Embed Size (px)
Citation preview
CAS& ABIERTA PL TIEMPO
Divisi6n:
carrera.
ivialer i d .
Ciencias Basicas e lngenieria
Macias Vargas José Alberto
Rivera MartínezJorge 9421 81 89
92221 728
Asesor.
1 . Introducción . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2 . Objetivo 6
3 . Del producto
3.1 Estudio de mercado ............................................................................ 6
4 . Capacidad y ubicación de la planta
4.1 Capacidad ........................................................................................ 9 4.2 Ubicación . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
5 . Experimentación
5.1 Metodología ..................................................................................... 12 5.2 Diseño experimental ......................................................................... 14 5.3 Resultados experimentales ................................................................. 18 5.4 Conclusión experimental .................................................................... 19
6 . Ingeniería básica
6.1 Bases de diseño .............................................................................. 21 6.1.1 Balances de materia. propiedades y
condiciones de operación ...................................................... 29 6.2 Diagrama de flujo de proceso (DFP) ..................................................... 30 6.3 Diagrama de Tuberías e Instrumentación (DTI) ...................................... 31 6.4 Plano de localización general (Layout) .................................................. 32 6.5 lsometrlcos 33
. . ......................................................................................
7 . Dimensionamiento de los equipos y líneas de proceso
7.1 Cálculo de líneas .............................................................................. 37 7.2 Cálculo de presión de succión. presión de descarga.
carga neta positiva de succión (NPSH) y potencia (HP) ........................... 38 7.3 Diseño de recipientes de proceso ........................................................ 39 7.4 Resumen de Dimensiones del equipo ................................................... 40
8 . Evaluación económica
8.1 La evaluación de proyectos como un proceso ........................................ 41 8.2 Perfil .............................................................................................. 41
Formulación de Recubrimie.ntos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño 111
8.3 Estudio de prefactibilidad o anteproyecto .............................................. 41 8.4 Tasa Mínima Aceptable de Rendimiento (TREMA) ................................. 5 1 8.5 Tasa Interna de Retorno (TIR) ............................................................ 51 8.6 Conclusiones .................................................................................. 51
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9 . Nomenclatura 52
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10 . Bibliografía 53
Apéndice A
Características del fruto a recubrir ............................................................ 55 Características de las materias primas ....................................................... 55
Toxicidad de la Goma de Mezquite .................................................. 57 Toxicidad del Benzoato de Sodio .................................................... 57
Apéndice B
De los equipos experimentales de laboratorio ............................................ 58
Apéndice C
Del análisis estadístico de los resultados experimentales .............................. 59
Apéndice D
Memorias de cálculo ...............................................
Apéndice E
Costos y tarifas industriales .............. ..................................... ........ ........ .76
M V J A / R M J 3
Formulación de Recubrimie:ntos Comestibles a Partir de Biopolimeros Laboratorio de Procesos y Diseño 111
1. Introducción
México cuenta con una abundante variedad de recursos naturales comercializables; entre estos se encuentran los frutos y hortalizas que generalmente se comercializan en fresco, es decir, tal y como se cosechan. Los frutos y vegetales en fresco representan un atractivo especial para los consumidores, sin embargo, para mantenerlos aptos para el consumo se requieren emplear técnicas especiales que prolonguen su vida de anaquel. Entre las principales técnicas que han sido desarrolladas para conservar frescos los frutos y hortalizas, durante el período postcosecha, se encuentran: la refrigeración, el almacenamiento en atmósfera controlada y tratamientos de superficie ( HOLDSWORTH, S. D., 1988).
El almacenamiento en frío de los productos hortícolas ha empezado a ser uno de los factores más importantes para el mantenimiento de la cadena’ alimenticia desde el productor al consumidor. En la actualidad existen diferentes técnicas para enfriar los productos; estas incluyen el enfriamiento básico por aire forrado, enfriamiento por vapor de nitrógeno líquido, por corriente de agua fría, enfriamiento por vacío y almacenamiento por atmósfera controlada. La principal aplicación es prolongar el almacenamiento del producto cuando es transportado por ferrocarril, carretera o aire para el consumo doméstico y durante las operaciones de tránsito en la exportación.
Los productos hortícolas, presentan en su capa más externa (cáscara) una cubierta protectora de naturaleza cerosa (cutícula), que regula los mecanisrnos de maduración y , además, le confiere al producto características estéticas aceptadas por los consumidores. Sin embargo, debido al manejo postcosecha y a las condiciones ambientales del lugar donde son cosechadas, tienden a perder la capa cerosa que los protege. Cuando esto sucede se hace necesario restituir la capa cerosa natural, por alguna formul:ación que cumpla al menos con las mismas funciones.
En los tratamientos de superficie se emplean ciertos recubrimientos que, contrariamente a la idea generalizada, su aplicación no sólo es para mejorar la apariencia estética de los productos hortícolas; más bien, su objetivo es mantenerlos frescos mediante la retención de nutrientes, aromas, agua y compuestos volátiles. Además, se puede incluir en la formulación algunos fungicidas para cumplir con el control sanitario en productos; de exportación y, a la vez, evitar el tratamiento hidrotérmico que acelera los mecanismos deteri,orativos de los frutos o vegetales.
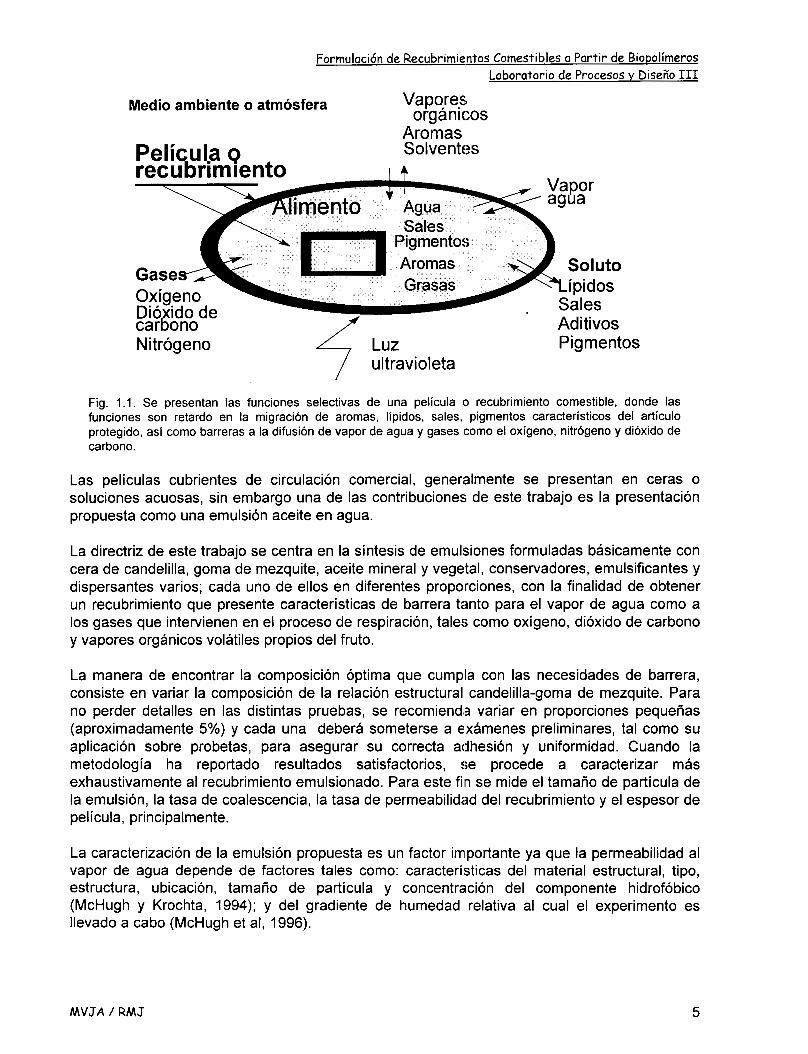
En primera instancia, la función es restringir la pérdida de humedad del fruto hacia el ambiente o para reducir la absorción de oxígeno, y por ende disminuir la tasa de respiración. Asimismo, el recubrimiento puede servir para estabilizar la actividad de los gradientes de agua y conservar las diferentes texturas de los componentes del alimento. Estos recubrimientos también pueden servir como protección para productos susceptibles a 1.a oxidación. En la Figura 1 . I se esquematizan las funciones de una película cubriente.
M V J A / R M J 4
Formulación de Recubrimientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño I11
Medio ambiente o atmósfera Vapore-s, orgánicos
Las películas cubrientes de circulación comercial, generalmente se presentan en ceras o soluciones acuosas, sin embargo una de las contribuciones de este trabajo es la presentación propuesta como una emulsión aceite en agua.
La directriz de este trabajo se centra en la síntesis de emulsiones formuladas básicamente con cera de candelilla, goma de mezquite, aceite mineral y vegetal, conservadores, emulsificantes y dispersantes varios; cada uno de ellos en diferentes proporciones, con la finalidad de obtener un recubrimiento que presente características de barrera tanto para el vapor de agua como a los gases que intervienen en el proceso de respiración, tales como oxígeno, dióxido de carbono y vapores orgánicos volátiles propios del fruto.
La manera de encontrar la composición óptima que cumpla con las necesidades de barrera, consiste en variar la composición de la relación estructural candelilla-goma de mezquite. Para no perder detalles en las distintas pruebas, se recomienda variar en proporciones pequeñas (aproximadamente 5%) y cada una deberá someterse a exámenes preliminares, tal como su aplicación sobre probetas, para asegurar su correcta adhesión y uniformidad. Cuando la metodología ha reportado resultados satisfactorios, se procede a caracterizar más exhaustivamente al recubrimiento emulsionado. Para este fin se mide el tamaño de partícula de la emulsión, la tasa de coalescencia, la tasa de permeabilidad del recubrimiento y el espesor de película, principalmente.
La caracterización de la emulsión propuesta es un factor irlportante ya que la permeabilidad al vapor de agua depende de factores tales como: características del material estructural, tipo, estructura, ubicación, tamaño de partícula y concentración del componente hidrofóbico (McHugh y Krochta, 1994); y del gradiente de humedad relativa al cual el experimento es llevado a cabo (McHugh et al, 1996).
MUJA / RMJ 5
Formulación de Recubrimientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño 111
El presente proyecto ha sido dividido en tres partes, cada una de ellas abordando una etapa lógica consecutiva en el diseño y desarrollo de un proceso. La primera parte del proyecto proporciona el estudio de mercado de los recubrimientos comestibles, la capacidad y ubicación de la planta, el potencial económico y las propiedades de las materias primas empleadas. De la segunda parte, se obtiene la formulación que cumple con el objetivo, así como sus especificaciones. En la tercera parte, se integran todos los anteriores datos para el diseño de una planta industrial, que tenga la capacidad de satisfacer las necesidades del mercado respecto al fruto seleccionado y, además, la evaluación económica de la factibilidad del proyecto.
2. Objetivo
Formular, producir, aplicar y evaluar recubrimientos emulslificados utilizando como materiales estructurales a biopolímeros y ceras naturales, que retarden los mecanismos deteriorativos en frutos, para prolongar su vida de anaquel.
Objetivos particulares
Diseñar una planta industrial para la producción de recubrimientos comestibles a partir de biopolímeros.
Realizar la evaluación económica del proyecto y comprobar su factibilidad.
3. Del producto
3.1 Estudio de mercado
Mercado de películas cubrientes.
Oferta
En México la producción de películas cubrientes es una actividad poco explotada por compañías nacionales, dejando así un amplio mercado potencial al cual satisfacer. Las películas cubrientes que se aplican en México, provienen de compañías extranjeras, y las pocas empresas que promueven la creación de nuevas formulaciones para películas cubrientes, deben exportar materias primas del extranjero. Las principales compañías que se dedican a la producción y promoción de películas cubrientes en México son:
QUíMICA HÉRCULES.
La compañía Química Hércules fue la primera en México en poner a la venta una película cubriente para frutos y hortalizas. Esta fue una emulsión acuosa basada en polietileno emulsionado y ceras llamada TAG, producto de imporf:ación patentado y elaborado por Makhteshim Chemical Works Ltd. y desarrollado en el Instituto de Ciencias Weizmann de
M U J A / R M J 6
Formulación de Recubrimientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseiío I11
Israel. La aplicación de este producto en México empezó a tener restricciones debido al alto costo de importación, por lo que Química Hércules pretendió comprar la formulación, desistiendo debido al alto precio con que fue tasada. E:j por ello que empezó a asignar recursos al desarrollo de una tecnología propia para la elaboración de películas cubrientes.
De esta manera en los laboratorios de la compañía Hércules, se desarrolló el producto denominado Hercofrut TP , que actualmente se encuentra en el mercado y que es recomendado para el recubrimiento de tomate y pepino. Este producto se vende casi exclusivamente en el Valle de Culiacán, Sinaloa a través de distribuidores particulares. El volumen actual de producción es pequeño, ya que las ventas ascienden a 50 mlil pesos al mes.
QUíMICA HOECHST
Alamo-brook fue desarrollada en nuestro país y desde 1988 Química Hoechst de México es propietaria de la patente del producto. Según el fabricante, todos los componentes de la cera están registrados ante la Administración de Alimentos y Drogas (FDA) de los Estados Unidos.
La cera Alamo-brook es un producto que se encuentra disponible en el mercado nacional desde aproximadamente 23 años. E s una cera de consistencia semisólida formulada a base de ceras minerales y cera polietilénica, que contiene además aceite mineral, un humectante y un agente microbiano. Su presentación es en cubetas de 19 litros y’ su precio oscila alrededor de los $200.00 pesos por cubeta (1994). Se recomienda para el encerado de chiles, pepino y tomates con los siguientes rendimientos: 19 litros de Alamo-brook alcanzan para encerar 90 toneladas de chiles, 87.5 toneladas de pepino y 140 toneladas de tomates; se aplica en caliente a 60 “C por aspersión sobre los frutos (Folleto de Información Técnica). Anteriormente la compañía Hoechst, tuvo en el mercado e l producto denominado Lustrafrut, para el mercado de cítricos. Se desconoce en qué aPlos estuvo a la venta y por qué desapareció del mercado nacional.
The BROGDEX COMPANY
Dentro del campo de producción de películas cubrientes comestibles encontramos, como uno de los competidores dominantes del mercado a The Brogdex Company “Productos de calidad desde 7922”, compañía de origen estadounidense, con matriz en Pomona California.
Actualmente en Montemorelos, Nuevo León, la mayoría de las empacadoras de la región utilizan un producto elaborado por la compañía Brogdex, de la cual es distribuidor exclusivo en México el Sr. José G. Treviño Parás. El producto se denomina CERA 701, y es del tipo de emulsión acuosa; este producto se utiliza en Montemorelos y demás localidades empacadoras desde 1989. Brogdex es una de las 15 empresas norteamericanas que fabrican recubrimientos para frutos y hortalizas. Además de la cera 701, fabrica películas cubrientes para frutas como el mango, el melón y algunas hortalizas.
AGRI-TECH
Otra compañía importante en el mercado de los recubrimientos es Agri-Tech, lnc. Fruit & Vegetable Packinghouse Equipment, con aplicaciones específicas en diversos frutos y vegetales, con los productos listados a continuación:
MUJA / RMJ 7
Formulación de Recubrimie.ntos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño 111
AGRI-TECH Wax Descripción: Fresh-coat 200 y Fresh-coat 214, cera base agua, contiene Morfalina y shellac, retarda la pérdida de humedad y reduce el encogimiento por pérdida de peso, durante el periodo de comercialización.
Uso: Aplicación en manzanas, peras y ciruelas, el método recomendado de aplicación es aspersión sobre una cama de rodillos, a razón de 1 galtjn de recubrimiento por cada 250 medidas de manzana.
Fresh-coat 71 1 Aplicado en vegetales y frutos suaves (mango), el métoldo recomendado de aplicación es aspersión sobre cama de rodillos.
Fresh-coat 241 HL Cera base agua/shellac, contiene más sólidos que el recubrimiento fresh-coat 214, se aplica en manzanas, cítricos y otros frutos frescos por aspersión a razón de 1 galón por cada 5000- 1 O000 lb de fruto, dependiendo del tamaño del fruto.
PENNWALT Las ceras que produce esta compañía son aplicadas principalmente en Tecomán, donde existe la idea generalizada que son las mejores para el recubrimiento de limones. Su aplicación está basada en que proporciona mejor brillo y conserva mejor las características sensoriales de los frutos. Sin embargo, las ceras Pennwalt incrementan los costos de empaque debido a su alto precio.
Demanda.
El consumo de películas cubrientes ha crecido muy poco en aproximadamente 25 años. Durante el periodo comprendido entre los años de 1973 y 1975, el consumo anual de estos productos fue de 200,000 litros y actualmente se consumen aproximadamente 300,000 litros anuales de películas cubrientes (CONAZA).
Los frutos donde mayor aplicación tienen las películas cubrientes son los cítricos, pues estos responden de manera favorable a la aplicación de una película cubriente en la superficie. Comparado con otros países productores de cítricos, México consume una baja cantidad de ceras para estos frutos, entre 1300 y 1500 tambores (de 200 litros) por año. En comparación, vemos que en España se consumen 10 O00 tambores; en Marruecos y Cuba, 4 O00 y en Estados Unidos entre 25 O00 y 30000 tambores anualmente.
La demanda de películas es baja debido a que son pocos los productos que se enceran en el país; en primer lugar los cítricos; en segundo lugar tomates; y después en menores cantidades, pepino, chile, melón, aguacate, guayaba y manzana; observándose que la mayoría de los productos encerados son frutos de exportación, destacando los dos primeros.
MVJA / RMJ 8
Formulación de Recubrirnientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño 111
Debido a esta baja demanda, la compañía transnacional Pennwalt cerró la división DECCO, fabricante de películas cubrientes para tomate, pepino, chile, durazno, manzana, melón Y cítricos (CONAZA).
4. Capacidad y ubicación de la planta
Dentro del diseño de plantas, los conceptos de capacidad y ubicación son de suma importancia por lo que para los términos de este trabajo se presentan los siguientes análisis y resultados para los apartados mencionados.
4.1 Capacidad
Existen diferentes métodos para estimar la capacidad de una planta industrial, dependiendo estos del tipo de restricciones que se presentan en cuanto a los factores que influyen en la determinación de la misma, esto es, la capacidad puede o no ser cautiva en función del fin o aplicación del producto o productos finales de la planta.
Basándose en los datos obtenidos del Anuario Estadístico Agropecuario; 118,567 toneladas (para 1998) del artículo a recubrir, fueron destinadas al mercado internacional, y tomando como base de aplicación de la película cubriente 3.875 Its. (1 gal6n) por cada 250 artículos a recubrir (piezas), de esta forma el cálculo de la capacidad de la planta esta dado por la ecuación i:
59584(::!) * ( 1 O00 -) kg * [ 1000 lkgj g * [ 1 9 3 9 ) pieza * (~ 3.875L ~ ~ ~ ~~~~~~~~~~ Ernulsión . L 1 Ton
... i 1 O00 pieza año
Donde se toma como referencias que se utiliza 3.875 Its de emulsión (película cubriente) por cada 250 piezas a recubrir con peso promedio de 90.73 g. (Apéndice A sección 1 ) .
Teniendo así el cálculo para determinar la capacidad de la planta con un resultado de 2 500 O00 litros de película cubriente comestible en base anlual, resultado aproximado por la fluctuación del tonelaje exportado y por la creciente demanda del producto.
4.2 Ubicación
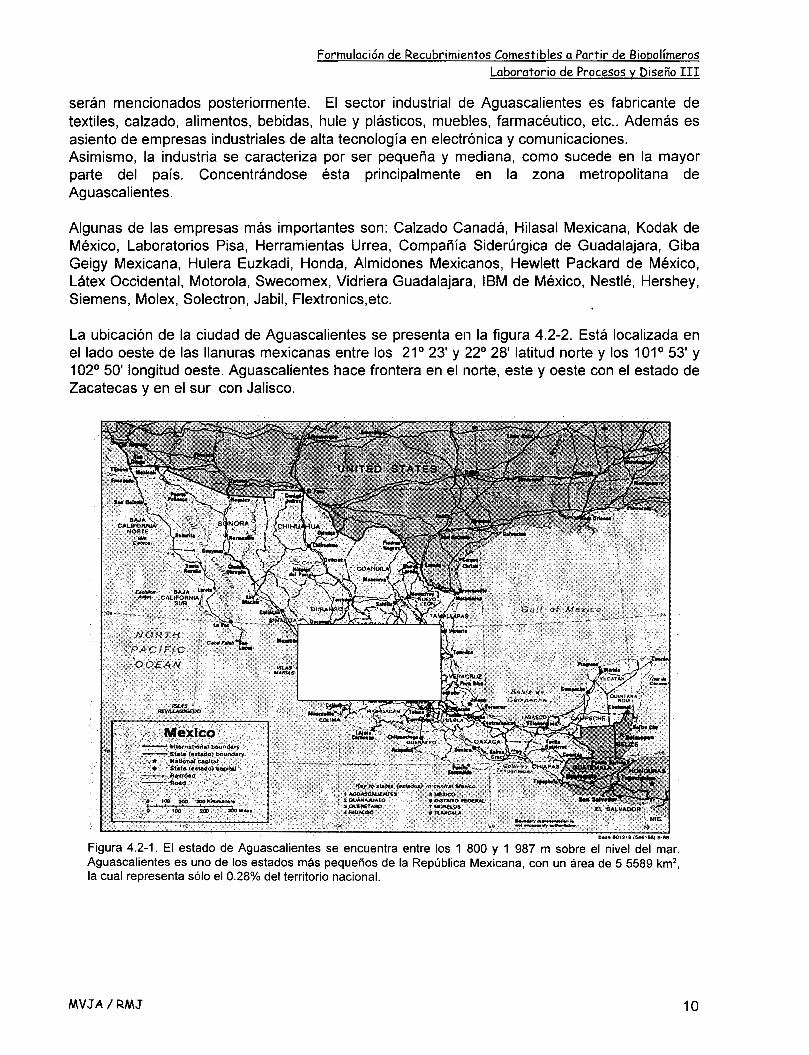
De acuerdo a los datos de mercado presentados, la ubicacitjn de la planta se sitúa en el estado de Aguascalientes, localizada en este punto por ser lo1 que se conoce como un punto estratégico en la producción y distribución de películas cubrientes para frutos de exportación en fresco, dado que para la aplicación específica del producto, las zonas de demanda están distribuidas tanto en la zona del pacífico como en la costa del Golfo de México, siendo entonces requisito cubrir el territorio mencionado al menor costo y en tiempos similares casi a cualquier destino. En la Figura 4.2-1 se presenta la ubicación del estado de Aguascalientes en la República Mexicana.
En el estado de Aguascalientes, la ciudad de Aguascalientes presenta grandes ventajas para la ubicación de una planta industrial ya que dicha ciudad posee uno de los parques industriales más importantes del país. Lo cual representa disponibilidad en infraestructura y servicio que
M V J A / R M J 9
Formulación de Recubrimientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño I11
serán mencionados posteriormente. El sector industrial de Aguascalientes es fabricante de textiles, calzado, alimentos, bebidas, hule y plásticos, muebles, farmacéutico, etc.. Además es asiento de empresas industriales de alta tecnología en electrónica y comunicaciones. Asimismo, la industria se caracteriza por ser pequeña y mediana, como sucede en la mayor parte del país. Concentrándose ésta principalmente en la zona metropolitana de Aguascalientes.
Algunas de las empresas más importantes son: Calzado Canadá, Hilasal Mexicana, Kodak de México, Laboratorios Pisa, Herramientas Urrea, Compañía Siderúrgica de Guadalajara, Giba Geigy Mexicana, Hulera Euzkadi, Honda, Almidones Mexicanos, Hewlett Packard de México, Látex Occidental, Motorola, Swecomex, Vidriera Guadalajara, IBM de México, Nestle, Hershey, Siemens, Molex, Solectron, Jabil, Flextronics,etc.
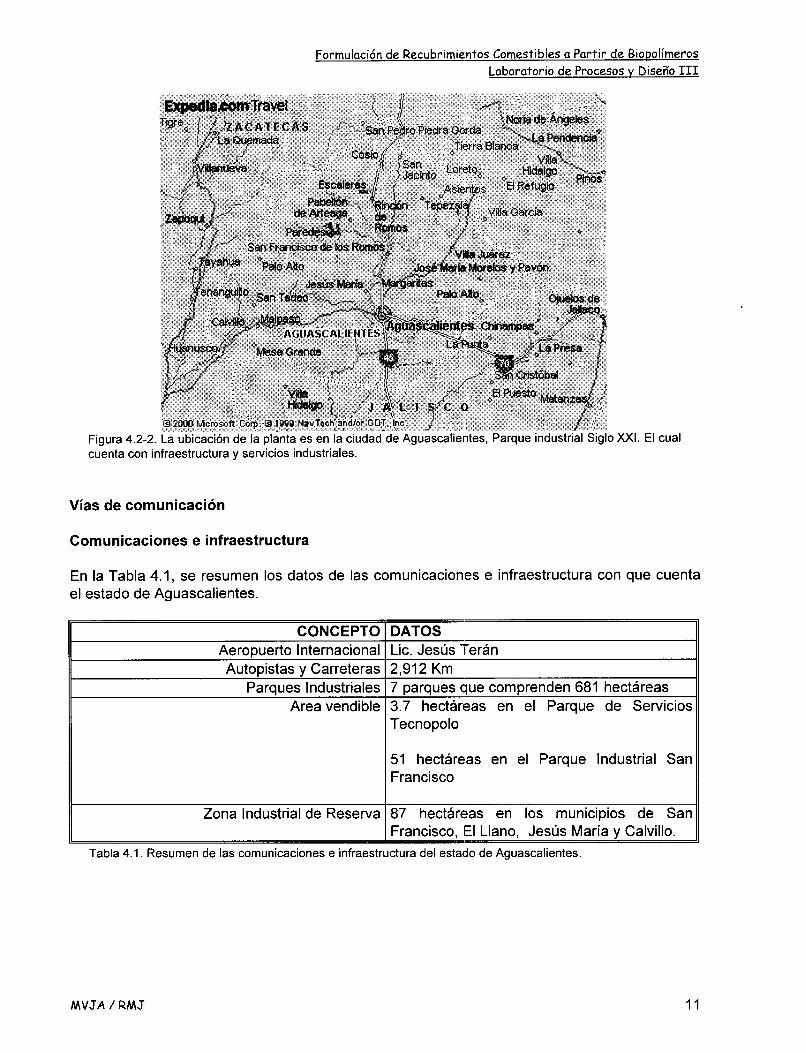
La ubicación de la ciudad de Aguascalientes se presenta en la figura 4.2-2. Está localizada en el lado oeste de las llanuras mexicanas entre los 21' 23' y 22' 28' latitud norte y los 101' 53' y 102' 50' longitud oeste. Aguascalientes hace frontera en el norte, este y oeste con el estado de Zacatecas y en el sur con Jalisco.
Figura 4.2-1. El estado de Aguascalientes se encuentra entre los 1 800 y 1 987 m sobre el nivel del mar. Aguascalientes es uno de los estados más pequeños de la República Mexicana, con un área de 5 5589 km2, la cual representa sólo el 0.28% del territorio nacional.
MUJA 1 RMJ 10
Formulación de Recubrirnientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño I11
Figura 4.2-2. cuenta con infraestructura y servicios industriales.
XXI. El cual
Vías de comunicación
Comunicaciones e infraestructura
En la Tabla 4.1, se resumen los datos de las comunicaciones e infraestructura con que cuenta el estado de Aguascalientes.
CONCEPTO DATOS Aeropuerto Internacional Lic. Jesús Terán Autopistas y Carreteras 2,912 Km
Parques Industriales 7 parques clue comprenden 681 hectáreas Area vendible 3.7 hectáreas en el Parque de Servicios
Tecnopolo
51 hectáreas en el Parque Industrial San Francisco
Zona Industrial de Reserva 87 hectáreas en los municipios de San Francisco, IEl Llano, Jesús María y Calvillo.
Tabla 4.1. Resumen de las comunicaciones e infraestructura del estado de Aguascalientes.
MUJA / RMJ 11
Formulación de Recubrimientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño I11
5. Experimentación
5.1 Metodología y Diseño experimental
Metodología
Emulsiones
Las emulsiones son uno de los productos industriales que han incrementado su volumen de manera estrepitosa en los recientes años. Las emulsiones en la industria alimenticia se sitúan probablemente en la cima de la lista, seguidas por su uso en cosméticos. Los sistemas de emulsiones son utilizados extensivamente en diferentes industrias tales como la farmacéutica, agtoquímica, pinturas, detergente, petrolera y otras.
Las emulsiones son una clase de sistema disperso hecho de dos líquidos inmiscibles, uno es la fase dispersa y el segundo el medio de dispersión. Los dos tipos más comunes de emulsión son aceite/agua (o/w, por sus siglas en inglés) y agualaceite (w/o, por sus siglas en inglés). Sin embargo, dispersiones de aceites polares (ej. Etilenglicol) en un hidrocarburo no polar, genera una emulsión aceite/aceite (o/o, por sus siglas en inglés). En resumen, diferentes combinaciones (w/o/w , o/w/o) pueden encontrar diversos usos. Aparte de esto, para dispersar un líquido dentro de otro, siendo estos inmiscibles, generalmente se hace necesario introducir un tercer componente, el cual sea capaz de absorberse en la interface entre las dos fases líquidas y ayudando en el proceso de emulsificación y estabiliza la emulsión formada (Gaden, 1990). Existen cuatro grandes grupos de emulsificantes a nombrar:
0 Surfactantes 0 Macromoléculas 0 Partículas finas 0 Electrolitos simples
Estabilidad de las emulsiones
En general, es necesario utilizar dos o más emulsificantes para producir una emulsión estable.
Termodinámicamente las emulsiones son sistemas inestables. Finalmente lo esperado es que la emulsión se rompa, ¡.e. la separación en dos líquidos debido a la baja energía libre de estabilidad. En muchas emulsiones se logra tener estabilidad por periodos más prolongados de tiempo utilizando los surfactantes mencionados con anterioridad, sin embargo existen algunos otros factores involucrados en la estabilidad de una emulsión tales como contaminantes, espesamiento, o como en el caso de la manufactura de algunos productos lácteos (mantequilla, queso, etc.) la forma de las emulsiones cambia de o/w a w/o“ , a este efecto se le reconoce por “Emulsión reversible” (Gaden, 1990). Dos tipos de estabilidad son asociados comúnmente con una emulsión:
l a La identificación de las emulsiones se maneja por sus siglas en inglés para respetar la
nomenclatura encontrada en la literatura y no incurrir en faltas alterando esta.
M V J A / R M J 12
Formulación de Recubrimientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos Y Diseño 111
Floculación, es una agregación reversible de las gotas en la fase dispersa y una eventual separación por un campo gravitacional. Coalescencia, fusión irreversible de gotas que reducen el área interfacial, disminuyendo así la energía libre del sistema. Entonces la emulsión se separa en aglomerados discretos de fases.
Para la determinación de la estabilidad de una emulsión es necesario conocer el tamaño de partícula que tiene esta, la cinética de coalescencia de las gotas en una emulsión se puede obtener a partir de la disminución del número de gotas por unidad de volumen de la muestra (N) con respecto al tiempo. El número de gotas de cualquier tiempo (N,) se relaciona con el número original (N,,) por la ecuación:
l nN, = lnN, -Ct ........... .5.1
donde C es la tasa de coalescencia y N, está dado por:
60*101* Nt = ~~~~~~
D3,2 (t) ............ ..... 5.2
0 : se define como fracción de volumen del aceite. En nuestro caso 0 = 0.175
(D3.2): Diámetro promedio del volumen , superior a un tiempo t.
El mecanismo para determinar la tasa de coalescencia es:
Obtener medidas del volumen medio de superficie (D3.2) a diferentes tiempos, estos valores se obtuvieron con el analizador de tamaño de partícula descrito anteriormente. Dibujar la gráfica de In N, vs t. Calcular la pendiente de la recta obtenida en la gráfica anterior, este valor es la tasa de coalescencia.
Preparación de la emulsión
La preparación de una emulsión es una secuencia relativamente sencilla, sin embargo es necesario tener control sobre las variables del proceso. Es decir, controlar la temperatura de adición de las diferentes fases que forman la emulsión, en este caso la adición de la fase oleosa a la fase acuosa. Además, la velocidad de homogeneizado es un factor de relevante importancia, porque esta operación determina la formación de la emulsión, con la fase dispersa y la continua completamente integradas y con el menor tamaño de partícula.
La formulación de las emulsiones propuestas está basada en las propiedades de los componentes, ¡.e. tomando en cuenta las propiedades de la goma de mezquite de formación de película, así como la propiedad de barrera a la humedad de la cera de candelilla, que actúa como la fase dispersa en la emulsión, y complementada con conservadores ya que los recubrirnientos desarrollados son de origen natural y por lo tanto perecederos en el tiempo, cabe mencionar que la estabilidad y buen estado de las emulsiones con características similares es de aproximadamente dos años en barriles cerrados y condiciones controladas de
MVJA / RMJ 13
Formulación de Recubrimientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño 111
clima (Tue S.A., 1999). E L aceite mineral o vegetal, es uno más de los componentes y su utilidad radica en la plasticidad que infiere a la película formada al evaporarse el exceso de humedad de la emulsión.
La metodología de preparación de las emulsiones propuestas se puede representar por el siguiente procedimiento, tal metodología es la utilizada a escala de laboratorio por Io que difiere en algunos aspectos del proceso industrial presentado posteriormente.
