Embed Size (px)
Citation preview

DIEGO MACHADO VELLADO
PROPOSTA PARA MUDANÇAS NA APLICAÇÃO DOS PROCESSOS DE CALAFETAÇÃO E ISOLAMENTO ACÚSTICO PARA UMA LINHA DE
MONTAGEM AUTOMOTIVA
Monografia apresentada ao Departamento de Engenharia Mecânica da Escola de Engenharia da Universidade Federal do Rio Grande do Sul, como parte dos requisitos para obtenção do diploma de Engenheiro Mecânico.
Orientador: Prof. Dr. Flávio José Lorini
Porto Alegre 2004
2
Universidade Federal do Rio Grande do Sul
Escola de Engenharia
Departamento de Engenharia Mecânica
PROPOSTA PARA MUDANÇAS NA APLICAÇÃO DOS PROCESSOS DE CALAFETAÇÃO E ISOLAMENTO ACÚSTICO PARA UMA LINHA DE MONTAGEM
AUTOMOTIVA
DIEGO MACHADO VELLADO
ESTA MONOGRAFIA FOI JULGADA ADEQUADA COMO PARTE DOS
REQUISITOS PARA A OBTENÇÃO DO DIPLOMA DE ENGENHEIRO MECÂNICO
APROVADA EM SUA FORMA FINAL PELA BANCA EXAMINADORA DO DEPARTAMENTO DE ENGENHARIA MECÂNICA
Prof. Dr. Flávio José Lorini Coordenador do Curso de Engenharia Mecânica
BANCA EXAMINADORA:
Prof. DARCI BERNARECH CAMPANI UFRGS / DEMEC
Prof. Dr. EDUARDO ANDRÉ PERONDI UFRGS / DEMEC
Prof. Ms. HERALDO AMORIM UFRGS / DEMEC
Porto Alegre 2004
3
AGRADECIMENTOS
Em primeiro lugar agradeço... aos meus pais Arnaldo e Zilda, e a toda minha família que sempre incentivou meus estudos e foi minha sustentação no decorrer deste curso. ao meu orientador, Prof. Dr.Flávio Lorini que dedicou parte do seu tempo para servir de guia no desenvolvimento deste trabalho. à empresa que serviu de sujeito deste trabalho. aos meus antigos colegas de trabalho: Tati Januário, Felipe, Vanessa, Marcus, Mario, Jair, Fabio, sem a colaboração dos quais este trabalho não seria viável. à minha namorada Patrícia por todo apoio e compreensão nestes momentos difíceis do final do curso. E também agradecer a todos que de maneira direta ou indireta contribuíram para a realização deste trabalho.

4
Deus, dai serenidade para aceitar as coisas que eu não posso mudar coragem para mudar as coisas que devem ser mudadas
e sabedoria para poder diferenciá-las
Reinhold Niebuhr

5
VELLADO, D. M. Proposta para Mudanças na Aplicação dos Processos de Calafetação e Isolamento Acústico para uma Linha de Montagem Automotiva. 2004. 26f. Monografia (Trabalho de Conclusão do Curso de Engenharia Mecânica) – Departamento de Engenharia Mecânica, Universidade Federal do Rio Grande do Sul, Porto Alegre, 2004. RESUMO O objetivo deste trabalho é propor uma mudança no layout da linha de calafetação e isolamento acústico de uma montadora automotiva. Esta mudança passa pela substituição do tipo de material empregado como anti-ruído com propósito de reduzir o nível de sujeira gerado e pelo balanceamento das novas tarefas a fim de otimizar a utilização da mão-de-obra disponível proporcionando um aumento na capacidade de produção. Para viabilizar a implantação do novo layout realizaram-se testes para avaliar o tempo de ciclo das novas operações, testes para avaliar os parâmetros necessários para automatizar a aplicação do novo material anti-ruído e também é feito uma simulação para balancear as novas operações através do uso do software Optiline, que utiliza o algoritmo genético para grupos. O resultado comparativo entre o layout atual e o proposto neste trabalho demonstra que a nova distribuição das operações, além de diminuir o nível de sujeira através da substituição do material, possibilita uma melhor distribuição da utilização da mão-de-obra e um aumento na capacidade de produção da linha. PALAVRAS-CHAVE: Balanceamento de linha, Linha de montagem, Indústria automotiva, Automação industrial.

