Embed Size (px)
Citation preview
IV
Facultad de Ingeniería
Carrera de Ingeniería Mecatrónica
Programa Especial de Titulación:
“Diseño mecánico y simulación de control de temperatura de un
fermentador de Cerveza Artesanal”
Autor: Jhesus Ernesto Zegarra Alva
Para obtener el Título Profesional de Ingeniero Mecatrónico
Lima – Perú
2018

V
Dedico el siguiente trabajo a mis padres Juan y
Gabriela, a mi hermana Andrea y a mi familia por
estar siempre conmigo con sus sabios consejos, a
mi pareja Sofia por todo el apoyo brindado y a mis
asesores, el Ing. Eder Vicuña y el Ing. José
Bohórquez por su gran aporte de conocimiento y
guía en la parte química y de automatización.
VI
RESUMEN
El presente Informe de Suficiencia Profesional tiene en cuenta la problemática presente en el
Perú en referencia a la baja investigación tecnológica de fabricación de equipos y control de
temperatura en el proceso de fermentación de cerveza artesanal. El objetivo de este trabajo
es rediseñar, mecánicamente, el fermentador de forma cilíndrica-cónica que soporte la presión
de trabajo, y un controlador PID, para mantener constante la temperatura del fermentador,
teniendo en cuenta los factores físicos y químicos que afectan al proceso de fermentación
alcohólica. Una de las metodologías usadas en este informe es el cálculo del espesor
adecuado para la fabricación del recipiente sometido a presión utilizando el código ASME,
sección VIII, división 1, otra metodología usada, se basa en los modelos matemáticos de la
cinética del proceso de fermentación y del intercambiador de calor que se produce entre el
recipiente y la chaqueta, para posteriormente, diseñar y simular el controlador PID mediante
el uso del software MATLAB R2016a, y, por último, el cálculo de los parámetros del controlador
PID mediante la sintonización de controladores por ubicación de polos y ceros. Como
resultados, se calculó el espesor optimo en el recipiente para su uso en una producción de
500 litros batch, así como, el cálculo de los parámetros PID para el control de temperatura y
VII
su implementación y simulación en el software MATLAB. Se obtuvo buenos resultados en el
análisis de estabilidad del sistema desarrollado, al simularse el comportamiento de la
temperatura del fermentador en respuesta a dos valores de consigna de 14 y 16° C.
VIII
TABLA DE CONTENIDO
RESUMEN ............................................................................................................................. VI
TABLA DE CONTENIDO ..................................................................................................... VIII
ÍNDICE DE FIGURA ............................................................................................................ XIII
ÍNDICE DE TABLAS Y GRÁFICOS ..................................................................................... XV
INTRODUCCIÓN ................................................................................................................ XVI
CAPÍTULO 1 ........................................................................................................................... 1
ASPECTOS GENERALES...................................................................................................... 1
1.1 Definición del problema. ........................................................................................ 1
1.2 Causa del problema: Árbol del problema. .............................................................. 2
1.3 Formulación del problema. .................................................................................... 4
1.3.1 Problema general. .......................................................................................... 4
1.3.2 Problemas específicos. .................................................................................. 4
1.4 Objetivo general. ................................................................................................... 4
1.4.1 Objetivos específicos. .................................................................................... 4
1.5 Alcances y limitaciones. ........................................................................................ 5
1.5.1 Alcances. ....................................................................................................... 5
1.5.2 Limitaciones. .................................................................................................. 5
1.5.3 Justificación práctica. ..................................................................................... 5
1.5.4 Estado del arte. .............................................................................................. 6
1.5.4.1 Tecnología cervecera. ............................................................................... 6
1.5.4.2 Control en el proceso de fermentación. ..................................................... 7
CAPÍTULO 2 ........................................................................................................................... 9
MARCO TEÓRICO ................................................................................................................. 9
2.1 Antecedentes de investigación. ............................................................................. 9
2.1.1 Antecedentes a nivel nacional. ....................................................................... 9
IX
2.1.2 Antecedentes a nivel internacional. .............................................................. 10
2.1.3 Bases teóricas. ............................................................................................ 11
2.1.3.1 Recipientes sometidos a presión. ............................................................ 11
2.1.3.2 Código ASME, sección VIII, división 1. .................................................... 11
2.1.3.2.1 Subsección A. Parte UG. .................................................................. 12
2.1.3.3 Sistemas de control. ................................................................................ 12
2.1.3.3.1 Elementos de sistema de control. ..................................................... 13
2.1.3.4 Sensor de temperatura Pt-100. ............................................................... 13
2.1.3.4.1 Conexión. ......................................................................................... 14
2.1.3.5 Transmisor de temperatura. .................................................................... 15
2.1.3.6 Tipo de controladores. ............................................................................. 16
2.1.3.7 Válvula de control. ................................................................................... 17
2.1.3.7.1 Tipos de válvulas. ............................................................................. 18
2.1.3.7.2 Capacidad de una válvula: Flujo líquido. ........................................... 21
2.1.3.7.3 Coeficiente de la válvula, Cv: Tamaño de la válvula. ........................ 22
2.1.3.7.4 Característica del flujo....................................................................... 22
2.1.3.7.5 Rangeabilidad. .................................................................................. 23
2.1.4 Generalidades de un recipiente sometido a presión. .................................... 23
2.1.4.1 Tipos de recipientes. ............................................................................... 23
2.1.4.2 Tipos de tapa y fondo. ............................................................................. 24
2.1.4.3 Registro hombre. ..................................................................................... 26
2.1.5 Metodología basada en el análisis del modelo dinámico del sistema. .......... 26
2.1.5.1 Modelo matemático de fermentación alcohólica. ..................................... 26
2.1.6 Modelo matemático para el intercambiador de calor. ................................... 29
2.1.6.1 Diagrama de flujo del proceso. ................................................................ 29
2.1.6.2 Diagrama de bloques del proceso. .......................................................... 30
2.1.6.3 Modelos matemáticos del sistema. .......................................................... 31
X
CAPÍTULO 3 ......................................................................................................................... 33
DESARROLLO DE LA SOLUCIÓN ....................................................................................... 33
3.1 Descripción del desarrollo de la solución............................................................. 33
3.2 Relación de materia prima................................................................................... 34
3.3 Diagrama de operaciones en la elaboración de cerveza artesanal. ..................... 35
3.4 Diseño y dimensionado mecánico del fermentador. ............................................ 36
3.4.1 Selección del material. ................................................................................. 36
3.4.2 Presión de operación (PO). ........................................................................... 37
3.4.3 Presión de diseño (P). .................................................................................. 37
3.4.4 Temperatura de trabajo. ............................................................................... 38
3.4.5 Forma del tanque. ........................................................................................ 38
3.4.6 Tamaño óptimo del tanque. .......................................................................... 39
3.4.7 Cálculo de espesores del fermentador según código ASME. ....................... 42
3.4.7.1 Cálculo de espesores de tapa superior. .................................................. 42
3.4.7.2 Cálculo espesor de virola. ....................................................................... 46
3.4.7.3 Cálculo de espesor de tapa inferior. ........................................................ 52
3.5 Enchaquetado. .................................................................................................... 57
3.6 Material termoaislante. ........................................................................................ 58
3.7 Control de temperatura del fermentador. ............................................................. 59
3.7.1 Decisión del control automático en el fermentador. ...................................... 59
3.7.2 Modelado de la planta en Simulink. .............................................................. 59
3.7.2.1 Parámetros relación al intercambio de calor. ........................................... 60
3.7.2.2 Calor generado y calor intercambiado. .................................................... 61
3.7.2.3 Modelo cinético de la producción de cerveza. ......................................... 62
3.7.2.3.1 Parámetros de temperatura. ............................................................. 63
3.7.2.3.2 Velocidad de reacción. ...................................................................... 64
XI
3.7.2.3.3 Dinámica del sistema. ....................................................................... 65
3.7.3 Modelado de la válvula de control. ............................................................... 65
3.7.3.1 Caída de presión (ΔPV). .......................................................................... 65
3.7.3.2 Cálculo de Cv de la válvula. .................................................................... 66
3.7.3.3 Cálculo de la característica de flujo. ........................................................ 67
3.7.4 Sensor de temperatura................................................................................. 70
3.7.5 Transductores. ............................................................................................. 71
3.7.5.1 Transductor de Corriente – Presión. ........................................................ 71
3.7.5.2 Conversión de presión a porcentaje de apertura. .................................... 71
3.7.6 Representación del sistema en Simulink. ..................................................... 72
CAPÍTULO 4 ......................................................................................................................... 73
RESULTADOS ..................................................................................................................... 73
4.1 Parámetros establecidos en la simulación. .......................................................... 73
4.1.1 Parámetros de la chaqueta y del tanque. ..................................................... 73
4.1.2 Parámetros de intercambio de calor. ............................................................ 74
4.2 Diseño del control PID ......................................................................................... 75
4.2.1 Linealización del sistema. ............................................................................ 75
4.2.2 Resultados obtenidos en la simulación: ....................................................... 78
4.2.2.1 Comportamiento a 16° C. ........................................................................ 78
4.2.2.1.1 Comportamiento del producto, biomasa y sustrato a 16° C. .............. 81
4.2.2.2 Comportamiento a 14° C. ........................................................................ 82
4.2.2.2.1 Comportamiento del producto, biomasa y sustrato a 14° C. .............. 84
CONCLUSIONES ................................................................................................................. 87
ANEXOS ............................................................................................................................... 89
ANEXO A.1. Plano “Tapa del fermentador”. .................................................................. 90
ANEXO A.2. Plano “Virola del fermentador”. ................................................................. 91
XII
ANEXO A.3. Plano “Fondo del fermentador”. ................................................................ 92
ANEXO A.4. Plano “Fermentador de cerveza artesanal” .............................................. 93
ANEXO B. Tabla 1ª (Cont´d) ......................................................................................... 94
ANEXO C. Código MATLAB ......................................................................................... 97
ANEXO D. Sensor de temperatura Pt100. .................................................................... 98
NOTACIÓN ........................................................................................................................... 99
BIBLIOGRAFÍA ................................................................................................................... 101
XIII
ÍNDICE DE FIGURA
Figura 1. Árbol de problemas. ................................................................................................ 3
Figura 2. Control y monitoreo en el fermentador de cerveza. ................................................. 8
Figura 3. Esquema general de Sistema de Control. ............................................................. 13
Figura 4. Gráfico de resistencia vs temperatura de un Pt100. .............................................. 13
Figura 5. Conexión Pt100 de 2 hilos. ................................................................................... 15
Figura 6. Transmisor de temperatura a 4 – 20 mA. .............................................................. 15
Figura 7. Tipos de válvula con obturador de movimiento lineal. ........................................... 19
Figura 8. Tipos de válvula con obturador de movimiento rotativo. ........................................ 21
Figura 9. Curvas características del flujo en una válvula de control. .................................... 23
Figura 10. Clasificación de recipientes a presión interna. ..................................................... 24
Figura 11. Tipos de tapas según código ASME. ................................................................... 25
Figura 12. Proceso esquemático del modelo cinético. .......................................................... 26
Figura 13. Diagrama de Flujo de Proceso. ........................................................................... 29
Figura 14. Diagrama de bloques del proceso. ...................................................................... 30
Figura 15. Diagrama de operaciones. .................................................................................. 35
Figura 16. Diámetro óptimo de recipiente ............................................................................. 40
Figura 17. Figura HA-1 para acero inoxidable SA-240 304 – Tapa. ..................................... 44
Figura 18. Figura G – Virola. ................................................................................................ 49
Figura 19. Figura HA-1 para acero inoxidable SA-240 304 – Virola. .................................... 50
Figura 20. Valores de sección cónica. .................................................................................. 53
Figura 21. Figura G – Fondo Cónico. ................................................................................... 55
Figura 22. Figura HA-1 para acero inoxidable SA-240 304 – Fondo Cónico. ....................... 56
Figura 23. Recipiente cilindro cónico con chaqueta tipo “Dimple”......................................... 58
Figura 24. Material termoaislante en recipiente sometido a presión. .................................... 58
Figura 25. Planta – Fermentador de Cerveza Artesanal en Simulink. .................................. 60
Figura 26. Modelo matemático del intercambiador de calor en simulink. .............................. 61
Figura 27. Modelo matemático del intercambiador de calor y calor generado. ..................... 62
Figura 28. Cinética de la fermentación de cerveza. .............................................................. 63
Figura 29. Parámetros de temperatura................................................................................. 63
Figura 30. Velocidad de reacción. ........................................................................................ 64
Figura 31. Dinámica del sistema. ......................................................................................... 65
Figura 32. Caída de presión de un sistema. ......................................................................... 66
XIV
Figura 33. Gráfico del comportamiento de la apertura de la válvula. .................................... 68
Figura 34. Gráfico del comportamiento de apertura de válvula con ajuste del valor “R”. ...... 69
Figura 35. Modelo de la válvula en simulink. ........................................................................ 70
Figura 36. Caudal volumétrico. ............................................................................................ 70
Figura 37. Ecuación lineal I – P. ........................................................................................... 71
Figura 38. Conversión Presión - % Apertura. ....................................................................... 71
Figura 39. Sistema retroalimentado. .................................................................................... 72
Figura 40. Linealización del sistema. ................................................................................... 75
Figura 41. Control de temperatura interna de tanque fermentador a 289.15°K..................... 78
Figura 42. Variación de la temperatura en la chaqueta debido al calor generado por la
fermentación. ........................................................................................................................ 79
Figura 43. Flujo del líquido refrigerante en la chaqueta (V.C. 16° C). ................................... 79
Figura 44. Comportamiento del sistema sometido a un disturbio de tipo escalón (V.C. 16° C).
............................................................................................................................................. 80
Figura 45. Comportamiento del flujo debido al disturbio en la temperatura de ambiente. ..... 80
Figura 46. Consumo de la biomasa suspendida (Kg/m3) a 16° C. ........................................ 81
Figura 47. Producción de Etilo (ppm) y Di acetil (ppm) a 16° C. ........................................... 81
Figura 48. Etanol (Kg/m3) y Sustrato (Kg/m3) producido en la fermentación a 16° C. ........... 82
Figura 49. Control de temperatura interna de tanque fermentador a 14° C. ......................... 82
Figura 50. Flujo del líquido refrigerante en la chaqueta (V.C. 14° C). ................................... 83
Figura 51. Comportamiento del sistema sometido a un disturbio de tipo escalón (V.C. 14° C).
............................................................................................................................................. 84
Figura 52. Comportamiento del flujo debido al disturbio en la temperatura de ambiente. ..... 84
Figura 53. Consumo de la biomasa suspendida (Kg/m3) a 14° C. ........................................ 85
Figura 54. Producción de Etilo (ppm) y Di acetil (ppm) 14° C. .............................................. 85
Figura 55. Etanol (Kg/m3) y Sustrato (Kg/m3) producido en la fermentación a 14° C. ........... 86
XV
ÍNDICE DE TABLAS Y GRÁFICOS
Cuadro 1.1: Descripción del problema: Bajo rendimiento de producción y calidad en la cerveza
artesanal. ................................................................................................................................ 3
Cuadro 3.1: Formulación de materia prima batch 500 litros. ................................................. 34
Cuadro 3.2: Requerimiento volumétrico por equipo. .............................................................. 36
Cuadro 3.3: Clasificación de Ambientes ISO 12944. ............................................................. 37
Cuadro 3.4: Valor de margen por corrosión. ......................................................................... 39
Cuadro 3.5: Cuadro de criticidad de equipos. ....................................................................... 59
Cuadro 3.6: Cv and Fl Travel. ............................................................................................... 67
Cuadro 3.7: Característica del flujo. ...................................................................................... 68
Cuadro 4.1: Coeficiente global de transferencia de calor de acuerdos a los fluidos involucrados.
............................................................................................................................................. 74
XVI
INTRODUCCIÓN
Este trabajo de investigación, propone la estandarización del diseño mecánico del fermentador
de cerveza artesanal de acuerdo a la producción y el control de temperatura en el fermentador,
debido a la problemática que existe al implementar una planta de cervecería artesanal; ya que
si se opta por la compra de equipos de limitado nivel tecnológico, sin invertir en el proceso de
automatización y control, pueden tener un bajo rendimiento de producción y calidad, dando a
lugar un producto no deseado.
El objetivo principal del trabajo de investigación es el diseño de un recipiente sometido a
presión de tipo cilíndrico-cónico utilizando el código ASME, sección VIII, división 1, con el cual
da como resultado el espesor optimo que requiere el fermentador de acuerdo a la presión
máxima interna y externa de trabajo al mismo tiempo que se desarrolla un sistema de control
de temperatura en la fermentación con un controlador PID utilizando como fuente de
investigación el trabajo de “A Kinetic Model for Beer Production: Simulation under Industrial
Operational Conditions”, el cual describe el modelo matemático de la producción de cerveza
XVII
en la etapa de fermentación, teniendo en cuenta también el modelo matemático de
intercambiador de calor y los factores físicos y/o químicos que intervienen en el proceso.
Por último, se mostrarán los resultados obtenidos del control de temperatura, los cuales
se han simulado en el software Simulink de Matlab.
1
CAPÍTULO 1
ASPECTOS GENERALES
1.1 Definición del problema.
La cerveza es la bebida alcohólica de mayor consumo en el Perú, siendo el 99% responsable
de la venta de tipo industrial (Backus y las marcas con las que domina el mercado cervecero
en el Perú, 2017). El boom de la cervecería artesanal en Perú empieza en el año 2003 (El
boom de la cerveza artesanal, 2017), ofreciendo productos con mayor variedad que las
cervezas producidas de forma industrial en el Perú, tales como, sabor, olor, textura, y, al ser
artesanal - en la mayoría de los casos - no lleva preservantes, cuyo consumo sin exceso resulta
beneficioso para la salud. Una de las desventajas de iniciar una empresa de producción de
cerveza artesanal, es el costo de adquisición de los equipos de producción, debido a que estos
equipos requieren de técnicas especiales de fabricación y estándares que aseguren la calidad
e inocuidad del producto final, a esto también se le suma los impuestos asignados a los
productores de cerveza (Proyecto ley que cambia el ISC a la cerveza se debatiría el 5 de mayo,
2016), por lo que el precio de venta del producto es mucho mayor que una cerveza industrial.
2
La tecnología aplicada a la elaboración de cerveza artesanal en algunos casos es
relativamente baja al inicio, debido a que se desea obtener mayor rentabilidad en los primeros
años de producción (Diego Aste: “Empecé haciendo cerveza artesanal en el garaje de la casa
de mis abuelos”, 2017). Esto incurre a posibles fallas en el control de calidad y errores en la
medición que pueden hacer mella en el producto final, teniendo un producto con un sabor,
textura o color no deseado, siendo en este caso el fermentador el equipo que presenta la
mayor criticidad en la producción, ya que, en él, se realiza el proceso químico que resultará en
cerveza casi apta para el consumo (los productores de cerveza artesanal aplican después de
la fermentación, el proceso de maduración) siendo necesario para ello un control de
temperatura estable dependiendo del tipo de cerveza a fermentar (ALE o LAGER).
En este proyecto se realiza un estudio de estandarización de diseño mecánico de un
tanque fermentador de cerveza artesanal, la cual también es aplicable a los demás equipos, y
el diseño de un controlador de temperatura en el fermentador teniendo en cuenta los factores
de calor de reacción, temperatura de ambiente y temperatura de entrada del producto al
fermentador.
1.2 Causa del problema: Árbol del problema.
A continuación, se muestra el árbol de problemas, para poder identificar las causas y sus
efectos.
3
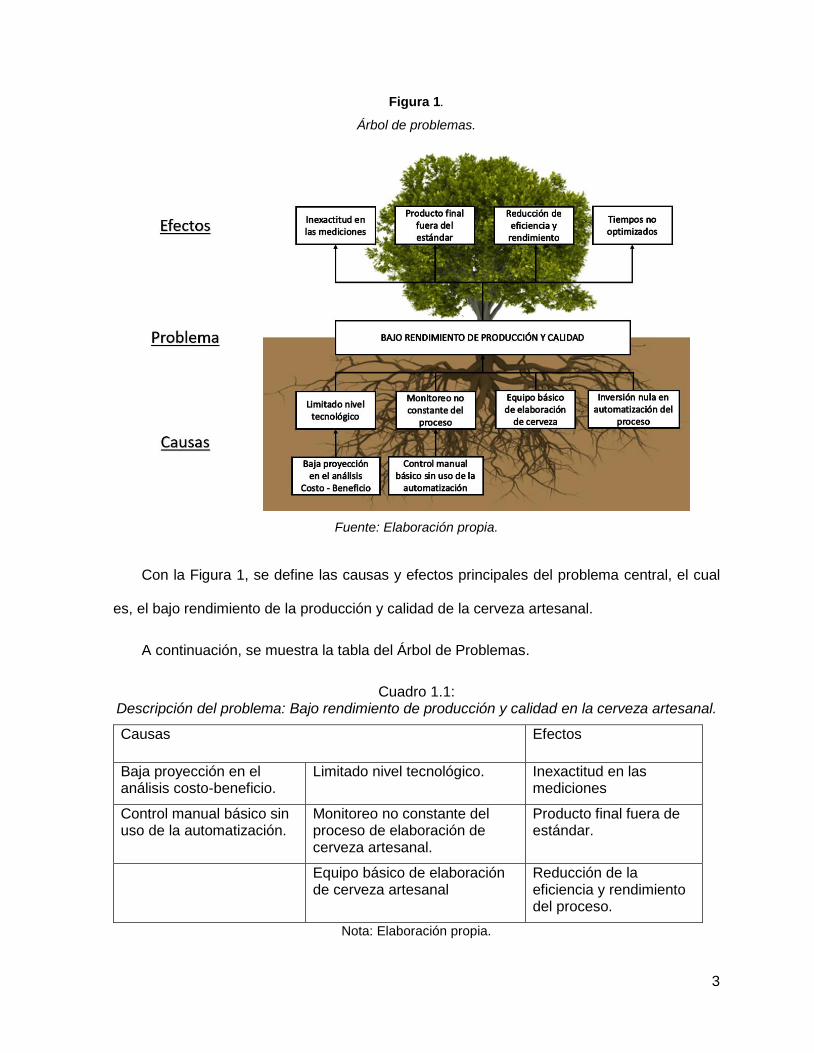
Figura 1.
Árbol de problemas.
Fuente: Elaboración propia.
Con la Figura 1, se define las causas y efectos principales del problema central, el cual
es, el bajo rendimiento de la producción y calidad de la cerveza artesanal.
A continuación, se muestra la tabla del Árbol de Problemas.
Cuadro 1.1: Descripción del problema: Bajo rendimiento de producción y calidad en la cerveza artesanal.
Causas Efectos
Baja proyección en el análisis costo-beneficio.
Limitado nivel tecnológico. Inexactitud en las mediciones
Control manual básico sin uso de la automatización.
Monitoreo no constante del proceso de elaboración de cerveza artesanal.
Producto final fuera de estándar.
Equipo básico de elaboración de cerveza artesanal
Reducción de la eficiencia y rendimiento del proceso.
Nota: Elaboración propia.
4
1.3 Formulación del problema.
A continuación, se presentan el problema general y los problemas específicos.
1.3.1 Problema general.
¿Cómo realizar el diseño mecánico y como controlar la temperatura en el proceso de
fermentación a fin de mejorar su rendimiento y calidad?
1.3.2 Problemas específicos.
¿Qué estándar o código internacional utilizar en el rediseño mecánico del fermentador para poder hallar su espesor optimo en las paredes del tanque?
¿Qué tipo de controlador se utilizará en el control de temperatura para mejorar el rendimiento y la calidad del producto?
¿Cómo se va a realizar la simulación del proceso antes de la etapa de implementación?
1.4 Objetivo general.
Diseñar un recipiente sometido a presión de tipo cilíndrico-cónico para su uso en la
fermentación de cerveza artesanal, al mismo tiempo que se desarrolla un sistema de control
de temperatura en el proceso de fermentación, a fin de mejorar el rendimiento y calidad en la
elaboración de la cerveza artesanal.
1.4.1 Objetivos específicos.
Diseñar el fermentador determinando el espesor adecuado del tanque según código ASME, sección VIII, div. 1.
Diseñar el controlador PID retroalimentado usando el método de linealización de la planta y sintonización por ubicación de polos y ceros.
Simular el sistema de control de temperatura usando la plataforma Simulink – Matlab, obteniendo como resultado el control de la temperatura a un valor consigna de 14 y 16° C.
5
1.5 Alcances y limitaciones.
1.5.1 Alcances.
Diseño del tanque fermentador de acuerdo con las especificaciones técnicas ASTM A240, ASTM A249 y ASTM C 592 Clase II, para el proceso de elaboración de cerveza.
Garantizar un rango de control de temperatura en el fermentador de 10 a 18° C.
1.5.2 Limitaciones.
El presente proyecto solo abarca el diseño del tanque fermentador más no sus accesorios.
El proyecto no está aplicado a una situación real, se realiza la simulación basado en el modelo matemático de balance de energías y de masa en el proceso de fermentación de cerveza artesanal en el software de Matlab – Simulink.
En este proyecto de investigación no se toma en cuenta el estudio de rentabilidad del proyecto.
1.5.3 Justificación práctica.
El diseño mecánico y control de temperatura del fermentador busca beneficiar a la empresa
“Red Cervecera” y a las pequeñas y micro empresas dedicadas al rubro de la producción de
diferentes tipos de cerveza artesanal, ya que, aún en pequeña escala, requieren mejorar
tecnológicamente sus procesos a fin de ser competitivos en el mercado en que se encuentren,
debido a que la inversión inicial de colocar una planta micro cervecera tiene un costo elevado
si se opta por traer los productos del extranjero, lo cual no resulta muy rentable a corto plazo,
por lo que en algunos casos realizan la compra de equipos de baja calidad y sin la mayor
tecnología que pueda ayudar y optimizar el proceso de elaboración, afectando así la
producción o en peor de los casos la pérdida total del proceso de producción.
Con los resultados obtenidos, se procera a implementar las temperaturas optimas de
fermentación dependiendo del tipo de levadura que se desee usar, también se tendrá
6
información del consumo de sustrato, etanol y biomasa, así como el control de la temperatura
interna del tanque aun existiendo perturbación o cambios de la temperatura ambiental.
Para obtener los resultados y objetivos del estudio, se toma en cuenta los modelos
matemáticos en la etapa de fermentación y los modelos matemáticos en el intercambiador de
calor. Asimismo, se tiene en cuenta la linealización de planta y la sintonización por ubicación
de polos y ceros para poder hallar los valores del controlador PID.
1.5.4 Estado del arte.
1.5.4.1 Tecnología cervecera.
Las primeras elaboraciones de cerveza en el mundo datan del año 4000 a.C. las cuales se
realizaron en las primeras civilizaciones. Se han descubierto equipos para la elaboración,
fermentación y almacenamiento como tablillas de arcilla que describen la fórmula de cómo
realizar una bebida alcohólica a base de trigo. Desde ese punto en adelante, el hombre ha ido
adaptando las tecnologías de cada época en su afán de mejorar la calidad y estabilidad del
producto, como se indican en las siguientes citas:
“Desde el año 500 a.C., la fabricación de cerveza incluye varias disciplinas científicas
como la agricultura, química, biología. Inicialmente, las contribuciones científicas se
encontraban a nivel empírico, pero a finales del siglo XIX la producción de cerveza se convirtió
en objeto de análisis” (Bubacz , McCreanor, & Jenkins, 2013, pág. 1)
“En 1854 con el químico Louis Pasteur, se descubrió que la cerveza tenía vida, observó
que las levaduras eran seres microscópicos y de ser las responsables de transformar el azúcar
en alcohol y dióxido de carbono, también descubrió una bacteria que era la causante de que
la cerveza se echara a perder. Su invención, la pasteurización, que consistía en un
calentamiento rápido de la cerveza, destruía las bacterias que hacían que la cerveza se
7
pusiera amarga. El descubrimiento de Pasteur explicaba el proceso de la fermentación,
significando así que podría ser controlada” (Haga su propia cerveza, 2016).
“El invento (1871) y la utilización (1876) de la máquina frigorífica, por parte de Carl Von
Linde, y el desarrollo de los transportes debido a la ampliación de la red ferroviaria condujeron
en las décadas posteriores a la construcción y a la ampliación de grandes fábricas de cerveza
en todos los países desarrollados” (Kunze, 2006)
“En el siglo XX la cerveza se convierte en global y el problema principal es el embotellado,
en primer momento se investigaba una botella que no se rompa durante el envasado y
transporte, también experimentos en torno a la agricultura para obtener mejores cebadas y
lúpulos. Más tarde la lata supone una auténtica revolución y en 1935 la cervecera Richmond
de Virginia lanza la primera lata, tal fue el éxito que muchas cervecerías desecharon la botella
de vidrio” (La Carta de Cervezas, s.f.).
1.5.4.2 Control en el proceso de fermentación.
En la búsqueda de mantener una constante en el rendimiento de la fermentación, los maestros
cerveceros optan por mejores equipos y tecnología que permitan el control de las variables
como, la cantidad de la levadura, la entrada de oxígeno, la cantidad de CO2, el alcohol
generado, la temperatura, etc.
El avance más importante en los fermentadores fue el paso a fermentadores cerrados,
siguiendo el trabajo de Leopold Nathan, quien en 1908 y 1927 patentó diseños de recipientes
cilíndricos verticales cerrados con bases cónicas. (Briggs, Boulton, Brookes, & Stevens, 2004).
Fue así, que, gracias a ese diseño, se logró tasas de fermentación más rápidas y la
recolección de dióxido de carbono, así como el control de la fermentación por temperatura y
el uso de recipientes para la fermentación y maduración (Nathan, 1930).
8
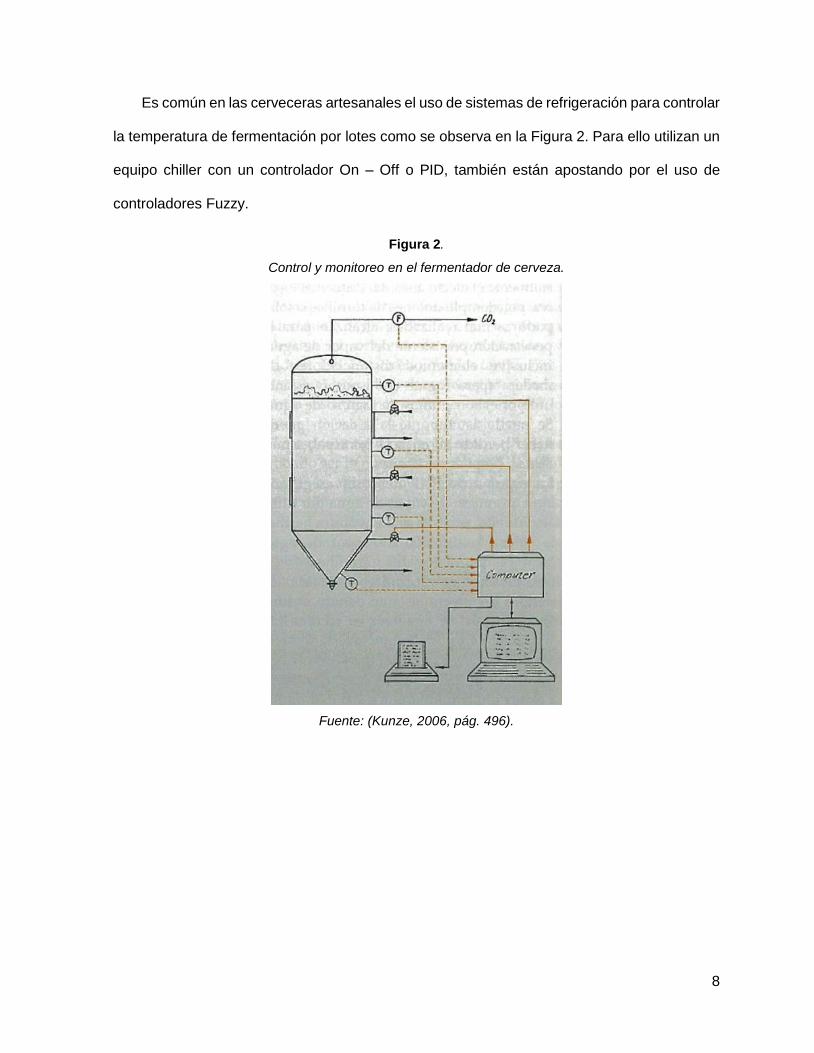
Es común en las cerveceras artesanales el uso de sistemas de refrigeración para controlar
la temperatura de fermentación por lotes como se observa en la Figura 2. Para ello utilizan un
equipo chiller con un controlador On – Off o PID, también están apostando por el uso de
controladores Fuzzy.
Figura 2.
Control y monitoreo en el fermentador de cerveza.
Fuente: (Kunze, 2006, pág. 496).

9
CAPÍTULO 2
MARCO TEÓRICO
2.1 Antecedentes de investigación.
2.1.1 Antecedentes a nivel nacional.
A nivel nacional tenemos los siguientes estudios.
(Sandoval Paypay, 2015) en su tesis “Diseño y criterios para certificación de
recipientes a presión según código ASME Sección VIII División I”, indica la problemática
que existe en el Perú sobre las normativas para regular la fabricación de recipientes sometidos
a presión para el almacenamiento de gas licuado. Los resultados obtenidos en la presente
Tesis indican que los recipientes con certificación de fabricación no presentan riesgos de fallas
e inconvenientes con Osinergmin en la puesta de servicio, a diferencia de un recipiente sin
certificado de fabricación.
(Ortega Delgado, 2015) en su tesis “Análisis y diseño de recipientes a presión para
almacenamiento de GLP”, realiza un informe detallado de cómo realizar el análisis y diseño
10
de un recipiente sometido a presión para el almacenaje de gas licuado de petróleo, bajo las
normas del código ASME, sección VIII división 1. El resultado obtenido fue el diseño de un
tanque de GLP de 13360 galones, cumpliendo los estándares establecidos por el Código
ASME, sección VIII, división 1.
(Jara Zumarán & Ramos Chávez, 2016) en su tesis “Desarrollo de un sistema de
control y monitoreo remoto de temperatura para el proceso de maceración de cerveza
artesanal utilizando un procesador ARM y un servidor Web Embebido” ¸ propone el
diseño de un controlador PI en el proceso de maceración de la cerveza artesanal. Como
resultado se obtuvo los parámetros del controlador PI a través del método de lugar geométrico
de raíces.
(Luján Corro & Vásquez Villalobos, 2010) en su proyecto “Control automático con
lógica difusa de la producción artesanal en las etapas de maceración y cocción”. El
proyecto implementa un sistema de lógica difusa en el software LabView 2009, logrando
controlar adecuadamente los actuadores y la temperatura sin la necesidad de un modelo
matemático del sistema.
2.1.2 Antecedentes a nivel internacional.
(Lima Torres, Meza Flores & Osante Miranda, 2013) en su tesis “Diseño y simulación de
equipos de proceso para la fabricación de cerveza artesanal en México”, propone la
estandarización de la fabricación de los equipos que conforman la producción de la cerveza
artesanal bajo el Código ASME, sección VIII, división 1. Como resultado logro hallar los valores
del espesor mínimo del recipiente, partiendo de una tabla de producción de 500, 1000 y 1500
litros.
(Andrés Toro, Girón Sierra & Fernández Conde, 1998) en su estudio “A Kinetic Model
for Beer Production: Simulation under Industrial Operational Conditions”. En el presente
11
estudio se propone un modelo cinético en la etapa de fermentación de la cerveza bajo
operaciones industriales en la etapa de fermentación.
(Ortega, Pérez & López, 2016) en su informe “Modelo Semifísico de Base
Fenomenológica del Proceso Continuo de Fermentación Alcohólica”. En el presente
informe se propone un MSBF para el proceso de fermentación alcohólica el cual logra el
objetivo del modelo, la demostración de la simulación y la validación cualitativa.
(Marín Leonardo & Alfaro Víctor, 2007) en su informe “Sintonización de controladores
por ubicación de polos y ceros”, el cual permite calcular los parámetros PI y PID para
procesos de segundo orden. Obteniendo como resultado el lograr el desempeño dinámico
deseado del sistema de control.
2.1.3 Bases teóricas.
2.1.3.1 Recipientes sometidos a presión.
Un recipiente a presión es aquel contenedor que almacena gases o líquidos sometidos a una
presión mayor a la atmosférica. Su uso es variado y depende mayormente de la aplicación que
se le quiera dar (almacenamiento, transporte, mezclado, etc.…). Para el diseño mecánico de
un recipiente a presión se ha establecido normas y procedimientos dentro del Código ASME,
sección VIII, división 1, explicado a continuación.
2.1.3.2 Código ASME, sección VIII, división 1.
“La Sociedad Americana de Ingenieros Mecánicos (ASME) creó en 1911 un Comité con el
propósito de formular una normativa para la construcción de calderas de vapor y otros
recipientes a presión” (Martinez Massoni, 2008). Este Código, bajo la importancia de
estandarizar el diseño de recipientes sometidos a presión establece requisitos mandatorios y
prohibiciones específicas que cuentan con aceptación mundial dada su importancia para la
12
guía y el diseño de dichos recipientes. A continuación, se mencionan las generalidades
consideradas en el presente ISP.
2.1.3.2.1 Subsección A. Parte UG.
UG-04 Generalidades (materiales).
El material seleccionado debe cumplir con las normas y requisitos establecidos en la Sección
II del código ASME. Es recomendable también la elección del material que sea factible en el
mantenimiento de sus propiedades mecánicas, también una alta resistencia a cualquier
deterioro que pueda dañar la vida útil del material.
UG-20 Temperatura de diseño.