El primer paso a realizar en la preparación de una emulsión es determinar la composición de la misma, se calculan las cantidades en peso de cada componente así por ejemplo para preparar una emulsión con 10% (p/p) de goma de mezquite, se dice para 250 ml, volumen de prueba en el laboratorio, por la cantidad que se usa para recubrir los frutos y la destinada a la caracterización de la emulsión, es necesario pesar 25 g de goma e igualmente'para los demás componentes, como la cera de candelilla y el aceite mineral o vegetal según sea la formulación a preparar, de esta manera se prosigue a preparar las fases; acuosa y oleosa que conforman la emulsión.
Se prepara una solución acuosa (Fase acuosa) a diferentes porcentajes (p/p) de goma de mezquite, para las diferentes emulsiones a producir; la composición de la emulsión a la cual condujo este experimento se presenta en la sección de resultados (sección 5.), esta etapa se conoce como hidratación de la goma, ya que esta última tiene presentación de polvo fino y seco, en esta solución se agrega el conservador, Benzoato de Sodio al 1 % (PIP), en el caso que se requiera, al término de esta operación se incrementa a la temperatura de la solución por calentamiento directo hasta alcanzar la temperatura de fusión de la cera de candelilla, aproximadamente 69.7 "C, siendo este el primer control de temperatura, para garantizar la homogeneización de la emulsión al adicionar la fase oleosa. De manera paralela se prepara la mezcla de aceite mineral o vegetal con cera de candelilla (fase oleosa) aplicando calor para la integración completa de esta mezcla; es aquí donde se requiere el segundo control de temperatura ya que la cera de candelilla funde a 69.7 "C y el utilizar un mayor consumo de energía repercute directamente en el costo del producto.
AI término de estas dos operaciones se procede a agregar la fase oleosa por goteo a la fase acuosa, que para este momento se hornogeneiza con un equipo Silverson L4R (especificaciones, Apéndice C) manteniendo la temperatura de ambas fases mediante calentamiento directo en parrilla para la fase oleosa y por baño de enfriamiento en la fase acuosa ya que al incorporar ambas fases se incrementa la temperatura en un rango de 20" C de la temperatura de adición. Después de la incorporacibn completa de la fase oleosa se hornogeneiza por un periodo de 5 minutos a 6400 rpm, velocidad calculada como óptima para reducir el tamaño de partícula. Como última operación se enfría la emulsión elaborada a temperatura ambiente para su posterior caracterización. Concluyendo de esta forma la elaboración general de emulsiones.
Diseño experimental
Parte importante del trabajo de formular una recubrimiento comestible, reside en el diseño de experimentos que se prevé para la toma de decisiones en cuanto se refiere a los factores, condiciones o características que representan la eficiencia del recubrimiento., como es el
MVJA / RMJ 14
Formulación de Recubrimientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño I11
espesor de película, las propiedades de barrera al vapor de agua y otras mencionadas en el cuerpo del texto.
En este sentido se presenta un análisis estadístico, que lleva de manera sistemática y justificada la comparación de los diferentes recubrimientos aplicados y sus características con el comportamiento y características de dos recubrimientos de manejo comercial; facilitando la tarea de descartar las películas que no cumplen al menos con el comportamiento de los llamados recubrimientos comerciales. Es de esta forma como se presentan los resultados obtenidos mediante software de aplicación estadística como son "STATGRAPHICS plus" y "STATISTICA', los cuales sirven en esta ocasión como herramientas de análisis y discriminación de las emulsiones propuestas de baja eficiencia.
Los resultados de esta etapa se presentan con el formato que la paquetería antes mencionada proporciona, siendo editados algunos de estos formatos para su presentación en texto. El tratamiento estadístico, así como los resultados obtenidos se presentan en el apéndice C.
Determinación del espesor de película formado.
Diseño Completamente al Azar (DCA) (Montgomery, 1999)
Definición: Diseño experimental donde las emulsiones propuestas (tratamiento o modalidad que se quiere comparar) se asigna de manera aleatoria a las unidades experimentales, en este caso una superficie plástica, que fungió como probeta.
Para aplicar este diseño de experimento se requiere existan condiciones homogéneas y el modelo es:
Yij = p + Ti + Eij .5.3
donde Y, :es la variable respuesta (espesor de la película). p : es la media general. T~ : es el efecto del i-ésimo tratamiento (recubrimiento).
cij : es el error experimental. i = 1 2, 3, ..., 1 1 emulsiones propuestas. j = 1 , 2, 3, 4 repeticiones de cada medición.
Con el modelo de medias, Y.. =pi +Eij
'J . . .5.4
donde, pi = p + Ti . . .5.5 La hipótesis de interés, esto es lo que se quiere comparar es: Ho: Pl = p2 = P3 = ,,, = Pll
H, : no se cumple Ho La regla de decisión para rechazar la hipótesis nula Ho es, tomando en cuenta un nivel de significancia a = 0.05 (confiabilidad del 95%), se compara este valor con la salida de
vs .
MWJA 1 RMJ 15
Formulación de Recubrirnientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos Y Diseño 111
computadora del paquete estadístico llamado p-value, si el valor a es mayor que el de p-value , entonces se rechaza la hipótesis nula y se sabe que , con un 95% de confiabilidad las medias de los espesores de películas formados son diferentes en al menos la cantidad de dos tratamientos. La mejor formulación será aquella que cumpla con el objetivo, es decir, aquella emulsión que tenga la capacidad de disminuir la pérdida fisiológica y la tasa de respiración del fruto seleccionado.
Etapa 1 (primera selección)
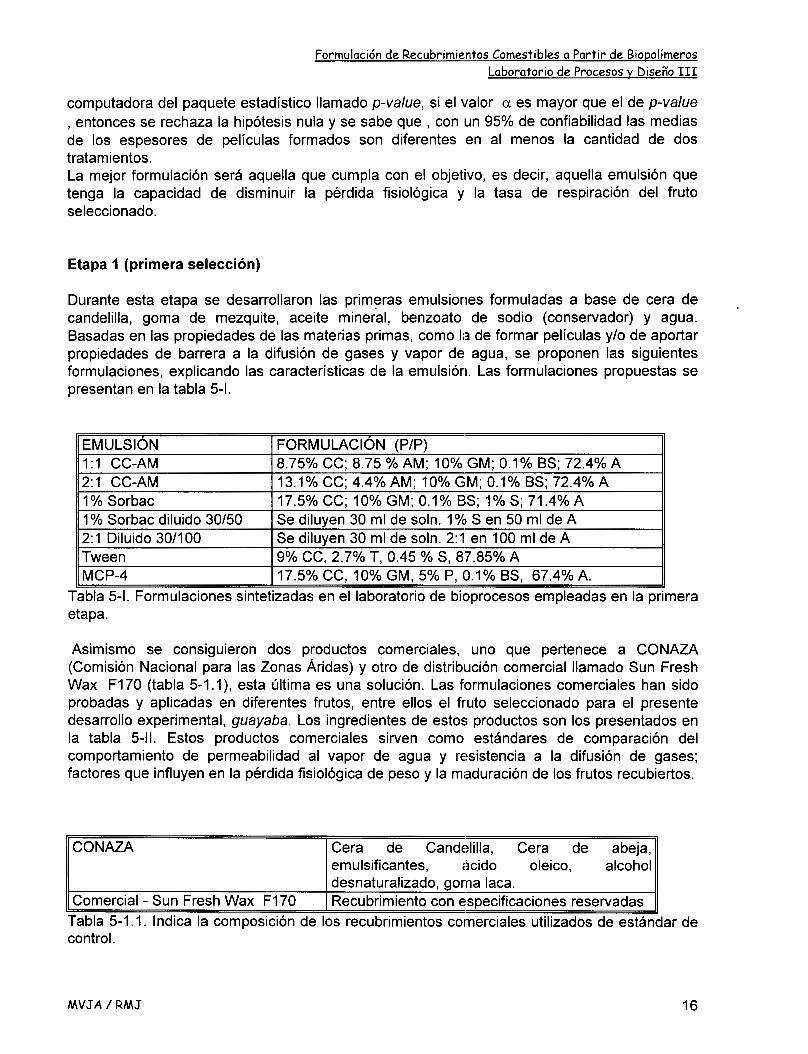
Durante esta etapa se desarrollaron las primeras emulsiorles formuladas a base de cera de candelilla, goma de mezquite, aceite mineial, benzoato de sodio (conservador) y agua. Basadas en las propiedades de las materias primas, como la de formar películas y/o de aportar propiedades de barrera a la difusión de gases y vapor de agua, se proponen las siguientes formulaciones, explicando las características de la emulsión. Las formulaciones propuestas se presentan en la tabla 5-1.
E M U L S I ~ N FORMULACI~N (PIP) 1 :I CC-AM
13.1% CC; 4.4% AM; 10% E M ; 0.1% BS; 72.4% A 211 CC-AM 0.75% CC; 0.75 % AM; 10% GM; O. 1 % BS; 72.4% A
1% Sorbac
9% CC, 2.7% T, 0.45 % S, 07.05% A Tween Se diluyen 30 m1 de soln. 2:l en 100 m1 de A 2:l Diluido 30/100 Se diluyen 30 m1 de soln. 1 ?4, S en 50 m1 de A 1 % Sorbac diluido 30/50 17.5% CC; 10% GM; 0.1% ES; 1% S; 71.4% A
MCP-4 17.5% CC, 10% GM, 5% P, 0.1Yo BS, 67.4% A. Tabla 5-1. Formulaciones sintetizadas en el laboratorio de bioprocesos empleadas en la primera etapa.
Asimismo se consiguieron dos productos comerciales, uno que pertenece a CONAZA (Comisión Nacional para las Zonas Áridas) y otro de distribución comercial llamado Sun Fresh Wax F170 (tabla 5-1 . I ) , esta última es una solución. Las flormutaciones comerciales han sido probadas y aplicadas en diferentes frutos, entre ellos el fruto seleccionado para el presente desarrollo experimental, guayaba. Los ingredientes de estos productos son los presentados en la tabla 5-11. Estos productos comerciales sirven como estándares de comparación del comportamiento de permeabilidad al vapor de agua y resistencia a la difusión de gases; factores que influyen en la pérdida fisiológica de peso y la maduración de los frutos recubiertos.
CONAZA Cera de C a n d e e
Comercial - Sun Fresh Wax F170 Recubrimiento con especificaciones reservadas Tabla 5-1.1. Indica la composición de los recubrimientos comerciales utilizados de estándar de control.
emulsificantes, 6cido oleico, alcohol desnaturalizado, goma laca.
MVJA / RMJ 16
Formulación de Recubrimientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño I11
Todas las formulaciones propuestas, bien sean formulaciones previamente preparadas o las desarrolladas para el presente trabajo experimental, fueron aplicadas en frutos de guayaba. Durante el tiempo que duró esta primera etapa, se registró l a pérdida fisiológica de peso (PFP). El desarrollo experimental de la primera etapa fue el siguiente:
1 . Lavado y secado al ambiente, de los frutos a tratar. 2. Aplicar cada formulación en sólo un fruto. Además de los frutos tratados, son importantes
los testigos. El testigo es un fruto que no ha sido tratado con ninguna formulación y que funciona como referencia para valorar la pérdida fisiológica de peso en los frutos tratados. En esta parte se utilizaron dos testigos, uno a temperatura ambiente y el otro sometido a refrigeración (TPROM=~ "C), ambos sin recubrimiento. La aplicación de las formulaciones fue en dos condiciones: una en frutos verdes y la
*otra en frutos maduros; procurando que cada condición en la que se aplicó, presente homogeneidad de tamaño, procedencia y grado de maduración.
, anotando las características de la cáscara del fruto.
, presentan grado avanzado de deterioro.
3. Monitorear la pérdida fisiológica de peso en intervalos de tiempo regulares (cada 24 horas)
4. La experimentación concluye cuando aproximadamente más del 50% de los frutos tratados
Con los resultados obtenidos de este monitoreo, se dibuja la gráfica de YO de pérdida de peso, para analizar esta última en función del tiempo. A partir de este análisis se realiza una selección de las formulaciones que poseen un menor grado de PFP y conservaron en mejor estado la integridad de los frutos.
Segunda etapa (selección final)
Las formulaciones seleccionadas en la primera etapa y las nuevas formulaciones que se han generado, son aplicadas en nuevos frutos con la finalidad de validar los resultados obtenidos previamente. El desarrollo experimental empleado para la segunda etapa se describe a continuación:
Se emplea un procedimiento similar al descrito en la primera etapa, sólo con algunas modificaciones, para que los resultados del monitoreo sean apropiados para someterlos a un análisis estadístico, que concluya con la obtención de comparaciones con niveles de confiabilidad del 95%, ¡.e. la validación del comportamienta de cada emulsión respecto de la PFP, relacionado con la tendencia de los productos comerciales En esta etapa se somete a tratamiento dos frutos a temperatura ambiente y uno en refrigeración (TpROM = 10°C). Los resultados de esta etapa son los datos que se emplean para el análisis estadístico (Apéndice C) y basándose en los resultados del análisis complementados con los resultados del espesor de película formado, se seleccionan las formulaciones de mejor comportamiento. Para valorar las características de barrera, cada formulación empleada en esta parte se aplicaron en probeta, es decir, en un material plano no poroso, de tal forma que puedan desprenderse para medir el espesor de la película formada. La aplicación de los recubrimientos se realiza con la ayuda de una brocha; ya que simula el tipo de proceso que se realiza en la industria, de aplicación de los recubrirnientos por una cama cle rodillos de cerdas. Se deja deshidratar las probetas de las emulsiones por un período de 24 horas a 20 "C. Una vez transcurrido este lapso, se toman 4 muestras aleatorias de cada película y se mide su espesor con un micrómetro Mitutoyo & Co (Apéndice B).
M V J A / R M J 17
Formulación de Recubrimientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño 111
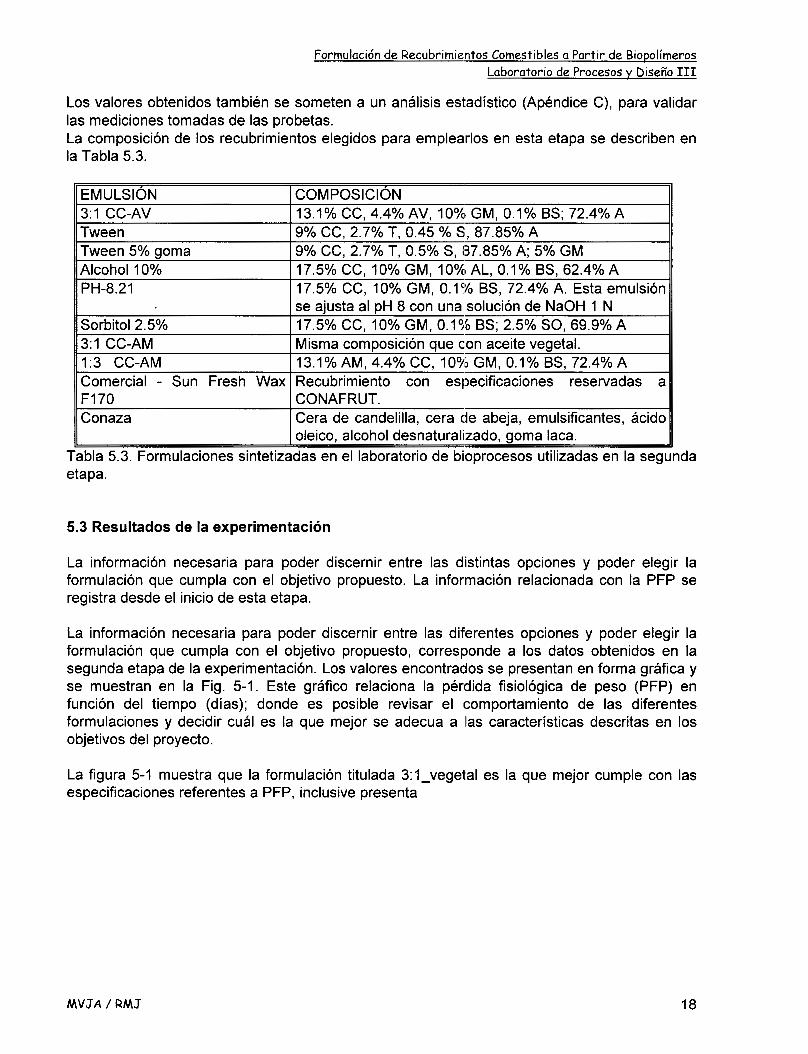
Los valores obtenidos también se someten a un análisis estadístico (Apéndice C), para validar las mediciones tomadas de las probetas. La composición de los recubrimientos elegidos para emplearlos en esta etapa se describen en la Tabla 5.3.
EMULSION I COMPOSICION I I 311 CC-AV 13.1% CC, 4.4% AV, 10?4 GM, 0.1% BS; 72.4% A Tween
17.5% CC, 10% GM, 10% AL, 0.1% BS, 62.4% A Alcohol 10% 9% CC, 2.7% TI 0.5% S, 87.85% A ; 5% G M Tween 5% goma 9% CC, 2.7% T, 0.45 % SI, 87.85% A
PH-8.21 17.5% CC, 10% GM, 0.1 c% BS, 72.4% A. Esta emulsión se ajusta al pH 8 con una solución de NaOH 1 N
Sorbitol 2.5% 17.5% CC, 10% GM, 0.1% BS; 2.5% SO, 69.9% A 311 CC-AM
13.1% AM, 4.4% CC. 10% GM. 0.1% BS. 72.4% A 1 13 CC-AM Misma composición que con aceite vegetal.
Comercial - Sun Fresh Wax
Cera de candelilla, Conaza CONAFRUT. F170 Recubrimiento con
oleico, alcohol Tabla 5.3. Formulaciones sintetizadas en el laboratorio de bioprocesos utilizadas en la segunda etapa.
5.3 Resultados de la experimentación
La información necesaria para poder discernir entre las distintas opciones y poder elegir la formulación que cumpla con el objetivo propuesto. La información relacionada con la PFP se registra desde el inicio de esta etapa.
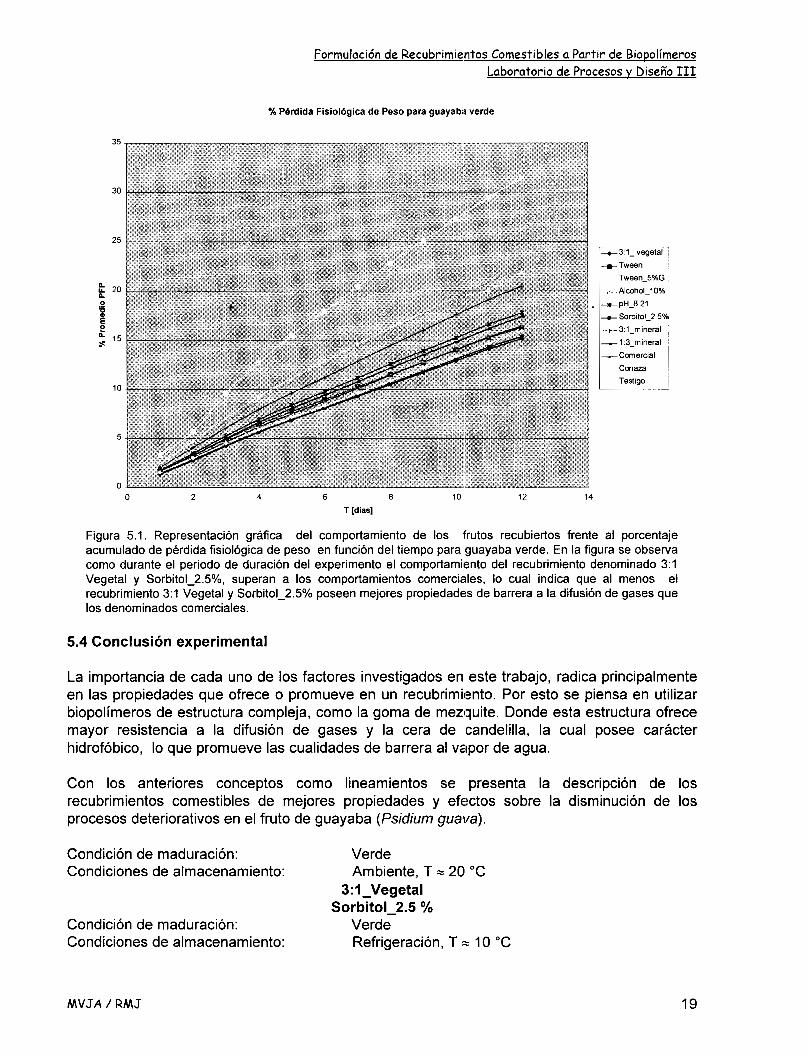
La información necesaria para poder discernir entre las diferentes opciones y poder elegir la formulación que cumpla con el objetivo propuesto, corresponde a los datos obtenidos en la segunda etapa de la experimentación. Los valores encontrados se presentan en forma gráfica y se muestran en la Fig. 5-1. Este gráfico relaciona la pérdida fisiológica de peso (PFP) en función del tiempo (días); donde es posible revisar el comportamiento de las diferentes formulaciones y decidir cuál es la que mejor se adecua a las características descritas en los objetivos del proyecto.
La figura 5-1 muestra que la formulación titulada 3:l-vegetal es la que mejor cumple con las especificaciones referentes a PFP, inclusive presenta
M V J A / R M J 18
35
30
25
20 O p E 2 a 15 z
10
5
O
Formulación de Recubrimientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño 111
% Perdida Fisiol6gica de Peso para guayaba verde
"Tween
Tween_5%G
Alcohol-10%
+pH-8.21
O 2 4 6 8 10 12 14
T [dias]
Figura 5.1. Representación gráfica del comportamiento de los frutos recubiertos frente al porcentaje acumulado de pérdida fisiológica de peso en función del tiempo para guayaba verde. En la figura se observa como durante el periodo de duración del experimento el comportamiento del recubrimiento denominado 3 : l Vegetal y Sorbitol-2.5%, superan a los comportamientos comerciales, lo cual indica que al menos el recubrimiento 3 : l Vegetal y Sorbitol-2.5% poseen mejores propiedades de barrera a la difusión de gases que los denominados comerciales.
5.4 Conclusión experimental
La importancia de cada uno de los factores investigados en este trabajo, radica principalmente en las propiedades que ofrece o promueve en un recubrimiento. Por esto se piensa en utilizar biopolímeros de estructura compleja, como la goma de mezquite. Donde esta estructura ofrece mayor resistencia a la difusión de gases y la cera de candelilla, la cual posee carácter hidrofóbico, lo que promueve las cualidades de barrera al vapor de agua.
Con los anteriores conceptos como lineamientos se presenta la descripción de los recubrimientos comestibles de mejores propiedades y efectos sobre la disminución de los procesos deteriorativos en el fruto de guayaba (Psidiurn guava).
Condición de maduración: Verde Condiciones de almacenamiento: Ambiente, T = 20 "C
3:l-Vegetal Sorbitol-2.5 %
Condición de maduración: Verde Condiciones de almacenamiento: Refrigeración, T C: 10 "C
MVJA / RMJ 19
Condición de maduración: Condiciones de almacenamiento:
Condición de maduración: Condiciones de almacenamiento:
Formulación de Recubrimientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño I11
Sorbitol-2.5 % pH-821
Madura Ambiente, T = 20 "C Tween
Sorbitol-2.5 %
Madura Refrigeración, T $5 10 "C Tween
Tween-5% G
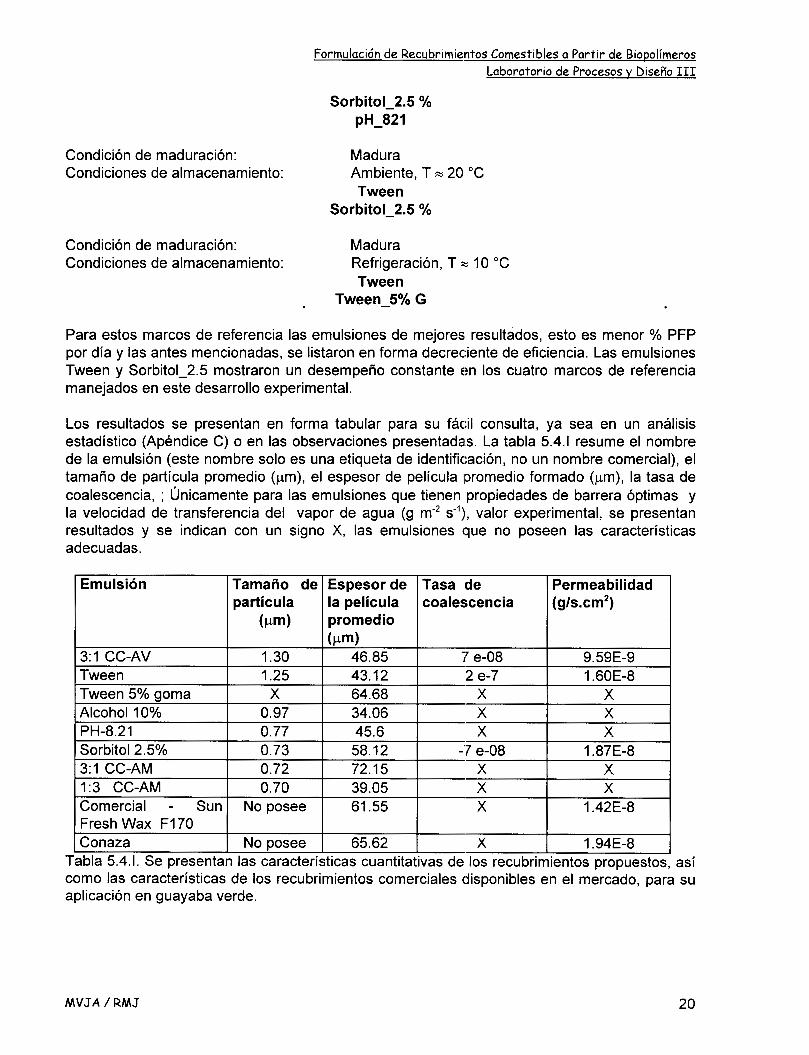
Para estos marcos de referencia las emulsiones de mejores' resultados, esto es menor % PFP por día y las antes mencionadas, se listaron en forma decreciente de eficiencia. Las emulsiones Tween y Sorbitol-2.5 mostraron un desempeño constante en los cuatro marcos de referencia manejados en este desarrollo experimental.
Los resultados se presentan en forma tabular para su fácil consulta, ya sea en un análisis estadístico (Apéndice C) o en las observaciones presentadas. La tabla 5.4.1 resume el nombre de la emulsión (este nombre solo es una etiqueta de identificación, no un nombre comercial), el tamaño de partícula promedio (pm), el espesor de película [promedio formado (pm), la tasa de coalescencia, ; Únicamente para las emulsiones que tienen propiedades de barrera óptimas y la velocidad de transferencia del vapor de agua (g m-2 S"), valor experimental, se presentan resultados y se indican con un signo X, las emulsiones que no poseen las características adecuadas.
Permeabilidad (g/s.cm2)
9.59E-9 1.60E-8
X X X
1.87E-8 X X
1.42E-8 resh Wax F170
Sorbitol 2.5% 0.73 58.12 I .87E-8 311 CC-AM 0.72 72.15 1 13 CC-AM 0.70 39.05 Comercial - Sun No posee 61.55 1.42E-8 Fresh Wax F170
Emulsión Tamaño de Espesor de Tasa de Permeabilidad partícula la película coalescencia (g/s.cm2)
(pm) promedio
3: l CC-AV 1.30 46.85 ;7 e-O8 9.59E-9 Tween 1.25 43.12 2 e-7 1.60E-8 Tween 5% goma X 64.68 X X Alcohol 10% 0.97 34.06 X X PH-8.21 0.77 45.6 X X
- - - -
- - - - -
I I I I
Conaza I No posee I 65.62 X 1.94E-8 Tabla 5.4.1. Se presentan las características cuantitativas de los recubrimientos propuestos, así como las características de los recubrimientos comerciales disponibles en el mercado, para su aplicación en guayaba verde.
M V J A / R M J 20
Formulación de Recubrimientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño 111
6. Ingeniería básica
6.1 Bases de Diseño
A. Generalidades
1 . Función de la Planta.
poscosecha de frutos en fresco. La planta tiene por objeto producir diferentes tipos de recubrimientos para alargar la vida
2. Tipo de Proceso. El recubrimiento se realiza mediante un proceso de emulsificación semicontinuo. La emulsión producida es del tipo o/w (oil/water por sus siglas en inglés).
Etapa acuosa
Las materias primas que conforman la fase acuosa, listadas #en orden alfabético, son:
Agua Benzoato de sodio (conservador al O. 1 %) Goma de mezquite
Las propiedades y características de cada una de las materias primas se describen en el apéndice A.
Para que la goma de mezquite pueda incluirse en el proceso es necesario someterla a un pre- tratamiento de purificación, ya que el estado físico en el que se recibe tiene las siguientes características:
E s un sólido aglomerado en trozos con diferentes dimensiones. Presenta contaminantes tales como iones metales de magnesio, sodio, entre otros.
El pre-tratamiento consiste en hidratar la goma de mezquilte hasta disolverla. La proporción recomendada de goma en agua es una solución al 30% p/p.
La solución de goma pasa a un proceso de secado por aspersión donde se retiran las impurezas, generándose un sólido que tiene el tamaño de partícula apropiado para su uso en la formación de emulsiones. En el desarrollo de películas cubrientes es indispensable controlar el tamaño de partícula de la emulsión, debido a que las propiedades de cada película se modifican de acuerdo al tamaño de partícula. Es así como se concluye el pre-tratamiento de purificación, obteniéndose un lote de goma de mezquite con características de un polvo debido a la distribución del tamaño de partícula que presenta. El proceso de secado se lleva a cabo a las condiciones de presión de 4.5 bar y temperatura del aire Ide secado de 180 k 5 "C y de 80 f 5 "C para la solución de goma, el flujo de aire de secado esl de 600 Nl/h y para la solución de 240150; y este es un proceso que se realiza por lotes dadas las características del equipo de secado utilizado (Apéndice B). Se señala que las condiciones de operación reportadas son las utilizadas a nivel laboratorio, ya que el escalamiento de las variables de proceso como los flujos serán descritos en el diseño posterior de la planta.
M U J A / R M J 21
Formulación de Recubrimientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y biseñ0 111
Con la goma purificada, en un tanque de mezclado, se prepara una solución acuosa al 10% (PIP), conteniendo 0.1% de benzoato de sodio como conservador, calentado esta solución a 70 5 5 "C, ya que la fase oleosa será adicionada a esta temperatura posteriormente.
Etapa oleosa
La fase oleosa, fase que se dispersa en la emulsión, está conformada por cera de Candelilla y aceite vegetal (propiedades y características, Apéndice A). La materia prima para la fase oleosa, se adquiere purificada de los proveedores, ya que a (diferencia de la goma de mezquite, tanto la cera como el aceite vegetal poseen un mercado establecido con estándares de calidad.
El proceso de producción de la fase oleosa, se realiza en un tanque de mezclado, donde se mezcla la cera con el aceite vegetal y se funde a 70 f 1 "C (temperatura de fusión de la cera de candelilla). Quedando preparada la fase oleosa para su adición dosificada a la fase acuosa, descrita anteriormente.
Homogeneizado
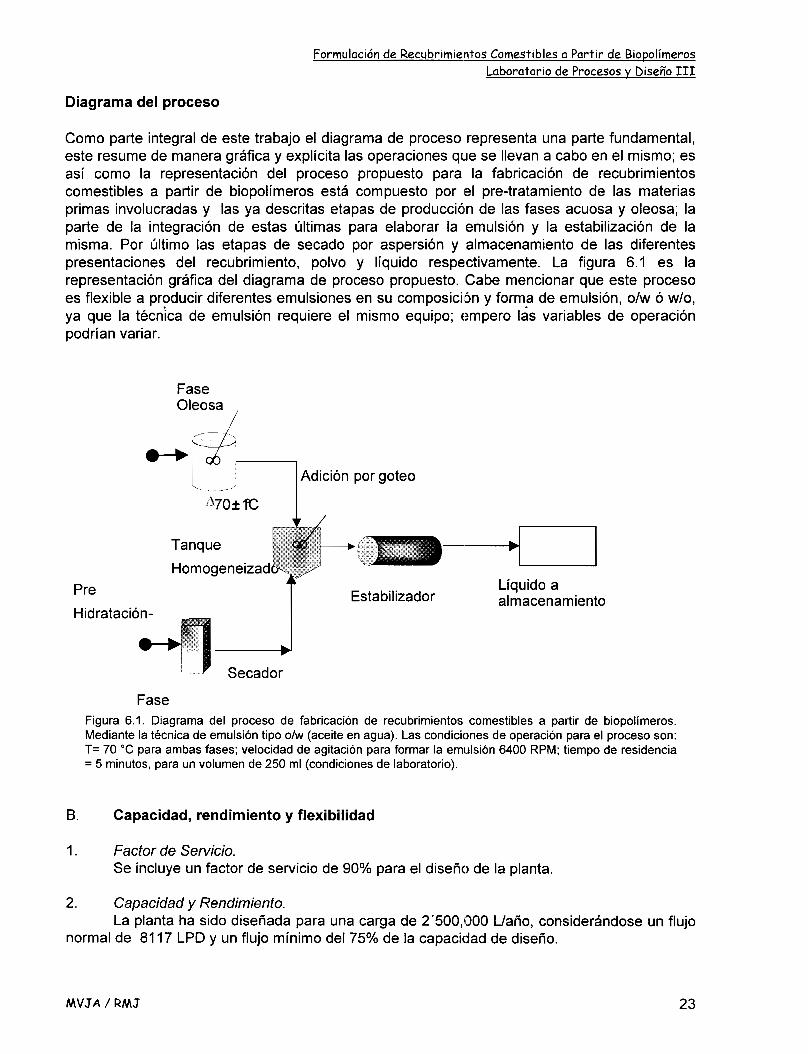
Esta parte del proceso consiste en la integración de la fase oleosa a la fase acuosa, dosificando la primera a razón de 0.35 kg/hr aproximadamente, en un tanque homogeneizador, realizando trabajo de agitación a una velocidad de 6400 rpm durante un tiempo de residencia de 5 minutos a partir de la adición completa de la fase oleosa para un volumen de 250 ml de emulsión, para promover la dispersión de la fase oleosa en la acuosa; los valores de las variables de proceso reportadas son las encontradas en la experimentación realizada a nivel laboratorio, mismas que serán escaladas a la aplicación industrial. Concluyendo el proceso de producción de la emulsión o/w. Esta emulsión continua en la línea de proceso para su estabilización y enfriamiento.