6
VELLADO, D. M. Proposal of change in sealing and acoustic insulation process of an automotive assembly line. 2004. 26f. Monografia (Trabalho de Conclusão do Curso de Engenharia Mecânica) – Departamento de Engenharia Mecânica, Universidade Federal do Rio Grande do Sul, Porto Alegre, 2004. ABSTRACT The goal of this work is to consider a change in sealing and acoustic insulation line layout of an automotive assembly line. This change goes through the substitution of the material type employed as acoustic insulator, for reduce the generation dirty level and for balancing the new tasks in order to optimize manpower utilization, providing an increase in line production capacity. To make possible the implantation of the new layout, tests are carried through to evaluate cycle time of new operations, tests to evaluate the necessary parameters to carry through of automatic form the application of new material insulator and also a simulation is made to balance the new operations, through the use of the Optiline software that uses Grouping Genetic Algorithm. Besides diminishing the dirt level through the substitution of the material, the comparative result between the current layout and the considered one in this work it demonstrates that the new distribution of the operations makes possible one better distribution of manpower utilization and an increase in line production capacity. KEYWORDS: Line balancing, Assembly line, Automotive industry, Industrial automation
7
SUMÁRIO
RESUMO .............................................................................................................................. 5
ABSTRACT .......................................................................................................................... 6
1. INTRODUÇÃO ............................................................................................................... 8
2. REVISÃO BIBLIOGRÁFICA ......................................................................................... 8
2.1. ROBÔS NA INDÚSTRIA AUTOMOTIVA.................................................................. 8
2.2. Tempos e a medição do trabalho.................................................................................... 9
2.3. Balanceamento de linha............................................................................................... 10
2.3.1. Descrição do problema de balanceamento ................................................................ 10
2.3.2. Método de solução.................................................................................................... 10
2.4. Processo de calafetação ............................................................................................... 11
2.5. Processo de isolamento acústico .................................................................................. 11
3. PROPOSTA DE ALTERAÇÕES NO PROCESSO........................................................ 12
3.1. Apresentação do layout atual....................................................................................... 12
3.1.1. Calafetação interna ................................................................................................... 12
3.1.2. Isolamento acústico .................................................................................................. 13
3.2. Proposta para um novo layout ..................................................................................... 14
3.2.1. Testes realizados ...................................................................................................... 14
3.2.2. Simulação computacional para balanceamento da linha de calafetação ..................... 16
4. RESULTADOS.............................................................................................................. 17
4.1. Resultados para o layout atual ..................................................................................... 17
4.2. Resultados para o layout proposto ............................................................................... 19
5. COMPARATIVO .......................................................................................................... 21
6. CONCLUSÕES ............................................................................................................. 21
7. REFERÊNCIAS............................................................................................................. 22
8. BIBLIOGRAFIA CONSULTADA ................................................................................ 22
APÊNDICE A...................................................................................................................... 23
APÊNDICE B...................................................................................................................... 25
APÊNDICE C...................................................................................................................... 26
APÊNDICE D...................................................................................................................... 27
APÊNDICE E...................................................................................................................... 27
8
1. INTRODUÇÃO A produção de automóveis iniciou no fim do século XIX de forma artesanal, porém em
1913 Henry Ford implantou a primeira linha de produção seriada inspirado nos processos produtivos dos revólveres Colt e das máquinas Singer (CASTAINGS, 2003). Desde então busca-se otimizar a forma de fazer carros para alcançar uma elevada qualidade no produto, associada ao aumento de produtividade para alcançar uma redução nos custos.
A montagem de um automóvel pode ser dividida basicamente em três etapas: a fabricação da carroceria (funilaria), pintura e a montagem dos componentes (CHOI; SHIN, 1997).
Dentro do processo de pintura, além da aplicação das camadas de tinta (Elpo, Primer, base e verniz) que respectivamente: protegem de corrosão, nivelam a superfície, dão a cor e definem o aspecto do veículo, também são realizadas as etapas de vedação e isolamento acústico da carroceria. A necessidade de realizar cura após as aplicações da massa de vedação (plastisol) e do isolamento acústico (anti-ruído) da carroceria, servem de justificativa para a realização destas tarefas durante o processo de pintura, já que nessa operação o veículo é submetido à passagem em estufas para a cura das camadas de tinta.
Atualmente na linha de pintura de uma montadora de automóveis, a aplicação de anti-ruído é feita manualmente por dois operadores, a aplicação desse material é realizada na mesma estação onde é feita a calafetação, sendo utilizado o material na forma de mantas asfálticas.
Por apresentar baixo custo e fácil aplicação as mantas asfálticas são utilizadas em larga escala na indústria automotiva. Porém, o manuseio necessário para aplicação deste material gera muitas partículas (sujeira), situação indesejada em se tratando de uma linha de pintura.
Atualmente, devido a utilização deste material também é necessário o uso de dois operadores em uma estação específica para a limpeza da sujeira proveniente do anti-ruído. Mesmo assim, ocorrem casos de sujeira na pintura do veículo o que acaba gerando mais retrabalho nas estações de liberação do mesmo.
Uma das soluções possíveis para a redução de sujeira é a troca do material empregado, substituindo-se a manta asfáltica por um material na forma spray.
Neste contexto, o objetivo deste trabalho visa a realização de um estudo para propor alterações nos processos envolvidos nesta parte da linha de montagem. A viabilização destas alterações envolve, além da substituição do material anti-ruído, um estudo relativo às alterações necessárias no layout atual, bem como do balanceamento da linha após a realização destas alterações propostas.
Uma análise das tecnologias e procedimentos envolvidos nesse estudo é abordada na revisão bibliográfica pertinente.
2. REVISÃO BIBLIOGRÁFICA
Dentre os tópicos abordados neste trabalho estão à utilização de manipuladores
robóticos na aplicação dos processos bem como a definição dos tempos das tarefas para um adequado balanceamento da linha, assuntos tratados nessa revisão.
2.1. ROBÔS NA INDÚSTRIA AUTOMOTIVA
Segundo Groover (1987) robô é uma máquina programável, de propósitos gerais, que possui certas características antropomórficas.
Os robôs são comumente encontrados em indústrias onde se tem alto volume de produção e pouca diversidade de produtos, o exemplo clássico são as montadoras automotivas.
9
A partir da utilização dos robôs na linha de montagem o tempo de produção dos veículos diminuiu consideravelmente. Além disso, operações que exigem maior esforço e oferecem maior risco aos operadores, também são delegadas aos robôs.
Nas modernas fábricas automotivas os robôs são utilizados para: unir e soldar peças, aplicar seladores e vedadores à carroceria, pintar, montar e desmontar portas e demais painéis removíveis, entre outras funções. A elevada flexibilidade operacional é proporcionada pela capacidade de adaptar as operações realizadas pelo robô através da sua programação.
Para realizar a programação do robô existe o método on-line, realizado diretamente na célula de trabalho, o método off-line que utiliza simulação computacional e o método híbrido que contempla os dois anteriores. Atualmente a tendência é a utilização do método off-line, que é justificada pela redução no tempo de programação e no tempo de parada dos robôs.
Em um estudo de caso feito pela Bronto Skylift, indica que utilizando-se softwares para a programação off-line pode-se conseguir uma redução de até 95% no tempo de parada dos robôs e 80% de redução no tempo de programação (DELMIA SOLUTIONS, 2003).
2.2. TEMPOS E A MEDIÇÃO DO TRABALHO
O estudo de tempos teve seu início em 1881 na Usina da Midvale Steel Company e Frederick Taylor foi seu idealizador (BARNES, 1977). Estudos de tempos e movimentos foram inicialmente utilizados para determinar o tempo-padrão necessário para executar uma tarefa específica. Com o passar dos anos sua utilidade foi ficando mais abrangente e aplicado com o objetivo de contribuir para buscar o método ideal de operação, seja ele para redução do tempo de ciclo ou dos custos de produção.
Atualmente não se pode pensar no posto de trabalho de uma forma individual, pois com a necessidade cada vez maior de redução de custos e de aumento da produtividade, a carga de trabalho de cada trabalhador tem sido constantemente aumentada. Com isso, cada vez mais é necessário que se tenha completo conhecimento das operações e do tempo necessário para a sua realização. Para a realização do estudo de tempos é necessário seguir o seguinte procedimento.
1) Escolha da estação Pode-se fazer uma análise preliminar de todas estações através da comparação do tempo
de ciclo de cada estação com o takt time (tempo ideal ciclo). Para realizar esta análise preliminar faz-se tomadas de tempo do ciclo completo, e não de forma detalhada. Se o tempo de ciclo da estação for maior que o takt time deve-se passar para as etapas seguintes.
2) Estudar e diagnosticar Tendo selecionado as estações que devem ser diagnosticadas, faz-se uma divisão da
operação de forma a reduzir as tarefas a elementos indivisíveis. 3) Padronizar o trabalho na estação Nesta etapa as operações devem ser padronizadas, ou seja, fazer uma documentação
para explicar passo a passo a operação de modo que qualquer operador que for realizá-la faça do mesmo modo.
4) Medir o trabalho Assim que os operadores tiverem conhecimento total da operação, pode-se avaliar o
tempo que é necessário para a realização de cada elemento formador da operação em análise. A forma mais usual de medir o tempo de trabalho é através da cronometragem. A
medição do tempo deve ser feita elemento por elemento da operação, assim é possível verificar se existe algum elemento com tempo excessivo.
O tempo de ciclo de operações realizadas manualmente sofre variações que resultam de diferenças no material, na disposição das peças, no tipo de reparo a ser feito e na leitura feita no cronômetro. Considerando condições ideais de trabalho e um operador qualificado e bem treinado, a variação não seria grande, porém ainda existiria variabilidade. O estudo de tempos

