Embed Size (px)
Citation preview

Ministério da Educação e do Desporto
Universidade Federal de Ouro Preto
Departamento de Engenharia de Minas
Programa de Pós-Graduação em Engenharia Mineral –
PPGEM
DISSERTAÇÃO DE MESTRADO
MODELAGEM DE DESAGUAMENTO EM PENEIRA
Autor: Felipe de Orquiza Milhomem
Orientador: Prof.º José Aurélio Medeiros da Luz
OURO PRETO/MG
JUNHO/2013
Ministério da Educação e do Desporto
Universidade Federal de Ouro Preto
Departamento de Engenharia de Minas
Programa de Pós-Graduação em Engenharia Mineral –
PPGEM
II
MODELAGEM DE DESAGUAMENTO EM PENEIRA
Autor: Felipe de Orquiza Milhomem
Orientador: Prof. Dr. José Aurélio Medeiros da Luz
Área de Concentração: Tratamento de Minérios
Ouro Preto/MG
Junho de 2013.
Dissertação apresentada ao Programa de Pós-
Graduação do Departamento de Engenharia de
Minas da Escola de Minas da Universidade
Federal de Ouro Preto, como parte integrante dos
requisitos para obtenção do título de Mestre em
Engenharia Mineral.

III
Catalogação: [email protected]
M644m Milhomem, Felipe de Orquiza.
Modelagem de desaguamento em peneira [manuscrito] / Felipe Orquiza
Milhomem – 2013.
xvii, 147f.: il. color; graf., tab.
Orientador: Prof. Dr. José Aurélio Medeiros da Luz.
Dissertação (Mestrado) - Universidade Federal de Ouro Preto. Escola de
Minas. Departamento de Engenharia de Minas. Programa de Pós-Graduação
em Engenharia Mineral.
Área de concentração: Tratamento de Minérios.
1. Peneiramento (Mineração) - Teses. 2. Modelagem - Teses. 3. Simulação
por computador - Teses. 4. Escoamento - Teses. I. Luz, José Aurélio Medeiros
da. II. Universidade Federal de Ouro Preto. III. Título.
CDU: 622.72:004.94
CDU: 669.162.16
IV
V
AGRADECIMENTOS
Gostaria de agradecer em primeiro lugar a Deus, pelo Seu amor e bondade
incondicionais, que me forneceram as condições (de quaisquer natureza) de vencer as
barreiras que surgiram para mim ao longo desses 2 anos.
Agradeço ao meu orientador, o professor José Aurélio Medeiros da Luz, não apenas
pelo suporte e ensinamentos técnicos, mas também pelo seu companheirismo e lições
que me ajudaram muito.
Aos professores que participaram da minha banca examinadora, Otávia Martins
Rodrigues e Mário Cabello Russo, por se dispor a analisar e sugerir melhorias que
ajudaram a enriquecer este trabalho.
Aos meus familiares, especialmente meus pais, Assis e Irenilde, e meus irmãos,
Fabrício e Nayara, pelo apoio, fornecido integralmente ao longo de minha vida e
também nesta etapa.
À minha namorada, Karla Marques, que me ajudou (e muito!) a superar todas as
angústias e aos amigos, tanto aqueles que ficaram no Pará (mas que ainda sim torceram
por mim), quanto os novos (“adquiridos” aqui em Ouro Preto), que me incentivaram e
tornaram as coisas por aqui mais felizes e divertidas.
Ao professor Carlos Alberto Pereira, pelas conversas e também pelos esclarecimentos,
tanto os de cunho técnico quanto pessoal e aos demais professores do programa, em
especial Rosa Malena e Érica Linhares, pelos ensinamentos e auxílio prestados, que
contribuíram à minha formação.
Aos colegas de pós-graduação, pelo apoio dentro e fora da sala de aula.
Aos funcionários do DEMIN/PPGEM que me auxiliaram quando precisei de algo.
VI
À CAPES, pelo fornecimento da bolsa de estudos.
E agradeço a todos aqueles que não foram lembrados aqui, mas que de forma direta ou
indireta me ajudaram a alcançar mais esta conquista.
Muito obrigado a todos!
VII
RESUMO
Peneiras vibratórias são comumente utilizadas no beneficiamento mineral para a
separação das espécies por tamanho. Elas também podem ser empregadas para a etapa
de desaguamento de sistemas particulados como areia, finos de carvão, concentrados de
minério e rejeitos, dentre outros, tendo como vantagem os baixos custos de montagem e
operação. Dada sua importância no processamento mineral, este trabalho teve por
objetivo estudar o desaguamento por peneiras vibratórias por meio da construção de um
modelo matemático. Esse modelo será baseou-se nas forças hidráulicas descritas pela
equação de Ergun, pela perda de carga nas aberturas da peneira (acidentes hidráulicos),
pela altura da coluna de líquido, pelas forças interfaciais (capilaridade) e pelas forças
mecânicas devidas ao movimento vibratório da peneira. Simulações foram realizadas
com o intuito de verificar quais as melhores condições de drenagem do líquido (maior
velocidade de percolação). Os melhores resultados obtidos foram com esferas de vidro,
com 30% de sólidos, amplitude de 0,002 m e frequência de 167,55 Hz com tensão
superficial de 72 x 10-2
N/m. Assim, os parâmetros que mais influenciam no processo
são a morfologia das partículas, a concentração de sólidos na polpa e a excitação da
peneira (frequência e amplitude). Por outro lado, tensão superficial e fração de área
aberta mostraram pouca importância nos resultados.
Palavras-chave: peneira vibratória, desaguamento, modelagem, simulação.

VIII
ABSTRACT
Vibrating screens are commonly used in mineral processing for size separation of
species. They may also have common use for particulate systems dewatering, with low
operational and installation costs. This work aims to study the dewatering with vibrating
screens through the development of a mathematical model. The model is based on the
hydraulic forces described by Ergun's equation, on the pressure drop in the openings of
the sieve (hydraulic accidents), on the height of the column of liquid interfacial forces
(capillary action) and on the forces due to mechanical vibratory motion of the sieve.
Simulations were performed in order to determine the best conditions for the liquid
flow. The best values were achieved with glass beads at 30 % of mass solids
concentration, 0.002 m amplitude, under frequency of 167.55 Hz and with surface
tension of 72 x 10-2
N/m. The main factors that influence the dewatering in vibrating
screens are the particles morphology, sludge concentration and amplitude and frequency
of screen. Surface tension and screen open area didn‟t show improvement.
Keywords: vibrating screen, dewatering, modelling, simulation.
IX
LISTA DE TABELAS
Tabela 3.1: Índice de Hausner (Hr) e escoabilidade de meio granular ........................... 25
Tabela 3.2: Cálculos para análise granulométrica .......................................................... 31
Tabela 3.3: Cotejo entre alguns tipos de peneiras vibratórias ........................................ 46
Tabela 3.4: Fatores que influenciam no desaguamento com peneiras vibratórias. ......... 47
Tabela 3.5: Aspectos levados em conta no dimensionamento de peneiras .................... 48
Tabela 4.1: Classificação das micro esferas de vidro, de acordo com sua granulometria
........................................................................................................................................ 88
Tabela 4.2: Principais parâmetros analisados de acordo com a distribuição de Rosin-
Rammler .......................................................................................................................... 89
Tabela 4.3: Resultados encontrados para massa específica real, aparente e porosidade da
areia ................................................................................................................................. 92
Tabela 5.1: Variáveis analisadas em 10 diferentes cenários de simulação ..................... 99
Tabela 5.2: Valores analisados de cada variável ............................................................ 99
Tabela 5.3: Resultados de simulação para esferas de vidro: valores máximo e mínimo de
velocidade de filtragem de acordo com a tensão superficial e frequência de operação 103
Tabela 5.4: Resultados de simulação para esferas de vidro: valores máximo e mínimo de
velocidade de filtragem de acordo com a fração de área aberta e frequência de operação
...................................................................................................................................... 106
Tabela 5.5: Resultados de simulação para esferas de vidro: valores máximo e mínimo de
velocidade de filtragem de acordo com a amplitude e frequência de operação ........... 108
Tabela 5.6: Resultados de simulação para esferas de vidro: valores máximo e mínimo de
velocidade de filtragem de acordo com a concentração mássica de sólidos e frequência
de operação ................................................................................................................... 110
Tabela 5.7: Resultados de simulação para areia: valores máximo e mínimo de
velocidade de filtragem de acordo com a tensão superficial e frequência de operação 112
Tabela 5.8: Resultados de simulação para areia: valores máximo e mínimo de
velocidade de filtragem de acordo com a fração de área aberta e frequência de operação
...................................................................................................................................... 114
Tabela 5.9: Resultados de simulação para areia: valores máximo e mínimo de
velocidade de filtragem de acordo com a amplitude e frequência de operação ........... 116
Tabela 5.10: Resultados de simulação para areia: valores máximo e mínimo de
velocidade de filtragem de acordo com a concentração mássica de sólidos e frequência
de operação ................................................................................................................... 118
X
LISTA DE FIGURAS
Figura 3.1: Exemplo de um típico sistema particulado. ................................................. 22
Figura 3.2: Tempo para atingir o pico de cegamento versus índice de Hausner. ........... 26
Figura 3.3: esquema mostrando o ângulo de repouso (β) e o ângulo de atrito interno (α).
........................................................................................................................................ 27
Figura 3.4: Diâmetros equivalentes para uma mesma partícula. .................................... 28
Figura 3.5: Demonstração da não-aderência estatística com a distribuição de Gauss de
uma amostra peneirada. .................................................................................................. 30
Figura 3.6: Projeção de um grão de areia através de coordenadas polares. .................... 34
Figura 3.7: a) Modelo esquemático do processo de peneiramento; b) Exemplo de
material retido na tela da peneira. ................................................................................... 35
Figura 3.8: Exemplo de grelha fixa. ............................................................................... 36
Figura 3.9: Exemplo de peneira DSM. ........................................................................... 38
Figura 3.10: Partição do fluido em peneira DSM, segundo distribuição de Weilbul. .... 39
Figura 3.11: Esquema de trômel com duas telas. ........................................................... 40
Figura 3.12: Esquema típico de peneira vibratória inclinada. ........................................ 41
Figura 3.13: Movimento da partícula em peneiras vibratórias: a) horizontais; b)
inclinadas.. ...................................................................................................................... 41
Figura 3.14: Ilustração dos padrões de movimento vibratório da peneira: a) movimento
circular; b e d) movimento oval; c) movimento linear. A estrela indica o centro de
gravidade das mesmas (A – alimentação; R – retido; P - passante). .............................. 42
Figura 3.15: a) Desenho esquemático dos perfis de inclinação de uma peneira modular;
b) perfil de profundidade nas regiões de alimentação e de descarga. ............................. 44
Figura 3.16: a) Representação esquemática de uma peneira desaguadora: 1)
alimentação, 2) filtragem da água através peneira, 3) motores que criam o movimento
linear de vibração, 4) inclinação ascendente na descarga, proporcionando a descarga de
sólidos desaguados. (Fonte: McLanahan, 2012); b) exemplo de uma peneira
desaguadora industrial (Fonte: Eral, 2012). .................................................................... 45
Figura 3.17: Desenho esquemático do processo de filtragem. ....................................... 49
Figura 3.18: Comparação entre perda de carga com e sem vibração para peneira de
250 x 10-6 m (60 #). Os resultados são mostrados em função do coeficiente de perda de
carga (k) versus o tempo. ................................................................................................ 53
Figura 3.19: Esquema das principais regiões de peneiramento. ..................................... 54
XI
Figura 3.20: Eficiência do peneiramento versus frequência (Dpi – diâmetro das
partículas).. ...................................................................................................................... 55
Figura 3.21: comparação entre o desaguamento com e sem um meio de sucção capilar.
Os valores próximos dos pontos representam a altura do leito. ...................................... 57
Figura 3.22: Direção da aceleração em determinados intervalos de tempo. (C – valor
múltiplo da aceleração [-]). ............................................................................................. 58
Figura 3.23: Forças atuantes na cinética de escoamento do líquido em um capilar devido
à vibração. ....................................................................................................................... 59
Figura 3.24: Influência da frequência e do parâmetro cinético na saturação da torta (S –
saturação; f – frequência; λ - parâmetro cinético). ......................................................... 63
Figura 3.25: Umidade versus parâmetro gravitacional. .................................................. 66
Figura 3.26: Esquema de desaguamento com peneiras vibratórias. A polpa é alimentada
pela esquerda, onde ocorre a filtragem do líquido. Com o movimento vibratório, os
sólidos são levados para a parte de descarga, à direita da figura. Nesta parte, também
ocorre a drenagem do líquido residual. ........................................................................... 67
Figura 3.27: Coordenadas retangulares do sistema de Raja et alii: seção do sistema com
presença da peneira (com inclinação ), polpa e torta. ..................................................... 68
Figura 3.28: Resultados obtidos mostrando a relação entre a porosidade e o diâmetro
das partículas (dp) com a vazão de filtrado (Q). ............................................................. 70
Figura 4.1: modelo esquemático mostrando os elementos presentes numa peneira
desaguadora. S – líquido sobre nadante; e – espessura do leito de material particulado
(com presença de líquido intersticial); Z (t) – altura total do sistema. ........................... 71
Figura 4.2: Exemplo esquemático do leito monodisperso e poros de igual quantidade
das partículas. .................................................................................................................. 76
Figura 4.3: Considerações quanto à presença de líquido intersticial. ............................. 79
Figura 4.4: Evolução do perfil de umidade: teórico versus experimental. ..................... 86
Figura 4.5: Distribuição granulométrica das amostras. .................................................. 89
Figura 4.6: Escala de Krumbein para avaliação visual da esfericidade de partículas (no
eixo horizontal se encontram os valores de arredondamento e no vertical, estão os
valores de esfericidade). ................................................................................................. 93
Figura 4.7: Amostras utilizadas: a) esferas de vidro; b) areia quartzosa.. ...................... 93
Figura 4.8: Demonstração da obtenção da fração de área aberta da peneira. ................. 94
Figura 5.1: Ensaios com esferas de vidro: relação entre frequência, tempo de operação e
velocidade de filtragem para tensão superficial de 36 x 10-2
N/m (adição de sulfonato de
petróleo). ....................................................................................................................... 101
XII
Figura 5.2: Ensaios com esferas de vidro: relação entre frequência, tempo de operação e
velocidade de filtragem para tensão superficial de 72 x 10-2
N/m. ............................... 102
Figura 5.3: Ensaios com esferas de vidro: relação entre frequência, tempo de operação e
velocidade de filtragem para fração de área aberta de 34,2%. ..................................... 104
Figura 5.4: Ensaios com esferas de vidro: relação entre frequência, tempo de operação e
velocidade de filtragem para fração de área aberta de 36%. ........................................ 105
Figura 5.5: Ensaios com esferas de vidro: relação entre frequência, tempo de operação e
velocidade de filtragem para amplitude de vibração de 0,0015 m. .............................. 107
Figura 5.6: Ensaios com esferas de vidro: relação entre frequência, tempo de operação e
velocidade de filtragem para amplitude de vibração de 0,002 m. ................................ 107
Figura 5.7: Ensaios com esferas de vidro: relação entre frequência, tempo de operação e
velocidade de filtragem para concentração de sólidos de 30%. ................................... 109
Figura 5.8: Ensaios com esferas de vidro: relação entre frequência, tempo de operação e
velocidade de filtragem para concentração de sólidos de 40%. ................................... 109
Figura 5.9: Ensaios com areia: relação entre frequência, tempo de operação e velocidade
de filtragem para tensão superficial de 36 x 10-2
N/m. ................................................. 111
Figura 5.10: Ensaios com areia: relação entre frequência, tempo de operação e
velocidade de filtragem para tensão superficial de 72 x 10-2
N/m. ............................... 112
Figura 5.11: Ensaios com areia: relação entre frequência, tempo de operação e
velocidade de filtragem para fração de área aberta de 34,2%. ..................................... 113
Figura 5.12: Ensaios com areia: relação entre frequência, tempo de operação e
velocidade de filtragem para fração de área aberta de 36%. ........................................ 114
Figura 5.13: Ensaios com areia: relação entre frequência, tempo de operação e
velocidade de filtragem para amplitude de vibração de 0,0015 m. .............................. 115
Figura 5.14: Ensaios com areia: relação entre frequência, tempo de operação e
velocidade de filtragem para amplitude de vibração de 0,002 m. ................................ 116
Figura 5.15: Ensaios com areia: relação entre frequência, tempo de operação e
velocidade de filtragem para concentração de sólidos de 30%. ................................... 117
Figura 5.16: Ensaios com areia: relação entre frequência, tempo de operação e
velocidade de filtragem para concentração de sólidos de 40%. ................................... 118
XIII
LISTA DE ABREVIAÇÕES E NOTAÇÕES
Lyv – velocidade do líquido na direção “y” [m/s];
F f – força de atrito viscoso, dada por:
F i – força inercial, dada por:
F t – força capilar (força de retenção), dada por:
F v – força operacional aplicada, devida à aceleração e vibração da peneira, dada
por:
A – amplitude da vibração da peneira [m];
a e b – constantes;
ab – valores que vão de 1 a 6, dependendo da característica do material (quanto
mais fino, menor seu valor);
Ap – área da partícula [m2].
Apo – área do poro [m²]
as = 4/3 e;
At – área transversal da peneira [m²].
ax e ay – abertura da peneira nos planos “x” e “y” respectivamente [m];
Ay – amplitude de vibração normal à superfície da peneira [m].
bs = 1/2.
Cd – coeficiente de descarga [-];
C – valor múltiplo da aceleração, como função do tempo e da altura do leito [-];
Cml – concentração mássica de líquido [-].
Cms – concentração mássica de sólidos [-];
Cvs – concentração volumétrica de sólidos [-].
dh – diâmetro equivalente do tubo capilar [m];
dk – diâmetro de Kozeny das partículas (medido através da permeabilidade da
torta) [m].
dp – diâmetro da partícula [m].
dpo – diâmetro do poro [m]
e – espessura do leito [m];
f – frequência de operação [Hz].
XIV
fa – fração de área aberta da peneira (porosidade da peneira) [-].
g – aceleração da gravidade [m/s²];
G – parâmetro gravitacional [-];
H – altura do tubo capilar [m];
h – ascensão capilar [m];
hc – espessura da torta [m];
hm – espessura da polpa [m];
Hr – índice de Hausner [-];
hscr – espessura da peneira [m];
k – permeabilidade do leito [-];
kc – permeabilidade da torta [-];
ke – permeabilidade do leito [-];
kscr – permeabilidade da peneira [-].
Kϕ – coeficiente de perda de carga da peneira [-];
L – comprimento da peneira [m];
m – massa da amostra seca em estufa [kg];
m1 – massa do conjunto (proveta + areia) [kg];
m1 – massa do picnômetro vazio [g];
m2 – massa do picnômetro + amostra [g];
m2 – massa total do conjunto (proveta + areia + água) [kg];
m3 – massa do picnômetro + amostra + água [g];
m4 – massa do picnômetro + água [g];
n – número harmônico.
n – umidade instantânea;
n0 – valor mínimo de n;
np/e – número de partículas por estrato [-].
npo – número de poros [-];
pb – pressão capilar máxima (breakthrough pressure) [Pa];
Qvf – vazão volumétrica de filtrado [m3/s];
Rc – raio do capilar [m].
Reϕ – número de Reynolds da peneira [-].
Rf – raio da partícula no ângulo θ [mm];
XV
SF – saturação da película [-];
Slb – saturação entre as partículas [-].
t – tempo de operação [s];
v – velocidade de percolação intersticial do fluido (velocidade superficial de
filtragem) [m.s-1
];
v – velocidade superficial de escoamento (drenagem) [m/s].
Va – volume de água adicionada à proveta [m3].
Vl inst – volume de líquido intersticial [m³];
Vl sobre – volume de líquido sobrenadante [m³];
Vl total – volume total de líquido [m³].
Vp – volume da partícula [m3];
Vpro – volume da proveta [m3];
Vs pen – volume de sólido na peneira [m³];
Vs– volume de sólido [m³];
Vv – volume de vazios [m³];
vx – velocidade de transporte na direção “x” [m/s].
α0, αn e βn – coeficientes de Fourier [-];
β – coeficiente de escoamento cinético (parâmetro inercial) [-];
γ – tensão superficial do líquido [N/m];
δ – ângulo de contato [º].
Δp – diferença de pressão [Pa];
Δpγ – pressão interfacial [Pa];
Δpϕ – perda de carga na tela da peneira [Pa];
εL – porosidade do líquido no leito sólido [-];
εs – porosidade do leito [-];
ηl – viscosidade dinâmica do líquido [Pa.s];
θ – ângulo de contato da fase sólido-líquido [°];
θ – ângulo de inclinação da peneira;
λ – parâmetro cinético (múltiplo da aceleração) [-].
μ – viscosidade do líquido [Pa.s];
ρa – massa específica da água [kg/m3]
ρap – massa específica aparente do sólido [kg/m3].

XVI
ρf – massa específica do filtrado [kg.m-3
];
ρl – massa específica do líquido [kg/m³];
ρpo – massa específica da polpa [kg/m³];
ρs – massa específica real do sólido [kg/m3];
φ – ângulo de fase [-];
ϕ – diâmetro do fio da peneira [m];
ϕx e ϕy – diâmetro do fio da tela nos planos “x” e “y” respectivamente [m].
ψ – esfericidade [-];
ω – frequência angular da peneira [rad/s];
XVII
SUMÁRIO
1. INTRODUÇÃO ..................................................................................................... 19
2. OBJETIVO E RELEVÂNCIA ............................................................................ 21
3. REVISÃO BIBLIOGRÁFICA ............................................................................ 22
3.1 Sistemas particulados e sua caracterização .......................................................... 22
3.1.1 Massa específica real e aparente e densidade ........................................................ 24
3.1.2 Índice de Hausner .................................................................................................. 24
3.1.3 Ângulo de repouso, ângulo de atrito interno e velocidade de escoamento ............ 27
3.1.4 Tamanho e distribuição de tamanho de partículas ................................................. 28
3.1.5 Morfologia de partículas ........................................................................................ 31
3.1.6 Análise da morfologia de partículas a partir de séries de Fourier ......................... 33
3.2 Peneiramento ........................................................................................................... 34
3.2.1 Equipamentos ......................................................................................................... 36
3.2.1.1 Grelhas ................................................................................................................ 36
3.2.1.2 Peneiras fixas ...................................................................................................... 37
3.2.1.3 Peneiras móveis .................................................................................................. 39
3.2.2 Dimensionamento de peneiras ............................................................................... 47
3.3 Mecanismos de filtragem aplicáveis ao desaguamento em peneiras .................. 48
3.4 Perda de carga na tela da peneira ......................................................................... 52
3.5 Vibração em peneiras ............................................................................................. 53
3.6 Capilaridade dos sistemas particulados ................................................................ 56
3.7 Modelagem do desaguamento em peneiras vibratórias ...................................... 57
3.7.1 Modelo de desaguamento de peneiras de Keller e Stahl (Keller e Stahl,
1994;1997) ...................................................................................................................... 58
3.7.2 Modelo de desaguamento de peneiras de Ng (Ng, 1990) ...................................... 63
3.7.3 Modelo de desaguamento Raja et alii (2010) ........................................................ 67
4. MATERIAIS E MÉTODOS ................................................................................ 71
4.1 Desenvolvimento do modelo matemático .............................................................. 71
4.1.1 Perda de carga em meio poroso (Δ pe) ................................................................... 73
4.1.2 Perda de carga na tela da peneira (Δ pϕ) ................................................................ 74
XVIII
4.1.3 Perda de carga interfacial (capilaridade) (Δ pγ) ..................................................... 75
4.1.4 Pressão hidrostática (Δ ph) ..................................................................................... 78
4.1.5 Pressão mecânica (aceleração do sistema) (Δ pm) ................................................. 81
4.1.6 Equação para o cálculo da velocidade de drenagem .............................................. 84
4.1.7 Equação para determinação da umidade residual da torta ..................................... 85
4.2 Caracterização das amostras para realização da simulação .............................. 87
4.2.1 Amostras ................................................................................................................ 87
4.2.2 Caracterização granulométrica das amostras ......................................................... 88
4.2.3 Determinação da massa específica das amostras (real e aparente) e porosidade ... 90
4.2.4 Determinação da esfericidade ................................................................................ 93
4.2.5 Características da tela da peneira ........................................................................... 94
4.2.6 Determinação da espessura do leito de partículas e da lâmina de sobrenadante ... 95
5. RESULTADOS ..................................................................................................... 99
5.1 Simulação com esferas de vidro ........................................................................... 100
5.1.1 Influência da tensão superficial para drenagem com esferas de vidro................. 100
5.1.2 Influência da fração de área aberta da peneira para drenagem com esferas de vidro
...................................................................................................................................... 104
5.1.3 Influência da amplitude do movimento para drenagem com esferas de vidro .... 106
5.1.4 Influência da concentração mássica de sólidos para drenagem com esferas de
vidro .............................................................................................................................. 108
5.2 Simulação com areia ............................................................................................. 111
5.2.1 Influência da tensão superficial para drenagem com areia .................................. 111
5.2.2 Influência da fração de área aberta da peneira para drenagem com areia ........... 113
5.2.3 Influência da amplitude do movimento para drenagem com areia ...................... 115
5.2.4 Influência da concentração mássica de sólidos para drenagem com areia .......... 117
5.3 Previsão da umidade residual da torta ............................................................... 119
6. CONCLUSÃO ..................................................................................................... 121
7. SUGESTÕES PARA TRABALHOS FUTUROS ............................................ 123
8. REFERÊNCIAS .................................................................................................. 124
9. ADENDOS ........................................................................................................... 131
19
Sistemas particulados apresentam elevada ubiqüidade, entretanto, também
apresentam elevada complexidade no seu entendimento, caracterização e
processamento. No beneficiamento mineral, fazem-se presentes nas variadas etapas do
processo, a partir de etapas de cominuição de uma rocha progenitora, que devido aos
diferentes mecanismos de quebra envolvidos, gerarão como produtos uma infinidade de
partículas com granulações as mais diversas. Na maioria das vezes, o tratamento de
sistemas particulados (também conhecidos como graneis ou sistemas particulados
densificados, em contraste com os sistemas rarefeitos, como poeiras e gases) ocorre
com presença de grande quantidade de água.
A presença de água pode ser utilizada devido a parâmetros operacionais, como
no caso da moagem que evita sobreaquecimento do equipamento, na classificação em
que é realizada a separação das espécies de acordo com suas granulações, por meio de
separação hidráulica, no peneiramento, a presença de água auxlia na separação física
entre os graneis (inclusive, ajuda a mitigar o efeito da elevada área específica de
partículas mais finas, que por ventura acabam aderidas em partículas maiores e
destinadas a produtos equivocados na operação) e também em etapas de concentração.
Neste último caso, a presença de água se faz até mais significativa, sendo
imprescindível o seu uso (salvo em casos de utilização de técnicas que ou utilizem o
processamento a seco, ou que façam a operação com auxílio de outros fluidos que não a
água).
Todavia, a água deve ser separada posteriormente da fase sólida. Basicamente,
os métodos empregados para a separação entre as fases podem consistir na
sedimentação do sólido em líquido estacionário (espessamento), na passagem do líquido
através de sólido estacionário (filtragem) ou mesmo aplicação de forças centrífugas
(ciclones) e vibratórias (peneiras desaguadoras)
1. INTRODUÇÃO
20
Em geral, as operações de desaguamento podem ser executadas em conjunto,
como sedimentação seguida de filtragem, dependendo das características do material e
da análise econômica do empreendimento.
A filtragem, entretanto, é uma operação cara e complexa, que se utiliza de
diferenças de pressão (positiva ou negativa) e mesmo da presença de reagentes,
podendo ser substituída em alguns casos pelo desaguamento com peneiras. Peneiras
desaguadoras atuam de forma semelhante à filtragem, com o líquido filtrado escoando
através de um meio sólido, que é retido por uma barreira física (tela com abertura menor
que o menor tamanho de partícula).
Dentro desse contexto, este trabalho visou à elaboração de um modelo
matemático que permita prever quantitativamente o comportamento de peneiras
desaguadoras. A validação do modelo matemático foi feita a partir da simulação dos
experimentos.
21
Desenvolver um modelo matemático que permita analisar e quantificar a ação
dos mecanismos presentes no desaguamento com peneiras vibratórias, sob a
ótica da filtragem;
Desenvolver um modelo matemático que permita avaliar o perfil da evolução da
umidade residual durante a operação de desaguamento em peneiras vibratórias;
Este estudo permitirá, portanto, um maior conhecimento da operação de
desaguamento em peneiras vibratórias ao aplicar mecanismos de filtragem para o
desaguamento. Além disso, o sistema computacional poderá ser aplicado para
simulação de peneiras desaguadoras.
2. OBJETIVO E RELEVÂNCIA
22
A seguir, serão mencionadas as principais características dos sistemas
particulados que podem influenciar nas operações de processamento mineral e em
especial, nas operações de separação sólido-líquido. Também será feita breve
introdução nos princípios de filtragem e na utilização do peneiramento convencional
para separação das partículas conforme suas faixas granulométricas.
3.1 Sistemas particulados e sua caracterização
Materiais particulados (caracterizados por serem grandes partículas
macroscópicas, figura 3.1) possuem grande importância econômica em diversos setores,
dada sua ubiqüidade, desde a grande quantidade de rochas de granulação maior
utilizadas na construção civil, até pequenas quantidades de pequenas partículas
produzidas na indústria farmacêutica. Outros campos fortemente influenciados pelas
características do material particulado incluem indústria alimentícia, nanotecnológica,
ciência dos materiais e mineração.
Figura 3.1: Exemplo de um típico sistema particulado.
3. REVISÃO BIBLIOGRÁFICA
23
Embora exerçam grande importância na vida cotidiana, eles apresentam alta
complexidade e difícil quantificação dos parâmetros envolvidos na sua caracterização e
tratamento. Tal complexidade pode ser atribuída à sua metaestabilidade, que os deixam
no limiar entre características de sólidos e dos fluidos (líquidos e gases), conforme
afirmam López et alii (2008). Ainda segundo esses autores, as interações entre as
partículas são configuradas como repulsivas e dissipativas (inelásticas).
A complexidade apresentada pelos graneis pode ser ainda aumentada no caso do
processamento mineral, como é o caso das polpas minerais (mistura entre água e sólidos
finamente cominuídos) que apresentam características híbridas entre o sólido e o fluido
e exibem comportamento reológico não-newtoniano (LUZ, 2011). Seu conhecimento no
processamento mineral é crucial, portanto, para o bom andamento de diversas operações
como cominuição, peneiramento, manuseio (bombeamento, estocagem, etc.) separação
sólido-líquido e concentração das espécies minerais.
Quanto ao grau de granulação (ou dimensão do sistema disperso em um meio
contínuo) os sistemas particulados classificam-se em: solução verdadeira, dispersão
coloidal, (as maiores partículas apresentam-se com pelo menos uma dimensão superior
a um micrômetro), ou suspensão (as partículas possuem dimensão maior que o limite
coloidal).
A caracterização de partículas é importante em todos os aspectos da produção
das mesmas: fabricação, manipulação, processamento e aplicações. Caracterização das
partículas é a primeira tarefa necessária requerida num processo que envolve as
partículas sólidas. Inclui não só os parâmetros intrínsecos estáticos (tais como tamanho,
forma, densidade, morfologia, etc.), mas também o seu comportamento dinâmico em
relação ao fluxo de fluido (por exemplo, o coeficiente de arrasto e da velocidade
terminal).
Deve-se levar em conta que esses sistemas são o somatório das características de
todas as pequenas partículas. Assim, certas características levam em conta partículas
individuais (com sua generalização para as demais), como forma, dureza, massa
específica real, condutividade, etc. e aquelas características da associação de todo o
sistema, tais como área específica, massa específica aparente, permeabilidade, ângulo de
repouso natural, etc.
24
Ademais, também pode ser realizada a caracterização no que concerne às suas
características de operação, como o escoamento em silos, o transporte em correias e
carregadores, a sua explosividade, etc.
3.1.1 Massa específica real e aparente e densidade
A massa específica de um corpo diz respeito à relação entre a sua massa e o
volume ocupado pela mesma. Podem ser considerados dois aspectos da massa
específica de um corpo: a aparente e a real. A primeira considera o volume total da
amostra (inclusive os vazios), e assim, é depende do grau de compactação do material.
A massa específica real, por sua vez, considera somente o volume do material sólido
que ocupa dado volume, sem considerar, entretanto, o espaço vazio entre os mesmos.
Comumente, se confunde massa específica real e densidade. A densidade
considera a razão entre a massa específica de um corpo com a massa específica da água
a 4º C (277 kelvins), isto é, uma grandeza adimensional. O valor de densidade de um
material representa quantas vezes ele é mais ou menos denso que a água. Um exemplo:
o valor padrão de densidade da água, à temperatura de 4° C é de 1,00. O valor do
mercúrio, nesta temperatura, é de 13,585, ou seja, ele é quase 14 vezes mais denso que a
água.
3.1.2 Índice de Hausner
O seu conhecimento permite descrever o grau de empacotamento e a
escoabilidade do granel. Trata-se de uma propriedade importante, que possibilita
avaliar, por exemplo, a estocagem de sólidos em silos, prever o tempo até que a peneira
atinja o pico de entupimento das telas (Robberts e Beddow, 1969) ou exerce influência
na uniformidade da dosagem das máquinas de fabricação de fármacos. Além disso,
25
deve-se ter em mente que quanto maior o grau de compactação da amostra, menor será
sua porosidade.
Esse índice é a razão entre a massa específica compactada e a massa específica
aparente da amostra. Segundo Prista el al (2002 apud BLOCK, 2007), valores do índice
de Hausner menores que 1,25 indicam materiais facilmente compressíveis. Valores
típicos de índice de Hausner podem ser encontrados na tabela 3.1.
Tabela 3.1: Índice de Hausner (Hr) e escoabilidade de meio granular
Hr Escoamento
< 1,25 Fácil
1,25 - 1,5 Necessidade de lubrificante
> 1,5 Muito difícil
Fonte: Block, 2007
Assim, um índice de Hausner elevado indica alta compressibilidade do material
e por consequência, o seu escoamento será difícil.
Ainda pode ser definida uma relação entre o índice de Hausner e a esfericidade,
que segundo Zou e Yu (1996) pode ser dada pela seguinte fórmula:
Hr = 1,48 × 10−0,136×ψ (3.1)
Onde:
Hr – índice de Hausner [-];
ψ – esfericidade [-].
Segundo esses autores, o índice de Hausner é dependente da forma das
partículas, embora o conhecimento do índice de Hausner permita determinar a forma
das partículas.
26
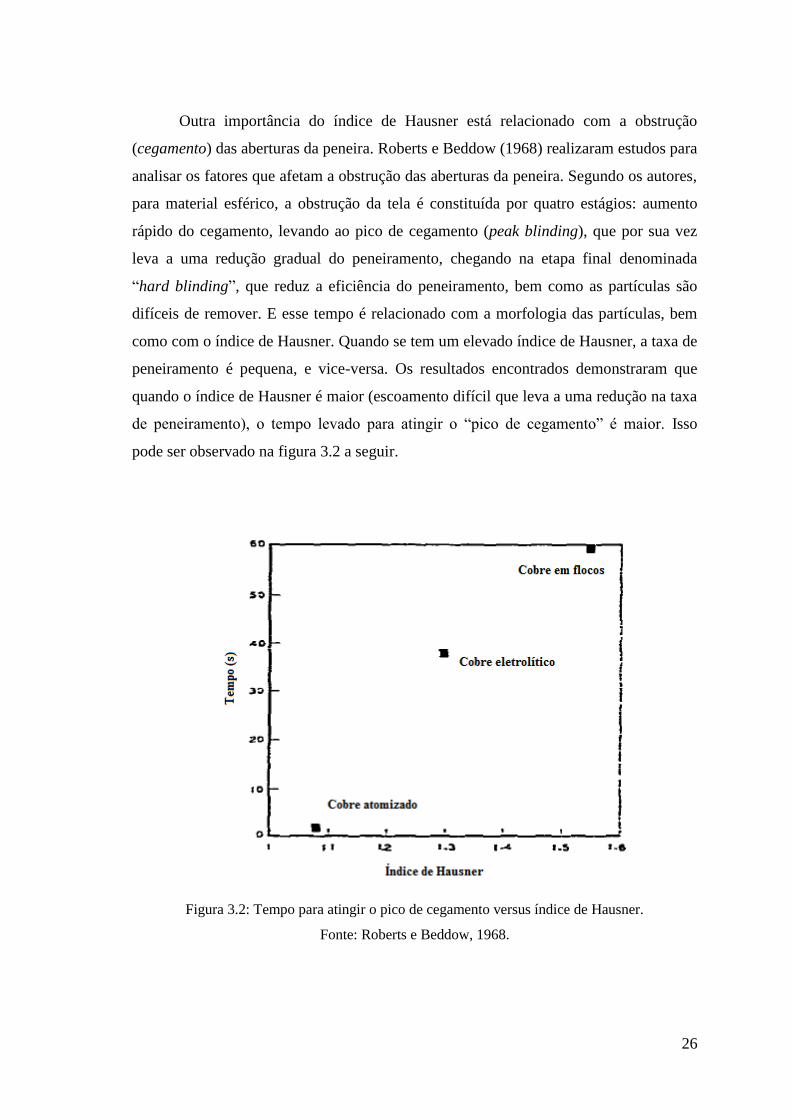
Outra importância do índice de Hausner está relacionado com a obstrução
(cegamento) das aberturas da peneira. Roberts e Beddow (1968) realizaram estudos para
analisar os fatores que afetam a obstrução das aberturas da peneira. Segundo os autores,
para material esférico, a obstrução da tela é constituída por quatro estágios: aumento
rápido do cegamento, levando ao pico de cegamento (peak blinding), que por sua vez
leva a uma redução gradual do peneiramento, chegando na etapa final denominada
“hard blinding”, que reduz a eficiência do peneiramento, bem como as partículas são
difíceis de remover. E esse tempo é relacionado com a morfologia das partículas, bem
como com o índice de Hausner. Quando se tem um elevado índice de Hausner, a taxa de
peneiramento é pequena, e vice-versa. Os resultados encontrados demonstraram que
quando o índice de Hausner é maior (escoamento difícil que leva a uma redução na taxa
de peneiramento), o tempo levado para atingir o “pico de cegamento” é maior. Isso
pode ser observado na figura 3.2 a seguir.
Figura 3.2: Tempo para atingir o pico de cegamento versus índice de Hausner.
Fonte: Roberts e Beddow, 1968.
27
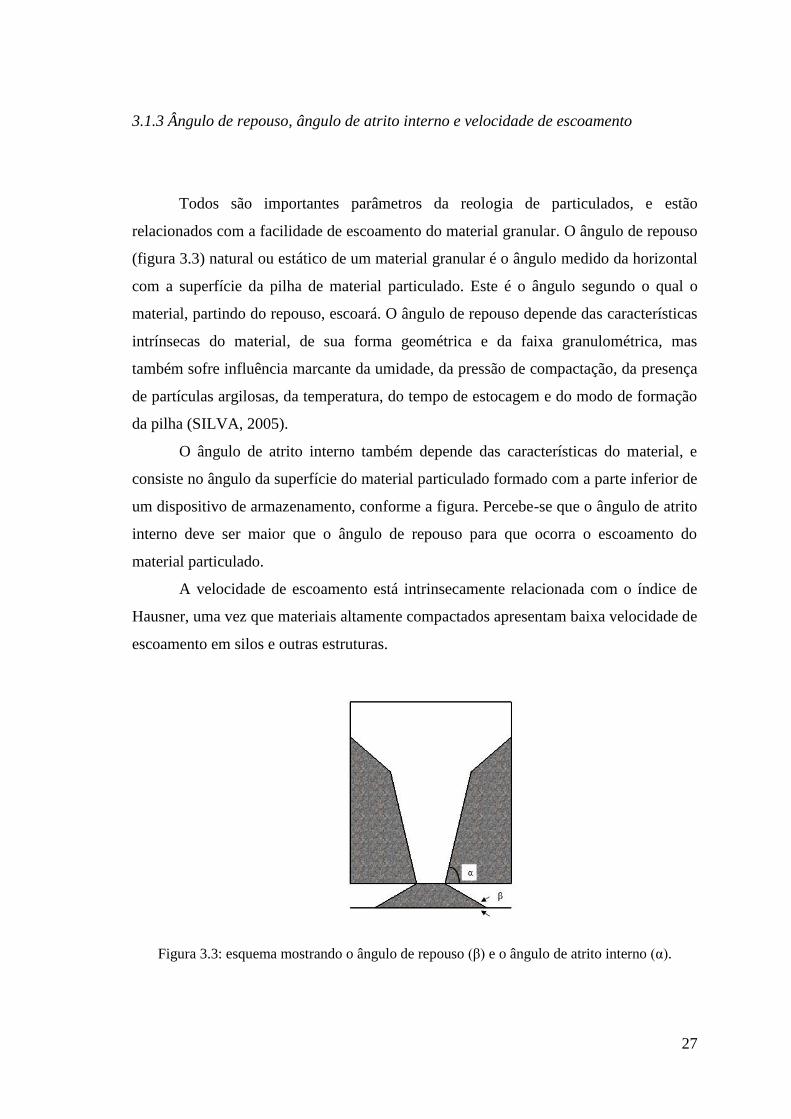
3.1.3 Ângulo de repouso, ângulo de atrito interno e velocidade de escoamento
Todos são importantes parâmetros da reologia de particulados, e estão
relacionados com a facilidade de escoamento do material granular. O ângulo de repouso
(figura 3.3) natural ou estático de um material granular é o ângulo medido da horizontal
com a superfície da pilha de material particulado. Este é o ângulo segundo o qual o
material, partindo do repouso, escoará. O ângulo de repouso depende das características
intrínsecas do material, de sua forma geométrica e da faixa granulométrica, mas
também sofre influência marcante da umidade, da pressão de compactação, da presença
de partículas argilosas, da temperatura, do tempo de estocagem e do modo de formação
da pilha (SILVA, 2005).
O ângulo de atrito interno também depende das características do material, e
consiste no ângulo da superfície do material particulado formado com a parte inferior de
um dispositivo de armazenamento, conforme a figura. Percebe-se que o ângulo de atrito
interno deve ser maior que o ângulo de repouso para que ocorra o escoamento do
material particulado.
A velocidade de escoamento está intrinsecamente relacionada com o índice de
Hausner, uma vez que materiais altamente compactados apresentam baixa velocidade de
escoamento em silos e outras estruturas.
Figura 3.3: esquema mostrando o ângulo de repouso (β) e o ângulo de atrito interno (α).
28
3.1.4 Tamanho e distribuição de tamanho de partículas
O conceito de “tamanho” de partículas é um conceito impreciso no caso do
processamento mineral, pois as partículas não possuem formas definidas como esferas
ou cubos. Para estas formas, pode-se usar o diâmetro ou a largura, respectivamente, para
medir seus tamanhos. A determinação do tamanho em corpos irregulares, entretanto,
pode ser apenas estimada.
Segundo Svarovsky (2000), existem três grupos de tamanhos que podem
descrever partículas irregulares: diâmetro da esfera equivalente, diâmetro do círculo
equivalente e diâmetro estatístico.
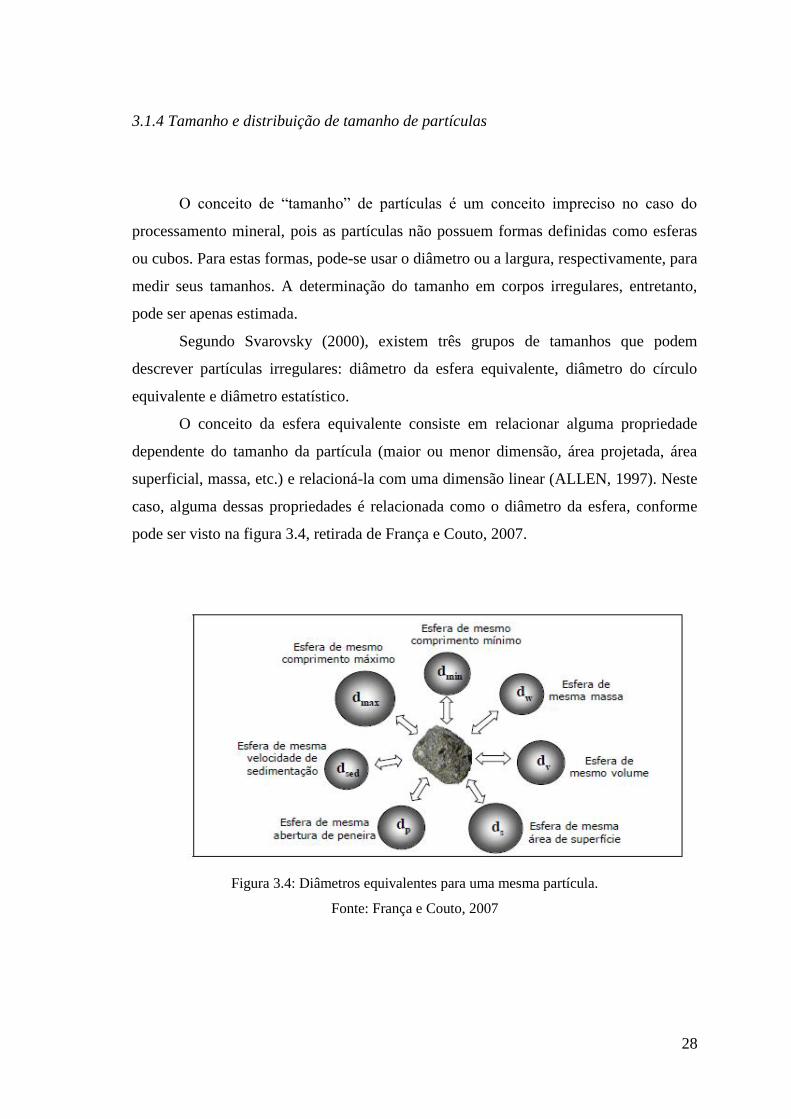
O conceito da esfera equivalente consiste em relacionar alguma propriedade
dependente do tamanho da partícula (maior ou menor dimensão, área projetada, área
superficial, massa, etc.) e relacioná-la com uma dimensão linear (ALLEN, 1997). Neste
caso, alguma dessas propriedades é relacionada como o diâmetro da esfera, conforme
pode ser visto na figura 3.4, retirada de França e Couto, 2007.
Figura 3.4: Diâmetros equivalentes para uma mesma partícula.
Fonte: França e Couto, 2007
29
O segundo grupo é aquele relacionado com o diâmetro de um círculo que tem a
mesma propriedade que a área projetada das partículas.
Por fim, tem-se a medida estatística do tamanho de partículas, que é obtido
quando uma dimensão linear é medida (por microscópio) paralelamente a uma direção
fixa. No adendo I é possível encontrar os grupos que descrevem o diâmetro de
partículas irregulares.
No beneficiamento mineral, cuja predominância é de partículas irregulares, o
tamanho pode então ser somente encontrado de forma indireta. Uma das formas de se
fazer isso é se encontrar a menor abertura em uma peneira de malha quadrada, na qual a
partícula passará. O diâmetro da partícula ficará então compreendido entre o tamanho
da abertura na qual ela passou e aquele em que ela ficou retida. Assim, não se tem uma
definição absoluta do tamanho da partícula, mas sim uma estimação dos tamanhos entre
os quais a partícula se encontra.
Além dessa técnica, algumas partículas também podem ter seu tamanho medido
por meio do uso do conceito de tamanho equivalente, mencionado anteriormente. A
escolha de algum desses diâmetros para a caracterização das partículas dependerá da
aplicação pretendida.
Como a medição das dimensões de partículas individuais seria visualmente
impossível (dada a grande quantidade de partículas presentes), faz-se a análise com
funções de distribuição, que definem quantitativamente como os valores e propriedades
estão distribuídos entre as partículas na população inteira de partículas (KING, 2001). O
alcance de tamanhos que podem ser analisados vai desde o diâmetro de 1 m até valores
menores que 1µm.
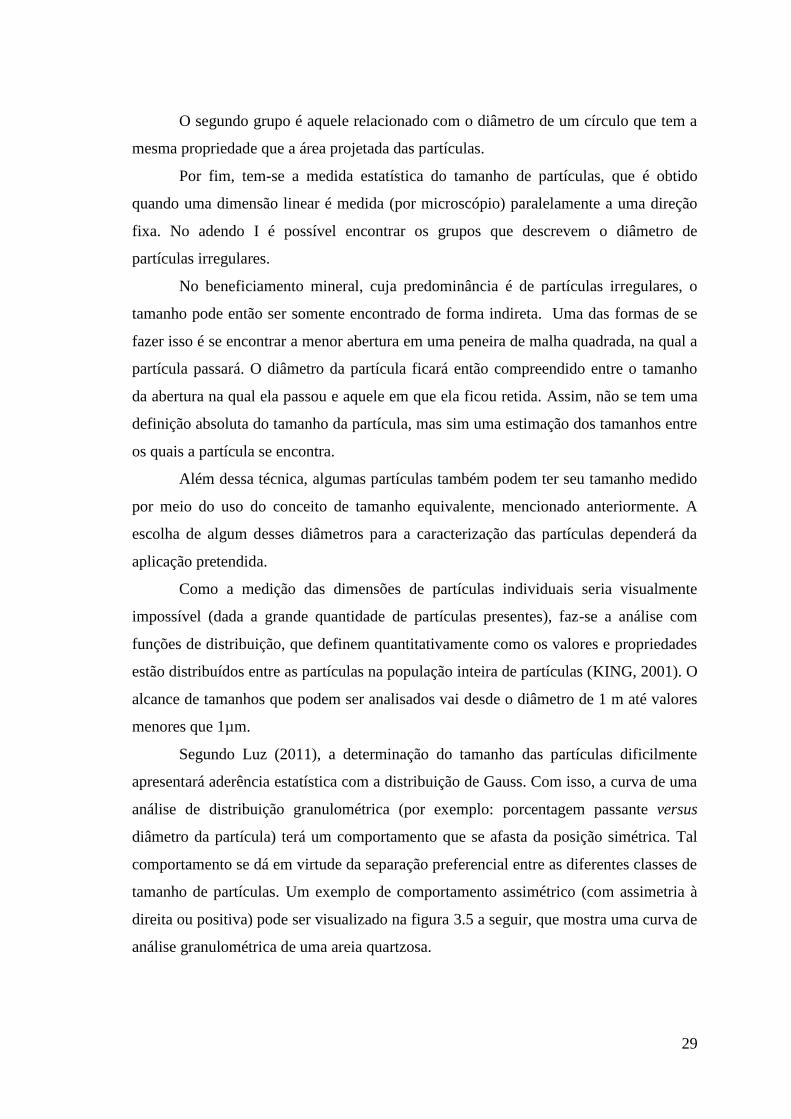
Segundo Luz (2011), a determinação do tamanho das partículas dificilmente
apresentará aderência estatística com a distribuição de Gauss. Com isso, a curva de uma
análise de distribuição granulométrica (por exemplo: porcentagem passante versus
diâmetro da partícula) terá um comportamento que se afasta da posição simétrica. Tal
comportamento se dá em virtude da separação preferencial entre as diferentes classes de
tamanho de partículas. Um exemplo de comportamento assimétrico (com assimetria à
direita ou positiva) pode ser visualizado na figura 3.5 a seguir, que mostra uma curva de
análise granulométrica de uma areia quartzosa.
30
Figura 3.5: Demonstração da não-aderência estatística com a distribuição de Gauss de uma
amostra peneirada.
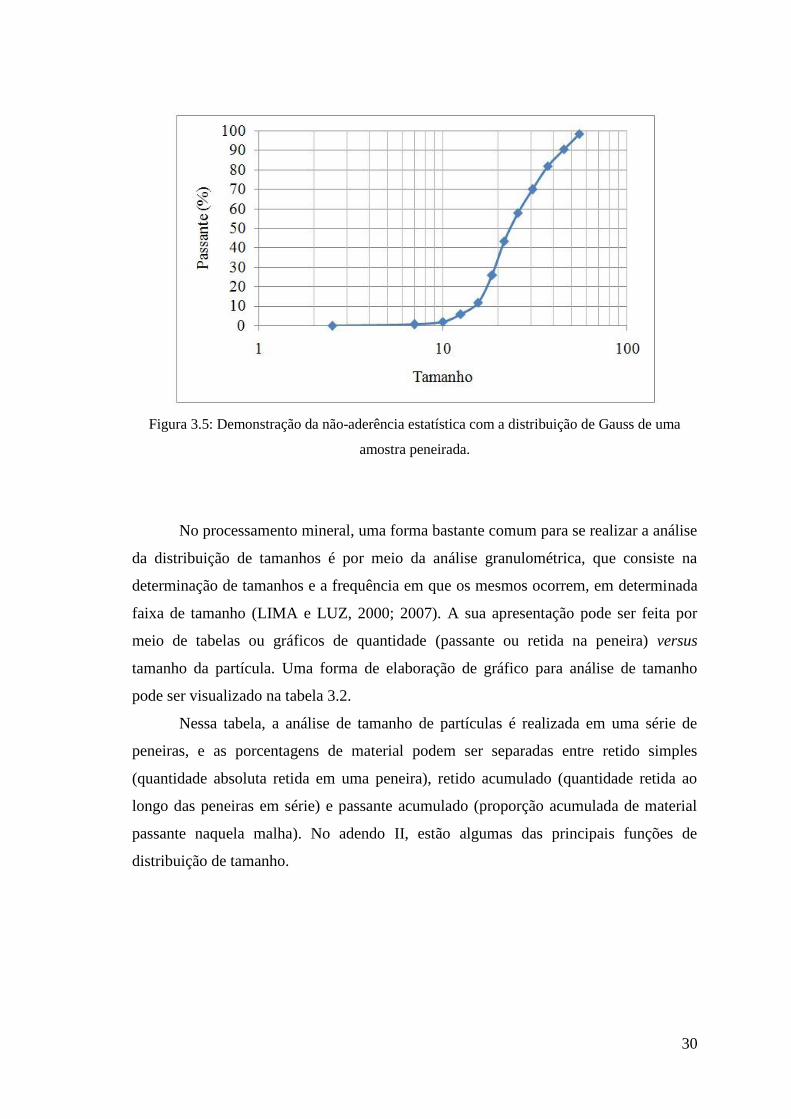
No processamento mineral, uma forma bastante comum para se realizar a análise
da distribuição de tamanhos é por meio da análise granulométrica, que consiste na
determinação de tamanhos e a frequência em que os mesmos ocorrem, em determinada
faixa de tamanho (LIMA e LUZ, 2000; 2007). A sua apresentação pode ser feita por
meio de tabelas ou gráficos de quantidade (passante ou retida na peneira) versus
tamanho da partícula. Uma forma de elaboração de gráfico para análise de tamanho
pode ser visualizado na tabela 3.2.
Nessa tabela, a análise de tamanho de partículas é realizada em uma série de
peneiras, e as porcentagens de material podem ser separadas entre retido simples
(quantidade absoluta retida em uma peneira), retido acumulado (quantidade retida ao
longo das peneiras em série) e passante acumulado (proporção acumulada de material
passante naquela malha). No adendo II, estão algumas das principais funções de
distribuição de tamanho.
31
Tabela 3.2: Cálculos para análise granulométrica
Tamanho
[m]
Massa
[g]
Retido simples
[%]
Retido
acumulado [%]
Passante
acumulado [%]
d1 m1 R1=(m1/mt)x100 RA1=R1 P=100-RA1
d2 m2 R2=(m2/ mt)x100 RA2=R1+R2 P=100-RA2
.... ... ... ... ...
dn mn Rn=(mn/ mt)x100 RAn=RAn-1+Rn P=100-RAn
[-] 1
n
t
i
m
t
1
R
n
i
[-] [-]
3.1.5 Morfologia de partículas
Partículas com formato irregular estão presentes em diversos ramos da indústria,
e seu comportamento peculiar em comparação com partículas esféricas [ditas ideais]
incentiva pesquisadores a realizarem estudos variados sobre suas características.
Segundo Asahina e Taylor (2011), entre esses estudos sobre partículas irregulares,
figuram:
1. Preenchimento de espaço vazio (quantos corpos caberiam em uma estrutura
de armazenagem);
2. Porosidade e permeabilidade de materiais de construção e;
3. Número de contatos entre partículas.
Os autores ainda enumeram os principais atributos analisados das partículas,
como peso (o mais simples de ser medido), volume, área superficial, tamanho e forma.
Com relação à forma das partículas, esta influencia propriedades como fluidez,
empacotamento, interação com fluidos, porosidade, comportamento da torta e poder de
cobertura de pigmentos (ALLEN, 1997). Qualitativamente, foram designados termos
para a forma das partículas: acicular, angular, cristalina, dentrítica, etc.
32
Entretanto, segundo Gotoh e Finney (1975), estes termos são inadequados para
análise quantitativa. Ainda segundo esses autores, a dificuldade em realizar a análise da
forma das partículas consiste no fato de que tamanho e forma são matemática e
logicamente inseparáveis. Um exemplo dado pelos autores é que, realizando a medição
do tamanho da partícula por meio do diâmetro equivalente da esfera, podem ser usados
diâmetros equivalentes baseados em diferentes propriedades, como o diâmetro de esfera
com mesmo volume, área superficial ou mesma área projetada que a partícula irregular
a ser medida (conforme mostrado na figura 3.4). Quanto mais as partículas forem
irregulares, mais divergentes serão os valores de diâmetro adotados. Foram então
criadas várias relações numéricas, com a finalidade de se realizar uma medição
quantitativa das características das partículas. Segundo Allen (1997), a quantificação
das partículas pode ser feita de forma macroscópica, através de coeficientes de forma
(relação entre tamanhos medidos e o volume ou a superfície da partícula) e de forma
microscópica, através de fractais ou por transformada de Fourier.
Uma das principais formas de análise de morfologia de partículas é por meio da
esfericidade das mesmas. A esfericidade (ψ) é dada pelo quociente da área superficial
da esfera de mesmo volume que a partícula e a área superficial da partícula, ou seja:
área superficial da esfera de mesmo volume que a partículaψ=
área superficial da partícula (3.2)
Ou:
2 3
3p
p
π× 6Vψ=
A (3.3)
Onde:
ψ – esfericidade [-];
Vp – volume da partícula [m3];
Ap – área da partícula [m2].
33
Para uma partícula esférica, a esfericidade é igual a 1. Para as demais formas de
partículas, a esfericidade é sempre um valor menor que isso.
3.1.6 Análise da morfologia de partículas a partir de séries de Fourier
Utilizando séries de Fourier, é possível transformar as características da
morfologia das partículas em sinais em forma de onda, que permitem encontrar o
contorno da partícula e seu centro de gravidade, onde está estabelecido um sistema de
coordenadas polares. Isso permite identificar a análise da forma das partículas.
Uma série de Fourier consiste de uma função periódica que apresenta a seguinte
forma geral:
rj(θ) = 𝛼0 + 𝛼n × cos(𝑛ℎθ) + 𝛽n × sen(𝑛ℎθ)
N
n=1
(3.4)
Onde:
rj – raio da partícula no ângulo θ [mm];
α0, αn e βn – coeficientes de Fourier [-];
nh – número harmônico.
É obtida uma curva, que considera os raios do objeto e os ângulos formados por
cada um deles. Com isso, tem-se a morfologia da partícula. Na figura 3.6 está um
exemplo da aplicação da série de Fourier para determinação da morfologia da partícula.

