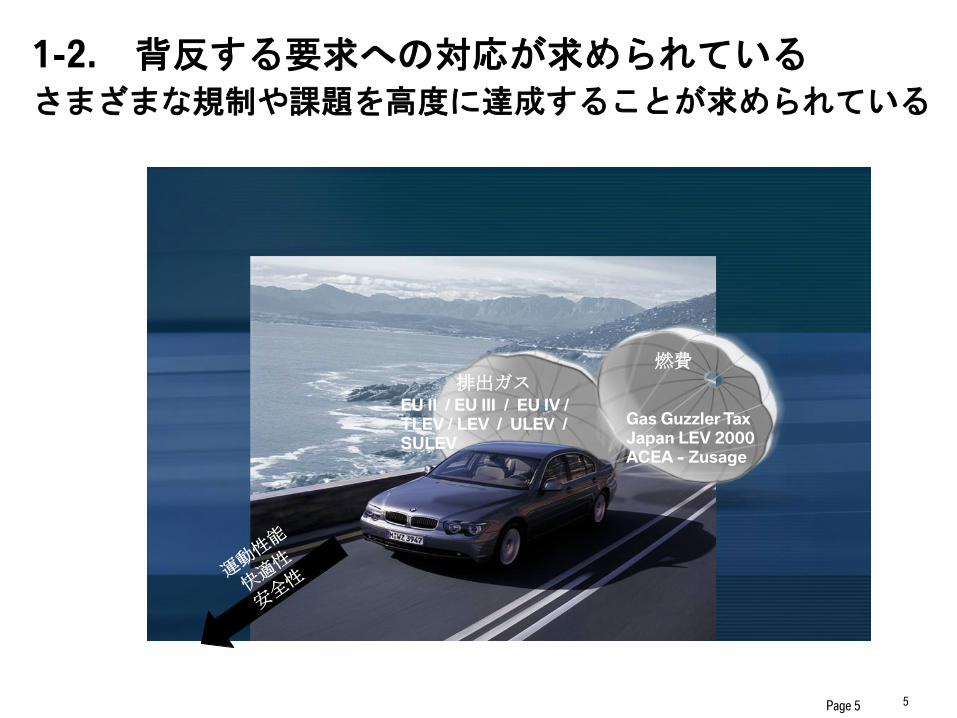
1-2. 背反する要求への対応が求められている
さまざまな規制や課題を高度に達成することが求められている
排出ガス EU II / EU III / EU IV /
TLEV / LEV / ULEV /
SULEV
燃費
Gas Guzzler Tax
Japan LEV 2000
ACEA - Zusage
Page 5 5
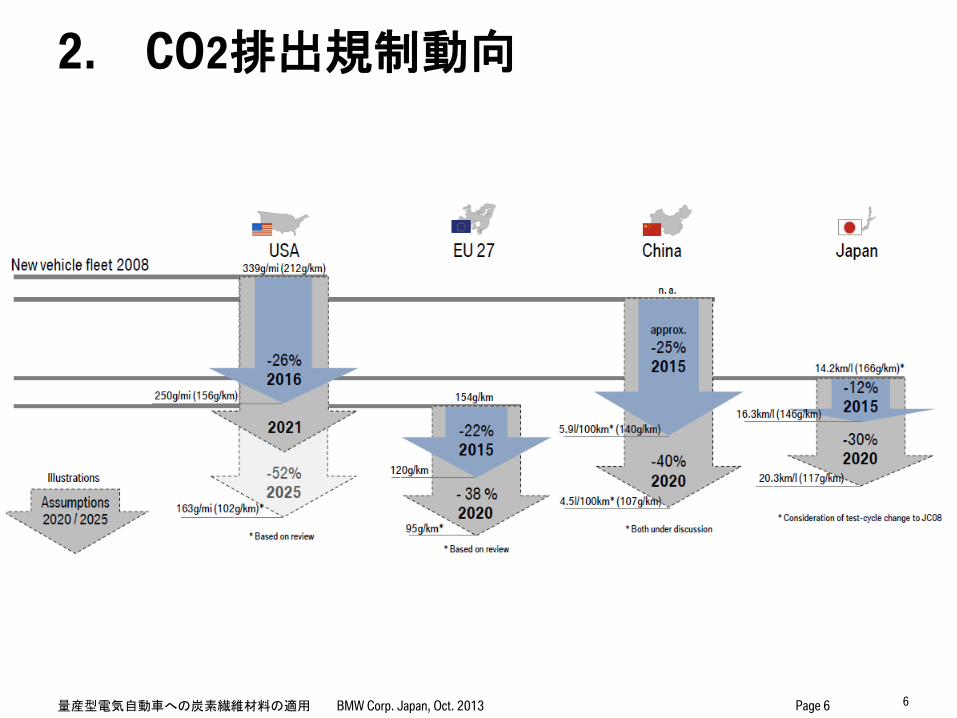
2. CO2排出規制動向
Page 6 量産型電気自動車への炭素繊維材料の適用 BMW Corp. Japan, Oct. 2013 6
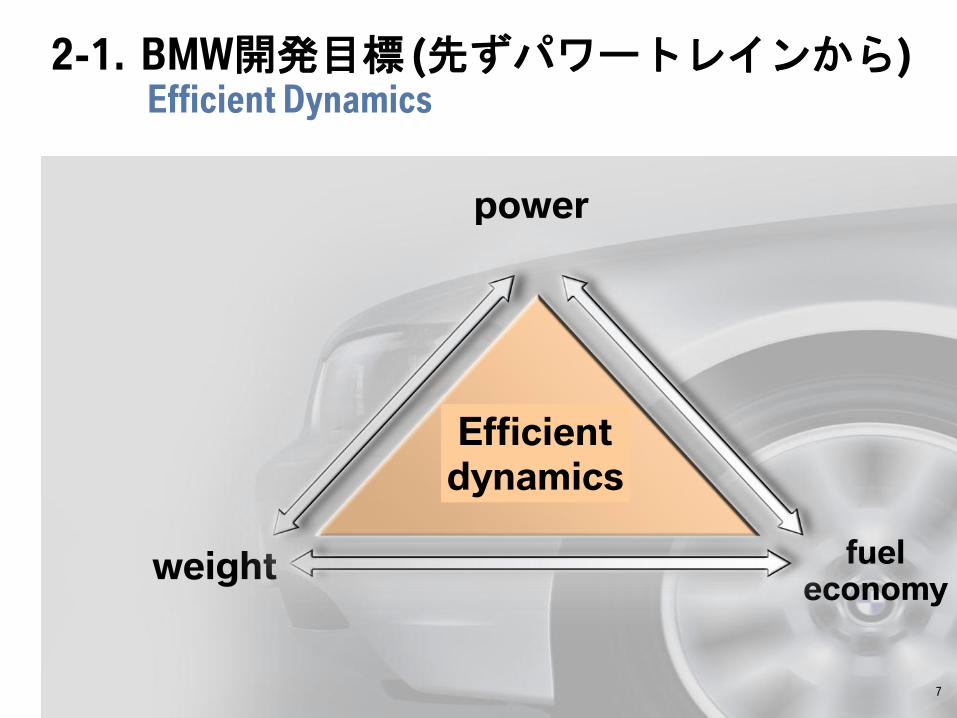
2-1. BMW開発目標 (先ずパワートレインから) Efficient Dynamics
7
fuel economy
weight
power
Efficient
dynamics
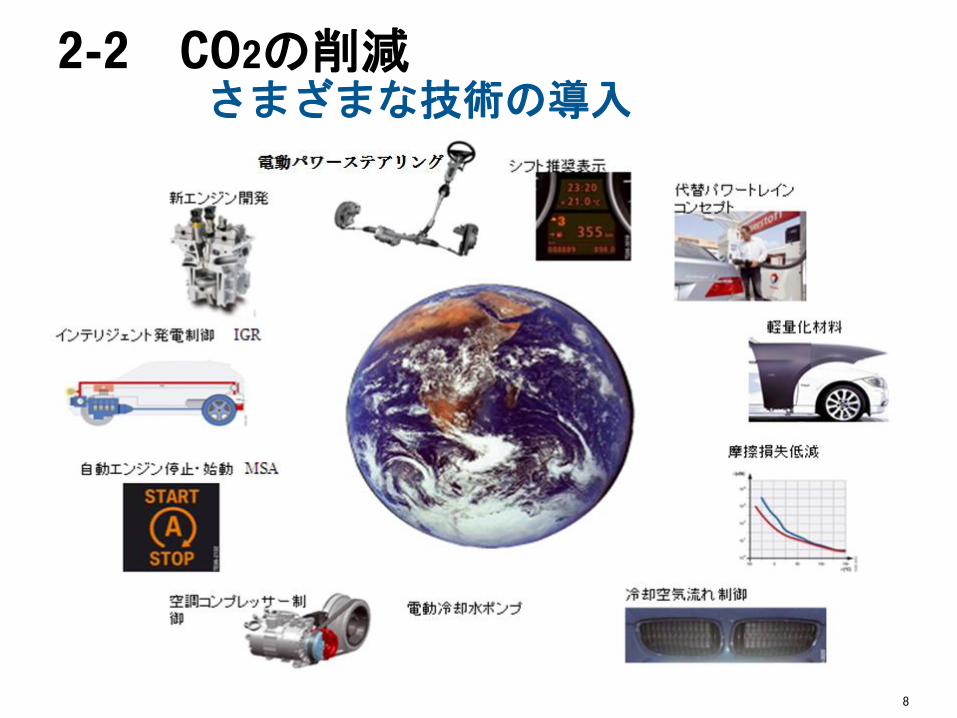
2-2 CO2の削減 さまざまな技術の導入
8