10
é um processo de amostragem, logo quanto mais medidas forem feitas maior será a representatividade dos resultados.
Na empresa em estudo a forma utilizada para medir o trabalho é a medida do tempo de ciclo das estações. A metodologia empregada para avaliar o tempo de ciclo indica que devem ser realizadas cinco medições para cada elemento formador da operação. Não existem restrições quanto ao controle do ritmo ou escolha de operador, as cinco medidas devem ser realizadas aleatoriamente e deve-se utilizar como tempo padrão o menor tempo repetitivo ou, caso isso não ocorra, a média dos tempos obtidos.
Para avaliar o desempenho das linhas de montagem, os principais índices utilizados são: Capacidade de produção (Cp). Este índice calcula qual a capacidade de produção
durante uma hora de trabalho (unidades/hora) e é descrita pela equação abaixo: 3600
pt
CT
= (1)
onde: Tt é o takt time da linha, em segundos. Utilização da mão-de-obra (Umo). Este índice calcula quantos minutos um operador é
utilizado em uma hora, é calculado a partir da equação descrita a seguir:
60cpmo
t
TU
T= ⋅ (2)
onde: Tcp é o tempo de ciclo ponderado e Tt é o takt time, ambos em segundos.
Avaliando este índice verifica-se como ocorre a distribuição da carga de trabalho e a utilização dos operadores em cada estação. A partir da avaliação da carga de trabalho dos operadores e da comparação do tempo de ciclo com o takt time da estação, deve-se avaliar a necessidade de realizar um balanceamento da estação ou da linha.
2.3. BALANCEAMENTO DE LINHA
A busca pelo balanceamento da linha começou nos anos 50 (DRISCOLL; THILAKAWARDANA, 2001). Tem como objetivo principal, a distribuição de forma justa e equilibrada das atividades desenvolvidas numa linha de produção para garantir que não existam alguns operadores sobrecarregados enquanto outros tenham tempo ocioso.
2.3.1. Descrição do problema de balanceamento
Segundo Karabatı e Sayın (2003), quando existe apenas um modelo de produto sendo fabricado dá-se o nome de SALBP (simple assembly line balancing problem) ao problema de balanceamento, que envolve duas abordagens:
• SALBP_1 - Neste tipo de problema de balanceamento o objetivo é minimizar o número de estações para um tempo de ciclo fixo.
• SALBP_2 - Recebe essa denominação, quando a solução do problema visa minimizar o tempo de ciclo das estações, tendo um número fixo de estações.
2.3.2. Método de solução
Diversos métodos podem ser utilizados na busca de uma solução para o balanceamento de linhas, sendo usualmente aplicado um software de apoio.
O Optiline é software capaz de realizar balanceamento de linha de montagem de forma rápida, permitindo a utilização de restrições semelhantes àquelas encontradas na linha real. O software utiliza o algoritmo genético para grupos, desenvolvido em linguagem C++ pela Optimal Design, para solucionar problemas de balanceamento.
11
Para utilização deste programa faz-se uma especificação da configuração inicial através da descrição do ambiente de trabalho.
Como dados de entrada pode-se informar: número de operadores, tempo de ciclo, tempo de ciclo máximo (considerando os diferentes modelos produzidos), número de estações, restringir operações a estações específicas. O programa faz então uma otimização e gera uma nova disposição para as operações que pode ser comparada com a configuração inicial.
Existe uma função que permite avaliar o desbalanceamento da linha, fazendo um comparativo entre o layout inicial e aquele sugerido como melhor opção. A fórmula para medição do desbalanceamento, em porcentagem é:
100c io
e
d T TT
= −∑∑ (3)
onde: Te é tempo de elemento e Tc é o tempo de ciclo da estação e Tio é o tempo ideal de operação, em segundos.
O Tio é dado pela equação abaixo: e
io
TT
n= ∑ (4)
onde: Te é o tempo de todos elementos das estações, em segundos e n é o número de estações.
2.4. PROCESSO DE CALAFETAÇÃO
A aplicação da massa de calafetação é uma atividade tediosa e desumana (MORTIMER, 1987). Em virtude disso, as fábricas automotivas buscam cada vez mais a automatização dessas atividades. O material empregado para calafetar o veículo é o plastisol, que é composto essencialmente de resina de PVC, plastificantes, cargas minerais e aditivos diversos. É utilizado devido a sua propriedade termoplástica, que permite uma fácil aplicação na temperatura ambiente e após passar por um aquecimento adquire uma ótima rigidez.
A aplicação do plastisol é feita em forma de filetes, em regiões de junção de chapa, onde existe grande exposição à água e à poeira. Normalmente essas áreas de aplicação têm difícil acesso, também servindo como justificativa para a aplicação automática.
Porém para que a aplicação seja feita de forma totalmente automatizada é necessário que o veículo tenha elevada repetibilidade das medidas da carroceria. Quando não se pode garantir a repetibilidade das medidas, é feito um pincelamento posterior para assegurar uma perfeita vedação da carroceria. A aplicação pode ser feita de forma manual e automática.
2.5. PROCESSO DE ISOLAMENTO ACÚSTICO
Nos grandes centros cada vez mais os sons e ruídos oriundos do trafego viário tem sido causadores de diversos tipos de distúrbios no homem, sejam eles psicológicos ou fisiológicos.
Além de ter de enfrentar um trânsito cada vez mais congestionado, os motoristas estão enfrentando ruídos elevados que são provenientes dos carros, caminhões, ônibus, sirenes de ambulância e polícia, além do som das buzinas.
Sendo assim é importante que os veículos possam oferecer uma redução dos ruídos provenientes das vias públicas além de reduzir o ruído do próprio motor, de forma a garantir uma ambiente agradável para o motorista.
Atualmente a vedação acústica nos veículos é feita através do uso de isoladores à base de feltros, que são usados como forração do interior do veículo, e a redução à vibração que é de responsabilidade dos chamados anti-ruídos.
Os materiais mais usados como anti-ruídos são as chamadas mantas asfálticas. Esse material é composto por uma manta a base de betume. Sua aplicação no veículo é feita a partir da colocação de peças pré-cortadas com o formato adequado a cada veículo. Após a colocação
12
do anti-ruído, este deve passar por uma estufa para sofrer a fusão, que é a responsável pela aderência final do produto. O princípio de redução de ruído proporcionado por estas mantas asfálticas está baseado na mudança da freqüência de vibração dos pontos com potencial de vibração.
Devido a necessidade de passar na estufa, sua aplicação é feita usualmente pela área de pintura que possui estufas para a cura das tintas. A temperatura de fusão das mantas asfálticas varia na faixa de 140 a 160°C.
3. PROPOSTA DE ALTERAÇÕES NO PROCESSO
Para servir de base para o comparativo posterior, a seguir é feita uma descrição do
layout atual, correspondente ao trecho da linha.
3.1. APRESENTAÇÃO DO LAYOUT ATUAL Atualmente na parte da linha de montagem em estudo, a divisão das operações está
disposta conforme a distribuição a seguir descrita:
3.1.1. Calafetação Interna A linha da calafetação é composta de seis estações de aplicação manual e uma célula de
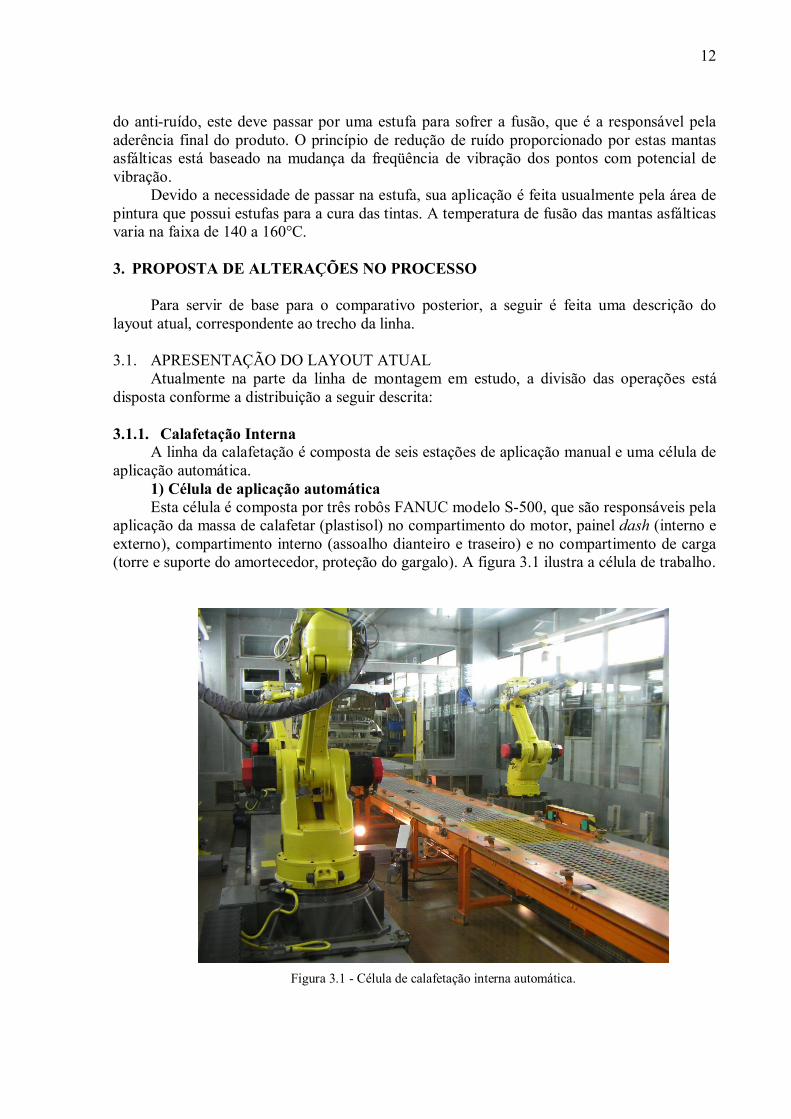
aplicação automática. 1) Célula de aplicação automática Esta célula é composta por três robôs FANUC modelo S-500, que são responsáveis pela
aplicação da massa de calafetar (plastisol) no compartimento do motor, painel dash (interno e externo), compartimento interno (assoalho dianteiro e traseiro) e no compartimento de carga (torre e suporte do amortecedor, proteção do gargalo). A figura 3.1 ilustra a célula de trabalho.
Figura 3.1 - Célula de calafetação interna automática.