34
Figura 3.6: Projeção de um grão de areia através de coordenadas polares.
Fonte: Davis, 2002.
3.2 Peneiramento
A operação de peneiramento consiste de mecanismos mecânicos de separação de
partículas baseados no tamanho das mesmas. É utilizada uma superfície uniformemente
perfurada, que agirá como um dispositivo de passa/não-passa. Partículas maiores que a
abertura ficarão retidas na superfície da peneira, enquanto as mais finas irão passar por
ela. A figura 3.7 mostra um esquema do processo de separação em peneira:
35
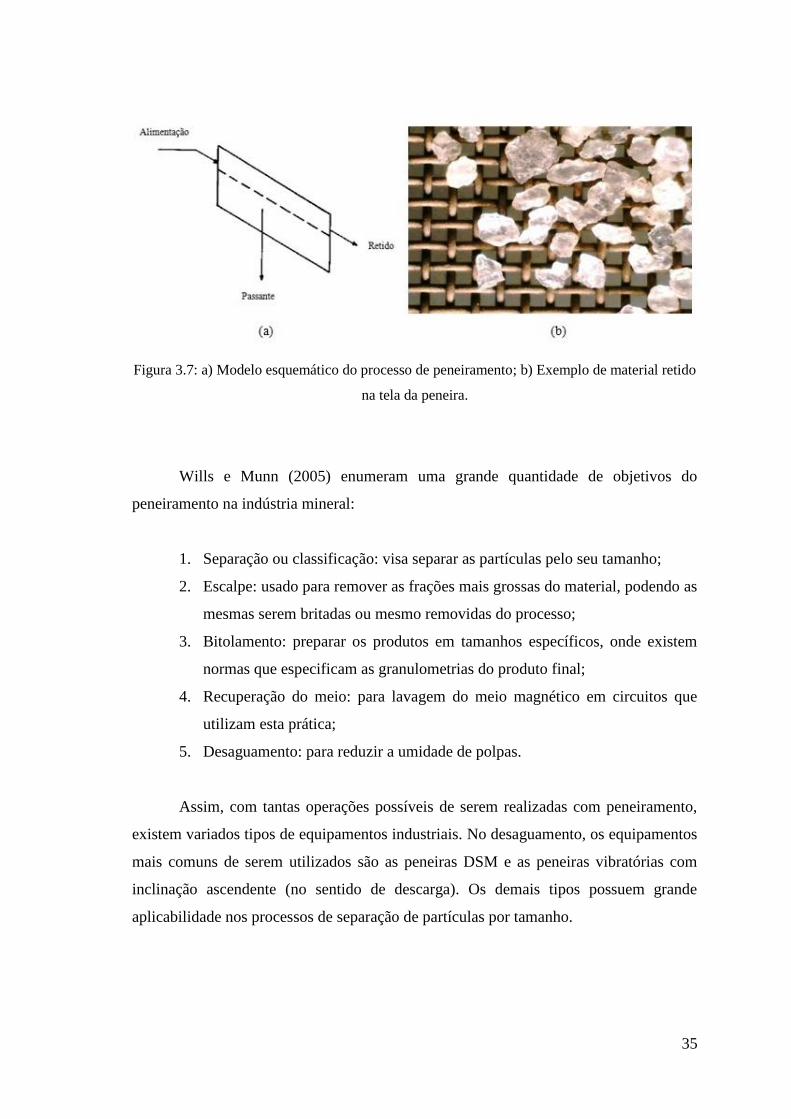
Figura 3.7: a) Modelo esquemático do processo de peneiramento; b) Exemplo de material retido
na tela da peneira.
Wills e Munn (2005) enumeram uma grande quantidade de objetivos do
peneiramento na indústria mineral:
1. Separação ou classificação: visa separar as partículas pelo seu tamanho;
2. Escalpe: usado para remover as frações mais grossas do material, podendo as
mesmas serem britadas ou mesmo removidas do processo;
3. Bitolamento: preparar os produtos em tamanhos específicos, onde existem
normas que especificam as granulometrias do produto final;
4. Recuperação do meio: para lavagem do meio magnético em circuitos que
utilizam esta prática;
5. Desaguamento: para reduzir a umidade de polpas.
Assim, com tantas operações possíveis de serem realizadas com peneiramento,
existem variados tipos de equipamentos industriais. No desaguamento, os equipamentos
mais comuns de serem utilizados são as peneiras DSM e as peneiras vibratórias com
inclinação ascendente (no sentido de descarga). Os demais tipos possuem grande
aplicabilidade nos processos de separação de partículas por tamanho.
36
3.2.1 Equipamentos
Encontram-se disponíveis uma variedade de equipamentos para o peneiramento
industrial, de acordo com a necessidade ou objetivos do peneiramento (alívio do
britador, peneiramento com elevada eficiência, desaguamento, etc.)
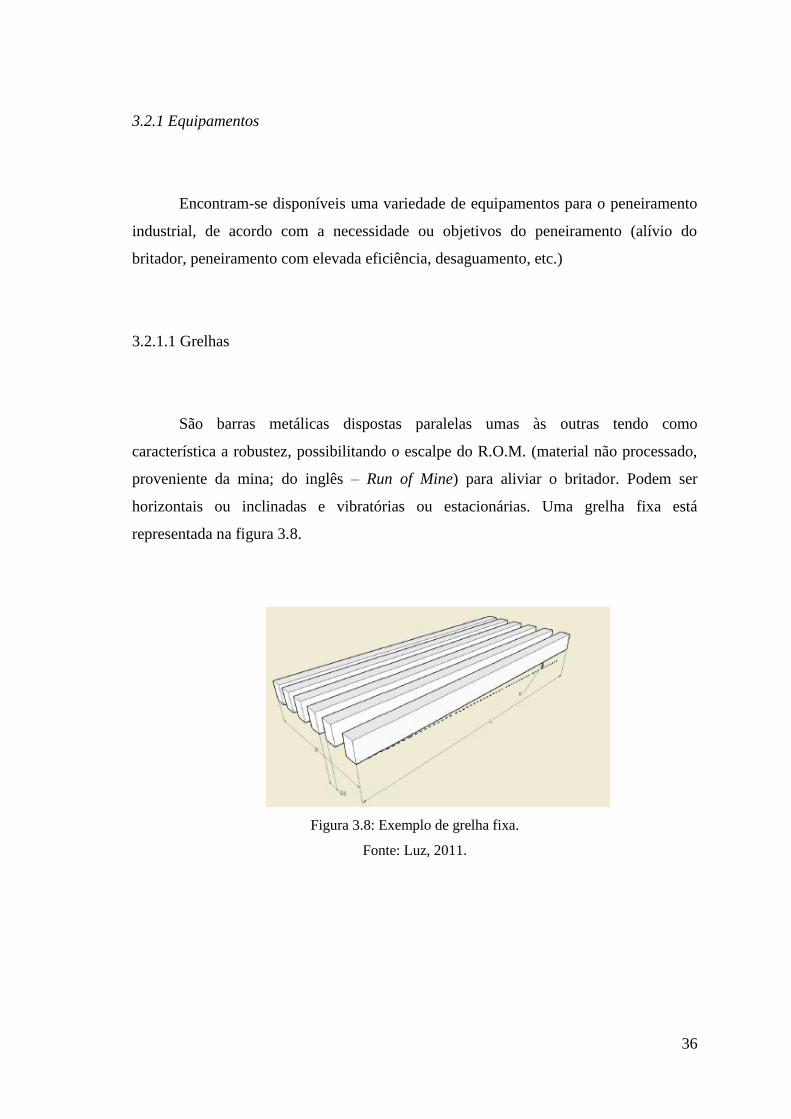
3.2.1.1 Grelhas
São barras metálicas dispostas paralelas umas às outras tendo como
característica a robustez, possibilitando o escalpe do R.O.M. (material não processado,
proveniente da mina; do inglês – Run of Mine) para aliviar o britador. Podem ser
horizontais ou inclinadas e vibratórias ou estacionárias. Uma grelha fixa está
representada na figura 3.8.
Figura 3.8: Exemplo de grelha fixa.
Fonte: Luz, 2011.
37
Grelhas fixas são barras equidistantes apoiadas numa estrutura de suporte,
inclinadas na direção do fluxo cerca de 15° a 45°. São sempre utilizadas a seco e
possuem baixa eficiência (até 50 %) em virtude da ausência de vibração.
As grelhas vibratórias são semelhantes às fixas, diferindo apenas por estarem
sujeitas à vibração, o que implica em aumento da eficiência, segundo
Chaves e Peres (2006) estando entre 60 e 70 %. Apesar do aumento da eficiência, sua
função ainda é de servir de alívio para o britador.
Exemplos de utilização de grelha podem ser encontrados, por exemplo, na mina
Pitinga, onde se utiliza grelha fixa com abertura de 406 mm, cujo passante alimenta
uma grelha vibratória de abertura de 100 mm (LUZ et al, 2001). O material retido na
grelha alimenta umk britador de mandíbulas de 800 x 500 mm.
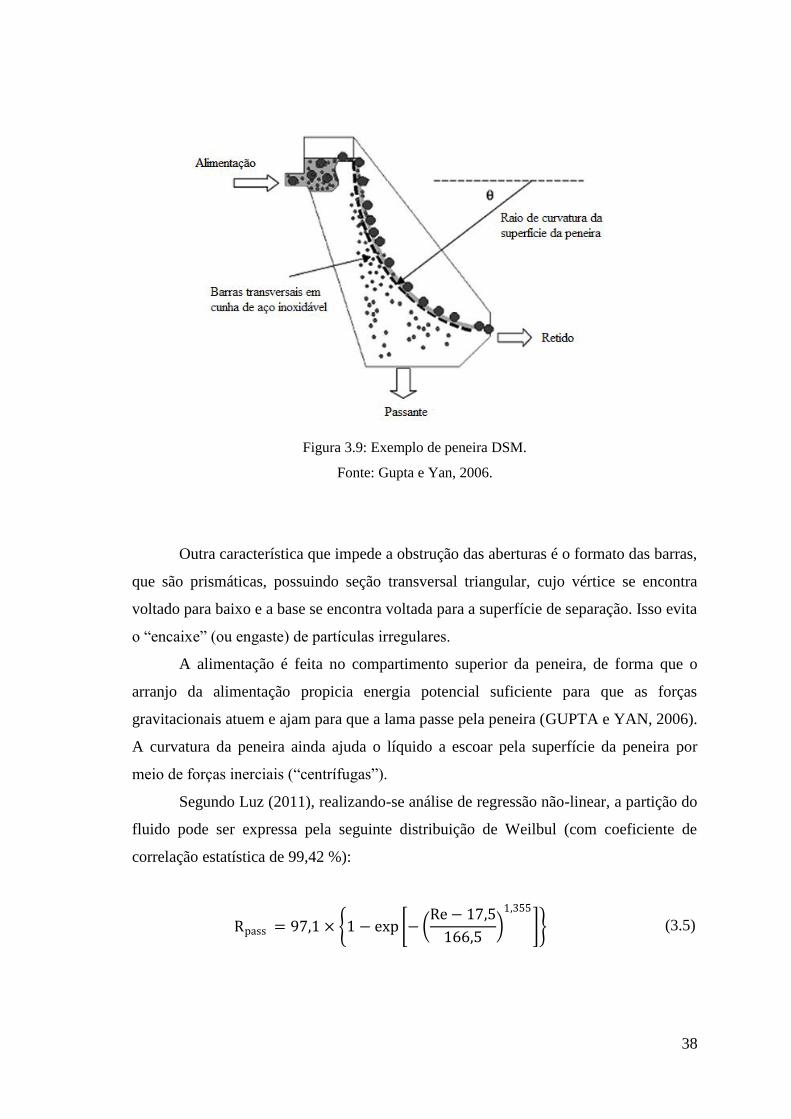
3.2.1.2 Peneiras fixas
Nesta categoria se encontram as peneiras curvas do tipo DSM (nome da empresa
holandesa que as desenvolveu – Dutch State Mines), figura 3.9, introduzidas na década
de 50 para o desaguamento de carvão. Possibilitam o desaguamento e uma separação
precisa de finos e possuem aberturas transversais ao fluxo, que impedem o cegamento
(obstrução por oclusão e por obturação) das aberturas (LUZ, 2011).
38
Figura 3.9: Exemplo de peneira DSM.
Fonte: Gupta e Yan, 2006.
Outra característica que impede a obstrução das aberturas é o formato das barras,
que são prismáticas, possuindo seção transversal triangular, cujo vértice se encontra
voltado para baixo e a base se encontra voltada para a superfície de separação. Isso evita
o “encaixe” (ou engaste) de partículas irregulares.
A alimentação é feita no compartimento superior da peneira, de forma que o
arranjo da alimentação propicia energia potencial suficiente para que as forças
gravitacionais atuem e ajam para que a lama passe pela peneira (GUPTA e YAN, 2006).
A curvatura da peneira ainda ajuda o líquido a escoar pela superfície da peneira por
meio de forças inerciais (“centrífugas”).
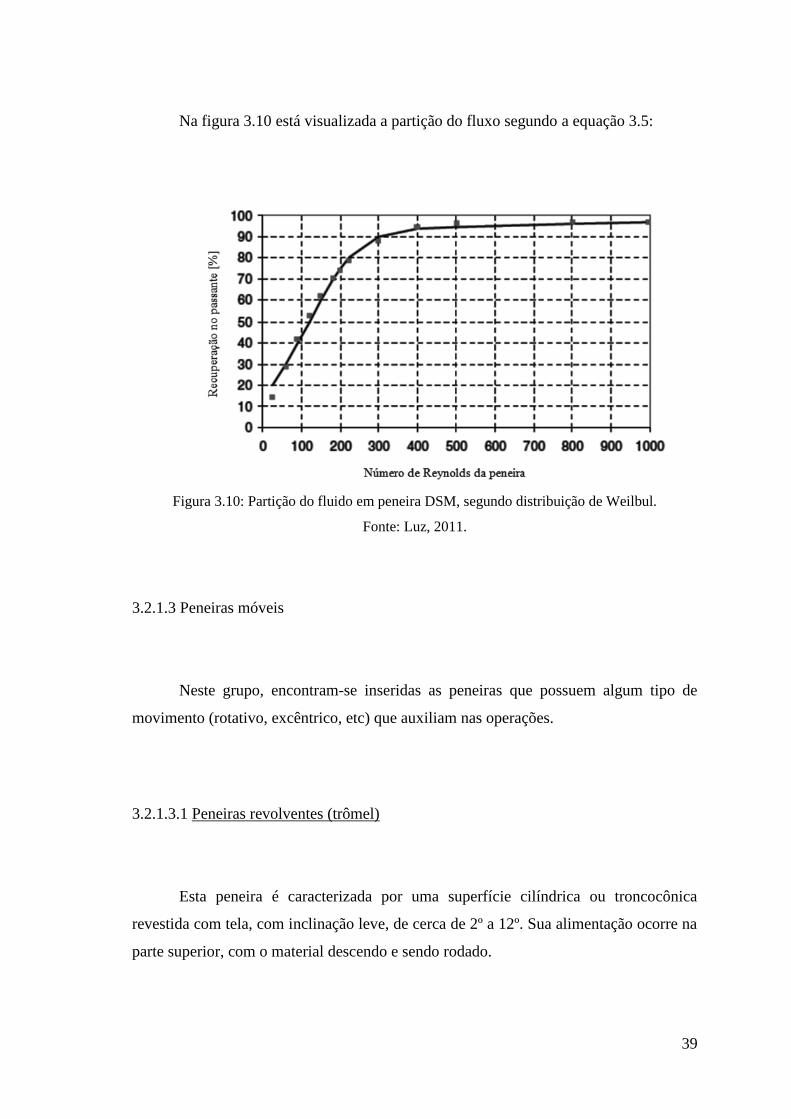
Segundo Luz (2011), realizando-se análise de regressão não-linear, a partição do
fluido pode ser expressa pela seguinte distribuição de Weilbul (com coeficiente de
correlação estatística de 99,42 %):
Rpass = 97,1 × 1 − exp − Re − 17,5
166,5
1,355
(3.5)
39
Na figura 3.10 está visualizada a partição do fluxo segundo a equação 3.5:
Figura 3.10: Partição do fluido em peneira DSM, segundo distribuição de Weilbul.
Fonte: Luz, 2011.
3.2.1.3 Peneiras móveis
Neste grupo, encontram-se inseridas as peneiras que possuem algum tipo de
movimento (rotativo, excêntrico, etc) que auxiliam nas operações.
3.2.1.3.1 Peneiras revolventes (trômel)
Esta peneira é caracterizada por uma superfície cilíndrica ou troncocônica
revestida com tela, com inclinação leve, de cerca de 2º a 12º. Sua alimentação ocorre na
parte superior, com o material descendo e sendo rodado.
40
As principais vantagens são sua simplicidade de construção, facilidade de
operação, baixo custo de aquisição e durabilidade. Outra vantagem é que o movimento
revolvente diminui a obstrução dos furos por partículas placoidais ou material estranho.
A figura 3.11 mostra o desenho esquemático de um trômel.
Figura 3.11: Esquema de trômel com duas telas.
Fonte: Luz, 2011.
3.2.1.3.2 Peneiras vibratórias
As peneiras vibratórias (figura 3.12) são constituídas por um chassi robusto,
apoiado em molas, um mecanismo acionador do movimento vibratório e um, dois ou
três suportes para as telas (“decks”) (KELLY e SPOTSWOOD, 1982). Existem variados
tipos: peneiras inclinadas, horizontais, de ressonâcia, modulares, de alta frequência, etc.
41
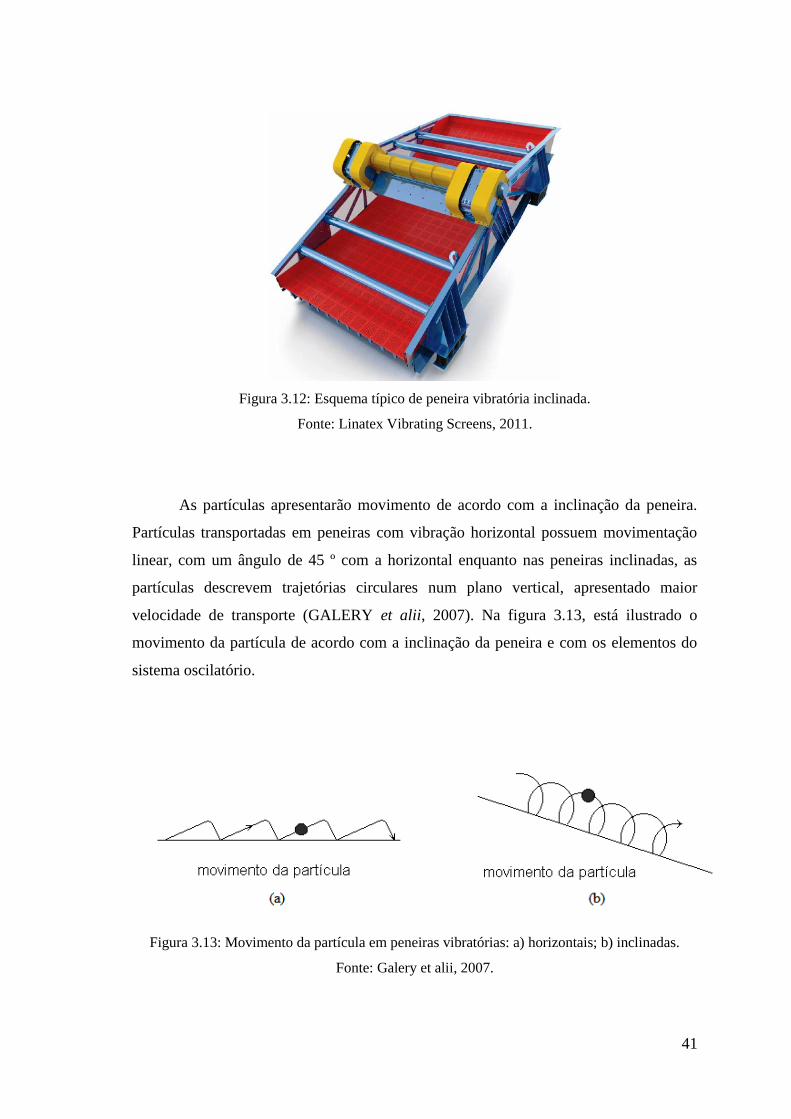
Figura 3.12: Esquema típico de peneira vibratória inclinada.
Fonte: Linatex Vibrating Screens, 2011.
As partículas apresentarão movimento de acordo com a inclinação da peneira.
Partículas transportadas em peneiras com vibração horizontal possuem movimentação
linear, com um ângulo de 45 º com a horizontal enquanto nas peneiras inclinadas, as
partículas descrevem trajetórias circulares num plano vertical, apresentado maior
velocidade de transporte (GALERY et alii, 2007). Na figura 3.13, está ilustrado o
movimento da partícula de acordo com a inclinação da peneira e com os elementos do
sistema oscilatório.
Figura 3.13: Movimento da partícula em peneiras vibratórias: a) horizontais; b) inclinadas.
Fonte: Galery et alii, 2007.
42
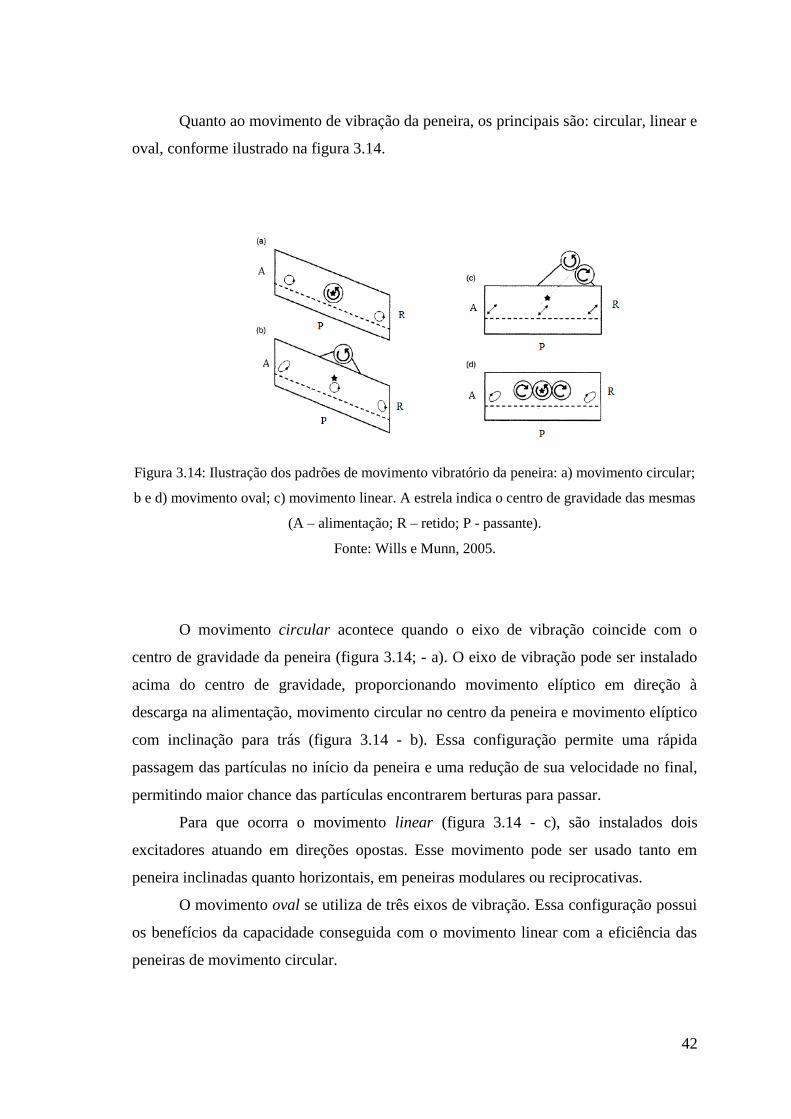
Quanto ao movimento de vibração da peneira, os principais são: circular, linear e
oval, conforme ilustrado na figura 3.14.
Figura 3.14: Ilustração dos padrões de movimento vibratório da peneira: a) movimento circular;
b e d) movimento oval; c) movimento linear. A estrela indica o centro de gravidade das mesmas
(A – alimentação; R – retido; P - passante).
Fonte: Wills e Munn, 2005.
O movimento circular acontece quando o eixo de vibração coincide com o
centro de gravidade da peneira (figura 3.14; - a). O eixo de vibração pode ser instalado
acima do centro de gravidade, proporcionando movimento elíptico em direção à
descarga na alimentação, movimento circular no centro da peneira e movimento elíptico
com inclinação para trás (figura 3.14 - b). Essa configuração permite uma rápida
passagem das partículas no início da peneira e uma redução de sua velocidade no final,
permitindo maior chance das partículas encontrarem berturas para passar.
Para que ocorra o movimento linear (figura 3.14 - c), são instalados dois
excitadores atuando em direções opostas. Esse movimento pode ser usado tanto em
peneira inclinadas quanto horizontais, em peneiras modulares ou reciprocativas.
O movimento oval se utiliza de três eixos de vibração. Essa configuração possui
os benefícios da capacidade conseguida com o movimento linear com a eficiência das
peneiras de movimento circular.
43
3.2.1.3.3 Peneiras modulares (banana screen)
Segundo Kelly e Spotswood (1982), o processo de peneiramento possui três
regiões distintas do fluxo das partículas. Na primeira região, a quantidade de partículas
passante é pequena porque ainda está ocorrendo a estratificação do leito, ocorrendo a
maior eficiência na segunda região do fluxo de partículas. Caso a inclinação da peneira
na primeira região for muito elevada, as partículas passariam muito rápido pela mesma,
ocorrendo uma grande taxa de passagem das partículas.
Peneiras modulares são construídas de acordo com essa característica: são
peneiras vibratórias de movimento linear, projetadas com o deck dividido em mais de
um valor de inclinação, possibilitando o aumento da eficiência do peneiramento.
Uma peneira modular é constituída principalmente por três módulos de
inclinação. No primeiro módulo, há elevada inclinação da peneira, ocasionando um
rápido alívio da peneira e baixa altura do leito. Entretanto, uma inclinação excessiva
levaria a uma passagem muito rápida das partículas pela peneira, impedindo o
peneiramento de partículas mais difíceis.
Assim, o segundo módulo apresenta-se com uma inclinação adequada ao
peneiramento, que é facilitado pelo menor volume do leito.
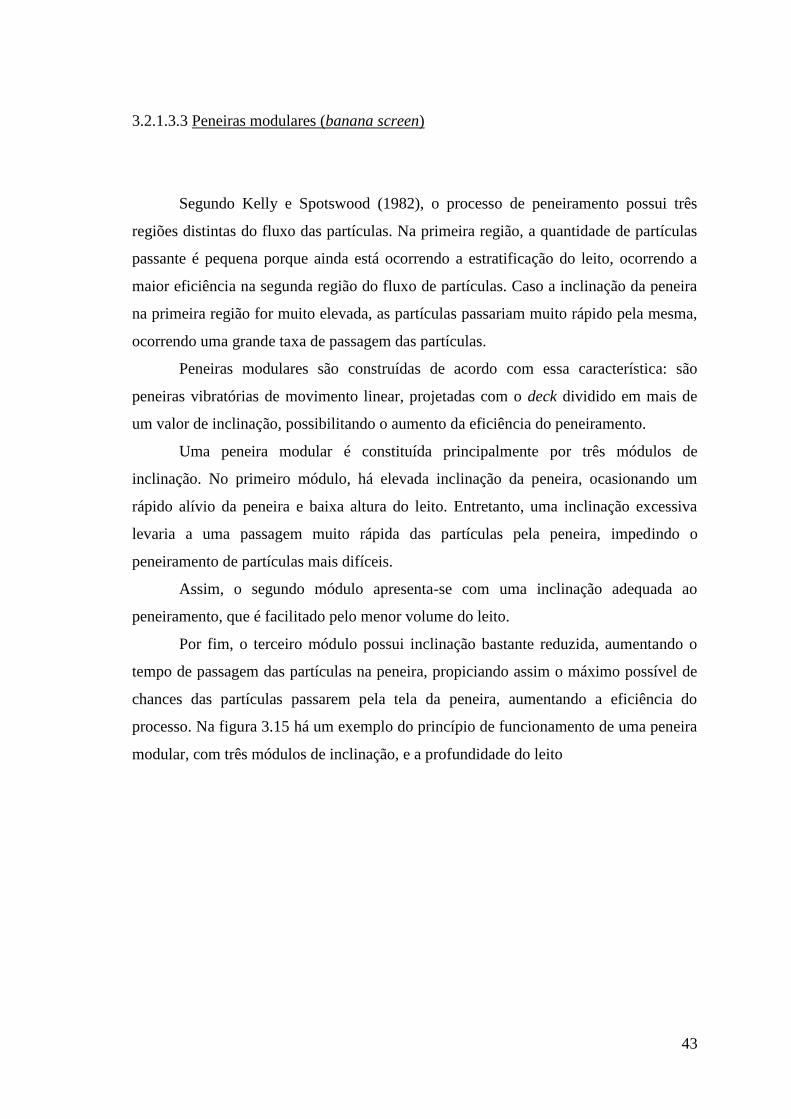
Por fim, o terceiro módulo possui inclinação bastante reduzida, aumentando o
tempo de passagem das partículas na peneira, propiciando assim o máximo possível de
chances das partículas passarem pela tela da peneira, aumentando a eficiência do
processo. Na figura 3.15 há um exemplo do princípio de funcionamento de uma peneira
modular, com três módulos de inclinação, e a profundidade do leito
44
Figura 3.15: a) Desenho esquemático dos perfis de inclinação de uma peneira modular; b) perfil
de profundidade nas regiões de alimentação e de descarga.
Fonte: Linatex Vibrating Screens, 2011.
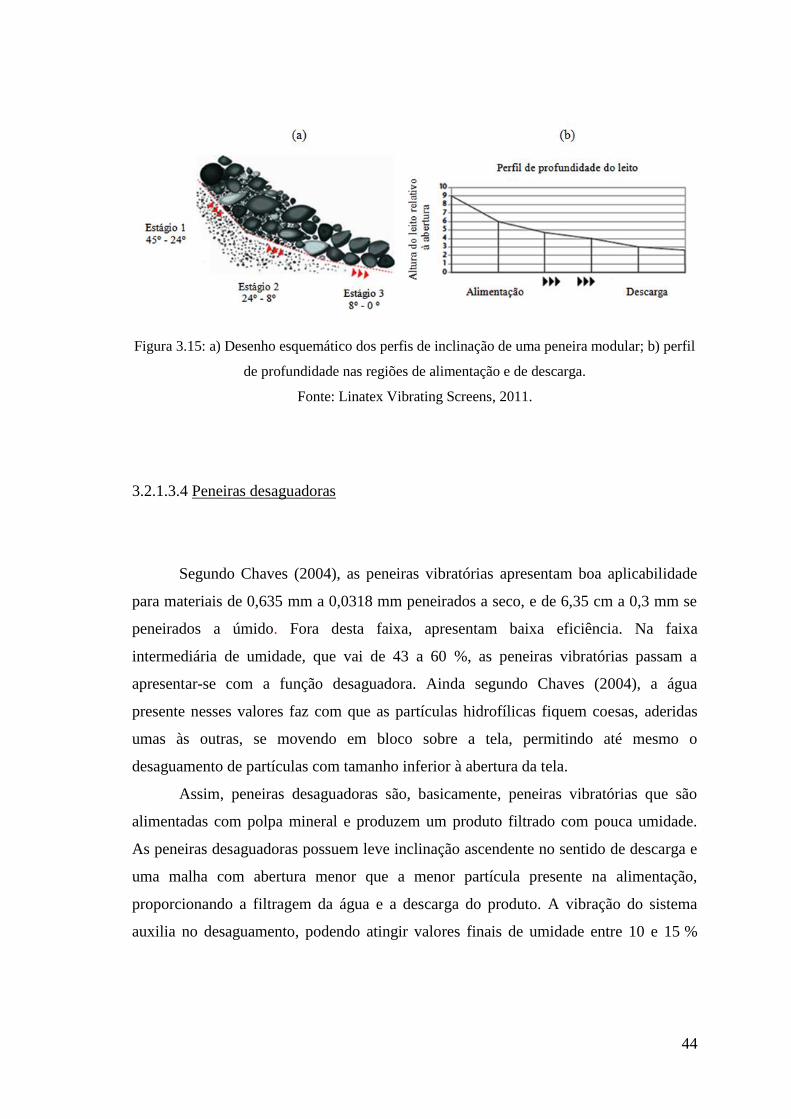
3.2.1.3.4 Peneiras desaguadoras
Segundo Chaves (2004), as peneiras vibratórias apresentam boa aplicabilidade
para materiais de 0,635 mm a 0,0318 mm peneirados a seco, e de 6,35 cm a 0,3 mm se
peneirados a úmido. Fora desta faixa, apresentam baixa eficiência. Na faixa
intermediária de umidade, que vai de 43 a 60 %, as peneiras vibratórias passam a
apresentar-se com a função desaguadora. Ainda segundo Chaves (2004), a água
presente nesses valores faz com que as partículas hidrofílicas fiquem coesas, aderidas
umas às outras, se movendo em bloco sobre a tela, permitindo até mesmo o
desaguamento de partículas com tamanho inferior à abertura da tela.
Assim, peneiras desaguadoras são, basicamente, peneiras vibratórias que são
alimentadas com polpa mineral e produzem um produto filtrado com pouca umidade.
As peneiras desaguadoras possuem leve inclinação ascendente no sentido de descarga e
uma malha com abertura menor que a menor partícula presente na alimentação,
proporcionando a filtragem da água e a descarga do produto. A vibração do sistema
auxilia no desaguamento, podendo atingir valores finais de umidade entre 10 e 15 %