Estabilización
La estabilización de la emulsión producida se realiza en un tanque que permite a la emulsión enfriarse a temperatura ambiente. La permanencia de la elmulsión en el tanque estabilizador será aproximadamente de 0.5 horas. Una vez transcurrido dicho intervalo se podrá someter la emulsión al proceso de envasado.
Envasado
La presentación comercial del recubrimiento es en tambores de 200 litros por cuestiones económicas de la rentabilidad del proyecto. Esta operación se llevará a cabo con un dosificador automático.
M U J A / R M J 22
Formulación de Recubrirnientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño 111
Diagrama del proceso
Como parte integral de este trabajo el diagrama de proceso representa una parte fundamental, este resume de manera gráfica y explícita las operaciones que se llevan a cabo en el mismo; es así como la representación del proceso propuesto para la fabricación de recubrimientos comestibles a partir de biopolímeros está compuesto por el pre-tratamiento de las materias primas involucradas y las ya descritas etapas de produccióin de las fases acuosa y oleosa; la parte de la integración de estas últimas para elaborar la emulsión y la estabilización de la misma. Por último las etapas de secado por aspersión y almacenamiento de las diferentes presentaciones del recubrimiento, polvo y líquido respectivamente. La figura 6.1 es la representación gráfica del diagrama de proceso propuesto. Cabe mencionar que este proceso es flexible a producir diferentes emulsiones en su composicibn y forma de emulsión, o/w ó w/o, ya que la técnica de emulsión requiere el mismo equipo; empero las variables de operación podrían variar.
Fase Oleosa
B. Capacidad, rendimiento y flexibilidad
1. Factor de Servicio. Se incluye un factor de servicio de 90% para el diseño de la planta.
2. Capacidad y Rendimiento.
normal de 81 17 LPD y un flujo mínimo del 75% de la capacidad de diseño. La planta ha sido diseñada para una carga de 2’500,000 Llaño, considerándose un flujo
MUJA / RMJ 23
Formulación de Recubrirnientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño 111
3. Flexibilidad.
facilidad para lograr un paro ordenado. La planta no operará a carga reducida ni por falla elé'ctrica, y de aire, pero deberá tener
4.
C. 1 .
2.
D. 1 .
E.
1 .
Ampliaciones Futuras. No se consideran ampliaciones futuras en el diseño.
Especificaciones de las alimentaciones de proceso Fase Acuosa.. Componente YO Masa Goma de Mezquite 10.00 Benzoato de Sodio' 0.10 Agua 72.40 Fase Oleosa Cera de Candelilla 13.10 Aceite Vegetal 4.40
Total
Especificaciones de los productos Recubrimiento Comestible (Emulsión). Componente
Benzoato de Sodio Agua Cera de Candelilla Aceite Vegetal
Flujo:
Goma de Mezquite
Total
'100.00 8400.00 LPD @ 85 O C y 1 atm.
% Masa 10.00 0.10
72.40 13.10 4.40
100.00 """"""
Flujo: 84
Condiciones de alimentación
Condiciones en Limite de Baterias.
400.00 LPD @ 85 O C y 1 atm
Goma de Mezquite
tanque Carro Amb Amb Sólido Benzoato de Sodio tanque Carro Amb Amb Sólido
Agua Líquido Amb Amb Tubería Cera de candelilla Sólido Amb Amb Carro
tanque Aceite Vegetal Líquido Carro Amb Amb
MVJA / RMJ 24
Formulación de Recubrirnientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos Y Diseño 111
1 I tanque 2. Elementos de Seguridad.
El recibo de las materias primas en límite de baterías estará protegido por válvulas de seguridad en tubería, instaladas por la planta y en los carros tanque será supervisado.
Corrosión atmosférica: Pintura anticorrosiva
F. Condiciones de los productos
Corriente Estado Físico
Recubrimiento Comestible (emulsión)
Líquido Amb /imb -1 Forma de
Z O O L I Tambor
G. Desechos
No se generan desechos ya que los equipos que producen intermediarios fuera de la norma de calidad, sólo recirculan la producción sin descargar al ambiente.
H.
1.
2.
3.
4.-
Servicios auxiliares
Agua para Servicios.
Se dispone de una cantidad ilimitada de agua para servicios y usos sanitarios
Fuente Presión en L.B. Temperatura en L.B.
Red existente atm am b
Agua Potable (proceso).
Red existente para uso industria alimenticia.
Agua contra incendio.
Fuente de suministro Red existente
Se dispone de una cantidad ilimitada para el agua contraincendio.
Presión Temperatura en L.B.
Distribución de Áreas y Equipos.
170 Psig (límite de baterías) amb
MUJA / RMJ 25
a. Área disponible 5.- Alumbrado.
Formulación de Recubrimientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño 111
Existe de manera amplia
a. Tipo de iluminación preferida para : Racks de tuberías y pasillos interiores Fluorescentes Áreas de proceso Fluorescentes S.E. principal y secundarias. Fluorescentes en cuartos de control y en área de
transformadores.
b. Voltaje de operación 220 - 120 volts
C. Control de alumbrado 120 volts
d. Alumbrado de emergencia A través de unidad operada con baterías con 2 lámparas.
6.- Sistema de Tierras.
a. Características del terreno ( lectura ).
Promedio de resistividad en ( OHMS - Metro ) 25
b. Resistencia máxima permisible de la Red de tierras ( en OHMS ). 10
C. Material de la red de tierras. Red principal : cable de cobre semiduro desnudo Cal. No 4/0 AWG, derivaciones :
idem anterior, pero Cal. No 2/0. d. Conectores ( mecánicos o soldables ) Soldables en instalaciones
subterráneas y estructuras metálicas, mecánicos en equipos removibles.
e. Puntas de pararrayos. Sistema Faraday
7.- Misceláneos.
a. Telecomunicaciones.
Sistema Telefónico ( existente ).
Cantidad de Abonados
Cantidad de líneas locales.
- si No
. . . .
Una extensión conectada al conmutador existente.
Cantidad de abonados locales
MVJA / RMJ 26
I .
1.
1
2.
3.
J.
1.
2.
3.
Formulación de Recubrirnientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos Y Diseño I11
Conductor telefónico - si No
Operadora - si No
Selección Automática - si No
Sistema de intercomunicación y voceo. No
b. Aislamiento preferido para los conductores.
- Alta tensión
- Baja tensión
- Control
XLP
THW antillama 90 O
ambiente seco
THW antillama 90 O
ambiente seco
Sistemas de seguridad
Sistema Contra Incendio.
El equipo móvil, portátil, extintores, etc. Es suministrado por la planta.
La red de agua se integrará a la red existente de acuerdo a las normas de NFPA y NFC. Protección de Personal.
El equipo de protección personal (botas, guantes de hlule, gafas, casco ), es proporcionado por la planta.
Condiciones climatológicas
Temperatura. Máxima extrema Mínima extrema Promedio
Humedad.
Máxima Promedio
Atmósfera.
25.0 O C
10.0 O C
17.7 OC
95 % a 28.3 O C 75 YO a 38.8 OC
Presión 1 .O3 kg/cm2 ABS
M U J A / R M J 27
6.
K.
L.
1 .
2.
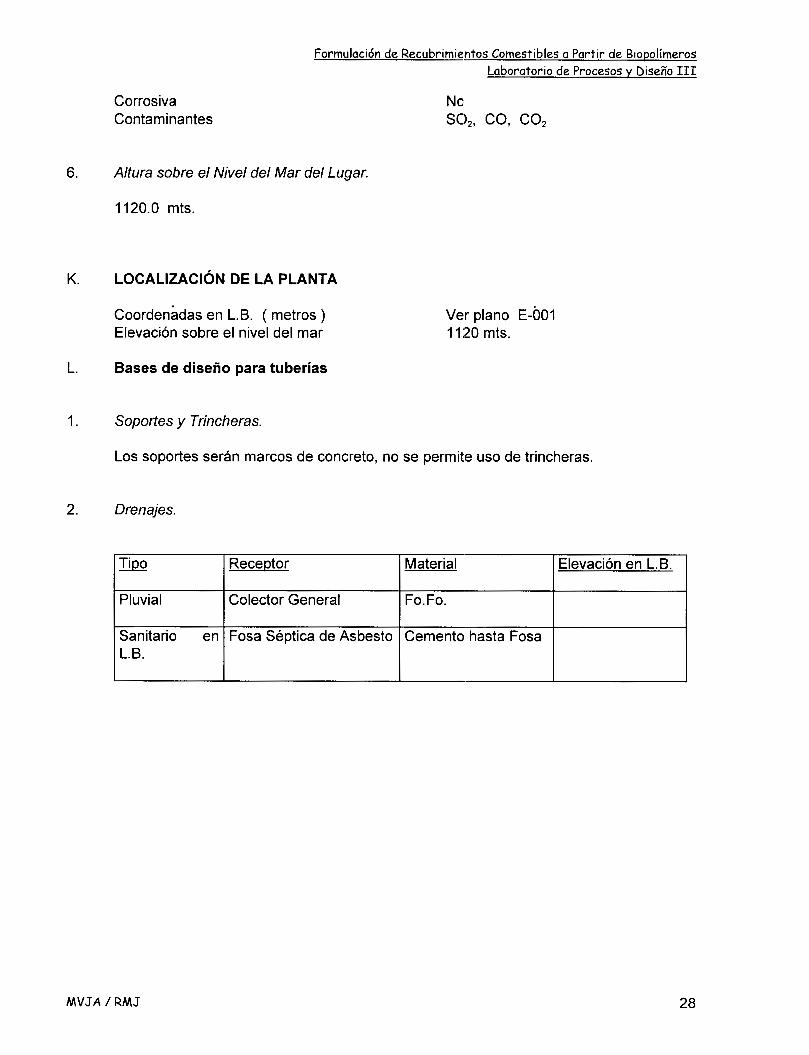
Corrosiva Contaminantes
Formulación de Recubrirnientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos Y Diseño I11
Altura sobre el Nivel del Mar del Lugar.
1120.0 mts.
LOCALIZACIÓN DE LA PLANTA
Coordenadas en L.B. ( metros ) Elevación sobre el nivel del mar
N 01 SC)2, co, co*
Ver plano E-O01 1120 mts.
Bases de diseño para tuberías
Soportes y Trincheras.
Los Soportes serán marcos de concreto, no se permite uso de trincheras.
Drenajes.
Sanitario en L.B.
Receptor
Colector General
Fosa Séptica de Asbesto
Material
Fo.Fo.
Cemento hasta Fosa
Elevación en L.B.
M U J A / R M J 28
Formulación de Recubrirnientos Comestibles a Partir de Biopolimeros Laboratorio de Procesos y Diseño 111
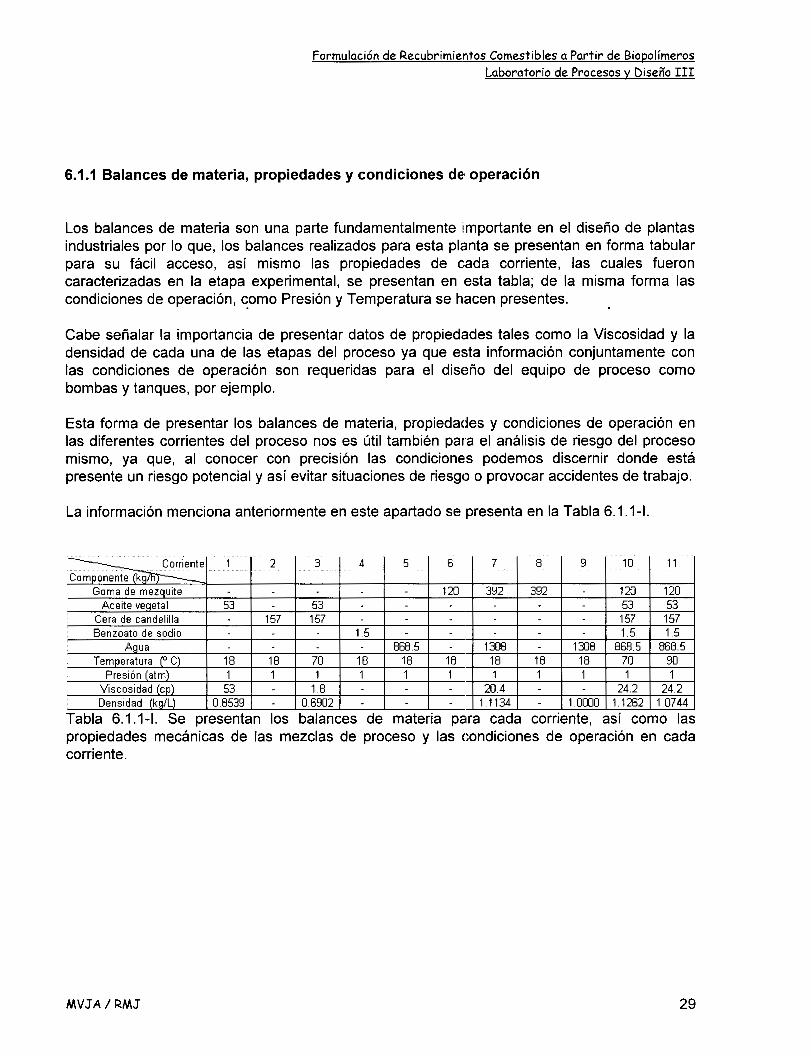
6.1 .I Balances de materia, propiedades y condiciones de operación
Los balances de materia son una parte fundamentalmente ¡Importante en el diseño de plantas industriales por lo que, los balances realizados para esta planta se presentan en forma tabular para su fácil acceso, así mismo las propiedades de c.ada corriente, las cuales fueron caracterizadas en la etapa experimental, se presentan en esta tabla; de la misma forma las condiciones de operación, como Presión y Temperatura se hacen presentes.
Cabe señalar la importancia de presentar datos de propiedades tales como la Viscosidad y la densidad de cada una de las etapas del proceso ya que esta información conjuntamente con las condiciones de operación son requeridas para el diseño del equipo de proceso como bombas y tanques, por ejemplo.
Esta forma de presentar los balances de materia, propiedades y condiciones de operación en las diferentes corrientes del proceso nos es útil también para el análisis de riesgo del proceso mismo, ya que, al conocer con precisión las condiciones podemos discernir donde está presente un riesgo potencial y así evitar situaciones de riesgo o provocar accidentes de trabajo.
La información menciona anteriormente en este apartado se presenta en la Tabla 6.1.1-1.
Tabla 6.1 . I - l . Se presentan los balances de materia para cada corriente, así como las propiedades mecánicas de las mezclas de proceso y las condiciones de operación en cada corriente.
M V J A / R M J 29
Formulación de Recubrimietltos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño 111
6.2 Diagrama de flujo de proceso (DFP)
6.3 Diagrama de Tuberías e Instrumentación
MVJA / RMJ 30
Formulación de Recubrimientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño 111
6.4 Plano de localización general (Layout)
M U J A / R M J 31
Formulación de Recubrimientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño 111
6.5 lsométricos
M V J A / R M J 32
MUJA / RMJ
Formulación de Recubrimierltos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño 111
33
Formulación de Recubrimierltos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño 111
MVJA / RMJ 34
MVJA 1 RMJ
Formulación de Recubrimientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño I11
35
Formulación de Recubrimierltos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño I11
7. Dimensionamiento de los equipos y líneas de proceso
7.1 Procedimiento para el cálculo de líneas para líquidos.
Las variables utilizadas en este procedimiento, así como los resultados obtenidos del mismo se listan con sus respectivas dimensiones, a continuación:
d,: diámetro interno supuesto (in) di : diámetro interno (in) D: diámetro nominal (in) Q : Gasto volumétrico (GPM) v : Velocidad del fluido (ft / seg) p: densidad (lb / ft') p: viscosidad (cP).
Calcular el diámetro interno supuesto como
d, = 0.639 ( 50*6 Qy )' di I-1
... 4
, con el valor obtenido buscar el valor más próximo en la Tabla B-16 del manual para flujo de fluidos en tuberías (CRANE, 1992). El valor encontrado es d i diámetro interno y con este valor se calcula en número de Reynolds con la siguiente ecuación:
Q P di P
Re = 50.6- ..
ahora se calcula el factor de rugosidad con la relación
E 0.00015 D D - - - ... 6
El factor de fricción se obtiene con la ecuación de Churchill:
f = 8 [(%e)12 +(A + B)-"]%. ... 7
ó f = 6 4 / R e ... 8
.5
Se presentan dos formas de calcular el factor fe fricción f, debido a que posteriormente se utiliza cualesquiera de las dos ecuaciones dependiendo del tipo de flujo que se maneje, esto es para flujo laminar Re 2000, se emplea la ecuación . . .8 y para flujo turbulento la ecuación . . .7. Las constantes A y B de la ecuación . . .7 se evalúan de la siguiente manera:
MUJA / RMJ 36
Formulación de Recubrimierltos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño I11
9
B = (37530 / Re)’6 ... 10
Es necesario calcular la caída de presión cada 100 pies, AP,oo, y está dada por la ecuación:
APloo = 0.0216f * p *- Q’ dl
... 1 1
Por último se calcula la velocidad con el valor obtenido para d i con la ecuación:
Q v = 0.408- d:
... 12
El valor de la velocidad se compara por diferencia con el valor de la velocidad recomendada de las tablas mencionadas anteriormente y si la primera es mayor que la recomendada se propone otro valor de diámetro supuesto para recalcular el diámetro nominal de la línea, caso contrario la línea se ha especificado. Las dimensiones de las líneas calculadas con este algoritmo se presentan en la sección de resultados correspondientes
7.2 Procedimiento para el cálculo de bombas.
El procedimiento de cálculo de bombas es utilizado para conocer la potencia de cada bomba del proceso bajo las condiciones de operación a las cuales estarán sujetas.
PD: Presión de descarga, psi pH: Presión de la altura, psi APv: Caída de presión en las válvulas, psi. APE: Caída de presión por los equipos intermedios donde pasa la línea de tubería, psi PTi: Presión terminal del tanque i-ésimo. P,: presión de succión, psi Hfs: Pérdidas por fricción en la tubería
pH= (SpGr* h[ft]) / 2.307, donde SpGr es el peso específico y h[ft] = altura de la boquilla del recipiente - altura de la boquilla de la bomba.
Presión de descarga.
La presión de descarga es la fuerza que tiene que vencer la bomba para completar el recorrido del fluido que transporta.
PD= P H + PT1 + APv + Hf, + APE ... 1
MUJA / RMJ 37
Formulación de Recubrimientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño 111
Presión de succión.
Esta presión es la fuerza con al que la bomba debe recibir el fluido para hacerlo recorrer el tramo de tubería comprendido desde el tanque del cual succiona hasta la boquilla de succión de la bomba, pasando por loe equipos intermedios entre estos dos puntos si existen.
La pérdida por fricción en tuberías se calcula como sigue:
Hfs= AplOO *LT ... 3
donde L T es la longitud total calculada de:
L T = LT-LINEAL+ LT-EQUIVALENTE
Cabeza de la bomba.
H = P, - P S
Potencia de la bomba.
Q H SpGr BHP = = [HP]
3906
.4
. . .5 en (ft)
6
Donde 11 es la eficiencia de la bomba.
7.3 Diseño de recipientes de proceso
Procedimiento de cálculo para Tanques atmosféricos.
Para este procedimiento se requiere conocer la capacidad del tanque a diseñar, este volumen es calculado de los balances de materia del proceso, particularmente de los balances de materia de cada uno de los tanques a dimensionar.
El algoritmo de cálculo se presenta a continuación:
V= ; donde el volumen V, es la capacidad calculada de los balances de materia en m3.
x V = -D2h ... 1 4
donde V es el Volumen requerido, D el diámetro en m y h la altura en m
YD=1. 5 , .2
MVJA / RMJ 38
Formulación de Recubrirnientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño 111
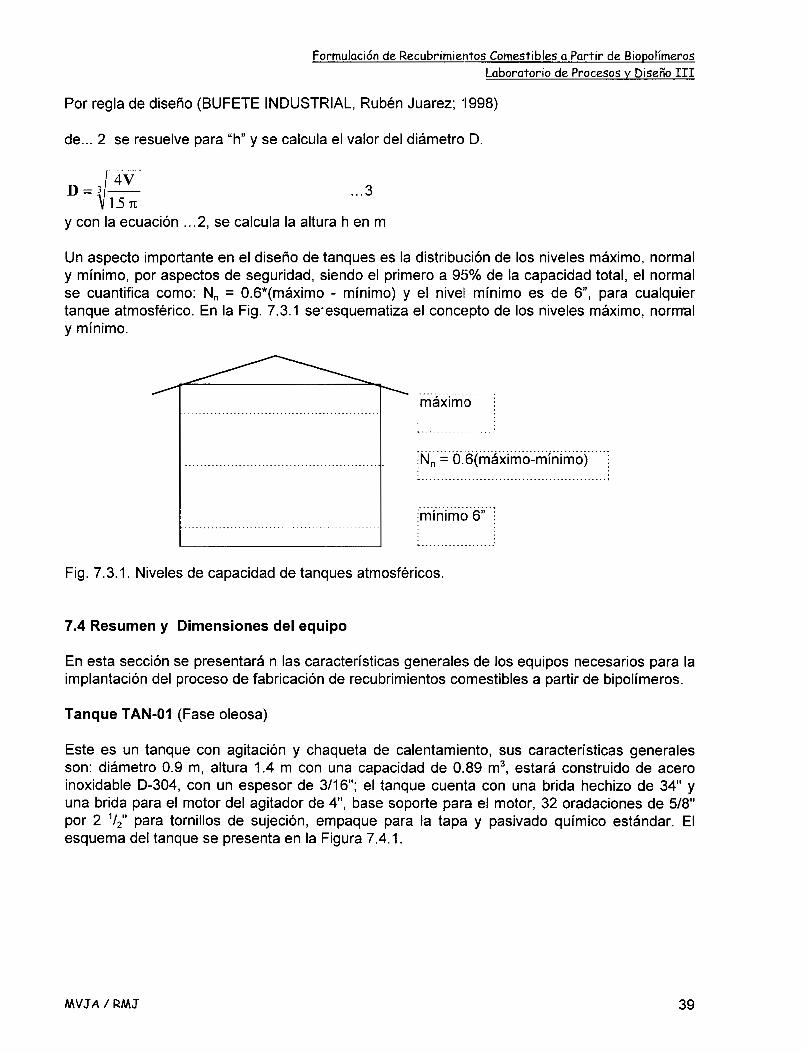
Por regla de diseño (BUFETE INDUSTRIAL, Rubén Juarez; '1998)
de ... 2 se resuelve para "h" y se calcula el valor del diámetro D.
3
y con la ecuación ... 2, se calcula la altura h en m
Un aspecto importante en el diseño de tanques es la distribución de los niveles máximo, normal y mínimo, por aspectos de seguridad, siendo el primero a 95% de la capacidad total, el normal se cuantifica como: N, = 0.6*(máximo - mínimo) y el nivel mínimo es de 6", para cualquier tanque atmosférico. En la Fig. 7.3.1 se'esquematiza el concepto de los niveles máximo, normal y mínimo.
.................... imáximio j
...................................................
L... ................
................................................. .................................................... :N, = 0.6(máximo-mínimo) I
.............................. . . . . . . . . . . . . . . . . . . . .
.................... I imínimo 6" I ....................................................
....................
Fig. 7.3.1. Niveles de capacidad de tanques atmosféricos.
7.4 Resumen y Dimensiones del equipo
En esta sección se presentará n las características generales de los equipos necesarios para la implantación del proceso de fabricación de recubrirnientos comestibles a partir de bipolímeros.
Tanque TAN-O1 (Fase oleosa)
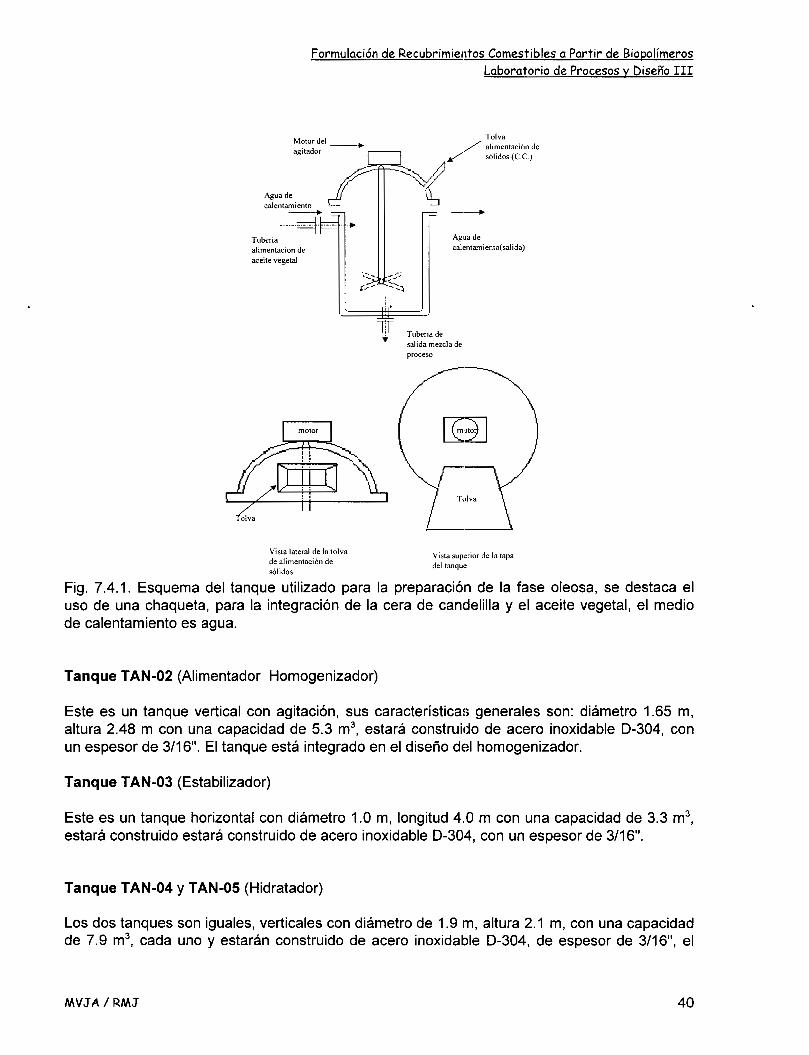
Este es un tanque con agitación y chaqueta de calentamiento, sus características generales son: diámetro 0.9 m, altura 1.4 m con una capacidad de 0.89 m3, estará construido de acero inoxidable D-304, con un espesor de 3/16"; el tanque cuenta con una brida hechizo de 34" y una brida para el motor del agitador de 4", base soporte para el motor, 32 oradaciones de 5/8" por 2 1/2'1 para tornillos de sujeción, empaque para la tapa y pasivado químico estándar. El esquema del tanque se presenta en la Figura 7.4.1.
M V J A / R M J 39
Formulación de Recubrimientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño I11
Motor del - sólidos (C C )
Agua de calentamiento
_. _. -.-+ "
Tuberia alimentacion de aceite vegetal
"
Aglla de calontamiento(salida)
Tuberia de salida mezcla de proceso
Vista lateral de la tolva de alimentación de sólidos
Vista superior de la tapa del tanqua
Fig. 7.4.1. Esquema del tanque utilizado para la preparación de la fase oleosa, se destaca el uso de una chaqueta, para la integración de la cera de candelilla y el aceite vegetal, el medio de calentamiento es agua.
Tanque TAN-O2 (Alimentador Homogenizador)
Este es un tanque vertical con agitación, sus características generales son: diámetro 1.65 m, altura 2.48 m con una capacidad de 5.3 m3, estará construido de acero inoxidable D-304, con un espesor de 3/16". El tanque está integrado en el diseño del homogenizador.
Tanque TAN-O3 (Estabilizador)
Este es un tanque horizontal con diámetro 1.0 m, longitud 4.0 m con una capacidad de 3.3 m3, estará construido estará construido de acero inoxidable D-304, con un espesor de 3/16".
Tanque TAN-O4 y TAN-O5 (Hidratador)
Los dos tanques son iguales, verticales con diámetro de 1.9 m, altura 2.1 m, con una capacidad de 7.9 m3, cada uno y estarán construido de acero inoxidable D-304, de espesor de 3/16", el
M U J A / R M J 40
Formulación de Recubrimientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño 111
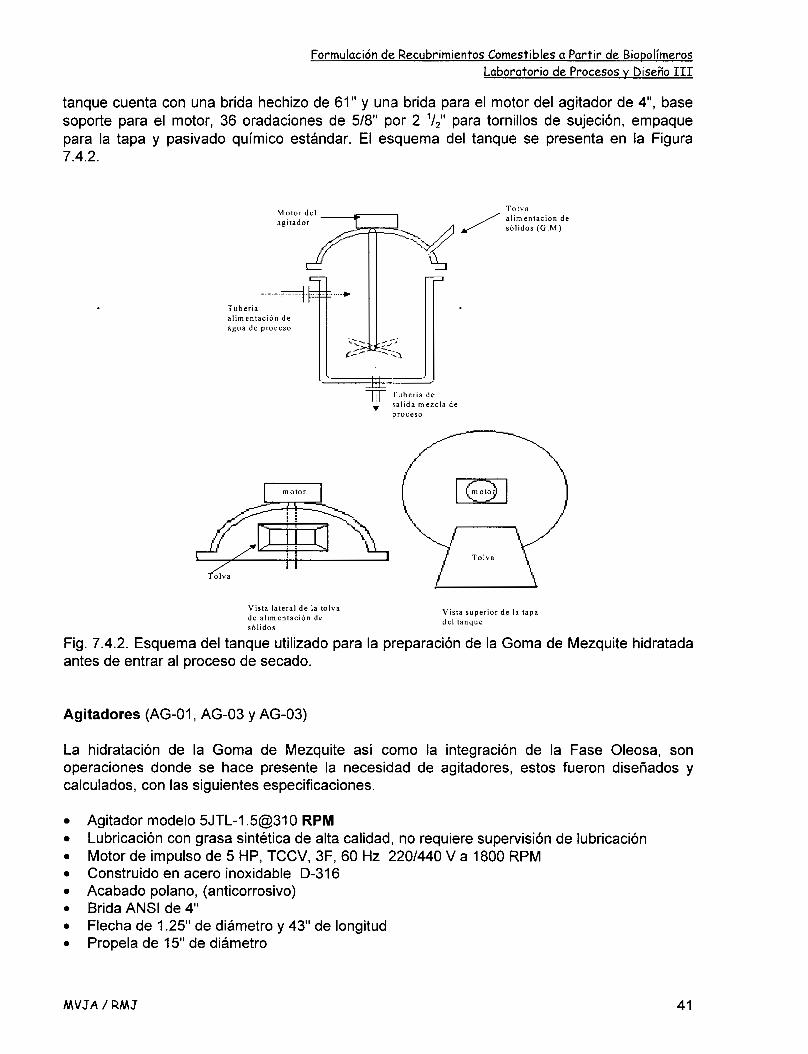
tanque cuenta con una brida hechizo de 61" y una brida para el motor del agitador de 4", base soporte para el motor, 36 oradaciones de 5/8" por 2 1/211 para tornillos de sujeción, empaque para la tapa y pasivado químico estándar. El esquema del tanque se presenta en la Figura 7.4.2.
a l i m e n t a c i ó n d e s ó l i d o s (G M )
M o t o r d e l
/ T o l v a a l i m e n t a c i ó n d e s ó l i d o s (G M )
c -t.b T u b e r i a a l i m e n t a c i ó n d e a g u a d e p r o c e s o
p r o c e s o
T'olva
V i s t a l a t e r a l d e l a t o l v a d e a l i m e n t a c i ó n d e s ó l i d o s
d e
V i s t a s u p e r i o r d e l a t a p a d e l t a n q u e
Fig. 7.4.2. Esquema del tanque utilizado para la preparación de la Goma de Mezquite hidratada antes de entrar al proceso de secado.
Agitadores (AG-O1 , AG-03 y AG-03)
La hidratación de la Goma de Mezquite así como la integración de la Fase Oleosa, son operaciones donde se hace presente la necesidad de agitadores, estos fueron diseñados y calculados, con las siguientes especificaciones.
Agitador modelo 5JTL-1.5@31 O RPM Lubricación con grasa sintética de alta calidad, no requiere supervisión de lubricación Motor de impulso de 5 HP, TCCV, 3F, 60 Hz 2201440 V a 1800 RPM Construido en acero inoxidable D-316 Acabado polano, (anticorrosivo) Brida ANSI de 4" Flecha de 1.25" de diámetro y 43" de longitud Propela de 15" de diámetro
MVJA / R M J 41
Formulación de Recubrirnientos Comestibles a Partir de Biopolimeros Laboratorio de Procesos y Diseño I11
Homogenizador (HOM-01)
Este es un homegenizador de línea, continuo, vertical con recirculación, de capacidad de 1200 Kg/hr, construido en acero inoxidable D-316. Para densidad de hasta 1.3 g/ml.