13
2) Estações de aplicação manual As estações manuais são responsáveis pela aplicação dos filetes das portas, da aplicação
de bico fino que os robôs não conseguem aplicar, além de pincelar todas aplicações feitas para garantir a perfeita vedação da carroceria. Cada estação tem dois operadores.
É importante citar que a velocidade das 6 estações é controlada pelo mesmo transportador, logo o takt time da linha de calafetação é o mesmo em todas estações. A figura 3.2 ilustra a linha de calafetação.
Figura 3.2 - Linha de calafetação.
A aplicação manual é feita com três tipos de pistolas. As pistolas de vista cega e filetes
são usadas para calafetar as portas, a pistola de bico fino serve para fazer as demais operações. Na figura a seguir temos um exemplo de cada um dos tipos de pistola.
Figura 3.3 – Vista cega. Figura 3.4 – Bico fino. Figura 3.5 – Filete.
3.1.2. Isolamento acústico A aplicação do anti-ruído no formato de mantas asfálticas é feita em uma estação
pertencente à linha da calafetação. Para a aplicação do anti-ruído, são utilizados dois operadores. É importante salientar que é necessário que um dos operadores desloque uma bandeja contendo todas as peças para dentro do veículo para a realização da aplicação.
Os painéis que tem necessidade da aplicação das mantas são os seguintes: portas (dianteiras e traseiras), teto, compartimento do estepe, assoalho (dianteiro e traseiro), túnel do

14
escapamento, painel dash, compartimento da bateria e no painel lateral traseiro nos veículos três portas. Esses pontos foram escolhidos por serem identificados como potenciais fontes de ruído por vibração, batidas de pedras, além dos ruídos causados pela rodagem.
A figura 3.6 ilustra o assoalho do veículo coberto pelas mantas asfálticas, identificando alguns dos pontos de aplicação dos anti-ruídos.
Figura 3.6 - Assoalho do veículo coberto pelo anti-ruído.
3.2. PROPOSTA PARA UM NOVO LAYOUT
A mudança no layout proposta neste trabalho passa pelo estudo da viabilidade das
alterações na distribuição dos elementos que compõem o layout atual. A distribuição e a descrição dos elementos do layout atual com seus tempos de processo estão contidas na tabela A.1 do APÊNDICE A.
Para realizar a avaliação da nova disposição do layout, realizaram-se alguns testes para verificar o tempo de ciclo das estações, testes para avaliar o comportamento do novo material utilizado como anti-ruído, bem como uma simulação para fazer o balanceamento destas operações. Os elementos e os tempos de processo para o novo layout estão descritos na tabela A.2 do APÊNDICE A. 3.2.1. Testes realizados
Teste de substituição da calafetação interna (automática – manual) Para verificar a possibilidade de substituir a aplicação da calafetação interna, de
automática para manual, foram programadas trocas parciais na forma de aplicação para realizar a medida do tempo de ciclo com a realização das aplicações de forma manual. Foi formulado um cronograma para desabilitar parcialmente a aplicação automática de forma que não houvesse impacto no volume de produção da fábrica. A seqüência na qual as trocas de aplicação foram realizadas, correspondem a:
• calafetação do painel dash (compartimento do motor); • calafetação do compartimento do motor; • calafetação do assoalho dianteiro e painel dash interno; • calafetação do assoalho traseiro.
15
Para aplicação manual foram testados os dois tipos de dispositivos aplicadores (bico fino e filete). Inicialmente foi testada a utilização do bico fino, porém seu uso foi inviabilizado devido a pequena espessura do filete resultante. Testou-se então a pistola de filetes, com a qual conseguiu-se uma reprodução parcial da espessura de aplicação do robô, o que permitiu a cobertura dos flanges e junções de chapa, facilitando o pincelamento posterior.
As folhas de processo da estação foram adaptadas para a realização de um treinamento com os operadores antes de cada teste. Após o treinamento dos operadores, para cada uma das etapas citadas anteriormente, foram realizadas tomadas de tempo para verificar o tempo de cada um dos novos elementos.
O ideal seria que houvesse um período de adaptação antes de serem feitas as medições finais, para minimizar o efeito da prática nas medições do tempo de ciclo. Porém o tempo que foi disponibilizado para a realização dos testes não permitiu, foram realizadas quinze medidas. Para definir o tempo repetitivo de cada elemento, os cinco maiores e os cinco menores valores medidos foram eliminados, e as cinco medidas restantes foram utilizadas para a obtenção do tempo repetitivo. Os valores medidos para os novos elementos estão nas tabelas C.1 (lado direito) e C.2 (lado esquerdo) no APÊNDICE C.
Levantadas as medidas verificou-se que o somatório do tempo dos novos elementos ficou acima do takt time da estação, o que inviabiliza a realização desses elementos em uma mesma estação. Como essas aplicações estão distribuídas entre o compartimento do motor, compartimento interno e compartimento da mala, é mais fácil propor algum tipo de balanceamento para agrupar estes elementos.
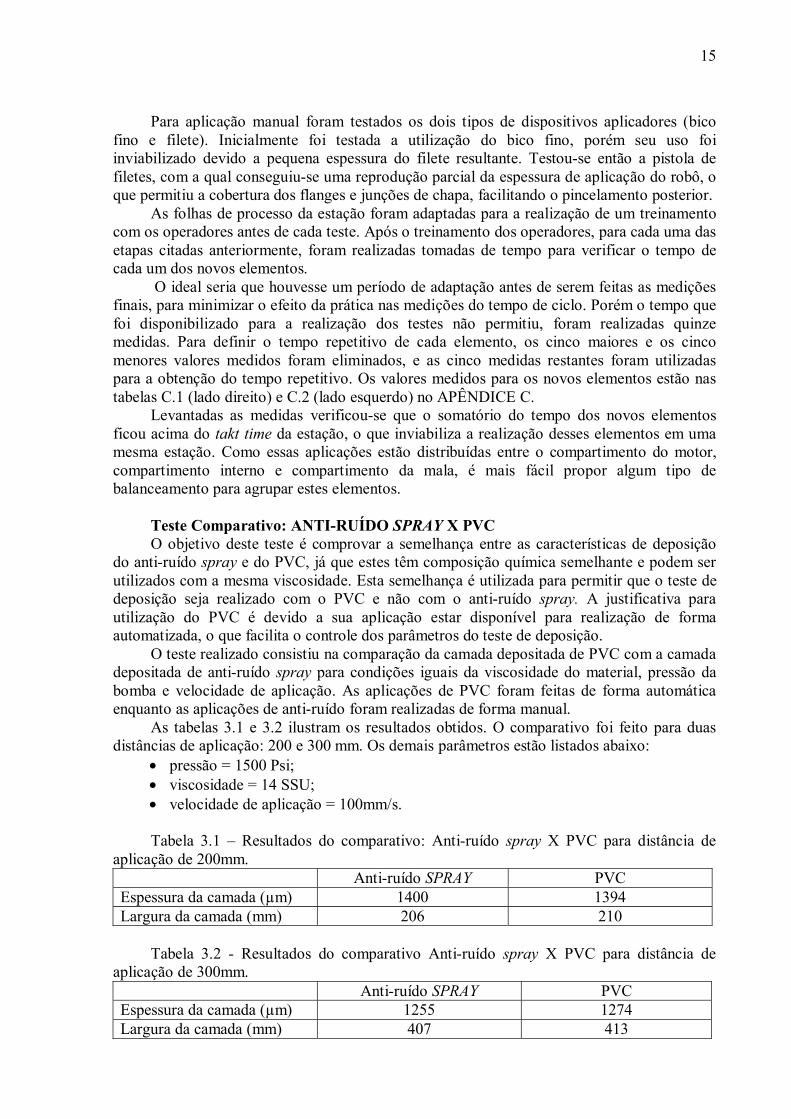
Teste Comparativo: ANTI-RUÍDO SPRAY X PVC O objetivo deste teste é comprovar a semelhança entre as características de deposição
do anti-ruído spray e do PVC, já que estes têm composição química semelhante e podem ser utilizados com a mesma viscosidade. Esta semelhança é utilizada para permitir que o teste de deposição seja realizado com o PVC e não com o anti-ruído spray. A justificativa para utilização do PVC é devido a sua aplicação estar disponível para realização de forma automatizada, o que facilita o controle dos parâmetros do teste de deposição.
O teste realizado consistiu na comparação da camada depositada de PVC com a camada depositada de anti-ruído spray para condições iguais da viscosidade do material, pressão da bomba e velocidade de aplicação. As aplicações de PVC foram feitas de forma automática enquanto as aplicações de anti-ruído foram realizadas de forma manual.
As tabelas 3.1 e 3.2 ilustram os resultados obtidos. O comparativo foi feito para duas distâncias de aplicação: 200 e 300 mm. Os demais parâmetros estão listados abaixo:
• pressão = 1500 Psi; • viscosidade = 14 SSU; • velocidade de aplicação = 100mm/s. Tabela 3.1 – Resultados do comparativo: Anti-ruído spray X PVC para distância de
aplicação de 200mm. Anti-ruído SPRAY PVC
Espessura da camada (µm) 1400 1394 Largura da camada (mm) 206 210
Tabela 3.2 - Resultados do comparativo Anti-ruído spray X PVC para distância de
aplicação de 300mm. Anti-ruído SPRAY PVC
Espessura da camada (µm) 1255 1274 Largura da camada (mm) 407 413
16
Teste de deposição Segundo a especificação do fabricante, para o anti-ruído spray satisfazer o nível de
redução de ruído e vibração requeridos pela montadora, é necessária uma camada de 3000 µm de espessura, que é aproximadamente a mesma espessura das mantas asfálticas utilizadas atualmente.
Considerando-se a aplicação do material realizada por manipuladores robóticos, é necessário definir os parâmetros de velocidade e distância de aplicação, para que a área coberta e a espessura do anti-ruído estejam de acordo com o especificado.
Para uma avaliação da influência da velocidade de aplicação na camada depositada, foi realizado um teste com a distância de aplicação fixa em 200 mm, sendo realizadas variações na velocidade de aplicação entre 100 e 500mm/s.
O teste foi realizado na estação de aplicação automática do PVC, estação que possui três robôs FANUC modelo M16-iL. Para efeito de teste e medição da camada, foram utilizadas chapas fixadas no assoalho dianteiro externo do veículo. Este local foi escolhido devido a facilidade de fixação e remoção das chapas e principalmente por ser um local onde os robôs fazem aplicação linear, logo não houve necessidade de reprogramação para as trajetórias, só sendo necessário variar as velocidades. A figura 3.7 ilustra o modelo de chapa utilizado para o teste.
Figura 3.7 – Modelo da placa utilizada no teste.
Na tabela a seguir pode-se verificar os valores da camada depositada e a largura da
aplicação para uma variação de velocidade entre 100 e 500mm/s. Tabela 3.3 – Avaliação da espessura da camada com a variação da velocidade de
aplicação. Velocidade (mm/s) Largura da aplicação (mm) Espessura da camada (µm)
100 210 1394 200 211 829 300 210 699 400 209 506 500 210 472
3.2.2. Simulação computacional para balanceamento da linha de calafetação
Para simulação do balanceamento da linha foi utilizado o software Optiline, desenvolvido pela Optimal Design. Este software dispõe de uma ferramenta que permite escolher qual tipo de solução utilizar: otimizar o Tc para minimizar a função d (equação 3) ou minimizar o tempo de ciclo máximo das estações.
Como recurso para simplificar a solução do problema de balanceamento e garantir um agrupamento correto dos elementos, definiu-se uma divisão das operações, separando os elementos conforme o lado da aplicação no veículo.
PVC
Placa de teste

