Embed Size (px)
Citation preview
1
DISEÑO MECÁNICO DE UNA MÁQUINA UNIVERSAL DE ENSAYOS PARA
POLÍMEROS
PAULA ANDREA GALLEGO BOTERO
ROLANDO FERNEY CLAROS CLAROS
UNIVERSIDAD TECNOLÓGICA DE PEREIRA
FACULTAD DE TECNOLOGÍAS
ESCUELA DE TECNOLOGÍA MECÁNICA
PEREIRA - RISARALDA
NOVIEMBRE DE 2007

2
DISEÑO MECÁNICO DE UNA MÁQUINA UNIVERSAL DE ENSAYOS PARA
POLÍMEROS
PAULA ANDREA GALLEGO BOTERO
ROLANDO FERNEY CLAROS CLAROS
Proyecto de grado para optar al título de
Tecnólogo Mecánico
Director del proyecto de grado:
GONZALO TRUJILLO SANTACOLOMA
Tecnólogo Mecánico
UNIVERSIDAD TECNOLÓGICA DE PEREIRA
FACULTAD DE TECNOLOGÍAS
ESCUELA DE TECNOLOGÍA MECÁNICA
PEREIRA - RISARALDA
NOVIEMBRE DE 2007

3
Nota de aceptación
_______________________________
_______________________________ _______________________________
_______________________________ _______________________________
_______________________________ _______________________________
_______________________________
_______________________________
Firma del presidente del jurado.
_______________________________
Firma del jurado.
_______________________________
Firma jurado.
Pereira 13 de Noviembre del 2007.

4
AGRADECIMIENTOS
Damos gracias a Dios por habernos concedido la oportunidad de haber
compartido durante estos años de estudio, la alegría de estar con nuestros
compañeros y profesores, quienes nos brindaron conocimientos y ratos
agradables.
A nuestros Padres: María Consuelo Botero Botero, Wilson Gallego, Gustavo
Claros, Romelia Claros porque sin escatimar esfuerzo alguno, han sacrificado una
parte de su vida para formarnos y porque nunca podremos pagar todos sus
desvelos, por lo que somos y por todo el tiempo que les robamos pensando en
nosotros.
A Gustavo A. Claros, Luis Andrés Meneses, Gloria Meneses y Olga Patricia Osorio
quienes fueron una fuente de apoyo durante toda mi vida de estudiante
universitario y quienes me dieron no tan solo un apoyo económico sino un apoyo
moral para poder salir adelante.
A Oscar Gómez por comprenderme y dar lo mejor de sí mismo sin esperar nada a
cambio, por escucharme y brindarme ayuda cuando fue necesario.
Gracias al tecnólogo en mecánica Gonzalo Trujillo Santacoloma por su apoyo
educativo y moral, a la Ingeniera Luz Adriana Cañas, quienes nos asesoraron
durante la realización del proyecto
Finalmente agradecemos a todos los familiares y amigos que directa o
indirectamente contribuyeron a la realización de este proyecto.

5
CONTENIDO
Pág.
INTRODUCCIÓN…………………………………………………………………….. 1 FUNDAMENTOS TEÓRICOS PARA LA INTERPRETACION DE LOS
DATOS OBTENIDOS EN LOS ENSAYOS…………………………………… 1.1 DIAGRAMA DE TENSIÓN-DEFORMACIÓN 1.1.1 parámetros relacionados con el diagrama tensión-deformación 1.2 CLASES DE PROBETAS PARA POLÍMEROS
1.3 PROPIEDADES TÍPICAS DE ALGUNOS POLÍMEROS
1.4 DESIGNACIÓN DE LA VELOCIDAD DE PRUEBA
1.5 POSIBLES FALLAS EN LA PRUEBA
1.6 UNIDADES
2.0 FUNCIONAMIENTO DE UNA MÁQUINA UNIVERSAL DE ENSAYOS 2.1 CLASIFICACIÓN
2.1.1 Según su estructura 2.1.2 Según el accionamiento
2.2 PARTES DE LA MÁQUINA UNIVERSAL DE ENSAYOS MONOESPACIO Y DE ACCIONAMIENTO MECÁNICO. 3. MÉTODOS DE ENSAYOS EN LA MÁQUINA UNIVERSAL……………….. 3.1 ENSAYO DE TRACCIÓN 3.2 ENSAYO DE COMPRESIÓN 3.3 DESARROLLO DE LA PRUEBA DE TRACCIÓN BAJO LA NORMAASTM D638
14
16
15
17
21
24
25
26
26
27
27
27
28
30
31
31
34
35

6
4. CARACTERÍSTICAS DE MATERIALES POLIMÉRICOS…………………… 4.1 PROPIEDADES MECÁNICAS DE LOS POLÍMEROS REALES 4.2 SELECCIÓN DE MATERIALES A UTILIZAR EN LAS PROBETAS PARAENSAYOS DE TRACCIÓN Y COMPRESIÓN 4.2.1 Polietileno 4.2.2 Polipropileno
5. DISEÑO DE LA MÁQUINA UNIVERSAL DE ENSAYOS……………………
5.1 DISEÑO DEL TUBO
5.2 SOLDADURA
5.3 DISEÑO DE TORNILLOS PARA LAS MORDAZAS 5.4 GUÍAS DE LA MORDAZA 5.5 GUÍA SUPERIOR 5.6 CÁLCULO DEL TORNILLO DE POTENCIA 5.7 DISEÑO DE TUERCA PARA TORNILLO DE POTENCIA 5.8 GUÍA MÓVIL 5.9 GUÍA INFERIOR 5.10 EJE PARA ALINEAR LAS GUÍAS 5.11 CARCASA 5.12 MOTORREDUCTOR 5.13 CÁLCULO DE CHAVETA PARA ACOPLAR EL MOTOR 5.14 CELDA DE CARGA
5.15 ESPARRAGO PARA UNIR LA CELDA DE CARGA CON LA MORDAZA FIJA
37
38
40
40
41
44
51
54
57
61
62
64
70
71
71
74
74
75
78
80
82

7
5.16 VARIABLE SPEED DRIVE O VARIADOR DE VELOCIDAD 5.17 CÁLCULO DE ESTRUCTURA 6. COSTOS DE MATERIALES PARA LA CONSTRUCCIÓN DE LA MÁQUINA UNIVERSAL DE ENSAYOS PARA POLÍMEROS……………….…. 7. CONCLUSIONES……………………………………………………………........ 8. RECOMENDACIONES…………………………………………………………… 9. BIBLIOGRAFIA…………………………………………………………………….
83
86
108
110
111
112

8
LISTA DE FIGURAS
Pág.
Figura 1. Diagrama tensión-deformación.
Figura 2. Área inicial transversal de la probeta
Figura 3. Estricción, o estrechamiento súbito, de una probeta de plástico en la rotura Figura 4. Clases de probetas Figura 5. Grueso máximo de la probeta Figura 6. Máquina Universal Mono-espacio Figura 7. Máquina Universal doble-espacio Figura 8. Accionamiento mecánico
Figura 9. Máquina Universal de Ensayos para polímeros
Figura 10. Diagrama esfuerzo-deformación de materiales dúctiles en tensión
Figura 11. Propiedades mecánicas de los polímeros
Figura 12. Orientación de las fibras para una optima resistencia a la tensión Figura 13. Probeta tipo I en polietileno y polipropileno Figura 14. Dimensiones del tubo Figura 15. Dimensiones del área a aplicar la soldadura Figura 16. Garganta de soldadura Figura 17. Posicionamiento del tornillo en las mordazas
Figura 18. Dimensiones del tornillo para las mordazas Figura 19. Guía superior
16
17
19
21
22
27
28
29
30
32
38
39
44
51
55
56
57
61
62

9
Figura 20. Dimensiones buje guía superior Figura 21. Esquema de un tornillo Rosca Acme Figura 22. Sección de una hélice del tornillo de potencia. Figura 23. Ángulo de hélice Figura 24. Tipo de fuerza aplicada sobre el diente de la rosca Figura 25. Dimensiones de la tuerca Figura 26. Guía móvil Figura 27. Guía inferior Figura 28. Dimensiones buje guía inferior Figura 29. Dimensiones del eje para alinear las guias Figura 30. Dimensiones de la carcasa Figura 31. Motoreductor Figura 32. Alimentación de la celda de carga Figura 33. Dimensiones del esparrago Figura 34. Estructura Figura 35. Dimensiones de la placa superior Figura 36. Diagrama de cuerpo libre de la placa superior Figura 37. Posición de la fuerza total en el centroide de la placa Figura 38. Analisis estático para la placa Figura 39. Ubicación del eje neutro Figura 40. Ubicación de los pernos sobre la placa superior
Figura 41. Análisis de fuerzas cortantes Figura 42. Translacion de fuerzas y momentos
62
64
64 65
67
70
71
72
72
74
74
75
80
82
86
86
87
88 89
90
96
98
101

10
Figura 43. Ubicación de los pernos sobre la placa inferior de anclaje
103

11
LISTA DE TABLAS
Pág.
Tabla 1. Dimensiones para el espesor, mm (in.)
Tabla 2. Propiedades típicas de algunos polímeros.
Tabla 3. Designación de la velocidad de prueba.
Tabla 4. Unidades
Tabla 5. Definición de materiales.
Tabla 6. Propiedades mecánicas del polietileno.
Tabla 7. Propiedades mecánicas del polipropileno.
Tabla 8. Posibles costos de los materiales
Tabla 9. Gastos de proceso de diseño.
22
24
25
26
37
41
43
108
109

12
LISTA DE ANEXOS
Pág.
Anexo 1 Anexo 2 Anexo 3 Anexo 4 Anexo 5 Anexo 6 Anexo 7 Anexo 8 Anexo 9 Anexo 10 Anexo 11 Anexo 12 Anexo 13 Anexo 14 Anexo 15 Anexo 16 Anexo 17 Anexo 18 Anexo 19 Anexo 20
114
115
116
117
118
119
120
121
122
123
126
127
128
129
130
131
133
134
135
136

13
Anexo 21 Anexo 22 Anexo 23 Anexo 24 Anexo 25
137
138
140
141
142

14
INTRODUCCIÓN
El diseño es un proceso de ingeniería donde se genera toda una documentación
tecnológica con el fin de producir un componente o máquina para su posterior
desarrollo. El estudio realizado durante la ejecución de este trabajo ha dado como
resultado un documento que presenta los principales criterios para el diseño de
una Máquina Universal de Ensayos para materiales sintéticos.
El diseño de este equipo presenta una posible solución para uno de los muchos
problemas que se observan en las empresas, principalmente en el área de control
de calidad de los productos. Uno de los puntos más críticos radica en la carencia
de laboratorios de ensayos, lo cual impide realizar un seguimiento a las piezas
para obtener una información estable y verídica en cuanto a la caracterización de
las mismas que arroje datos para analizar las propiedades mecánicas de los
elementos producidos en cada proceso de fabricación.
Este trabajo se ha centrado en el ensayo aplicado para determinar la resistencia
mecánica de los elementos listos para salir al mercado con el fin de garantizar las
especificaciones para las cuales fueron diseñados, mediante la propuesta
tecnológica de diseño del equipo empleado en dichos ensayos de caracterización.
En nuestro medio, las industrias que fabrican piezas de materiales sintéticos se
basan en datos empíricos para comprobar las características mecánicas de los
materiales ya que no cuentan con cálculos ni datos específicos para el diseño y la
producción de las piezas, por lo cual se recomienda la realización de pruebas de
caracterización a los productos, principalmente una prueba de resistencia
mecánica debido a que en su uso muchos de los elementos a base de materiales
sintéticos son sometidos a esfuerzos de tracción o compresión.

15
En el actual proyecto se propone que en el transcurso de la producción se tomen
muestras para ser llevadas a un laboratorio donde se corrobore la calidad del
material, así se puede evitar la salida al mercado de productos defectuosos
contribuyendo al desarrollo económico y a un incremento en la calidad de los
procesos.
El diseño mecánico que se presenta en este documento es lo más específico
posible para que sea factible la construcción del equipo ya que la adquisición de
una máquina con una alta tecnología acarrea altos costos para las empresas que
trabajan la rama de materiales sintéticos. Esta máquina prueba la resistencia
mecánica de elementos tanto laminares como de mucho más espesores.
El desarrollo de este trabajo contribuye con el fortalecimiento de las actividades
docentes e investigativas de la Escuela de Tecnología Mecánica, ya que a futuro
se espera contar con un laboratorio de polímeros, dentro del cual es necesario un
equipo para la caracterización mecánica de materiales poliméricos, similar al
propuesto en este trabajo de diseño, dejando como base la primera fase para su
posterior construcción e implementación. Además de lo anterior, se abriría la
posibilidad de dar un acompañamiento a las empresas de la región en cuanto al
mejoramiento del control de calidad de sus productos.

16
1. FUNDAMENTOS TEÓRICOS PARA LA INTERPRETACIÓN DE LOS
DATOS OBTENIDOS EN LOS ENSAYOS DE TRACCIÓN Y COMPRESIÓN.
1.1 DIAGRAMA DE TENSIÓN-DEFORMACIÓN [1]
La resistencia de un material no es el único criterio a tener en cuenta en el momento del ensayo, frecuentemente, la rigidez suele tener la misma o mayor importancia. En menor grado, otras propiedades tales como la dureza, la tenacidad y la ductilidad también influyen en la clasificación de un material. Estas propiedades se determinan comparando los resultados obtenidos en los ensayos, con los establecidos (Tabla. 2).
Con el diagrama tensión-deformación (Figura 1.) se observa simultáneamente la carga y el alargamiento de una determinada longitud de la probeta, los resultados se suelen representar en una gráfica en el que en ordenadas se llevan las fuerzas o cargas y en las abscisas los correspondientes alargamientos o deformaciones.
Figura 1. Diagrama tensión-deformación.

17
1.1.1 Parámetros relacionados con el Diagrama Tensión-Deformación
Los parámetros que a continuación se nombran se deben tener en cuenta a la hora de brindarle una apropiada interpretación de la prueba realizada.
Área inicial (A0)
Es el área transversal de la parte de la probeta que se va a someter a cualquier esfuerzo antes de realizar la prueba, tal como se muestra en la figura 2.
(1.1)
Figura 2. Área inicial transversal de la probeta
DEFORMACIÓN
Cuantifica el cambio de tamaño o forma de un cuerpo debido a la aplicación de una o más fuerzas sobre el mismo. El valor de la deformación (!), es el coeficiente del alargamiento (") por la longitud (L) en la que se ha aplicado una fuerza.
(1.2)
La expresión correcta de la deformación en cualquier punto de la probeta es representada de la siguiente forma:
(1.3)
La anterior expresión determina el valor medio de la deformación en una longitud tan pequeña (dL) que puede considerarse constante en dicha longitud. No

18
obstante, y en ciertas condiciones, se puede suponer que la deformación es constante y aplicar la expresión (1.2). Las condiciones a tener en cuenta son:
1- El elemento sometido a tracción debe tener una sección recta constante. 2- El material debe ser homogéneo. 3- La fuerza o carga debe ser axial y debe producir una tensión uniforme.
LÍMITE DE PROPORCIONALIDAD
En la Figura 1 se observa que, desde el origen 0 hasta el punto llamado límite de proporcionalidad, el diagrama tensión-deformación es un segmento rectilíneo.
El límite de proporcionalidad tiene una gran importancia, ya que el comportamiento de los sólidos elásticos está basado en la proporcionalidad entre tensiones y deformaciones. También proporciona una primera indicación de por qué debe ser el límite de proporcionalidad y no la tensión de rotura la máxima a la que un material puede ser sometido.
LÍMITE DE ELASTICIDAD
También llamado límite elástico, es la tensión más allá de la cual el material no recupera totalmente su forma original al ser descargado.
PUNTO DE FLUENCIA O PLASTICIDAD PERFECTA
Durante esta fase el material se deformará plásticamente, con lo que al retirar la fuerza ya no regresará a su forma original, a partir de allí suele referirse al material como perfectamente plástico.
TENSIÓN DE ROTURA
También llamado resistencia a la rotura, es la máxima ordenada de la curva tensión-deformación.

19
RESILIENCIA
Es una medida de la cantidad de energía que puede absorber un material antes de que comience la deformación plástica. Se indica mediante el área bajo la curva del diagrama tensión-deformación en la región lineal o de deformación elástica.
ESTRICCIÓN
Es la etapa en la cual el material concentra la deformación sobre una región específica con lo que se verá más angosto en una región localizada como se observa en la figura 3, por lo tanto, la fuerza soportada disminuirá y finalmente el material llegará a la fractura (fallo). El esfuerzo de fractura se denota por el signo
.
Figura 3. Estricción o estrechamiento súbito de una probeta de plástico en la rotura. [2]
LEY DE HOOKE
La pendiente de la recta de la figura 1 muestra la relación entre la tensión y la deformación; se llama módulo de elasticidad y se representa por la letra E.
La Pendiente de la línea tensión-deformación que está entre el origen y el límite de proporcionalidad es representada de la siguiente forma:
(1.4)
Donde:
#: esfuerzo obtenido en la prueba
!: deformación de la probeta

20
Otra forma de la expresión de la ley de Hooke muy conveniente a veces, es la que se obtiene al sustituir:
(1.5)
Donde:
P: fuerza aplicada en la prueba, como se observa en la figura 2.
A: área transversal de la probeta
(1.6)
Donde:
": Alargamiento o deformación.
" = Lf – L
Lf: longitud final de la probeta en el momento de ruptura.
L: longitud inicial de la probeta, como se observa en la figura 2.
Al reemplazar las ecuaciones 1.5 y 1.6 en la ecuación 1.4 se obtiene:
(1.7)
Se necesita hallar valor del alargamiento , por lo tanto se puede tener en cuenta
este procedimiento:
(1.8)
(1.9)
La expresión (1.9) relaciona el alargamiento " con la fuerza o carga aplicada, la longitud de la barra, el área de la sección recta y el modulo de elasticidad.

