Embed Size (px)
Citation preview

Facultad de Ingeniería
Ingeniería Mecatrónica
Tesis:
“Diseño de un sistema automático de
control y registro de temperatura para el
proceso de pasteurización en la industria
alimentaria”
Autor: Pedro Anderson Herrera Paria
para optar el Título Profesional de
Ingeniero Mecatrónico
Asesor: Mg. Pedro Portillo Mendoza
Lima – Perú
2019

ii
DEDICATORIA
A mis padres Pedro y Lelys,
Por la confianza y el esfuerzo depositado.

iii
AGRADECIMIENTOS
A mis padres, Pedro Herrera López y Lelys
Paria Bruno, que con todo su apoyo
incondicional soy lo que ellos siempre han
anhelado.
Al asesor de tesis Mg. Pedro Portillo
Mendoza por su apoyo, enseñanza y
disposición para desarrollar este trabajo de
investigación.
A mis amigos, que me apoyan para seguir
creciendo como persona y profesional.

iv
RESUMEN
El objeto de estudio de la presente investigación es el diseño de un sistema automatizado
de control que integra el registro de temperatura en el proceso de pasteurización, con la
finalidad de asegurar el procedimiento de fabricación, estándares de calidad y
comercialización en las empresas alimenticias. Para la elaboración del diseño se utilizó el
método “A Guide to the Project Management Body of Knowledge” o PMBOK, con el
propósito de integrar 10 áreas de conocimiento y 5 grupos de procesos, para conseguir un
diseño de ingeniería estándar del sistema desarrollado.
Toda vez, que las empresas que fabrican alimentos como néctares y pulpas de frutas
realizan el control y registro de temperatura de forma independiente, desacoplada del
sistema automatizado; la presente propuesta consiste en un sistema de control mediante
Autómata Programable PLC, con programación de algoritmos PID organizados en un
sistema SCADA para el monitoreo, control y registro de la temperatura. Todo esto, en un
solo sistema de control automático tipo lazo cerrado, que además permite generar reportes
en tiempo real, así como históricos en archivos EXCEL para la gestión de la producción,
facilitando el análisis de datos y sirviendo de sustento para la trazabilidad que el proceso
requiere para ser auditable.
Los resultados del diseño que se obtuvieron utilizando el Software TIA PORTAL para la
simulación del proceso y el sistema SCADA HMI, demostraron que esta propuesta permitió
optimizar el proceso de producción para cumplir con los estándares de comercialización,

v
evidenciándose el comportamiento del proceso de pasteurización en tiempo real. Así,
tomando como set point 75°C, límite inferior 70°C y límite superior 80°C, para un
determinado producto (néctar), toda la producción que se encuentra fuera de los límites
configurados, se regresa al primer tanque de almacenamiento, para después volver a
pasteurizarse correctamente. El diseño permitió que, para temperaturas fuera de ese
rango, no hay acceso posible al cambio del valor de la variable del proceso, ya que éste se
comporta dependiendo del estado en que se encuentra el pasteurizador; a menos que se
deba modificar el código del PLC, y es así como se asegura la producción.
Palabras Clave: Control de temperatura. Reporte automatizado, PID. SCADA, Producción
automatizada de néctares.

vi
ABSTRAC
The object of study of the present investigation is the design of an automated control system
that integrates the temperature register in the pasteurization process, with the purpose of
ensuring the manufacturing procedure, quality standards and commercialization in food
companies. The “A Guide to the Project Management Body of Knowledge” or PMBOK
method was used to elaborate the design, with the purpose of integrating 10 knowledge
areas and 5 process groups, to achieve a standard engineering design of the developed
system.
Every time, that the companies that manufacture food like nectars and pulps of fruits realize
the control and registry of temperature of independent form, decoupled of the automated
system; This proposal consists of a control system by PLC Programmable PLC, with
programming of PID algorithms organized in a SCADA system for monitoring, control and
recording of temperature. All this, in a single closed loop type automatic control system,
which also allows generating real-time reports, as well as historical EXCEL files for
production management, facilitating data analysis and supporting the traceability of the
process required to be auditable.
The results of the design that were obtained using the TIA PORTAL Software for the
simulation of the process and the SCADA HMI system, showed that this proposal allowed
to optimize the production process to comply with the marketing standards, demonstrating
the behavior of the pasteurization process in time real. Thus, taking as a set point 75 ° C,

vii
lower limit 70 ° C and upper limit 80 ° C, for a given product (nectar), all the production that
is outside the configured limits, returns to the first storage tank, and then correctly
pasteurized again. The design allowed that, for temperatures outside that range, there is no
possible access to the change in the value of the process variable, since it behaves
depending on the state of the pasteurizer; unless the PLC code must be modified, and this
is how production is ensured.
Keywords: Temperature control. Automated report, PID. SCADA, Automated production
of nectars.
viii
ix
INDICE GENERAL
DEDICATORIA ...................................................................................................................... ii
AGRADECIMIENTOS .......................................................................................................... iii
RESUMEN ............................................................................................................................ iv
ABSTRAC ............................................................................................................................ vi
INDICE GENERAL ............................................................................................................... ix
INDICE FIGURAS .............................................................................................................. xiv
INDICE TABLAS ................................................................................................................ xix
INDICE DE ECUACIONES ................................................................................................. xx
INTRODUCCION ................................................................................................................ xxi
CAPITULO 1........................................................................................................................ 22
ASPECTOS GENERALES ................................................................................................. 22
1.1 Definición del problema.............................................................................................. 22
1.1.1 Descripción del problema...................................................................................... 22
1.1.2 Formulación del problema..................................................................................... 23
1.1.2.1 Problema general ............................................................................................. 23
1.1.2.2 Problemas específicos ..................................................................................... 24
1.2 Definición de objetivos ............................................................................................... 24
1.2.1 Objetivo general .................................................................................................... 24
1.2.2 Objetivos específicos ............................................................................................ 24
1.3 Alcances y limitaciones .............................................................................................. 24
1.3.1 Alcances ................................................................................................................ 24
1.3.2 Limitaciones........................................................................................................... 25
1.4 Hipótesis ..................................................................................................................... 25
1.4.1 Hipótesis general ................................................................................................... 25
1.4.2 Hipótesis específicas............................................................................................. 25
1.5 Justificación ................................................................................................................ 26
1.5.1 Justificación práctica ............................................................................................. 26
1.5.2 Impacto económico ............................................................................................... 26

x
1.5.3 Impacto tecnológico .............................................................................................. 26
1.5.4 Impacto social........................................................................................................ 26
1.5.5 Impacto ambiental ................................................................................................. 27
1.6 Estado del arte ........................................................................................................... 27
1.6.1 Estado del arte técnico .......................................................................................... 27
1.6.2 Estado del arte tecnológico ................................................................................... 32
CAPITULO 2........................................................................................................................ 33
CAPITULO 2: BASES TEORICAS..................................................................................... 33
2.1 Fundamentos teóricos................................................................................................ 33
2.1.1 Automatización ...................................................................................................... 33
2.1.2 Control de lazo abierto .......................................................................................... 34
2.1.3 Control de lazo cerrado ......................................................................................... 35
2.1.4 Elementos de un sistema automatizado industrial ............................................... 35
2.1.4.1 Sensor ............................................................................................................... 35
2.1.4.2 Sensor de temperatura PT100 ......................................................................... 36
2.1.4.3 Actuador............................................................................................................ 37
2.1.4.4 Planta ................................................................................................................ 38
2.1.5 Proceso automatizado........................................................................................... 39
2.1.6 Variable del proceso.............................................................................................. 39
2.1.7 Variable de referencia ........................................................................................... 39
2.1.8 Controladores industriales..................................................................................... 39
2.1.9 Controlador Lógico Programable .......................................................................... 40
2.1.10 Tipos de PLC ......................................................................................................... 41
2.1.11 Estructura de un PLC ............................................................................................ 41
2.1.12 Entradas digitales .................................................................................................. 42
2.1.13 Entradas analógicas .............................................................................................. 43
2.1.14 Salidas digitales..................................................................................................... 43
xi
2.1.15 Salidas analógicas................................................................................................. 43
2.1.16 Fuente de alimentación ......................................................................................... 43
2.1.17 Procesador ............................................................................................................ 44
2.1.18 Memoria ................................................................................................................. 44
2.1.19 Tipos de memoria .................................................................................................. 44
2.1.19.1 Memoria de instrucciones programadas .......................................................... 44
2.1.19.2 Memoria de tablas ............................................................................................ 45
2.1.19.3 Memoria del sistema......................................................................................... 45
2.1.19.4 Memoria externa ............................................................................................... 45
2.1.20 Funcionamiento de un PLC................................................................................... 45
2.1.20.1 Autodiagnóstico ................................................................................................ 46
2.1.20.2 Lectura de la interfaz de entradas.................................................................... 46
2.1.20.3 Lectura y ejecución de las instrucciones del programa ................................... 46
2.1.20.4 Revisión de la interfaz de comunicación.......................................................... 46
2.1.20.5 Revisión a los registros de la interfaz de salida............................................... 46
2.1.21 Comunicación industrial ........................................................................................ 46
2.1.22 SCADA .................................................................................................................. 48
2.1.23 PID ......................................................................................................................... 49
2.1.24 Registrador de temperatura .................................................................................. 49
2.1.25 Termo-registrador circular DR4300 ...................................................................... 50
2.1.26 Producción de pulpa de fruta ................................................................................ 52
2.1.27 Proceso de producción de pulpa de fruta ............................................................. 53
2.1.28 Pasteurización ....................................................................................................... 54
2.1.29 Producción sin registrador de temperatura........................................................... 55
2.1.30 Producción con registrador de temperatura ......................................................... 55
CAPITULO 3........................................................................................................................ 56

xii
CAPITULO 3: DESARROLLO DE LA SOLUCION ........................................................... 56
3.1 Tipo de investigación ................................................................................................. 56
3.2 Metodología propuesta .............................................................................................. 56
3.3 Análisis del sistema actual ......................................................................................... 58
3.3.1 Control del sistema actual ..................................................................................... 58
3.3.1.1 Modelado topológico de control del sistema actual ......................................... 60
3.3.1.2 Modelado físico del sistema actual .................................................................. 60
3.3.1.3 Modelado matemático del sistema actual ........................................................ 61
3.4 Análisis del control de la nueva propuesta: Diseño del controlador PID .................. 74
3.4.1 Diagrama P&ID del sistema propuesto................................................................. 79
3.4.2 Diagrama instrumental del sistema propuesto ..................................................... 80
3.4.3 Programación del sistema propuesto ................................................................... 81
3.4.4 SCADA .................................................................................................................. 94
3.4.5 Criterios de selección ............................................................................................ 97
3.4.5.1 Selección de del sensor ................................................................................... 97
3.4.5.2 Selección de la válvula de 3 vías ..................................................................... 98
3.4.5.3 Selección de electroválvula .............................................................................. 99
3.4.5.4 Selección del PLC .......................................................................................... 100
CAPITULO 4...................................................................................................................... 101
CAPITULO 4: RESULTADOS .......................................................................................... 101
RESULTADO 1 ................................................................................................................. 101
RESULTADO 2 ................................................................................................................. 105
RESULTADO 3 ................................................................................................................. 108
RESULTADO 4 ................................................................................................................. 110
CONCLUSIONES .............................................................................................................. 114
RECOMENDACIONES ..................................................................................................... 116
BIBLIOGRAFIA ................................................................................................................. 118
xiii
ANEXOS ............................................................................................................................ 122
ANEXO I. CONFIGURACION DE PROGRAMACION DEL PLC .................................... 123
ANEXO II. DISEÑO DEL SISTEMA SCADA ................................................................... 129
ANEXO III. PROCESO FUERA DE ESPECIFICACION .................................................. 145
ANEXO IV. PROCESO DENTRO DE ESPECIFICACION............................................... 146
ANEXO V. PID................................................................................................................... 147
ANEXO VI. REPORTES.................................................................................................... 148
ANEXO VII. VARIABLES PLC ......................................................................................... 149
ANEXO VIII. VARIABLES SCADA................................................................................... 150
ANEXO IX. REPORTE EXCEL ......................................................................................... 151
ANEXO X. CODIGO REPORTE ....................................................................................... 152
ANEXO XI. METODOLOGÍA PMBOK PARA EL DISEÑO DEL SISTEMA
AUTOMATIZADO DE CONTROL Y REGISTRO EN LA PASTEURIZACION ............... 154
ANEXO XII. DATOS DEL COMPORTAMIENTO DE LA TEMPERATURA EN UN
SISTEMA DE PASTEURIZACION ................................................................................... 155
xiv
INDICE FIGURAS
Figura 1. Diagrama del sistema automático para la pasteurización de productos ............ 28
Figura 2. Pantalla de un SCADA en Kimberly Clark Costa Rica ........................................ 30
Figura 3. Niveles de automatización. .................................................................................. 34
Figura 4. Control de lazo abierto. ........................................................................................ 34
Figura 5. Control de lazo cerrado........................................................................................ 35
Figura 6. Comportamiento del sensor TP100 ..................................................................... 36
Figura 7. Sensor de temperatura PT-100 ........................................................................... 37
Figura 8. Simbología eléctrica del sensor ........................................................................... 37
Figura 9. Actuadores hidráulicos de 2 y 3 vías ................................................................... 38
Figura 10. Simbología Actuadores hidráulicos de 3 vías ................................................... 38
Figura 11. PLC S7-1200 CPU 1214C AC/DC/RLY............................................................. 41
Figura 12. Estados operativos de la CPU ........................................................................... 45
Figura 13. Topología de bus de campo PROFINET ........................................................... 48
Figura 14. Termo registrador circular de Honeywell ........................................................... 50
Figura 15. Registro de papel circular .................................................................................. 51
Figura 16. Dimensionamiento del termo-registrador Honeywell DR4300 .......................... 52
Figura 17. PMBOK Diseño sistema de control y registro de la temperatura. .................... 57
Figura 18. Diagrama de flujo del proceso – PFD................................................................ 58
Figura 19. Registro del termo-registrador en papel circular ............................................... 59
Figura 20. Modelado topológico del sistema ...................................................................... 60
Figura 21. Modelado físico del sistema............................................................................... 60
Figura 22. Diagrama de un servo sistema .......................................................................... 61
Figura 23. Diagrama de bloques de un servo sistema ....................................................... 62
Figura 24. Diagrama de bloque del servo sistema simplificado ......................................... 64
Figura 25. Diagrama de bloque del sistema primer orden ................................................. 64
Figura 26. Diagrama de bloque del sistema de pasteurizado ............................................ 65
xv
Figura 27. Curva de desviación permitida del sensor TP100............................................. 66
Figura 28. Comportamiento de la función de transferencia del proceso............................ 68
Figura 29. Polos dominantes............................................................................................... 69
Figura 30. Mp - Overshoot(%) de la función de transferencia............................................ 70
Figura 31. Ts – settling time(s) de la función de transferencia........................................... 71
Figura 32. Función de transferencia del sistema con reducción a dos polos .................... 73
Figura 33. Sistema de pasteurizado con control PID ......................................................... 74
Figura 34. Diagrama de bloques función reducida a segundo orden ................................ 77
Figura 35. Curva representativa de la planta ...................................................................... 77
Figura 36.Diagrama de bloques de función reducida a segundo orden con PID .............. 78
Figura 37. Curva característica de la función reducida a segundo orden con control PID 78
Figura 38. Curva de las funciones de transferencia de segundo y tercer orden ............... 79
Figura 39. P&ID del sistema de pasteurización .................................................................. 79
Figura 40. Conexión del PLC .............................................................................................. 80
Figura 41. Diagrama de flujo del control y registro del sistema de pasteurizado .............. 81
Figura 42. Selección del PLC Siemens............................................................................... 81
Figura 43. Ajuste de la dirección IP en la interfaz PROFINET ........................................... 82
Figura 44. Creación de variables en el PLC ....................................................................... 82
Figura 45. Creación bloque FUNCION ............................................................................... 83
Figura 46. Configuración del bloque FUNCION, BD TT01 ................................................. 84
Figura 47. Bloque de función: SCALE ................................................................................ 84
Figura 48. Escalamiento lineal ............................................................................................ 85
Figura 49. Segmento escalamiento de datos analógicos ................................................... 86
Figura 50. Bloque de organización: Cycle Interrupt............................................................ 87
Figura 51. Bloque de programa Cycle Interrupt.................................................................. 88
Figura 52. Bloque de programa Cycle Interrupt: PID_Compact ......................................... 88
Figura 53. Bloque de programa Cycle Interrupt: PID_Compact BD: TIC01....................... 89

xvi
Figura 54. Bloque PID_Compact: TIC01............................................................................. 89
Figura 55. Marca de datos para prueba de valores ............................................................ 90
Figura 56. Forzar datos de prueba...................................................................................... 90
Figura 57. Dato forzado 16824............................................................................................ 91
Figura 58. Dato forzado 16824 a 60°C ............................................................................... 91
Figura 59. Bloque FUNCION: Secuencia............................................................................ 92
Figura 60. Diagrama LADDER de la secuencia.................................................................. 93
Figura 61. MAIN del Proyecto ............................................................................................. 93
Figura 62. Configuración de variables PLC al ONLINE TREND CONTROL Proceso....... 94
Figura 63. Diseño del proceso de pasteurización............................................................... 94
Figura 64. Sintonización de variables PID SCADA ............................................................ 95
Figura 65. ONLINE TABLE CONTROL Reporte................................................................. 96
Figura 66. Curva representativa del control de la electroválvula ....................................... 99
Figura 67. Variable del proceso dentro de especificación ................................................ 102
Figura 68. Proceso de pasteurización dentro de parámetros estándar ........................... 103
Figura 69. Variable del proceso fuera de especificaciones .............................................. 103
Figura 70. Variable del proceso fuera de parámetros estándar ....................................... 104
Figura 71. Variable de temperatura controlada ................................................................ 104
Figura 72. Configuración manual de la salida del controlador ......................................... 105
Figura 73. Curva representativa del control PID............................................................... 106
Figura 74. Registro de temperatura por el control PID ..................................................... 107
Figura 75. Configuración de toma de datos del sistema .................................................. 108
Figura 76. Tiempo de registro de datos de temperatura al reporte.................................. 109
Figura 77. Proceso de pasteurización controlada ............................................................ 109
Figura 78. Registro de datos en tiempo real ..................................................................... 110
Figura 79. Generación de reporte en intervalos de fecha y tiempo ................................. 111
Figura 80. Creación del proyecto en TIA Portal V.14 ....................................................... 123
xvii
Figura 81. Configuración de dispositivos en el proyecto “Registrador” ............................ 123
Figura 82. Nivel de acceso: acceso completo .................................................................. 124
Figura 83. Permisos de PUT/GET del interlocutor remoto ............................................... 124
Figura 84. Variables PLC .................................................................................................. 125
Figura 85. Vinculación DB:TT01 con DB: TIC01 .............................................................. 125
Figura 86. Configuración PID: Temperatura ..................................................................... 126
Figura 87. Configuración PID: Input/Output ...................................................................... 126
Figura 88. Configuración PID: Input/Output entre Bloques .............................................. 126
Figura 89. Límites del valor de salida ............................................................................... 127
Figura 90. Escala del valor real ......................................................................................... 127
Figura 91. Parámetros PID................................................................................................ 128
Figura 92. Proyecto REGISTRO_TEMP ........................................................................... 129
Figura 93. Configuración del sistema SCADA .................................................................. 129
Figura 94. Dispositivo SIMATIC S71200 al SCADA ......................................................... 130
Figura 95. Conexión del dispositivo SIMATIC S71200 al SCADA ................................... 130
Figura 96. Conexión Protocolo Internet SCADA............................................................... 131
Figura 97. Configuración IP del PLC................................................................................. 131
Figura 98. Contraseña PLC al SCADA ............................................................................. 132
Figura 99. Lectura de variables del PLC........................................................................... 132
Figura 100. Variables vinculadas del PLC al SCADA....................................................... 133
Figura 101. Selección de variables PLC al SCADA ......................................................... 133
Figura 102. Guardar selección de variables ..................................................................... 134
Figura 103. Visualización de variables vinculadas ........................................................... 134
Figura 104. Graphics designer .......................................................................................... 135
Figura 105. Editor de objetos estándar ............................................................................. 135
Figura 106. I/O Field .......................................................................................................... 136
Figura 107. Vinculación de cada variable con los I/O Field.............................................. 136

xviii
Figura 108. Configuración de tiempo de actualización de datos I/O ................................ 137
Figura 109. Configuración de campos de ingreso y visualización de datos .................... 137
Figura 110. ONLINE TREND CONTROL Proceso ........................................................... 138
Figura 111. Visor de activación y desactivación de válvula ............................................. 138
Figura 112. Diseño del proceso de pasteurización con visor ON/OFF ............................ 139
Figura 113. Configuración de color ON/OFF .................................................................... 139
Figura 114. Vinculación de variable PROCESO_STATE ................................................. 139
Figura 115. Selección de variable PROCESO_STATE.................................................... 140
Figura 116. Configuración de variable PROCESO_STATE ON/OFF .............................. 140
Figura 117. Agregar campos I/O PID ................................................................................ 141
Figura 118. ONLINE TREND CONTROL PID .................................................................. 141
Figura 119. Vinculación de variables PID al SCADA........................................................ 142
Figura 120. Configuración de variables ONLINE TREND CONTROL PID ...................... 142
Figura 121. Selección de variables PID ............................................................................ 143
Figura 122. Selección de variables para el REPORTE .................................................... 143
Figura 123. Configuración REPORTE .............................................................................. 144
Figura 124. Vista código Visual Basic para generación de código .................................. 144
Figura 125. Vista SCADA PROCESO: Variable de temperatura fuera de los parámetros
establecidos ....................................................................................................................... 145
Figura 126. Vista SCADA PROCESO: Variable de temperatura dentro de los parámetros
establecidos ....................................................................................................................... 146
Figura 127. Vista SCADA PID: Configuración sintonización PID ..................................... 147
Figura 128. Vista SCADA REPORTE: Configuración y sintonización PID ...................... 148
Figura 129. Variables finales del PLC ............................................................................... 149
Figura 130. Variables totales SCADA ............................................................................... 150

xix
INDICE TABLAS
Tabla 1. Características Físicas – Químicas de diferentes frutas ...................................... 29
Tabla 2. Registradores de temperatura para la pasteurización ......................................... 32
Tabla 3. Estructura del PLC S7-1200 SIEMENS ................................................................ 42
Tabla 4. Atributos de los PLC: Familia S7-1200 ................................................................. 44
Tabla 5. Comparación de utilidades de los sistemas de comunicación ............................. 47
Tabla 6. Escalamiento de datos analógicos PLC ............................................................... 85
Tabla 7. Selección del sensor de temperatura ................................................................... 97
Tabla 8. Selección del actuador 3 vías ............................................................................... 98
Tabla 9. Selección de la electroválvula ............................................................................... 99
Tabla 10. Selección del PLC ............................................................................................. 100
Tabla 11. Parámetros ejemplo para proceso .................................................................... 102
Tabla 12. Comparación de resultados 1 ........................................................................... 105
Tabla 13. Comparación de resultados 2 ........................................................................... 107
Tabla 14. Ejecución de funciones matemáticas................................................................ 108
Tabla 15. Comparación de resultados 3 ........................................................................... 109
Tabla 16. Registro de temperatura en EXCEL ................................................................. 111
Tabla 17. Comparación de resultados 4 ........................................................................... 112
Tabla 18. Comparación de registros de temperatura ....................................................... 112
Tabla 19. Reporte temperaturas ....................................................................................... 151
Tabla 20. PMPOK - Diseño de un sistema automatizado para el control y registro ........ 154
xx
INDICE DE ECUACIONES
Ecuación 1. Formulación PID, Ogata (2010) ...................................................................... 49
Ecuación 2. Fuerza electromotriz, Ogata (2010) ................................................................ 62
Ecuación 3. Ecuación diferencial para el circuito inducido, Ogata (2010) ......................... 62
Ecuación 4. Ecuación de equilibrio par, Ogata (2010) ....................................................... 62
Ecuación 5. Relación circuito inducido y equilibrio par, Ogata (2010) ............................... 63
Ecuación 6. Razón de engranajes del tren de engranajes, Ogata (2010) ......................... 63
Ecuación 7. Función de transferencia GA(s) del servomotor .............................................. 63
Ecuación 8. Función de transferencia G(s) simplificada .................................................... 64
Ecuación 9. Función de transferencia para sistemas térmicos, Ogata (2010) .................. 64
Ecuación 10. Ganancia Ks relación temperatura / voltaje .................................................. 65
Ecuación 11. Función de transferencia del sistema pasteurizado con ganancia K ........... 65
Ecuación 12. Constante del sensor TP100......................................................................... 66
Ecuación 13. Multiplicación de funciones de transferencia ................................................ 66
Ecuación 14. Función de transferencia del sistema pasteurizado ..................................... 66
Ecuación 15. Relación de respuesta a una rampa unitaria de un sistema de primer orden
............................................................................................................................................. 67
Ecuación 16. Función de transferencia de 3 orden ............................................................ 67
Ecuación 17. Función de transferencia retroalimentada .................................................... 68
Ecuación 18. Consideraciones para polos dominantes...................................................... 69
Ecuación 19. Sistema en lazo cerrado, Ogata (2010) ........................................................ 71
Ecuación 20. Función de transferencia del sistema con reducción a dos polos................ 72
Ecuación 21. Función de transferencia del controlador PID .............................................. 74
Ecuación 22.Función de transferencia de la planta controlada con PID............................ 74
Ecuación 23. Polinomio característico del sistema ideal controlado.................................. 75
Ecuación 24. Interpolación de datos analógicos temperatura a número. .......................... 86
Ecuación 25. Interpolación de datos analógicos PLC. ....................................................... 86
xxi
INTRODUCCION
Los sistemas automatizados que integran el control, supervisión y registro de los procesos
de manufactura, permiten de manera remota a través de estaciones PC o HMI, el control
óptimo de la producción y lo más importante el registro de este en tiempo real e histórico.
La presente investigación consiste en el diseño de un sistema de supervisión y control, que
integre el registro de temperatura en la elaboración de alimentos mediante SCADA. Para
ello, se configura la programación en un controlador industrial de la familia Siemens y se
desarrolla las pantallas del SCADA, el cual contienen las siguientes vistas: producción, PID
y reporte.
En el tercer capítulo, se precisa el diseño del sistema SCADA. En la pantalla Producción,
se visualiza el comportamiento del sistema de pasteurización en tiempo real, también es
aquí en donde se configura los límites permitidos para el correcto procesamiento de
producción del alimento líquido, y el punto de referencia estándar esperado. En la pantalla
PID, se configura los parámetros del control PID, el cual permite la sintonización de las
ganancias. En Reporte se visualiza el comportamiento del proceso y se genera reportes de
históricos de la variable temperatura en rangos de fechas y horas.
El alcance obtenido es el desarrollo paso a paso de un sistema SCADA para el control y
registro de la variable temperatura en el proceso de Pasteurización de alimentos líquidos.
Por último, el presente trabajo está orientado para optimizar la producción y exportación
de alimentos líquidos con altos estándares de calidad en el Perú.

22
CAPITULO 1
ASPECTOS GENERALES
1.1 Definición del problema
1.1.1 Descripción del problema
En el Perú existen empresas dedicadas a la producción y exportación de alimentos líquidos
como pulpa de frutas; sin embargo, la mayoría opta por sistemas de control convencionales
para la producción de estas, por tal motivo la producción final no cumple con los estándares
necesarios para la certificación, como la ISO 9001. En la actualidad, la globalización es
parte de nuestra cultura, principalmente de la industria, es por ello por lo que los diversos
sistemas de las empresas extranjeras también sean utilizados en Perú, una de ellas y la
más provechosa es la automatización, sus beneficios en las industrias son muchos:
disminución de tiempos de ciclos de producción, incremento de la productividad, calidad y
confiabilidad, reducción de mermas y desperdicios, mejor utilización de los ambientes,
declinación de costos conversión, reducción de accidentes, entre otros. Por estos motivos
en estos tiempos tan competitivos es indispensable para toda industria automatizar sus
procesos, sistemas y maquinarias. (Piérola, 2017)
En el año 2017 las exportaciones incrementaron un 9% impulsada principalmente por el
sector agropecuario. Este sector representa para el Perú una actividad económica
significativa. Por ello, el gobierno deja a disposición programas como Sierra Exportadora y

23
Sierra Productiva que respaldan al crecimiento de industrias asociados a la agricultura
(Hernández, 2017).
El Perú es un país productor de una gran diversidad de frutas, que en muchos casos aún
son catalogadas como frutas exóticas para el resto del mundo (Loarte y Yali, 2015). Por
otro lado, el incremento del consumo de productos procesados se ve favorecido por la
creciente población hispana, la diversificación del gusto por consumir productos “étnicos”
y el aumento de restaurantes extranjeros (PROMPERÚ, 2010).
La producción de pulpa en el año 2013 tuvo como oferta nacional exportable el 26% de las
frutas congeladas, este porcentaje incluye a las pulpas de chirimoya y maracuyá, las cuales
fueron exportadas a Estados Unidos, con un peso neto de 1,820,730.99 Kg y un total de
ventas, a precio FOB, de 4,044,150 dólares (Loarte y Yali, 2015).
Entre el 2010 y 2015 las exportaciones de frutas reportaron un crecimiento de 236,0%,
acentuándose anualmente en promedio de 27,4%. Según El Instituto Nacional de
Estadística e Informática (INEI) en el 2016, en los periodos de enero a octubre, las frutas y
frutos comestibles se posicionaron en el primer lugar de los bienes no tradicionales más
exportados (INEI, 2016).
Por ello, La presente investigación tiene como propósito principal el diseño de control y
registro en el sistema de pasteurización para la pulpa de fruta, ya que esto permitirá que la
producción cumpla con los estándares exigidos por el mercado.
1.1.2 Formulación del problema
1.1.2.1 Problema general
¿En qué medida la integración de un sistema de control y registro de temperatura, en el
proceso de fabricación de alimentos líquidos, permitirá optimizar la producción para cumplir
con los estándares de comercialización?
24
1.1.2.2 Problemas específicos
• ¿En qué medida, la implementación de un programa con algoritmo PID mediante
PLC, asegura el control de la temperatura en el proceso de fabricación de alimentos
líquidos, que permita optimizar la producción para cumplir con los estándares de
comercialización?
• ¿Cómo diseñar un sistema de registro y control en el proceso de pasteurización
para asegurar la calidad del producto?
• ¿En qué medida crear registros en tiempo real e históricos de la producción en
archivos EXCEL garantiza la gestión de la producción?
1.2 Definición de objetivos
1.2.1 Objetivo general
Diseñar un sistema de control y registro de temperatura, para el proceso de fabricación de
alimentos líquidos, que permita optimizar la producción para cumplir con los estándares de
comercialización.
1.2.2 Objetivos específicos
• Diseñar el programa para el PLC, con algoritmo PID para el control de la
temperatura.
• Diseñar la interfaz SCADA para el monitoreo, control y registro del proceso de la
pasteurización.
• Crear registros en tiempo real e históricos de la producción en archivos EXCEL para
la gestión de la producción.
1.3 Alcances y limitaciones
1.3.1 Alcances
• Control del sistema de pasteurizado desde una estación PC o HMI.
• Regulación y parametrización del control PID desde el SCADA.
• Sistema automatizado con alto nivel de seguridad en almacenamiento de datos.