Las temperaturas máximas y mínimas para efectuar los cálculos correspondientes para el
diseño del recipiente a presión son indicadas en esta sección, así como, restricciones y límites
de temperatura para el diseño.
UG-21 Presión de diseño.
La presión de diseño debe ser calculada bajo las condiciones más severas de operación, en
combinación con la temperatura de diseño ya definida anteriormente.
2.1.3.3 Sistemas de control.
Un sistema de control consta de una entrada y una salida, y está constituido por un conjunto
de componentes que regula el comportamiento de un sistema (o de sí mismos) para lograr una
respuesta deseada.
13
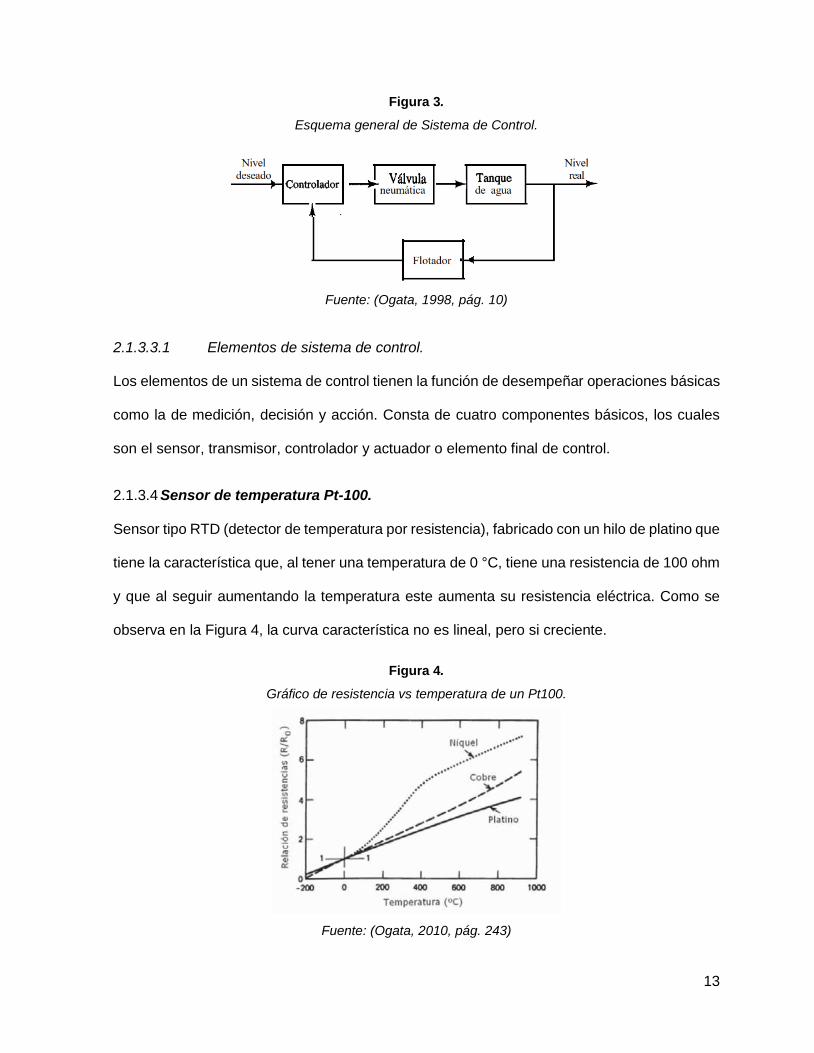
Figura 3.
Esquema general de Sistema de Control.
Fuente: (Ogata, 1998, pág. 10)
2.1.3.3.1 Elementos de sistema de control.
Los elementos de un sistema de control tienen la función de desempeñar operaciones básicas
como la de medición, decisión y acción. Consta de cuatro componentes básicos, los cuales
son el sensor, transmisor, controlador y actuador o elemento final de control.
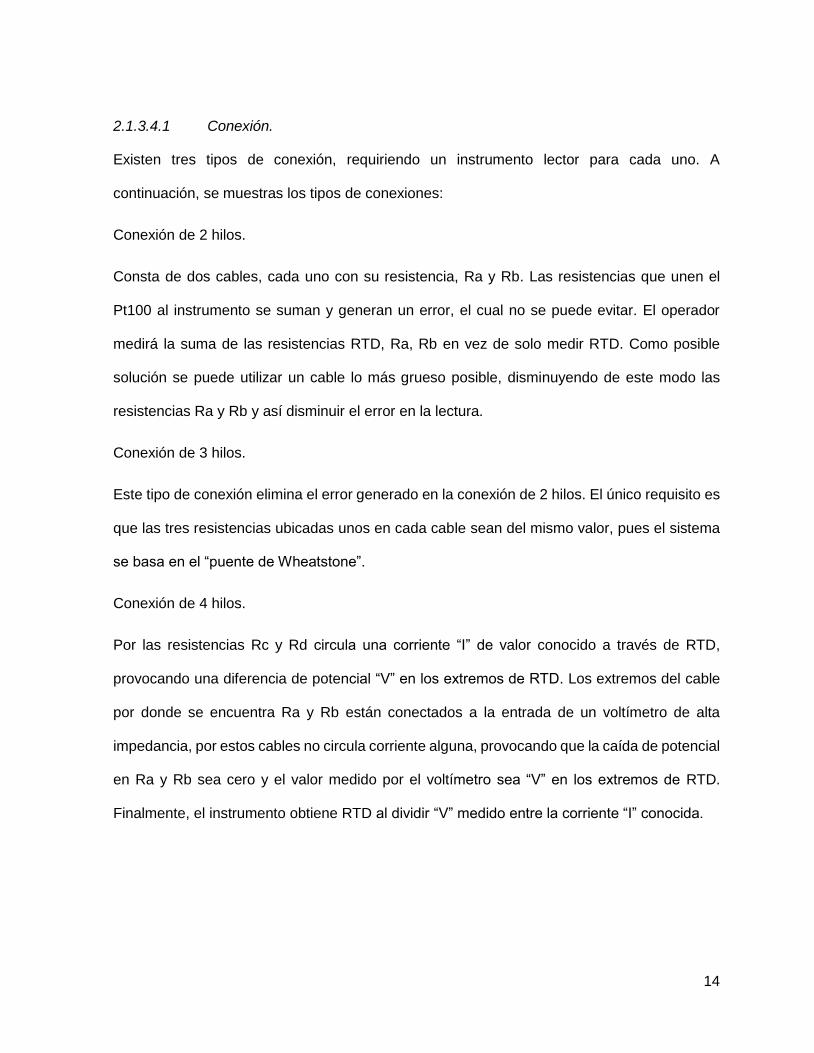
2.1.3.4 Sensor de temperatura Pt-100.
Sensor tipo RTD (detector de temperatura por resistencia), fabricado con un hilo de platino que
tiene la característica que, al tener una temperatura de 0 °C, tiene una resistencia de 100 ohm
y que al seguir aumentando la temperatura este aumenta su resistencia eléctrica. Como se
observa en la Figura 4, la curva característica no es lineal, pero si creciente.
Figura 4.
Gráfico de resistencia vs temperatura de un Pt100.
Fuente: (Ogata, 2010, pág. 243)
14
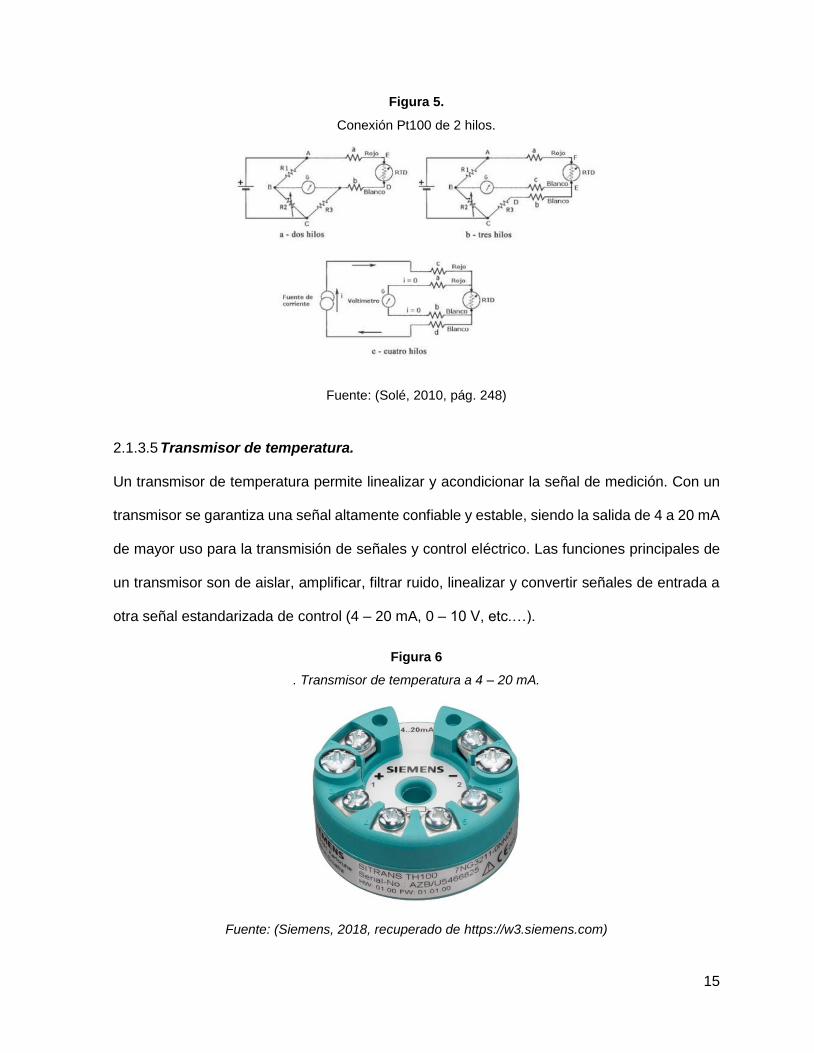
2.1.3.4.1 Conexión.
Existen tres tipos de conexión, requiriendo un instrumento lector para cada uno. A
continuación, se muestras los tipos de conexiones:
Conexión de 2 hilos.
Consta de dos cables, cada uno con su resistencia, Ra y Rb. Las resistencias que unen el
Pt100 al instrumento se suman y generan un error, el cual no se puede evitar. El operador
medirá la suma de las resistencias RTD, Ra, Rb en vez de solo medir RTD. Como posible
solución se puede utilizar un cable lo más grueso posible, disminuyendo de este modo las
resistencias Ra y Rb y así disminuir el error en la lectura.
Conexión de 3 hilos.
Este tipo de conexión elimina el error generado en la conexión de 2 hilos. El único requisito es
que las tres resistencias ubicadas unos en cada cable sean del mismo valor, pues el sistema
se basa en el “puente de Wheatstone”.
Conexión de 4 hilos.
Por las resistencias Rc y Rd circula una corriente “I” de valor conocido a través de RTD,
provocando una diferencia de potencial “V” en los extremos de RTD. Los extremos del cable
por donde se encuentra Ra y Rb están conectados a la entrada de un voltímetro de alta
impedancia, por estos cables no circula corriente alguna, provocando que la caída de potencial
en Ra y Rb sea cero y el valor medido por el voltímetro sea “V” en los extremos de RTD.
Finalmente, el instrumento obtiene RTD al dividir “V” medido entre la corriente “I” conocida.
15
Figura 5.
Conexión Pt100 de 2 hilos.
Fuente: (Solé, 2010, pág. 248)
2.1.3.5 Transmisor de temperatura.
Un transmisor de temperatura permite linealizar y acondicionar la señal de medición. Con un
transmisor se garantiza una señal altamente confiable y estable, siendo la salida de 4 a 20 mA
de mayor uso para la transmisión de señales y control eléctrico. Las funciones principales de
un transmisor son de aislar, amplificar, filtrar ruido, linealizar y convertir señales de entrada a
otra señal estandarizada de control (4 – 20 mA, 0 – 10 V, etc.…).
Figura 6
. Transmisor de temperatura a 4 – 20 mA.
Fuente: (Siemens, 2018, recuperado de https://w3.siemens.com)
16
2.1.3.6 Tipo de controladores.
Se define los tipos de controladores más usados en la industria y la justificación del controlador
a utilizar en este proyecto ISP.
Control Todo – Nada.
También conocidos como Control On – Off, es el tipo de controlador más básico, utilizado para
procesos que no requieren de mucha precisión, en el cual, el actuador o elemento final solo
opera en dos posiciones (abierto-cerrado, encendido-apagado, etc.…). En este tipo de
controlador la variable manipulada solo opera cuando el valor medible cruza el valor de
referencia (valor de consigna), siendo usado cada estado (On – Off) cuando el valor medible
está por encima y por debajo del valor referencial respectivamente.
Controlado Proporcional.
En el controlador proporcional, la salida del controlador u(t) es proporcional a la salida del
producto del error e(t) con la ganancia proporcional Kp como se muestra en la fórmula (2.1),
siendo la salida del error la diferencia entre el valor deseado y la variable de proceso.
Básicamente, este tipo de controlador es un amplificador con una ganancia ajustable.
𝑢(𝑡) = 𝐾𝑝 ∗ 𝑒(𝑡) (2.1)
Controlador Proporcional – Integral.
La acción de control de un controlador PI está definida según la fórmula (2.2), donde Kp es la
ganancia proporcional y Ti tiene como denominación tiempo integral, los cuales son ajustables.
Este tipo de controlador tiene como objetivo el de disminuir y/o eliminar el error en estado
estacionario, causado por el controlador proporcional.
17
𝑢(𝑡) = 𝐾𝑝 ∗ 𝑒(𝑡) +𝐾𝑝
𝑇𝑖∗ ∫ 𝑒(𝑡)𝑑𝑡
𝑡
0
(2.2)
Control Proporcional – Derivativo.
La acción de control de un controlador PD está definida según la fórmula (2.3), donde Kp es la
ganancia proporcional y Td tiene como denominación tiempo derivativo. El control derivativo
utiliza la derivada del error con respecto al tiempo, es decir, la velocidad con la que varía el
error. Aunque la acción de control PD tiene la ventaja de previsión, tiene la desventaja de
amplificar las señales de ruido.
𝑢(𝑡) = 𝐾𝑝 ∗ 𝑒(𝑡) + 𝐾𝑝 ∗ 𝑇𝑑 ∗𝑑𝑒(𝑡)
𝑑𝑡 (2.3)
Control Proporcional – Integral – Derivativo.
Este tipo de control tiene las ventajas de las acciones de control explicadas anteriormente, la
cual está representado por la fórmula (2.4), donde Kp es la ganancia proporcional, Ti es el
tiempo integral y Td el tiempo derivativo. Tiene la ventaja de ofrecer respuestas rápidas y
compensación de la señal de error inmediata en caso de perturbaciones.
𝑢(𝑡) = 𝐾𝑝 ∗ 𝑒(𝑡) +𝐾𝑝
𝑇𝑖∗ ∫ 𝑒(𝑡)𝑑𝑡
𝑡
0
+ 𝐾𝑝 ∗ 𝑇𝑑 ∗𝑑𝑒(𝑡)
𝑑𝑡 (2.4)
Este tipo de controlador es utilizado en este proyecto debido a las características y
ventajas que posee, obteniendo de este modo una mejor respuesta y control de la temperatura.
2.1.3.7 Válvula de control.
Una válvula de control es aquella que controla o regula el paso de un fluido, por medio de una
señal neumática o eléctrica que actúa sobre un servo actuador. La señal enviada de acuerdo
con el controlador permite regular la carrera del vástago entre 0% a 100%, aunque existen
18
válvulas de control On – Off, las que regulan el paso del fluido en forma discreta (abierto o
cerrado).
2.1.3.7.1 Tipos de válvulas.
Dependiendo de su diseño y del movimiento que presenta el obturador, las válvulas se
clasifican en dos grandes grupos: válvulas con obturador de movimiento lineal y válvulas con
obturador de movimiento rotativo.
Válvulas con obturador de movimiento lineal.
Las válvulas con obturador de movimiento lineal Se clasifican en los siguientes:
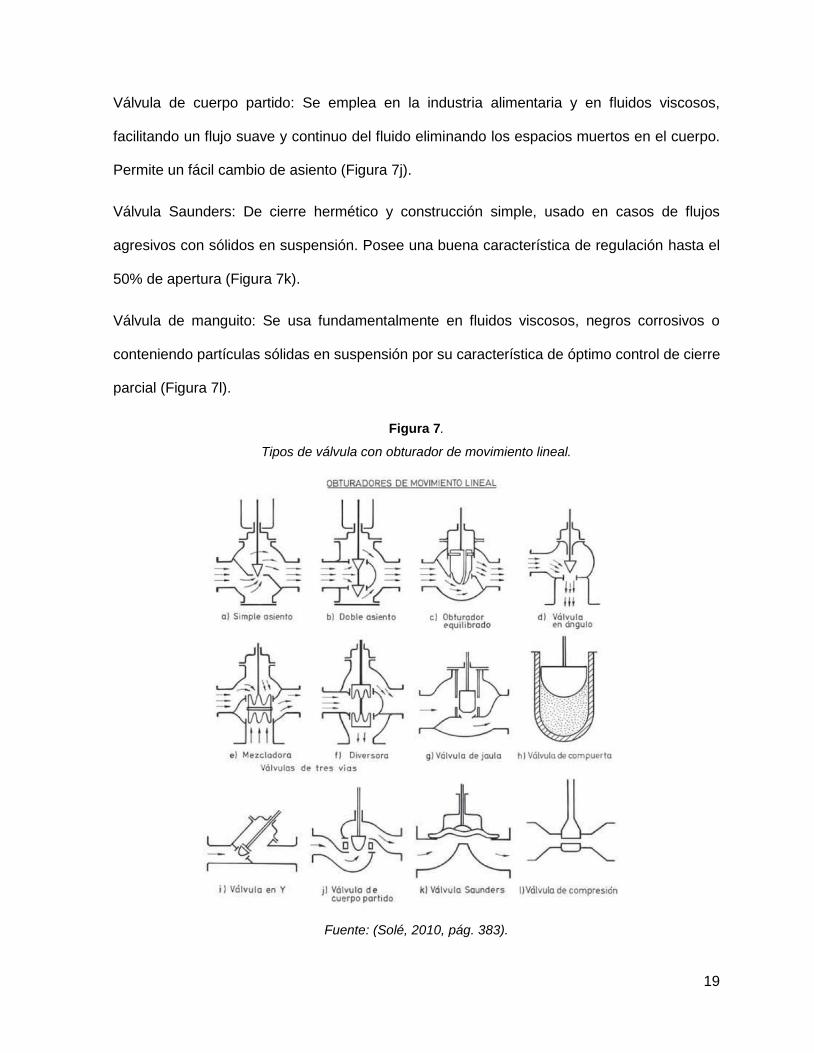
Válvula de globo: Se emplea cuando la presión diferencial del proceso es baja y con fugas en
posición de cierre mínimas (Figura 7a, 7b y 7c).
Válvula en ángulo: Es utilizada para disminuir la erosión cuando ésta es considerable por las
características del fluido. Aptas para altas presiones diferenciales (Figura 7d).
Válvula de tres vías: Se utiliza para mezcla de fluidos (Figura 7e) o para dividir flujos (Figura
7f).
Válvula de jaula: Se utilizan en procesos con alta presión diferencial, cuando se necesita
resistencia al desgaste y a las vibraciones (Figura 7g).
Válvula de compuerta: Su empleo en adecuado generalmente para control Todo – Nada.
Presenta baja resistencia al flujo de fluido cuando su posición es de apertura total, por lo tanto,
presenta una baja caída de presión (Figura 7h).
Válvula en Y: Es usado como válvula de cierre por su baja pérdida de carga y como válvula de
control por su gran capacidad de caudal. Su uso de mayor frecuencia se da en instalaciones
criogénicas (Figura 7i).
19
Válvula de cuerpo partido: Se emplea en la industria alimentaria y en fluidos viscosos,
facilitando un flujo suave y continuo del fluido eliminando los espacios muertos en el cuerpo.
Permite un fácil cambio de asiento (Figura 7j).
Válvula Saunders: De cierre hermético y construcción simple, usado en casos de flujos
agresivos con sólidos en suspensión. Posee una buena característica de regulación hasta el
50% de apertura (Figura 7k).
Válvula de manguito: Se usa fundamentalmente en fluidos viscosos, negros corrosivos o
conteniendo partículas sólidas en suspensión por su característica de óptimo control de cierre
parcial (Figura 7l).
Figura 7.
Tipos de válvula con obturador de movimiento lineal.
Fuente: (Solé, 2010, pág. 383).
20
Válvulas con obturador de movimiento rotativo.
Las válvulas con característica de movimiento del obturador en forma rotativa se clasifican en
las siguientes:
Válvula de disco excéntrico (Camflex): De obturador excéntrico rotativo, posee gran capacidad
de caudal con elevada pérdida de carga y de rápida acción (Figura 8m).
Válvula excéntrica: De obturador cilíndrico excéntrico que se asienta sobre un cuerpo
cilíndrico. Posee alta hermeticidad, es de bajo costo y alta capacidad, con aplicaciones en
flujos corrosivos o contenidos sólidos en suspensión (Figura 8n).
Válvula mariposa: Se emplea para el control de grandes flujos de fluidos a baja presión. Posee
un buen cierre hermético con recubrimientos especiales sobre el asiento (Figura 8o).
Válvula de bola: Recomendada para servicio de conducción y corte. De apertura rápida, para
temperaturas moderadas y con poca resistencia a la circulación. Se utiliza generalmente en el
control de caudal de fluidos con gran porcentaje de sólidos en suspensión, o bien en fluidos
negros (Figura 8p).
Válvula de macho: Válvula que controla la circulación a través de un macho cónico o cilíndrico
con agujero en el centro. Se emplea generalmente en el control On - Off de líquidos o gases y
en la regulación de caudal (Figura 8q).
Válvula de orificio ajustable: Adecuada para el ajuste manual del máximo caudal del fluido,
cuando el caudal varía de forma intermitente o continua entre límites amplios y cuando no se
requiere un cierre estanco. Útil para combustibles líquidos o gaseosos, aire comprimido, vapor
y líquidos en general (Figura 8r).
Válvula de flujo axial: Contiene un diafragma que se acciona neumáticamente y que mueve un
pistón, comprimiendo a su vez un fluido hidráulico contra un obturador fabricado con material
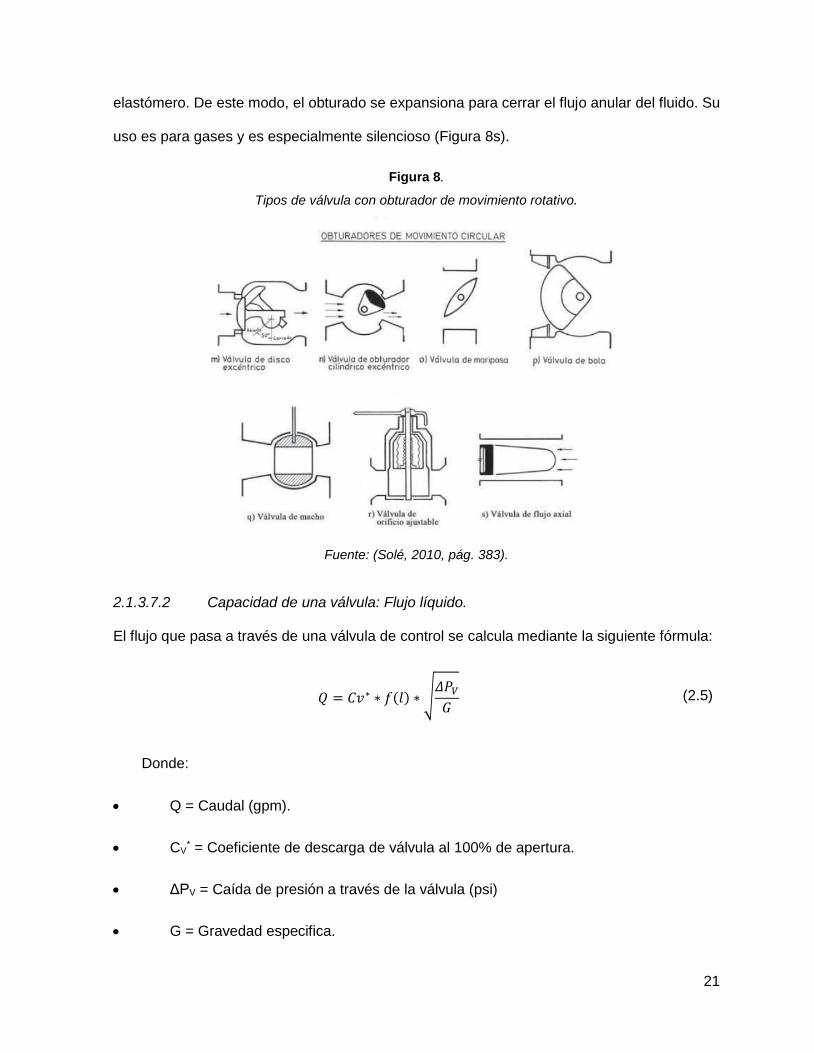
21
elastómero. De este modo, el obturado se expansiona para cerrar el flujo anular del fluido. Su
uso es para gases y es especialmente silencioso (Figura 8s).
Figura 8.
Tipos de válvula con obturador de movimiento rotativo.
Fuente: (Solé, 2010, pág. 383).
2.1.3.7.2 Capacidad de una válvula: Flujo líquido.
El flujo que pasa a través de una válvula de control se calcula mediante la siguiente fórmula:
𝑄 = 𝐶𝑣∗ ∗ 𝑓(𝑙) ∗ √𝛥𝑃𝑉
𝐺 (2.5)
Donde:
Q = Caudal (gpm).
CV* = Coeficiente de descarga de válvula al 100% de apertura.
ΔPV = Caída de presión a través de la válvula (psi)
G = Gravedad especifica.
22
f(l) = Característica de flujo.
2.1.3.7.3 Coeficiente de la válvula, Cv: Tamaño de la válvula.
La capacidad del flujo que pasa a través de una válvula de control viene determinada por el
coeficiente de la válvula, CV, que es una constante específica suministrada en muchos casos
por el fabricante.
Por definición, el CV es el caudal de agua (gpm) que pasa a través de la válvula totalmente
abierta y con una caída de presión de 1psi, es decir, que una válvula con CV de valor 10,
permite el flujo de 10 gpm con una caída de presión de 1 psi.
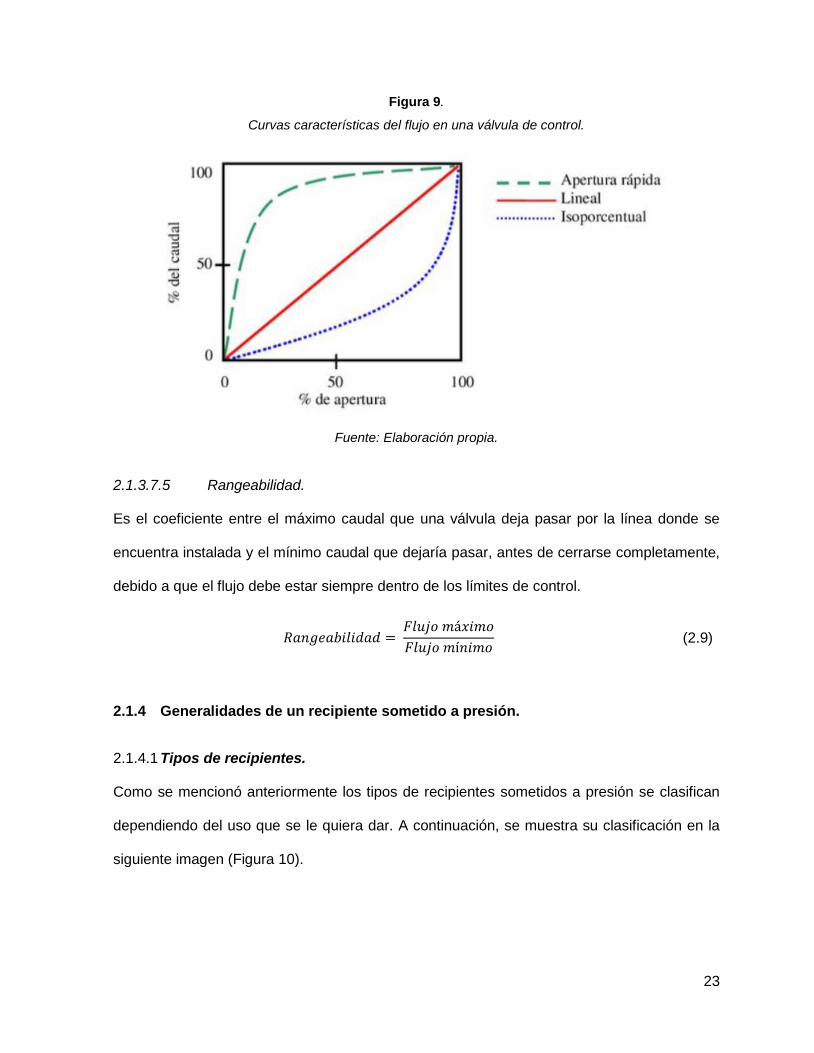
2.1.3.7.4 Característica del flujo.
Existen tres características que definen la curva que toma el flujo con relación a la abertura de
la válvula de control, donde f(l) es un factor que se calcula como función al porcentaje de
abertura “l” (0 – 1):
Lineal: El caudal (Q) es directamente proporcional a la carrera lineal o rotacional (l).
𝑓(𝑙) = 𝑙 (2.6)
Igual porcentaje: Produce un cambio en el caudal (Q) que es proporcional al caudal que fluctúa
antes de la variación.
𝑓(𝑙) = 𝑅𝑙−1 (2.7)
Apertura rápida: El caudal del flujo llega rápidamente al valor máximo con pequeñas carreras.
𝑓(𝑙) = √𝑙 (2.8)
23
Figura 9.
Curvas características del flujo en una válvula de control.
Fuente: Elaboración propia.
2.1.3.7.5 Rangeabilidad.
Es el coeficiente entre el máximo caudal que una válvula deja pasar por la línea donde se
encuentra instalada y el mínimo caudal que dejaría pasar, antes de cerrarse completamente,
debido a que el flujo debe estar siempre dentro de los límites de control.
𝑅𝑎𝑛𝑔𝑒𝑎𝑏𝑖𝑙𝑖𝑑𝑎𝑑 = 𝐹𝑙𝑢𝑗𝑜 𝑚á𝑥𝑖𝑚𝑜
𝐹𝑙𝑢𝑗𝑜 𝑚í𝑛𝑖𝑚𝑜 (2.9)
2.1.4 Generalidades de un recipiente sometido a presión.
2.1.4.1 Tipos de recipientes.
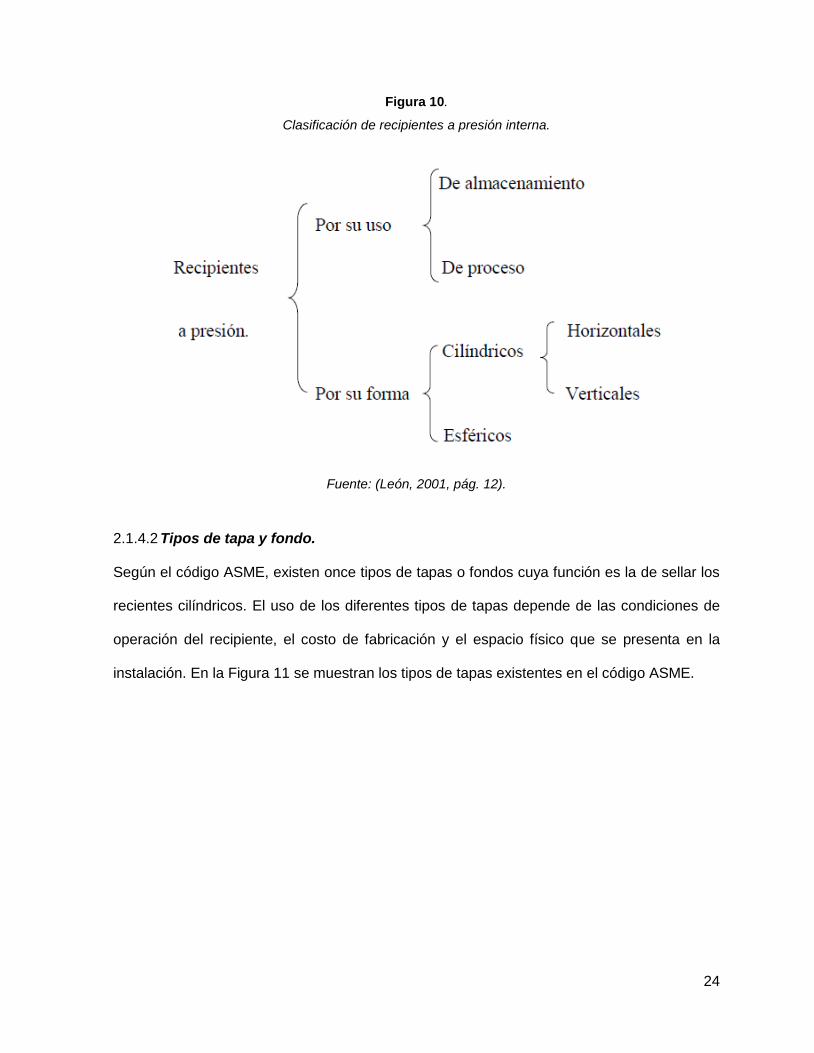
Como se mencionó anteriormente los tipos de recipientes sometidos a presión se clasifican
dependiendo del uso que se le quiera dar. A continuación, se muestra su clasificación en la
siguiente imagen (Figura 10).
24
Figura 10.
Clasificación de recipientes a presión interna.
Fuente: (León, 2001, pág. 12).
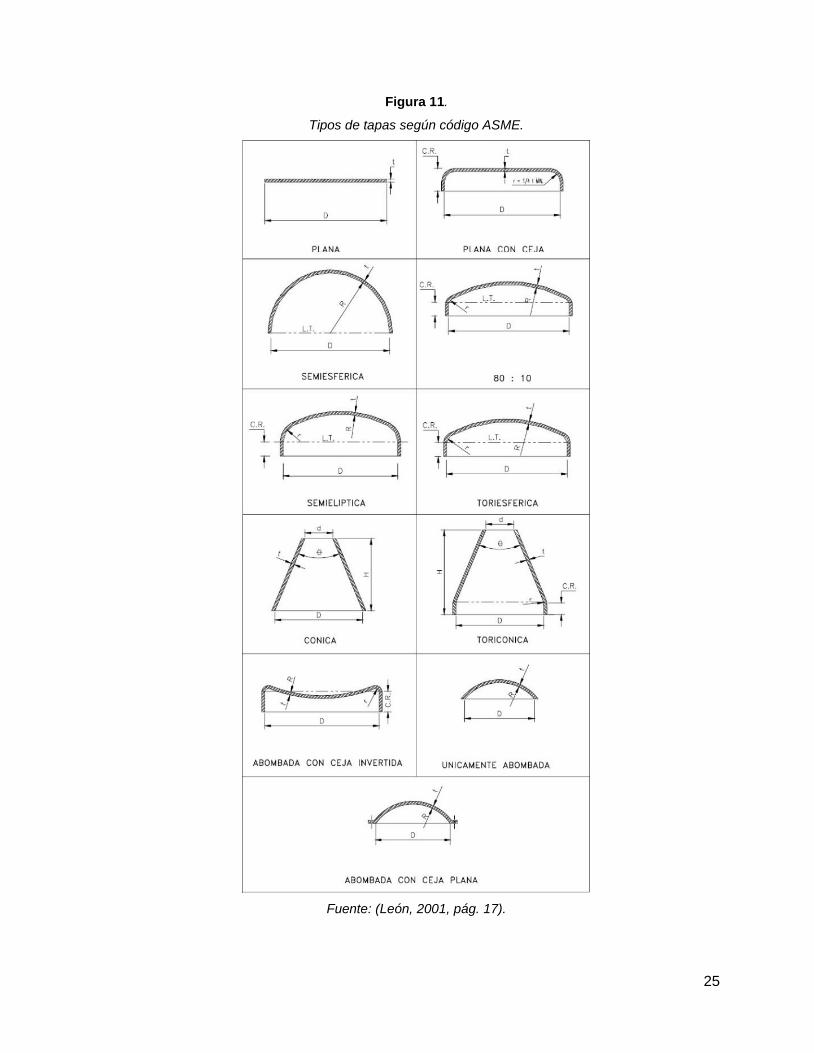
2.1.4.2 Tipos de tapa y fondo.
Según el código ASME, existen once tipos de tapas o fondos cuya función es la de sellar los
recientes cilíndricos. El uso de los diferentes tipos de tapas depende de las condiciones de
operación del recipiente, el costo de fabricación y el espacio físico que se presenta en la
instalación. En la Figura 11 se muestran los tipos de tapas existentes en el código ASME.
25
Figura 11.
Tipos de tapas según código ASME.
Fuente: (León, 2001, pág. 17).
26
2.1.4.3 Registro hombre.
Tapa tipo elipsoide, circular o cuadrático, con un pescante que se usa para el mantenimiento,
carga o descarga de sólidos, etc., el cual permite al operario tener acceso al interior de un
recipiente a presión. El dimensionado del agujero depende del diseño y el tamaño del tanque,
pero es recomendable para muchos casos un diámetro de 18 a 20 pulgadas.