21
De la Ecuación 1.8 hay que tener en cuenta las siguientes hipótesis:
1- la carga ha de ser axial 2- la barra debe ser homogénea y de sección constante 3- la tensión no debe sobrepasar el límite de proporcionalidad.
1.2 CLASES DE PROBETAS PARA POLÍMEROS SEGÚN NORMA ASTM
D638
Según la norma ASTM D638 (Standard test Method for Tensile Properties of Plastics) existen cinco tipos de probetas, las cuales tienen características diferentes en sus dimensiones y cada tipo depende del material del que son fabricadas, las probetas tipo I, II, III, IV y V se pueden fabricar en polímeros rígidos y semirrígidos, además las probetas III y IV también se pueden fabricar de polímeros no rígidos, a continuación se presentará los tipos y dimensiones que ostentaran cada una de las probetas.
Figura 4. Clases de probetas [3]
A continuación se presentan las tablas que muestran las dimensiones de las probetas para espesores (T) en milímetros y en pulgadas.
22
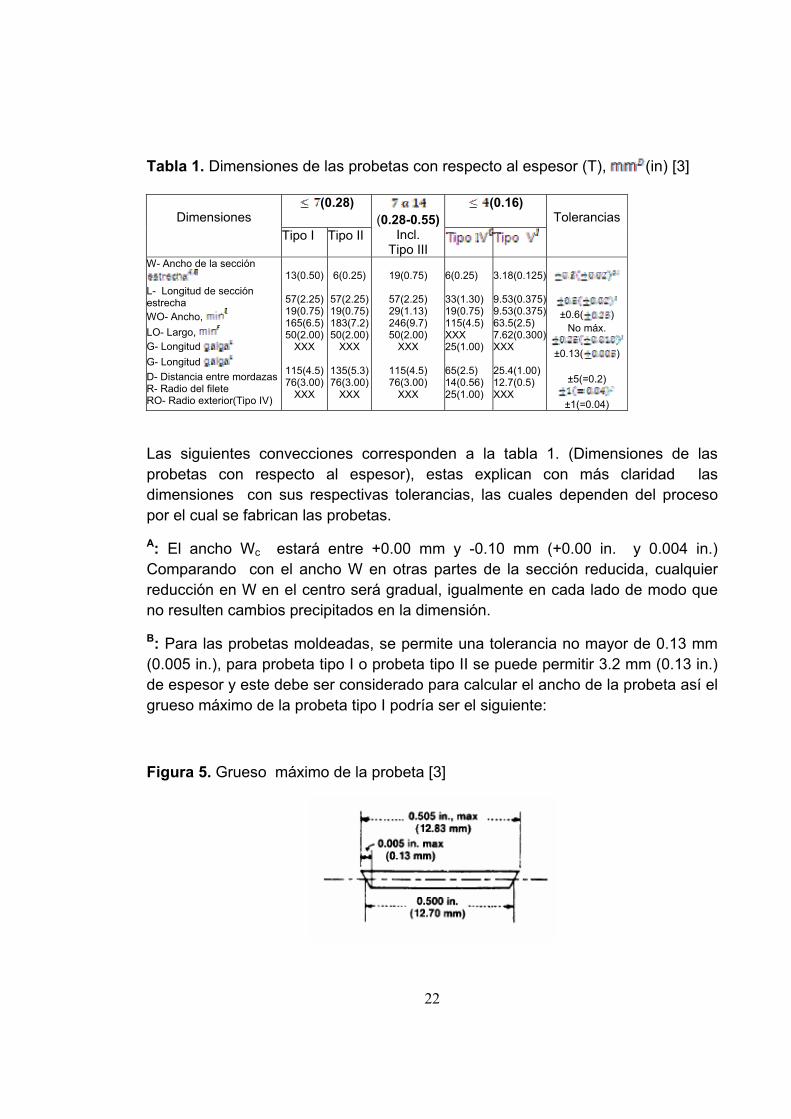
Tabla 1. Dimensiones de las probetas con respecto al espesor (T), (in) [3]
(0.28)
(0.16)
Dimensiones
Tipo I Tipo II
(0.28-0.55)
Incl. Tipo III
Tolerancias
W- Ancho de la sección
L- Longitud de sección estrecha WO- Ancho,
LO- Largo, G- Longitud
G- Longitud
D- Distancia entre mordazas R- Radio del filete RO- Radio exterior(Tipo IV)
13(0.50)
57(2.25) 19(0.75) 165(6.5) 50(2.00)
XXX
115(4.5) 76(3.00)
XXX
6(0.25)
57(2.25)19(0.75)183(7.2)50(2.00)
XXX
135(5.3)76(3.00)
XXX
19(0.75)
57(2.25) 29(1.13) 246(9.7) 50(2.00)
XXX
115(4.5) 76(3.00)
XXX
6(0.25) 33(1.30) 19(0.75) 115(4.5) XXX 25(1.00) 65(2.5) 14(0.56) 25(1.00)
3.18(0.125) 9.53(0.375)9.53(0.375)63.5(2.5) 7.62(0.300)XXX 25.4(1.00) 12.7(0.5) XXX
±0.6( )
No máx.
±0.13( )
±5(=0.2)
±1(=0.04)
Las siguientes convecciones corresponden a la tabla 1. (Dimensiones de las probetas con respecto al espesor), estas explican con más claridad las dimensiones con sus respectivas tolerancias, las cuales dependen del proceso por el cual se fabrican las probetas.
A: El ancho Wc estará entre +0.00 mm y -0.10 mm (+0.00 in. y 0.004 in.) Comparando con el ancho W en otras partes de la sección reducida, cualquier reducción en W en el centro será gradual, igualmente en cada lado de modo que no resulten cambios precipitados en la dimensión.
B: Para las probetas moldeadas, se permite una tolerancia no mayor de 0.13 mm (0.005 in.), para probeta tipo I o probeta tipo II se puede permitir 3.2 mm (0.13 in.) de espesor y este debe ser considerado para calcular el ancho de la probeta así el grueso máximo de la probeta tipo I podría ser el siguiente:
Figura 5. Grueso máximo de la probeta [3]

23
C: Marca o palmo inicial del extensómetro.
D: El grueso denotado como T debe ser entre 3.2±0.4 mm (0.13±0.02 in.) para todos los tipos de probeta moldeadas y para otras probetas de tipo I y probeta tipo II el grueso puede ser 14 mm (0.55 in.) las probetas serían trabajadas a máquina hasta 14±0.4 mm (0.55±0.02 in.). Para la probeta tipo III el grueso nominal estará entre 14 y 51 mm (0.55 y 2 in.).
E: El largo total de una probeta puede ser mayor que el mínimo indicado para evitar la rotura en las mordazas.
F: El largo total de una probeta puede ser mayor que el mínimo indicado para evitar la rotura en las mordazas o satisfacer requisitos especiales de la prueba.
G: Para la probeta tipo IV, el ancho interior será 6.00±0.05 mm (0.250±0.002 in.)
H: Cuando las mordazas son auto-sujetadoras se usan para los polímeros altamente extensibles, la distancia entre los sujetadores dependerá de los tipos de sujetadores usados.
I: la probeta tipo V será trabajado a máquina o corte de dado a las dimensiones mostradas o moldeadas en un molde cuyas dimensiones serán:
W = 3.18±0.03 mm (0.125±0.001 in.),
L = 9.53±0.08 mm (0.375±0.003 in.),
G = 7.62±0.02 mm (0.300±0.001 in.), y
R = 12.7±0.08 mm (0.500±0.003 in.).

24
1.3 PROPIEDADES TÍPICAS DE ALGUNOS POLÍMEROS
Los polímeros tienen una serie de importantes cualidades, que unidas a su costo relativamente bajo, explican su amplia utilización en ingeniería. En la Tabla 2 se puede observar algunas de sus propiedades:
Tabla 2. Propiedades típicas de algunos polímeros.
Resistencia Máxima
Su
Resistencia Máxima a
compresión Suc
Resistencia en flexión.
Sf (g)
Módulo de Elasticidad E
Material
Tipo
(k)
Kg/cm2 ksi Kg/cm2 ksi Kg/cm2 ksi
Alargamiento (%) (r)
Kg/cm2×105 Psi×105
Peso Específico
(h)
Fenol-formaldehido Calidad X (b) (1) Calidad XX (b) (1) Calidad C (b) (1) Calidad C (b) (1) Rellenador harina de madera (p) Urea-formaldehido Policloruro de vinilo Policloruro d vinilo n Polimetacrilato de metilo Poliestireno (f) Poliamida (m) Acetato de celulosa Polietileno (f) Politetrafluoretileno (m) Cloruro de polivinilideno Policlorotrifluoretileno Polipropileno
TS TS TS TS
TS TS TP TP TP TP TP TP TP TP TP TP TP
948
597(d) 527(d) 421(d)
421(f) 632 562 562 562 351
829(s) 316 119
267(u) 351 421
428.3
14
8.5(d) 7.5(d) 6(d)
6(f) 9 8 8 8 5
11.8(s)4.5 1.7
3.8(u) 5 6
6.1
2460 1406 1406 1054
1687 1757 703 914 984 808
344(q) 1406 28(m) 126(t) 168 351
387.5
35 20 20 15
24 25 10 13 14
11.5 4.9(q)
20 0.4(m) 1.8(t) 2.4 5
5.5
1617
1054(e)1195(e)703(e)
632(f) 703 XXX XXX 632 421 970 XXX 119 140 XXX XXX
23
15(e)17(e)10(e)
9(f) 10
XXXXXX
9 6
13.2XXX1.7 2
XXXXXX
XXX XXX XXX XXX
0.48-0.8
0.6 30 10 8
1.2 60(s)
20 30-500 100-200
200 200
100-600
0.281-1.406 0.281-1.406 0.246-1.054 0.246-1.054
0.703 1.054 0.210 0.562 0.281 0.035 0.246 0.140 0.010 0.042 0.049 0.175 0.163
4-20 4-20
3.5-1.53.5-1.5
10 15 3 8 4
0.5 3.5 2
0.15 0.6 0.7 2.5 2.3
1.35 1.35 1.35 1.65
1.4 1.45 1.2 1.41 1.16 1.06 1.14 1.27 0.92 2.2 1.7 2.1 0.95
Las siguientes convecciones corresponden a la tabla 2 (Propiedades típicas de algunos polímeros):
d = para diámetros de 8.45 a 25.4 mm. Reducir el 15% para tamaños de 25.4 a 50.8 mm.
e = para diámetro de 3.17 a 25.4 mm (1/8 a 1 in.)
f = valores mínimos
g = resistencia a la flexión
h = peso específico
L = laminado
m = resistencia a la fluencia
n = no plastificado

25
s = a 22.8°C (73°F)
TP = Termo plástico
TS = Termo estable
u = rotura
1.4 DESIGNACIÓN DE LA VELOCIDAD DE PRUEBA [3]
La velocidad de la prueba será el índice relativo del movimiento de las mordazas y la rapidez con la cual se ensayarán las probetas durante la prueba. La velocidad se debe elegir dependiendo del tipo de material y el tipo de probeta como se muestra en la Tabla3.
Tabla 3. Designación de la velocidad de prueba bajo la Norma ASTM D638
Clasificación tipo velocidad mm/min (in/min)
Tensión nominal inicial mm/mm
min
Rígidos y semirrígidos
No rígidos
I, II, III
IV
V
III
IV
5 (0.2) ± 25 % 50 (2) ± 10 % 500 (20) ± 10 % 5 (0.2) ± 25 % 50 (2) ± 10 % 500 (20) ± 10 %
1 (0.05) ± 25 % 10 (0.5) ± 25 % 100 (5) ± 25 % 50 (2) ± 10 % 500 (20) ± 10 % 50 (2) ± 10 % 500 (20) ± 10 %
0.1 1 10
0.15 1.5 15 0.1 1 10 1 10 1.5 15
Seleccione la velocidad más baja que produzca ruptura entre 0.5 y 5 minutos usando la geometría de la probeta.

26
1.5 POSIBLES FALLAS EN LA PRUEBA
A continuación se muestran las posibles causas por las cuales la prueba podría presentar irregularidades y además originaria una deficiente interpretación de los datos obtenidos por lo cual no se le proporcionará al material una adecuada caracterización.
Superficie de defectuosa con rasguños, marcas, etc. Las marcas en las probetas deben ser de creyón o tinta pues si se marcan
profundamente puede afectar la resistencia del material. Atmósfera y humedad relativa no apropiadas. Errores de calibración. Mala elección de velocidad. Discontinuidad de la aplicación de la fuerza. Inadecuada sujeción de las probetas.
1.6 UNIDADES
Esta sección proporciona información sobre las unidades de medida más comunes en el desarrollo de este proyecto, se debe tener en cuenta las conversiones del sistema métrico a sistema inglès ya que muchas veces las medidas no se dan en un sistema específico.
Tabla 4. Unidades
UNIDADES DIMENSIÓN MÉTRICO METRICO/INGLÉS Área 1 m2 = 104 cm2 = 106 mm2
= 10-6 Km2 1 m2 = 1550 in2 = 10.764 pie2 1 ft2 = 144 in2
Fuerza 1 N = 1 Kg. m/s2 1 Kgf = 9.80665 N
1 lbf = 32.174 lbm. Pie/s2
1 lbf =1.44822 N 1 N = 0.22481 lbf
Longitud 1 m = 100 cm = 1000 mm1Km = 1000 m
1 m = 39.370 in = 3.2808 pie 1 pie = 12 in = 0.3048 m 1 in = 2.54 cm
Esfuerzos 1 Pa = 1 N/m2 1 Pa = 0.020886 lbf/pie2 = 1.4504 × 10-4 psia

27
2. FUNCIONAMIENTO DE UNA MÁQUINA UNIVERSAL DE ENSAYOS
En ingeniería se denomina máquina universal a una máquina semejante a una prensa con la que es posible someter materiales a ensayos de tracción y compresión para medir sus propiedades. La presión se logra mediante placas o mandíbulas accionadas por tornillos o un sistema hidráulico.
2.1 CLASIFICACIÓN
Se clasifican según su estructura y su tipo de accionamiento.
2.1.1 Según su estructura [4]
Mono espacio: Como se observa en la Figura 6 esta estructura posee dos puentes (1) y dos columnas (2) que los comunican. En los dos puentes se pueden ensamblar los aditamentos que se necesitan para fijar el material de ensayo (3) y así poder realizar las pruebas de tracción o compresión. Figura 6. Máquina Universal Mono-espacio

28
Doble espacio: Como se observa en la Figura 7 esta estructura posee un sistema inversor (3) y un sistema fijo (2) que forman una estructura de tres puentes y cuatro columnas. El inversor tiene dos puentes (1) y dos columnas (3), las columnas del inversor son totalmente independientes del otro sistema. El sistema fijo se compone de un puente y dos columnas (2) que van fijas a una carcasa (5) que soporta todo el armazón.
Figura 7. Máquina Universal doble-espacio
2.1.2 Según el accionamiento [4]
Accionamiento hidráulico: Este accionamiento se puede observar en la Figura 7 donde la fuerza se aplica por medio de un sistema de bomba (6) y cilindro (7).

29
Accionamiento mecánico: Este accionamiento se puede observar en la Figura 8 donde los dispositivos pueden ser de motor (1), tornillo (2), cadena (3), palanca (4), probeta (5), mordaza superior (6) y mordaza inferior (7). Figura 8. Accionamiento mecánico
De los tres modelos propuestos anteriormente se selecciona para este proyecto una Máquina Universal de Ensayos con accionamiento mecánico y de estructura mono espacio, pues este diseño es más elemental y no ocupará mucho espacio dentro del laboratorio, además las ventajas económicas, ya que no genera muchos gastos a la hora de construirla.

30
2.2 PARTES DE LA MÁQUINA UNIVERSAL DE ENSAYOS MONOESPACIO Y DE ACCIONAMIENTO MECÁNICO.
Figura 9. Máquina Universal de Ensayos para polímeros
Mordaza fija (superior) (4): un miembro fijo o esencialmente inmóvil es aquel que lleva una mordaza ubicado en la parte superior de la máquina
Mordaza móvil (inferior) (5): un miembro móvil es aquel que lleva una segunda mordaza ubicado en la parte inferior de la máquina, el cual va a tener un desplazamiento vertical hacia abajo.
Mecanismo de arrastre: le da movimiento y velocidad constante a la mordaza móvil con respecto a la mordaza fija, y consta de un motor (3), el sistema reductor de velocidad corona sinfín (2) y tornillo de potencia (1).
Probetas: Es el espécimen al cual se la va a medir la resistencia a la tracción.

31
3. MÉTODOS DE ENSAYOS EN LA MÁQUINA UNIVERSAL
Las propiedades mecánicas de los materiales son las características inherentes que permiten diferenciar un material de otros desde el punto de vista del comportamiento mecánico en ingeniería; entre estas características mecánicas destacan: la resistencia a esfuerzos, el desgaste, la dureza, la resiliencia, etcétera.
Debido a que cada material se comporta diferente, es necesario analizar su comportamiento mediante pruebas experimentales.
Entre las propiedades mecánicas más comunes que se miden en los materiales están la resistencia a tracción, a la compresión, la deformación, el coeficiente de Poisson y el módulo de elasticidad o módulo de Young.
El presente proyecto se centró en la propiedad mecánica de resistencia a la tracción, debido a que en la práctica los elementos producidos con base en materiales sintéticos son sometidos a este tipo de esfuerzo, mientras que el ensayo a la compresión no es tan utilizado en la industria por su poca aplicabilidad ya que los elementos no se fracturan bajo dichas condiciones.
3.1 ENSAYO DE TRACCIÓN
El ensayo se realiza en una Máquina Universal y la operación consiste en someter una probeta a una carga monoaxial gradualmente creciente (es decir, estática) hasta que ocurra la falla.
Las probetas para ensayos de tensión se fabrican en una variedad de formas. La sección transversal de la probeta puede ser redonda, cuadrada o rectangular. Para la mayoría de los casos, en polímeros, se utiliza comúnmente una probeta de sección rectangular. Para láminas y placas usualmente se emplea una probeta plana.
La transición del extremo a la sección reducida debe hacerse por medio de un bisel adecuado para reducir la concentración de esfuerzos causados por el cambio brusco de sección.
El esfuerzo axial # en el espécimen de prueba (probeta) se calcula dividiendo la carga (P) entre el área de la sección transversal (A):

32
(3.1)
Cuando en este cálculo se emplea el área inicial de la probeta, el esfuerzo resultante se denomina esfuerzo nominal (esfuerzo convencional o esfuerzo de ingeniería). Se puede calcular un valor más exacto del esfuerzo axial, conocido como esfuerzo real. La deformación unitaria axial medida se determina a partir del alargamiento medido “"” entre las marcas de calibración, al dividir el alargamiento entre la longitud calibrada L. Si se emplea la longitud calibrada inicial se obtiene la deformación unitaria .
(3.2)
En la figura 10 se muestra el diagrama esfuerzo deformación representativo de los materiales dúctiles o materiales poliméricos. El diagrama empieza con una línea recta desde 0 (cero) hasta A. En esta región, el esfuerzo y la deformación son directamente proporcionales, y se dice que el comportamiento del material es lineal. Después del punto A ya no existe una relación lineal entre el esfuerzo y la deformación, por lo que el esfuerzo en el punto A se denomina límite de proporcionalidad. La relación lineal entre el esfuerzo y la deformación puede expresarse mediante la ecuación # = E! donde E es una constante de proporcionalidad conocida como el módulo de elasticidad del material. El módulo de elasticidad es la pendiente del diagrama esfuerzo-deformación en la región linealmente elástica y su valor depende del material particular que se utilice.
Figura 10. Diagrama esfuerzo-deformación de materiales dúctiles en tensión