Bombas (GA-01, 02, 03 y 04)
El transporte de fluidos, siempre presente en cualquier proceso está determina en los siguientes puntos, con la descripción de las bombas calculadas para este proceso:
GA-01: Bomba que comunica la fosa de almacenamiento de aceite vegetal con la el tanque TAN-O1 (Fase Oleosa), es una bomba de 1/2 HP, de corriente trifásica.
GA-02: Bomba que comunica la fase oleosa con el alimentador del homegenizador TAN-O1 - TAN-02, es una bomba de 112 HP, de corriente trifásica.
GA-03: Bomba dosificadora para el llenado de tambores de 200 L, comunica el tanque TAN-O3 al almacén de producto, es una bomba de 32.9 GPH modelo C-325OP.
GA-04: Bomba que comunica los tanques TAN-O4 Y TAN-O5 con el secador por aspersión SEC-01, es una bomba de 1 HP de potencia, en corriente trifásica.
GA-05: Bomba que comunica el tanque TAN-02 al homogenizador HOM-01, de 1 HP de potencia, en corriente trifásica.
Calentador
Este es un calentador de agua continuo de 325 O00 BTU de capacidad con 65 520 Kcal de salida, está formado por un tanque de 750 L de capacidad, vertical y un circulador. El diseño es propiedad de Industrias Mass, S.A. de C.V. El calentador utiliza gas natural como combustible.
Secador
El proceso de secado se llevará a cabo por medio de un secador por aspersión, ya que estos son más eficientes en el manejo de soluciones o pastas, que sus homólogos de charolas, las especificaciones del secador son:
0 Temperatura de entrada del aire 180 "C aproximadamente 0 Temperatura de entrada de la solución 20°C
Temperatura de salida de la goma seca, 80°C Gasto, 392 kg/hr de sólido seco 2.333 Kg agua / Kg Goma seca a la entrada del secador
0 0.0204 Kg agua / Kg Goma seca a la salida del secador 0 Gasto de aire caliente de 22 977 kg/hr
MVJA / RMJ 42
Formulación de Recubrimientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño 111
8. Evaluación económica
8.1 La evaluación de proyectos como un proceso
Introducción
La evaluación de un proyecto de inversión, cualquiera que éste sea, tiene por objeto conocer la rentabilidad económica y social, de tal manera que se asegure resolver una necesidad humana en forma eficiente, segura y rentable. Sólo así es posible asignar los escasos recursos económicos a la mejor alternativa (Baca, U. G; 1988)
Se distinguen tres niveles de profundidad en un estudio de evaluación de proyectos: 0 Perfil.- Se elabora a partir de la información existente, el juicio común y la opinión de la
experiencia. 0 Estudio de prefactibilidad o anteproyecto.- Este estudio profundiza la investigación en
fuentes secundarias y primarias en investigación de mercado, detalla la tecnología que se empleará, determina los costos totales y la rentabilidad económica del proyecto, y es la base sobre la cual se toman las decisiones de inversión.
0 Proyecto definitivo.- Contiene la información del anteproyecto y trata además puntos finos, tales como, los canales de comercialización más adecuados y contratos de venta ya establecidos, cotizaciones actualizadas y la presentación de los planos arquitectónicos de la construcción, etc..
8.2 Perfil
La necesidad de disminuir el porcentaje de pérdidas en artículos poscosecha por el manejo mecánico y el transporte, así como por el alto costo de los sistemas de refrigeración utilizados para la conservación de frutos de exportación, presenta la oportunidad de desarrollar un producto (recubrimiento) que prolongue la vida útil o de anaquel de frutos de exportación en fresco, ¡.e. remplazando el uso de la refrigeración por la acción controladora de la transferencia de masa del fruto con el medio ambiente, así como por la protección de la integridad física de los frutos por el recubrimiento.
8.3 Estudio de prefactibilidad o anteproyecto
Costos de producción
Los costos de producción están formados por los siguientes elementos:
1 . Materia prima 2. Mano de obra directa 3. Mano de obra indirecta 4. Materiales indirectos 5. Costos de los insumos 6. Costo de mantenimiento 7. Costo de administración
MUJA / RMJ 43
Formulación de Recubrirnientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño I11
8. Costo de venta 9. Costos financieros 1 O. Inversión inicial fija y diferida
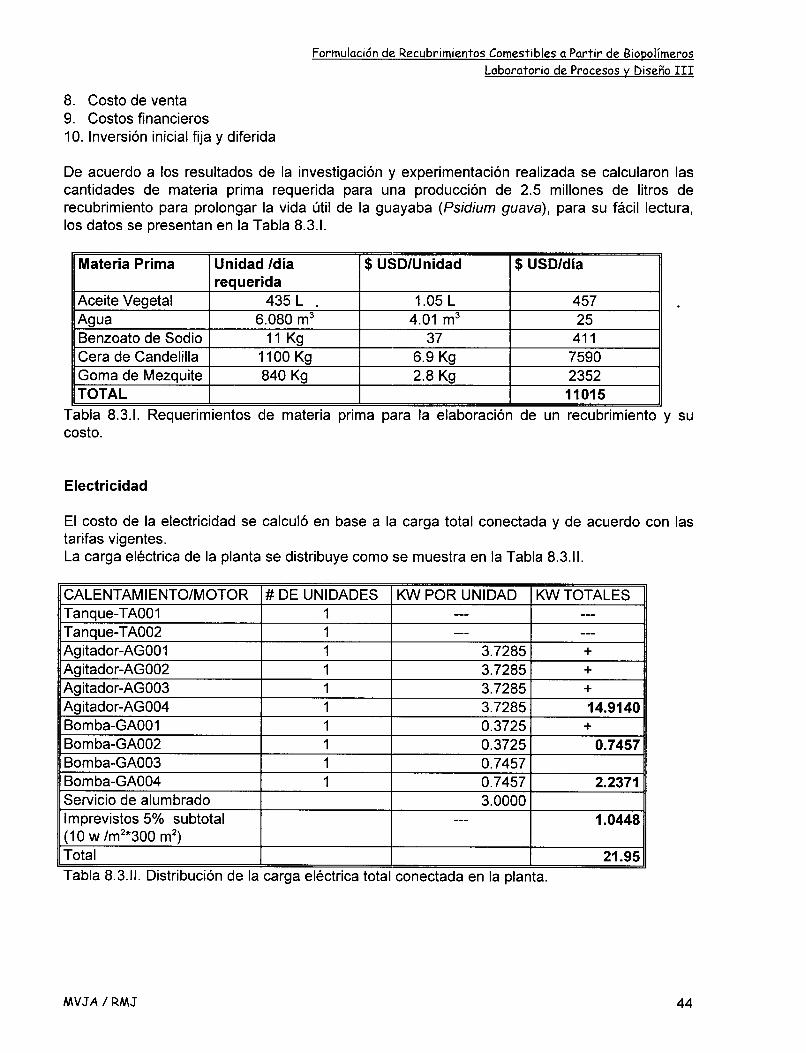
De acuerdo a los resultados de la investigación y experimentación realizada se calcularon las cantidades de materia prima requerida para una producción de 2.5 millones de litros de recubrimiento para prolongar la vida útil de la guayaba (Psidiurn guava), para su fácil lectura, los datos se presentan en la Tabla 8.3.1.
Tabla 8.3.1. Requerimientos de materia prima para la elaboración de un recubrimiento y su costo.
Electricidad
El costo de la electricidad se calculó en base a la carga total conectada y de acuerdo con las tarifas vigentes. La carga eléctrica de la planta se distribuye como se muestra en la Tabla 8.3.11.
I I I
Total Tabla 8.3.11. Distribución de la carga eléctrica total conectada en la planta.
21.95
MVJA / RMJ 44
Formulación de Recubrimientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos Y Diseño 111
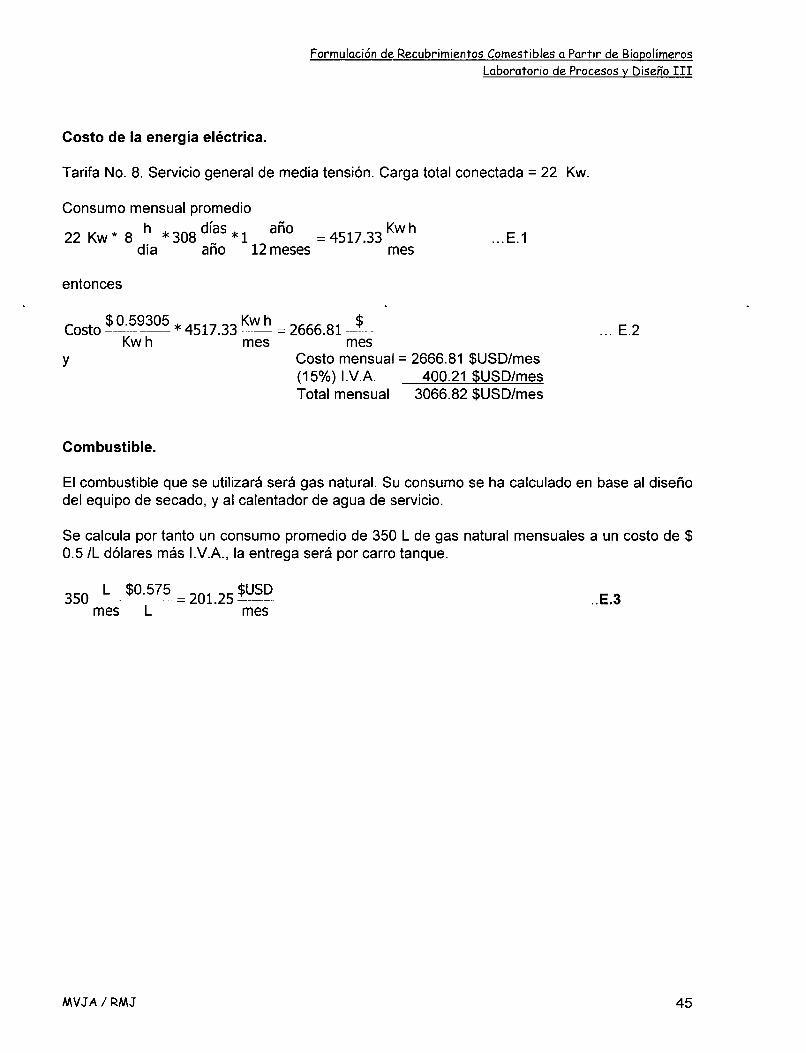
Costo de la energía eléctrica.
Tarifa No. 8. Servicio general de media tensión. Carga total conectada = 22 Kw.
Consumo mensual promedio h días año Kw h
22 Kw* 8 -*308-*1--- 4517.33 ~~~~ ~~~
día año 12 meses mes ... , E. 1
entonces
$0.59305 * 4517.33 ~~ ~ = 2666.81 ~~~~ ~ ~
Kw h $ Costo ~~ ~~ ~~~ ~ ~~~~
Kw h mes mes Y Costo mensual = 2666.81 $USD/mes
... E.2
(1 5%) I .V.A. 400.21 $USD/mes Total mensual 3066.82 $USD/mes
Combustible.
El combustible que se utilizará será gas natural. Su consumo se ha calculado en base al diseño del equipo de secado, y al calentador de agua de servicio.
Se calcula por tanto un consumo promedio de 350 L de gas natural mensuales a un costo de $ 0.5 /L dólares más I.V.A., la entrega será por carro tanque.
. . E.3
MUJA / RMJ 45
Formulación de Recubrimientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño 111
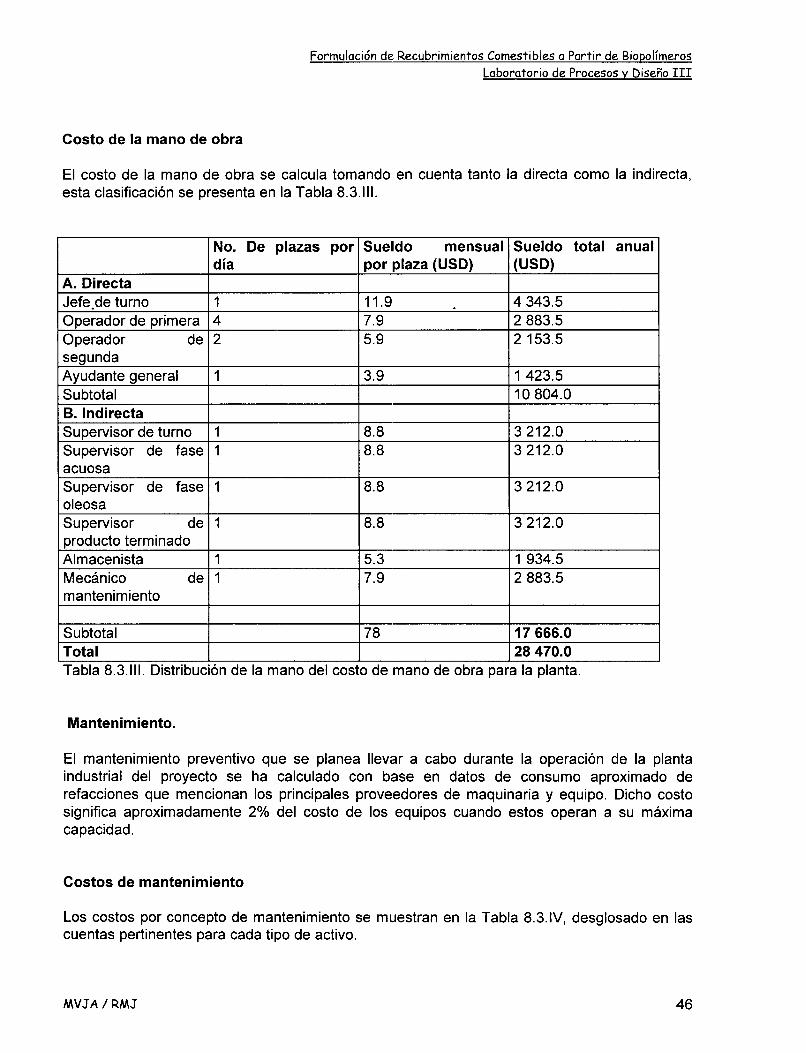
Costo de la mano de obra
El costo de la mano de obra se calcula tomando en cuenta tanto la directa como la indirecta, esta clasificación se presenta en la Tabla 8.3.111.
No. De plazas por por plaza (USD) día Sueldo mensual
A. Directa Jefe de turno 11.9 1 Operador de primera 14 17.9 Operador de
3.9 1 Ayudante general segunda
5.9 2
Subtotal I I B. Indirecta Supervisor de turno
oleosa 8.8 1 Supervisor de fase
acuosa 8.8 1 Supervisor de fase 8.8 1
Supervisor de
mantenimiento 7.9 1 Mecánico de 5.3 1 Almacenista
producto terminado 8.8 1
Subtotal Total
78
I
2 883.5 2 153.5 I 1 423.5 10 804.0
-
Tabla 8.3.111. Distribución de la mano del costo de mano de obra para la planta.
- 3 212.0 3 212.0
I 3 21 2.0
3 21 2.0
2 883.5
I
Mantenimiento.
El mantenimiento preventivo que se planea llevar a cabo durante la operación de la planta industrial del proyecto se ha calculado con base en datos de consumo aproximado de refacciones que mencionan los principales proveedores de maquinaria y equipo. Dicho costo significa aproximadamente 2% del costo de los equipos cuando estos operan a su máxima capacidad.
Costos de mantenimiento
Los costos por concepto de mantenimiento se muestran en la Tabla 8.3.IV, desglosado en las cuentas pertinentes para cada tipo de activo.
M U J A / RMJ 46
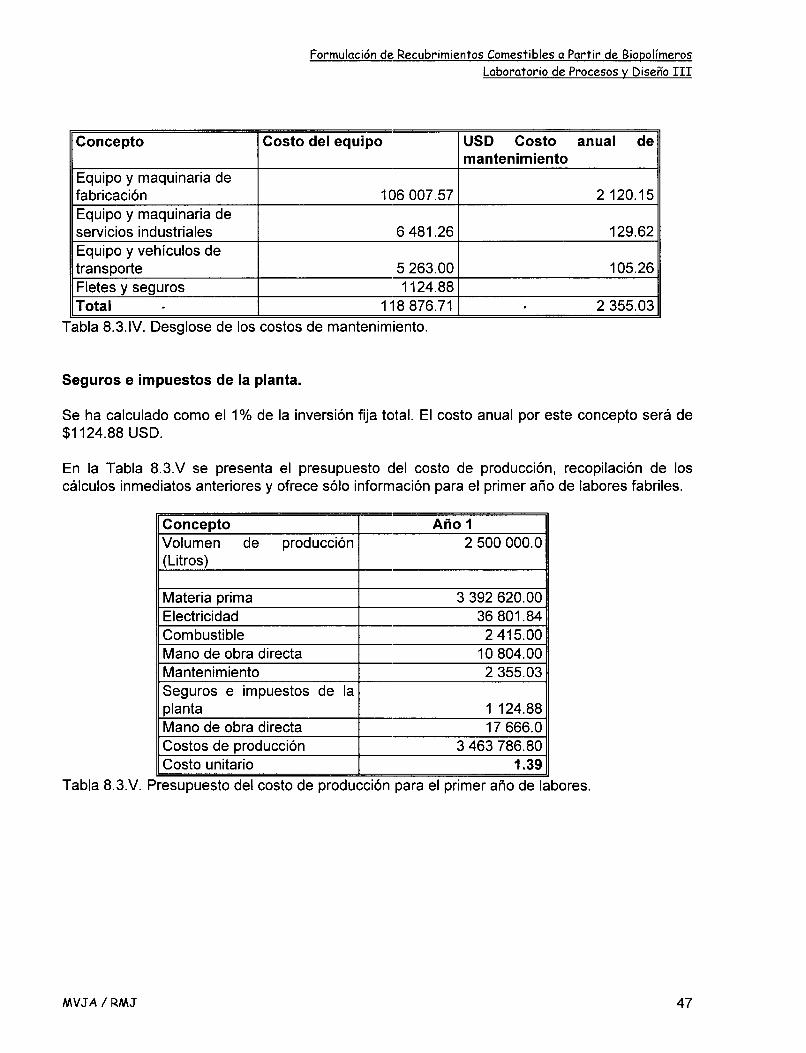
Formulación de Recubrimientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño I11
Concepto Costo del equipo
II Equipo y maquinaria de fabricación I 106 007.57 Equipo y maquinaria de servicios industriales
transporte Equipo y vehículos de
6 481.26
118 876.71 Total 1124.88 Fletes y seguros
5 263.00
Tabla 8.3.IV. Desglose de los costos de mantenimiento.
USD Costo anual de mantenimiento
2 120.15
105.26
2 355.03
Seguros e impuestos de la planta.
Se ha calculado como el 1% de la inversión fija total. El costo anual por este concepto será de $1 124.88 USD.
En la Tabla 8.3.V se presenta el presupuesto del costo de producción, recopilación de los cálculos inmediatos anteriores y ofrece sólo información para el primer año de labores fabriles.
Tabla 8.3.V. F
Concepto
(Litros) 2 500 000.0 Volumen de producción
Aiio 1
Materia prima 3 392 620.00 Electricidad 36 801.84 Combustible 2 41 5.00 Mano de obra directa
Seguros e impuestos de la 2 355.03 Mantenimiento
10 804.00
3 463 786.80 Costos de producción 17 666.0 Mano de obra directa 1 124.88 planta
Costo unitario 1.39 ,esupuesto del costo de producción para el primer año de labores.
M U J A / R M J 47
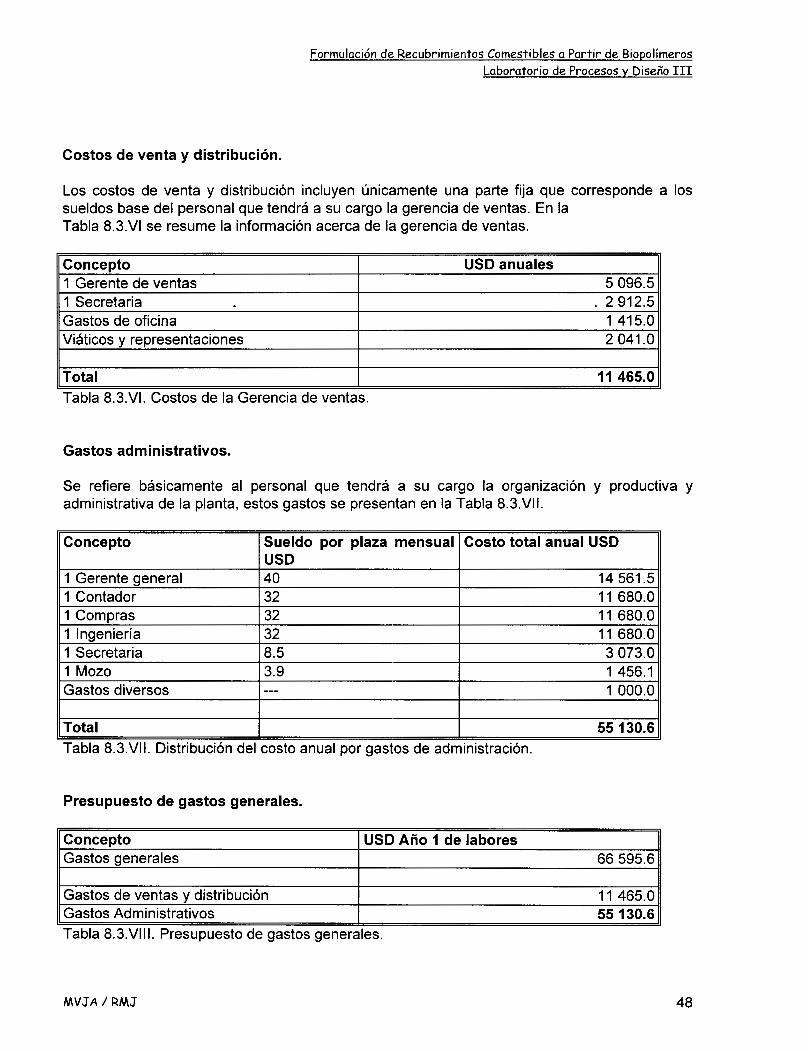
Formulación de Recubrimientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño 111
Costos de venta y distribución.
Los costos de venta y distribución incluyen únicamente una parte fija que corresponde a los sueldos base del personal que tendrá a su cargo la gerencia de ventas. En la Tabla 8.3.VI se resume la información acerca de la gerencia de ventas.
II ConceDto USD anuales 1 Gerente de ventas
. 2 912.5 1 Secretaria 5 096.5
1 415.0 Gastos de oficina Viáticos y representaciones
Tabla 8.3.VI. Costos de la Gerencia de ventas. 11 465.0 Total
2 041 .O
Gastos administrativos.
Se refiere básicamente al personal que tendrá a su cargo la organización y productiva y administrativa de la planta, estos gastos se presentan en la Tabla 8.3.Vll.
Concepto
40 1 Gerente aeneral
Costo total anual USD Sueldo por plaza mensual
14 561.5 USD
11 1 Contador I 32 I 11 680.011 1 Compras
3 073.0 8.5 1 Secretaria 11 680.0 32 1 Ingeniería 11 680.0 32
~~~ ~ ~~ ~
1 Mozo 1 000.0 "_ Gastos diversos
3.9
11 Total 55 I 30-.6]1 Tabla 8.3.Vll. Distribución del costo anual por gastos de administración.
Presupuesto de gastos generales.
Concepto Gastos generales
USD Año 1 de labores 66 595.6
Gastos de ventas y distribución 11 465.0 Gastos Administrativos 55 130.6 Tabla 8.3.Vl11. Presupuesto de gastos generales.
M U J A / RMJ 48
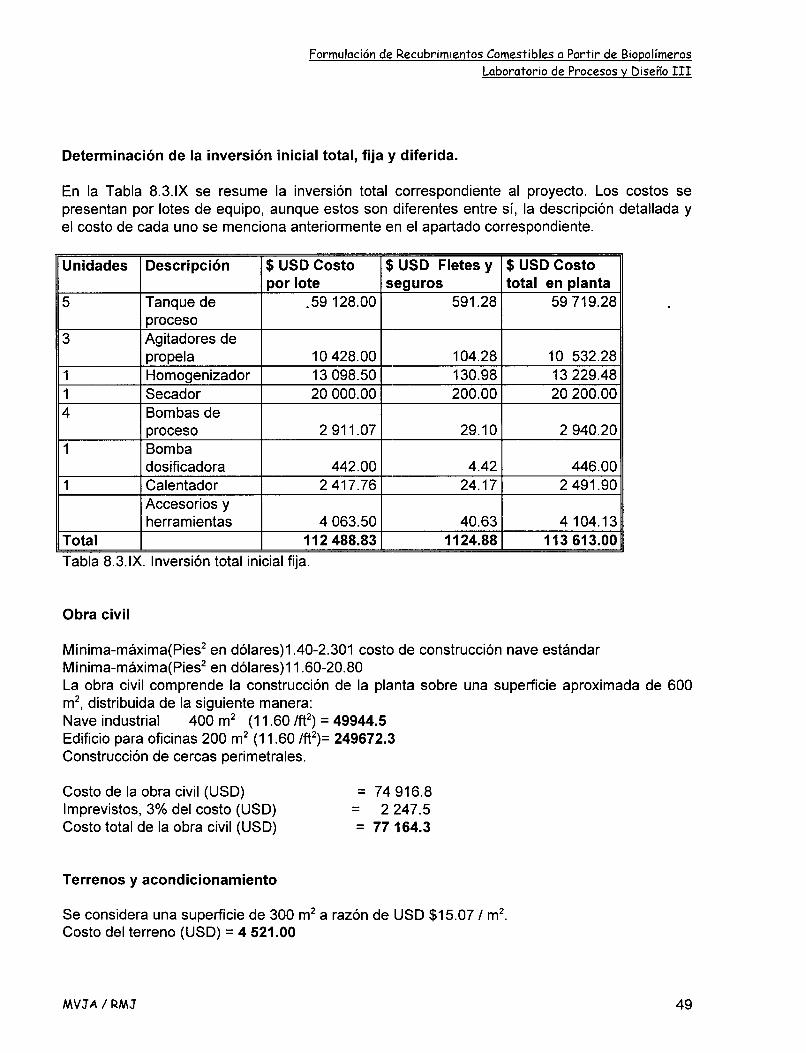
Formulación de Recubrimientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos Y Diseño I11
Determinación de la inversión inicial total, fija y diferida.
En la Tabla 8.3.IX se resume la inversión total correspondiente al proyecto. Los costos se presentan por lotes de equipo, aunque estos son diferentes entre sí, la descripción detallada y el costo de cada uno se menciona anteriormente en el apartado correspondiente.
Unidades
5
3
1 1 4
Total K.
Descripción
Droceso 59 719.28 591.28 .59 128.00 Tanque de
$ USD Costo $ USD Fletes y $ USD Costo por lote total en planta seg u ros
Agitadores de propela 10 532.28 104.28 1 O 428.00 Homogenizador
20 000.00 Secador 130.98 13 098.50
20 200.00 200.00 Bombas de Droceso I 2 91 1 .O7 29.1 O 2 940.20 II Bomba dosificadora
4 104.13 40.63 4 063.50 herramientas Accesorios y
2 491.90 24.17 2 417.76 Calentador 446.00 4.42 442.00
1 12 488.83 11 24.88 113 613.00 Inversión total inicial fija.
Mínima-máxima(Pies2 en dólares)l.40-2.301 costo de construcción nave estándar Mínima-máxima(Pies2 en dólares)l 1.60-20.80 La obra civil comprende la construcción de la planta sobre una superficie aproximada de 600 m2, distribuida de la siguiente manera: Nave industrial 400 m2 (1 1.60 /ft2) = 49944.5 Edificio para oficinas 200 m* (1 1.60 /ft2)= 249672.3 Construcción de cercas perimetrales.
Costo de la obra civil (USD) = 74 916.8 Imprevistos, 3% del costo (USD) = 2 247.5 Costo total de la obra civil (USD) = 77 164.3
Terrenos y acondicionamiento
Se considera una superficie de 300 m2 a razón de USD $15.07 / m2. Costo del terreno (USD) = 4 521.00
M V J A / R M J 49
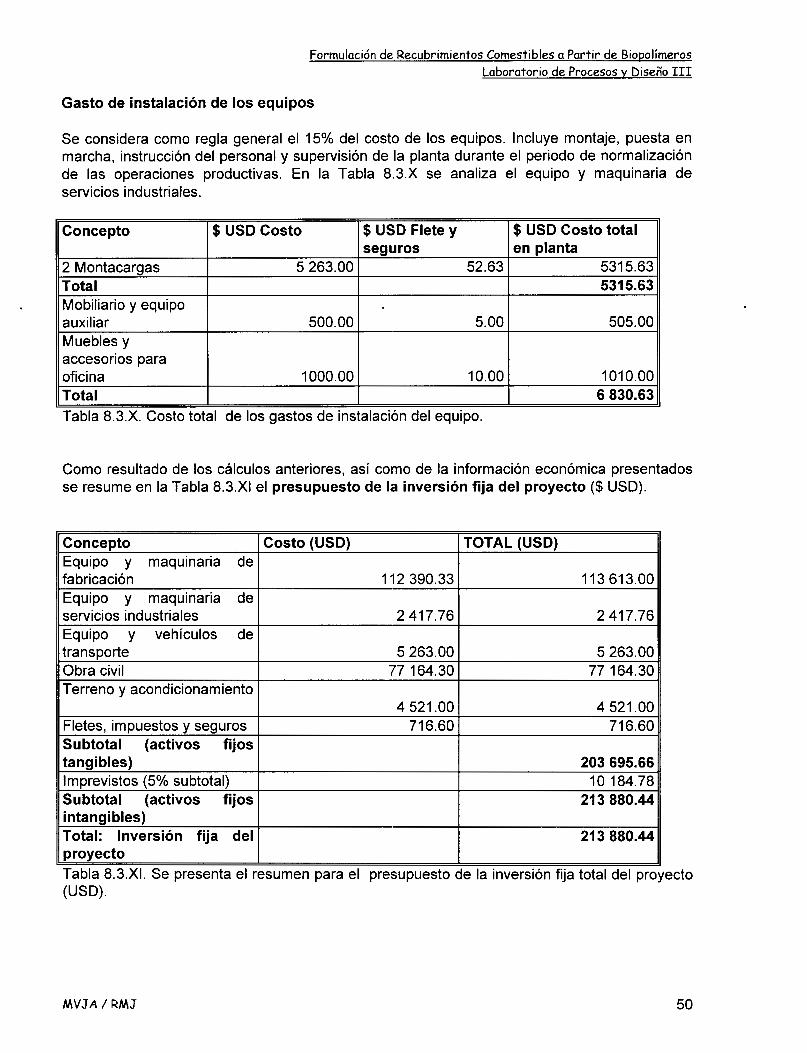
Formulación de Recubrimientos Comestibles a Partir de Biouolimeros Laboratorio de Procesos y Diseño 111
Gasto de instalación de los equipos
Se considera como regla general el 15% del costo de los equipos. Incluye montaje, puesta en marcha, instrucción del personal y supervisión de la planta durante el periodo de normalización de las operaciones productivas. En la Tabla 8.3.X se analiza el equipo y maquinaria de servicios industriales.
Concepto $ USD Costo total $ USD Flete y $ USD Costo
2 Montacargas 5 263.00
Mobiliario y equipo 531 5.63 Total 531 5.63 52.63
1 o1 0.00 10.00 1000.00 oficina accesorios para Muebles y
505.00 5.00 500.00 auxiliar
1 Total 6 830.63 Tabla 8.3.X. Costo total de los gastos de instalación del equipo.
seguros en planta
Como resultado de los cálculos anteriores, así como de la información económica presentados se resume en la Tabla 8.3.XI el presupuesto de la inversión fija del proyecto (!§ USD).
II ConceDto I Costo WSD) I TOTAL IUSD) Equipo y maquinaria de fabricación 112 390.33 1 13 61 3.00 Equipo y maquinaria de servicios industriales 2 41 7.76 2 41 7.76 Equipo y vehículos de transporte 5 263.00 5 263.00 Obra civil 77 164.30 77 164.30 Terreno y acondicionamiento
4 521 .O0 4 521 .O0 Fletes, impuestos y seguros 71 6.60 716.60 Subtotal (activos fijos tangibles) 203 695.66 Imprevistos (5% subtotal) 10 184.78 Subtotal (activos fijos 213 880.44 intangibles) Total: Inversión fija del 213 880.44 Drovecto
(USD).
M V J A / R M J 50
Formulación de Recubrimientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño 111
8.4 Tasa Mínima Aceptable de Rendimiento (TREMA)
Este indicador utilizado para pronosticar la factibilidad económica de un proyecto está definido por la ecuación:
TREMA = índice inflacionario + premio al riesgo ..E.4
Donde, el primer término de la suma representa el promedio de la tasa de inflación promedio pronosticada para los próximos cinco años inmediatos al tiempo en el cual se realizará la inversión (to); con lo que considerando la inflación se garantiza el efecto de la devaluación del dinero con respecto al tiempo y el segundo término se refiere al incremento real de la inversión de acuerdo a la mayor tasa de interés que se ofrece en el mercado de dinero. Para el presente proyecto se tomó en cuenta el promedio de cinco años de la tasa de inflación teniendo esta como valor 21 .I5 % y el premio al riesgo con un valor de 17%, valor que ofrece el documento TllE a 28 días (Banco Nacional de México). De acuerdo a estos valores la ecuación E.4 se reescribe como:
TREMA = 21.15 + 17 = 38.5 % ... E.5
8.5 Tasa Interna de Retorno (TIR)
Se le llama tasa interna de rendimiento porque supone que el dinero que se gana año con año se reinvierte en su totalidad. E s decir, se trata de la tasa de rendimiento generada en su totalidad en el interior de la empresa por medio de la reinversión.