2-2. CO2の削減 CO2削減アプローチ
Improvement of existing powertrain technologies
Vehicle Measures
Hydrogen Energy Management, Electrification of the powertrain
9
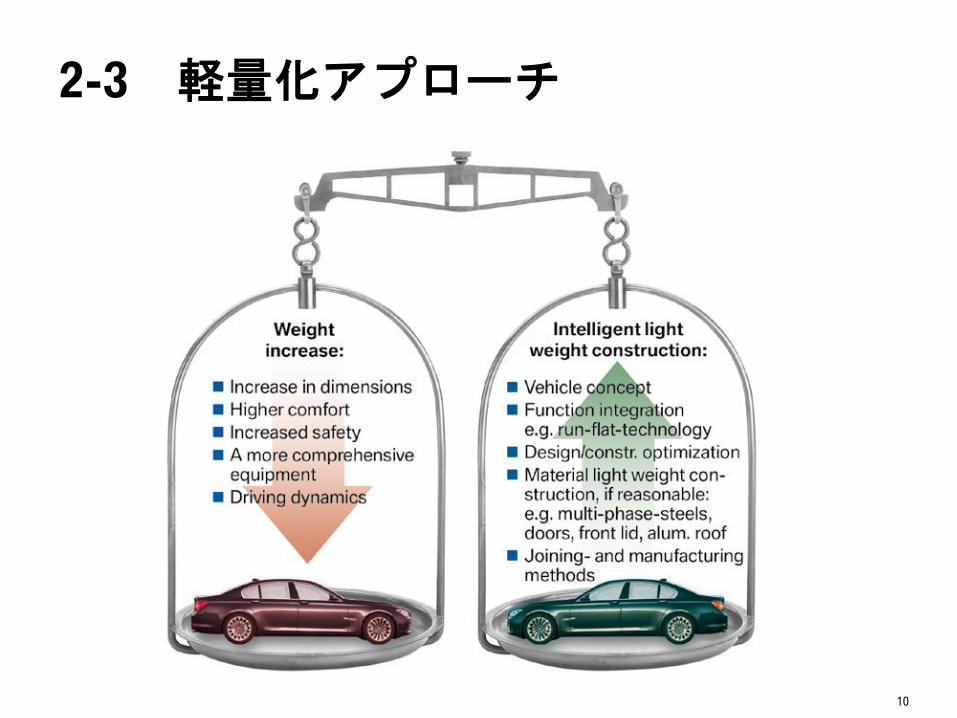
2-3 軽量化アプローチ
10
Page 11
1.次世代自動車への課題
2.CO2削減のための技術
3.電気自動車の役割と課題
3-1 BMWにおける電気自動車の開発
3-2 電気自動車の現状と問題点
講演内容

3.
12
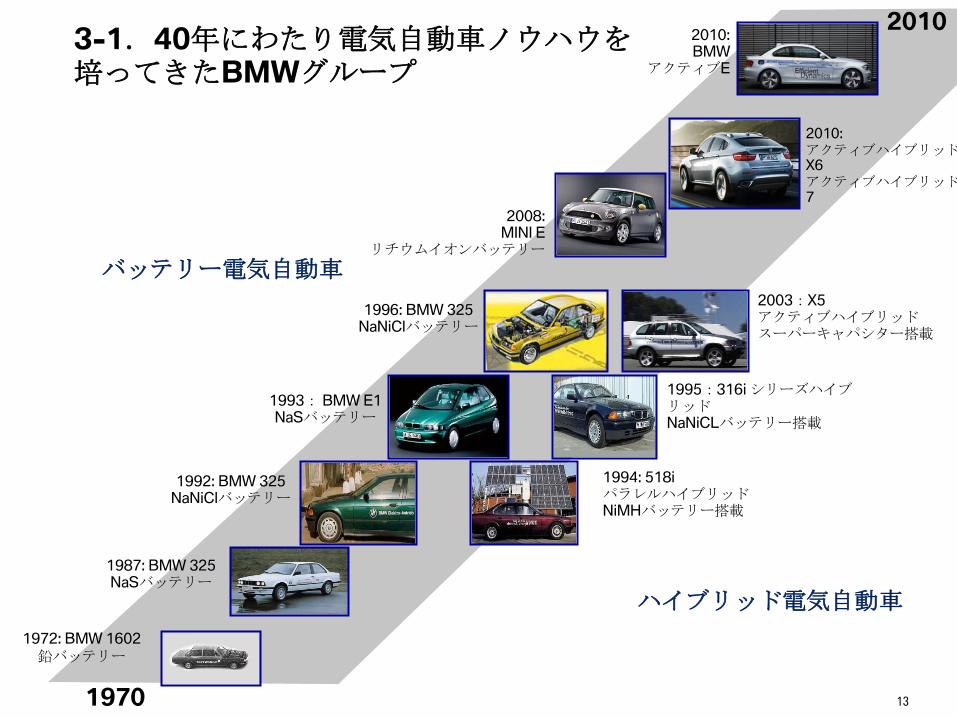
1970
2010
1972: BMW 1602
鉛バッテリー
1993: BMW E1 NaSバッテリー
2003:X5 アクティブハイブリッド スーパーキャパシター搭載
バッテリー電気自動車
ハイブリッド電気自動車
1995:316i シリーズハイブリッド NaNiCLバッテリー搭載
1994: 518i パラレルハイブリッド NiMHバッテリー搭載
1987: BMW 325 NaSバッテリー
1992: BMW 325 NaNiClバッテリー
1996: BMW 325 NaNiClバッテリー
2010: アクティブハイブリッドX6 アクティブハイブリッド7
2008: MINI E
リチウムイオンバッテリー
2010: BMW
アクティブE
3-1.40年にわたり電気自動車ノウハウを 培ってきたBMWグループ
13
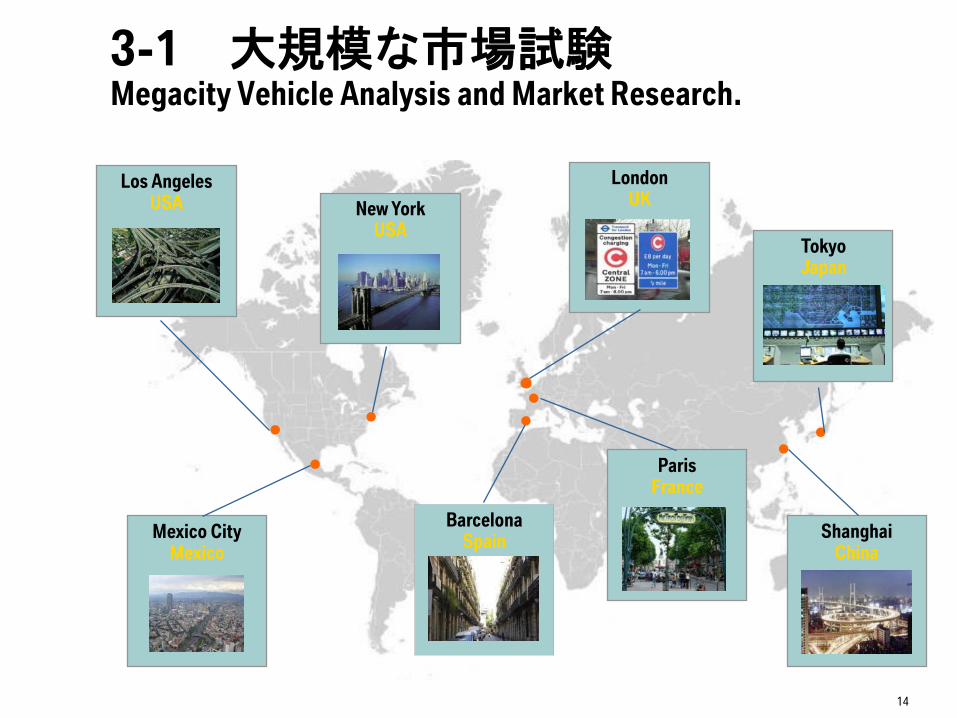
New York USA
Mexico City Mexico
London UK
Tokyo Japan
Los Angeles USA
Shanghai China
Barcelona Spain
Paris France
3-1 大規模な市場試験 Megacity Vehicle Analysis and Market Research.
14