33
En la Figura 10 se muestran dos tipos de gráficas, una punteada que se refiere a la curva real de los materiales sometidos a este ensayo y una con línea continua que representa la curva ingenieril del material.
La ecuación # = E$ se conoce comúnmente como ley de Hooke.
Al incrementar la carga más allá del límite de proporcionalidad, la deformación empieza a aumentar más rápidamente para cada incremento de esfuerzo. La curva de esfuerzo deformación asume luego una pendiente cada vez más pequeña, hasta que el punto B de la curva se vuelve horizontal. A partir de este punto se presenta un alargamiento considerable, con un incremento prácticamente inapreciable en la fuerza de tensión (desde B hasta C en el diagrama). Este fenómeno se conoce como cedencia o fluencia del material, y el esfuerzo en el punto B se denomina esfuerzo de cedencia o punto de cedencia (o bien, esfuerzo de fluencia o punto de fluencia). En la región de B hasta C, el material se vuelve perfectamente plástico, lo que significa que puede deformarse sin un incremento en la carga aplicada.
Después de sufrir las grandes deformaciones que se presentan durante la fluencia en la región BC el material empieza a mostrar un endurecimiento por deformación. Durante este proceso, el material sufre cambios en sus estructuras cristalina y atómica, lo que origina un incremento en la resistencia del material a futuras deformaciones. Por tanto, un alargamiento adicional requiere de un incremento en la carga de tensión, y el diagrama esfuerzo-deformación toma una pendiente positiva desde C hasta D. Finalmente la carga alcanza su valor máximo y el esfuerzo correspondiente (en el punto D) se denomina esfuerzo último. De hecho, el alargamiento posterior de la barra se acompaña de una reducción en la carga y finalmente se presenta la fractura en un punto E, tal como se indica en el diagrama.
Se presenta una contracción lateral de la muestra cuando se alarga, lo que origina una reducción en el área de la sección transversal; la reducción en el área es muy pequeña como para tener un efecto apreciable en el valor de los esfuerzos calculados antes del punto C, pero más allá de este punto la reducción comienza a modificar el perfil del diagrama. Desde luego, el esfuerzo real es mayor que el esfuerzo nominal debido a que se calcula con un área menor.
En la cercanía del esfuerzo último, la disminución del área se aprecia claramente y ocurre un estrechamiento pronunciado de la barra, conocido como estricción. Si para el cálculo del esfuerzo se emplea el área de la sección transversal en la parte estrecha del cuello ocasionado por la estricción, la curva real esfuerzo-deformación seguirá la línea punteada CE’. La carga total que puede resistir la probeta se ve efectivamente disminuida después de que se alcanza el esfuerzo último (curva DE), pero esta disminución se debe a la reducción en el área de la

34
probeta y no a una pérdida de la resistencia misma del material. En realidad, el material soporta un aumento de esfuerzo hasta el punto de falla (punto E).
Sin embargo, con fines prácticos la curva esfuerzo-deformación convencional, basada en el área transversal original de la muestra y que, por lo tanto, se calcula fácilmente, suministra información satisfactoria para emplearla en el diseño.
La ductilidad de un material a tensión puede caracterizarse por su alargamiento total y por la disminución de área en la sección transversal donde ocurre la fractura.
La elongación porcentual se define como sigue:
(3.3)
Donde L es la longitud calibrada original y Lf es la distancia entre las marcas de calibración al ocurrir la fractura.
La reducción porcentual (RA) de área mide el valor de la estricción que se presenta y se define como sigue:
= (3.4)
Donde A es el área original de la sección transversal y Af es el área final en la sección de la fractura.
Los materiales que fallan en tensión a valores relativamente bajos de deformación unitaria se clasifican como materiales frágiles.
En este ensayo las propiedades usualmente determinadas son: La resistencia a la cedencia (punto de cedencia), la resistencia a la tensión o esfuerzo último, la ductilidad (El alargamiento y la reducción de área), el módulo de elasticidad y el tipo de fractura.
3.2 ENSAYO DE COMPRESIÓN
La compresión es una presión que tiende a causar la reducción del volumen. Cuando se somete un material a una fuerza de Flexión, cizalladura o torsión, actúan simultáneamente fuerzas de tensión y de compresión.

35
Los ensayos de compresión tienen muchas similitudes con los ensayos de tracción en la forma de cómo se conduce el ensayo y en el análisis e interpretación de los resultados. Como los ensayos de tracción se discutieron con suficientes detalles, la discusión aquí se enfocará a aquellas áreas en donde los dos ensayos difieren.
El pandeo se promueve por las pequeñas imperfecciones indeseables en la geometría del espécimen de ensayo y por el desalineamiento con respecto a la máquina de ensayo. Por ejemplo, los extremos del espécimen pueden ser casi paralelos pero nunca perfectos.
Similarmente el resultado del ensayo está influido por los detalles de las condiciones de los extremos. En particular, cuando el espécimen se comprime, el diámetro aumenta debido al efecto de Poisson pero la fricción retarda este movimiento en los extremos lo que resulta en una deformación de forma de barril. Aunque este efecto se puede minimizar con una lubricación apropiada en los extremos, es muy difícil de evitarlo completamente.
Las porciones iníciales de las curvas de esfuerzo-deformación en compresión tienen la misma naturaleza general de las mismas en tensión. Por lo tanto, se pueden definir varias propiedades de los materiales de la porción inicial de la misma manera que se hizo en tensión, tales como el módulo elástico, el límite proporcional y el esfuerzo de cedencia.
En efecto, ocurren efectos opuestos, en el sentido de que el aumento de la sección recta del área causa que la curva de esfuerzo-deformación aumente o se eleve rápidamente en vez de mostrar un máximo. Como resultado de lo anterior, no existe una carga máxima en compresión antes de la fractura y la resistencia última de ingeniería es la misma que la resistencia a la fractura de ingeniería. Los materiales frágiles y los moderadamente dúctiles se fracturarán en compresión, pero muchos metales dúctiles y polímeros nunca se fracturarán; más bien, el espécimen se deforma en una forma de torta muy grande en diámetro y de espesor delgado hasta que la carga requerida para continuar la deformación se hace tan grande que el ensayo se debe suspender.
3.3 DESARROLLO DE LA PRUEBA DE TRACCIÓN BAJO LA NORMA ASTM D638 [3]
Para la prueba de tracción se propone el siguiente procedimiento, ya que la puesta en funcionamiento de la prueba tendrá un seguimiento similar a los procesos que

36
se realizan en los laboratorios de resistencia de materiales en cuanto a montaje de la probeta y toma de datos:
Medir el ancho y el espesor de la probeta. Verificar la sujeción de las mordazas para prevenir el resbalamiento. Fijar la velocidad y encender la máquina. (Elegir la velocidad de prueba en
la tabla 3. (Página 22) cuando la velocidad no se especifica utilizar el menor rango detallado en la tabla 4 para que la ruptura se dé entre 0.5 a 5 minutos desde el comienzo de la prueba.)
La atmòsfera del laboratorio debe estar aproximadamente a 23 ± 2 °C (73.4 ± 3.6 °F) y 50 ± 5 % de humedad relativa, en caso de que no se cumplan las condiciones las tolerancias serán ±1 °C (1.8 °F) y la humedad relativa de ±2 %.
La cantidad de probetas para el ensayo deberán ser por lo menos cinco para materiales isotrópicos, y diez para anisotrópicos.
Registrar la carga y la deformación en cada punto como sea posible y además tener en cuenta la carga y la deformación en el punto de ruptura.
Suspender el desplazamiento de la máquina para evitar la toma errónea de datos.

37
4. CARACTERÍSTICAS DE MATERIALES POLIMÉRICOS
Esta tabla proporciona información sobre las propiedades y usos de algunos polímeros. Algunos de ellos se tendrán en cuenta en el desarrollo de este proyecto.
Tabla 5. Definición de materiales. [5]
Nombre Formula Propiedades Aplicaciones Polietileno (PE) - CH2 - CH2
- Termoplástico, traslúcido en lámina, flexible, permeable a los hidrocarburos, alcoholes y gases, resistente a los rayos X y los agentes químicos.
Láminas, bolsas, tuberías, revestimientos aislantes, tapones, tapas, envases, juguetes
Polipropileno (PP) CH3 | - CH2 - CH -
Termoplástico, baja densidad, rigidez elevada, resistente a los rayos X, muy poco permeable al agua, resistente a las temperaturas elevadas (<135 °C) y a los golpes.
Artículos domésticos, envases, carrocerías moldeadas, baterías, parachoques, muebles de jardín, jeringuillas, frascos, prótesis, rafia.
Poliestireno (PS) C6H5 | - CH2 - CH -
Termoplástico, transparente en lámina, no tóxico por ingestión, buenas propiedades ópticas y eléctricas, fácil de teñir, resistente a los rayos X, a los aceites y a las grasas.
Envases, utensilios de cocina, difusores ópticos, revestimientos de muebles, aislamiento térmico, juguetes, artículos de oficina, maquinillas de afeitar desechables.
Policloruro de vinilo (PVC)
Cl | - CH2 - CH -
Termoplástico, flexible o rígido, opaco o transparente, resistente a los rayos X, los ácidos, las bases, los aceites, las grasas y los alcoholes.
Artículos domésticos, envases, aislamiento de cables eléctricos, conducciones de agua, revestimientos de suelos, contraventanas y puertas plegables, maletas, marroquinería, piel sintética, artículos de deporte y camping, industria química y automoción.
Politetrafluoroetileno (PTFE) o teflón
- CF2 - CF2 - Químicamente inerte, antiadherente, impermeable al agua y a las grasas, excelente resistencia al calor y a la corrosión.
Prótesis, juntas, piezas mecánicas en medios corrosivos, aislamiento eléctrico, revestimiento de sartenes.
Polimetacrilato de metilo (PMMA) o plexiglás
CH3 | - CH2 - C - | OCOCH3
Termoplástico, transparente, excelentes propiedades ópticas, buena resistencia al envejecimiento y a la intemperie.
Material sustitutivo del vidrio, letreros luminosos, cristaleras, ventanillas, vitrinas, fibras ópticas, odontología, prótesis, lentes de contacto.
Poliamidas (PA) (ejemplo: nailon)
Ejemplo : - NH - (CH2)a - CO - siendo a un número entero natural
Termoplásticos, excelentes propiedades mecánicas, resistentes a los rayos X y a los carburantes, impermeables a los olores y a los gases.
Envases para productos alimenticios, mecanismos de contadores de agua, gas y electricidad, canalización de carburantes, botas y fijaciones de esquí, sillines de bicicleta.
Siliconas R | - O - Si - | R Ejemplos : R = CH3 o C6H5
Fluidas, lubricantes, antiadherentes, débilmente tóxicas.
Fluidos para transformadores eléctricos, masillas, moldeados complejos, revestimientos antiadherentes, barnices, ceras, tratamiento de quemaduras, cirugía estética.
Poliésteres - R - C - O - R' - O - C - R - || || O O siendo R y R' dos grupos de átomos
Termoendurecibles, transparentes, buenas propiedades mecánicas a temperaturas elevadas, propiedades eléctricas, resistentes a los golpes, fáciles de mecanizar.
Productos textiles, envases, botellas, interruptores, tomas y fusibles para circuitos de alta tensión, prótesis.

38
4.1 PROPIEDADES MECÁNICAS DE LOS POLÍMEROS REALES
A continuación se muestran comparaciones de los comportamientos mecánicos de diferentes clases de polímeros sometidos a fuerzas axiales.
Figura 11. Propiedades mecánicas de los polímeros [6]
La Figura 11. Compara curvas típicas tensión-deformación para diferentes clases de polímeros. Puede verse en la curva rosada, que plásticos rígidos como el poliestireno, el polimetil metacrilato o los policarbonatos pueden soportar una gran tensión, pero no demasiada elongación antes de su ruptura. No hay una gran área bajo la curva. Decimos entonces que estos materiales son resistentes, pero con alta fragilidad. Además, la pendiente de la recta es muy pronunciada, lo que significa que debe ejercerse una considerable fuerza para deformar un plástico rígido de modo que resulta sencillo comprobar que los plásticos rígidos tienen módulos elevados. Resumiendo, los plásticos rígidos tienden a ser resistentes, soportan la deformación, pero no suelen ser duros, es decir, son quebradizos.
En plásticos flexibles como el polietileno y el polipropileno, representados por la curva azul en la Figura 11 el módulo inicial es elevado, o sea que resisten por un tiempo la deformación, pero si se ejerce demasiada tensión sobre un plástico flexible, finalmente se deformará. Como conclusión, podemos decir que los plásticos flexibles pueden no ser tan resistentes como los rígidos, pero son mucho más dúctiles.
Es posible alterar el comportamiento tensión-deformación de un plástico con aditivos denominados plastificantes. Un plastificante es una molécula pequeña que hace más flexible al plástico. Por ejemplo, sin plastificantes, el policloruro de vinilo, o PVC, es un plástico rígido, que se usa tal cual para cañerías de agua. Pero con plastificantes, el PVC puede ser lo suficientemente flexible como para fabricar juguetes inflables para piletas de natación.

39
Las fibras como el kevlar, la fibra de carbono y el nylon tienden a exhibir curvas tensión-deformación como la de color rojo que se ve en la Figura. 11. Al igual que los plásticos rígidos, son muy resistentes, y no se deforman demasiado bajo tensión. Pero cuando es resistencia lo que se requiere, las fibras tienen mucho que ofrecer. Son mucho más resistentes que los plásticos, aún los rígidos, y algunas fibras poliméricas como el kevlar, la fibra de carbono poseen mejor resistencia a la tensión que el acero.
Los elastómeros como el poliisopreno, el polibutadieno y el poliisobutileno muestran un comportamiento mecánico completamente diferente al de los otros tipos de materiales. Observe la curva de color verde en la Figura. 10. Los elastómeros tienen módulos muy bajos, puede verse en la suave pendiente de la recta. Pero para que un polímero sea un elastómero, le hace falta algo más que tener módulo bajo. El hecho de ser fácilmente estirado no le da demasiada utilidad, a menos que el material pueda volver a su tamaño y forma original una vez que el estiramiento ha terminado. Las banditas de goma no servirían de nada si sólo se estiraran y no recobraran su forma original. Obviamente, los elastómeros recobran su forma y eso los hace tan sorprendentes. No poseen sólo una elevada elongación, sino una alta elongación reversible.
Cuando tratamos con otras propiedades, como las de compresión o flexión, las cosas pueden ser totalmente distintas. Por ejemplo, las fibras poseen alta resistencia a la tensión y también buena resistencia a la flexión, pero por lo general exhiben una desastrosa resistencia a la compresión. Además tienen una mejor resistencia a la tensión en la dirección de las fibras.
Figura 12. Orientación de las fibras para una óptima resistencia a la tensión [2]
40
4.2 SELECCIÓN DE MATERIALES A UTILIZAR EN LAS PROBETAS PARA ENSAYOS A TRACCIÓN
4.2.1 Polietileno
Este polímero puede ser producido por diferentes reacciones de polimerización, como por ejemplo: Polimerización por radicales libres, polimerización aniónica, polimerización por coordinación de iones o polimerización catiónica. Cada uno de estos mecanismos de reacción produce un tipo diferente de polietileno. Es un polímero de cadena lineal no ramificada. Aunque las ramificaciones son comunes en los productos comerciales. Las cadenas de polietileno se arreglan abajo de la temperatura de reblandecimiento en regiones amorfas y semicristalinas, Los polietilenos pueden clasificarse en:
PEBD (en inglés conocido como LDPE o PE-LD): Polietileno de Baja Densidad, se le conoce por sus principales características que son:
a. No tóxico b. Flexible c. Liviano d. Transparente e. Inerte (al contenido) f. Impermeable g. Poca estabilidad dimensional, pero fácil procesamiento h. Bajo costo
PEAD (en inglés conocido como HDPE o PE-HD): Polietileno de Alta Densidad; densidad igual o menor a 0.941 g/cm3. Tiene un bajo nivel de ramificaciones, por lo cual su densidad es alta, las fuerzas intermoleculares son altas también. La producción de un buen PEAD depende de la selección del catalizador, entre sus características tenemos:
a. Resistente a las bajas temperaturas;
b. Alta resistencia a la tensión; compresión, tracción;
c. Baja densidad en comparación con metales u otros materiales;
d. Impermeable;
e. Inerte (al contenido), baja reactividad;
f. No tóxico
g. Poca estabilidad dimensional, creep

41
Tabla 6. Propiedades mecánicas del polietileno. [7]
Propiedad Polietileno de baja densidad
Polietileno de densidad media
Polietileno de alta densidad
Calidad de moldeado Excelente Excelente Excelente Densidad relativa 0.910-0.925 0.926-0.940 0.941-0.965 Resistencia en tracción, MPa 4-16 8.24 20-38 Resistencia en compresión, MPa 19-35 Resistencia en impacto, Izod J/mm Sin rotura 0.025-0.8 0.025-1.0 Dureza, Shore D41-D46 D50-D60 D60-D70 R10 R15 Dilatación térmica, 10-4/°C 25-50 35-40 28-33 Resistencia al calor, °C 80-100 105-120 Resistencia dieléctrica, V/mm 18000-39000 18000-39000 18000-20000 Constante dieléctrica, (60 Hz) 2.25-2.35 2.25-2.35 2.30-2.35 Factor disipación (60Hz) 0.0005 0.0005 0.0005 Resistencia arco, s 135-160 200-235 Absorción de agua (24 h), % 0.015 0.01 0.01 Velocidad de combustión, mm/min Lenta 26 Lenta 25-26 Lenta 25-26 Efecto luz solar Se agrieta- debe
estabilizarse Se agrieta- debe
estabilizarse Se agrieta- debe
estabilizarse Efecto de ácidos Ácidos oxidantes Ácidos oxidantes Ácidos oxidantesEfecto de álcalis Resistente Resistente Resistente Efecto disolventes Resistente (por
debajo de 60°C)Resistente (por debajo de 60°C)
Resistente (por debajo de 60°C)
Calidad mecanizado Buena Buena Excelente Calidad óptica Transparente a
opaco Transparente a
opaco Transparente a
opaco
4.2.2 Polipropileno
El polipropileno, puede categorizarse ampliamente como homopolímero, o como coopolímero. El homopolímero polipropileno tiene una dureza y una resistencia térmica superiores a las del polietileno de alta densidad, pero una resistencia al impacto inferior y se vuelve quebradizo por debajo de ~0°C. Las Aplicaciones para los homopolímeros se dan en envolturas de aparatos eléctricos, embalajes, estuches de cintas, fibras, monofilamentos (rafia). Como coopolímero, posee otro monómero oleofino, generalmente etileno, para el impacto mejorado u otras propiedades, por lo tanto las calidades copoliméricas son preferidas para aplicaciones que exponen a condiciones de frío/invierno. Además tienden a ser más difíciles de fabricar, pero la nueva tecnología se ha ido encargando de que esto desaparezca y no se convierta en un gran problema. Para los coopolímeros
42
las aplicaciones se dan en tubos, casco de barcos, asientos y piezas para el automóvil, por ejemplo, cofres de baterías y parachoques aunque estos últimos suelen ser fabricados con polipropilenos modificados con elastómeros. También cabe destacar que en esta familia se encuentra el polipropileno isotáctico, el cual posee semicristalinidad y se fabrica por polimerización, mientras que el polipropileno atáctico, apenas tiende a ser cristalino dado que carece de ordenamiento espacial.
En su estructura, al pasar del polietileno, al polipropileno, la sustitución de un grupo de metilo cada dos átomos de carbono de la cadena polimérica principal, restringe la rotación de las otras cadenas, produciendo así un material más duro y menos flexible. Es blanco, semiopaco, elaborado en una amplia variedad de calidades y modificaciones. Por pertenecer al grupo metilo, sus cadenas aumentan la temperatura de transición vítrea, y por ello el polipropileno tiene temperaturas de fusión y de deformación por calor, mayores a las del polietileno. Por pertenecer, como se dijo anteriormente al grupo de los termoplásticos, el polipropileno posee la capacidad de fundirse a una temperatura determinada, además posee un comportamiento visco-elástico que proporciona ante los ensayos de tracción, compresión, flexión y torsión, resultados satisfactorios. Es un material desarrollado también, bajo el manejo de un excelente control de calidad, brindando así una plena seguridad de uso en sus diferentes aplicaciones. Es un polímero, además obtenido por la polimerización de propeno en presencia de catalizadores y en determinadas condiciones de presión y temperatura.
Dentro del gran sin número de propiedades que maneja este material, deben destacarse unas que en especial son de mucha importancia como son:
Propiedades físicas:
• La densidad del polipropileno, está comprendida entre 0.90 y 0.93 gr/cm3` Por ser tan baja permite la fabricación de productos ligeros. • Es un material más rígido que la mayoría de los termoplásticos. Una carga de 25.5 kg/cm2, aplicada durante 24 horas no produce deformación apreciable a temperatura ambiente y resiste hasta los 70° C. • Posee una gran capacidad de recuperación elástica. • Tiene una excelente compatibilidad con el medio. • Es un material fácil de reciclar. • Posee alta resistencia al impacto.