25
• Creación de registros auditables, no manipulables.
1.3.2 Limitaciones
• Los aspectos no considerados en la presente tesis para la producción de alimentos
líquidos son: el control y supervisión de dispositivos auxiliares ajenos al proceso de
pasteurización.
• Cálculo y diseño mecánico y eléctrico de la planta de procesamiento de producto.
• Añadir más variables de control desde la interfaz SCADA.
1.4 Hipótesis
1.4.1 Hipótesis general
La integración de un sistema de control y registro de temperatura, en el proceso de
fabricación de alimentos líquidos, permite la óptima producción con los estándares de
comercialización.
1.4.2 Hipótesis específicas
• Al programar un PLC con algoritmo PID se asegura el correcto el control de la
temperatura en el proceso de pasteurización, por ende, la calidad del producto
pasteurizado.
• El monitoreo, control y registro de la pasteurización en tiempo real a través de un
sistema SCADA certifica la producción como producto de buena calidad, apto para
el consumo.
• La creación de archivos, hojas de cálculos EXCEL con los datos de producción en
tiempo real e históricos garantiza el análisis y gestión de la producción.

26
1.5 Justificación
1.5.1 Justificación práctica
La presente investigación se realiza porque existe la necesidad de automatizar los
procesos como la pasteurización mediante un sistema de registro y monitoreo. La
información se obtendrá en tiempo real y en históricos del estado en que el producto se
encuentra en la etapa final y crítico del proceso.
Es por esto por lo que se da énfasis al correcto registro y control del proceso, y así tener
datos auditables para la certificación, confiabilidad y comercialización del producto final.
Por otro lado, el desarrollo del trabajo presentado se justifica en:
1.5.2 Impacto económico
El desarrollo de sistemas automáticos para almacenar información en tiempo real e
históricos, optimiza tiempos de trabajo, genera mayor versatilidad en el control de
inventario, y reduce la intervención de mecánica, por consiguiente, incrementa la eficiencia
en el proceso de manufactura, asimismo ofrece muchas oportunidades de mejora en la
productividad y rentabilidad.
1.5.3 Impacto tecnológico
Con el presente proyecto se incentiva la aplicación de la automatización en el sector
agroindustrial, ya que en la actualidad urge esta necesidad de optimizar las tareas de
manera eficiente. Este desarrollo son herramientas clave para la evolución de las
empresas, hoy en día, el uso de la automatización para el registro y almacenamiento
automático logra aumentar la competitividad, reducir tiempos de ciclo y reprocesos.
1.5.4 Impacto social
El presente proyecto aporta conocimientos de estandarización de procesos, conocimientos
técnicos y analíticos; algunas de estas desarrolladas en la carrera y otras aprendidas en el
trabajo. Por otro lado, introducir sistemas automatizados de control y registro en los

27
procesos de producción, agiliza la manufactura aumentando la confiabilidad de información
y disminuyendo los riesgos de accidentes y/o incidentes que atenten contra el bienestar
humano.
1.5.5 Impacto ambiental
El proyecto propuesto permite aprovechar el control y registro desde diferentes áreas de
trabajo, es decir que no necesariamente el usuario tiene que estar cerca al sistema de
pasteurización, si no también se puede aprovechar otros ambientes para llevar dichas
actividades de manera rápida y segura.
1.6 Estado del arte
1.6.1 Estado del arte técnico
La automatización en la industria se refiere a optimizar los procesos de producción, para
así disminuir la intervención del hombre, costos, conversión y obtener un mejor producto
final. (Dario, De la Fuente & Ecarnación, 2015).
Actualmente en el Perú las empresas contratan más personal para que todo el proceso de
fabricación se realice de la mejor manera, lo que resulta tiempo perdido, por lo tanto,
pérdidas económicas a la empresa (Mayorga, CEO de SDI), las empresas con procesos
de producción automatizados tienen un margen de error de 0.001% lo cual es una gran
diferencia respecto a las que no están automatizadas.
En estos últimos años, se inició un interés por automatizar los procesos de manufactura en
el Perú. Diversas empresas empezaron a introducir la automatización en sus procesos de
producción, por ejemplo, empresas del sector alimenticio, como las industrias exportadoras
de pulpa de fruta. (Piérola, 2017).
Un sector del norte de país, empresas pequeñas de exportación de pulpa de fruta, utilizan
registradores semiautomáticos circulares que recolectan datos mediante gráficas en papel
circular, haciendo uso de lápices que se desplazan por medio de agujas conectadas a un

28
motor eléctrico. Los problemas que tienen estos dispositivos son la calibración, cambio de
hojas de papel, cambio de lápices o marcadores y alto mantenimiento.
El “Diseño e implementación de máquina automática multifunciones para obtener
mermeladas, jugos de fruta y pulpa de fruta pasteurizada” de los ingenieros: Villalva Lenin
y Echeverría Eduardo, integra un sistema electrónico de control de temperatura por medio
de un PLC, el cual, mediante una secuencia programada, sensores y actuadores, permite
la adecuada pasteurización del producto.
Como se muestra en la Figura 1, un sistema automático para la pasteurización de
productos líquidos.
Figura 1. Diagrama del sistema automático para la pasteurización de productos
Fuente: (Villalva & Echeverria, 2012, p. 56)
El “Estudio del proceso de producción de pulpas de frutas combinadas pasteurizadas y
congeladas a mediana escala” del ingeniero Alvarado Landírez Eduardo, promueve el
estudio de la pasteurización como proceso fundamental para el tratamiento correcto de las
frutas, garantizando la inocuidad y seguridad del producto que se produzca. También
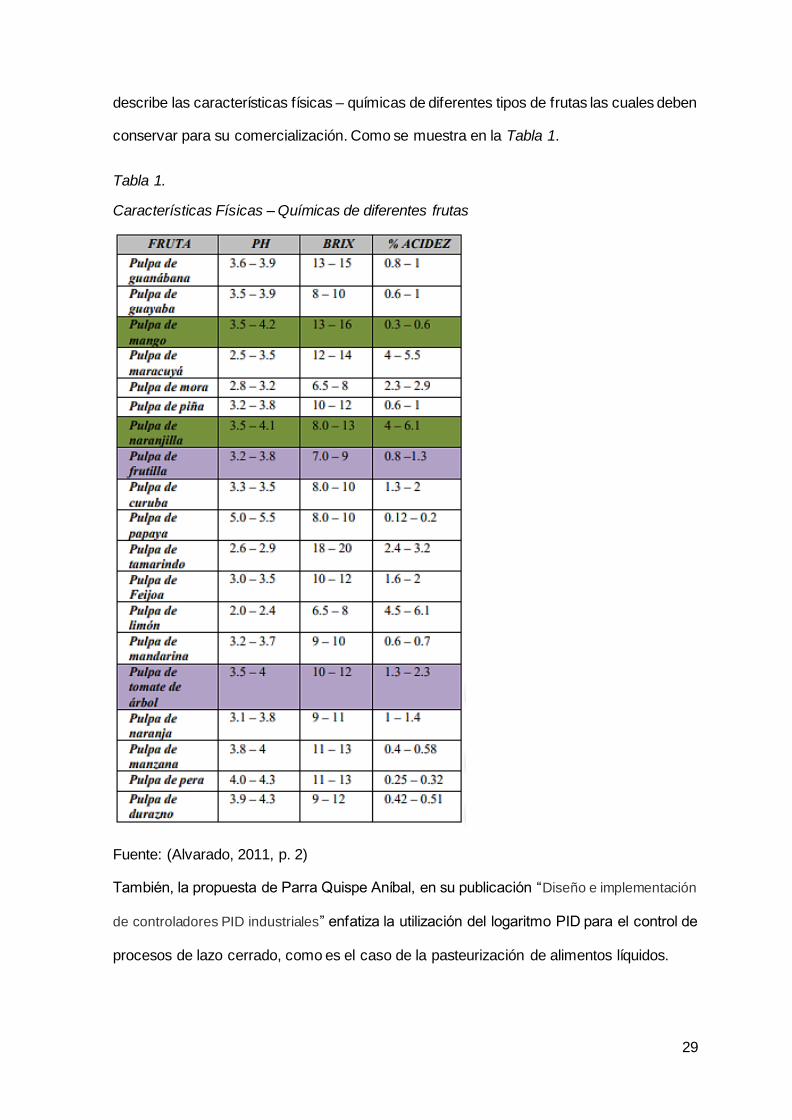
29
describe las características físicas – químicas de diferentes tipos de frutas las cuales deben
conservar para su comercialización. Como se muestra en la Tabla 1.
Tabla 1. Características Físicas – Químicas de diferentes frutas
Características Físicas – Químicas de diferentes frutas
Fuente: (Alvarado, 2011, p. 2)
También, la propuesta de Parra Quispe Aníbal, en su publicación “Diseño e implementación
de controladores PID industriales” enfatiza la utilización del logaritmo PID para el control de
procesos de lazo cerrado, como es el caso de la pasteurización de alimentos líquidos.

30
Es así como el ingeniero Pérez López Esteban, en su publicación “Los sistemas SCADA
en la automatización industrial” enfoca la relevancia de los sistemas de supervisión, control
y adquisición de datos, como pieza fundamental de la automatización de la manufactura
industrial actual.
Menciona que la implementación de un sistema SCADA permite al ser humano no
interactuar directamente con los procesos, sin la necesidad de asumir riesgos en la planta,
previniendo accidentes e incidentes, mejorando los tiempos de ciclo de fabricación,
eficiencia y calidad. A continuación, en la Figura 2, un ejemplo de sistema SCADA:
Figura 2. Pantalla de un SCADA en Kimberly Clark Costa Rica
Fuente: (Pérez, 2015, p. 10)

31
En la investigación “Planta agroindustrial de procesamiento de frutas para la exportación
del producto primario y derivados”, de Oliva Jairon, propone la implementación de plantas
de procesamiento de productos basados en frutas, las cuales tienen que pasar por un
procedimiento térmico o pasteurización, además, la implementación de plantas
agroindustriales también se propone en la publicación “Diseño, construcción e instalación
de una pulpeadora de frutas regionales para su uso en la industria alimentaria en la ciudad
de Iquitos”, de los ingenieros Ugarte Diego, Palomino Carlos, y Chota Elías.
Entonces la implementación de sistemas automáticos para la correcta producción de
productos en el Perú, tiene gran importancia; por ello la presente investigación se basa
principalmente en el tratamiento del sistema de pasteurización, para asegurar el grado de
calidad de los productos, como registrar los eventos de producción para una correcta
trazabilidad y certificación.
32
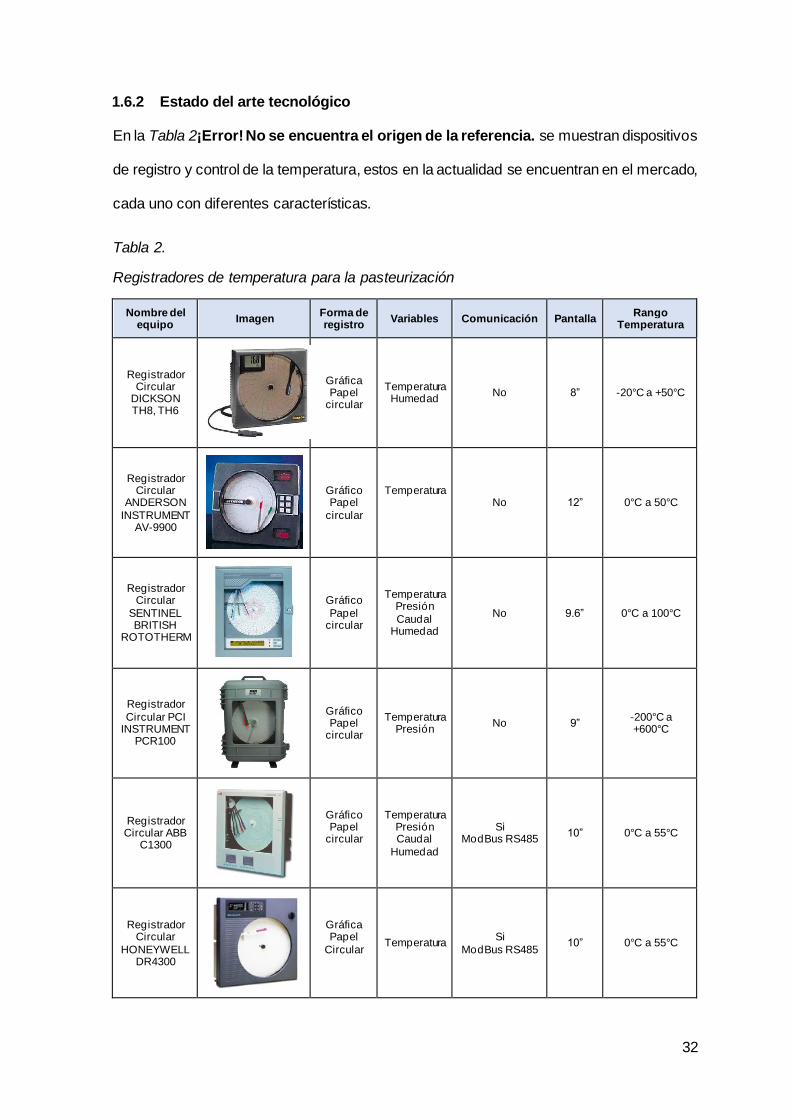
1.6.2 Estado del arte tecnológico
En la Tabla 2¡Error! No se encuentra el origen de la referencia. se muestran dispositivos
de registro y control de la temperatura, estos en la actualidad se encuentran en el mercado,
cada uno con diferentes características.
Tabla 2. Registradores de temperatura para la pasteurización
Registradores de temperatura para la pasteurización
Nombre del equipo
Imagen Forma de registro
Variables Comunicación Pantalla Rango
Temperatura
Registrador Circular
DICKSON TH8, TH6
Gráfica Papel
circular
Temperatura Humedad
No 8” -20°C a +50°C
Registrador Circular
ANDERSON
INSTRUMENT AV-9900
Gráfico Papel
circular
Temperatura
No 12” 0°C a 50°C
Registrador Circular
SENTINEL BRITISH
ROTOTHERM
Gráfico
Papel circular
Temperatura Presión
Caudal Humedad
No 9.6” 0°C a 100°C
Registrador
Circular PCI INSTRUMENT
PCR100
Gráfico Papel
circular
Temperatura Presión
No 9” -200°C a +600°C
Registrador Circular ABB
C1300
Gráfico Papel
circular
Temperatura Presión Caudal
Humedad
Si ModBus RS485
10” 0°C a 55°C
Registrador Circular
HONEYWELL DR4300
Gráfica Papel
Circular
Temperatura Si
ModBus RS485 10” 0°C a 55°C

33
Fuente: Elaboración propia
CAPITULO 2
BASES TEORICAS
2.1 Fundamentos teóricos
2.1.1 Automatización
La automatización hoy en día se ha posicionado como pilar importante en la industria
manufacturera. Los procesos automatizados generan una productividad eficaz,
asegurando los estándares de producción exigidos por el mercado.
Es así, que Romero (2009) define automatización como:
“El concepto de automatización se asocia con la eliminación o disminución de la participación humana en los diferentes procesos productivos teniendo en cuenta la aplicación de sistemas mecánicos, electrónicos y computarizados, con el fin de operar y controlar la producción con mayor eficiencia y eficacia”
Además, Pérez (2015) menciona que es un proceso que se ejecuta sin la intervención
continua de un operador, y un sistema SCADA apoya a esto, ya que permite el acceso
completo, control y visualización a través una pantalla de computador o interfaz humano
máquina. De esta forma los sistemas SCADA ofrecen una perspectiva integrada: recursos
34
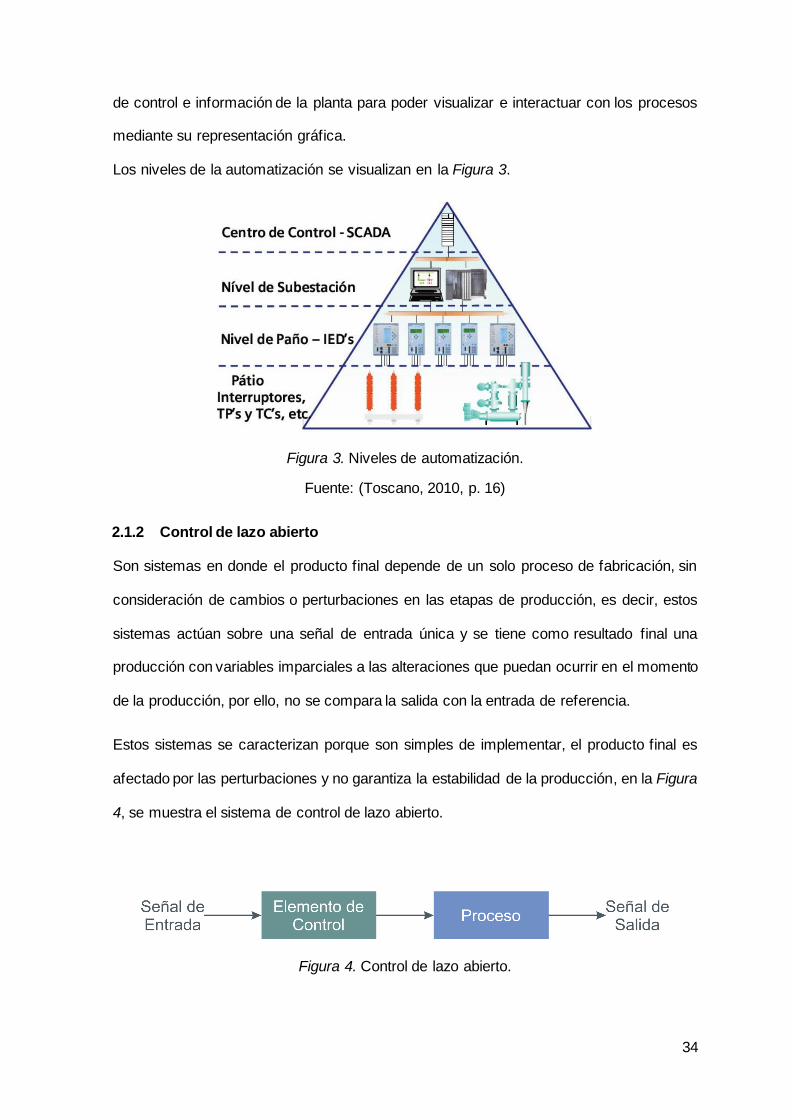
de control e información de la planta para poder visualizar e interactuar con los procesos
mediante su representación gráfica.
Los niveles de la automatización se visualizan en la Figura 3.
Figura 3. Niveles de automatización.
Fuente: (Toscano, 2010, p. 16)
2.1.2 Control de lazo abierto
Son sistemas en donde el producto final depende de un solo proceso de fabricación, sin
consideración de cambios o perturbaciones en las etapas de producción, es decir, estos
sistemas actúan sobre una señal de entrada única y se tiene como resultado final una
producción con variables imparciales a las alteraciones que puedan ocurrir en el momento
de la producción, por ello, no se compara la salida con la entrada de referencia.
Estos sistemas se caracterizan porque son simples de implementar, el producto final es
afectado por las perturbaciones y no garantiza la estabilidad de la producción, en la Figura
4, se muestra el sistema de control de lazo abierto.
Figura 4. Control de lazo abierto.
35
Fuente: Elaboración propia
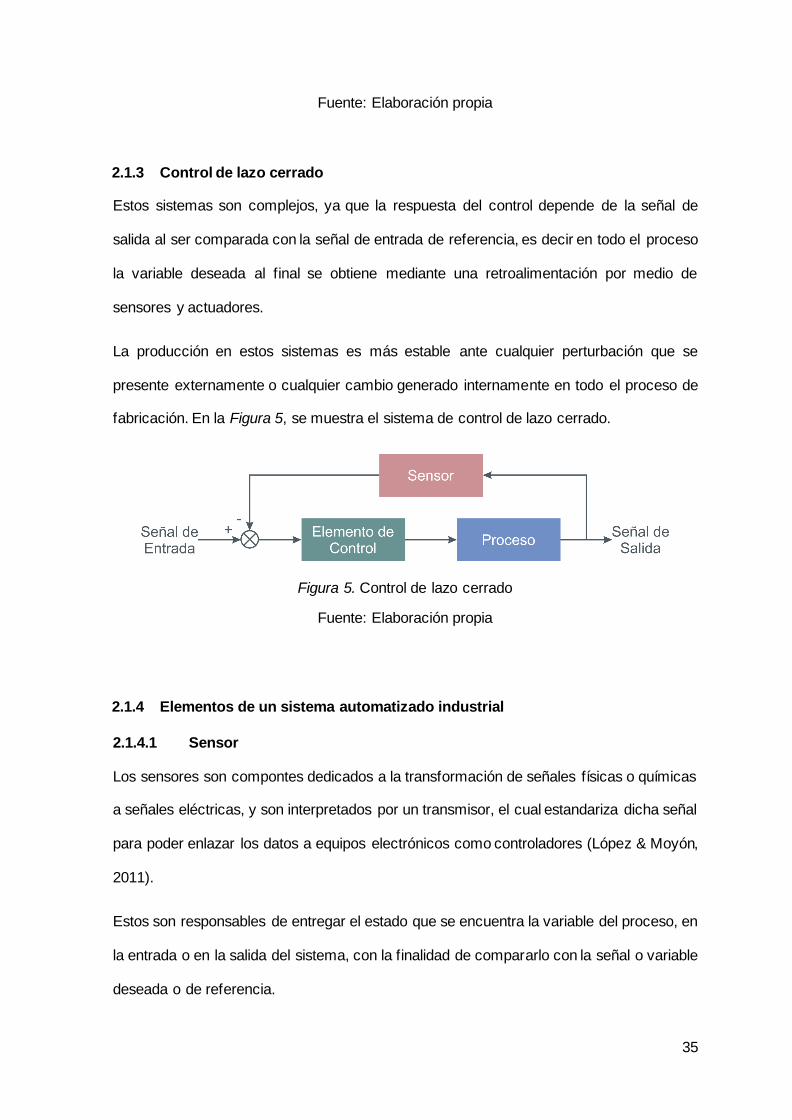
2.1.3 Control de lazo cerrado
Estos sistemas son complejos, ya que la respuesta del control depende de la señal de
salida al ser comparada con la señal de entrada de referencia, es decir en todo el proceso
la variable deseada al final se obtiene mediante una retroalimentación por medio de
sensores y actuadores.
La producción en estos sistemas es más estable ante cualquier perturbación que se
presente externamente o cualquier cambio generado internamente en todo el proceso de
fabricación. En la Figura 5, se muestra el sistema de control de lazo cerrado.
Figura 5. Control de lazo cerrado
Fuente: Elaboración propia
2.1.4 Elementos de un sistema automatizado industrial
2.1.4.1 Sensor
Los sensores son compontes dedicados a la transformación de señales físicas o químicas
a señales eléctricas, y son interpretados por un transmisor, el cual estandariza dicha señal
para poder enlazar los datos a equipos electrónicos como controladores (López & Moyón,
2011).
Estos son responsables de entregar el estado que se encuentra la variable del proceso, en
la entrada o en la salida del sistema, con la finalidad de compararlo con la señal o variable
deseada o de referencia.

36
En otras palabras, los sensores son los responsables en indicar mediante señales
eléctricas estandarizadas al controlador, el estado actual en que se encuentra la variable
física ya sea del ambiente o del proceso en sí, para que, de esta forma por medio de
instrucciones lógicas, se realice el control previamente diseñado.
En esta investigación, se analiza de manera directa la variable de temperatura, en que se
encuentra el producto cuando es procesado en el sistema de pasteurización.
2.1.4.2 Sensor de temperatura PT100
La temperatura es el parámetro más común en la industria, pero muy necesaria. En la
presente investigación se utiliza el sensor de Platino PT-100 para censar esta variable.
Este sensor está fabricado mayormente de platino. Cuando el proceso se encuentra a 0°C,
este presenta una resistencia de 100 Ohmios; y al incrementar la temperatura aumenta su
resistencia eléctrica. Este incremento de resistencia se comporta como una función no
lineal, pero ascendente, propio del material Platino (ver Figura 6), de tal forma que, por
medio de tablas experimentales, se halla la temperatura en que se encuentra el proceso
(Reissmann, 2018).
Figura 6. Comportamiento del sensor TP100
Fuente: (Arian, 2018, p. 1)
Las características favorables de esta familia de sensores PT-100, son la precisión de
medida ya que es de ±0.5°C, la respuesta de cambio de estado actual de la variable es
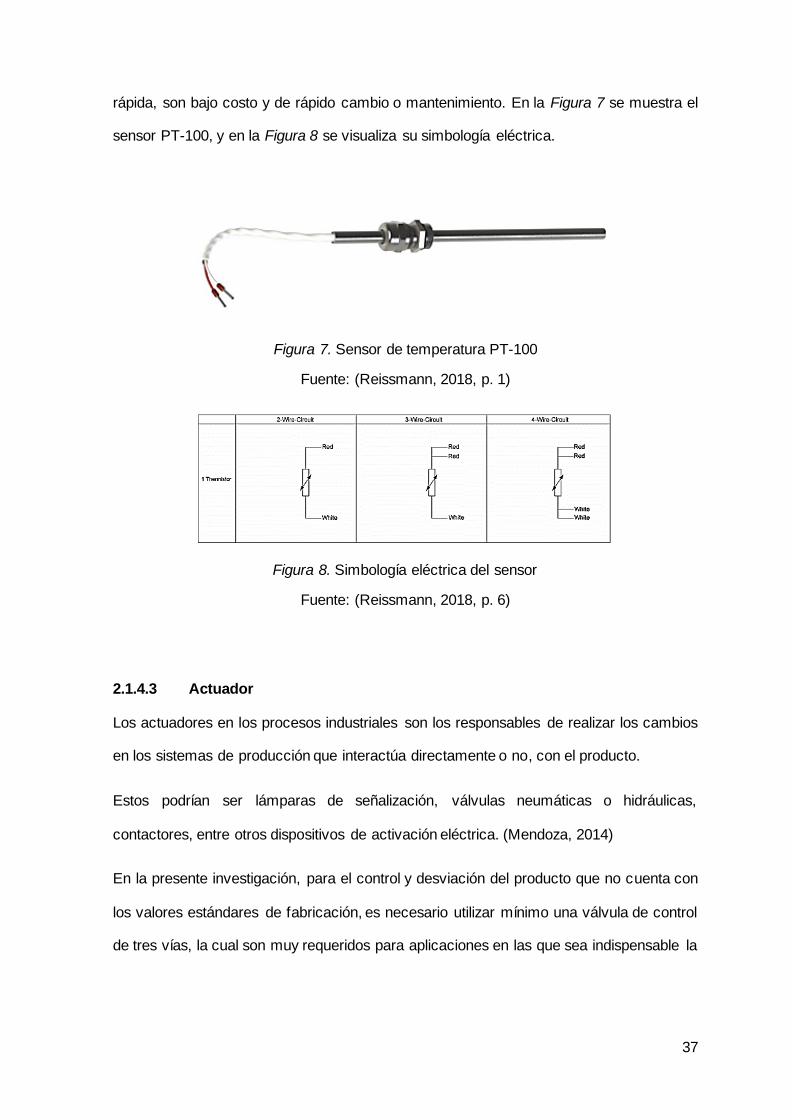
37
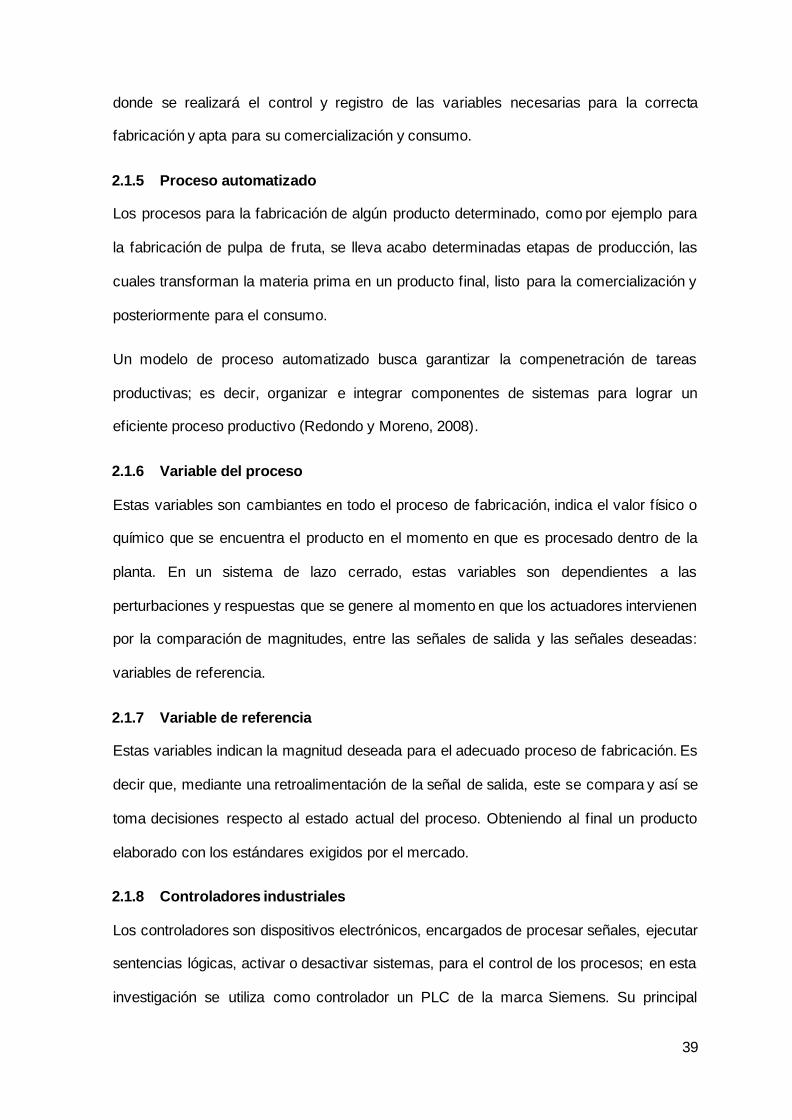
rápida, son bajo costo y de rápido cambio o mantenimiento. En la Figura 7 se muestra el
sensor PT-100, y en la Figura 8 se visualiza su simbología eléctrica.
Figura 7. Sensor de temperatura PT-100
Fuente: (Reissmann, 2018, p. 1)
Figura 8. Simbología eléctrica del sensor
Fuente: (Reissmann, 2018, p. 6)
2.1.4.3 Actuador
Los actuadores en los procesos industriales son los responsables de realizar los cambios
en los sistemas de producción que interactúa directamente o no, con el producto.
Estos podrían ser lámparas de señalización, válvulas neumáticas o hidráulicas,
contactores, entre otros dispositivos de activación eléctrica. (Mendoza, 2014)
En la presente investigación, para el control y desviación del producto que no cuenta con
los valores estándares de fabricación, es necesario utilizar mínimo una válvula de control
de tres vías, la cual son muy requeridos para aplicaciones en las que sea indispensable la