17
Para a realização da simulação do problema de balanceamento utilizaram-se os dados listados abaixo:
• Número de estações – limitadas a 6 estações. • Número de operadores – cada estação tem um operador de cada lado, totalizando
12 operadores. • Takt time das estações – igual a 95 segundos, valor utilizado atualmente na linha em
estudo. • Tempo de cada elementos – definidos conforme a tabela A.2 do APÊNDICE A. • Proporção do volume de produção (3 e 5 portas) - O volume de produção de
veículos 5 portas é igual a 60% e o 3 portas é 40%. • Restrições do seqüenciamento dos elementos - as únicas restrições foram
colocadas nos elementos de pincelamento e limpeza, para serem realizados depois da calafetação.
• Restrições da disposição dos elementos em relação às estações - foi imposta a limitação para os elementos de filetes (tampa do cofre, portas e tampa da mala), pois existem outras operações que envolvem a abertura e fechamento dessas partes, o que poderia ocasionar uma deformação nos filetes.
• Restrições relativas à realização dos elementos na mesma estação – restrições impostas para diminuir a ocorrência de elementos que são feitos no mesmo local e com as mesmas pistolas de aplicação sejam realizadas em estações diferentes.
Na figura a seguir pode-se verificar a distribuição e das operações por estação e suas restrições.
Figura 3.8 - Distribuição das operações, restrições para modelagem.
4. RESULTADOS 4.1. RESULTADOS PARA O LAYOUT ATUAL
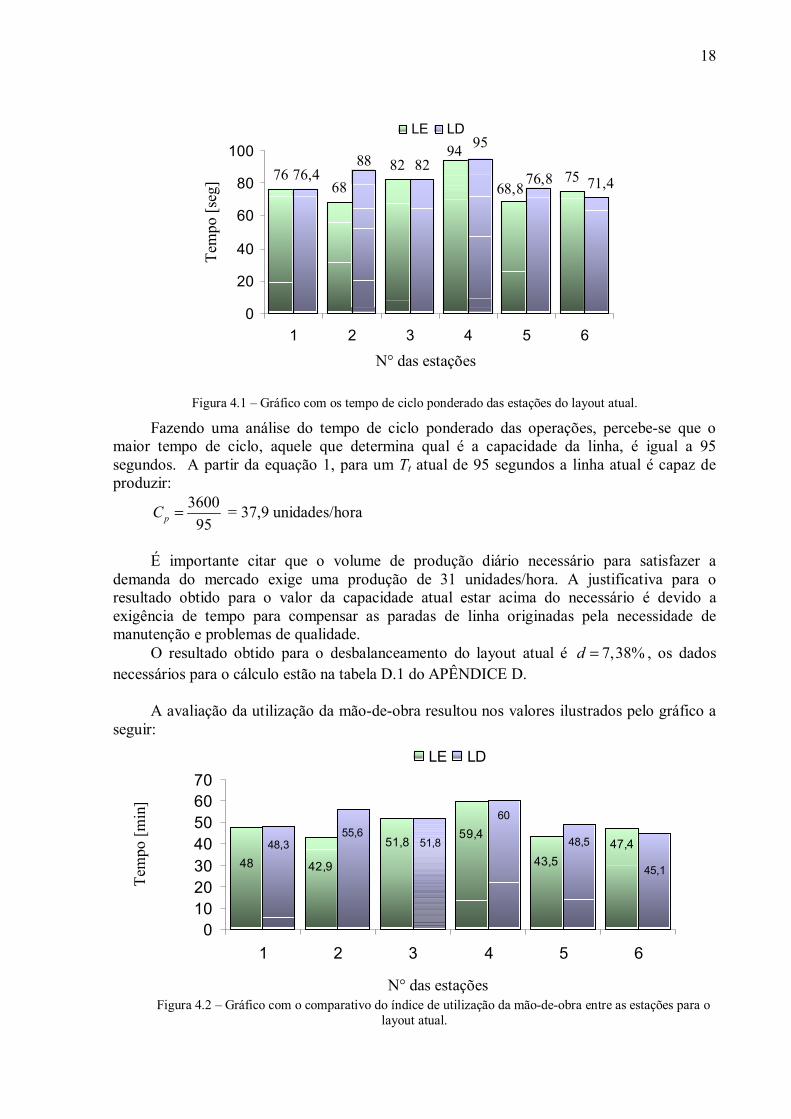
No gráfico a seguir temos os resultados do tempo de ciclo ponderado para as estações do layout atual, dividas conforme os lados, lado direito (LD) e lado esquerdo (LE).
18
7668
827576,4 82
94
68,8 71,476,8
9588
0
20
40
60
80
100
1 2 3 4 5 6
LE LD
Figura 4.1 – Gráfico com os tempo de ciclo ponderado das estações do layout atual.
Fazendo uma análise do tempo de ciclo ponderado das operações, percebe-se que o maior tempo de ciclo, aquele que determina qual é a capacidade da linha, é igual a 95 segundos. A partir da equação 1, para um Tt atual de 95 segundos a linha atual é capaz de produzir:
360095pC = = 37,9 unidades/hora
É importante citar que o volume de produção diário necessário para satisfazer a
demanda do mercado exige uma produção de 31 unidades/hora. A justificativa para o resultado obtido para o valor da capacidade atual estar acima do necessário é devido a exigência de tempo para compensar as paradas de linha originadas pela necessidade de manutenção e problemas de qualidade.
O resultado obtido para o desbalanceamento do layout atual é 7,38%d = , os dados necessários para o cálculo estão na tabela D.1 do APÊNDICE D.
A avaliação da utilização da mão-de-obra resultou nos valores ilustrados pelo gráfico a
seguir:
51,859,4
43,547,4
42,948 45,1
48,5
6055,6
48,3 51,8
010203040506070
1 2 3 4 5 6
LE LD
Figura 4.2 – Gráfico com o comparativo do índice de utilização da mão-de-obra entre as estações para o layout atual.
N° das estações
Tem
po [m
in]
N° das estações
Tem
po [s
eg]
19
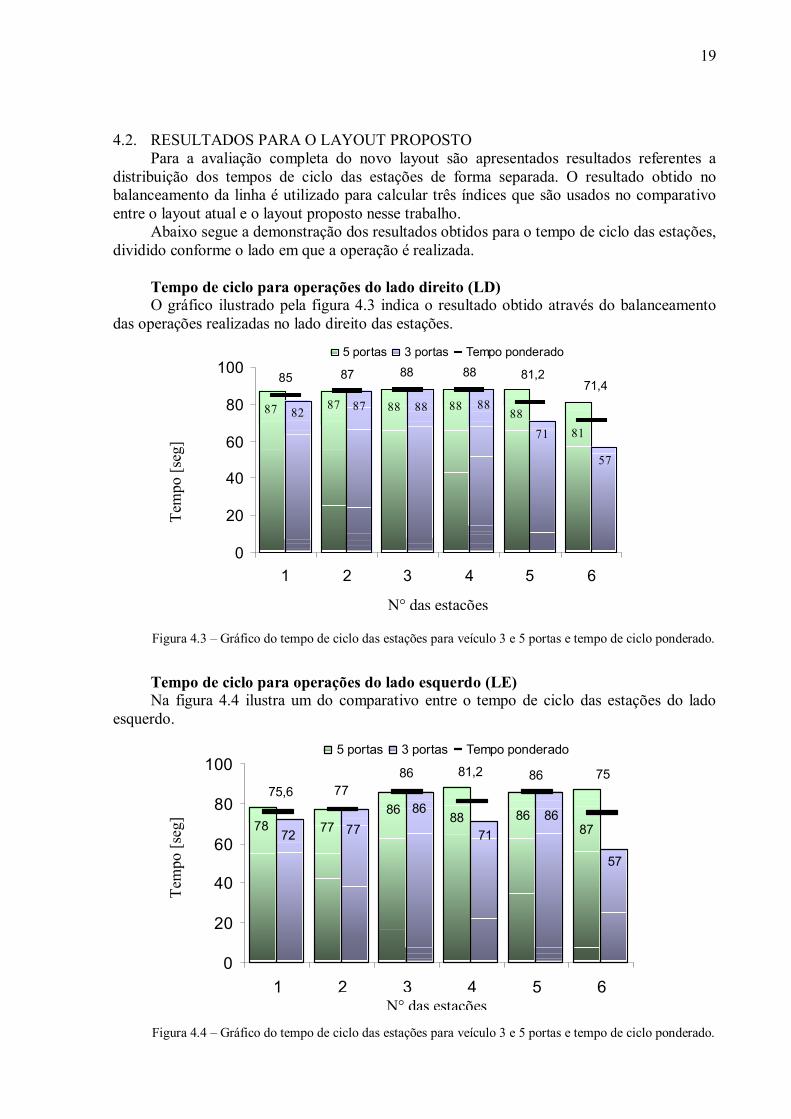
4.2. RESULTADOS PARA O LAYOUT PROPOSTO
Para a avaliação completa do novo layout são apresentados resultados referentes a distribuição dos tempos de ciclo das estações de forma separada. O resultado obtido no balanceamento da linha é utilizado para calcular três índices que são usados no comparativo entre o layout atual e o layout proposto nesse trabalho.
Abaixo segue a demonstração dos resultados obtidos para o tempo de ciclo das estações, dividido conforme o lado em que a operação é realizada.
Tempo de ciclo para operações do lado direito (LD) O gráfico ilustrado pela figura 4.3 indica o resultado obtido através do balanceamento
das operações realizadas no lado direito das estações.
81
888787 88888882 87 88
71
57
85 87 88 88 81,271,4
0
20
40
60
80
100
1 2 3 4 5 6
5 portas 3 portas Tempo ponderado
Figura 4.3 – Gráfico do tempo de ciclo das estações para veículo 3 e 5 portas e tempo de ciclo ponderado.
Tempo de ciclo para operações do lado esquerdo (LE) Na figura 4.4 ilustra um do comparativo entre o tempo de ciclo das estações do lado
esquerdo.
867778 87
88 8672
86
57
867177
75,6 7786 81,2 86 75
0
20
40
60
80
100
1 2 3 4 5 6
5 portas 3 portas Tempo ponderado
Figura 4.4 – Gráfico do tempo de ciclo das estações para veículo 3 e 5 portas e tempo de ciclo ponderado.
N° das estações
Tem
po [s
eg]
N° das estações
Tem
po [s
eg]