3-1 MINI EとActive EはBMW i3へのステップ 機能性と顧客の利便性
F
un
cti
on
ali
ty a
nd
cu
sto
me
r b
en
efi
ts.
MINI E
BMW ActiveE
11/2010 07/2012
BMW i3
2013 末~ (2014-)
Page 15

3-2 量産電気自動車の基本コンセプト
改造型電気自動車の重量問題
MINI E
MINI
Cooper We
igh
t 車体改造による 重量増
(特に安全関係).
電気駆動システム 関連 重量増
(エンジン関連重量を
除いたのちの重量増)
16
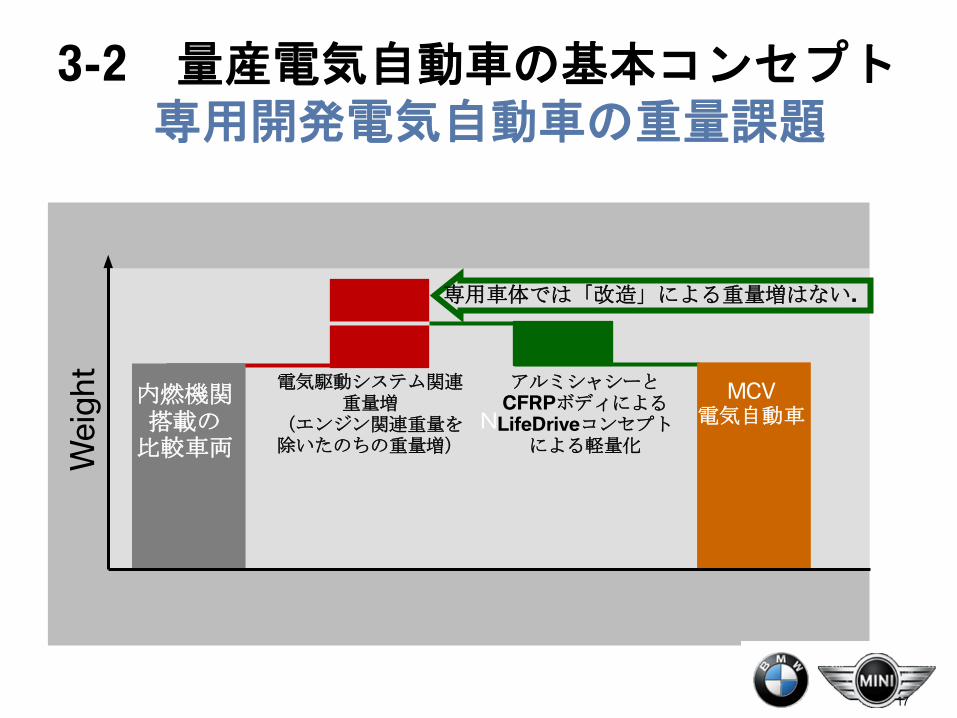
3-2 量産電気自動車の基本コンセプト
専用開発電気自動車の重量課題
N
専用車体では「改造」による重量増はない.
We
igh
t
アルミシャシーと CFRPボディによる
LifeDriveコンセプト による軽量化
内燃機関搭載の 比較車両
MCV 電気自動車
電気駆動システム関連 重量増
(エンジン関連重量を 除いたのちの重量増)
17

3-2 量産電気自動車の基本コンセプト 専用開発電気自動車の構成
18
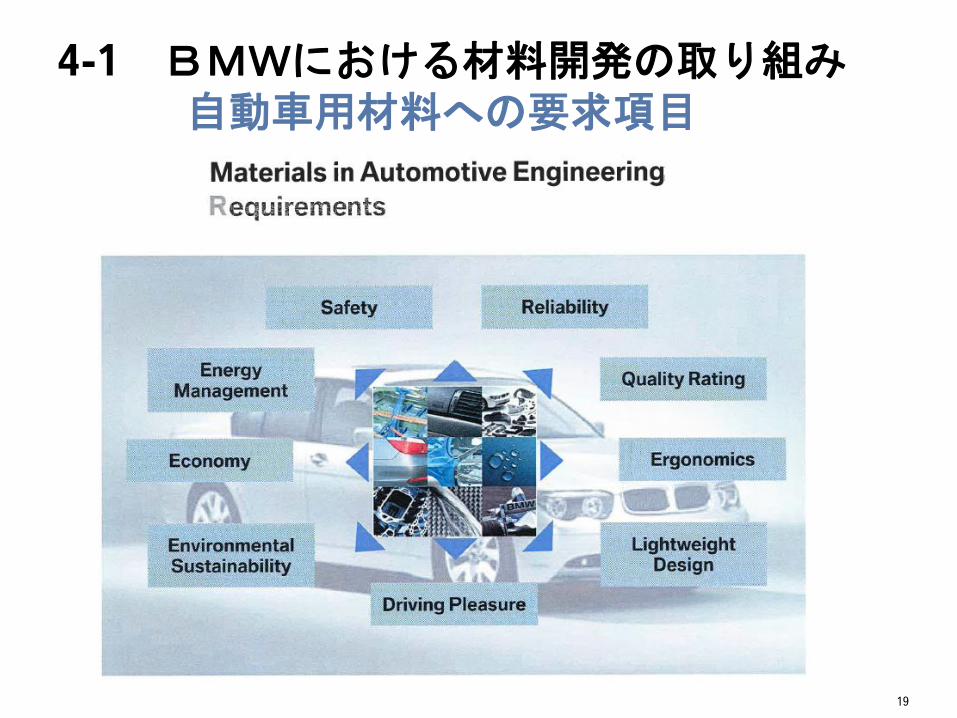
4-1 BMWにおける材料開発の取り組み
自動車用材料への要求項目
19

4-2 BMWにおける材料開発事例 樹脂製エンジンカバーと吸気マニフォールド
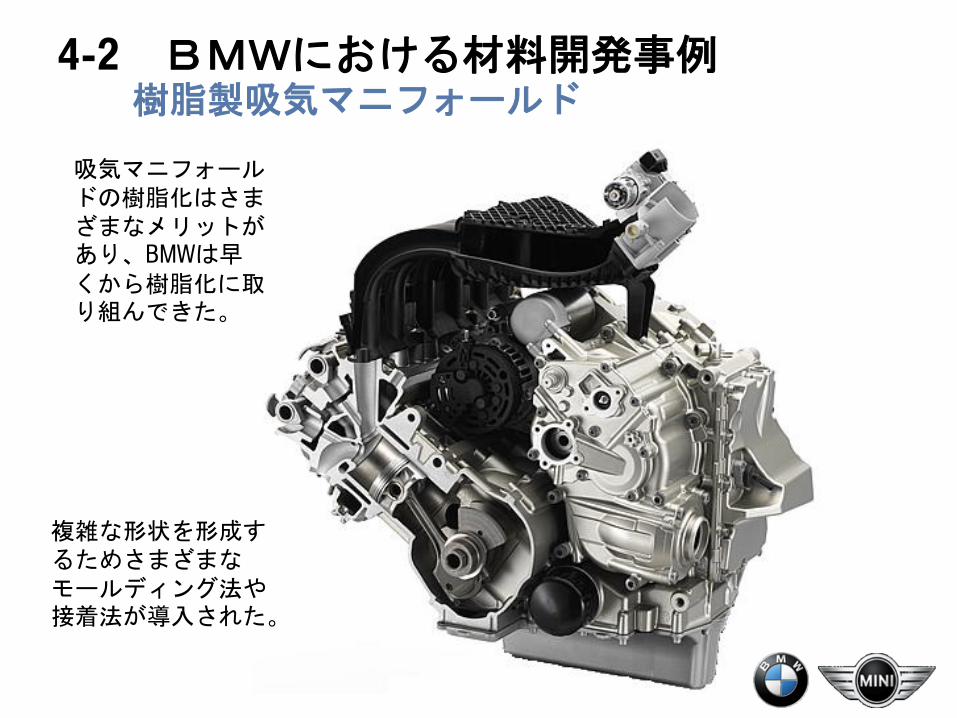
4-2 BMWにおける材料開発事例 樹脂製吸気マニフォールド
複雑な形状を形成するためさまざまなモールディング法や接着法が導入された。
吸気マニフォールドの樹脂化はさまざまなメリットがあり、BMWは早くから樹脂化に取り組んできた。