43
Propiedades mecánicas:
Tabla 7. Propiedades mecánicas del polipropileno. [7]
Propiedad Homopolímero de polipropileno
(sin modificar)
Polipropileno (Reforzado con
vidrio) Calidad de moldeado Excelente Excelente Densidad relativa 0.902-0.906 1.05-1.24 Resistencia en tracción, MPa 31-38 42-62 Resistencia en compresión, MPa 38-55 38-48 Resistencia en impacto, Izod J/mm 0.025-0.1 0.5-0.25 Dureza, Rockwell R85-R110 R90 Dilatación térmica, 10-4/°C 14.7-25.9 7.4-13.2 Resistencia al calor, °C 110-150 150-160 Resistencia dieléctrica, V/mm 20000-26000 200000-25500 Constante dieléctrica, (60 Hz) 2.2-2.6 2.37 Factor disipación (60Hz) 0.0005 0.0022 Resistencia arco, s 138-185 74 Absorción de agua (24 h), % 0.01 0.01-0.05 Velocidad de combustión, mm/min Lenta Lenta -incombustible Efecto luz solar Se agrieta- debe
estabilizarse Se agrieta- debe
estabilizarse Efecto de ácidos Ácidos oxidantes Atacado lentamente
por ácidos oxidantes Efecto de álcalis Resistente Resistente Efecto disolventes Resistente (por debajo
de 80°C) Resistente (por debajo
de 80°C) Calidad mecanizado Buena Bastante Calidad óptica Transparente a opaco Opaco

44
5. DISEÑO DE LA MÁQUINA UNIVERSAL DE ENSAYOS PARA POLÍMEROS
Cálculos para las probetas
Teniendo en cuenta que los materiales más nombrados en la asignatura de materiales sintéticos son el polietileno y el polipropileno; a continuación se hará una análisis de las fuerzas máximas a las que pueden ser sometidos estos materiales, a partir de estos resultados se planteará el diseño de la Máquina Universal de Ensayos.
Figura 13. Probeta tipo I en polietileno y polipropileno
Sección A-A
b = 7 mm
h = 13 mm
A0 = 7 mm × 13 mm

45
A0 = 0.91 cm2
Polietileno
Polietileno de baja densidad
Su = # = 4 - 16 MPa = 0.41 - 1.6315 (Resistencia a la tracción) (Ver Tabla
6. Propiedades mecánicas del polietileno)
Modulo de Elasticidad= E = 0.010 × 105 = 10 (Ver Tabla 2. Propiedades
típicas de algunos polímeros)
Para # = 0.41
P = 0.41 × 91 mm2
P = 37.31 kgf
Deformación
" = 2.337 mm
Para # = 1.6315

46
P = 1.6315 × 91 mm2
P =148.4665 kgf
Deformación
" = 9 mm
Polietileno de media densidad
Su = # = 8.24 MPa = 0.84 (Resistencia a la tracción) (Ver Tabla 6.
Propiedades mecánicas del polietileno)
Modulo de Elasticidad= E = 0.010 × 105 = 10 (Ver Tabla 2. Propiedades
típicas de algunos polímeros)
P = 0.84 × 91 mm2
P = 76.5 kgf

47
Deformación
" = 4.788 mm
Polietileno de alta densidad
Su = # = 20 – 38 MPa = 2.04 – 3.87 (Resistencia a la tracción) (Ver Tabla
6. Propiedades mecánicas del polietileno)
Modulo de Elasticidad= E = 0.010 × 105 = 10 (Ver Tabla 2. Propiedades
típicas de algunos polímeros)
Para # = 2.04
P = 2.04 × 91 mm2
P = 185.6 kgf
Deformación

48
" = 11.628 mm
Para # = 3.87
P = 3.87 × 91 mm2
P =352.62 kgf
Deformación
" = 22.059 mm
Con este resultado se concluye que el polietileno de baja densidad se rompe entre un rango de fuerza de 37.31 kgf y 352.62 kgf y tiene un alargamiento entre 2.337 mm y 22.059 mm.
Polipropileno
Homopolímero de polipropileno (Sin modificar)
Su = # = 31 - 38 MPa = 3.16 – 3.87 (Resistencia a la tracción) (Ver Tabla
7. Propiedades mecánicas del polipropileno)
Modulo de Elasticidad= E = 0.163 × 105 = 163 (Ver Tabla 2. Propiedades
típicas de algunos polímeros)

49
Para # = 3.16
P = 3.16 × 91 mm2
P = 287.66 kgf
Deformación
" =1.11 mm
Para # = 3.87
P = 3.87 × 91 mm2
P =352.62 kgf
Deformación
" = 1.35 mm

50
Polipropileno (reforzado con fibra de vidrio)
Su = # = 42 - 62 MPa = 4.28 – 6.32 (Resistencia a la tracción) (Ver Tabla
7. Propiedades mecánicas del polipropileno)
Modulo de Elasticidad= E = 0.163 × 105 = 163 (Ver Tabla 2. Propiedades
típicas de algunos polímeros)
Para # = 4.28
P = 4.28 × 91 mm2
P = 389.7 kgf
Deformación
" =1.5 mm
Para # = 6.32
P = 6.32 × 91 mm2

51
P =575.32 kgf
Deformación
" = 2.2 mm
Con este resultado se concluye que el polietileno de baja densidad se rompe entre un rango de fuerza de 287.66 kgf y 575.32 kgf y tiene un alargamiento entre 1.11 mm y 2.2 mm.
DISEÑO DE LOS ELEMENTOS QUE COMPONEN LA MÁQUINA UNIVERSAL DE ENSAYOS PARA POLÍMEROS
5.1 DISEÑO DEL TUBO (PLANO NO 5)
Figura 14. Dimensiones del tubo
Material: Acero 1020
Del Anexo 1. Se obtiene el límite último y el límite de fluencia

52
Su = 440… 540 MPa = 440000… 540000 (Límite último)
Sy = 260 MPa = 260000 (límite de fluencia)
Dext = 6 cm = 60 mm
Dint = 5 cm = 50 mm
L = 65 cm = 650 mm
El área que se utiliza es el área del espesor del tubo, como se muestra:
A = % (302 - 252)
A = 863.9379797 mm2
(4)
Despejando la Ecuación 4 tenemos
(4.1)
Para facilitar los cálculos se hace la conversión de KN7m2 a KN/mm2
260000 × = 0.26
Remplazando en la Ecuación 4.1
P = 0.26 × 863.9379797 mm2
P = 224.6238747 KN

53
Como se necesita especificar la fuerza P en Kgf entonces convertimos KN en Kgf así:
224.6238747 × 103 N × = 22905.26069 Kgf
Ahora se procede a hallar el Factor de seguridad permisible, este es un factor necesario para asegurarse que no haya fallas en la pieza diseñada.
[N] = n1 ×n2 ×n3 (4.2)
Los valores n1, n2 y n3 se toman del Anexo 2.
n1 es un coeficiente que determina la exactitud del cálculo.
n2 coeficiente que tiene en cuenta la homogeneidad de las propiedades del material.
n3 tiene en cuenta el grado de responsabilidad de la pieza.
n1 = 1.2 porque el calculo que nos arroja los esfuerzos son bajos.
n2 = 1.2 porque es una pieza de acero al carbono y aleada a elevadas temperaturas de revenido.
n3 = 1.2 porque la ruptura de esta pieza ocasiona la parada de la máquina.
Reemplazando n1, n2 y n3 en la ecuación 4.2
[N] = 1.2 × 1.2 × 1.2
[N] = 1.728
Ahora se halla el factor de seguridad N teniendo en cuenta que:
N & [N] (El factor de seguridad no puede ser menor que el factor de seguridad permisible)
El factor de seguridad para cargas estáticas se halla así:
(4.3) (Esta ecuación se utiliza para materiales ductiles)

54
# = 450 = 4.5 (Esfuerzo máximo aplicado en la prueba)
Sy = 260 MPa = 0.26 × 103 × = 26.51262154
Reemplazando los valores de # y Sy en la ecuación 4.3 tenemos:
N = 5.891693675 & [N]
N & [N]
5.891693675 & 1.728 Con esto se concluye que el tubo no se fracturará
5.2 SOLDADURA
Para soldar unir el tubo a la mordaza se recomienda Xuper 680 CGS. (Ver Anexo 3.)
Usos:
Para soldaduras de alta calidad, rápidas y económicas, en dados, herramientas, resortes, colchones o almohadillas para recubrimientos duros.
Para unir aceros disímiles; reconstrucciones maquinables y juntas a tope. Lo mejor para combinaciones de aceros similares o disímiles y la unión de aceros de diferentes espesores.
Procedimiento:
USE CA o CC, polaridad invertida (tiene excelente estabilidad en CA).
Limpie el área a soldar. Bisele las secciones pesadas. Solamente en algunos casos aceros de alta aleación pueden requerir un ligero precalentamiento de aproximadamente 245°C (400°F). Incline el electrodo entre 10 y 15° en dirección del avance, mantenga un arco corto. El depósito es rápido y uniforme y permite un avance rápido sin que se pegue o se desvíe.

55
Características:
Su revestimiento FrigidArcMR, más una matriz de alta aleación genera un arco altamente ionizado para transferir el metal de soldadura en forma de rociado. Posee una fuerza extraordinaria y una alta resistencia a la corrosión, aunadas a su facilidad de manejo y uniformidad.
El NúcleO-CGS produce una estructura controlada del grano, obteniéndose alta resistencia, alta elongación, tenacidad y ductilidad. Bajo amperaje – facilidad de punteado y repunteado.
TAMAÑOS AMPERAJES RECOMENDADOS Diámetro
mm. in.
Rango A
Rango B 2.4 4.0 3.2
3/32 5/32 1/8
70 – 85 120 – 145 100 – 120
45 – 60 85 – 110 70 – 90
RESISTENCIA A LA TENSIÓN: 8450 kg/cm2 (120000 psi).
IDENTIFICACIÓN: Punta dorada.
Cálculo de la garganta de soldadura
Figura 15. Dimensiones del área a aplicar la soldadura

56
P = fuerza máxima a la que se van a someter los materiales, en este caso el material que se rompe con una mayor fuerza es el polipropileno con 575.32 kgf, pero para mayor seguridad en el diseño se tomará una fuerza mayor a esta de 10KN que es aproximadamente 1019.7 kgf.
A = área de la garganta de soldadura
A = 1.141%hr (Ver Anexo 19)
A = 1.414 × % × h × 38.5 mm = 171.025 h mm
171.025 h mm =
h = 0.071 mm (Garganta de la soldadura)
Figura 16. Garganta de soldadura

57
5.3 DISEÑO DE TORNILLOS PARA LAS MORDAZAS
Figura 17. Posicionamiento del tornillo en las mordazas
Datos del tornillo
Acero ASTM-A709 Grado 50
Dnominal = 3/8 = Dp
Grado = 2 (Ver Anexo 6)
Tornillo bristol
Paso =16 hilos por pulgada = N
Dmenor = 0.2938 in = Dr (Ver Anexo 7)
Área de esfuerzo a tensión = At = 0.0775 in2 (área de la sección no roscada)
Para el caso de las roscas UNS (Unified National standard)
Dmayor = D

58
Dp = D –
D = Dp +
D = 0.375 +
D = 0.41559 in
Ahora se calcula el área de la sección no roscada, Ad
Ad = % )2
Ad = % )2
Ad = 0.110 in2
Longitud no roscada = Lt = 0.7874 in = 20 mm
Longitud roscada = Ld = 1.2126 in = 30.8 mm
Longitud total del tornillo = 2 in = 50.8 mm
El esfuerzo de tensión del tornillo es:
#t =
#t =
#t = 258.06
ktornillo =

59
Donde:
E: Mòdulo de elasticidad del material del tornillo
Eacero = 30000 kpsi (Acero ASTM-A709) (Ver Anexo 8)
ktornillo =
ktornillo = 1416.18 × 103
km = kmordaza
E = mòdulo de elasticidad de la mordaza
E = 30000 kpsi (Acero ASTM A36) (Ver Anexo 8)
Km =
Km =
Km = 11869.6 × 103
C =
C =
C = 0.1066
Càlculo de factor de seguridad para el tornillo
nb = > 1
Sp = 55 kpsi (Ver Anexo 9)
55 × 103 = 25000

60
At = 0.0755 in2
P = carga en cada tornillo
P =
Donde z es el número de tornillos
P =
P = 10 kgf
Fi =
0.75Fp --- reutilizable
0.9 Fp --- permanente
Fp = At × Sp
Fp = (0.0775 in2) (25000 )
Fp = 1937.5 kgf
Fi = 0.75Fp
Fi = (0.75) (1937.5 kgf)
Fi = 1453.125 kgf
Reemplazando estos valores en nb = > 1
nb = > 1
nb = 454.385 Este resultado nos asegura que el tornillo no se romperá.
Càlculo de factor de seguridad para las platinas

61
nm =
nm =
nm =162.65 > 1 no se separarán las platinas
Figura 18. Dimensiones del tornillo para las mordaza
5.4 GUÍAS DE LA MORDAZA
D = 5 mm
Ajuste H6/h5 (Ver Anexo 12)
Agujero 0… -0.005
Eje 0… +0.008
Es un ajuste sin juego perceptible, para centrado y ajuste de alta precisión.
Movimientos lentos.
Montaje deslizante. (Ver Anexo 10)

62
5.5 GUIA SUPERIOR (PLANO NO 7)
Para la construcción de la guìa se utilizará como material fundición grìs porque este es un material con un alto contenido de carbono y no permitirá que las guias se deformen.
Figura 19. Guía superior
Buje guia superior
Figura 20. Dimensiones buje guía superior

63
Dint = 60 mm
Dext = 70 mm
L = 45 mm
El material más recomendable para este buje es bronce, porque e l bronce es más resistente y duro que cualquiera otra aleación común, excepto el acero, que le supera en resistencia a la corrosión y facilidad de lubricación.
Tolerancia buje guía superior – guía superior
El ajuste del buje superior con la guía superior es U8/h8 (Ver Anexo 14)
Agujero -0.102… -0.148
Eje 0… -0.046
Ajuste para piezas que trabajan en caliente y para piezas fijadas en general que no se separen durante el funcionamiento. (Ver Anexo 10)
Tolerancia buje guía superior - tubo
La tolerancia del buje de la guía superior con el tubo es H8/h9 (Ver Anexo 11)
Agujero 0… -0.046
Eje 0… +0.046
Ajuste deslizante para alojamientos largos.
Guías de acoplamiento con parte centrante y larga.
Montaje a mano. (Ver Anexo 10)

64
5.6 CÁLCULO DEL TORNILLO DE POTENCIA (PLANO NO 6)
Figura 21. Esquema de un tornillo Rosca Acme
Rosca trapezoidal Acme Americana (Ver Anexo 16)
Paso = Avance = 0.25 in = 6.35 mm
L = 40 cm = 400 mm
Do = 1 ¾ in = 44.45; ro = 22.225 mm
Hilos por pulgada = 4
Área de esfuerzo a tensión= 1.918 in2
Dm = 41.381 mm; rm = 20.6905 mm
Di = 39.958 mm; ri = 18.976 mm
Figura 22. Sección de una hélice del tornillo de potencia.

