Embed Size (px)
Citation preview

UNIVERSIDADE FEDERAL DE ITAJUBÁ
INSTITUTO DE ENGENHARIA DE PRODUÇÃO E GESTÃO
DIMENSIONAMENTO E MELHORIA DA CAPACIDADE PRODUTIVA DE UMA LINHA DE MONTAGEM UTILIZANDO A TEORIA DAS
RESTRIÇÕES E A SIMULAÇÃO COMPUTACIONAL
TRABALHO FINAL DE GRADUAÇÃO - 2017
ENGENHARIA DE PRODUÇÃO
BRUNO HENRIQUE MORAIS DO ROSÁRIO
JOSÉ HENRIQUE DE FREITAS GOMES
Itajubá, 4 de junho de 2017
1
RESUMO
A competitividade em que a Indústria Automobilística está inserida reforça a necessidade das empresas desse ramo possuírem processos cada vez mais eficientes. O conhecimento do processo e da capacidade produtiva são essenciais para um melhor aproveitamento dos recursos e identificação de restrições num sistema produtivo. Levando isso em conta, o presente trabalho tem como objetivo utilizar o conceito da Teoria das Restrições (TOC – Theory of Constraints) aliado à Simulação Computacional como ferramentas para melhorar a produtividade numa linha de produção. Ele surgiu da necessidade de uma grande multinacional desse setor em dimensionar e aumentar a capacidade produtiva de uma linha de montagem de motores. A metodologia utilizada foi a pesquisa-ação. Por meio de coleta de dados e análises foi possível aplicar as ferramentas propostas, definir as ações de melhorias e implementá-las. Os bons resultados, como o aumento da produção de motores em 23% sem aumentar os custos, indicam claramente a eficácia no uso conjunto das referidas técnicas da Engenharia de Produção.
Palavras Chaves: Teoria das Restrições; Simulação Computacional; Linha de Montagem.
1. INTRODUÇÃO
O automóvel, considerado um dos grandes inventos da Era Industrial, conquistou lugar de destaque no mundo, passando a ser não só um meio de locomoção para as massas urbanas, mas também considerado por muitos como gênero de primeira necessidade e representação de valores que vão além de um simples meio de transporte.
Esse cenário, aliado à globalização da economia, tornou a Indústria Automobilística altamente competitiva. De acordo com Gaither e Frazier (2002), para sobreviver neste setor, as indústrias têm sido estimuladas a tornar sua linha de montagem mais eficiente oferecendo produtos com maior valor agregado, diminuindo custos, aumentando produtividade e aplicando a melhoria contínua. Caracterizada como um sistema de produção contínua de alto volume e baixa variabilidade, a linha de montagem competitiva deve apresentar alta produtividade, relacionada com a eficiência de suas operações, principalmente as restrições ou gargalos, que afetam diretamente a produção (MORTIMER, 2006).
Nesse contexto, o conhecimento do processo e da capacidade produtiva são essenciais para um melhor aproveitamento dos recursos e identificação de restrições. Levando isso em consideração, o presente trabalho surgiu da necessidade de dimensionar e aumentar a capacidade produtiva de uma linha de montagem de motores de uma grande multinacional do setor automobilístico, localizada no Norte de Santa Catarina. Trata-se de ações de engenharia visando à contínua evolução e aumento da produção, sem, no entanto, exigir elevados investimentos, aplicando-se os conceitos da Teoria das Restrições (Theory of Constraints – TOC) e a Simulação Computacional.
Desde que a linha de montagem em questão foi instalada, há cerca de 6 anos, os mesmos tempos de ciclo são levados em consideração para dimensionar sua

2
capacidade produtiva e, consequentemente, a produção diária. No entanto, ao longo dos anos foram implementadas melhorias em algumas estações de trabalho que fizeram com que o Tempo de Processamento e Tempo de Quebra diminuíssem. Gerentes e supervisores notaram que quando a linha trabalhava a 100% era possível atingir a meta de produção de motores do turno antes do previsto e frequentemente o tempo livre era utilizado para Manutenções Preventivas, limpeza da área ou a produção excedente era até mesmo suficiente para excluir a necessidade de horas extras e sábados trabalhados. Aliado a isso, houve ainda o aumento da demanda dos motores.
Assim, este trabalho tem por objetivo mostrar como, primeiramente, foi elevada a capacidade produtiva da linha de montagem pelo levantamento dos tempos de ciclo das operações e, em seguida, como a aplicação da Teoria das Restrições em conjunto com a Simulação Computacional podem auxiliar no aumento da produtividade de uma linha de montagem. Para isso, apresenta uma fundamentação teórica na seção 2 sobre os conceitos fundamentais relevantes para o estudo. Na seção 3 estão descritos o método de pesquisa e o objeto de estudo. Na seção 4 é detalhada a aplicação do trabalho. Por fim, as conclusões na seção 5 e, em seguida, as referências bibliográficas.
2. REVISÃO BIBLIOGRÁFICA
2.1 Tempo de Ciclo
O tempo de ciclo é o tempo necessário para a execução de uma peça, ou seja, o tempo transcorrido entre a repetição do início ao fim da operação. Por definição, “tempo de ciclo corresponde ao tempo em que um operador devidamente treinado e comprometido com qualidade e produtividade processa uma peça em um equipamento específico, em velocidade não máxima e nem muito baixa, mas que se consiga manter um bom ritmo de produção durante seu período de trabalho. ”
A importância do tempo de ciclo se dá pela possibilidade de ele servir como parâmetro para determinar a capacidade produtiva de um sistema. Enquanto o Takt Time é imposto pelo mercado, o tempo de ciclo é resultado do sistema produtivo em questão.
2.2 Teoria das Restrições (Theory of Constraints – TOC)
Teoria das Restrições é um conceito desenvolvido pelo Dr. Eliyahu Goldratt no livro “A Meta” que foca, sistematicamente, esforço, energia e atenção na “restrição do sistema”. Essa restrição, ou gargalo, restringe a saída do sistema todo e ao mesmo tempo representa o primeiro ponto de melhoria. Simplificando, TOC significa identificar restrições e gerenciá-las (GOLDRATT, 2002).
Como um elo fraco de uma corrente, todo sistema tem um gargalo ou restrição que governa a produção caso contrário seria possível a uma organização gerar lucro ilimitado. A restrição é definida como tudo o que limita a organização de realizar o seu propósito, agora e no futuro (GOLDRATT, 2002).
O gargalo restringe a produção tendo o conhecimento dele ou não. Quando corretamente identificado e gerenciado, as restrições fornecem o caminho mais rápido para uma melhoria significativa. Quando ignorada, a restrição pode ficar sem receber

3
recursos, desperdiçando grandes quantidades de capacidade, causando atrasos imprevisíveis (GOLDRATT, 2002).
2.2.1 Metodologia de Aplicação da TOC
Para que a TOC possa cumprir seus objetivos, Goldratt (2002) estabeleceu uma metodologia para sua aplicação composta por cinco fases:
1. IDENTIFICAR a(s) restrição(ções) do sistema.
De acordo com Cox III e Spencer (2002) todo sistema deve ter pelo menos uma restrição, caso contrário teria lucros infinitos. “[...] identificar aqueles recursos cuja capacidade produtiva restringe a capacidade do sistema como um todo de atender a seu fluxo de vendas de produtos”. (CORRÊA; GIANESI, 1993, p. 161).
Segundo Goldratt (2002), após identificada a restrição, esta pode ser facilmente tratada. Caso esteja dentro da fábrica, ela irá para um outro local, até ir para fora da empresa, ou seja, a restrição irá para o mercado. Geralmente, isso ocorre quando a capacidade produtiva da empresa é superior à demanda de seus produtos.
2. Decidir como EXPLORAR a(s) restrição(ções) do sistema.
Identificado o elemento restritivo, torna-se necessário explorar a restrição do sistema. O objetivo nesta etapa é não desperdiçar nenhum recurso com restrição de capacidade.
Noreen, Smith e Mackey (1996) ressaltam que, nesta etapa, deve-se considerar fatores como tempo e lucratividade como elementos essenciais. No caso do tempo, parte-se da premissa de que é relevante determinar em quanto tempo o produto será processado pelo elemento restritivo, ou seja, quanto menor o tempo dispendido na restrição, menor o tempo do processo como um todo, já que, segundo a TOC, o elemento restrição é que determina a velocidade da linha de produção.
3. SUBORDINAR os recursos à decisão anterior.
Nesta etapa, a subordinação definirá a funcionalidade das operações dos elementos não-restritivos. Segundo Noreen, Smith e Mackey (1996), o propósito é proteger o conjunto de decisões relativas ao aproveitamento do elemento restritivo durante as operações. A TOC defende a ideia de que deve haver uma subordinação de todas as atividades do sistema ao desempenho da restrição, ou seja, é o elemento restritivo que determinará o ritmo de execução dos demais elementos.
4. ELEVAR a(s) restrição (ções).
O objetivo nesta etapa é aumentar a capacidade do elemento restritivo. Se a restrição for uma máquina, por exemplo, pode-se substituir a máquina em questão, ou posicionar um recurso adicional em paralelo ao recurso restritivo.
5. Se, nas etapas anteriores, mudar alguma restrição, volte ao primeiro passo, mas não permita que a INÉRCIA gere uma restrição no sistema.
“Tendo em vista que sempre surgirá uma nova restrição após a etapa 4, o ciclo deve ser reiniciado novamente a partir da etapa 1. Uma recomendação importante é no sentido de que a inércia não se torne uma restrição do sistema”. (GUERREIRO, 1999, p. 22).
2.2.2 Sistema de programação Tambor-Pulmão-Corda

