Embed Size (px)
Citation preview
LAPORAN KERJAPRAKTEK
Dinas Urea I A
PT. PUPUK KUJANG CIKAMPEK (PERSERO)
CIKAMPEK – JAWA BARAT
Disusun Oleh :
Ari Widiyanti (2009430046)
Revika Nurbayani Syabaan(2009430070)
TEKNIK KIMIA
UNIVERSITA MUHAMMADIYAH JAKARTA
JAKARTA
2012
LEMBAR PENGESAHAN KERJA PRAKTEK
Tanggapan/catatan :
Praktikan/ NIM : Ari Widiyanti / 2009430046
Revika Nurbayani Syabaan / 2009430070
Tempat Praktek : PT. Pupuk Kujang, Cikampek
Mulai Praktek : 2 April 2012
Selesai Praktek : 2 Mei 2012
Tugas Khusus : EVALUASI KINERJA REAKTOR UREA DC-101
Telah diperiksa dan disetujui oleh :
Pembimbing Lapangan, Dosen Pembimbing,
(Ervi Bukti Bakti, S.T.) (Alvika Meta Sari, S.T, MChemEng)
Koordinator Kerja Praktek
( Ir. Hartini HS )
i
LEMBAR PERSETUJUAN DOSEN PENGUJI
ii

ABSTRAK
PT . Pupuk Kujang adalah sebuah BUMN yang didirikan pada tanggal 9
Juni 1975, pendirian PT. Pupuk Kujang mulai berproduksi secara komersial pada
tanggal 1 April 1979 yang terletak di desa Dawuan Cikampek Jawa Barat.
Bahan yang digunakan untuk memproduksi urea yaitu amonia cair dan gas
karbondioksida. Proses yang dipakai dalam pembuatan urea adalah proses Mitsui
Toatsu Total Recycle C Improved yang terdiri dari empat buah seksi yaitu: seksi
sintesa, seksi purifikasi, seksi recovery, seksi kristalisasi dan pembutiran. Produk
urea yang dihasilkan mempunyai kandungan Nitrogen sebesar 46% yang
dipasarkan ke dalam negeri dan ke luar negeri. Kapasitas total pabrik amonia
adalah sebesar 1.000 ton/hari dan pabrik urea 1.725 ton/hari.
Reaksi sintesa urea terjadi di Reaktor (DC-101), dekomposisi urea terjadi
pada High Pressure Decomposser (DA-201), Low Pressure Decomposser (DA-
202), dan Gas Separator (DA-203). Recovery gas hasil dekomposisi urea terjadi di
High Pressure Absorber Cooler (EA-401), High Pressure Absorber (DA-401),
Low Pressure Absorber (DA-402), dan Off Gas Absorber (DA-403). Sedangkan
pembutiran terjadi di Crystallizer (FA-201) dan Prilling Tower.
Sebagai penunjang operasi, Dinas Operasi PT. Pupuk Kujang Cikampek
memiliki Unit Utilitas yang bertugas menyediakan bahan-bahan pembantu dalam
proses seperti unit penyedia air, unit pembangkit steam, unit penyedia udara
tekan, distribisu listrik, unit pengolahan limbah cair, dan lain-lain.
Untuk meningkatkan efisiensi dan pengendalian mutu produk yang
dihasilkan PT. Pupuk Kujang menyediakan laboratorium quality control di setiap
dinasnya agar produk yang dihasilkan sesuai dengan spesifikasi yang diinginkan.
iii

KATA PENGANTAR
Puji syukur Alhamdulillah, kami panjatkan kepada Allah SWT, atas segala
rahmat dan karunia-Nya sehingga dapat menyelesaikan Laporan Praktek Kerja di
PT. Pupuk Kujang, Cikampek, Jawa Barat sebagai salah satu syarat untuk
menyelesaikan studi di Jurusan Teknik Kimia Universitas Muhammadiyah
Jakarta.
Pada kesempatan ini, kami ingin menyampaikan rasa terima kasih yang
sebesar-besarnya atas bimbingan, bantuan, dukungan dan dorongan semangat
yang diberikan hingga terselesaikannya laporan kerja praktek ini. Rasa
terimakasih kami haturkan kepada:
1. Allah SWT yang telah berperan besar atas segala keridhoan-Nya
memperlancar proses Kerja Praktek kami.
2. Orang tua kami yang telah memberikan dukungan material dan spiritual
yang tiada batasnya.
3. Ibu Dr. Ir. Ismiyati, M.T selaku Ketua Jurusan Teknik Kimia Universitas
Muhammadiyah Jakarta.