45
(ERAL, 2012) embora alguns fabricantes atestem valores de até 7 % de umidade
(AZFAB, 2012). Um esquema de uma peneira desaguadora se encontra na figura 3.16.
Figura 3.16: a) Representação esquemática de uma peneira desaguadora: 1) alimentação,
2) filtragem da água através peneira, 3) motores que criam o movimento linear de vibração,
4) inclinação ascendente na descarga, proporcionando a descarga de sólidos desaguados. (Fonte:
McLanahan, 2012); b) exemplo de uma peneira desaguadora industrial (Fonte: Eral, 2012).
Peneiras utilizadas no desaguamento encontram uma variedade de aplicações,
tanto na mineração, como na reciclagem e descontaminação de solos, na indústria
química e alimentícia.
Na indústria mineral, encontram aplicações para o desaguamento de alguns
minerais metálicos, areia, rocha britada, sais de potássio e carvão. Dentre as vantagens
na sua utilização, estão os baixos custos operacionais e de construção.
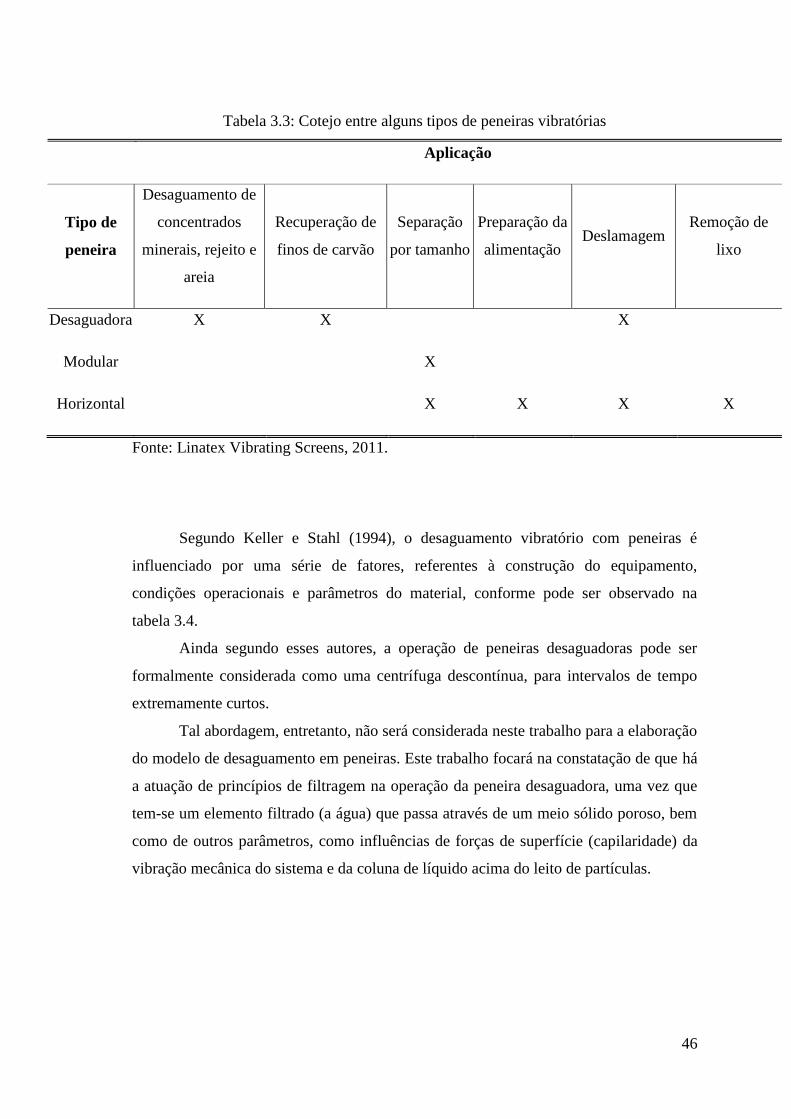
A tabela 3.3 mostra os exemplos de aplicação entre os diferentes tipos de
peneira.
46
Tabela 3.3: Cotejo entre alguns tipos de peneiras vibratórias
Aplicação
Tipo de
peneira
Desaguamento de
concentrados
minerais, rejeito e
areia
Recuperação de
finos de carvão
Separação
por tamanho
Preparação da
alimentação Deslamagem
Remoção de
lixo
Desaguadora X X X
Modular X
Horizontal X X X X
Fonte: Linatex Vibrating Screens, 2011.
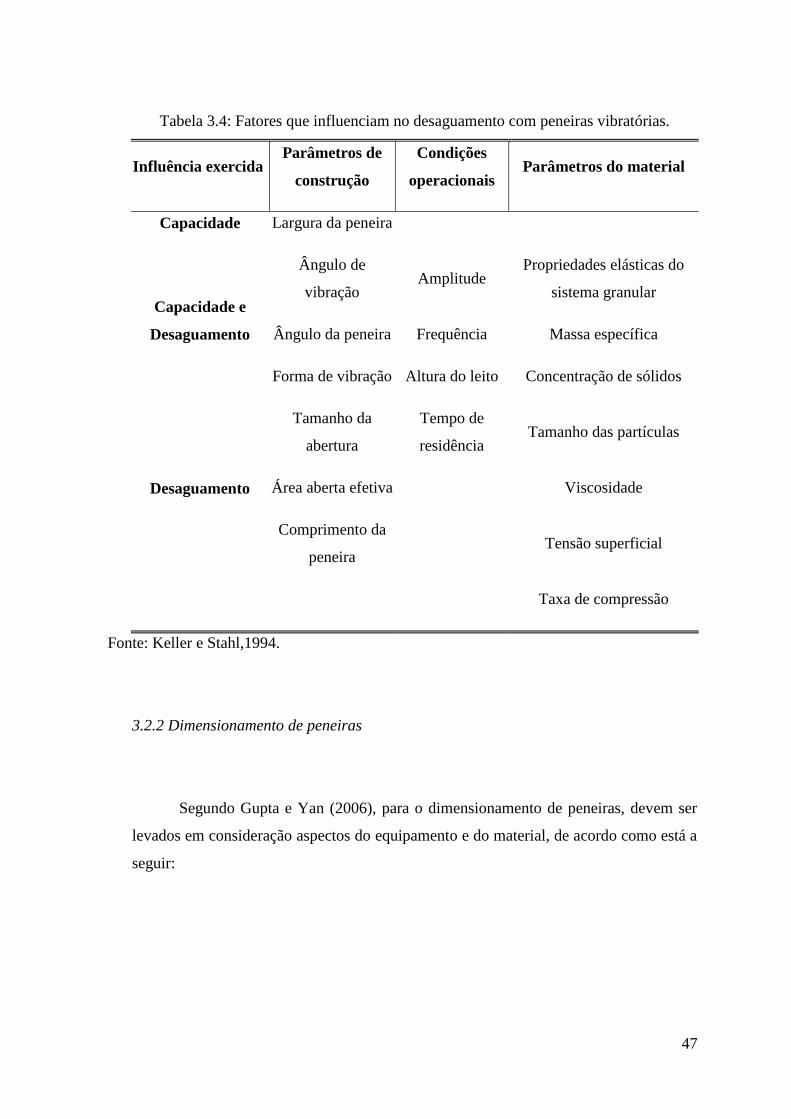
Segundo Keller e Stahl (1994), o desaguamento vibratório com peneiras é
influenciado por uma série de fatores, referentes à construção do equipamento,
condições operacionais e parâmetros do material, conforme pode ser observado na
tabela 3.4.
Ainda segundo esses autores, a operação de peneiras desaguadoras pode ser
formalmente considerada como uma centrífuga descontínua, para intervalos de tempo
extremamente curtos.
Tal abordagem, entretanto, não será considerada neste trabalho para a elaboração
do modelo de desaguamento em peneiras. Este trabalho focará na constatação de que há
a atuação de princípios de filtragem na operação da peneira desaguadora, uma vez que
tem-se um elemento filtrado (a água) que passa através de um meio sólido poroso, bem
como de outros parâmetros, como influências de forças de superfície (capilaridade) da
vibração mecânica do sistema e da coluna de líquido acima do leito de partículas.
47
Tabela 3.4: Fatores que influenciam no desaguamento com peneiras vibratórias.
Influência exercida Parâmetros de
construção
Condições
operacionais Parâmetros do material
Capacidade Largura da peneira
Capacidade e
Desaguamento
Ângulo de
vibração Amplitude
Propriedades elásticas do
sistema granular
Ângulo da peneira Frequência Massa específica
Forma de vibração Altura do leito Concentração de sólidos
Desaguamento
Tamanho da
abertura
Tempo de
residência Tamanho das partículas
Área aberta efetiva Viscosidade
Comprimento da
peneira Tensão superficial
Taxa de compressão
Fonte: Keller e Stahl,1994.
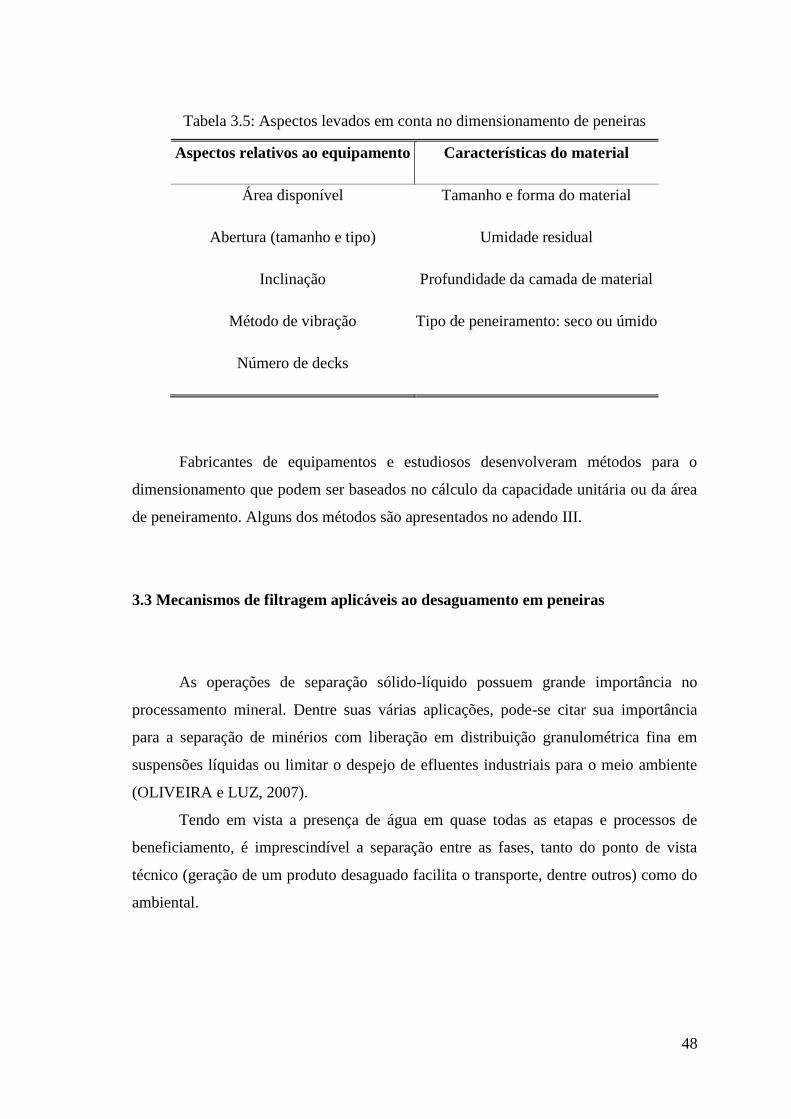
3.2.2 Dimensionamento de peneiras
Segundo Gupta e Yan (2006), para o dimensionamento de peneiras, devem ser
levados em consideração aspectos do equipamento e do material, de acordo como está a
seguir:
48
Tabela 3.5: Aspectos levados em conta no dimensionamento de peneiras
Aspectos relativos ao equipamento Características do material
Área disponível Tamanho e forma do material
Abertura (tamanho e tipo) Umidade residual
Inclinação Profundidade da camada de material
Método de vibração Tipo de peneiramento: seco ou úmido
Número de decks
Fabricantes de equipamentos e estudiosos desenvolveram métodos para o
dimensionamento que podem ser baseados no cálculo da capacidade unitária ou da área
de peneiramento. Alguns dos métodos são apresentados no adendo III.
3.3 Mecanismos de filtragem aplicáveis ao desaguamento em peneiras
As operações de separação sólido-líquido possuem grande importância no
processamento mineral. Dentre suas várias aplicações, pode-se citar sua importância
para a separação de minérios com liberação em distribuição granulométrica fina em
suspensões líquidas ou limitar o despejo de efluentes industriais para o meio ambiente
(OLIVEIRA e LUZ, 2007).
Tendo em vista a presença de água em quase todas as etapas e processos de
beneficiamento, é imprescindível a separação entre as fases, tanto do ponto de vista
técnico (geração de um produto desaguado facilita o transporte, dentre outros) como do
ambiental.
49
Existem várias técnicas para separação sólido-líquido, sendo as principais:
sedimentação, filtragem e secagem. Outras que também são utilizadas são a ciclonagem,
o peneiramento e a flotação.
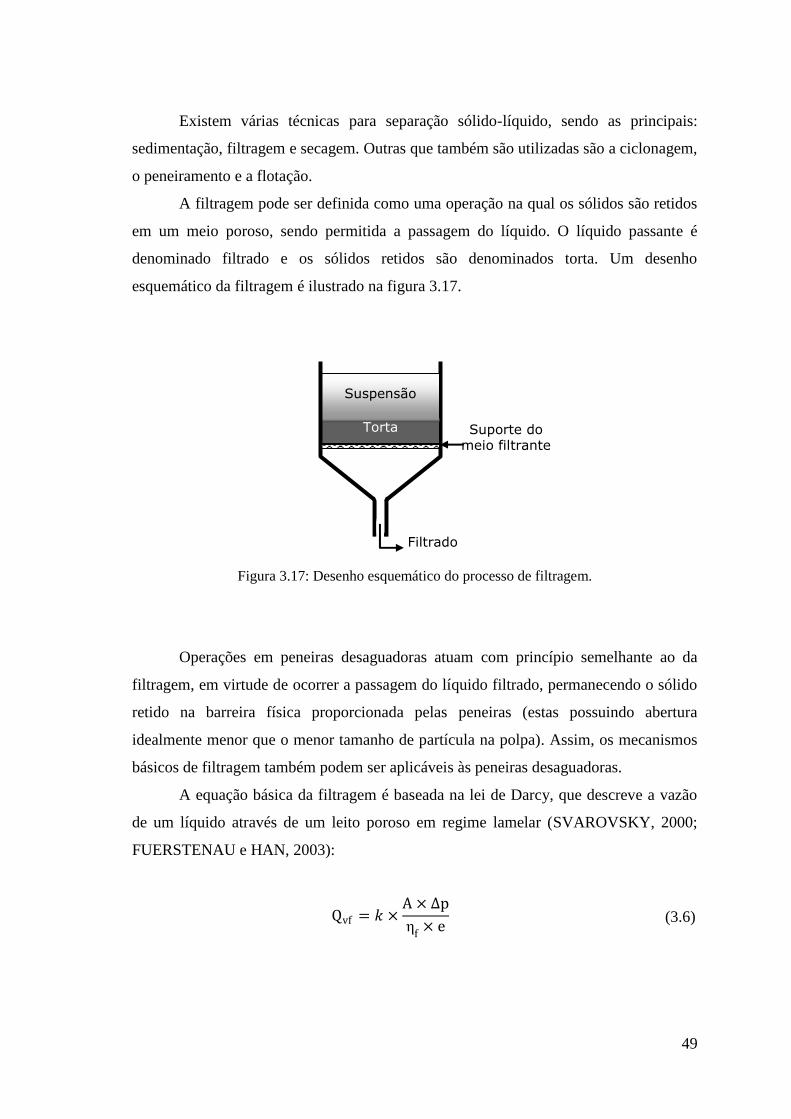
A filtragem pode ser definida como uma operação na qual os sólidos são retidos
em um meio poroso, sendo permitida a passagem do líquido. O líquido passante é
denominado filtrado e os sólidos retidos são denominados torta. Um desenho
esquemático da filtragem é ilustrado na figura 3.17.
Figura 3.17: Desenho esquemático do processo de filtragem.
Operações em peneiras desaguadoras atuam com princípio semelhante ao da
filtragem, em virtude de ocorrer a passagem do líquido filtrado, permanecendo o sólido
retido na barreira física proporcionada pelas peneiras (estas possuindo abertura
idealmente menor que o menor tamanho de partícula na polpa). Assim, os mecanismos
básicos de filtragem também podem ser aplicáveis às peneiras desaguadoras.
A equação básica da filtragem é baseada na lei de Darcy, que descreve a vazão
de um líquido através de um leito poroso em regime lamelar (SVAROVSKY, 2000;
FUERSTENAU e HAN, 2003):
Qvf = 𝑘 ×A × ∆p
ηf
× e (3.6)
Torta
Suspensão
Suporte do meio filtrante
Filtrado
50
Onde:
Qvf – vazão volumétrica de filtrado [m3.s
-1];
k – permeabilidade do leito [-];
At – área da seção transversal [m2];
Δp – diferença de pressão [Pa];
ηf – viscosidade dinâmica do filtrado [Pa.s];
e – espessura do leito [m];
A Lei de Darcy, entretanto, não é válida para regimes turbulentos. Forchheimer
(1901, apud HLUSHKOU e TALLAREK, 2006) sugeriu então uma equação para
descrever o escoamento em meios porosos, que, em contraste com a equação linear de
Darcy, estabelece uma relação não linear de alta ordem entre a queda de pressão e a taxa
de escoamento:
∆P
e=
ηf
× 𝑣
ke+ ρ
f× ki × 𝑣2 (3.7)
Onde:
v – velocidade de percolação intersticial do fluido (velocidade superficial de
filtragem) [m.s-1
];
ρf – massa específica do filtrado [kg.m-3
];
ke – permeabilidade do leito [-];
ki – coeficiente de escoamento cinético (parâmetro inercial) [-];
ηf – viscosidade dinâmica do filtrado [Pa.s].
Esta equação mostra que se a velocidade de drenagem for muito pequena (ou
seja, em regime laminar), a equação se reduzirá à equação de Darcy. Entretanto, para
velocidades crescentes, a equação deixa de possuir uma relação linear entre a queda de
pressão e a velocidade do drenagem. Caso tenham-se velocidades muito elevadas
51
(regime turbulento), o termo quadrático do lado direito da equação passa a ser
dominante.
Ergun (1952) mostrou que para o regime turbulento é utilizada a equação de
Burke e Plummer (1952 apud ERGUN, 1952), levando em conta a porosidade do leito:
∆P
e= ki
1 − ε
ε3 ×
ρf
× 𝑣
dp
2
(3.8)
Onde:
ε – porosidade do leito [-];
dp – diâmetro da partícula [m].
Carman (1937 apud ERGUN 1952) e Kozeny (1927 apud ERGUN 1952)
também estudaram, individualmente, a queda de pressão através do leito para regimes
laminares, propondo a seguinte equação:
∆P
e= ke
1 − ε 2
ε3 ×
ηf
× 𝑣
dp2 (3.9)
Analisando as duas equações, Ergun (1952) propôs uma equação para a perda de
pressão, sendo esta causada tanto pelo regime laminar como pelo regime turbulento,
podendo ser aplicada para todos os tipos de escoamento:
∆P
e= 150
1 − ε 2
ε3
ηf
× 𝑣
dp2 + 1,75
1 − ε
ε3
ρf
× 𝑣2
dp (3.10)
Considerando a forma das partículas, a esfericidade pode ser colocada na
equação, bem como a velocidade de percolação pode ser substituída pela velocidade
superficial de filtragem (Qvf/At), resultando:
52
∆P
e= 150
1 − ε 2
ε3
ηf
dp × ψ 2
Qvf
At + 1,75
1 − ε
ε3
ρf
dp × ψ
Qvf
At
2
(3.11)
3.4 Perda de carga na tela da peneira
A queda de pressão em barreiras uniformemente distribuídas, ou seja, em
peneiras de malha quadrada é usualmente dada por (TILTON, 2008):
2
2
l vp K
(3.12)
Onde:
Δpϕ – perda de carga na tela da peneira [Pa];
Kϕ – coeficiente de perda de carga da peneira [-];
ρl – massa específica do líquido [kg/m³];
v – velocidade superficial de escoamento [m/s].
Muitos trabalhos tem sido desenvolvidos ao longo dos anos para analisar a
influência os aspectos mais importantes na perda de carga na tela da peneira.
Miguel (1998), por exemplo, analisou a passagem de ar através de peneiras utilizadas
em estufas e concluiu que a forma e geometria dos fios da tela não influenciam no fluxo
de fluido. Resultado semelhante pode ser observado por Das e Chhabra (1989), que
verificaram que não há influências dos aspectos estruturais da peneira na perda de carga,
embora haja uma boa correlação entre o número de Reynolds e a perda de carga.
Contudo, cabe ressaltar que tais trabalhos foram realizados em condições
estáticas e há pouca literatura disponível que leva em conta a vibração do sistema.
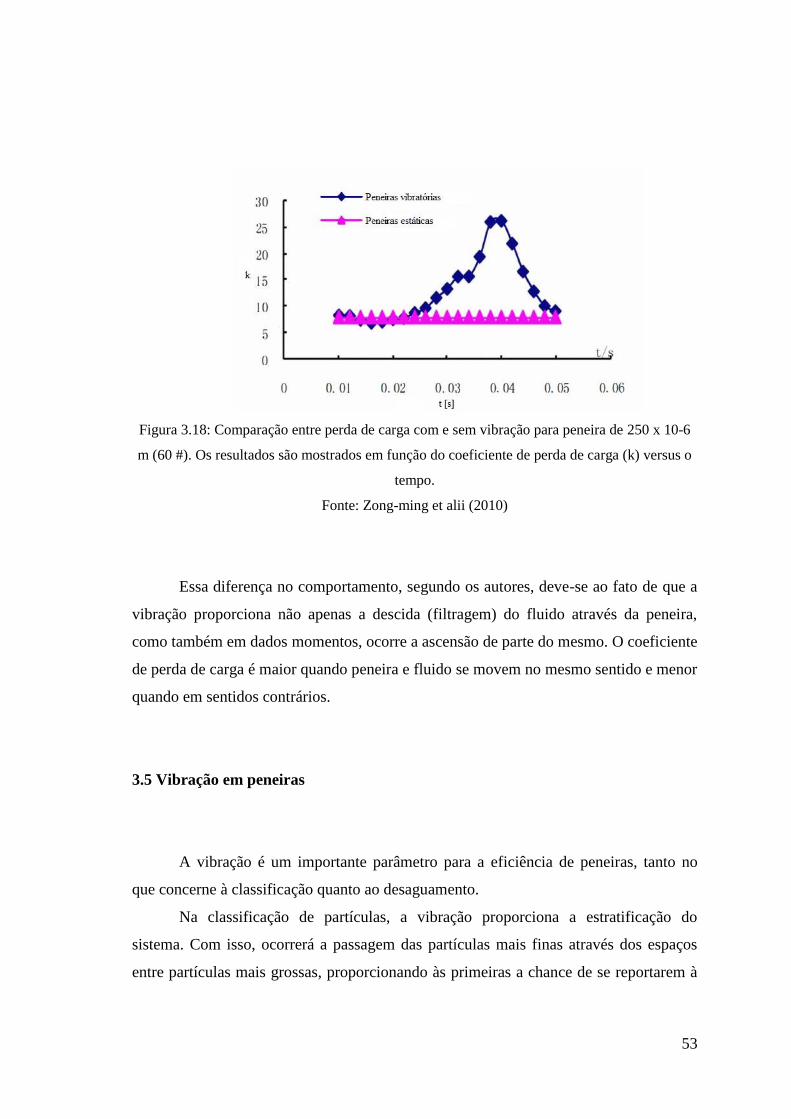
Nesse aspecto, Zong-ming et alii (2010) realizaram estudos da perda de carga em
peneiras vibratórias e compararam com resultados em condições estáticas. O resultado
pode ser visualizado na figura 3.18.
53
Figura 3.18: Comparação entre perda de carga com e sem vibração para peneira de 250 x 10-6
m (60 #). Os resultados são mostrados em função do coeficiente de perda de carga (k) versus o
tempo.
Fonte: Zong-ming et alii (2010)
Essa diferença no comportamento, segundo os autores, deve-se ao fato de que a
vibração proporciona não apenas a descida (filtragem) do fluido através da peneira,
como também em dados momentos, ocorre a ascensão de parte do mesmo. O coeficiente
de perda de carga é maior quando peneira e fluido se movem no mesmo sentido e menor
quando em sentidos contrários.
3.5 Vibração em peneiras
A vibração é um importante parâmetro para a eficiência de peneiras, tanto no
que concerne à classificação quanto ao desaguamento.
Na classificação de partículas, a vibração proporciona a estratificação do
sistema. Com isso, ocorrerá a passagem das partículas mais finas através dos espaços
entre partículas mais grossas, proporcionando às primeiras a chance de se reportarem à
54
superfície da peneira. Além disso, a vibração do sistema aumenta a quantidade de
apresentações na superfície de peneiramento, aumentando assim a eficiência do
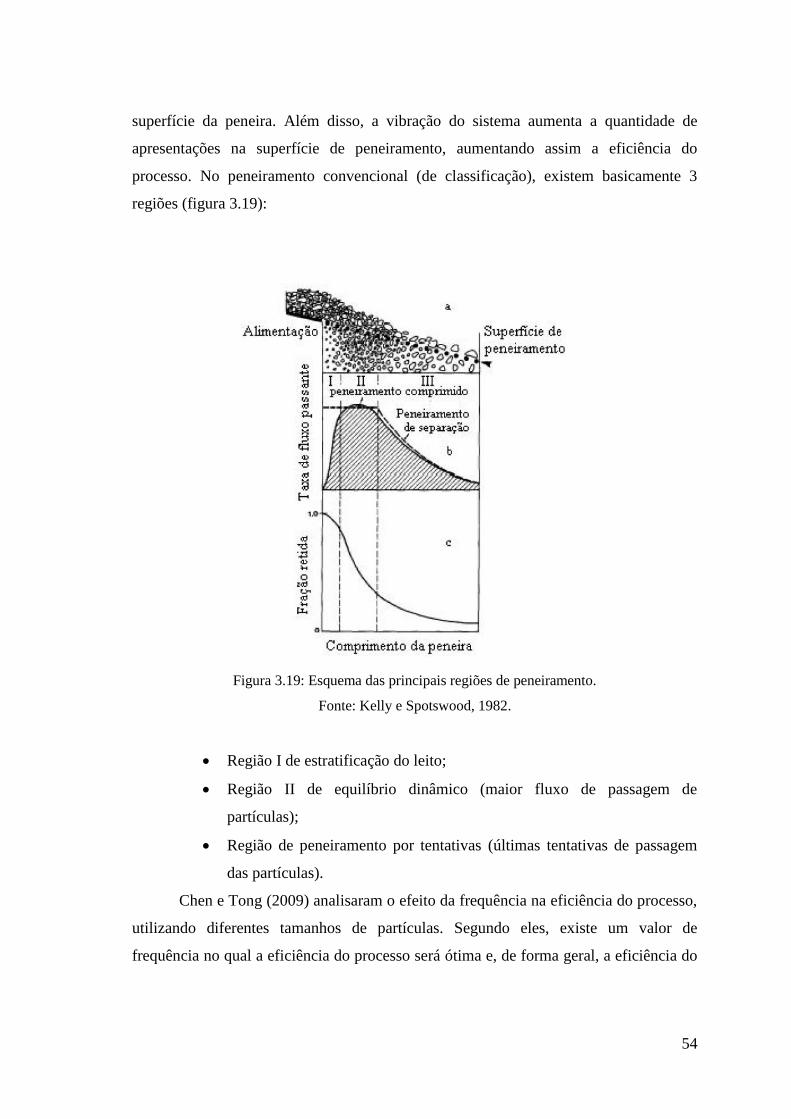
processo. No peneiramento convencional (de classificação), existem basicamente 3
regiões (figura 3.19):
Figura 3.19: Esquema das principais regiões de peneiramento.
Fonte: Kelly e Spotswood, 1982.
Região I de estratificação do leito;
Região II de equilíbrio dinâmico (maior fluxo de passagem de
partículas);
Região de peneiramento por tentativas (últimas tentativas de passagem
das partículas).
Chen e Tong (2009) analisaram o efeito da frequência na eficiência do processo,
utilizando diferentes tamanhos de partículas. Segundo eles, existe um valor de
frequência no qual a eficiência do processo será ótima e, de forma geral, a eficiência do
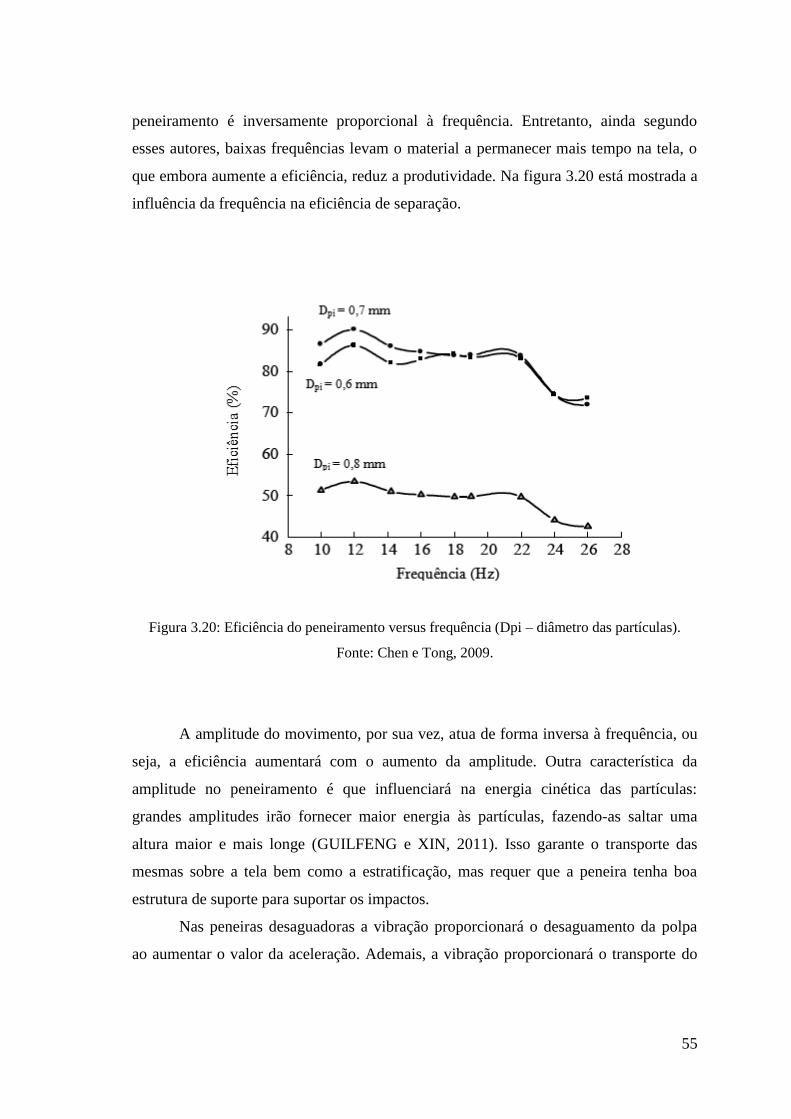
55
peneiramento é inversamente proporcional à frequência. Entretanto, ainda segundo
esses autores, baixas frequências levam o material a permanecer mais tempo na tela, o
que embora aumente a eficiência, reduz a produtividade. Na figura 3.20 está mostrada a
influência da frequência na eficiência de separação.
Figura 3.20: Eficiência do peneiramento versus frequência (Dpi – diâmetro das partículas).
Fonte: Chen e Tong, 2009.
A amplitude do movimento, por sua vez, atua de forma inversa à frequência, ou
seja, a eficiência aumentará com o aumento da amplitude. Outra característica da
amplitude no peneiramento é que influenciará na energia cinética das partículas:
grandes amplitudes irão fornecer maior energia às partículas, fazendo-as saltar uma
altura maior e mais longe (GUILFENG e XIN, 2011). Isso garante o transporte das
mesmas sobre a tela bem como a estratificação, mas requer que a peneira tenha boa
estrutura de suporte para suportar os impactos.
Nas peneiras desaguadoras a vibração proporcionará o desaguamento da polpa
ao aumentar o valor da aceleração. Ademais, a vibração proporcionará o transporte do
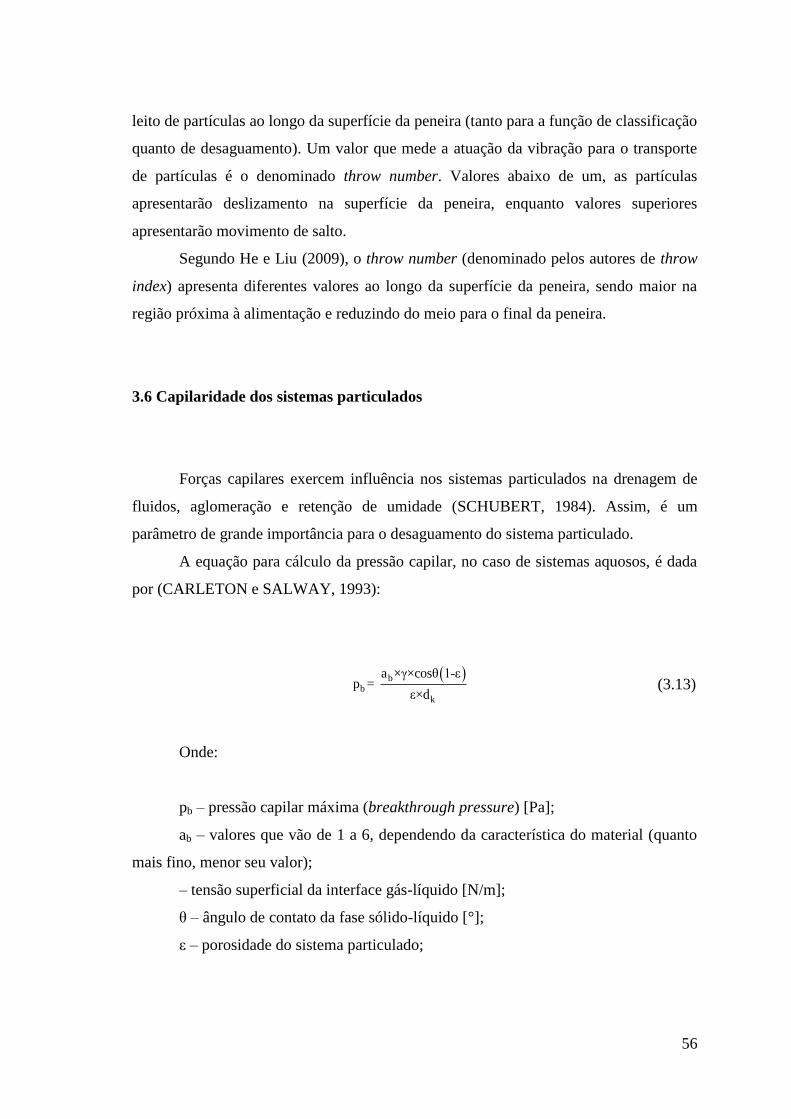
56
leito de partículas ao longo da superfície da peneira (tanto para a função de classificação
quanto de desaguamento). Um valor que mede a atuação da vibração para o transporte
de partículas é o denominado throw number. Valores abaixo de um, as partículas
apresentarão deslizamento na superfície da peneira, enquanto valores superiores
apresentarão movimento de salto.
Segundo He e Liu (2009), o throw number (denominado pelos autores de throw
index) apresenta diferentes valores ao longo da superfície da peneira, sendo maior na
região próxima à alimentação e reduzindo do meio para o final da peneira.
3.6 Capilaridade dos sistemas particulados
Forças capilares exercem influência nos sistemas particulados na drenagem de
fluidos, aglomeração e retenção de umidade (SCHUBERT, 1984). Assim, é um
parâmetro de grande importância para o desaguamento do sistema particulado.
A equação para cálculo da pressão capilar, no caso de sistemas aquosos, é dada
por (CARLETON e SALWAY, 1993):
bb
k
a ×γ×cosθ 1-εp =
ε×d (3.13)
Onde:
pb – pressão capilar máxima (breakthrough pressure) [Pa];
ab – valores que vão de 1 a 6, dependendo da característica do material (quanto
mais fino, menor seu valor);
– tensão superficial da interface gás-líquido [N/m];
θ – ângulo de contato da fase sólido-líquido [°];
ε – porosidade do sistema particulado;
57
dk – diâmetro de Kozeny das partículas (medido através da permeabilidade da
torta) [m].
Ettmayr et alii (2000), analisaram a influência da capilaridade no desaguamento
do particulado em peneira vibratória. Eles utilizaram um meio de sucção capilar abaixo
da tela da peneira implementando assim a sucção de gotículas formadas que
continuariam presas na tela da peneira. Os resultados podem ser visualizados na figura
3.21.
Figura 3.21: comparação entre o desaguamento com e sem um meio de sucção capilar. Os
valores próximos dos pontos representam a altura do leito.
Fonte: Ettmayr et alii, 2000.
3.7 Modelagem do desaguamento em peneiras vibratórias
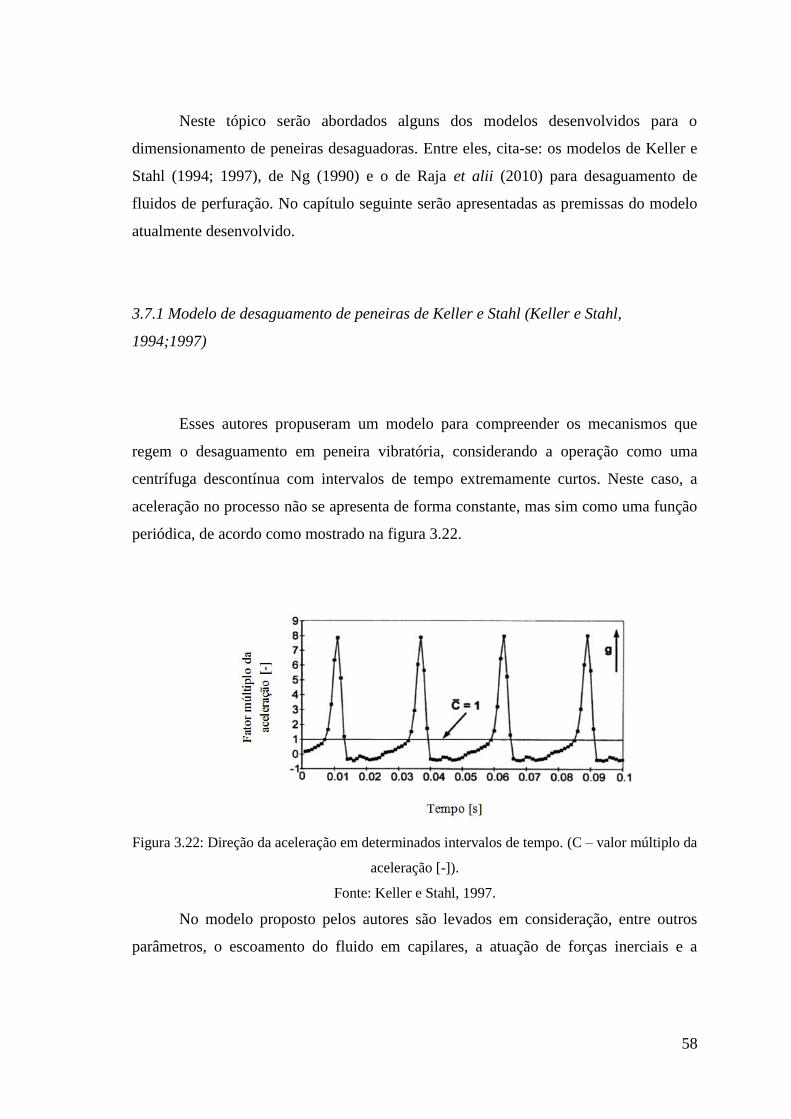
58
Neste tópico serão abordados alguns dos modelos desenvolvidos para o
dimensionamento de peneiras desaguadoras. Entre eles, cita-se: os modelos de Keller e
Stahl (1994; 1997), de Ng (1990) e o de Raja et alii (2010) para desaguamento de
fluidos de perfuração. No capítulo seguinte serão apresentadas as premissas do modelo
atualmente desenvolvido.
3.7.1 Modelo de desaguamento de peneiras de Keller e Stahl (Keller e Stahl,
1994;1997)
Esses autores propuseram um modelo para compreender os mecanismos que
regem o desaguamento em peneira vibratória, considerando a operação como uma
centrífuga descontínua com intervalos de tempo extremamente curtos. Neste caso, a
aceleração no processo não se apresenta de forma constante, mas sim como uma função
periódica, de acordo como mostrado na figura 3.22.
Figura 3.22: Direção da aceleração em determinados intervalos de tempo. (C – valor múltiplo da
aceleração [-]).
Fonte: Keller e Stahl, 1997.
No modelo proposto pelos autores são levados em consideração, entre outros
parâmetros, o escoamento do fluido em capilares, a atuação de forças inerciais e a
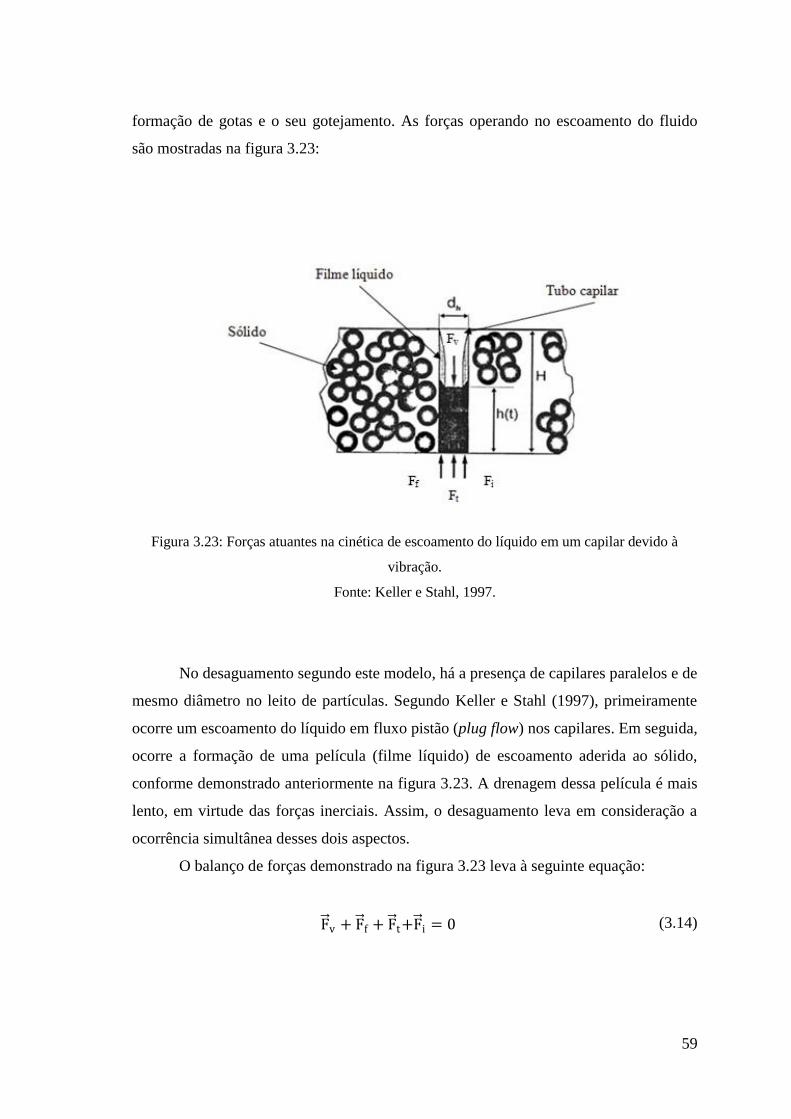
59
formação de gotas e o seu gotejamento. As forças operando no escoamento do fluido
são mostradas na figura 3.23:
Figura 3.23: Forças atuantes na cinética de escoamento do líquido em um capilar devido à
vibração.
Fonte: Keller e Stahl, 1997.
No desaguamento segundo este modelo, há a presença de capilares paralelos e de
mesmo diâmetro no leito de partículas. Segundo Keller e Stahl (1997), primeiramente
ocorre um escoamento do líquido em fluxo pistão (plug flow) nos capilares. Em seguida,
ocorre a formação de uma película (filme líquido) de escoamento aderida ao sólido,
conforme demonstrado anteriormente na figura 3.23. A drenagem dessa película é mais
lento, em virtude das forças inerciais. Assim, o desaguamento leva em consideração a
ocorrência simultânea desses dois aspectos.
O balanço de forças demonstrado na figura 3.23 leva à seguinte equação:
F v + F f + F t+F i = 0 (3.14)