38
recirculación del producto en el sistema de pasteurización, ya sea mezclando o
diversificando el mismo. En la Figura 9 se muestra los actuadores de paso de flujo.
Figura 9. Actuadores hidráulicos de 2 y 3 vías
Fuente: (Siemens, 2019, p. 10)
Figura 10. Simbología Actuadores hidráulicos de 3 vías
Fuente: (Mendoza, 2014, p. 17)
2.1.4.4 Planta
En la industria, se denomina planta al sistema integrado de maquinarias, diseñados para
la producción de algún determinado material (Oliva, 2015). Por ejemplo, en la presente
tesis se refiere como planta al Pasteurizador. En esta parte del sistema de producción, es
39
donde se realizará el control y registro de las variables necesarias para la correcta
fabricación y apta para su comercialización y consumo.
2.1.5 Proceso automatizado
Los procesos para la fabricación de algún producto determinado, como por ejemplo para
la fabricación de pulpa de fruta, se lleva acabo determinadas etapas de producción, las
cuales transforman la materia prima en un producto final, listo para la comercialización y
posteriormente para el consumo.
Un modelo de proceso automatizado busca garantizar la compenetración de tareas
productivas; es decir, organizar e integrar componentes de sistemas para lograr un
eficiente proceso productivo (Redondo y Moreno, 2008).
2.1.6 Variable del proceso
Estas variables son cambiantes en todo el proceso de fabricación, indica el valor físico o
químico que se encuentra el producto en el momento en que es procesado dentro de la
planta. En un sistema de lazo cerrado, estas variables son dependientes a las
perturbaciones y respuestas que se genere al momento en que los actuadores intervienen
por la comparación de magnitudes, entre las señales de salida y las señales deseadas:
variables de referencia.
2.1.7 Variable de referencia
Estas variables indican la magnitud deseada para el adecuado proceso de fabricación. Es
decir que, mediante una retroalimentación de la señal de salida, este se compara y así se
toma decisiones respecto al estado actual del proceso. Obteniendo al final un producto
elaborado con los estándares exigidos por el mercado.
2.1.8 Controladores industriales
Los controladores son dispositivos electrónicos, encargados de procesar señales, ejecutar
sentencias lógicas, activar o desactivar sistemas, para el control de los procesos; en esta
investigación se utiliza como controlador un PLC de la marca Siemens. Su principal

40
utilización es para el análisis de magnitudes físicas, el procesamiento de datos y finalmente
el control de algún proceso por medio de los sensores y actuadores.
En la actualidad los controladores industriales son muy utilizados en los procesos de
fabricación, ya que aseguran la producción por el rápido procesamiento de datos y control
de la planta.
2.1.9 Controlador Lógico Programable
También conocidos como PLC por sus siglas en inglés: Programmable Logic Controller,
así lo define la Asociación Nacional de Fabricantes Eléctricos de los Estados Unidos. Estos
autómatas son dispositivos electrónicos utilizados para la programación en automatización
industrial (Contreras & Puerto, 2014), ya que cuentan con una memoria de almacenamiento
de instrucciones para el desarrollo de funciones lógicas, secuenciales, temporizadas,
aritméticas, entre otros; permitiendo así el control de los procesos de fabricación.
Entonces estos dispositivos electrónicos industriales son utilizados para el control y
monitoreo de tareas secuenciales, ya que estos autómatas son conectados a diferentes
sensores dependiendo de los procesos y así con las señales captadas realiza diferentes
tareas: activando y desactivando diferentes actuadores que intervienen en la manufactura.
(López & Vecilla, 2012)
Según lo definido, el PLC cuenta con entradas de sensores y salidas de actuadores, los
cuales aseguran el control de la producción de manera automática sin la intervención
directa de un operador.
En la Figura 11, se muestra un PLC de la marca SIEMENS, familia S7-1200, 1214C
AC/DC/RLY.

41
Figura 11. PLC S7-1200 CPU 1214C AC/DC/RLY
Fuente: (Siemens AG, 2010, p. 12)
2.1.10 Tipos de PLC
En la actualidad existen muchos tipos de controladores lógicos programables, de diferentes
niveles, para diferentes procesos y utilizaciones. En la presente tesis se describe el PLC
S7-1200 CPU1214C de la marca Siemens. Este autómata será utilizado para el control y
registro en la etapa de la pasteurización de la pulpa de fruta, ya que cumple con las
características necesarias para el control de este sistema.
2.1.11 Estructura de un PLC
Todos los autómatas tienen tres partes principales: la interfaz de entrada, la unidad central
de proceso (CPU) e interfaz de salida. En la tabla 3, se compara las estructuras del PLC
Siemens, de las familias S7-1200.

42
Tabla 3. Estructura del PLC S7-1200 SIEMENS
Estructura del PLC S7-1200 SIEMENS
Fuente: (Siemens AG, 2009, p. 12)
2.1.12 Entradas digitales
En la electrónica, las entradas digitales se les conoce como entradas binarias, es decir
sistemas que se encuentran sólo en dos estados: cero o uno, On – Off, activado o
desactivado. Existe módulos e interfaces de entradas digitales que trabajan a tensiones de
5, 12, 24 y 48 voltios continuos y otros que trabajan en 110 y 220 voltios alternos; en este
caso utilizaremos tensiones de 24 voltios continuos como señales digitales.
43
2.1.13 Entradas analógicas
Cuando se trabaja con sensores de diferentes magnitudes físicas, como en este caso
particular la temperatura, las señales eléctricas que emite el sensor son estandarizadas
por medio de un transmisor, que finalmente entrega señales eléctricas variables contenidas
en rangos como, por ejemplo: 0 a 20 miliamperios, 4 a 20 miliamperios, 0 a 5 voltios o 0 a
10 voltios; entonces analizar las infinidades de señales eléctricas contenidas en cualquiera
de estos rangos, sería muy complejo para una interfaz de entrada digital; por ello se
dispone también de entradas analógicas, que convierten las señales eléctricas en valores
numéricos según el estado en que se encuentre la magnitud medida, esto gracias a los
conversores analógicos a digital que contienen estas interfaces.
2.1.14 Salidas digitales
Las salidas digitales hacen referencias a activaciones y desactivaciones eléctricas. Los
PLC disponen de diferentes tipos de salidas digitales, los más comunes son por Relé; como
su propio nombre lo menciona, los módulos de salida por relé son diseñados por estos
dispositivos electromecánicos. También existen otros tipos de salidas digitales como, por
ejemplo: salidas a transistor o triac, las cuales son accionamientos electrónicos.
2.1.15 Salidas analógicas
Así como las señales analógicas de entrada, también se puede generar señales analógicas
de salida, mediante el conversor digital a analógico, la cual toma los valores numéricos del
programa y genera tensiones variables. Este tipo de señales son utilizados sólo por
dispositivos que admiten un mando analógico, como los variadores de velocidad, las
válvulas proporcionales, reguladores de temperatura, entre otros.
2.1.16 Fuente de alimentación
La fuente de alimentación es la encargada de proporcionar la tensión necesaria para el
correcto funcionamiento del PLC. En este caso, la tensión necesaria para el PLC utilizado
es de 220 voltios alternos.
44
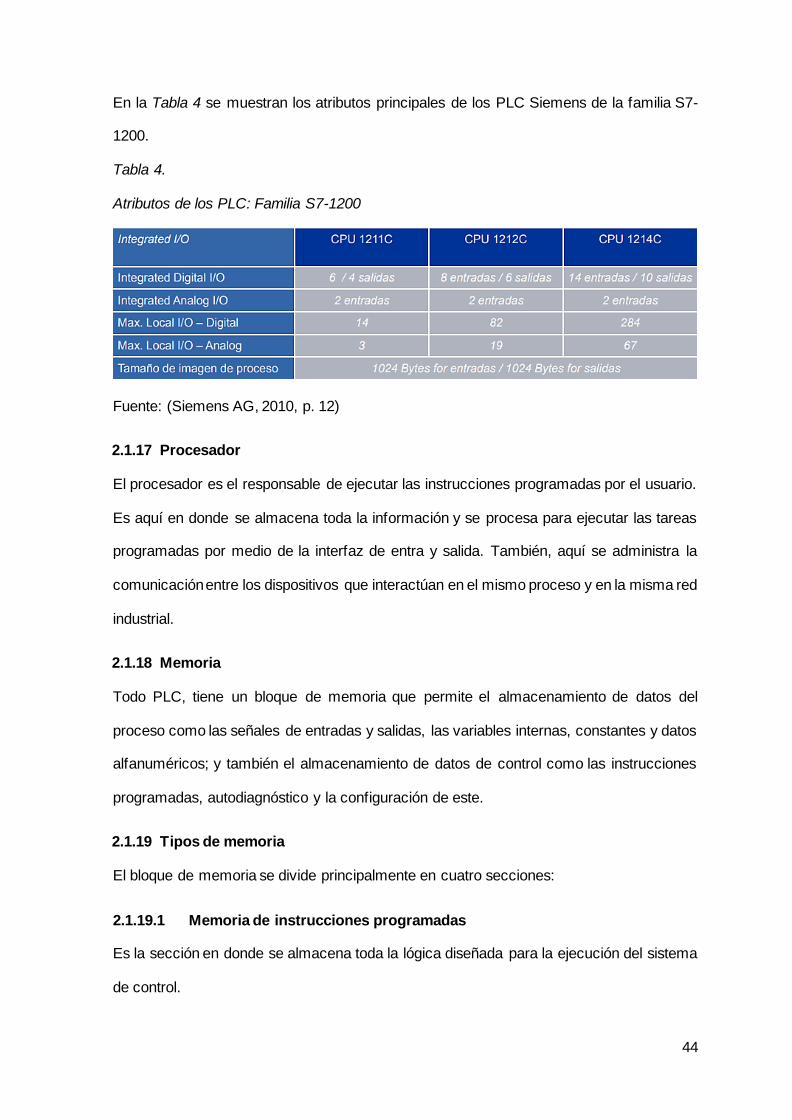
En la Tabla 4 se muestran los atributos principales de los PLC Siemens de la familia S7-
1200.
Tabla 4. Atributos de los PLC: Familia S7-1200
Atributos de los PLC: Familia S7-1200
Fuente: (Siemens AG, 2010, p. 12)
2.1.17 Procesador
El procesador es el responsable de ejecutar las instrucciones programadas por el usuario.
Es aquí en donde se almacena toda la información y se procesa para ejecutar las tareas
programadas por medio de la interfaz de entra y salida. También, aquí se administra la
comunicación entre los dispositivos que interactúan en el mismo proceso y en la misma red
industrial.
2.1.18 Memoria
Todo PLC, tiene un bloque de memoria que permite el almacenamiento de datos del
proceso como las señales de entradas y salidas, las variables internas, constantes y datos
alfanuméricos; y también el almacenamiento de datos de control como las instrucciones
programadas, autodiagnóstico y la configuración de este.
2.1.19 Tipos de memoria
El bloque de memoria se divide principalmente en cuatro secciones:
2.1.19.1 Memoria de instrucciones programadas
Es la sección en donde se almacena toda la lógica diseñada para la ejecución del sistema
de control.
45
2.1.19.2 Memoria de tablas
Es aquí en donde se registran las marcas o etiquetas, registradores, contadores,
temporizadores, entre otros.
2.1.19.3 Memoria del sistema
Es la sección en donde no se tiene acceso, ya que es propio del PLC, es aquí en donde se
almacena los datos del sistema del autómata.
2.1.19.4 Memoria externa
Los PLC tienen opción de poder contener un bloque de memoria externa, en donde también
se almacena instrucciones programadas por el usuario y tablas de datos.
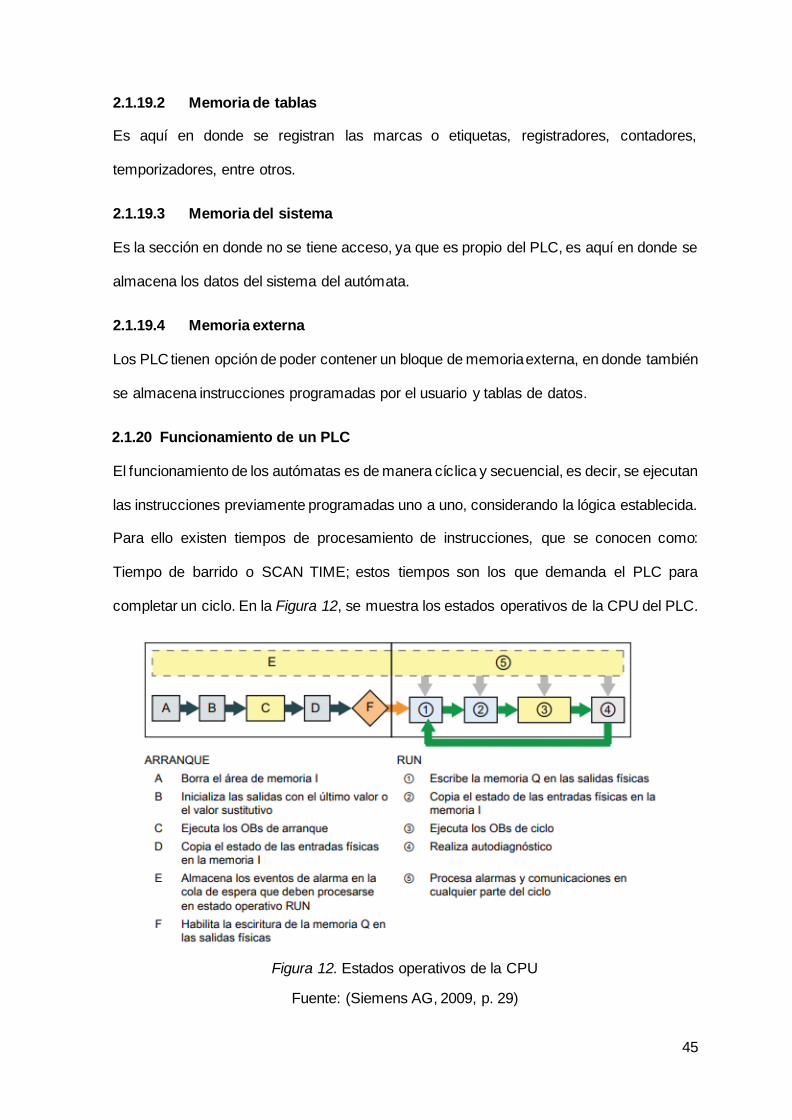
2.1.20 Funcionamiento de un PLC
El funcionamiento de los autómatas es de manera cíclica y secuencial, es decir, se ejecutan
las instrucciones previamente programadas uno a uno, considerando la lógica establecida.
Para ello existen tiempos de procesamiento de instrucciones, que se conocen como:
Tiempo de barrido o SCAN TIME; estos tiempos son los que demanda el PLC para
completar un ciclo. En la Figura 12, se muestra los estados operativos de la CPU del PLC.
Figura 12. Estados operativos de la CPU
Fuente: (Siemens AG, 2009, p. 29)
46
2.1.20.1 Autodiagnóstico
Es la verificación tanto del software como el hardware, con el fin de conocer el estado del
autómata. Esto ocurre cuando el PLC es conectado a la fuente de alimentación.
2.1.20.2 Lectura de la interfaz de entradas
El autómata por medio del registro de entradas obtiene los estados actuales de esta
interfaz, para que así cuando se ejecute las instrucciones de la programación, se tenga en
cuenta la lógica actual y se realice dicha programación.
2.1.20.3 Lectura y ejecución de las instrucciones del programa
La ejecución de las instrucciones del programa se realiza uno a uno según lo establecido
por el usuario, se toma en cuenta los estados iniciales de la interfaz de entrada, para que
así se ejecute las instrucciones de manera correcta y deseada.
2.1.20.4 Revisión de la interfaz de comunicación
Paralelamente, por medio de los registros de comunicación, se verifican los estados en que
se encuentran otros autómatas que intervienen en la misma red industrial.
2.1.20.5 Revisión a los registros de la interfaz de salida
Por cada ejecución de los registros, la interfaz de salida cambiará dependiendo de las
instrucciones previamente programadas. Todos los tiempos de barridos dependerán del
procesador que tenga integrado el autómata. Por ello también la clasificación de estos PLC.
2.1.21 Comunicación industrial
En el sistema de control y registro está comprendido por un PLC y comandado por una
estación PC en donde se encuentra diseñado el sistema SCADA, donde se visualiza la
producción y las variables del proceso. Para ello, es necesario implementar una
comunicación industrial. Existe muchos estándares de comunicación industrial, en la
presente investigación se trabajará con el bus de campo PROFINET, ya cumple con todas
las especificaciones para desarrollar la integración de dispositivos en el sistema SCADA.

47
A continuación, en la tabla 5 se muestra la comparación de utilidades de los sistemas de
comunicación. En la Figura 13, se muestra la topología del bus de campo PROFINET.
Tabla 5. Comparación de utilidades de los sistemas de comunicación
Comparación de utilidades de los sistemas de comunicación
Fuente: (Siemens AG, 2009, p. 29)

48
En la Figura 13, se muestra la topología de bus de campo de la red PROFINET.
Figura 13. Topología de bus de campo PROFINET
Fuente: (Siemens AG, 2008, p. 11)
2.1.22 SCADA
El término SCADA deriva de sus siglas en inglés: Supervisory Control And Data Acquisition,
que en español se conocen como Supervisión, control y Adquisición de Datos. Según
Rodríguez (2007), los sistemas SCADA proporcionan el control y gestión de cualquier
sistema local o remoto a través de una interfaz gráfica que transmite el estado de este, al
usuario. Este sistema admite la comunicación de los dispositivos de campo: controladores
industriales, autómatas programables, actuadores, etc.
Y así controlar la producción de manera automática desde una estación o pantalla, la cual
es configurada por el usuario y puede ser manipulada con simplicidad. Además, provee a

49
diversos usuarios la información que se registra en el proceso productivo. (Pérez López,
2015).
2.1.23 PID
Actualmente el control PID es el algoritmo más utilizado en las aplicaciones de la industria
(Ghanadan, 1990). Según formulación se detalla de la siguiente forma:
Ecuación 1. Formulación PID, Ogata (2010)
𝑢(𝑡) = 𝐾𝑝 [𝑒(𝑡) +1
𝑇𝑖
∫ 𝑒(𝑡)𝑑𝜏 + 𝑇𝑑
𝑑𝑒(𝑡)
𝑑𝑡
𝑡
0
]
Donde:
𝑢(𝑡) : Señal de control
𝑒(𝑡) : Señal de error
𝐾𝑝 : Ganancia proporcional
𝑇𝑖 : Tiempo integral
𝑇𝑑 : Tiempo derivativo
La señal de error es igual a la diferencia de la señal de referencia con la señal de salida:
𝒆(𝒕) = 𝒓(𝒕) − 𝒚(𝒕)
𝑟(𝑡) : Señal de referencia o “set-point”
𝑦(𝑡) : Señal de salida del proceso
2.1.24 Registrador de temperatura
En el mercado existe registradores de temperatura, conocidos como termo-registradores,
estos dispositivos registran las temperaturas de la variable del proceso de una manera
gráfica. Los termo-registradores más utilizados y comunes son de la marca Honeywell
(Honeywell, 2009).

50
2.1.25 Termo-registrador circular DR4300
Estos dispositivos se utilizan para registrar la temperatura en los sistemas de producción,
principalmente en los procesos de pasteurización. La forma de registrar los datos
necesarios como la temperatura, es de manera analógica, y este se grafica en todo
momento en una hoja de papel circular.
El movimiento de circular y el transporte del bolígrafo son realizadas por medio de motores
paso a paso controlados por un microprocesador. La velocidad del gráfico y el rango son
configurables, por ello incluye una pantalla y un teclado. Por medio de la pantalla se puede
visualizar el valor en tiempo real de la variable de proceso de forma numérica. En la Figura
14, se muestra el termo registrador circular de Honeywell.
Figura 14. Termo registrador circular de Honeywell
Fuente: (Honeywell, 2009)
Este registrador también admite el control PID y alarma para aquellos procesos que
requieren registro y control.

51
Este registrador tiene disponible con una opción de programa de punto de ajuste o
consigna, la cual permite el control del proceso mediante PID, asegurando que la
producción se encuentre dentro de los parámetros demandados por el mercado.
El problema actual de este registrador es la forma de guardar los datos, ya que lo hace de
manera análoga por medio de trazos en papel circular. Este papel está expuesto al
ambiente húmedo del pasteurizador y a pérdidas de información o registros. En la Figura
15 se evidencia una hoja de registro de papel circular.
Figura 15. Registro de papel circular
Fuente: Fuente: (Honeywell, 2009, p. 48)

52
Así mimos, las dimensiones del termo-registrador se aprecian en la Figura 16.
Figura 16. Dimensionamiento del termo-registrador Honeywell DR4300
Fuente: Fuente: (Honeywell, 2009, p. 15)
2.1.26 Producción de pulpa de fruta
Para la elaboración de pulpa de fruta, se tiene en consideración las siguientes etapas:
a) Desinfección y lavado
b) Control de Calidad
53
c) Cortado
d) Despulpadora - Finisher
e) Cloroficado
f) Pasteurizado
g) Enchaquetado
h) Envasado
i) Paletizado
j) Almacenado
2.1.27 Proceso de producción de pulpa de fruta
Todo el proceso de producción de pulpa de fruta inicia la etapa de desinfección y lavado.
Primero la materia prima es llenada en lavaderos rectangulares en donde mediante un
sistema de generación de ozono se lava y desinfecta las frutas sin perjudicarlos. Se utiliza
el agua ozonizada por los siguientes motivos importantes:
a) Desinfectar bien la superficie de las frutas.
b) Reducir la carga microbiológica en el agua reutilizada.
c) No se utiliza detergentes o productos químicos que perjudican a la materia prima.
d) Se cuida el medio ambiente.
e) Cumple con las normativas de inocuidad.
Luego de ser lavadas y desinfectadas las frutas, se transportan por bandas de cepillos para
descartar cualquier impureza que mantenga la superficie de la fruta, hacia la zona de
Control de calidad en donde se seleccionan de manera manual las frutas buenas de las
malas, en esta sección la banda transportadora es de rodillos, permitiendo que la fruta
avance rotando para que así se pueda identificar cuales están en mal estado. Esta banda
de rodillos permite observar de todos los ángulos a las frutas por el efecto de rotación. Las
frutas que se encuentran en mal estado son descartadas, esto vendría a ser la primera
merma del proceso.
54
Una vez seleccionadas, estas son transportadas y almacenadas en silos de hasta 50
toneladas, para que posteriormente se transporten a la etapa de cortado.
La máquina cortadora tiene dos principales funciones, la de cortar en rebanadas la fruta y
separar la pepa. Esto se logra mediante una despulpadora de fruta o conocido en la
industria de alimentos como finisher, Esta maquinaria en dos fases, permite la expulsión
de la pulpa gruesa y el afinado del jugo mediante un mecanismo de paletas a gran
velocidad y su regulación en la fase de extracción. Las paletas instaladas en su interior
giran a gran velocidad y hacen pasar el producto por una capa acero inoxidable perforada
para conseguir el resultado deseado.
Luego, teniendo el material sin impurezas, se transporta por tuberías hacia los tanques
Agitadores en donde se homogeniza la pulpa.
Luego que la pulpa está homogenizada, esta pasa al sistema de pasteurización, es aquí
en donde se desarrolla la presente tesis.
2.1.28 Pasteurización
El proceso de pasteurización es muy común en la industria alimentaria, pues este busca
eliminar las bacterias y microrganismos en los productos que son procesados. Según
Landíres (2011):
“La pasteurización es un tratamiento térmico relativamente suave (temperaturas generalmente inferiores a 100ºC), que se utiliza para prolongar la vida útil de los alimentos durante varios días. Este método, conserva los alimentos por inactivación de sus enzimas y la destrucción de los microorganismos relativamente termosensibles (por ejemplo: mohos particularmente en la mayoría de las frutas).”
Y como mencionan Villalva López y Echeverría Vecilla, (2012):
“El proceso de calentamiento recibe el nombre de su descubridor, el científico-químico francés Louis Pasteur (1822-1895). La primera pasteurización fue realizada el 20 de abril de 1864 por el mismo Pasteur y su colega Claude Bernard.”
Entonces se define pasteurización como un tratamiento térmico para eliminar diferentes
bacterias que presenta la materia prima, y así prolongar el estado del producto final, lo cual
55
asegura su comercialización. Por ello la pasteurización es un proceso fundamental para la
producción de alimentos líquidos.
El control automatizado de la presente tesis se basa en el sistema de pasteurizado ya que,
en este punto, dependiendo de la calidad del producto y factores que intervienen en él, se
certifica el producto como alimento final, listo para llevarlo al mercado y ser consumido.
2.1.29 Producción sin registrador de temperatura
La producción sin registrador de temperatura no genera confiabilidad del producto final. Por
ello las empresas dedicadas al rubro de la producción y exportación de pulpa de fruta,
tienen el problema de certificarse.
Las importancias de los registros de la producción en línea son necesarias, generan un
valor agregado al producto final.
2.1.30 Producción con registrador de temperatura
Cuando el sistema de producción es automatizado y cuenta con un registrador de variables
indispensables para la elaboración del producto, este genera beneficios para la empresa,
tanto en producción como en ventas. En producción porque el sistema es automático e
interactúa dependiendo de las variables del proceso, por medio de controladores y un
sistema SCADA para la supervisión y registro de la producción, esto asegura que el
operador no manipule directamente el proceso y/o el producto, por lo tanto, se cuenta con
cuidados inocuos en el producto, y seguridad de accidentes o incidentes que puedan ocurrir
a los operadores. En ventas se beneficia la empresa, porque el producto mediante un
sistema de correcto registro de su estado cuando es procesado garantiza las propiedades
y demandas que tiene el mercado ante la pulpa de fruta, esto sumado a la posible
certificación de calidad por contar con los correctos procedimientos y registros del alimento
final.