4. Ibu Ir. HartiniHS selaku koordinator Kerja Praktek Jurusan Teknik Kimia
Universitas Muhammadiyah Jakarta.
5. Bapak Ir. Syamsudin dan Drs. Adiwarna selaku dosen Pembimbing
Akademis Jurusan Teknik Kimia Universitas Muhammadiyah Jakarta.
6. Ibu Alvika Meta Sari, S.T, MChemEng selaku dosen pembimbing Kerja
Praktek Jurusan Teknik Kimia Universitas Muhammadiyah Jakarta.
7. Bapak H. Oday Sadar selaku Kepala Bagian Unit Urea 1A PT. Pupuk
Kujang, Cikampek, Jawa Barat.
8. Bapak Ervi Bukti Bakti, S.T, selaku pembimbing Kerja Praktek di PT.
Pupuk Kujang, Cikampek, Jawa Barat.
9. Widya Eria Pratiwi, Selvera Handayani, Indra Permana (Universitas
Pasundan), Sangga dan Sabda (Universitas Negeri Solo), teman-teman
iv
seperjuangan selama Kerja Praktek di PT Pupuk Kujang, Cikampek, Jawa
Barat.
10. Teman-teman seangkatan Chemeng04 (angkatan 2009) di Universitas
Muhammadiyah Jakarta.
11. Serta semua pihak, dengan tidak mengurangi rasa terima kasih, yang tidak
dapat disebutkan satu per satu.
Dalam laporan ini masih banyak terdapat kekurangan, oleh karena itu saran
dan kritik sangat kami harapkan dan hargai. Semoga laporan ini dapat
memberikan kontribusi kepada pembaca dan semua pihak.
Jakarta, 27 April 2012
Penyusun
DAFTAR ISI
v
LEMBAR PENGESAHAN KERJA PRAKTEK.........................................i
LEMBAR PERSETUJUAN DOSEN PENGUJI.........................................ii
ABSTRAK..................................................................................................iii
KATA PENGANTAR................................................................................iv
DAFTAR ISI...............................................................................................vi
DAFTAR TABEL........................................................................................x
DAFTAR GAMBAR..................................................................................xi
INTISARI..................................................................................................xii
BAB I...........................................................................................................1
PENDAHULUAN.......................................................................................1
1.1 Latar Belakang....................................................................................1
1.2 Sejarah Pabrik PT. Pupuk Kujang..................................................1
1.3 Lay-out Pabrik....................................................................................3
1.4 Unit-Unit Produksi..............................................................................4
1.4.1 Unit Utilitas..................................................................................4
1.4.2 Unit Urea......................................................................................4
1.4.3 Unit Amoniak...............................................................................6
1.4.4 Unit Pengantongan.......................................................................8
1.5 Bahan Baku, Produk, dan Pemasaran Produk..................................10
1.5.1 Bahan Baku................................................................................10
1.5.2 Produk.....................................................................................16
1.5.3 Pemasaran Produk......................................................................16
1.6 Organisasi Perusahaan.....................................................................17
1.6.1 Struktur dan Job Deskripsi Pekerjaan........................................17
1.6.2 Visi dan Misi Perusahaan...........................................................20
vi
1.6.3 Fasilitas Penunjang....................................................................21
1.6.4 Jumlah dan Pendidikan Karyawan di Tiap Bagian....................23
1.6.5 Kesehatan dan Keselamatan Kerja.........................................25
BAB II........................................................................................................28
TINJAUAN PUSTAKA............................................................................28
2.1 Bahan Baku..................................................................................28
2.1.1 Amonia...................................................................................28
2.1.2 Karbondioksida..........................................................................28
2.2 Proses Pabrik Amonia..................................................................29
2.2.1 Unit Pemurnian Gas Alam........................................................30
2.2.2 Unit Pembuatan Gas Sintesa......................................................34
2.2.3 Unit Pemurnian Gas Sintesa......................................................39
2.2.4 Unit Sintesa Amonia..................................................................44
2.2.5 Unit Pemurnian dan Refrigerasi Amonia...................................48
2.2.6 Unit Hydrogen Recovery dan Purge Gas Recovery (HRU dan
PGRU)............................................................................................................53
2.3 Reaksi Pembuatan Urea...............................................................53
2.3.1 Mekanisme Reaksi Pembuatan Urea.......................................54
2.3.2 Faktor-faktor yang Mempengaruhi Pembuatan Urea..............56
2.4 Produk Utama yang Dihasilkan........................................................59
2.4.1 Sifat-sifat Umum Pupuk Urea....................................................59
2.4.2 Sifat-sifat Kimia dan Fisika Urea...........................................59
2.4 Pengembangan Proses Industri.....................................................60
BAB III......................................................................................................65
DESKRIPSI PROSES................................................................................65
vii
3.1 Persiapan Bahan................................................................................65