60
Onde:
F v – força operacional aplicada, devida à aceleração e vibração da peneira;
F f – força de atrito viscoso;
F t – força capilar (força de retenção);
F i – força inercial.
A força operacional aplicada é dada por:
F v = −ρl
× h(t) × π ×dh
2
4× g × C t, H (3.15)
Onde:
ρl – massa específica do líquido [kg.m-3
];
h – magnitude de transição entre uma fase simples [m];
dh – diâmetro equivalente do tubo capilar [m];
g – aceleração da gravidade [m.s-2
];
C – valor múltiplo da aceleração, como função do tempo e da altura do leito [-];
t – tempo [s];
H – altura do tubo capilar [m].
Quanto a força de atrito viscoso, essa possui a seguinte expressão:
F f = −8 × π × ηl
× h × h t (3.16)
ηl – viscosidade dinâmica do líquido [Pa.s].
A força capilar, por sua vez, é encontrada por:

61
F t = γ × cos θ × π × dh (3.17)
γ – tensão superficial [N/m];
θ – ângulo de contato [º].
Por fim, a expressão para encontrar a força inercial é:
F i = −ρl
× π ×dh
2
4× h t × h (3.18)
Substituindo as equações (3.15) a (3.18) na equação (3.14), tem-se:
−ρl
× h t × π ×dh
2
4× g × C t, H − 8 × π × η
l× h × h t + γ
× cos θ × π × dh − ρl
× π ×dh
2
4× h t × h = 0
(3.19)
Segundo os autores, a equação não pode ser encontrada de forma analítica, mas
pode-se resolvê-la numericamente conhecendo-se a função C (t, H), que pode ser
calculada com o uso de um acelerômetro no interior da polpa.
Encontrando-se o valor de “C”, é possível encontrar um parâmetro que descreva
a cinética do desaguamento, dado pelo parâmetro cinético “λ”, determinado pela
seguinte fórmula:
λ =η
l× H
ρl
× C × g × dh
2
2
× t (3.20)
λ – parâmetro cinético (múltiplo da aceleração) [-].
Este parâmetro cinético permite encontrar a saturação do leito. Para a ocorrência
de escoamento da película a saturação é dada por:
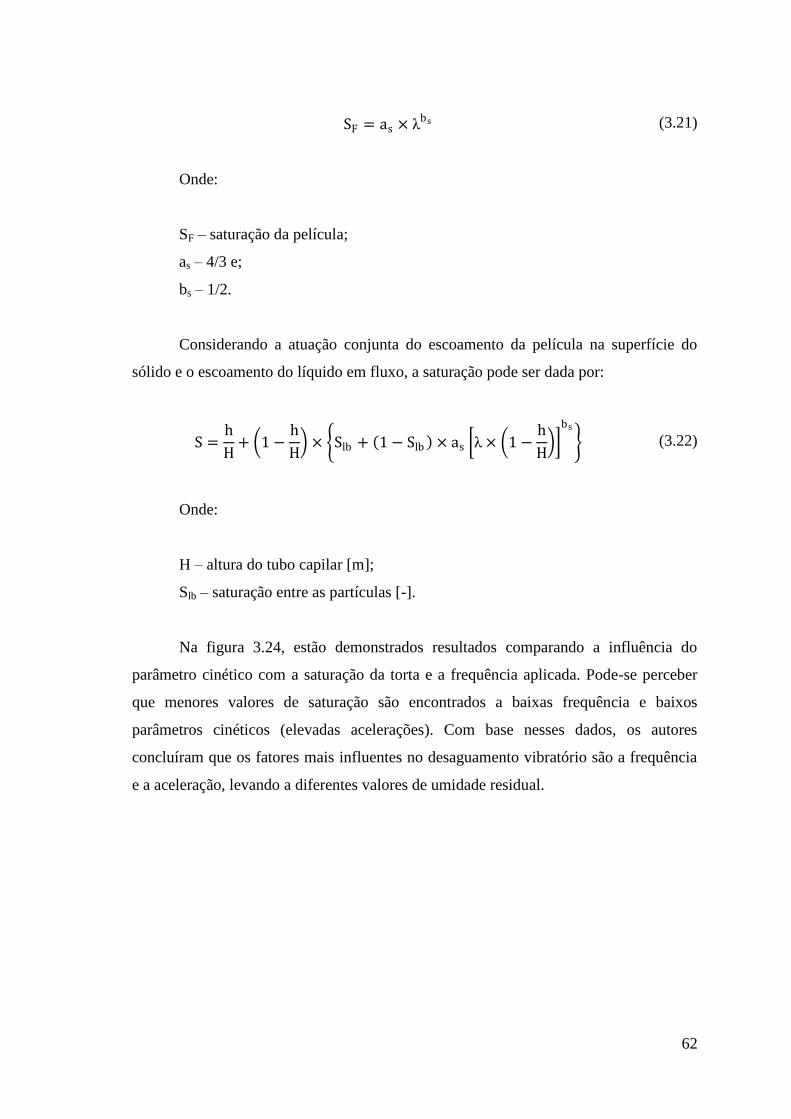
62
SF = as × λbs (3.21)
Onde:
SF – saturação da película;
as – 4/3 e;
bs – 1/2.
Considerando a atuação conjunta do escoamento da película na superfície do
sólido e o escoamento do líquido em fluxo, a saturação pode ser dada por:
S =h
H+ 1 −
h
H × Slb + 1 − Slb × as λ × 1 −
h
H
bs
(3.22)
Onde:
H – altura do tubo capilar [m];
Slb – saturação entre as partículas [-].
Na figura 3.24, estão demonstrados resultados comparando a influência do
parâmetro cinético com a saturação da torta e a frequência aplicada. Pode-se perceber
que menores valores de saturação são encontrados a baixas frequência e baixos
parâmetros cinéticos (elevadas acelerações). Com base nesses dados, os autores
concluíram que os fatores mais influentes no desaguamento vibratório são a frequência
e a aceleração, levando a diferentes valores de umidade residual.
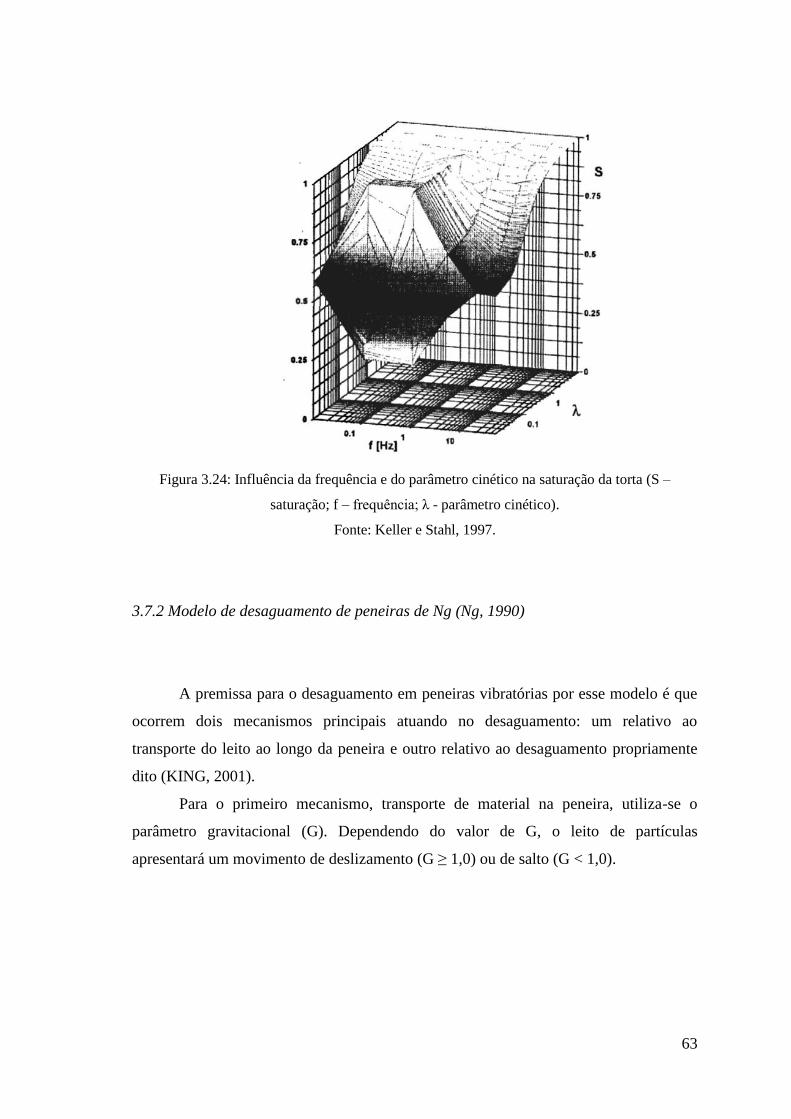
63
Figura 3.24: Influência da frequência e do parâmetro cinético na saturação da torta (S –
saturação; f – frequência; λ - parâmetro cinético).
Fonte: Keller e Stahl, 1997.
3.7.2 Modelo de desaguamento de peneiras de Ng (Ng, 1990)
A premissa para o desaguamento em peneiras vibratórias por esse modelo é que
ocorrem dois mecanismos principais atuando no desaguamento: um relativo ao
transporte do leito ao longo da peneira e outro relativo ao desaguamento propriamente
dito (KING, 2001).
Para o primeiro mecanismo, transporte de material na peneira, utiliza-se o
parâmetro gravitacional (G). Dependendo do valor de G, o leito de partículas
apresentará um movimento de deslizamento (G ≥ 1,0) ou de salto (G < 1,0).

64
2y
g×cosθG =
ω ×A
pen (3.23)
Onde:
G – parâmetro gravitacional [-];
g – aceleração da gravidade [m/s²];
θpen – ângulo de inclinação da peneira;
ω – frequência angular da peneira [rad/s];
Ay – amplitude de vibração normal à superfície da peneira [m].
Quanto ao mecanismo de desaguamento (filtragem da água), o autor assumiu
que a taxa de desaguamento devido ao movimento de agitação dependerá da umidade
instantânea do material. Esta taxa de desaguamento é expressa pela fórmula:
bdn = - a×n
dt (3.24)
Onde:
a e b – constantes;
n – umidade instantânea;
t – tempo.
Apenas com a utilização de vibração não seria possível desaguar completamente
o material, mas é possível encontrar um valor mínimo de “n”, tendo-se, portanto:

65
-q0n-n =pt (3.25)
Onde:
n0 – valor mínimo de n;
-q
p= a b-1 (3.26)
E:
1q=
b-1 (3.27)
E o comprimento da peneira para se conseguir a umidade desejada é encontrada
por:
1
01 q
x
n nL
pK G
v
(3.28)
Onde:
L – comprimento da peneira [m];
vx – velocidade de transporte na direção “x” [m/s].
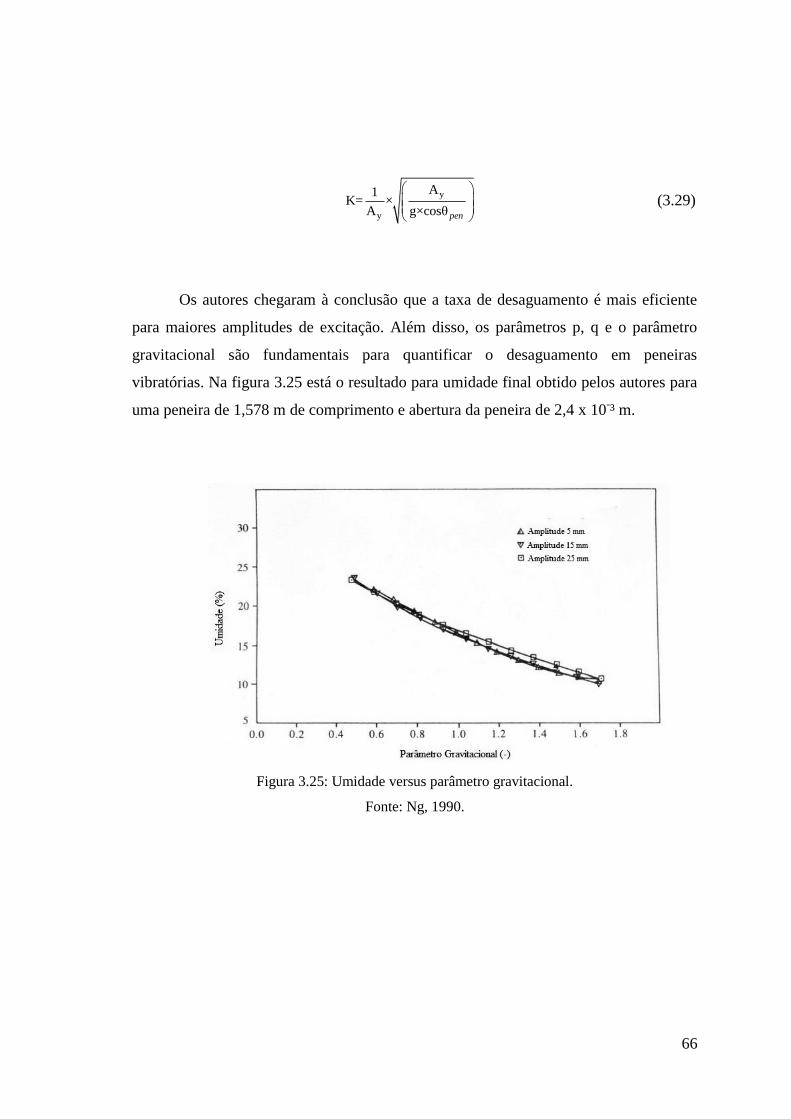
66
y
y
A1K= ×
A g×cosθ pen
(3.29)
Os autores chegaram à conclusão que a taxa de desaguamento é mais eficiente
para maiores amplitudes de excitação. Além disso, os parâmetros p, q e o parâmetro
gravitacional são fundamentais para quantificar o desaguamento em peneiras
vibratórias. Na figura 3.25 está o resultado para umidade final obtido pelos autores para
uma peneira de 1,578 m de comprimento e abertura da peneira de 2,4 x 10-³ m.
Figura 3.25: Umidade versus parâmetro gravitacional.
Fonte: Ng, 1990.
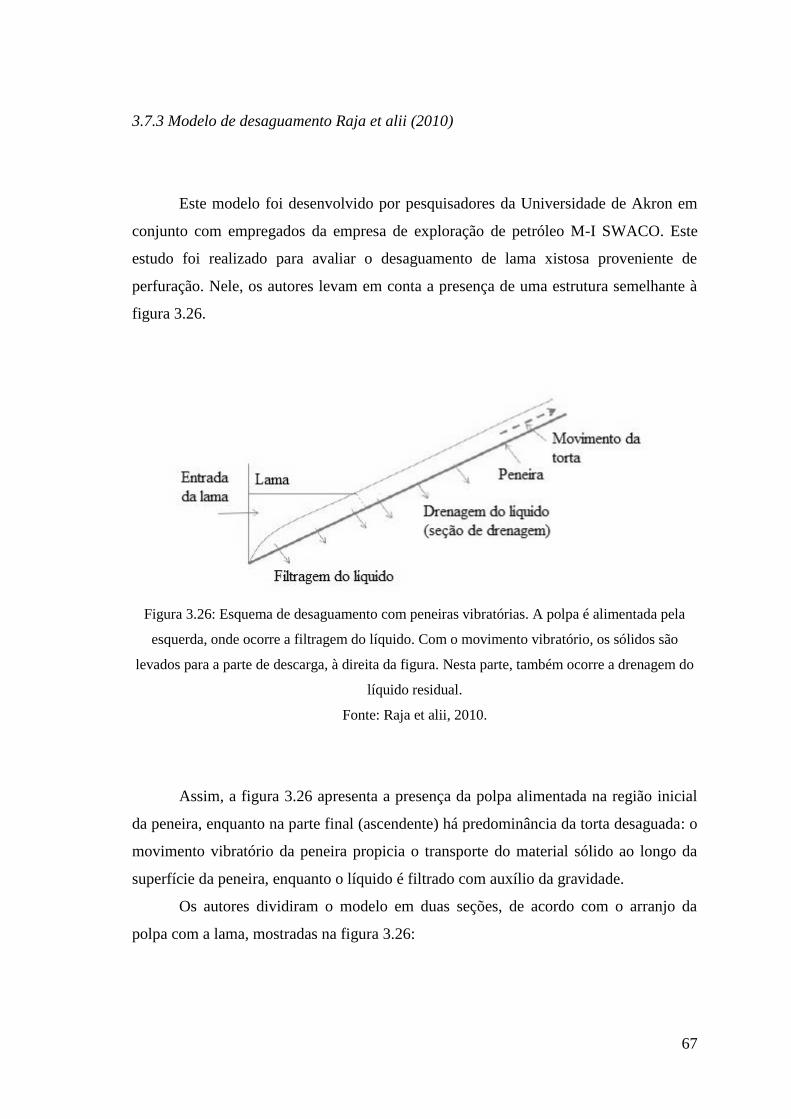
67
3.7.3 Modelo de desaguamento Raja et alii (2010)
Este modelo foi desenvolvido por pesquisadores da Universidade de Akron em
conjunto com empregados da empresa de exploração de petróleo M-I SWACO. Este
estudo foi realizado para avaliar o desaguamento de lama xistosa proveniente de
perfuração. Nele, os autores levam em conta a presença de uma estrutura semelhante à
figura 3.26.
Figura 3.26: Esquema de desaguamento com peneiras vibratórias. A polpa é alimentada pela
esquerda, onde ocorre a filtragem do líquido. Com o movimento vibratório, os sólidos são
levados para a parte de descarga, à direita da figura. Nesta parte, também ocorre a drenagem do
líquido residual.
Fonte: Raja et alii, 2010.
Assim, a figura 3.26 apresenta a presença da polpa alimentada na região inicial
da peneira, enquanto na parte final (ascendente) há predominância da torta desaguada: o
movimento vibratório da peneira propicia o transporte do material sólido ao longo da
superfície da peneira, enquanto o líquido é filtrado com auxílio da gravidade.
Os autores dividiram o modelo em duas seções, de acordo com o arranjo da
polpa com a lama, mostradas na figura 3.26:
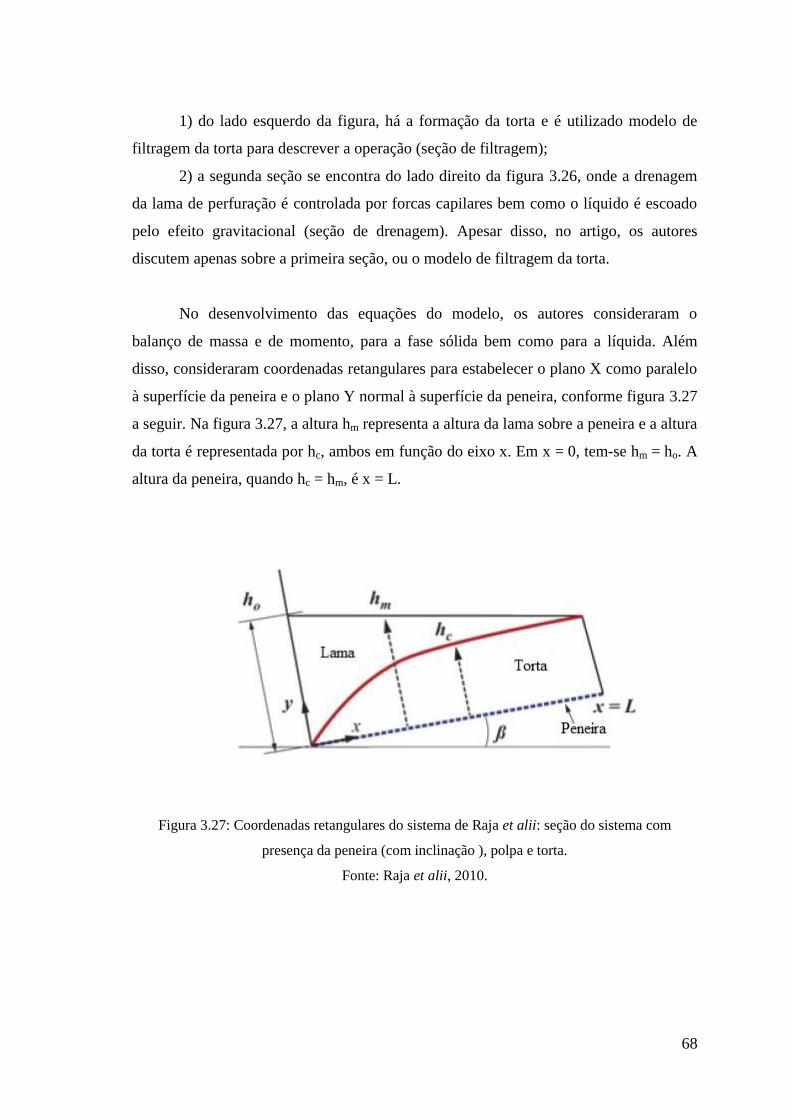
68
1) do lado esquerdo da figura, há a formação da torta e é utilizado modelo de
filtragem da torta para descrever a operação (seção de filtragem);
2) a segunda seção se encontra do lado direito da figura 3.26, onde a drenagem
da lama de perfuração é controlada por forcas capilares bem como o líquido é escoado
pelo efeito gravitacional (seção de drenagem). Apesar disso, no artigo, os autores
discutem apenas sobre a primeira seção, ou o modelo de filtragem da torta.
No desenvolvimento das equações do modelo, os autores consideraram o
balanço de massa e de momento, para a fase sólida bem como para a líquida. Além
disso, consideraram coordenadas retangulares para estabelecer o plano X como paralelo
à superfície da peneira e o plano Y normal à superfície da peneira, conforme figura 3.27
a seguir. Na figura 3.27, a altura hm representa a altura da lama sobre a peneira e a altura
da torta é representada por hc, ambos em função do eixo x. Em x = 0, tem-se hm = ho. A
altura da peneira, quando hc = hm, é x = L.
Figura 3.27: Coordenadas retangulares do sistema de Raja et alii: seção do sistema com
presença da peneira (com inclinação ), polpa e torta.
Fonte: Raja et alii, 2010.
69
Após realizar uma série de cálculos envolvendo as pressões presentes no sistema
(pressão atmosférica, pressão da fase líquida, pressão da interface líquido/torta e pressão
do líquido na fronteira torta-peneira), encontraram a seguinte equação para encontrar a
velocidade de escoamento do fluido. Resulta, assim:
pencos L mc scr m cL
y
L c scr
c scr
g h h h hv
h h
k k
(3.30)
Onde:
Lyv – velocidade do líquido na direção “y” [m/s];
g – aceleração da gravidade [m/s²];
θpen – ângulo de inclinação da peneira [º];
ρL – massa específica do líquido [kg/m³];
hc – espessura da torta [m];
hscr – espessura da peneira [m];
ρm
– massa específica do sólido [kg/m³];
hm – espessura da polpa [m];
εL – porosidade do líquido no leito sólido [-];
μ – viscosidade do líquido [Pa.s];
kc – permeabilidade da torta [-];
kscr – permeabilidade da peneira [-].
Integrando a equação 3.30 em função de “X”, é possível encontrar a vazão
volumétrica do fluido.
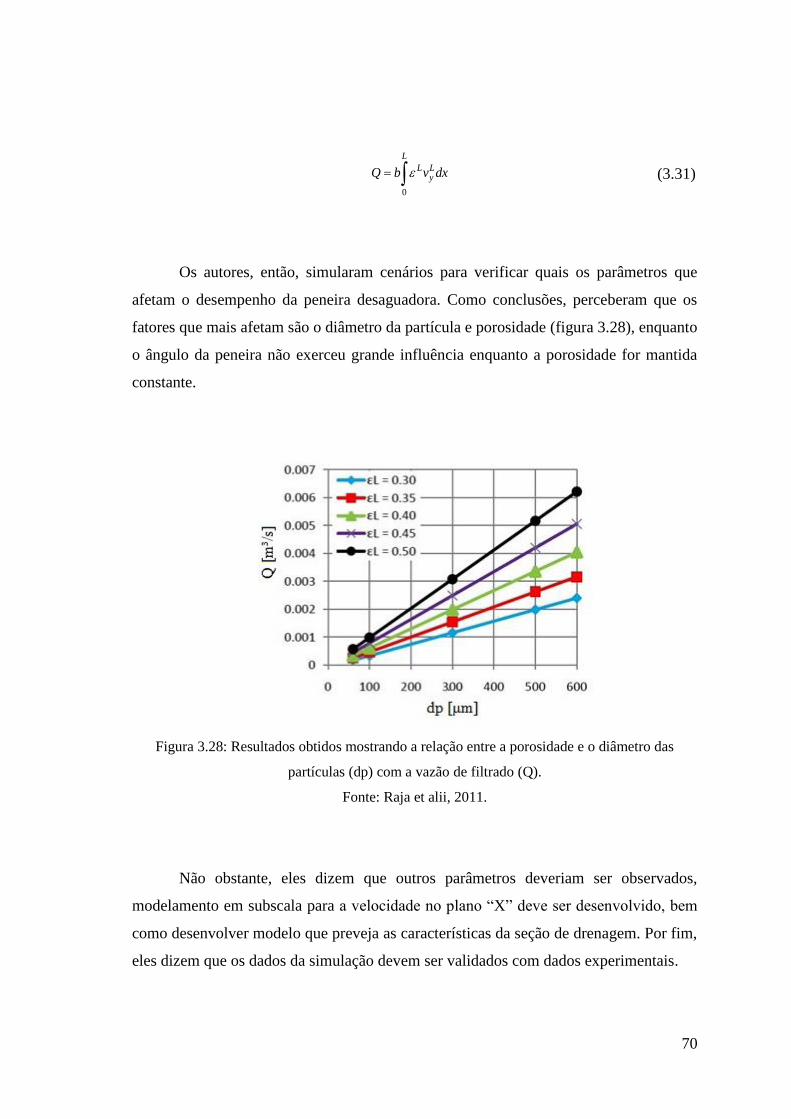
70
0
L
L LyQ b v dx (3.31)
Os autores, então, simularam cenários para verificar quais os parâmetros que
afetam o desempenho da peneira desaguadora. Como conclusões, perceberam que os
fatores que mais afetam são o diâmetro da partícula e porosidade (figura 3.28), enquanto
o ângulo da peneira não exerceu grande influência enquanto a porosidade for mantida
constante.
Figura 3.28: Resultados obtidos mostrando a relação entre a porosidade e o diâmetro das
partículas (dp) com a vazão de filtrado (Q).
Fonte: Raja et alii, 2011.
Não obstante, eles dizem que outros parâmetros deveriam ser observados,
modelamento em subscala para a velocidade no plano “X” deve ser desenvolvido, bem
como desenvolver modelo que preveja as características da seção de drenagem. Por fim,
eles dizem que os dados da simulação devem ser validados com dados experimentais.
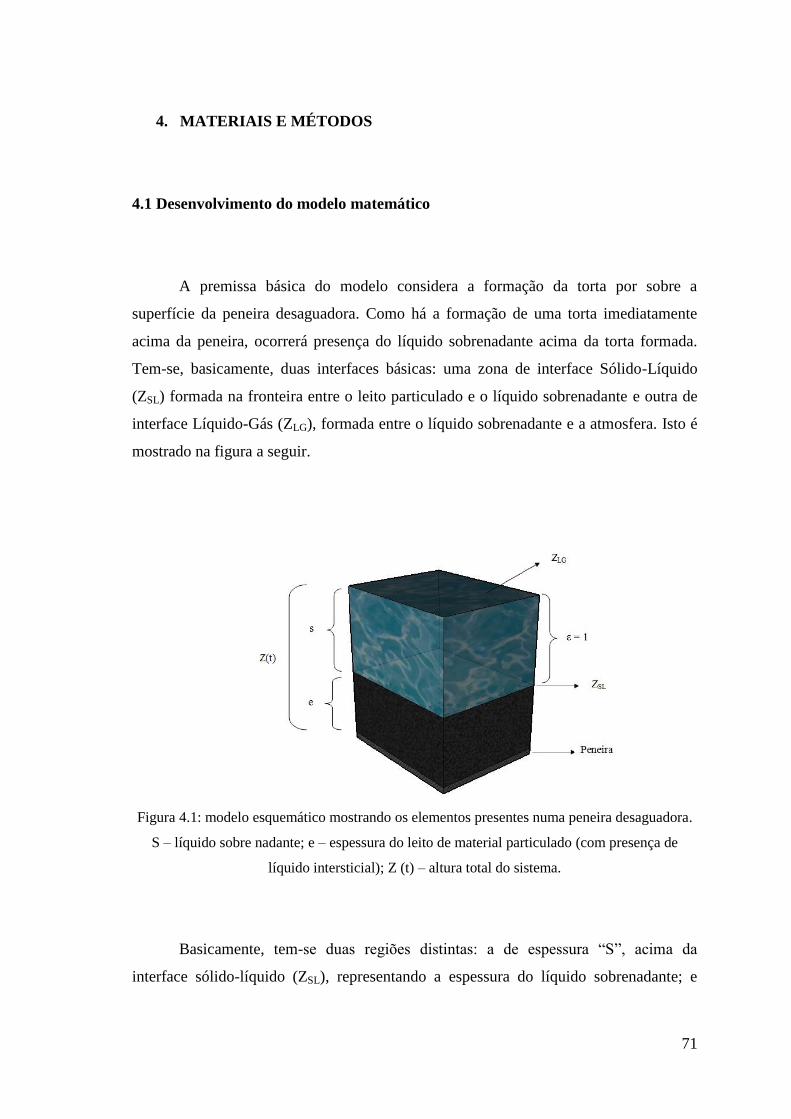
71
4. MATERIAIS E MÉTODOS
4.1 Desenvolvimento do modelo matemático
A premissa básica do modelo considera a formação da torta por sobre a
superfície da peneira desaguadora. Como há a formação de uma torta imediatamente
acima da peneira, ocorrerá presença do líquido sobrenadante acima da torta formada.
Tem-se, basicamente, duas interfaces básicas: uma zona de interface Sólido-Líquido
(ZSL) formada na fronteira entre o leito particulado e o líquido sobrenadante e outra de
interface Líquido-Gás (ZLG), formada entre o líquido sobrenadante e a atmosfera. Isto é
mostrado na figura a seguir.
Figura 4.1: modelo esquemático mostrando os elementos presentes numa peneira desaguadora.
S – líquido sobre nadante; e – espessura do leito de material particulado (com presença de
líquido intersticial); Z (t) – altura total do sistema.
Basicamente, tem-se duas regiões distintas: a de espessura “S”, acima da
interface sólido-líquido (ZSL), representando a espessura do líquido sobrenadante; e
72
outra de espessura “e”, que representa a espessura do leito de partículas com presença
de água intersticial.
A soma das duas espessuras é dada por “Z (t)” representa a altura total do
sistema.
Uma aproximação satisfatória do escoamento de fluidos em sistemas porosos é
dada pela equação de Ergun (ERGUN, 1952). Entretanto, no caso em estudo, também
são levados em conta outros parâmetros que contribuem de forma positiva ou negativa
para a drenagem do fluido. Os diversos fatores atuantes no desaguamento de peneiras
vibratórias estão listados a seguir:
1. Escoamento do líquido em meio poroso;
2. Movimento oscilatório (aceleração do sistema);
3. Atuação de forças hidrostáticas (altura da coluna de líquido);
4. Tela da peneira [perda de carga];
5. Capilaridade [fenômenos de interface].
O escoamento do líquido pode ser calculado considerando-se as pressões
atuantes no sistema, sejam elas a favor ou contra o escoamento. Assim, tem-se:
Parâmetros favoráveis à filtragem do fluido:
1. Pressão mecânica (Δ pm) – movimento oscilatório (vibração do sistema)
(na verdade, este parâmetro atua tanto de forma negativa como positiva,
pois haverá momentos de velocidade negativa e positiva);
2. Pressão hidrostática (Δ ph) – atuação de forças hidrostáticas (altura da
coluna de líquido);
Parâmetros contrários à filtragem do fluido:
1. Perda de carga e meio poroso (Δ pe) – escoamento em meio poroso
(calculado pela equação de Ergun);
73
2. Perda de carga da tela da peneira (Δ pϕ) – [perda de carga];
3. Perda de carga interfacial (Δ pγ) – capilaridade.
Igualando as pressões resistivas com as pressões favoráveis, tem-se:
e m hp p p p p (4.1)
Cada elemento da equação anterior será analisado a seguir.
4.1.1 Perda de carga em meio poroso (Δ pe)
A perda de carga em meio poroso pode ser descrita de forma aceitável pela
equação de Ergun (Ergun, 1952), que segue:
2
2
2 33
150 1 1,75 1l le
pp
e ep v v
dd
(4.2)
Onde:
v – velocidade superficial de filtragem [m/s].
dp – diâmetro da partícula [m];
e – espessura do leito [m];
ε – porosidade [-];
ηl – viscosidade dinâmica do fluido [Pa.s];
ρl – massa específica do fluido [kg/m³];
ψ – esfericidade [-];

74
4.1.2 Perda de carga na tela da peneira (Δ pϕ)
A queda de pressão em peneiras de malha quadrada é dada por (TILTON, 2008):
2
K2
l vp
(4.3)
Onde:
Kϕ – coeficiente de perda de carga da peneira [-];
ρl – massa específica do fluido [kg/m³];
v – velocidade superficial de escoamento [m/s].
Quanto ao coeficiente de perda de carga, este é encontrado através de:
2a
2 2a
1-f1K = ×
C fd
(4.4)
Onde:
Cd – coeficiente de descarga [-];
fa – fração de área aberta da peneira (porosidade da peneira) [-].
O coeficiente de descarga, por sua vez, é encontrado conhecendo-se o número de
Reynolds da peneira:
C = 0,1× Red (4.5)
Onde:
75
Reϕ – número de Reynolds da peneira [-].
l
l a
×ρ vRe = ×
η f
(4.6)
Onde:
ϕ – diâmetro do fio da peneira [m];
ηl – viscosidade dinâmica do fluido [Pa.s];
ρl – massa específica do fluido [kg/m³].
Através das relações que as equações 4.6, 4.5 e 4.4 guardam entre si, e
realizando a substituição da equação 4.4 na equação 4.3, encontra-se a seguinte forma:
2a
a
η 1 fΔp = ×
0,02 f
l v
(4.7)
4.1.3 Perda de carga interfacial (capilaridade) (Δ pγ)
A pressão devida a fenômenos interfaciais, considerando um equilíbrio
mecânico e uma superfície curva, com dois raios (côncavo e convexo) iguais, pode ser
encontrada pela equação de Young-Laplace (RABOCKAI, 1979).
2
c
pR
(4.8)
Onde:
Δpγ – pressão interfacial [Pa];
γ – tensão superficial do líquido [N/m];
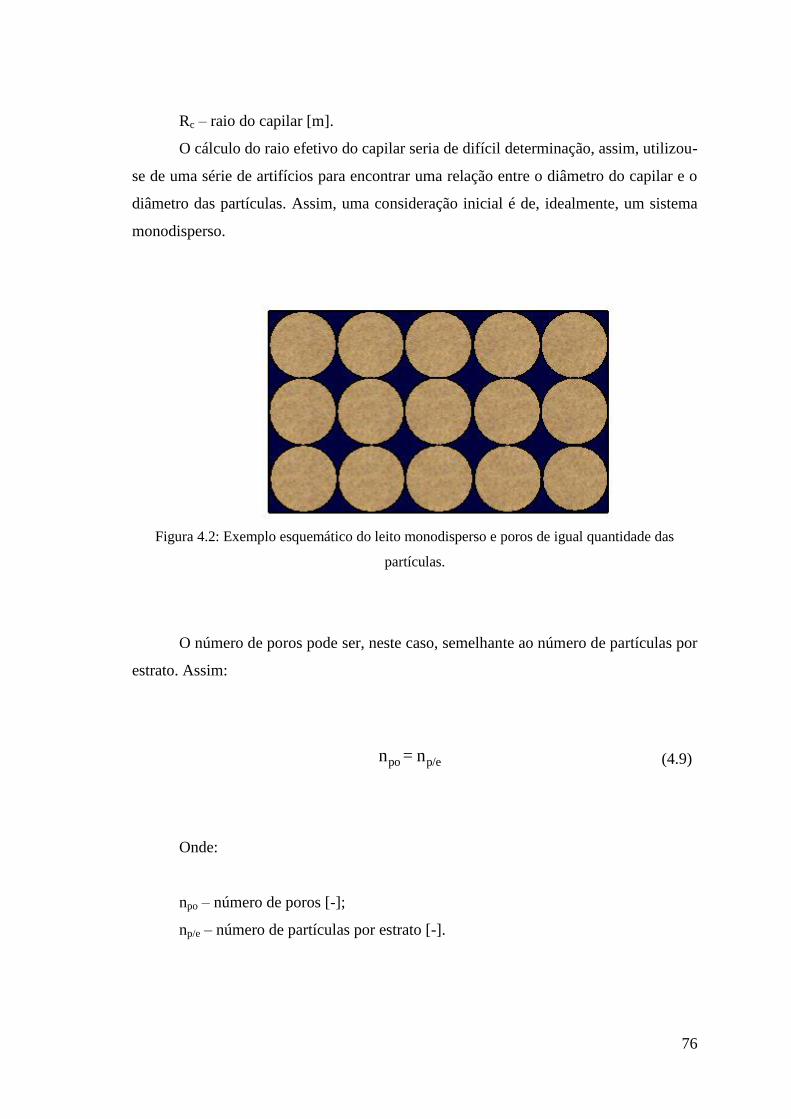
76
Rc – raio do capilar [m].
O cálculo do raio efetivo do capilar seria de difícil determinação, assim, utilizou-
se de uma série de artifícios para encontrar uma relação entre o diâmetro do capilar e o
diâmetro das partículas. Assim, uma consideração inicial é de, idealmente, um sistema
monodisperso.
Figura 4.2: Exemplo esquemático do leito monodisperso e poros de igual quantidade das
partículas.
O número de poros pode ser, neste caso, semelhante ao número de partículas por
estrato. Assim:
po p/en = n (4.9)
Onde:
npo – número de poros [-];
np/e – número de partículas por estrato [-].