56
CAPITULO 3
DESARROLLO DE LA SOLUCION
3.1 Tipo de investigación
Se realiza una investigación tecnológica de diseño experimental con el objeto de realizar
mejoras en los sistemas de control, supervisión y registro de la temperatura en los procesos
de pasteurización, para así observar y analizar el comportamiento de la producción y
conocer los impactos en la calidad de los alimentos líquidos, en el sector agroindustrial.
Para ello, se investiga sobre los registradores actuales que la industria alimenticia utiliza, y
a partir de ellos, se mejora los procesos de registro y control con el diseño de un sistema
automatizado que integra el control y registro, mediante un sistema SCADA, el cual guarda
las variables necesarias para la certificación en archivos EXCEL, y permite un análisis de
datos con la información real en el momento de la pasteurización.
3.2 Metodología propuesta
En el desarrollo de esta investigación se utiliza la guía de los fundamentos para la dirección
de proyectos (A Guide to the Project Management Body of Knowledge - PMBOK), pues
este facilita la elaboración del diseño del sistema automatizado para la supervisión, control
y registro de temperatura, ya que esta guía plantea un enfoque coherente basado en
procesos.
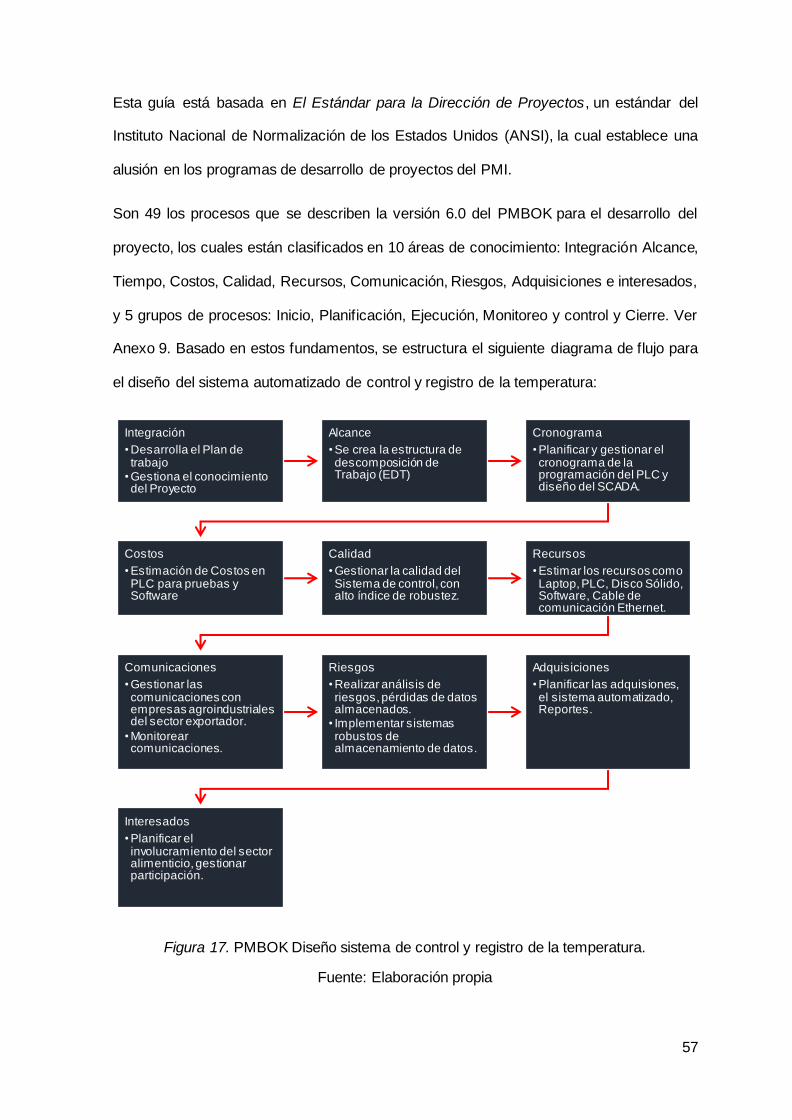
57
Esta guía está basada en El Estándar para la Dirección de Proyectos, un estándar del
Instituto Nacional de Normalización de los Estados Unidos (ANSI), la cual establece una
alusión en los programas de desarrollo de proyectos del PMI.
Son 49 los procesos que se describen la versión 6.0 del PMBOK para el desarrollo del
proyecto, los cuales están clasificados en 10 áreas de conocimiento: Integración Alcance,
Tiempo, Costos, Calidad, Recursos, Comunicación, Riesgos, Adquisiciones e interesados,
y 5 grupos de procesos: Inicio, Planificación, Ejecución, Monitoreo y control y Cierre. Ver
Anexo 9. Basado en estos fundamentos, se estructura el siguiente diagrama de flujo para
el diseño del sistema automatizado de control y registro de la temperatura:
Figura 17. PMBOK Diseño sistema de control y registro de la temperatura.
Fuente: Elaboración propia
Integración
• Desarrolla el Plan de trabajo
• Gestiona el conocimiento del Proyecto
Alcance
• Se crea la estructura de descomposición de Trabajo (EDT)
Cronograma
• Planificar y gestionar el cronograma de la programación del PLC y diseño del SCADA.
Costos
• Estimación de Costos en PLC para pruebas y Software
Calidad
• Gestionar la calidad del Sistema de control, con alto índice de robustez.
Recursos
• Estimar los recursos como Laptop, PLC, Disco Sólido, Software, Cable de comunicación Ethernet.
Comunicaciones
• Gestionar las comunicaciones con empresas agroindustriales del sector exportador.
• Monitorear comunicaciones.
Riesgos
• Realizar análisis de riesgos, pérdidas de datos almacenados.
• Implementar sistemas robustos de almacenamiento de datos.
Adquisiciones
• Planificar las adquisiones, el sistema automatizado, Reportes.
Interesados
• Planificar el involucramiento del sector alimenticio, gestionar participación.

58
En este capítulo se desarrolla todo el diseño del sistema SCADA, con la programación del
PLC, diseño, simulaciones y generación de registros. Para ello se utiliza un PLC S7-1200
1214C AC/DC/RLY de la marca SIEMENS, un sensor de temperatura PT-100 REISSMANN
con su transmisor de 0 a 10 voltios, una válvula electrohidráulica SKB de paso 3 vías
SIEMENS. Un computador con Windows Server 2003 Standard Edition, y Comunicación
PROFINET para la integración HMI-PLC del sistema SCADA.
3.3 Análisis del sistema actual
3.3.1 Control del sistema actual
El diseño del control del sistema actual está representado de acuerdo con siguiente modelo
del proceso de pasteurizado, mostrado en la Figura 18, donde el termo-registrador es un
elemento independiente del sistema de control.
Figura 18. Diagrama de flujo del proceso – PFD
Fuente: Elaboración propia
Registro de la temperatura en el proceso actual
El sistema actual utiliza un termo registrador circular Honeywell para el registro de la
variable de temperatura en el proceso de pasteurización, donde los registros analógicos se
realizan mediante hojas de papel circular, como se muestra en la Figura 19.

59
Figura 19. Registro del termo-registrador en papel circular
Fuente: Elaboración propia
Para el diseño del controlador PID de la nueva propuesta, se requiere el modelado
matemático de la planta actual de pasteurizado. Para ello, es necesario partir desde el
modelado topológico, luego desarrollar el modelado físico y finalmente obtener la función
de transferencia de la planta por medio del modelado matemático.
A continuación, se desarrolla el modelado de la planta de pasteurizador.
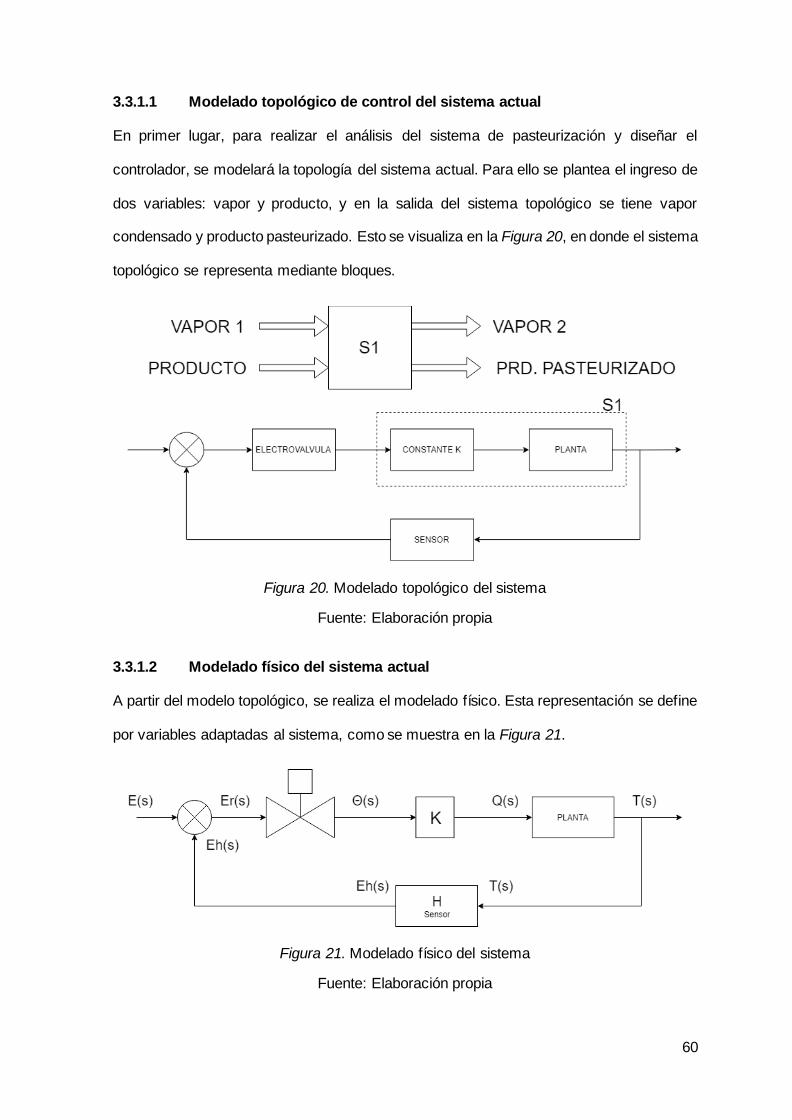
60
3.3.1.1 Modelado topológico de control del sistema actual
En primer lugar, para realizar el análisis del sistema de pasteurización y diseñar el
controlador, se modelará la topología del sistema actual. Para ello se plantea el ingreso de
dos variables: vapor y producto, y en la salida del sistema topológico se tiene vapor
condensado y producto pasteurizado. Esto se visualiza en la Figura 20, en donde el sistema
topológico se representa mediante bloques.
Figura 20. Modelado topológico del sistema
Fuente: Elaboración propia
3.3.1.2 Modelado físico del sistema actual
A partir del modelo topológico, se realiza el modelado físico. Esta representación se define
por variables adaptadas al sistema, como se muestra en la Figura 21.
Figura 21. Modelado físico del sistema
Fuente: Elaboración propia

61
En donde:
Valor Unidad Descripción
E(s) V Voltaje de set-point
Er(s) V Voltaje de entrada a la electroválvula
Θ(s) Θ Ángulo de apertura de la electroválvula
K Constante Constante proporcional entre en ángulo y caudal
Q(s) m3/s Caudal
T(s) °C Señal de temperatura
Eh(s) V Voltaje de salida del sensor
3.3.1.3 Modelado matemático del sistema actual
El modelamiento matemático forma la base de la descripción del sistema, estos datos se
obtienen a partir del modelo físico.
Modelo de la electroválvula gobernada por un servomotor:
Para el modelado de la electroválvula, se toma de referencia un sistema de servomotor ya
que el comportamiento del actuador del sistema es igual a la válvula proporcional utilizada
en la presente investigación.
Figura 22. Diagrama de un servo sistema
Fuente: (Ogata, 2010, p. 95)

62
Figura 23. Diagrama de bloques de un servo sistema
Fuente: (Ogata, 2010, p. 95)
Cuando se mantiene en un flujo constante, el voltaje inducido es directamente proporcional
a la velocidad angular, es decir:
Ecuación 2. Fuerza electromotriz, Ogata (2010)
ℯ𝑏 = 𝐾3
𝑑𝜃
𝑑𝑡
En donde:
ℯ𝑏 : Fuerza electromotriz.
𝐾3 : Constante de la fuerza contraelectromotriz del motor.
𝜃 : Desplazamiento angular del eje del motor.
Se tiene en cuenta que la velocidad de un servomotor de corriente continua es controlada
por la tensión del inducido ℯ𝑎. Esta tensión se relaciona en 𝐾1ℯ𝜈 que vendría a ser la salida
del amplificador. Se plantea la siguiente ecuación diferencial del modelo del inducido:
Ecuación 3. Ecuación diferencial para el circuito inducido, Ogata (2010)
L𝑎
𝑑𝑖𝑎
𝑑𝑡+ 𝑅𝑎𝑖𝑎 + ℯ𝑏 = ℯ𝑎
Ecuación 4. Ecuación de equilibrio par, Ogata (2010)
J0
𝑑2𝜃
𝑑𝑡2 + 𝑏0
𝑑𝜃
𝑑𝑡= 𝐾2𝑖𝑎

63
En donde:
J0 : Inercia de la combinación del motor
𝑏0 : Coeficiente de fricción viscosa
De la Ecuación 2, Ecuación 3 y Ecuación 4, se obtiene:
Ecuación 5. Relación circuito inducido y equilibrio par, Ogata (2010)
𝜃(𝑠)
𝐸𝜐(𝑠)=
𝐾1 𝐾2
𝑠(𝐿𝑎𝑠 + 𝑅𝑎)(𝐽0𝑠 + 𝑏0) + 𝐾2𝐾3𝑠
El eje de la salida gira 𝑛 veces en cada revolución del eje del motor.
Ecuación 6. Razón de engranajes del tren de engranajes, Ogata (2010)
𝐶(𝑠) = 𝑛𝜃(𝑠)
Entonces, a partir del diagrama de bloques y las ecuaciones, se tiene lo siguiente:
Ecuación 7. Función de transferencia GA(s) del servomotor
𝐺𝐴(𝑠) =𝐾0𝐾1 𝐾2𝑛
𝑠[𝑅𝑎(𝐽0𝑠 + 𝑏0) + 𝐾2𝐾3]=
𝐾0𝐾1𝐾2𝑛/𝑅𝑎
𝐽0𝑠2 + (𝑏0 +𝐾2𝐾3
𝑅𝑎) 𝑠
En donde:
𝑏0 + 𝐾2𝐾3 𝑅𝑎⁄ : Coeficiente de fricción
𝐽0 : Inercia
𝐽 = 𝐽0 𝑛2⁄ : Momento de inercia referido a la salida del eje
𝐵 = [𝑏0 + 𝐾2𝐾3 𝑅𝑎⁄ ] 𝑛2⁄ : Coeficiente de fricción viscosa referido a la salida del eje
𝐾 = 𝐾0𝐾1𝐾2 𝑛𝑅𝑎⁄

64
Ecuación 8. Función de transferencia G(s) simplificada
𝐺𝐴(𝑠) =𝐾
𝐽𝑠2 + 𝐵𝑠
Figura 24. Diagrama de bloque del servo sistema simplificado
Fuente: (Ogata, 2010, p. 95)
Modelo del intercambiador de calor: planta pasteurizadora
Físicamente los sistemas térmicos se representan por la siguiente función:
Ecuación 9. Función de transferencia para sistemas térmicos, Ogata (2010)
𝐶(𝑠)
𝑅(𝑠)=
1
𝑇𝑠 + 1
Figura 25. Diagrama de bloque del sistema primer orden
Fuente: (Ogata, 2010, p. 161)
Para el modelamiento matemático del sistema de pasteurizado, se referencia la función de
transferencia de primer orden para sistemas térmicos (Ogata, 2010), y este se multiplica
por una ganancia Ks para la semejanza al sistema propuesto.
La ganancia Ks, está determinado por la Ecuación 10.

65
Ecuación 10. Ganancia Ks relación temperatura / voltaje
𝐾𝑠 =𝑇𝑝
𝑉𝑠
En donde:
𝑇𝑝 : Temperatura del proceso
𝑉𝑠 : Voltaje del sensor - proceso
De la Ecuación 9 y Ecuación 10, se tiene lo siguiente:
Ecuación 11. Función de transferencia del sistema pasteurizado con ganancia K
𝐺𝑃(𝑠) =𝐾𝑠
𝑇𝑠 + 1
Figura 26. Diagrama de bloque del sistema de pasteurizado
Fuente: Elaboración propia
Modelo de la constante proporcional K:
La constante proporcional KH de la Figura 21, muestra la relación de ángulo de apertura y
caudal, el cual para este sistema es proporcional, se considera KH igual a 1.

66
Modelo del sensor:
Según las especificaciones técnicas del sensor, se tiene lo siguiente:
Figura 27. Curva de desviación permitida del sensor TP100
Fuente: (Reissmann, 2018, p. 4)
Ecuación 12. Constante del sensor TP100
𝐺𝑠 (𝑠) =1
200
Entonces, del modelamiento físico, se obtiene la siguiente representación matemática del
sistema pasteurizado:
Ecuación 13. Multiplicación de funciones de transferencia
𝐺𝑃𝑆(𝑠) = [𝐺𝐴(𝑠)][𝐺𝑠(𝑠)][𝐺𝑃(𝑠)]
Ecuación 14. Función de transferencia del sistema pasteurizado
𝐺𝑃𝑆(𝑠) = (𝐾
𝐽𝑠2 + 𝐵𝑠) (1) (
𝐾𝑠
𝑇𝑠 + 1)
67
Con los datos técnicos para el sistema propuesto, tenemos lo siguiente:
Para el sistema GA(s): Se obtienen de los datos técnicos del motor de la electroválvula.
K : 0.01
J : 0.01
B : 0.1
Para el sistema GP(s): la relación Ks está gobernada por la relación de 10 voltios cuando
el sistema está a 92 grados centígrados de forma experimental.
Ks : 92/10 = 9.2
Para T, se tiene en cuenta el tiempo cuando el sistema llega a 92 grados centígrados de
forma experimental.
Ecuación 15. Relación de respuesta a una rampa unitaria de un sistema de primer orden
4𝑇 = 𝑡𝑖𝑒𝑚𝑝𝑜 𝑒𝑠𝑡𝑎𝑏𝑙𝑒𝑐𝑖𝑚𝑖𝑒𝑛𝑡𝑜 𝑒𝑛 2%
Para un establecimiento en el segundo 650 (según datos experimentales):
𝑇 = 162.5
Se reemplaza los valores técnicos a la Ecuación 14:
𝐺𝑃𝑆(𝑠) = (0.01
0.01𝑠2 + 0.1𝑠) (1) (
0.056615
𝑠 + 0.006154)
Ecuación 16. Función de transferencia de 3 orden
𝐺𝑃𝑆(𝑠) = (0.000566153
0.01𝑠3 + 0.100061538𝑠2 + 0.000615384𝑠)
Aplicando la retroalimentación del sensor: 𝐺𝑠 (𝑠) = 0.005, se tiene la siguiente función de
transferencia:

68
Ecuación 17. Función de transferencia retroalimentada
𝐺𝑃𝑆𝐹(𝑠) = (0.000566153
0.01𝑠3 + 0.100061538𝑠2 + 0.000615384𝑠 + 0.0000028308)
Figura 28. Comportamiento de la función de transferencia del proceso
Fuente: Elaboración propia
Polos dominantes:
La función de transferencia retroalimentada (Ecuación 17), es de tercer orden, por lo cual,
se aplica el teorema de polos dominantes (Ogata, 2010). Para esto, se utiliza la función
PZAMP en MATLAB.
0 500 1000 1500 2000 25000
50
100
150
200
250Step Response
Time (seconds)
Am
plit
ude
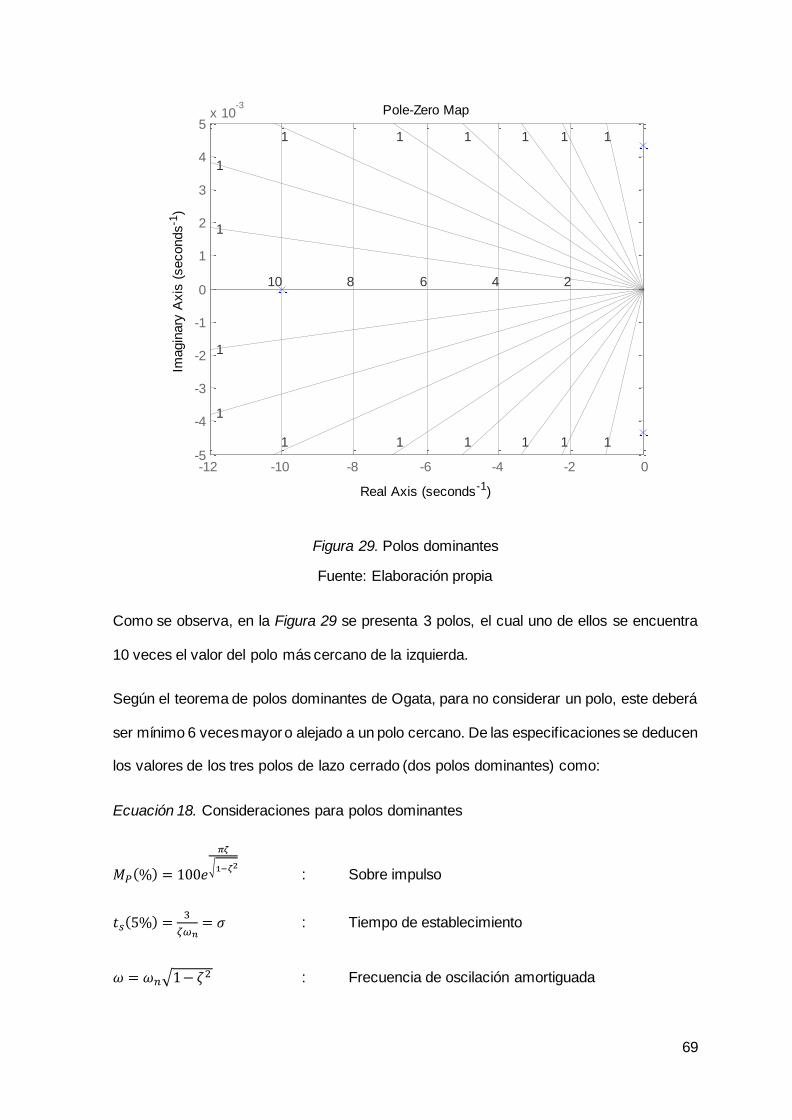
69
Figura 29. Polos dominantes
Fuente: Elaboración propia
Como se observa, en la Figura 29 se presenta 3 polos, el cual uno de ellos se encuentra
10 veces el valor del polo más cercano de la izquierda.
Según el teorema de polos dominantes de Ogata, para no considerar un polo, este deberá
ser mínimo 6 veces mayor o alejado a un polo cercano. De las especificaciones se deducen
los valores de los tres polos de lazo cerrado (dos polos dominantes) como:
Ecuación 18. Consideraciones para polos dominantes
𝑀𝑃(%) = 100𝑒
𝜋𝜁
√1−𝜁2 : Sobre impulso
𝑡𝑠(5%) =3
𝜁𝜔𝑛= 𝜎 : Tiempo de establecimiento
𝜔 = 𝜔𝑛√1 − 𝜁2 : Frecuencia de oscilación amortiguada
-12 -10 -8 -6 -4 -2 0-5
-4
-3
-2
-1
0
1
2
3
4
5x 10
-3
111111
1
1
111111
1
1
24681012
Pole-Zero Map
Real Axis (seconds-1)
Imagin
ary
Axis
(seconds
-1)

70
Entonces las raíces de lazo cerrado que se pueden elegir para el sistema son:
𝑠 = −𝜎 ± 𝑗𝜔 ; 𝑠 = 6(−𝜎)
Con los datos obtenidos de la Figura 28, se considera los siguientes valores:
Figura 30. Mp - Overshoot(%) de la función de transferencia
Fuente: Elaboración propia
De la Figura 30, se tiene el 𝑀𝑃(%) = 10.8

71
Figura 31. Ts – settling time(s) de la función de transferencia
Fuente: Elaboración propia
De la Figura 31, se tiene el 𝑡𝑠 = 1110𝑠
Se considera el sistema en lazo cerrado definido por:
Ecuación 19. Sistema en lazo cerrado, Ogata (2010)
𝐶(𝑠)
𝑅(𝑠)=
𝜔𝑛2
𝑠2 + 2𝜁𝜔𝑛𝑠 + 𝜔𝑛2

72
Con las ecuaciones (Ecuación 18), y con las figuras (Figura 30 y Figura 31) se obtiene:
𝑀𝑃(%) = 100𝑒
𝜋𝜁
√1−𝜁2
10.8 = 100𝑒
𝜋𝜁
√1−𝜁2
0.108 = 𝑒
𝜋𝜁
√1−𝜁2
ln(0.108) = ln (𝑒
𝜋𝜁
√1−𝜁2 )
−2.225624 =𝜋𝜁
√1 − 𝜁2
𝜁2 = 0.334169
𝜻 = 𝟎. 𝟓𝟕𝟖𝟏
𝑡𝑠(5%) =3
𝜁𝜔𝑛
1110 =3
(0.5781)𝜔𝑛
𝝎𝒏 = 𝟎. 𝟎𝟎𝟒𝟔𝟕𝟓
Por ganancia de la planta, se considera la Ecuación 19, como:
𝐶(𝑠)
𝑅(𝑠)=
𝜔𝑛
𝑠2 + 2𝜁𝜔𝑛𝑠 + 𝜔𝑛2
Entonces, la nueva función de transferencia de dos polos tiene la siguiente forma:
Ecuación 20. Función de transferencia del sistema con reducción a dos polos
𝐺𝑃𝑆𝑅(𝑠) = (0.004675
𝑠2 + 0.005405404𝑠 + 0.000021858)

73
En la Figura 32, se aprecia el comportamiento de la planta de pasteurizado con reducción
de polos, el cual se utiliza para el diseño del controlador:
Figura 32. Función de transferencia del sistema con reducción a dos polos
Fuente: Elaboración propia
0 500 1000 1500 2000 25000
20
40
60
80
100
120
140Step Response
Time (seconds)
Am
plit
ude

74
3.4 Análisis del control de la nueva propuesta: Diseño del controlador PID
Para el diseño del controlador se toma como referencia la función de transferencia obtenida
del análisis y modelamiento matemático de la planta de pasteurización. A continuación, se
muestra la estructura de control del sistema de pasteurización con controlador PID, esto
para hallar las ganancias ideales para el control del sistema.
Figura 33. Sistema de pasteurizado con control PID
Fuente: Elaboración propia
El controlador está determinado por la Ecuación 21:
Ecuación 21. Función de transferencia del controlador PID
𝐺𝐶 = 𝐾𝑃 + 𝐾𝐼
1
𝑠+ 𝐾𝐷𝑠 =
𝐾𝑃𝑠 + 𝐾𝐼 + 𝐾𝐷𝑠2
𝑠
Entonces de la Figura 33, se determina el sistema de lazo cerrado con control PID:
𝑌𝑠
𝑅𝑠= [𝐺𝐶(𝑠)][𝐺𝑃𝑆𝑅(𝑠)]
𝑌𝑠
𝑅𝑠= (
𝐾𝑃𝑠 + 𝐾𝐼 + 𝐾𝐷𝑠2
𝑠)(
0.004675
𝑠2 + 0.005405404𝑠 + 0.000021858)
El desarrollo se expresa en la Ecuación 22:
Ecuación 22.Función de transferencia de la planta controlada con PID
𝑌𝑠
𝑅𝑠=
0.004675(𝐾𝑃𝑠 + 𝐾𝐼 + 𝐾𝐷𝑠2)
𝑠3 + (0.004675𝐾𝐷 + 0.005405404)𝑠2 + (0.004675𝐾𝑃 + 0.000021858)𝑠 + 0.004675𝐾𝐼
75
Para hallar las ganancias, se plantea los siguientes parámetros ideales:
𝑇𝑠𝑖 = 150 : Tiempo establecimiento ideal
𝑀𝑃𝑖 = 9.48% : Sobre impulso ideal
𝜁 = 0.6
𝜔𝑛 = 0.033
𝜔 = 0.0264
𝜁𝜔𝑛 = 0.0199
Los polos con estas características ideales son:
𝑠 = −0.0199 ± 0.0264𝑗
𝑠 = −0.12
El polinomio característico de lazo cerrado del sistema de pasteurización se expresa de la
siguiente manera:
Ecuación 23. Polinomio característico del sistema ideal controlado
𝑃(𝑠) = (𝑠2 + 0.03999𝑠 + 0.001089)(𝑠 + 0.12)
𝑃(𝑠) = 𝑠3 + 0.15999𝑠2 + 0.0058878𝑠 + 0.00013068
Por último, se iguala los coeficientes de los polinomios característicos deseados 𝑃(𝑠) con
los coeficientes del sistema de lazo cerrado (Ecuación 22).
𝑠3 + 0.15999𝑠2 + 0.0058878𝑠 + 0.00013068 = 0
𝑠3 + (0.004675𝐾𝐷 + 0.005405404)𝑠2 + (0.004675𝐾𝑃 + 0.000021858)𝑠 + 0.004675𝐾𝐼 = 0