3.1.1 Amonia Cair...............................................................................65
3.1.2 Gas Karbondioksida...............................................................66
3.2 Tahapan Proses.................................................................................66
3.2.1 Unit Sintesa................................................................................68
3.2.2 Unit Purifikasi............................................................................72
3.2.3 Unit Recovery.............................................................................77
3.2.4 Unit Kristalisasi dan Pembutiran...............................................80
3.3 Pengantongan....................................................................................83
3.3.1 Sistem Pengelolaan Urea Curah................................................83
3.3.2 Sistem pengantongan Urea.........................................................84
3.3.3 Sistem Pengelolaan Urea Kantong.............................................84
BAB IV......................................................................................................85
SPESIFIKASI ALAT.................................................................................85
4.1 Spesifikasi Alat............................................................................85
4.1.1 Spesifikasi Alat Pada Unit Sintesa..........................................85
4.1.2 Spesifikasi Alat Pada Unit Purifikasi......................................95
4.1.3 Spesifikasi Alat Pada Unit Recovery.....................................102
4.1.4 Spesifikasi Alat Pada Unit Kristalisasi..................................111
BAB V.....................................................................................................118
UTILITAS DAN PENGOLAHAN LIMBAH.........................................118
5.1 UTILITAS......................................................................................118
5.1.1 Unit Penyediaan Air.................................................................118
5.1.2 Pengolahan Air.........................................................................119
5.1.3 Unit Pengolahan Air Pendingin (Cooling Water Treatment)...123
viii
5.1.4 Pengolahan Air Umpan Ketel (Boiler Feed Water).................125
5.1.5 Unit Pembangkit Uap Air bertekanan (Steam)........................132
5.1.6 Plant Air dan Instrument Air....................................................135
5.1.7 Unit Penyediaan Tenaga Listrik...............................................138
5.2 Pengolahan Limbah........................................................................140
5.2.1 Jenis dan Sumber Limbah........................................................140
BAB VI....................................................................................................144
KESIMPULAN DAN SARAN................................................................144
6.1 Kesimpulan.....................................................................................144
6.2 Saran...............................................................................................145
DAFTAR PUSTAKA..............................................................................146
ix
DAFTAR TABEL
Tabel I. 1 Komposisi Sumber Gas Alam Untuk Bahan Baku....................10
Tabel I. 2 Data Katalis...............................................................................15
Tabel I. 3 Komposisi Larutan Benfield......................................................16
Tabel II. 1 Karakteristik Amonia........................................................................29
Tabel II. 2 Komposisi Gas Alam yang Masuk Ke Pabrik...................................31
Tabel II. 3 Karakteristik Bed pada ammonium Converter..................................47
Tabel II. 4 Sifat Fisik Urea..................................................................................60
Tabel V. 1 Karakteristik Air Umpan Pabrik dan Air Sanitasi.................123
Tabel V. 2 Karakteristik Air Umpan Pabrik dan Air Pendingin..............125
Tabel V. 3 Karakteristik Air Umpan Pabrik dan Air Umpan Ketel.........131
x
DAFTAR GAMBAR
Gambar 2. 1 Diagram Alir Pembuatan Amonia..................................................30
Gambar 2. 2 CO2 Absorber.................................................................................42
Gambar 2. 3 CO2 Stripper...................................................................................43
Gambar 2. 4 Methanator.....................................................................................44
Gambar 2. 5 Diagram Alir Unit PGRU...............................................................53
Gambar 2. 6 Blok Diagram Partial Recycle Process..........................................62
Gambar 2. 7 Diagram Alir Total Recycle Process..............................................63
Gambar 3. 1 Diagram Unit Purifikasi.................................................................77
Gambar 5. 1 Water Treatment Process.............................................................125
Gambar 5. 2 Proses Demineralisasi..................................................................129
Gambar 5. 3 Deaerator......................................................................................130
Gambar 5. 4 Blok Diagram Pengolahan Air di PT. Pupuk Kujang..................131
Gambar 5. 5 Dryer 2006-L................................................................................138
Gambar 5. 6Sumber dan Jenis Air Buangan Pabrik..........................................141
Gambar 5. 7 Unit Oil Separator (2403-L).........................................................143
Gambar 5. 8 Unit Amonia Removal (2202-E)..................................................143
xi
DAFTAR LAMPIRAN
xii
BAB I
PENDAHULUAN
1.1 Latar Belakang
Pada tahun 60-an, pemerintah mencanangkan pelaksanaan program
peningkatan produksi pertanian di dalam usaha swasembada pangan, selain itu
sesuai dengan pasal 33 UUD 1945 yang berbunyi, “Kekayaan alam dimanfaatkan
sebesar-besarnya untuk kemakmuran rakyat”.