4
Para implementar a metodologia de aplicação da TOC, principalmente o que diz respeito ao passo 4, é fundamental abordagem da TOC para planejamento da produção conhecida como Tambor-Pulmão-Corda (TPC), ou DBR (Drum-Buffer-Rope).
Tambor
Trata-se do posto gargalo. O nome tambor dá a ideia de ritmo. O conceito é que o ritmo de produção será determinado pelo posto gargalo. Dado que este é o posto de menor capacidade e que, por isto, deve trabalhar em período integral, o ritmo de todo o processo produtivo será determinado por este posto.
Para os postos de trabalho anteriores ao posto gargalo (a montante), trabalhar em ritmo mais intenso irá gerar apenas estoques intermediários desnecessários, dado que o posto gargalo não terá capacidade de processar os itens nesta mesma velocidade.
Por outro lado, para os postos de trabalho posteriores ao posto gargalo (a jusante), trabalhar em um ritmo menor que o gargalo significará reduzir a taxa de produção em relação ao posto gargalo e, consequentemente, reduzir a taxa de produção do sistema como um todo (Goldratt, 2002).
Pulmão
Um desabastecimento de material no posto gargalo irá gerar uma paralisação no posto gargalo gerando consequentemente uma redução da produção. Para evitar que isto ocorra, é admitido que o posto gargalo trabalhe com um nível de estoque intermediário para ser processado maior do que nos demais postos.
O custo a mais no estoque de materiais é admitido para haver um máximo aproveitamento do posto gargalo. A este estoque “extra” é dado o nome de pulmão. Ele é fundamental por dar a segurança do gargalo não parar caso haja um imprevisto nas etapas anteriores (Goldratt, 2002).
Corda
A corda é a maneira pela qual o tambor, definido acima como o posto gargalo, dita o ritmo da produção, conectando o pulmão, ou o estoque de abastecimento do posto gargalo, às operações anteriores no fluxo de operações.
Uma vez que o pulmão esteja desabastecido, as operações anteriores devem fabricar para reabastecer este estoque. Quando o estoque estiver preenchido, as operações anteriores são interrompidas, de forma que não haja produção em excesso, acima do que o posto gargalo seria capaz de processar. Portanto, a corda irá puxar a produção para abastecer o pulmão, no ritmo do tambor (Goldratt, 2002).
Segundo Krajewski, Ritzman e Malhotra (2012 p. 214) são sete os princípios-chave da Teoria das Restrições:
1. O foco deve estar no balanceamento do fluxo, não no balanceamento da capacidade. 2. A maximização dos outputs e da eficiência de cada recurso não maximizará o ganho do sistema como um todo. 3. Uma hora perdida em um gargalo ou um recurso restritivo é uma hora perdida no sistema inteiro. Em contraste, uma hora economizada em um recurso que não seja um gargalo é uma ilusão porque não torna o sistema inteiro mais produtivo.
5
4. O estoque é necessário apenas antes dos gargalos, a fim de evitar que permaneçam inativos, e antes da linha de montagem e de pontos de expedição, a fim de proteger a programação de entregas ao cliente. Deve-se evitar formar estoques em outros lugares. 5. O trabalho, que pode ser material, informações, documentos ou clientes a serem processados, devem ser lançados no sistema apenas com a frequência necessária aos gargalos. Os fluxos do gargalo devem ser iguais à demanda do mercado. Regular tudo de acordo com o recurso mais lento minimiza o estoque e as despesas operacionais. 6. Ativar um recurso que não seja um gargalo (usando-o para a melhoria de eficiência que não aumenta o ganho) não é o mesmo que utilizar um recurso gargalo (que aumenta o ganho). A ativação dos recursos que não são gargalos não aumentará o processamento, nem promoverão as medidas de desempenho operacionais ou financeiras. 7. Todo investimento de capital deve ser considerado da perspectiva de seu impacto total sobre o ganho, o inventário e as despesas operacionais.
Diante dos sete princípios-chave explicados pelos autores, fica bem claro que a empresa deve dirigir toda atenção e esforços ao gargalo do sistema, visando melhorias que o torne mais produtivo.
Logo, gargalo é a operação, realizada em determinada estação ou equipamento, que apresenta a menor capacidade de produção (peça, serviço) restringindo desta maneira a produção da linha toda (COX III & SPENCER, 2002). Empresas que gerenciam suas restrições em seus sistemas garantem um processo de melhoria contínua e, então, alcançam lucros mais altos, como diz Şimşit, Günay, Vayvay (2014).
2.3 Índice de Eficiência Global do Equipamento (OEE – Overall Equipment Effectiveness)
O Índice de Eficiência Global do Equipamento (OEE – Overall Equipment Effectiveness) é comumente utilizado como um KPI (Key Performance Indicator) em conjunto com medidas de Lean Manufacturing para fornecer um indicador de sucesso. Ele quantifica o quão bom uma unidade de manufatura desempenha/opera em relação à sua capacidade designada, durante o período que é agendado funcionar. É um conceito bem conhecido em manutenção e é um modo de medir a eficácia de uma máquina que avalia e indica se uma operação de manufatura está sendo utilizada eficazmente.
O OEE não é, no entanto, uma medida absoluta e é melhor utilizado para identificar direções para processos de melhoria de desempenho e como conseguir a melhoria. É um método de medida e melhoria da eficiência do desempenho de uma máquina ou de uma planta de manufatura. O conceito OEE normalmente mede a eficácia de uma máquina ou linha de processo (OVERALL EQUIPMENT EFFECTIVENESS, 2002).
O indicador OEE é calculado conforme a equação 1.
OEE = Disponibilidade X Performance X Qualidade (1)
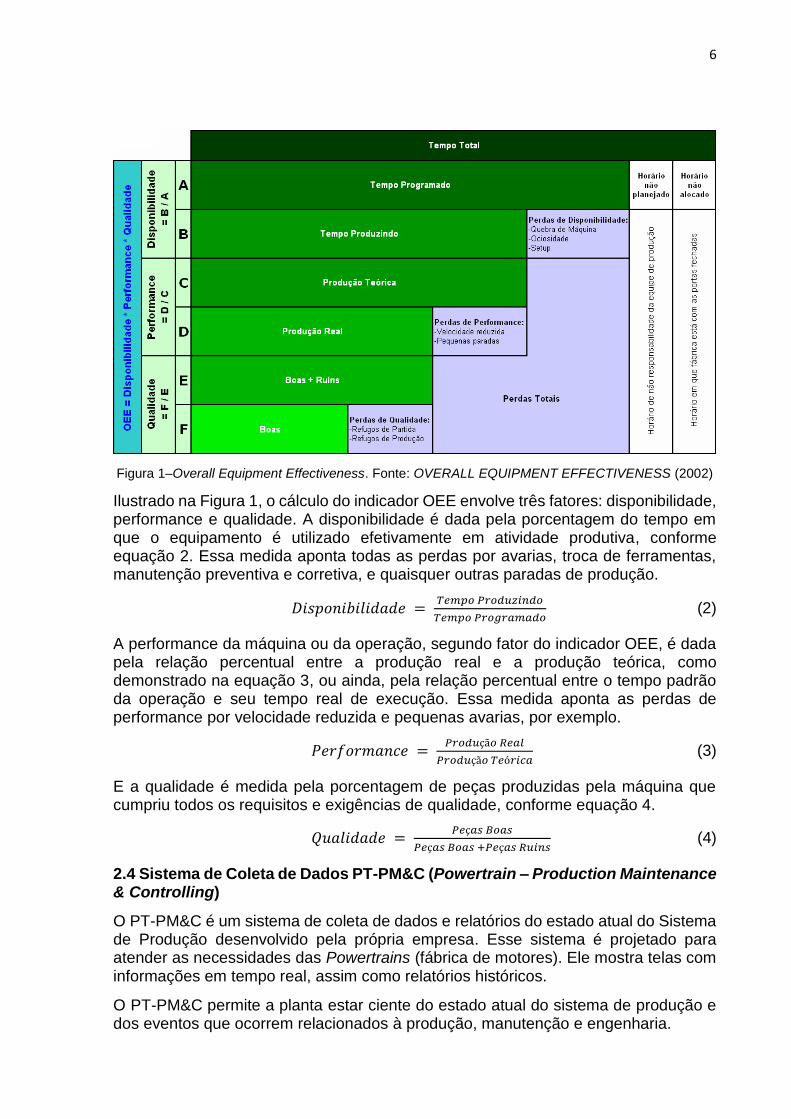
6
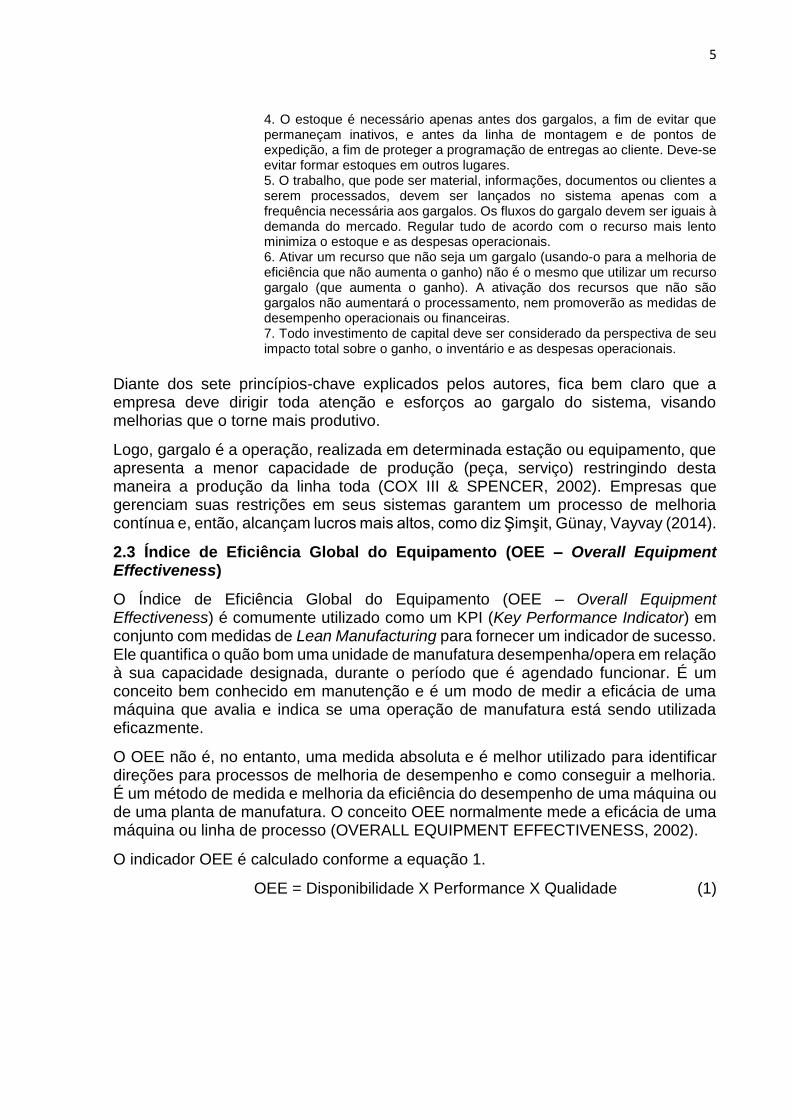
Figura 1–Overall Equipment Effectiveness. Fonte: OVERALL EQUIPMENT EFFECTIVENESS (2002)
Ilustrado na Figura 1, o cálculo do indicador OEE envolve três fatores: disponibilidade, performance e qualidade. A disponibilidade é dada pela porcentagem do tempo em que o equipamento é utilizado efetivamente em atividade produtiva, conforme equação 2. Essa medida aponta todas as perdas por avarias, troca de ferramentas, manutenção preventiva e corretiva, e quaisquer outras paradas de produção.
𝐷𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑𝑒 = 𝑇𝑒𝑚𝑝𝑜 𝑃𝑟𝑜𝑑𝑢𝑧𝑖𝑛𝑑𝑜
𝑇𝑒𝑚𝑝𝑜 𝑃𝑟𝑜𝑔𝑟𝑎𝑚𝑎𝑑𝑜 (2)
A performance da máquina ou da operação, segundo fator do indicador OEE, é dada pela relação percentual entre a produção real e a produção teórica, como demonstrado na equação 3, ou ainda, pela relação percentual entre o tempo padrão da operação e seu tempo real de execução. Essa medida aponta as perdas de performance por velocidade reduzida e pequenas avarias, por exemplo.
𝑃𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 = 𝑃𝑟𝑜𝑑𝑢çã𝑜 𝑅𝑒𝑎𝑙
𝑃𝑟𝑜𝑑𝑢çã𝑜 𝑇𝑒ó𝑟𝑖𝑐𝑎 (3)
E a qualidade é medida pela porcentagem de peças produzidas pela máquina que cumpriu todos os requisitos e exigências de qualidade, conforme equação 4.
𝑄𝑢𝑎𝑙𝑖𝑑𝑎𝑑𝑒 = 𝑃𝑒ç𝑎𝑠 𝐵𝑜𝑎𝑠
𝑃𝑒ç𝑎𝑠 𝐵𝑜𝑎𝑠 +𝑃𝑒ç𝑎𝑠 𝑅𝑢𝑖𝑛𝑠 (4)
2.4 Sistema de Coleta de Dados PT-PM&C (Powertrain – Production Maintenance & Controlling)
O PT-PM&C é um sistema de coleta de dados e relatórios do estado atual do Sistema de Produção desenvolvido pela própria empresa. Esse sistema é projetado para atender as necessidades das Powertrains (fábrica de motores). Ele mostra telas com informações em tempo real, assim como relatórios históricos.
O PT-PM&C permite a planta estar ciente do estado atual do sistema de produção e dos eventos que ocorrem relacionados à produção, manutenção e engenharia.
7
O sistema PT-PM&C fornece informações visando a melhoria da produtividade, do uptime (tempo de produção real), da qualidade e a redução de custos. Essas informações são disponíveis aos responsáveis pelo sistema de produção, como o gerente da planta, gerente de produção, engenheiros, supervisores, líderes de time e operadores.
O sistema PT-PM&C não resolve problemas, mas fornece ao time informações valiosas indicando onde o problema se encontra. Sistemas de controle e monitoramento são vitais para uma empresa que utilize equipamentos de alto custo e complexos. Detectar falhas e planejar melhores agendamentos de manutenção podem economizar milhões em desnecessárias quebras de máquina e falhas.
Os tipos básicos de informação da produção disponíveis são:
- Contagem de Produção (peças boas, rejeitadas, estoque de segurança)
- Estado das Máquinas/Operações
- Tempo de Ciclo
- Condições Bloqueada/Faminta/Sobreciclo/Ocioso/Quebrado
- Monitoramento da Vida útil da Ferramenta
- Relatório de Métricas da Produção (Tempo de Produção Real, Produtos/hora, Contagem, etc.)
- Relatórios de Falhas de Máquina (Ocorrência, Tempo de Quebra, Tempo Médio de Reparo, etc.)
- Relatório de Qualidade
- Etc.
2.5 Simulação Computacional
Na rotina de uma fábrica multinacional de grande produtividade qualquer ganho de tempo ou custo é precioso. Pensando nisso, a Simulação Computacional de Eventos Discretos é uma importante ferramenta que auxilia processos de melhoria. Ela é um modelo computacional que reproduz a operação de um sistema real ou proposto, como a operação do dia-dia de um banco, a linha de montagem de uma fábrica ou o atendimento em um hospital ou “call center”. Segundo Law e Kelton (2014), simulação é a imitação de um sistema real, modelado em computador, para avaliação e melhoria do seu desempenho.
De acordo com Law e Kelton (2014), simulação é uma das pesquisas e técnicas de gerenciamento mais utilizadas e considerada uma ferramenta útil e poderosa. Ele diz que uma simulação aplicada à produção permite obter uma visão sistêmica do efeito que alterações locais terão sobre o desempenho global do sistema de produção. Ainda sobre o uso dela em sistemas produtivos, a simulação combinada ao método de balanceamento é extremamente útil e eficiente para a otimização de uma linha de produção e especialmente para o aumento de sua produtividade (ZUPAN e HERAKOVIC, 2015)
Dentre algumas vantagens do uso da Simulação Computacional estão:

8
- Custo: experimentar na vida real é custoso. Não apenas o custo de contratar um novo funcionário ou comprar um novo equipamento, mas o custo decorrente dessas decisões.
- Repetibilidade: na vida real é difícil repetir as exatas circunstancias de modo que não é possível testar diferentes ideias e coletar resultados.
- Tempo: é possível simular 2 anos, por exemplo, para saber se a aquisição de uma nova máquina de Teste a Frio vale a pena, ao invés de adquiri-la sem a certeza de que ela trará bons resultados na produção.
Law e Kelton (2014) identificam alguns problemas em produção que podem ser solucionados com o auxílio da simulação:
a) Dimensionamento de recursos físicos e mão-de-obra, como estoques, mix de produção, operadores.
b) Avaliação do sistema: determinação da capacidade produtiva e identificação de gargalos.
c) Avaliação de decisões operacionais: programas de produção, confiabilidade de máquinas, controle de qualidade.
3. MÉTODO DE PESQUISA
3.1 Definição do Método de Pesquisa
O método de pesquisa utilizado é a pesquisa-ação de caráter quali-quantitativa. É uma pesquisa-ação pois é um tipo de pesquisa onde o pesquisador se envolve na investigação e propõe soluções para o problema estudado (Vianna, 1996). É de caráter qualitativo, pois apesar da análise se dar com apoio da modelagem e simulação o sistema envolve muitas interações de caráter qualitativo, ou seja, somente parte do problema será analisada de maneira quantitativa. As conclusões obtidas dos modelos de simulação foram tomadas como base para a interpretação do autor deste trabalho.
O método adotado foi a pesquisa-ação, pois a cada avanço na construção do conhecimento se ajustaram os procedimentos metodológicos, dinamizando a relação pesquisador-objeto. Na pesquisa-ação existe um trabalho conjunto entre os colaboradores e o pesquisador. É neste trabalho em conjunto que são definidos os objetivos do trabalho, realização das questões de pesquisas, o caminho a ser tomado e a análise dos resultados (DENZIN e LINCON, 2006). O método justifica-se, também, pelo fato do autor implementar melhorias e fazer comparações de resultados antes e depois.
Segundo Benbasat, Goldstein e Mead (1987), a pesquisa-ação pode ser considerada um estudo onde o pesquisador deixa de ser um simples observador para ser:
“(...) um participante na implementação de um sistema, embora simultaneamente queira avaliar uma certa técnica de intervenção... O pesquisador não é um observador independente, mas torna-se um participante, e o processo de mudança torna-se seu objeto de pesquisa. Portanto, o pesquisador tem dois objetivos: agir para solucionar um problema e contribuir para um conjunto de conceitos para desenvolvimento do sistema” (Benbasat, Goldstein e Mead, 1987, p.371).

9
3.2 Objeto de Estudo
A empresa onde foi realizado o trabalho é uma Powertrain (fábrica de motores) localizada em Joinville, no norte do estado de Santa Catarina, onde são usinados cabeçotes e montados motores. A linha de montagem estudada opera em 3 turnos, totalizando 23h de produção diária excluindo os horários de refeição e troca de turno e tinha uma produção de aproximadamente 523 motores por dia. Ela compõe-se de mais de 20 estações de trabalho manuais e automáticas interligadas por uma esteira (conveyor). Os motores são montados sobre pallets, sendo que o processo de montagem se inicia com a colocação do bloco de cilindros sobre um pallet vazio. A partir disso, diversos componentes são montados em cada estação de trabalho: conjunto de pistões, casquilhos, virabrequim, cabeçote, bomba de óleo, cárter, bomba de água, etc. Em cinco posições da linha o motor é testado e, em caso de falha, é desviado para que possa ser retrabalhado. No final da linha de montagem o motor completo é retirado do pallet e depositado em um rack, e o pallet retorna para a primeira estação – após passar por uma lavadora –, onde um novo bloco será montado.
Esses motores são destinados a fábricas em Gravataí e Rosário, na Argentina. Sua produção complementa a da planta de São José dos Campos, que apresenta maior capacidade produtiva, porém maiores custos.
A recente crise enfrentada pelo país afetou diretamente a demanda da empresa e a planta de São José dos Campos reduziu a jornada de trabalho de 2 turnos para apenas 1 turno. Porém, dependendo do desempenho das duas plantas (Joinville e São José dos Campos) era necessário que ocorresse produção também aos sábados, acarretando horas extras e alto custo à empresa.
Além disso, desde que foi implantada em 2013, a linha de montagem estudada considerava a mesma capacidade produtiva de projeto até o início do estudo. No entanto, no decorrer dos anos foram realizados melhorias e balanceamentos nas operações, além dos processos terem se estabilizado. Pela experiência dos líderes da planta, sabiam que a linha de montagem era capaz de produzir mais, porém eram preciso dados e informações que comprovassem.
A partir desses dois fatores – aumento da demanda e capacidade produtiva subaproveitada - surgiu a necessidade do dimensionamento da capacidade produtiva atual e, então, aumentá-la através da identificação de novas oportunidades de melhorias.
Além de ser uma empresa de manufatura com essas necessidades, a escolha dela se deve ao fato de ser um ambiente favorável com recursos disponíveis e oportunidades para se aplicar ferramentas da Engenharia de Produção. O objeto de estudo justifica-se, também, por ser uma empresa multinacional e maior montadora de veículos do mundo que marca presença na história da evolução de sistemas produtivos e processos de manufatura.
3.3 Coleta de Dados
Uma ferramenta muito utilizada durante todo o estudo foi o Sistema de Coleta de Dados PT- PM&C (Powertrain – Production Maintenence & Controlling). Além dele, foi utilizado inicialmente um cronômetro para determinar os tempos de ciclo.