2.1.5 Metodología basada en el análisis del modelo dinámico del sistema.
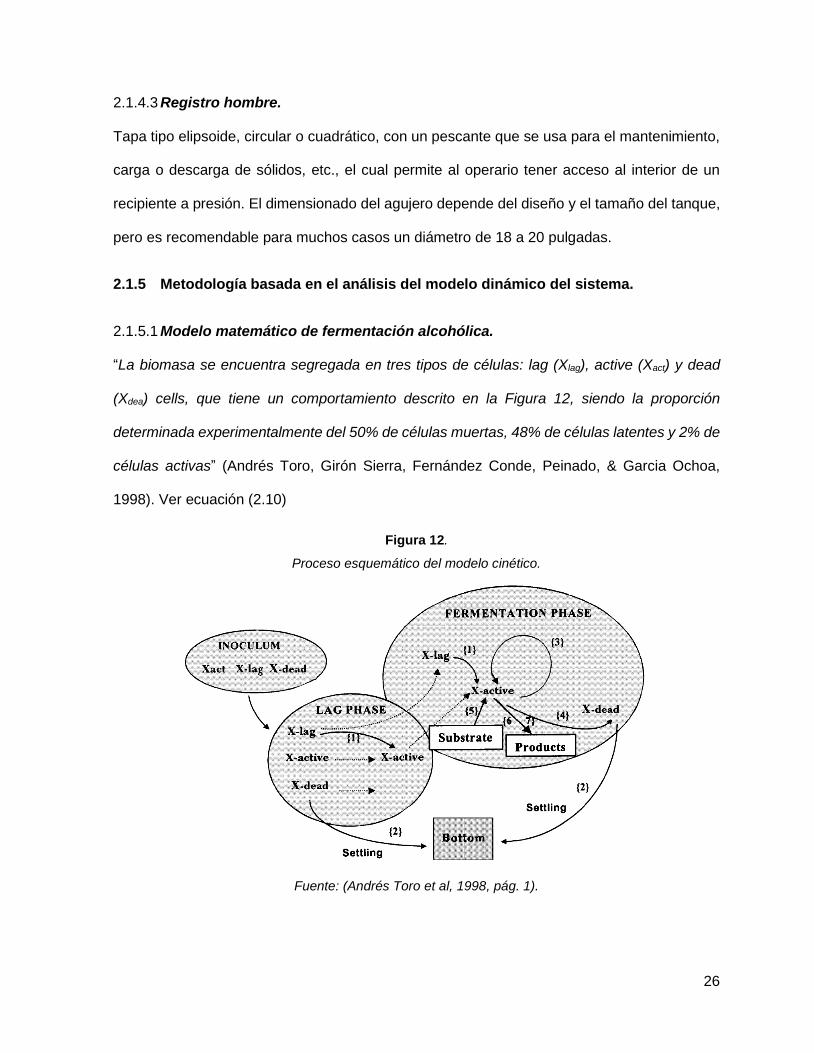
2.1.5.1 Modelo matemático de fermentación alcohólica.
“La biomasa se encuentra segregada en tres tipos de células: lag (Xlag), active (Xact) y dead
(Xdea) cells, que tiene un comportamiento descrito en la Figura 12, siendo la proporción
determinada experimentalmente del 50% de células muertas, 48% de células latentes y 2% de
células activas” (Andrés Toro, Girón Sierra, Fernández Conde, Peinado, & Garcia Ochoa,
1998). Ver ecuación (2.10)
Figura 12.
Proceso esquemático del modelo cinético.
Fuente: (Andrés Toro et al, 1998, pág. 1).
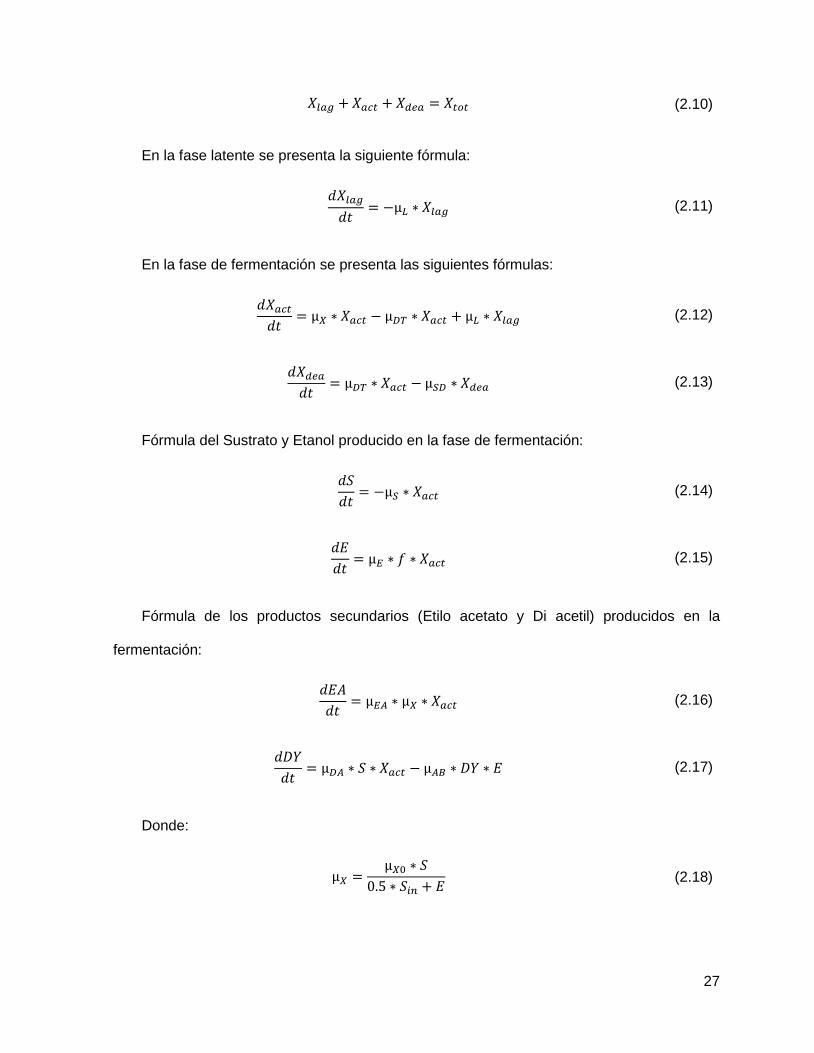
27
𝑋𝑙𝑎𝑔 + 𝑋𝑎𝑐𝑡 + 𝑋𝑑𝑒𝑎 = 𝑋𝑡𝑜𝑡 (2.10)
En la fase latente se presenta la siguiente fórmula:
𝑑𝑋𝑙𝑎𝑔
𝑑𝑡= −µ𝐿 ∗ 𝑋𝑙𝑎𝑔 (2.11)
En la fase de fermentación se presenta las siguientes fórmulas:
𝑑𝑋𝑎𝑐𝑡
𝑑𝑡= µ𝑋 ∗ 𝑋𝑎𝑐𝑡 − µ𝐷𝑇 ∗ 𝑋𝑎𝑐𝑡 + µ𝐿 ∗ 𝑋𝑙𝑎𝑔 (2.12)
𝑑𝑋𝑑𝑒𝑎
𝑑𝑡= µ𝐷𝑇 ∗ 𝑋𝑎𝑐𝑡 − µ𝑆𝐷 ∗ 𝑋𝑑𝑒𝑎 (2.13)
Fórmula del Sustrato y Etanol producido en la fase de fermentación:
𝑑𝑆
𝑑𝑡= −µ𝑆 ∗ 𝑋𝑎𝑐𝑡 (2.14)
𝑑𝐸
𝑑𝑡= µ𝐸 ∗ 𝑓 ∗ 𝑋𝑎𝑐𝑡 (2.15)
Fórmula de los productos secundarios (Etilo acetato y Di acetil) producidos en la
fermentación:
𝑑𝐸𝐴
𝑑𝑡= µ𝐸𝐴 ∗ µ𝑋 ∗ 𝑋𝑎𝑐𝑡 (2.16)
𝑑𝐷𝑌
𝑑𝑡= µ𝐷𝐴 ∗ 𝑆 ∗ 𝑋𝑎𝑐𝑡 − µ𝐴𝐵 ∗ 𝐷𝑌 ∗ 𝐸 (2.17)
Donde:
µ𝑋 =µ𝑋0 ∗ 𝑆
0.5 ∗ 𝑆𝑖𝑛 + 𝐸 (2.18)
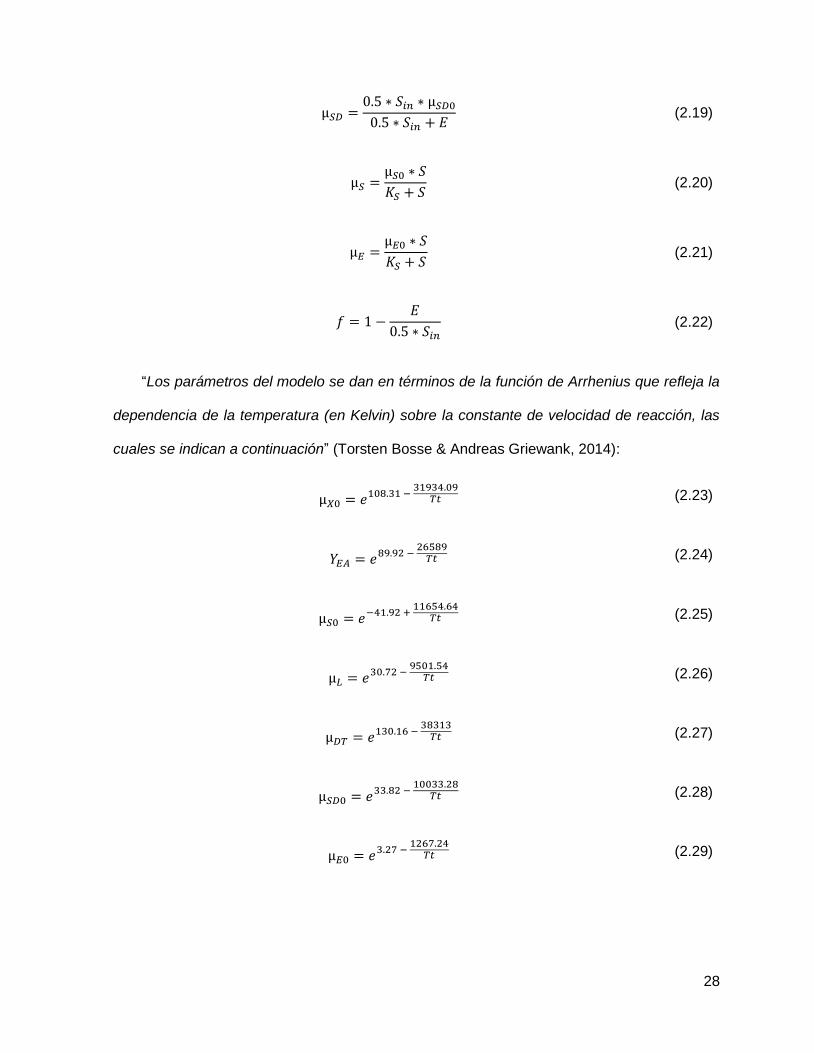
28
µ𝑆𝐷 =0.5 ∗ 𝑆𝑖𝑛 ∗ µ𝑆𝐷0
0.5 ∗ 𝑆𝑖𝑛 + 𝐸 (2.19)
µ𝑆 =µ𝑆0 ∗ 𝑆
𝐾𝑆 + 𝑆 (2.20)
µ𝐸 =µ𝐸0 ∗ 𝑆
𝐾𝑆 + 𝑆 (2.21)
𝑓 = 1 −𝐸
0.5 ∗ 𝑆𝑖𝑛 (2.22)
“Los parámetros del modelo se dan en términos de la función de Arrhenius que refleja la
dependencia de la temperatura (en Kelvin) sobre la constante de velocidad de reacción, las
cuales se indican a continuación” (Torsten Bosse & Andreas Griewank, 2014):
µ𝑋0 = 𝑒108.31 − 31934.09
𝑇𝑡 (2.23)
𝑌𝐸𝐴 = 𝑒89.92 − 26589
𝑇𝑡 (2.24)
µ𝑆0 = 𝑒−41.92 + 11654.64
𝑇𝑡 (2.25)
µ𝐿 = 𝑒30.72 − 9501.54
𝑇𝑡 (2.26)
µ𝐷𝑇 = 𝑒130.16 − 38313
𝑇𝑡 (2.27)
µ𝑆𝐷0 = 𝑒33.82 − 10033.28
𝑇𝑡 (2.28)
µ𝐸0 = 𝑒3.27 − 1267.24
𝑇𝑡 (2.29)
29
𝐾𝑆 = 𝑒−119.63 + 34203.95
𝑇𝑡 (2.30)
µ𝐷𝑌 = 0.000127672 (2.31)
µ𝐴𝐵 = 0.00113864 (2.32)
2.1.6 Modelo matemático para el intercambiador de calor.
2.1.6.1 Diagrama de flujo del proceso.
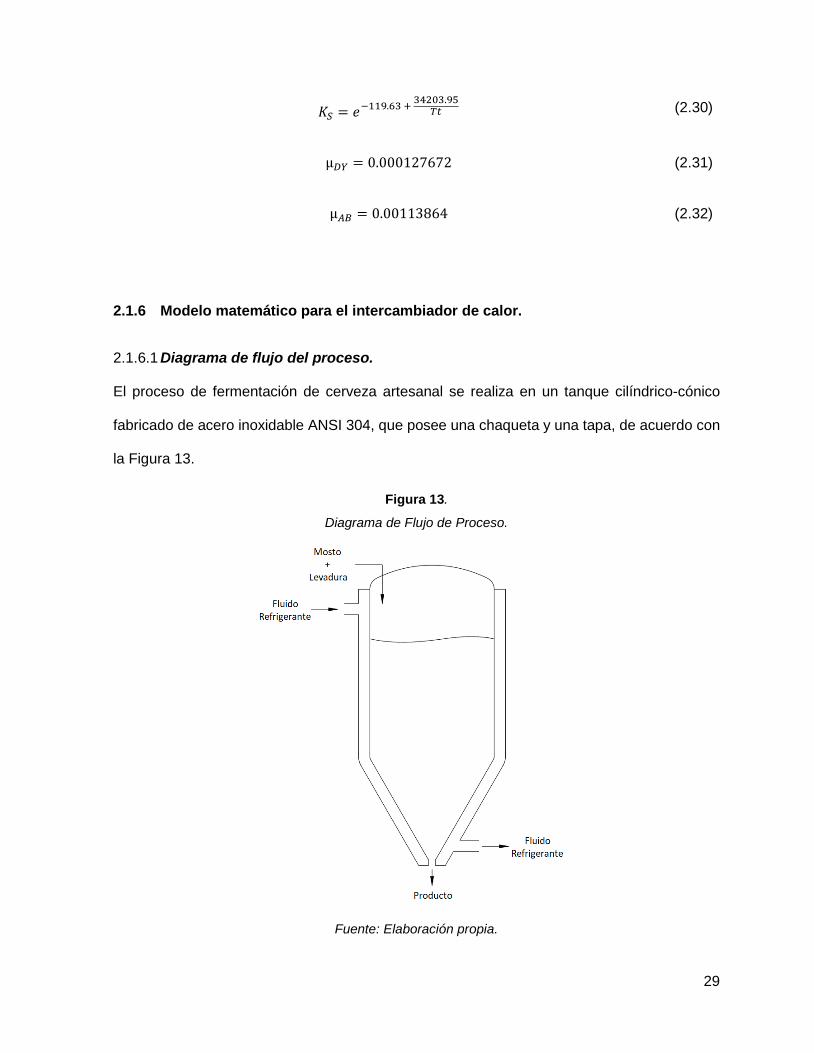
El proceso de fermentación de cerveza artesanal se realiza en un tanque cilíndrico-cónico
fabricado de acero inoxidable ANSI 304, que posee una chaqueta y una tapa, de acuerdo con
la Figura 13.
Figura 13.
Diagrama de Flujo de Proceso.
Fuente: Elaboración propia.
30
El proceso de elaboración es discontinuo, es decir, por lotes o batch. El mosto es
introducido después del proceso de filtración, para luego ser procesado por medio de una
fermentación por levadura. El Fermentador tiene una salida, siendo el producto ya fermentado
y es dirigido al proceso de maduración. También cuenta una chaqueta como intercambio de
calor. “La generación de calor se debe al metabolismo de la levadura durante el procesamiento
de la glucosa” (Ribas et al., 2011; Gómez et al., 2008; Ccopa et al., 2006).
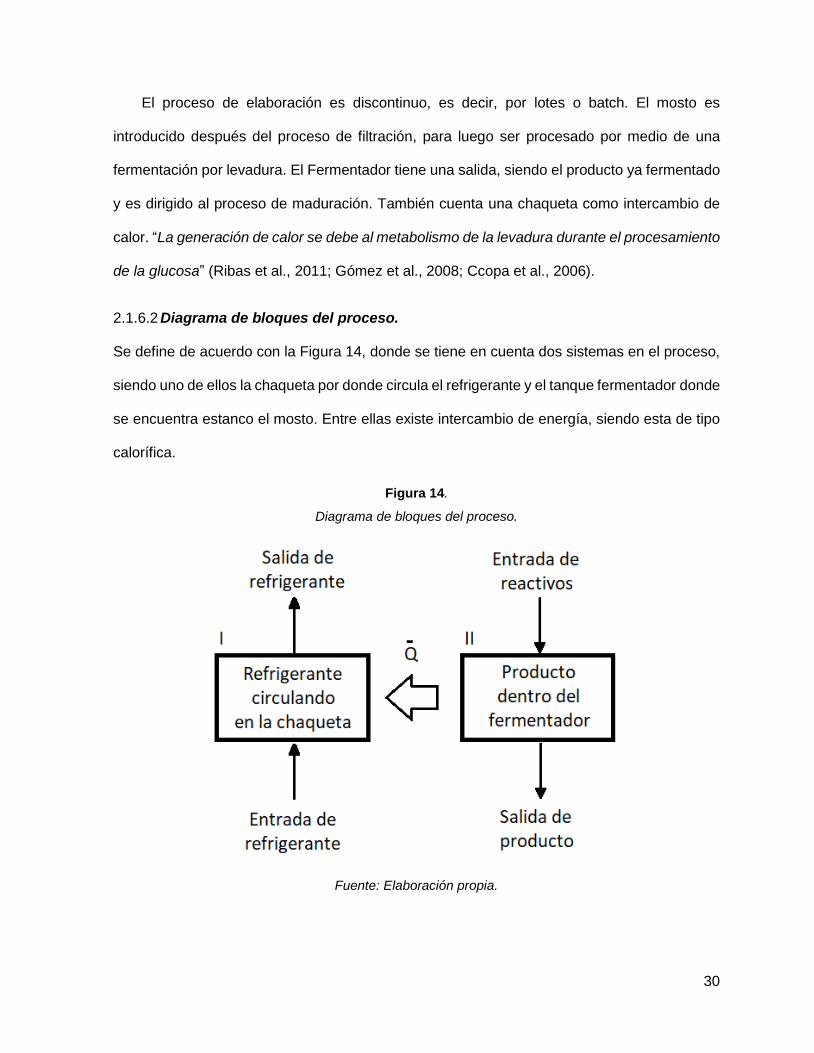
2.1.6.2 Diagrama de bloques del proceso.
Se define de acuerdo con la Figura 14, donde se tiene en cuenta dos sistemas en el proceso,
siendo uno de ellos la chaqueta por donde circula el refrigerante y el tanque fermentador donde
se encuentra estanco el mosto. Entre ellas existe intercambio de energía, siendo esta de tipo
calorífica.
Figura 14.
Diagrama de bloques del proceso.
Fuente: Elaboración propia.

31
2.1.6.3 Modelos matemáticos del sistema.
Sistema de proceso I:
Balance total de masa.
⍴𝐶 ∗𝑑𝑉𝐶
𝑑𝑡= ⍴𝐶 ∗ 𝐹𝐶𝑖𝑛 − ⍴𝐶 ∗ 𝐹𝐶𝑜𝑢𝑡 (2.33)
En este caso, se considera el valor de la densidad constante, por lo cual, no existe
acumulación de masa en la chaqueta, la fórmula (2.33) se reduce a lo siguiente:
𝐹𝐶𝑖𝑛 = 𝐹𝐶𝑜𝑢𝑡 (2.34)
Balance general de energía.
𝑑𝑇𝐶
𝑑𝑡=
1
⍴𝐶 ∗ 𝐶𝑝𝐶 ∗ 𝑉𝐶[⍴𝐶 ∗ 𝐶𝑝𝐶 ∗ 𝐹𝐶(𝑇𝐶𝑖𝑛 − 𝑇𝐶) + 𝑄𝑖𝑛𝑡] (2.35)
Sistema de proceso II:
Balance total de masa.
⍴𝑇 ∗𝑑𝑉𝑇
𝑑𝑡= ⍴𝑇 ∗ 𝐹𝑇𝑖𝑛 − ⍴𝑇 ∗ 𝐹𝑇𝑜𝑢𝑡 (2.36)
Al tratarse de un reactor discontinuo (flujo de entrada y salida es igual a cero) la fórmula
(2.36) se reduce a lo siguiente:
𝑑𝑉𝑇
𝑑𝑡= 0 (2.37)
Balance general de energía.
𝑑𝑇𝑇
𝑑𝑡=
1
⍴𝑇 ∗ 𝐶𝑝𝑇 ∗ 𝑉𝑇(𝑄𝑔𝑒𝑛 − 𝑄𝑖𝑛𝑡 + 𝑈 ∗ 𝐴𝑎𝑚𝑏(𝑇𝑎𝑚𝑏 − 𝑇𝑇)) (2.38)
32
Parámetros relacionados a la temperatura:
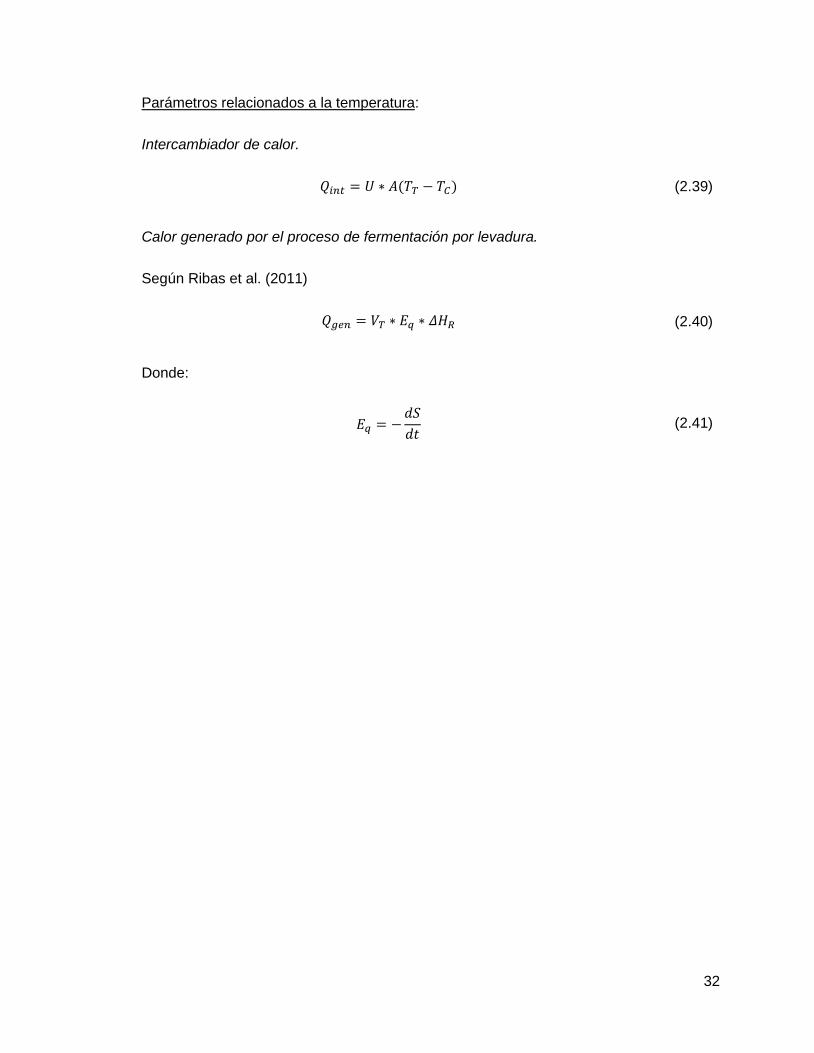
Intercambiador de calor.
𝑄𝑖𝑛𝑡 = 𝑈 ∗ 𝐴(𝑇𝑇 − 𝑇𝐶) (2.39)
Calor generado por el proceso de fermentación por levadura.
Según Ribas et al. (2011)
𝑄𝑔𝑒𝑛 = 𝑉𝑇 ∗ 𝐸𝑞 ∗ 𝛥𝐻𝑅 (2.40)
Donde:
𝐸𝑞 = −𝑑𝑆
𝑑𝑡 (2.41)
33
CAPÍTULO 3
DESARROLLO DE LA SOLUCIÓN
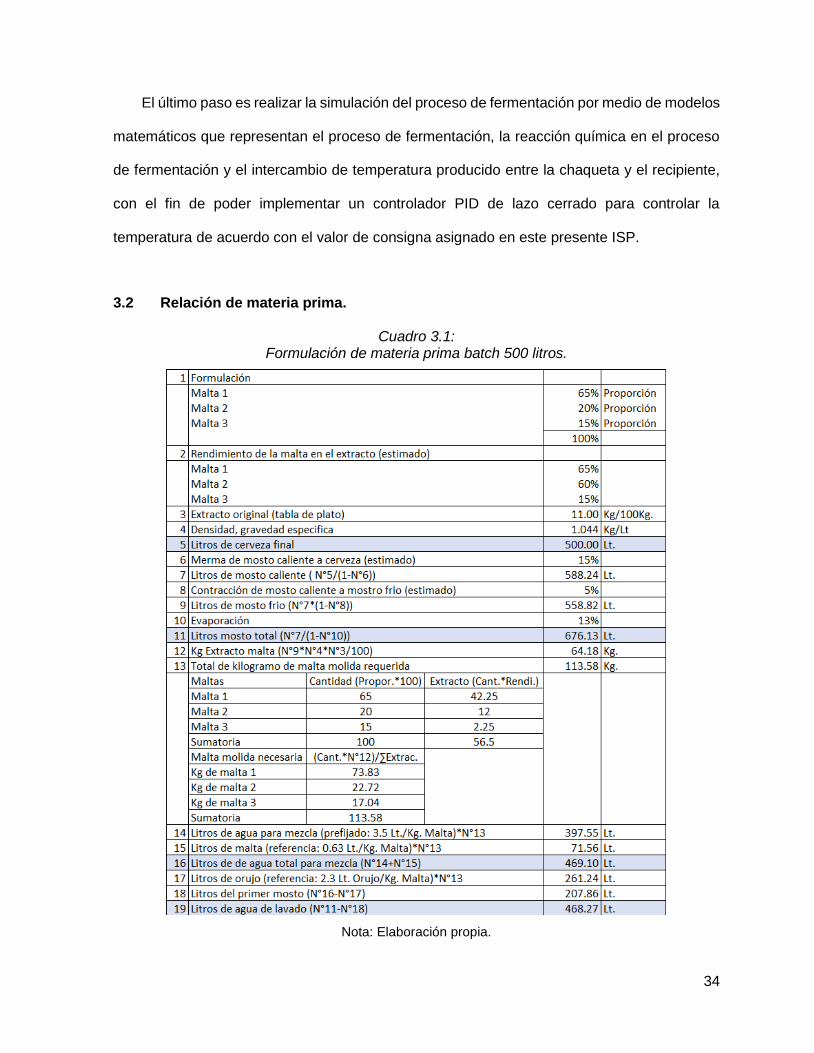
3.1 Descripción del desarrollo de la solución.
Para realizar el diseño mecánico y sus cálculos, es necesario tener en cuenta el volumen real
de producción batch de la cerveza en el proceso de fermentación. Es por ello, que se
implementa una tabla (ver Tabla 2) de relación de materia prima de un proceso de elaboración
de 500 litros de cerveza artesanal empleando tres variedades de malta con una relación de
porcentaje de utilización de 65%, 20% y 15% como ejemplo, dicha tabla se obtuvo como
información de un maestro cervecero. Con la relación de materia prima obtenida se procede a
calcular el requerimiento volumétrico del recipiente por medio de la Tabla 3, este dato nos sirve
para saber la dimensión real del recipiente.
El siguiente paso es, el de calcular el espesor óptimo de cada parte del recipiente (tapa,
virola y fondo) de acuerdo con el código ASME, sección VIII, división 1 y realizar el dibujo
técnico en AutoCAD indicando las mediciones obtenidas en el desarrollo. Los planos
realizados se encuentran en el Anexo A.1, A.2, A.3 y A.4 en tamaño de hoja A2.
34
El último paso es realizar la simulación del proceso de fermentación por medio de modelos
matemáticos que representan el proceso de fermentación, la reacción química en el proceso
de fermentación y el intercambio de temperatura producido entre la chaqueta y el recipiente,
con el fin de poder implementar un controlador PID de lazo cerrado para controlar la
temperatura de acuerdo con el valor de consigna asignado en este presente ISP.
3.2 Relación de materia prima.
Cuadro 3.1: Formulación de materia prima batch 500 litros.
Nota: Elaboración propia.
35
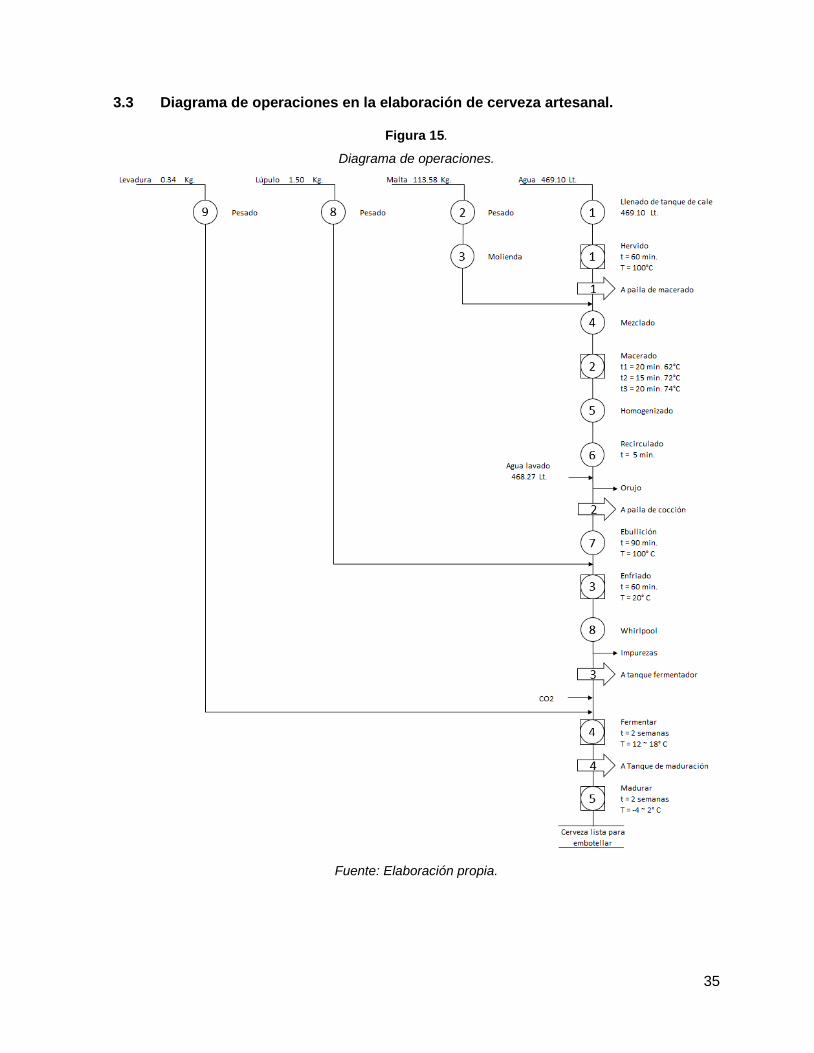
3.3 Diagrama de operaciones en la elaboración de cerveza artesanal.
Figura 15.
Diagrama de operaciones.
Fuente: Elaboración propia.
36
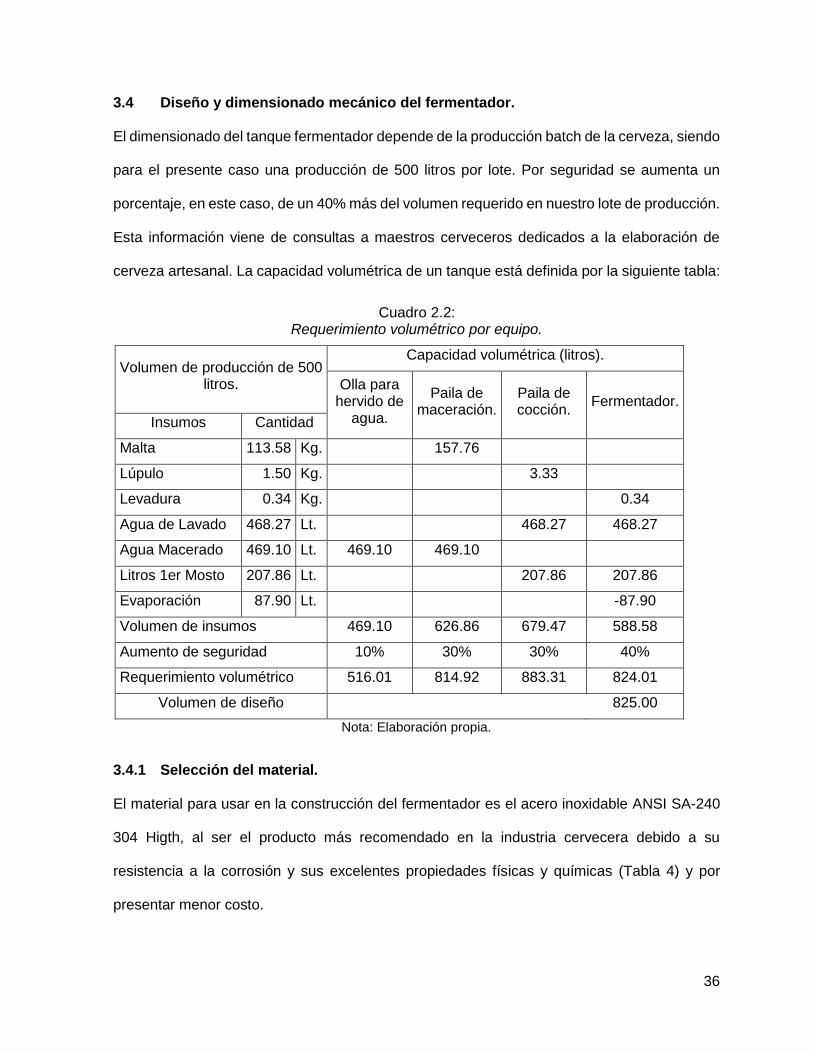
3.4 Diseño y dimensionado mecánico del fermentador.
El dimensionado del tanque fermentador depende de la producción batch de la cerveza, siendo
para el presente caso una producción de 500 litros por lote. Por seguridad se aumenta un
porcentaje, en este caso, de un 40% más del volumen requerido en nuestro lote de producción.
Esta información viene de consultas a maestros cerveceros dedicados a la elaboración de
cerveza artesanal. La capacidad volumétrica de un tanque está definida por la siguiente tabla:
Cuadro 2.2: Requerimiento volumétrico por equipo.
Volumen de producción de 500 litros.
Capacidad volumétrica (litros).
Olla para hervido de
agua.
Paila de maceración.
Paila de cocción.
Fermentador.
Insumos Cantidad
Malta 113.58 Kg.
157.76
Lúpulo 1.50 Kg. 3.33
Levadura 0.34 Kg. 0.34
Agua de Lavado 468.27 Lt. 468.27 468.27
Agua Macerado 469.10 Lt. 469.10 469.10
Litros 1er Mosto 207.86 Lt. 207.86 207.86
Evaporación 87.90 Lt. -87.90
Volumen de insumos 469.10 626.86 679.47 588.58
Aumento de seguridad 10% 30% 30% 40%
Requerimiento volumétrico 516.01 814.92 883.31 824.01
Volumen de diseño 825.00
Nota: Elaboración propia.
3.4.1 Selección del material.
El material para usar en la construcción del fermentador es el acero inoxidable ANSI SA-240
304 Higth, al ser el producto más recomendado en la industria cervecera debido a su
resistencia a la corrosión y sus excelentes propiedades físicas y químicas (Tabla 4) y por
presentar menor costo.