Pada tahun 1963 didirikan pabrik pupuk pertama yaitu pabrik pupuk
Sriwijaya I (PUSRI I), sebagai bahan bakunya adalah gas alam dengan kapasitas
terpasang 100.000 ton/ tahun, karena produksi PUSRI I tidak mencukupi
konsumsi pupuk di Indonesia serta faktor-faktor lainnya yaitu gas alam lain yang
belum dimanfaatkan, untuk tambahan devisa negara (ekspor) dan untuk
menanggulangi pengangguran maka perlu didirikan pabrik-pabrik pupuk di
Indonesia.
PT. Pupuk Kujang berlokasi di Kelurahan Dawuan, Kecamatan Cikampek,
Kabupaten Karawang, Propinsi Jawa Barat, pemilihan lokasi ini berdasarkan atas
pertimbangan-pertimbangan:
- Dekat dengan sumber bahan baku gas alam di Cimalaya
- Dekat dengan sumber air tawar Sungai Citarum, Curug
- Dekat dengan sumber tenaga listrik Jatiluhur
- Tersedianya sarana transportasi darat
- Berada di tengah-tengah daerah pemasaran pupuk
Proses pembuatan pupuk urea di PT. Pupuk Kujang adalah proses continue
sehingga lay-out disusun sedemikian rupa dengan pertimbangan untuk
memudahkan jalannya proses produksi. Di samping itu juga untuk memudahkan
keluar masuknya kendaraan baik kendaraan berat ataupun kendaraan ringan sebab
untuk perbaikan perlu peralatan berat seperti derek fork lift dan sebagainya. Unit
pengantongan diletakkan di bagian depan. Hal ini dimaksudkan untuk pengolahan
1
air buangan diatur sedemikian rupa sehingga air yang keluar dari lingkungan
pabrik dianggap tidak membahayakan.
Luas pabrik PT Pupuk Kujang yaitu kurang lebih 350 ha, yang terbagi
menjadi:
1. Daerah pabrik seluas : 60 ha
2. Daerah perumahan seluas : 60 ha
3. Daerah penunjang dan lain-lain : 230 ha
Jumlah : 350 ha
Pemilihan tata letak pabrik lay-out pabrik dirancang dengan tujuan :
1. Pengolahan pabrik dapat efisien.
2. Memudahkan penanggulangan bahaya, ledakan, dan kebocoran gas.
3. Mencegah polusi udara dan suara.
4. Memudahkan jalan masuk dan keluar kendaraan di area pabrik.
1.2 Maksud dan Tujuan Pendirian Pabrik
Tujuan didirikannya Perusahaan adalah untuk turut melaksanakan dan
menunjang kebijakan serta program pemerintah dibidang ekonomi dan Pembangunan
Nasional pada umumnya dan khususnya dibidang industri pupuk dan industri kimia
lainnya. Untuk mencapai tujuan tersebut diatas, Perusahaan menjalankan kegiatan
usaha dibidang:
a. Mengolah bahan-bahan mentah menjadi bahan-bahan pokok yang diperlukan
guna pembuatan pupuk dan bahan-bahan kimia lainnya, serta mengolah bahan
pokok tersebut menjadi berbagai jenis pupuk dan hasil barang kimia lainnya.
b. Menyelenggarakan pemberian jasa study penelitian, pengembangan,
engineering, pergudangan, angkutan dan expedisi, pengoperasian pabrik,
konstruksi, manajemen, pemeliharaan, latihan & pendidikan, konsultansi dan
jasa teknik lainnya dalam sektor pupuk serta industri kimia lainnya.
c. Menyelenggarakan kegiatan distribusi dan perdagangan, baik dalam maupun
luar negeri yang berhubungan dengan produk-produk tersebut diatas dan
produk-produk lainnya.
2
1.3 Sejarah Pabrik PT. Pupuk Kujang
Dengan ditemukannya beberapa sumber gas alam dan minyak bumi pada
tahun 1969 di Jatibarang (Cirebon Selatan) dan lepas patai Cilamaya (Kabupaten
Karawang), bagian utara Jawa Barat, maka timbul gagasan untuk mendirikan
pabrik pupuk urea di Jawa Barat.