La ecuación E.6 es una forma en la cual encontramos el concepto de TIR.
E.6
Donde P :es la inversión inicial, Los F N E = A; anualidad constante de flujo neto de efectivo, VS: es el valor de salvamento o rescate, generalmente el valor en libros del activo fijo tangible después de aplicar la depreciación y n son los periodos considerados en el tiempo , en este caso está expresada en años. Sustituyendo valores en la ecuación E.6, donde P= $213 880.44 USD, FNE=$18 750 000.00 USD anuales,n =5 años, con un valor de rescate del 50% del valor original de los activos fijos SV= $56 806.5 USD y resolviendo para i (TIR), se encuentra que: el valor de i , TIR (Tasa Interna de Retorno) que satisface la ecuación E.6 tiene un valor de 87.66 %.
8.6 Conclusiones
Comparando los valores calculados tanto para la TREMA = 38.15, como para la TIR= 87.66, se tiene una diferencia de 49.52 aproximadamente, lo que indica que se supera la tasa de rendimiento mínima atractiva, en alrededor del loo%, lo que implica que el proyecto posee factibilidad económica .
MUJA / RMJ 51
formulación de Recubrimientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño I11
9. Nomenclatura
A Agua AL Alcohol etílico (etanol) AM Aceite mineral AV Aceite vegetal BS Benzoato de sodio CAL Calentador de agua continuo CC Cera de candelilla CIS Cisterna EA lntercambiador de calor GA Bomba de proceso GM Goma de mezquite HOM Homogenizador
PFP Pérdida fisiológica de peso S Span 60 ó Sorbac 60 (Monoesterato de sorbitán) SEC Secador por aspersión SO Sorbitol T Tween 60 ó Polisorbac 60 (Monoesterato de sorbitán polioxietilénico) TAN Tanque de proceso
P Propilenglicol
M V J A / R M J 52
Formulación de Recubrimientos Comestibles a Partir de Biopolimeros Laboratorio de Procesos y Diseño I11
I O . Bibliografía
BACA URBINA, G. Evaluación de Proyectos. McGraw-Hill, México, 1988.
BAEZ SAÑUDO, REGISNALDO (Compilador) 1997. Manejo Postcosecha del mango. Comité Técnico Científico. Ed. EMEX A.C. UAM-I. México, D.F.
CRANE. Flujo de fluidos en válvulas, accesorios y tuberias. Editorial McGraw.Hill. México, 1992.
E. LUDWING, E. Applied Process Desing, For Chemical and Petrochemical Plants, Volumen 1, Tercera Edición, Editorial Gulf Publishing Company, Houston, EUA, 1995.
E. TREYBAL. Operaciones de Transferencia de Masa, 2da edición, McGraw-Hill, México, 1980.
GADEN L.E.Jr; WAN Peter J. CAVALLO Jhon L., McCARTHY Michael J, MULLEN Maura. Food Emulsions and Foams: Theory and Practice. American Institute of Chemical Engineers. E.U.A. 1990.
HOLDSWORTH, S. D (1988). Conservación de frutas y hortalizas. Editorial Acribia, S.A. España. PP. 107-121.
IRWIN H. SEAGEL. CALCULOS DE BlOQUiMlCA 2DA Edición, Editorial Acribia, Zaragoza España, 1976.
J. GEANKOPOLIS, C. Proceso de Transporte y Operaciones Unitarias. 2 da Edición, Editorial CECSA, México 1995.
KEITH, M. Spray Drying An lntroduction to Principles, Operational Practice and Applications, Segunda edición, Editorial Jhon Wiley e Hijos, Nueva York, 1976.
KENNETH McNAUHTON. Bombas. Selección, Uso y Mantenimiento, Editorial McGraw-Hill, México, 1992.
KROTCHA, J. M.; A. BALDWIN, E. A.; NISPEROS C. O. 1994. Edible Coatings and Films to lmprove Food Quality. Editorial: Technomic Publishing Co. Inc. Lancaster Basel. E.U.A.
LANGE'S HANDBOOK OF CHEMISTRY, 13TH EDITION, McGRAW-HILL, N.Y. 1985
M.FELDER Y W. ROUSSEA. R., Principios Básicos de los Procesos Químicos, Editorial El Manual Moderno, S.A. de C.V., México, 1981.
McHUGH T.H. y KROCHTA J.M. 1994, Dispersed phase particle size effects on water vapor permeability of whey protein beewax edible emulsion film. Journal Foods process Preserv. 18, 173-1 88.
McHUGH T.H., HUXSOLL , C.C. y KROCHTA J.M. 1996, Permeability properties of fruit puree edible films, Journal Foods Science., 61, 88-91.
MUJA / RMJ 53
Formulación de Recubrimientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos Y Diseño 111
MERCK, Reactivos y Productos Quimicos, 1999/2000.
PERRY, ROBERT H.; GREEN, DON; PERRY’S CHEMlCAL ENGlNEERS’ HANDBOOK, SIXTH EDITION, McGRAW-HILL INTERNATIONAL EDITIONS, 1984.
VERNON CARTER, E.J.; BERISTAIN, C.I. Y PEDROZA ISLAS, R. Mezquite Gum (Prosopis GUM). México, 1998.
Q. KERN, D. Process Heat Transfer, McGraw-Hill Book Company Inc. EUA, 1950.
MVJA / RMJ 54
Formulación de Recubrimientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño I11
Apéndice A
Características del fruto a recubrir
Arbol de 4 a 10 m de altura, corteza lisa de color café blancuzco y hojas con nervaduras realzadas. Las flores tienen estambres y frutos globosos. Habita en clima cálido, semicálido, semiseco, seco y templado. Se cultiva en huertos y está asociada a la selva tropical caducifolia y perennifolia; matorral xerófilo, bosque espinoso, mesófilo de montaña, de encino y mixto de pino.
La guayaba es una fruta tropical que crece en Sudamérica, California, Florida y Hawaii. Hay muchas variedades de guayaba, que puede variar en tamaño de un pequeño huevo a una manzana mediana, pero la que se consume en México es la de color amarillo y tamaño pequeño.
Típicamente, la fruta es oval y tiene cerca de 2 pulgadas de diámetro. El color de la piel puede ser amarillo o púrpura y la carne de amarillo pálido a rojo intenso. Las guayabas están disponibles principalmente en la región donde se cultivan, pero aquí se traen de las partes tropicales del sur de México.
Seleccione las que estén suaves, pero que no muestren todavía manchas. Para que se coman crudas, las guayabas deben estar muy maduras. Para madurarlas, consérvelas a temperatura ambiente. Guarde las guayabas maduras en el refrigerador, en donde duran unos 4 días.
Las guayabas frescas son una buena fuente de vitaminas A y C.
Esta planta tiene un uso muy antiguo y actualmente es importante para tratar casi medio centenar de padecimientos en casi todo el país. Es utilizada con frecuencia en enfermedades gastrointestinales como diarrea, escalofríos y dolor de estómago, mediante la infusión de las hojas tres veces al día o como agua de uso; también puede tomarse con leche, bicarbonato, azúcar y hojas de hierbabuena. En la región del sureste se emplea en cocimiento para tratar la debilidad y vómito; y en la zona de la Huasteca, la cocción de las hojas sirve para la disenteria y los cólicos. En padecimientos de la piel, las hojas solas o mezcladas con otras hierbas, se ponen a hervir y después se aplican de forma local en lavados o cataplasmas. Por otro lado, se recomienda para la caries, hinchazón, bilis, escarlatina, hemorragia vaginal, heridas, fiebre y deshidratación.
Características de las materias primas.
Materias Primas
Las materias primas utilizadas en la parte experimental se resumen en la tabla A.II. Se presenta esta información en forma tabular para facilitar la consulta y comprensión de este texto.
MVJA / RMJ 55
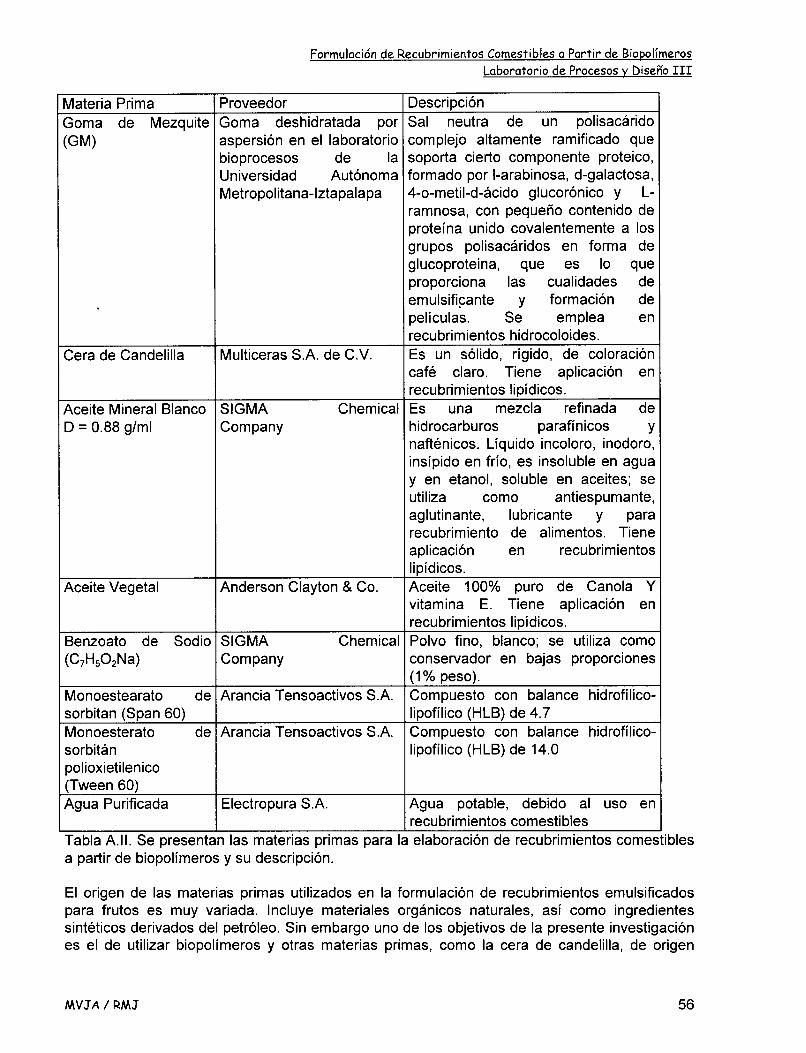
Formulación de Recubrimientos Comestibles a Partir de Biopolimeros Laboratorio de Procesos y Diseño 111
Materia Prima Goma de Mezquite (GM)
T
Cera de Candelilla
Aceite Mineral Blanco D = 0.88 g/ml
Aceite Vegetal
Benzoato de Sodio (C,H,O*Na)
Agua Purificada
Proveedor Goma deshidratada por aspersión en el laboratorio bioprocesos de la Universidad Autónoma Metropolitana-lztapalapa
Multiceras S.A. de C.V.
SIGMA Chemical Company
Anderson Clayton & Co.
SIGMA Chemical Company
Arancia Tensoactivos S.A.
"
"
"
"
I
"
Monoestearato de sorbitan (Sean 60) "
Monoesterato de sorbitán polioxietilenico (Tween 60)
"
Tabla A.II. Se presentan las materias primas para la elaboración de recubrirnientos comestibles a partir de biopolímeros y su descripción.
Arancia Tensoactivos S.A.
Electropura S.A.
Descripción Sal neutra de un polisacárido complejo altamente ramificado que soporta cierto componente proteico, formado por I-arabinosa, d-galactosa, 4-o-metil-d-ácido glucorónico y L- ramnosa, con pequeño contenido de proteína unido covalentemente a los grupos polisacáridos en forma de glucoproteina, que es lo que proporciona las cualidades de emulsificante y formación de películas. Se emplea en recubrimientos hidrocoloides. Es un sólido, rígido, de coloración café claro. Tiene aplicación en recubrimientos lipídicos. Es una mezcla refinada de hidrocarburos parafínicos Y nafténicos. Líquido incoloro, inodoro, insípido en frío, es insoluble en agua y en etanol, soluble en aceites; se utiliza como antiespumante, aglutinante, lubricante y para recubrimiento de alimentos. Tiene aplicación en recubrimientos lipídicos. Aceite 100% puro de Canola Y vitamina E. Tiene aplicación en recubrimientos lipídicos. Polvo fino, blanco; se utiliza como conservador en bajas proporciones (1 % peso). Compuesto con balance hidrofílico- lipofílico (HLB) de 4.7 Compuesto con balance hidrofílico- lipofílico (HLB) de 14.0
Agua potable, debido al uso en recubrimientos comestibles
El origen de las materias primas utilizados en la formulación de recubrimientos emulsificados para frutos es muy variada. Incluye materiales orgánicos naturales, así como ingredientes sintéticos derivados del petróleo. Sin embargo uno de los objetivos de la presente investigación es el de utilizar biopolímeros y otras materias primas, como la cera de candelilla, de origen
M V J A / R M J 56
Formulación de Recubrimientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño 111
nacional y así promover el uso de los recursos naturales propios de México. Cabe mencionar que a la fecha las diferentes variedades del árbol de mezquite, del cual se exuda la goma de mezquite (Prosopis juliflora), son utilizadas como leña, es decir como combustible en las comunidades donde se produce este árbol, por lo que surge la justificada búsqueda de una aplicación que proporcione un incremento al valor agregado de productos elaborados con estas materias primas.
Toxicidad de la Goma de Mezquite
E s en este apartado donde se presenta sólo la toxicidad de la Goma de Mezquite, ya que los demás componentes de la emulsión que forma el recubrimiento son conocidas como sustancias GRAS (Generally Recognized As Safe, por sus siglas en inglés).
Estudios de toxicología han sido practicados en la Goma de Mezquite arrojando los siguientes resultados:
Una dieta que emplea Goma de Mezquite contiene alrededor de 1.92 % de Taninos, esto se compara a la ingesta de gomas comerciales como la Goma Arábiga o una dieta con celulosa.
Un estudio multigeneracional incluido en un estudio químico sanguíneo (hemoglobina, heritrocitos, glóbulos rojos, leucocitos, plaquetas, glucosa, urea, creatinina, proteínas totales y globulina) durante el análisis de la Goma de Mezquite. No se encontraron diferencias estadísticas en los resultados obtenidos de las tres dietas antes mencionadas.
El resultado del estudio de mutagénesis indica que la goma de mezquite no induce ningún tipo de mutación genética, esto es no presenta ninguna actividad cancerígena.
Toxicidad del Benzoato de Sodio
La toxicidad del Benzoato de Sodio se toma en cuenta ya que la concentración máxima permisible en alimentos es 1/1000 partes. Por lo anterior se presenta la clasificación de toxicidad de la sustancia referida.
0 Clase de toxicidad.- Sustancia y producto no inocuo, clasificación de Suiza de tóxicos No. 4. Clase de sustancia contaminante para el agua (alemana)- 1 . Sustancia débilmente para el
Dosis letal oral en ratas de laboratorio.- 4070 mg / Kg (referido al ácido libre). agua.
Se hace mención de que la concentración de Benzoato de Sodio en el producto (emulsión), es de 0.1 %, es decir, se cumple con la especificación de la concentración máxima permisible (Merck, 1999/2000).
MUJA / RMJ 57
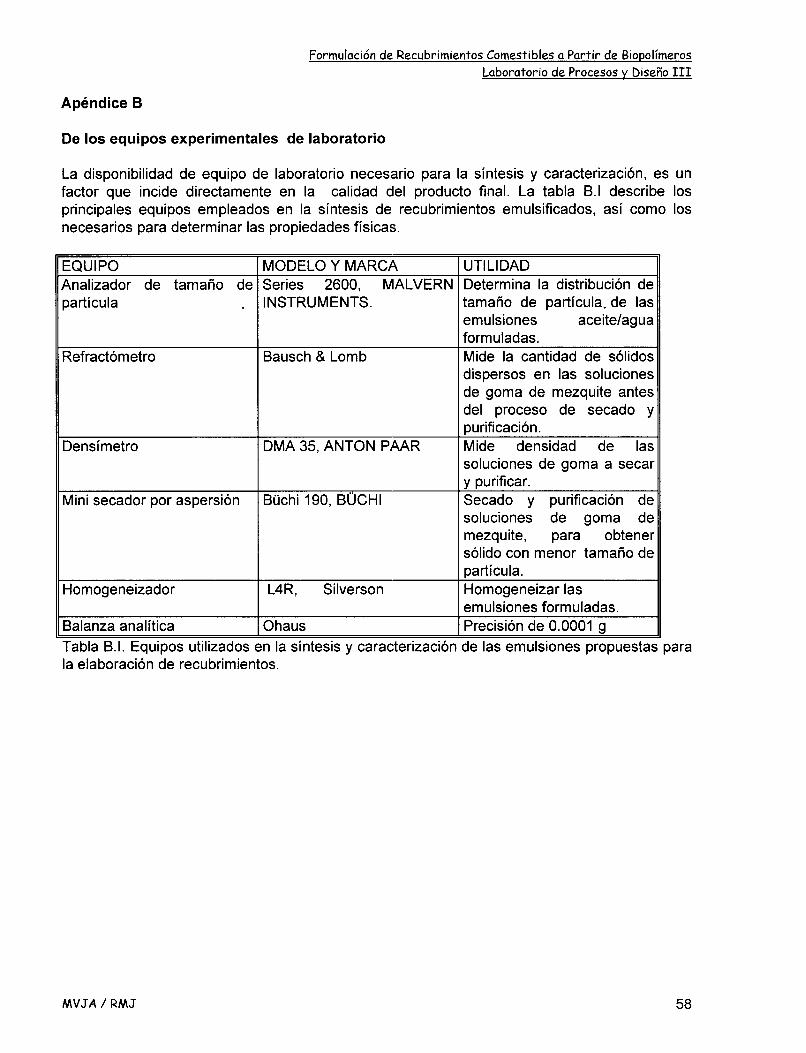
Formulación de Recubrirnientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y biseño 111
Apéndice B
De los equipos experimentales de laboratorio
La disponibilidad de equipo de laboratorio necesario para la síntesis y caracterización, es un factor que incide directamente en la calidad del producto final. La tabla B.1 describe los principales equipos empleados en la síntesis de recubrimientos emulsificados, así como los necesarios para determinar las propiedades físicas.
EQUIPO
INSTRUMENTS. Dartícula . Series 2600, MALVERN balizador de tamaño de MODELO Y MARCA
Refractómetro Bausch & Lomb
Densímetro DMA 35, ANTON PAAR
Mini secador por aspersión Büchi 190, BÜCHl
Homogeneizador I L4R, Silverson I
Balanza analítica I Ohaus
UTILIDAD Determina la distribución de tamaño de partícula. de las emulsiones aceitelagua formuladas. Mide la cantidad de sólidos dispersos en las soluciones de goma de mezquite antes del proceso de secado y Purificación. Mide densidad de las soluciones de goma a secar v Purificar. Secado y purificación de soluciones de goma de mezquite, para obtener sólido con menor tamaño de Partícula. Homogeneizar las emulsiones formuladas. Precisión de 0.0001 g I
Tabla B.I. Equipos utilizados en la síntesis y caracterización de las emulsiones propuestas para la elaboración de recubrimientos.
MVJA / RMJ 58
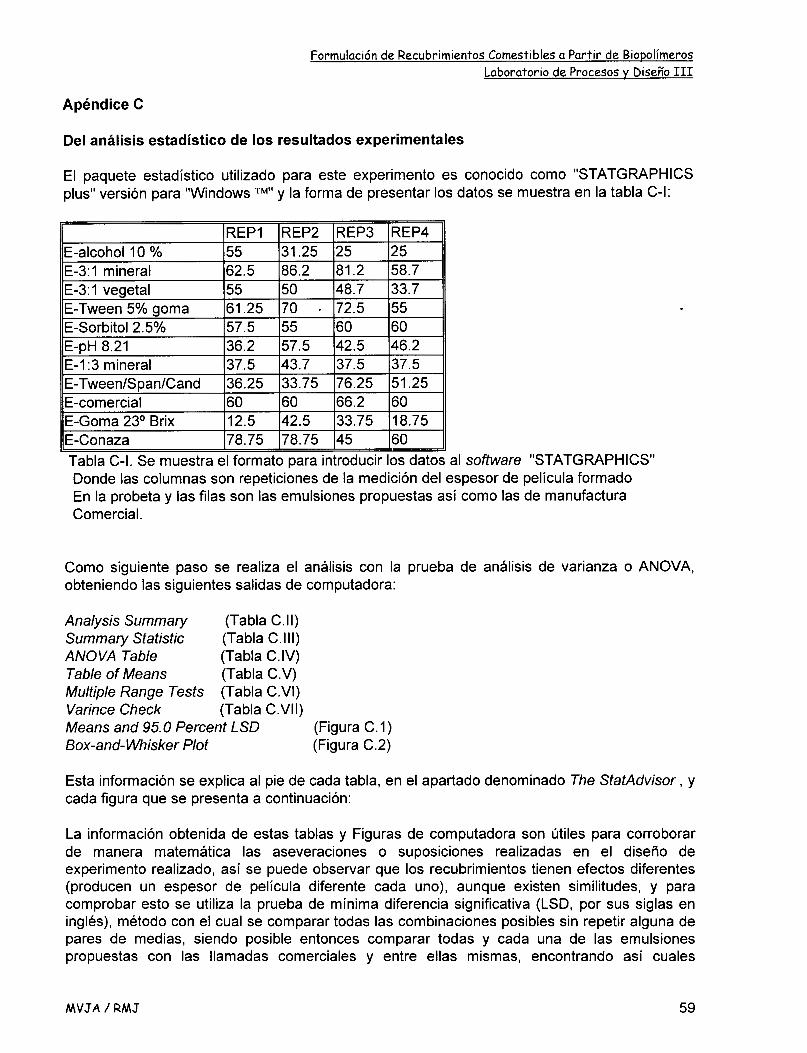
Formulación de Recubrimientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño I11
Apéndice C
Del análisis estadístico de los resultados experimentales
El paquete estadístico utilizado para este experimento es conocido como "STATGRAPHICS plus" versión para "Windows TM" y la forma de presentar los datos se muestra en la tabla C-I:
REP1 REP4 REP3 REP2 E-alcohol 10 %
33.7 48.7 50 55 E-3: 1 veaetal 58.7 81.2 86.2 62.5 E-3: 1 mineral 25 25 31.25 55
E-Tween 5% goma 60 60 55 57.5 E-Sorbitol 2.5% 55 72.5 70 . 61.25
Y
E-DH 8.21 46.2 42.5 57.5 36.2
E-comercial 60 60 66.2 I E-Goma 23O Brix
60 45 78.75 78.75 E-Conaza 1 18.75 33.75 42.5 12.5
I1 I
Tabla C-l. Se muestra el formato para introducir los datos al software "STATGRAPHICS" Donde las columnas son repeticiones de la medición del espesor de película formado En la probeta y las filas son las emulsiones propuestas así como las de manufactura Comercial.
Como siguiente paso se realiza el análisis con la prueba de análisis de varianza o ANOVA, obteniendo las siguientes salidas de computadora:
Analysis Summary (Tabla C.11) Summary Statistic (Tabla C.lll) ANOVA Table (Tabla C.IV) Table of Means (Tabla C.V) Multiple Range Tests (Tabla C.VI) Varince Check (Tabla C.VlI) Means and 95.0 Percent LSD (Figura C. l ) Box-and- Whisker Plot (Figura C.2)
Esta información se explica al pie de cada tabla, en el apartado denominado The StatAdvisor , y cada figura que se presenta a continuación:
La información obtenida de estas tablas y Figuras de computadora son útiles para corroborar de manera matemática las aseveraciones o suposiciones realizadas en el diseño de experimento realizado, así se puede observar que los recubrirnientos tienen efectos diferentes (producen un espesor de película diferente cada uno), aunque existen similitudes, y para comprobar esto se utiliza la prueba de mínima diferencia significativa (LSD, por sus siglas en inglés), método con el cual se comparar todas las combinaciones posibles sin repetir alguna de pares de medias, siendo posible entonces comparar todas y cada una de las emulsiones propuestas con las llamadas comerciales y entre ellas mismas, encontrando así cuales
M V J A / R M J 59
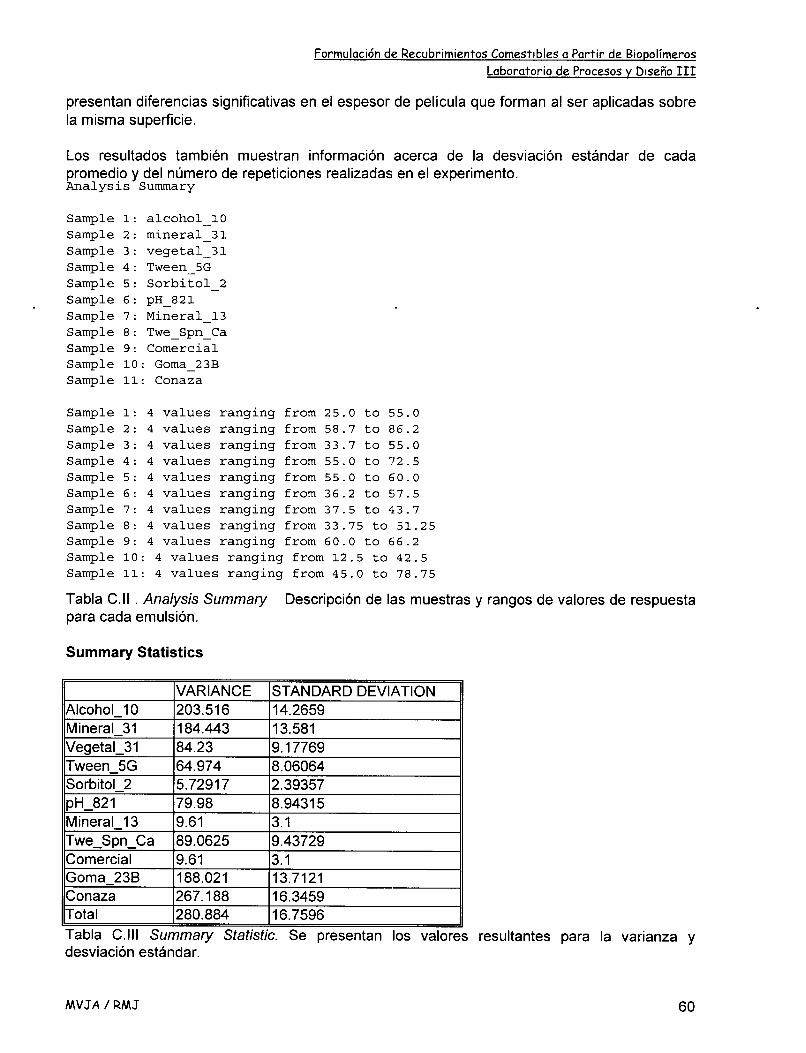
Formulación de Recubrirnientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño 111
presentan diferencias significativas en el espesor de película que forman al ser aplicadas sobre la misma superficie.
Los resultados también muestran información acerca de la desviación estándar de cada promedio y del número de repeticiones realizadas en el experimento. Analysis Summary
Sample 1: alcohol 10 Sample 2: mineral-31 Sample 3: vegetal-31 Sample 4: Tween-5G Sample 5: Sorbitol-2 Sample 6: pH-821 Sample 7: Mineral-13 Sample 8: Twe-Spn-Ca Sample 9: Comercial Sample 10: Goma-23B Sample 11: Conaza
-
Sample 1: 4 values ranging from 25.0 to 55.0 Sample 2: 4 values ranging from 58.7 to 86.2 Sample 3: 4 values ranging from 33.7 to 55.0 Sample 4: 4 values ranging from 55.0 to 72.5 Sample 5: 4 values ranging from 55.0 to 60.0 Sample 6: 4 values ranging from 36.2 to 57.5 Sample 7: 4 values ranging from 37.5 to 43.7 Sample 8: 4 values ranging from 33.75 to 51.25 Sample 9: 4 values ranging from 60.0 to 66.2 Sample 10: 4 values ranging from 12.5 to 42.5 Sample 11: 4 values ranging from 45.0 to 78.75
Tabla ( 2 . 1 1 . Analysis Summary Descripción de las muestras y rangos de valores de respuesta para cada emulsión.
Summary Statistics
VARIANCE STANDARD DEVIATION Alcohol-I O
13.581 184.443 Mineral 31 14.2659 203.516
Tabla C.III Summary Statistic. Se presentan los valores resultantes para la varianza y desviación estándar.
MUJA / RMJ 60
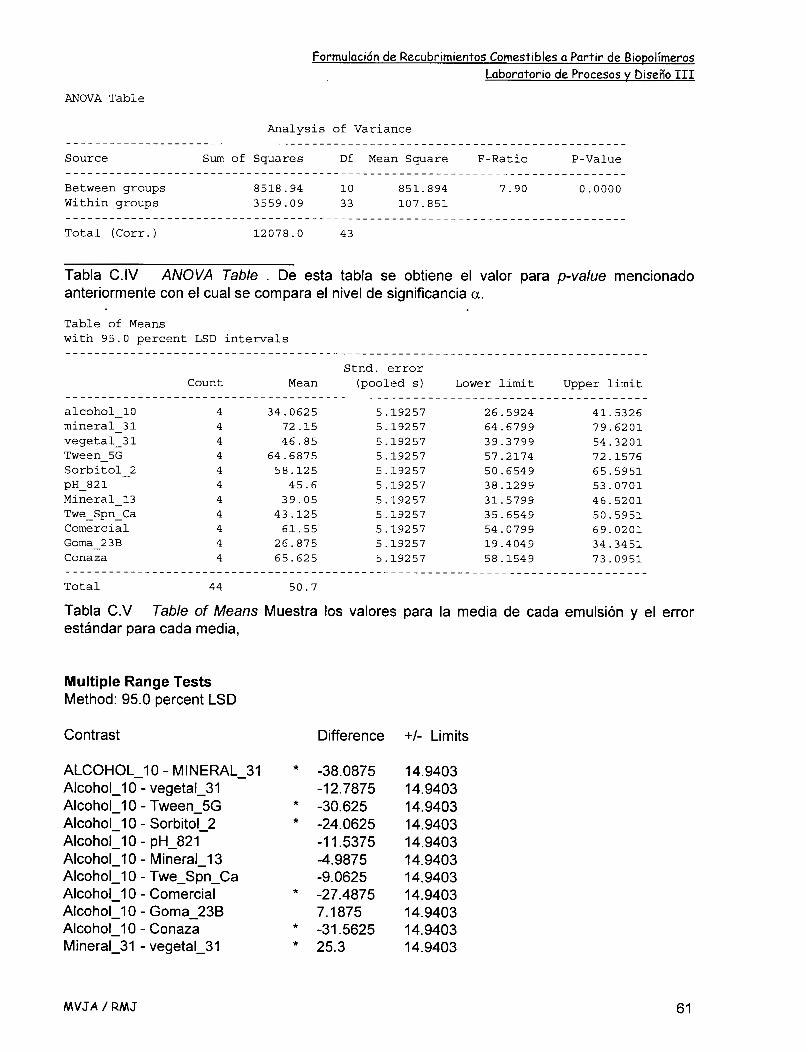
Formulación de Recubrirnientos Comestibles a Partir de Biopolímeros
Laboratorio de Procesos y Disefío 111
ANOVA Table
Analysis of Variance
Source Sum of Squares Df Mean Square F-Ratio P-Value
Between groups 8518.94 10 851.894 7.90 o. O000
Within groups 3559.09 33 107.851
Total (Corr. ) 12078. O 43
.......................................
.......................................
"""""-""""""""""""-""""""""""""""""""""-
Tabla C.IV ANOVA Table . De esta tabla se obtiene el valor para p-value mencionado anteriormente con el cual se compara el nivel de significancia a.
Table of Means with 95.0 percent LSD intervals ............................................
Stnd. error Count Mean (pooled S ) Lower limit Upper limit
alcohol-10 4 34.0625 5.19257 26.5924 41.5326 mineral-31 4 72.15 5.19257 64.6799 79.6201 vegetal-31 4 46.85 5.19257 39.3799 54.3201 Tween-5G 4 64.6875 5.19257 57.2174 72.1576 Sorbitol-2 4 58.125 5.19257 50.6549 65.5951 pH-8 2 1 4 45.6 5.19257 38.1299 53.0701 Mineral-13 4 39.05 5.19257 31.5799 46.5201 Twe-Spn-Ca 4 43.125 5.19257 35.6549 50.5951 Comercial 4 61.55 5.19257 54.0799 69.0201 Goma-2 3B 4 26.875 5.19257 19.4049 34.3451 Conaza 4 65.625 5.19257 58.1549 73.0951
Total 44 50.7
........................................
.........................................