37
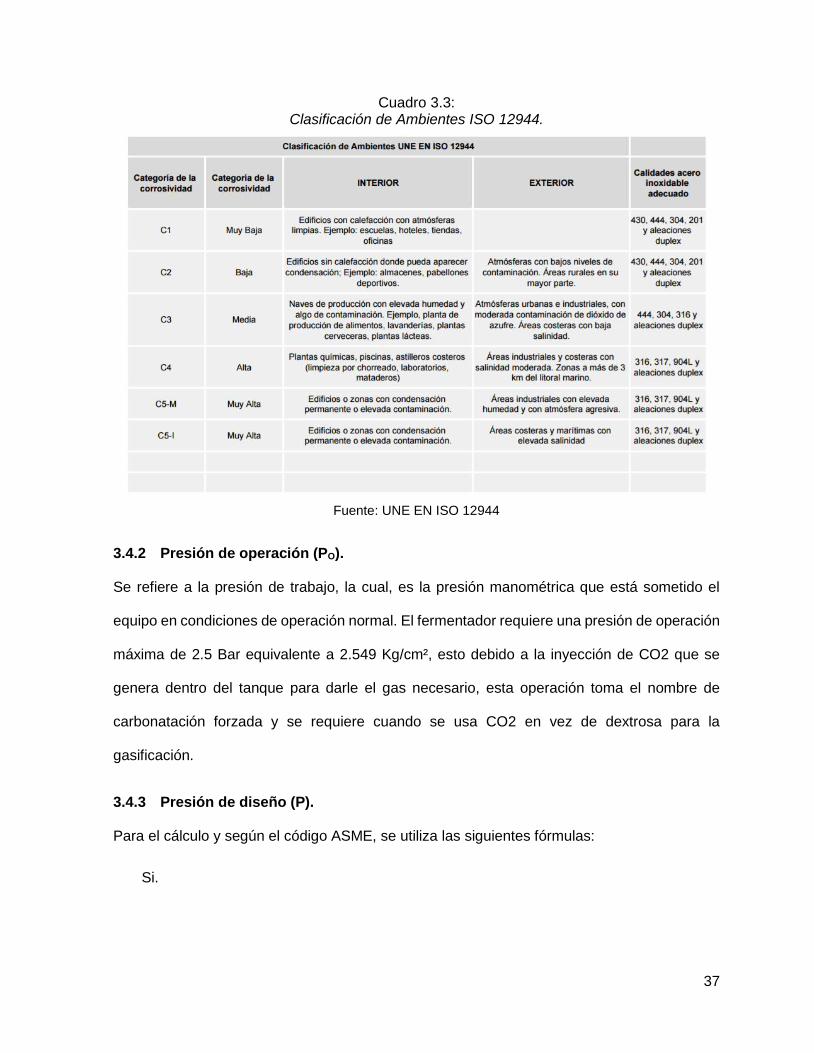
Cuadro 3.3: Clasificación de Ambientes ISO 12944.
Fuente: UNE EN ISO 12944
3.4.2 Presión de operación (PO).
Se refiere a la presión de trabajo, la cual, es la presión manométrica que está sometido el
equipo en condiciones de operación normal. El fermentador requiere una presión de operación
máxima de 2.5 Bar equivalente a 2.549 Kg/cm², esto debido a la inyección de CO2 que se
genera dentro del tanque para darle el gas necesario, esta operación toma el nombre de
carbonatación forzada y se requiere cuando se usa CO2 en vez de dextrosa para la
gasificación.
3.4.3 Presión de diseño (P).
Para el cálculo y según el código ASME, se utiliza las siguientes fórmulas:
Si.

38
𝑃𝑂 > 21.09𝐾𝑔
𝑐𝑚2, 𝑒𝑛𝑡𝑜𝑛𝑐𝑒𝑠 𝑃 = 1.1 ∗ 𝑃𝑂 (3.1)
Si.
𝑃𝑂 ≤ 21.09𝐾𝑔
𝑐𝑚2, 𝑒𝑛𝑡𝑜𝑛𝑐𝑒𝑠 𝑃 = 𝑃𝑂 + 2.109
𝐾𝑔
𝑐𝑚2 (3.2)
Siendo nuestra presión de operación 2.549 Kg/ cm², reemplazamos en la fórmula (3.2):
𝑃𝑂 = 2.549𝐾𝑔
𝑐𝑚2+ 2.109
𝐾𝑔
𝑐𝑚2 (3.3)
𝑃𝑂 = 4.66𝐾𝑔
𝑐𝑚2 (3.4)
3.4.4 Temperatura de trabajo.
El fermentador trabaja a bajas temperaturas dependiendo del tipo de cerveza a producir,
variando entre un 6 a 22°C, por efecto de diseño se tomará como temperatura de trabajo un
valor de 100°C.
3.4.5 Forma del tanque.
Se opta por un tanque cilíndrico-cónico debido a las siguientes ventajas y a lo demostrado por
el diseño de Leopold Nathan.
Reducción del costo de capital entre un 25 – 35 %.
Reducción del costo de operación entre un 50 – 35 %.
Disminución de la pérdida del producto.
Aumento de la utilización del tanque.
Reducción de pérdidas de sustancias amargas.
39
Menor espacio requerido.
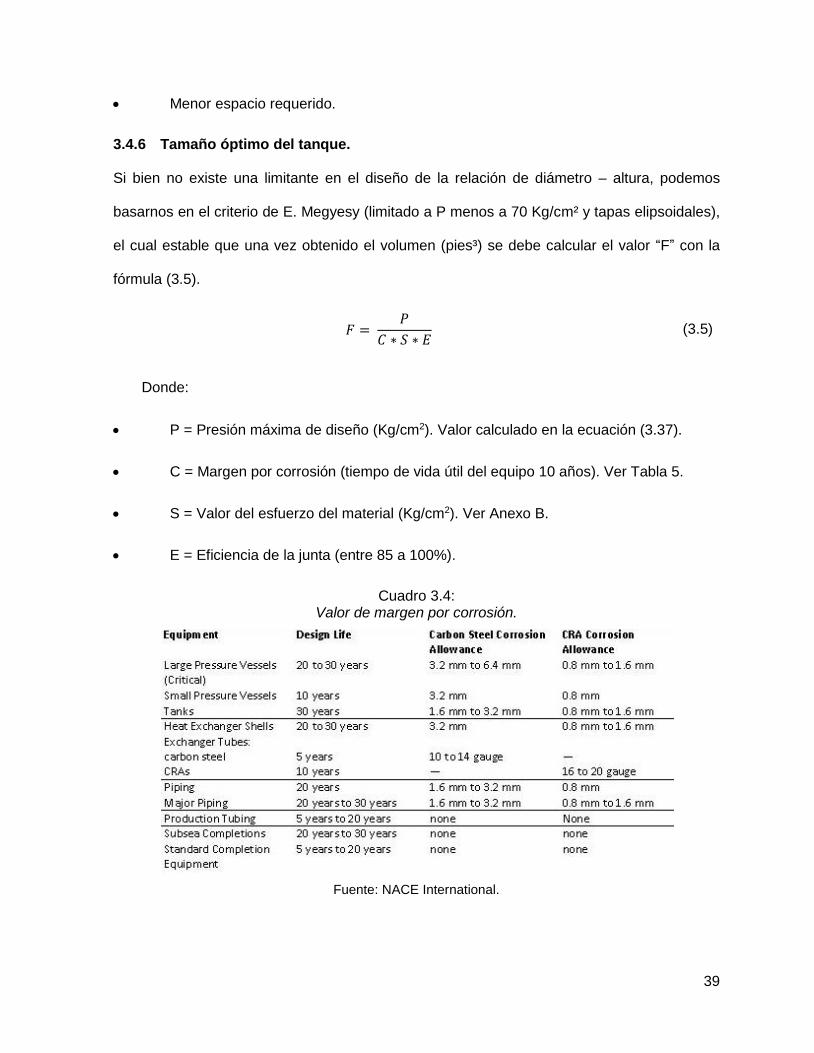
3.4.6 Tamaño óptimo del tanque.
Si bien no existe una limitante en el diseño de la relación de diámetro – altura, podemos
basarnos en el criterio de E. Megyesy (limitado a P menos a 70 Kg/cm² y tapas elipsoidales),
el cual estable que una vez obtenido el volumen (pies³) se debe calcular el valor “F” con la
fórmula (3.5).
𝐹 = 𝑃
𝐶 ∗ 𝑆 ∗ 𝐸 (3.5)
Donde:
P = Presión máxima de diseño (Kg/cm2). Valor calculado en la ecuación (3.37).
C = Margen por corrosión (tiempo de vida útil del equipo 10 años). Ver Tabla 5.
S = Valor del esfuerzo del material (Kg/cm2). Ver Anexo B.
E = Eficiencia de la junta (entre 85 a 100%).
Cuadro 3.4: Valor de margen por corrosión.
Fuente: NACE International.
40
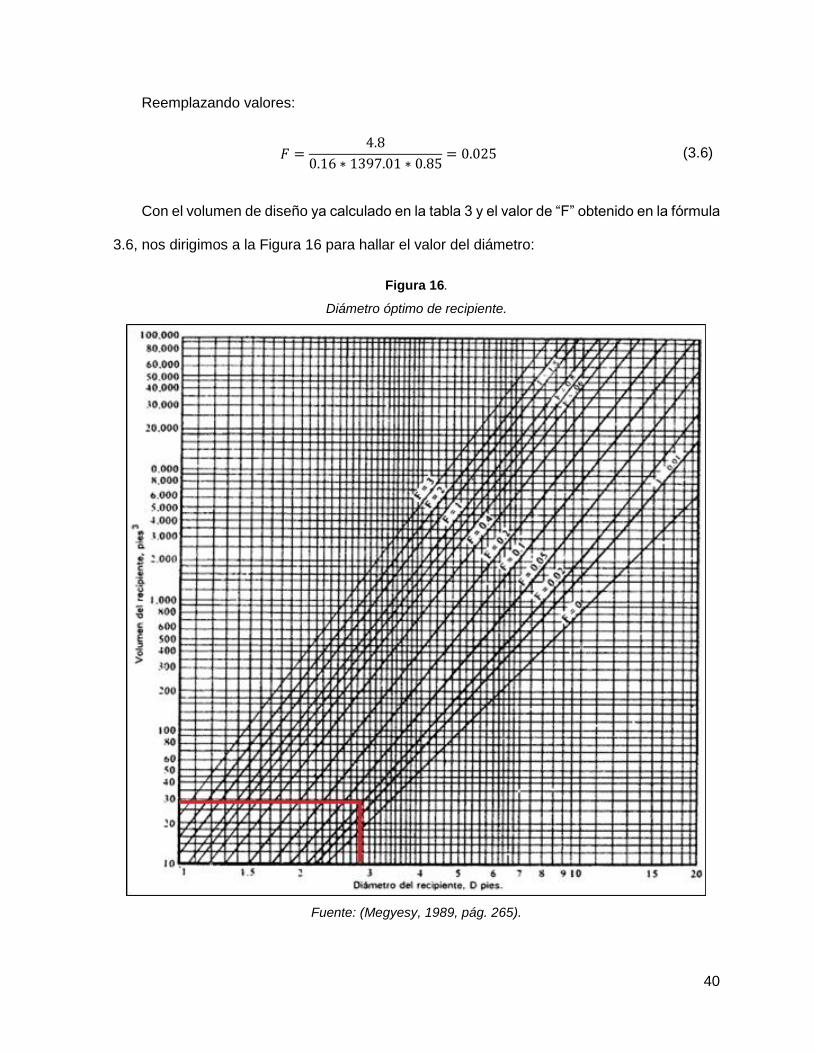
Reemplazando valores:
𝐹 =4.8
0.16 ∗ 1397.01 ∗ 0.85= 0.025 (3.6)
Con el volumen de diseño ya calculado en la tabla 3 y el valor de “F” obtenido en la fórmula
3.6, nos dirigimos a la Figura 16 para hallar el valor del diámetro:
Figura 16.
Diámetro óptimo de recipiente.
Fuente: (Megyesy, 1989, pág. 265).

41
Donde obtenemos el diámetro aproximado de 2.88 pies equivalente a 0.88 metros. De
acuerdo con la siguiente fórmula obtenemos el valor de la longitud:
𝐿 = 4 ∗ 𝑉𝑡
𝜋 ∗ 𝐷² (3.7)
Donde:
Vt = Volumen total (m3).
D = Diámetro interno del cilindro (m).
Debido a que el fermentador consta de tres partes (tapa, virola y fondo) el cual sólo dos
(virola y fondo) contienen el volumen del líquido, se tiene que hallar el volumen de la base
(fondo toricónico), de acuerdo con la siguiente fórmula.
𝑉𝑓𝑜𝑛𝑑𝑜 =𝜋 ∗ 𝐷2 ∗ 𝑆𝐹
4+
𝐷 ∗ (𝐷2 + 𝑑2 + 4 ∗ 𝐷 ∗ 𝑑) ∗ √3 ∗ (𝐷 − 𝑑)
24 (3.8)
Donde:
D = Diámetro interior mayor del fondo toricónico (m).
d = Diámetro interior menor del fondo toricónico (m).
SF = Factor de seguridad (m).
Reemplazando valores en 3.8, se tiene que:
𝑉𝑓𝑜𝑛𝑑𝑜 = 0.186 𝑚3 (3.9)
Como:
𝑉𝑡𝑜𝑡𝑎𝑙 = 𝑉𝑣𝑖𝑟𝑜𝑙𝑎 + 𝑉𝑓𝑜𝑛𝑑𝑜 (3.10)
42
Entonces:
𝑉𝑣𝑖𝑟𝑜𝑙𝑎 = 𝑉𝑡𝑜𝑡𝑎𝑙 − 𝑉𝑓𝑜𝑛𝑑𝑜 = 0.589 𝑚3 (3.11)
Reemplazando valores en 3.7:
𝐿 =4 ∗ 0.589
𝜋 ∗ 0.8802= 1.05 𝑚 (3.12)
Por efecto de diseño de se aumentará 0.09 m a “L”, para la colocación del tubo de entrada
del producto, en la parte superior de la virola:
“L” del Fermentador = 1.14 m.
3.4.7 Cálculo de espesores del fermentador según código ASME.
3.4.7.1 Cálculo de espesores de tapa superior.
Según el código ASME, UG-32:
𝑡 =𝑃 ∗ 𝐿 ∗ 𝑀
2 ∗ 𝑆 ∗ 𝐸 − 0.2 ∗ 𝑃+ 𝐶𝑜𝑟𝑟𝑜𝑠𝑖ó𝑛 (3.13)
Y
𝑀 =1
4(3 + √
𝐿
𝑟) (3.14)
Siendo:
t = Espesor mínimo requerido de la virola (mm).
P = Presión de diseño interna (Kg/cm2).
L = Radio interior mayor de la tapa (mm), igual a Di.
r = Knuckle radius. Mayor o igual a 0.1*L.
43
S = Tensión máxima admisible, SA-240 304 @ 100°C.
E = Eficiencia de la junta (entre 85 a 100%).
Ps = Presión estática del líquido.
Hallamos “M”, con la siguiente fórmula:
𝑀 =1
4(3 + √
880
88) (3.15)
𝑀 = 1.5406 (3.16)
Diseño de espesor para presión interna. Apéndice 1-4 (d)
𝑡 =4.66 ∗ 880 ∗ 1.5406
2 ∗ 1397.01 ∗ 0.85 − 0.2 ∗ 4.66+ 0.16 (3.17)
𝑡 ≈ 2.82 𝑚𝑚 (3.18)
Se opta por el valor comercial mayor a 2.82 mm., el cual es de 3.0 mm.
Calculo por presión externa (Vacío) UG-33:
𝐴 =0.125
(𝑅𝑜/𝑡) (3.19)
Donde:
t = Espesor mínimo requerido (mm).
Ro = Radio exterior de la corona mayor (L + t) (mm).
𝐴 =0.125
(883/3) (3.20)
44
𝐴 = 0.00042 (3.21)
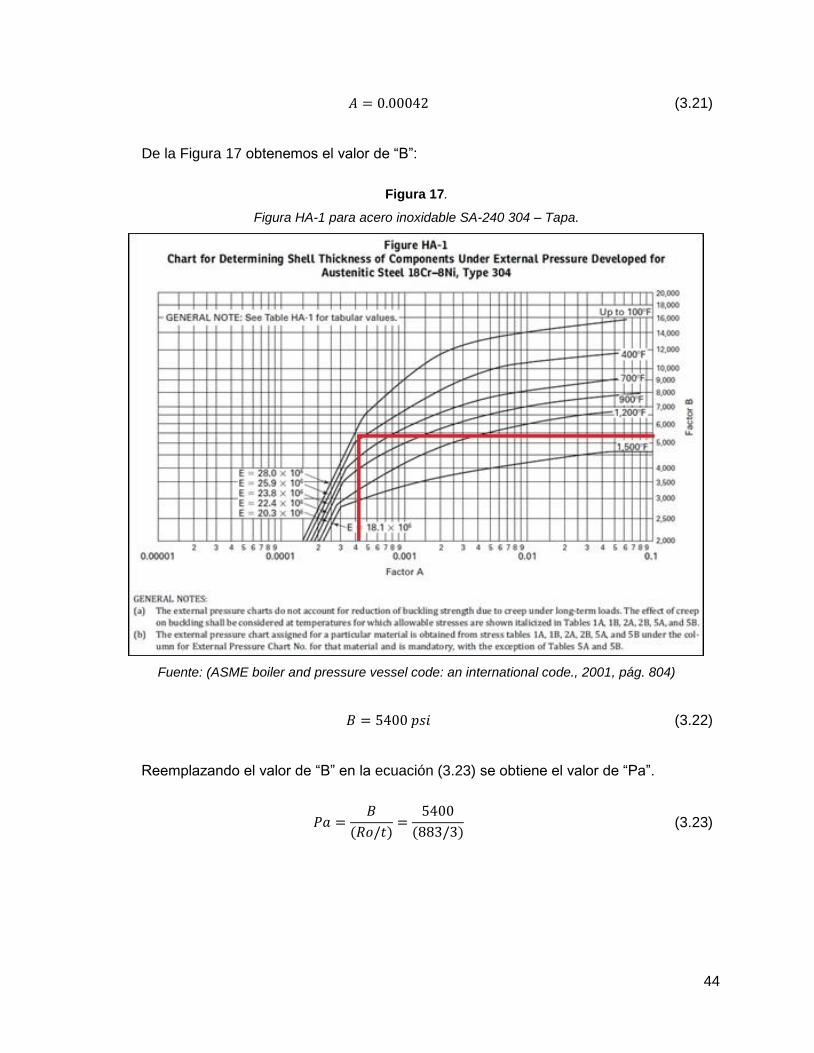
De la Figura 17 obtenemos el valor de “B”:
Figura 17.
Figura HA-1 para acero inoxidable SA-240 304 – Tapa.
Fuente: (ASME boiler and pressure vessel code: an international code., 2001, pág. 804)
𝐵 = 5400 𝑝𝑠𝑖 (3.22)
Reemplazando el valor de “B” en la ecuación (3.23) se obtiene el valor de “Pa”.
𝑃𝑎 =𝐵
(𝑅𝑜/𝑡)=
5400
(883/3) (3.23)
45
𝑃𝑎 = 18.35 𝑝𝑠𝑖 ≈ 1.29𝐾𝑔
𝑐𝑚2 (3.24)
El valor hallado en (3.24) es mayor que la presión atmosférica (1.03 kg/cm²), verificamos
que con un espesor de 3 mm. se puede soportar un vacío total.
Presión interna máxima de trabajo permitida @ 100°C. Apéndice 1-4 (d)
𝑃𝑚 =2 ∗ 𝑆 ∗ 𝐸 ∗ 𝑡
𝐿 ∗ 𝑀 + 0.2 ∗ 𝑡− 𝑃ℎ (3.25)
Donde:
Ph = Presión hidrostática (Kg/cm²). La tapa no presenta presión hidrostática.
Reemplazando valores:
𝑃𝑚 =2 ∗ 1397.01 ∗ 0.85 ∗ 3
880 ∗ 1.54 + 0.2 ∗ 3− 0 (3.26)
𝑃𝑚 = 5.25𝐾𝑔
𝑐𝑚2 (3.27)
Presión interna máxima permitida @ 21°C. Apéndice 1-4 (d)
𝑃𝑚 =2 ∗ 𝑆 ∗ 𝐸 ∗ 𝑡
𝐿 ∗ 𝑀 + 0.2 ∗ 𝑡− 𝑃ℎ (3.28)
Reemplazando valores:
𝑃𝑚 =2 ∗ 1406.14 ∗ 0.85 ∗ 3.175
880 ∗ 1.54 + 0.2 ∗ 3.175− 0 (3.29)
𝑃𝑚 = 5.29𝐾𝑔
𝑐𝑚2 (3.30)
Elongación mayor, UG-79
46
%𝐸𝑓𝑒 =75 ∗ 𝑡
𝑅𝑓∗ (1 −
𝑅𝑓
𝑅𝑜) (3.31)
Donde:
t = Espesor (mm).
Rf = Radio final (mm).
Ro = Radio inicial, igual a infinito (mm).
Reemplazando valores:
%𝐸𝑓𝑒 =75 ∗ 3
88∗ (1 −
88
∞) (3.32)
%𝐸𝑓𝑒 = 2.55 (3.33)
3.4.7.2 Cálculo espesor de virola.
Como la virola estará sometida a una presión del líquido (cerveza), a este resultado se le
adiciona la presión hidrostática del fluido por tratarse de un recipiente vertical. La altura total
del líquido en el recipiente con un volumen de 588.58 litros (volumen real. Ver Tabla 3) es de
aproximadamente 1378 mm.
𝑃ℎ = 𝜌 ∗ 𝑔 ∗ ℎ (3.34)
Donde:
ρ = Densidad del fluido (Kg/m³).
g = Gravedad (m/s²).
h = Profundidad (m).
47
𝑃ℎ = 1015 𝑘𝑔/𝑚³ ∗ 9.81 𝑚/𝑠² ∗ 1.378 𝑚 (3.35)
𝑃ℎ = 13724.114 𝑃𝑎 ≈ 0.14𝐾𝑔𝑓
𝑐𝑚2 (3.36)
Entonces, nuestra presión de diseño tiene el siguiente valor, el cual se halla sumando las
ecuaciones (3.4) y (3.36):
𝑃 = 4.66𝐾𝑔
𝑐𝑚2+ 0.14
𝐾𝑔
𝑐𝑚2= 4.8
𝐾𝑔
𝑐𝑚2 (3.37)
Según el código ASME, UG-27:
Tensión circunferencial.
Cuando:
𝑡 ≤𝑅
2 𝑜 𝑃 ≤ 0.385(𝑆)(𝐸) (3.38)
Donde:
t = Espesor mínimo requerido de la virola (mm).
P = Presión de diseño interna (Kg/cm2).
R = Radio interior (mm).
Entonces:
𝑡 =𝑃 ∗ 𝑅
𝑆 ∗ 𝐸 − 0.6 ∗ 𝑃+ 𝐶 (3.39)
Como lo enunciado en la fórmula (3.38) se cumple en nuestro caso, entonces se procede
a realizar el cálculo según la fórmula (3.39). Reemplazando valores, tenemos lo siguiente:
48
𝑡 =4.80 ∗ 440
1397.01 ∗ 0.85 − 0.6 ∗ 4.80+ 0.16 (3.40)
𝑡 = 1.94 𝑚𝑚. (3.41)
Se opta por el valor comercial mayor a 1.94 mm., el cual es de 3.0 mm.
Cálculo por presión externa (Vacío) UG-28
Cuando:
𝐷0
𝑡≥ 10 (3.42)
Donde, en nuestro caso, se cumple lo enunciado.
Entonces hallamos los valores de “L/D0” y “D0/t”, donde:
Do = Diámetro exterior de la virola (mm).
L = Longitud total (mm) de la virola.
𝐿
𝐷𝑜 =
1140
886= 1.29 (3.43)
𝐷𝑜
𝑡 =
886
3= 295.33 (3.44)
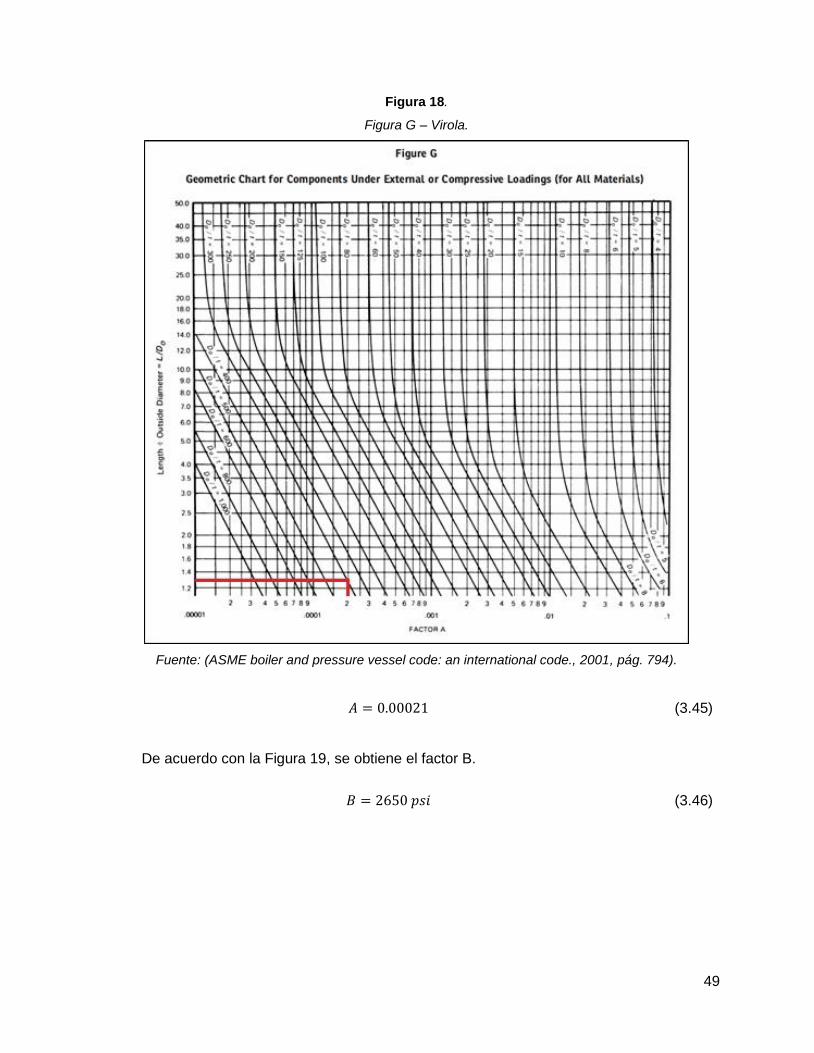
Según la Figura 18, se obtiene el factor A:
49
Figura 18.
Figura G – Virola.
Fuente: (ASME boiler and pressure vessel code: an international code., 2001, pág. 794).
𝐴 = 0.00021 (3.45)
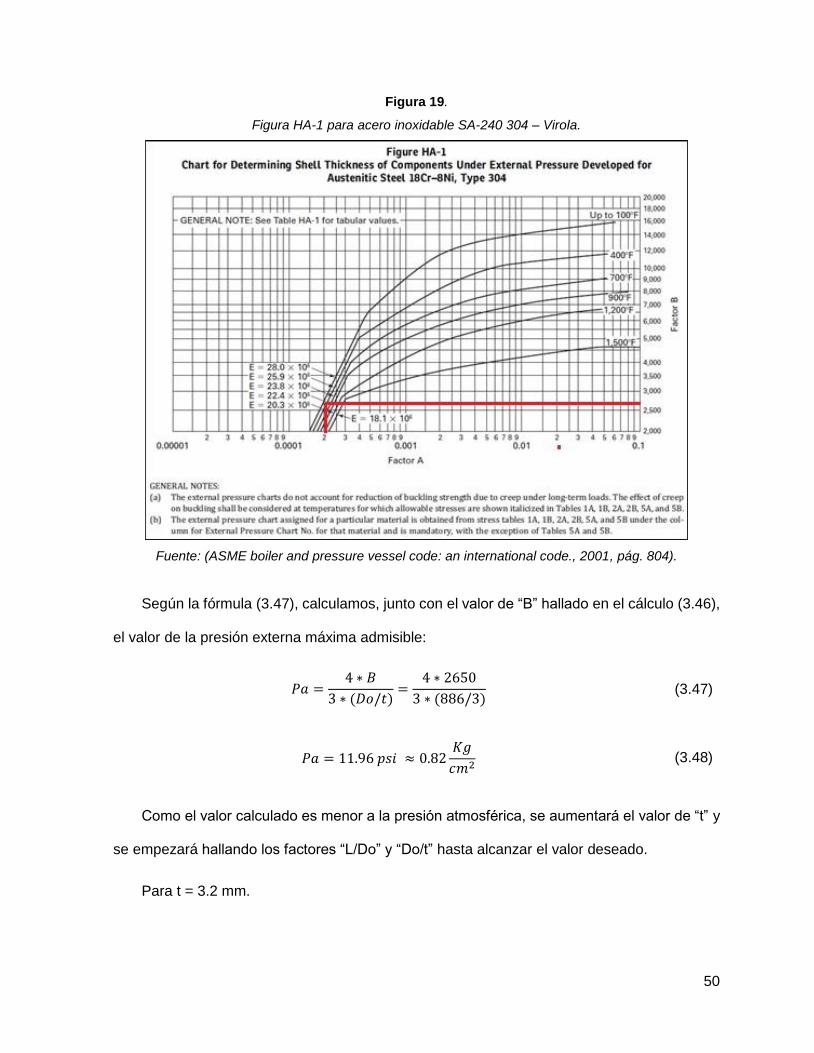
De acuerdo con la Figura 19, se obtiene el factor B.
𝐵 = 2650 𝑝𝑠𝑖 (3.46)
50
Figura 19.
Figura HA-1 para acero inoxidable SA-240 304 – Virola.
Fuente: (ASME boiler and pressure vessel code: an international code., 2001, pág. 804).
Según la fórmula (3.47), calculamos, junto con el valor de “B” hallado en el cálculo (3.46),
el valor de la presión externa máxima admisible:
𝑃𝑎 =4 ∗ 𝐵
3 ∗ (𝐷𝑜/𝑡)=
4 ∗ 2650
3 ∗ (886/3) (3.47)
𝑃𝑎 = 11.96 𝑝𝑠𝑖 ≈ 0.82𝐾𝑔
𝑐𝑚2 (3.48)
Como el valor calculado es menor a la presión atmosférica, se aumentará el valor de “t” y
se empezará hallando los factores “L/Do” y “Do/t” hasta alcanzar el valor deseado.
Para t = 3.2 mm.
51
𝑃𝑎 = 1.008𝐾𝑔
𝑐𝑚2 (3.49)
No cumple con el requisito.
Para t = 3.5 mm.
𝑃𝑎 = 1.25𝐾𝑔
𝑐𝑚2 (3.50)
El valor hallado en la ecuación (3.5) si cumple con el requisito. Entonces el valor deseado
es de 3.5 mm, siendo este un valor comercial.
Presión interna máxima de trabajo permitida @ 100°C. UG-27.
𝑃𝑚 =𝑆 ∗ 𝐸 ∗ 𝑡
𝑅 + 0.6 ∗ 𝑡− 𝑃ℎ (3.51)
Reemplazando valores:
𝑃𝑚 =1397.01 ∗ 0.85 ∗ 3.5
440 + 0.6 ∗ 3.5− 0.14 (3.52)
𝑃𝑚 = 9.26𝐾𝑔
𝑐𝑚2 (3.53)
Presión interna máxima permitida @ 21°C. Apéndice 1-4 (d).
𝑃𝑚 =𝑆 ∗ 𝐸 ∗ 𝑡
𝑅 + 0.6 ∗ 𝑡− 𝑃ℎ (3.54)
Reemplazando valores:
𝑃𝑚 =1406.14 ∗ 0.85 ∗ 3.5
440 + 0.6 ∗ 3.5− 0.14 (3.55)
52
𝑃𝑚 = 9.32𝐾𝑔
𝑐𝑚2 (3.56)
Elongación mayor, UG-79.
%𝐸𝑓𝑒 =50 ∗ 𝑡
𝑅𝑓∗ (1 −
𝑅𝑓
𝑅𝑜) (3.57)
Reemplazando valores:
%𝐸𝑓𝑒 =50 ∗ 3.5
88∗ (1 −
88
∞) (3.58)
%𝐸𝑓𝑒 = 1.99 (3.59)
3.4.7.3 Cálculo de espesor de tapa inferior.
Según el código ASME, UG-32:
𝑀 =1
4(3 + √
𝐿
𝑟) (3.60)
Donde:
r = Radio menor (mm).
L = Di/(2*cos(α)). El cálculo del coseno se debe realizar en radianes (mm).
Hallamos “L”
𝐿 =880
2 ∗ cos (30) (3.61)
𝐿 = 508.07 (3.62)
Teniendo el valor de “L”, calculamos el valor de “M”:
53
𝑀 =1
4(3 + √
508.07
54) (3.63)
𝑀 = 1.52 (3.64)
Diseño de espesor para presión interna. Apéndice 1-4 (d).
𝑡 =𝑃 ∗ 𝐿
𝑆 ∗ 𝐸 − 0.6 ∗ 𝑃+ 𝑐𝑜𝑟𝑟𝑜𝑠𝑖𝑜𝑛 (3.65)
Reemplazando valores:
𝑡 =4.80 ∗ 508.07
1397.01 ∗ 0.85 − 0.6 ∗ 4.80+ 0.16 (3.66)
𝑡 = 2.22 𝑚𝑚. (3.67)
Se opta por el valor comercial mayor a 2.22 mm., el cual es de 3.0 mm.
Calculo por presión externa (Vacío) UG-33.
Calcular “Le/Do” y “Do/te”
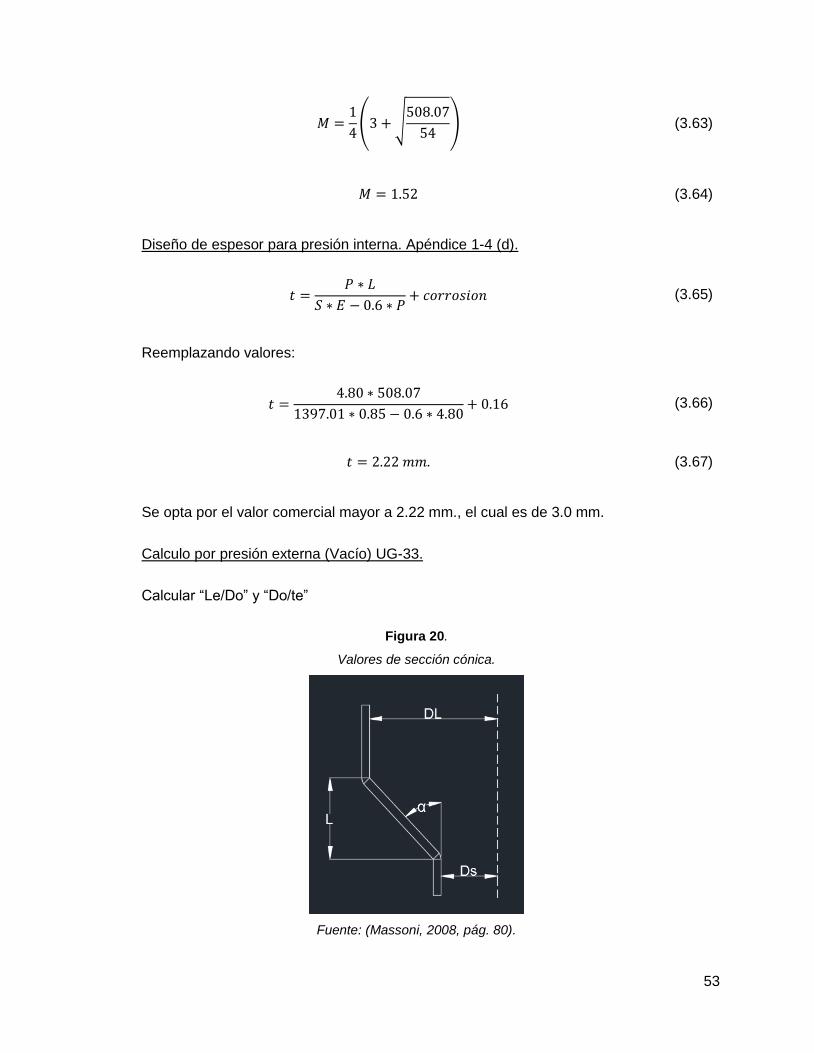
Figura 20.
Valores de sección cónica.
Fuente: (Massoni, 2008, pág. 80).
54
Donde:
L = Ver Figura 20.
Ds = Diámetro exterior del extremo estrecho del cono (mm).
DL = Diámetro exterior del extremo ancho del cono (mm).
te = Espesor efectivo del cono: t*cos(α) (mm).
Le = Longitud equivalente a la sección cónica: (L/2)*(1+Ds/DL) (mm).
α = Mitad del ángulo de abertura del cono.
Hallamos el valor de “Le”:
𝐿𝑒 = (732.58
2) ∗ (1 +
56.8
886) (3.68)
𝐿 = 389.77 (3.69)
Entonces:
𝐿𝑒
𝐷𝑜= 0.439 (3.70)
𝐷𝑜
𝑡𝑒= 341.02 (3.71)
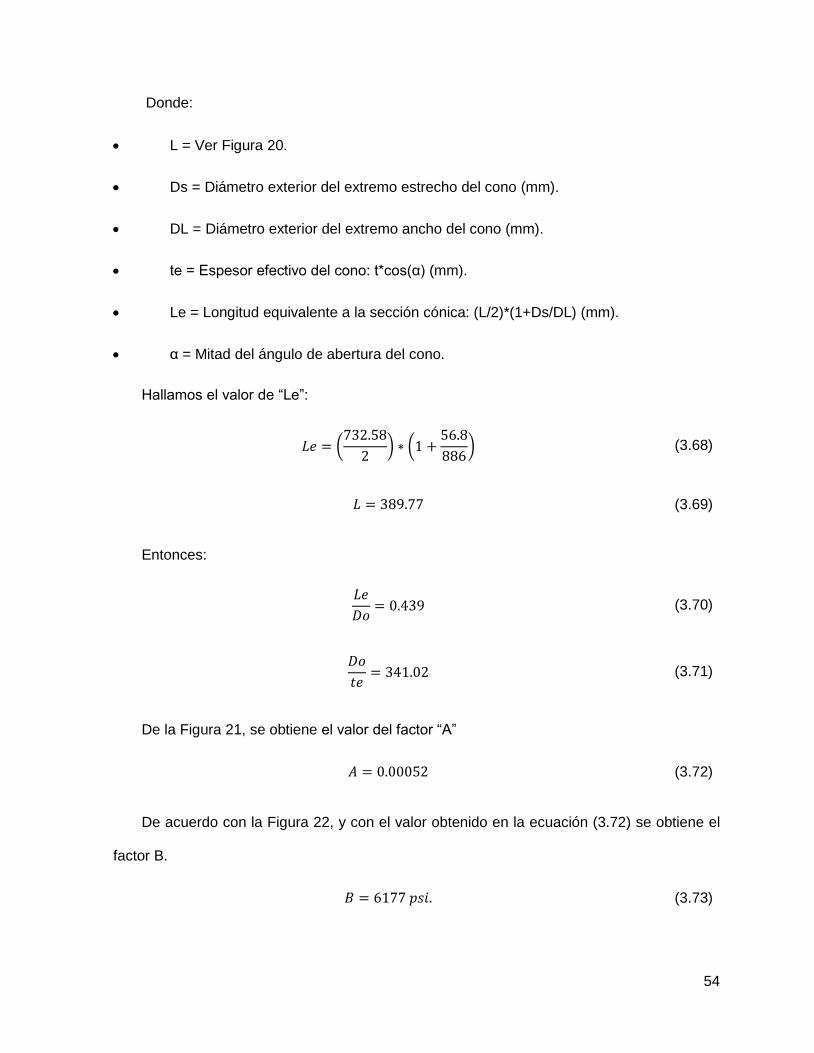
De la Figura 21, se obtiene el valor del factor “A”
𝐴 = 0.00052 (3.72)
De acuerdo con la Figura 22, y con el valor obtenido en la ecuación (3.72) se obtiene el
factor B.