77
Com relação ao número de poros:
po
po p/e
An = n
4pod
(4.10)
Onde:
Apo – área do poro [m²]
dpo – diâmetro do poro [m]
E a área do poro pode ser dada por:
vpo
VA =
e e
s ts t
e AA
(4.11)
Onde:
Vv – volume de vazios [m³];
εs – porosidade do leito [-];
e – espessura do leito [m].
A área transversal do estrato de partículas equivale a:
2 2t po p po po
π πA =n ×d n ×d
4 4 (4.12)
Daí resultando que o número de poros é igual a:

78
po 2 2
p po
4 1 4n =
π×d π×d
s t s tA A
(4.13)
A equivalência entre o diâmetro do poro com o diâmetro médio das partículas é
então encontrada:
po pd d1
s
s
(4.14)
Considerando o poro como capilar, e substituindo a equação 4.14 na equação
4.8, tem-se a perda de carga interfacial:
4 cos
1
sp
s
p
d
(4.15)
Onde:
γ – tensão superficial do líquido [N/m];
θ – ângulo de contato da fase líquida [º];
dp – diâmetro médio da partícula (diâmetro do poro) [m];
4.1.4 Pressão hidrostática (Δ ph)
Outra consideração é quanto à pressão exercida pela coluna de líquido acima do
leito (quando esta existir), de forma a auxiliar no processo de desaguamento. Da
hidrostática, sabe-se que a pressão total num líquido, de massa específica ρl, depende da
profundidade que o corpo se encontra submerso. Assim, tem-se:
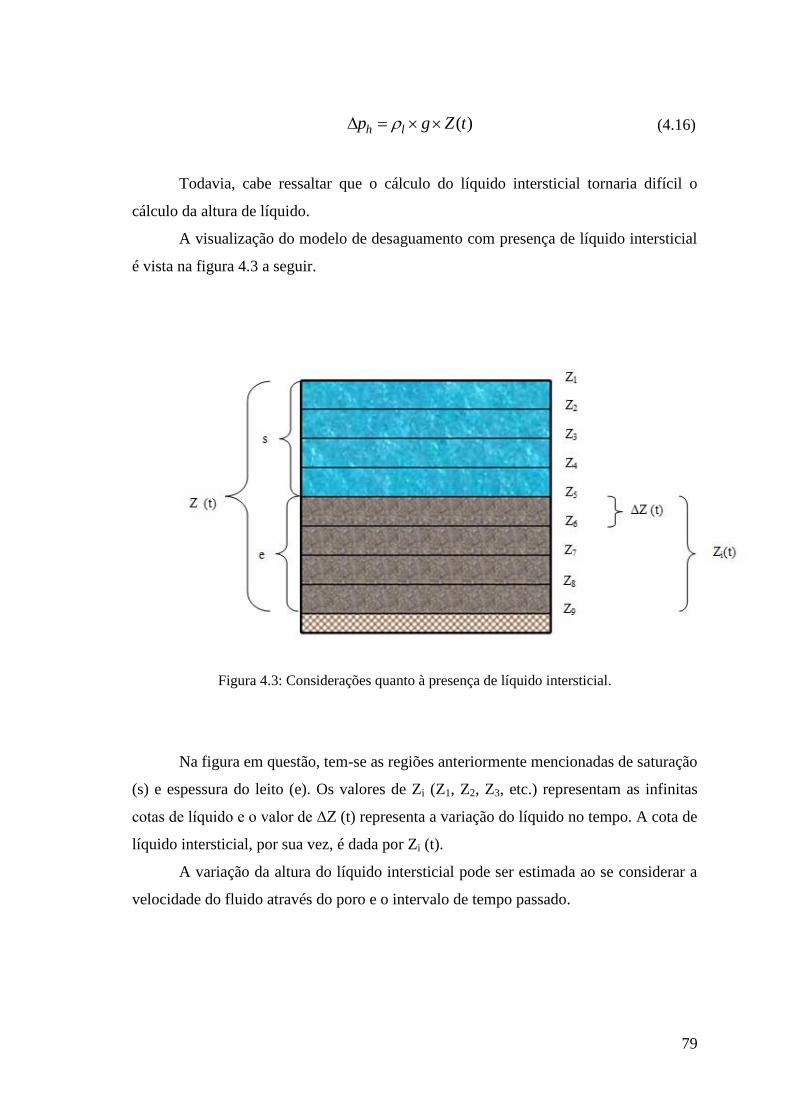
79
( )h lp g Z t (4.16)
Todavia, cabe ressaltar que o cálculo do líquido intersticial tornaria difícil o
cálculo da altura de líquido.
A visualização do modelo de desaguamento com presença de líquido intersticial
é vista na figura 4.3 a seguir.
Figura 4.3: Considerações quanto à presença de líquido intersticial.
Na figura em questão, tem-se as regiões anteriormente mencionadas de saturação
(s) e espessura do leito (e). Os valores de Zi (Z1, Z2, Z3, etc.) representam as infinitas
cotas de líquido e o valor de ΔZ (t) representa a variação do líquido no tempo. A cota de
líquido intersticial, por sua vez, é dada por Zi (t).
A variação da altura do líquido intersticial pode ser estimada ao se considerar a
velocidade do fluido através do poro e o intervalo de tempo passado.

80
Considerando que a espessura de líquido sobrenadante é variável, no instante
t < tsat (intervalo de tempo maior que o tempo de saturação) ela será dada por:
max0
( )satt t
os t z e z t s v t dt
(4.17)
Onde:
S0 – espessura inicial da lâmina de sobrenadante [m];
E a espessura do líquido intersticial, zi (t > tsat), que passa a ser variável a partir
do fim do tempo de saturação, é dada por:
( )sat
sat
t t
it
zi t e z t e v t dt
(4.18)
A velocidade de drenagem do fluido através do poro é dada por:
i
vv
(4.19)
Cabe ressaltar que a porosidade superficial e volumétrica serão consideradas
iguais neste caso, conforme classicamente adotado na literatura. Assim:
( )sat
sat
t t
ts
v tz t dt
(4.20)
Por fim, tem-se que a pressão hidrostática devido a presença do líquido
sobrenadante e intersticial é dada por:
81
max0
( ) ( )sat sat
sat
t t t t
h lt
l s
v t v tp g z e dt e dt
(4.21)
4.1.5 Pressão mecânica (aceleração do sistema) (Δ pm)
Para encontrar a pressão decorrente da vibração do sistema (aqui chamada de
pressão mecânica), primeiro levou-se em conta a segunda lei de Newton, que diz que a
força aplicada em um corpo é igual ao produto da sua massa pela aceleração adquirida:
t
mt t
F m ap
A A
(4.22)
Com relação à massa total do sistema, ela é dada pelo somatório da massa do
sólido com a massa de líquido:
t s lm m m (4.23)
Assim:
s l
mt
m m g ap
A
(4.24)
A massa de sólido é tida como constante (considera-se que, idealmente, o menor
tamanho de partícula é maior que o tamanho de abertura da peneira). Por outro lado, a
massa de líquido é variável. Quanto à massa de líquido, se consideram duas situações:
1. Z (t) e – presença somente de líquido intersticial;

82
2. Z (t) > e – presença de líquido intersticial + líquido sobrenadante.
Levando-se em conta um sistema de coordenadas tridimensionais, a área da
peneira poderia ser substituída por:
tA x y (4.25)
E a massa de um corpo pode ser encontrada considerando-se o produto entre a
massa específica e o volume do corpo:
„
m V x y z (4.26)
E considerando a presença da porosidade (no caso do leito de partículas), tem-se:
1s s sm x y z (4.27)
A massa de líquida é dada pelo somatório de líquido sobrenadante e intersticial:
lm = massa de líquido sobrenadante + massa de líquido intersticial (4.28)
E a equação para o cálculo da massa total de líquido é dada por:
l l t l l t i sm A s t A z t
(4.29)
Onde o parâmetro β é uma variável booleana que indicará a existência da
camada de liquido sobrenadante (saturação do leito de partículas), conforme segue: se t
≤ tsat, então β = 1 (e zi(t) = e); se t > tsat, β = 0 (e zi(t) < e).
Do que foi exposto anteriormente, chega-se à seguinte expressão:

83
1 ms t s l t l l t i s
mt
A e A s t A z t g ap
A
(4.30)
Tendo por fim:
1 1 mm s s l op e S v t e g a
(4.31)
O modelo aqui proposto adotou um sistema oscilatório segundo o movimento
harmônico simples (MHS). Assim, a expressão de aceleração mecânica é expressa por:
cosma A t (4.32)
Onde:
A – amplitude da vibração da peneira [m];
t – tempo de operação [s];
φ – ângulo de fase [-];
ω – frequência angular da peneira [rad/s], dada por:
2 f (4.33)
Onde:
f – frequência de operação [Hz].
Assim, os perfis de velocidade decorrentes do movimento vibratório serão uma
função senoidal, conforme pode ser observado em Zong-ming et alii (2010), Dyr e

84
Wodzinski (2002) e Laws e Livesey (1978) que analisaram de forma análoga o
escoamento em peneiras vibratórias.
4.1.6 Equação para o cálculo da velocidade de drenagem
Substituindo as equações 4.2, 4.7, 4.15, 4.21 e 4.31 na equação 4.1, tem-se,
finalmente, a seguinte equação, que permite determinar a velocidade de drenagem do
líquido que passa através da peneira vibratória em funcionamento; a expressão é:
2 4 cos0
1
ml
sp
s
N v P v g Q T g a
d
(4.34)
Onde:
3
1,75 1l
p
eN
d
(4.35)
2 2a
2 3 a
150 1 η 1 f×
0,02 f
l l
p
eP
d
(4.36)
max0
( ) ( )sat sat
sat
t t t t
tl s
v t v tQ z e dt e dt
(4.37)
E finalmente:
85
1 1s s l oT e S v t e (4.38)
A equação 4.34 é uma equação de 2º grau e, portanto, pode ser resolvida pelos
métodos convencionais para se encontrar o valor da velocidade (método de Newton-
Raphson, método gráfico, fórmula de Bhaskara, etc.).
Ela é válida tanto para descrever o sistema com ocorrência de lâmina líquida
sobrenadante (quando for o caso), quanto em seus estágios de insaturação (em caso de
tempo de residência suficientemente longo para que se tenha ao menos drenagem
parcial do líquido intersticial).
4.1.7 Equação para determinação da umidade residual da torta
Milhomem e Luz (2012) desenvolveram equação para prever a umidade residual
da torta. A equação leva em conta as características do fluido e do leito, como massa
específica, espessura do leito de partículas e da lâmina sobrenadante e indiretamente
necessita da velocidade de drenagem do líquido.
A umidade residual da torta pode ser calcula através da equação a seguir:
l l
t l s
m mu = =
m m +m (4.39)
Levando em consideração a figura 4.1 e considerando a massa de sólidos como
constante, tem-se:
s s t sm = constante = ρ ×A × e × 1 - ε (4.40)
Para a massa de líquido, por sua vez, tem-se:
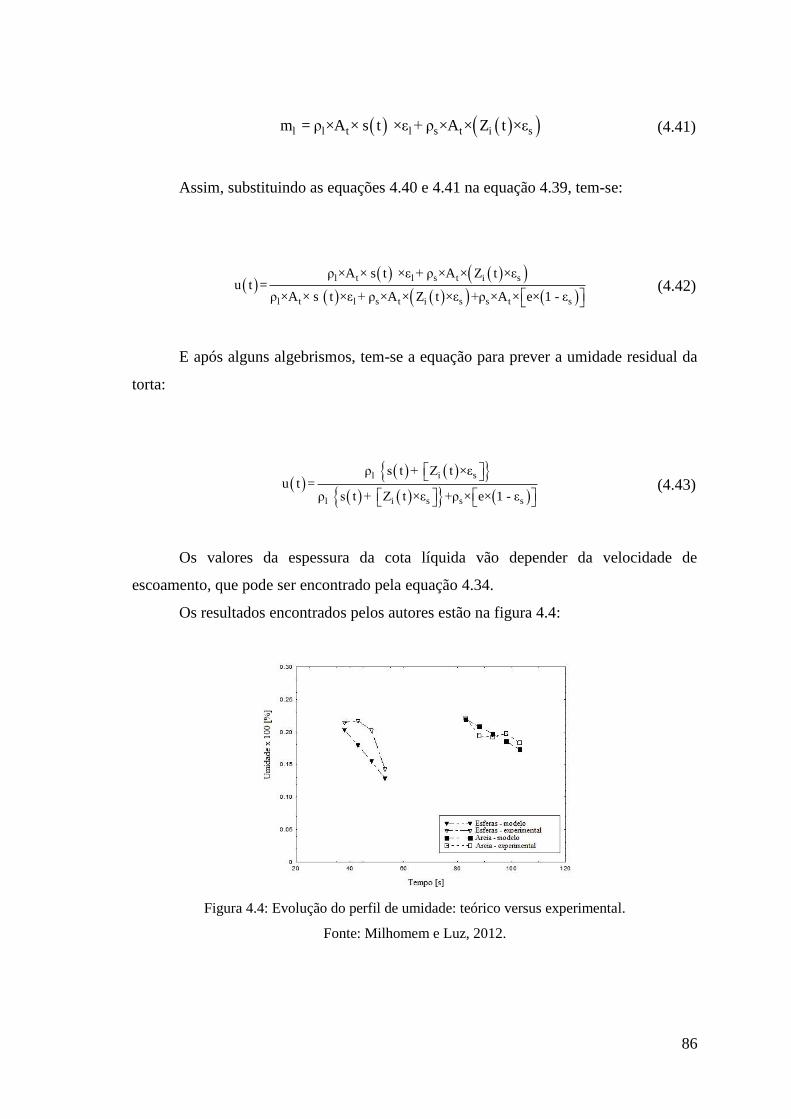
86
l l t l s t i sm = ρ ×A × s t ×ε + ρ ×A × Z t ×ε (4.41)
Assim, substituindo as equações 4.40 e 4.41 na equação 4.39, tem-se:
l t l s t i s
l t l s t i s s t s
ρ ×A × s t ×ε + ρ ×A × Z t ×εu t =
ρ ×A × s t ×ε + ρ ×A × Z t ×ε +ρ ×A × e× 1 - ε
(4.42)
E após alguns algebrismos, tem-se a equação para prever a umidade residual da
torta:
l i s
l i s s s
ρ s t + Z t ×εu t =
ρ s t + Z t ×ε +ρ × e× 1 - ε
(4.43)
Os valores da espessura da cota líquida vão depender da velocidade de
escoamento, que pode ser encontrado pela equação 4.34.
Os resultados encontrados pelos autores estão na figura 4.4:
Figura 4.4: Evolução do perfil de umidade: teórico versus experimental.
Fonte: Milhomem e Luz, 2012.
87
4.2 Caracterização das amostras para realização da simulação
Neste tópico será abordada a metodologia para caracterização de amostras, para
obtenção de valores a serem utilizados na equação 4.34 para simular a operação da
peneira vibratória desaguadora.
4.2.1 Amostras
Foram analisadas características de areia e esferas de vidro (representando
morfologias irregular e esférica, respectivamente), para que os dados coletados das
mesmas pudessem ser utilizados nas simulações . A areia é proveniente do município de
Pinheiros Altos, Minas Gerais, sendo utilizadas com diâmetro inferior a 425 x 10-6
m.
Quanto às esferas, foram adquiridas da empresa Zirtec (ZIRTEC, 2012).
A areia, tal qual obtida, necessitava de preparação prévia à sua caracterização. A
metodologia de homogeneização pode ser encontrada em Oliveira e Aquino (2007): as
amostras foram homogeneizadas utilizando-se uma pilha cônica, sendo realizadas
sucessivas etapas de pazadas manuais, na qual o material da pilha é retomado com
auxílio de uma pá, em vários pontos da pilha, e depositado em outro ponto, formando-se
uma nova pilha cônica. Este procedimento foi repetido 10 vezes.
O quarteamento das amostras foi realizado em seguida. Para tal procedimento, as
amostras foram alimentadas numa esteira que as despejava num divisor rotativo de 12
tambores. A abertura de alimentação da esteira era de 0,03 m, e sua velocidade era de
0,83 m/s. O tambor rotativo, por sua vez, possuia velocidade angular de 2,32 rad/s.
Foram geradas 12 alíquotas provenientes da amostra original, com uma média de
12,53 kg, totalizando 150,35 kg de material.
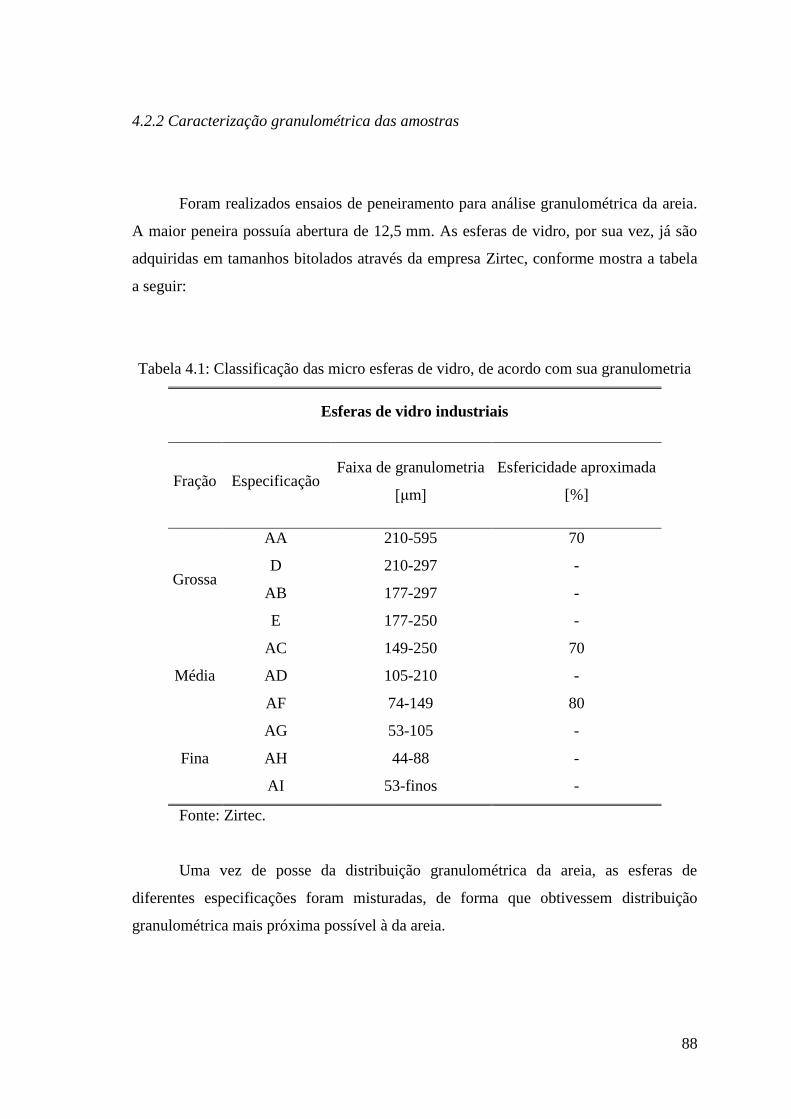
88
4.2.2 Caracterização granulométrica das amostras
Foram realizados ensaios de peneiramento para análise granulométrica da areia.
A maior peneira possuía abertura de 12,5 mm. As esferas de vidro, por sua vez, já são
adquiridas em tamanhos bitolados através da empresa Zirtec, conforme mostra a tabela
a seguir:
Tabela 4.1: Classificação das micro esferas de vidro, de acordo com sua granulometria
Esferas de vidro industriais
Fração Especificação Faixa de granulometria
[μm]
Esfericidade aproximada
[%]
Grossa
AA 210-595 70
D 210-297 -
AB 177-297 -
E 177-250 -
Média
AC 149-250 70
AD 105-210 -
AF 74-149 80
Fina
AG 53-105 -
AH 44-88 -
AI 53-finos -
Fonte: Zirtec.
Uma vez de posse da distribuição granulométrica da areia, as esferas de
diferentes especificações foram misturadas, de forma que obtivessem distribuição
granulométrica mais próxima possível à da areia.
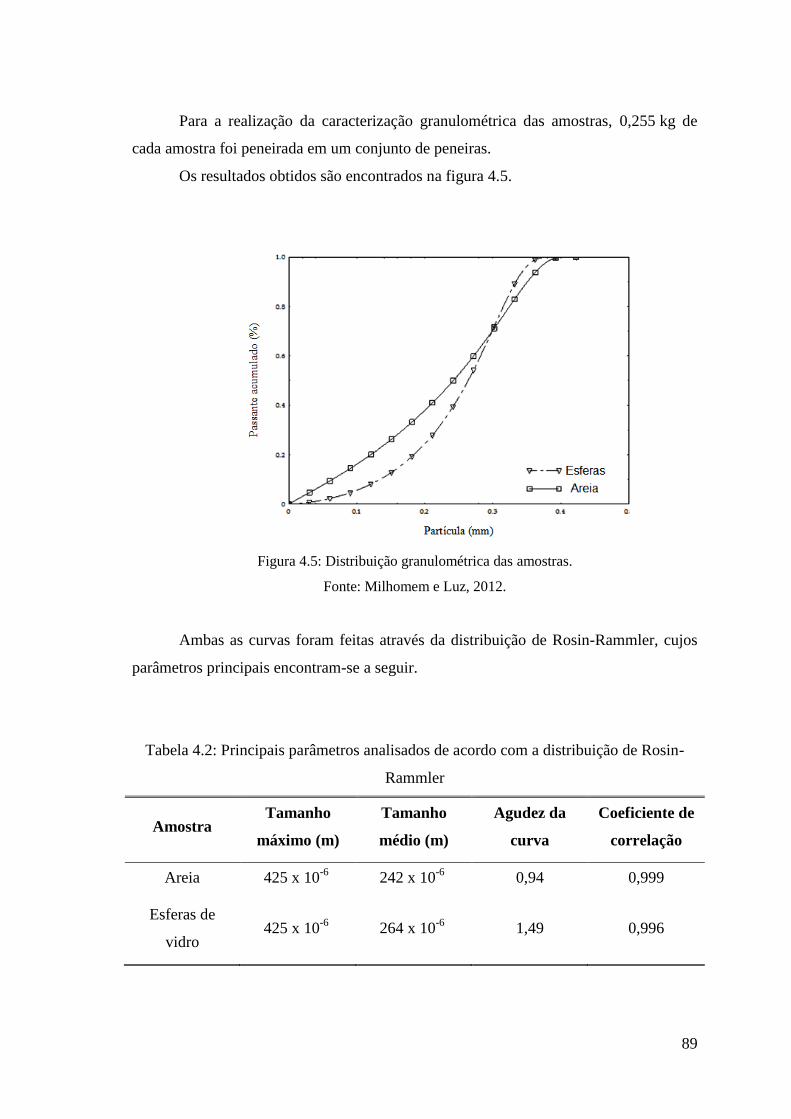
89
Para a realização da caracterização granulométrica das amostras, 0,255 kg de
cada amostra foi peneirada em um conjunto de peneiras.
Os resultados obtidos são encontrados na figura 4.5.
Figura 4.5: Distribuição granulométrica das amostras.
Fonte: Milhomem e Luz, 2012.
Ambas as curvas foram feitas através da distribuição de Rosin-Rammler, cujos
parâmetros principais encontram-se a seguir.
Tabela 4.2: Principais parâmetros analisados de acordo com a distribuição de Rosin-
Rammler
Amostra Tamanho
máximo (m)
Tamanho
médio (m)
Agudez da
curva
Coeficiente de
correlação
Areia 425 x 10-6
242 x 10-6
0,94 0,999
Esferas de
vidro 425 x 10
-6 264 x 10
-6 1,49 0,996
90
4.2.3 Determinação da massa específica das amostras (real e aparente) e porosidade
A determinação da massa específica foi realizada através de picnometria. As
etapas consistiram em:
1. Secagem da amostra por 20 minutos;
2. Pesagem do picnômetro vazio;
3. Pesagem do picnômetro + amostra, com esta preenchendo aproximadamente
20 % do volume do picnômetro;
4. Pesagem do picnômetro + amostra + água;
5. Pesagem do picnômetro + água.
Após todas as pesagens, realizou-se o cálculo da densidade do sólido segundo a
fórmula seguinte:
2 1s
4 2 1 3
m - m
(m + m )-(m + m ) (4.44)
Onde:
ρs – densidade do sólido [-];
m1 – massa do picnômetro vazio [g];
m2 – massa do picnômetro + amostra [g];
m3 – massa do picnômetro + amostra + água [g];
m4 – massa do picnômetro + água [g].
Uma pequena quantidade da areia foi colocada em estufa a 100 °C, durante
20 minutos, para ser retirada toda umidade da amostra. Um picnômetro de volume
50 ml foi pesado vazio, tendo-se então o valor de m1. Quantidade de areia foi colocada
no picnômetro, que equivaleria a aproximadamente 20 % do volume do mesmo. O
conjunto foi então pesado, obtendo-se o valor de m2. Água destilada foi aquecida a
91
50 °C para evitar a formação de bolhas, que interfeririam na análise) e então adicionada
ao conjunto picnômetro + amostra, tomando-se cuidado para evitar presença de água na
parte externa do picnômetro. O picnômetro foi pesado novamente, obtendo-se o valor
de m3. Por fim, o picnômetro foi esvaziado e preenchido apenas com água, para se
obter m4. Este procedimento foi realizado em duplicata, para verificar a
reprodutibilidade do experimento.
A determinação da massa específica aparente é relativamente mais simples que o
cálculo da massa específica real da amostra. A fórmula utilizada para o cálculo foi:
ap
pro a
m=
V -V (4.45)
Onde:
ρap – massa específica aparente [kg/m³];
m – massa da amostra seca em estufa [kg];
Vpro – volume da proveta [m3];
Va – volume de água adicionada à proveta [m3].
Por sua vez, Va é dada por:
2 1a
a
m -mV =
ρ (4.46)
Onde:
m1 – massa do conjunto (proveta + areia) [kg];
m2 – massa total do conjunto (proveta + areia + água) [kg];
ρa – massa específica da água [kg/m3].
Em uma proveta de 0,1 l, seca e vazia, foi adicionada certa quantidade de areia,
sendo este conjunto então pesado. Foi então adicionada água, a 19 °C, até o limite da
92
proveta, e esse novo conjunto foi pesado. Esses valores puderam ser usados na fórmula
4.45.
A massa específica da água foi calculada com picnometria, que neste caso foi
realizada sem adição de sólidos. Assim, a massa específica foi encontrada de forma
direta, ao se pesar a massa de água adicionada ao picnômetro, e sabendo-se o volume do
mesmo.
Ademais, tendo-se os valores de massa específica real e aparente, foi possível
encontrar o valor de porosidade da amostra de areia, segundo a fórmula a seguir.
s ap
ap
ρ -ρε =
ρ (4.47)
Onde:
ε – porosidade [-];
ρs – massa específica real do sólido [kg/m3];
ρap – massa específica aparente do sólido [kg/m3].
Os valores da massa específica real e aparente podem ser visualizados na tabela.
Tabela 4.3: Resultados encontrados para massa específica real, aparente e porosidade da
areia
Material Massa específica
real [kg/m³]
Massa específica
aparente [kg/m³] Porosidade [-]
Areia 2690 1520 0,430
Esferas 2480 1480 0,387

93
4.2.4 Determinação da esfericidade
Um ábaco denominado escala de Krumbein (1941 apud DREVIN e VINCENT,
2002) pode ser utilizado para estimar, visualmente, a esfericidade das partículas. Para a
utilização do mesmo, basta comparar a forma de uma amostra populacional de
partículas analisadas com a forma com a qual ela mais se assemelha no ábaco.
Figura 4.6: Escala de Krumbein para avaliação visual da esfericidade de partículas (no eixo
horizontal se encontram os valores de arredondamento e no vertical, estão os valores de
esfericidade).
Fonte: Drevin e Vincent, 2002.
Na figura 4.7 está microfotografia das amostras usadas.
Figura 4.7: Amostras utilizadas: a) esferas de vidro; b) areia quartzosa. Fonte: Milhomem e Luz,
2012.
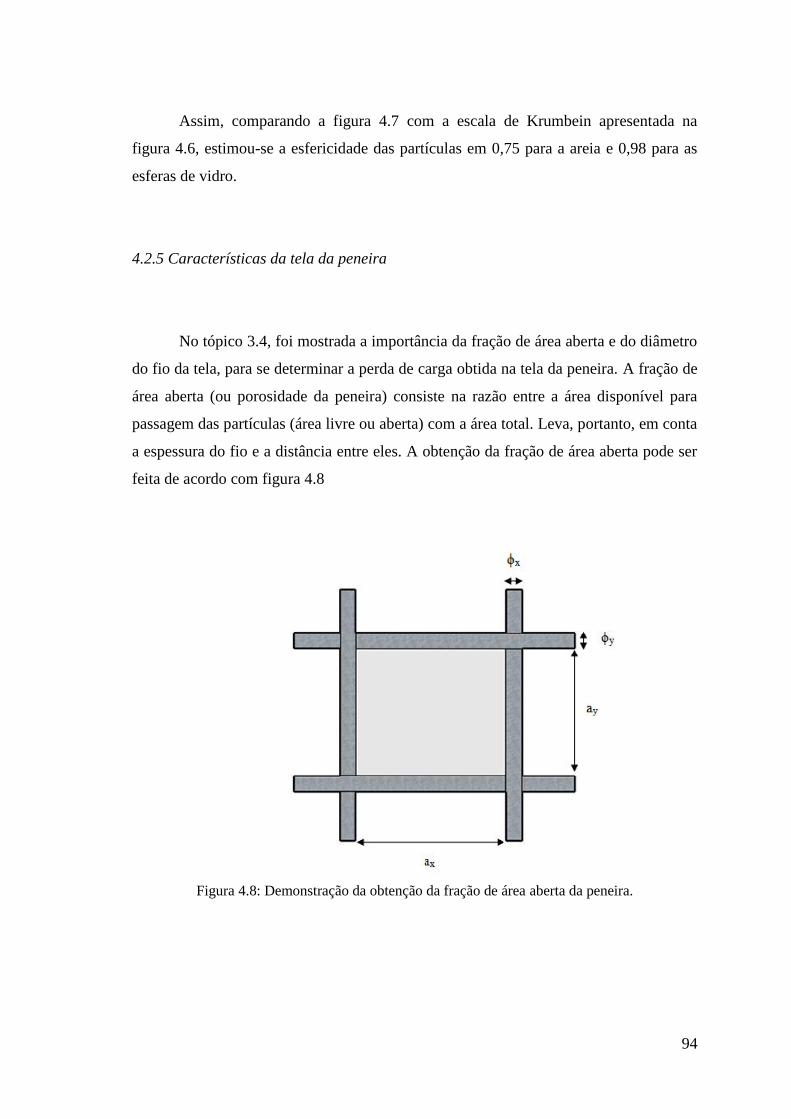
94
Assim, comparando a figura 4.7 com a escala de Krumbein apresentada na
figura 4.6, estimou-se a esfericidade das partículas em 0,75 para a areia e 0,98 para as
esferas de vidro.
4.2.5 Características da tela da peneira
No tópico 3.4, foi mostrada a importância da fração de área aberta e do diâmetro
do fio da tela, para se determinar a perda de carga obtida na tela da peneira. A fração de
área aberta (ou porosidade da peneira) consiste na razão entre a área disponível para
passagem das partículas (área livre ou aberta) com a área total. Leva, portanto, em conta
a espessura do fio e a distância entre eles. A obtenção da fração de área aberta pode ser
feita de acordo com figura 4.8
Figura 4.8: Demonstração da obtenção da fração de área aberta da peneira.