65
d = 0.5p + 0.01 in.
d = 0.5 (0.25) + 0.01 in.
d = 0.135 in. = 3.429 mm
b = 0.6296p + 0.0052 in.
b = 0.6296 (0.25) + 0.0052 in.
b = 0.1626 in. = 4.13004 mm
Ángulo de hélice
= 2.8 °
Figura 23. Ángulo de hélice
= 14.5°
Càlculo de momento de giro y la carga axial
(Momento descendiendo la carga)

66
(Momento en el elevando la carga)
Donde:
T: momento aplicado para girar el tornillo o la tuerca
W: carga paralela al eje del tornillo
rm = radio medio de la tuerca
rc = radio efectivo de la superficie de rozamiento contra la cual se apoya la carga, llamado radio del collar
f = coeficiente de rozamiento entre las roscas del tornillo y la tuerca, por el acabado de la pieza. (Ver Anexo Q)
fc = coeficiente y rozamiento en el collar
= ángulo de la hélice de la rosca en el radio medio
= ángulo entre la tangente al perfil del diente (sobre el lado cargado) y una
línea radial, medido en un plano normal a la hélice de la rosca en el radio medio.
W = 10 KN = 1019.72 Kgf
Rm = 20.6905 mm
Rc = 22.475 mm
f = 0.2
fc = 0.15
= 2.8°
= 14.5°
Càlculo de momento para bajar la carga

67
T = 10 KN (5.4098 mm + 3.37125 mm)
T = 87.8105 KN. mm (momento para bajar la carga)
Càlculo de momento para elevar la carga
T = 10 KN (3.23 mm + 3.37125 mm)
T = 66 KN mm (momento para elevar la carga)
Càlculo de esfuerzos de la rosca
Figura 24. Tipo de fuerza aplicada sobre el diente de la rosca
Sb = (esfuerzo de flexión)
Ss = (esfuerzo cortante)
n = número de vueltas de rosca sometidas a la carga
n =
n =
n = 7.087

68
Sb =
Sb = 6.54 = 6.54 MPa = 0.67 (esfuerzo de flexión)
Ss =
Ss =
Ss = 2.628 = 2.628 MPa = 0.27 (esfuerzo cortante)
Del Anexo 20 tenemos que St = 56 kgf/mm2 (Esfuerzo en tracción) con un tratamiento térmico recodido subcrítico, por lo tanto el esfuerzo cortante (Ss) será:
Ss = 0.8×St
Ss = 0.8 × 56
Ss = 44.8
Comparando este esfuerzo con los datos calculados, esto nos asegura que el material Acero 1045 templado en agua, aceite y revenido en aire es una buena elección para el tornillo de potencia, pues con este no sufrirá fallas.
Cálculo de presión de contacto entre las superficies del tornillo
P =
P =
P = 3.16 = 3.16 MPa
El valor de la presión de contacto entre las superficies es bajo porque entre la raíz y la cresta de las roscas interna y externa la carga no es soportada sobre la

69
profundidad total h, otra razón es que la carga no está distribuida uniformemente sobre la longitud de la rosca.
Cálculo de esfuerzos en el núcleo del tornillo
Ss = (esfuerzo cortante torsional)
Sn = (esfuerzo directo, este puede ser de tracción o compresión)
Ss =
Ss =8.18 = 8.18 MPa (esfuerzo cortante torsional)
Sn =
Sn = 8.84 = 8.84 MPa (esfuerzo directo)
5.7 DISEÑO DE TUERCA PARA TORNILLO DE POTENCIA
Figura 25. Dimensiones de la tuerca

70
D1 = D + 0.5 mm. Donde D = Do; (ver Anexo 16)
D1 = 44.45 mm + 0.5 mm.
D1 = 44.95 mm.
F1 = F + 0.5 mm. Donde F = Di
F1 = 39.952 + 0.5 mm.
F1 = 40.452 mm.
L = 45 mm (Ver Anexo 18)
El material referenciado para este elemento será un acero 8620 porque Ofrece
muy buena dureza superficial y buenas propiedades internas.
5.8 GUÍA MÓVIL (PLANO NO 8)
Para la construcción de la guia se utilizará como material fundición grís porque es un material con un alto contenido de carbono y no permitirá que las guias se deformen.
Figura 26. Guía móvil

71
Ajuste guía móvil – tuerca
U8/h8 (Ver Anexo 14)
Eje: 0… -0.046
Agujero: -0.102… -0.148
Ajuste para piezas que trabajan en caliente y para piezas fijadas que en general no se separen durante el funcionamiento. (Ver Anexo 10)
5.9 GUÍA INFERIOR (PLANO NO 9)
Para la construcción de la guía se utilizará como material fundición grís debido a que el alto contenido de carbono y no permite que las guias se deformen.
Figura 27. Guía inferior

72
Buje guía inferior
Figura 28. Dimensiones buje guía inferior
Dint = 39.952 mm
Dext = 70 mm
L = 45 mm
El material más recomendable para este buje es bronce, porque el bronce es más resistente y duro que cualquiera otra aleación común, excepto el acero, que le supera en resistencia a la corrosión y facilidad de lubricación.
Ajuste guía inferior y buje inferior
U8/h8 (ver Anexo 14)
Dinterior= 37.592mm
Dexterior = 70 mm
Eje: 0… -0.046
Agujero: -0.102… -0.148
Ajuste para piezas que trabajan en caliente y para piezas fijadas que en general no se separen durante el funcionamiento. (Ver Anexo 10)

73
Ajuste buje guía inferior – tornillo de potencia
Dint = 18 mm
Dext = 70 mm
F8/h8 (ver Anexo 15)
Agujero: 0….-0.033
Eje: +0.020…..+0.053
Ajuste para piezas giratorias con juego medio y presiones poco elevadas.
Guías de acoplamientos con parte centrante de poca importancia y fácil montaje.
Montaje a mano. (Ver Anexo 10)
5.10 EJE PARA ALINEAR LAS GUÍAS
D = 20 mm
L = 420 mm
Este eje fabricará de Acero 1020 porque es un elemento que no está sometido a grandes esfuerzos y solo se utilizará como guía para que la tuerca no gire.
Figura 29. Dimensiones del eje para alinear las guias

74
5.11 CARCASA (PLANO NO 14)
Figura 30 Dimensiones de la carcasa
L = 467 mm
El material más recomendado para la carcasa es aluminio laminar de 2 mm de espesor, porque este material muestra una optima resistencia a la corrosión mantendrá en buen estado los elementos que cubre.
5.12 MOTORREDUCTOR
Figura 31. Motoreductor

75
La carrera del recorrido en el tornillo tendrá un total de 355mm, para la prueba se utilizarán longitudes muy cortas como las que se requieren para la ruptura de las probetas. Para una probeta de polietileno la deformación está entre 6.7 mm y 25.65 mm, para el polipropileno se estima una deformación de 1.1 m a 1.5 mm. Esto demuestra que para observar el desarrollo de la prueba se deben tener en cuenta variables tan importantes como las revoluciones por minuto (n).
Para el recorrido total del tornillo se requiere un tiempo estimado de 10 minutos (600 segundos).
t = Tiempo que dura el recorrido
L = longitud del recorrido en el tornillo = 355 mm
Paso = avance = 6.35 mm
nv = numero de vueltas en la longitud total del tornillo
n = revoluciones por minuto (rpm)
w = velocidad angular
Pot = potencia del motor
nv =55.91
Este resultado indica que para realizar el recorrido total del tornillo se necesitan
94.488 vueltas o revoluciones.
n = 5.91 rev/min

76
Se necesitan 5.91 rev/min a la salida del reductor para realizar el recorrido de la longitud del tornillo.
w = 0.58544
Pot = T × w
Donde:
T = torque del tornillo aproximadamente a 1000 kgf, el torque para subir de la carga es 87.8105 Nm y el torque para bajar la carga es 66 Nm.
Potsubir = T × w
Potsubir = 87.8105 Nm × 0.58544
Potsubir = 0.05141 KW
Potsubir = 0.05141 KW ×
Potsubir = 0.0689 hp
Potbajar = 66 Nm × 0.58544
Potbajar = 0.03864 KW
Potsubir = 0.03864 KW ×
Potsubir = 0.0518 hp
Según estos resultados se requiere un motor con aproximadamente ¼ hp.

77
Selección del motorreductor
Los siguientes datos se obtuvieron del Anexo 23:
Horas de trabajo: 3 – 4
Carga uniforme: 0.8 – 1 (Se toma el valor más elevado, es decir 1)
Arranques horas: 5
Coeficiente: 1
Cv = 0.5 × Factor de carga
Cv = 0.5 × 1
Cv = 0.5
Relación: 70:1 (Ver Anexo 23)
Tamaño: 45
Torque: 36 N.m
Factor de servicio: 1.2
Para la máquina Universal de ensayos se seleccionó un motorreductor con las siguientes características:
Motorreductor con ejes a 90°, tipo corona-sin fin, con motor siemens de 0.4HP, 220 a 440 V, relación 70:1, para velocidad de entrada 1750 rpm y velocidad de salida 26 rpm, tipo RV. Marca Fama “Nacional”. Modelo MRV 45. (Ver Anexo 23)
5.13 CÁLCULO DE CHAVETA PARA ACOPLAR EL MOTOR
Del Anexo 23. Se obtienen los siguientes datos:
b = 6 mm
h = 6 mm
Chaflán máximo = 0.40 mm

78
Chaflán mínimo = 0.25 mm
Profundidad en el árbol = 3.5 mm
A = b × h
A = 6 mm × 6 mm
A = 36 mm2
Lp = 12 mm
[#ap] = (esfuerzo de aplastamiento permisible)
Donde:
Sy = 440 MPa = 440 (Ver Anexo 1. Para acero 1045 templado en agua y
aceite y revenido en aire)
[N] : Factor de seguridad permisible
[N] = n1× n2× n3 (Ver Anexo 2)
n1 = 1.2
n2 = 1.2
n3 = 1.1
[N] = 1.2 × 1.2 × 1.1
[N] = 1.584

79
[#ap] =
[#ap] = 277.7
#aplas = ' [#ap]
T = torque del tornillo de potencia
d = Diámetro del árbol
#aplas =
#aplas = 271.31
#aplas ' [#ap]
271.31 ' 277.7
Este resultado nos asegura que la chaveta no sufrirá ningún aplastamiento.
5.14 CELDA DE CARGA [12]
Ver Anexo 24
Una celda de carga es un dispositivo que da como salida una señal eléctrica que es directamente proporcional a la fuerza que le ha sido aplicada. Las celdas de carga son usadas ampliamente en aplicaciones de pesaje electrónico. Cada celda está basada en un elemento elástico, a los cuales se les adhiere varias galgas de resistencia eléctrica. La forma geométrica y el modulo de elasticidad del elemento determinan la magnitud del campo de deformación producido por la acción de fuerza. El material usado para el elemento elástico es usualmente, acero para herramientas, acero inoxidable, aluminio o cobre en general materiales que tengan la ayuda de tener una relación lineal entre esfuerzo y deformación. También debe tener una larga vida de fatiga para asegurar un buen elemento de medición. Para lograr estas características es usual que se someta el material a tratamientos térmicos.

80
Para esta Máquina universal de ensayos la celda de carga a utilizar tiene una capacidad de 2KLb - 3KLb. Puesta en funcionamiento de la celda de carga
Figura 32. Alimentación de la celda de carga
Fuerza máxima = 1000 Kgf
Fuerza mínima = 1 Kgf
Voltaje de salida a escala completa
Donde:
Vexc : voltaje de excitación = 10 Vexc
@ 1000 Kgf
Vo para 1000 Kgf = Vo(1 Kgf) = 10000 mV
Vab = 30 mV

81
Ganancia: G =
G = 333.33
Para poder ajustar esta ganancia hay que encontrar una RG que es una resistencia de ganancia.
Vo para 1 Kgf = Vo(1000 Kgf) = 10 mV
Vab = 0.03 mV
Ganancia: G =
G = 333.33
Donde:
S: Sensibilidad de la celda
F: fuerza

82
5.15 ESPÁRRAGO PARA UNIR LA CELDA DE CARGA CON LA MORDAZA FIJA
Figura 33. Dimensiones del esparrago
Cálculo de esfuerzo para el espárrago
Donde:
F = 1000 Kgf
At = 84.27 mm2 (Área transversal del tornillo) (Ver Anexo 5)
D = 12 mm
p = 1.75
# = 11.86 = 116.3 =116.3 MPa

83
Del Anexo 1 se deduce que el material apropiado para este espárrago es Acero 1020.
La rosca del espárrago se selecciona de acuerdo a la rosca de la celda de carga, que es una rosca métrica de paso 1.75 y un diámetro de 12 mm (M12 X 1.75).
5.16 VARIABLE SPEED DRIVE O VARIADOR DE VELOCIDAD
El Variador de Velocidad (VSD, Variable Speed Drive) es un dispositivo o conjunto de dispositivos mecánicos, hidráulicos, eléctricos o electrónicos empleados para controlar la velocidad giratoria de maquinaria, especialmente de motores. También es conocido como Accionamiento de Velocidad Variable (ASD, Adjustable-Speed Drive). De igual manera, en ocasiones es denominado mediante el anglicismo Drive, costumbre que se considera inadecuada.
La máquinaria industrial generalmente es accionada a través de motores eléctricos, a velocidades constantes o variables, pero con valores precisos. No obstante, los motores eléctricos generalmente operan a velocidad constante o cuasi-constante, y con valores que dependen de la alimentación y de las características propias del motor, los cuales no se pueden modificar fácilmente. Para lograr regular la velocidad de los motores, se emplea un controlador especial que recibe el nombre de variador de velocidad. Los variadores de velocidad se emplean en una amplia gama de aplicaciones industriales, como en ventiladores y equipo de aire acondicionado, equipo de bombeo, bandas y transportadores industriales, elevadores, llenadoras, tornos y fresadoras, etc.
Un variador de velocidad puede consistir en la combinación de un motor eléctrico y el controlador que se emplea para regular la velocidad del mismo. La combinación de un motor de velocidad constante y de un dispositivo mecánico que permita cambiar la velocidad de forma continua (sin ser un motor paso a paso) también puede ser designado como variador de velocidad.
Motivos para emplear variadores de velocidad
El control de procesos y el ahorro de la energía son las dos de las principales razones para el empleo de variadores de velocidad. Históricamente, los variadores de velocidad fueron desarrollados originalmente para el control de procesos, pero el ahorro energético ha surgido como un objetivo tan importante como el primero.

84
El ajuste de la velocidad como una forma de controlar un proceso
Entre las diversas ventajas en el control del proceso proporcionadas por el empleo de variadores de velocidad destacan:
Operaciones más suaves. Control de la aceleración. Distintas velocidades de operación para cada fase del proceso. Compensación de variables en procesos variables. Permitir operaciones lentas para fines de ajuste o prueba. Ajuste de la tasa de producción. Permitir el posicionamiento de alta precisión. Control del Par motor (torque).
Teniendo en cuenta las especificaciones técnicas de diferentes componentes de tipo comercial y analizando la naturaleza de los ensayos a realizar, se seleccionará un variador de frecuencia con las siguientes especificaciones: (Ver Anexo 25)
Tipo (ESMD371X2SFA)
Marca Lenze (alemán)
Capacidad de 0.37 KW (0.5 hp)
240 V (Voltios)
Variador de tres fases con potenciómetro.

85
5.17 CÁLCULO DE ESTRUCTURA Figura 34. Estructura
Material: Acero estructural ASTM A-36
Resistencia de fluencia en tensión: 250 MPa = 36 Ksi
Resistencia de fluencia en cortante: 400 MPa = 58 Ksi
Figura 35. Dimensiones de la placa superior

86
V = Volumen
V = 30 mm x 200 mm x 200 mm
V = 1200000 mm3 = 0.0012 m3
W = peso de la viga superior
Donde:
( : densidad del material = 7860 Kg/m3
V: volumen
g: gravedad = 9.81m/s2
W = 92.582 N
Figura 36. Diagrama de cuerpo libre de la placa superior

87
Fc: fuerza ubicada sobre el centro de la placa superior
b: base de la placa superior = 200 mm
Fh: fuerza distribuida sobre la placa
Fh = 0.46264
Fc = 46.264 N
Figura 37. Posición de la fuerza total en el centroide de la placa
FCT = Fuerza total ubicada sobre el centro de la placa

88
FCT = 9852.9 N
Para el análisis estático podemos plantear un esquema como el que se muestra a continuación:
Figura 38. Analisis estático para la placa
)Fy = 0
RA – 9852.9 N = 0
RA= 9852.9 N
MA = FCT x 100 mm
MA = 9852.9 N x 100 mm
MA = 985290 N mm

89
En esta estructura las posibles fallas pueden encontrarse en el punto A, por lo tanto en este se analizarán los esfuerzos producidos por las fuerzas aplicadas sobre la placa:
Donde:
#A : esfuerzo de flexión producido en el punto A
c : centroide, distancia que hay entre la fibra central y las fibras exteriores de la placa
c = 15 mm
Figura 39. Ubicación del eje neutro
I : momento de inercia de la sección transversal en el punto A
I = 450000 mm4
Hallamos el esfuerzo de flexión en el punto A

90
#A = 32.843 MPa (esfuerzo de flexión en el punto A)
Ahora se calcula el esfuerzo cortante producido en el punto A:
Donde:
: esfuerzo cortante producido en el punto A
A : área transversal en el punto A de la placa
A = 200 mm x 30 mm
A = 6000 mm2
: Distancia entre el Punto A y el centroide de la placa
= 15 mm
Q = 6000 mm2 x 15 mm
Q = 90000 mm3
I : momento de inercia de la sección transversal en el punto A
I = 450000 mm4
b = base
b = 200 mm
Reemplazando los valores se obtiene:

91
(Esfuerzo cortante producido en el punto A)
Ahora se procede a hallar el Esfuerzo cortante máximo en el punto A para poder calcular el factor de seguridad de la placa:
Donde:
N: factor de seguridad
: Esfuerzo de fluencia del material del cual se va a construir la placa. (ver Anexo
8)
= 21 Ksi = 145 MPa

92
N = 3.8
Este resultado indica que la placa no sufrirá fallas y que el material es el indicado.
Para mayor certeza se comprobará este factor de seguridad con esfuerzos alternantes sobre la placa:
Donde:
: Esfuerzo a flexión medio
Sy = esfuerzo de fluencia en flexión
(Ver Anexo 8)
: esfuerzo a flexión alternante
Se : esfuerzo de fatiga en flexión
Se = (0.4…0.5) Su
Su : esfuerzo ultimo del material
Su = 58 Ksi = 400 MPa (Ver Anexo 8)

93
Se = 0.5 x Su
Se = 0.5 x 400 MPa
Se = 200 MPa
: Esfuerzo cortante máximo medio
= .
=
= 9.575MPa
Ssy : esfuerzo de fluencia cortante
Ssy = (0.55…0.62) Sy
Sy : esfuerzo de fluencia (Ver Anexo 8)
Sy = 250 MPa
Ssy = 0.62 x Sy
Ssy = 0.62 x 250 MPa
Ssy = 89.9 MPa
Sse : esfuerzo de fatiga cortante
Sse = (0.22…0.25) Su
Su : esfuerzo ultimo del material
Su = 58 Ksi = 400 MPa (Ver Anexo 8)
Sse = 0.25 x Su

94
Sse = 0.25 x 400 MPa
Sse = 100 MPa
Ahora se calcula el factor de seguridad reemplazando todos los valores en la siguiente fórmula:
N = 3.99
Con este resultado se comprueba que el material elegido es conveniente para esta pieza, y que estos esfuerzos no afectan la placa.

95
Pernos placa superior de la estructura
Figura 40. Ubicación de los pernos sobre la placa superior
C = centroide del grupo de pernos
Al trasladar la fuerza (F) al grupo de pernos, esta genera un momento (Mc) con respecto al centroide de la siguiente manera:
Mc = F x d
Mc = 9852.9 N x 125 mm
Mc = 1231612.5 N mm
Cálculo de cargas cortantes en cada perno
Donde:
F´: fuerza cortante primaria

96
F : fuerza aplicada sobre la placa
N : número de pernos
Donde:
F´´: fuerza cortante secundaria en cada perno
Mc: momento generado sobre el centroide del grupo de pernos
r: distancia entre el centroide y cada perno

97
Se calcula la fuerza total sobre cada uno de los pernos:
Figura 41. Análisis de fuerzas cortantes
Perno B
Perno C
Perno E
Los resultados de las fuerzas totales nos indican que los pernos B y E son críticos porque ellos llevan la carga de corte máxima. El perno tenderá a cortarse por su diámetro mayor, por consiguiente el área del esfuerzo cortante (Ap) es:

98
Donde:
D: diámetro del perno= 3/16 in. = 7.9375 mm
De modo que el esfuerzo de corte para cada perno es:
Del Anexo 6 se concluye que estos pernos si resisten pues el esfuerzo que estos soportan es aproximadamente 65Ksi = 433 MPa, por lo tanto 433 MPa es mayor que 257.46 MPa que es el esfuerzo al cual están sometidos estos pernos, con esto se deduce que el perno no tendrá fallas.
El esfuerzo de aplastamiento se debe a la presión del perno contra la parte sujetada. El área de aplastamiento (Aaplas) es:
Donde:
t: espesor de la placa = 30 mm
D: diámetro del perno = 7.9375 mm
99
El esfuerzo de aplastamiento será:
Se supone que el esfuerzo crítico por flexión de la placa superior ocurre en la sección paralela al eje y a través de los pernos B, C y E por lo tanto el esfuerzo crítico es :
Donde:
: Momento con respecto al centroide
c: distancia entre la fibra del centroide y la fibra inferior = 100 mm
I: momento de inercia a través de la sección y se obtiene por medio de la fórmula del teorema de ejes paralelos

100
Reemplazando se obtiene:
Entonces:
Figura 42. Translacion de fuerzas y momentos
101
Cálculo de esfuerzos en los puntos E y G
Donde:
F: fuerza aplicada
A: área transversal de de la sección EG
Mc: momento con respecto al centroide
c: centroide
I: momento de inercia
b: base de la sección transversal EG
h: altura sección transversal EG
(El resultado negativo indica que el
punto E se encuentra a compresión.)