10
Mesmo tendo facilmente disponível a média diária, semestral e mensal do tempo de ciclo das operações no sistema PT-PM&C, foi decidido determiná-lo do modo tradicional, com cronômetro, visando não poluir o tempo de ciclo com influências externas nem vícios de operação (por exemplo: um operador que sabe que ficará bloqueado pela próxima operação quando terminar a sua, tende a operar numa velocidade mais lenta).
Visto isso, foi feita a cronoanálise de cada operação para definir seu tempo de ciclo. Foram cronometradas, ao todo, 20 amostras do ciclo de cada operação com diferentes operadores e em diferentes turnos.
Para a análise de gargalo e realização da simulação computacional foi necessário uma série de dados das estações da linha de montagem como tempo de quebra, MTTR (tempo médio de reparo), MTBF (tempo médio entre falhas), disponibilidade, performance, tempo em que a estação ficou sem receber recurso e bloqueada, etc. Para todos esses outros dados foi utilizado o sistema PT-PM&C.
3.4 Etapas do Trabalho
Baseado no tempo de ciclo de cada operação e informações quanto a disponibilidade delas foi possível calcular quanto a linha de montagem era capaz de produzir. Para confirmar a capacidade produtiva utilizou-se a simulação computacional. Esta foi a primeira etapa.
Com o conhecimento da real capacidade produtiva, a segunda etapa iniciou-se com a aplicação da Teoria das Restrições, utilizando uma ferramenta do sistema PT-PM&C chamada Throughput Bottlenecks (Análise de Gargalo). Analisando o gargalo foram geradas ações para explorá-lo baseado nas informações coletadas no sistema PT-PM&C através da ferramenta OEE quanto a disponibilidade, performance e qualidade da operação gargalo. Após a exploração e subordinação dos recursos ao gargalo foi o balanceamento de carga da linha entre algumas operações que apresentavam muito tempo ocioso e a operação gargalo, que mesmo tendo sua produtividade aumentada continuava sendo a restrição do sistema.
Antes de implementar, na prática, qualquer mudança que pudesse influenciar a produção estes cenários eram simulados para confirmar que haveria melhoria e suportar a melhor decisão.
Na figura 2 um fluxograma das etapas que descrevem, resumidamente, como o trabalho foi realizado:
11
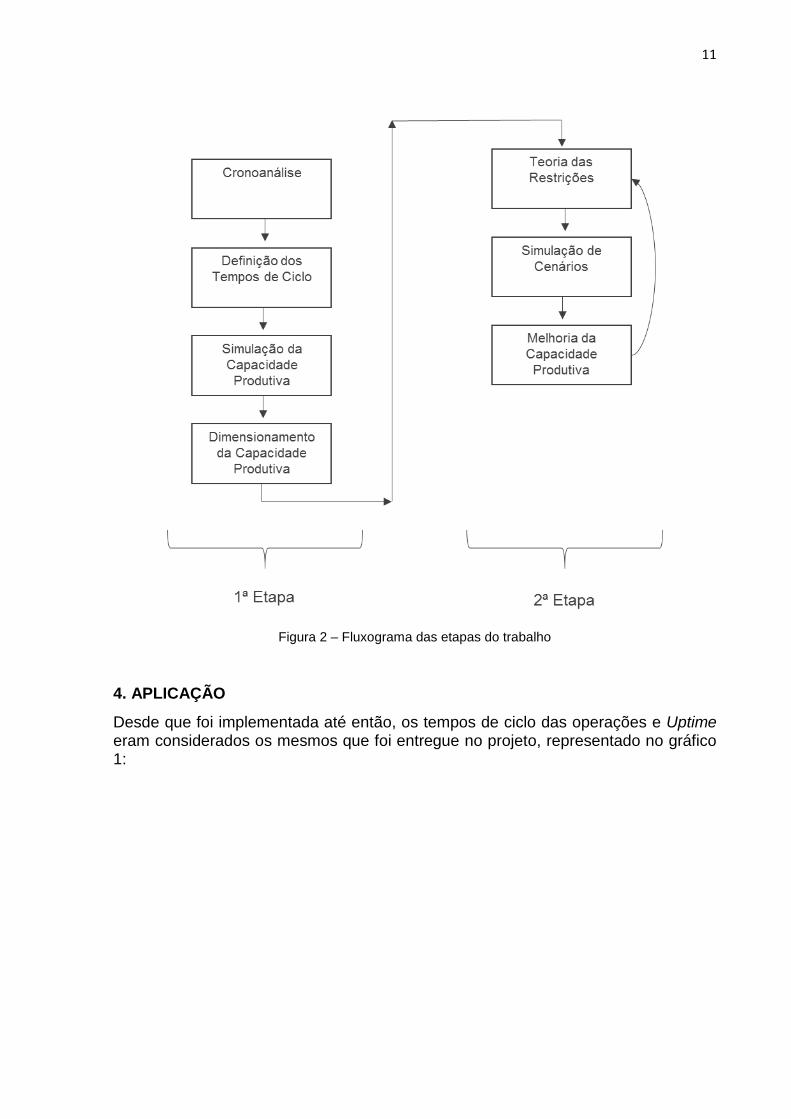
Figura 2 – Fluxograma das etapas do trabalho
4. APLICAÇÃO
Desde que foi implementada até então, os tempos de ciclo das operações e Uptime eram considerados os mesmos que foi entregue no projeto, representado no gráfico 1:
12
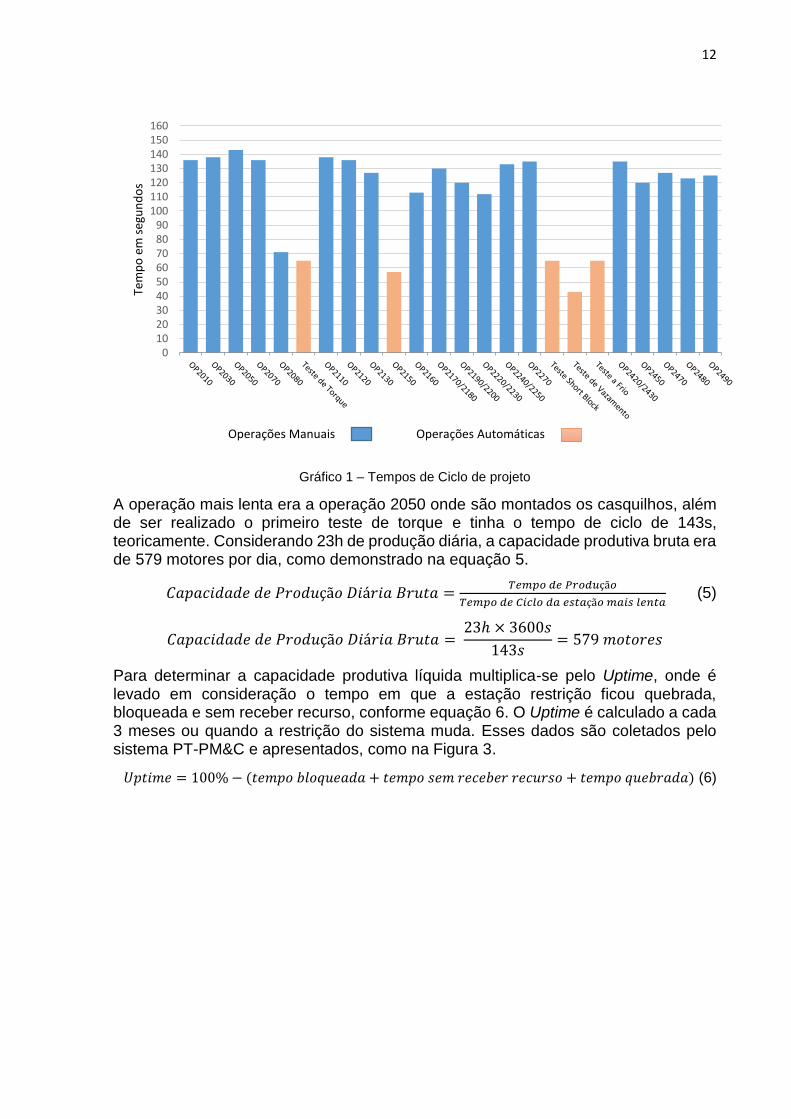
Gráfico 1 – Tempos de Ciclo de projeto
A operação mais lenta era a operação 2050 onde são montados os casquilhos, além de ser realizado o primeiro teste de torque e tinha o tempo de ciclo de 143s, teoricamente. Considerando 23h de produção diária, a capacidade produtiva bruta era de 579 motores por dia, como demonstrado na equação 5.
𝐶𝑎𝑝𝑎𝑐𝑖𝑑𝑎𝑑𝑒 𝑑𝑒 𝑃𝑟𝑜𝑑𝑢çã𝑜 𝐷𝑖á𝑟𝑖𝑎 𝐵𝑟𝑢𝑡𝑎 =𝑇𝑒𝑚𝑝𝑜 𝑑𝑒 𝑃𝑟𝑜𝑑𝑢çã𝑜
𝑇𝑒𝑚𝑝𝑜 𝑑𝑒 𝐶𝑖𝑐𝑙𝑜 𝑑𝑎 𝑒𝑠𝑡𝑎çã𝑜 𝑚𝑎𝑖𝑠 𝑙𝑒𝑛𝑡𝑎 (5)
𝐶𝑎𝑝𝑎𝑐𝑖𝑑𝑎𝑑𝑒 𝑑𝑒 𝑃𝑟𝑜𝑑𝑢çã𝑜 𝐷𝑖á𝑟𝑖𝑎 𝐵𝑟𝑢𝑡𝑎 = 23ℎ × 3600𝑠
143𝑠= 579 𝑚𝑜𝑡𝑜𝑟𝑒𝑠
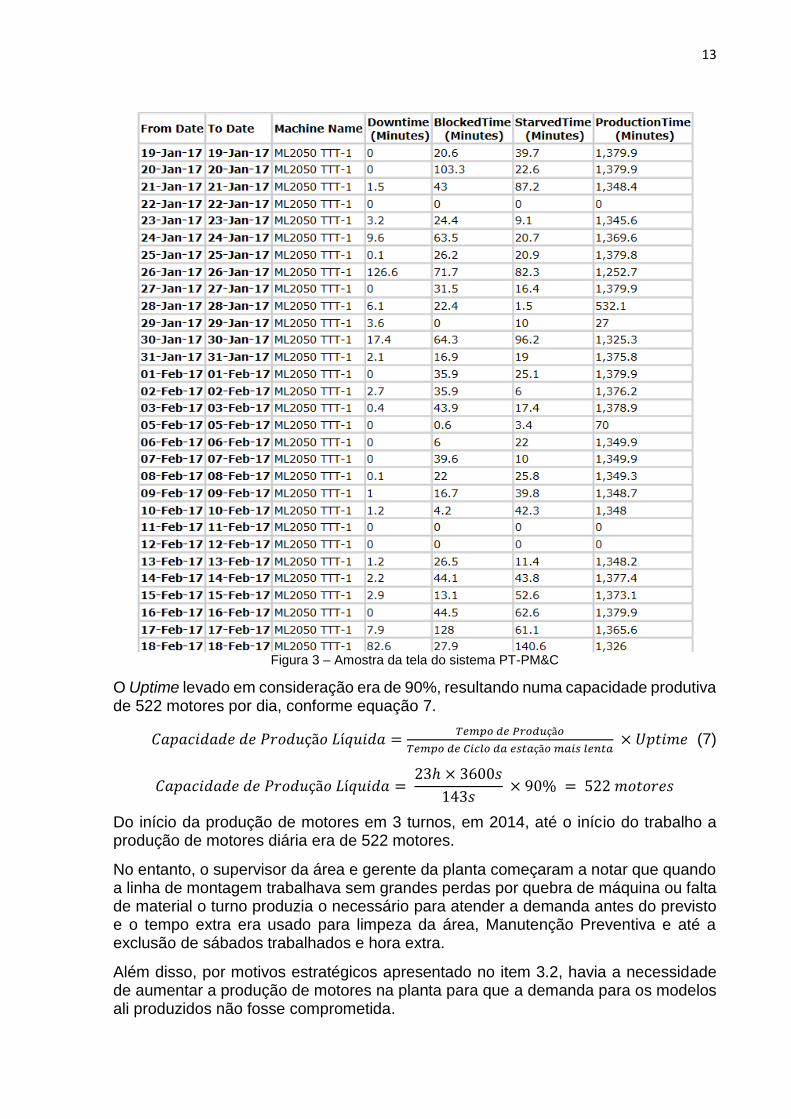
Para determinar a capacidade produtiva líquida multiplica-se pelo Uptime, onde é levado em consideração o tempo em que a estação restrição ficou quebrada, bloqueada e sem receber recurso, conforme equação 6. O Uptime é calculado a cada 3 meses ou quando a restrição do sistema muda. Esses dados são coletados pelo sistema PT-PM&C e apresentados, como na Figura 3.
𝑈𝑝𝑡𝑖𝑚𝑒 = 100% − (𝑡𝑒𝑚𝑝𝑜 𝑏𝑙𝑜𝑞𝑢𝑒𝑎𝑑𝑎 + 𝑡𝑒𝑚𝑝𝑜 𝑠𝑒𝑚 𝑟𝑒𝑐𝑒𝑏𝑒𝑟 𝑟𝑒𝑐𝑢𝑟𝑠𝑜 + 𝑡𝑒𝑚𝑝𝑜 𝑞𝑢𝑒𝑏𝑟𝑎𝑑𝑎) (6)
0102030405060708090
100110120130140150160
Tem
po
em
seg
un
do
s
Operações Manuais Operações Automáticas
13
Figura 3 – Amostra da tela do sistema PT-PM&C
O Uptime levado em consideração era de 90%, resultando numa capacidade produtiva de 522 motores por dia, conforme equação 7.
𝐶𝑎𝑝𝑎𝑐𝑖𝑑𝑎𝑑𝑒 𝑑𝑒 𝑃𝑟𝑜𝑑𝑢çã𝑜 𝐿í𝑞𝑢𝑖𝑑𝑎 =𝑇𝑒𝑚𝑝𝑜 𝑑𝑒 𝑃𝑟𝑜𝑑𝑢çã𝑜
𝑇𝑒𝑚𝑝𝑜 𝑑𝑒 𝐶𝑖𝑐𝑙𝑜 𝑑𝑎 𝑒𝑠𝑡𝑎çã𝑜 𝑚𝑎𝑖𝑠 𝑙𝑒𝑛𝑡𝑎 × 𝑈𝑝𝑡𝑖𝑚𝑒 (7)
𝐶𝑎𝑝𝑎𝑐𝑖𝑑𝑎𝑑𝑒 𝑑𝑒 𝑃𝑟𝑜𝑑𝑢çã𝑜 𝐿í𝑞𝑢𝑖𝑑𝑎 = 23ℎ × 3600𝑠
143𝑠 × 90% = 522 𝑚𝑜𝑡𝑜𝑟𝑒𝑠