Untuk melaksanakan proyek pupuk di Jawa Barat tersebut, pada tahun 1973
pemerintah menunjuk Direktorat Pertambangan, oleh pertambangan wewenang
pelaksanaan proyek tersebut dilimpahkan kepada Pertamina dan BEICIP. BEICIP
yang merupakan sebuah perusahaan Perancis sebagi konsultan untuk meneliti
kemungkinan pembangunan sebuah pabrik pupuk di Jawa Barat. Tim teknis
dibentuk dan langkah-langkah selanjutnya diambil oleh pertamina dengan
menentukan Jatibarang (Balongan) sebagai lokasi proyek.
Dewan komisaris diduduki oleh wakil-wakil dari Direktorat Perindustrian
dan Direktorat Keuangan yang bertujuan untuk memberi pengawasan yang lebih
baik terhadap segala kebijakan direksi karena adanya kewajiban untuk membayar
kembali hutang kepada luar negeri.
Sumber biaya untuk pembangunan pabrik ini diperoleh dari Pemerintah Iran
sebesar US$ 200 juta untuk pembelian mesin-mesin dan pipa-pipa gas. Sedangkan
biaya konstruksi diperoleh dari dalam negeri yaitu dari pemerintah sebagai
Penyertaan Modal Pemerintah (PMP). Perjanjian pinjaman dengan pemerintah
Iran ditandatangani pada tanggal 9 Maret 1975 dan mulai berlaku pada tanggal 24
Desember 1975.
Sebagai hasil tender internasional terbatas yang dilaksanakan pada tanggal
30 Mei 1975, telah dipilih oleh pemerintah Indonesia :
1. Kellog Overseas Corporation dari Amerika Serikat dengan tugas-tugas
engineering, design, procurement, start up, untuk pabrik amoniak dan
utilitas.
2. Toyo Engineering Corporation dari Jepang dengan tugas-tugas engineering,
procurement, dan pengawasan konstruksi dan koordinasi pabrik urea.
3
Pengembangan pabrik Pupuk Kujang dimulai pada awal Juli 1976. Bulan
Oktober flushing dan start up sudah bisa dilakukan dan beberapa unit pabrik
sehingga pada tanggal 17 November 1978 pabrik amonia sudah menghasilkan
produksi yang pertama. Pada tahun 12 Desember 1978 pabrik Pupuk Kujang
diresmikan oleh Presiden Soeharto dan pada tanggal 1 April 1979 Pupuk Kujang
mulai beroperasi secara komersial.
1.4 Produk dan Kapasitas Pabrik
PT. Pupuk Kujang merupakan industri yang menghasilkan pupuk urea
sebagai hasil utama, selain itu juga menghasilkan amonia dan CO sebagai produk
samping untuk memenuhi kebutuhan anak perusahaan PT. Pupuk Kujang.
PT.Pupuk Kujang mulai berproduksi dengan kapasitas terpasang sebagai
berikut :
- 1000 ton/hari (330.000 ton/tahun) pabrik amonia.
- 1725 ton/hari (570.000 ton/tahun) pabrik urea.
- 30 ton/hari (9.900 ton/tahun) hasil samping amonia.
1.5 Bahan Baku dan Proses
1.5.1 Bahan Baku
PT. Pupuk Kujang Cikampek sebagai suatu pabrik yang memproduksi
pupuk urea membutuhkan bahan baku utama, yakni gas alam, air, dan udara.
Bahan baku tersebut akan dimanfaatkan oleh unit utilitas, unit ammonia, dan unit
urea. Unit ammonia menghasilkan ammonia dan karbon dioksida yang
memerlukan bahan baku berupa gas alam, udara, dan air. Unit Urea menghasilkan
urea dalam bentuk butiran(prill) yang memerlukan bahan baku berupa ammonia
dan karbon dioksida yang dihasilkan dari unit ammonia.
1.5.1.1 Bahan Baku Utama
Bahan baku yang digunakan di PT. Pupuk Kujang dalam proses produksi
amonia dan urea adalah gas alam, uap air, dan udara.