102
(El resultado positivo indica que el punto G
se encuentra a tensión.)
Pernos de la placa inferior
Figura 43. Ubicación de los pernos sobre la placa inferior de anclaje
C = centroide del grupo de pernos
Al trasladar la fuerza (F) al grupo de pernos, esta genera un momento (M) con respecto al centroide de la siguiente manera:
M =Mc - F x d
M = 12136125.5 N mm- 9852.9 N x 105 mm
M = 197058 N mm

103
Cálculo de cargas cortantes en cada perno
Donde:
F´: fuerza cortante primaria
F: fuerza aplicada sobre la placa
N: número de pernos
Donde:
F´´: fuerza cortante secundaria en cada perno
Mc: momento generado sobre el centroide del grupo de pernos
rn: distancia entre el centroide y cada perno
Cálculo de radio para cada perno
rA = rD = rH = rJ

104
rB = rI = 155 mm
rE = rG
rF = 55 mm
Cálculo de fuerza cortante secundaria para cada perno

105
Se calcula la fuerza total sobre cada uno de los pernos:
Pernos A, D, H, J
Pernos B, I
Pernos E, G
Perno F
106
Los resultados de las fuerzas totales nos indican que los pernos A, D, H y J son críticos porque ellos llevan la carga de corte máxima. El perno tenderá a cortarse por su diámetro mayor, por consiguiente el área del esfuerzo cortante (Ap) es:
Donde:
D: diámetro del perno= 1/2 in. = 12.7 mm
De modo que el esfuerzo de corte para cada perno es:
Del Anexo 6 se concluye que estos pernos si resisten pues el esfuerzo que estos soportan es aproximadamente 65Ksi = 433 MPa, por lo tanto 433 MPa es mayor que 8.77 MPa que es el esfuerzo cortante al cual están sometidos estos pernos, con esto se deduce que el perno no tendrá fallas.

107
6. COSTOS DE MATERIALES PARA LA CONSTRUCCIÓN DE LA MÁQUINA UNIVERSAL DE ENSAYOS PARA POLÍMEROS.
Los costos que se presentan a continuación son un pequeño adelanto al costo verdadero que puede tener la máquina a la hora de ser construida, estos costos fueron proporcionados por diversas empresas de la región, los materiales nombrados son los más asequibles en el mercado por lo tanto no habrá problema a la hora de obtenerlos por lo que da una ventaja para el siguiente paso de este proyecto.
Tabla 8. Posibles costos de los materiales
DESCRIPCIÓN NOMBRE DE LA PIEZA CANTIDAD COSTO UNITARIO
COSTO TOTAL
Acero 1020 Tubo 1 115000 115000 Acero 1045 Tornillo de potencia 1 44000 44000
Bronce Buje guía 2 62500 125000 Acero 8620 Tuerca 1 23000 23000 Acero 1020 esparrago 2 1000 2000
Fundición gris Guías 3 45000 135000 Acero 1020 Eje para alinear guías 1 7500 7500
Acero inoxidable
mordazas 2 143000 286000
Lámina Aluminio 2mm
de espesor
Carcasa 1 180000
180000
Acero grado 5 Tornillo 3/8 in. 12 1700 20400 Acero grado 5 Tornillo 5/16 in. 3 1400 4200 Acero grado 5 Tornillo 1/2 in. 9 3000 27000 motorreductor motorreductor 1 975639 975639 Variador de frecuencia
Variador de frecuencia
1 619795 619795
Celda de carga Celda de carga 1 290000 290000 TOTAL 2.854.534

108
GASTOS DEL PROCESO DE DISEÑO
Todos los gastos que se presentan en el siguiente cuadro es un presupuesto que fue subsanado por los ejecutores del proyecto.
Tabla 9. Gastos de proceso de diseño.
ACTIVIDAD CANTIDAD UNIDAD COSTO UNITARIO ($)
COSTO TOTAL ($)
TRANSPORTE 400 Pasaje bus urbano
1100 440000
PAPELERIA 4 Resmas 10000 40000
TINTA 2 Recarga de cartuchos
12000 24000
INTERNET 40 Horas 1500 60000
FOTOCOPIAS 900 Copia 60 54000
IMPREVISTOS 100000
MANO DE OBRA 320 horas 5200 1664000
TOTAL 2.382.000
AJUSTE DE LOS EJECUTORES DEL PROYECTO $ 2.382.000

109
7. CONCLUSIONES
Los posibles costos de los materiales para la construcción de la Máquina Universal de Ensayos para polímeros propuesta en este proyecto comparados con los costos de una máquina en el mercado son relativamente viables pues los procesos siguientes hasta la construcción de la máquina son sencillos y estos se podrían realizar dentro del campus universitario.
El diseño arrojó factores de seguridad altos, lo cual indica que el diseño de la máquina es confiable y es una máquina que se podría construir para un laboratorio mas no para una producción en serie porque estos factores de seguridad indican que se estarían utilizando sobre dimensiones o materiales de mucha más resistencia mecánica que la necesaria.
Cuando se investigó todos los tipos de Máquinas Universales de Ensayos para polímeros se adoptó el diseño de una máquina que tuviera características especiales de tamaño, forma y posición, este proyecto ha respetado estas características para que la Máquina sea incluida al proyecto del laboratorio de materiales sintéticos.
La selección de los materiales en el diseño tuvo en cuenta aspectos como las propiedades mecánicas, el servicio que prestará el elemento, la resistencia del material a la corrosión, deformación y que su servicio sea eficiente.
El cálculo de la resistencia mecánica para los elementos tuvo como objetivo prevenir fallas por las fuerzas a las que están expuestos.
La máquina está compuesta por elementos de mucha precisión como lo son: celda de carga, motorreductor con variador de frecuencia lo que da apoyo a que la máquina preste un optimo servicio en el momento de las pruebas.
La maquina universal de ensayos no estará limitada a ciertos materiales como el polipropileno, polietileno. En esta maquina se podrán hacer pruebas con los otros materiales poliméricos.

110
Si llegase a requerir fuerzas de mayor dimensión que las especificadas se no se requiere modificar el diseño sino que se recomienda que se haga una selección del accionamiento (motoreductor) de mayor potencia.

111
8. RECOMENDACIONES
Para evitar los esfuerzos en las secciones muy pronunciadas se sugiere realizar cordones de soldaduras lo cual disminuye estos concentradores de esfuerzos esto ayuda a que la máquina no produzca fallas a futuro.
las tolerancias están ligadas a las condiciones que dependen de factores como el ensamble con otras piezas, como lo son los elementos roscados y elementos que presentan deslizamiento sobre otros.
Si la adquisición del motorreductor se hace en la empresa que asesoró con la selección de este, se recomienda que la instalación sea efectuada por el proveedor.

112
9. BIBLIOGRAFIA
[1] SINGER, Ferdinand L. Resistencia de materiales, 2 ed. México, Buenos Aires, Bogotá, Sao Paulo: Harper & Row Latinoamericana, Editorial Harla, S.A. De C.V. , 46 p.
[2] ASKELAND, Donald R. La Ciencia e Ingeniería de los materiales, 4 ed. Mexico: Grupo Editorial Iberoamericana, 173p
[3] ASTM D638. Standard test method for tensile properties of plastics. United States: ASTM International, 2002, p. 1-15.
[4] LOPEZ OCAMPO, Jackeline, MONTOYA VALLEJO, Miguel Fernando,
Conceptualización y desarrollo de la metodología inversa de una máquina universal de
ensayos de 40 KN con objeto de diseñar una de 100 KN. Tesis (Ingeniero mecánico).
Pereira: Universidad Tecnológica de Pereira, Facultad de Ingenierías, 2003. 29p
[5] "Plásticos." Microsoft® Encarta® 2007 [DVD]. Microsoft Corporation, 2006.
[6] AFTER ODIAN, George. Principles of polymerization, 3 ed. New York: J Wiley, 1991, 34 p.
[7] Disponible en Internet: http://materiales.eia.edu.co/ciencia%20de%20los%20materiales/articulo-el%20polipropileno.htm
[8] SHIGLEY, Joseph Edward, MITCHELL, Larry D. Diseño de Máquinas. 3 ed. Bogotá: MacGraw-Hill, 1990, 420p, 440p.
[9] CASILLAS A. L.. Máquinas Cálculos de Taller, 23 ed. Madrid: Gráficas reunidas S: A., 1958,277 p, 289 p.
[10] SIDERURGICA DEL PACIFICO S. A.. Tabla de aceros especiales SIDELPA.
[11] Industrias FAMA, Fábrica de accesorios y mecanismos auxiliares. Manizales: Editores S.A., 2005, 6 p, hoja técnica 1182.
[12] Disponible en Internet:
http://www.prometalicos.com

113
Disponible en Internet:
http://www.monografias.com/trabajos14/polimeros/polimeros.shtml#propied
Disponible en Internet:
http://www.mailxmail.com/curso/excelencia/cienciamateriales/capitulo4.htm
Disponible en Internet:
http://www.sidelpa.com
HALL, A.. S, HOLOWENCO, A.. R, LAUGHLIN, H. G, Diseño de máquinas,
México: MacGraw-Hill, 1971, pp 145-147.

114
ANEXOS

115
Anexo 1
Propiedades de algunos aceros
Tratamiento térmico (°C) y medio de enfriamiento
MARCA DEL
ACERO
Su
MPa
Sy
MPa Temple Revenido 1008 340…420 210 - - 1010 360…450 220 - - 1015 400…490 240 - - 1020 440…540 260 - - 1030 520…620 300 - - 1035 560…660 320 - - 1040 600…720 340 - - 1040 680…800 420 830-850,
Agua, aceite
530-620, Aire
1045 640…760 360 - - 1045 700…850 440 830-850
Agua, aceite
530-620 Aire
5160 (DIN 60Cr4)
1170 1040 850, aceite 550, aceite
3415, Super- Impacto
(DIN 14NiCr10)
1230 950 Temple de la capa cementada 898 - 926 °C,
enfriar en aceite directamente después de cementar. Revenido a 200
°C. 8620 (DIN
20CrNiMo2) 800…1050 600 820-850
Aceite 150-200,
Aire 4140 (DIN 42CrMo4)
900…1100 780 850, aceite 600, aire, aceite
4340 (DIN 40CrMo4)
1000…1200 850 850, aceite 600, aire, agua
9840 (DIN 36CrNiMo4)
1200…1400 110…1200 840, aceite 400-450

116
Anexo 2
Cómo determinar el factor de seguridad permisible [8]
[N] = n1 × n2 × n3
Donde:
n1 es un coeficiente que considera la exactitud del cálculo
Si el cálculo origina esfuerzos de cálculo elevados difíciles de valorar en su exactitud: n1= 1
Si el cálculo arroja esfuerzos de cálculo bajos valorados de antemano: n1 = 1,2… 1,3
n2 es un coeficiente que tiene en cuenta la homogeneidad de las propiedades del material
Para piezas fabricadas de aceros al carbono y aleados a elevadas temperaturas de revenido n2 = 1,2… 1.3
piezas hechas de aceros de baja ductilidad (con baja temperatura de revenido) y fundiciones de elevada resistencia n2 = 1,3… 1,5
Para piezas fundidas de acero n2 = 1,5… 2,0
Para piezas de fundición de hierro n2 = 2,0… 2,5
Para piezas de materiales no ferrosos (forjados y laminados) n2 = 1,5… 2.0
n3 tiene en cuenta el grado de responsabilidad de la pieza
Si una rotura de la pieza no provoca la parada de la máquina n3 = 1
Si la rotura de la pieza ocasiona la parada de la máquina n3 = 1,1… 1,2
Si la rotura de la pieza produce una avería n3 = 1,2… 1,3.

117
Anexo 3
Aleaciones en alambre continúo para proceso flux cored y metal cored
ACEROS ALEADOS 500
Depósito austenítico de gran resistencia a impacto, corrosión y fricción. Para unión de aceros a aceros inoxidables , o como colchón para revestimientos. Rtensil = 80000 psi D = 1/8 in, 5/32in.
646 XDH Para unión construcción y como capa base sobre aceros al manganeso, aceros aleados y aceros endurecibles. HB = (Depósito) = 170 HB = (Trabajo) = 415 D = 1/8 in, 5/32 in.
680 CGS Posee el revolucionario Núcleo CGS (Estructura de grano controlada) que ofrece la mayor confiabilidad en la unión de aceros desconocidos y de difícil soldabilidad. Aplica a mejor amperaje y su transferencia spray da un arco más estable. Rtensil = 120000 psi HB = 280 D = 3/32 in,1/8 in, 3/16 in.
3026 N Electrodo para unión de diferentes aceros. Buena resistencia mecánica, fácil de aplicar en toda posición. Deposito de acero inoxidable. Rtensil = 110000 psi D = 1/8 in,5/32 in, 3/16 in.
XHD 2222 Electrodo de base Níquel para unir secciones gruesas de alta resistencia y aceros difíciles de soldar. Excelente resistencia a ciclos térmicos. Rtensil = 90000 psi HB = 280 D =3/32 in, 1/8 in, 5/32 in.
HXD 6868 Electrodo de alta rata de deposición, para unión, como capa base y reparación de la mayoría de los aceros. Excelente soldabilidad y fácil remoción de escoria. Rtensil = 115000 psi D = 1/16 in, 1/8 in.

118
Anexo 4
Dimensiones principales de las roscas de tornillo unified national standard
Roscas bastas - UNC Roscas finas - UNF Tamaño Diámetro Mayor
(in.)
Hilos por pulgada
Diámetro menor
(in)
Area de esfuerzo a tensión
(in2.)
Hilos por
pulgada
Diámetro menor
(in)
Area de esfuerzo a tensión
(in2.) 0 1 2 3 4 5 6 8 10 12 ¼
5/16 3/8
7/16 ½
9/16 5/8 ¾ 7/8 1
1 1/8 1 1/4 1 3/8 1 1/2 1 3/4
2 2 1/4 2 1/2 2 3/4
3 3 1/4 3 1/2 3 3/4
4
0.0600 0.0730 0.0860 0.0990 0.1120 0.1250 0.1380 0.1640 0.1900 0.2160 0.2500 0.3125 0.3750 0.4375 0.5000 0.5625 0.6250 0.7500 0.8750 1.0000 1.1250 1.2500 1.3750 1.5000 1.7500 2.0000 2.2500 2.5000 2.7500 3.0000 3.2500 3.5000 3.7500 4.0000
xxx 64 56 48 40 40 32 32 24 24 20 18 16 14 13 12 11 10 9 8 7 7 6 6 5
4.5 4.5 4 4 4 4 4 4 4
xxx 0.0527 0.0628 0.0719 0.0795 0.0925 0.0974 0.1234 0.1359 0.1619 0.1850 0.2403 0.2938 0.3447 0.4001 0.4542 0.5069 0.6201 0.7307 0.8376 0.9394 1.0644 1.1585 1.2835 1.4902 1.7113 1.9613 2.1752 2.4252 2.6752 2.9252 3.1752 3.4252 3.6752
xxx 0.0026 0.037 0.049 0.0060 0.0080 0.0091 0.0140 0.0175 0.0242 0.0318 0.0524 0.0775 0.1063 0.1419 0.1819 0.2260 0.3345 0.4617 0.6057 0.7633 0.9691 1.1549 1.4053 1.8995 2.4982 3.2477 3.9988 4.9340 5.9674 7.0989 8.3286 9.6565
11.0826
80 72 64 56 48 44 40 36 32 28 28 24 24 20 20 18 18 16 14 12 12 12 12 12
0.0438 0.0550 0.0657 0.0758 0.0849 0.0955 0.1055 0.1279 0.1494 0.1696 0.2036 0.2584 0.3209 0.3725 0.4350 0.4903 0.5528 0.6688 0.7822 0.8917 1.0167 1.1417 1.2667 1.3917
0.0018 0.0028 0.0039 0.052 0.0066 0.0083 0.0101 0.0147 0.0200 0.0258 0.0364 0.0581 0.0878 0.1187 0.1600 0.2030 0.2560 0.3730 0.5095 0.6630 0.8557 1.0729 1.3147 1.5810

119
Anexo 5
Dimensiones principales de las roscas para tornillo métrico estándar ISO
Roscas bastas Roscas finas Diámetro mayor (mm) Paso
(mm)
Diámetro menor
(mm)
Área de esfuerzo a
tensión (mm2)
Paso
(mm)
Diámetro menor
(mm)
Área de esfuerzo a
tensión (mm2)
3.0 3.5 4.0 5.0 6.0 7.0 8.0
10.0 12.0 14.0 16.0 18.0 20.0 22.0 24.0 27.0 30.0 33.0 36.0 39.0
0.50 0.60 0.70 0.80 1.00 1.00 1.25 1.50 1.75 2.00 2.00 2.50 2.50 2.50 3.00 3.00 3.50 3.50 4.00 4.00
2.39 2.76 3.14 4.02 4.77 5.77 6.47 8.16 9.85 11.55 13.55 14.93 16.93 18.93 20.32 23.32 25.71 28.71 31.09 34.09
5.03 6.78 8.78 14.18 20.12 28.86 36.61 57.99 84.27 114.44 156.67 192.47 244.79 303.40 352.50 459.41 560.59 693.55 816.72 975.75
1.00 1.25 1.25 1.50 1.50 1.50 1.50 1.50 2.00 2.00 2.00 2.00 3.00 3.00
6.77 8.47 10.47 12.16 14.16 16.16 18.16 20.16 21.55 24.55 27.55 30.55 32.32 35.32
39.17 61.20 92.07
124.55 167.25 216.23 271.50 333.06 384.42 495.74 621.20 760.80 864.94 1028.39

120
Anexo 6
Grados SAE para sujetadores
Grado SAE
Tamaño de perno
(in)
Resistencia a la
tensión (KSI)
Resistencia a la
deformación (KSI)
Resistencia al esfuerzo
(KSI)
Material
1 0.25-1.5 60 36 33 Acero con contenido de carbono bajo o mediano.
2 0.25-0.75 74 57 55 Acero con contenido de carbono bajo o mediano
>0.75-1.5 60 36 33 Acero con contenido de carbono bajo o mediano
4 0.25-1.5 115 100 65 Acero con contenido de carbono bajo o mediano
5 0.25-1
120
92
85
>1-1.5 105
81 74
Acero con contenido de carbono medio, templado y revenido.
5.2 0.25-1.5 - - - Acero martensita con contenido bajo de carbono templado y
revenido. 7 0.25-1.5 133 115 105 Aleación de acero con contenido
medio de carbono, templada y revenida rosca rolada después
de un tratamiento térmico. 8 0.25-1.5 150 130 120 Aleación de acero con contenido
medio de carbono, templada y revenida.
8.2 0.25-1.5 - - - Acero martensita con contenido bajo de carbono, templado y
revenido.