95
x y
a
x y
a af =
a a
(4.48)
Onde:
ax e ay – abertura da peneira nos planos “x” e “y” respectivamente [m];
ϕx e ϕy – diâmetro do fio da tela nos planos “x” e “y” respectivamente [m].
Para uma peneira de malha quadrada, ax é igual a ay (bem como o diâmetro do
fio), portanto a equação (4.48) assume a forma:
2
a 2
af =
a+ (4.49)
Foram escolhidas telas de 45 x 10-6
e 37 x 10-6
m para simulação (fração de área
aberta de 34,2% e 36%, respectivamente).
As medições demonstraram valor de 32x10-6
m para o diâmetro do fio,
resultando numa fração de área aberta de 0,342.
4.2.6 Determinação da espessura do leito de partículas e da lâmina de sobrenadante
São características que também precisam ser levadas em conta para utilização da
fórmula 4.34. A espessura do leito foi definida arbitrariamente como sendo de 0,02 m.
Para o cálculo da espessura de líquido, utilizaram-se as seguintes características:
1po
ms ml
s l
C C
(4.50)
96
Onde:
ρpo – massa específica da polpa [kg/m³];
Cms – concentração mássica de sólidos [-];
Cml – concentração mássica de líquido [-].
A concentração volumétrica, por sua vez, equivale a:
po
vs ms
C C
(4.51)
Onde:
Cvs – concentração volumétrica de sólidos [-].
Considerando a relação de volume de líquido intersticial com o volume de
sólido, tem-se:
inst 1
1
ls
s s
V
V
(4.52)
Onde:
Vl inst – volume de líquido intersticial [m³];
Vs– volume de sólido [m³];
E a relação de volume de líquido sobrenadante com o volume de sólidos:
l sobre l total instl
s s
V V V
V V
(4.53)