4
1. Gas Alam
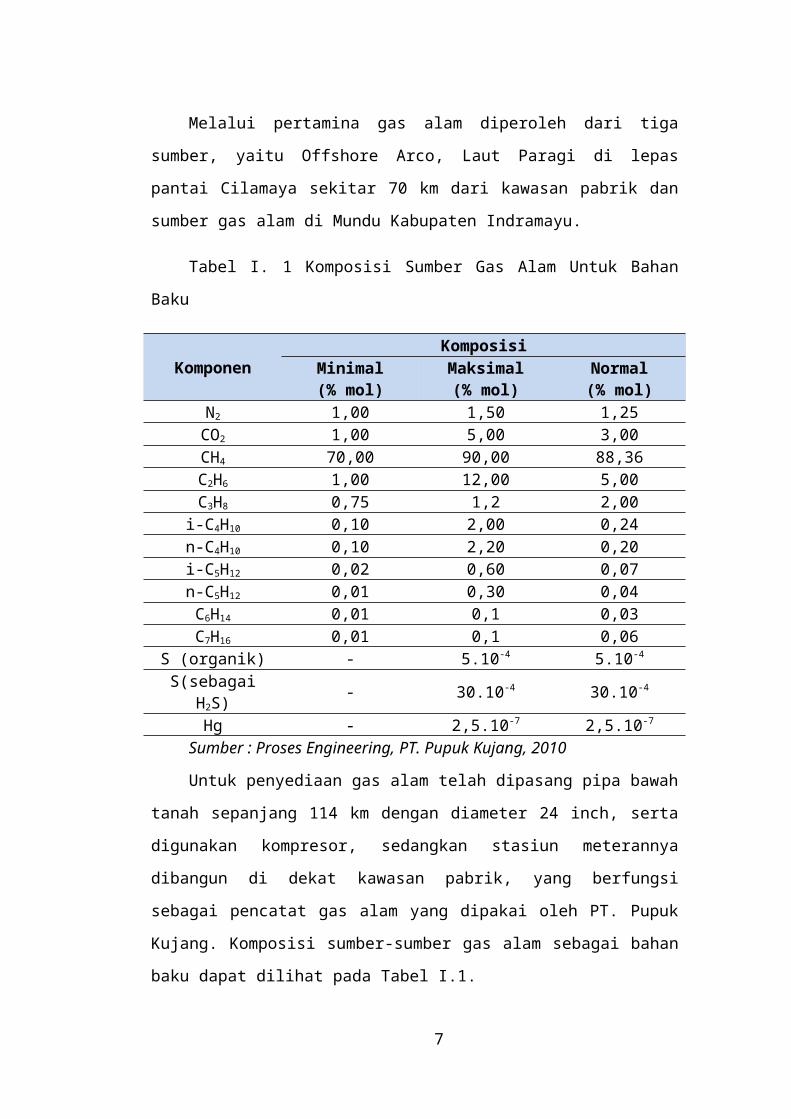
Melalui pertamina gas alam diperoleh dari tiga sumber, yaitu Offshore
Arco, Laut Paragi di lepas pantai Cilamaya sekitar 70 km dari kawasan pabrik dan
sumber gas alam di Mundu Kabupaten Indramayu.
Tabel I. 1 Komposisi Sumber Gas Alam Untuk Bahan Baku
KomponenKomposisi
Minimal(% mol)
Maksimal(% mol)
Normal(% mol)
N2 1,00 1,50 1,25CO2 1,00 5,00 3,00CH4 70,00 90,00 88,36C2H6 1,00 12,00 5,00C3H8 0,75 1,2 2,00
i-C4H10 0,10 2,00 0,24n-C4H10 0,10 2,20 0,20i-C5H12 0,02 0,60 0,07n-C5H12 0,01 0,30 0,04C6H14 0,01 0,1 0,03C7H16 0,01 0,1 0,06
S (organik) - 5.10-4 5.10-4
S(sebagai H2S) - 30.10-4 30.10-4
Hg - 2,5.10-7 2,5.10-7
Sumber : Proses Engineering, PT. Pupuk Kujang, 2010
Untuk penyediaan gas alam telah dipasang pipa bawah tanah sepanjang 114
km dengan diameter 24 inch, serta digunakan kompresor, sedangkan stasiun
meterannya dibangun di dekat kawasan pabrik, yang berfungsi sebagai pencatat
gas alam yang dipakai oleh PT. Pupuk Kujang. Komposisi sumber-sumber gas
alam sebagai bahan baku dapat dilihat pada Tabel I.1.