Do início da produção de motores em 3 turnos, em 2014, até o início do trabalho a produção de motores diária era de 522 motores.
No entanto, o supervisor da área e gerente da planta começaram a notar que quando a linha de montagem trabalhava sem grandes perdas por quebra de máquina ou falta de material o turno produzia o necessário para atender a demanda antes do previsto e o tempo extra era usado para limpeza da área, Manutenção Preventiva e até a exclusão de sábados trabalhados e hora extra.
Além disso, por motivos estratégicos apresentado no item 3.2, havia a necessidade de aumentar a produção de motores na planta para que a demanda para os modelos ali produzidos não fosse comprometida.
14
4.1 Dimensionamento da Capacidade Produtiva
4.1.1 Cronoanálise
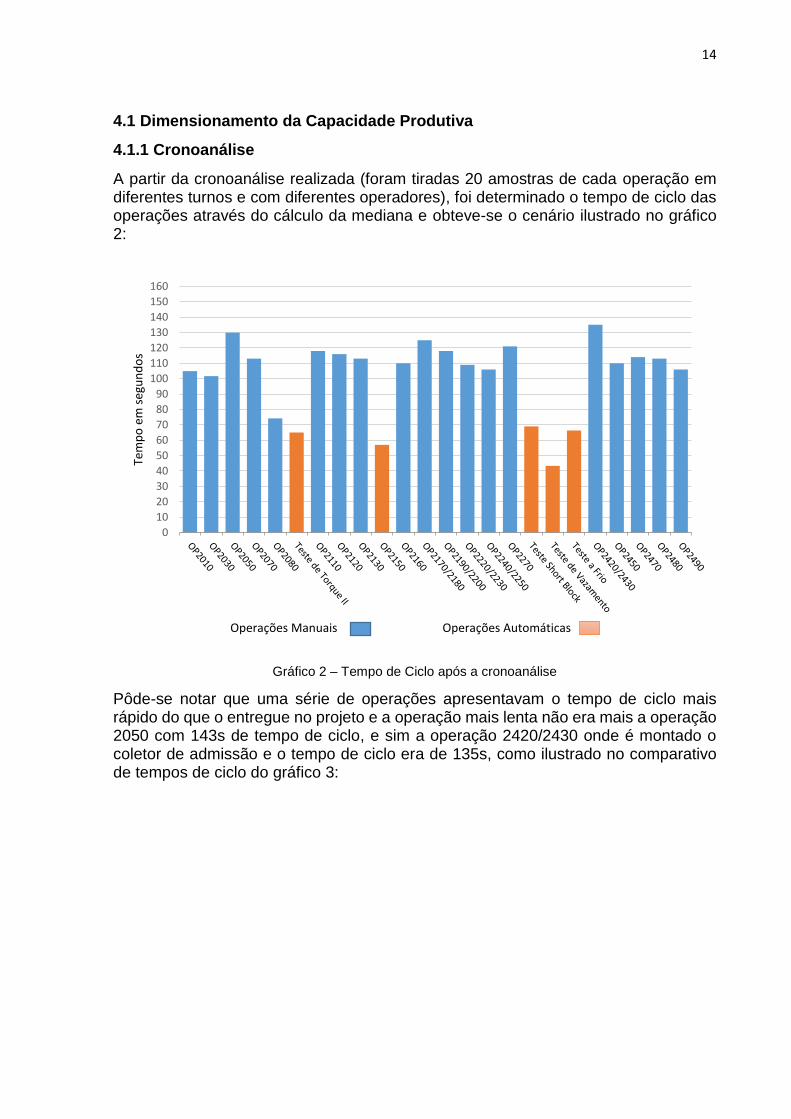
A partir da cronoanálise realizada (foram tiradas 20 amostras de cada operação em diferentes turnos e com diferentes operadores), foi determinado o tempo de ciclo das operações através do cálculo da mediana e obteve-se o cenário ilustrado no gráfico 2:
Gráfico 2 – Tempo de Ciclo após a cronoanálise
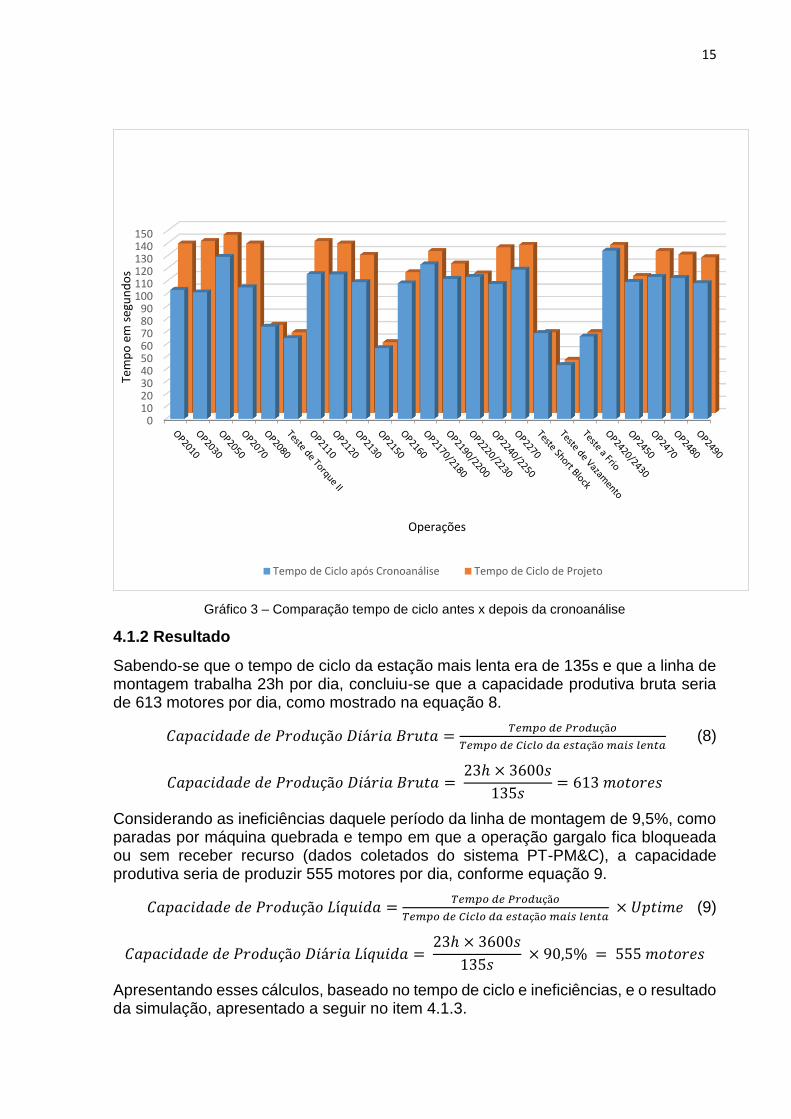
Pôde-se notar que uma série de operações apresentavam o tempo de ciclo mais rápido do que o entregue no projeto e a operação mais lenta não era mais a operação 2050 com 143s de tempo de ciclo, e sim a operação 2420/2430 onde é montado o coletor de admissão e o tempo de ciclo era de 135s, como ilustrado no comparativo de tempos de ciclo do gráfico 3:
0
10
20
30
40
50
60
70
80
90
100
110
120
130
140
150
160
Tem
po
em
seg
un
do
s
Operações Manuais Operações Automáticas
15
Gráfico 3 – Comparação tempo de ciclo antes x depois da cronoanálise
4.1.2 Resultado
Sabendo-se que o tempo de ciclo da estação mais lenta era de 135s e que a linha de montagem trabalha 23h por dia, concluiu-se que a capacidade produtiva bruta seria de 613 motores por dia, como mostrado na equação 8.
𝐶𝑎𝑝𝑎𝑐𝑖𝑑𝑎𝑑𝑒 𝑑𝑒 𝑃𝑟𝑜𝑑𝑢çã𝑜 𝐷𝑖á𝑟𝑖𝑎 𝐵𝑟𝑢𝑡𝑎 =𝑇𝑒𝑚𝑝𝑜 𝑑𝑒 𝑃𝑟𝑜𝑑𝑢çã𝑜
𝑇𝑒𝑚𝑝𝑜 𝑑𝑒 𝐶𝑖𝑐𝑙𝑜 𝑑𝑎 𝑒𝑠𝑡𝑎çã𝑜 𝑚𝑎𝑖𝑠 𝑙𝑒𝑛𝑡𝑎 (8)
𝐶𝑎𝑝𝑎𝑐𝑖𝑑𝑎𝑑𝑒 𝑑𝑒 𝑃𝑟𝑜𝑑𝑢çã𝑜 𝐷𝑖á𝑟𝑖𝑎 𝐵𝑟𝑢𝑡𝑎 = 23ℎ × 3600𝑠
135𝑠= 613 𝑚𝑜𝑡𝑜𝑟𝑒𝑠
Considerando as ineficiências daquele período da linha de montagem de 9,5%, como paradas por máquina quebrada e tempo em que a operação gargalo fica bloqueada ou sem receber recurso (dados coletados do sistema PT-PM&C), a capacidade produtiva seria de produzir 555 motores por dia, conforme equação 9.
𝐶𝑎𝑝𝑎𝑐𝑖𝑑𝑎𝑑𝑒 𝑑𝑒 𝑃𝑟𝑜𝑑𝑢çã𝑜 𝐿í𝑞𝑢𝑖𝑑𝑎 =𝑇𝑒𝑚𝑝𝑜 𝑑𝑒 𝑃𝑟𝑜𝑑𝑢çã𝑜
𝑇𝑒𝑚𝑝𝑜 𝑑𝑒 𝐶𝑖𝑐𝑙𝑜 𝑑𝑎 𝑒𝑠𝑡𝑎çã𝑜 𝑚𝑎𝑖𝑠 𝑙𝑒𝑛𝑡𝑎 × 𝑈𝑝𝑡𝑖𝑚𝑒 (9)
𝐶𝑎𝑝𝑎𝑐𝑖𝑑𝑎𝑑𝑒 𝑑𝑒 𝑃𝑟𝑜𝑑𝑢çã𝑜 𝐷𝑖á𝑟𝑖𝑎 𝐿í𝑞𝑢𝑖𝑑𝑎 = 23ℎ × 3600𝑠
135𝑠 × 90,5% = 555 𝑚𝑜𝑡𝑜𝑟𝑒𝑠
Apresentando esses cálculos, baseado no tempo de ciclo e ineficiências, e o resultado da simulação, apresentado a seguir no item 4.1.3.
0102030405060708090
100110120130140150
Tem
po
em
seg
un
do
s
Operações
Tempo de Ciclo após Cronoanálise Tempo de Ciclo de Projeto
16
, à gerência, tiveram segurança e embasamento para aumentar a meta de produção de 522 motores/dia para 555 motores/dia.
4.1.3 Aplicação da Simulação Computacional para Dimensionar a Capacidade Produtiva
A simulação computacional foi utilizada, a princípio, para confirmar que a linha de montagem era capaz de produzir mais motores e ao longo do estudo houve simulações de cenários diferentes onde o gargalo seria explorado de diferentes maneiras antes de implementá-los.
Para que sua aplicação fornecesse informações confiáveis seu desenvolvimento passou por alguns passos:
- Definição do objetivo da simulação e quais métricas desejava-se monitorar
A área em que havia mais oportunidades de melhoria foi definida como o objeto da simulação: linha de montagem. E as métricas monitoradas foram o Throughput (número de motores por dia), número de pallets e JPH – Jobs Per Hour (motores por hora).
- Construção de uma simulação-base para assegurar uma coleta de dados eficaz, sem desperdício de tempo com dados desnecessários
Utilizando o software Simul8, um dos recursos da empresa, as dimensões da linha de montagem foram representadas na mesma escala do arranjo físico da empresa, como observado na Figura 4.