4-3 樹脂製車体を用いた市販自動車例 ロータス・エリート(1957~1963) ブリストル飛行機に外注されたFRPモノコックボディ
585kg、76馬力

4-3 樹脂製車体を用いた市販自動車例 BMW Z1(1989~1991)
樹脂製ボディ(熱可塑、GFRPなど、特別な柔軟性を持つ塗料を使用。
GFRPフロアは接着+ボルトで鋼製シャシーと一体化している。
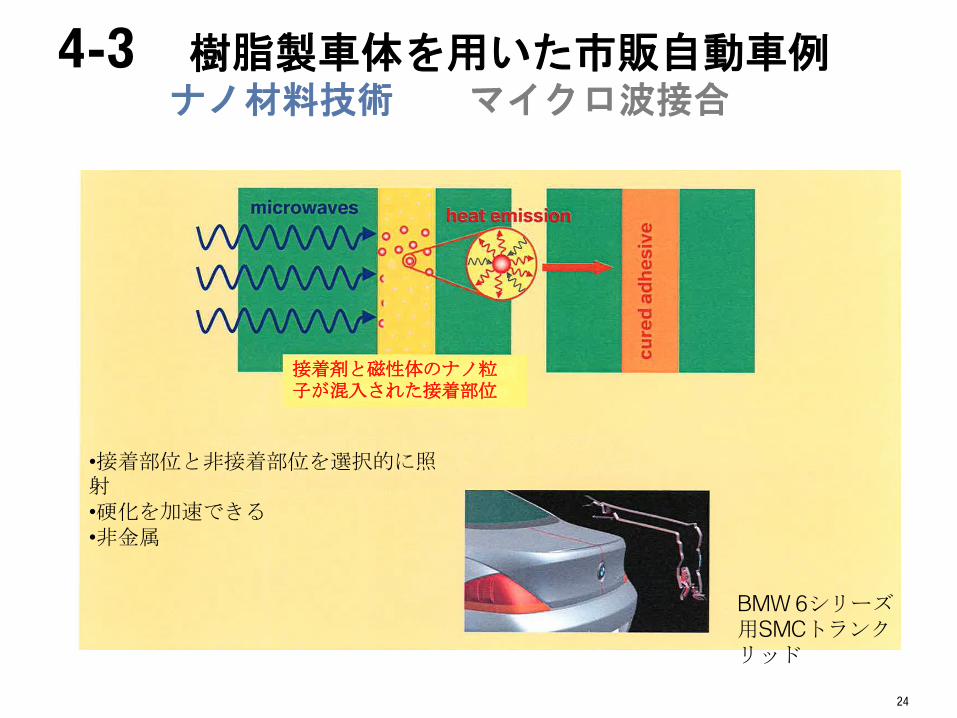
4-3 樹脂製車体を用いた市販自動車例 ナノ材料技術 マイクロ波接合
BMW 6シリーズ用SMCトランクリッド
接着剤と磁性体のナノ粒子が混入された接着部位
•接着部位と非接着部位を選択的に照射
•硬化を加速できる
•非金属
24
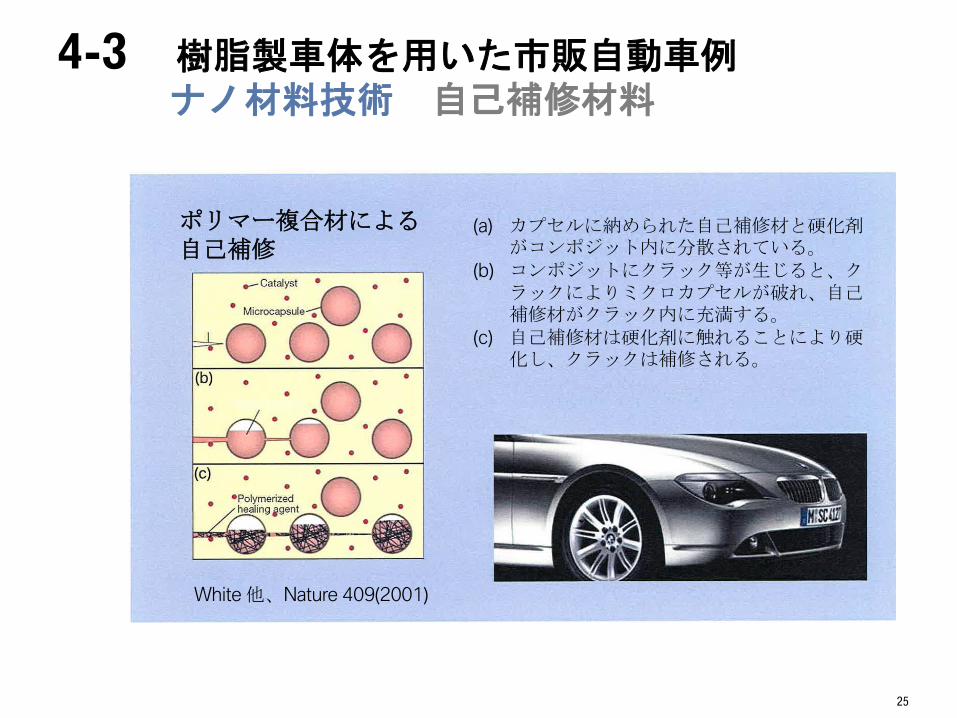
4-3 樹脂製車体を用いた市販自動車例 ナノ材料技術 自己補修材料
ポリマー複合材による
自己補修
White 他、Nature 409(2001)
(a) カプセルに納められた自己補修材と硬化剤がコンポジット内に分散されている。
(b) コンポジットにクラック等が生じると、クラックによりミクロカプセルが破れ、自己補修材がクラック内に充満する。
(c) 自己補修材は硬化剤に触れることにより硬化し、クラックは補修される。
25

5-1 BMWの炭素繊維ボディ開発 F1用モノコック(1981年McLaren MP4-1)
26
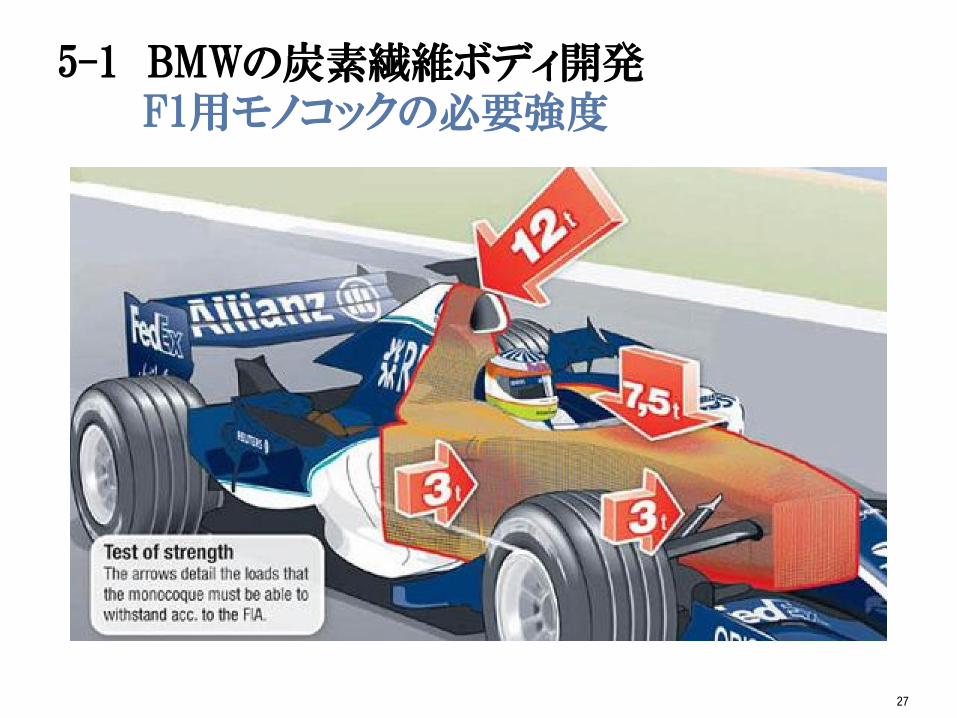
5-1 BMWの炭素繊維ボディ開発 F1用モノコックの必要強度
27
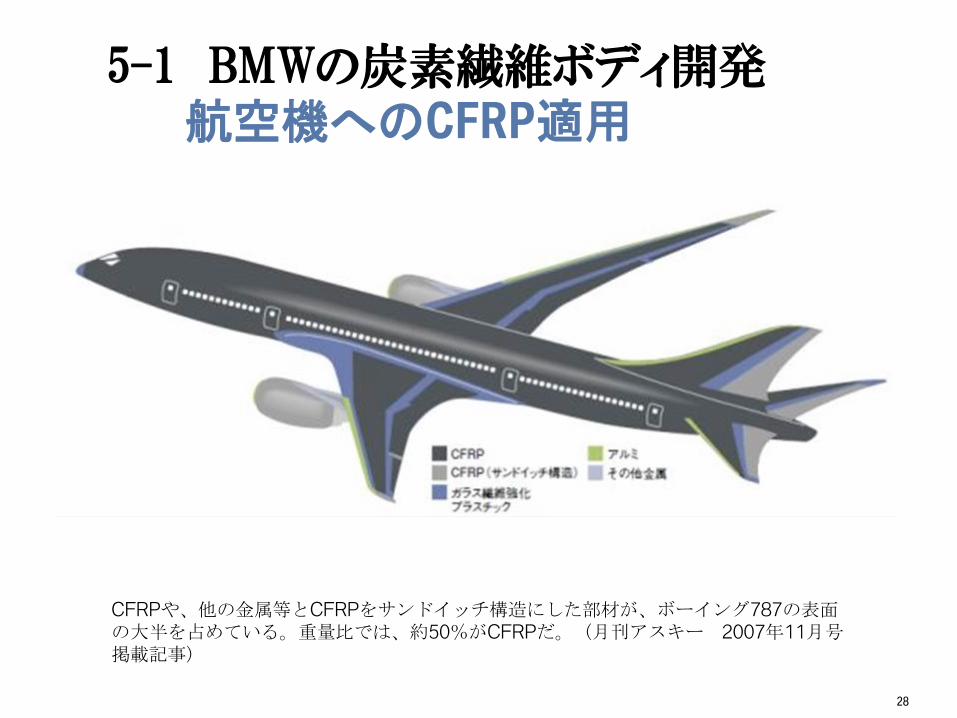
5-1 BMWの炭素繊維ボディ開発 航空機へのCFRP適用
CFRPや、他の金属等とCFRPをサンドイッチ構造にした部材が、ボーイング787の表面の大半を占めている。重量比では、約50%がCFRPだ。(月刊アスキー 2007年11月号掲載記事)
28
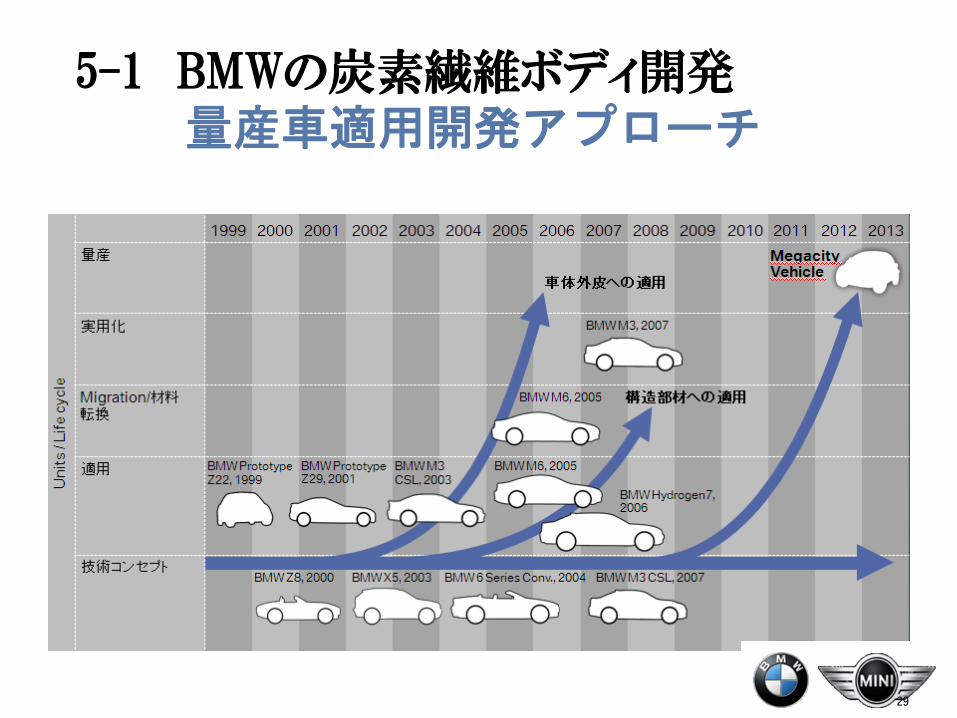
5-1 BMWの炭素繊維ボディ開発 量産車適用開発アプローチ
29