121
Anexo 7
Tamaños y dimensiones de roscas
Diámetro Tamaño nominal
Mayor Menor
Taladro para macho (para 75% de rosca)
Roscas por pulgada
Paso (mm)
Roscas por pulgada (Aprox.)
in. mm in. mm in. mm Broca in. mm UNC UNF Gru Fin Grue Fina - 0 - 1 1 - 2 2 - 3 3 4 4 - 5 5 6 6 - 8 8
10 10 -
12 12 - ¼ ¼
5/16 5/16
- 3/8 3/8 -
7/16 7/16
- ½ ½ -
9/16 9/16 5/8 5/8 - - ¾ ¾ - -
7/8 7/8 - 1 1 -
M1.4 -
M1.6 - -
M.2 - -
M2.5 - - - -
M3 - - - -
M4 - - - -
M5 - -
M6 - - - -
M8 - -
M10 - -
M12 - -
M14 - - - -
M16 M18
- -
M20 M22
- -
M24 - -
M27
0.055 0.060 0.063 0.073 0.073 0.079 0.086 0.086 0.098 0.099 0.099 0.112 0.112 0.118 0.125 0.125 0.138 0.138 0.157 0.164 0.164 0.190 0.190 0.196 0.216 0.216 0.236 0.250 0.250 0.312 0.312 0.315 0.375 0.375 0.393 0.437 0.437 0.471 0.500 0.500 0.551 0.562 0.562 0.625 0.625 0.630 0.709 0.750 0.750 0.787 0.866 0.875 0.875 0.945 1.000 1.000 1.063
1.397 1.524 1.600 1.854 1.854 2.006 2.184 2.184 2.489 2.515 2.515 2.845 2.845 2.997 3.175 3.175 3.505 3.505 3.988 4.166 4.166 4.826 4.826 4.978 5.486 5.486 5.994 6.350 6.350 7.938 7.938 8.001 9.525 9.525 9.982 11.113 11.113 11.963 12.700 12.700 13.995 14.288 14.288 15.875 15.875 16.002 18.008 19.050 19.050 19.990 21.996 22.225 22.225 24.003 25.400 25.400 27.000
- 0.0438
- 0.0527 0.0550
- 0.0628 0.0657
- 0.0719 0.0758 0.0795 0.0849
- 0.0925 0.0955 0.0975 0.1055
- 0.1234 0.1279 0.1359 0.1494
- 0.1619 0.1696
- 0.1850 0.2036 0.2403 0.2584
- 0.2938 0.3209
- 0.3447 0.3726
- 0.4001 0.435
- 0.4542 0.4903 0.5069 0.5528
- -
0.6201 0.6688
- -
0.7307 0.7822
- 0.8376 0.8917
-
- 1.092
- 1.320 1.397
- 1.587 1.651
- 1.828 1.905 2.006 2.134
- 2.336 2.413 2.464 2.667
- 3.124 3.225 3.429 3.785
- 4.089 4.293
- 4.699 5.156 6.096 6.553
- 7.442 8.153
- 8.738 9.448
- 10.162 11.049
- 11.531 12.446 12.852 14.020
- -
15.748 16.967
- -
18.542 19.863
- 21.259822.632
-
- 3/64
- 53 53 -
50 50 -
47 46 43 42 -
38 37 36 33 -
29 29 26 21 -
16 15 - 7 3 F I -
5/16 Q - U
25/64 -
27/64 29/64
- 31/64 33/64 17/32 37/64
- -
21/32 11/16
- -
49/64 13/16
- 7/8
59/64 -
- 0.0469
- 0.0595 0.0595
- 0.0700 0.0700
- 0.0785 0.0810 0.0890 0.0935
- 0.1015 0.1040 0.1065 0.1130
- 0.1360 0.1360 0.1470 0.1590
- 0.1770 0.1800
- 0.2010 0.2130 0.2570 0.2720
- 0.3125 0.3320
- 0.3680 0.3906
- 0.4219 0.4531
- 0.4844 0.5156 0.5312 0.5781
- -
0.6562 0.6875
- -
0.7656 0.8125
- 0.8750 0.9219
-
- 1.168 1.25
1.1499 1.499
1.6 1.778 1.778 2.05 1.981 2.057 2.261 2.380
2.5 2.565 2.641 2.692 2.870
3.3 3.454 3.454 3.733 4.038
4.2 4.496 4.572
5.0 5.105 5.410 6.527 6.908
6.8 7.937 4.432
8.5 9.347 9.921 10.30
10.715 11.509 12.00
12.3031 13.096 13.493 14.684 14.00 15.50
16.668 17.462 17.50 19.50
19.446 20.637 21.00
22.225 23.415 24.00
- - -
64 - -
56 - -
48 -
40 - -
40 -
32 - -
32 -
24 - -
24 - -
20 -
18 - -
16 - -
14 - -
13 - -
12 -
11 - - -
10 - - - 9 - - 8 - -
- 80 - -
72 - -
64 - -
58 -
48 - -
44 -
40 - -
36 -
32 - -
28 - -
28 -
24 - -
24 - -
20 - -
20 - -
18 -
18 - - -
16 - - -
14 - -
12 -
0.3 -
0.35 - -
0.4 - -
0.45 - - - -
0.5 - - - -
0.7 - - - -
0.8 - -
1.0 - - - -
1.25 - -
1.5 - -
1.75 - - 2 - - - - 2
2.5 - -
2.5 2.5 - - 3 - - 3
0.2 -
0.2 - -
0.25 - -
0.35 - - - -
0.35 - - - -
0.35 - - - -
0.5 - -
0.75 - - - -
1.0 - -
1.25 - -
1.25 - -
1.5 - - - -
1.5 1.5 - -
1.5 1.5 - - 2 - - 2
85 -
74 - -
64 - -
56 - - - -
51 - - - -
36 - - - -
32 - -
25 - - - -
20 - -
17 - -
14.5 - -
12.5 - - - -
12.5 10 - -
10 10 - -
8.5 - -
8.5
127 -
127 - -
101 - -
74 - - - -
74 - - - -
51 - - - -
51 - -
34 - - - -
25 - -
20 - -
20 - -
17 - - - -
17 17 - -
17 17 - -
12.5 - -
12.5

122
Anexo 8
Propiedades típicas de materiales seleccionados usados en ingeniería
Resistencia ultima fluencia Material
Peso especifico
Lb/in2
Tensión
ksi
Compresión
ksi
Cortante
ksi
Tensión
ksi
Cortante
ksi
Modulo de
elasticidad
105 psi
Modulo de
rigidez 105 psi
Coeficiente de
expansión
10-6 °F
Ductilidad porcentaj
e de elongación en 2 in.
Acero Estructural (ASTM-A36) Alta resistencia-baja aleación ASTM-A709 Grado 50 ASTM-A913 Grado 65 ASTM-A992 Grado 50 Templado ASTM-A709 Grado 100
0.284
0.2840.2840.2840.284
58
65 80 65 110
36
50 65 50 100
21
29
29 29 29 29
11.2
11.2 11.2 11.2 11.2
6.5
6.5 6.5 6.5 6.5
21
21 17 21 18
Inoxidable AISI 302 Laminado en frio Recocido Acero de refuerzo Resistencia media Alta resistencia
0.2860.286
0.2830.283
125 95
70 90
75 38
40 60
22
28 28
29 29
10.8 10.8
11 11
9.6 9.6
6.5 6.5
12 50
Fundición: Fundición gris 4.5% C, ASTM A-48 Hierro fundido 2% C, 1% Si, ASTM A-47
0.2600.264
25 50
95 90
35 48
33
10 24
4.1 9.3
6.7 6.7
0.5 10

123
Anexo 9
Fuerzas para aceros de diferentes grados
Grado SAE
Diámetro de cresta
Esfuerzo ultimo, Sut
(ksi)
Esfuerzo de fluencia Sy
(ksi)
Proof Strength, Sp
(ksi) 1 2 4 5 7 8
¼ - 1 ½ ¼ - ¾
¾ - 1 ½ ¼ - 1 ½ ¼ - 1
1 – 1 ½ ¼ - 1 ½ ¼ - 1 ½
60 74 60 115 120 105 133 150
36 57 36 100 92 81 115 120
33 55 33 65 85 74 105 120
Grado métrico
Diámetro de cresta (mm)
Limite ultimo
(MPa)
Limite de fluencia (MPa)
Proof strength Sp
(MPa) 4.6 4.8 5.8 8.8 9.8
10.9 12.9
M5-M36 M1.6-M16 M5-M24
M17-M36 M1.6-M16 M6-M36
M1.6-M36
400 420 520 830 900 1040 1220
240 340ª 415ª 660 720ª 940 1100
225 310 380 600 650 830 970

124
Anexo 10
Información técnica sobre las características de algunos ajustes ISA
AJUSTES ISA Calidad extra precisión (de empleo excepcional)
Estos ajustes se utilizan solamente cuando es necesario observar de una forma rigurosa la garantía de un determinado ajuste.
Agujero H6/s5
Ajuste forzado o prensado
Eje S6/h5
Agujero H6/k5
Ajuste fijo medio Eje K6/h5
Este ajuste se utiliza para piezas de acero sobre acero fuertemente fijados. No es desmontable, y no precisa chavetas que lo aseguren contra la rotación. Montaje en caliente o a prensa. Las partes acopladas tendrán un espesor menor de 0.15 veces el diámetro nominal del ajuste.
Ajuste para montaje y desmontaje a mano utilizando un martillo de plomo. Precisa fijación para asegurarlo contra la rotación y el desplazamiento axial.
Agujero H6/p5
Ajuste forzado o prensado medio
Eje P6/h5
Agujero H6/j5
Ajuste fijo ligero Eje J6/h5
Este ajuste prensado es menos duro que el anterior, se utiliza para piezas que deban quedar sólidamente acopladas en cualquier caso, precisa el empleo de chavetas que lo aseguren contra la rotación. Montaje en caliente o a prensa. Las partes acopladas tendrán un espesor mayor de 0.15 veces el diámetro nominal del ajuste.
Ajuste para centrado de precisión en piezas con acoplamientos cortos. Montaje y desmontaje a mano utilizando un mazo de madera. Precisa fijación contra la rotación y el deslizamiento axial.
Agujero H6/n5
Ajuste fijo duro Eje N6/h5
Agujero H6/h5
Ajuste de deslizamiento
Eje H6/h5
Este ajuste no es desmontable a mano sino fácilmente con extractor, se utiliza para acoplamientos que no necesitan fijación axial, precisa el empleo de chavetas que lo aseguren contra la rotación. Montaje en caliente con mazo de madera o en frío a prensa.
Ajuste sin juego perceptible, para centrado y ajuste de alta precisión. Movimiento lento. Alojamientos cortos. Montaje deslizante a mano.
Agujero H6/m5
Ajuste fijo prieto Eje M6/h5
Agujero H6/g5
Ajuste con juego libre mínimo
Eje G6/h5
Este ajuste se emplea para acoplamiento de piezas que deban ser montadas y desmontadas sin fuertes presiones. Precisa asegurado contra la rotación y el desplazamiento axial. Montaje en caliente con martillo de plomo o en frío a prensa
Ajuste giratorio de alta precisión, para ejes rectificados y superafinados. Montaje a mano.

125
AJUSTES ISA Calidad precisión
Estos ajustes se utilizan cuando se necesita garantizar las características de un determinado ajuste.
Agujero H7/u6
Ajuste prensado duro Eje U7/h6
Agujero H7/j6
Ajuste ligero Eje J7/h6
Este ajuste se utiliza para los casos en que después de desmontados sea necesario la sustitución de una de las piezas. Especial para piezas montadas en aleaciones ligeras sujetas a elevadas temperaturas o a fuertes cargas y vibraciones. Montaje a prensa o en caliente.
Ajuste para centrado de precisión media en piezas con acoplamientos de longitud media. Precisa fijación para asegurarlo contra el giro y el deslizamiento (sustituible por el H7/h6). Montaje y desmontaje a mano o con mazo de madera.
Agujero H7/s6
Ajuste prensado duro Eje S7/h6
Agujero H7/h6
Ajuste de deslizamiento
Eje H7/h6
Este ajuste se utiliza para piezas de acero sobre acero fuertemente fijadas, no es desmontable, y no precisa chavetas que lo aseguren contra la rotación. Montaje en caliente o a presión. Las partes acopladas tendrán un espesor menor de 0.15 veces el diámetro nominal del ajuste.
Ajuste para centrado de precisión, sin que sea sometido a cargas importantes, admite frecuentes desmontajes. Movimiento lento, alojamientos medios, para alojamientos largos utilícese el ajuste H7/h7. Montaje deslizante a mano.
Agujero H7/p6
Ajuste prensado Eje P7/h6
Agujero H7/g6
Ajuste con juego mínimo
Eje G7/h6
Este ajuste prensado es menos duro que el anterior, se utiliza para piezas que deban quedar sólidamente acopladas en cualquier caso, precisa el empleo de chavetas que lo aseguren contra la rotación. Montaje en caliente o a prensa. Las partes acopladas tendrán un espesor mayor de 0.15 veces el diámetro nominal del ajuste.
Este ajuste es giratorio o móvil, para velocidad periférica media (hasta 4m/seg). Montaje a mano.
Agujero H7/n6
Ajuste fijo duro Eje N7/h6
Agujero H7/f7
Ajuste con juego normal
Eje F7/h6
Este ajuste no es desmontable a mano sino fácilmente con extractor, se utiliza para acoplamientos que no necesiten fijación axial, precisa el empleo de chavetas que lo aseguren contra la rotación. Montaje en caliente con mazo de madera o en frio a prensa.
Para ajustes giratorios muy rápidos, y centrados incluso imperfectos. Montaje a mano.
Agujero H7/k6
Ajuste fijo medio
Eje K7/h6
Agujero H7/e8
Ajuste con juego amplio
Eje E8/h6
Este ajuste no debe estar sometido a frecuentes desmontajes, precisa ser asegurado contra el giro y el deslizamiento. Montaje con mazo de madera o con torniquete, sin necesitar gran esfuerzo.
Ajustes giratorios en general. Montaje a mano.

126
AJUSTES ISA Calidad media.
Para ajustes que no necesitan gran precisión, pero si un ajuste bien definido. Agujero H8/u7
Ajuste prensado Eje U8/h8
Agujero H8/f8
Ajuste con juego normal
Eje F8/h8
Ajuste para piezas que trabajan en caliente, y para piezas fijadas, en general, que no deban separarse durante el funcionamiento. Montaje en caliente o a prensa.
Ajustes para piezas giratorias con juego medio y presiones poco elevadas. Guías de acoplamiento con parte centrante de poca importancia y fácil montaje. Montaje a mano.
Agujero H8/k7
Ajuste medio fijo Eje K8/h7
Agujero H8/e9
Ajuste con juego amplio
Eje E9/h8
Ajuste muy indicado para alojamientos de cojinetes cortos. Guías de acoplamiento con parte centrante corta. Montaje a mano o con mazo de madera.
Ajuste para piezas giratorias sin engrase a presión y para velocidades lentas. Montaje a mano.
Agujero H7/p6
Ajuste prensado Eje P7/h6
Agujero H7/g6
Ajuste con juego mínimo
Eje G7/h6
Ajuste deslizante para alojamientos largos. Guías de acoplamiento con parte centrante larga. Montaje a mano.
Ajustes ordinarios en general. Montaje a mano.

127
Anexo 11
Ajustes ISA empleados para las construcciones mecánicas, y nomenclatura por la cual son conocidos.
CALIDAD AGUJERO ÚNICO
EJE UNICO
Precisión Ajuste forzado. Ajuste de arrastre. Ajuste de adherencia. Ajuste de entrada suave. Ajuste de deslizamiento. Ajuste de juego libre.
AgujeroH6 H6 H6 H6 H6 H6
Eje n5 m5 k5 j5 h5 g5
Agujero N6 M6 K6 J6 H6* G6
Eje h5 h5 h5 h5 h5 h5
Fina Ajuste a presión. Ajuste forzado. Ajuste de arrastre. Ajuste de adherencia. Ajuste de entrada suave. Ajuste de deslizamiento. Ajuste de juego libre justo Ajuste de juego libre. Ajuste de juego ligero. Ajuste de juego fuerte.
AgujeroH7 H7 H7 H7 H7 H7 H7 H7 H7 H7
Eje s6** n6 m6 k6 j6 h6 g6 f7 e8 d9
Agujero S7*** N7 M7 K7 J7 H7 G7 F7 E8 D9
Eje h6 h6 h6 h6 h6 h6 h6 h6 h6 h6
Corriente Ajuste con deslizamiento. Ajuste con deslizamiento. Ajuste con juego libre. Ajuste con juego libre. Ajuste con gran juego libre.
AgujeroH8 H8 H8 H8 H8
Eje h8 h9 f8 e9 d10
Agujero H8 H8 F8 E9 D10
Eje h8 h9 h8 h9 h8
Corriente Ajuste con deslizamiento basto. Ajuste basto. Ajuste basto. Ajuste basto. Ajuste basto.
AgujeroH11 H11 H11 H11 H11
Eje h11 d11 c11 b11 a11
Agujero H11 D11 C11 B11 A11
Eje h11 h11 h11 h11 h11
*Para ajustes de deslizamiento más flojos se debe emplear agujero G6 ** Para ajustes a presión más suave se debe emplear eje r6 *** Para ajustes a presión más suaves se debe emplear agujero R7

128
Anexo 12
Sistema de tolerancias ISA para agujeros universales h6
Límite de tolerancia inferior y superior respecto a la dimensión nominal. µ = 1/1000 mm.
Ejes Dimensión Nominal en mm.
H6 u5 t5 s5 r5 p5 n5 m5 k5 k6 j5 j6 h5 g6
1 – 3 +7 0
+23 +18
--- +20 +15
+17 +12
+14 +9
+11 +6
+7 +2
--- --- +1 -1
+6 -1
0 -5
-3 -8
3 – 6 +8 0
+28 +23
--- +24 +19
+20 +15
+17 +12
+13 +8
+9 +4
--- --- +4 -1
+7 -1
0 -5
-4 -9
6 – 10 +9 0
+34 +28
--- +29 +23
+25 +19
+24 +15
+16 +10
+12 +6
+7 +1
+10 +1
+4 -2
+7 -2
0 -6
-5 -11
10 – 14 14 – 18
+11 0
+41 +33
--- +36 +28
+31 +23
+26 +18
+20 +12
+15 +7
+9 +1
+12 +1
+5 -3
+8 -3
0 -8
-6 -14
18 – 24 +50 +41
---
24 – 30
+13 0 --- +50
+41
+44 +35
+37 +28
+31 +22
+24 +15
+17 +8
+11 +2
+15 +2
+5 -4
+9 -4
0 -9
-7 -16
30 – 40 +59 +48
40 – 50
+16 0
---
+65 +54
+54 +43
+45 +34
+37 +26
+28 +17
+20 +9
+13 +2
+18 +2
+6 -5
+11 -5
0 -11
-9 -20
50 – 65 +79 +66
+66 +53
+54 +41
65 – 80
+19 0
---
--- +72 +59
+56 +43
+45 +32
+33 +20
+24 +11
+15 +2
+21 +2
+6 -7
+12 -7
0 -13
-10 -23
80 – 100 +86 +71
+66 +51
100 – 120
+22 0
---
---
--- +69 +54
+52 +37
+38 +23
+28 +13
+18 +3
+21 +3
+6 -9
+13 -9
0 -15
-12 -27
120 – 140 +81 +63
140 – 160 +83 +65
160 - 180
+25 0
---
---
---
+85 +65
+61 +43
+45 +27
+33 +15
+21 +3
+28 +3
+7 -11
+14 -11
0 -18
-14 -32
180 – 200 +97 +77
200 – 225 +100 +80
225 – 250
+29 0
---
---
---
+104 +84
+70 +50
+51 +31
+37 +17
+24 +4
+33 +4
+7 -13
+16 -13
0 -20
-15 -35
250 – 280 +117 +96
280 – 315
+32 0
---
---
---
+121 +98
+79 +56
+57 +34
+43 +20
+27 +4
+36 +4
+7 -16
+16 -16
0 -23
-17 -40
315 – 355 +133 +108
355 – 400
+36 0
---
---
---
+139 +114
+87 +62
+62 +37
+46 +27
+29 +4
+40 +4
+7 -18
+18 -18
0 -25
- 18 -43
400 – 450 +153 +126
450 – 500
+40 0
---
---
---
+159 +132
+95 +68
+67 +40
+50 +23
+32 +5
+45 +5
+7 -20
+20 -20
0 -27
-20 -47