𝐵 = 6177 𝑝𝑠𝑖. (3.73)
55
Entonces, según código ASME:
𝑃𝑎 =𝐵
(𝑅𝑜/𝑡)=
6177
(883/3) (3.74)
𝑃𝑎 = 22.246 𝑝𝑠𝑖 ≈ 1.56𝑘𝑔
𝑐𝑚2 (3.75)
El valor hallado en la ecuación (3.75), al ser mayor al atmosférico (1.03 kg/cm²), se verifica
que con un de espesor de 3 mm. el equipo puede soportar vacío total.
Figura 21.
Figura G – Fondo Cónico.
Fuente: (ASME boiler and pressure vessel code: an international code., 2001, pág. 795)
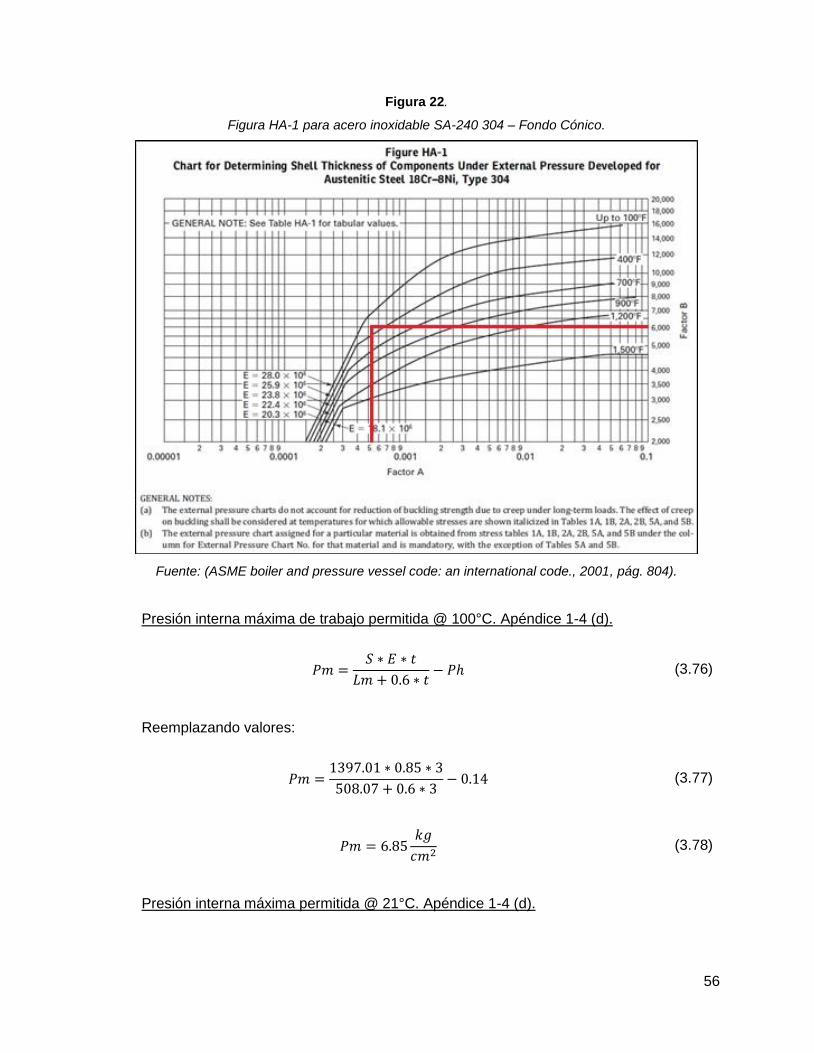
56
Figura 22.
Figura HA-1 para acero inoxidable SA-240 304 – Fondo Cónico.
Fuente: (ASME boiler and pressure vessel code: an international code., 2001, pág. 804).
Presión interna máxima de trabajo permitida @ 100°C. Apéndice 1-4 (d).
𝑃𝑚 =𝑆 ∗ 𝐸 ∗ 𝑡
𝐿𝑚 + 0.6 ∗ 𝑡− 𝑃ℎ (3.76)
Reemplazando valores:
𝑃𝑚 =1397.01 ∗ 0.85 ∗ 3
508.07 + 0.6 ∗ 3− 0.14 (3.77)
𝑃𝑚 = 6.85𝑘𝑔
𝑐𝑚2 (3.78)
Presión interna máxima permitida @ 21°C. Apéndice 1-4 (d).
57
𝑃𝑚 =𝑆 ∗ 𝐸 ∗ 𝑡
𝐿𝑚 + 0.6 ∗ 𝑡− 𝑃ℎ (3.79)
Reemplazando valores:
𝑃𝑚 =1406.14 ∗ 0.85 ∗ 3
508.07 + 0.6 ∗ 3− 0.11 (3.80)
𝑃𝑚 = 6.89𝑘𝑔
𝑐𝑚2 (3.81)
Presión máxima interna de trabajo.
La presión máxima de trabajo será la menor de todas las presiones halladas, la cual según
la fórmula (3.27) es:
𝑃𝑚𝑡 = 5.25𝑘𝑔
𝑐𝑚2 (3.82)
3.5 Enchaquetado.
El enchaquetado o encamisado se utiliza en recipientes que necesitan de frecuente limpieza,
siendo necesario en la industria de cervecería artesanal, al ser un producto de consumo
humano.
Para este informe se utiliza como modelo el enchaquetado tipo “Dimple” que, según su
definición, es una cascara externa fina unida al reactor por medio de puntos de soldadura
ubicados en forma cuadrada o triangular. Este tipo de chaqueta se caracteriza por la forma de
“hoyuelos” que tiene en toda el área de intercambio de calor, los cuales forman turbulencias
para el calentamiento o enfriamiento a medida que el líquido fluye por la chaqueta.

58
Figura 23.
Recipiente cilindro cónico con chaqueta tipo “Dimple”.
Fuente: Elaboración propia.
3.6 Material termoaislante.
Colcha termoaislante de lana de roca con armado metálico en ambas caras. Temperatura
máxima de servicio de 923 K (650° C). Densidad promedio de 144 Kg/m³. conductividad
térmica 0.054 Kcal-m/h-m²-°C a una temperatura promedio de 523 K (250 °C). Referencia:
ASTM C 592 Clase II.
Figura 24.
Material termoaislante en recipiente sometido a presión.
Fuente: Elaboración propia.
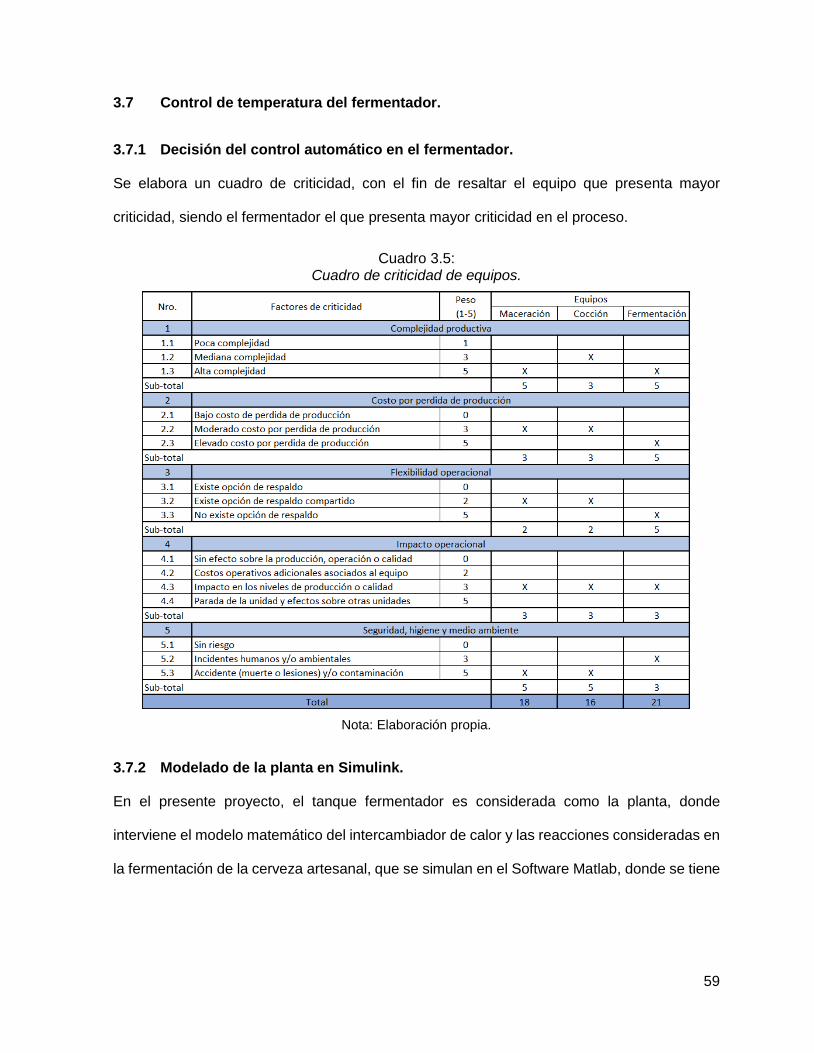
59
3.7 Control de temperatura del fermentador.
3.7.1 Decisión del control automático en el fermentador.
Se elabora un cuadro de criticidad, con el fin de resaltar el equipo que presenta mayor
criticidad, siendo el fermentador el que presenta mayor criticidad en el proceso.
Cuadro 3.5: Cuadro de criticidad de equipos.
Nota: Elaboración propia.
3.7.2 Modelado de la planta en Simulink.
En el presente proyecto, el tanque fermentador es considerada como la planta, donde
interviene el modelo matemático del intercambiador de calor y las reacciones consideradas en
la fermentación de la cerveza artesanal, que se simulan en el Software Matlab, donde se tiene
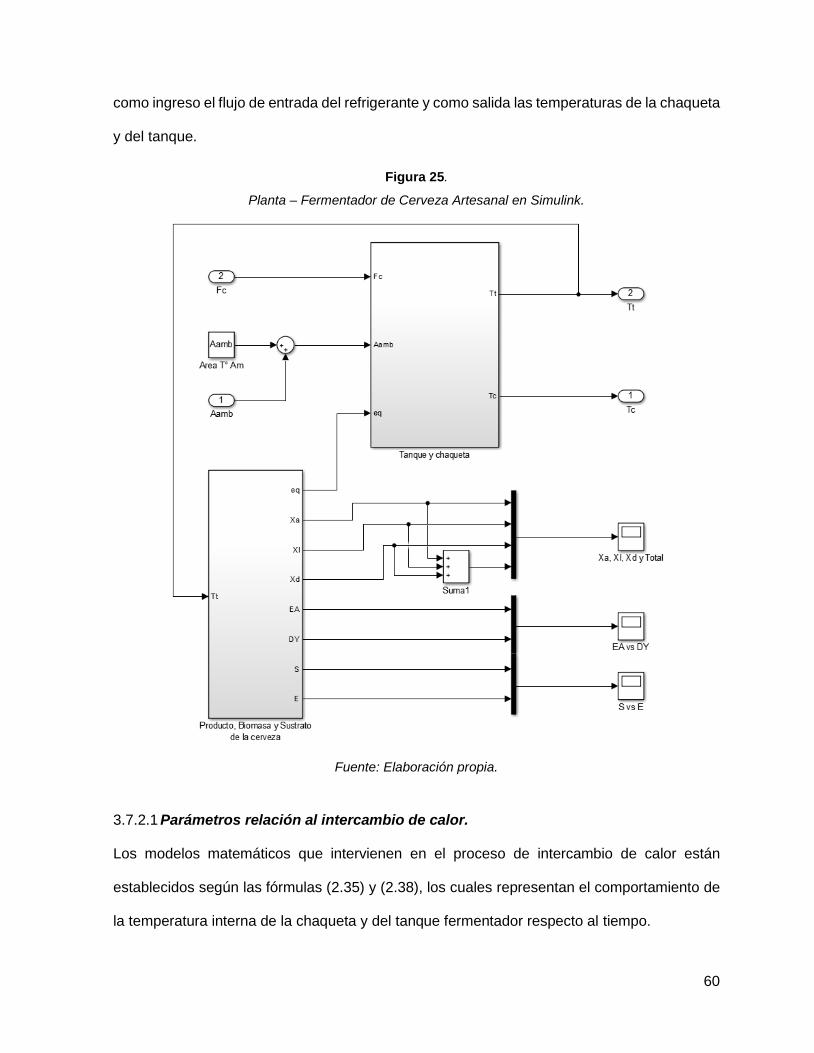
60
como ingreso el flujo de entrada del refrigerante y como salida las temperaturas de la chaqueta
y del tanque.
Figura 25.
Planta – Fermentador de Cerveza Artesanal en Simulink.
Fuente: Elaboración propia.
3.7.2.1 Parámetros relación al intercambio de calor.
Los modelos matemáticos que intervienen en el proceso de intercambio de calor están
establecidos según las fórmulas (2.35) y (2.38), los cuales representan el comportamiento de
la temperatura interna de la chaqueta y del tanque fermentador respecto al tiempo.
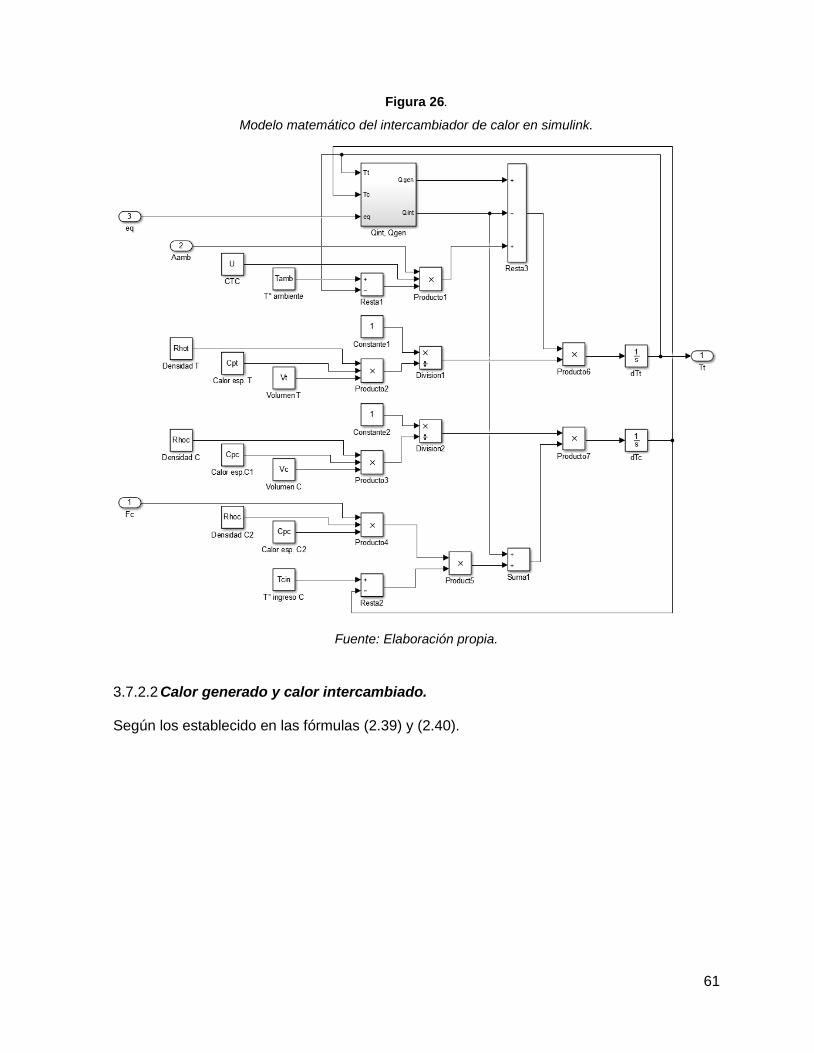
61
Figura 26.
Modelo matemático del intercambiador de calor en simulink.
Fuente: Elaboración propia.
3.7.2.2 Calor generado y calor intercambiado.
Según los establecido en las fórmulas (2.39) y (2.40).
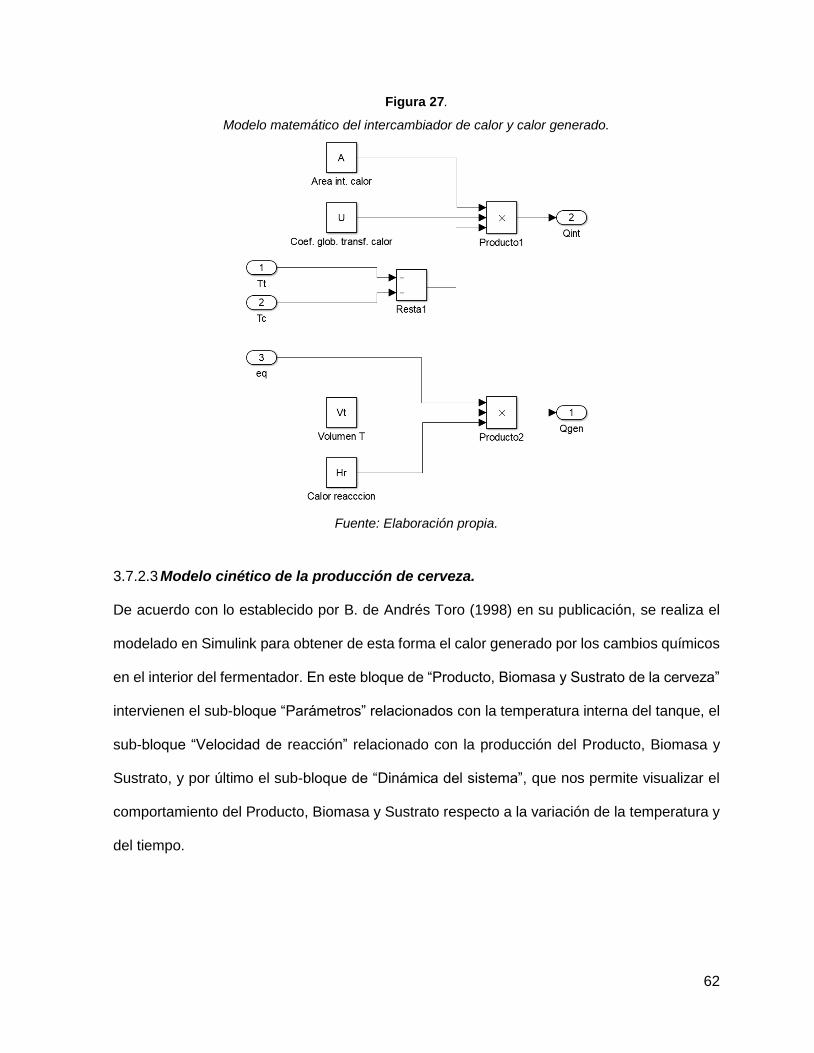
62
Figura 27.
Modelo matemático del intercambiador de calor y calor generado.
Fuente: Elaboración propia.
3.7.2.3 Modelo cinético de la producción de cerveza.
De acuerdo con lo establecido por B. de Andrés Toro (1998) en su publicación, se realiza el
modelado en Simulink para obtener de esta forma el calor generado por los cambios químicos
en el interior del fermentador. En este bloque de “Producto, Biomasa y Sustrato de la cerveza”
intervienen el sub-bloque “Parámetros” relacionados con la temperatura interna del tanque, el
sub-bloque “Velocidad de reacción” relacionado con la producción del Producto, Biomasa y
Sustrato, y por último el sub-bloque de “Dinámica del sistema”, que nos permite visualizar el
comportamiento del Producto, Biomasa y Sustrato respecto a la variación de la temperatura y
del tiempo.
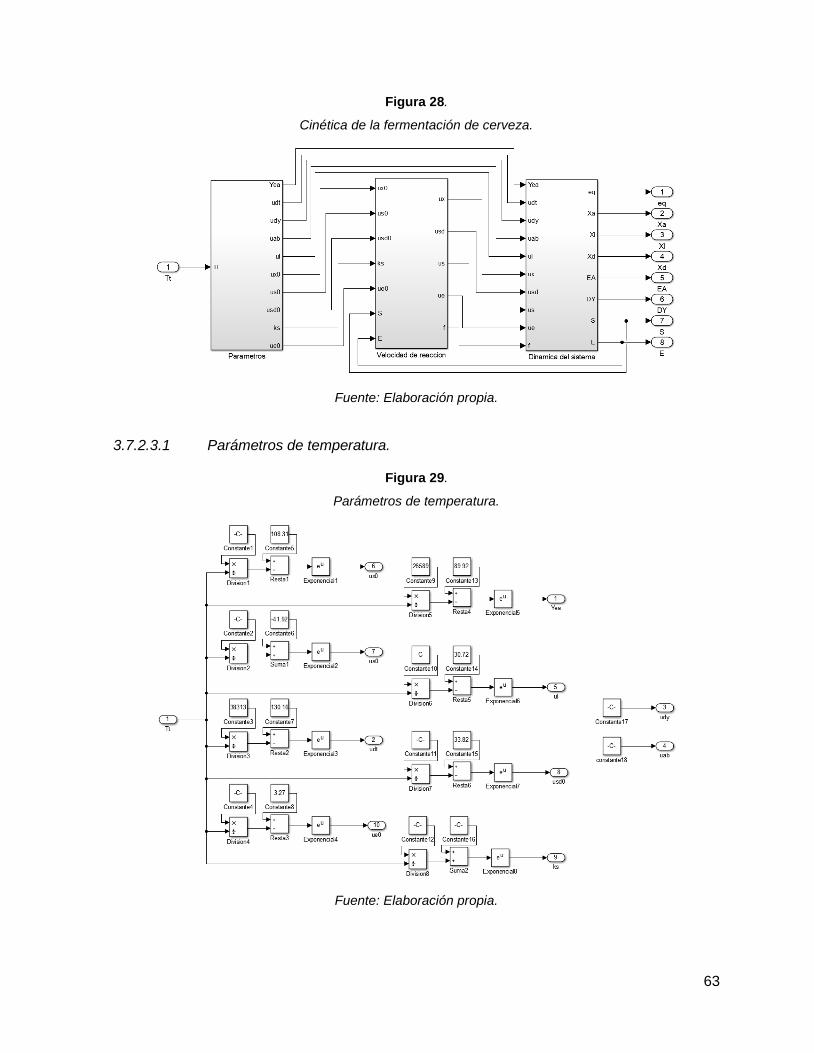
63
Figura 28.
Cinética de la fermentación de cerveza.
Fuente: Elaboración propia.
3.7.2.3.1 Parámetros de temperatura.
Figura 29.
Parámetros de temperatura.
Fuente: Elaboración propia.
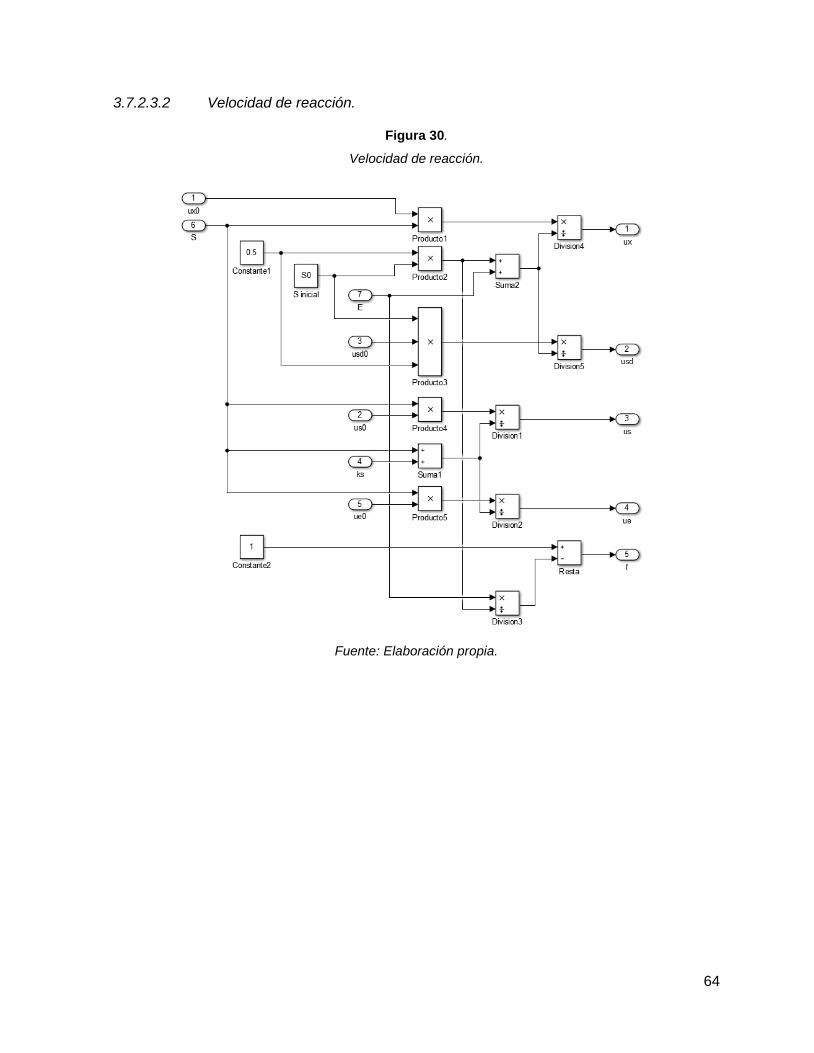
64
3.7.2.3.2 Velocidad de reacción.
Figura 30.
Velocidad de reacción.
Fuente: Elaboración propia.
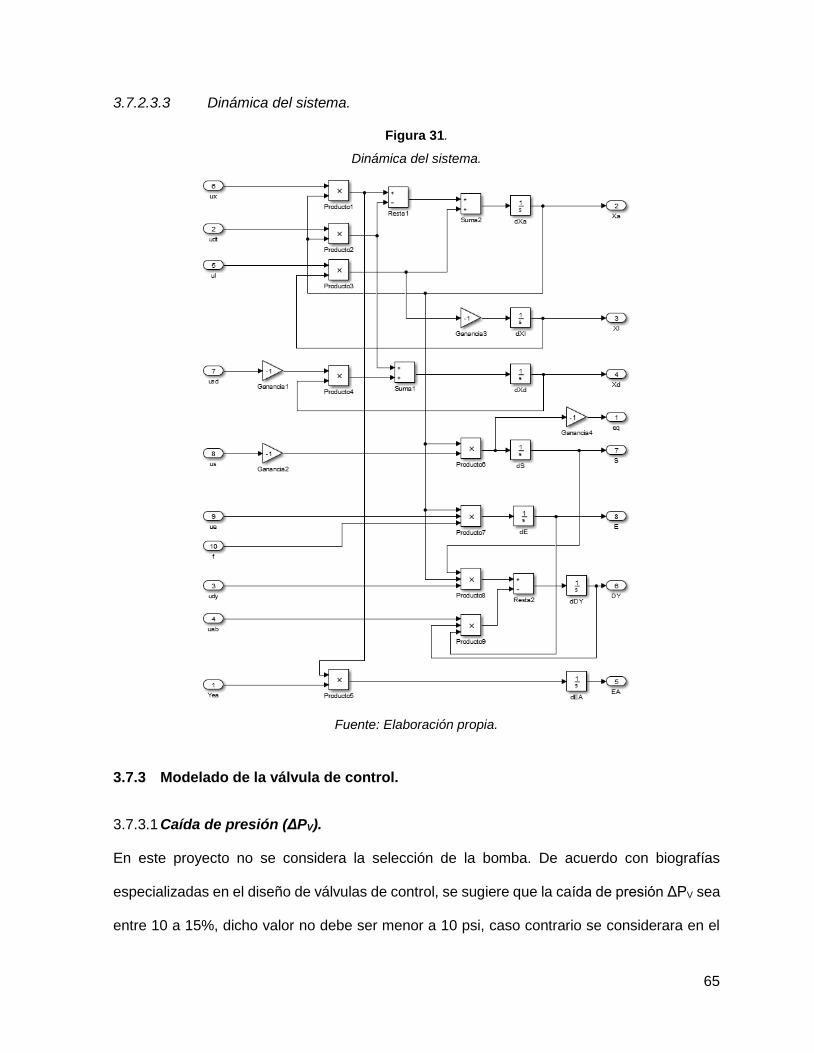
65
3.7.2.3.3 Dinámica del sistema.
Figura 31.
Dinámica del sistema.
Fuente: Elaboración propia.
3.7.3 Modelado de la válvula de control.
3.7.3.1 Caída de presión (ΔPV).
En este proyecto no se considera la selección de la bomba. De acuerdo con biografías
especializadas en el diseño de válvulas de control, se sugiere que la caída de presión ΔPV sea
entre 10 a 15%, dicho valor no debe ser menor a 10 psi, caso contrario se considerara en el
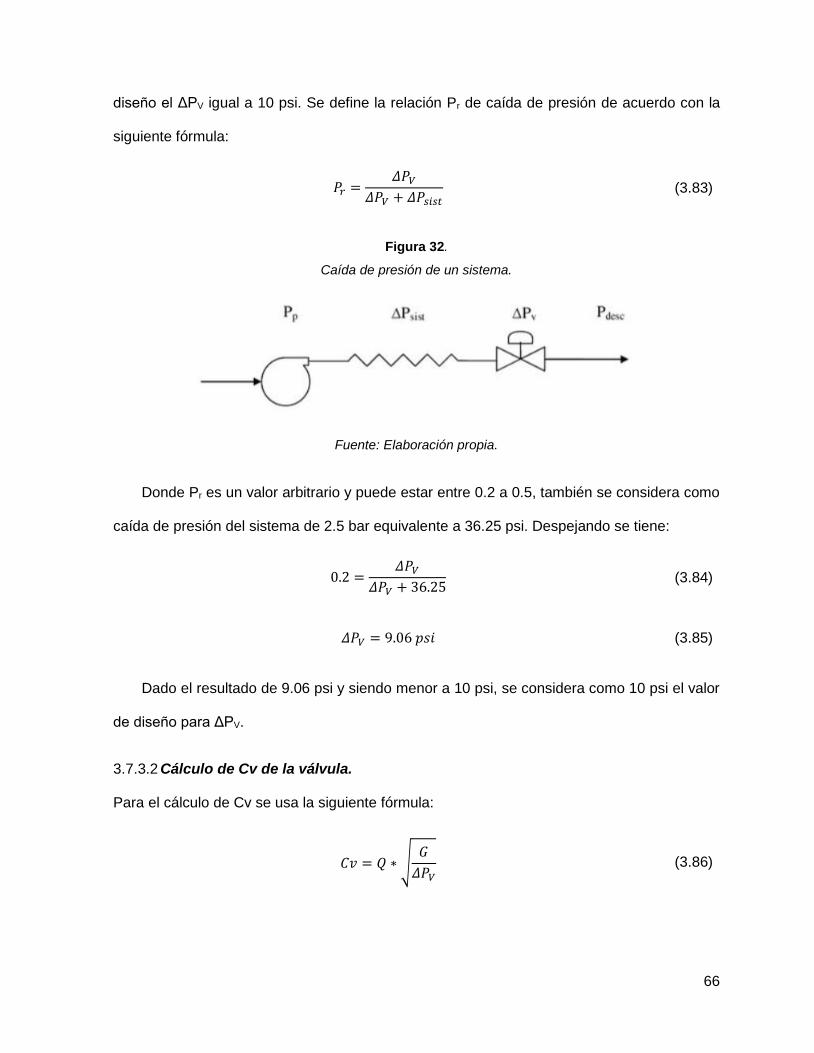
66
diseño el ΔPV igual a 10 psi. Se define la relación Pr de caída de presión de acuerdo con la
siguiente fórmula:
𝑃𝑟 =𝛥𝑃𝑉
𝛥𝑃𝑉 + 𝛥𝑃𝑠𝑖𝑠𝑡 (3.83)
Figura 32.
Caída de presión de un sistema.
Fuente: Elaboración propia.
Donde Pr es un valor arbitrario y puede estar entre 0.2 a 0.5, también se considera como
caída de presión del sistema de 2.5 bar equivalente a 36.25 psi. Despejando se tiene:
0.2 =𝛥𝑃𝑉
𝛥𝑃𝑉 + 36.25 (3.84)
𝛥𝑃𝑉 = 9.06 𝑝𝑠𝑖 (3.85)
Dado el resultado de 9.06 psi y siendo menor a 10 psi, se considera como 10 psi el valor
de diseño para ΔPV.
3.7.3.2 Cálculo de Cv de la válvula.
Para el cálculo de Cv se usa la siguiente fórmula:
𝐶𝑣 = 𝑄 ∗ √𝐺
𝛥𝑃𝑉 (3.86)
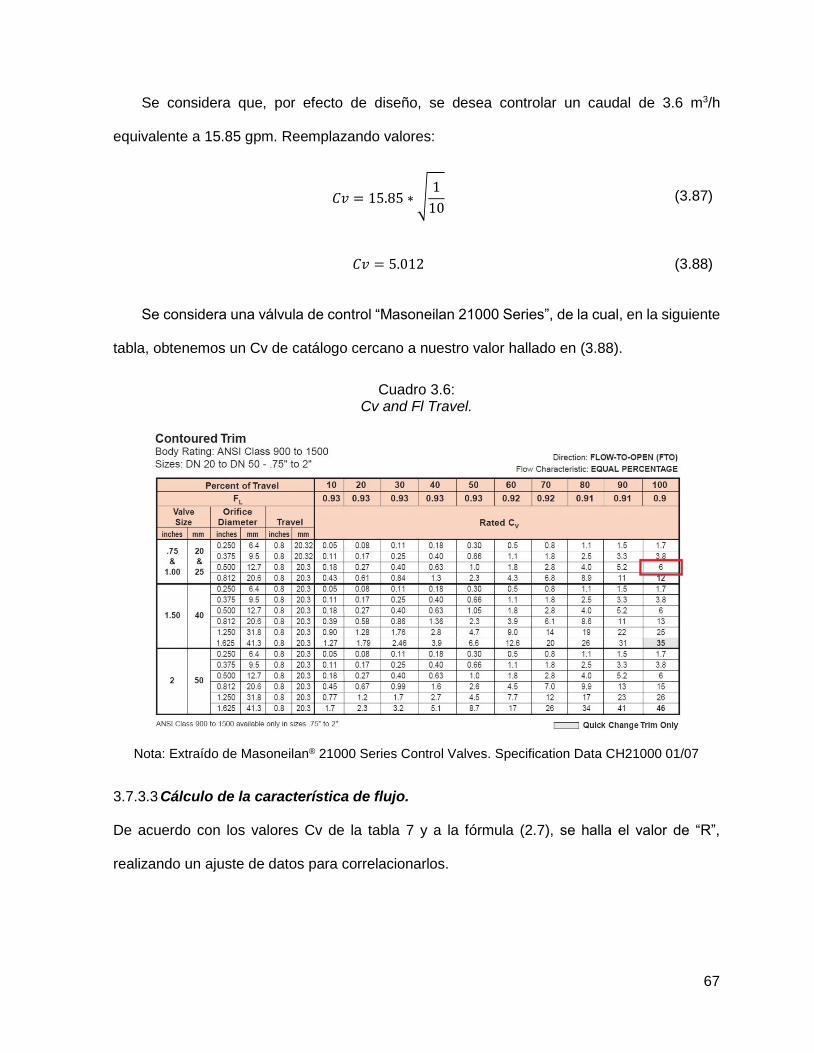
67
Se considera que, por efecto de diseño, se desea controlar un caudal de 3.6 m3/h
equivalente a 15.85 gpm. Reemplazando valores:
𝐶𝑣 = 15.85 ∗ √1
10 (3.87)
𝐶𝑣 = 5.012 (3.88)
Se considera una válvula de control “Masoneilan 21000 Series”, de la cual, en la siguiente
tabla, obtenemos un Cv de catálogo cercano a nuestro valor hallado en (3.88).
Cuadro 3.6: Cv and Fl Travel.
Nota: Extraído de Masoneilan® 21000 Series Control Valves. Specification Data CH21000 01/07
3.7.3.3 Cálculo de la característica de flujo.
De acuerdo con los valores Cv de la tabla 7 y a la fórmula (2.7), se halla el valor de “R”,
realizando un ajuste de datos para correlacionarlos.