76
Ganancia 𝐾𝐷:
0.15999𝑠2 = (0.004675𝐾𝐷 + 0.005405404)𝑠2
𝐾𝐷 =0.154584596
0.004675
𝐾𝐷 = 33.0662
Ganancia 𝐾𝑃:
0.0058878𝑠 = (0.004675𝐾𝑃 + 0.000021858)𝑠
𝐾𝑃 =0.00585942
0.004675
𝐾𝑃 = 0.79697
Ganancia 𝐾𝐼:
0.00013068 = 0.004675𝐾𝐼
𝐾𝐼 =0.00013068
0.004675
𝐾𝐼 = 0.027952
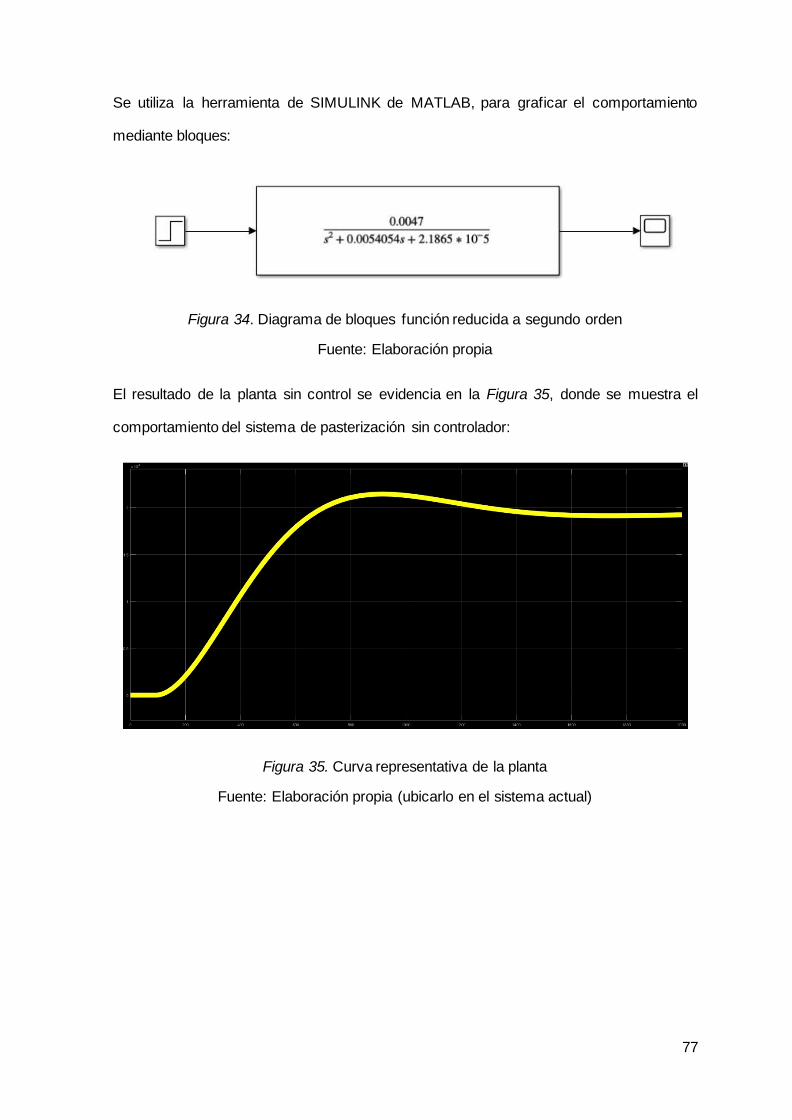
77
Se utiliza la herramienta de SIMULINK de MATLAB, para graficar el comportamiento
mediante bloques:
Figura 34. Diagrama de bloques función reducida a segundo orden
Fuente: Elaboración propia
El resultado de la planta sin control se evidencia en la Figura 35, donde se muestra el
comportamiento del sistema de pasterización sin controlador:
Figura 35. Curva representativa de la planta
Fuente: Elaboración propia (ubicarlo en el sistema actual)

78
Con las ganancias determinadas por el diseño del controlador, se grafica el
comportamiento del sistema de pasteurizado con control PID.
En SIMULINK de Matlab se ingresa los valores determinados, como se observa en la Figura
36:
Figura 36.Diagrama de bloques de función reducida a segundo orden con PID
Fuente: Elaboración propia
En la Figura 37 se visualiza el comportamiento del modelado matemático de segundo
orden de la planta de pasteurizado.
Figura 37. Curva característica de la función reducida a segundo orden con control PID
Fuente: Elaboración propia

79
Con los resultados obtenidos del diseño del controlador, se compara con las dos funciones
de transferencia de segundo y tercer orden de la planta, y así observar el comportamiento
del sistema de pasteurizado con control PID. El comportamiento se muestra en la Figura
38:
Figura 38. Curva de las funciones de transferencia de segundo y tercer orden
Fuente: Elaboración propia
3.4.1 Diagrama P&ID del sistema propuesto
En la Figura 39 se muestra el diagrama de instrumentación y tuberías del sistema de
pasteurización propuesto en la presente tesis.
Figura 39. P&ID del sistema de pasteurización
Fuente: Elaboración propia

80
3.4.2 Diagrama instrumental del sistema propuesto
A continuación, se muestra el diagrama de conexión del PLC:
Figura 40. Conexión del PLC
Fuente: Elaboración propia
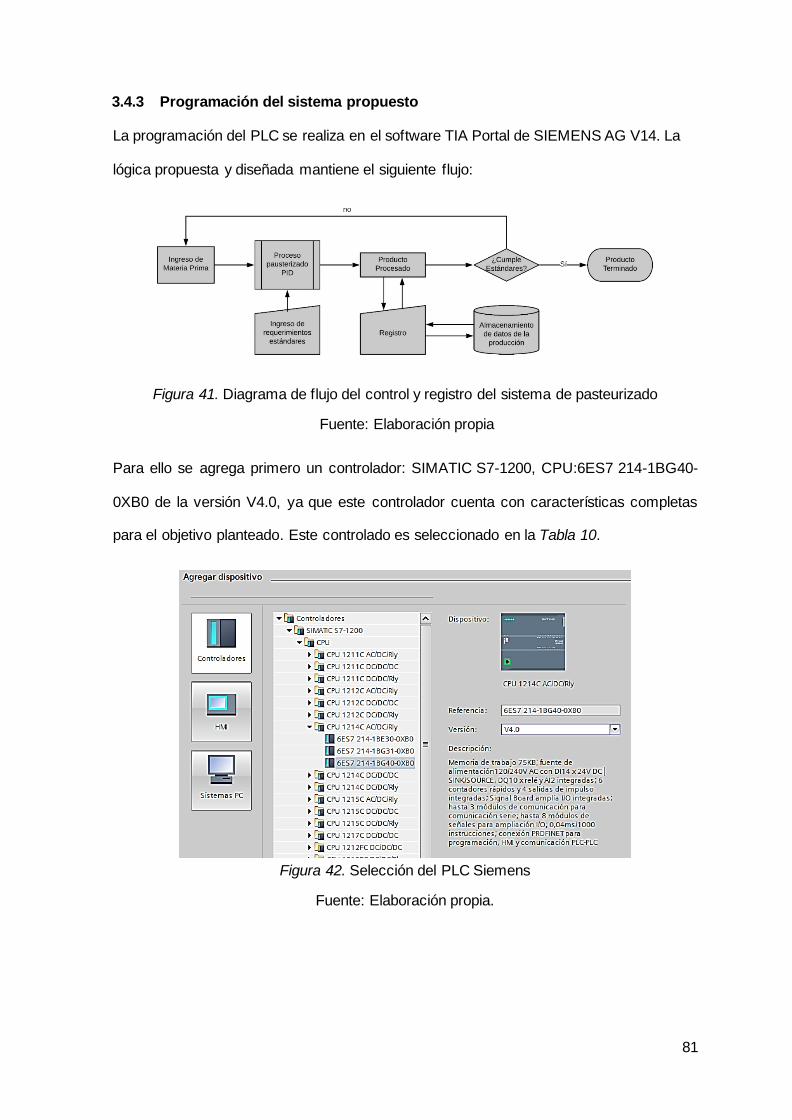
81
3.4.3 Programación del sistema propuesto
La programación del PLC se realiza en el software TIA Portal de SIEMENS AG V14. La
lógica propuesta y diseñada mantiene el siguiente flujo:
Figura 41. Diagrama de flujo del control y registro del sistema de pasteurizado
Fuente: Elaboración propia
Para ello se agrega primero un controlador: SIMATIC S7-1200, CPU:6ES7 214-1BG40-
0XB0 de la versión V4.0, ya que este controlador cuenta con características completas
para el objetivo planteado. Este controlado es seleccionado en la Tabla 10.
Figura 42. Selección del PLC Siemens
Fuente: Elaboración propia.
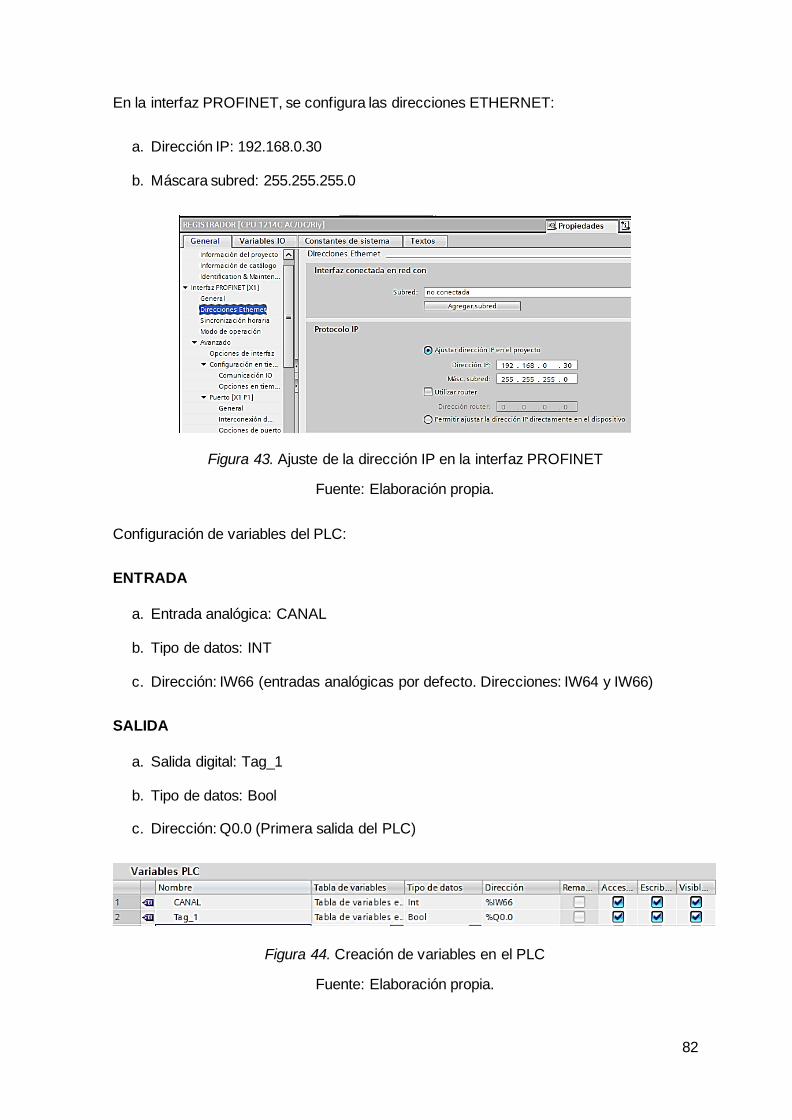
82
En la interfaz PROFINET, se configura las direcciones ETHERNET:
a. Dirección IP: 192.168.0.30
b. Máscara subred: 255.255.255.0
Figura 43. Ajuste de la dirección IP en la interfaz PROFINET
Fuente: Elaboración propia.
Configuración de variables del PLC:
ENTRADA
a. Entrada analógica: CANAL
b. Tipo de datos: INT
c. Dirección: IW66 (entradas analógicas por defecto. Direcciones: IW64 y IW66)
SALIDA
a. Salida digital: Tag_1
b. Tipo de datos: Bool
c. Dirección: Q0.0 (Primera salida del PLC)
Figura 44. Creación de variables en el PLC
Fuente: Elaboración propia.

83
ESCALAMIENTO DE DATOS
Una vez creada las variables, se agrega un bloque: FUNCION.
a. Bloque: TT01
b. Lenguaje: KOP (esquema de contactos)
Figura 45. Creación bloque FUNCION
Fuente: Elaboración propia.
En la base de datos generados para una entrada analógica: DB1 “TT01”, se configura lo
siguiente, para la lectura de los datos analógicos:
a. INPUT: CANAL (dirección IW66)
b. Lim_Min: 0.0 (límite mínimo: Temperatura mínima del transmisor)
c. Lim_Max: 100.0 (límite mínimo: Temperatura máxima del transmisor)
d. Alarma_HH: 95.0 (alarma alto alto, se configura desde la interfaz del SCADA)
e. Alarma_H: 90.0 (alarma alto, se configura desde la interfaz del SCADA)
f. Alarma_L: 15.0 (alarma bajo, se configura desde la interfaz del SCADA)
g. Alarma_LL: 10.0 (alarma bajo bajo, se configura desde la interfaz del SCADA)

84
Figura 46. Configuración del bloque FUNCION, BD TT01
Fuente: Elaboración propia.
Después, se agrega un BLOQUE DE FUNCION, para el escalamiento de estos datos:
Figura 47. Bloque de función: SCALE
Fuente: Elaboración propia.

85
Para el escalamiento de datos analógicos, tener en cuenta la Figura 48:
Figura 48. Escalamiento lineal
Fuente: Elaboración propia.
Las señales analógicas están escaladas por defecto entre 0 hasta 27648, valores
establecidos por Siemens, como se muestran en la Tabla 6.
Tabla 6. Escalamiento de datos analógicos PLC
Escalamiento de datos analógicos PLC
Valor de Temperatura del
transmisor
Valor de voltaje entregado
por el transmisor
Valor número de lectura
del PLC
0 °C 0.0 V 0
10 °C 1.0 V 2765
20 °C 2.0 V 5530
25 °C 2.5 V 6912
30 °C 3.0 V 8294
40 °C 4.0 V 11059
50 °C 5.0 V 13824
60 °C 6.0 V 16589
70 °C 7.0 V 19354
75 °C 7.5 V 20736
80 °C 8.0 V 22118
90 °C 9.0 V 24883
100 °C 10.0 V 27648
Fuente: Elaboración propia.
0
10
20
30
40
50
60
70
80
90
100
0 2765 5530 8294 11059 13824 16589 19354 22118 24883 27648
Tem
per
atu
ra °
C
Valor
Escalamiento Lineal

86
La medición de estos datos son lineales, por lo tanto, el valor de lectura del PLC se tiene
mediante la siguiente formulación:
Ecuación 24. Interpolación de datos analógicos temperatura a número.
𝑁ú𝑚𝑒𝑟𝑜𝑣𝑎𝑙𝑜𝑟 𝑑𝑒 𝑒𝑛𝑡𝑟𝑎𝑑𝑎 (#𝐼𝑛𝑝𝑢𝑡) =𝑉𝑎𝑙𝑜𝑟 𝑀á𝑥𝑖𝑚𝑜(27648)
𝑇𝑒𝑚𝑝𝑒𝑟𝑎𝑡𝑢𝑟𝑎 𝑀á𝑥𝑖𝑚𝑎(100°𝐶)× 𝑇𝑒𝑚𝑝𝑒𝑟𝑎𝑡𝑢𝑟𝑎 𝑀𝑒𝑑𝑖𝑑𝑎(𝑋°𝐶)
Ecuación 25. Interpolación de datos analógicos PLC.
𝑁ú𝑚𝑒𝑟𝑜𝑣𝑎𝑙𝑜𝑟 𝑑𝑒 𝑒𝑛𝑡𝑟𝑎𝑑𝑎 (#𝐼𝑛𝑝𝑢𝑡) = 276.48 × (𝑇𝑒𝑚𝑝𝑒𝑟𝑎𝑡𝑢𝑟𝑎 𝑀𝑒𝑑𝑖𝑑𝑎𝑋°𝐶)
Figura 49. Segmento escalamiento de datos analógicos
Fuente: Elaboración propia.
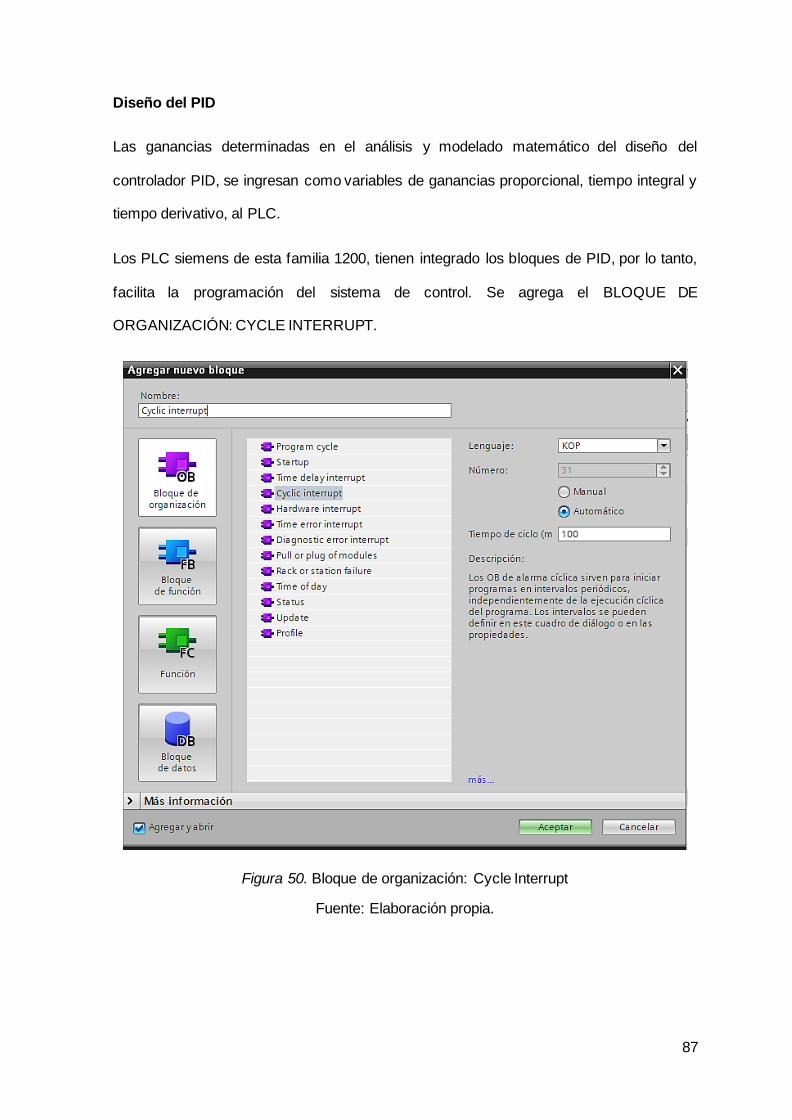
87
Diseño del PID
Las ganancias determinadas en el análisis y modelado matemático del diseño del
controlador PID, se ingresan como variables de ganancias proporcional, tiempo integral y
tiempo derivativo, al PLC.
Los PLC siemens de esta familia 1200, tienen integrado los bloques de PID, por lo tanto,
facilita la programación del sistema de control. Se agrega el BLOQUE DE
ORGANIZACIÓN: CYCLE INTERRUPT.
Figura 50. Bloque de organización: Cycle Interrupt
Fuente: Elaboración propia.

88
Se agrega un bloque Organizacional:
Figura 51. Bloque de programa Cycle Interrupt
Fuente: Elaboración propia.
Se selecciona el BLOQUE PID_COMPACT:
Figura 52. Bloque de programa Cycle Interrupt: PID_Compact
Fuente: Elaboración propia.

89
Se cambia de nombre del Bloque a TIC01:
Figura 53. Bloque de programa Cycle Interrupt: PID_Compact BD: TIC01
Fuente: Elaboración propia.
Se tiene lo siguiente:
Figura 54. Bloque PID_Compact: TIC01
Fuente: Elaboración propia.

90
Para las pruebas de datos, se configura la señal de entrada del bloque FUNCION TT01,
de IW64 a MW10 (Marca de datos).
Figura 55. Marca de datos para prueba de valores
Fuente: Elaboración propia.
Al CANAL, entrada de datos del Bloque (INPUT), seleccionamos Forzar operando:
Figura 56. Forzar datos de prueba
Fuente: Elaboración propia.

91
Se ingresa el valor 16824:
Figura 57. Dato forzado 16824
Fuente: Elaboración propia.
Según la Ecuación 25:
𝑁ú𝑚𝑒𝑟𝑜𝑣𝑎𝑙𝑜𝑟 𝑑𝑒 𝑒𝑛𝑡𝑟𝑎𝑑𝑎 (#𝐼𝑛𝑝𝑢𝑡) = 276.48 × (𝑇𝑒𝑚𝑝𝑒𝑟𝑎𝑡𝑢𝑟𝑎 𝑀𝑒𝑑𝑖𝑑𝑎𝑋°𝐶)
𝑇𝑒𝑚𝑝𝑒𝑟𝑎𝑡𝑢𝑟𝑎 𝑀𝑒𝑑𝑖𝑑𝑎𝑑(𝑋°𝐶) =𝑁ú𝑚𝑒𝑟𝑜𝑣𝑎𝑙𝑜𝑟 𝑑𝑒 𝑒𝑛𝑡𝑟𝑎𝑑𝑎 (#𝐼𝑛𝑝𝑢𝑡)
276.48
𝑇𝑒𝑚𝑝𝑒𝑟𝑎𝑡𝑢𝑟𝑎 𝑀𝑒𝑑𝑖𝑑𝑎𝑑(𝑋°𝐶) =16824
276.48
𝑇𝑒𝑚𝑝𝑒𝑟𝑎𝑡𝑢𝑟𝑎 𝑀𝑒𝑑𝑖𝑑𝑎𝑑(𝑋°𝐶) = 60.85069°∁
Figura 58. Dato forzado 16824 a 60°C
Fuente: Elaboración propia

92
Programación de la secuencia lógica de control:
La secuencia lógica de control determina mediante operaciones lógicas y datos obtenidos
y procesados por el sensor de temperatura, el estado del fluido pasteurizado. La lógica de
control asegura el correcto procesado de los alimentos. Para ello, se crea el bloque
FUNCION, con nombre SECUENCIA, para establecer la lógica de activación y
desactivación de la válvula de 3 vías que permite la recirculación de los fluidos en el
proceso de pasteurización.
Figura 59. Bloque FUNCION: Secuencia
Fuente: Elaboración propia
Se evalúa el valor de la lectura del transmisor (Bloque: Función TT01), las comparaciones
se realizan con los valores asignados en: Alarma_L y Alarma_H, las cuales se configura
desde la interfaz SCADA.
Como respuesta se tiene la activación de la salida: Q0.0 del PLC, el cual está conectado a
la válvula de 3 vías, por lo tanto, este se encarga de la circulación y recirculación del fluido.

93
La Secuencia de la lógica del control se muestra en la Figura 60.
Figura 60. Diagrama LADDER de la secuencia
Fuente: Elaboración propia
Por último, se tiene los siguientes segmentos en el MAIN del proyecto:
Figura 61. MAIN del Proyecto
Fuente: Elaboración propia
Las configuraciones de la programación del PLC se encuentran detalladas en el ANEXO I.

94
3.4.4 SCADA
El diseño del sistema SCADA, se realizó en el software WINCC EXPLORER de SIEMENS,
en donde se muestra 3 vistas:
Vista proceso:
En esta vista se muestra el proceso en tiempo real, se visualiza el comportamiento de la
variable del proceso de temperatura, referencias, límites y salida del control; también se
muestra la activación y desactivación de la válvula de 3 vías para la recirculación del
producto pasteurizado.
Se configura la vinculación de variables del PLC y SCADA respecto al Proceso:
Figura 62. Configuración de variables PLC al ONLINE TREND CONTROL Proceso
Fuente: Elaboración propia
Diseña el Diagrama del PROCESO:
Figura 63. Diseño del proceso de pasteurización
Fuente: Elaboración propia
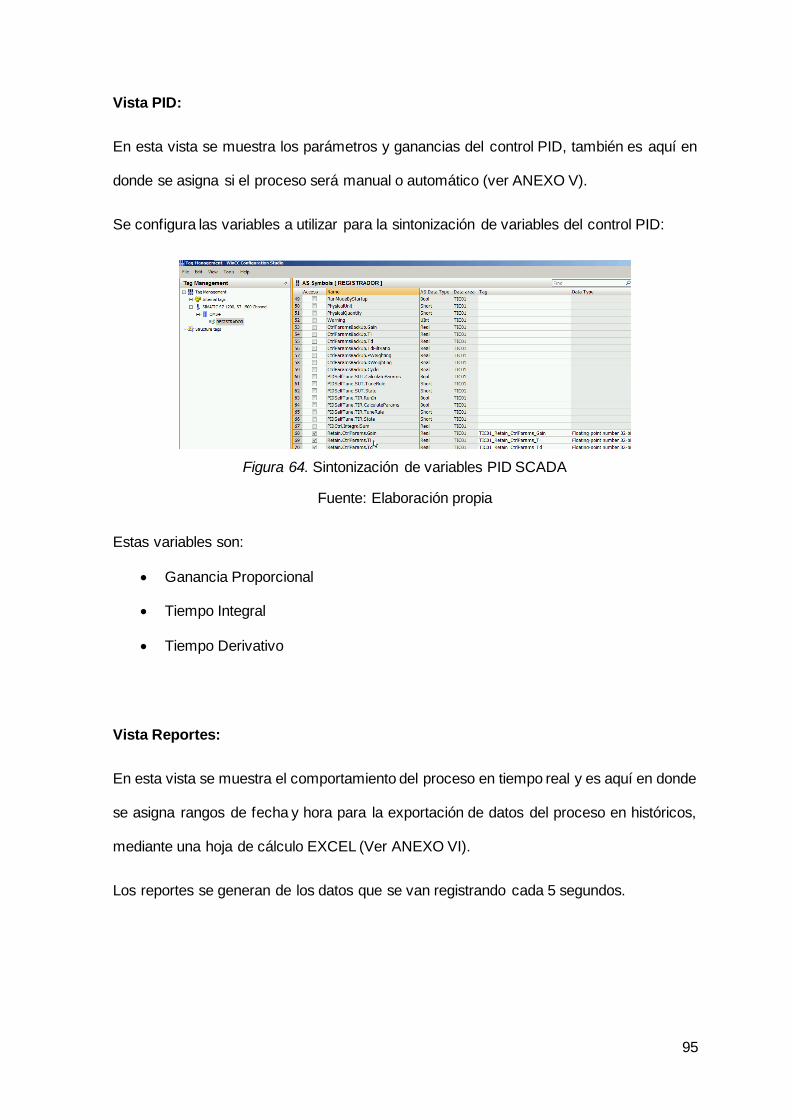
95
Vista PID:
En esta vista se muestra los parámetros y ganancias del control PID, también es aquí en
donde se asigna si el proceso será manual o automático (ver ANEXO V).
Se configura las variables a utilizar para la sintonización de variables del control PID:
Figura 64. Sintonización de variables PID SCADA
Fuente: Elaboración propia
Estas variables son:
• Ganancia Proporcional
• Tiempo Integral
• Tiempo Derivativo
Vista Reportes:
En esta vista se muestra el comportamiento del proceso en tiempo real y es aquí en donde
se asigna rangos de fecha y hora para la exportación de datos del proceso en históricos,
mediante una hoja de cálculo EXCEL (Ver ANEXO VI).
Los reportes se generan de los datos que se van registrando cada 5 segundos.
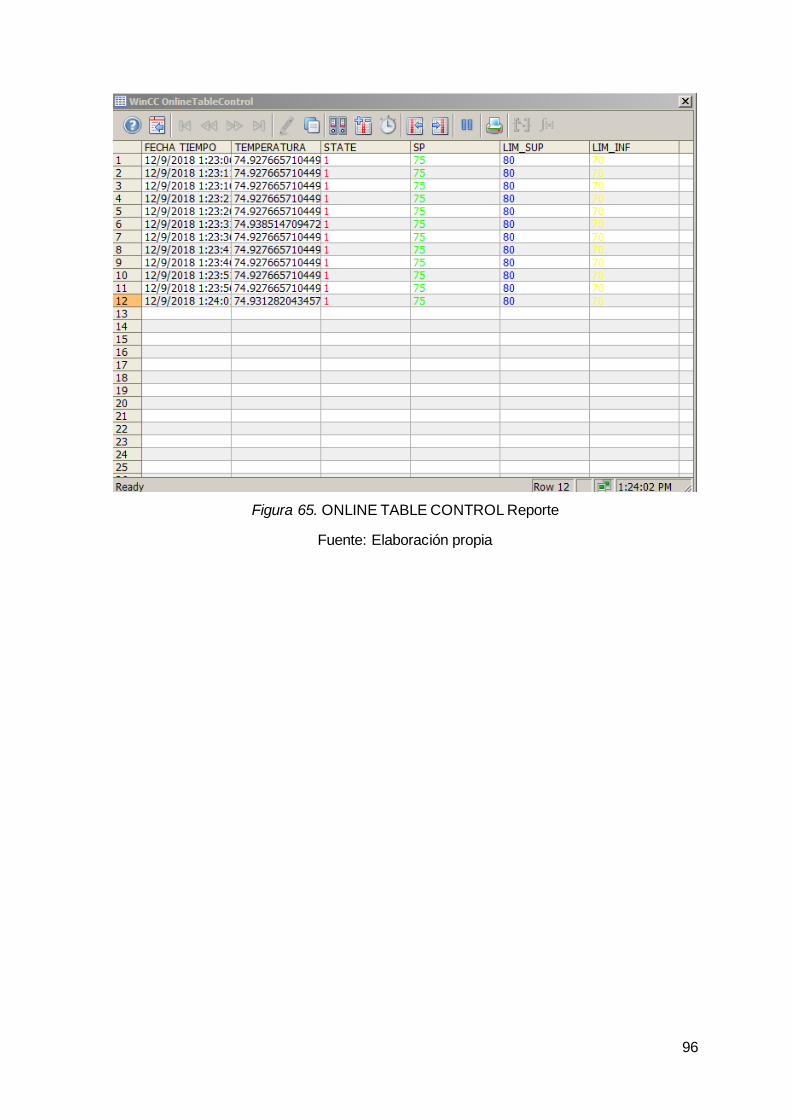
96
Figura 65. ONLINE TABLE CONTROL Reporte
Fuente: Elaboración propia

97
3.4.5 Criterios de selección
3.4.5.1 Selección de del sensor
Para la selección de los instrumentos y herramientas como sensores, actuadores, y
controladores, se realizaron tablas comparativas entre diferentes marcas y modelos.
A continuación, las tablas comparativas de los instrumentos.
Para la elección del sensor de temperatura, se tiene en consideración la Tabla 7.
Tabla 7. Selección del sensor de temperatura
Selección del sensor de temperatura
CARACTERISTICA RTD TERMOPAR TERMOPAR
Tipo PT100 J K
Rango de medición -200 a 850°C -40 a 1,100°C -40 a 1,100°C
Error ±0.5°C ±1.5°C ±1.5°C
Material Platino Hierro Cromel
Imagen
Fuente: Elaboración propia
Se opta por un sensor de temperatura RTD PT100, porque el error es menor a diferencia
de otros sensores de TERMOPAR. En la Figura 7 se muestra el sensor TP100. Además,
por ser de material platino, el material es duradero ante la oxidación, ya que el sensor
estará expuesto a fluidos viscosos.