16
Figura 4 – Tela do software de simulação Simul8

17
Através do sistema PT-PM&C a simulação teve todos dados necessários e confiáveis implementados, como MTTR (tempo médio de reparo), MTBF (tempo médio entre falhas), overcycle (tempo em que o operador demorou mais que o designado para completar uma operação). Além disso também se utilizou dados como a velocidade do conveyor (esteira por onde os pallets com motor se movem), capacidade de pallets na linha, período de cada turno e tempo das paradas de almoço.
Por ser um importante variável numa simulação de linha de produção, os tempos de ciclo das operações foram determinados através de distribuições limitadas, baseados nas amostras coletadas, como demonstra a figura 5. Foi utilizado a Distribuição normal, no entanto limitada pelos valores mínimo e máximo encontrado nas amostras. Desta maneira as variações de velocidade de operador para operador, período para período são melhor representadas.
Figura 5 – Janela do software Simul8 para distribuição do tempo de ciclo
- Calibração e validação da simulação
Assegurar de que a simulação-base se comporta como o sistema produtivo real. É onde realizou-se a simulação para verificar se era necessário adicionar dados adicionais para que ela incorporasse variabilidades do sistema real.
Para a verificação e validação realizou-se procedimentos como testes de realismo, em especial experimentos com cenários extremos, como um tempo de ciclo exageradamente elevado em qualquer estação deve resultar em capacidade proporcionalmente baixa, mas baseou-se principalmente em testes de validade aparente, fazendo uso do conhecimento e experiência de pessoas familiarizadas com o processo de montagem do motor.
- Análise de resultados e seleção da melhor alternativa.
Após a calibração e validação da simulação-base foram realizadas 30 replicações de 1 dia (quantidade calculada pelo software), com 10 minutos de preparação da linha (Warm Up). O resultado foi a produção de aproximadamente 545 motores com variação de mais ou menos 5%, valores entre 512 e 578 motores, conforme ilustrado na figura 6 em Number Completed Jobs.

18
Figura 6 – Resultado da Simulação Computacional
4.2 Melhoria da Capacidade Produtiva
4.2.1 Aplicação da Teoria das Restrições
Neste tópico, já com o conhecimento dos tempos de ciclo e capacidade produtiva, iniciou-se a aplicação das 5 etapas da Teoria das Restrições de Goldratt (2002).
Uma ferramenta do sistema PT-PM&C muito utilizada nessa fase foi a Análise de Gargalo (Throughput Bottleneck), onde as operações de uma área são classificadas em ordem crescente do seu índice SAT (Standalone Throughput), ou seja, capacidade produtiva que uma estação teria se nunca estivesse bloqueada ou sem receber recurso. O SAT também pode ser representado pela equação 10.
𝑆𝐴𝑇 = 𝑄𝑢𝑎𝑛𝑡𝑖𝑑𝑎𝑑𝑒 𝑃𝑟𝑜𝑑𝑢𝑧𝑖𝑑𝑎
𝑇𝑒𝑚𝑝𝑜 𝑑𝑒 𝑃𝑟𝑜𝑑𝑢çã𝑜−(𝑇𝑒𝑚𝑝𝑜 𝐵𝑙𝑜𝑞𝑢𝑒𝑎𝑑𝑎 + 𝑇𝑒𝑚𝑝𝑜 𝑠𝑒𝑚 𝑟𝑒𝑐𝑒𝑏𝑒𝑟 𝑟𝑒𝑐𝑢𝑟𝑠𝑜) (10)
O SAT leva em consideração o tempo operando e tempo quebrado (Downtime) de uma estação. Logo, quanto menor o SAT, menor a capacidade produtiva; o gargalo de uma área é a operação com o menor SAT. O diferencial dessa ferramenta é permitir a análise não se baseando apenas no tempo de ciclo, já que o gargalo de um sistema não é necessariamente a operação mais lenta.
1º Passo: identificar a restrição do sistema
O processo de identificação da restrição do sistema foi relativamente rápido pela praticidade das ferramentas disponíveis. A operação 2420 (montagem do coletor de admissão) foi identificada como o principal gargalo da linha de montagem, com base no índice SAT (Standalone Throughput), onde é calculada sua capacidade produtiva sem a influência das outras estações, conforme tabela 1.
Tabela 1 – Principais Restrições da Linha de Montagem
Estação Posição
Standalone Throughput (motores/hora)
OP2420 - Montagem coletor admissão 1 24.1
OP2050 - Montagem casquilho e TTT-1 2 26.3
OP2470 - Montagem do chicote 3 26.3
2º Passo: explorar a restrição do sistema
19
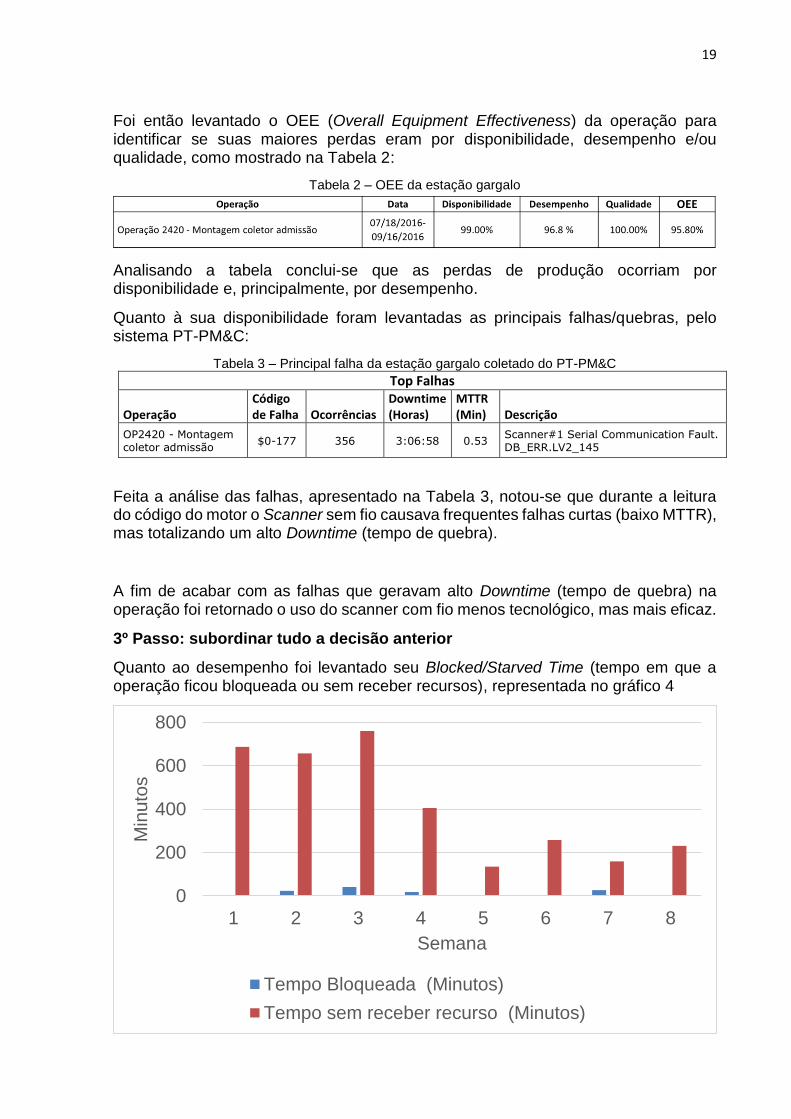
Foi então levantado o OEE (Overall Equipment Effectiveness) da operação para identificar se suas maiores perdas eram por disponibilidade, desempenho e/ou qualidade, como mostrado na Tabela 2:
Tabela 2 – OEE da estação gargalo
Analisando a tabela conclui-se que as perdas de produção ocorriam por disponibilidade e, principalmente, por desempenho.
Quanto à sua disponibilidade foram levantadas as principais falhas/quebras, pelo sistema PT-PM&C:
Tabela 3 – Principal falha da estação gargalo coletado do PT-PM&C
Top Falhas
Operação Código de Falha Ocorrências
Downtime (Horas)
MTTR (Min) Descrição
OP2420 - Montagem coletor admissão
$0-177 356 3:06:58 0.53 Scanner#1 Serial Communication Fault. DB_ERR.LV2_145
Feita a análise das falhas, apresentado na Tabela 3, notou-se que durante a leitura do código do motor o Scanner sem fio causava frequentes falhas curtas (baixo MTTR), mas totalizando um alto Downtime (tempo de quebra).
A fim de acabar com as falhas que geravam alto Downtime (tempo de quebra) na operação foi retornado o uso do scanner com fio menos tecnológico, mas mais eficaz.
3º Passo: subordinar tudo a decisão anterior
Quanto ao desempenho foi levantado seu Blocked/Starved Time (tempo em que a operação ficou bloqueada ou sem receber recursos), representada no gráfico 4
0
200
400
600
800
1 2 3 4 5 6 7 8
Min
uto
s
Semana
Tempo Bloqueada (Minutos)
Tempo sem receber recurso (Minutos)