97
Onde:
Vl sobre – volume de líquido sobrenadante [m³];
Vl total – volume total de líquido [m³].
O volume total de líquido (Vl total) pode ser considerado como ao desconsiderar o
volume de sólidos (concentração volumétrica).
O volume de sólido que a peneira comporta, bem como o volume de líquido
sobrenadante podem ser encontrados pelas equações:
pen 1s t sV A e (4.54)
l sobre tV A s (4.55)
Onde:
Vs pen – volume de sólido na peneira [m³];
At – área transversal da peneira [m²];
e – espessura do leito de partículas [m];
s – espessura da lâmina de sobrenadante [m].
Assim, considerando as equações 4.52, 4.54 e 4.55, pode-se obter:
l sobre
pen 1
t
s t s
V A s
V A e
(4.56)
E por fim, tem-se:
l sobre
pen 1s s
V s
V e
(4.57)
98
Com as devidas substituições, a equação 4.57 poderá informar a razão entre a
espessura da lâmina de sobrenadante e do leito de partículas. Uma vez definida a
espessura do leito (arbitrária), obtem-se a espessura da lâmina de sobrenadante.
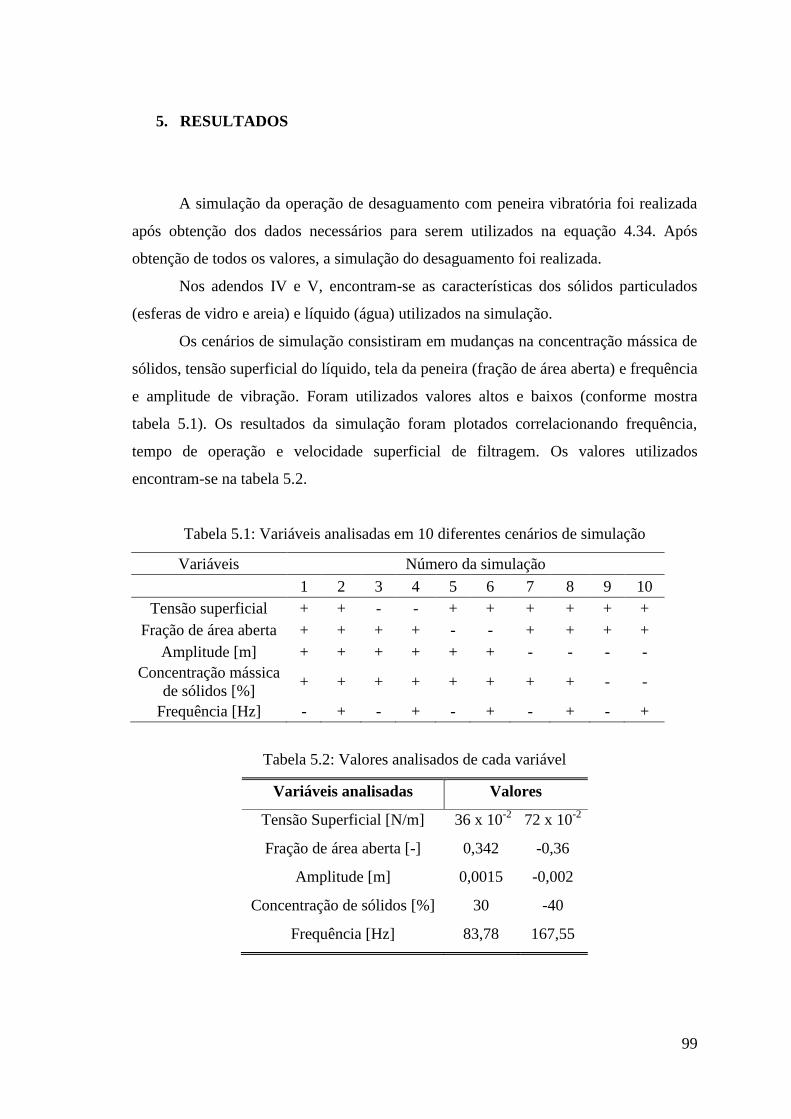
99
A simulação da operação de desaguamento com peneira vibratória foi realizada
após obtenção dos dados necessários para serem utilizados na equação 4.34. Após
obtenção de todos os valores, a simulação do desaguamento foi realizada.
Nos adendos IV e V, encontram-se as características dos sólidos particulados
(esferas de vidro e areia) e líquido (água) utilizados na simulação.
Os cenários de simulação consistiram em mudanças na concentração mássica de
sólidos, tensão superficial do líquido, tela da peneira (fração de área aberta) e frequência
e amplitude de vibração. Foram utilizados valores altos e baixos (conforme mostra
tabela 5.1). Os resultados da simulação foram plotados correlacionando frequência,
tempo de operação e velocidade superficial de filtragem. Os valores utilizados
encontram-se na tabela 5.2.
Tabela 5.1: Variáveis analisadas em 10 diferentes cenários de simulação
Variáveis Número da simulação
1 2 3 4 5 6 7 8 9 10
Tensão superficial + + - - + + + + + +
Fração de área aberta + + + + - - + + + +
Amplitude [m] + + + + + + - - - -
Concentração mássica
de sólidos [%] + + + + + + + + - -
Frequência [Hz] - + - + - + - + - +
Tabela 5.2: Valores analisados de cada variável
Variáveis analisadas Valores
Tensão Superficial [N/m] 36 x 10-2
72 x 10-2
Fração de área aberta [-] 0,342 -0,36
Amplitude [m] 0,0015 -0,002
Concentração de sólidos [%] 30 -40
Frequência [Hz] 83,78 167,55
5. RESULTADOS
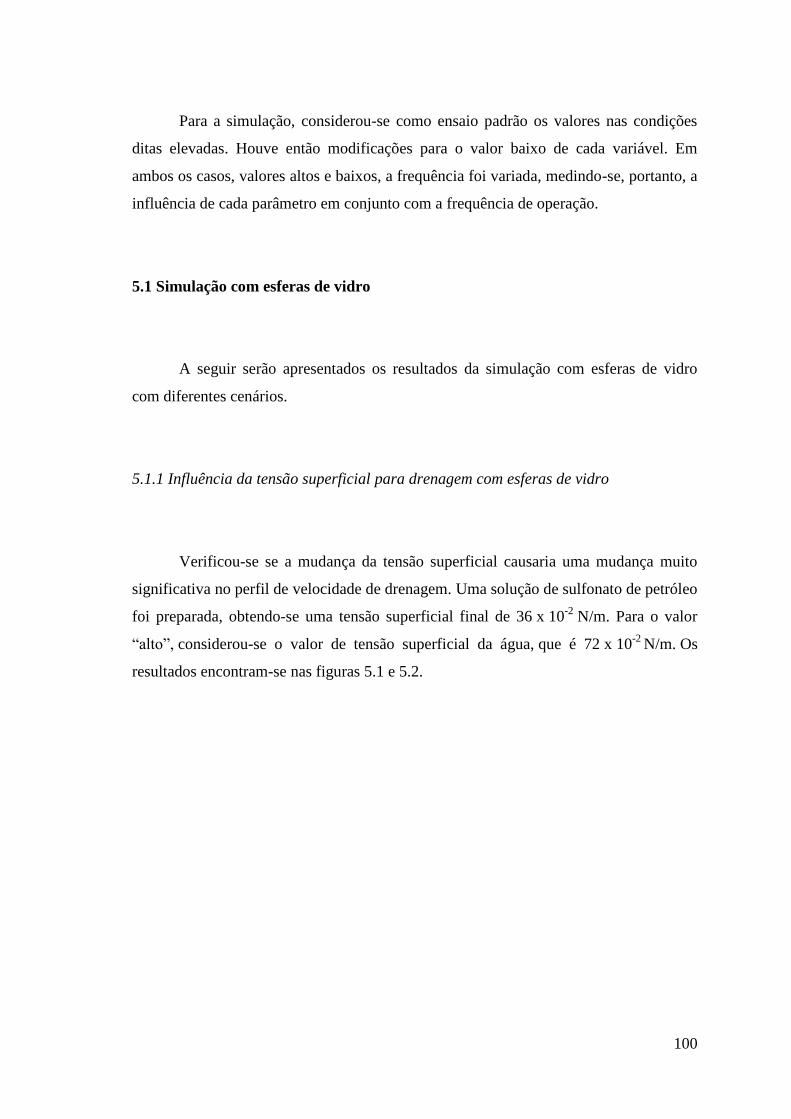
100
Para a simulação, considerou-se como ensaio padrão os valores nas condições
ditas elevadas. Houve então modificações para o valor baixo de cada variável. Em
ambos os casos, valores altos e baixos, a frequência foi variada, medindo-se, portanto, a
influência de cada parâmetro em conjunto com a frequência de operação.
5.1 Simulação com esferas de vidro
A seguir serão apresentados os resultados da simulação com esferas de vidro
com diferentes cenários.
5.1.1 Influência da tensão superficial para drenagem com esferas de vidro
Verificou-se se a mudança da tensão superficial causaria uma mudança muito
significativa no perfil de velocidade de drenagem. Uma solução de sulfonato de petróleo
foi preparada, obtendo-se uma tensão superficial final de 36 x 10-2
N/m. Para o valor
“alto”, considerou-se o valor de tensão superficial da água, que é 72 x 10-2
N/m. Os
resultados encontram-se nas figuras 5.1 e 5.2.
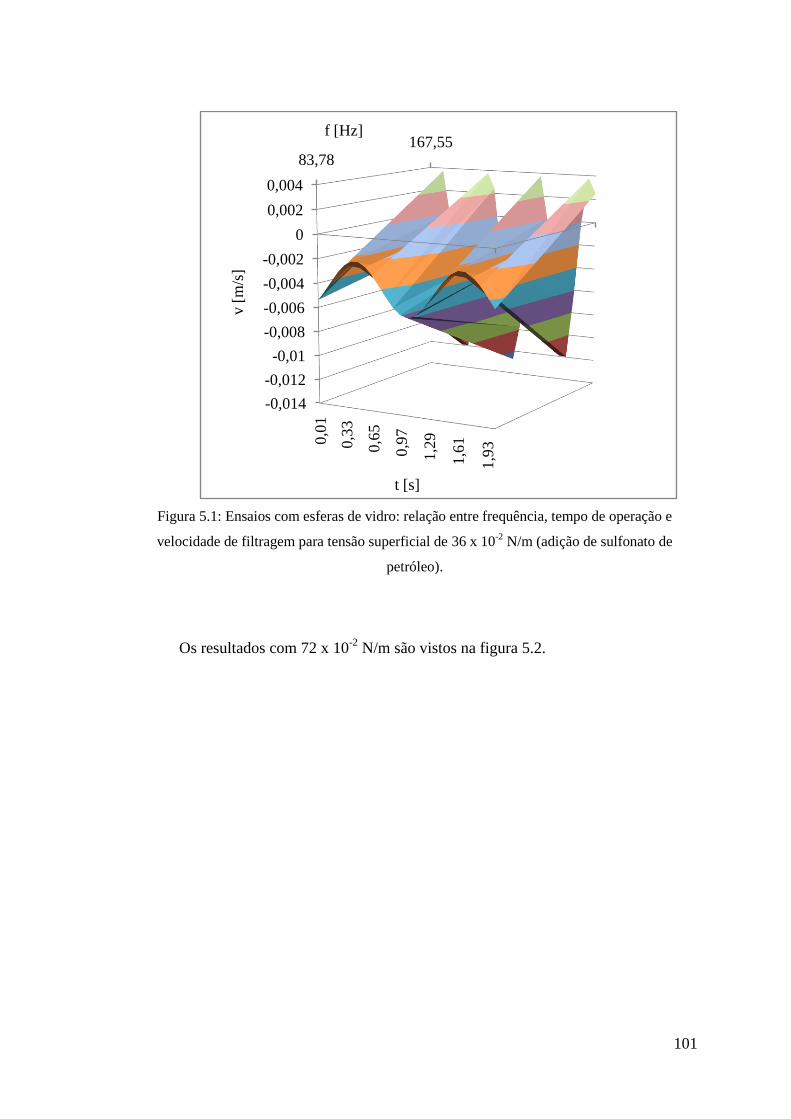
101
Figura 5.1: Ensaios com esferas de vidro: relação entre frequência, tempo de operação e
velocidade de filtragem para tensão superficial de 36 x 10-2
N/m (adição de sulfonato de
petróleo).
Os resultados com 72 x 10-2
N/m são vistos na figura 5.2.
83,78167,55
-0,014
-0,012
-0,01
-0,008
-0,006
-0,004
-0,002
0
0,002
0,004
0,0
1
0,3
3
0,6
5
0,9
7
1,2
9
1,6
1
1,9
3
f [Hz]
v [
m/s
]
t [s]
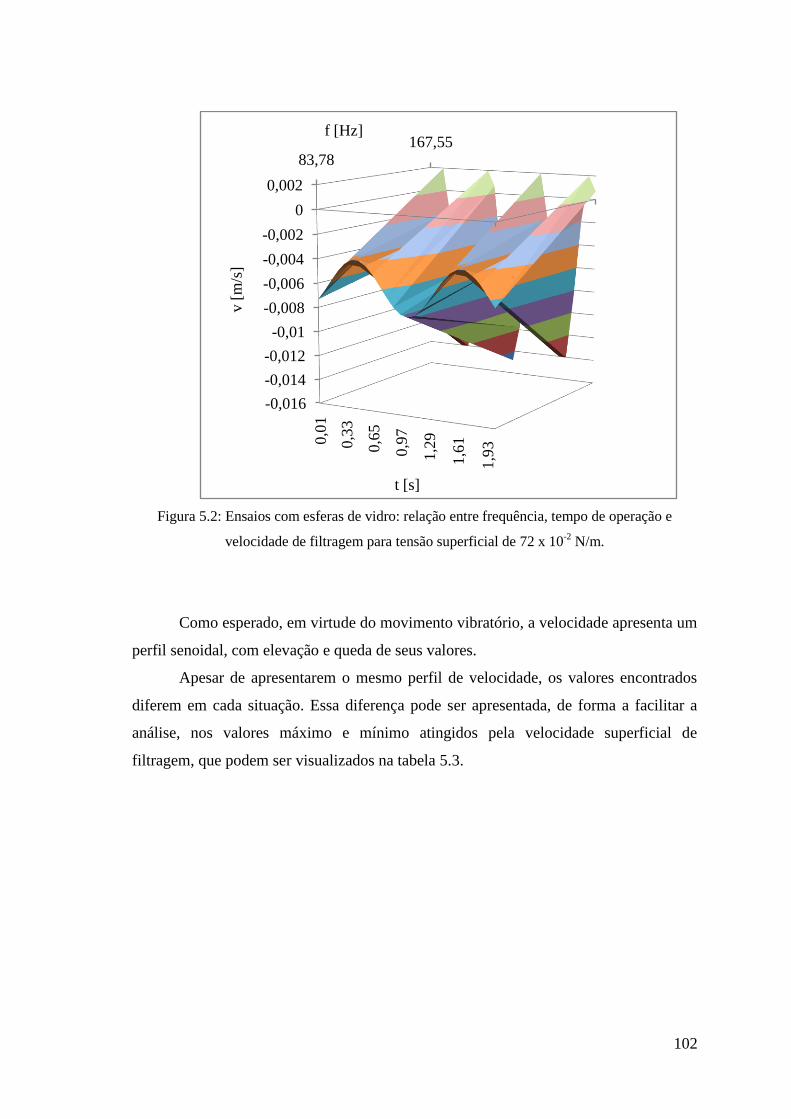
102
Figura 5.2: Ensaios com esferas de vidro: relação entre frequência, tempo de operação e
velocidade de filtragem para tensão superficial de 72 x 10-2
N/m.
Como esperado, em virtude do movimento vibratório, a velocidade apresenta um
perfil senoidal, com elevação e queda de seus valores.
Apesar de apresentarem o mesmo perfil de velocidade, os valores encontrados
diferem em cada situação. Essa diferença pode ser apresentada, de forma a facilitar a
análise, nos valores máximo e mínimo atingidos pela velocidade superficial de
filtragem, que podem ser visualizados na tabela 5.3.
83,78167,55
-0,016
-0,014
-0,012
-0,01
-0,008
-0,006
-0,004
-0,002
0
0,002
0,0
1
0,3
3
0,6
5
0,9
7
1,2
9
1,6
1
1,9
3
f [Hz]
v [
m/s
]
t [s]
103
Tabela 5.3: Resultados de simulação para esferas de vidro: valores máximo e mínimo de
velocidade de filtragem de acordo com a tensão superficial e frequência de operação
Velocidade [m/s] Tensão 36 x 10
-2
N/m
Tensão 72 x 10-2
N/m Frequência [Hz]
Mínima
-0,006090344 -0,008047954 83,78
-0,012737274 -0,014838149 167,55
Máxima
-0,001984135 -0,003861656 83,78
0,003755202 0,001980378 167,55
Considera-se como negativa a gravidade no sentido para baixo. Assim, a
velocidade que representa efetivamente a drenagem do líquido é aquela com valores
negativos. Velocidades positivas podem representar a ascensão do líquido que
acompanha o movimento da peneira vibratória. Assim, quanto menor a velocidade,
melhor o escoamento da água.
No caso em análise, os melhores valores obtidos foram nas condições de maior
frequência e maior tensão superficial. Nesta situação, a velocidade mínima obtida foi de
– 0,015 m/s, conforme se observa na tabela 5.3. Mesmo a velocidade de ascensão foi
inferior à velocidade de ascensão quando se usando sulfonato de petróleo. Isso
demonstrou que reduzir a tensão superficial, no caso em questão, não produziu melhora
significativa na velocidade de escoamento.
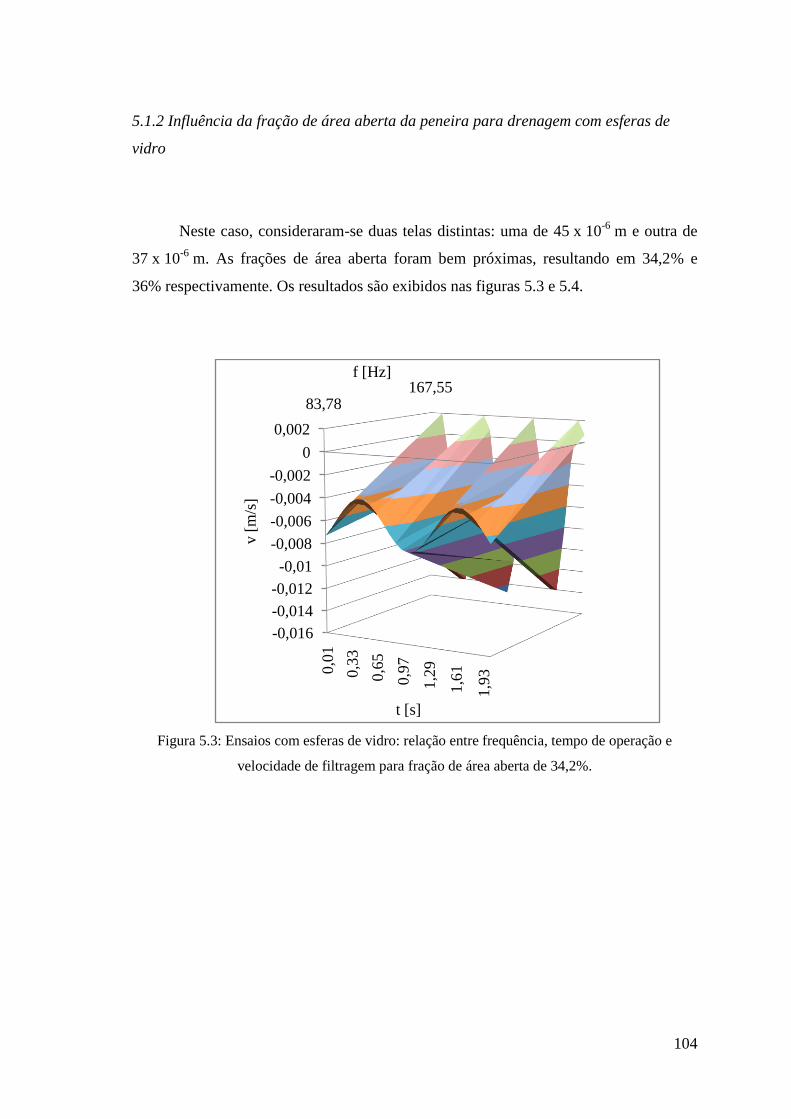
104
5.1.2 Influência da fração de área aberta da peneira para drenagem com esferas de
vidro
Neste caso, consideraram-se duas telas distintas: uma de 45 x 10-6
m e outra de
37 x 10-6
m. As frações de área aberta foram bem próximas, resultando em 34,2% e
36% respectivamente. Os resultados são exibidos nas figuras 5.3 e 5.4.
Figura 5.3: Ensaios com esferas de vidro: relação entre frequência, tempo de operação e
velocidade de filtragem para fração de área aberta de 34,2%.
83,78167,55
-0,016
-0,014
-0,012
-0,01
-0,008
-0,006
-0,004
-0,002
0
0,002
0,0
1
0,3
3
0,6
5
0,9
7
1,2
9
1,6
1
1,9
3
f [Hz]
v [
m/s
]
t [s]
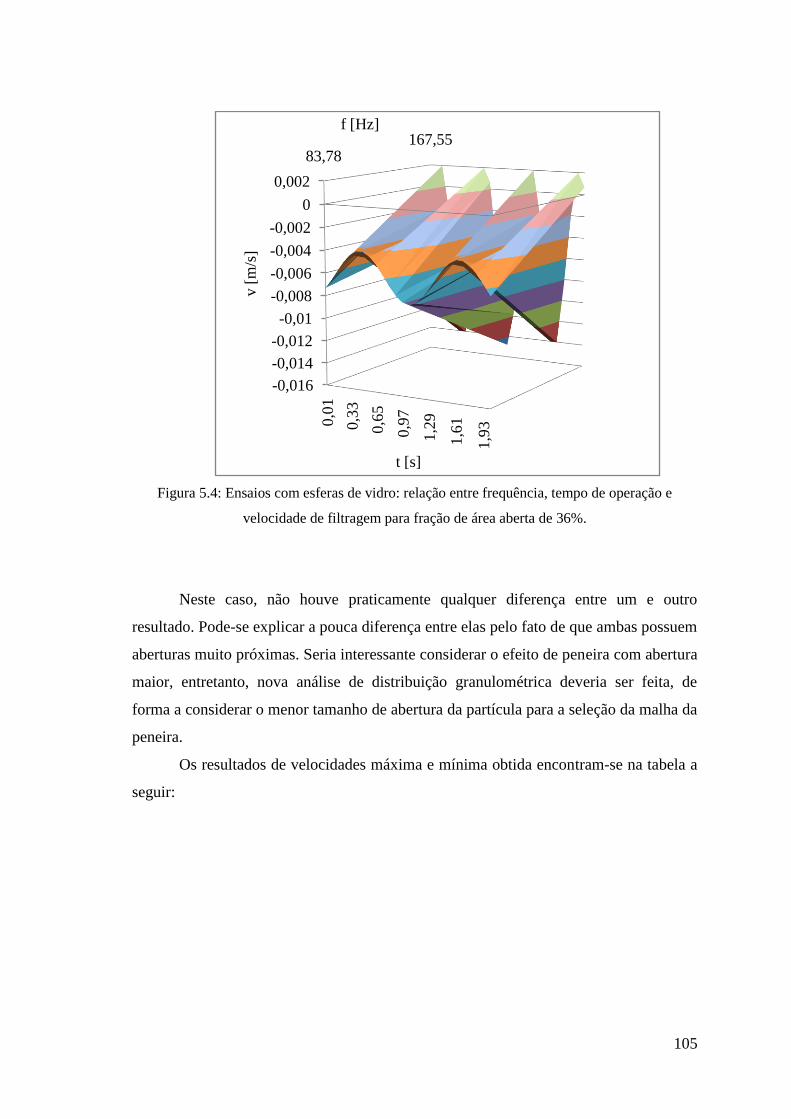
105
Figura 5.4: Ensaios com esferas de vidro: relação entre frequência, tempo de operação e
velocidade de filtragem para fração de área aberta de 36%.
Neste caso, não houve praticamente qualquer diferença entre um e outro
resultado. Pode-se explicar a pouca diferença entre elas pelo fato de que ambas possuem
aberturas muito próximas. Seria interessante considerar o efeito de peneira com abertura
maior, entretanto, nova análise de distribuição granulométrica deveria ser feita, de
forma a considerar o menor tamanho de abertura da partícula para a seleção da malha da
peneira.
Os resultados de velocidades máxima e mínima obtida encontram-se na tabela a
seguir:
83,78167,55
-0,016
-0,014
-0,012
-0,01
-0,008
-0,006
-0,004
-0,002
0
0,002
0,0
1
0,3
3
0,6
5
0,9
7
1,2
9
1,6
1
1,9
3
f [Hz]
v [
m/s
]
t [s]
106
Tabela 5.4: Resultados de simulação para esferas de vidro: valores máximo e mínimo de
velocidade de filtragem de acordo com a fração de área aberta e frequência de operação
Velocidade [m/s] Fração 34,2% Fração 36% Frequência [Hz]
Mínima
-0,008047954 -0,008051632 83,78
-0,014838149 -0,014845436 167,55
Máxima
-0,003861656 -0,003863348 83,78
0,001980378 0,001981198 167,55
5.1.3 Influência da amplitude do movimento para drenagem com esferas de vidro
A amplitude foi modificada de forma arbitrária, para se verificar os efeitos da
mesma na velocidade de filtragem. Os valores simulados foram de 0,0015 e 0,002 m/s
(valores usuais encontrados em peneiras desaguadoras). Os resultados são mostrados
nas figuras 5.5 e 5.6.
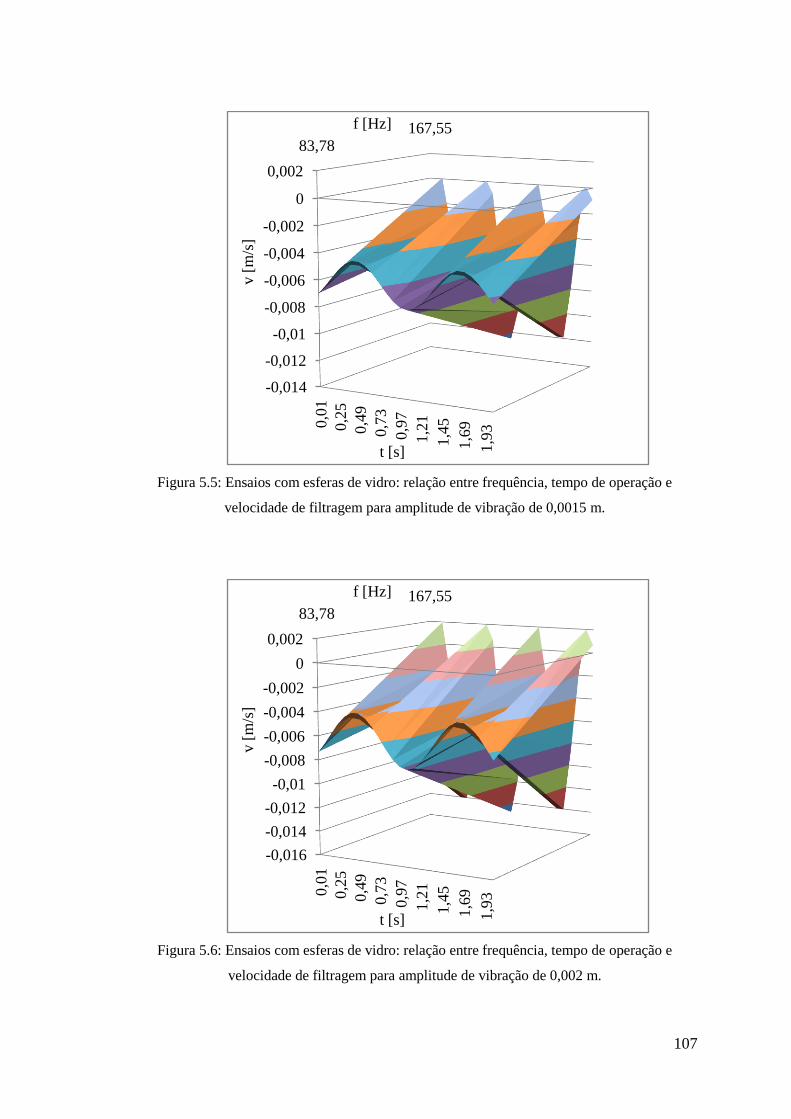
107
Figura 5.5: Ensaios com esferas de vidro: relação entre frequência, tempo de operação e
velocidade de filtragem para amplitude de vibração de 0,0015 m.
Figura 5.6: Ensaios com esferas de vidro: relação entre frequência, tempo de operação e
velocidade de filtragem para amplitude de vibração de 0,002 m.
83,78167,55
-0,014
-0,012
-0,01
-0,008
-0,006
-0,004
-0,002
0
0,002
0,0
1
0,2
5
0,4
9
0,7
3
0,9
7
1,2
1
1,4
5
1,6
9
1,9
3
f [Hz]
v [
m/s
]
t [s]
83,78167,55
-0,016
-0,014
-0,012
-0,01
-0,008
-0,006
-0,004
-0,002
0
0,002
0,0
1
0,2
5
0,4
9
0,7
3
0,9
7
1,2
1
1,4
5
1,6
9
1,9
3
f [Hz]
v [
m/s
]
t [s]
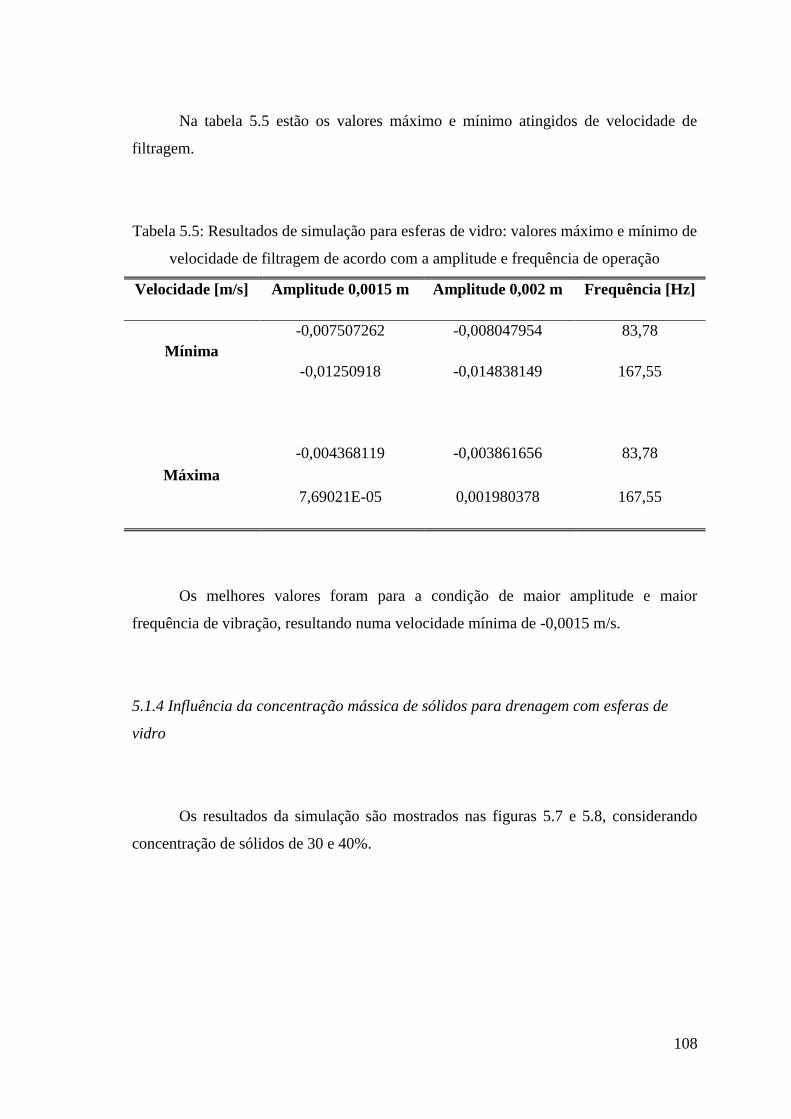
108
Na tabela 5.5 estão os valores máximo e mínimo atingidos de velocidade de
filtragem.
Tabela 5.5: Resultados de simulação para esferas de vidro: valores máximo e mínimo de
velocidade de filtragem de acordo com a amplitude e frequência de operação
Velocidade [m/s] Amplitude 0,0015 m Amplitude 0,002 m Frequência [Hz]
Mínima
-0,007507262 -0,008047954 83,78
-0,01250918 -0,014838149 167,55
Máxima
-0,004368119 -0,003861656 83,78
7,69021E-05 0,001980378 167,55
Os melhores valores foram para a condição de maior amplitude e maior
frequência de vibração, resultando numa velocidade mínima de -0,0015 m/s.
5.1.4 Influência da concentração mássica de sólidos para drenagem com esferas de
vidro
Os resultados da simulação são mostrados nas figuras 5.7 e 5.8, considerando
concentração de sólidos de 30 e 40%.
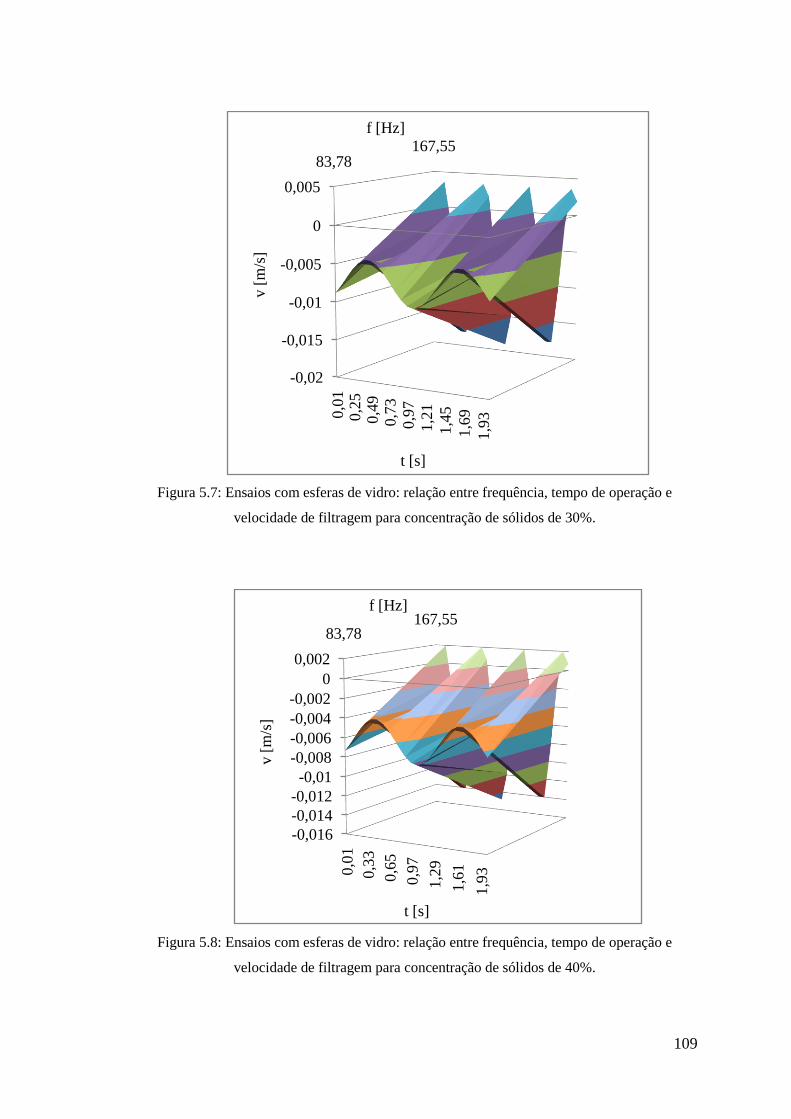
109
Figura 5.7: Ensaios com esferas de vidro: relação entre frequência, tempo de operação e
velocidade de filtragem para concentração de sólidos de 30%.
Figura 5.8: Ensaios com esferas de vidro: relação entre frequência, tempo de operação e
velocidade de filtragem para concentração de sólidos de 40%.
83,78167,55
-0,02
-0,015
-0,01
-0,005
0
0,005
0,0
10,2
50,4
90,7
30,9
7
1,2
1
1,4
5
1,6
9
1,9
3
f [Hz]
v [
m/s
]
t [s]
83,78167,55
-0,016
-0,014
-0,012
-0,01
-0,008
-0,006
-0,004
-0,002
0
0,002
0,0
1
0,3
3
0,6
5
0,9
7
1,2
9
1,6
1
1,9
3
f [Hz]
v [
m/s
]
t [s]
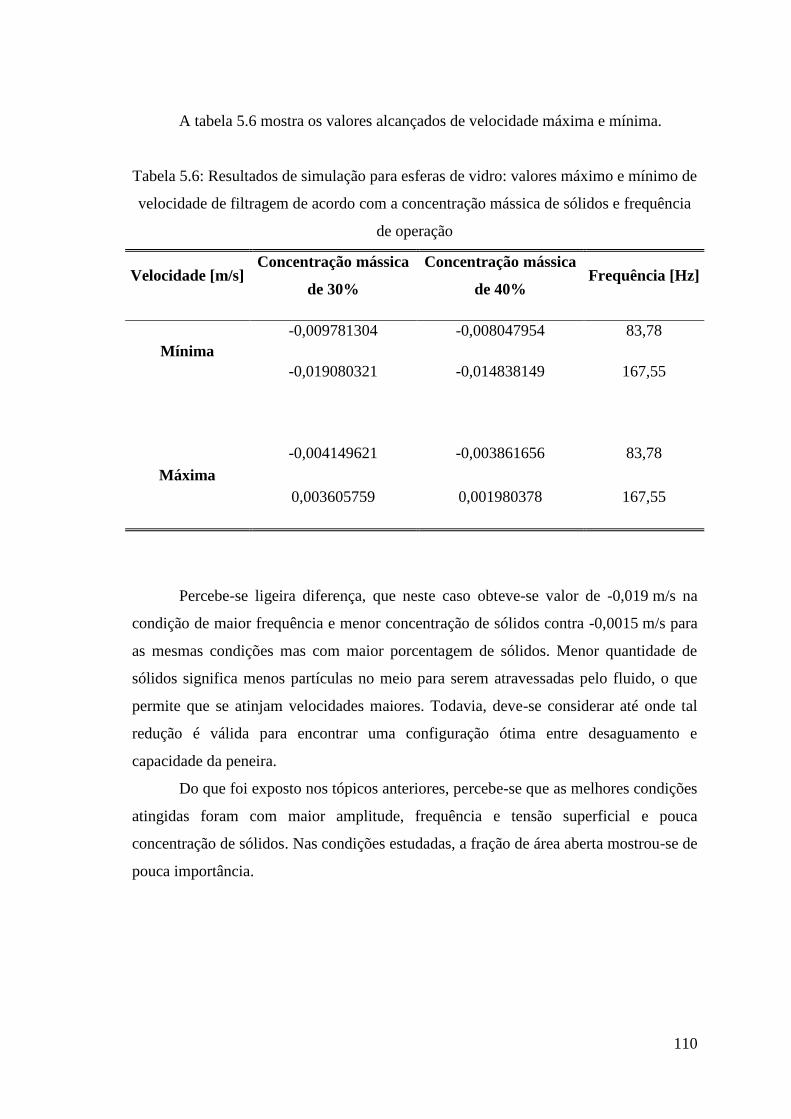
110
A tabela 5.6 mostra os valores alcançados de velocidade máxima e mínima.
Tabela 5.6: Resultados de simulação para esferas de vidro: valores máximo e mínimo de
velocidade de filtragem de acordo com a concentração mássica de sólidos e frequência
de operação
Velocidade [m/s] Concentração mássica
de 30%
Concentração mássica
de 40% Frequência [Hz]
Mínima
-0,009781304 -0,008047954 83,78
-0,019080321 -0,014838149 167,55
Máxima
-0,004149621 -0,003861656 83,78
0,003605759 0,001980378 167,55
Percebe-se ligeira diferença, que neste caso obteve-se valor de -0,019 m/s na
condição de maior frequência e menor concentração de sólidos contra -0,0015 m/s para
as mesmas condições mas com maior porcentagem de sólidos. Menor quantidade de
sólidos significa menos partículas no meio para serem atravessadas pelo fluido, o que
permite que se atinjam velocidades maiores. Todavia, deve-se considerar até onde tal
redução é válida para encontrar uma configuração ótima entre desaguamento e
capacidade da peneira.
Do que foi exposto nos tópicos anteriores, percebe-se que as melhores condições
atingidas foram com maior amplitude, frequência e tensão superficial e pouca
concentração de sólidos. Nas condições estudadas, a fração de área aberta mostrou-se de
pouca importância.
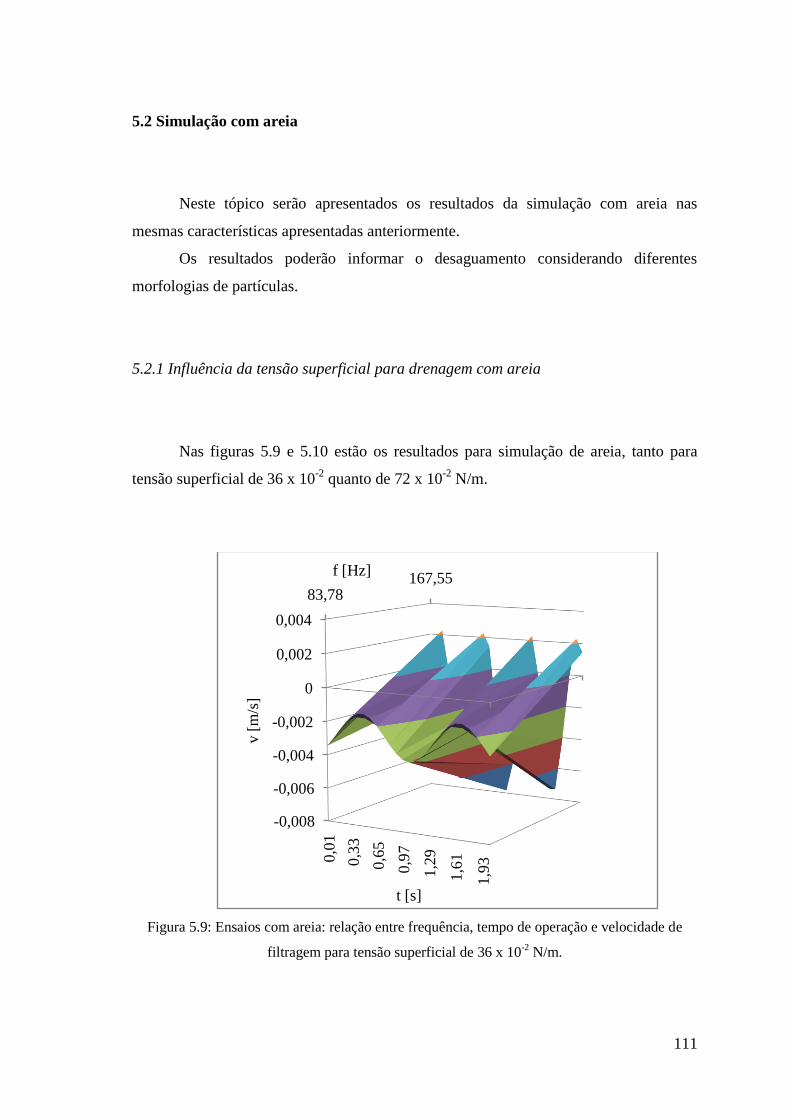
111
5.2 Simulação com areia
Neste tópico serão apresentados os resultados da simulação com areia nas
mesmas características apresentadas anteriormente.
Os resultados poderão informar o desaguamento considerando diferentes
morfologias de partículas.
5.2.1 Influência da tensão superficial para drenagem com areia
Nas figuras 5.9 e 5.10 estão os resultados para simulação de areia, tanto para
tensão superficial de 36 x 10-2
quanto de 72 x 10-2
N/m.
Figura 5.9: Ensaios com areia: relação entre frequência, tempo de operação e velocidade de
filtragem para tensão superficial de 36 x 10-2
N/m.
83,78167,55
-0,008
-0,006
-0,004
-0,002
0
0,002
0,004
0,0
1
0,3
3
0,6
5
0,9
7
1,2
9
1,6
1
1,9
3
f [Hz]
v [
m/s
]
t [s]
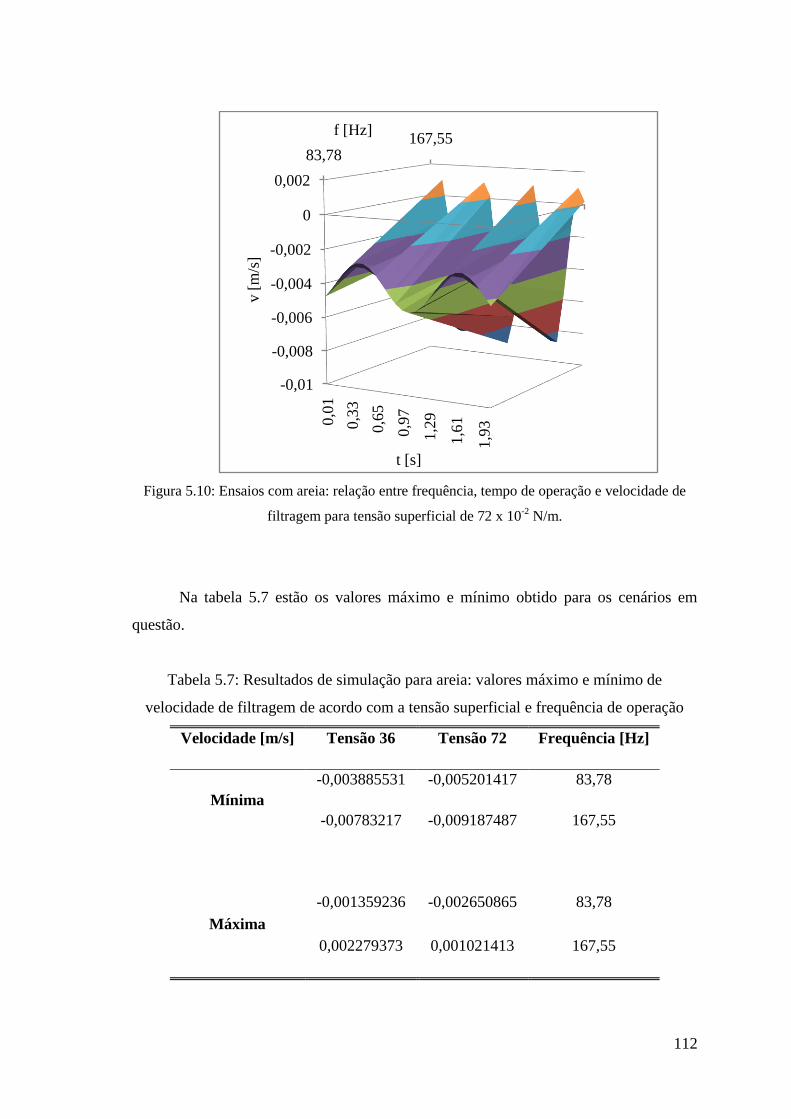
112
Figura 5.10: Ensaios com areia: relação entre frequência, tempo de operação e velocidade de
filtragem para tensão superficial de 72 x 10-2
N/m.
Na tabela 5.7 estão os valores máximo e mínimo obtido para os cenários em
questão.
Tabela 5.7: Resultados de simulação para areia: valores máximo e mínimo de
velocidade de filtragem de acordo com a tensão superficial e frequência de operação
Velocidade [m/s] Tensão 36 Tensão 72 Frequência [Hz]
Mínima
-0,003885531 -0,005201417 83,78
-0,00783217 -0,009187487 167,55
Máxima
-0,001359236 -0,002650865 83,78
0,002279373 0,001021413 167,55
83,78167,55
-0,01
-0,008
-0,006
-0,004
-0,002
0
0,002
0,0
1
0,3
3
0,6
5
0,9
7
1,2
9
1,6
1
1,9
3
f [Hz]
v [
m/s
]
t [s]
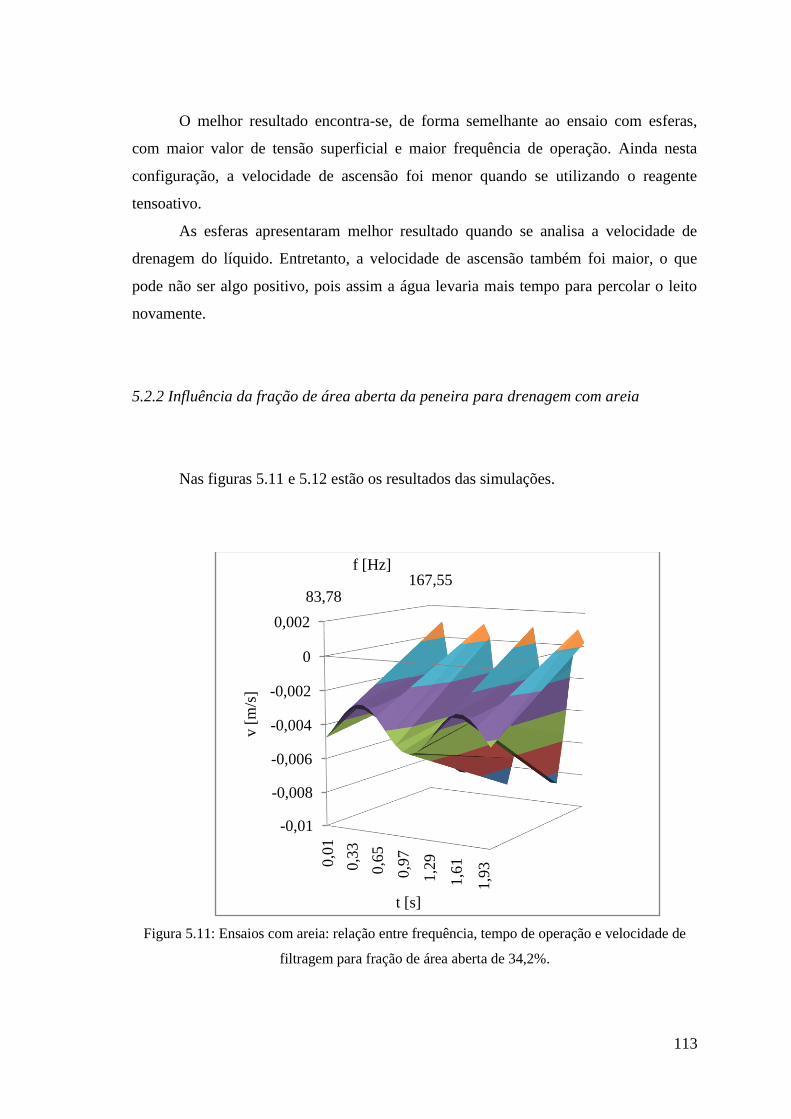
113
O melhor resultado encontra-se, de forma semelhante ao ensaio com esferas,
com maior valor de tensão superficial e maior frequência de operação. Ainda nesta
configuração, a velocidade de ascensão foi menor quando se utilizando o reagente
tensoativo.
As esferas apresentaram melhor resultado quando se analisa a velocidade de
drenagem do líquido. Entretanto, a velocidade de ascensão também foi maior, o que
pode não ser algo positivo, pois assim a água levaria mais tempo para percolar o leito
novamente.
5.2.2 Influência da fração de área aberta da peneira para drenagem com areia
Nas figuras 5.11 e 5.12 estão os resultados das simulações.
Figura 5.11: Ensaios com areia: relação entre frequência, tempo de operação e velocidade de
filtragem para fração de área aberta de 34,2%.
83,78167,55
-0,01
-0,008
-0,006
-0,004
-0,002
0
0,002
0,0
1
0,3
3
0,6
5
0,9
7
1,2
9
1,6
1
1,9
3
f [Hz]
v [
m/s
]
t [s]
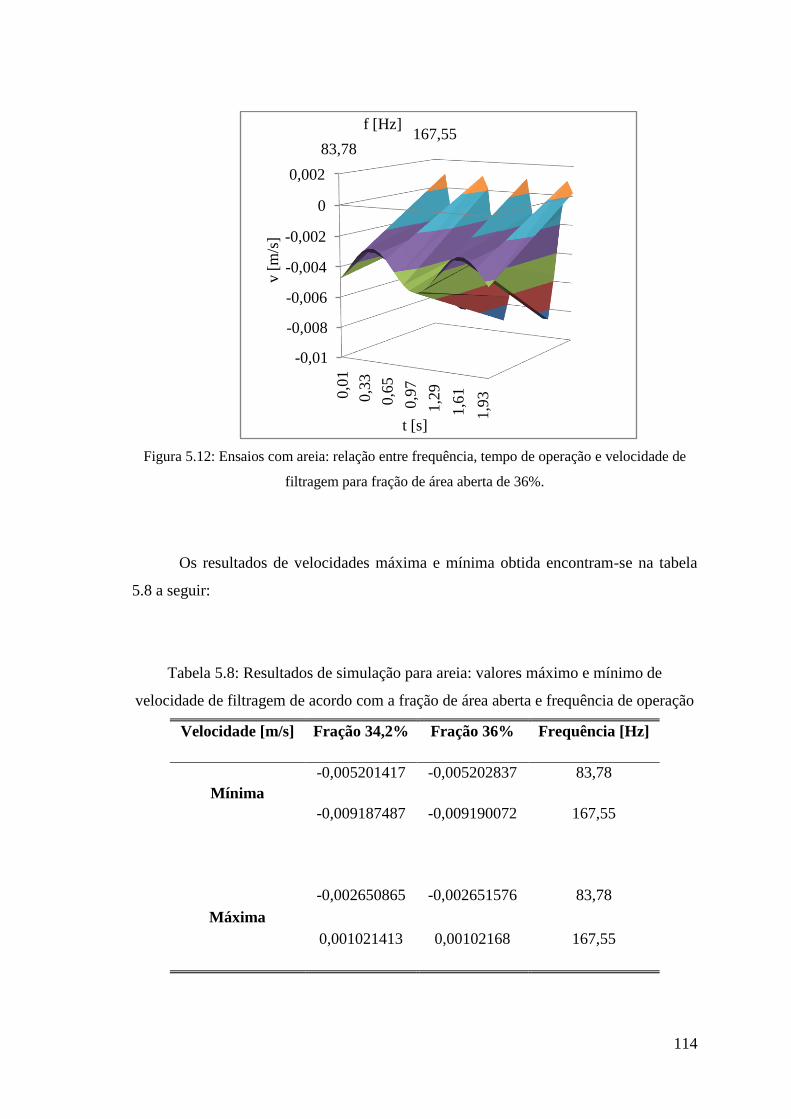
114
Figura 5.12: Ensaios com areia: relação entre frequência, tempo de operação e velocidade de
filtragem para fração de área aberta de 36%.
Os resultados de velocidades máxima e mínima obtida encontram-se na tabela
5.8 a seguir:
Tabela 5.8: Resultados de simulação para areia: valores máximo e mínimo de
velocidade de filtragem de acordo com a fração de área aberta e frequência de operação
Velocidade [m/s] Fração 34,2% Fração 36% Frequência [Hz]
Mínima
-0,005201417 -0,005202837 83,78
-0,009187487 -0,009190072 167,55
Máxima
-0,002650865 -0,002651576 83,78
0,001021413 0,00102168 167,55
83,78167,55
-0,01
-0,008
-0,006
-0,004
-0,002
0
0,002
0,0
1
0,3
3
0,6
5
0,9
7
1,2
9
1,6
1
1,9
3
f [Hz]
v [
m/s
]
t [s]
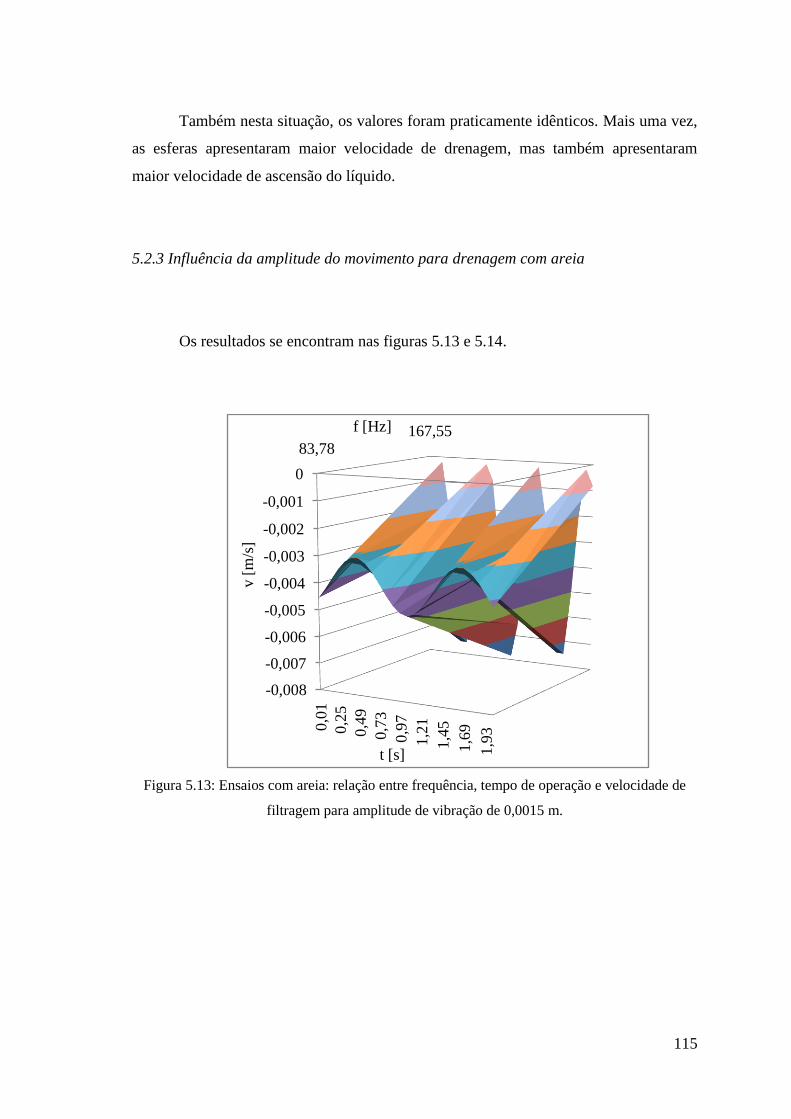
115
Também nesta situação, os valores foram praticamente idênticos. Mais uma vez,
as esferas apresentaram maior velocidade de drenagem, mas também apresentaram
maior velocidade de ascensão do líquido.
5.2.3 Influência da amplitude do movimento para drenagem com areia
Os resultados se encontram nas figuras 5.13 e 5.14.
Figura 5.13: Ensaios com areia: relação entre frequência, tempo de operação e velocidade de
filtragem para amplitude de vibração de 0,0015 m.
83,78167,55
-0,008
-0,007
-0,006
-0,005
-0,004
-0,003
-0,002
-0,001
0
0,0
1
0,2
5
0,4
9
0,7
3
0,9
7
1,2
1
1,4
5
1,6
9
1,9
3
f [Hz]
v [
m/s
]
t [s]
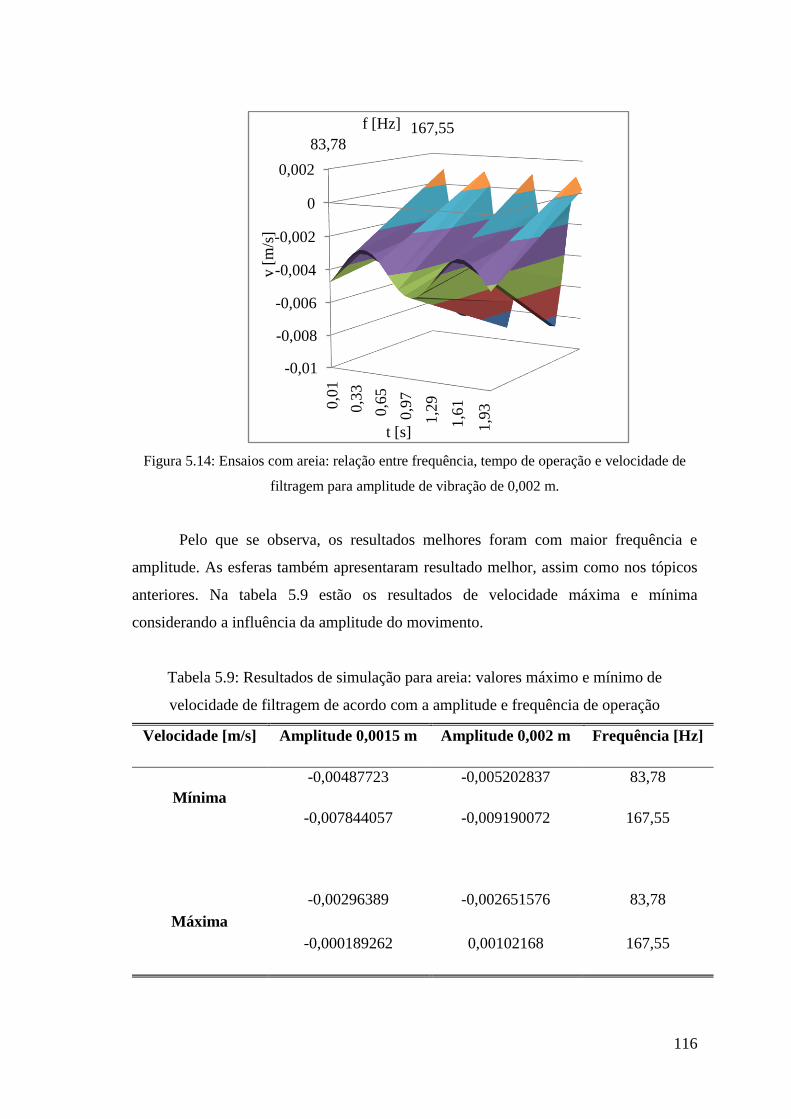
116
Figura 5.14: Ensaios com areia: relação entre frequência, tempo de operação e velocidade de
filtragem para amplitude de vibração de 0,002 m.
Pelo que se observa, os resultados melhores foram com maior frequência e
amplitude. As esferas também apresentaram resultado melhor, assim como nos tópicos
anteriores. Na tabela 5.9 estão os resultados de velocidade máxima e mínima
considerando a influência da amplitude do movimento.
Tabela 5.9: Resultados de simulação para areia: valores máximo e mínimo de
velocidade de filtragem de acordo com a amplitude e frequência de operação
Velocidade [m/s] Amplitude 0,0015 m Amplitude 0,002 m Frequência [Hz]
Mínima
-0,00487723 -0,005202837 83,78
-0,007844057 -0,009190072 167,55
Máxima
-0,00296389 -0,002651576 83,78
-0,000189262 0,00102168 167,55
83,78167,55
-0,01
-0,008
-0,006
-0,004
-0,002
0
0,002
0,0
1
0,3
3
0,6
5
0,9
7
1,2
9
1,6
1
1,9
3
f [Hz]
v [
m/s
]
t [s]
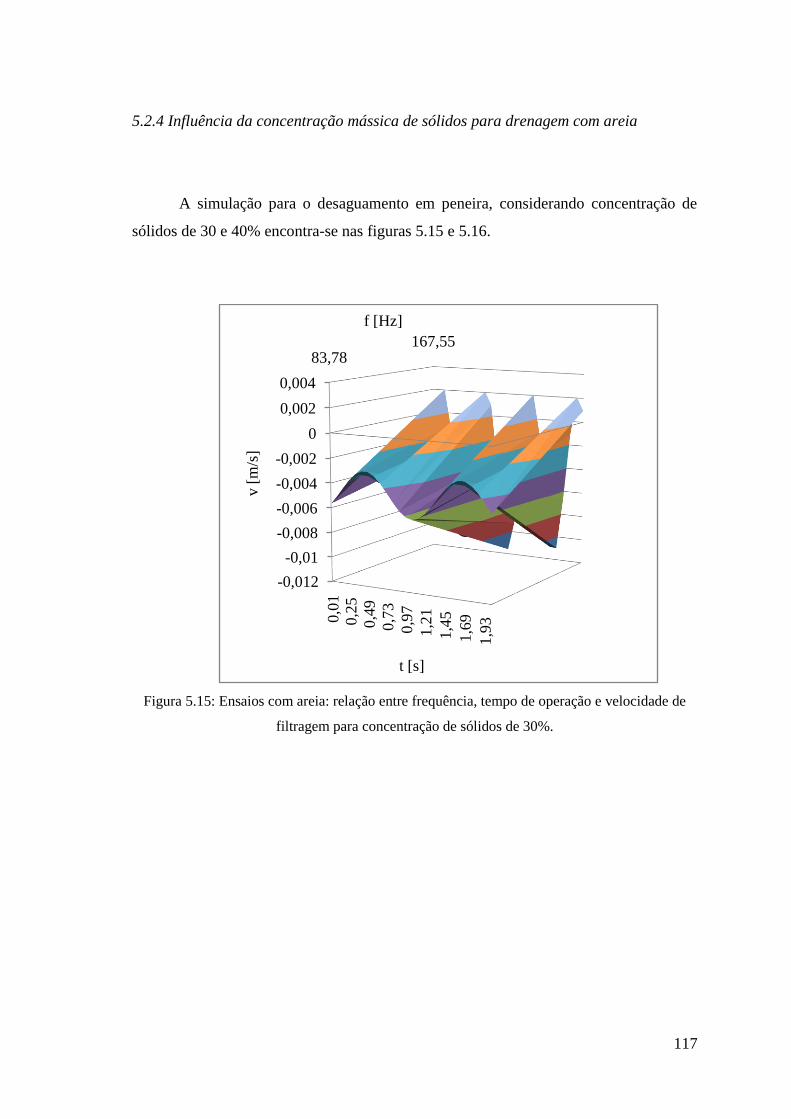
117
5.2.4 Influência da concentração mássica de sólidos para drenagem com areia
A simulação para o desaguamento em peneira, considerando concentração de
sólidos de 30 e 40% encontra-se nas figuras 5.15 e 5.16.
Figura 5.15: Ensaios com areia: relação entre frequência, tempo de operação e velocidade de
filtragem para concentração de sólidos de 30%.
83,78167,55
-0,012
-0,01
-0,008
-0,006
-0,004
-0,002
0
0,002
0,004
0,0
10,2
5
0,4
9
0,7
3
0,9
7
1,2
1
1,4
5
1,6
9
1,9
3
f [Hz]
v [
m/s
]
t [s]
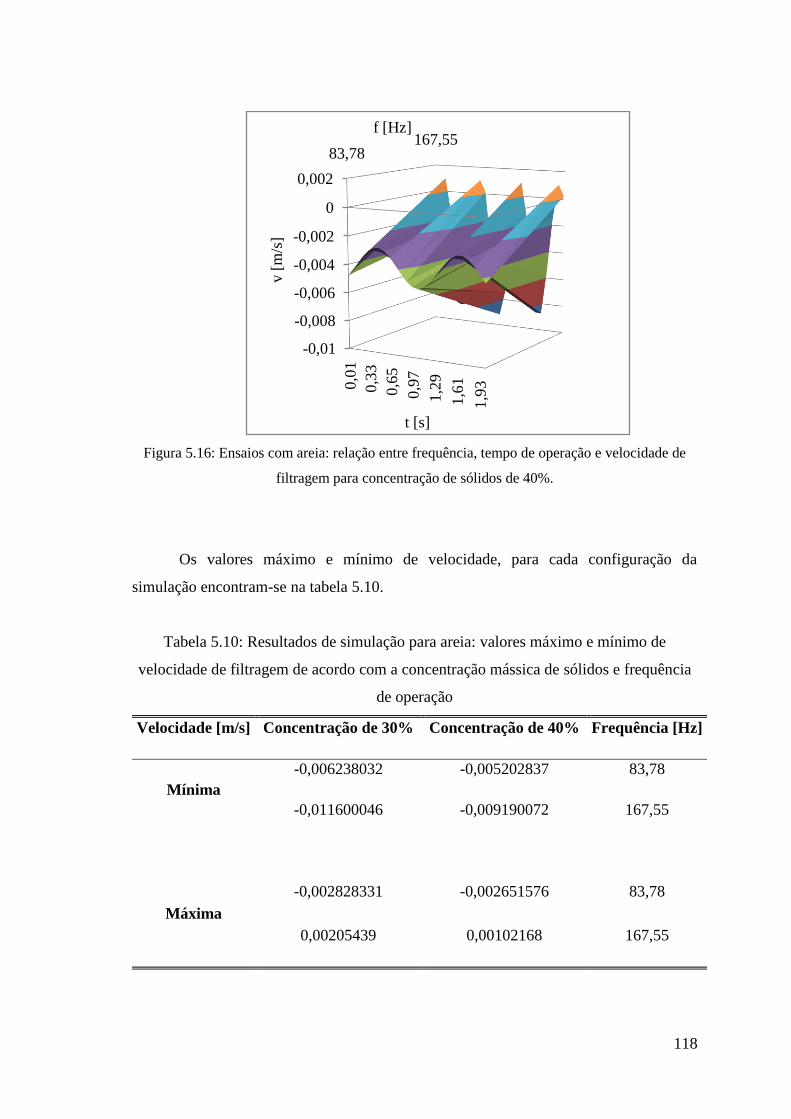
118
Figura 5.16: Ensaios com areia: relação entre frequência, tempo de operação e velocidade de
filtragem para concentração de sólidos de 40%.
Os valores máximo e mínimo de velocidade, para cada configuração da
simulação encontram-se na tabela 5.10.
Tabela 5.10: Resultados de simulação para areia: valores máximo e mínimo de
velocidade de filtragem de acordo com a concentração mássica de sólidos e frequência
de operação
Velocidade [m/s] Concentração de 30% Concentração de 40% Frequência [Hz]
Mínima
-0,006238032 -0,005202837 83,78
-0,011600046 -0,009190072 167,55
Máxima
-0,002828331 -0,002651576 83,78
0,00205439 0,00102168 167,55
83,78167,55
-0,01
-0,008
-0,006
-0,004
-0,002
0
0,002
0,0
1
0,3
3
0,6
5
0,9
7
1,2
9
1,6
1
1,9
3
f [Hz]
v [
m/s
]
t [s]
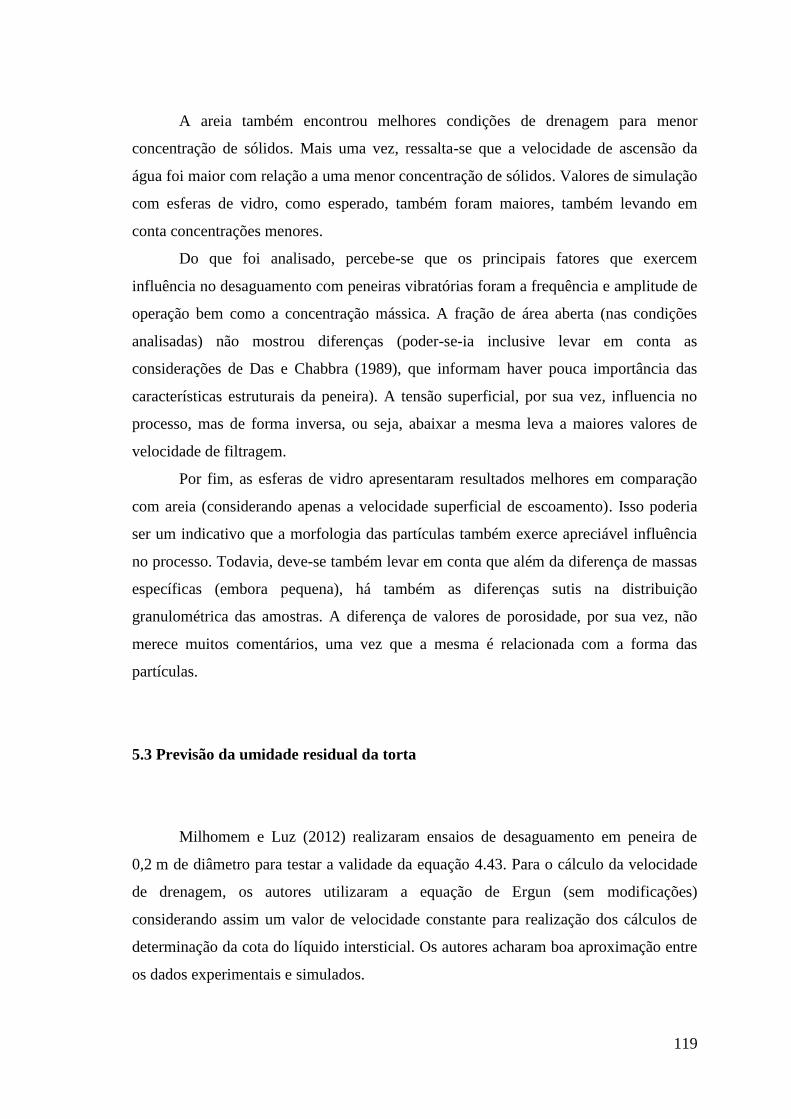
119
A areia também encontrou melhores condições de drenagem para menor
concentração de sólidos. Mais uma vez, ressalta-se que a velocidade de ascensão da
água foi maior com relação a uma menor concentração de sólidos. Valores de simulação
com esferas de vidro, como esperado, também foram maiores, também levando em
conta concentrações menores.
Do que foi analisado, percebe-se que os principais fatores que exercem
influência no desaguamento com peneiras vibratórias foram a frequência e amplitude de
operação bem como a concentração mássica. A fração de área aberta (nas condições
analisadas) não mostrou diferenças (poder-se-ia inclusive levar em conta as
considerações de Das e Chabbra (1989), que informam haver pouca importância das
características estruturais da peneira). A tensão superficial, por sua vez, influencia no
processo, mas de forma inversa, ou seja, abaixar a mesma leva a maiores valores de
velocidade de filtragem.
Por fim, as esferas de vidro apresentaram resultados melhores em comparação
com areia (considerando apenas a velocidade superficial de escoamento). Isso poderia
ser um indicativo que a morfologia das partículas também exerce apreciável influência
no processo. Todavia, deve-se também levar em conta que além da diferença de massas
específicas (embora pequena), há também as diferenças sutis na distribuição
granulométrica das amostras. A diferença de valores de porosidade, por sua vez, não
merece muitos comentários, uma vez que a mesma é relacionada com a forma das
partículas.
5.3 Previsão da umidade residual da torta
Milhomem e Luz (2012) realizaram ensaios de desaguamento em peneira de
0,2 m de diâmetro para testar a validade da equação 4.43. Para o cálculo da velocidade
de drenagem, os autores utilizaram a equação de Ergun (sem modificações)
considerando assim um valor de velocidade constante para realização dos cálculos de
determinação da cota do líquido intersticial. Os autores acharam boa aproximação entre
os dados experimentais e simulados.
120
De forma análoga, procurou-se prever a umidade residual da torta através do
perfil de velocidade aqui apresentado. Todavia, em virtude da relativa complexidade ora
apresentada, dado o perfil senoidal de velocidade, a equação 4.43 apresentou limitações
quanto à determinação do valor de umidade.
Novas considerações devem ser realizadas para poder utilizar com boa
segurança a equação de previsão da umidade residual da torta.
De forma geral, para verificar qual a melhor configuração que possibilite menor
valores de umidade, ensaios laboratoriais devem ser realizados.
121
Foram apresentados aqui dois modelos envolvendo peneiras desaguadoras: um
relacionado à previsão do comportamento da velocidade de drenagem superficial do
líquido (velocidade de filtragem através da peneira) e outro da previsão da umidade
residual da torta.
O primeiro modelo leva em conta a drenagem através de meio porosos, a perda
de carga na tela da peneira e capilaridade, a influência da altura da coluna de líquido e
da vibração da peneira. Trata-se de uma equação cujos parâmetros para simulação
podem ser facilmente obtidos através de ensaios de caracterização da amostra.
O modelo de previsão de umidade residual, por sua vez, possibilitou prever a
umidade da torta através do conhecimento de parâmetros simples, como massa
específica do líquido e do sólido, a porosidade do leito particulado e as espessuras do
leito de partículas e da lâmina sobrenadante, sendo esta última dependente da
velocidade superficial de filtragem (que pode ser encontrada pela primeira equação).
Todavia, a equação 4.43, para previsão da umidade residual da torta, necessita
de alguns ajustes, uma vez que a mesma apresenta um perfil linear de perda de umidade,
e assim não conseguiu prever satisfatoriamente a umidade com base nos resultados
obtidos pela equação 4.34, para cálculo da velocidade superficial de filtragem.
Quanto a esta última equação, a mesma apresentou de forma aceitável o perfil de
velocidade que acontece nas peneiras desaguadoras durante o desaguamento. Todavia,
ensaios laboratoriais devem ser realizados para validar o modelo.
Quanto aos resultados obtidos, a equação 4.34 mostrou a diferença ocasionada
para diferentes valores de tensão superficial, fração de área aberta (porosidade da
peneira), concentração de sólidos e amplitude e frequência do movimento da peneira.
Os melhores valores obtidos foram obtidos com esferas de vidro com 30% de
sólidos, amplitude de 0,002 m e frequência de 167,55 Hz com tensão superficial de
72 x 10-2 N/m.. Isso demonstra que os principais fatores que exercem influência no
desaguamento com peneiras vibratórias são a morfologia das partículas, concentração
da polpa e condições operacionais do equipamento (amplitude e frequência). Reduzir a
6. CONCLUSÃO
122
tensão superficial não apresentou melhoras e a fração de área aberta não apresentou
modificações quanto aos valores adotados (nos valores em análise).
Cabe ressaltar que a massa específica das amostras não foi analisada
separadamente e que as amostras possuíam diferenças na distribuição granulométrica e
na porosidade (esta decorrente da forma das partículas), o que não garante plenamente
que partículas esféricas possuam melhor dinâmica de desaguamento, embora esse seja o
resultado mais lógico adotado em virtude dos cenários de simulação.
Por fim, os ensaios considerados melhores referem-se somente à velocidade de
filtragem do líquido, desconsiderando, por exemplo, que aumentando-se a frequência,
também aumentará velocidade de ascensão do líquido. Assim, para confirmar quais as
melhores condições de desaguamento, é imprescindível a realização de ensaios
experimentais.
123
Dentre algumas sugestões para trabalhos, cita-se:
1. Realização de ensaios para validação da equação aqui apresentada para a
velocidade de drenagem do líquido em peneiras vibratórias.
2. Analisar outras aberturas de peneira, verificando assim se esta realmente exerce
algum tipo de influência no processo.
3. Realizar correlação entre a equação para previsão da umidade residual com a
equação de previsão da velocidade de drenagem do líquido, procurando prever a
umidade final da torta com a utilização conjunta das duas equações.
7. SUGESTÕES PARA TRABALHOS FUTUROS
124
ALLEN, T. Particle Size Measurement. 5th
ed. London: Chapman and Hall, 1997.
525 p.
ASAHINA, D. & TAYLOR, M.A. (2011), Geometry of irregular particles: Direct
surface measurements by 3-D laser scanner. Powder Technology, 2011, 213, p. 70-78.
AZFAB Dewatering Screen Brochure. Disponível em <
http://www.azfab.com/images/PDF/AZFAB-Dewatering-Screen.pdf>. Acesso em: 19
março 2013.
BLOCK, Luciana Cátia. Desenvolvimento e caracterização de comprimidos de
metmorfina 500 mg de liberação imediata: efeito de aglutinantes. 2007. 92 f.
Dissertação (Programa de Mestrado Acadêmico em Ciências Farmacêuticas).
Universidade Vale do Itajaí, Itajaí, SC. ,
BURKE, S.P.; PLUMMER, W.B. Ind. Eng. Chem. 20 (1928) 1196 apud ERGUN, S.
Fluid flow through packed columns. Chemical Engineering and Processing. v.48, n.2,
1952. p.89-94.
CARLETON, A.J. e SALWAY, A.G. Dewatering of Cakes. Filtration Society meeting
on ‘Cake Filtration’, 1993.
CARMAN, P.C. Trans. Inst. Chem. Engrs. (London), 15, 150 (1937) apud ERGUN, S.
Fluid flow through packed columns. Chemical Engineering and Processing. v.48, n.2,
1952. p.89-94.
8. REFERÊNCIAS
125
CHAVES, A.P e PERES, A. C. Teoria e Prática do Tratamento de Minérios:
britagem, moagem e peneiramento. Volume 3. 3ª ed. São Paulo: Signus Editora, 2006.
246 p.
CHAVES, A.P. Teoria e Prática do Tratamento de Minérios. Volume 2. 2ª ed. São
Paulo:Signus Editora, 2004, 199 p.
CHEN, Y. e TONG, X. Application of the DEM to Screening Process: a 3D
Simulation. Mining Science and Technology, 19, 2009, p. 493-497.
DAS, S. e CHHABRA, R. P., 1989. A Note on Very Low Reynolds Number Fluid Flow
Through Screens. Chem. Eng. Process., Vol. 25, pp. 159-161.
DAVIS, J.C. Statistical and Data Analysis in Geology. 3rd
edition, John Wiley and
Sons, New York, 2002, 638 p.
DREVIN, G. and VINCENT, L. (2002) Granulometric determination of sedimentary
rock particle roundness. Proceedings of the International Symposium on
Mathematical Morphology, Sidney, Australia, pp. 1-10.
DYR, T.; WODZINSKI, P. Model Particle Velocity on a Vibrating Surface.
Physicochemical Problems of Mineral Processing, 36, 2002, p. 147-157.
ETTMAYR, A.; STAHL, W.; KELLER, K. e SAUER, G. Dewatering of Fine Granular
Materials by Vibrating Screens with Suporposed Cappilary Suction. Proceedings of the
XXI International Mineral Processing Congress, 2000. p. C5-8-C5-15.
ERAL Dewatering Screen Brochure. Disponível em: <
http://rocktec.co.nz/file/Brochures/dewatering-screens.pdf >. Acesso em: 13/06/2012.
ERGUN, S. Fluid flow through packed columns. Chemical Engineering and
Processing. v.48, n.2, 1952. p.89-94.
126
FORCHHEIMER, P.H. Z. Ver. Deutsch. Ing. 45 (1901) 1782 apud HLUSHKOU, D.;
TALLAREK, U. Transition from creeping via viscous-inertial to turbulent flow in fixed
beds. Journal of Chromatography A. 1126, 2006. p. 70-85.
FRANÇA, S.C.A. e COUTO, H.J.B, Análise Microgranulométrica – Malvern e
Sedigraph. In: SAMPAIO, J. A.; FRANÇA, S. C. A. e BRAGA, P. F. A. Tratamento
de Minérios: Práticas Laboratoriais. Rio de Janeiro. CETEM/MCT, 2007. p. 101-122.
FUERSTENAU, M. C. and HAN, K. N. Principles of Mineral Processing. Colorado.
SME, 2003. 573 p.
GALERY, R.; VALADÃO, G. E. S. e MONTENEGRO, L. C. M. Separação por
tamanho. In: VALADÃO, G. E. S. e ARAÚJO, A. C. A. Introdução ao Tratamento
de Minérios. Belo Horizonte, Editora UFMG, 2007. p. 61-84.
GOTOH, K. and FINNEY J. Representation of the size and shape of a single particle.
Powder Technology, 12, 1975. p. 125-130.
GUILFENG, W. and XIN, T. Screening efficiency and screen length of a linear
vibrating screen using DEM 3D simulation. Mining Science and Technology (China),
21, 2011, 0. 451-455.
GUPTA, A. and YAN, D.Y. Mineral Processing Design and Operation: An
Introduction. Amsterdam: Elsevier, 2006. 693 p.
HE, X. e LIU, C. Dynamics and Screening Characteristics of a Vibrating Screen with
Variable Elliptical Trace. Mining Science and Technology, 19, 2009, p. 508-513.
HICKEY, A.J. e CONCESSIO, N.M. Descriptors of irregular particle morphology and
powder properties. Advanced Drug Delivery Reviews. 26, 1997, p. 29-40.
127
HLUSHKOU, D. and TALLAREK, U. Transition from creeping via viscous-inertial to
turbulent flow in fixed beds. Journal of Chromatography A. 1126, 2006. p. 70-85.
KELLER, K. and STAHL, W. Vibration dewatering. Chemical Engineering and
Processing. v. 33, 1994, p. 331-336.
KELLER, K. and STAHL, W. Vibration screens for dewatering – theory and practice.
Minerals and Metallurgical Processing. p. 27-34, 1997.
KELLY, E.G. e SPOTSWOOD, D.J. Introduction to Mineral Processing. New York,
Wiley, 1982.
KING, R.P. Modelling and Simulation of Mineral Processing Systems. Boston:
Butterworth-Heinemann, 2001. 403 p.
KOZENY, J. Sitzungsber. Akad. Wiss. Wien, Math.-naturw. Klasse, 136 (Abt. IIa),
271 (1927) apud ERGUN, S. Fluid flow through packed columns. Chemical
Engineering and Processing. v.48, n.2, 1952. p.89-94.
KRUMBEIN, W. Measurement and geological significance of shape and roundness of
sedimentary particles. Journal of Sedimentary Petrology, 11 (2): 64-72, 1941 apud
DREVIN, G. and VINCENT, L. (2002) Granulometric determination of sedimentary
rock particle roundness. Proceedings of the International Symposium on
Mathematical Morphology, Sidney, Australia, pp. 1-10.
LAWS, E.M. e LIVESEY, J.L. Flow Through Screens. Ann. Rev. Fluid Mech, 1978,
p. 247-266
LIMA, R.M.F. e LUZ, J.A.M. Análise granulométrica por técnicas que se baseiam na
sedimentação gravitacional: lei de Stokes. REM – Revista Escola de Minas. v. 54, n.
2, 2000. p. 155-159.
128
LIMA, R.M.F. e LUZ, J.A.M. Análise granulométrica por pipeta de Andreasen. In:
SAMPAIO, J. A.; FRANÇA, S. C. A. e BRAGA, P. F. A. Tratamento de Minérios:
Práticas Laboratoriais. Rio de Janeiro. CETEM/MCT, 2007. p. 124-135.
LINATEX VIBRATING SCREENS, 2011. Excellent Mineral Solutions. Disponível
em: <http://www.weirminerals.com/pdf/Linatex_Screen_Prod_Broch_ONLINE.pdf>.
Acessado em 22 fev. 2012.
LÓPEZ, J.; VERCIK, A. e COSTA, E.J.X. Meios granulares e experimentos simples
para a sala de aula. Revista Brasileira de Ensino de Física. v. 30, n. 1, 2008, p. 1308-1
a 1308-5.
LUZ, J.A.M. Fracionamento Granulométrico de Sistemas Particulados. 2011, 118
p. Notas de Aula – Escola de Minas, Universidade Federal de Ouro Preto, Ouro Preto.
LUZ, A.B.; LINS, F.F.; SAMPAIO, J.A. Usinas de beneficiamento de minérios do
Brasil. CETEM, 2001, 398 p.
MCLANAHAN Dewatering Screens Brochure. Disponível em: <
http://www.mclanahan.com/uploads/Documents/Brochures/Dewatering%20Screen.pdf>
. Acessado em: 19/03/2013.
MIGUEL, A. F., 1998. Airflow Through Porous Screens: From Theory to Practical
Considerations. Energy and Buildings. v. 28, pp. 63-69.
MILHOMEM, F.O. e LUZ, J.A.M. Moisture Evolution in Granular Media Under
Vibration. 9th
International Mineral Processing Conference (PROCEMIN 2012), 2012,
p. 1-8.
NG, K. L. Dewatering Performance of Vibrating Screen. Proc Instn Mech Engrs, vol
204, 1990, p. 73-79.
129
OLIVEIRA, M.L.M e LUZ, J.A.M. Curso de Espessamento e Filtragem. 2007. 113 p.
OLIVEIRA, M.L.M. e AQUINO, J.A., Amostragem. In: SAMPAIO, J. A.; FRANÇA,
S. C. A. e BRAGA, P. F. A. Tratamento de Minérios: Práticas Laboratoriais. Rio de
Janeiro. CETEM/MCT, 2007. p. 3-34.
PRISTA, L.V.; ALVES, A.C.; MORGADO, R.M.R.; LOBO, J.M.S. Tecnologia
farmacêutica. 6 ed. Lisboa: Fundação Calouste Gulbenkian, 2002. p. 325-478 apud
BLOCK, Luciana Cátia. Desenvolvimento e caracterização de comprimidos de
metmorfina 500 mg de liberação imediata: efeito de aglutinantes. 2007. 92 f.
Dissertação (Programa de Mestrado Acadêmico em Ciências Farmacêuticas).
Universidade Vale do Itajaí, Itajaí, SC. ,
RABOCKAI, T., (1979), Físico-Química de Superfícies. Livro Texto, Cap. II, p. 07 –
09. Secretaria-Geral da Organização dos Estados Americanos. Washington, D.C.
RAJA, V.; CHASE, G. G.; JONES, B. N. e GEEHAN, T. Continuum Model of a Shale
Shaker. 2010 AADE Fluids Conference and Exhibition, p. 1-5.
ROBERTS, T. A. & BEDDOW, J. K. Some Effect of Particle Shape and Size upon
Blinding During Sieving. Powder Technology,2, 1968/69, p. 121-124.
SCHUBERT, H. Capillary forces - Modeling and application in particulate technology.
Powder Technology, 37, 1984, p. 105-116.
SILVA, J. M. Estudo do Fluxo de Material Fragmentado na Mineração
Subterrânea com o Uso de Modelos Físicos. Belo Horizonte, MG. Tese de Doutorado,
Universidade Federal de Minas Gerais, Escola de Engenharia da UFMG, Curso de Pós-
Graduação em Engenharia Metalúrgica e de Minas, 2005. 209 f.
SVAROVSKY, L. Solid Liquid Separation, 4th
ed. Oxford: Butterworth-Heinemann,
2000, 554 p.
130
TILTON, J. N., 2008. Fluid and Particle Dynamics. Section 6. In: Green, D. W. and
Perry, R. H.;. Perry’s Chemical Engineers’ Handbook. 8th ed. New York: MacGraw-
Hill, pp. 6.1 - 6.56.
WILLS, B.A. and NAPIER-MUNN, T.J. Wills’ Mineral Processing Technology: an
introduction to the practical aspects of ore treatment and mineral recovery.7th
ed.
Amsterdam: Elsevier Science and Technology Books, 2005, 444p.
ZIRTEC, 2012. Preparação e Acabamento de Superfície. Disponível em:
<http://www.zirtec.com.br/>. Acesso em 24 fev. 2012.
ZONG-MING, W.; YUN-BO, Y.; CHUN-XUE, Z.; Mao, D. e Da-hai, Z. Simulation of
Flow Through Vibrating Screens with Moving Body Method. 2010 International
Conference on Computer Application and System Modelling (ICCASM 2010). p.
40-44.
ZOU, R. P. and YU, A. B. Evaluation of the packing characteristics of mono-sized non-
spherical particles. Powder Technology. v. 88, 1996. p. 71-79.
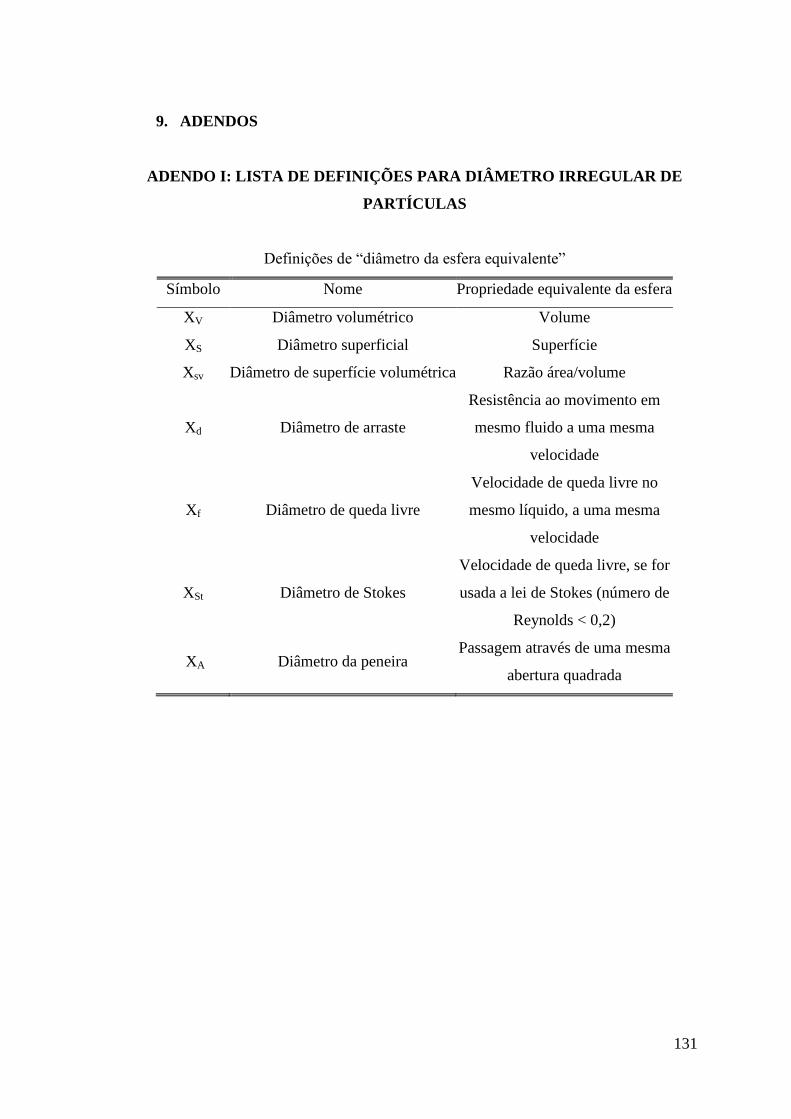
131
ADENDO I: LISTA DE DEFINIÇÕES PARA DIÂMETRO IRREGULAR DE
PARTÍCULAS
Definições de “diâmetro da esfera equivalente”
Símbolo Nome Propriedade equivalente da esfera
XV Diâmetro volumétrico Volume
XS Diâmetro superficial Superfície
Xsv Diâmetro de superfície volumétrica Razão área/volume
Xd Diâmetro de arraste
Resistência ao movimento em
mesmo fluido a uma mesma
velocidade
Xf Diâmetro de queda livre
Velocidade de queda livre no
mesmo líquido, a uma mesma
velocidade
XSt Diâmetro de Stokes
Velocidade de queda livre, se for
usada a lei de Stokes (número de
Reynolds < 0,2)
XA Diâmetro da peneira Passagem através de uma mesma
abertura quadrada
9. ADENDOS
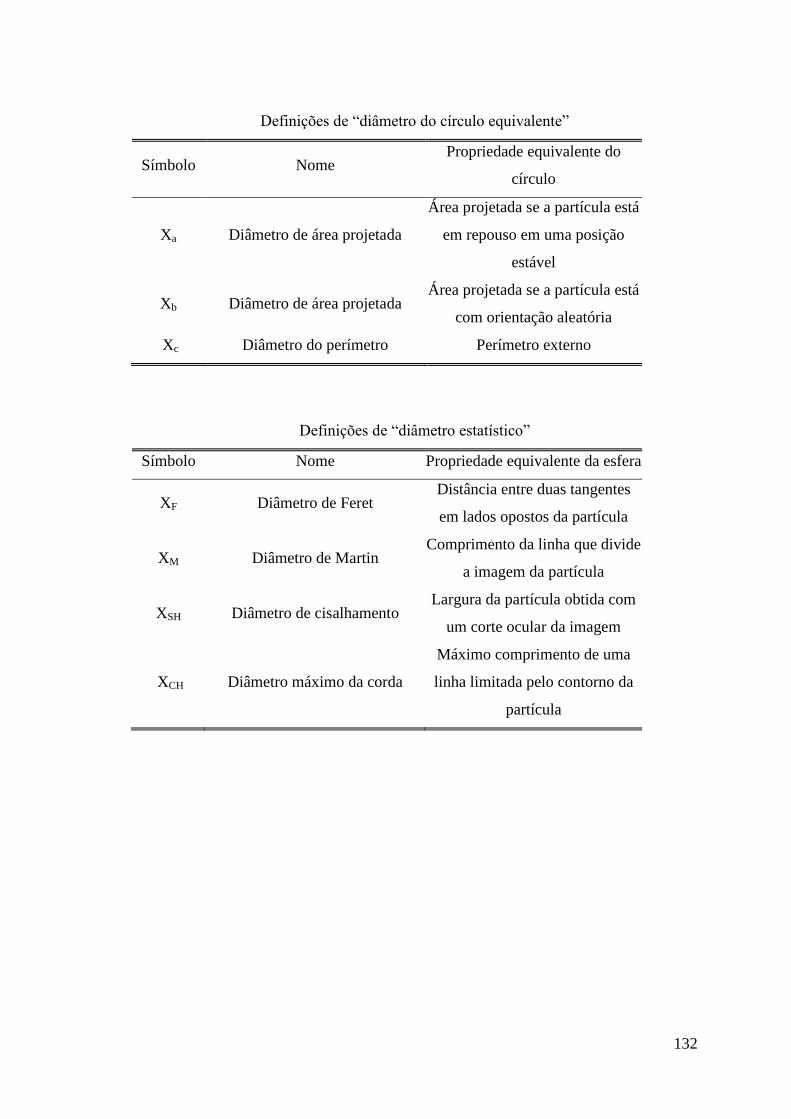
132
Definições de “diâmetro do círculo equivalente”
Símbolo Nome Propriedade equivalente do
círculo
Xa Diâmetro de área projetada
Área projetada se a partícula está
em repouso em uma posição
estável
Xb Diâmetro de área projetada Área projetada se a partícula está
com orientação aleatória
Xc Diâmetro do perímetro Perímetro externo
Definições de “diâmetro estatístico”
Símbolo Nome Propriedade equivalente da esfera
XF Diâmetro de Feret Distância entre duas tangentes
em lados opostos da partícula
XM Diâmetro de Martin Comprimento da linha que divide
a imagem da partícula
XSH Diâmetro de cisalhamento Largura da partícula obtida com
um corte ocular da imagem
XCH Diâmetro máximo da corda
Máximo comprimento de uma
linha limitada pelo contorno da
partícula