2. Udara
Udara yang digunakan diambil dari lingkungan sekitar pabrik, yang telah
dimurnikan terlebih dahulu dari impuritas-impuritasnya yang terkandung di
dalamnya. Jumlah udara yang dibutuhkan oleh PT. Pupuk Kujang untuk
menunjang proses produksi yaitu sebesar 40.635 Nm2/Jam. Komponen utama
yang diambil adalah gas nitrogen (N2) yang digunakan sebagai bahan baku utama
5
pembuatan amonia. Udara yang digunakan harus bebas dari debu, bebas minyak,
dan mempunyai tekanan 7 kg/cm2. Karakteristik udara adalah sebagai berikut:
- Temperatur Kritis (Tc) : -140,7 °C
- Tekanan Kritis (Pc) : 37,2 atm
- Densitas : 350 kg/m3
- Enthalpi (H1200 K) : 1278 kJ/kg
Spesifikasi minimal sebagai instrument air yang harus dipenuhi adalah
sebagai berikut :
- Karakteristik : bebas minyak, tidak berdebu dan kering
- Titik Embun : -40 °C pada tekanan atmosfer
- Tekanan : 7 kg/cm2G
- Temperatur : sama dengan temperatur lingkungan
Sedangkan spesifikasi minimal plant air yang harus dipenuhi adalah sebagai
berikut:
- Karakteristik : udara bersih bertekanan
- Tekanan : 7 kg/cm2G
Untuk memproduksi 1 ton urea, dibutuhkan udara total sebanyak 473,03
Nm3.
3. Air
Air yang diperoleh berasal dari sungai Citarum yang berada di daerah
Parungkadali (Curug) dan di daerah Cikao sebelah hilir Bendungan Jatiluhur yang
berjarak kurang lebih 10 km. Sebelum dimanfaatkan lebih lanjut air dialirkan ke
unit utility untuk mendapatkan perlakuan terlebih dahulu. Pengaliran air dari
Parungkadali ke pabrik menggunakan dua buah pompa dengan kapasitas masing-
masing 5.500 gpm, dimana 10.000 gpm dipompakan dan dialirkan ke lokasi
pabrik, sedangkan sisanya ditampung pada penampungan untuk persediaan jika
suplai air tidak mencukupi. Jumlah air yang dibutuhkan adalah 9.000 m3/jam. Air
untuk bahan baku harus diolah agar memenuhi syarat sebagai air pendingin, air
umpan boiler, dan untuk lingkungan pabrik dan pemukiman. Kebutuhan bahan
baku dan utilitas untuk operasi kapasitas penuh, yaitu:
6
a. Amonia cair 40.000 kg/jam
b. Gas Karbondioksida 27.000 kg/jam
c. Uap air pada 42 kg/cm2.G ; 106 ton/jam
d. Make up air pendingin 3 metrik ton
e. Tenaga listrik kecuali instrumen dan penerangan 60,1 KWh
f. Udara instrument 5,6 Nm3
g. Udara pabrik 1,12 Nm3
Air yang digunakan dalam proses dibedakan menjadi dua yaitu air umpan
ketel dan air pendingin. Kebutuhan air umpan ketel adalah 2,4 m3/ton urea
sementara kebutuhan air pendingin adalah 272,4 ton/ton urea.
Kukus (steam) yang dihasilkan dari ketel (boiler) dibagi menjadi 3 jenis:
a. Kukus bertekanan tinggi (HPS) dengan P = 105 kg/cm2, T = 440 °C
b. Kukus bertekanan sedang (MPS) dengan P = 42 kg/cm2, T = 371 °C
c. Kukus bertekanan rendah (LPS) dengan P = 3,5 kg/cm2
Kebutuhan steam tekanan tinggi adalah 3,5 ton/ton urea dan kebutuhan
steam tekanan rendah adalah 1,4 ton/ton urea. Selain itu diperlukan amonia panas
sebanyak 0,5 ton untuk membangkitkan steam tersebut.
Di samping itu, penggunaan air di pabrik adalah sebagai air pendingin. Unit
air pendingin ini mengelola air dari proses pendinginan yang suhunya 46 °C
menjadi 32°C agar dapat digunakan lagi sebagai air proses pendingin pada cooler
(penukar panas) di peralatan yang membutuhkan pendingin. Bahan kimia yang
diinjeksikan pada air pendingin adalah :
a. Senyawa fosfat, untuk mencegah timbulnya kerak dan korosi pada pipa
heatexchanger.
b. Senyawa klor, untuk membunuh bakteri dan mencegah timbulnya lumut
pada menara pendingin.
c. Asam sulfat dan basa, untuk mengatur pH air pendingin.
d. Dispersant, untuk mencegah penggumpalan dan pengendapan kotoran-
kotoran yang terdapat pda air pendingin dan mencegah terjadinya fouling
pada pipa heat exchanger.