20
Gráfico 4 – Gráfico Blocked/Starved da operação 2420
Analisando o gráfico acima ficou evidente que a estação apresentava muito tempo Starved (sem receber recurso). Tratando-se de uma estação gargalo ela não deveria ficar sem operar em nenhum momento, já que é ela que dita o ritmo da produção.
Foi realizado um workshop para conscientizar o time de que a restrição do sistema era a operação 2420/2430 e explicado a importância de não a deixar bloqueada ou sem receber motor. Atendendo ao conceito pulmão foi, também, simulada e proposta a adição de um buffer (pulmão) antes da operação 2420, no entanto não foi aplicada. A proposta e o resultado da simulação estão detalhados no tópico 4.2.2.
Para estabelecer um sistema puxado a última operação só libera o pallet ao atingir o tempo de ciclo da operação gargalo. Deste modo todas operações são sequenciadas no ritmo do gargalo, como descrito pelo conceito tambor.
E, por fim, cobrindo o conceito corda da TOC, o número de pallets em cima da esteira na linha de montagem foi definido através da simulação, conforme é possível verificar no “ANEXO A”. Como o número de pallets é fixo não existe o problema de excesso de produção por falta de controle na entrada de recurso, entretanto o número ideal de pallets deve ser dimensionado a fim de evitar que a operação restrição fique bloqueada ou sem receber recurso. Na simulação o número de pallets foi sendo alterado para analisar como a produtividade era influenciada em cada variação.
4º Passo: elevar a restrição
Para elevar a restrição foi simulado, proposto e aplicado o balanceamento de carga da operação. Analisando os elementos e processos realizados na operação 2420 notou ser possível retirar a montagem do suporte de elevação. A montagem do elemento passou para a operação 4020, na sub-montagem da carcaça fora da linha de montagem principal. A sub-montagem da carcaça trata-se de duas estações adjacentes à linha de montagem principal ausentes nos gráficos de carga apresentados neste trabalho. O processo de montagem do suporte de elevação dura em torno de 5s, que foram diminuídos do tempo de ciclo da operação 2420 e adicionados a operação 4020 sem comprometê-la. A proposta e o resultado da simulação estão detalhados no tópico 4.2.2.
5º Passo: se, nas etapas anteriores, mudar alguma restrição, volte ao primeiro passo, mas não permita que a INÉRCIA gere uma restrição no sistema.
Depois de elevada a restrição voltou-se ao primeiro passo e, como esperado, a restrição do sistema mudou da operação 2420 para a operação 2050, onde são realizados a montagem do casquilho e o primeiro teste de torque.
Analisando a nova estação gargalo foi detectado que ela era afetada pelo alto número de re-testes. O teste de torque é realizado no fim da operação, antes de liberar o pallet, e dura cerca de 7s. O motor quando reprovado no teste de torque, era submetido a um novo teste, chegando às vezes a mais de 5 re-testes. A operação que, em condições normais, tem 122s de tempo de ciclo, estava apresentando média de 130s.
Depois de uma análise dos limites inferiores e superiores do teste, foi detectado que os parâmetros de teste de torque de arranque para os motores 1.4 estavam deslocados. O teste, que tem a finalidade de detectar sujeira no casquilho e casquilho danificado, estava gerando falso rejeitos. Realizado esse ajuste, a operação melhorou sua eficiência e seu tempo de ciclo médio abaixou para 122s.

21
4.2.2 Aplicação da Simulação Computacional para Melhorias
Durante a aplicação dos 5 passos da Teoria das Restrições foram propostas melhorias para elevar a restrição do sistema e estas foram simuladas.
- Modelo Proposto A: Balanceamento de carga retirando o elemento “montagem do suporte de elevação” da operação 2420 com duração de 5s e adicionando-o a operação 4020 (sub-montagem).
- Modelo Proposto B: Aumento da disponibilidade da operação 2420 através da troca do scanner sem fio por um com fio.
- Modelo Proposto C: Balanceamento de carga retirando o elemento “montagem do adaptador de enchimento de óleo” com duração de 7s e adicionando-o a operação 2450.
- Modelo Proposto D: Adição de um buffer (pulmão) maior antes da estação 2420.
Tal buffer seria adicionado através da instalação de 3 stop-pallets, estrutura retrátil que segura o pallet e o impede de seguir na esteira, conforme figura 7. Um pallet só fica sobre a esteira na linha de montagem quando estiver em uma operação ou esperando num stop-pallet.
Figura 7 – Stop-pallet
Entre a operação 2420 e a anterior, o Cold Test, existe uma distância de 23m, por isso já existe um buffer (pulmão) composto por 5 stop-pallets (figura 8). No projeto da linha de montagem foi deixado espaço suficiente para adicionar mais 3 stop-pallets e é nesse espaço que foi simulado a adição deles.

22
Figura 8 – Demonstração da distância entre op. 2420 e Cold Test no Simul8
O modelo de simulação da linha de montagem atualizada e validada apresentava
produção diária de 560 motores por dia, ou 24,3 JPH (motores por hora). A partir disso
foram simuladas as melhorias propostas, conforme tabela 4.
Tabela 4 – Resultados obtidos
Modelo Quantidade Produzida
(motores/dia)
Aumento de Produção
(porcentagem)
Modelo Inicial 545 -
Modelo Proposto A 568 1,4%
Modelo Proposto B 560 0%
Modelo Proposto C 561 0,2%
Modelo Proposto D 566 1,1%
Modelo Proposto A+C
583 4,1%
Modelo Proposto A+B+C
583 4,1%
Modelo Proposto A+B+C+D
587 4,8%
O balanceamento da estação gargalo, simulado no modelo A, e o da operação 2450, simulado no modelo C, apresentaram considerável melhora na produção quando aplicados juntos e foram implementados na linha de montagem. A troca do scanner, simulada pelo modelo B, apesar de não apresentar melhora na produção na simulação, também foi implementada por não acarretar nenhum custo a empresa e melhorar a disponibilidade da operação.
Já a adição dos 3 stop-pallets, representada pelo modelo D, apesar de agregar um aumento na produção não foi implementada por acarretar custos.
4.3 Resultados
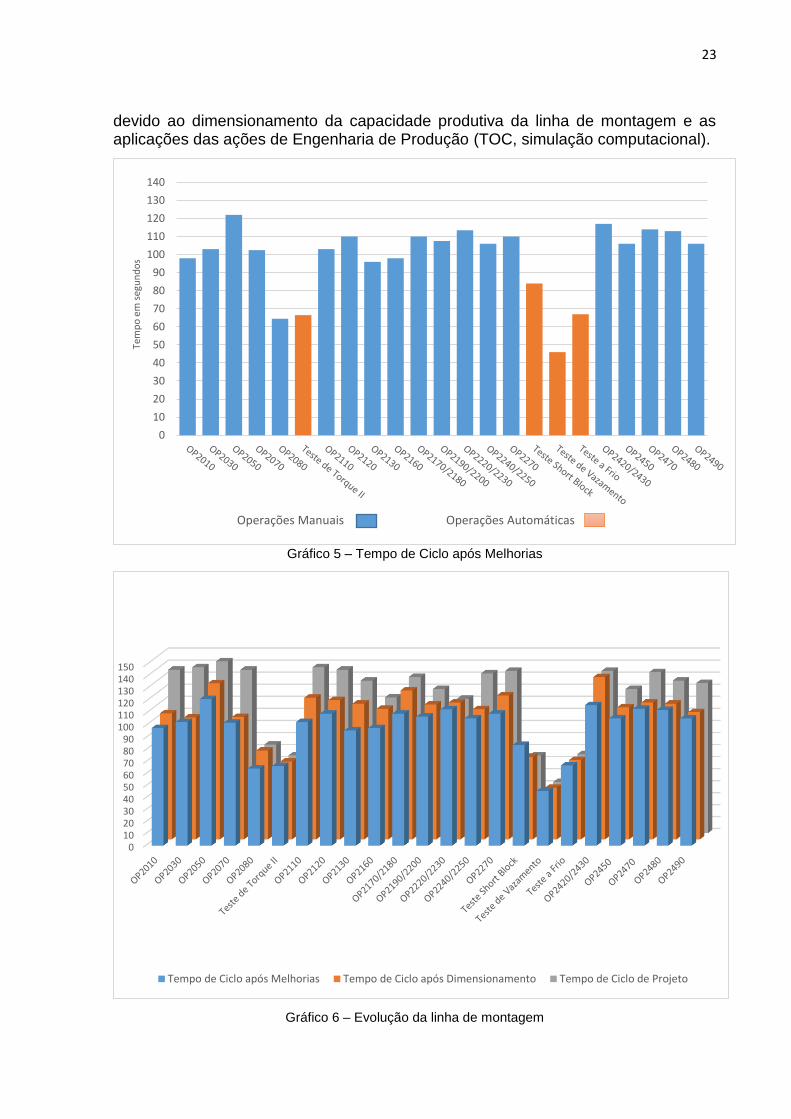
No gráfico 5 está representado o cenário atual da linha de montagem de motores e nos gráficos 6 e 7 a evolução das operações e da produção diária, respectivamente,
23
devido ao dimensionamento da capacidade produtiva da linha de montagem e as aplicações das ações de Engenharia de Produção (TOC, simulação computacional).
Gráfico 5 – Tempo de Ciclo após Melhorias
Gráfico 6 – Evolução da linha de montagem
0
10
20
30
40
50
60
70
80
90
100
110
120
130
140
Tem
po
em
seg
un
do
s
Operações Manuais Operações Automáticas
0102030405060708090
100110120130140150
Tempo de Ciclo após Melhorias Tempo de Ciclo após Dimensionamento Tempo de Ciclo de Projeto