20
Analisando os resultados obtidos, ilustrados pelas figuras 4.3 e 4.4, pode-se perceber
que o tempo de ciclo máximo observado é igual 88 segundos. Este tempo de ciclo máximo é o responsável pela determinação do takt time da linha de montagem. Com a determinação do takt time, pode-se fazer uma avaliação da capacidade de produção (Cp), calculada pela equação 1. A capacidade de produção calculada para o layout proposto é:
3600 40,988pC = = unidades/hora
A partir da determinação do takt time e do tempo de ciclo ponderado para as estações, também pode-se determinar o índice de utilização da mão-de-obra através da equação 2. Os resultados são ilustrados pelo gráfico a seguir.
58,655,4
58,6 51,152,5
51,5 48,7
55,460,0
59,358,0 60,0
010203040506070
1 2 3 4 5 6
LE LD
Figura 4.5 - Gráfico comparativo do tempo de utilização do operador em relação a uma hora de trabalho.
Para os valores obtidos no gráfico acima, percebe-se que a distribuição da mão-de-obra
não está muito homogênea, porém em alguns casos o valor obtido é de utilização máxima do operador. Este valor de utilização da mão-de-obra poderia ser questionado pelo fato de que o operador ficaria trabalhando em tempo integral e com a fadiga normal do corpo este não conseguiria completar as tarefas que lhe são atribuídas, no entanto deve-se considerar os tempos de parada de linha ocasionados pela manutenção de máquinas e problemas de qualidade que ocorrem aleatoriamente durante uma jornada de trabalho. Todavia o significado real do valor obtido para o índice de utilização da mão-de-obra é que o tempo pela qual o operador está realizando uma operação é igual ao tempo disponível para realizá-la.
O resultado que completa a análise do layout proposto é o cálculo do desbalanceamento das operações. Os dados necessários para o cálculo do desbalanceamento das estações do layout proposto estão na tabela D.1 do APÊNDICE D, resultando em 4,10%d = .
O valor obtido para o desbalanceamento das estações era esperado, pois foram realizados vários testes antes de apresentar o resultado final para a distribuição das operações, porém quando se conseguiu um valor de desbalanceamento próximo de 1 %, um ótimo resultado, não era possível reduzir o takt time da linha, pois nesta distribuição o tempo de ciclo máximo continuava em 95 segundos.
Como o solver do software possibilitava a escolha entre, buscar uma diminuição do tempo de ciclo e do tempo de ciclo máximo ou escolher uma minimização do desbalanceamento, a escolha feita foi referente a minimização do tempo de ciclo ponderado.
N° das estações
Tem
po [m
in]