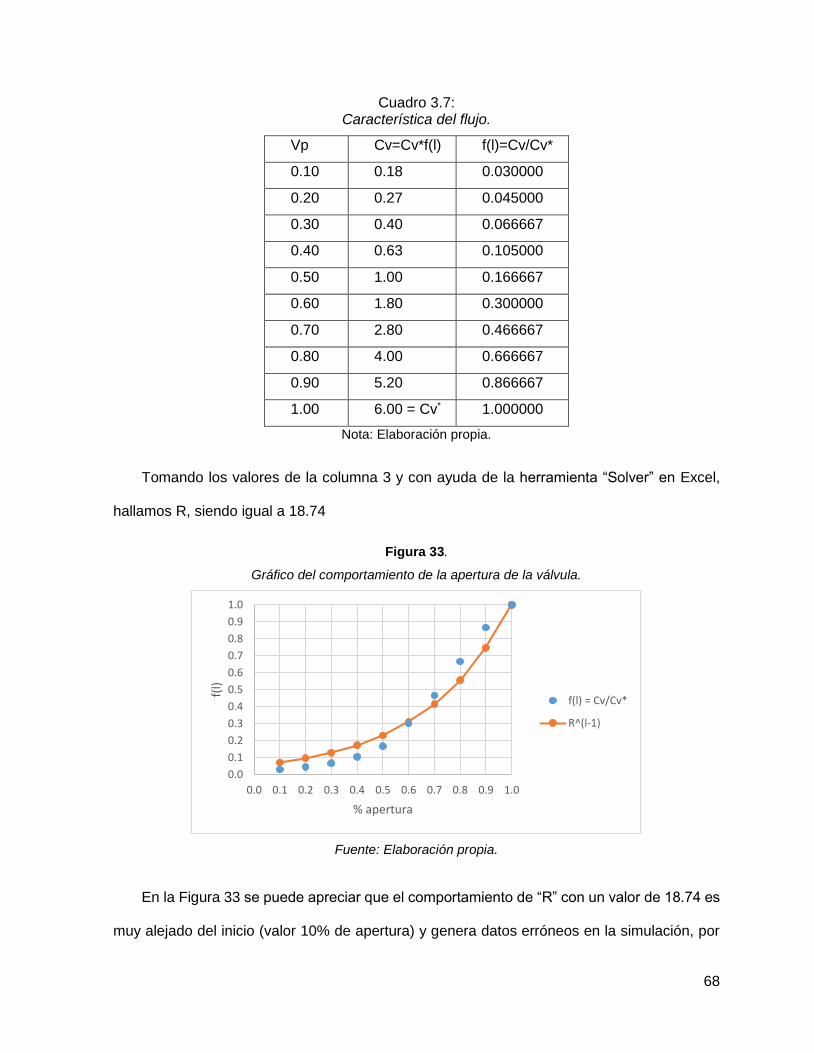
68
Cuadro 3.7: Característica del flujo.
Vp Cv=Cv*f(l) f(l)=Cv/Cv*
0.10 0.18 0.030000
0.20 0.27 0.045000
0.30 0.40 0.066667
0.40 0.63 0.105000
0.50 1.00 0.166667
0.60 1.80 0.300000
0.70 2.80 0.466667
0.80 4.00 0.666667
0.90 5.20 0.866667
1.00 6.00 = Cv* 1.000000
Nota: Elaboración propia.
Tomando los valores de la columna 3 y con ayuda de la herramienta “Solver” en Excel,
hallamos R, siendo igual a 18.74
Figura 33.
Gráfico del comportamiento de la apertura de la válvula.
Fuente: Elaboración propia.
En la Figura 33 se puede apreciar que el comportamiento de “R” con un valor de 18.74 es
muy alejado del inicio (valor 10% de apertura) y genera datos erróneos en la simulación, por
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
f(l)
% apertura
f(l) = Cv/Cv*
R^(l-1)

69
lo que se ajusta el valor de “R” hasta ser más cercano al punto de apertura del 10% de la
válvula. Obteniendo el siguiente comportamiento como se muestra en la Figura 34.
Figura 34.
Gráfico del comportamiento de apertura de válvula con ajuste del valor “R”.
Fuente: Elaboración propia.
El nuevo valor de “R” es el de 49.3. Otro dato importante es el modelo matemático de la
válvula, el cual es representado como un sistema de primer orden en el cual se considera una
constante de tiempo, tv = 0.016 min.
𝐺𝑉(𝑠) =𝐾𝑣
0.016𝑠 + 1 (3.89)
Donde:
GV = Función de transferencia de la válvula.
Kv = Ganancia del controlador.
La ganancia del controlador se encuentra definida por la siguiente ecuación:
𝐾𝑣 =𝛥𝐶𝑣
𝛥𝐴𝑣
𝑔𝑝𝑚
%=
6 − 0
1 − 0= 6
𝑔𝑝𝑚
% (3.90)
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
f(l)
% apertura
f(l) = Cv/Cv*
R^(l-1)
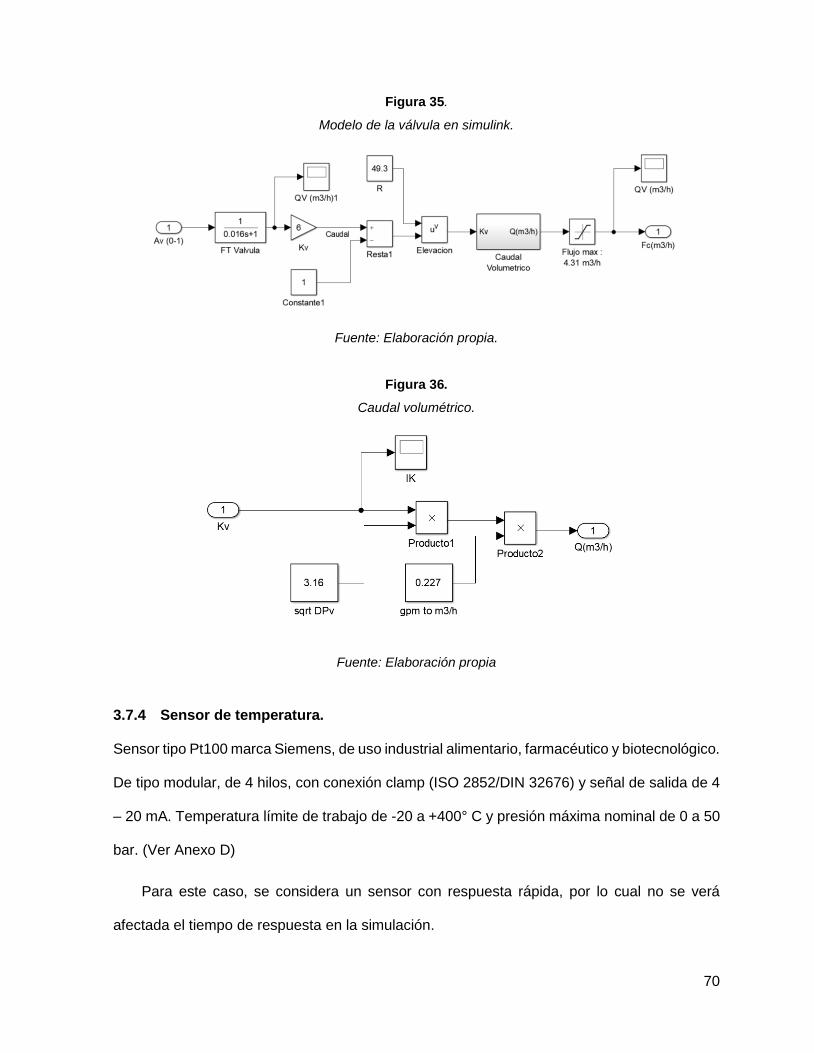
70
Figura 35.
Modelo de la válvula en simulink.
Fuente: Elaboración propia.
Figura 36.
Caudal volumétrico.
Fuente: Elaboración propia
3.7.4 Sensor de temperatura.
Sensor tipo Pt100 marca Siemens, de uso industrial alimentario, farmacéutico y biotecnológico.
De tipo modular, de 4 hilos, con conexión clamp (ISO 2852/DIN 32676) y señal de salida de 4
– 20 mA. Temperatura límite de trabajo de -20 a +400° C y presión máxima nominal de 0 a 50
bar. (Ver Anexo D)
Para este caso, se considera un sensor con respuesta rápida, por lo cual no se verá
afectada el tiempo de respuesta en la simulación.
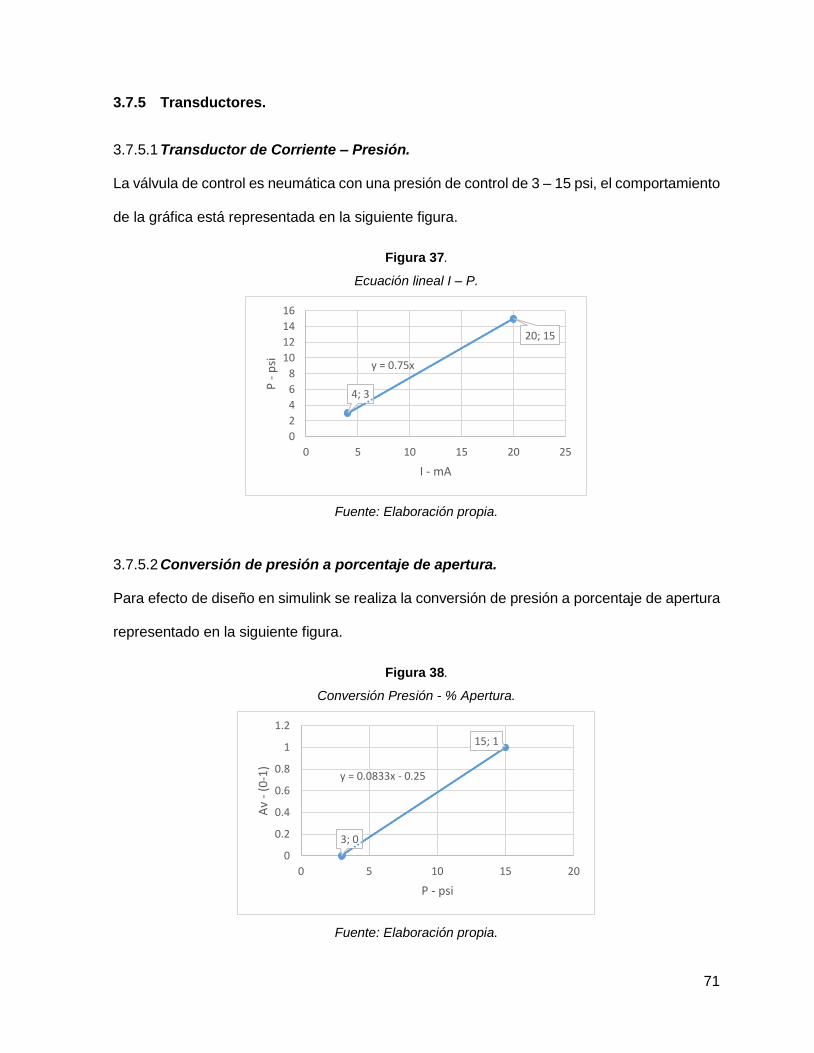
71
3.7.5 Transductores.
3.7.5.1 Transductor de Corriente – Presión.
La válvula de control es neumática con una presión de control de 3 – 15 psi, el comportamiento
de la gráfica está representada en la siguiente figura.
Figura 37.
Ecuación lineal I – P.
Fuente: Elaboración propia.
3.7.5.2 Conversión de presión a porcentaje de apertura.
Para efecto de diseño en simulink se realiza la conversión de presión a porcentaje de apertura
representado en la siguiente figura.
Figura 38.
Conversión Presión - % Apertura.
Fuente: Elaboración propia.
4; 3
20; 15
y = 0.75x
0
2
4
6
8
10
12
14
16
0 5 10 15 20 25
P -
psi
I - mA
3; 0
15; 1
y = 0.0833x - 0.25
0
0.2
0.4
0.6
0.8
1
1.2
0 5 10 15 20
Av
-(0
-1)
P - psi
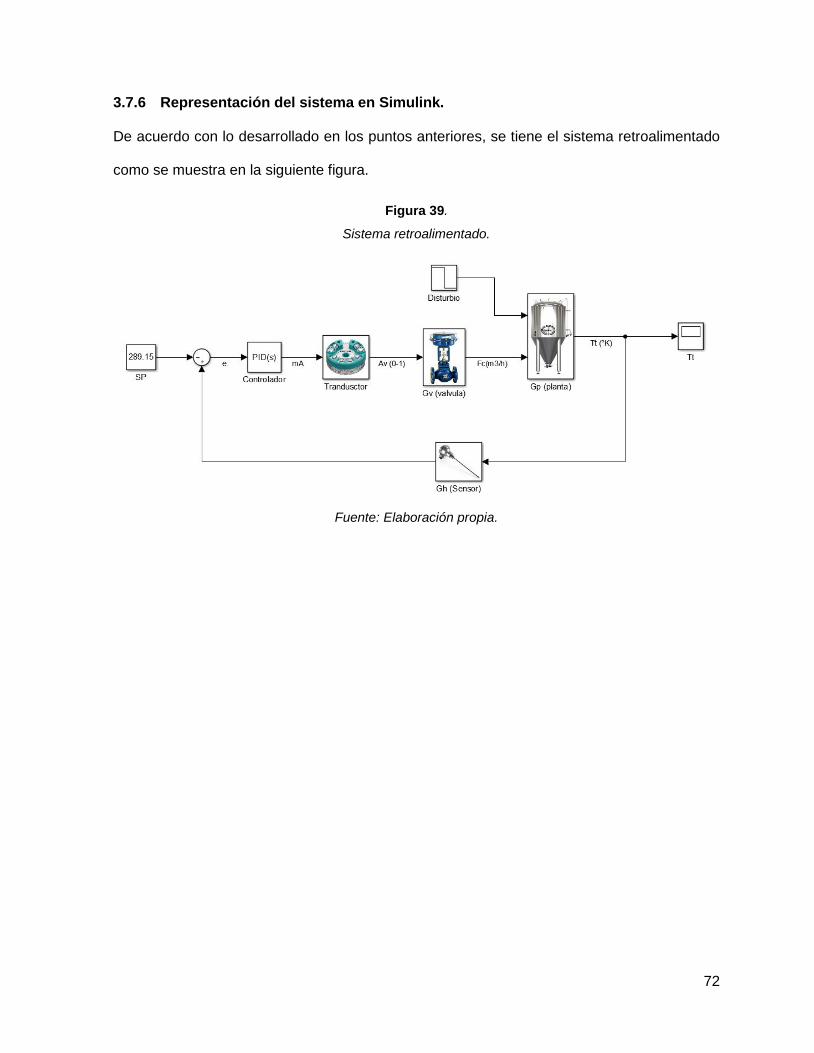
72
3.7.6 Representación del sistema en Simulink.
De acuerdo con lo desarrollado en los puntos anteriores, se tiene el sistema retroalimentado
como se muestra en la siguiente figura.
Figura 39.
Sistema retroalimentado.
Fuente: Elaboración propia.
73
CAPÍTULO 4
RESULTADOS
4.1 Parámetros establecidos en la simulación.
Para el desarrollo de la simulación en el software MATLAB R2016a se establecen los
siguientes parámetros:
4.1.1 Parámetros de la chaqueta y del tanque.
El volumen del líquido contenido en el tanque se establece en la tabla N° 3, con un valor de
0.589 m3 con una temperatura inicial de 24° C (297.15° K), y el volumen del líquido
(refrigerante) contenido en la chaqueta tiene un valor de 0.0515 m3 (valor hallado con el
comando “ÁREA” en AutoCAD) con una temperatura de entrada del fluido refrigerante de 12°
C (285.15° K).
La densidad de la cerveza se establece con un valor de 1015 Kg/m3 y con un calor
especifico de 4100 J/Kg°K, estos valores son utilizados como referencia, debido a la alta
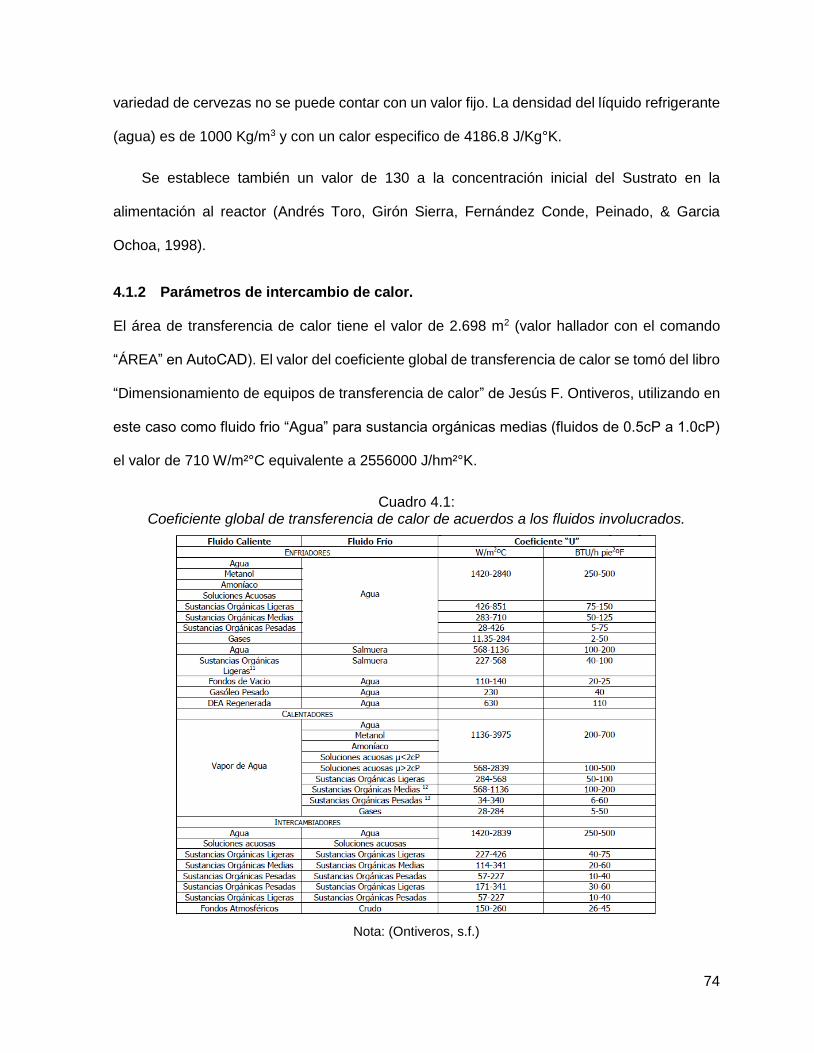
74
variedad de cervezas no se puede contar con un valor fijo. La densidad del líquido refrigerante
(agua) es de 1000 Kg/m3 y con un calor especifico de 4186.8 J/Kg°K.
Se establece también un valor de 130 a la concentración inicial del Sustrato en la
alimentación al reactor (Andrés Toro, Girón Sierra, Fernández Conde, Peinado, & Garcia
Ochoa, 1998).
4.1.2 Parámetros de intercambio de calor.
El área de transferencia de calor tiene el valor de 2.698 m2 (valor hallador con el comando
“ÁREA” en AutoCAD). El valor del coeficiente global de transferencia de calor se tomó del libro
“Dimensionamiento de equipos de transferencia de calor” de Jesús F. Ontiveros, utilizando en
este caso como fluido frio “Agua” para sustancia orgánicas medias (fluidos de 0.5cP a 1.0cP)
el valor de 710 W/m²°C equivalente a 2556000 J/hm²°K.
Cuadro 4.1: Coeficiente global de transferencia de calor de acuerdos a los fluidos involucrados.
Nota: (Ontiveros, s.f.)
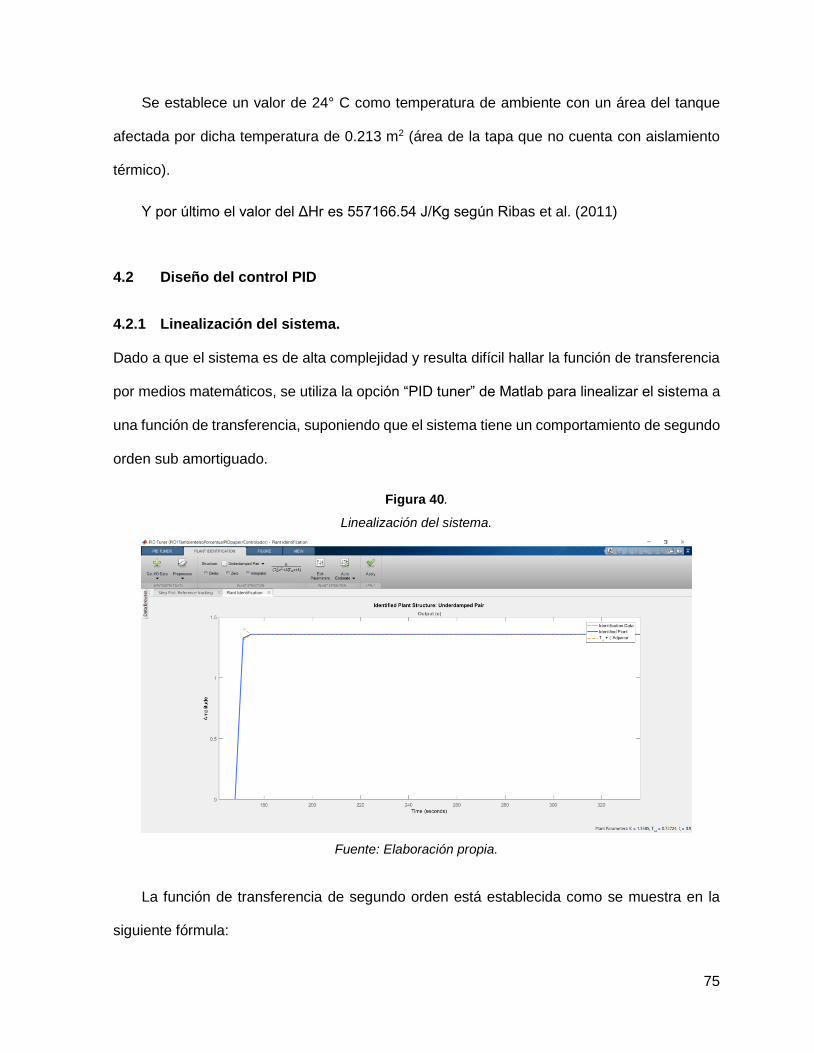
75
Se establece un valor de 24° C como temperatura de ambiente con un área del tanque
afectada por dicha temperatura de 0.213 m2 (área de la tapa que no cuenta con aislamiento
térmico).
Y por último el valor del ΔHr es 557166.54 J/Kg según Ribas et al. (2011)
4.2 Diseño del control PID
4.2.1 Linealización del sistema.
Dado a que el sistema es de alta complejidad y resulta difícil hallar la función de transferencia
por medios matemáticos, se utiliza la opción “PID tuner” de Matlab para linealizar el sistema a
una función de transferencia, suponiendo que el sistema tiene un comportamiento de segundo
orden sub amortiguado.
Figura 40.
Linealización del sistema.
Fuente: Elaboración propia.
La función de transferencia de segundo orden está establecida como se muestra en la
siguiente fórmula:

76
𝐺𝑆(𝑠) = 𝐺𝑉(𝑠) ∗ 𝐺𝑃(𝑠) =𝐾𝜔𝑛
2
𝑆2 + 2𝜁𝜔𝑛𝑆 + 𝜔𝑛2 =
𝐾
𝑇𝜔2𝑆2 + 2𝜁𝑇𝜔𝑆 + 1
(4.1)
Donde:
GS = Función de transferencia de la planta.
GV = Función de trasferencia de la válvula.
GP = Función de trasferencia del fermentador.
Y:
𝜔𝑛 =1
𝑇𝜔 (4.2)
Y de acuerdo con los resultados obtenidos en Matlab se tienen los siguientes valores:
K = 1.3585
Tω = 0.72724
ζ = 0.9
La función de trasferencia del controlador PID está determinada de acuerdo con la
siguiente fórmula:
𝐺𝐶(𝑠) = 𝐾𝑃 (1 +1
𝑇𝑖𝑆+ 𝑇𝑑𝑆) (4.3)
Multiplicando la fórmula 4.1 por la fórmula 4.3, obtenemos lo siguiente:
𝐺𝑆∗(𝑠) =
𝐾
𝑇𝜔2𝑆2 + 2𝜁𝑇𝜔𝑆 + 1
∗ 𝐾𝑃 (1 +1
𝑇𝑖𝑆+ 𝑇𝑑𝑆) ∗
𝑆
𝑆=
𝐾 (𝐾𝑃 +𝐾𝑃𝑇𝑖
+ 𝐾𝑃𝑇𝑑𝑆2)
𝑇𝜔2𝑆3 + 2𝜁𝑇𝜔𝑆2 + 𝑆
(4.4)
Eliminamos la retroalimentación con la siguiente ecuación:

77
𝐺𝑆∗
1 + 𝐺𝑆∗ ∗ 𝐺𝐻
=𝐾 (𝐾𝑃 +
𝐾𝑃𝑇𝑖
+ 𝐾𝑃𝑇𝑑𝑆2)
𝑇𝜔2𝑆3 + (2𝜁𝑇𝜔 + 𝐾𝐾𝑃𝑇𝑑)𝑆2 + (1 + 𝐾𝐾𝑃)𝑆 +
𝐾𝐾𝑃𝑇𝑖
(4.5)
Siendo nuestro polinomio característico lo siguiente:
𝑝(𝑠) = 𝑆3 + (2𝜁𝑇𝑊 + 𝐾𝐾𝑃𝑇𝑑
𝑇𝜔2 ) 𝑆2 + (
1 + 𝐾𝐾𝑃
𝑇𝜔2 ) 𝑆 +
𝐾𝐾𝑃
𝑇𝑖 (4.6)
De acuerdo con la forma general que se representa en la siguiente fórmula:
𝑝(𝑠) = (𝑠 + 𝛼𝜔𝑛)( 𝑆2 + 2𝜁𝜔𝑛𝑆 + 𝜔𝑛2) (4.7)
Los polos se encuentras ubicados de acuerdo con las siguientes fórmulas:
𝜆1,2 = −𝜁𝜔𝑛 ± 𝑗𝜔𝑛√1 − 𝜁2 (4.8)
𝜆3 = −𝛼𝜔𝑛 (4.9)
Igualando las fórmulas (4.6) con (4.7), se tiene que:
𝐾𝑃 =2𝛼𝜁
𝐾 (4.10)
𝑇𝑖 =2𝜁
𝜔𝑛 (4.11)
𝑇𝑑 =𝑇𝜔
2𝜁 (4.12)
Se selecciona α = 1 para la ubicación del polo real. Como se verifica en la fórmula (4.9),
mientras mayor sea α, menor será la influencia de este tercer polo, aunque también la ganancia
del controlador Kp aumenta, como se verifica en la fórmula (4.10).
Reemplazando valores en las fórmulas (4.10) al (4.12), tenemos lo siguiente:
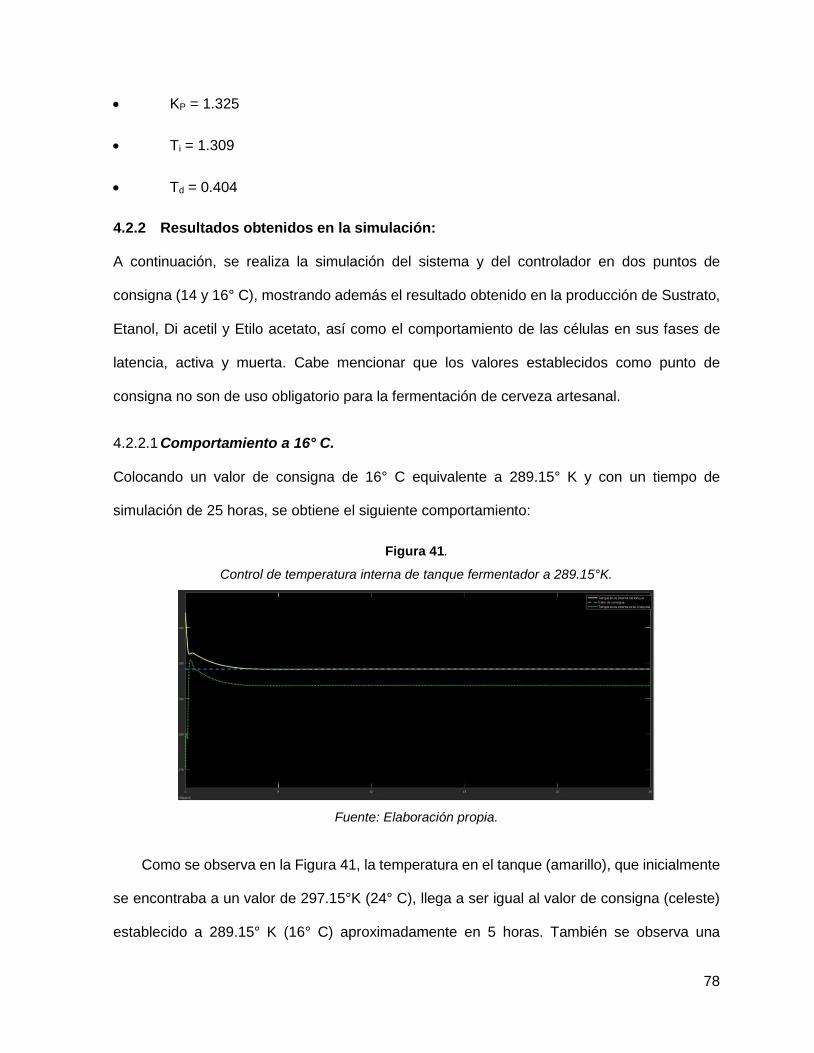
78
KP = 1.325
Ti = 1.309
Td = 0.404
4.2.2 Resultados obtenidos en la simulación:
A continuación, se realiza la simulación del sistema y del controlador en dos puntos de
consigna (14 y 16° C), mostrando además el resultado obtenido en la producción de Sustrato,
Etanol, Di acetil y Etilo acetato, así como el comportamiento de las células en sus fases de
latencia, activa y muerta. Cabe mencionar que los valores establecidos como punto de
consigna no son de uso obligatorio para la fermentación de cerveza artesanal.
4.2.2.1 Comportamiento a 16° C.
Colocando un valor de consigna de 16° C equivalente a 289.15° K y con un tiempo de
simulación de 25 horas, se obtiene el siguiente comportamiento:
Figura 41.
Control de temperatura interna de tanque fermentador a 289.15°K.
Fuente: Elaboración propia.
Como se observa en la Figura 41, la temperatura en el tanque (amarillo), que inicialmente
se encontraba a un valor de 297.15°K (24° C), llega a ser igual al valor de consigna (celeste)
establecido a 289.15° K (16° C) aproximadamente en 5 horas. También se observa una
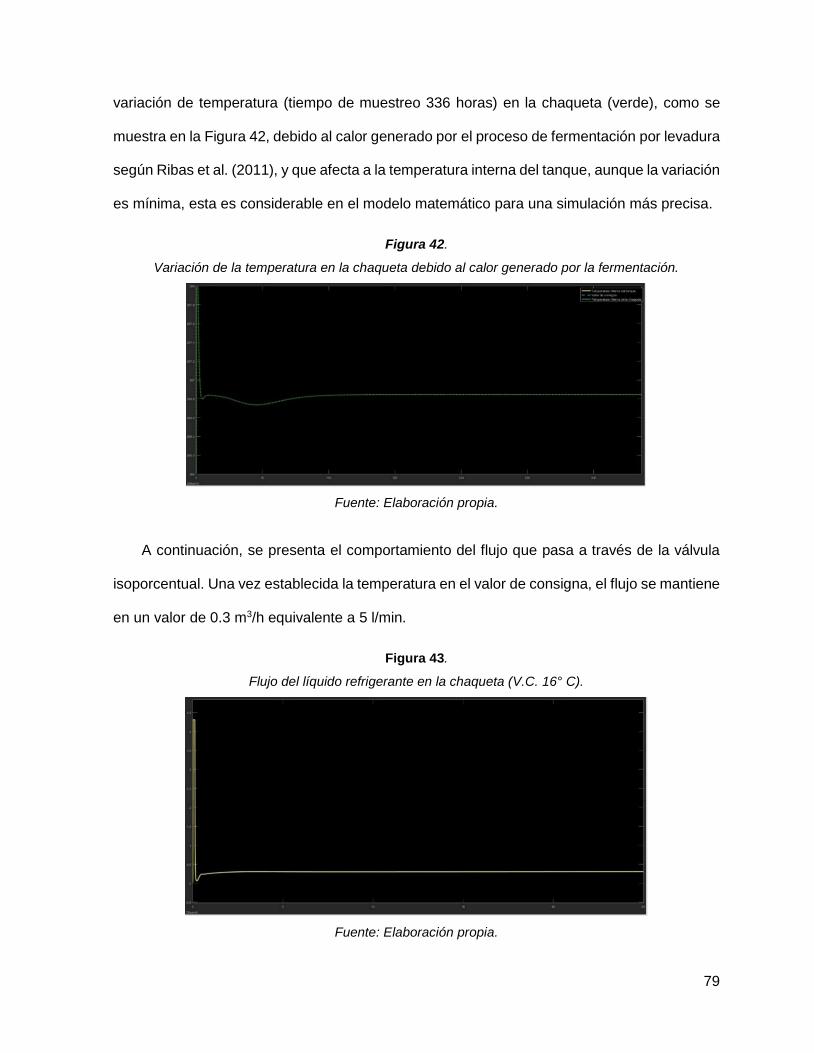
79
variación de temperatura (tiempo de muestreo 336 horas) en la chaqueta (verde), como se
muestra en la Figura 42, debido al calor generado por el proceso de fermentación por levadura
según Ribas et al. (2011), y que afecta a la temperatura interna del tanque, aunque la variación
es mínima, esta es considerable en el modelo matemático para una simulación más precisa.
Figura 42.
Variación de la temperatura en la chaqueta debido al calor generado por la fermentación.
Fuente: Elaboración propia.
A continuación, se presenta el comportamiento del flujo que pasa a través de la válvula
isoporcentual. Una vez establecida la temperatura en el valor de consigna, el flujo se mantiene
en un valor de 0.3 m3/h equivalente a 5 l/min.
Figura 43.
Flujo del líquido refrigerante en la chaqueta (V.C. 16° C).
Fuente: Elaboración propia.
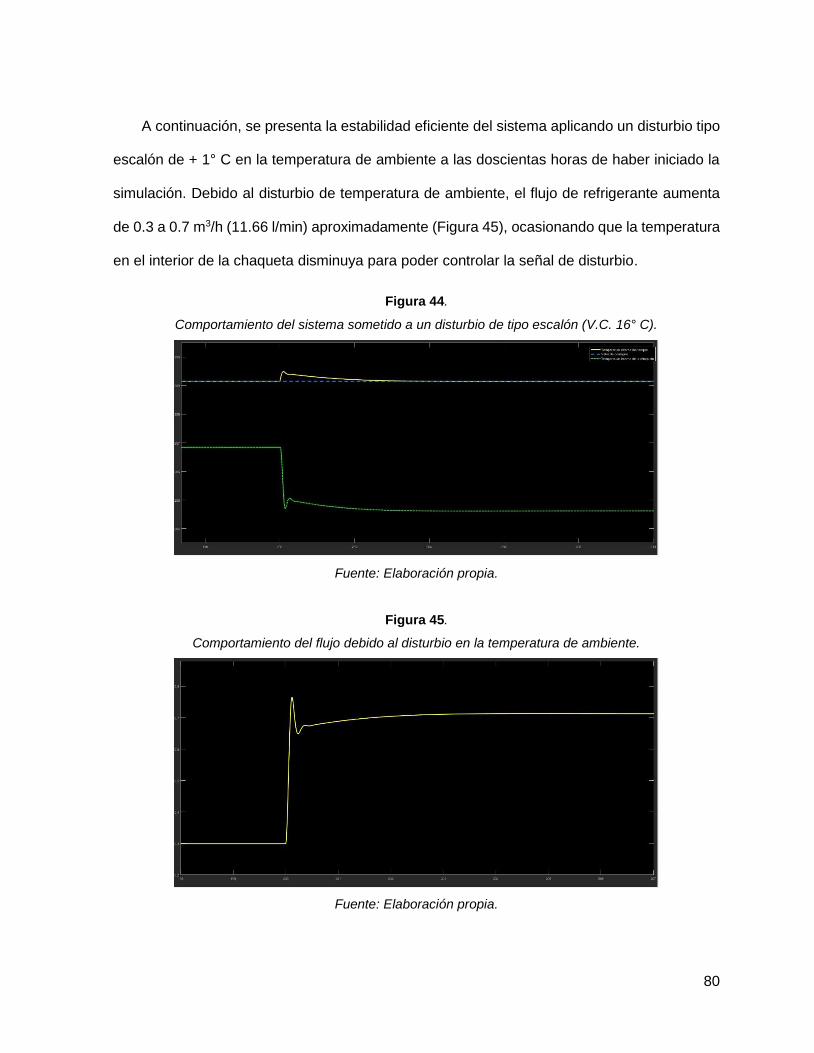
80
A continuación, se presenta la estabilidad eficiente del sistema aplicando un disturbio tipo
escalón de + 1° C en la temperatura de ambiente a las doscientas horas de haber iniciado la
simulación. Debido al disturbio de temperatura de ambiente, el flujo de refrigerante aumenta
de 0.3 a 0.7 m3/h (11.66 l/min) aproximadamente (Figura 45), ocasionando que la temperatura
en el interior de la chaqueta disminuya para poder controlar la señal de disturbio.