98
3.4.5.2 Selección de la válvula de 3 vías
Para la selección del actuador de tres vías, se considera la siguiente Tabla 8.
Tabla 8. Selección del actuador 3 vías
Selección del actuador 3 vías
CARACTERISTICA SIEMENS FESTO BVALVE
Tipo SKB VZBM KFM
Presión PN16 DIN15 DIN16
Temperatura -25 a 130°C -10 a 200°C -10 a 120°C
Control Motorizada Mecánica Motorizada
Imagen
Fuente: Elaboración propia
Se opta por la válvula SIEMENS SKB 3 vías, porque la temperatura de pasteurizado oscina
entre 0°C hasta 100°C. Y las otras válvulas están sobre dimensionadas, los cuales no es
conveniente por temas de costos. En la Figura 9 se muestra la válvula 3 vías SKB de
Siemens.

99
3.4.5.3 Selección de electroválvula
Para la selección de la electroválvula se compara diferentes electroválvulas por control
diferencial con aperturas de 0 a 100%, en la Tabla 9.
Tabla 9. Selección de la electroválvula
Selección de la electroválvula
CARACTERISTICA SIEMENS ASCO RF VALVES
Tipo SKD 62 ASCO NTP RF ELECTRIC
Temperatura -25 a 150°C -10 a 145°C -10 a 120°C
Presión 16 bar 4 bar 20 bar
Control 0 a 10 V
4 a 20 mA 0 a 1000 Ω
4 a 20 mA 4 a 20 mA
Imagen
Fuente: Elaboración propia
Se opta por la electroválvula RF VALVES ELECTRIC, por tener un accionamiento por
servomotor, soportar una presión de trabajo hasta 20 bares, y tener un comportamiento de
apertura mostrada en la Figura 66.
Figura 66. Curva representativa del control de la electroválvula
Fuente: (RF VALVES, 2015)

100
3.4.5.4 Selección del PLC
Para la selección del controlador lógico programable, se considera la siguiente Tabla 10.
Tabla 10. Selección del PLC
Selección del PLC
CARACTERISTICA SIEMENS SCHNEIDER ABB
Tipo S7-1200 + SB1232 MODICON M221
CE16R AC500-eCo PM564-TP
Entrada Digital 14 9 6
Entrada Analógica 2 2 2
Salida Digital 10 7 6
Salida Analógica 1 0 1
Comunicación ETHERNET ETHERNET ETHERNET
Imagen
Fuente: Elaboración propia
Se opta por el PLC SIEMENS S7-1200 porque es necesario al menos 1 entrada analógica,
1 salida digital, 1 salida analógica, más comunicación ETHERNET y además el software
utilizado es WINCC EXPLORER, el cual es compatible y de fácil configuración para
periféricos de la marca SIEMENS. También este PLC, es comercial en la región, lo que
significa una rápida atención al cliente en caso se necesite. En la Figura 11 se muestra el
PLC SIEMENS S71200-1214C.

101
CAPITULO 4
RESULTADOS
En este capítulo se muestra los resultados del diseño del sistema automatizado para el
control y registro de la temperatura, el funcionamiento del sistema SCADA, las vistas:
PROCESO, PID y REGISTRO, y la generación de los registros.
RESULTADO 1
El diseño del sistema de control y registro de temperatura, para el proceso de fabricación
de alimentos líquidos, basados en los sistemas termo-registradores actuales, permitió
optimizar el proceso de producción para cumplir con los estándares de comercialización.
Así, en la vista o pantalla PROCESO, se muestra el comportamiento del proceso de
pasteurización en tiempo real y el comportamiento de la válvula 3 vías, asegurando los
estándares exigidos para la producción de alimentos líquidos, como la pulpa de fruta.
Aquí se tiene acceso a modificación de datos como:
• Punto de Referencia o SET-POINT.
• Límite Superior (alarma de activación/desactivación de válvula 3 vías).
• Límite Inferior (alarma de activación/desactivación de válvula 3 vías).
El rango de temperatura para estos campos es de 0°C a 100°C. Para temperaturas fuera
de ese rango, se tiene que modificar el código del PLC.

102
No se tiene acceso al cambio del valor de la Variable del Proceso, ya que este se comporta
dependiendo del estado en que se encuentra el pasteurizador.
Teniendo en cuenta los siguientes parámetros:
Tabla 11. Parámetros ejemplo para proceso
Parámetros ejemplo para proceso
Punto de Referencia SET-POINT (SP) 75°C
Límite Superior 80°C
Límite Inferior 70°C
Fuente: Elaboración propia.
Se tiene los siguientes resultados:
Figura 67. Variable del proceso dentro de especificación
Fuente: Elaboración propia.
Donde:
LI : Límite inferior
LS : Límite superior
SP : SET-POINT (punto de referencia)
PV : Variable del proceso
Como se puede visualizar en la gráfica, la variable del proceso está dentro especificaciones
técnicas, por lo tanto, el proceso de pasteurización está correcto, y los datos de
temperatura se registran en el sistema.
50
60
70
80
90
LI SP LS PV
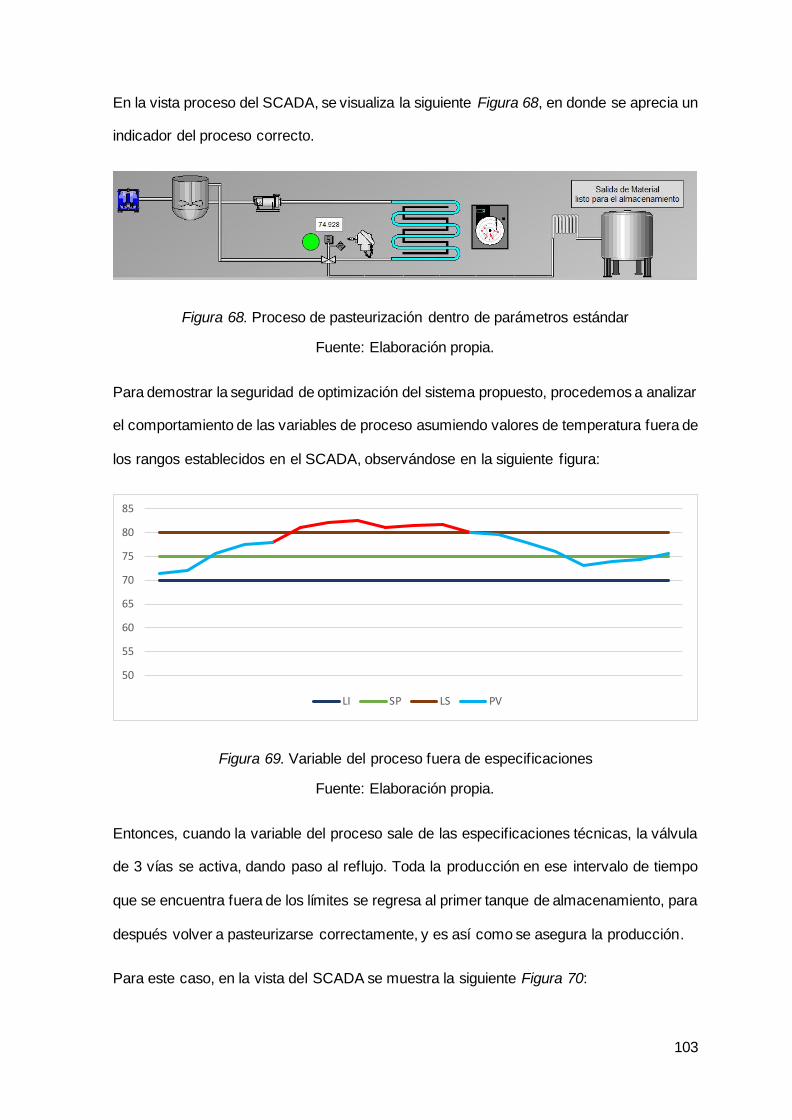
103
En la vista proceso del SCADA, se visualiza la siguiente Figura 68, en donde se aprecia un
indicador del proceso correcto.
Figura 68. Proceso de pasteurización dentro de parámetros estándar
Fuente: Elaboración propia.
Para demostrar la seguridad de optimización del sistema propuesto, procedemos a analizar
el comportamiento de las variables de proceso asumiendo valores de temperatura fuera de
los rangos establecidos en el SCADA, observándose en la siguiente figura:
Figura 69. Variable del proceso fuera de especificaciones
Fuente: Elaboración propia.
Entonces, cuando la variable del proceso sale de las especificaciones técnicas, la válvula
de 3 vías se activa, dando paso al reflujo. Toda la producción en ese intervalo de tiempo
que se encuentra fuera de los límites se regresa al primer tanque de almacenamiento, para
después volver a pasteurizarse correctamente, y es así como se asegura la producción.
Para este caso, en la vista del SCADA se muestra la siguiente Figura 70:
50
55
60
65
70
75
80
85
LI SP LS PV

104
Figura 70. Variable del proceso fuera de parámetros estándar
Fuente: Elaboración propia.
En la Figura 71 se muestra el proceso estable y controlado, en donde el valor de la variable
del proceso se encuentra en 74.928°C y se mantiene ±1°C de lo establecido o
parametrizado.
Figura 71. Variable de temperatura controlada
Fuente: Elaboración propia.
A continuación, se realiza una tabla comparativa del sistema propuesto vs el sistema
convencional, respecto al primer resultado obtenido.
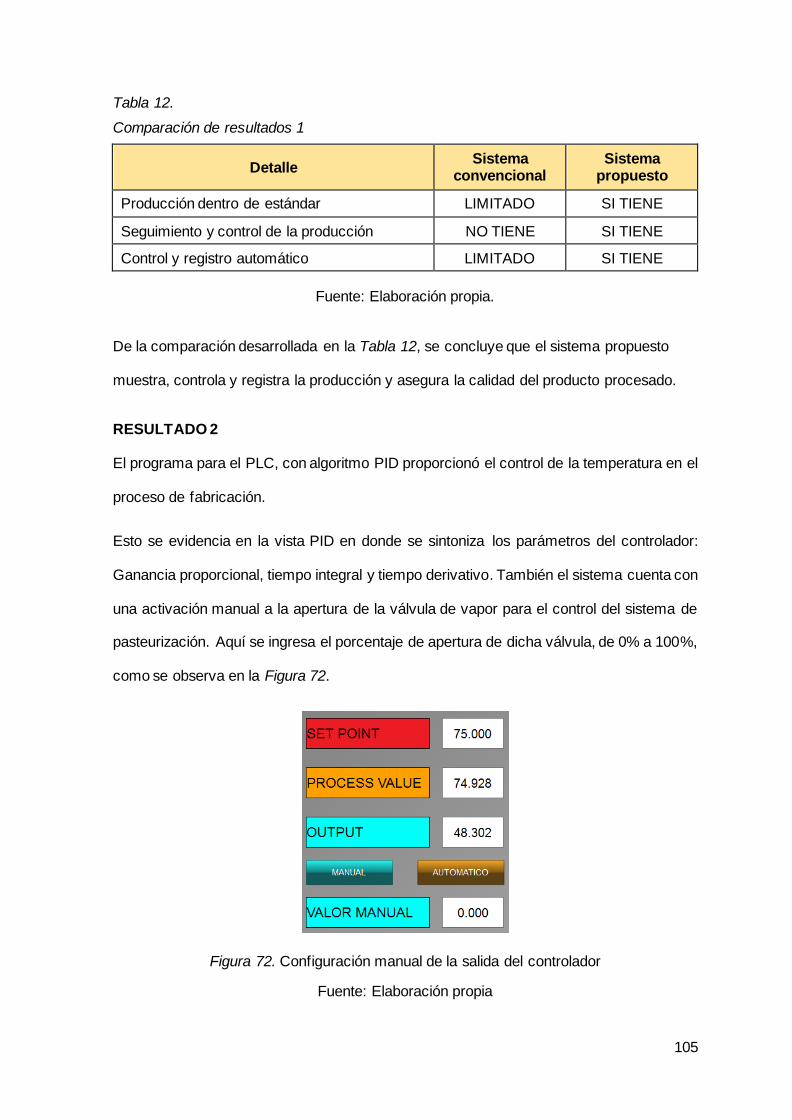
105
Tabla 12. Comparación de resultados 1
Comparación de resultados 1
Detalle Sistema
convencional Sistema
propuesto
Producción dentro de estándar LIMITADO SI TIENE
Seguimiento y control de la producción NO TIENE SI TIENE
Control y registro automático LIMITADO SI TIENE
Fuente: Elaboración propia.
De la comparación desarrollada en la Tabla 12, se concluye que el sistema propuesto
muestra, controla y registra la producción y asegura la calidad del producto procesado.
RESULTADO 2
El programa para el PLC, con algoritmo PID proporcionó el control de la temperatura en el
proceso de fabricación.
Esto se evidencia en la vista PID en donde se sintoniza los parámetros del controlador:
Ganancia proporcional, tiempo integral y tiempo derivativo. También el sistema cuenta con
una activación manual a la apertura de la válvula de vapor para el control del sistema de
pasteurización. Aquí se ingresa el porcentaje de apertura de dicha válvula, de 0% a 100%,
como se observa en la Figura 72.
Figura 72. Configuración manual de la salida del controlador
Fuente: Elaboración propia
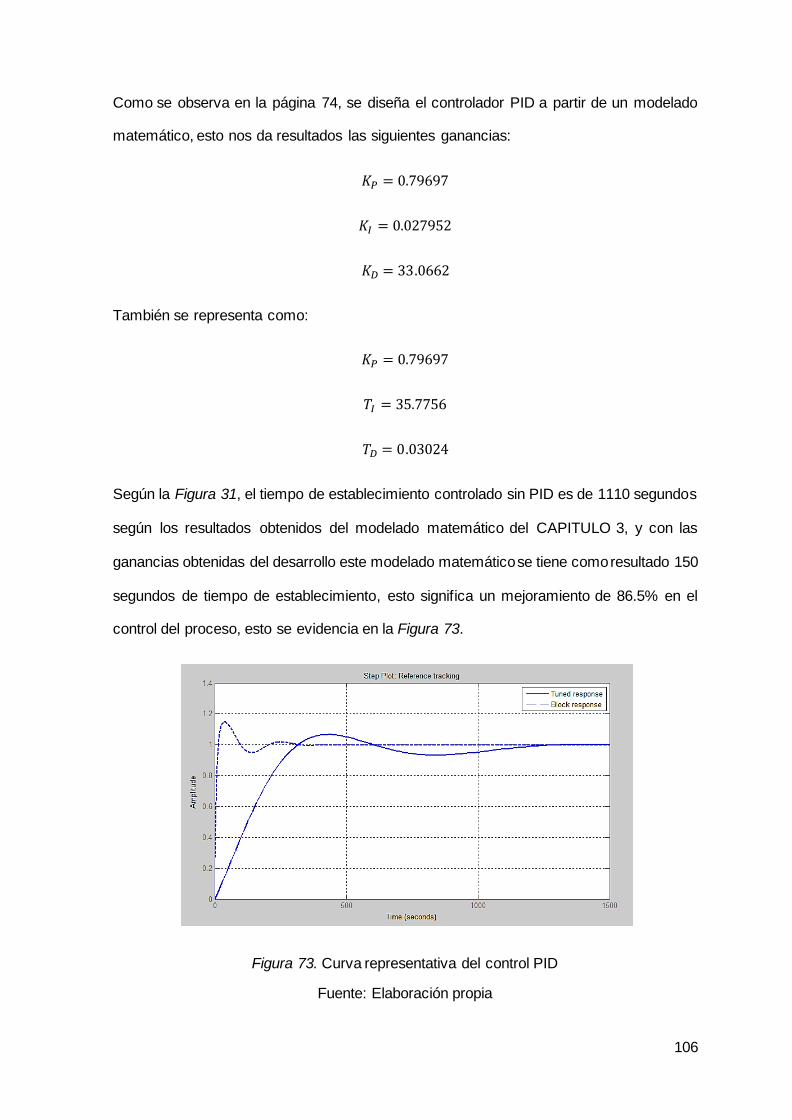
106
Como se observa en la página 74, se diseña el controlador PID a partir de un modelado
matemático, esto nos da resultados las siguientes ganancias:
𝐾𝑃 = 0.79697
𝐾𝐼 = 0.027952
𝐾𝐷 = 33.0662
También se representa como:
𝐾𝑃 = 0.79697
𝑇𝐼 = 35.7756
𝑇𝐷 = 0.03024
Según la Figura 31, el tiempo de establecimiento controlado sin PID es de 1110 segundos
según los resultados obtenidos del modelado matemático del CAPITULO 3, y con las
ganancias obtenidas del desarrollo este modelado matemático se tiene como resultado 150
segundos de tiempo de establecimiento, esto significa un mejoramiento de 86.5% en el
control del proceso, esto se evidencia en la Figura 73.
Figura 73. Curva representativa del control PID
Fuente: Elaboración propia
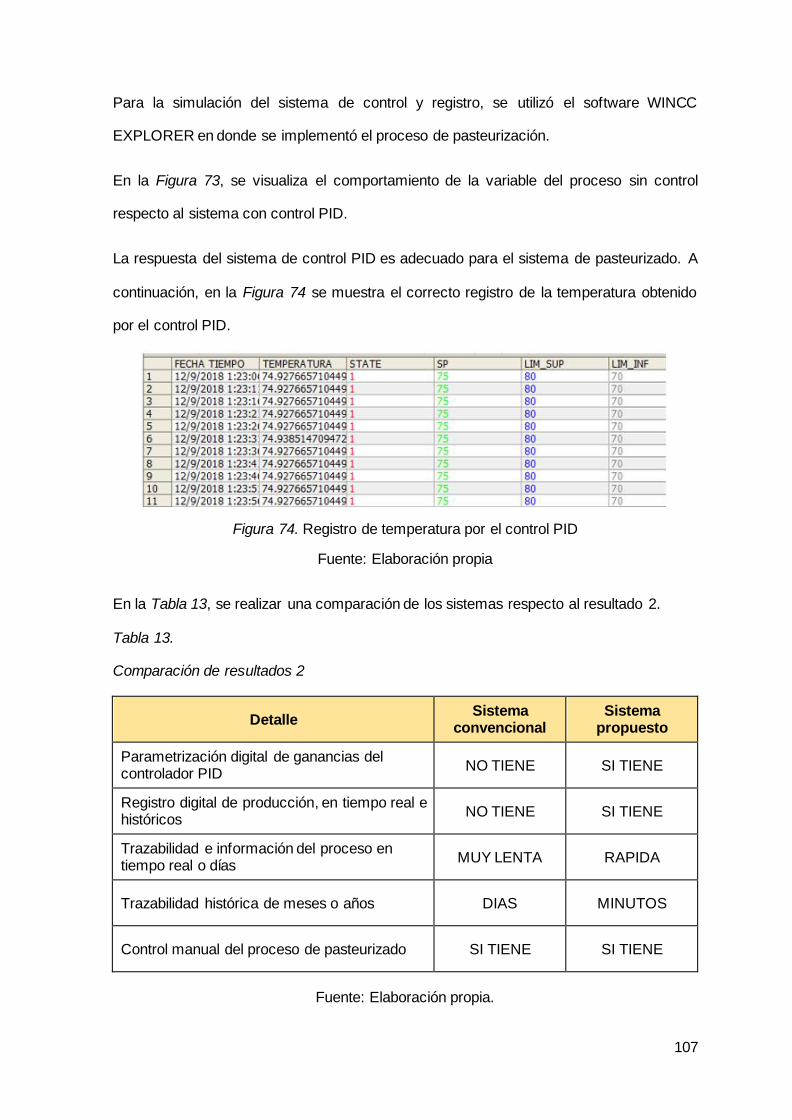
107
Para la simulación del sistema de control y registro, se utilizó el software WINCC
EXPLORER en donde se implementó el proceso de pasteurización.
En la Figura 73, se visualiza el comportamiento de la variable del proceso sin control
respecto al sistema con control PID.
La respuesta del sistema de control PID es adecuado para el sistema de pasteurizado. A
continuación, en la Figura 74 se muestra el correcto registro de la temperatura obtenido
por el control PID.
Figura 74. Registro de temperatura por el control PID
Fuente: Elaboración propia
En la Tabla 13, se realizar una comparación de los sistemas respecto al resultado 2.
Tabla 13. Comparación de resultados 2
Comparación de resultados 2
Detalle Sistema
convencional Sistema
propuesto
Parametrización digital de ganancias del controlador PID
NO TIENE SI TIENE
Registro digital de producción, en tiempo real e históricos
NO TIENE SI TIENE
Trazabilidad e información del proceso en tiempo real o días
MUY LENTA RAPIDA
Trazabilidad histórica de meses o años DIAS MINUTOS
Control manual del proceso de pasteurizado SI TIENE SI TIENE
Fuente: Elaboración propia.

108
Se concluye que el control PID incorporado en el sistema propuesto genera gran valor al
tener acceso rápido a la parametrización de las ganancias.
RESULTADO 3
El diseño de la interfaz SCADA permitió el monitoreo, control y registro del proceso de la
pasteurización.
La configuración del sistema tiene como muestreo y actualización de datos cada 1
segundo, esto se muestra en la Figura 75.
Figura 75. Configuración de toma de datos del sistema
Fuente: Elaboración propia
Las funciones matemáticas se ejecutan cada 2.3 µs por instrucción, como se muestra en
la Tabla 14.
Tabla 14. Ejecución de funciones matemáticas
Ejecución de funciones matemáticas
Fuente: (Siemens AG, 2014, p. 25)
Entonces estas señales del sistema físico son monitoreadas en tiempo real.

109
Para el sistema SCADA, se tiene la siguiente configuración mostrada en la Figura 76.
Figura 76. Tiempo de registro de datos de temperatura al reporte
Fuente: Elaboración propia
Se recomienda registrar los datos de temperatura entre 5 a 60 segundos.
Con las configuraciones anteriores se tiene los resultados de un correcto control utilizando
un sistema SCADA. En la Figura 77, se muestra el proceso de pasteurización controlada.
Figura 77. Proceso de pasteurización controlada
Fuente: Elaboración propia
En la Tabla 15, se compara los sistemas respecto al resultado 3 obtenido.
Tabla 15. Comparación de resultados 3
Comparación de resultados 3
Detalle Sistema
convencional Sistema
propuesto
Parametrización de intervalos y obtención de datos del proceso
NO TIENE SI TIENE
Visualización del proceso y control mediante vistas digitales
NO TIENE SI TIENE
Manipulación a los datos registrados SI NO
Análisis de proceso en tiempo real e históricos LENTA RAPIDA
Control de variables 1 +2
Fuente: Elaboración propia.

110
De la tabla comparativa se concluye que el sistema SCADA tiene gran cobertura para el
seguimiento, control y registro del proceso de pasteurización a diferencia de los sistemas
convencionales.
RESULTADO 4
La creación de registros de la pasteurización en archivos EXCEL permitió la gestión de la
producción en tiempo real e históricos.
Figura 78. Registro de datos en tiempo real
Fuente: Elaboración propia
Como se evidencia en la Figura 78, se muestra el registro de la temperatura de la
producción, en intervalos de tiempo requeridos. Esta información no es manipulable y
refuerza el análisis de datos, gestión y trazabilidad del producto, asegurando la
documentación para ser auditable.
Para la generación de los reportes, se tiene en cuenta lo siguiente:
• Fecha y hora: inicial.
• Fecha y hora: final.
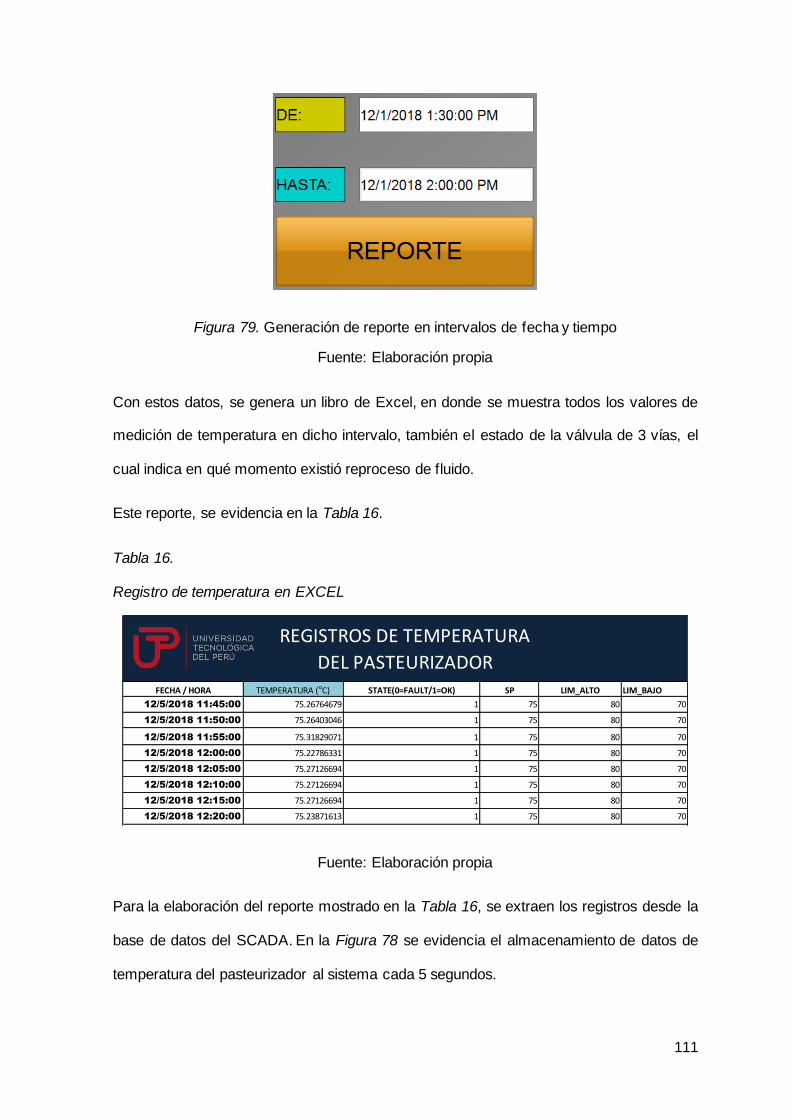
111
Figura 79. Generación de reporte en intervalos de fecha y tiempo
Fuente: Elaboración propia
Con estos datos, se genera un libro de Excel, en donde se muestra todos los valores de
medición de temperatura en dicho intervalo, también el estado de la válvula de 3 vías, el
cual indica en qué momento existió reproceso de fluido.
Este reporte, se evidencia en la Tabla 16.
Tabla 16. Registro de temperatura en EXCEL
Registro de temperatura en EXCEL
Fuente: Elaboración propia
Para la elaboración del reporte mostrado en la Tabla 16, se extraen los registros desde la
base de datos del SCADA. En la Figura 78 se evidencia el almacenamiento de datos de
temperatura del pasteurizador al sistema cada 5 segundos.
FECHA / HORA TEMPERATURA (oC) STATE(0=FAULT/1=OK) SP LIM_ALTO LIM_BAJO
12/5/2018 11:45:00 75.26764679 1 75 80 70
12/5/2018 11:50:00 75.26403046 1 75 80 70
12/5/2018 11:55:00 75.31829071 1 75 80 70
12/5/2018 12:00:00 75.22786331 1 75 80 70
12/5/2018 12:05:00 75.27126694 1 75 80 70
12/5/2018 12:10:00 75.27126694 1 75 80 70
12/5/2018 12:15:00 75.27126694 1 75 80 70
12/5/2018 12:20:00 75.23871613 1 75 80 70
12/5/2018 12:25:00 75.32551956 1 75 80 70
12/5/2018 12:30:00 75.27488327 1 75 80 70
12/5/2018 12:35:00 75.33275604 1 75 80 70
12/5/2018 12:40:00 75.33275604 1 75 80 70
12/5/2018 12:45:00 75.23871613 1 75 80 70
12/5/2018 12:50:00 75.33275604 1 75 80 70
12/5/2018 12:55:00 75.33275604 1 75 80 70
12/5/2018 13:00:00 75.21339798 1 75 80 70
12/5/2018 13:05:00 75.22425079 1 75 80 70
12/5/2018 13:10:00 75.32913589 1 75 80 70
12/5/2018 13:15:00 75.33275604 1 75 80 70
12/5/2018 13:20:00 75.24594498 1 75 80 70
12/5/2018 13:25:00 75.31105423 1 75 80 70
12/5/2018 13:30:00 75.32190704 1 75 80 70
12/5/2018 13:35:00 75.33275604 1 75 80 70
12/5/2018 13:40:00 75.32913589 1 75 80 70
12/5/2018 13:45:00 75.23871613 1 75 80 70
12/5/2018 13:50:00 75.31105423 1 75 80 70
12/5/2018 13:55:00 75.23871613 1 75 80 70
12/5/2018 14:00:00 75.26403046 1 75 80 70
12/5/2018 14:05:00 75.26403046 1 75 80 70
12/5/2018 14:10:00 75.23871613 1 75 80 70
12/5/2018 14:15:00 75.33275604 1 75 80 70
12/5/2018 14:20:00 75.23871613 1 75 80 70
12/5/2018 14:25:00 75.26041794 1 75 80 70
12/5/2018 14:30:00 75.30743408 1 75 80 70
12/5/2018 14:35:00 75.32913589 1 75 80 70
12/5/2018 14:40:00 75.22425079 1 75 80 70
REGISTROS DE TEMPERATURA
DEL PASTEURIZADOR