21
5. COMPARATIVO Com os índices de avaliação da linha de montagem calculados para os dois layout, se
faz necessário uma comparação para verificar a proposta de layout feita neste trabalho é vantajosa para a empresa em questão.
No que diz respeito ao tempo de ciclo das estações, conseguiu-se uma redução de 7 segundos, que representa um aumento na capacidade de produção em 3 unidades/hora.
Com relação ao índice de utilização da mão-de-obra, fez-se um comparativo em porcentagem entre os valores obtidos para o índice de utilização da mão-de-obra do layout proposto (ULP) e o layout atual (ULA). Os resultados obtidos estão no gráfico ilustrado pela figura 5.1. Os dados utilizados para o cálculo estão no APÊNDICE E
7,4
13,2
-6,7
8,0
20,1
6,7
0,0
14,1
8,0
34,9
22,2
15,9
-10-505
10152025303540
1 2 3 4 5 6
LE LD
Figura 5.1 – Gráfico comparativo da utilização da mão-de-obra.
Analisando o gráfico acima, percebe-se que o índice de utilização da mão-de-obra do
layout proposto é maior em quase todas estações, sendo menor apenas nas operações realizadas do lado esquerdo da estação 4.
Além de ter um aumento em relação ao layout atual, algumas estações ficaram com um índice de utilização de 60 minutos, o que significa que teoricamente não existe desperdício do tempo de trabalho, pois o operador está ocupado todo seu período de trabalho.
Conforme citado anteriormente, para solucionar o problema de balanceamento, foi utilizado um solver do software que visava otimizar o tempo de ciclo máximo e não o balanceamento da linha, esta escolha foi feita de forma a conseguir um aumento na capacidade da linha. Mesmo assim, o resultado para o desbalanceamento da linha no layout novo resultou num valor abaixo daquele obtido pela linha atual. O valor do desbalanceamento do layout atual resultou em 7,38% contra 4,10% do novo layout. 6. CONCLUSÕES
A otimização da distribuição das tarefas permitiu que houvesse uma melhora na utilização da mão-de-obra existente, ou seja, os operadores tiveram uma redução no tempo de não trabalho. O aumento da carga de trabalho dos operadores se deu com uma diminuição do tempo de ciclo das estações, que permite um aumento de produção de 3 unidades/hora. Este número representa um aumento de aproximadamente 8% no volume de produção, considerando um dia de trabalho o ganho é de 53 unidades, como atualmente são produzidas 38 unidades/hora, o aumento da capacidade é equivalente ao aumento de 1,4 horas de produção.
ULP
/ULA
[%
]

22
Além dos ganhos em produtividade, pode-se citar a diminuição do nível de sujeira do veículo, pois com a substituição das mantas asfálticas pelo material anti-ruído na forma spray consegue-se eliminar uma das maiores fontes geradoras de resíduos contaminantes. Ainda no que diz respeito à troca do material anti-ruído, pode-se citar a diminuição na fadiga dos operadores, pois é eliminada o transporte da bandeja com o material para dentro do veículo.
De posse dos resultados desse trabalho e das conclusões citadas anteriormente, pode-se observar que o trabalho teve seu objetivo alcançado, pois o layout proposto se mostra como uma alternativa viável, pois tem melhor distribuição das tarefas e ainda proporciona ganhos de produção.
7. REFERÊNCIAS
BARNES, R.M., Estudo de movimentos e de tempos: projeto e medida do trabalho, São Paulo, Edgard Blücher, 1977, pp.635.
CASTAINGS, F. Carros do passado: Ford-T-2. São Paulo. BESTCARS, 2003. Disponível em <http://www2.uol.com.br/bestcars/classicos/ford-t-2.htm.> Acesso em: 15 dez. 2003. CHOI, W; SHIN, H. A real-time sequence control system for the level production of the automotive assembly line. Computers & Industrial Enginnering, Great Britain, v.33, n. 3 e 4, p.769-772, 1997. DELMIA SOLUTION. Bronto Skylift reduces programming time in 80 percent. DELMIA SOLUTION. Disponível em < http://www.delmia.jp/discover/html/cs_bronto.pdf > Acesso em: 20 dez. 2003 DRISCOLL, J.; THILAKAWARDANA, D., The definition of assembly line balancing difficulty and evaluation of balance solution quality. Robotics and Computer Integrated Manufactoring, v.17, n. 1 e 2, p. 81-86, 2001. GROVER, P. M.; WEISS M.; NAGEL, R.N., Industrial Robotics Technology, Programming and Applications, Singapore, McGraw-Hill, 1986. KARABATI, S.; SAYIN, S., Assembly line balancing in a mixed-model sequencing environment with synchronous transfers. European Journal of Operational Research, v.149, n. 2, p. 417-429, 2003. MORTIMER, J., Advanced manufactoring in the automotive industry, IFS publications, Berlim, 1987, pp. 263. 8. BIBLIOGRAFIA CONSULTADA
OPTIMAL DESIGN. Apresenta uma introdução ao Grouping Genetic Algorythm. Disponível em < http://www.optimaldesign.com/OD/technology.html > Acesso em 18 nov. 2003.