5-2 BMWの炭素繊維ボディ設計
Life Module(CFRPモノコック)
30
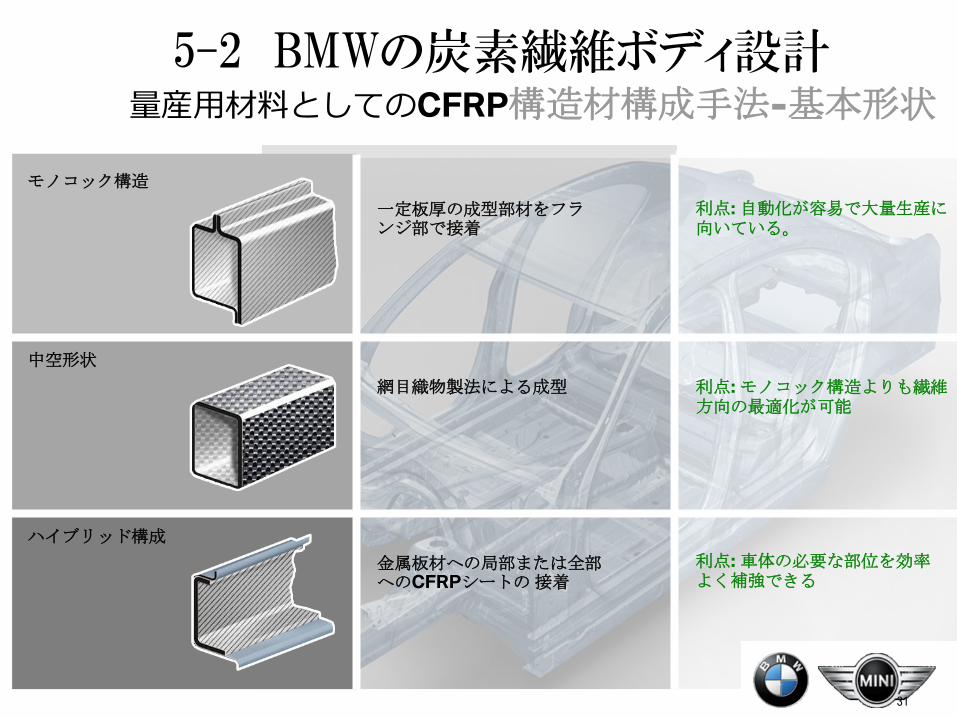
5-2 BMWの炭素繊維ボディ設計 量産用材料としてのCFRP構造材構成手法-基本形状
モノコック構造
中空形状
ハイブリッド構成
一定板厚の成型部材をフランジ部で接着
網目織物製法による成型
金属板材への局部または全部へのCFRPシートの 接着
利点: 自動化が容易で大量生産に向いている。
利点: モノコック構造よりも繊維方向の最適化が可能
利点: 車体の必要な部位を効率よく補強できる
31