112
En la Tabla 17, se realiza la comparación del sistema convencional y el sistema propuesto
respecto al resultado 4 obtenido.
Tabla 17. Comparación de resultados 4
Comparación de resultados 4
Detalle Sistema
convencional Sistema
propuesto
Generación de reportes 1 ILIMITADO
Obtención del estado de la válvula de 3 vías para el control del reproceso
NO TIENE SI TIENE
Reporte digital en libro de EXCEL SI TIENE NO TIENE
Trazabilidad y estados del producto mediante reporte de calidad
NO TIENE SI TIENE
Fuente: Elaboración propia.
En la Tabla 18 se compara la forma en donde se almacenan los registros de temperatura.
Tabla 18. Comparación de registros de temperatura
Comparación de registros de temperatura
Comparación Sistema convencional Sistema propuesto
Registros
Registro análogo en hojas
de papel circular Registro digital importado en
libros EXCEL
Fuente: Elaboración propia.
FECHA / HORA TEMPERATURA (oC) STATE(0=FAULT/1=OK) SP LIM_ALTO LIM_BAJO
12/5/2018 11:45:00 75.26764679 1 75 80 70
12/5/2018 11:50:00 75.26403046 1 75 80 70
12/5/2018 11:55:00 75.31829071 1 75 80 70
12/5/2018 12:00:00 75.22786331 1 75 80 70
12/5/2018 12:05:00 75.27126694 1 75 80 70
12/5/2018 12:10:00 75.27126694 1 75 80 70
12/5/2018 12:15:00 75.27126694 1 75 80 70
12/5/2018 12:20:00 75.23871613 1 75 80 70
12/5/2018 12:25:00 75.32551956 1 75 80 70
12/5/2018 12:30:00 75.27488327 1 75 80 70
12/5/2018 12:35:00 75.33275604 1 75 80 70
12/5/2018 12:40:00 75.33275604 1 75 80 70
12/5/2018 12:45:00 75.23871613 1 75 80 70
12/5/2018 12:50:00 75.33275604 1 75 80 70
12/5/2018 12:55:00 75.33275604 1 75 80 70
12/5/2018 13:00:00 75.21339798 1 75 80 70
12/5/2018 13:05:00 75.22425079 1 75 80 70
12/5/2018 13:10:00 75.32913589 1 75 80 70
12/5/2018 13:15:00 75.33275604 1 75 80 70
12/5/2018 13:20:00 75.24594498 1 75 80 70
12/5/2018 13:25:00 75.31105423 1 75 80 70
12/5/2018 13:30:00 75.32190704 1 75 80 70
12/5/2018 13:35:00 75.33275604 1 75 80 70
12/5/2018 13:40:00 75.32913589 1 75 80 70
12/5/2018 13:45:00 75.23871613 1 75 80 70
12/5/2018 13:50:00 75.31105423 1 75 80 70
12/5/2018 13:55:00 75.23871613 1 75 80 70
12/5/2018 14:00:00 75.26403046 1 75 80 70
12/5/2018 14:05:00 75.26403046 1 75 80 70
12/5/2018 14:10:00 75.23871613 1 75 80 70
12/5/2018 14:15:00 75.33275604 1 75 80 70
12/5/2018 14:20:00 75.23871613 1 75 80 70
12/5/2018 14:25:00 75.26041794 1 75 80 70
12/5/2018 14:30:00 75.30743408 1 75 80 70
12/5/2018 14:35:00 75.32913589 1 75 80 70
12/5/2018 14:40:00 75.22425079 1 75 80 70
REGISTROS DE TEMPERATURA
DEL PASTEURIZADOR

113
De las comparaciones de la Tabla 17 y Tabla 18, se concluye que los registros digitales
son exactos y confiables. También que, al incorporar un sistema de registro digital, se
asegura la trazabilidad inmediata para auditorías y certificaciones, ya que estos registros
son almacenados en una base de datos no manipulable y se puede importar esta
información en formatos de libros EXCEL, facilitando el tratamiento de datos.

114
CONCLUSIONES
De los resultados obtenidos podemos concluir:
1. El diseño del sistema de control y registro de temperatura propuesto para el proceso
de fabricación de alimentos líquidos permite un registro completo, adecuado y
seguro, en tiempo real e históricos de la producción, en donde los rangos óptimos
para la producción se encuentran parametrizados en 75oC ±5oC y el
comportamiento de la variable del proceso de pasteurizado oscila entre 75oC ±1oC.
Con lo cual se asegura la calidad del producto. Esto se evidencia en la Figura 71
del RESULTADO 1.
2. El algoritmo PID programado en el PLC proporciona el correcto control de la
temperatura en el proceso de pasteurización, lo cual disminuye tiempos y merma
de producción. La mejora del control PID es de 86.5% en tiempo de respuesta en
el sistema de pasteurizado, evidenciado en la Figura 73 del RESULTADO 2. En
dicha figura se evidencia el comportamiento de la variable del proceso de
pasteurizado por medio del control PID diseñado para dicha planta.
3. La interfaz SCADA propuesta permite al usuario la supervisión, control y registro
del proceso de la pasteurización desde una estación PC o HMI en tiempo real. El
diseño del sistema del proceso se visualiza en la Figura 77 del RESULTADO 3.

115
Con la implementación de este sistema, se actualiza la forma de los registros de
datos e información relevantes para la trazabilidad de la producción. También se
dejaría de utilizar los registros convencionales en hojas circulares de los termo-
registradores.
4. La creación de registros de la producción en archivos EXCEL en tiempo real e
históricos permite la gestión de datos para fines de producción, mantenimiento,
calidad y comercial. Y al no ser manipulables, asegura la veracidad y confiabilidad
de información para ser auditada. El registro de estos datos se evidencia en la
Figura 78.
La generación de hojas de cálculo EXCEL, son más seguras a comparación de los
métodos utilizados con los termo-registradores, los cuales registran en hojas de
papel circulares.
El sistema asegura el registro y estos archivos EXCEL se pueden generar todas las
veces que se necesite, como se muestra en la Tabla 16 del RESULTADO 4.

116
RECOMENDACIONES
1. Al implementar el sistema de control y registro de temperatura del proceso de
fabricación de alimentos líquidos, propuesto en la presente investigación, se
recomienda la integración de todas las variables físicas como caudal, presión, nivel,
entre otros, para asegurar el proceso de pasteurización y así optimizar la
producción con el cumplimiento de los estándares de comercialización y
certificación que demanda el mercado.
2. El programa para el PLC, con algoritmo PID proporciona el control de la temperatura
en el proceso de fabricación, entonces al integrar otras variables de proceso se
recomienda tener en consideración el tipo de variable que es y la respuesta en el
tiempo de esta, para así determinar si será un control Proporcional, Proporcional
Integral o Proporcional Integral Derivativo.
En el diseño del controlador PID, se debe tener en cuenta los polos dominantes
para que la función de transferencia de menor orden posible.
3. En el SCADA, se recomienda utilizar dispositivos de conectividad PROFINET, para
la integración rápida y sencilla de los actuadores, PLC y HMI. En el diseño de las
interfaces se tiene que estandarizar cada vista que se desea mostrar por cada

117
proceso o variable, esto para conservar el orden y entendimiento para los usuarios.
Los registros de datos, debe registrarse entre 5 y 60 segundos.
4. En la creación de registros de la pasteurización en archivos EXCEL se recomienda
imprimir los archivos solo si son necesarios, ya que estos se guardan en la base de
datos del sistema SCADA y no son manipulables. Para un mejor flujo de información
de producción, se recomienda integrar una impresora para obtener etiquetas con
valores reales del producto que se está envasando, próximo a despacharse.
118
BIBLIOGRAFIA
ADEX: Exportaciones peruanas crecieron 7% en el 2016. (31 de enero de 2017).
Recuperado de https://www.larepublica.pe
ARIAN, Pt100, su operación, instalación y tablas. Chile. http://www.arian.cl
CONTRERAS, Juan de Dios & PUERTO, Karla. (2014). Sistema SCADA para el proceso
de pasteurización de Jugos. San José de Cúcuta.
DARIO, Luis, DE LA FUENTE, Bernardo, & ENCARNACION, Oscar. (2015).
Automatización de un prototipo tipo evaporador para la obtención de concentrado
de jugo de naranja. México.
GHANADAN, Reza. (1990). Adaptive PID Control of Nonlinear Systems. MS thesis,
University of Maryland, College Park.
HERNANDEZ, J. (2 de setiembre de 2017). Minagri: Sector agropecuario tuvo crecimiento
récord de 9% en julio. Gestión. Recuperado de: https://gestion.pe
HONEYWELL. (2009). DR4300 Circular Chart Recorder Product Manual. USA.
Recuperado de: https://www.honeywellprocess.com

119
INEI. (2016). Exportación no tradicional de frutas y frutos comestibles continúa mostrando
notable incremento. Perú: https://www.inei.gob.pe
LANDIRES, Alvarado. (2011). Estudio del proceso de producción de pulpas de frutas
combinadas, pasteurizadas y congeladas a mediana escala. Guayaquil.
LOARTE, Miluska & YALI, Sheyla. (2015). Estudio de Prefactibilidad para la Instalación de
una Planta de Procesamiento de Pulpas de Frutas para el Mercado
Estadounidense. Lima.
LOPEZ W. & MOYON N. (6 de abril 2011). Desarrollo de un sistema SCADA para la
medición de temperatura con sistemas embebidos para el laboratorio de
mecatrónica de la facultad de mecánica. Riobamba.
MAYORGA, H. (8 de mayo de 2016). SDI Perú: cómo la automatización en centros de
distribución redefine eficiencia en empresas. Gestión. Recuperado de
https://www.gestion.pe.
MENDOZA, Miguel. (2014). Instrumentación: Simbología, normas y sistemas de unidades.
OGATA, Katsuhiko. (2010). Ingeniería de Control Moderna, quinta edición, Madrid.
OLIVA J. (2015). Planta agroindustrial de procesamiento de frutas para la exportación del
producto primario y derivados. Lima.
OLLE, Elgerd (1967). Control Systems Theory. Tokio: McGraw-Hill.
PARRA, Aníbal. (2007). Diseño e implementación de controladores PID industriales. Lima.
PEREZ, Esteban. (2015). Los sistemas SCADA en la automatización industrial. Tecnología
en Marcha. Costa Rica.
PIEROLA, J. (13 de febrero de 2017). JAVIER PIÉROLA DE LA UTP, Automatización y
Robótica en el Perú. Ser peruano. Recuperado de: http://www.serperuano.com

120
PROJECT MANAGEMENT INSTITUTE (PMI). (2017). Guía de los Fundamentos para la
Dirección de Proyectos (Guía PMBOK), sexta edición. Pennsylvania.
PROMPERU. (2010). Estados Unidos, Una guía informativa del mercado. Lima.
REISSMANN, Manual PT100 sensor. Alemania. http://www.reissmann.com
REDONDO, Manel & MORENO, Romualdo. (2008). Diseño e implementación de un
sistema SCADA para una planta de producción y envasado de líquidos. Bellaterra.
RF VALVES (2015). Control Valve Solutions. USA. https://www.rfvalve.com
ROMERO, Diana. (2009). Propuesta de Automatización de los Procesos de Verificación y
Despachos en una Empresa Panificadora. Pontificia Universidad Javeriana. Bogotá.
SIEMENS AG. (2008). Manuial de formación para soluciones generales en automatización
Totally Integrated Automation (TIA). Recuperado de:
https://w3.siemens.com/mcms/sce/de/fortbildungen/ausbildungsunterlagen/classic-
module/tabcardseiten/Documents/anhang/ES_IV_field%20bus.pdf
SIEMENS AG. (2008). Comunicación industrial. Alemania. Recuperado de:
https://w3.siemens.com
SIEMENS AG. (2009). Manual de producto SIMATIC S7-1200 Easy Book. Recuperado
de: http://www.infoplc.net
SIEMENS AG. (2009). SIMATIC SCADA. Alemania. Recuperado de:
https://w5.siemens.com
SIEMENS AG. (2012). SIMATIC S7 – 1200. Alemania. Recuperado de:
https://w5.siemens.com

121
SIEMENS AG. (2014). SIMATIC S7 Controlador programable S7-1200. Alemania.
Recuperado de: https://media.automation24.com
SIEMENS AG. (2018). SIMATIC SCADA Systems, totally connected. Totally digitalized.
Alemania. Recuperado de: https://new.siemens.com
SIEMENS AG. (2019). Valves and actuators: Acvatix hydronics. Everything under control.
Suiza. Recuperado de: https://new.siemens.com
TOSCANO, Marco. (2010). Automatización de una Subestación Eléctrica utilizando el
Protocolo IEC 61850 y el ICCP para el envío de Datos. Lima.
UGARTE, Diego, PALOMINO, Carlos & CHOTA, Elías. (2014). Diseño, construcción e
instalación de una pulpeadora de frutas regionales para su uso en la industria
alimentaria en la ciudad de Iquitos. Iquitos.
VARGAS, José. (2000). Metodología Aplicada al Desarrollo de Máquinas Mecatrónicas,
Congreso Latinoamericano de Instrumentación y Control de Procesos. Universidad
Autónoma de Querétaro. México.
VILLALVA, Lenin & ECHEVERRIA, Eduardo (2012). Diseño e implementación de máquina
automática multifunciones para obtener mermeladas, jugos de fruta y pulpa de fruta
pasteurizada. Guayaquil.

122
ANEXOS
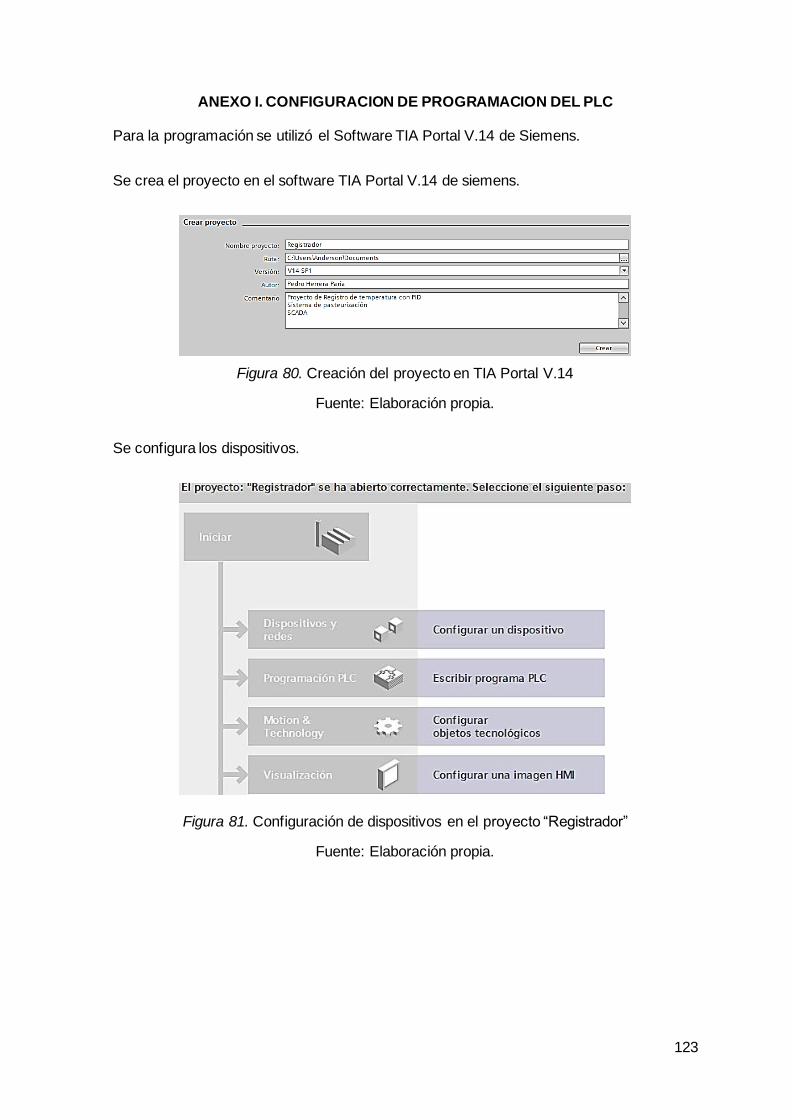
123
ANEXO I. CONFIGURACION DE PROGRAMACION DEL PLC
Para la programación se utilizó el Software TIA Portal V.14 de Siemens.
Se crea el proyecto en el software TIA Portal V.14 de siemens.
Figura 80. Creación del proyecto en TIA Portal V.14
Fuente: Elaboración propia.
Se configura los dispositivos.
Figura 81. Configuración de dispositivos en el proyecto “Registrador”
Fuente: Elaboración propia.

124
Como siguiente configuración,en Nivel de Acceso seleccionamos: Acceso Completo (sin
protección).
Figura 82. Nivel de acceso: acceso completo
Fuente: Elaboración propia.
En mecanismos de conexión, nos aseguramos que cuente con el check de: Permitir acceso
vía comunicación PUT/GET del interlocutor remoto.
Figura 83. Permisos de PUT/GET del interlocutor remoto
Fuente: Elaboración propia.

125
Variables registradas en la memoria del PLC:
Figura 84. Variables PLC
Fuente: Elaboración propia
Para el control PID, la señal de entrada del Bloque PID se vincula con la señal de Salida
del bloque FUNCION TT01, en donde se encuentra la lógica del escalamiento
(TT01.OUTPUT):
Figura 85. Vinculación DB:TT01 con DB: TIC01
Fuente: Elaboración propia

126
En TIPO DE REGULACION, se configura como temperatura:
Figura 86. Configuración PID: Temperatura
Fuente: Elaboración propia
En PARAMETROS DE ENTRADA/SALIDA, se configura como señales de entrada y salida
real:
Figura 87. Configuración PID: Input/Output
Fuente: Elaboración propia
PARAMETROS DE ENTRADA/SALIDA, se realiza la conexión entre bloques:
Figura 88. Configuración PID: Input/Output entre Bloques
Fuente: Elaboración propia

127
LIMITES DEL VALOR DE SALIDA, se asigna los siguientes valores de respuesta:
Figura 89. Límites del valor de salida
Fuente: Elaboración propia
ESCALA DEL VALOR REAL, se tiene los valores escalados de forma lineal:
Figura 90. Escala del valor real
Fuente: Elaboración propia

128
LOS PARAMETROS PID, se obtienen los datos desde la vinculación del SCADA:
Figura 91. Parámetros PID
Fuente: Elaboración propia

129
ANEXO II. DISEÑO DEL SISTEMA SCADA
El software utilizado para el diseño del sistema SCADA es SIMATIC WINCC EXPLORER
V7.2.
Se crea un proyecto nuevo: REGISTRO_TEMP:
Figura 92. Proyecto REGISTRO_TEMP
Fuente: Elaboración propia
Se configura el sistema SCADA con los parámetros del PLC el cual estará vinculado:
Figura 93. Configuración del sistema SCADA
Fuente: Elaboración propia
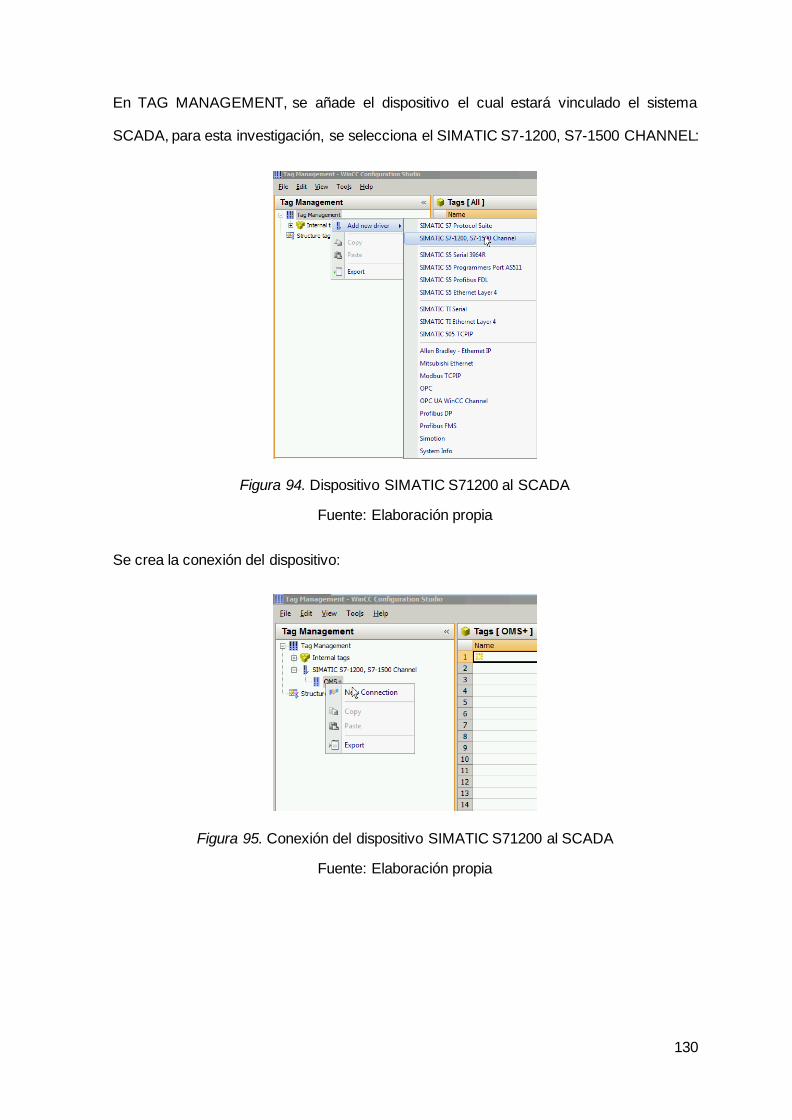
130
En TAG MANAGEMENT, se añade el dispositivo el cual estará vinculado el sistema
SCADA, para esta investigación, se selecciona el SIMATIC S7-1200, S7-1500 CHANNEL:
Figura 94. Dispositivo SIMATIC S71200 al SCADA
Fuente: Elaboración propia
Se crea la conexión del dispositivo:
Figura 95. Conexión del dispositivo SIMATIC S71200 al SCADA
Fuente: Elaboración propia
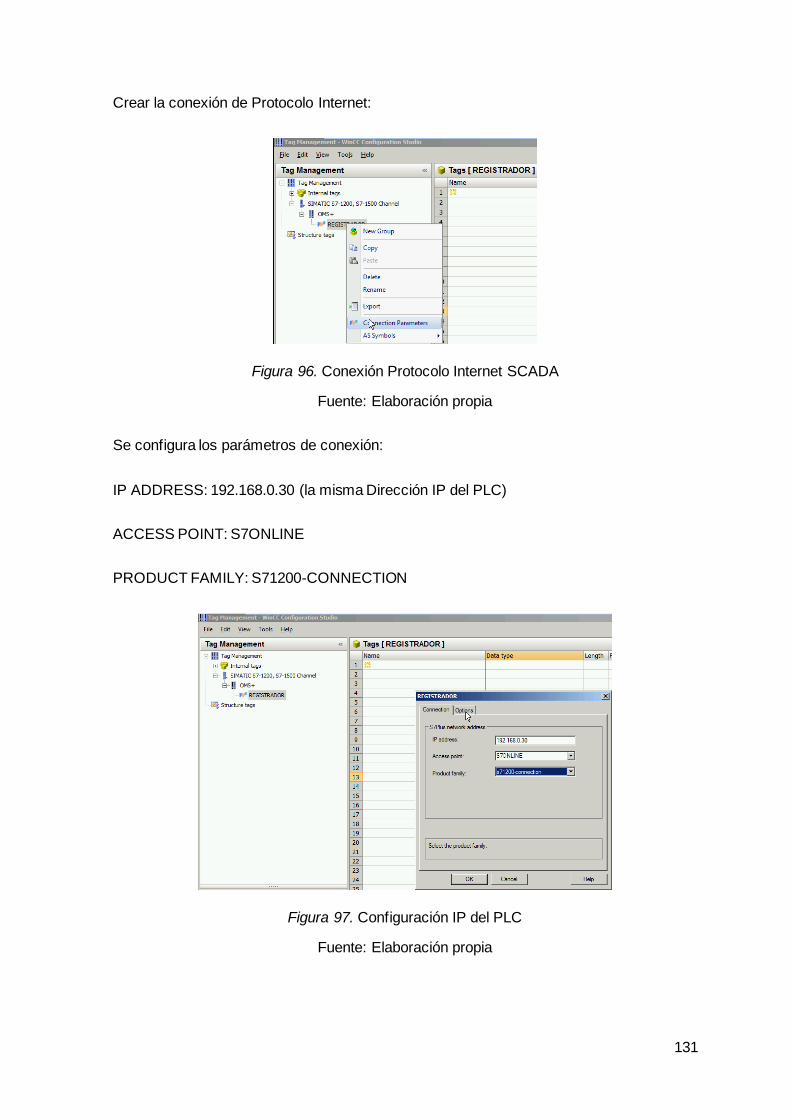
131
Crear la conexión de Protocolo Internet:
Figura 96. Conexión Protocolo Internet SCADA
Fuente: Elaboración propia
Se configura los parámetros de conexión:
IP ADDRESS: 192.168.0.30 (la misma Dirección IP del PLC)
ACCESS POINT: S7ONLINE
PRODUCT FAMILY: S71200-CONNECTION
Figura 97. Configuración IP del PLC
Fuente: Elaboración propia

132
Se ingresa contraseña en caso tuviese:
Figura 98. Contraseña PLC al SCADA
Fuente: Elaboración propia
Una vez realizada la conexión, se actualiza las variables del PLC que estarán vinculadas
al SCADA y se selecciona las que se va a utilizar:
Figura 99. Lectura de variables del PLC
Fuente: Elaboración propia

133
Una vez conectado, se muestra todas las variables:
Figura 100. Variables vinculadas del PLC al SCADA
Fuente: Elaboración propia
Se selecciona todas las variables a utilizar:
Figura 101. Selección de variables PLC al SCADA
Fuente: Elaboración propia

134
Una vez seleccionadas todas las variables, se guarda configuración:
Figura 102. Guardar selección de variables
Fuente: Elaboración propia
Se visualiza solo las variables seleccionadas y guardadas, estas variables serán
actualizadas mediante se diseñe el sistema SCADA:
Figura 103. Visualización de variables vinculadas
Fuente: Elaboración propia

135
Ahora se selecciona GRAPHICS DESIGNER:
Figura 104. Graphics designer
Fuente: Elaboración propia
Se crea tres ventanas:
• PROCESO
• PID
• REGISTRO
Vista: PROCESO
Se tiene a disposicion los siguientes objetos para el diseño del SCADA:
Figura 105. Editor de objetos estándar
Fuente: Elaboración propia

136
Seleccionamos el objeto I/O Field, para el ingreso de los límites inferior y superior, SET
POINT y variable del Proceso.
Figura 106. I/O Field
Fuente: Elaboración propia
Seleccionamos la variable vinculada, en este caso la Variable TT01_Alarma_H:
Figura 107. Vinculación de cada variable con los I/O Field
Fuente: Elaboración propia

137
Se modifica a 1 segundo el tiempo de cambio para cada actualización de datos en este
campo, y se guarda al seleccionar OK.
Figura 108. Configuración de tiempo de actualización de datos I/O
Fuente: Elaboración propia
Y así respectivamente para cada cambio de ingreso de datos:
Figura 109. Configuración de campos de ingreso y visualización de datos
Fuente: Elaboración propia

138
Esto se repite para las VISTAS de PROCESO y PID.
Se agrega el visor de Control ONLINE TREND CONTROL, para la visualización del
comportamiento gráfico del Proceso:
Figura 110. ONLINE TREND CONTROL Proceso
Fuente: Elaboración propia
Se configura la animación del visor de activación y desactivación de la válvula de 3 vías
que da paso al fluido según los parámetros de producción (ver Figura 63).
Figura 111. Visor de activación y desactivación de válvula
Fuente: Elaboración propia