129
Anexo 13
Sistema de tolerancias ISA para agujeros universales h8
Límite de tolerancia inferior y superior respecto a la dimensión nominal. µ = 1/1000 mm.
Ejes Dimensión Nominal en mm.
H8
zc8 zb8 za8 z8 x8 u8 t8 s8 h8 h9 f7 f8 e8 d9 c9 b9
1 – 3 +14 0
+64 +50
+54 +40
--- +42 +28
+36 +22
--- --- +29 +15
0 -14
0 -25
-7 -16
-7 -21
-14 -28
-20 -45
-60 -85
-140 -165
3 – 6 +18 0
+87 +69
+71 +53
--- +53 +35
+46 +28
--- --- +37 +19
0 -18
0 -30
-10 -22
-10 -28
-20 -38
-30 -60
-70 -100
-140 -170
6 – 10 +22 0
+119 +97
+92 +70
+24 +52
+64 +72
+56 +34
--- --- +45 +23
0 -22
0 -36
-13 -28
-13 -35
-25 -47
-40 -76
-80 -116
-150 -186
10 – 14 +157 +130
+117 +90
+91 +64
+77 +50
+67 +40
14 – 18
+27 0 +177
+150 +135 +106
+104 +77
+87 +60
+72 +45
---
---
+55 +28
0 +27
0 -43
-16 +34
-16 -43
-35 -39
-50 -93
-95 -138
-150 -193
18 – 24 +221 +188
+169 +136
+131 +98
+106 +73
+87 +54
---
24 – 30
+33 0 +251
+216 +193 +160
+131 +188
+121 +88
+97 +64
+81 +48
---
+66 +35
0 -33
0 -52
-20 -41
-20 -53
-40 -73
-65 -117
-110 -162
-160 -212
30 – 40 +239 +200
+187 +146
+151 +112
+119 +80
+99 +60
-120 -182
-170 -232
40 – 50
+39 0
---
+281 +242
+219 +180
+175 +136
+136 +97
+109 +70
---
+82 +43
0 -39
0 -62
-25 -50
-25 -64
-50 -89
-80 -142
-130 -192
-180 -242
50 – 65 --- +346 +300
+272 +226
+218 +172
+168 +122
+109 +70
--- +99 +53
-140 -214
-200 -264
65 – 80
+46 0 --- --- +320
+274 +256 +210
+192 +146
+133 +87
--- +103 +59
0 -46
0 -74
-30 -60
-30 -76
-60 -106
-100 -174 -150
-224 -200 -274
80 – 100 +389 +335
+312 +258
+232 +178
+178 +124
--- +125 +71
-170 -257
-220 -307
100 – 120
+54 0
---
---
--- +364 +310
+264 +210
+198 +144
+158 +104
+133 +79
0 +56
0 +87
-36 -71
-36 -90
-72 -126
-120 -207 -180
-267 -240 -327
120 – 140 +428 +365
+311 +248
+233 +170
+185 +122
+155 +92
-200 -300
-260 -360
140 – 160 +478 +415
+343 +280
+253 +190
+197 +134
+163 +100
-210 -310
-280 -380
160 - 180
+63 0
---
---
---
--- +373 +310
+273 +210
+209 +146
+171 +108
0 -63
0 -100
-43 -83
-43 -106
-85 -148
-145 -245
-230 -330
-310 -410
180 – 200 +422 +350
+308 +236
+238 +166
+194 +122
-240 -355
-340 -455
200 – 225 +457 +385
+330 +258
+252 +180
+202 +130
-260 -375
-380 -495
225 – 250
+72 0
---
---
---
---
+497 +425
+356 +284
+268 +196
+212 +140
0 -72
0 -115
-50 -96
-50 -122
-100 -172
-170 -285
-280 -395
-420 -335
250 – 280 +556 +475
+396+315
+299+218
+239+158
-300 -430
-480 -610
280 – 315
+81 0
---
---
--- ---
+606 +325
+431+350
+321+240
+251+170
0 -81
0 -130
-56 -108
-56 -137
-110 -191
-190 -320 -330
-460 -540 -670
315 – 355 +679 +590
+479 +390
+367 +268
+279 +190
-360 -500
-600 -740
355 – 400
+89 0
---
---
---
---
--- +524 +435
+383 +294
+297 +208
0 -89
0 -140
-62 -119
-62 -151
-125 -214
-210 -350 -400
-390 -680 -820
400 – 450 +587 +490
+427 +330
+329 +232
-440 -393
-760 -915
450 – 500
+97 0
---
---
---
---
- --
+637 +540
+457 +360
+349 +232
0 -97
0 -135
-68 -131
-68 -165
-135 -232
-230 -365 -480
-635 -840 -995

130
ANEXO 14
Sistema de tolerancias ISA para ejes universales h8
Límite de tolerancia inferior y superior respecto a la dimensión nominal. µ = 1/1000 mm.
Agujeros Dimensión Nominal en mm.
h8 ZC8 AB8 ZA8 Z8 X8 U8 T8 S8 H8 H9 F7 F8 E8 D9 C9 B9
1 – 3 0 -14
-50 -64
-40 -54
--- -28 -42
-22 -36
--- --- -15 -29
+14 0
+25 0
+16 +7
+21 +7
+28 +14
+45 +20
+85 +60
+165 +140
3 – 6 0 -18
-69 -87
-53 -71
--- -35 -53
-28 -46
--- --- -19 -37
+18 0
+30 0
+22 +10
+28 +10
+38 +20
+60 +30
+100 +70
+170 +140
6 – 10 0 -22
-97 -119
-70 -92
-52 -74
-42 -64
-34 -56
--- --- -23 -45
+22 0
+36 0
+28 +13
+55 +13
+47 +25
+76 +40
+116 +80
+186 -150
10 – 14 -130 -157
-90 -117
-64 -91
-50 -77
-40 -67
14 – 18
0 -27 -150
-177 -108 -135
-77 -104
-60 -87
-45 -72
---
---
-28 -55
+27 0
+43 0
+34 +16
+43 +16
+59 +32
+93 +50
+138 +95
+193 +150
18 – 24 -188 -221
-136 -169
-98 -131
-73 -106
-34 -87
---
24 – 30
0 -33 -218
-251 -160 -193
-118 -151
-88 -121
-64 -97
-48 -81
---
-35+ -68
+33 0
+52 0
+41 +20
+53 +20
+73 +40
+117 +65
+162 +110
+212 +160
30 – 40 -200 -239
-158 -187
-112 -151
-80 -119
-60 -99
+182 +120
+232 +170
40 – 50
0 -39
---
-242 -281
-180 -219
-136 -175
-97 -136
-70 -109
---
-43 -82
+39 0
+62 0
+50 +25
+64 +25
+89 +50
+142 +80 +192
+130 +242 +180
50 – 65 -300 -346
-226 -272
-172 -218
-122 -168
-87 -133
--- -53 -99
+214 +140
+264 +190
65 – 80
0 -46
---
--- -274 -320
-210 -256
-146 -192
-102 -148
--- -59 -105
+46 0
+74 0
+60 +30
+76 +30
+106 +60
+174 +100 +224
+150 +274 +200
80 – 100 -335 -389
-258 -312
-178 -232
-124 -178
--- -71 -125
+257 +170
+307 +220
100 – 120
0 -54
---
---
--- -310 -364
-210 -264
-144 -198
-104 -158
-79 -133
+54 0
+87 0
+71 +36
+90 +36
+126 +72
+207 +120 +267
+180 +327 +240
120 – 140 -365 -428
-248 -311
-170 -233
-122 -185
-92 -155
+300 +200
+360 +260
140 – 160 -415 -478
-280 -343
-190 -253
-134 -197
-100 -163
+310 +210
+380 +280
160 - 180
0 -63
---
---
---
--- -310 -373
-210 -273
-146 -209
-108 -171
+63 0
+100 0
+83 +43
+106 +43
+148 +85
+245 +145
+330 +230
+410 +310
180 – 200 -350 -422
-236 -308
-166 -238
-122 -194
+355 +240
+455 +340
200 – 225 -385 -457
-258 -330
-180 -252
-130 -202
+375 +260
+495 +380
225 – 250
0 -72
---
---
---
---
-425 -497
-284 -356
-196 -268
-140 -212
+72 0
+115 0
+96 +50
+122 +50
+172 +100
+285 +170
+395 +280
+535 +420
250 – 280 -475 -356
-315 -396
-218 -299
-158 -239
+430 +300
+610 +480
280 – 315
0 -81
---
---
---
---
-525 -606
-350 -431
-240 -321
-170 -251
+81 0
+130 0
+108 +56
+137 +56
+191 +110
+320 +190 +460
+330 +670 +540
315 – 355 -590 -679
-390 -479
-268 -357
-190 -279
+500 +360
+740 +600
355 – 400
0 -89
---
---
---
---
--- -435 -524
-294 -383
-208 -297
+89 0
+140 0
+119 +62
+151 +62
+214 +125
+350 +210 +540
+400 +740 +680
400 – 450 -490 -587
-330 -427
-232 -329
+595 +440
+915 +760
450 – 500
0 -97
---
---
---
---
---
-540 -637
-360 -457
-252 -349
+97 0
+155 0
+131 0
+165 +68
+232 +135
+385 +230 +635
+480 +995 +840

131
Anexo 15
Sistema de tolerancias ISA para ejes universales h8 y h9
Límite de tolerancia inferior y superior respecto a la dimensión nominal. µ = 1/1000 mm.
Ejes Agujeros Dimensiones nominales en
mm. h8 h9 H8 F8 E9 D10
1 - 3 0 -14
0 -25
+14 0
+21 +7
+39 +14
+60 +20
3 - 6 0 -18
0 -30
+18 0
+28 +10
+50 +20
+78 +30
6 - 10 0 -22
0 -36
+22 0
+35 +13
+61 +25
+98 +40
10 - 18 0 -27
0 -43
+27 0
+43 +16
+75 +32
+120 +50
18 - 30 0 -33
0 -52
+33 0
+55 +20
+92 +40
+149 +65
30 - 40 40 - 50
0 -39
0 -62
+39 0
+64 +25
+112 +50
+180 +80
50 - 65 65 - 80
0 -46
0 -74
+46 0
+76 +30
+134 +60
+220 +100
80 - 100 100 - 120
0 -54
0 -87
+54 0
+90 +36
+159 +72
+260 +120
120 - 140 140 - 160 160 - 180
0 -63
0 -100
+63 0
+106+43
+185 +85
+305 +145
180 - 200 200 - 225 225 - 250
0 -72
0 -115
+72 0
+122+50
+215 +100
+355 +170
250 - 260 260 - 280 280 - 315
0 -81
0 -130
+81 0
+137+56
+240 +110
+400 +190
315 - 355 355 - 360 360 - 400
0 -89
0 -140
+89 0
+151+62
+265 +125
+440 +210
400 - 450 450 - 500
0 -97
0 -155
+97 0
+165+68
+290 +135
+480 +230

132
Anexo 16
Rosca ACME (Americana) [9]
PARA TORNILLOS
d = 0.5 × P + 0.25 mm.
c = 0.3707 × P – 0.13 mm.
f = 0.3707 × P, P = Paso
PARA MACHOS DE ROSCAR
d = 0.5 × p + 0.5.
f y c = 0.3707 × P – 0.13 mm.

133
Tornillos:
D = Do = Diámetro exterior
Di = Diámetro Fondo de la rosca.
Tuerca:
D1 = D + 0.5 mm.
F1 = F + 0.5 mm.

134
Anexo 17
Rugosidad para diferentes clases de acabado
CLASE RUGOSIDAD µm Espejo Pulido Ground Terso Fino
Semifino Medio
Semirrugoso Rugoso limpio
0.10 0.20 0.40 0.80 1.60 3.2 6.3 12.5 25 50

135
Anexo 18 [9]
Arandelas
Diámetro Del tornillo
(in.)
Cabeza del tornillo
(mm)
Tuerca
(mm)
Contra Tuerca (mm)
Entre Caras (mm)
Entre Aristas (mm)
Tuerca redonda
(mm)
Ø (mm)
Espesor
(mm)
¼ 5/16 3/8
7/16 ½ 5/8 ¾ 7/8 1
1-1/8 1-1/4 1-3/8 1-1/2 1-5/8 1-3/4 1-7/8
2 2-1/4 2-1/2 3-3/4
5.842 7.112 8.636 9.906 11.430 41.224 17.018 19.812 22.606 25.40 28.19 30.99 33.78 36.58 39.37 42.42 44.96 50.55 56.13 61.72
6.604 8.128 9.906 11.430 12.954 16.256 19.304 22.606 25.65 29.21 32.26 35.56 38.61 41.91 44.96 48.26 51.31 57.65 64.01 70.36
6 7 8 10 11 13 15 17 19 22 24 26 29 32 34 37 39 44 50 55
13.3 15.2 18
20.8 23.3 27.9 33
37.5 42.4 47.2 52
56.3 61.2 65.5 70
76.5 80 90
98.8 106
15.944 17.526 20.222 24.130 26.92 32.26 38.10 43.43 49.02 54.61 60.20 65.02 70.61 75.69 81.02 88.91 92.45
104.14 114.04 122.68
13.3 15.2 18
20.8 23.3 27.9 33
37.5 42.4 47.2 52
56.3 61.2 65.5 70
76.5 80 90
98.8 106
20 21 25 29 32 35 44 50 55 58 65 70 78 84 88 93 98
110 121 134
1.5 1.5 2 2 3
3.5 4 4 4 4 5 5 6 6 7 7 8 9 9 10

136
ANEXO 19
Áreas de soldadura [9]
FORMA DE UNION ÁREA DE GARGANTA
A = 0.707hd
A = 1.414hd
A = 0.707hb
A = 0.707h(2b + d)
A = 0.707h(b + 2d)
A = 1.414h(b + d)
A = 0.707h(b + 2d)
A = 1.414h(b + d)
A = 1.414 hr

137
Anexo 20
Acero 1045 [10]
Aplicaciones
Es ampliamente utilizado en la industria automotriz (Productos forjados y estampados). Se usa en partes de máquinas que requieran dureza y tenacidad como: Manivelas, chavetas, pernos, bulones, engranajes, acoplamientos, árboles, bielas, cigüeñales, ejes de maquinaria de resistencia media, piezas de armas, cañones de fusiles, espárragos, barras de conexión, tornillería grado 5, pernos de anclaje, semi-ejes.
También se utiliza para la fabricación de herramientas agrícolas, mecánicas y de mano forjadas, de todo tipo, como: hachas, azadones, rastrillos, picas, martillos, porras, palas barretones, llaves, etc.
Características mecánicas
Estado del material Resis. a la Tracción Kg/mm2
Min.
Límite Elástico Kg/mm2
Min
Alarga miento
%
Reducción de Área
%
Dreza Brinell Aprox.
Laminado en caliente 60 35 18 40 240 Normalizado 58 34 14 40 230 Recocido 56 32 25 55 220 Calibrado 62 52 10 35 260 Templado y revenido a 450° 75/90 50 16 40 220/265
Características de mecanizado
Maquinabilidad (Tomando como base B1112 = 100%) Laminado en caliente = 56% Estirado en frío (calibrado) = 60%
Temperaturas de tratamientos térmicos
Tratamiento Temperatura Enfriamiento Forja (850 - 1100)°C Cenizas – arena seca Normalizado (850 - 880)°C Aire Recocido subcrítico (670 - 710)°C 20°c/hora hasta 560°C
Luego al aire Temple (840 - 860)°C Agua – Aceite Revenido (530 - 620)°C Aire

138
Anexo 21 [11]

139
Anexo 22 [11]

140

141
Anexo 23
Dimensiones de chavetas prismáticas estandarizadas
Medida nominal mm Medida nominal del chavetero
Chaflán S Profundidad Radio r Diámetro
Del árbol, d mm
b×h Máx. Mín. En árbol t En cubo t Máx. Mín.
5 a 8 8 a 10 10 a 12
2×2 3×3 4×4
0.25
0.16
1.2 1.8 2.5
1.0 1.4 1.8
0.16
0.08
12 a 17 17 a 22 22 a 30 22 a 30
5×5 6×6 7×7 8×7
0.40
0.25
3.0 3.5 4.0 4.0
2.3 2.8 3.3 3.3
0.25
0.16
30 a 38 38 a 44 44 a 50 50 a 58 58 a 65
10×8 12×8 14×9
16×10 18×11
0.60
0.40
5.0 5.0 5.6 6.0 7.0
3.3 3.3 3.8 4.3 4.4
0.40
0.25
65 a 75 75 a 85 85 a 95 95 a 110 110 a 130
20×12 22×14 25×14 28×15 32×18
0.80
0.50
7.5 9.0 9.0 10.0 11.0
4.9 5.4 5.4 6.4 7.4
0.60
0.40
130 a 150 150 a 170 170 a 200 200 a 230
36×20 40×22 45×25 50×26
1.2
1.0
12.0 13.0 15.0 17.0
8.4 9.4 10.4 11.4
1.0
0.7

142
Anexo 24
Celda de carga tipo S [12]

143
Anexo 25
Variador de frecuencia
Tipo a (mm) a1 (mm) b (mm) b1 (mm) b2 (mm) c (mm) m (kg) ESMD251X2SFA ESMD371X2SFA
93 84 146 128 17 83 0.5
ESMD551X2SFA ESMD751X2SFA
93 84 146 128 17 92 0.6
ESMD152X2SFA 114 105 146 128 17 124 1.2 ESMD222X2SFA 114 105 146 128 17 140 1.4 ESMD371X2TXA 93 84 146 128 17 83 0.5 ESMD751X2TXA 93 84 146 128 17 92 0.6 ESMD112X2TXA ESMD152X2TXA
93 84 146 128 17 141 1.2
ESMD222X2TXA 114 105 146 128 17 140 1.4 ESMD302X2TXA 114 105 146 128 17 171 1.9 ESMD402X2TXA 114 105 146 100 17 171 1.7





