5-2 BMWの炭素繊維ボディ設計
織物の構成と用法
3K fibres Weave (exterior)
50K fibres
Mesh and mat (structural)
32
5-2 BMWの炭素繊維ボディ設計
CFRP成型試験
33
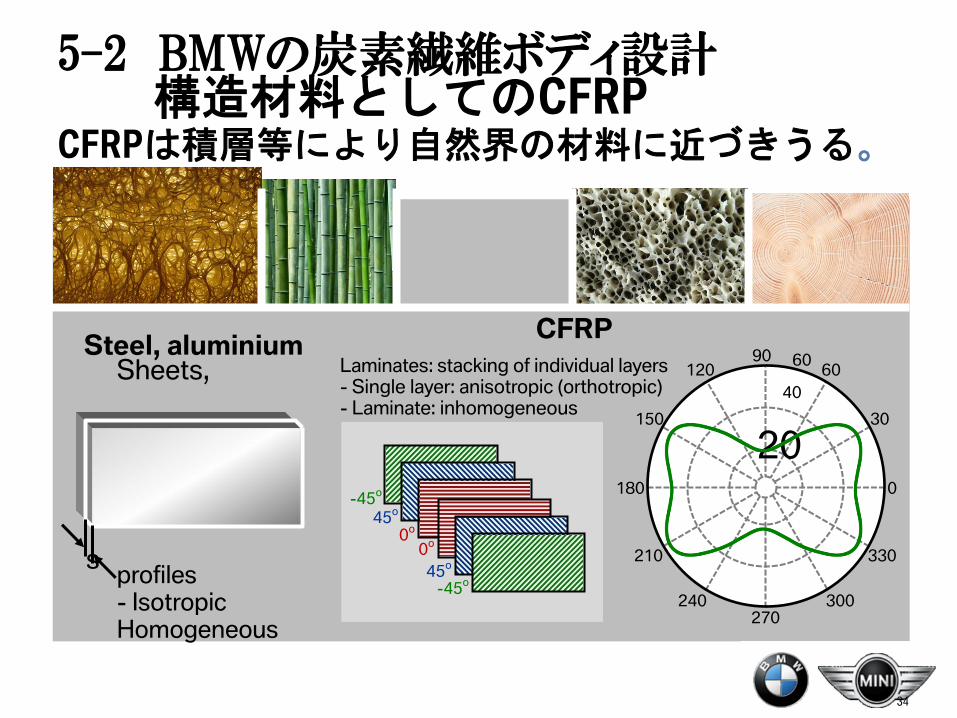
5-2 BMWの炭素繊維ボディ設計 構造材料としてのCFRP CFRPは積層等により自然界の材料に近づきうる。
s
270
60
30
0
330
150
120
180
210
90
300
240
60
40
20
0o
0o
-45o
45o
-45o
45o
Sheets, profiles - Isotropic Homogeneous
Steel, aluminium Laminates: stacking of individual layers - Single layer: anisotropic (orthotropic) - Laminate: inhomogeneous
CFRP
34
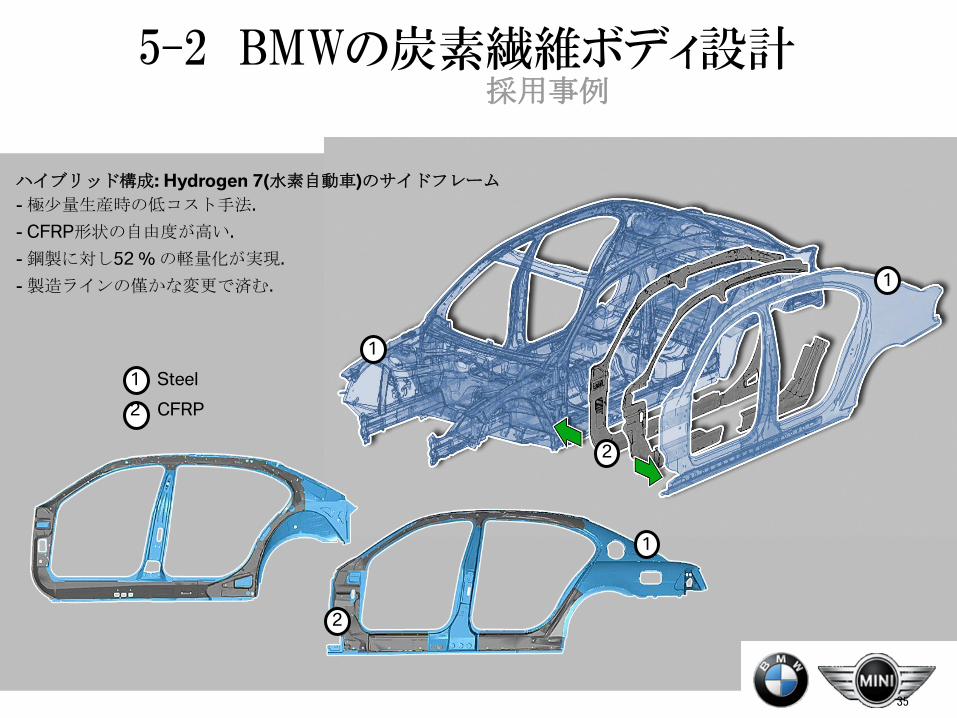
5-2 BMWの炭素繊維ボディ設計 採用事例
Steel
CFRP
1
2
1
2
1
1
2
ハイブリッド構成: Hydrogen 7(水素自動車)のサイドフレーム
- 極少量生産時の低コスト手法.
- CFRP形状の自由度が高い.
- 鋼製に対し52 % の軽量化が実現.
- 製造ラインの僅かな変更で済む.
35

生産規模
5-3 BMWの炭素繊維ボディ製造プロセス 量産車へのCFRP適用の先駆けを担う.
量産化への課題:
材料コストの低減.
生産サイクルタイムの短縮.
工場関連技術.
Automotive
第三世代
大量生産.
航空機
第二世代
少量生産.
自動車レース車
第一世代生産.
36
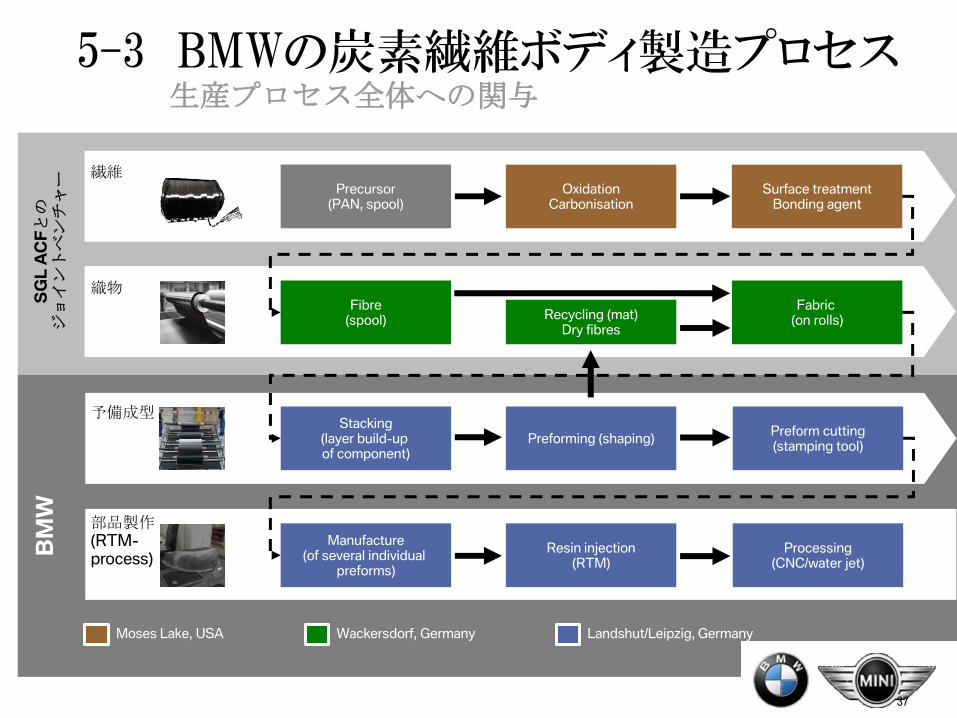
5-3 BMWの炭素繊維ボディ製造プロセス 生産プロセス全体への関与
Preform cutting (stamping tool)
Manufacture (of several individual
preforms)
Resin injection (RTM)
Processing (CNC/water jet)
Fibre (spool)
Fabric (on rolls)
Precursor (PAN, spool)
Oxidation Carbonisation
Surface treatment Bonding agent
Recycling (mat) Dry fibres
Stacking (layer build-up of component)
織物
Preforming (shaping)
Moses Lake, USA Wackersdorf, Germany Landshut/Leipzig, Germany
SG
L A
CFとの
ジョイントベンチャー
B
MW
予備成型
部品製作 (RTM- process)
繊維
37

5-3 BMWの炭素繊維ボディ製造プロセス 素材の物流
米国ワシントン州モーゼスレイク市 BMW Group, SGLの炭素繊維JV
同市の水力発電所
ライプチッヒ
ランズフート ディンゴルフィン
ヴァッカースドーフ
ミュンヘン
三菱レイヨン製 プリカーサー
糸状の炭素繊維
38