Tabla C.V Table of Means Muestra los valores para la media de cada emulsión y el error estándar para cada media,
Multiple Range Tests Method: 95.0 percent LSD
Contrast
ALCOHOL-10 - MINERAL-31 Alcohol-I O - vegetal-31 Alcohol-I O - Tween-5G Alcohol-I O - Sorbitol2
Alcohol-I O - Mineral-I 3 Alcohol-I O - Twe-Spn-Ca Alcohol-I O - Comercial Alcohol-I O - Goma-23B Alcohol-I O - Conaza Mineral-31 - vegetal-31
Alcohol-I O - pH-821
Difference
* -38.0875 -1 2.7875
* -30.625 * -24.0625
-1 1.5375 -4.9875 -9.0625
* -27.4875 7.1875
* -31.5625 * 25.3
+I- Limits
14.9403 14.9403 14.9403 14.9403 14.9403 14.9403 14.9403 14.9403 14.9403 14.9403 14.9403
M U J A / R M J 61
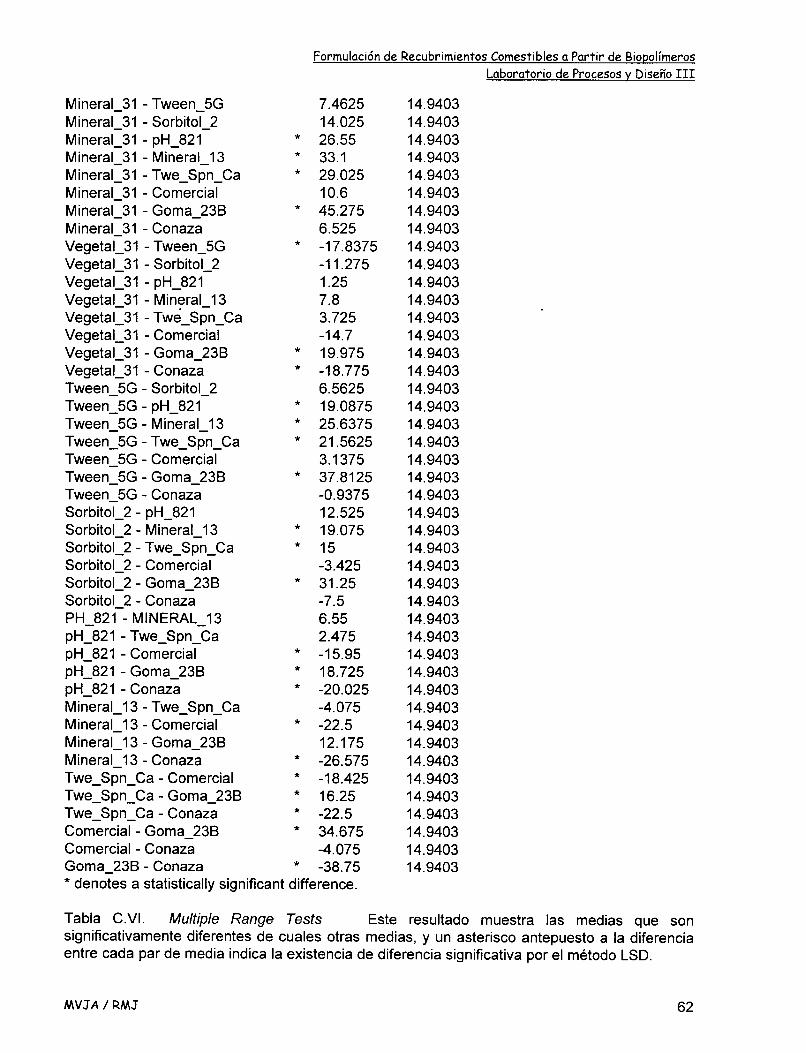
Formulación de Recubrimientos Comestibles a Partir de Biopolímeros
Mineral-31 - Tween-5G Mineral-31 - Sorbitol-2 Mineral-31 - pH-821 Mineral-31 - Mineral-I 3 Mineral-31 - Twe-Spn-Ca Mineral-31 - Comercial Mineral-31 - Goma-23B Mineral-31 - Conaza Vegetal-31 - Tween-5G Vegetal-31 - Sorbitol-2 Vegetal-31 - pH-821 Vegetal-31 - Mineral-I 3 Vegetal-31 - Twe-Spn-Ca Vegetal-31 - Comercial Vegetal-31 - Goma-23B Vegetal-31 - Conaza Tween-5G - Sorbitol-2 Tween-5G - pH-821 Tween-5G - Mineral-I 3 Tween-5G - Twe-Spn-Ca Tween-5G - Comercial Tween-5G - Goma-23B Tween-5G - Conaza Sorbitol-2 - pH-821 Sorbitol-2 - Mineral-I 3 Sorbitol-2 - Twe-Spn-Ca Sorbitol-2 - Comercial Sorbitol-2 - Goma-23B Sorbitol-;! - Conaza
pH-821 - Twe-Spn-Ca pH-821 - Comercial pH-821 - Goma-23B pH-821 - Conaza Mineral-I 3 - Twe-Spn-Ca Mineral-I 3 - Comercial Mineral-I 3 - Goma-23B Mineral-I 3 - Conaza Twe-Spn-Ca - Comercial Twe-Spn-Ca - Goma-23B Twe-Spn-Ca - Conaza Comercial - Goma-23B Comercial - Conaza Goma-23B - Conaza
PH-821 - MINERAL-13
7.4625 14.025
* 26.55 * 33.1 * 29.025
10.6 * 45.275
6.525 * -17.8375
-1 1.275 1.25 7.8 3.725 -14.7
* 19.975
6.5625 * -18.775
* 19.0875 * 25.6375 * 21.5625
* 37.8125 3.1375
-0.9375 12.525
* 19.075 * 15
* 31.25 -3.425
-7.5 6.55 2.475
* -15.95 * 18.725 * -20.025
-4.075 * -22.5
12.175 * -26.575 * -18.425 * 16.25
* 34.675 * -22.5
-4.075 * -38.75
Laboratorio de Procesos y Diseño 111
14.9403 14.9403 14.9403 14.9403 14.9403 14.9403 14.9403 14.9403 14.9403 14.9403 14.9403 14.9403 14.9403 14.9403 14.9403 14.9403 14.9403 14.9403 14.9403 14.9403 14.9403 14.9403 14.9403 14.9403 14.9403 14.9403 14.9403 14.9403 14.9403 14.9403 14.9403 14.9403 14.9403 14.9403 14.9403 14.9403 14.9403 14.9403 14.9403 14.9403 14.9403 14.9403 14.9403 14.9403
* denotes a statistically significant difference.
Tabla C.VI. Multiple Range Tests Este resultado muestra las medias que son significativamente diferentes de cuales otras medias, y un asterisco antepuesto a la diferencia entre cada par de media indica la existencia de diferencia significativa por el método LSD.
MVJA / RMJ 62
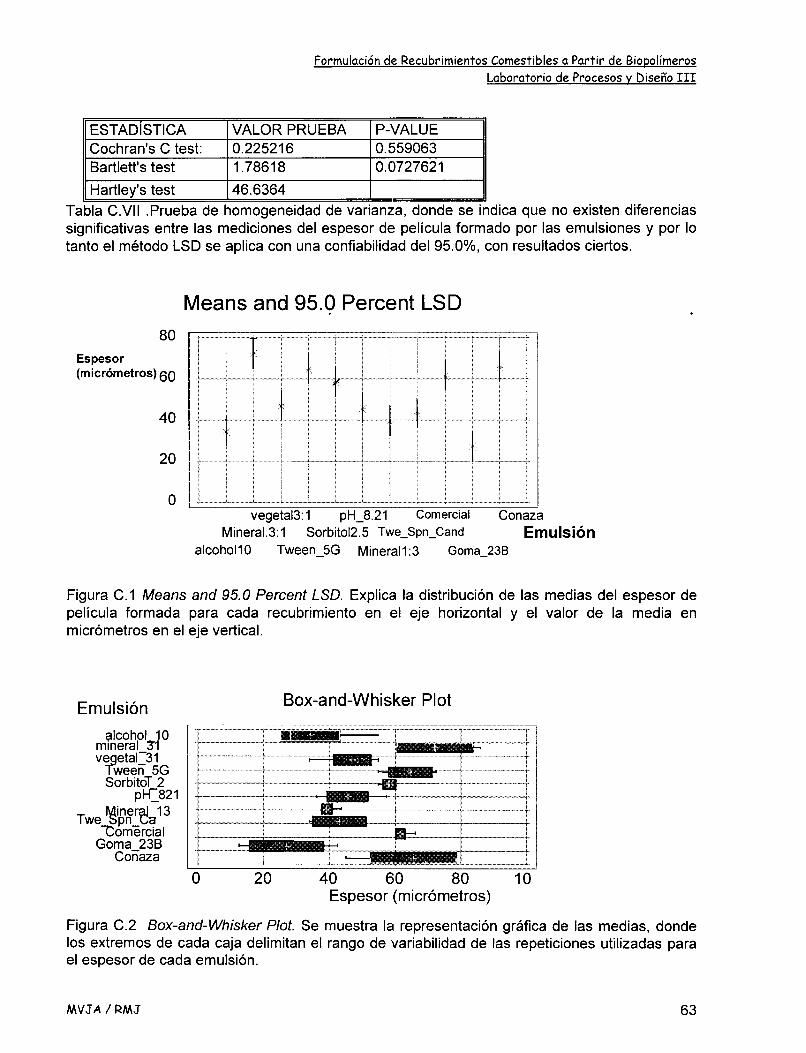
Formulación de Recubrirnientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño 111
Cochran's C test: 0.225216 0.559063 Bartlett's test 1.7861 8 0.0727621
Tabla C.VI1 .Prueba de homogeneidad de varianza, donde se indica que no existen diferencias significativas entre las mediciones del espesor de película formado por las emulsiones y por lo tanto el método LSD se aplica con una confiabilidad del 95.0%, con resultados ciertos.
Means and 95.0 Percent LSD 80
Espesor (micrómetros) 60
40
20
o , I vegetal3: 1 pH-8.21 Comercial Conaza
Mineral.3:l Sorbito12.5 Twe-Spn-Cand Emulsión alcohol10 Tween-5G Minerall:3 Goma-23B
Figura C.1 Means and 95.0 Percent LSD. Explica la distribución de las medias del espesor de película formada para cada recubrimiento en el eje horizontal y el valor de la media en micrómetros en el eje vertical.
Emulsión
m~neral-31 qlcohol 10
ve etal-31 ?ween 5G SorbitoT 2
pK-821
Twe pn- vner&l3 -Comercial
Goma-23B Conaza
Box-and-Whisker Plot ~~~ ............................................... .. .~. ."
O 20 40 60 80 10 Espesor (micrómetros)
Figura C.2 Box-and-Whisker Plot. Se muestra la representación gráfica de las medias, donde los extremos de cada caja delimitan el rango de variabilidad de las repeticiones utilizadas para el espesor de cada emulsión.
MVJA / RMJ 63
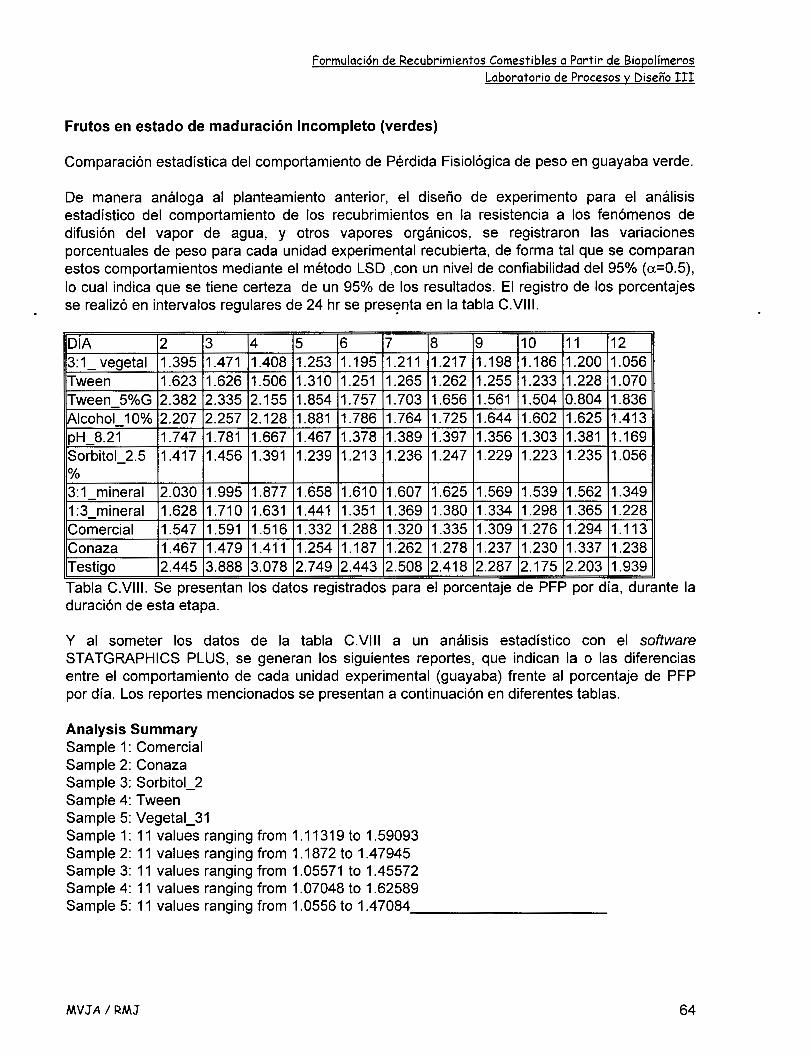
Formulación de Recubrimientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño I11
Frutos en estado de maduración Incompleto (verdes)
Comparación estadística del comportamiento de Pérdida Fisiológica de peso en guayaba verde.
De manera análoga al planteamiento anterior, el diseño de experimento para el análisis estadístico del comportamiento de los recubrirnientos en la resistencia a los fenómenos de difusión del vapor de agua, y otros vapores orgánicos, se registraron las variaciones porcentuales de peso para cada unidad experimental recubierta, de forma tal que se comparan estos comportamientos mediante el método LSD ,con un nivel de confiabilidad del 95% (a=0.5), lo cual indica que se tiene certeza de un 95% de los resultados. El registro de los porcentajes se realizó en intervalos regulares de 24 hr se presenta en la tabla C.VIII.
113:I~mineral i2.030 11.995 11.877 j1.658 i1.610 j1.607 11.625 i1.569 i1.539 / IS62 /1.34911
Tabla C.VIII. Se presentan los datos registrados para el porcentaje de PFP por día, durante la duración de esta etapa.
Y al someter los datos de la tabla C.VIII a un análisis estadístico con el software STATGRAPHICS PLUS, se generan los siguientes reportes, que indican la o las diferencias entre el comportamiento de cada unidad experimental (guayaba) frente al porcentaje de PFP por día. Los reportes mencionados se presentan a continuación en diferentes tablas.
Analysis Summary Sample 1: Comercial Sample 2: Conaza Sample 3: Sorbitol-2 Sample 4: Tween Sample 5: Vegetal-31 Sample 1 : 11 values ranging from 1 . I 1319 to 1 S9093 Sample 2: 11 values ranging from 1 .I872 to 1.47945 Sample 3: 11 values ranging from 1 .O5571 to 1.45572 Sample 4: 11 values ranging from 1 .O7048 to 1.62589 Sample 5: 11 values ranging from 1 .O556 to 1.47084
MUJA / RMJ 64
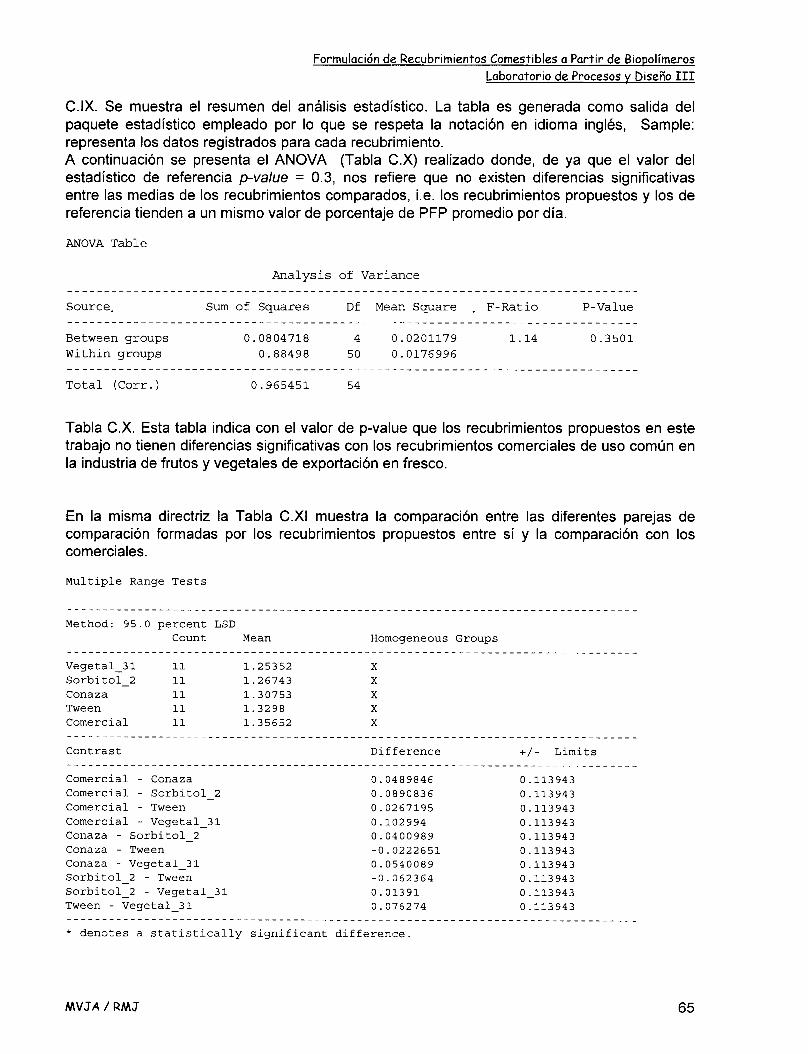
Formulación de Recubrirnientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño 111
C.IX. Se muestra el resumen del análisis estadístico. La tabla es generada como salida del paquete estadístico empleado por lo que se respeta la notación en idioma inglés, Sample: representa los datos registrados para cada recubrimiento. A continuación se presenta el ANOVA (Tabla C.X) realizado donde, de ya que el valor del estadístico de referencia p-value = 0.3, nos refiere que no existen diferencias significativas entre las medias de los recubrimientos comparados, ¡.e. los recubrimientos propuestos y los de referencia tienden a un mismo valor de porcentaje de PFP promedio por día.
ANOVA Table
Analysis of Variance
Source. Sum of Squares Df Mean Square . F-Ratio P-Value
Between groups O . 0804718 4 O . 0201179 1 . 1 4 O . 3 5 0 1
Within groups O . 88498 50 O . 0176996
Total (Corr . ) O . 965451 54
""-""""""""""""""""""""""""""""""""""""
"""""""""""""--""""""""""""""""""""""""-
""""""_""""""""""""""""""""""""""""""""
Tabla C.X. Esta tabla indica con el valor de p-value que los recubrimientos propuestos en este trabajo no tienen diferencias significativas con los recubrimientos comerciales de uso común en la industria de frutos y vegetales de exportación en fresco.
En la misma directriz la Tabla C.XI muestra la comparación entre las diferentes parejas de comparación formadas por los recubrimientos propuestos entre sí y la comparación con los comerciales.
Multiple Range Tests
""""""""""""""""""""""""""""""""""""""""
Method: 95.0 percent LSD Count Mean Homogeneous Groups
"""""""""""""""""""""""""""""""""~""""""- Vegetal-31 11 1.25352 X Sorbitol-2 11 l. 26743 X Conaza 11 1.30753 X Tween 11 1.3298 X Comercial 11 1.35652 X
Contrast Difference +/ - Limits
Comercial - Conaza O. 0489846 O. 113943 Comercial - Sorbitol-2 O. 0890836 O. 113943 Comercial - Tween O. 0267195 O. 113943 Comercial - Vegetal-31 O. 102994 O. 113943 Conaza - Sorbitol-2 O. 0400989 O. 113943 Conaza - Tween -0.0222651 O. 113943 Conaza - Vegetal-31 O. 0540089 O. 113943 Sorbitol-2 - Tween -0.1362364 O. 113943 Sorbitol-2 - Vegetal-31 O. 01391 O. 113943 Tween - Vegetal-31 O. 0'76274 O. 113943
* denotes a statistically significant difference.
""""""""""""""""""""""""""""""""""""""""
............................................
"""""""""""""""""""""-""""~""""""""""""""
MVJA / RMJ 65
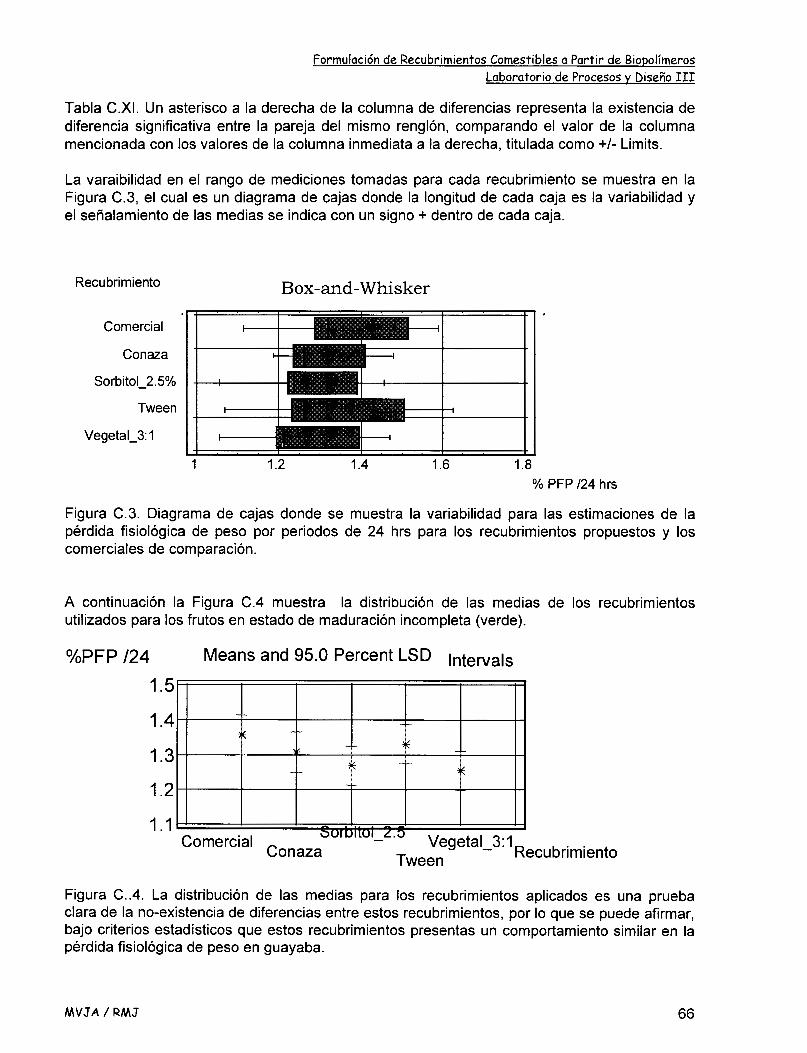
Formulación de Recubrimientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño 111
Tabla C.XI. Un asterisco a la derecha de la columna de diferencias representa la existencia de diferencia significativa entre la pareja del mismo renglón, comparando el valor de la columna mencionada con los valores de la columna inmediata a la derecha, titulada como +/- Limits.
La varaibilidad en el rango de mediciones tomadas para cada recubrimiento se muestra en la Figura C.3, el cual es un diagrama de cajas donde la longitud de cada caja es la variabilidad y el señalamiento de las medias se indica con un signo + dentro de cada caja.
Recubrimiento
Comercial
Conaza
Sorbitol2.5%
Tween
Vegetal-3: 1
Box-and-Whisker
1 1.2 1.4 1.6 1.8 % PFP I24 hrs
Figura C.3. Diagrama de cajas donde se muestra la variabilidad para las estimaciones de la pérdida fisiológica de peso por periodos de 24 hrs para los recubrimientos propuestos y los comerciales de comparación.
A continuación la Figura C.4 muestra la distribución de las medias de los recubrimientos utilizados para los frutos en estado de maduración incompleta (verde).
%PFP I24 Means and 95.0 Percent LSD Intervals
1.5
1.4
1.3
I .2
1 .I I I I I - Comercial
30-3
Conaza -
Tween Vegeta"3:1Recubrimiento
Figura C..4. La distribución de las medias para los recubrimientos aplicados es una prueba clara de la no-existencia de diferencias entre estos recubrimientos, por lo que se puede afirmar, bajo criterios estadísticos que estos recubrimientos presentas un comportamiento similar en la pérdida fisiológica de peso en guayaba.
MUJA / RMJ 66
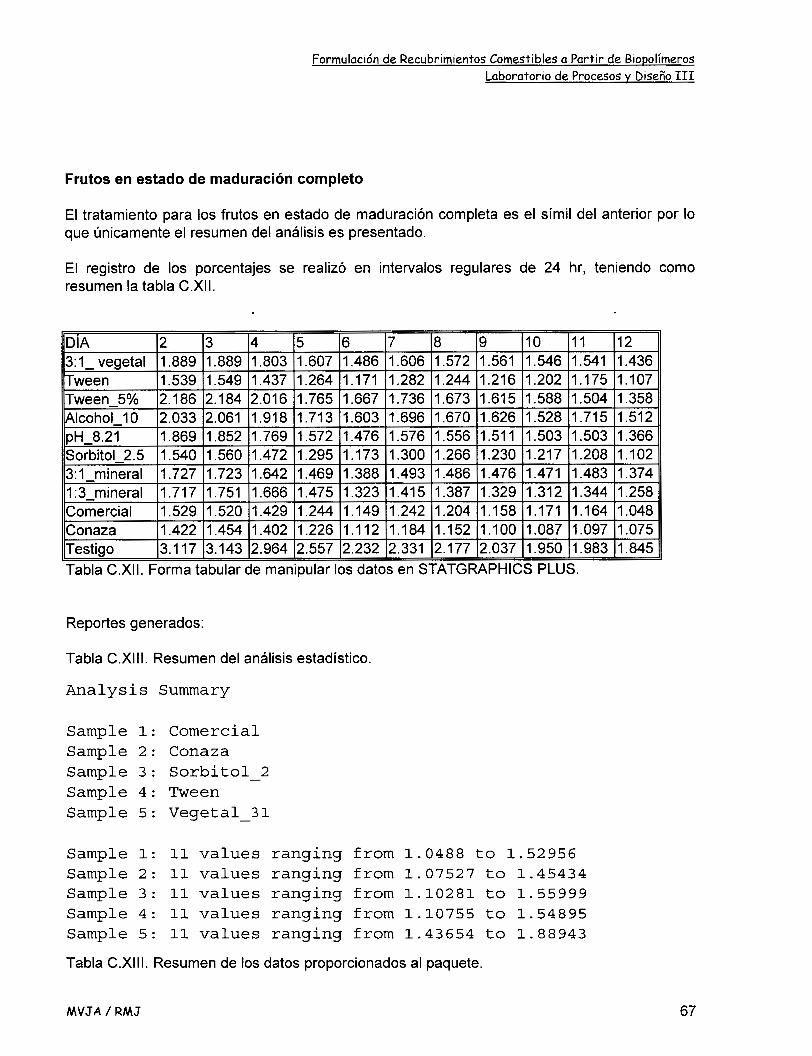
Formulación de Recubrirnientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño 111
Frutos en estado de maduración completo
El tratamiento para los frutos en estado de maduración completa es el símil del anterior por lo que únicamente el resumen del análisis es presentado.
El registro de los porcentajes se realizó en intervalos regulares de 24 hr, teniendo como resumen la tabla C.XII.
Tabla C.XII. Forma tabular de manipular los datos en STATGRAPHICS PLUS.
Reportes generados:
Tabla C.XIII. Resumen del análisis estadístico.
Analysis Summary
Sample 1 : Comercial Sample 2: Conaza Sample 3: Sorbitol - 2 Sample 4: Tween Sample 5: Vegetal - 31
Sample 1: 11 values ranging from 1.0488 to 1.52956 Sample 2: 11 values ranging from 1.07527 to 1.45434 Sample 3: 11 values ranging from 1.10281 t o 1.55999 Sample 4: 11 values ranging from 1.10755 to 1.54895 Sample 5: 11 values ranging from 1.43654 to 1.88943
Tabla C.XIII. Resumen de los datos proporcionados al paquete.
MVJA / RMJ 67
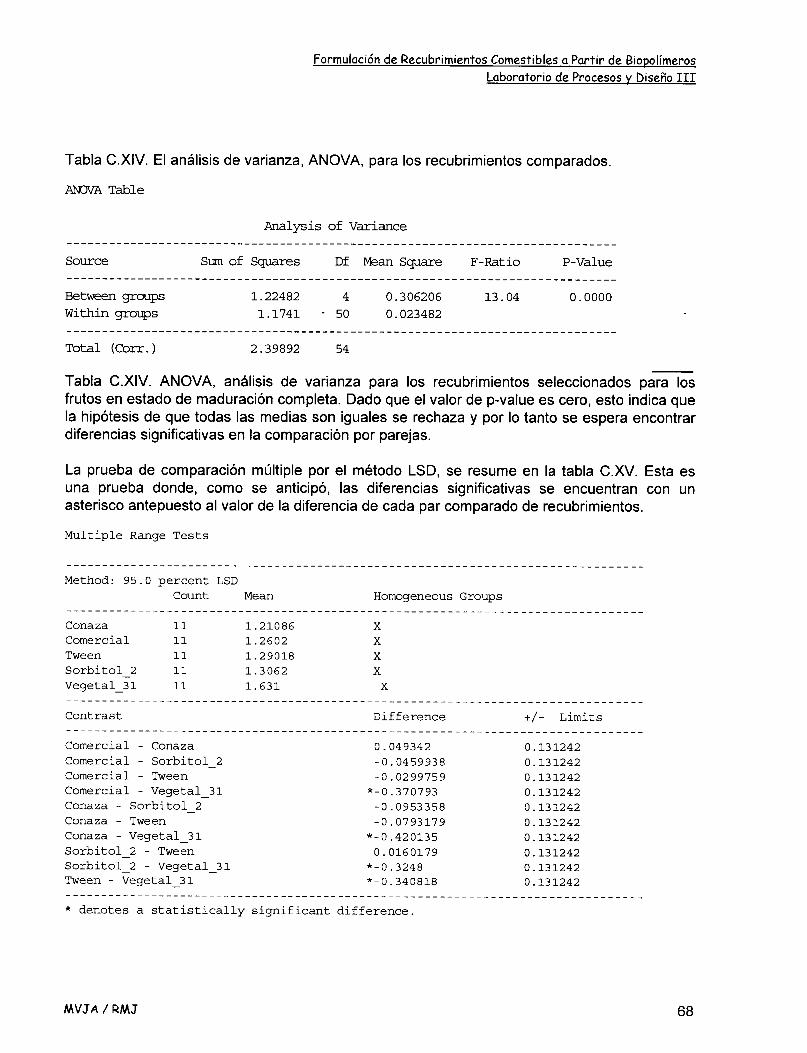
Formulación de Recubrimientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos Y Diseño 111
Tabla C.XIV. El análisis de varianza, ANOVA, para los recubrimientos comparados.
ANOVA Table
Analysis of Variance
Source Sum of Squares M Mean Square F-Ratio P-Value """""""""_"""""""""""""""""""""""""""""
"""""""""_""""""""""""""""""""""""""""" Between groups 1.22482 4 O. 306206 13.04 o . O000
Within gmups 1.1741 - 50 O . 023482
Total (Corr. ) 2.39892 54
"""""""""""""""""""""""~"""""""""""""""
Tabla C.XIV. ANOVA, análisis de varianza para los recubrimientos seleccionados para los frutos en estado de maduración completa. Dado que el valor de p-value es cero, esto indica que la hipótesis de que todas las medias son iguales se rechaza y por lo tanto se espera encontrar diferencias significativas en la comparación por parejas.
La prueba de comparación múltiple por el método LSD, se resume en la tabla C.XV. Esta es una prueba donde, como se anticipó, las diferencias significativas se encuentran con un asterisco antepuesto al valor de la diferencia de cada par comparado de recubrimientos.
Multiple Range Tests
--""""--"""""""""""""""""""""""""""""""""" Method: 95.0 percent LSD
Count Mean Homogeneous Groups ------------""""-"""""""""""""""""""""""""""""~ Conaza 11 1.21086 X Comercial 11 1.2602 X Tween 11 1.29018 X Sorbitol-2 11 1.3062 X Vegetal-31 11 1.631 X
Contrast Difference +/- Limits
Comercial - Conaza O. 049342 O. 131242 Comercial - Sorbitol-2 -0.0459938 O. 131242 Comercial - Ween -0.0299759 O. 13 1242 Comercial - Vegetal-31 *-0.370793 O. 13 1242 Conaza - Sorbitol-2 -0.0953358 O. 131242 Conaza - Tween - 0 .O793179 O. 13 1242 Conaza - Vegetal31 *-O .420135 O. 131242 Sorbitol-2 - Tween O. 0160179 O. 131242 Sorbitol-2 - Vegetal-31 *-O. 3248 O. 131242 Tween - Vegetal-31 *-0.340818 O. 131242
* denotes a statistically significant difference.