Figura 44.
Comportamiento del sistema sometido a un disturbio de tipo escalón (V.C. 16° C).
Fuente: Elaboración propia.
Figura 45.
Comportamiento del flujo debido al disturbio en la temperatura de ambiente.
Fuente: Elaboración propia.
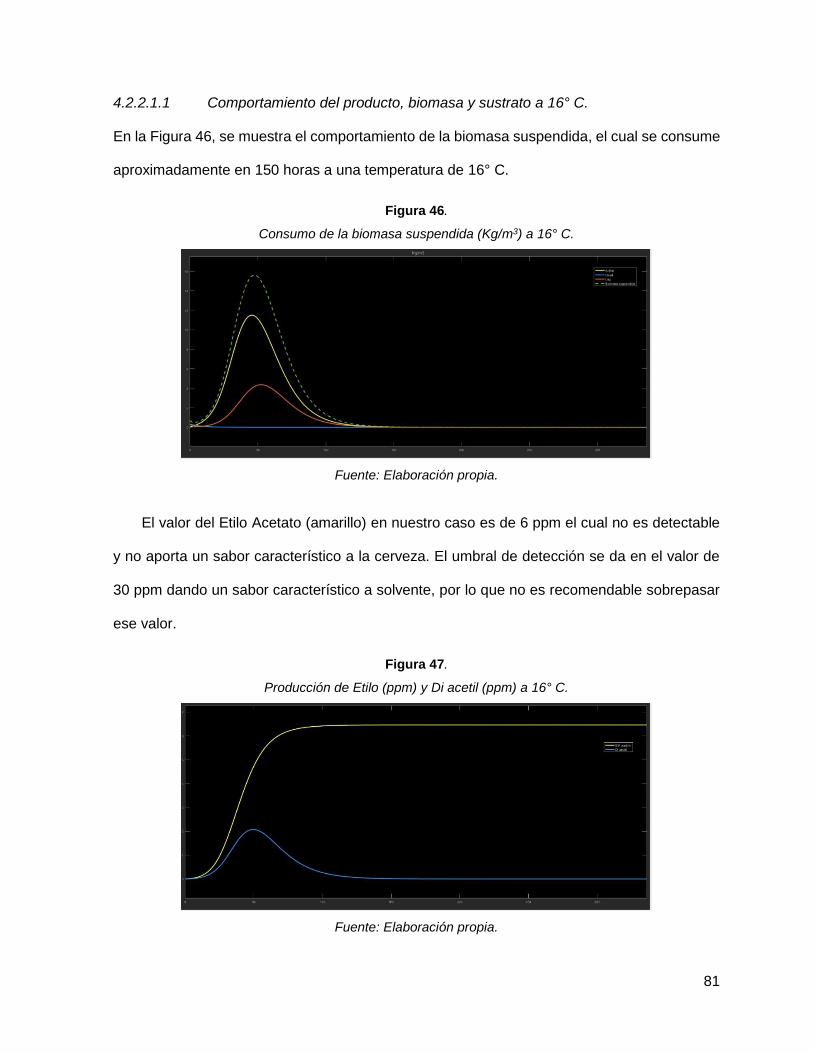
81
4.2.2.1.1 Comportamiento del producto, biomasa y sustrato a 16° C.
En la Figura 46, se muestra el comportamiento de la biomasa suspendida, el cual se consume
aproximadamente en 150 horas a una temperatura de 16° C.
Figura 46.
Consumo de la biomasa suspendida (Kg/m3) a 16° C.
Fuente: Elaboración propia.
El valor del Etilo Acetato (amarillo) en nuestro caso es de 6 ppm el cual no es detectable
y no aporta un sabor característico a la cerveza. El umbral de detección se da en el valor de
30 ppm dando un sabor característico a solvente, por lo que no es recomendable sobrepasar
ese valor.
Figura 47.
Producción de Etilo (ppm) y Di acetil (ppm) a 16° C.
Fuente: Elaboración propia.
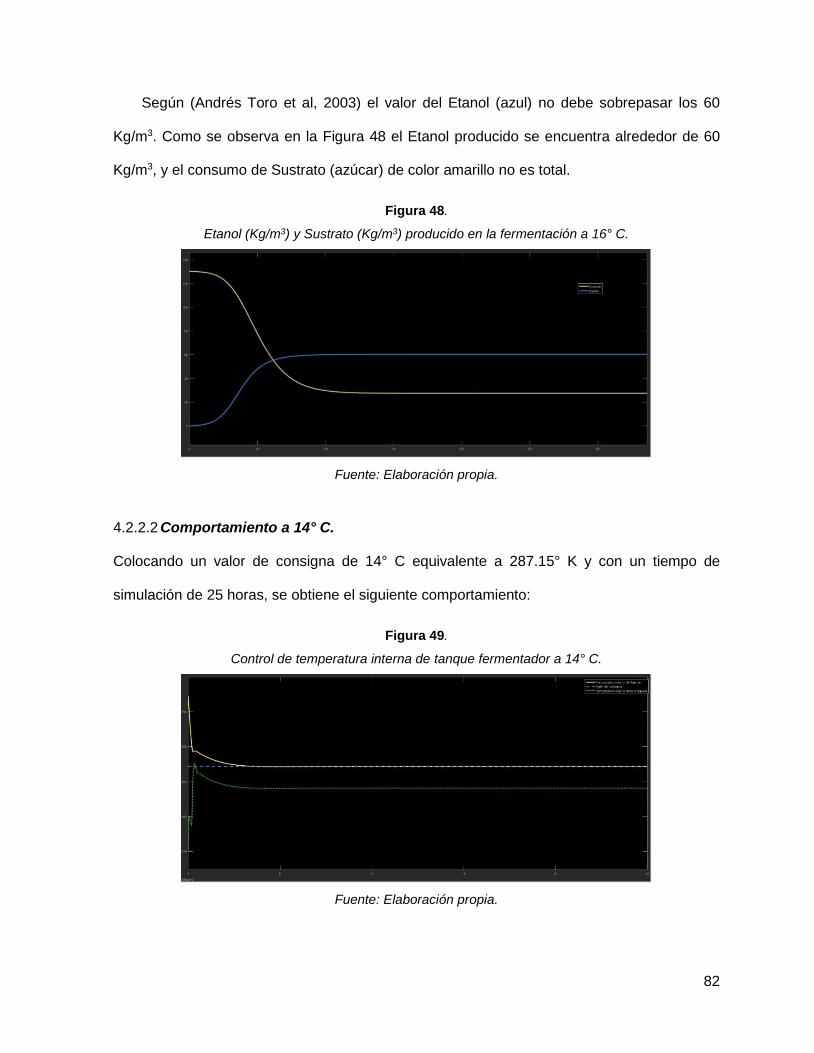
82
Según (Andrés Toro et al, 2003) el valor del Etanol (azul) no debe sobrepasar los 60
Kg/m3. Como se observa en la Figura 48 el Etanol producido se encuentra alrededor de 60
Kg/m3, y el consumo de Sustrato (azúcar) de color amarillo no es total.
Figura 48.
Etanol (Kg/m3) y Sustrato (Kg/m3) producido en la fermentación a 16° C.
Fuente: Elaboración propia.
4.2.2.2 Comportamiento a 14° C.
Colocando un valor de consigna de 14° C equivalente a 287.15° K y con un tiempo de
simulación de 25 horas, se obtiene el siguiente comportamiento:
Figura 49.
Control de temperatura interna de tanque fermentador a 14° C.
Fuente: Elaboración propia.
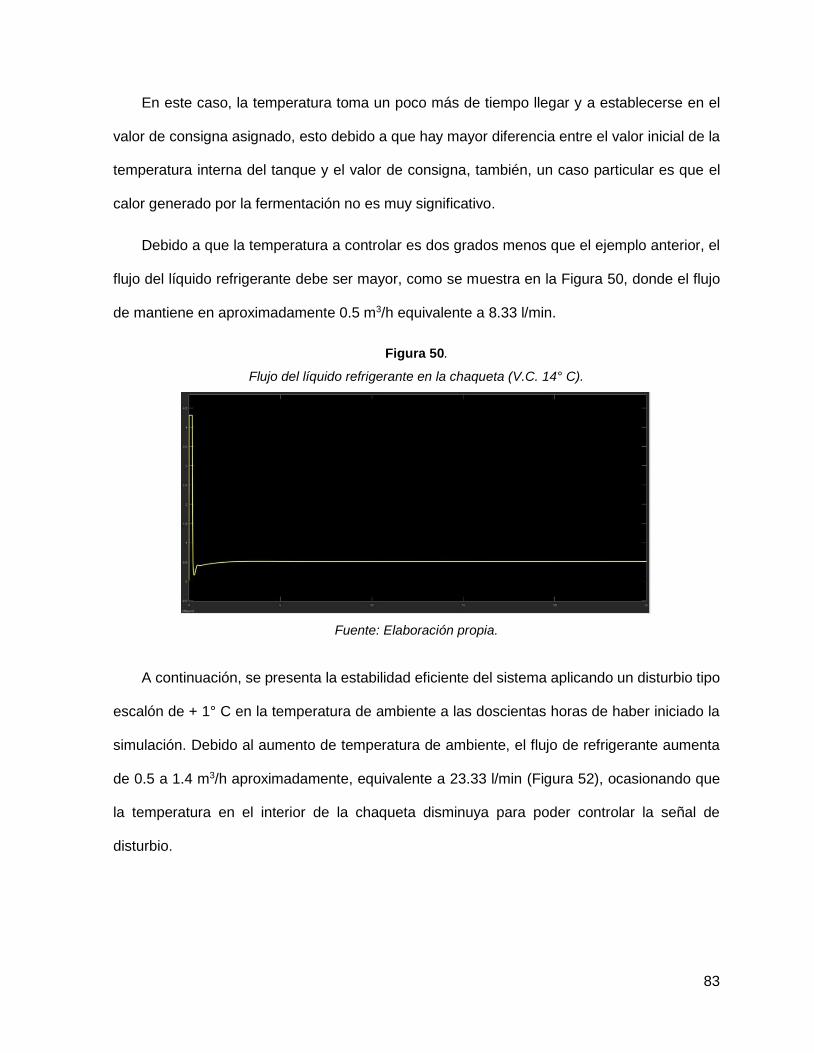
83
En este caso, la temperatura toma un poco más de tiempo llegar y a establecerse en el
valor de consigna asignado, esto debido a que hay mayor diferencia entre el valor inicial de la
temperatura interna del tanque y el valor de consigna, también, un caso particular es que el
calor generado por la fermentación no es muy significativo.
Debido a que la temperatura a controlar es dos grados menos que el ejemplo anterior, el
flujo del líquido refrigerante debe ser mayor, como se muestra en la Figura 50, donde el flujo
de mantiene en aproximadamente 0.5 m3/h equivalente a 8.33 l/min.
Figura 50.
Flujo del líquido refrigerante en la chaqueta (V.C. 14° C).
Fuente: Elaboración propia.
A continuación, se presenta la estabilidad eficiente del sistema aplicando un disturbio tipo
escalón de + 1° C en la temperatura de ambiente a las doscientas horas de haber iniciado la
simulación. Debido al aumento de temperatura de ambiente, el flujo de refrigerante aumenta
de 0.5 a 1.4 m3/h aproximadamente, equivalente a 23.33 l/min (Figura 52), ocasionando que
la temperatura en el interior de la chaqueta disminuya para poder controlar la señal de
disturbio.
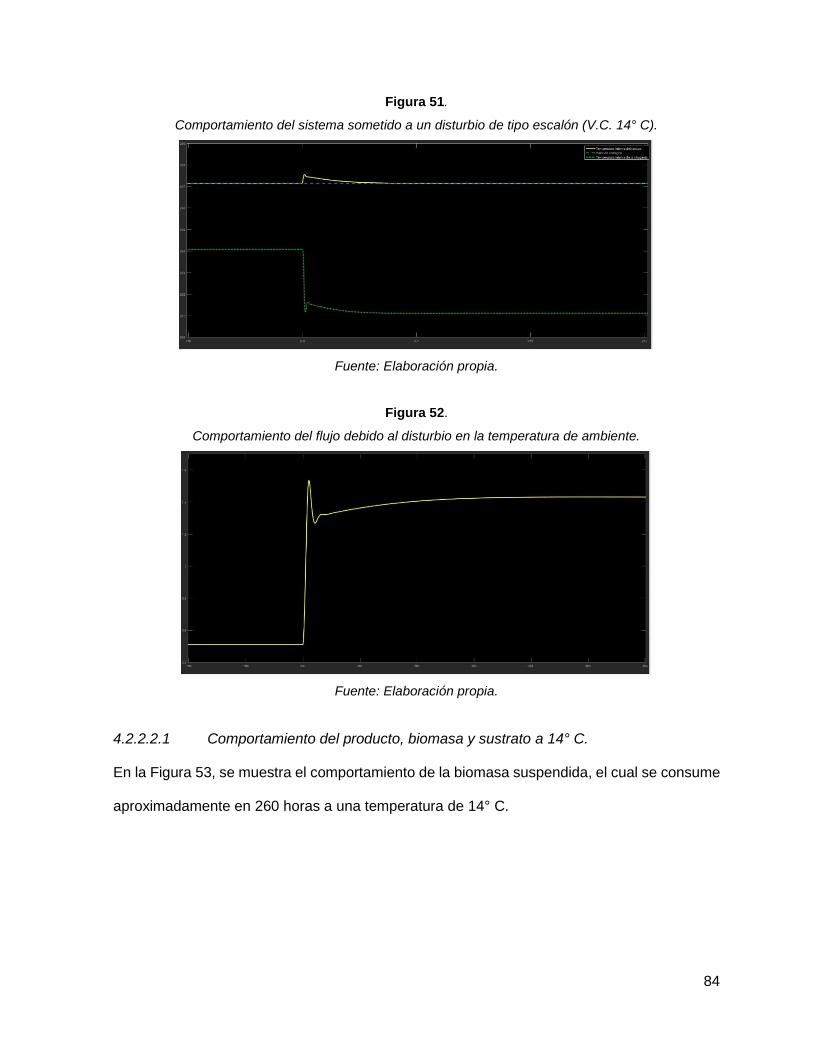
84
Figura 51.
Comportamiento del sistema sometido a un disturbio de tipo escalón (V.C. 14° C).
Fuente: Elaboración propia.
Figura 52.
Comportamiento del flujo debido al disturbio en la temperatura de ambiente.
Fuente: Elaboración propia.
4.2.2.2.1 Comportamiento del producto, biomasa y sustrato a 14° C.
En la Figura 53, se muestra el comportamiento de la biomasa suspendida, el cual se consume
aproximadamente en 260 horas a una temperatura de 14° C.
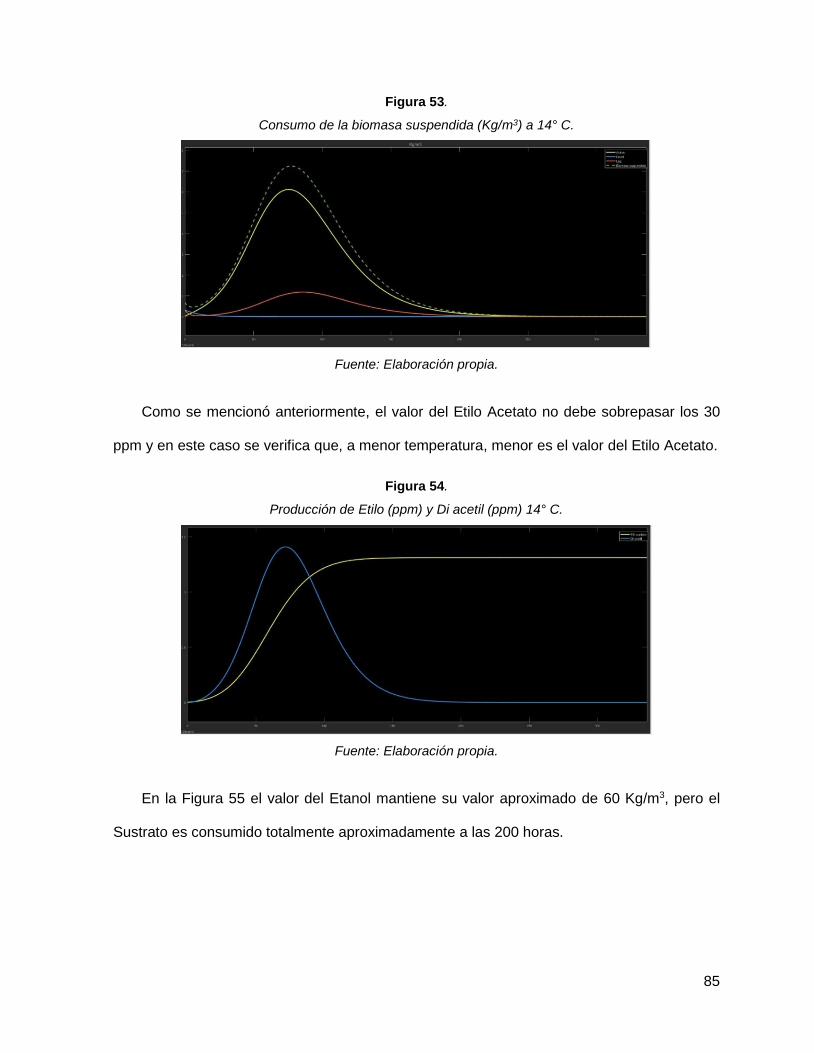
85
Figura 53.
Consumo de la biomasa suspendida (Kg/m3) a 14° C.
Fuente: Elaboración propia.
Como se mencionó anteriormente, el valor del Etilo Acetato no debe sobrepasar los 30
ppm y en este caso se verifica que, a menor temperatura, menor es el valor del Etilo Acetato.
Figura 54.
Producción de Etilo (ppm) y Di acetil (ppm) 14° C.
Fuente: Elaboración propia.
En la Figura 55 el valor del Etanol mantiene su valor aproximado de 60 Kg/m3, pero el
Sustrato es consumido totalmente aproximadamente a las 200 horas.
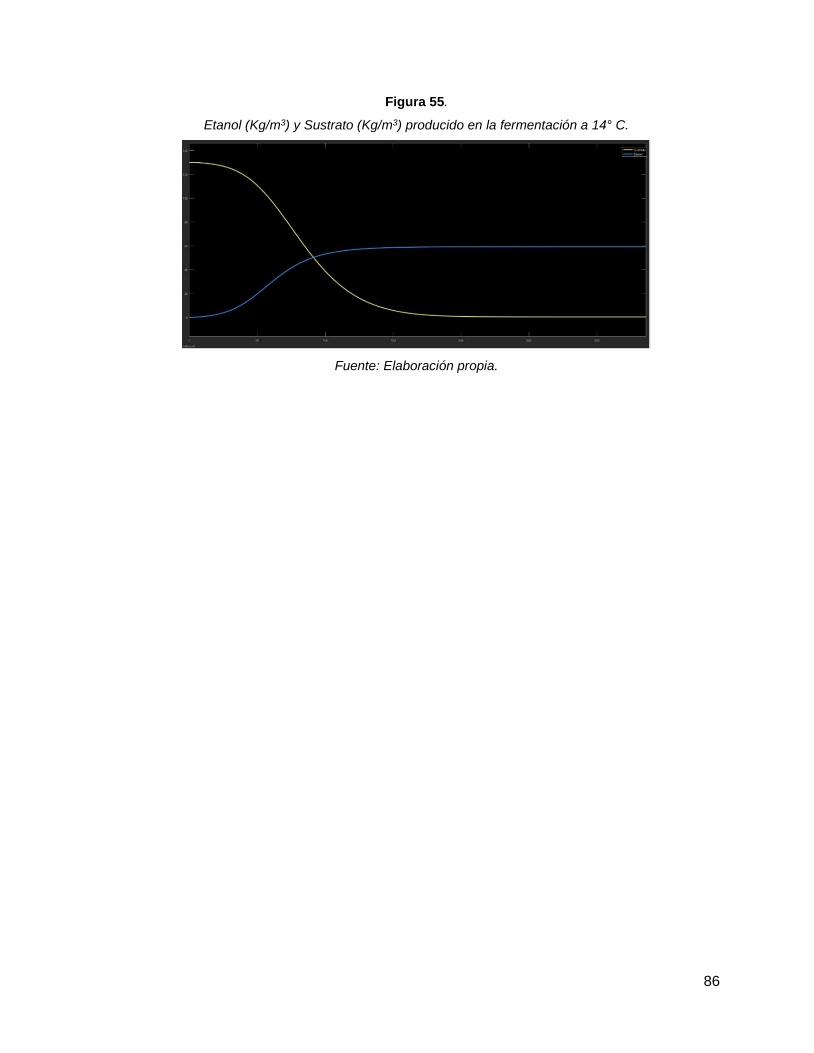
86
Figura 55.
Etanol (Kg/m3) y Sustrato (Kg/m3) producido en la fermentación a 14° C.
Fuente: Elaboración propia.
87
CONCLUSIONES
Primero: Utilizando procedimientos técnicos y estándares internacionales como el código
ASME, sección VIII, div. 1, ASTM A240, ASTM A249 y ASTM C 592 Clase II, se
calculó el diámetro óptimo de un fermentador de nivel artesanal; para así tener una
mejor operación del proceso y un adecuado balance de costos y materiales.
Segundo: Para el diseño del sistema de control de lazo cerrado, se implementó los modelos
matemáticos de la cinética de la fermentación de cerveza y del intercambiador de
calor producido entre el recipiente y la chaqueta, así como la función de
transferencia y ecuación matemática de una válvula isoporcentual. Con ello se
logró hallar los valores del controlador PID (KP, Ti y Td) utilizando como primer
método el linealizado de la planta a través del software MATLAB R2016a y luego
utilizando el método sintonización de controlador por ubicación de polos y ceros.
Tercero: La estabilidad del fermentador, indicado por su temperatura, fue sometido a
perturbaciones del tipo escalón en la temperatura de ambiente, con una respuesta
estable en los puntos de consigna trabajados, 14 y 16° C; siendo el punto de
consigna de 14° C el más eficiente en el control de temperatura del fermentador,
también se mostraron las gráficas de las evoluciones del Producto, Biomasa y
Sustrato, las que indican un comportamiento estable tal como se esperaba.
Cuarto: Se logró el desarrollo y la simulación del control de temperatura del proceso de
fermentación de cerveza artesanal de producción batch de 500 litros teniendo en
cuenta los factores físicos y químicos que intervienen en el proceso, así como del
uso de modelos matemáticos para el diseño del fermentador, del proceso y del
sistema de control de temperatura, y, gracias al trabajo integrado que se presenta

88
en este proyecto, se establecen las bases para el diseño del escalamiento de la
producción de cerveza artesanal bajo condiciones estables de operación.

89
ANEXOS
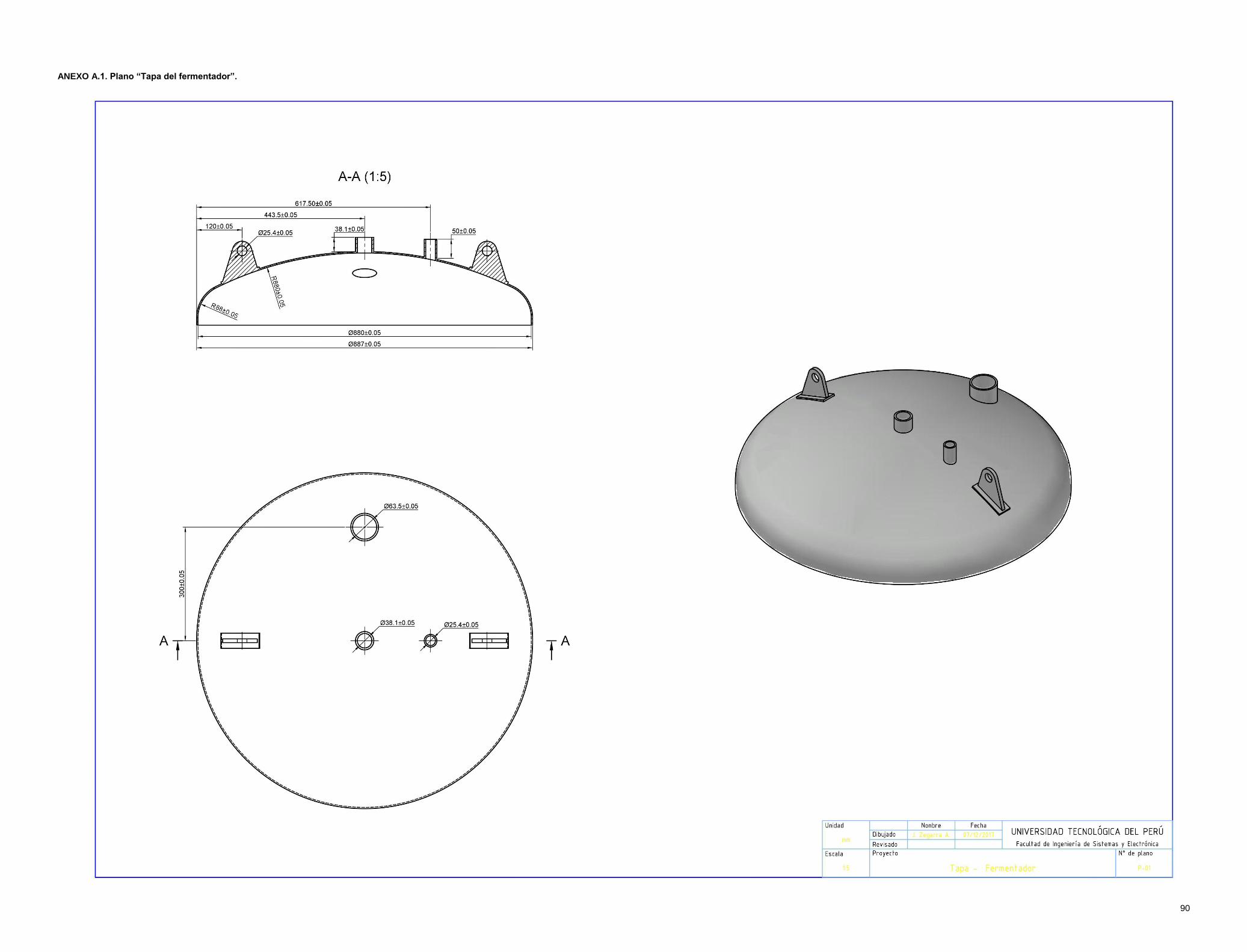
90
ANEXO A.1. Plano “Tapa del fermentador”.
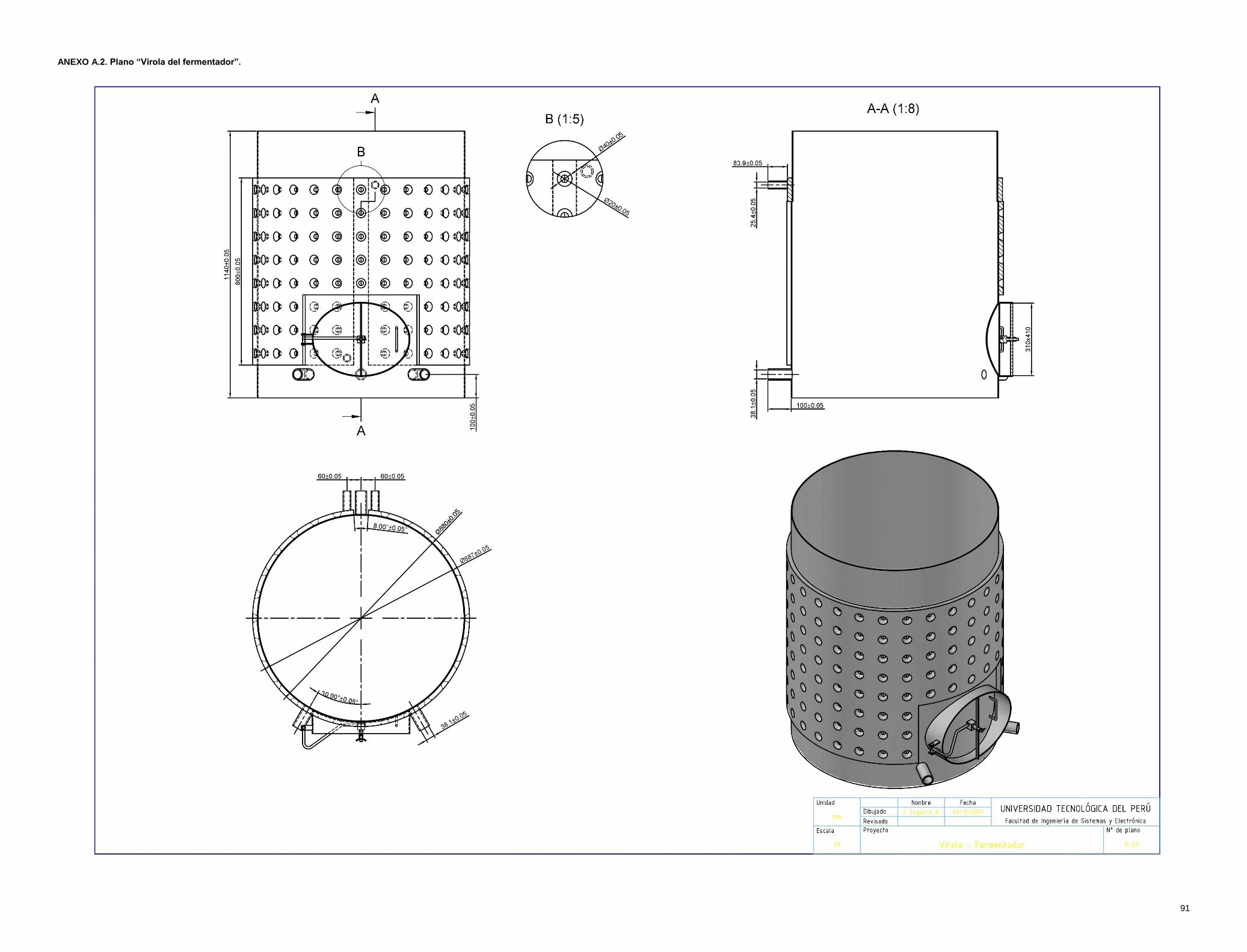
91
ANEXO A.2. Plano “Virola del fermentador”.
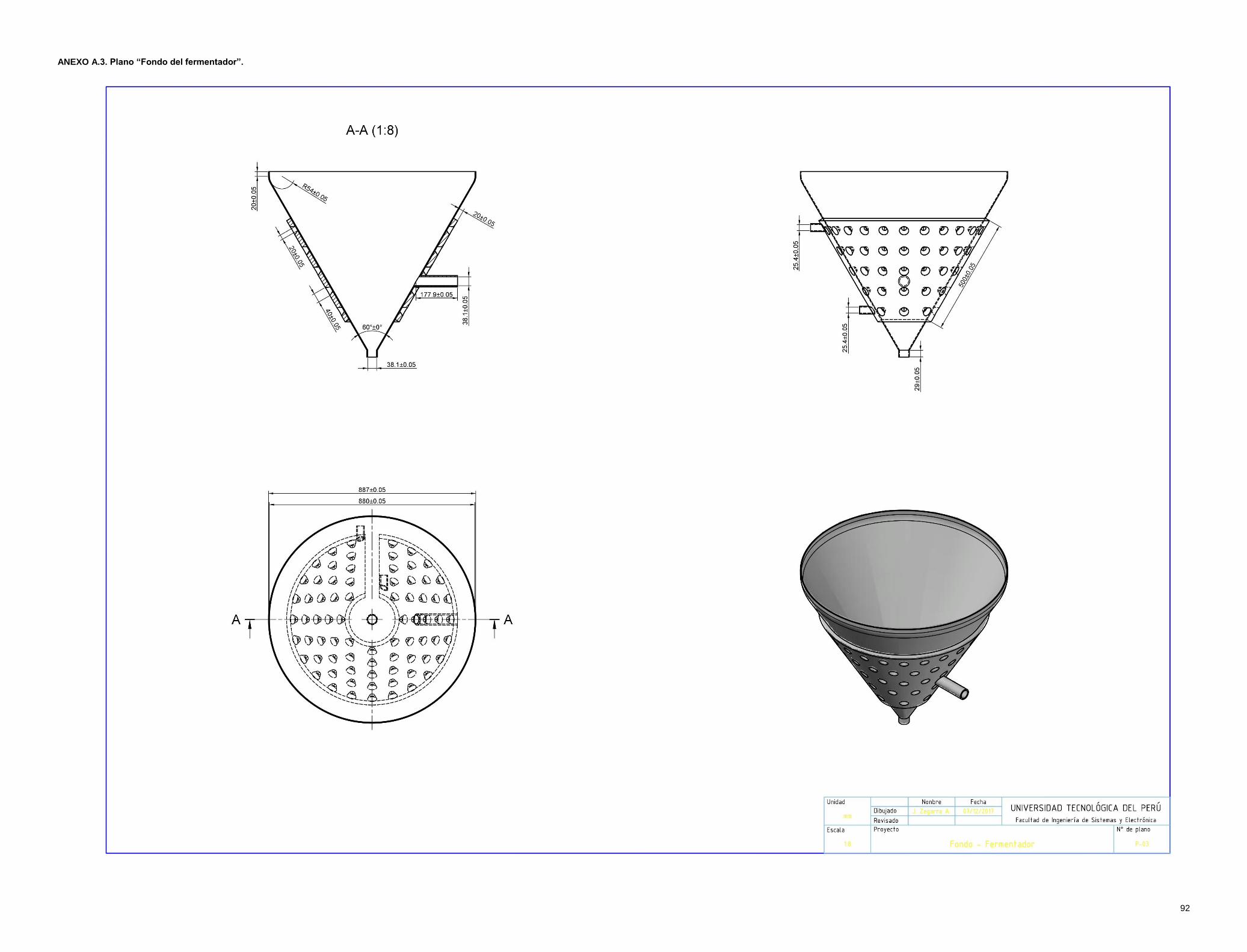
92
ANEXO A.3. Plano “Fondo del fermentador”.