133
ADENDO II: DISTRIBUIÇÕES ESTATÍSTICAS E GRANULOMETRIA
Exemplos de distribuições contínuas não truncadas (à direita):
Distribuição de Gauss (normal):
𝑌 = 𝑝 0 ≤ 𝑥 ≤ 𝑋 =1
𝜎 × 2 × 𝜋× exp −
𝑥 − 𝜇 2
2 × 𝜎2 × 𝑑𝑥
𝑥
0
Distribuição log-normal:
𝑌 = 𝑝 0 ≤ 𝑥 ≤ 𝑋 =1
𝜎 × 2 × 𝜋× exp −
ln 𝑥 − 𝜇𝑔
2 × 𝜎𝑔2 × 𝑑𝑥
𝑥
0
Com:
𝜎𝑔 =1
2× ln 𝑥84 − ln 𝑥16
Distribuição de Weibull:
𝑌 = 𝑝 0 ≤ 𝑥 ≤ 𝑋 = 1 − exp − 𝑥 − 𝛿
𝑥∗ 𝑛
Distribuição de Rosin-Rammler, ou de Rosin-Rammler-Sperling-Benett (caso
especial da distribuição de Weibull para δ = 0):
𝑌 = 𝑝 0 ≤ 𝑥 ≤ 𝑋 = 1 − exp − 𝑥
𝑥∗ 𝑛
= 1 − exp ln 1
2 ×
𝑥
𝑥50
n
Distribuição logística:
134
𝑌 = 𝑝 0 ≤ 𝑥 ≤ 𝑋 =1
1 + 𝑥
𝑥50 −𝜆
Distribuição de Hill:
𝑌 = 𝑝 0 ≤ 𝑥 ≤ 𝑋 =𝑥𝑎
𝑥𝑎 + 𝑥50𝑎

135
Exemplos de distribuições contínuas truncadas (à direita):
Distribuição de Rosin-Rammler truncada (bitolada com tamanho máximo xmax):
𝑌 = 𝑝 0 ≤ 𝑥 ≤ 𝑋 < 𝑥max = 1 − exp −
𝑥
𝑥max −𝑥
𝑥∗
𝑛
= 1 − exp ln 1
2 ×
𝑥
𝑥max −𝑥𝑥50
𝑥max −𝑥50
𝑛
Distribuição de Harris:
𝑌 = 𝑝 0 ≤ 𝑥 ≤ 𝑋 < 𝑥max = 1 − 1 − 𝑥
𝑥max 𝑎
𝑏
Distribuição de Gates-Gaudin-Schumann (caso especial da distribuição de
Harris para a=1):
𝑌 = 𝑝 0 ≤ 𝑥 ≤ 𝑋 < 𝑥max = 𝑥
𝑥max 𝑎
Distribuição de Gaudin-Meloy (caso especial da distribuição de Harris para
a=1):
𝑌 = 𝑝 0 ≤ 𝑥 ≤ 𝑋 < 𝑥max = 1 − 1 − 𝑥
𝑥max
𝑏
Distribuição de Hill:
136
𝑌 = 𝑝 0 ≤ 𝑥 ≤ 𝑋 =
𝑥
𝑥max
1− 𝑥
𝑥max
𝑎
𝑥
𝑥max
1− 𝑥
𝑥max
𝑎
+
𝑥50𝑥max
1− 𝑥50
𝑥max
𝑎 =
𝑥
𝑥max −𝑥 𝑎
𝑥
𝑥max −𝑥 𝑎
+ 𝑥50
𝑥max −𝑥50 𝑎
Distribuição logística truncada:
𝑌 = 𝑝 0 ≤ 𝑥 ≤ 𝑋 =1
1 +
𝑥
𝑥max −𝑥
𝑥50
𝑥max −𝑥50
−𝜆
Distribuição de Broadbent-Callcott:
𝑌 = 𝑝 0 ≤ 𝑥 ≤ 𝑋 < 𝑥max =1 − exp −
x
x𝑚𝑎𝑥
1 − exp −1
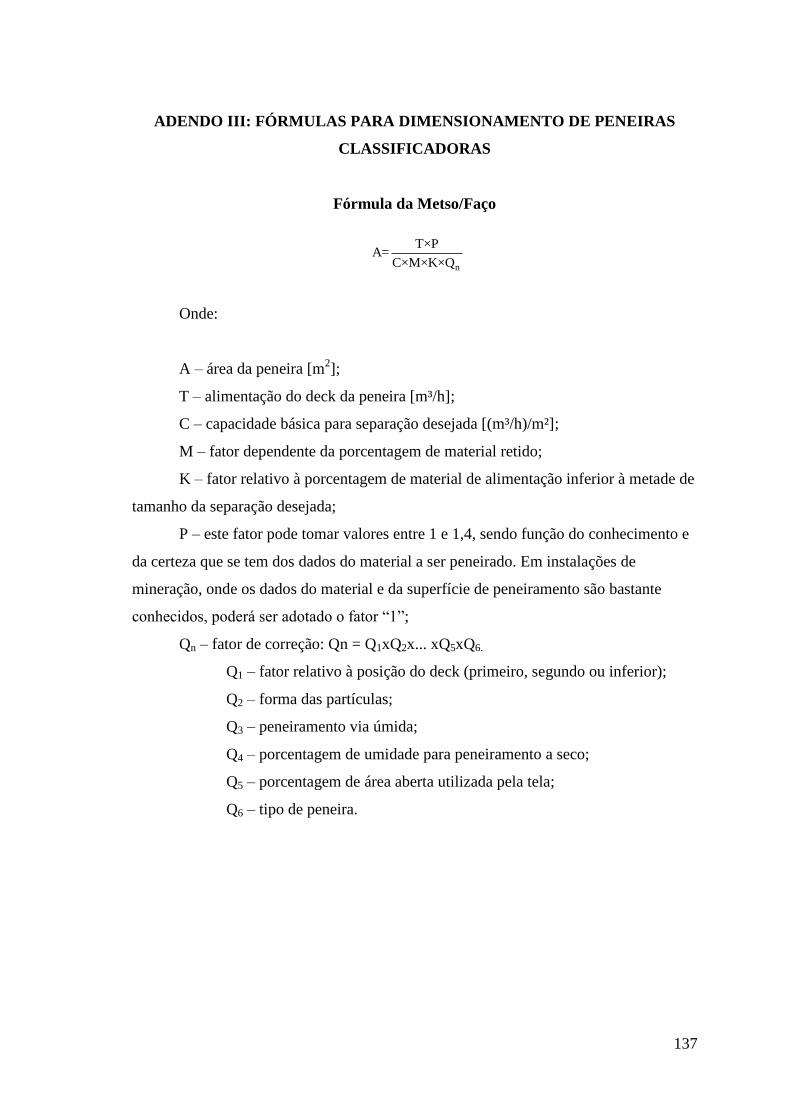
137
ADENDO III: FÓRMULAS PARA DIMENSIONAMENTO DE PENEIRAS
CLASSIFICADORAS
Fórmula da Metso/Faço
Onde:
A – área da peneira [m2];
T – alimentação do deck da peneira [m³/h];
C – capacidade básica para separação desejada [(m³/h)/m²];
M – fator dependente da porcentagem de material retido;
K – fator relativo à porcentagem de material de alimentação inferior à metade de
tamanho da separação desejada;
P – este fator pode tomar valores entre 1 e 1,4, sendo função do conhecimento e
da certeza que se tem dos dados do material a ser peneirado. Em instalações de
mineração, onde os dados do material e da superfície de peneiramento são bastante
conhecidos, poderá ser adotado o fator “1”;
Qn – fator de correção: Qn = Q1xQ2x... xQ5xQ6.
Q1 – fator relativo à posição do deck (primeiro, segundo ou inferior);
Q2 – forma das partículas;
Q3 – peneiramento via úmida;
Q4 – porcentagem de umidade para peneiramento a seco;
Q5 – porcentagem de área aberta utilizada pela tela;
Q6 – tipo de peneira.
n
T×PA=
C×M×K×Q
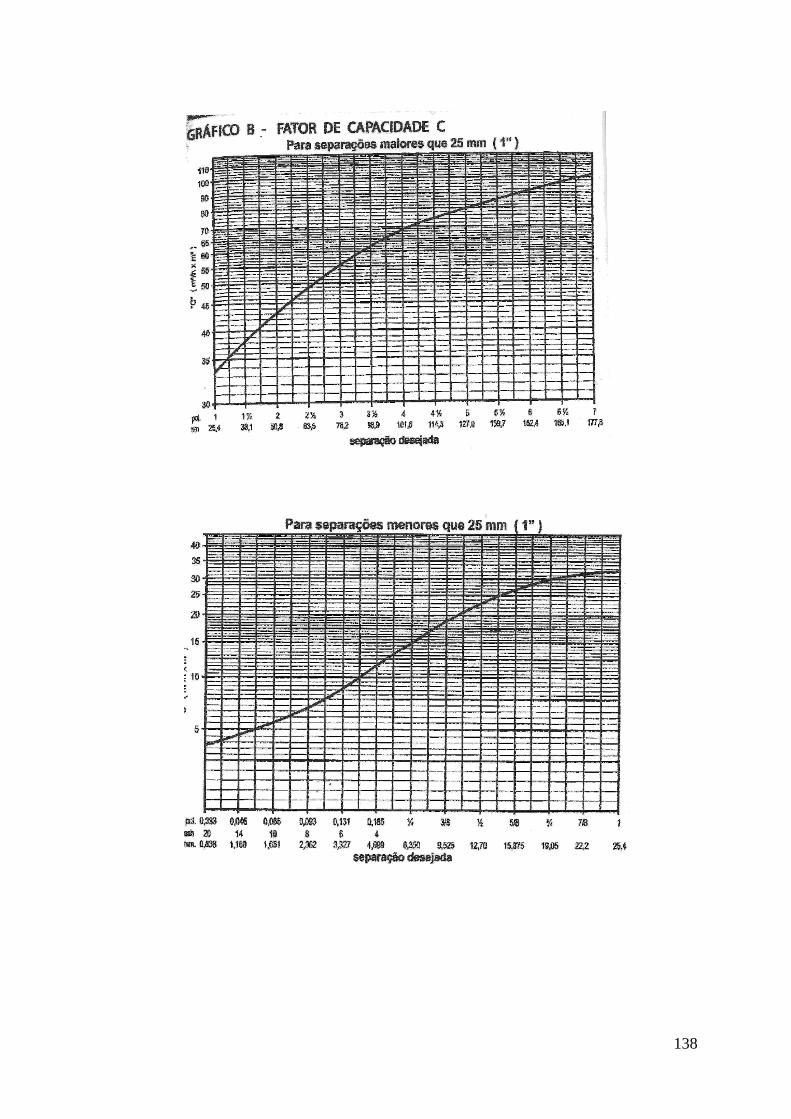
138
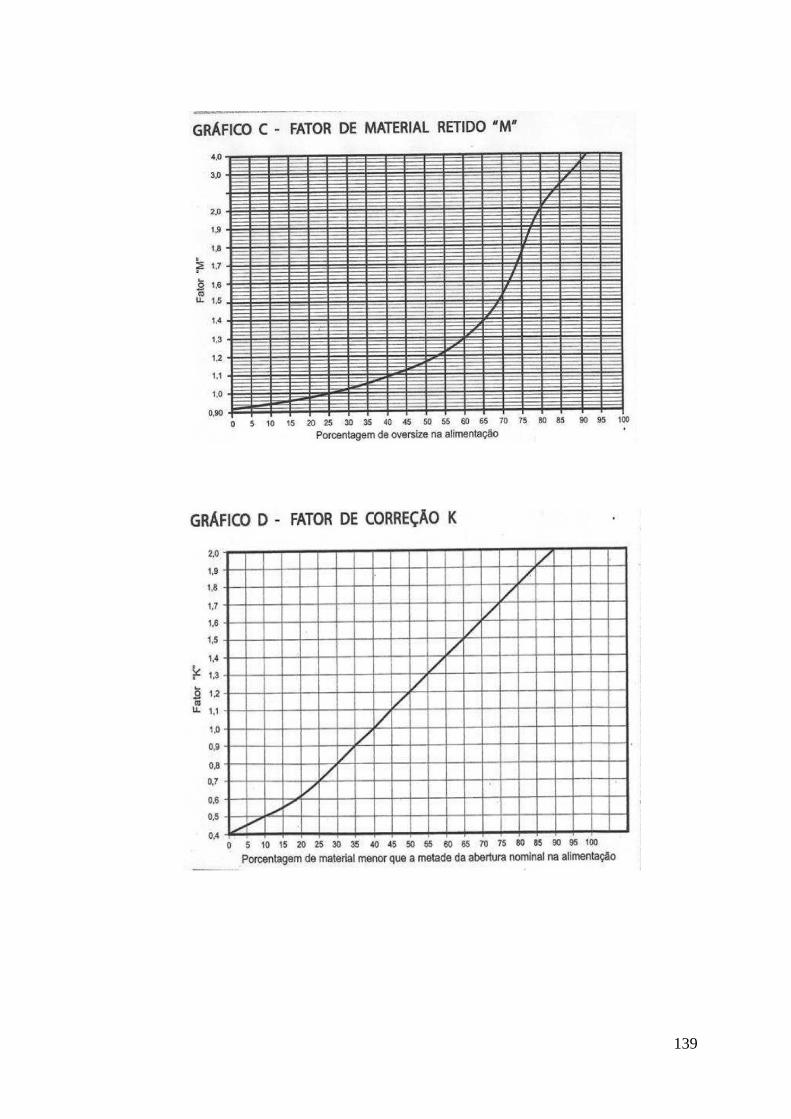
139
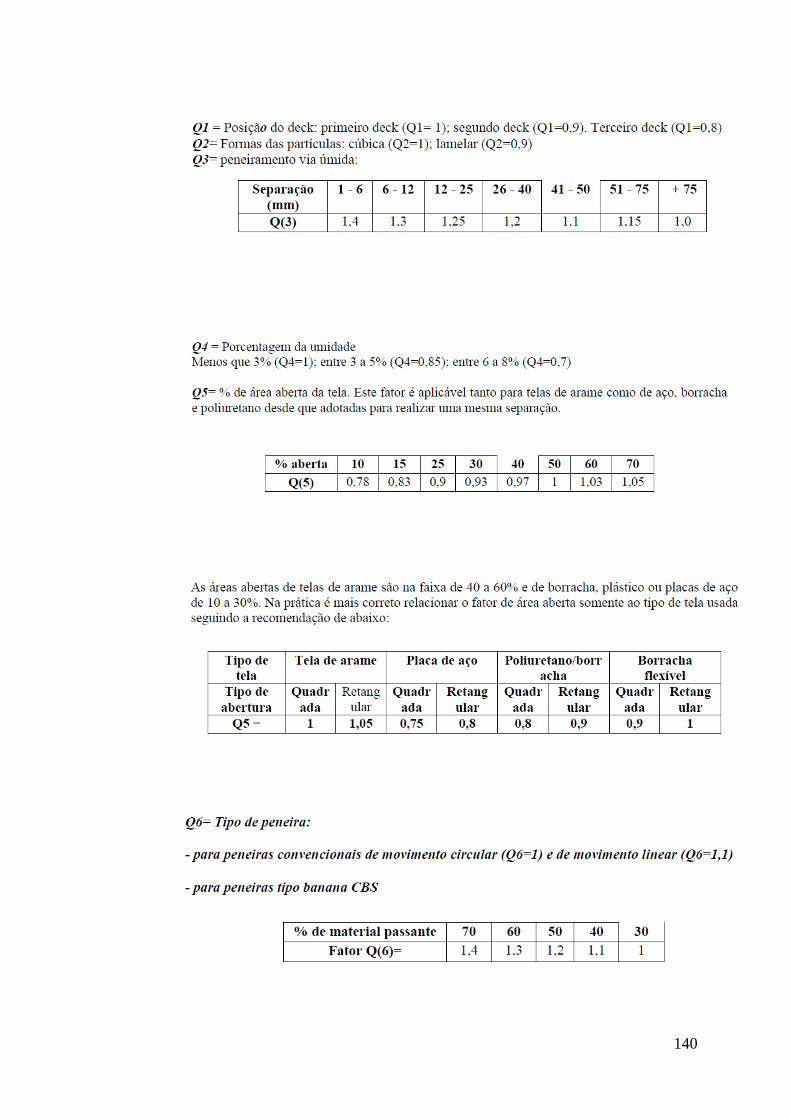
140
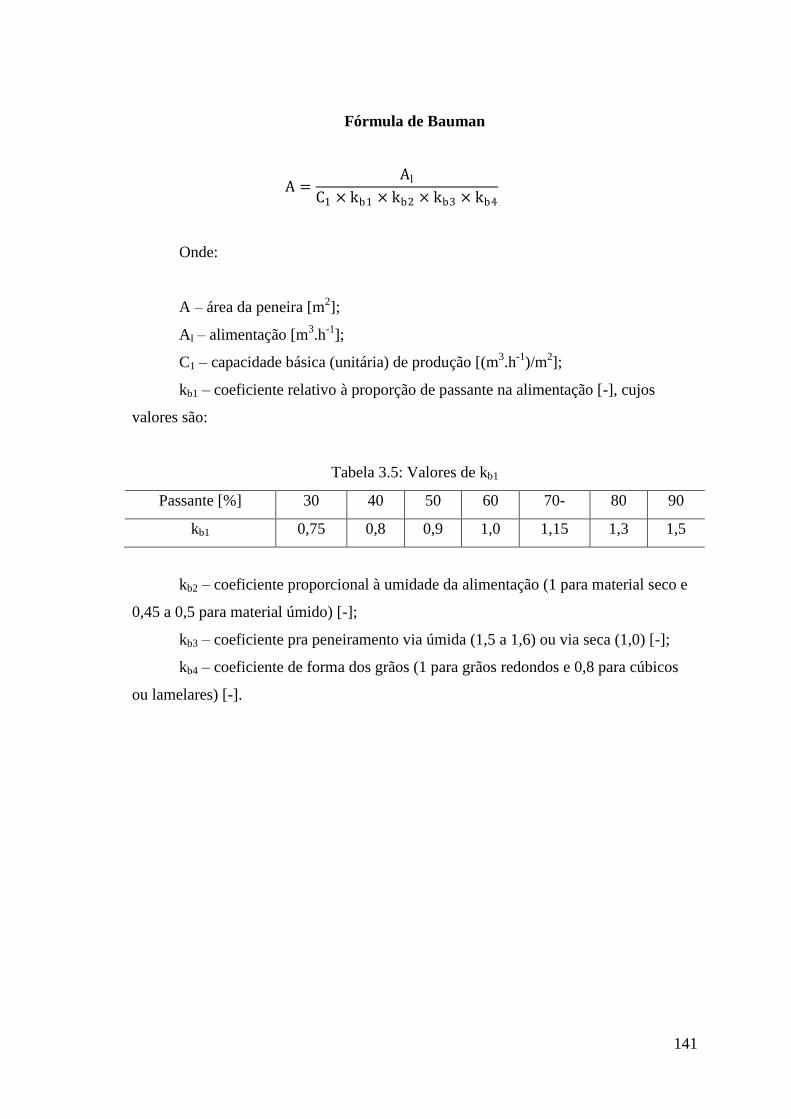
141
Fórmula de Bauman
A =Al
C1 × kb1 × kb2 × kb3 × kb4
Onde:
A – área da peneira [m2];
Al – alimentação [m3.h
-1];
C1 – capacidade básica (unitária) de produção [(m3.h
-1)/m
2];
kb1 – coeficiente relativo à proporção de passante na alimentação [-], cujos
valores são:
Tabela 3.5: Valores de kb1
Passante [%] 30 40 50 60 70- 80 90
kb1 0,75 0,8 0,9 1,0 1,15 1,3 1,5
kb2 – coeficiente proporcional à umidade da alimentação (1 para material seco e
0,45 a 0,5 para material úmido) [-];
kb3 – coeficiente pra peneiramento via úmida (1,5 a 1,6) ou via seca (1,0) [-];
kb4 – coeficiente de forma dos grãos (1 para grãos redondos e 0,8 para cúbicos
ou lamelares) [-].
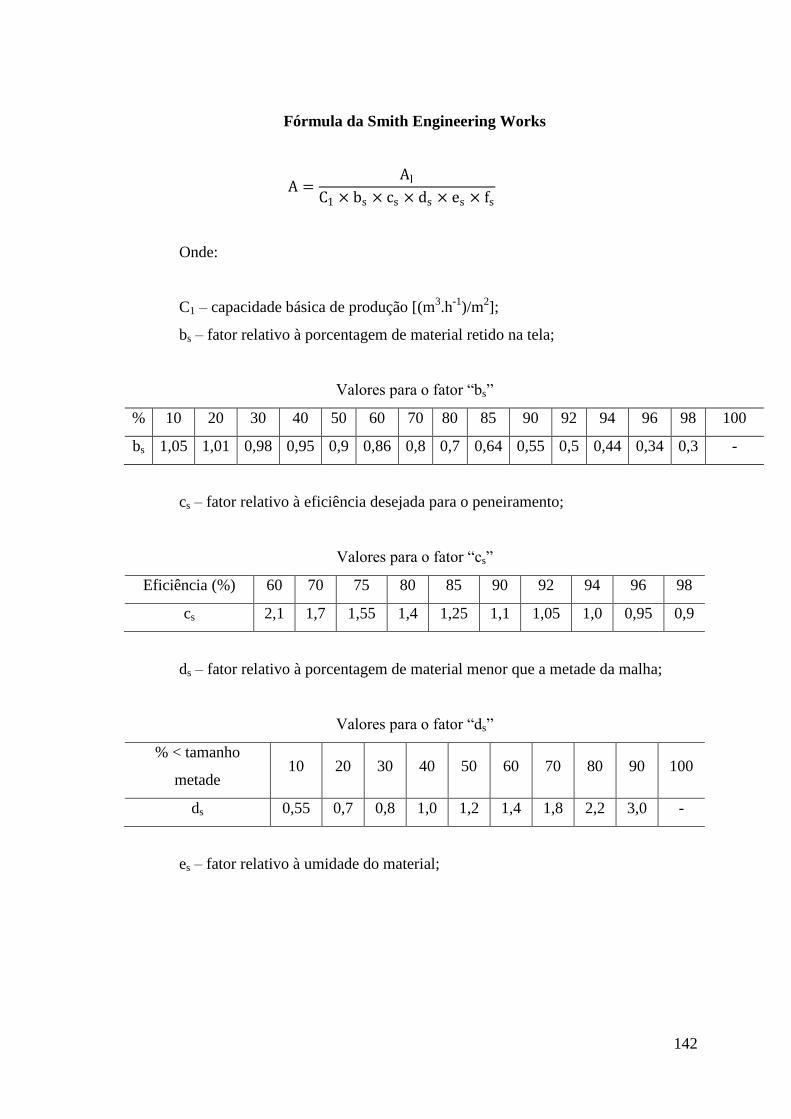
142
Fórmula da Smith Engineering Works
A =Al
C1 × bs × cs × ds × es × fs
Onde:
C1 – capacidade básica de produção [(m3.h
-1)/m
2];
bs – fator relativo à porcentagem de material retido na tela;
Valores para o fator “bs”
% 10 20 30 40 50 60 70 80 85 90 92 94 96 98 100
bs 1,05 1,01 0,98 0,95 0,9 0,86 0,8 0,7 0,64 0,55 0,5 0,44 0,34 0,3 -
cs – fator relativo à eficiência desejada para o peneiramento;
Valores para o fator “cs”
Eficiência (%) 60 70 75 80 85 90 92 94 96 98
cs 2,1 1,7 1,55 1,4 1,25 1,1 1,05 1,0 0,95 0,9
ds – fator relativo à porcentagem de material menor que a metade da malha;
Valores para o fator “ds”
% < tamanho
metade 10 20 30 40 50 60 70 80 90 100
ds 0,55 0,7 0,8 1,0 1,2 1,4 1,8 2,2 3,0 -
es – fator relativo à umidade do material;
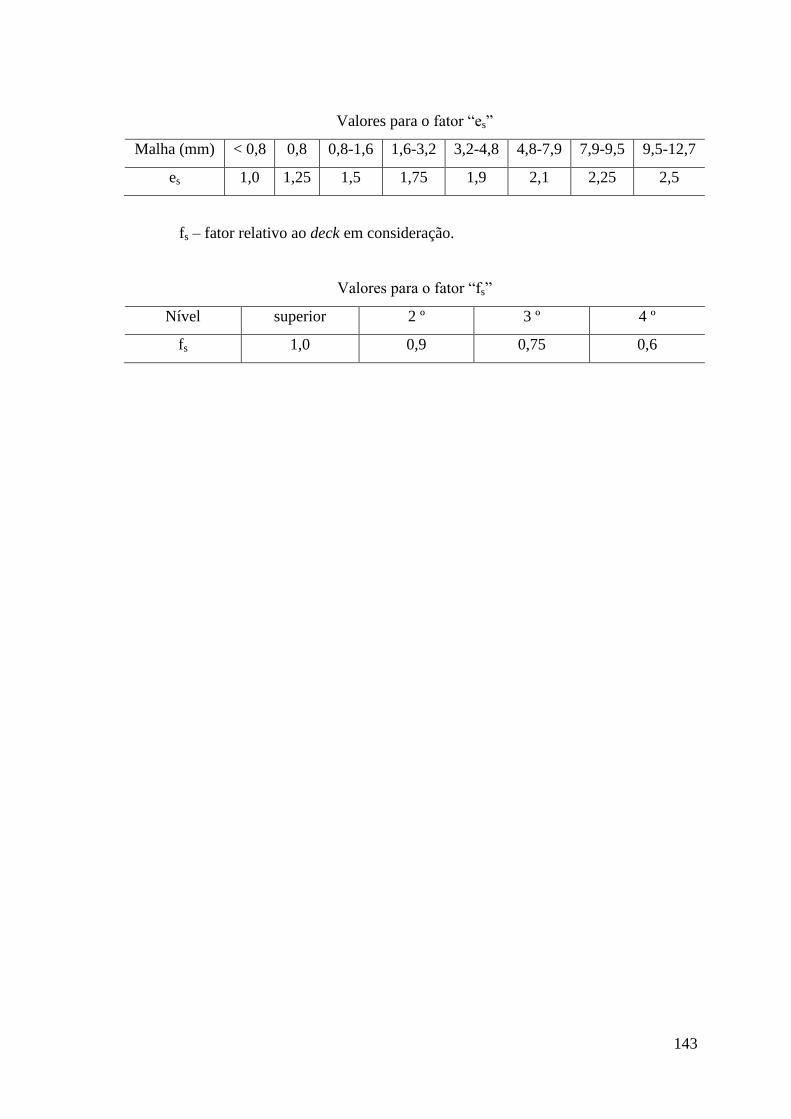
143
Valores para o fator “es”
Malha (mm) < 0,8 0,8 0,8-1,6 1,6-3,2 3,2-4,8 4,8-7,9 7,9-9,5 9,5-12,7
es 1,0 1,25 1,5 1,75 1,9 2,1 2,25 2,5
fs – fator relativo ao deck em consideração.
Valores para o fator “fs”
Nível superior 2 º 3 º 4 º
fs 1,0 0,9 0,75 0,6

144
Modelo de Menne
A = 1 − s − m1/2
7,8 × a × fa × ln
1 − s − m1/2
Ef × 1 − s − m1/2 + Km × Qa
Onde:
Qa – vazão mássica na alimentação [t.h-1
];
m1/2 – fração de material menor que a metade da abertura da peneira, no fluxo de
alimentação do deck [-];
s – fração de material maior que a abertura da peneira, na alimentação do deck [-
];
fa – fração de área aberta da peneira [-];
Ef – eficiência de remoção de finos [-];
E “Km” é um parâmetro dado por:
Km =0; se a > 400 mm; caso contrário:
Km =2,5 × 424 − a
10000

145
Modelo de Luz e Carvalho
Luz e Carvalho (2005) realizaram análise de regressão com valores tabelados
para dimensionamento pelo método Allis-Chalmers, propondo assim um modelo que
visa evitar o uso de rotinas de interpolação e integrando-o com o modelo probabilístico
A equação clássica de peneiramento pelo método Allis-Chalmers é dada por:
A =
Qa
ρap
× Fp
Qbas × Πki
Onde:
A – área da peneira [m2];
Qa – vazão mássica de alimentação [t.h-1
];
ρap – massa específica aparente do material [t.m-3
];
Fp – coeficiente de incerteza [-];
Qbas – capacidade básica do peneiramento [(m3.h
-1)/m
2 = m.h
-1];
Πki – “produtório” dos vários fatores de correção, ki [-].
A capacidade básica de peneiramento é dada por:
Qbas = 0,36423 × a2 + 251,28 × a
O fator de correção k1 é referente ao “tamanho metade”, sendo encontrado pela
seguinte equação:
k1 = 4,815 ×m2
1000+ 0,193
Onde:

146
m – fração de material menor que a metade da abertura equivalente da peneira
no fluxo de alimentação do deck [-].
O fator k2 é o fator de correção para a fração retida (fator de grossos), cuja
fórmula é:
k2 = −2,72 × 1 − exp −0,08 × 90,1 − s + 3,7
Onde:
s – fração de material acima da abertura efetiva da peneira na alimentação do
deck [-].
O fator k3 é referente ao tipo de abertura, sendo dado por:
Para malha quadrada, k3 = 1;
Para malha redonda, k3 = 0,8;
Para malha retangular, será encontrado pela equação:
k3 = 0,274 × 1 − exp −0,738 × kd − 1 + 1
Onde:
kd – relação entre os lados (eixos) da abertura (d1/d2) [-].
O fator k4 (fator de formato de partículas) pode ser dado por:
Para partículas cúbicas, será igual a 1;
Para partículas lamelares, será iguala 0,9;

147
O fator k5 é o fator de eficiência da abertura:
Para peneiramento a seco, será igual a 1;
Para peneiramento a úmido, será encontrado pela seguinte fórmula:
k5 = −0,04 × a − 3,37 + 1,407
O fator k6 é o fator de umidade, sendo encontrado da seguinte forma:
6 % > Umidade < 9 %, k6 = 0,75;
3% > Umidade < 9 %, k6 = 0,85;
Peneiramento completamente úmido ou a umidade for menor que 3 %, k6
= 1.
O fator de área efetiva, k7, é calculado da seguinte maneira:
Se o peneiramento ocorrer no primeiro deck, k7
será igual a 0,9;
Se o peneiramento ocorrer no segundo deck, k7
será igual a 0,8;
Se o peneiramento ocorrer no terceiro deck, k7
será igual a 0,7.
O último fator, k8, é o fator de área aberta, sendo calculado pela seguinte
expressão:
k8 =fa
50=
34 × 1 − exp −0,05 × a − 1,9 + 40
50
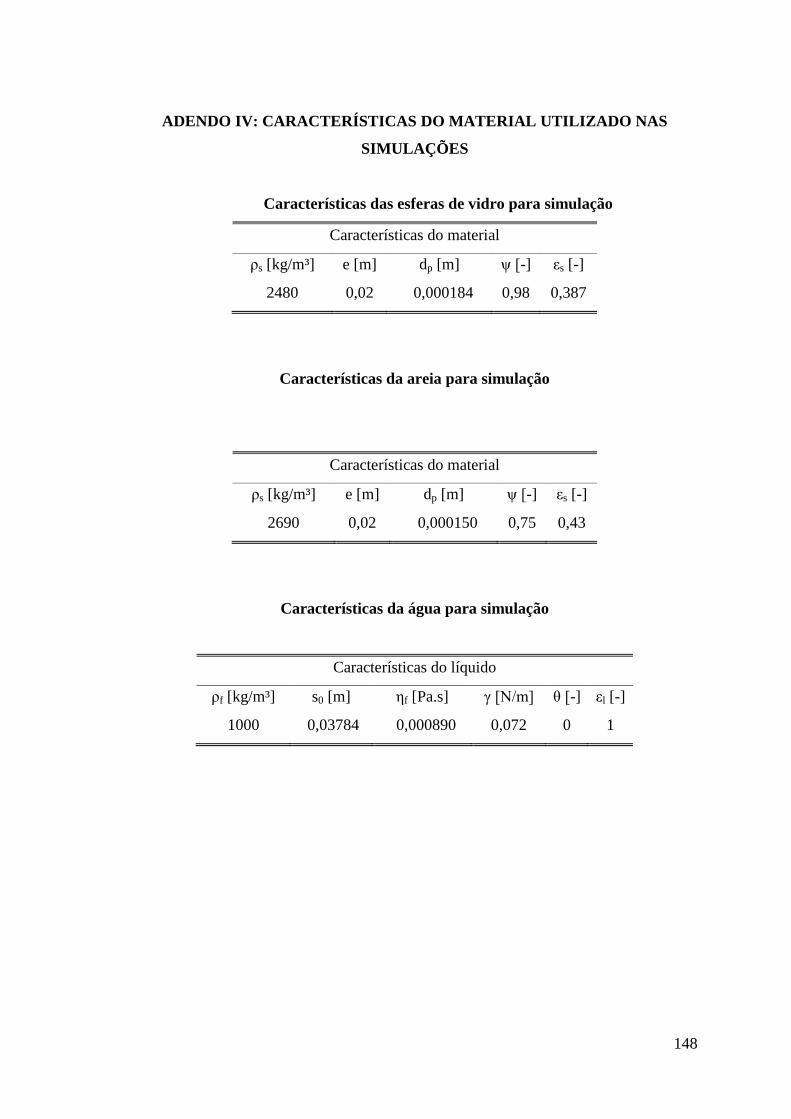
148
ADENDO IV: CARACTERÍSTICAS DO MATERIAL UTILIZADO NAS
SIMULAÇÕES
Características das esferas de vidro para simulação
Características do material
ρs [kg/m³] e [m] dp [m] ψ [-] εs [-]
2480 0,02 0,000184 0,98 0,387
Características da areia para simulação
Características do material
ρs [kg/m³] e [m] dp [m] ψ [-] εs [-]
2690 0,02 0,000150 0,75 0,43
Características da água para simulação
Características do líquido
ρf [kg/m³] s0 [m] ηf [Pa.s] γ [N/m] θ [-] εl [-]
1000 0,03784 0,000890 0,072 0 1