-----""""""""""""""""""""""""""""""~"""""""
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
MVJA / RMJ 68
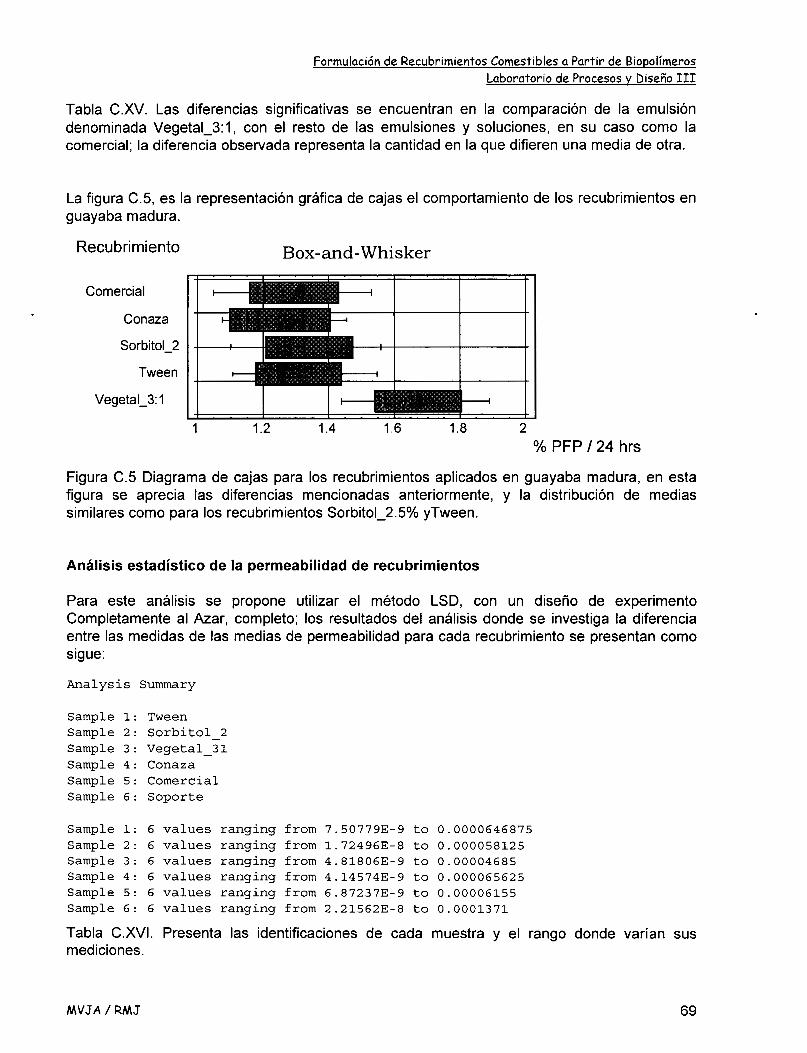
Formulación de Recubrimientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño I11
Tabla C.XV. Las diferencias significativas se encuentran en la comparación de la emulsión denominada Vegetal_3:1, con el resto de las emulsiones y soluciones, en su caso como la comercial; la diferencia observada representa la cantidad en la que difieren una media de otra.
La figura C.5, es la representación gráfica de cajas el comportamiento de los recubrirnientos en guayaba madura.
Recubrimiento Box-and-Whisker
Comercial
Conaza
Sorbitol2
Tween
Vegetal-3: 1
1 1.2 1.4 1.6 1.8 2 % PFP / 24 hrs
Figura C .5 Diagrama de cajas para los recubrimientos aplicados en guayaba madura, en esta figura se aprecia las diferencias mencionadas anteriormente, y la distribución de medias similares como para los recubrimientos Sorbitol-2.5% yTween.
Análisis estadístico de la permeabilidad de recubrimientos
Para este análisis se propone utilizar el método LSD, con un diseño de experimento Completamente al Azar, completo; los resultados del análisis donde se investiga la diferencia entre las medidas de las medias de permeabilidad para cada recubrimiento se presentan como sigue:
Analysis Summary
Sample 1: Tween Sample 2: Sorbitol-2 Sample 3: Vegetal - 31 Sample 4: Conaza Sample 5: Comercial Sample 6: Soporte
Sample 1: 6 values ranging from 7.507793-9 to 0.0000646875 Sample 2: 6 values ranging from 1.724963-8 to 0.000058125 Sample 3: 6 values ranging from 4.818063-9 to 0.00004685 Sample 4: 6 values ranging from 4.145743-9 to 0.000065625 Sample 5: 6 values ranging from 6.872373-9 to 0.00006155 Sample 6: 6 values ranging from 2.215623-8 to 0.0001371
Tabla CXVI. Presenta las identificaciones de cada muestra y el rango donde varían sus mediciones.
MVJA / RMJ 69
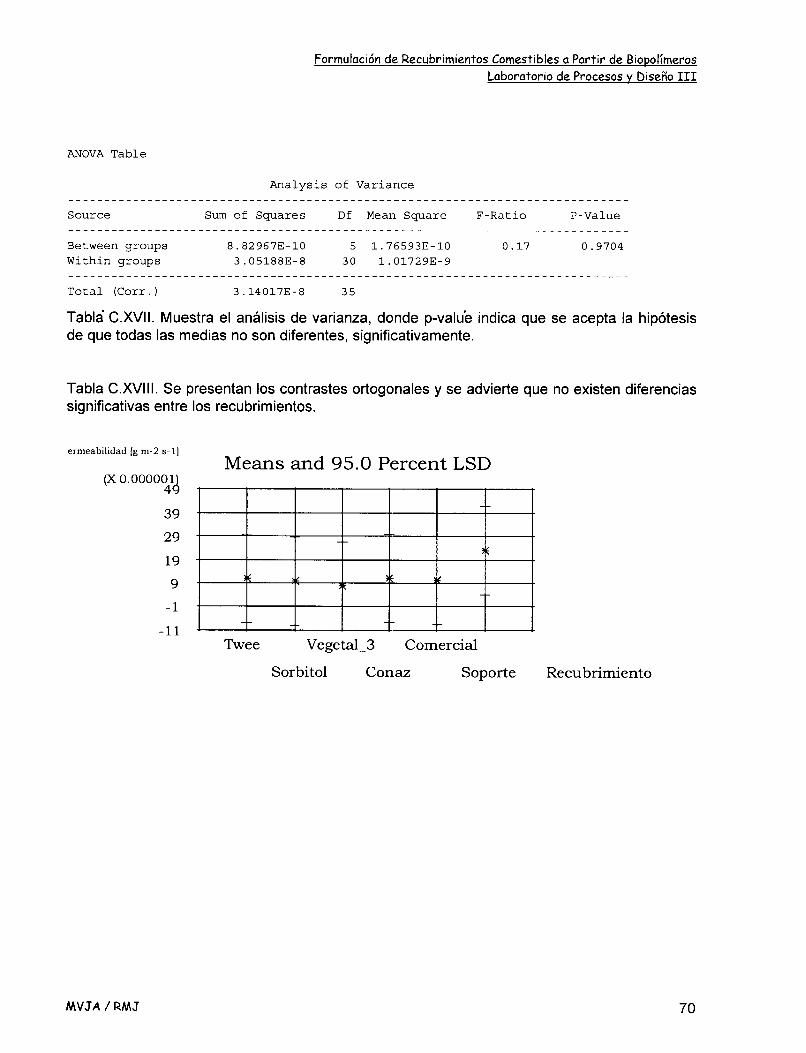
Formulación de Recubrirnientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño 111
ANOVA Table
Analysis of Variance
Source Sum of Squares D f Mean Square F-Ratio P-Value
Between groups 8.829673-10 5 1.765933-10 0.17 O. 9704 Within groups 3.051883-8 30 1.017293-9
""""""""""""""""""""""""""""""""""""""-
"""""""""_"""""""""""""""""""""""""""""
Total (Corr. ) 3.140173-8 35
Tabla C.XVII. Muestra el análisis de varianza, donde p-valu'e indica que se acepta la hipótesis de que todas las medias no son diferentes, significativamente.
Tabla C.XVIII. Se presentan los contrastes ortogonales y se advierte que no existen diferencias significativas entre los recubrirnientos.
ermeabilidad [g m-2 s- I]
Means and 95.0 Percent LSD (X 0.000001
44
39
29
19
9
- 1
- 1 1 Twee Vegetal-3 Comercial
Sorbitol C o n a Soporte Recubrimiento
MUJA / RMJ 70
Formulación de Recubrimientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño 111
Apéndice D
Memorias de cálculo
Los algoritmos de cálculo presentados en la sección 7, se utilizaron en el dimensionamiento de los equipos y accesorios diseñados para la planta de este proyecto. Cabe mencionar que estos algoritmos dependen tanto de los gastos o flujos manejados, de las condiciones de operación así como de la distribución de los equipos de proceso dentro de la planta industrial (Layout), principalmente la potencia de las bombas, y los agitadores de las propiedades de las sustancias que se manejan, de igual forma los materiales de construcción se seleccionan en función de los requerimientos de las condiciones de operación y de las mismas propiedades ya mencionadas, como la viscosidad y la densidad, por ejemplo.
De esta forma se presentan las memorias de cálculo realizadas para cada equipo y línea del proceso. Los algoritmos de cálculo se programaron en la paquetería de OFFICE, dentro de una hoja de cálculo del paquete EXCEL , ya que los procedimientos mencionados son repetitivos y de esta manera sólo se introdujeron los datos que diferencian cada parte del proceso.
Memoria de cálculo para recipientes de proceso
Tanque atmosférico hidratador
V = 269.571801 ft3 V = 269.571801 (p/4)*D2*h h/d = 1.5 h = 9.17464 1.5 *D D = 6.1 1642667 ft Area = 29.3822756 ft2
Tanques atmosféricos fase oleosa
V = 30.6960891 ft3 V = 30.6960891 (p/4)*D2*h h/d = 1.5 h = 4.44691226 1.5 *D D = 2.9646081 8 ft Area = 6.9027872 ft2
Tanque atmosférico alimentador
V = 1 88.1 23252 ft3
h/d = 1.5 h = 8.13788794 1.5 *D D = 5.42525862 ft Area = 23.1 169628 ft2
V = 1 88.123252 (p/4)*D2*h
dato
2.79643027 m 1.86428685 m
dato
1.35541 886 m 0.90361257 m
dato
2.48042824 m 1.65361883 m
Memoria de cálculo para líneas de proceso
MVJA / RMJ
1700 kg/h 850 kg/30min
269.571801
120 kg/h 60 kg/30min
30.6960891
1200 kg/h 600 kg/30min
188.123252
71
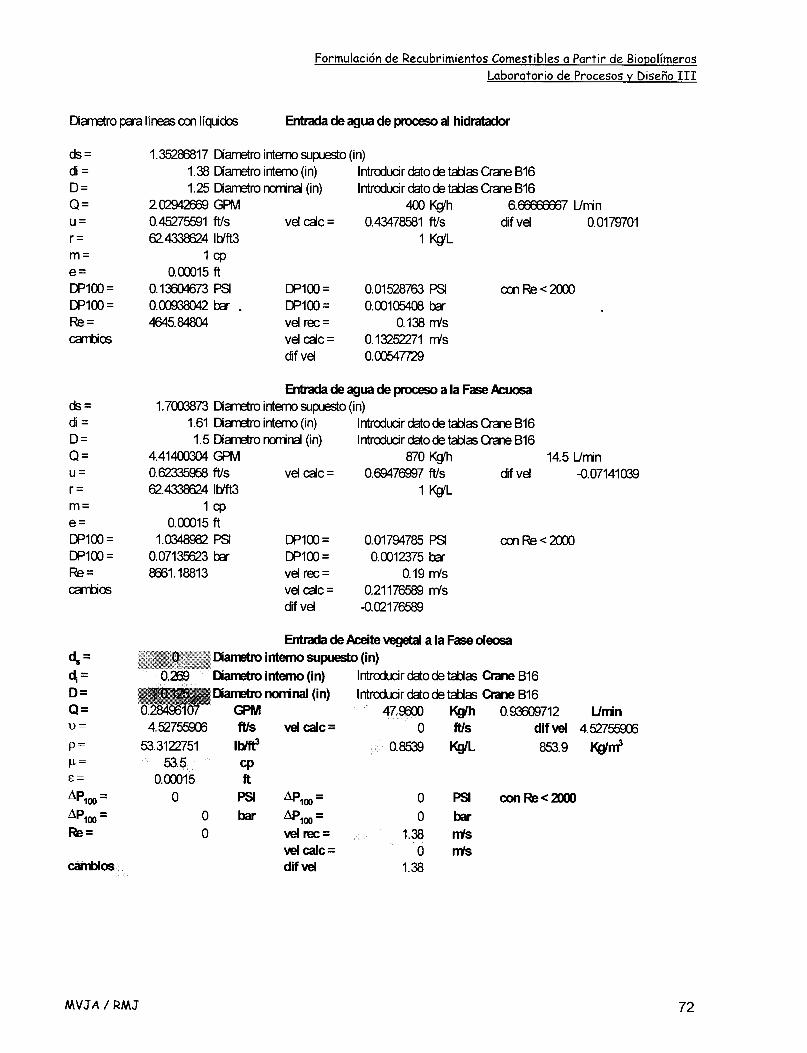
Formulación de Recubrimientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño 111
Dametro para I í n e a s m I íquidas Entfadadeaguadeprocesoalhidratador
ds= di = D= Q =
r = m= e= DPl00 = DPl00 = Re= caltias
U =
ds= di = D= Q =
r = m = e = DPl00 = DP100 = Re= caltios
U =
4= 4 = D= Q= u = P = cI=
APlw = APlw = k=
caltios
E=
1.35286817 Dametro interno supuesto (in) 1.38 Dametro interno (in) Introducir dato de Was Crane B16 1.25 Dametro norind (in) Introducir dato de tablas Crane B16
2.02942669 GPM 400 Wh 6.-7 Unin 0.452752591 ft/s vel cdc= 0.43478581 ft/s dif vel O. O1 79701 62.4338f324 Ib'ft3 1 WL
ICP 0.00015 ft
O. 13604673 PSI Dpl00 = 0.01528763 PSI mRe<2ooo 0.00938042bar. DPl00 = 0.00105408 bar 4 6 4 5 . 8 4 8 0 4 Vel m= 0.138 ds
vel cdc = O. 13252271 d s dif vel O. 00547729
EntradadeaguadeprocesoalaFaseAwosa
1.61 Da&o interno (in) Introducir dato de tablas Crane B16 1.5 Dar"onorind (in) lntroducirdatodetablasCmeBl6
1.703873 Dametro i nterno supuesto (in)
4.41400304 GPM 870 Ks/h 14.5 Unin 0.62335858 ftls vel cdc = 0.69476997 ft/s dif vel -0.07141039 62.4338624 Ib'ft3 1 WL
ICP 0.00015 ft
1.0348982 PSI DPl00 = 0.01794785 PSI conRe<m 0.07135623 bar DPl00 = 0.0012375 bar 8661.18813 Vel m= 0.19 d s
vel d c = 0.21176589 d s dif vel -O. O21 76589
EntradadeAceitevegetalalaFasedeosa i n t e r n o apuesto (in)
Díametro intemo (in) Introducir dato de tablas Cme B16 Díametro mminal (in) Introducir dato de tablas Cmne B16
GPM 47.9600 K@h 0.93609712 Umn 4.52755906 pus velcalc= o pus dif vel 4 . 5 2 7 m
53.3122751 l b l f f 3 0.8539 Kg/L 853.9 K@d 53.5 Cp
O. 0001 5 ft O PSI APlw= o PSI conk<#w)o
o bar APiW = o b a r O vel== 1.38 d s
velCalc= o d s dif vel 1.38
MVJA / RMJ 72
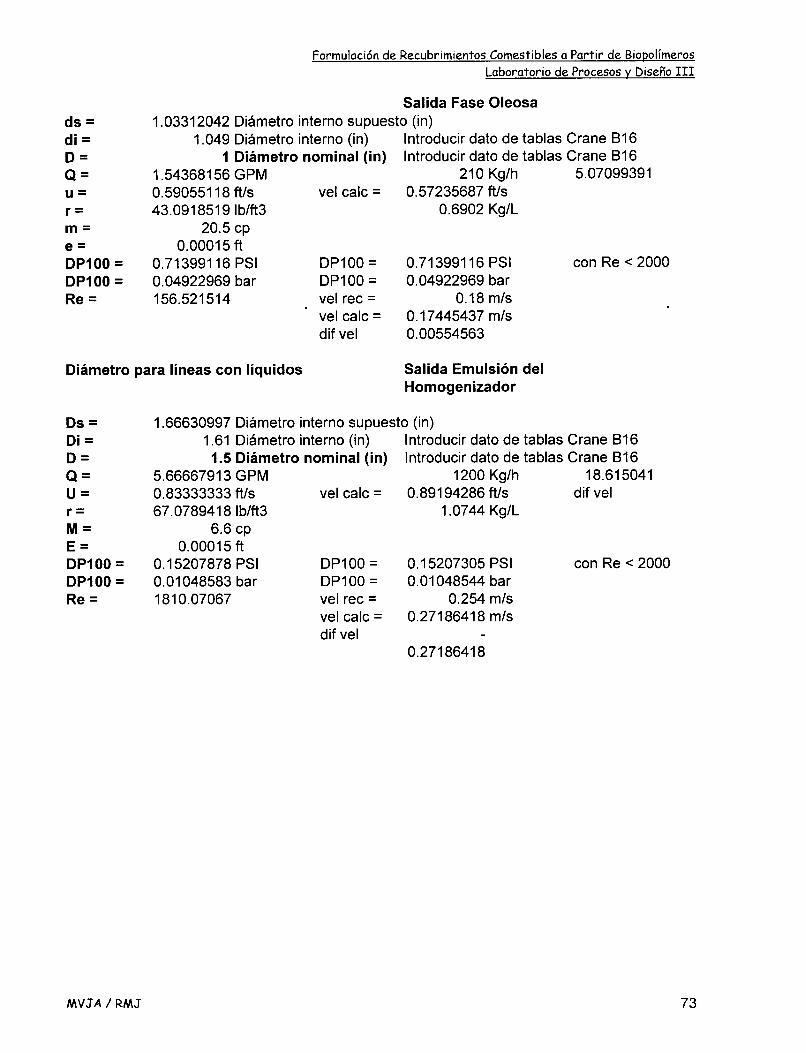
ds = di = D = Q =
r = m = e = DPIOO = DPIOO = Re =
U =
Formulación de Recubrimientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño I11
Salida Fase Oleosa 1 .O331 2042 Diámetro interno supuesto (in)
1.049 Diámetro interno (in) Introducir dato de tablas Crane B16 1 Diámetro nominal (in) Introducir dato de tablas Crane B16
1.543681 56 GPM 210 Kg/h 5.07099391 0.590551 18 ft/s vel calc = 0.57235687 ft/s 43.091 851 9 Ib/ft3 0.6902 Kg/L
20.5 cp 0.0001 5 ft
0.71 3991 16 PSI DPIOO = 0.713991 16 PSI con Re .C 2000 0.04922969 bar DPIOO = 0.04922969 bar 156.521514 vel rec = 0.18 m/s
vel calc = O. 17445437 m/s dif vel 0.00554563
Diámetro para líneas con líquidos Salida Emulsión del Homogenizador
Ds = 1.66630997 Diámetro interno supuesto (in) Di = 1.61 Diámetro interno (in) Introducir dato de tablas Crane B16 D = 1.5 Diámetro nominal (in) Introducir dato de tablas Crane B16 Q = 5.6666791 3 GPM 1200 Kg/h 18.61 5041 U = 0.83333333 ft/s vel calc = 0.89194286 ft/s dif vel r = 67.078941 8 Ib/ft3 1 .O744 Kg/L M = 6.6 cp E = 0.00015 ft DP1 O0 = O. 15207878 PSI DP1 O0 = O. 15207305 PSI con Re .C 2000 DPIOO = 0.01048583 bar DPIOO = 0.01048544 bar Re = 181 0.07067 vel rec = 0.254 m/s
vel calc = 0.27186418 m/s dif vel -
0.271 8641 8
MUJA / RMJ 73
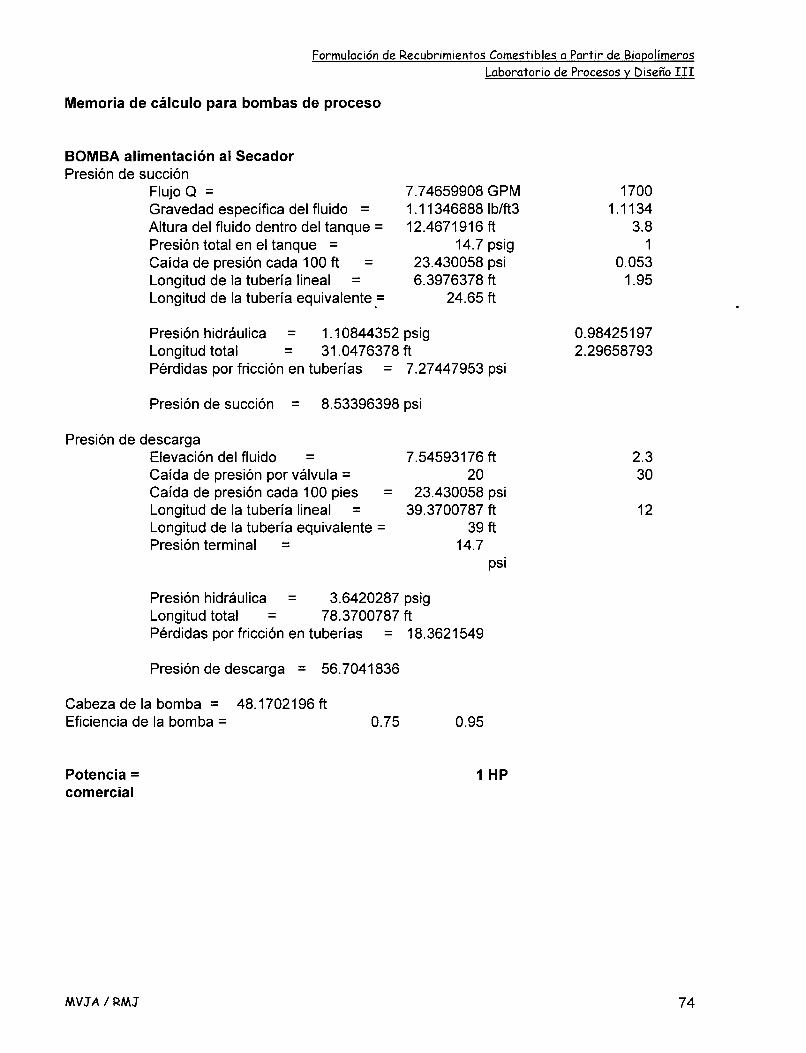
Formulación de Recubrimientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos Y Diseño 111
Memoria de cálculo para bombas de proceso
BOMBA alimentación al Secador Presión de succión
Flujo Q = 7.74659908 GPM Gravedad específica del fluido = 1 . I 1 346888 I b/ft3 Altura del fluido dentro del tanque = 12.4671916 ft Presión total en el tanque = 14.7 psig Caída de presión cada 100 ft = 23.430058 psi Longitud de la tubería lineal = 6.3976378 ft Longitud de la tubería equivalente = 24.65 ft
Presión hidráulica = 1.10844352 psig Longitud total = 31 .O476378 ft Pérdidas por fricción en tuberías = 7.27447953 psi
Presión de succión = 8.53396398 psi
Presión de descarga Elevación del fluido = 7.54593176 ft Caída de presión por válvula = 20 Caída de presión cada 100 pies = 23.430058 psi Longitud de la tubería lineal = 39.3700787 ft Longitud de la tubería equivalente = 39 ft Presión terminal = 14.7
psi
Presión hidráulica = 3.6420287 psig Longitud total = 78.3700787 ft Pérdidas por fricción en tuberías = 18.3621549
Presión de descarga = 56.7041 836
Cabeza de la bomba = 48.1702196 ft Eficiencia de la bomba = 0.75 0.95
1700 1.1134
3.8 1
0.053 1.95
0.984251 97 2.29658793
2.3 30
12
Potencia = comercial
1 HP
MUJA / RMJ 74
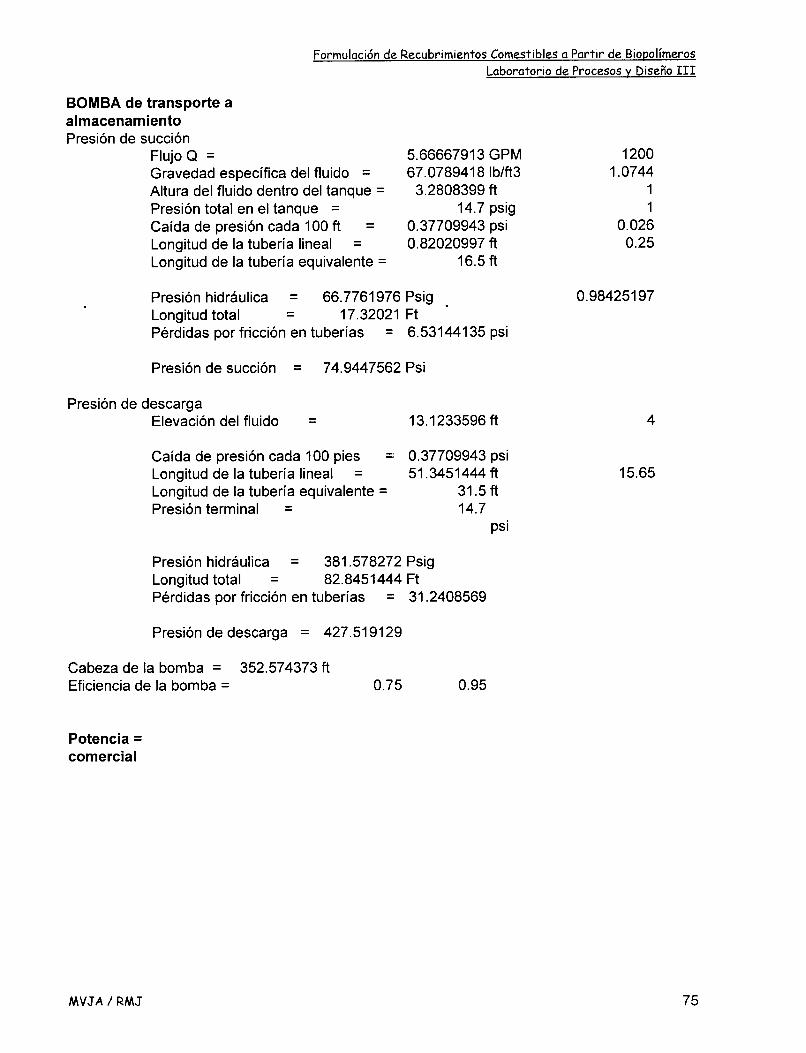
Formulación de Recubrimientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño 111
BOMBA de transporte a almacenamiento Presión de succión
Flujo Q = 5.6666791 3 GPM 1200 Gravedad específica del fluido = 67.0789418 Ib/ft3 1 .O744 Altura del fluido dentro del tanque = 3.2808399 ft 1 Presión total en el tanque = 14.7 psig 1 Caída de presión cada 100 ft = 0.37709943 psi 0.026 Longitud de la tubería lineal = 0.82020997 ft 0.25 Longitud de la tubería equivalente = 16.5 ft
Presión hidráulica = 66.7761976 Psig 0.984251 97 Longitud total - 17.32021 Ft Pérdidas por fricción en tuberías = 6.53144135 psi
-
Presión de succión = 74.9447562 Psi
Presión de descarga Elevación del fluido = 13.1233596 ft
Caída de presión cada 100 pies = 0.37709943 psi Longitud de la tubería lineal = 51.3451444 ft Longitud de la tubería equivalente = 31.5 ft Presión terminal = 14.7
psi
Presión hidráulica = 381 578272 Psig Longitud total = 82.845 1444 Ft Pérdidas por fricción en tuberías = 31.2408569
Presión de descarga = 427.519129
Cabeza de la bomba = 352.574373 ft Eficiencia de la bomba = 0.75 0.95
4
15.65
Potencia = comercial
M V J A / R M J 75
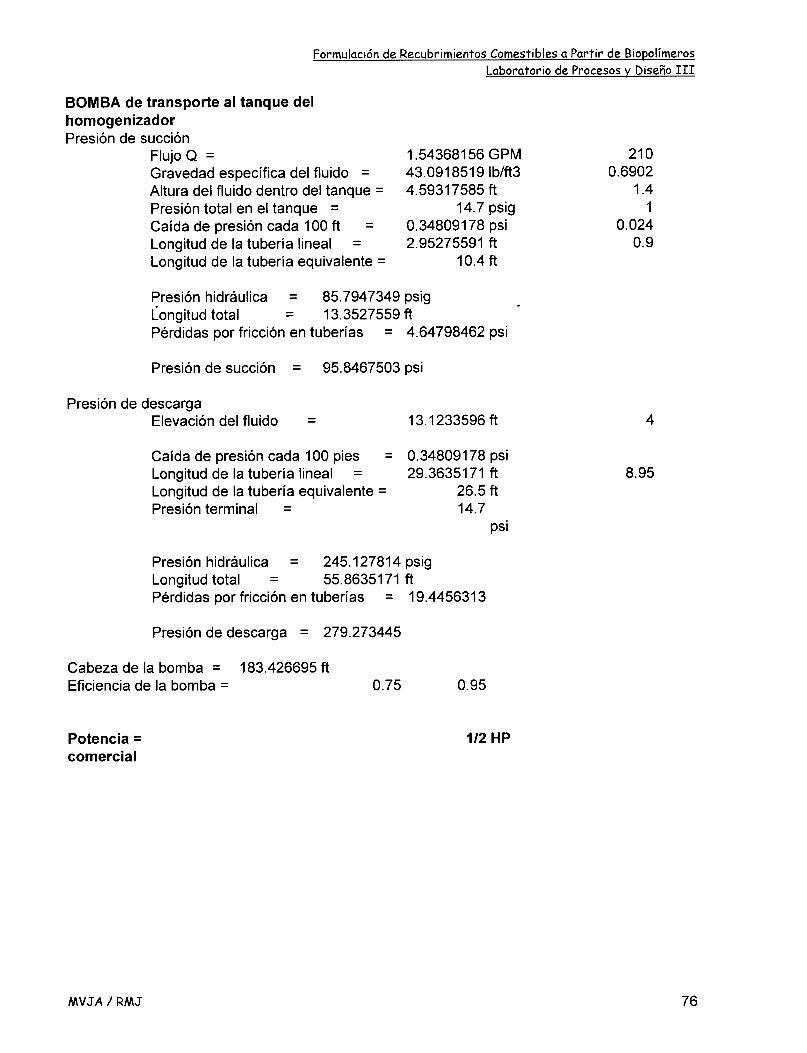
Formulación de Recubrirnientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño 111
BOMBA de transporte al tanque del homogenizador Presión de succión
Flujo Q = 1.543681 56 GPM 21 o Gravedad específica del fluido = 43.091 851 9 Ib/ft3 0.6902 Altura del fluido dentro del tanque = 4.59317585 ft 1.4 Presión total en el tanque = 14.7 psig 1 Caída de presión cada 100 ft = 0.34809178 psi O. 024 Longitud de la tubería lineal = 2.95275591 ft 0.9 Longitud de la tubería equivalente = 10.4 ft
Presión hidráulica = 85.7947349 psig Longitud total = 13.3527559 ft Pérdidas por fricción en tuberías = 4.64798462 psi
Presión de succión = 95.8467503 psi
Presión de descarga Elevación del fluido = 13.1233596 ft
Caída de presión cada 100 pies = 0.34809178 psi Longitud de la tubería lineal = 29.3635171 ft Longitud de la tubería equivalente = 26.5 ft Presión terminal = 14.7
psi
Presión hidráulica = 245.127814 psig Longitud total = 55.8635171 ft Pérdidas por fricción en tuberías =: 19.4456313
Presión de descarga = 279.273445
Cabeza de la bomba = 183.426695 ft Eficiencia de la bomba = 0.75 0.95
4
8.95
Potencia = comercial
112 HP
MUJA / RMJ 76
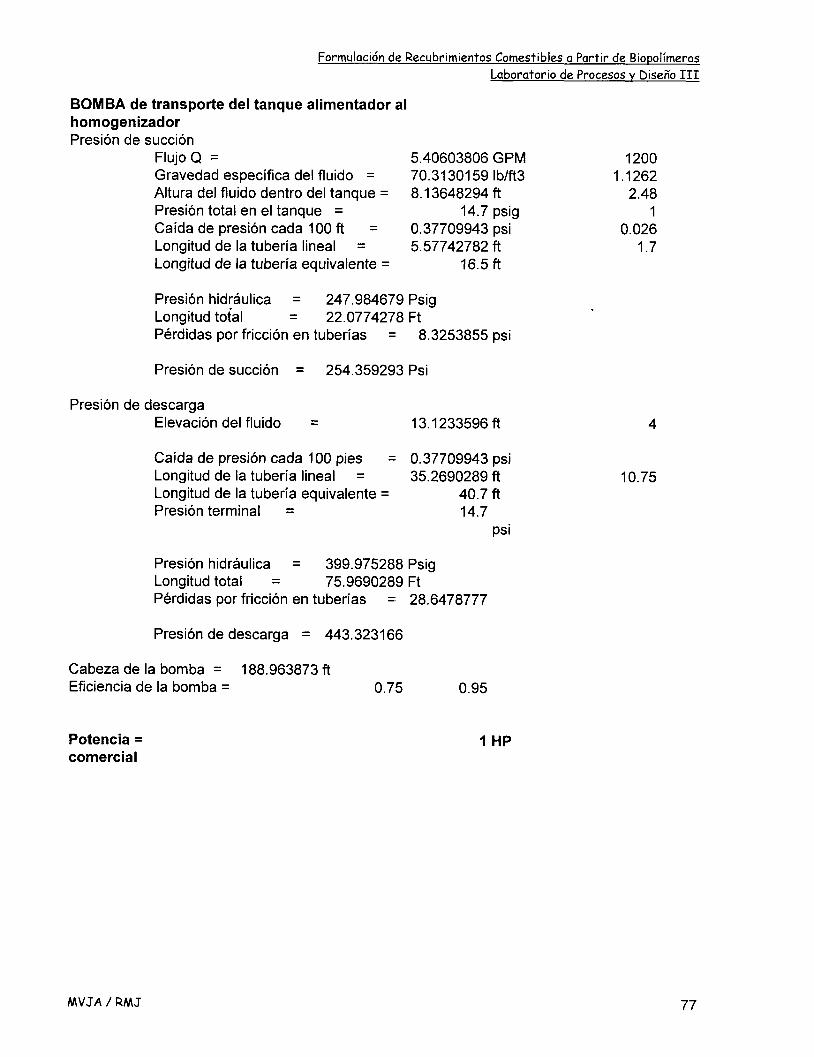
Formulación de Recubrimientos Comestibles a Partir de Biopolimeros Laboratorio de Procesos y Diseño 111
BOMBA de transporte del tanque alimentador al homogenizador Presión de succión
Flujo Q = 5.40603806 GPM 1200 Gravedad específica del fluido = 70.31 301 59 Ib/ft3 1.1262 Altura del fluido dentro del tanque = 8.13648294 ft 2.48 Presión total en el tanque = 14.7 psig 1 Caída de presión cada 100 ft = 0.37709943 psi O. 026 Longitud de la tubería lineal = 5.57742782 ft 1.7 Longitud de la tubería equivalente = 16.5 ft
Presión hidráulica = 247.984679 Psig Longitud toial = 22.0774278 Ft Pérdidas por fricción en tuberías = 8.3253855 psi
Presión de succión = 254.359293 Psi
Presión de descarga Elevación del fluido = 13.1233596 ft
Caída de presión cada 100 pies = 0.37709943 psi Longitud de la tubería lineal = 35.2690289 ft Longitud de la tubería equivalente = 40.7 ft Presión terminal = 14.7
psi
Presión hidráulica = 399.975288 Psig Longitud total = 75.9690289 Ft Pérdidas por fricción en tuberías = 28.6478777
Presión de descarga = 443.323166
Cabeza de la bomba = 188.963873 ft Eficiencia de la bomba = 0.75 0.95
4
10.75
Potencia = comercial
1 HP
MVJA / RMJ 77
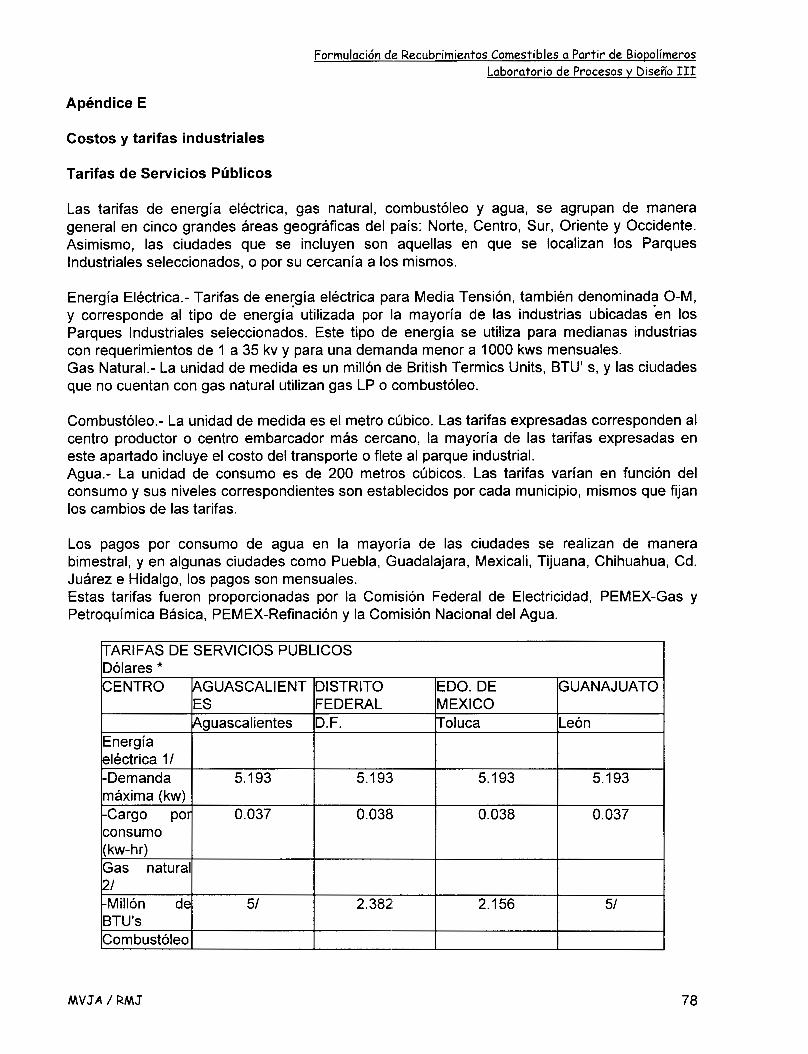
Formulación de Recubrimientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño 111
Apéndice E
Costos y tarifas industriales
Tarifas de Servicios Públicos
nanera Las tarifas de energía eléctrica, gas natural, combustóleo y agua, se agrupan de r general en cinco grandes áreas geográficas del país: Norte, Centro, Sur, Oriente y Occidente. Asimismo, las ciudades que se incluyen son aquellas en que se localizan los Parques Industriales seleccionados, o por su cercanía a los mismos.