5-3 BMWの炭素繊維ボディ製造プロセス 炭素織物(Mat)の形成
39
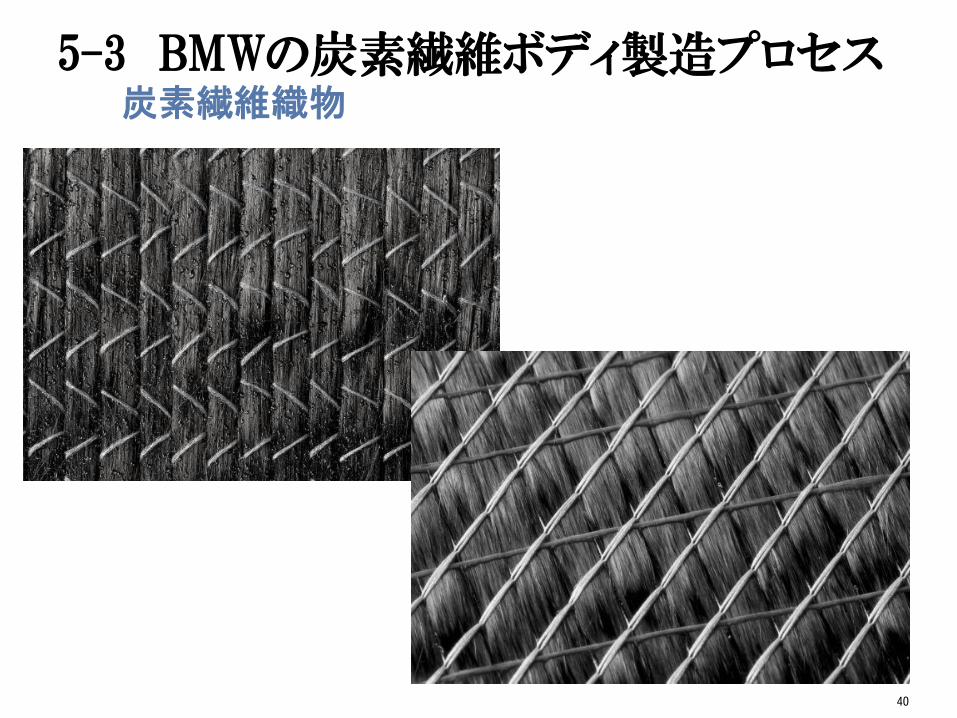
5-3 BMWの炭素繊維ボディ製造プロセス 炭素繊維織物
40
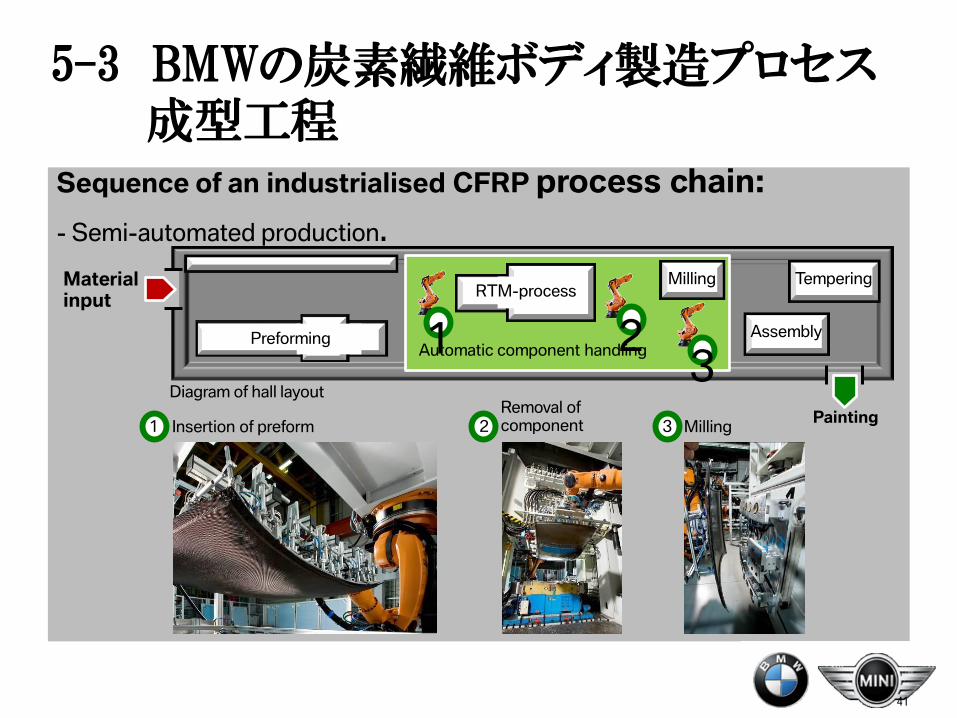
5-3 BMWの炭素繊維ボディ製造プロセス 成型工程
Material input
1 2 3
2 3
RTM-process
Preforming 1
Sequence of an industrialised CFRP process chain:
- Semi-automated production.
Milling
Automatic component handling Assembly
Tempering
Diagram of hall layout
Insertion of preform
Removal of component Milling
Painting
41
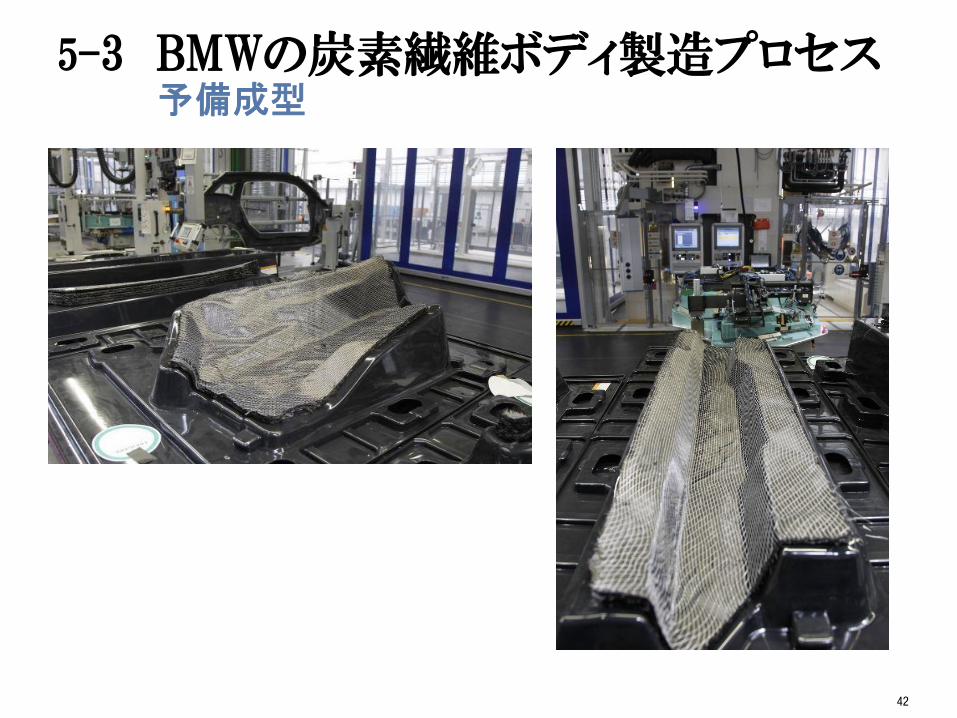
5-3 BMWの炭素繊維ボディ製造プロセス 予備成型
42
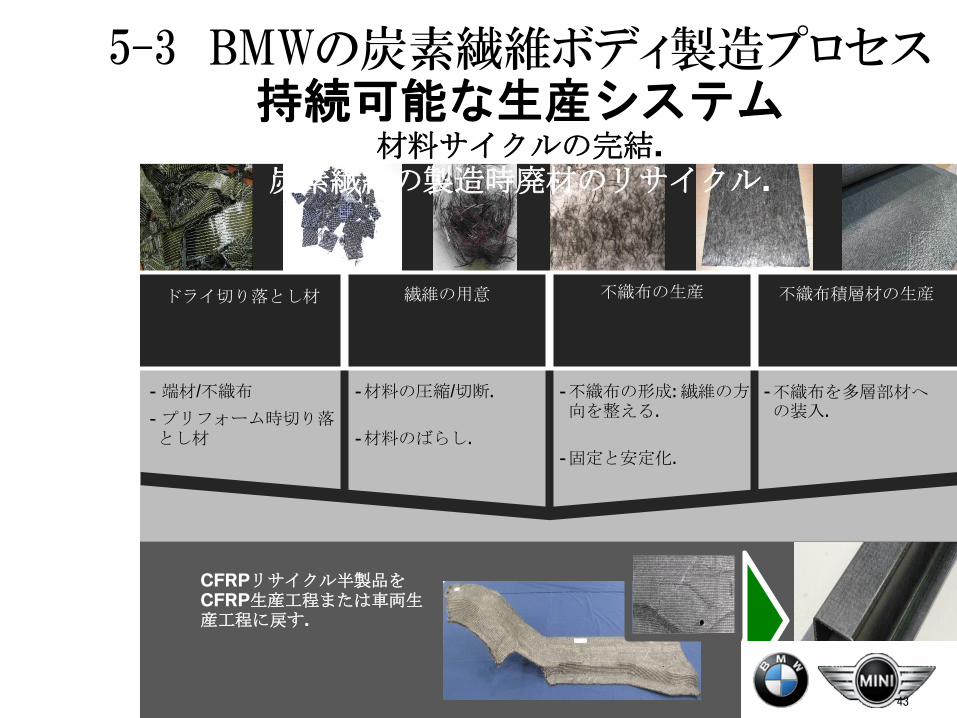
5-3 BMWの炭素繊維ボディ製造プロセス 持続可能な生産システム
材料サイクルの完結. 炭素繊維の製造時廃材のリサイクル.
ドライ切り落とし材
繊維の用意 不織布の生産 不織布積層材の生産
CFRPリサイクル半製品をCFRP生産工程または車両生産工程に戻す.
-
-
-
-
-
-
-
端材/不織布
プリフォーム時切り落とし材
材料の圧縮/切断.
材料のばらし.
不織布の形成: 繊維の方向を整える.
固定と安定化.
不織布を多層部材への装入.
43
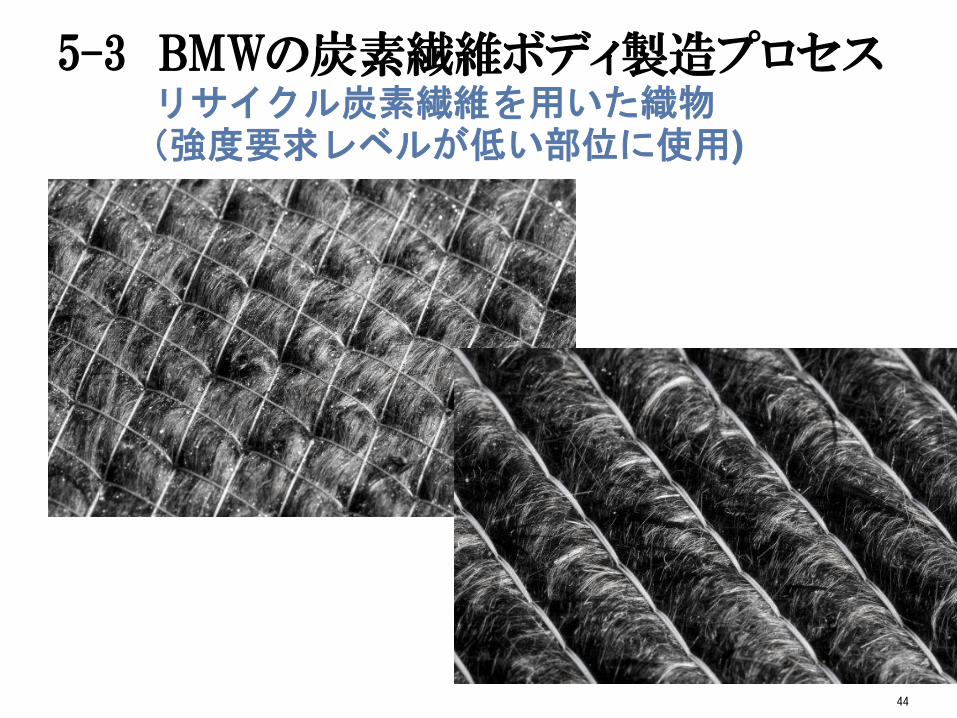
5-3 BMWの炭素繊維ボディ製造プロセス リサイクル炭素繊維を用いた織物 (強度要求レベルが低い部位に使用)
44