24
Em decorrência das melhorias implementadas, dos estudos e do acompanhamento da estação gargalo ocorreram dois aumentos na produção diária: primeiro para 590 motores por dia e, recentemente, para 645 motores por dia (equação 11). Ambos aumentos foram sustentados também por resultado de simulações computacionais.
O último aumento da produção foi resultado das ações em cima da operação 2050 (montagem de casquilho e teste de torque) que passou de 130s para 122s de tempo de ciclo e das ineficiências da linha de montagem que passou de 9,5% para 5%:
𝐶𝑎𝑝𝑎𝑐𝑖𝑑𝑎𝑑𝑒 𝑑𝑒 𝑃𝑟𝑜𝑑𝑢çã𝑜 𝐷𝑖á𝑟𝑖𝑎 =𝑇𝑒𝑚𝑝𝑜 𝑑𝑒 𝑃𝑟𝑜𝑑𝑢çã𝑜
𝑇𝑒𝑚𝑝𝑜 𝑑𝑒 𝐶𝑖𝑐𝑙𝑜 𝑑𝑎 𝑒𝑠𝑡𝑎çã𝑜 𝑚𝑎𝑖𝑠 𝑙𝑒𝑛𝑡𝑎 × 𝑈𝑝𝑡𝑖𝑚𝑒 (11)
𝐶𝑎𝑝𝑎𝑐𝑖𝑑𝑎𝑑𝑒 𝑑𝑒 𝑃𝑟𝑜𝑑𝑢çã𝑜 𝐷𝑖á𝑟𝑖𝑎 = 23ℎ × 3600𝑠
122𝑠 × 95% = 645 𝑚𝑜𝑡𝑜𝑟𝑒𝑠
Gráfico 7 – Aumento da produção
Ao longo do estudo a linha de montagem de motores melhorou sua eficiência e produtividade. Dentre todas as ações não houve investimento. Foram trabalhos realizados utilizando os recursos disponíveis na própria empresa capazes de aumentar a produção em 23% em menos de um ano.
5. CONCLUSÕES
Dentro do objetivo deste trabalho de dimensionar e otimizar a capacidade produtiva de uma linha de montagem, as ferramentas utilizadas mostraram ser eficientes. Acompanhada de uma confiável coleta de dados e capacitadas análises, a Teoria das Restrições e a simulação computacional suportaram e direcionaram as decisões que levaram ao aumento de produção.
O conhecimento proporcionado pelo levantamento da real capacidade produtiva foi determinante ao fornecer segurança para o aumento da meta de produção da linha
522
554
590
645
108 108 108 108
0
50
100
150
200
250
300
350
400
450
500
2013 até Julho/2016 Setembro/2016 Dezembro/2016 Abril/2017
400
450
500
550
600
650
700
Mo
tore
s/d
iaProdução Diária Operadores
23%

25
de montagem. A Teoria das Restrições forneceu conhecimento novo sobre os gargalos da linha e direções para melhor explorá-los.
As constantes análises e melhorias também favoreceram a detecção de problemas que antes eram ocultos pela subutilização da capacidade produtiva da linha de montagem. Problemas como desbalanceamento da linha, pequenas falhas no scanner e re-testes só começaram a ser notados quando os gargalos foram analisados e a produção foi aumentada.
As informações e conhecimentos provenientes deste trabalho foram capazes não só de suportar um aumento de produção de 23%, como deixar estruturado uma ação de Melhoria Contínua (Kaizen): a aplicação da Teoria das Restrições através do sistema PT-PM&C e da simulação computacional.
Para futuros trabalhos ficou evidente a subutilização, principalmente na empresa em questão, de recursos disponíveis como a simulação computacional. Tal ferramenta se mostrou eficaz e extremamente útil para assegurar os resultados de possíveis mudanças, sendo inclusive solicitada para ser aplicada em outras unidades da empresa.
6. REFERÊNCIAS BIBLIOGRÁFICAS
- ALVAREZ, R. dos R.; JR, J. A. V. A. Takt-Time: Conceitos e Contextualização dentro do Sistema Toyota de Produção. Gestão & Produção, 2001.
- BENBASAT, I.; GOLDSTEIN, D. K.; MEAD, M. The case research strategy in studies of information systems. MIS Quarterly, p. 369-386, 1987.
- COX III, J.F.; SPENCER, M. S. Manual da Teoria das Restrições. Porto Alegre: Bookman, 2002.
- DENZIN, Normam K.; LINCON, Yvonna S. O Planejamento da Pesquisa Qualitativa: Teorias e Abordagens. 2º Edição.Porto Alegre: Artmed, 2006.
- GAITHER, N.; FRAZIER, G. Administração da Produção e Operações. São Paulo: Thomson Learning, 2002.
- GOLDRATT, E. M.; COX, J. A meta: um processo de melhoria contínua. 2ª ed. São Paulo: Nobel, 2002.
- GUERREIRO, R.; A Meta da Empresa – Seu Alcance sem Mistérios. 2ª ed. São Paulo: Atlas, 1999.
- KRAJEWSKI, Lee, RITZMAN, Larry, MALHOTRA, Manoj. Administração de produção e operações. 8. ed. São Paulo: Pearson, reimp. 2012.
- LAW, A.; KELTON, D. Simulation modeling and analysis. 5ª ed. New York, McGraw-Hill, 2014.
- MORTIMER, A. A lean route to manufacturing survival, Journal Assembly Automation, Manchester, v. 26, n. 4, p. 265-272, 2006.
- NOREEN, E.; SMITH, D.; MACKEY, J. T. A teoria das restrições e suas implicações na contabilidade gerencial. Trad. Claudiney Fullmann. São Paulo: Educator, 1996

26
- OVERALL EQUIPMENT EFFECTIVENESS <<http://www.oee.com/ >> Acesso em 20 out. 2016.
- ROTHER, M.; SHOOK, J. Aprendendo a Enxergar. Mapeando o fluxo de valor para agregar valor e eliminar o desperdicio. São Paulo: Lean Institute Brasil, 2012.
- SLACK, N. et al. Administração da Produção. 2a. ed. São Paulo: Atlas, 2002.
- VIANNA, I. O. A. Metodologia do Trabalho Cientifico: Um Enfoque Didático da Produção Cientifica. São Paulo: Editora Pedagógica e Universitária, 2001.
- ZUPAN, H.; HERAKOVIC, N., Production line balancing with discrete event simulation: A case study, IFAC-PapersOnLine, Volume 48, Issue 3, 2015, p.2305-2311, ISSN 2405-8963. Disponível em: <http://dx.doi.org/10.1016/j.ifacol.2015.06.431>. Acesso em 26 março 2017.
- ŞIMŞIT, Z.; GÜNAY, N; VAYVAY, Ö. Theory of Constraints: A Literature Review, Procedia - Social and Behavioral Sciences, Volume 150, 2014, p.930-936, ISSN 1877-0428. Disponível em: <http://dx.doi.org/10.1016/j.sbspro.2014.09.104>. Acesso em 26 março 2017.

27
18
19
20
21
22
23
24
25
20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50
JPH
Pallets
Número de Pallets JPH
20 19.8
21 20.7
22 21.6
23 21.9
24 22.5
25 23
26 23.2
27 23.4
28 23.69
29 23.95
30 24.07
31 24.17
32 24.17
33 24.39
34 24.39
35 24.39
36 24.39
37 24.39
38 24.39
39 24.39
40 24.39
41 24.39
42 24.39
43 24.39
44 24.39
45 24.26
46 24.21
47 24.17
48 24.13
49 24.08
50 24.08
ANEXO A – Relatório da otimização do número de pallets
Otimização do Número de Pallets
Capacidade de pallets na Linha: 69 pallets
- Método heurístico
Aproximadamente, o número ideal de pallet pode ser dado pela fórmula heurística:
P=l/(c*s)+m
Onde
P = número de pallets recomendado
l = comprimento da linha em metros
c = tempo de ciclo da estação mais lenta (segundos)
s = velocidade do conveyor (m/s)
m = número de máquinas (não estações)
P = 215m + 30 = 36,2 = 37 pallets
(128s x 0,27m/s)
No entanto, essa formula é somente uma aproximação. Para uma linha mais complexa a melhor forma de determinar o
número ideal de pallets é a simulação.
- Através da Simulação
*JPH = Jobs Per Hour (motores por hora)