Energía Eléctrica.- Tarifas de energía eléctrica para Media Tensión, también denominada O-M, y corresponde al tipo de energía utilizada por la mayoría de las industrias ubicadas en los Parques Industriales seleccionados. Este tipo de energía se utiliza para medianas industrias con requerimientos de 1 a 35 kv y para una demanda menor a 1000 kws mensuales. Gas Natural.- La unidad de medida es un millón de British Termics Units, BTU' S, y las ciudades que no cuentan con gas natural utilizan gas LP o combustóleo.
Combustó1eo.- La unidad de medida es el metro cúbico. Las tarifas expresadas corresponden al centro productor o centro embarcador más cercano, la mayoría de las tarifas expresadas en este apartado incluye el costo del transporte o flete al parque industrial. Agua.- La unidad de consumo es de 200 metros cúbicos. Las tarifas varían en función del consumo y sus niveles correspondientes son establecidos por cada municipio, mismos que fijan los cambios de las tarifas.
Los pagos por consumo de agua en la mayoría de las ciudades se realizan de manera bimestral, y en algunas ciudades como Puebla, Guadalajara, Mexicali, Tijuana, Chihuahua, Cd. Juárez e Hidalgo, los pagos son mensuales. Estas tarifas fueron proporcionadas por la Comisión Federal de Electricidad, PEMEX-Gas y Petroquímica Básica, PEMEX-Refinación y la Comisión Nacional del Agua.
TARIFAS DE SERVICIOS PUBLICOS Dólares * CENTRO IAGUASCALIENT IDISTRITO IEDO. DE IGUANAJUATO
ES León Toluca D.F. Aguascalientes
MEXICO FEDERAL
Energía eléctrica 11 -Demanda
0.037 0.038 0.038 0.037 -Cargo por máxima (kw)
5.193 5.193 5.193 5.193
consumo (kw-hr) Gas natural 21 -Millón de 51 2.382 2.156 51 BTU's Combustóleo I I I I I
M V J A / R M J 78
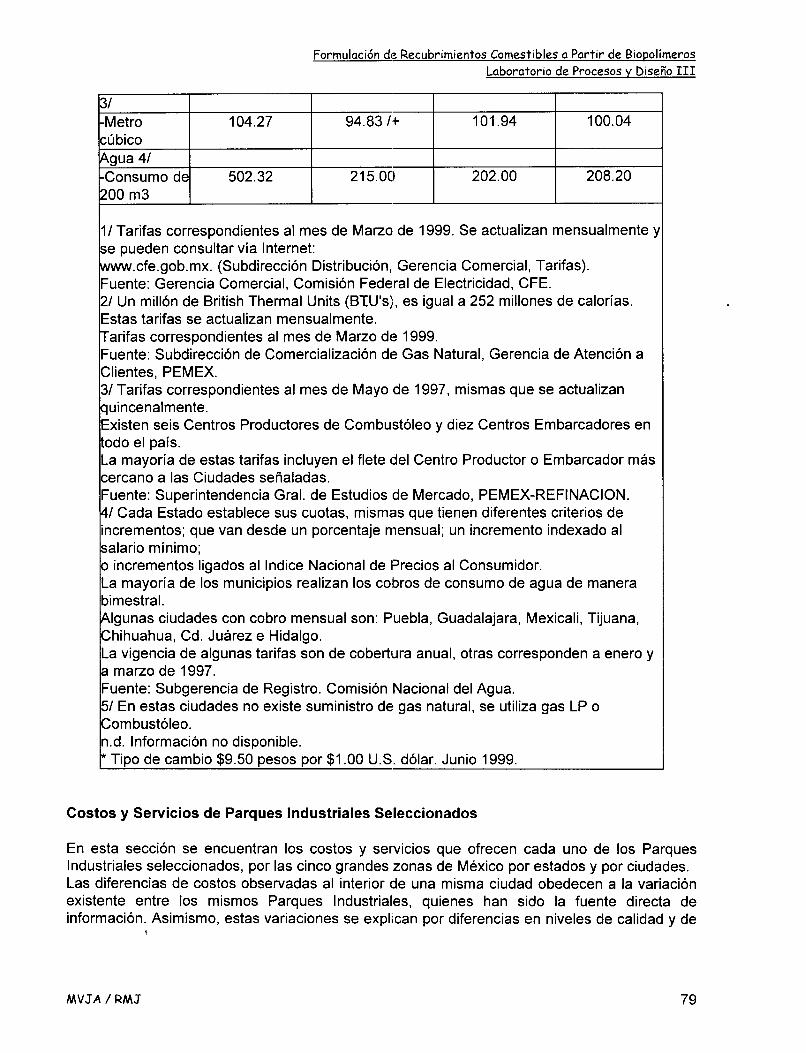
Formulación de Recubrirnientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos Y Diseño I11
correspondientes al mes de Marzo de 1999. Se actualizan mensualmente y n consultar vía Internet:
e.gob.mx. (Subdirección Distribución, Gerencia Comercial, Tarifas). . Gerencia Comercial, Comisión Federal de Electricidad, CFE.
a mayoría de estas tarifas incluyen el flete del Centro Productor o Embarcador más
uente: Superintendencia Gral. de Estudios de Mercado, PEMEX-REFINACION.
rementos; que van desde un porcentaje mensual; un incremento indexado al
incrementos ligados al lndice Nacional de Precios al Consumidor.
La vigencia de algunas tarifas son de cobertura anual, otras corresponden a enero y a marzo de 1997. Fuente: Subgerencia de Registro. Comisión Nacional del Agua. 51 En estas ciudades no existe suministro de gas natural, se utiliza gas LP o Combustóleo. n.d. Información no disponible. * TiDo de cambio $9.50 Desos Dor $1 .O0 U.S. dólar. Junio 1999.
Costos y Servicios de Parques Industriales Seleccionados
En esta sección se encuentran los costos y servicios que ofrecen cada uno de los Parques Industriales seleccionados, por las cinco grandes zonas de México por estados y por ciudades. Las diferencias de costos observadas al interior de una misma ciudad obedecen a la variación existente entre los mismos Parques Industriales, quienes han sido la fuente directa de información. Asimismo, estas variaciones se explican por diferencias en niveles de calidad y de
I
MUJA / R M J 79
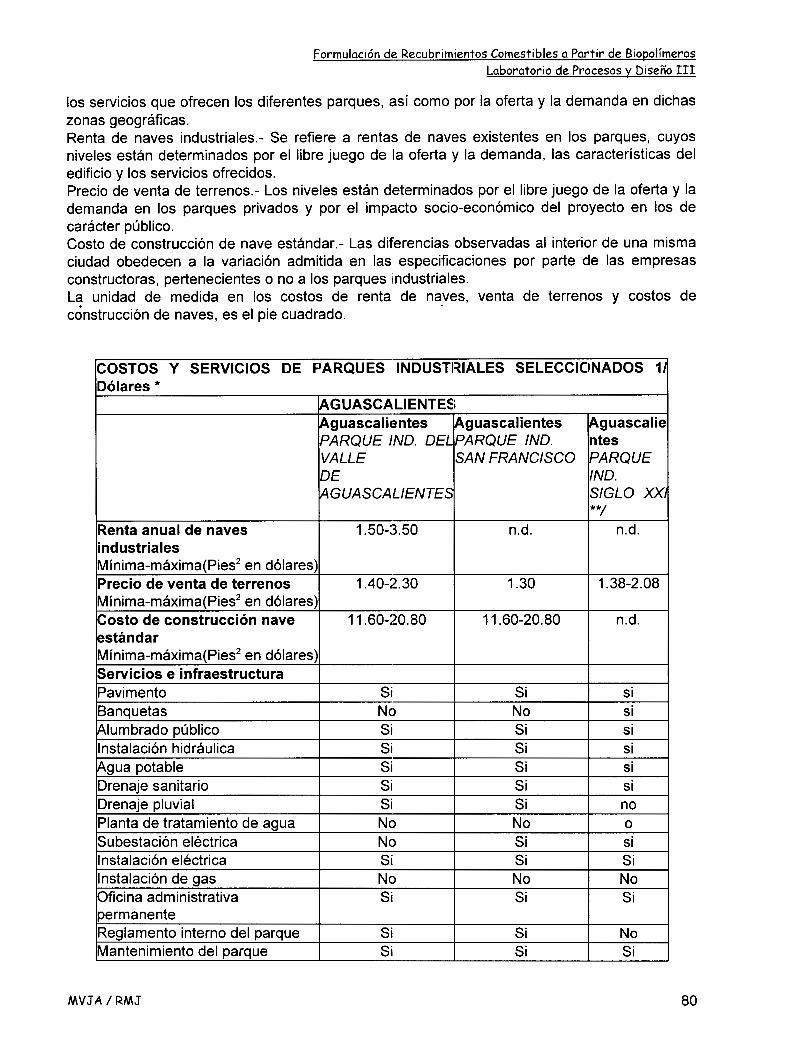
Formulación de Recubrimientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño 111
los servicios que ofrecen los diferentes parques, así como por la oferta y la demanda en dichas zonas geográficas. Renta de naves industriales.- Se refiere a rentas de naves existentes en los parques, cuyos niveles están determinados por el libre juego de la oferta y la demanda, las características del edificio y los servicios ofrecidos. Precio de venta de terrenos.- Los niveles están determinados por el libre juego de la oferta y la demanda en los parques privados y por el impacto socio-económico del proyecto en los de carácter público. Costo de construcción de nave estándar.- Las diferencias observadas al interior de una misma ciudad obedecen a la variación admitida en las especificaciones por parte de las empresas constructoras, pertenecientes o no a los parques industriales. La unidad de medida en los costos de renta de naves, venta de terrenos y costos de construcción de naves, es el pie cuadrado.
ICOSTOS Y SERVICIOS DE PARQUES INDUSTIRIALES SELECCIONADOS 11 M a r e s *
AGUASCALIENTES Aguascalientes Aguascalientes
SIGLO X2 AGUASCALIENTES IND. DE PARQUE SAN FRANCISCO VALLE ntes DELPARQUE IND. PARQUE IND. Aguascalit
**/ Renta anual de naves
Mínima-máxima(Pies2 en dólares) estándar
n.d. 11.60-20.80 11.60-20.80 Costo de construcción nave Mínima-máxima(Pies2 en dólares)
1.38-2.08 1.30 1.40-2.30 Precio de venta de terrenos Mínima-máxima(Pies2 en dólares) industriales
n.d. n.d. 1.50-3.50
Servicios e infraestructura Pavimento
si No No Banauetas si si s i
Alumbrado público Instalación hidráulica
si si s i
si Si s i Aaua Dotable Si si s i
IDrenaie sanitario I s i I s i I si I Drenaje pluvial
No Planta de tratamiento de agua no s i s i
si si No Subestación eléctrica O No
Instalación eléctrica si si Si Instalación de gas No
s i si Si Mantenimiento del Daraue No si SE Reglamento interno del parque
permanente si si Si Oficina administrativa No No
M V J A / RMJ 80
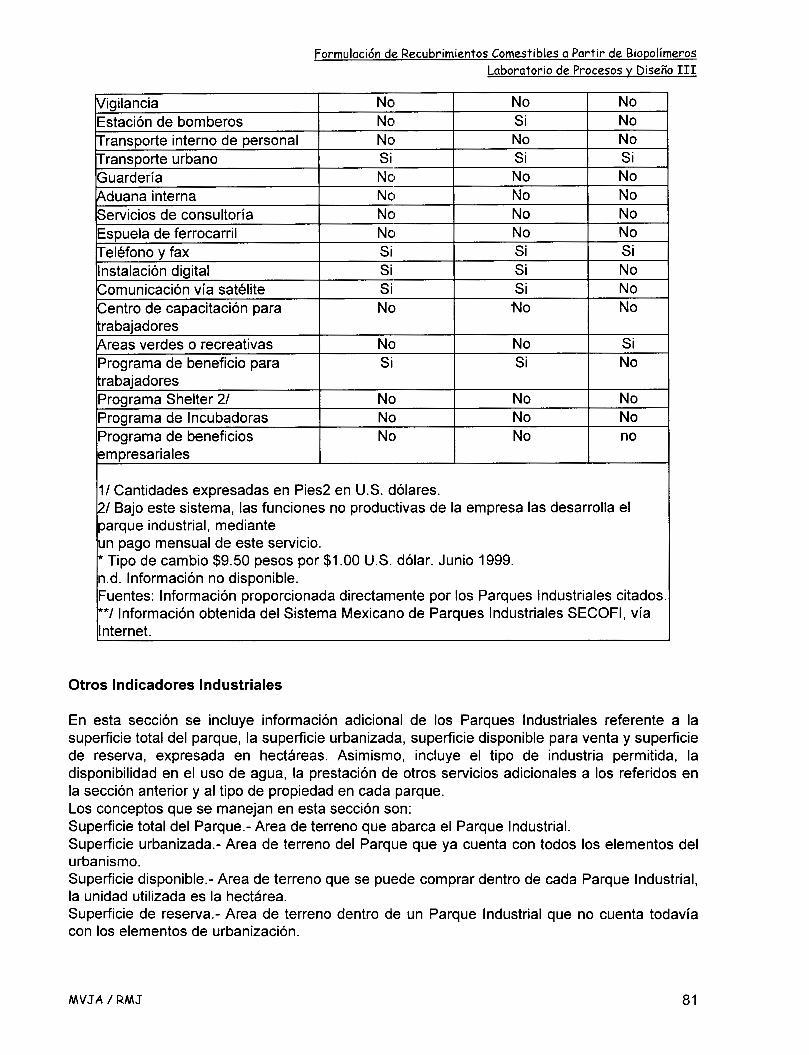
Formulación de Recubrimientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño 111
Vigilancia
No No No Transporte interno de personal No si N O Estación de bomberos No No No
trabajadores Programa Shelter 21
empresariales no No No Programa de beneficios No No No Programa de Incubadoras No No No
I / Cantidades expresadas en Pies2 en U.S. dólares. 2/ Bajo este sistema, las funciones no productivas de la empresa las desarrolla el parque industrial, mediante un pago mensual de este servicio. * Tipo de cambio $9.50 pesos por $1 .O0 U.S. dólar. Junio 1999. n.d. Información no disponible. Fuentes: Información proporcionada directamente por los Parques Industriales citados **/ Información obtenida del Sistema Mexicano de Parques Industriales SECOFI, vía Internet.
Otros lndicadores Industriales
En esta sección se incluye información adicional de los Parques Industriales referente a la superficie total del parque, la superficie urbanizada, superficie disponible para venta y superficie de reserva, expresada en hectáreas. Asimismo, incluye el tipo de industria permitida, la disponibilidad en el uso de agua, la prestación de otros servicios adicionales a los referidos en la sección anterior y al tipo de propiedad en cada parque. Los conceptos que se manejan en esta sección son: Superficie total del Parque.- Area de terreno que abarca el Parque Industrial. Superficie urbanizada.- Area de terreno del Parque que ya cuenta con todos los elementos del urbanismo. Superficie disponible.- Area de terreno que se puede comprar dentro de cada Parque Industrial, la unidad utilizada es la hectárea. Superficie de reserva.- Area de terreno dentro de un Parque Industrial que no cuenta todavía con los elementos de urbanización.
M V J A / RMJ 81
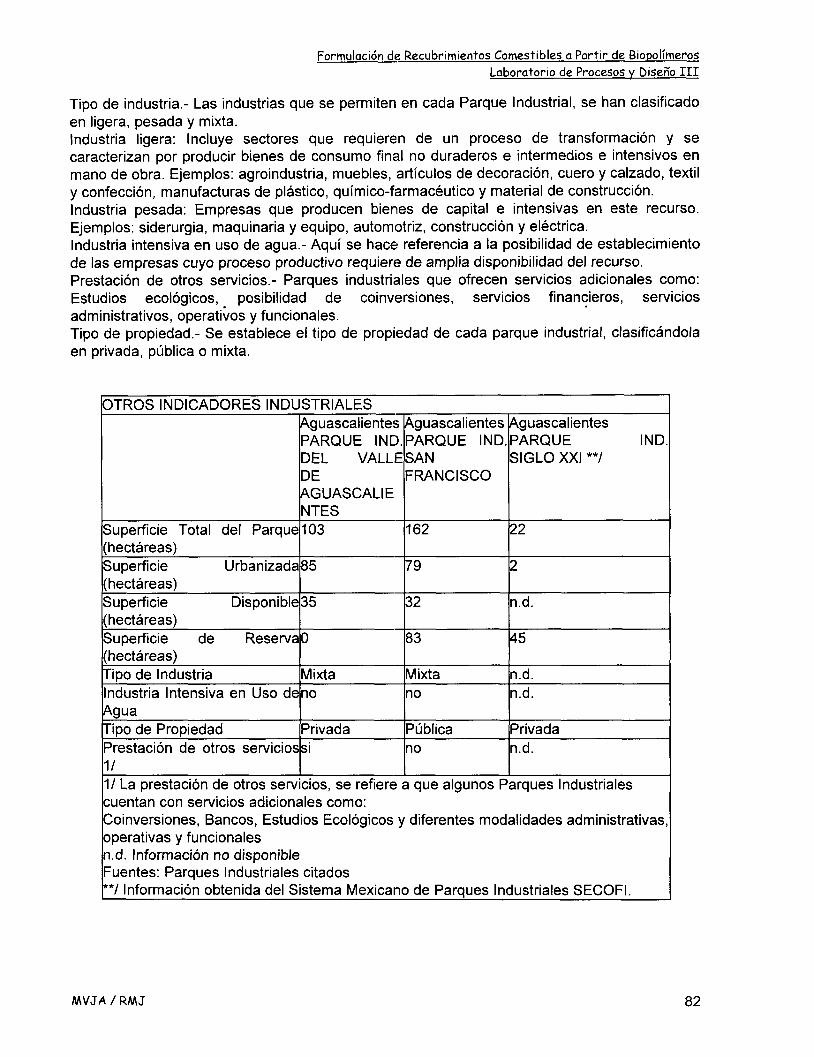
Formulación de Recubrimientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño 111
Tipo de industria.- Las industrias que se permiten en cada Parque Industrial, se han clasificado en ligera, pesada y mixta. Industria ligera: Incluye sectores que requieren de un proceso de transformación y se caracterizan por producir bienes de consumo final no duraderos e intermedios e intensivos en mano de obra. Ejemplos: agroindustria, muebles, artículos de decoración, cuero y calzado, textil y confección, manufacturas de plástico, químico-farmacéutico y material de construcción. Industria pesada: Empresas que producen bienes de capital e intensivas en este recurso. Ejemplos: siderurgia, maquinaria y equipo, automotriz, construcción y eléctrica. Industria intensiva en uso de agua.- Aquí se hace referencia a la posibilidad de establecimiento de las empresas cuyo proceso productivo requiere de amplia disponibilidad del recurso. Prestación de otros servicios.- Parques industriales que ofrecen servicios adicionales como: Estudios ecológicos, posibilidad de coinversiones, servicios financieros, servicios administrativos, operatiios y funcionales. Tipo de propiedad.- Se establece el tipo de propiedad de cada parque industrial, clasificándola en privada, pública o mixta.
OTROS INDICADORES INDUSTRIALES Aguascalientes
NTES AGUASCALIE
FRANCISCO DE SIGLO X X I **/ DEL VALLESAN
IND.PARQUE IND IND.PARQUE PARQUE Aguascalientes Aguascalientes
Superficie Total del Parque
**/ Información obtenida del Sistema Mexicano de Parques Industriales SECOFI. Fuentes: Parques Industriales citados n.d. Información no disponible operativas y funcionales Coinversiones, Bancos, Estudios Ecológicos y diferentes modalidades administrativas cuentan con servicios adicionales como: I/ La prestación de otros servicios, se refiere a que algunos Parques Industriales I/
n.d. no Prestación de otros serviciossi Privada Pública Privada Tipo de Propiedad
Agua n.d. no deno Industria Intensiva en Uso n.d. Mixta Mixta Tipo de Industria
(hectáreas) 45 83 Superficie de Reserva0
(hectáreas) n.d. 32 Superficie Disponible35
(hectáreas) 2 79 Superficie Urbanizada85
(hectáreas) 22 162 103
MVJA / RMJ 82
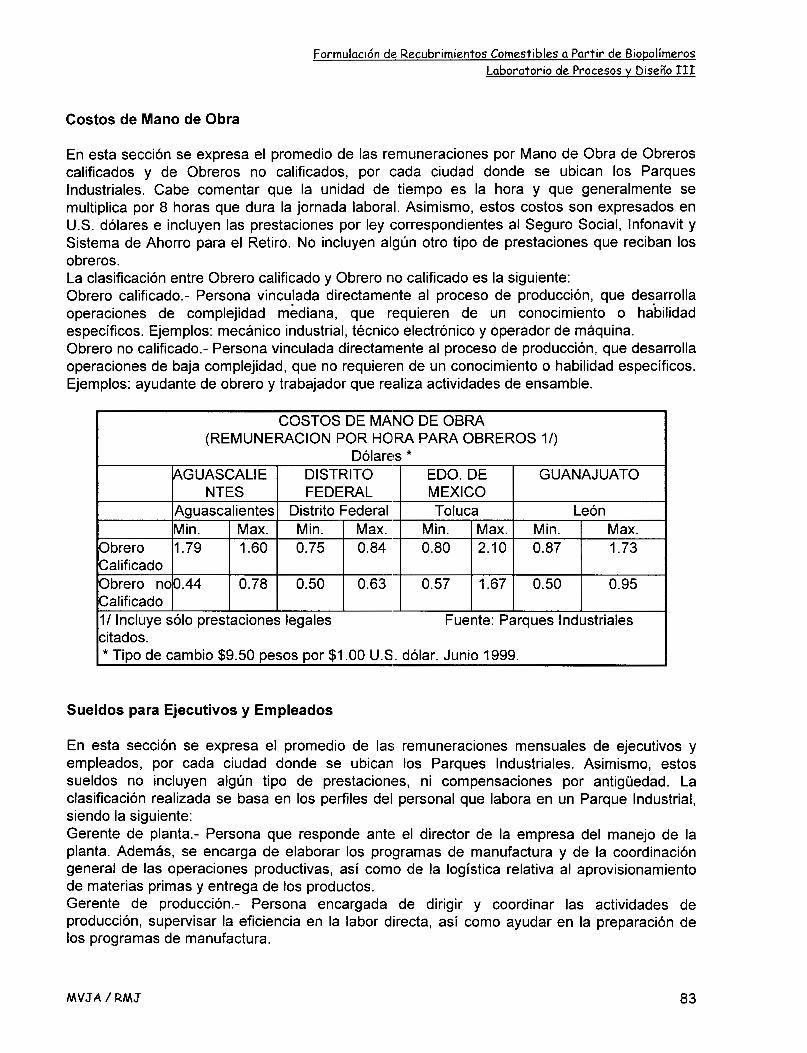
Formulación de Recubrimientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño I11
Costos de Mano de Obra
En esta sección se expresa el promedio de las remuneraciones por Mano de Obra de Obreros calificados y de Obreros no calificados, por cada ciudad donde se ubican los Parques Industriales. Cabe comentar que la unidad de tiempo es la hora y que generalmente se multiplica por 8 horas que dura la jornada laboral. Asimismo, estos costos son expresados en U.S. dólares e incluyen las prestaciones por ley correspondientes al Seguro Social, lnfonavit y Sistema de Ahorro para el Retiro. No incluyen algún otro tipo de prestaciones que reciban los obreros. La clasificación entre Obrero calificado y Obrero no calificado es la siguiente: Obrero calificado.- Persona vinculada directamente al proceso de producción, que desarrolla operaciones de complejidad mediana, que requieren de un conocimiento o habilidad específicos. Ejemplos: mecánico industrial, técniclo electrónico y operador de máquina. Obrero no calificado.- Persona vinculada directamente al proceso de producción, que desarrolla operaciones de baja complejidad, que no requieren de un conocimiento o habilidad específicos. Ejemplos: ayudante de obrero y trabajador que realiza actividades de ensamble.
(REMUNERACION POR HORA PARA OBREROS I/)
Aguascalientes Min.
1.60 1.79 Obrero Max.
Calificado Obrero no0.44 0.78 Calificado I/ Incluye sólo prestacione C .
Distrito Federal León Toluca
~
Max. Min. Max. Min. 0.87 2.10 0.80 1.73
0.57 1.67 0.50
; legales Fuente: Parques Industriales
0.95
citados. * Tipo de cambio $9.50 pesos por $1 .O0 U.S. dólar. Junio 1999.
Sueldos para Ejecutivos y Empleados
En esta sección se expresa el promedio de las remuneraciones mensuales de ejecutivos y empleados, por cada ciudad donde se ubican los Parques Industriales. Asimismo, estos sueldos no incluyen algún tipo de prestaciones, ni compensaciones por antigüedad. La clasificación realizada se basa en los perfiles del personal que labora en un Parque Industrial, siendo la siguiente: Gerente de planta.- Persona que responde ante el director de la empresa del manejo de la planta. Además, se encarga de elaborar los programas de manufactura y de la coordinación general de las operaciones productivas, así como de la logística relativa al aprovisionamiento de materias primas y entrega de los productos. Gerente de producción.- Persona encargada de dirigir y coordinar las actividades de producción, supervisar la eficiencia en la labor directa, así como ayudar en la preparación de los programas de manufactura.
M V J A / R M J 83
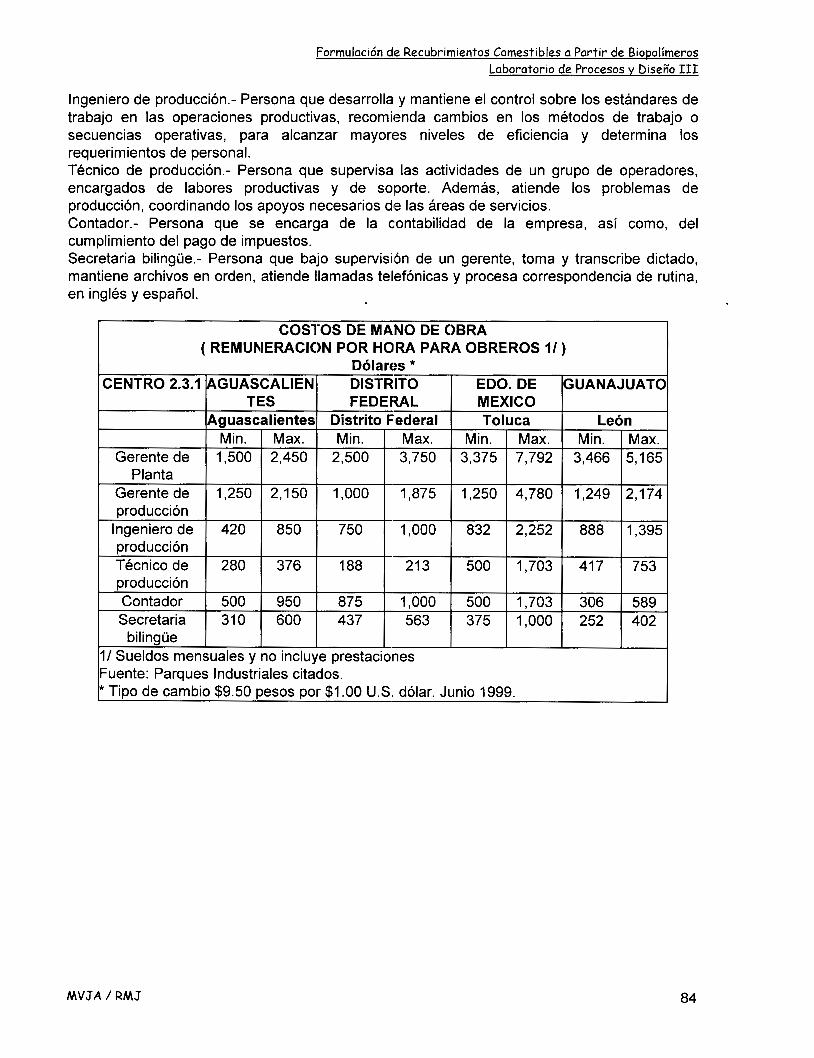
Formulación de Recubrirnientos Comestibles a Partir de Biopolímeros Laboratorio de Procesos y Diseño I11
Ingeniero de producción.- Persona que desarrolla y mantiene el control sobre los estándares de trabajo en las operaciones productivas, recomienda cambios en los métodos de trabajo o secuencias operativas, para alcanzar mayores niveles de eficiencia y determina los requerimientos de personal. Técnico de producción.- Persona que supervisa las actividades de un grupo de operadores, encargados de labores productivas y de soporte. Además, atiende los problemas de producción, coordinando los apoyos necesarios de las áreas de servicios. Contador.- Persona que se encarga de la c.ontabilidad de la empresa, así como, del cumplimiento del pago de impuestos. Secretaria bilingüe.- Persona que bajo supervisibn de un gerente, toma y transcribe dictado, mantiene archivos en orden, atiende llamadas telefónicas y procesa correspondencia de rutina, en inglés y español.
COSTOS DE M.ANO DE OBRA ( REMUNERACIC)N POR HORA PARA OBREROS I/ )
Dólares * CENTRO 2.3.1 bGUASCALlEN1 DISTRITO EDO. DE IGUANAJUATO
. dólar. Junio 1999.
M V J A / R M J 84