5-3 BMWの炭素繊維ボディ製造プロセス 持続可能な生産システム
シート状の炭素繊維 RTM工法による部品の生産 部品を接着して組立てられたサイドパネル
ロボットによるCFRPパネルの接着工法 完成したLifeModule Life ModuleとDrive Moduleは ボルト4本と接着剤接合
45
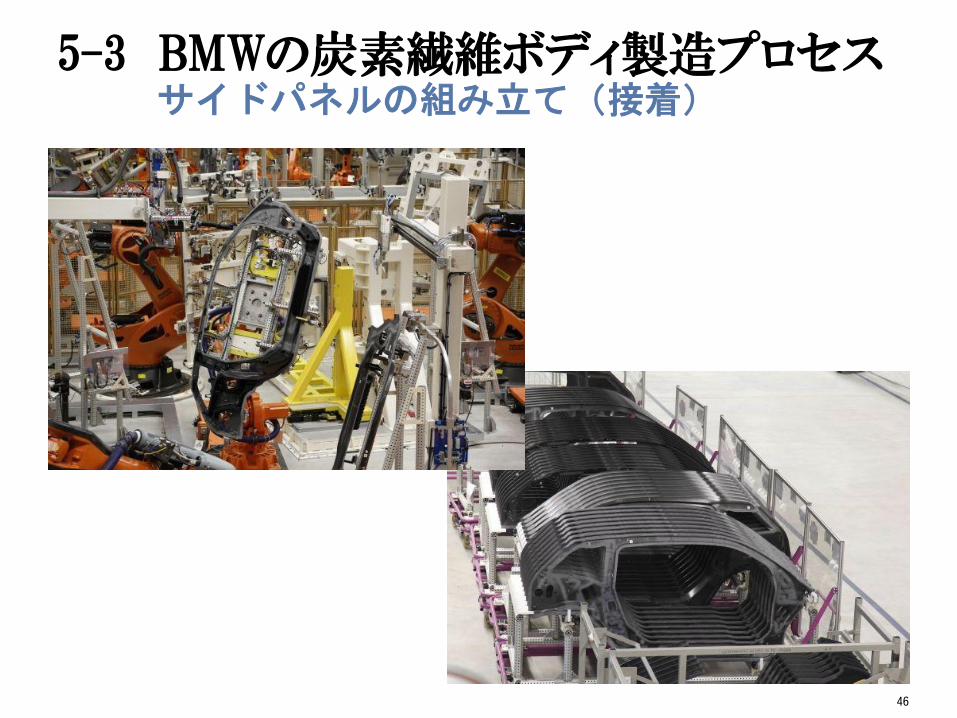
5-3 BMWの炭素繊維ボディ製造プロセス サイドパネルの組み立て(接着)
46

5-3 BMWの炭素繊維ボディ製造プロセス モノコック組み立て
47

5-3 BMWの炭素繊維ボディ製造プロセス
モノコック接着
48
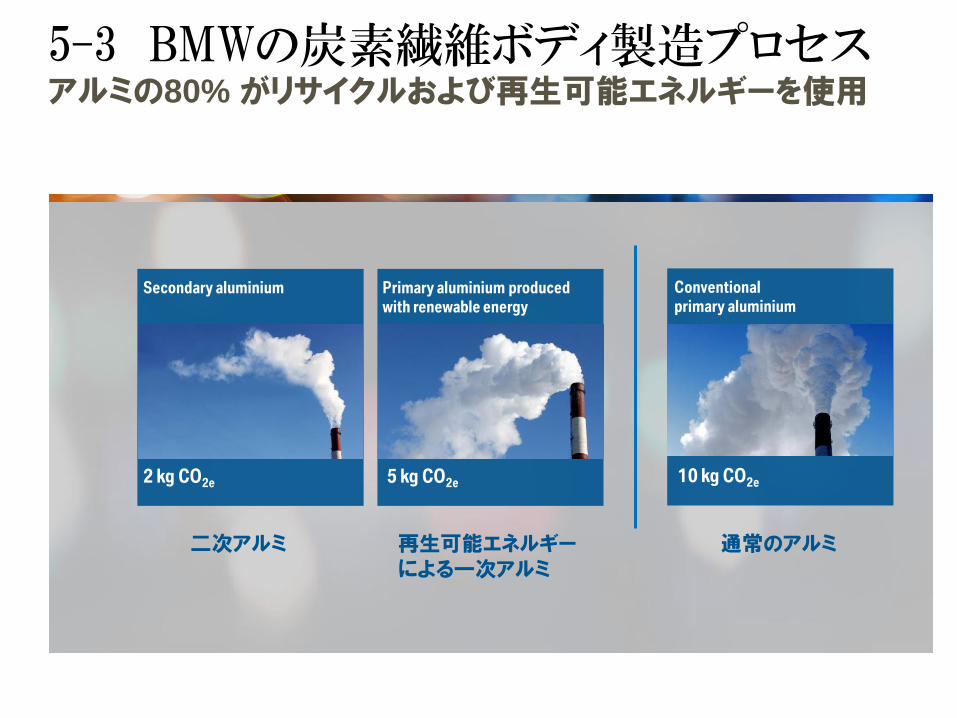
Primary aluminium produced
with renewable energy
5 kg CO2e
Conventional
primary aluminium
10 kg CO2e
Secondary aluminium
2 kg CO2e
5-3 BMWの炭素繊維ボディ製造プロセス アルミの80% がリサイクルおよび再生可能エネルギーを使用
二次アルミ 再生可能エネルギー による一次アルミ
通常のアルミ

– 70% water – 50% energy 100%
renewable energy
5-3 BMWの炭素繊維ボディ製造プロセス
BMWライプチッヒ工場は業界のベンチマーク
使用エネルギー量 -50%
使用水量 -70%
100%再生可能
エネルギー

Precursor
Sourcing
Moses Lake
Joint venture SGL ACF
Wackersdorf Carbon fibre Fabric CFRP components
BMW production network
Landshut and Leipzig
5-3 BMWの炭素繊維ボディ製造プロセス CFRP 製造に要するCO2 排出量は通常より50%減
三菱レイヨン製 プリカーサー調達
SGL 社との合弁会社における
炭素繊維および不織布(マット)の製造
BMWによるCFRP製
コンポーネンツ生産
Japan

5-4 BMW i 3( i 8)の紹介.
BMW i3内部構成
52

5-4 BMW i 3( i 8)の紹介. 全長3999mm、
ホイールベース2570mm。
車両重量1195kg
最高出力:125kW
最大トルク:250Nm
53

5-4 BMW i 3( i 8)の紹介 メガシティ・ヴィークルにふさわしい構成
54

5-4 BMW i 3( i 8)の紹介 持続可能材料の使用
55

BMW i 最も進化したスポーツ・カー 「BMW i8 CONCEPT」
システム最高出力/最大トルク 260 kW / 550 Nm
エンジン最高出力/最大トルク 164 kW / 300 Nm
電気モーター出力/トルク 96 kW / 250 Nm
eDrive航続距離 約35 km
バッテリー充電時間 (普通充電) 1時間45分(100%)
Page 56
BMW i3製造工程を紹介した動画が公開されています。
• BMW i3 Production Video Seriesが4部構成で紹介されています。以下のリンクからご覧になれます。
• http://bmwi3.blogspot.jp/2013/09/bmw-i3-production-video-
series.html
• ご参考まで、Part1のダイレクトリンクは:
• www.youtube.com/watch?v=gt1k3BLN7pw
57

• ご清聴ありがとうございます
Freude am Fahren
58