139
Figura 112. Diseño del proceso de pasteurización con visor ON/OFF
Fuente: Elaboración propia
Se configura el cambio de color, para reconocer el cambio de paso de la válvula de
manera visual:
Figura 113. Configuración de color ON/OFF
Fuente: Elaboración propia
Se vincula la etiqueta de cambio:
Figura 114. Vinculación de variable PROCESO_STATE
Fuente: Elaboración propia
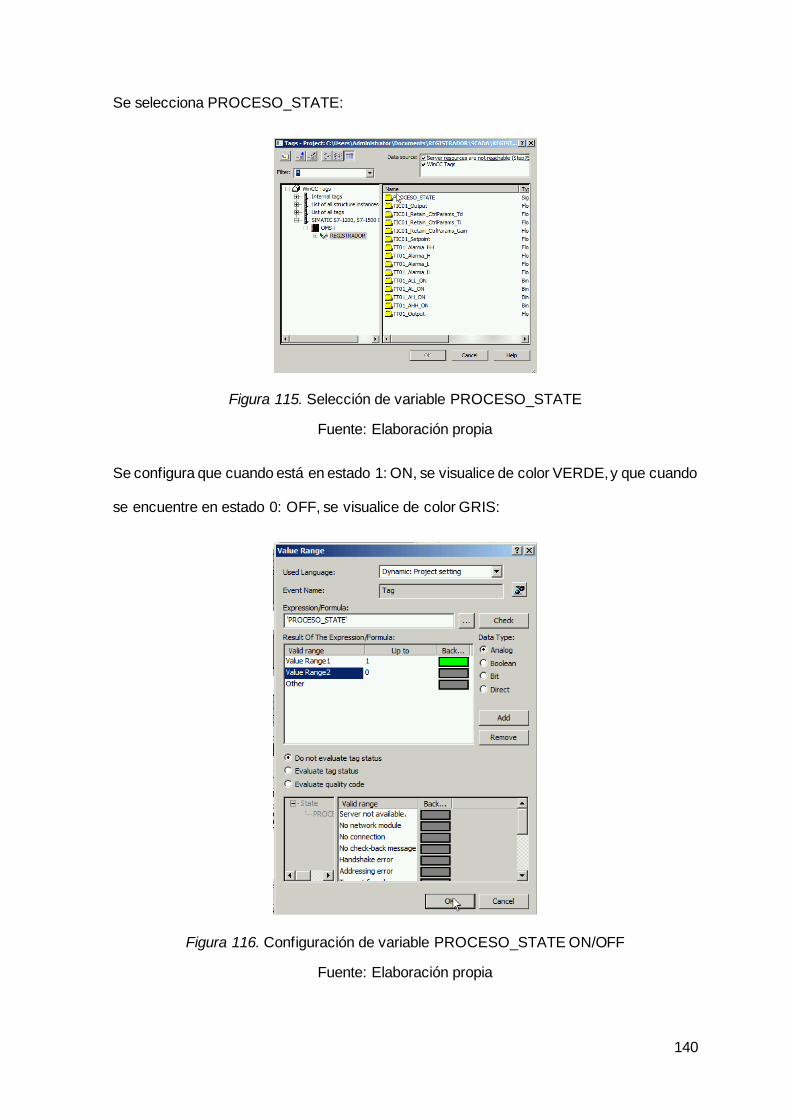
140
Se selecciona PROCESO_STATE:
Figura 115. Selección de variable PROCESO_STATE
Fuente: Elaboración propia
Se configura que cuando está en estado 1: ON, se visualice de color VERDE, y que cuando
se encuentre en estado 0: OFF, se visualice de color GRIS:
Figura 116. Configuración de variable PROCESO_STATE ON/OFF
Fuente: Elaboración propia
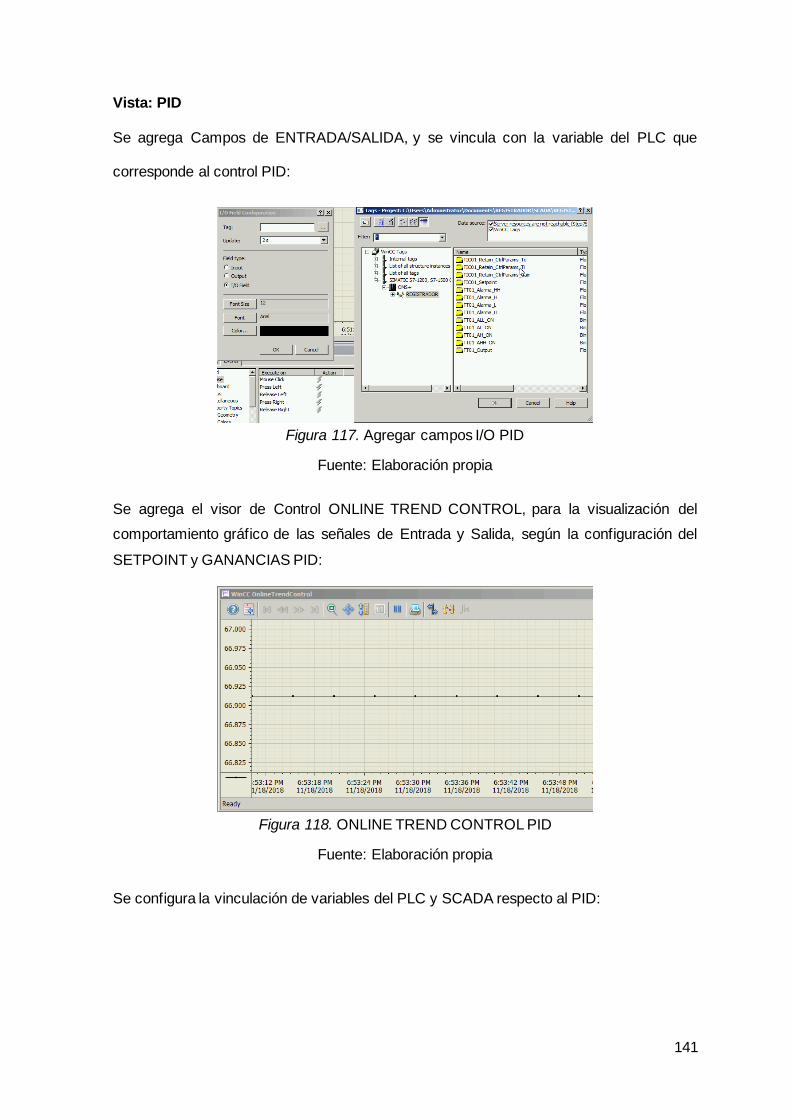
141
Vista: PID
Se agrega Campos de ENTRADA/SALIDA, y se vincula con la variable del PLC que
corresponde al control PID:
Figura 117. Agregar campos I/O PID
Fuente: Elaboración propia
Se agrega el visor de Control ONLINE TREND CONTROL, para la visualización del
comportamiento gráfico de las señales de Entrada y Salida, según la configuración del
SETPOINT y GANANCIAS PID:
Figura 118. ONLINE TREND CONTROL PID
Fuente: Elaboración propia
Se configura la vinculación de variables del PLC y SCADA respecto al PID:

142
Figura 119. Vinculación de variables PID al SCADA
Fuente: Elaboración propia
Se crea las tendencias gráficas de la Temperatura del Proceso (TEMPERATURA), Set
Point (SP), Nivel Alto (NIVEL_ALTO), Nivel Bajo (NIVEL_BAJO) y Salida del PID
(OUT_TIC01):
Figura 120. Configuración de variables ONLINE TREND CONTROL PID
Fuente: Elaboración propia
Se configura la vinculación de datos respectivamente para cada tendencia creada:

143
Figura 121. Selección de variables PID
Fuente: Elaboración propia
Vista: REPORTES
Para la creación de los REPORTES, se configura la sincronización de las variables del PLC
con el SCADA, para que cada 5 segundos se guarde el valor actual de la Temperatura del
Proceso:
Figura 122. Selección de variables para el REPORTE
Fuente: Elaboración propia.
Se configura un ONLINE TABLE CONTROL, para la visualización numérica en tabla del
registro por fecha y tiempo, la temperatura, el estado “0”: Fuera de límites permitidos, “1”:
dentro de los límites permitidos, el SET POINT configurado según el proceso, y LIMITES
ALTO/BAJO, que permiten la adecuada producción.
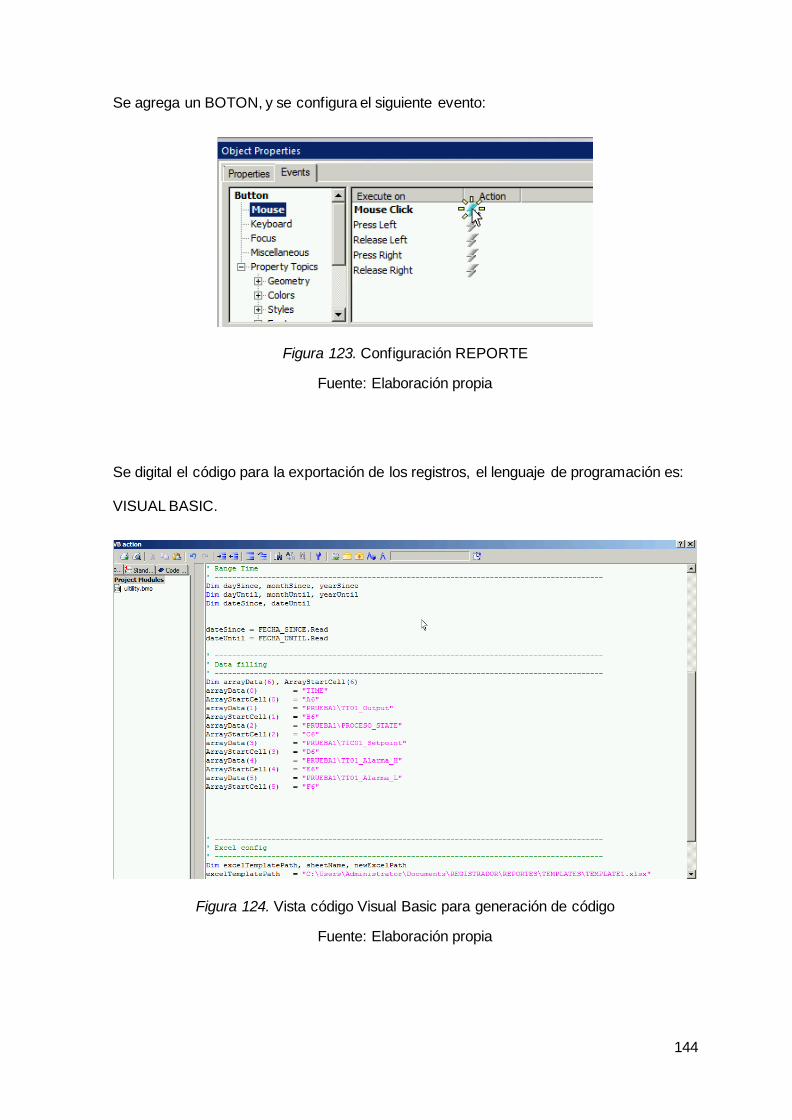
144
Se agrega un BOTON, y se configura el siguiente evento:
Figura 123. Configuración REPORTE
Fuente: Elaboración propia
Se digital el código para la exportación de los registros, el lenguaje de programación es:
VISUAL BASIC.
Figura 124. Vista código Visual Basic para generación de código
Fuente: Elaboración propia

145
ANEXO III. PROCESO FUERA DE ESPECIFICACION
Figura 125. Vista SCADA PROCESO: Variable de temperatura fuera de los parámetros
establecidos
Fuente: Elaboración propia

146
ANEXO IV. PROCESO DENTRO DE ESPECIFICACION
Figura 126. Vista SCADA PROCESO: Variable de temperatura dentro de los parámetros
establecidos
Fuente: Elaboración propia

147
ANEXO V. PID
Figura 127. Vista SCADA PID: Configuración sintonización PID
Fuente: Elaboración propia

148
ANEXO VI. REPORTES
Figura 128. Vista SCADA REPORTE: Configuración y sintonización PID
Fuente: Elaboración propia
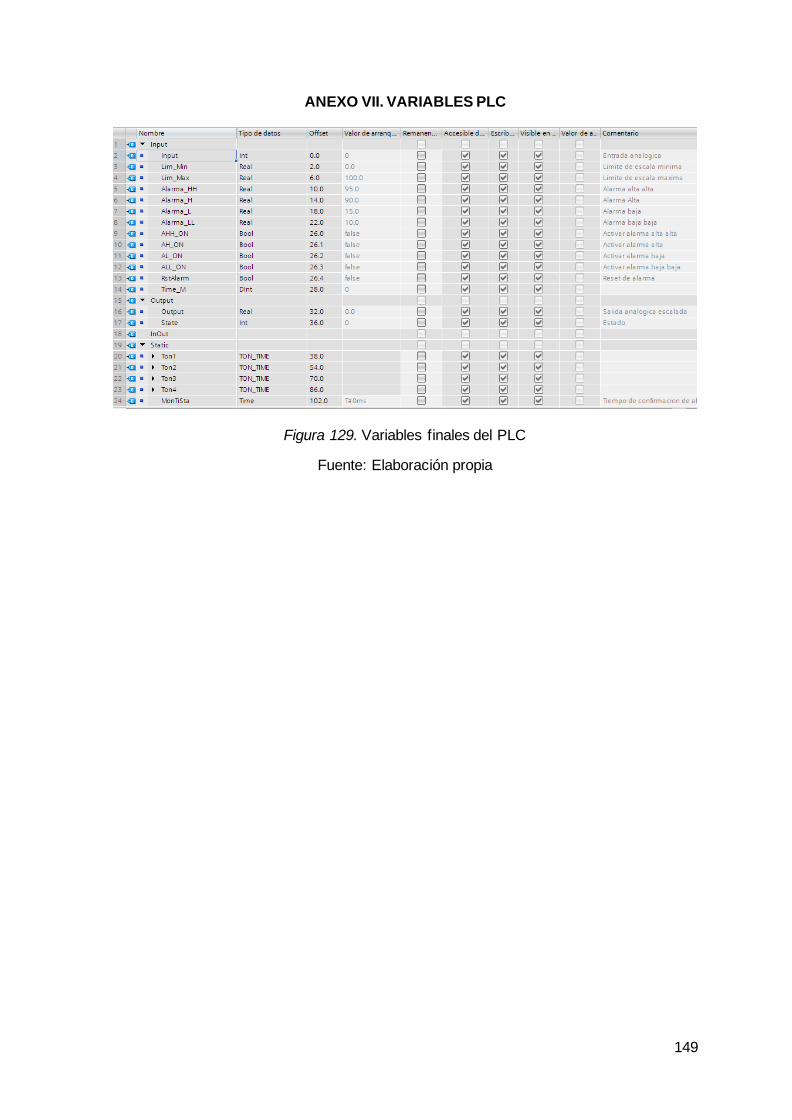
149
ANEXO VII. VARIABLES PLC
Figura 129. Variables finales del PLC
Fuente: Elaboración propia
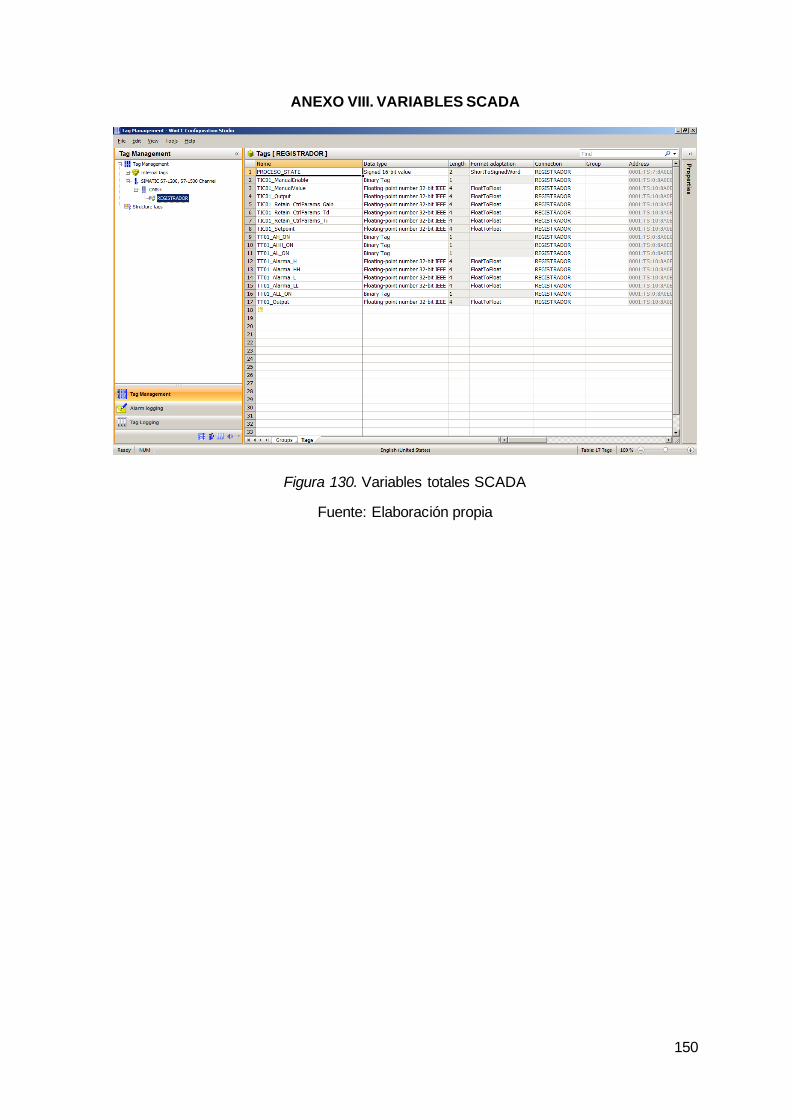
150
ANEXO VIII. VARIABLES SCADA
Figura 130. Variables totales SCADA
Fuente: Elaboración propia

151
ANEXO IX. REPORTE EXCEL
Tabla 19. Reporte temperaturas
Reporte temperaturas
Fuente: Elaboración propia
FECHA / HORA TEMPERATURA (oC) STATE(0=FAULT/1=OK) SP LIM_ALTO LIM_BAJO
12/5/2018 11:45:00 75.26764679 1 75 80 70
12/5/2018 11:50:00 75.26403046 1 75 80 70
12/5/2018 11:55:00 75.31829071 1 75 80 70
12/5/2018 12:00:00 75.22786331 1 75 80 70
12/5/2018 12:05:00 75.27126694 1 75 80 70
12/5/2018 12:10:00 75.27126694 1 75 80 70
12/5/2018 12:15:00 75.27126694 1 75 80 70
12/5/2018 12:20:00 75.23871613 1 75 80 70
12/5/2018 12:25:00 75.32551956 1 75 80 70
12/5/2018 12:30:00 75.27488327 1 75 80 70
12/5/2018 12:35:00 75.33275604 1 75 80 70
12/5/2018 12:40:00 75.33275604 1 75 80 70
12/5/2018 12:45:00 75.23871613 1 75 80 70
12/5/2018 12:50:00 75.33275604 1 75 80 70
12/5/2018 12:55:00 75.33275604 1 75 80 70
12/5/2018 13:00:00 75.21339798 1 75 80 70
12/5/2018 13:05:00 75.22425079 1 75 80 70
12/5/2018 13:10:00 75.32913589 1 75 80 70
12/5/2018 13:15:00 75.33275604 1 75 80 70
12/5/2018 13:20:00 75.24594498 1 75 80 70
12/5/2018 13:25:00 75.31105423 1 75 80 70
12/5/2018 13:30:00 75.32190704 1 75 80 70
12/5/2018 13:35:00 75.33275604 1 75 80 70
12/5/2018 13:40:00 75.32913589 1 75 80 70
12/5/2018 13:45:00 75.23871613 1 75 80 70
12/5/2018 13:50:00 75.31105423 1 75 80 70
12/5/2018 13:55:00 75.23871613 1 75 80 70
12/5/2018 14:00:00 75.26403046 1 75 80 70
12/5/2018 14:05:00 75.26403046 1 75 80 70
12/5/2018 14:10:00 75.23871613 1 75 80 70
12/5/2018 14:15:00 75.33275604 1 75 80 70
12/5/2018 14:20:00 75.23871613 1 75 80 70
12/5/2018 14:25:00 75.26041794 1 75 80 70
12/5/2018 14:30:00 75.30743408 1 75 80 70
12/5/2018 14:35:00 75.32913589 1 75 80 70
12/5/2018 14:40:00 75.22425079 1 75 80 70
REGISTROS DE TEMPERATURA
DEL PASTEURIZADOR

152
ANEXO X. CODIGO REPORTE
Sub OnClick(Byval Item)
Dim FECHA_UNTIL
Set FECHA_UNTIL = HMIRuntime.Tags("FECHA_UNTIL")
Dim FECHA_SINCE
Set FECHA_SINCE = HMIRuntime.Tags("FECHA_SINCE")
' -----------------------------------------------------------------------------------------
' Fecha Actual
' -----------------------------------------------------------------------------------------
Dim currDate
currDate = (Day(Date()))
currDate = currDate &"_"&(Month(Date()))
currDate = currDate &"_"&(Year(Date()))
currDate = currDate &"_"&(Hour(Time()))
currDate = currDate &"_"&(Minute(Time()))
currDate = currDate &"_"&(Second(Time()))
' -----------------------------------------------------------------------------------------
' Rango de Tiempo
' -----------------------------------------------------------------------------------------
Dim daySince, monthSince, yearSince
Dim dayUntil, monthUntil, yearUntil
Dim dateSince, dateUntil
dateSince = FECHA_SINCE.Read
dateUntil = FECHA_UNTIL.Read
' -----------------------------------------------------------------------------------------
' Datos

153
' -----------------------------------------------------------------------------------------
Dim arrayData(6), ArrayStartCell(6)
arrayData(0) = "TIME"
ArrayStartCell(0) = "A6"
arrayData(1) = "PRUEBA1\TT01_Output"
ArrayStartCell(1) = "B6"
arrayData(2) = "PRUEBA1\PROCESO_STATE"
ArrayStartCell(2) = "C6"
arrayData(3) = "PRUEBA1\TIC01_Setpoint"
ArrayStartCell(3) = "D6"
arrayData(4) = "PRUEBA1\TT01_Alarma_H"
ArrayStartCell(4) = "E6"
arrayData(5) = "PRUEBA1\TT01_Alarma_L"
ArrayStartCell(5) = "F6"
' -----------------------------------------------------------------------------------------
' Configuración al EXCEL
' -----------------------------------------------------------------------------------------
Dim excelTemplatePath, newExcelPath
excelTemplatePath =
"C:\Users\Administrator\Documents\REGISTRADOR\REPORTES\TEMPLATES\TEMPLA
TE1.xlsx"
sheetName = "REPORTE1"
report excelTemplatePath, sheetName, dateSince, dateUntil, arrayData, ArrayStartCell
End Sub
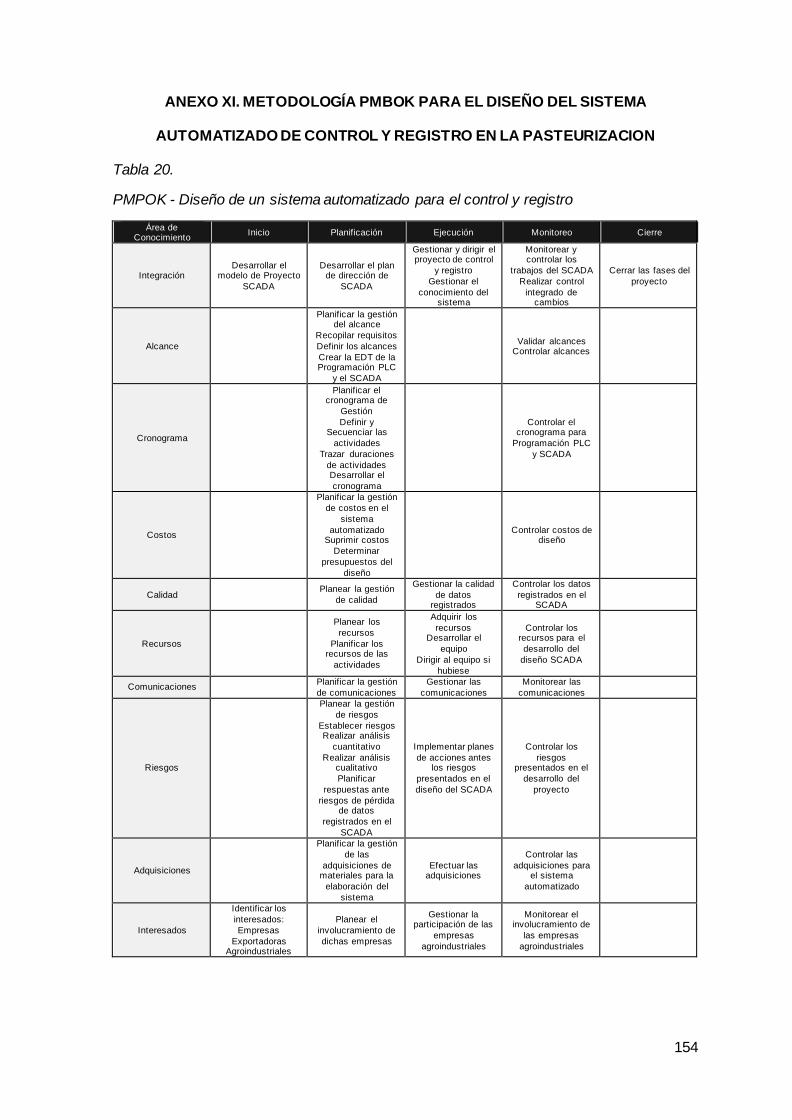
154
ANEXO XI. METODOLOGÍA PMBOK PARA EL DISEÑO DEL SISTEMA
AUTOMATIZADO DE CONTROL Y REGISTRO EN LA PASTEURIZACION
Tabla 20. PMPOK - Diseño de un sistema automatizado para el control y registro
PMPOK - Diseño de un sistema automatizado para el control y registro
Área de Conocimiento
Inicio Planificación Ejecución Monitoreo Cierre
Integración Desarrollar el
modelo de Proyecto
SCADA
Desarrollar el plan de dirección de
SCADA
Gestionar y dirigir el proyecto de control
y registro
Gestionar el
conocimiento del sistema
Monitorear y controlar los
trabajos del SCADA
Realizar control
integrado de cambios
Cerrar las fases del
proyecto
Alcance
Planificar la gestión del alcance
Recopilar requisitos
Definir los alcances
Crear la EDT de la Programación PLC
y el SCADA
Validar alcances
Controlar alcances
Cronograma
Planificar el cronograma de
Gestión
Definir y Secuenciar las
actividades
Trazar duraciones
de actividades Desarrollar el
cronograma
Controlar el cronograma para
Programación PLC
y SCADA
Costos
Planificar la gestión
de costos en el
sistema
automatizado Suprimir costos
Determinar
presupuestos del
diseño
Controlar costos de
diseño
Calidad Planear la gestión
de calidad
Gestionar la calidad
de datos registrados
Controlar los datos
registrados en el SCADA
Recursos
Planear los
recursos
Planificar los recursos de las
actividades
Adquirir los
recursos Desarrollar el
equipo
Dirigir al equipo si
hubiese
Controlar los recursos para el
desarrollo del
diseño SCADA
Comunicaciones Planificar la gestión
de comunicaciones
Gestionar las
comunicaciones
Monitorear las
comunicaciones
Riesgos
Planear la gestión
de riesgos
Establecer riesgos Realizar análisis
cuantitativo
Realizar análisis cualitativo
Planificar
respuestas ante
riesgos de pérdida de datos
registrados en el
SCADA
Implementar planes
de acciones antes los riesgos
presentados en el
diseño del SCADA
Controlar los
riesgos presentados en el
desarrollo del
proyecto
Adquisiciones
Planificar la gestión
de las
adquisiciones de materiales para la
elaboración del
sistema
Efectuar las adquisiciones
Controlar las
adquisiciones para el sistema
automatizado
Interesados
Identificar los
interesados:
Empresas
Exportadoras Agroindustriales
Planear el
involucramiento de
dichas empresas
Gestionar la participación de las
empresas
agroindustriales
Monitorear el involucramiento de
las empresas
agroindustriales

155
ANEXO XII. DATOS DEL COMPORTAMIENTO DE LA TEMPERATURA EN UN
SISTEMA DE PASTEURIZACION
Tiempo seg Temperatura °C Apertura % Tiempo seg Temperatura °C Apertura %
0 0.00 0 2550 45.14 50
50 29.97 100 2600 45.07 50
100 50.56 100 2650 45.12 50
150 63.79 100 2700 45.18 50
200 72.73 100 2750 44.51 50
250 78.82 100 2800 45.20 50
300 82.44 100 2850 45.89 50
350 85.43 100 2900 44.98 50
400 86.93 100 2950 45.01 50
450 87.74 100 3000 45.12 50
500 88.45 100 3050 45.21 50
550 89.50 100 3100 45.00 50
600 89.66 100 3150 42.89 0
650 89.60 100 3200 41.02 0
700 90.67 100 3250 40.70 0
750 90.38 100 3300 38.60 0
800 90.45 100 3350 34.54 0
850 90.90 100 3400 31.22 0
900 90.33 100 3450 29.76 0
950 90.65 100 3500 27.93 0
1000 90.77 100 3550 25.23 0
1050 90.58 100 3600 22.54 0
1100 90.69 100 3650 21.57 0
1150 90.69 100 3700 19.19 0
1200 90.19 100 3750 18.10 0
1250 91.00 100 3800 16.70 0
1300 90.90 100 3850 15.58 0
1350 90.60 100 3900 13.12 0
1400 90.20 100 3950 12.24 0
1450 90.40 100 4000 11.02 0
1500 89.00 50 4050 9.56 0
1550 87.40 50 4100 8.25 0
1600 84.20 50 4150 7.19 0
1650 82.43 50 4200 6.38 0
1700 79.84 50 4250 5.22 0
1750 76.82 50 4300 4.10 0
1800 74.96 50 4350 2.33 0
1850 72.03 50 4400 1.50 0
1900 70.43 50 4450 0.20 0
1950 67.94 50 4500 0.17 0
2000 66.57 50 4550 0.14 0
2050 64.39 50 4600 0.11 0
2100 62.40 50 4650 0.08 0
2150 60.80 50 4700 0.02 0
2200 59.48 50 4750 0.00 0
2250 57.92 50 4800 0.00 0
2300 55.34 50 4850 0.00 0
2350 52.13 50 4900 0.00 0
2400 50.07 50 4950 0.00 0
2450 48.79 50 5000 0.00 0
2500 46.87 50





