23
APÊNDICE A – Elementos que formam as operações de cada estação para o layout atual e para o layout proposto e seus respectivos tempos de execução. O tempo repetitivo de cada elemento foi obtido através da aplicação da metodologia proposta pela montadora. Os cinco valores necessários estão dispostos nas tabelas B.1 para o lado direito e B.2 para o lado esquerdo, ambas no APÊNDICE B
Tabela A.1– Elementos que compõem as operações realizadas nas estações do layout
atual e com respectivos tempos das tarefas. Tempo Estação n° Elemento LD LE
1 Calafetar compartimento do motor. 20 20 2 Calafetar calha. 4 4 3 Calafetar dobradiças da porta dianteira. 3 7 4 Calafetar dobradiças da porta traseira. 4 4 5 Fazer vista cega e acabamento da porta dianteira. 6 6 6 Fazer vista cega e acabamento da porta traseira. 5 6 7 Calafetar gargalo. 5 - 8 Calafetar painel divisório, banjo e interno da mala. 20 20
1
9 Pincelar assoalho da mala. 13 13 1 Pincelar gargalo. 9 - 2 Limpar gargalo. 4 - 3 Pincelar painel traseiro. 30 29 2
4 Limpar painel traseiro. 45 39 1 Pincelar no interno do painel dash. 39 39 3 2 Pincelar no interno da unidade. 43 43 1 Posicionar gancho 8 8 2 Posicionar anti-ruído interno do dash. 16 15 3 Pegar anti-ruído 7 7 4 Dispor e posicionar anti-ruído no interior da carroceria 12 13
4
5 Posicionar anti-ruído do interno da unidade. 52 51 1 Pincelar compartimento do motor. 15 18 2 Pincelar dobradiças da porta dianteira. 8 8 3 Pincelar calha. 24 18 4 Pincelar torre e suporte do amortecedor. 22 17
5
5 Pincelar dobradiça da porta traseira. 13 13 1 Fazer filetes e acabamento do cofre. 16 18 2 Fazer filetes e acabamento da porta dianteira. 30 27 3 Fazer filetes e acabamento da porta traseira. 24 30 6
4 Fazer filete e acabamento da abertura da mala. 11 12

24
Tabela A.2– Elementos que compõem as operações realizadas nas estações do layout proposto e seus respectivos tempos.
Tempo Estação N° Elemento LD LE 1 Calafetar compartimento interno dianteiro 15 17 2 Calafetar compartimento de carga interno traseiro 18 18 3 Pincelar compartimento interno 43 43 4 Vista cega dianteira e acabamento 6 6
1
5 Vista cega traseira e acabamento 5 6 1 Calafetar pnl dash 20 19 2 Calafetar dobradiças dianteiras 3 7 3 Calafetar gargalo 5 - 4 Calafetar pnl divisório, banjo e interno da mala 20 20 5 Pincelar pnl traseiro 30 29
2
6 Pincelar gargalo 9 - 1 Pincelar pnl dash 39 39 2 Calafetar calha 4 4 3 3 Limpar pnl traseiro 45 39 1 Calafetar motor I 20 20 2 Calafetar motor II 38 40 3 Pincelar compartimento do motor 15 18 4
4 Calafetar mala 15 16 1 Pincelar dobradiça dianteira 8 8 2 Pincelar calha 24 18 3 Calafetar dobradiça traseira 4 4 4 Pincelar dobradiça traseira 13 13 5 Limpar gargalo 4 - 6 Pincelar assoalho da mala 13 13
5
7 Pincelar amortecedor e torre 22 17 1 Fazer filete e acabamento da tampa do cofre 16 18 2 Fazer filete e acabamento da porta dianteira 30 27 3 Fazer filete e acabamento da porta traseira 24 30 6
4 Fazer filete e acabamento da tampa da mala 11 12

25
APÊNDICE B – Tabelas com as cinco medidas do tempo de elemento do layout atual. Tabela B.1 – Tempo dos elementos do lado direito das estações.
Tempos Estação N° 1 2 3 4 5 Repetitivo 1 19 20 20 21 20 20 2 5 3 4 4 5 4 3 3 2 3 4 3 3 4 2 3 5 4 4 4 5 6 5 6 7 6 6 6 5 7 5 8 5 5 7 5 4 6 5 5 5 8 18 20 22 24 17 20
1
9 13 13 14 13 15 13 1 10 9 7 9 8 9 2 3 5 6 4 4 4 3 28 30 32 30 30 30 2
4 44 43 45 47 44 45 1 39 40 42 37 36 39 3 2 40 44 44 39 46 43 1 6 6 7 7 7 6 2 12 10 10 10 11 10 3 7 8 6 7 7 7 4 8 10 8 9 10 8
4
5 51 47 50 51 53 50 1 13 15 17 15 16 15 2 9 6 8 8 7 8 3 25 23 24 22 25 24 4 20 25 18 23 16 22
5
5 14 13 15 13 11 13 1 17 16 18 18 16 16 2 21 27 23 25 22 24 3 32 29 30 27 32 30 6
4 10 9 12 12 13 11

26
Tabela B.2 – Elementos do lado esquerdo das estações. Tempos Estação N° 1 2 3 4 5 Repetitivo
1 19 20 20 21 20 20 2 5 3 4 4 5 4 3 6 8 7 7 8 7 4 2 3 5 4 4 4 5 6 5 6 7 8 6 6 8 5 7 6 4 6 7 18 20 22 24 17 20
1
8 13 11 15 12 12 13 1 31 30 29 30 29 29 2 2 39 40 39 40 39 39 1 41 40 41 38 36 39 3 2 40 46 39 44 44 43 1 8 10 8 9 8 8 2 15 14 16 15 14 15 3 7 7 7 8 6 7 4 14 13 15 13 13 13
4
5 51 51 47 52 53 51 1 19 16 20 17 19 18 2 8 9 7 9 8 8 3 18 19 17 20 18 18 4 14 16 18 19 17 17
5
5 15 15 14 13 13 13 1 18 15 20 21 17 18 2 29 24 30 27 25 27 3 28 31 29 31 30 30 6
4 15 14 12 12 15 12
APÊNDICE C – Tabelas com as cinco medidas do tempo dos elementos das estações do layout proposto.
Neste caso só será apresentado os novos elementos para substituir os cinco primeiros
elementos da estação 4, pois os demais elementos continuam os mesmos. Tabela C.1 – Elementos do lado direito e esquerdo das estações.
Tempos Lado Estação N° 1 2 3 4 5 Repetitivo 1 38 34 39 39 38 38 2 20 17 22 20 20 20 3 15 17 16 13 15 15 4 19 15 20 17 18 18
LD 1
5 15 17 16 15 15 15 1 43 37 42 40 40 40 2 18 17 20 19 19 19 3 16 15 18 21 17 17 4 17 17 16 20 18 18
LE 1
5 14 18 17 17 16 16

27
APÊNDICE D – Dados para o cálculo do desbalanceamento das estações. Tabela D.1 – Dados para o cálculo do desbalanceamento das operações layout atual e
para o layout proposto. Estação Tc(LD) +
Tc(LE) Tio c ioT T− c ioT T−∑ cT∑
1 152,4 158,9 6,5 2 156 158,9 2,9 3 164 158,9 5,1 4 189 158,9 30,1 5 145,6 158,9 13,3
Layout atual
6 146,4 158,9 12,5
70,4 953,4
1 160,6 163,56 2,96 2 164 163,56 0,43 3 174 163,56 10,43 4 169,2 163,56 5,63 5 167,2 163,56 3,63
Layout proposto
6 146,4 163,56 17,16
40,26 981,4
APÊNDICE E – Tabelas com o comparativo entre os índices de utilização de mão-de-
obra. Lado Estação ULA[min] ULP [min] Comparativo [%]
1 48 51,5 7,4 2 42,9 52,5 22,2 3 51,8 58,6 13,2 4 59,4 55,4 -6,7 5 43,5 58,6 34,9
LE
6 47,4 51,1 8 1 48,3 58 20,1 2 55,6 59,3 6,7 3 51,8 60 15,9 4 60 60 0 5 48,5 55,4 14,1
LD
6 45,1 48,7 8





