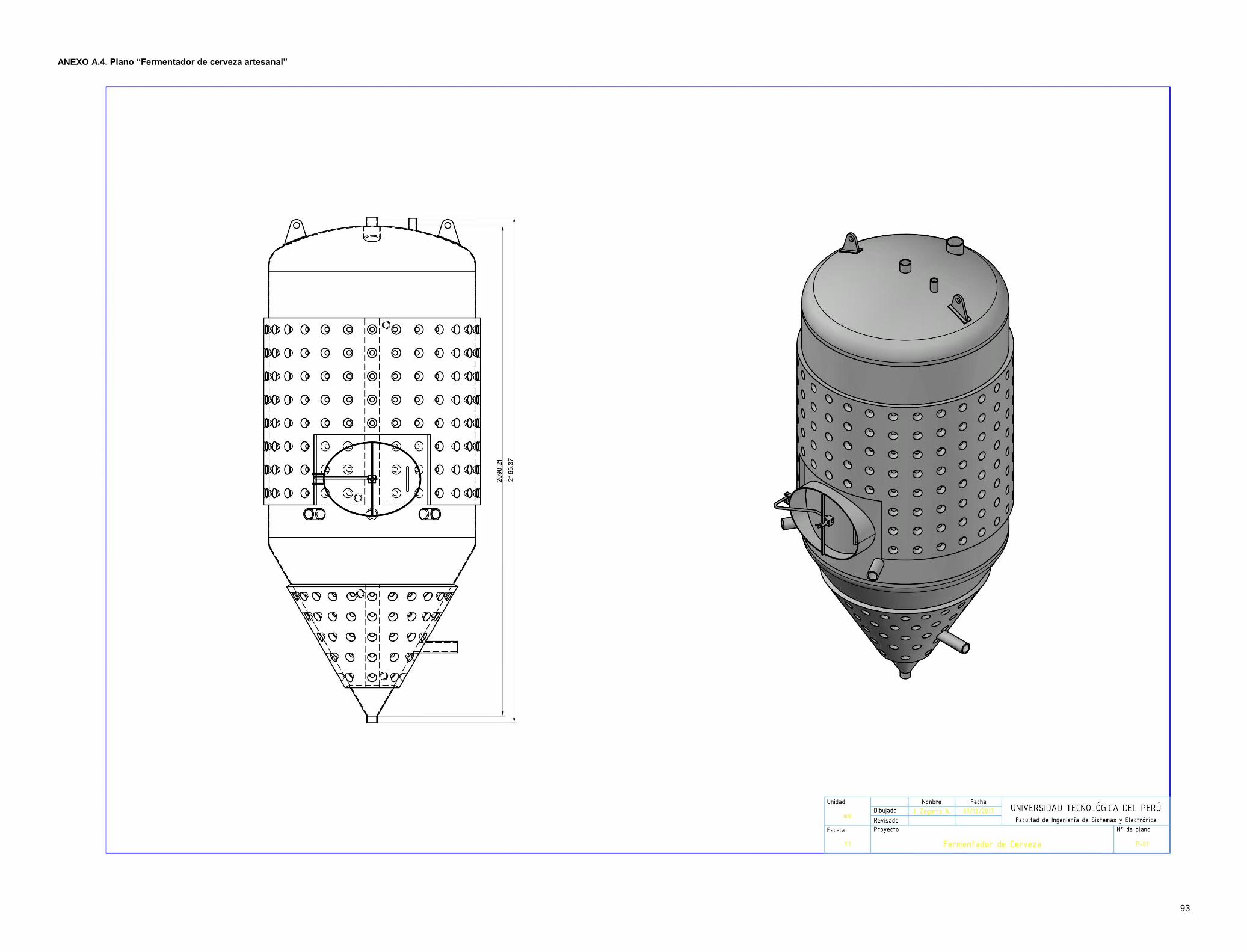
93
ANEXO A.4. Plano “Fermentador de cerveza artesanal”
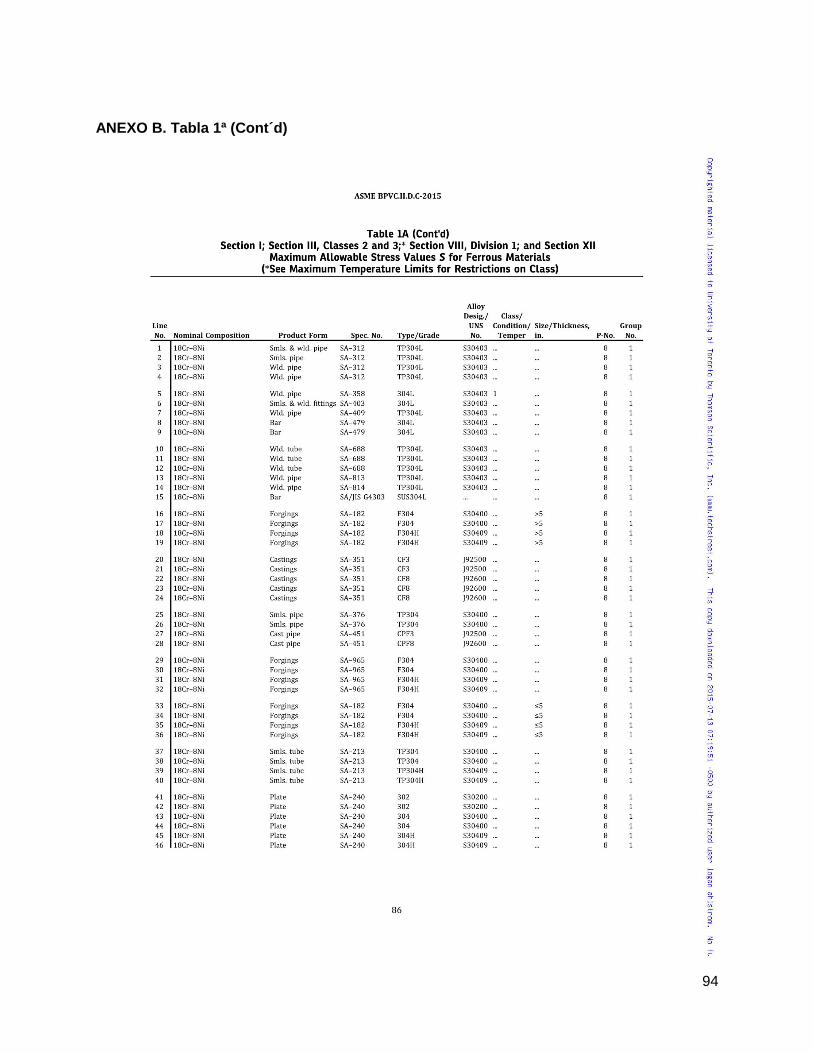
94
ANEXO B. Tabla 1ª (Cont´d)
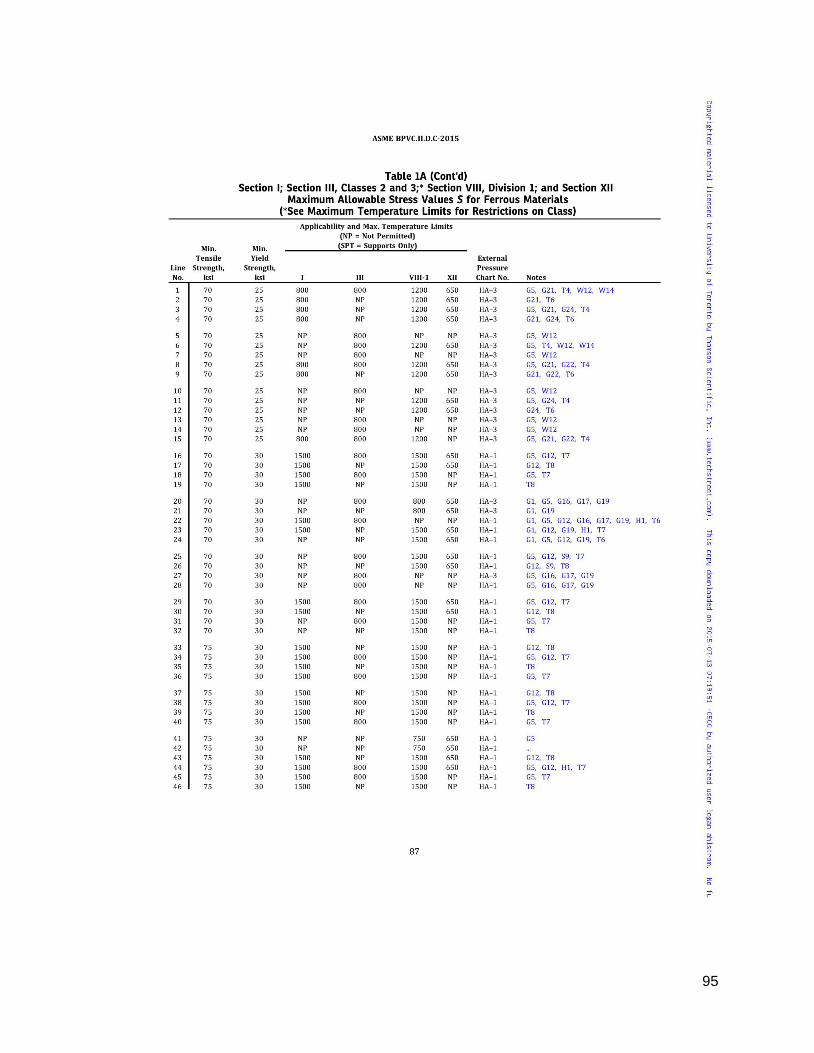
95
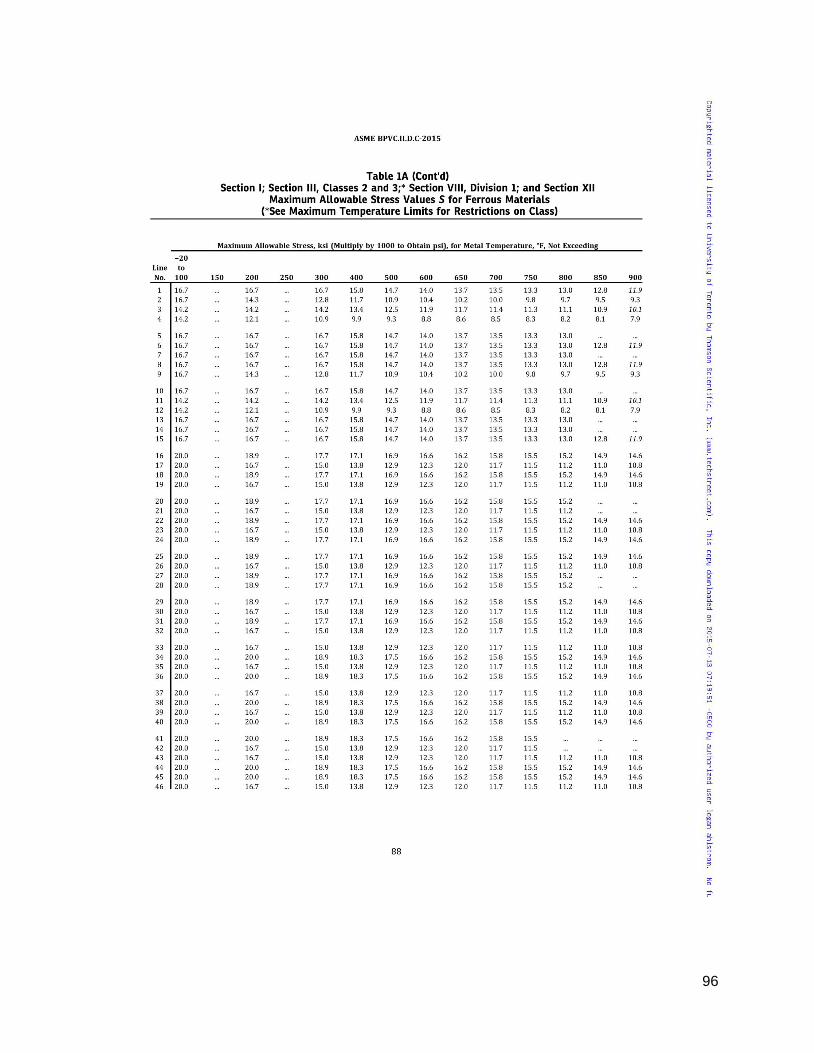
96
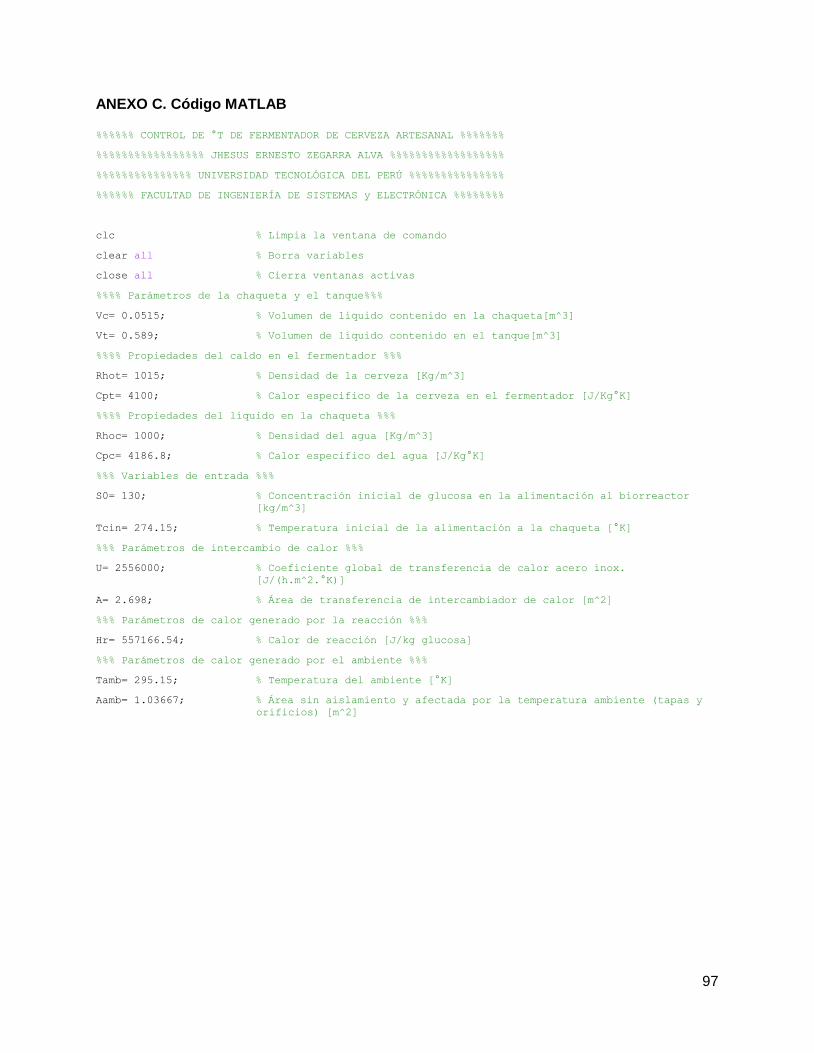
97
ANEXO C. Código MATLAB
%%%%%% CONTROL DE °T DE FERMENTADOR DE CERVEZA ARTESANAL %%%%%%%
%%%%%%%%%%%%%%%%% JHESUS ERNESTO ZEGARRA ALVA %%%%%%%%%%%%%%%%%%
%%%%%%%%%%%%%%% UNIVERSIDAD TECNOLÓGICA DEL PERÚ %%%%%%%%%%%%%%%
%%%%%% FACULTAD DE INGENIERÍA DE SISTEMAS y ELECTRÓNICA %%%%%%%%
clc % Limpia la ventana de comando
clear all % Borra variables
close all % Cierra ventanas activas
%%%% Parámetros de la chaqueta y el tanque%%%
Vc= 0.0515; % Volumen de líquido contenido en la chaqueta[m^3]
Vt= 0.589; % Volumen de líquido contenido en el tanque[m^3]
%%%% Propiedades del caldo en el fermentador %%%
Rhot= 1015; % Densidad de la cerveza [Kg/m^3]
Cpt= 4100; % Calor especifico de la cerveza en el fermentador [J/Kg°K]
%%%% Propiedades del líquido en la chaqueta %%%
Rhoc= 1000; % Densidad del agua [Kg/m^3]
Cpc= 4186.8; % Calor especifico del agua [J/Kg°K]
%%% Variables de entrada %%%
S0= 130; % Concentración inicial de glucosa en la alimentación al biorreactor
[kg/m^3]
Tcin= 274.15; % Temperatura inicial de la alimentación a la chaqueta [°K]
%%% Parámetros de intercambio de calor %%%
U= 2556000; % Coeficiente global de transferencia de calor acero inox.
[J/(h.m^2.°K)]
A= 2.698; % Área de transferencia de intercambiador de calor [m^2]
%%% Parámetros de calor generado por la reacción %%%
Hr= 557166.54; % Calor de reacción [J/kg glucosa]
%%% Parámetros de calor generado por el ambiente %%%
Tamb= 295.15; % Temperatura del ambiente [°K]
Aamb= 1.03667; % Área sin aislamiento y afectada por la temperatura ambiente (tapas y
orificios) [m^2]
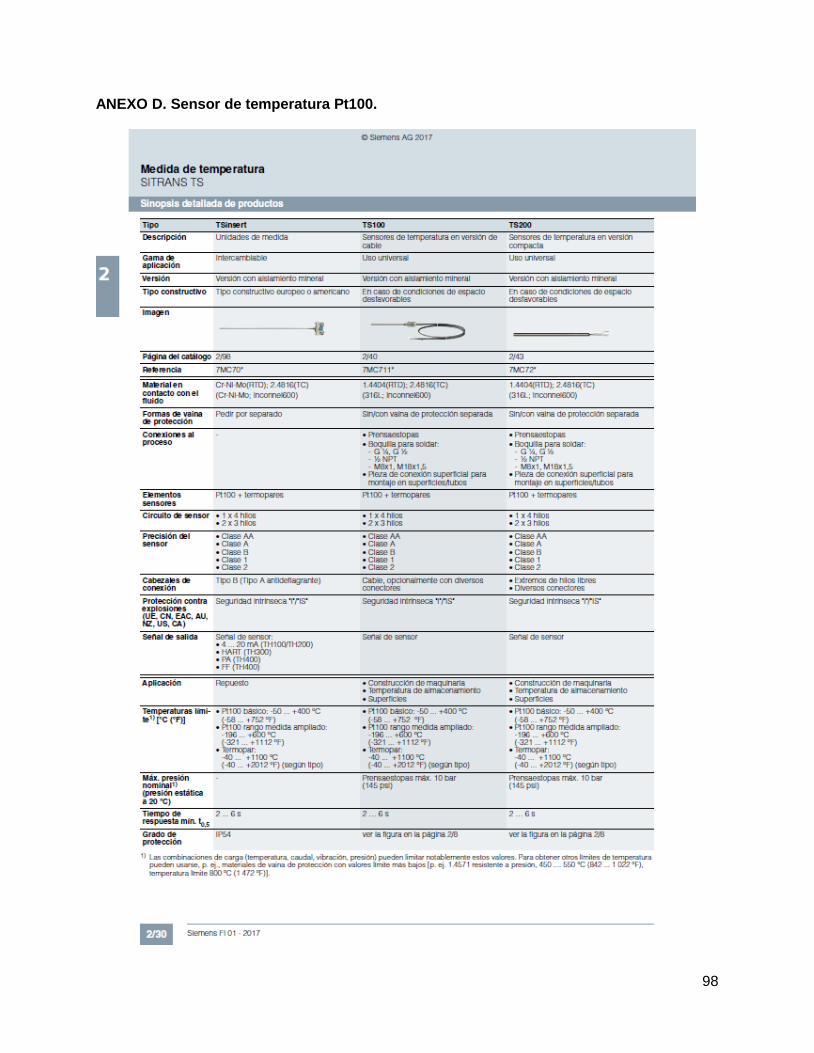
98
ANEXO D. Sensor de temperatura Pt100.
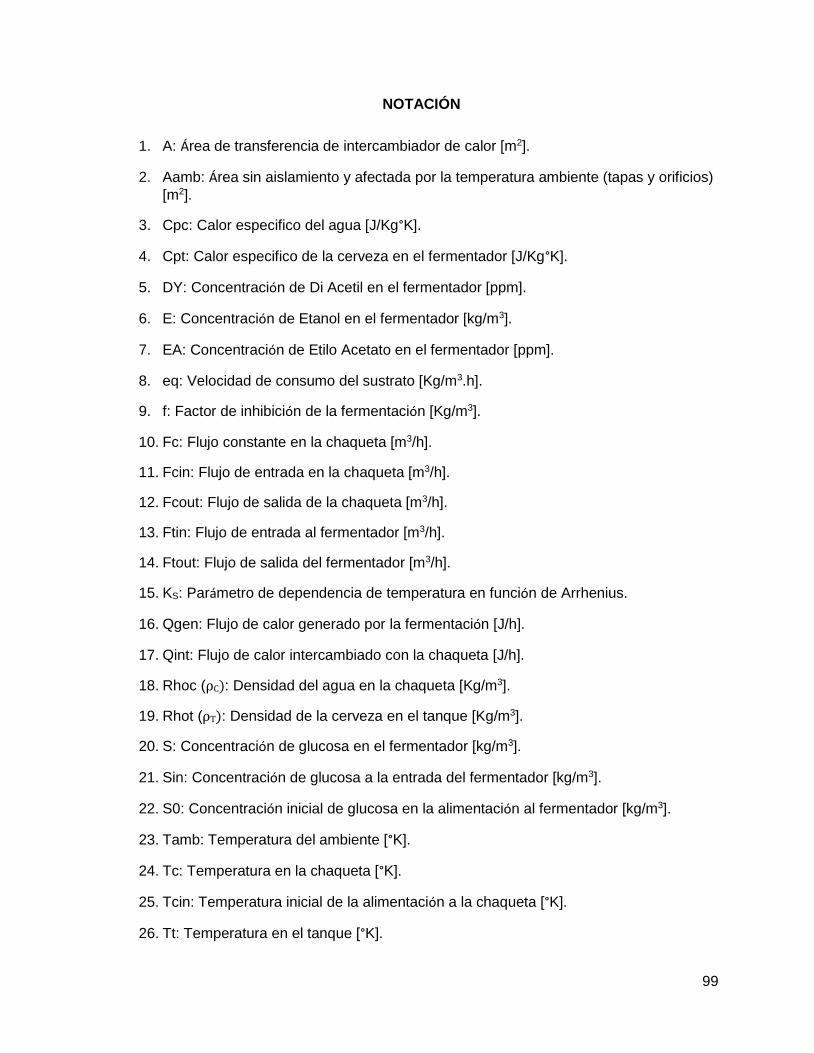
99
NOTACIÓN
1. A: Área de transferencia de intercambiador de calor [m2].
2. Aamb: Área sin aislamiento y afectada por la temperatura ambiente (tapas y orificios)
[m2].
3. Cpc: Calor especifico del agua [J/Kg°K].
4. Cpt: Calor especifico de la cerveza en el fermentador [J/Kg°K].
5. DY: Concentración de Di Acetil en el fermentador [ppm].
6. E: Concentración de Etanol en el fermentador [kg/m3].
7. EA: Concentración de Etilo Acetato en el fermentador [ppm].
8. eq: Velocidad de consumo del sustrato [Kg/m3.h].
9. f: Factor de inhibición de la fermentación [Kg/m3].
10. Fc: Flujo constante en la chaqueta [m3/h].
11. Fcin: Flujo de entrada en la chaqueta [m3/h].
12. Fcout: Flujo de salida de la chaqueta [m3/h].
13. Ftin: Flujo de entrada al fermentador [m3/h].
14. Ftout: Flujo de salida del fermentador [m3/h].
15. KS: Parámetro de dependencia de temperatura en función de Arrhenius.
16. Qgen: Flujo de calor generado por la fermentación [J/h].
17. Qint: Flujo de calor intercambiado con la chaqueta [J/h].
18. Rhoc (⍴C): Densidad del agua en la chaqueta [Kg/m3].
19. Rhot (⍴T): Densidad de la cerveza en el tanque [Kg/m3].
20. S: Concentración de glucosa en el fermentador [kg/m3].
21. Sin: Concentración de glucosa a la entrada del fermentador [kg/m3].
22. S0: Concentración inicial de glucosa en la alimentación al fermentador [kg/m3].
23. Tamb: Temperatura del ambiente [°K].
24. Tc: Temperatura en la chaqueta [°K].
25. Tcin: Temperatura inicial de la alimentación a la chaqueta [°K].
26. Tt: Temperatura en el tanque [°K].
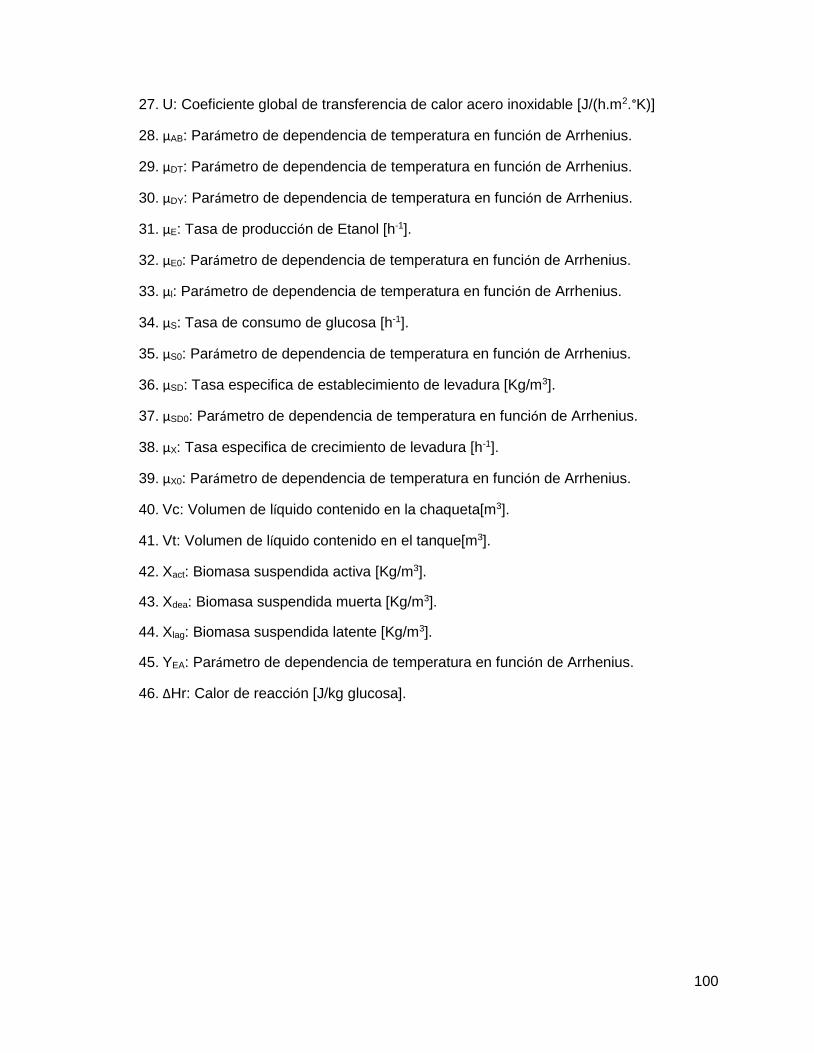
100
27. U: Coeficiente global de transferencia de calor acero inoxidable [J/(h.m2.°K)]
28. µAB: Parámetro de dependencia de temperatura en función de Arrhenius.
29. µDT: Parámetro de dependencia de temperatura en función de Arrhenius.
30. µDY: Parámetro de dependencia de temperatura en función de Arrhenius.
31. µE: Tasa de producción de Etanol [h-1].
32. µE0: Parámetro de dependencia de temperatura en función de Arrhenius.
33. µl: Parámetro de dependencia de temperatura en función de Arrhenius.
34. µS: Tasa de consumo de glucosa [h-1].
35. µS0: Parámetro de dependencia de temperatura en función de Arrhenius.
36. µSD: Tasa especifica de establecimiento de levadura [Kg/m3].
37. µSD0: Parámetro de dependencia de temperatura en función de Arrhenius.
38. µX: Tasa especifica de crecimiento de levadura [h-1].
39. µX0: Parámetro de dependencia de temperatura en función de Arrhenius.
40. Vc: Volumen de líquido contenido en la chaqueta[m3].
41. Vt: Volumen de líquido contenido en el tanque[m3].
42. Xact: Biomasa suspendida activa [Kg/m3].
43. Xdea: Biomasa suspendida muerta [Kg/m3].
44. Xlag: Biomasa suspendida latente [Kg/m3].
45. YEA: Parámetro de dependencia de temperatura en función de Arrhenius.
46. ΔHr: Calor de reacción [J/kg glucosa].
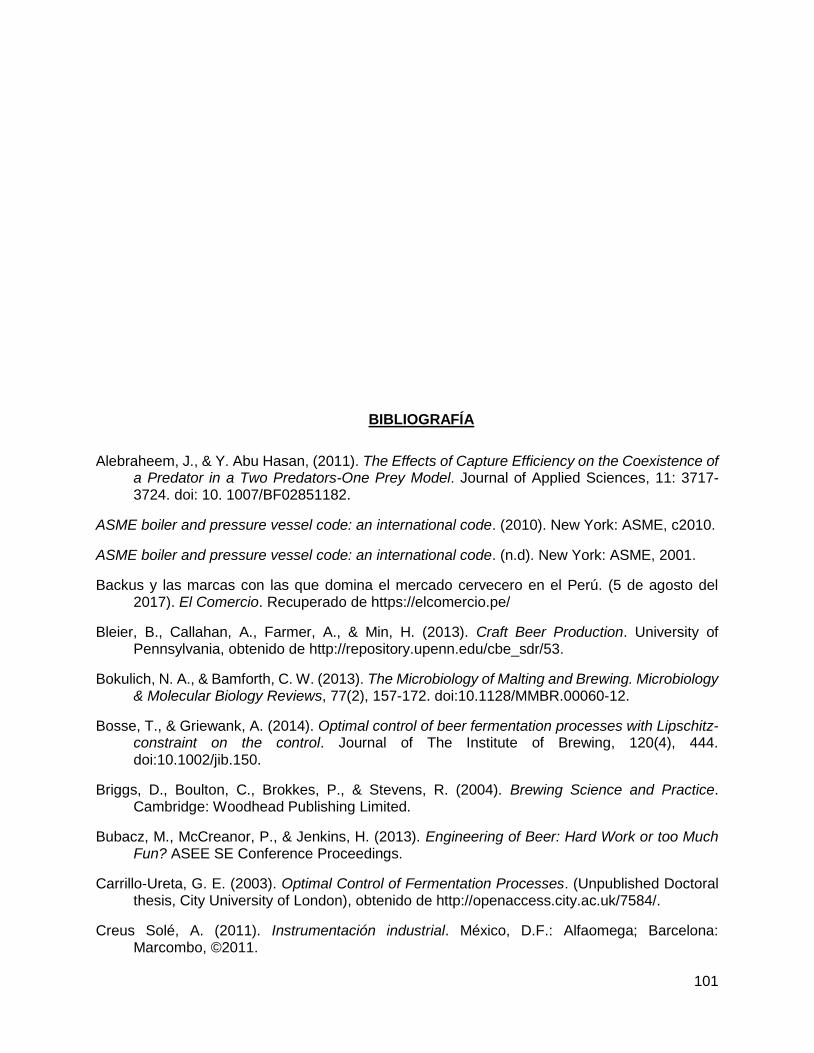
101
BIBLIOGRAFÍA
Alebraheem, J., & Y. Abu Hasan, (2011). The Effects of Capture Efficiency on the Coexistence of a Predator in a Two Predators-One Prey Model. Journal of Applied Sciences, 11: 3717-3724. doi: 10. 1007/BF02851182.
ASME boiler and pressure vessel code: an international code. (2010). New York: ASME, c2010.
ASME boiler and pressure vessel code: an international code. (n.d). New York: ASME, 2001.
Backus y las marcas con las que domina el mercado cervecero en el Perú. (5 de agosto del 2017). El Comercio. Recuperado de https://elcomercio.pe/
Bleier, B., Callahan, A., Farmer, A., & Min, H. (2013). Craft Beer Production. University of Pennsylvania, obtenido de http://repository.upenn.edu/cbe_sdr/53.
Bokulich, N. A., & Bamforth, C. W. (2013). The Microbiology of Malting and Brewing. Microbiology & Molecular Biology Reviews, 77(2), 157-172. doi:10.1128/MMBR.00060-12.
Bosse, T., & Griewank, A. (2014). Optimal control of beer fermentation processes with Lipschitz-constraint on the control. Journal of The Institute of Brewing, 120(4), 444. doi:10.1002/jib.150.
Briggs, D., Boulton, C., Brokkes, P., & Stevens, R. (2004). Brewing Science and Practice. Cambridge: Woodhead Publishing Limited.
Bubacz, M., McCreanor, P., & Jenkins, H. (2013). Engineering of Beer: Hard Work or too Much Fun? ASEE SE Conference Proceedings.
Carrillo-Ureta, G. E. (2003). Optimal Control of Fermentation Processes. (Unpublished Doctoral thesis, City University of London), obtenido de http://openaccess.city.ac.uk/7584/.
Creus Solé, A. (2011). Instrumentación industrial. México, D.F.: Alfaomega; Barcelona: Marcombo, ©2011.
102
de Andrés-Toro, B., Girón-Sierra, J., Fernández-Blanco, P., López-Orozco, J., & Besada-Portas, E. (2004). Multiobjetive Optimization and Multivariable Control of the Beer Fermentation Process with the use of Evolutionary Algorithms. Journal of Zhejiang University: SCIENSE A, 5(4), 378-389. doi: 10. 1007/BF02851182.
de Andrés-Toro, B., Girón-Sierra, J., Fernández-Conde, C., Peinado, J., & García-Ochoa, F. (1997). A Kinetic Model for Beer Production: Simulation Under Industrial Operational Conditions. IFAC-Papersonline, 30(5), 203-208.
Diego Aste: “Empecé haciendo cerveza artesanal en el garaje de la casa de mis abuelos”. (21 de febrero del 2017). La República. Recuperado de http://larepublica.pe/.
Echeverry, N., Quintero, O., Ramírez, M., & Álvarez, H. (s.f.). Control de un Biorreactor para Fermentación Alcohólica en Continuo. Universidad Nacional de Colombia. Medellín.
El boom de la cerveza artesanal. (7 de julio del 2017). Clarín. Recuperado de https://www.clarin.com/
Garduño-García, A., López-Cruz, I., Ruíz-García, A., & Martínez-Romero, S. (2014). Simulación del proceso de fermentación de cerveza artesanal. Ingeniería, Investigación Y Tecnología, 15(2), 221 -232.
Gee, D., & Ramirez, W. (1994). A Flavour Model for Beer Fermentation. Journal of the Institute of Brewing, Vol. 100, 321-329.
Gómez, C. A., Calderón, y. A., & Álvarez, H. (2008). Construcción de Modelos Semifísicos de Base Fenomenológica. Caso Proceso de Fermentación. Biotecnología En El Sector Agropecuario Y Agroindustrial, 6(2), 28-39.
Grau, M. (1999). Estudio del Comportamiento de Reactores Discontinuos y Semicontinuos: Modelización y Comprobación Experimental. Universidad Politécnica de Catalunya. Catalunya.
Jaramillo, O. (2007). Intercambiadores de Calor. Universidad Nacional Autónoma de México. México D. F.
Kunze, W. (2006). Tecnología para Cerveceros y Malteros. Berlín: VLB Berlín.
León, M. (2001). Diseño y Calculo de Recipientes a Presión. INGLESA. México D.F.
Lima Torres, C. E., Meza Flores, C. R., Osante Miranda, C. J. (2013). Diseño y Simulación de equipos de proceso para la fabricación de cerveza artesanal en México. Instituto Politécnico Nacional. México D. F.
Manrique Rebaza, J. A. (2011). Diseño de un Recipiente a Presión con un Sistema de Agitación para el Procesamiento de Biodiesel de 3 m3 de Capacidad. Universidad Nacional de Ingeniería. Independencia.
Mariano Luján, C., & Víctor Vásquez, V. (2010). Control automático con lógica difusa de la producción de cerveza artesanal en las etapas de maceración y cocción. Scientia Agropecuaria, Vol 1, Iss 2, Pp 125-137 (2010), (2), 125.
Marín, Leonardo, J., & Alfaro Víctor M. (2007). Sintonización de controladores por ubicación de polos y ceros. IEEE CONESCAPAN XXVI, 1-6.
103
Martínez, J. M. (2008). Normas de construcción de recipientes a presión: guía del código ASME, sección VIII, div 1. Madrid: Bellisco.
Maware, C., Gwangwava, N., & Jingura, R. (2013). Design of a Control System to Enhance Process Performance in The Production of Sorghum Beer. European Scientific Journal, 9(15), 109-120. ISSN: 1857-7881 e ISSN 1857-7431.
Megyesy, E. F. (1990). Manual de recipientes a presión: diseño y cálculo. México: Limusa, 1990.
Mejía Rodríguez, A. G., & Reyes Madrigal, A. G. (2008). Memoria Calculo Selección y Análisis de un Recipiente a Presión de 600 FT3 de Capacidad. Instituto Politécnico Nacional. México D. F.
Moreno G., F. E., Becerra V., J. A., Cárdenas G., A. O., & Sandoval R., O. R. (2014). Modelamiento y simulación de un sistema de control para una torre de destilación en la producción de kerosene. Scientia Et Technica, 19(1), 29-34.
Naydenova, V., Iliev, V., Kaneva, M., & Kostov, G. (s.f.). Modeling of Alcohol Fermentation in Brewing – Carbonyl Compounds Synthesis and Reduction. University of Food Technologies. Plovdiv.
Ogata, K. (2010). Ingeniería de control moderna. [recurso electrónico]. Madrid: Pearson, 2010.
Oonsivilai, R., Oonsivilai, A. (2010). Differential Evolution Application in Temperature Profile of Fermenting Process. WSEAS TRANSACTIONS on SYSTEMS. Muang District.
Ortega Delgado, L. M. (2015). Análisis y diseño de recipientes a presión para el almacenamiento de GLP. Universidad Nacional de Ingeniería. Independencia.
Ortega, F. A., Pérez, O. A., & López, E. A. (2016). Modelo Semifísico de Base Fenomenológica del Proceso Continuo de Fermentación Alcohólica. Información Tecnológica, 27(1), 21-31. doi:10.4067/S0718-07642016000100004.
Parcunev, I., Naydenova, V., Kostov, G., Yanakiv, Y., Popova, Z., Kaneva, M., & Ignatov, I. (s.f.). Modeling of Alcohol Fermentation in Brewing – Some Practical Approaches. University of Food Technologies. Plovdiv.
Pathak K., & Adhyaru, D. (2013). Model Reference Adaptive Control of Jacketed Stirred-Tank Heater. International Journal of Advance Research in Electrical, Electronics and Instrumentation Engineering, 2(7), 2942-2947.
Proyecto ley que cambia el ISC a la cerveza se debatiría el 5 de mayo. (20 de abril del 2016). RPP Noticias. Recupera de http://rpp.pe/
Ramirez, W., & Maciejowski, J. (2007). Optimal Beer Fermentation. Journal of The Institute of Brewing, 113(3), 325-333.
Ribas, M., Hurtado, R., Garrido, N., Domenech, F., & Sabadí, R. (2011). Metodología para la Modelación Matemática de Procesos. Caso de Estudio, la Fermentación Alcohólica. Instituto Cubano de Investigaciones de los Derivados de la Caña de Azúcar, obtenido de http://www.redalyc.org/articulo.oa?id=223122251005.
Ricaurte, L. E. (2016). Diseño y Simulación de un Tanque Mezclador de 10,000 gal para la elaboración de aceites lubricantes. Escuela Superior Politécnica del Litoral. Guayaquil.
104
Rodman, A. D., & Gerogiorgis, D. I. (2016). Dynamic Simulation and Visualisation of Fermentation: Effect of Process Conditions on Beer Quality. IFAC-Papersonline, 49(7), 615-620.
Sánchez, A. (2011). Fermentación de Malta empleando un Sistema Semicontinuo en el Proceso de Elaboración de Cerveza. Universidad Tecnológica de la Mixteca. Oaxaca.
Sandoval Paipay, M. S. (2015). Diseño y criterios para certificación de recipientes a presión según código ASME Sección VIII División I. Lima. Universidad Nacional Tecnológica del Sur. Villa el salvador.
Siti, A., Suhairi, A., & Norashid, A. (2011). Nonlinear Autoregressive with Exogenous Inputs Based Model Predictive Control for Batch Citronellyl Laurate Esterification Reactor. Intech, 267-290.
VV.AA. (2016). Haga su Propia Cerveza Artesanal. Madrid: Lexus Editores.
Yadav, I., & Trivedi A (2014). Temperature Control of CSTR a Comparative Approach. International Journal of Engineering Research and Review, 2(3), 200-208, obtenido de www.researchpublish.com, ISSN 2348-697X.
Zamora, E. S., Espinoza, M. S., & Cortes, H. Z. (2013). Diseño y Construcción del Sistema de Control para un Intercambiador de Calor Tubular. Universidad Politécnica Nacional. México D. F.





