7
Penggunaan air baku yang utama di dalam pabrik adalah sebagai air
pendinginmempunyai spesifikasi sebagai berikut :
a. Turbiditas : < 3 NTU
b. pH : 6,5 – 7,5
c. Total hardness : < 25 ppm sebagai CaCO3
d. Warna : < 10 ppm sebagai unit harzen
e. Besi : < 0,1 ppm sebagai Fe
f. Klorida : < 8 ppm sebagai Cl
g. Sulfat : < 10 ppm sebagai SO4
h. Minyak : bersih
i. Permanganat : < 3 ppm sebagai O
j. Nitrogen : 0 ppm seagai NH3 dan urea
k. P-alkalinity : 0 ppm sebagai CaCO3
l. M-alkalinity : 12 ppm sebagai CaCO3
m. Padatan terlarut : < 80 ppm
n. Tekanan : min. 1,5 kg/cm2G
o. Temperatur : temperatur lingkungan
4. Amonia Cair
Amonia cair yang digunakan pada unit produksi urea berasal dari unit
produksi amonia yang pada umumnya mempunyai spesifikasi :
a. Kadar ammonia : 99,5% berat minimum
b. Kadar air : 0,5% berat minimum
c. Kadar minyak : 5 ppm (b/b) maksimum
d. Tekanan : 18 kg/cm2
e. Temperatur : 25 – 30 °C
f. Jumlah Normal : 40.983 kg/jam
g. Jumlah Rancang : 49.180 kg/jam
5. Gas Karbondioksida
8
Karbondioksida merupakan salah satu produk unit ammonia sekaligus juga
merupakan bahan baku utama dalam pembuatan urea. Karbondioksida yang
digunakan sebagai bahan baku pembuatan urea mempunyai spesifikasi sebagai
berikut:
a. Kadar CO2 : 98,5% basis kering
b. Kadar air : jenuh
c. Kadar sulfur : 1 ppm (b/b) maksimum
d. Tekanan : 0,6 kg/cm2
e. Temperatur : 38 °C
f. Jumlah Normal : 27.450 kg/jam
g. Jumlah Rancang : 32.940 kg/jam
6. Listrik
Untuk memenuhi kebutuhan listrik digunakan sebuah turbin gas merek
Hitachi dengan bahan bakar gas alam dan kapasitas 15 MW. Listrik yang
dihasilkan oleh turbin gas tersebut digunakan untuk pabrik, perumahan, dan
perkantoran. Kebutuhan listrik yang diperlukan untuk pembuatan 1 ton urea
adalah 78 KWh.
1.5.1.2 Bahan Baku Penunjang
Bahan baku penunjang berfungsi untuk membantu poses namun tidak
terkonversisebagai produk. Bahan baku penunjang diantaranya adalah asam sulfat,
soda kaustik, klorin, hidrazin, dan orthophosphat. Semua bahan ini adalah bahan
kimia tambahan untuk pembuatan air proses, air umpan ketel (BFW), dan air
minum. Selain itu bahan baku penunjang untuk produksinya adalah katalis cobalt-
molybdenum, nikel, Fe-Cr, dan campuran Cu-ZnO-Alumina.
Tabel I. 2 Data Katalis
Unit Proses Jenis katalis Bentuk Volume katalis (m3) Start-up
Primary Reformer Nikel Oksida Rasching
Ring 18,8 Agustus 2002
Secondary Nikel Oksida Pellet 33,41 Agustus
9
Reformer 2004
HTS Converter
Besi Oksida Chromina Pellet 51,2 Mei 2004
LTS Converter
Tembaga Oksida Pellet 65 Agustus
2004
Methanator Nikel Oksida Pellet 17,64 Juni 2008
Ammonia Converter
Promoted Magnetile Granular - -
ZnO Guard Chamber Seng Oksida Bola - -
Adapun bahan penunjang larutan benfield digunakan sebagai penyerap CO2
di unit pemurnian gas sintesis. Komponen larutan benfield akan ditunjukkan pada
table 1. 3.
Tabel I. 3 Komposisi Larutan Benfield
Komponen Kandungan Fungsi
K2CO3 22,1 % Sebagai adsorben
DEA 1,6 %
Menurunkan tekanan uap
CO2, menaikkan absorpsi
dan desorpsi
V2O5 0,65 % Inhibitor korosi
Air 60 – 70% pelarut
1.5.2 Proses
Unit-unit proses yang ada di PT Pupuk Kujang akan dijabarkan melalui
penjelasan sebagai berikut :
10
1.5.2.1 Unit Utilitas
Unit ini merupakan unit penunjang bagi unit-unit lainnya yang bertugas
menyediakan sarana dan prasarana untuk kebutuhan proses. Sesuai dengan
operasinya, unit ini meliputi :
a. Unit water intake
b. Unit pengolahan air
c. Unit pembangkit listrik
d. Unit pembangkit steam boiler
e. Unit udara instrumen dan udara pabrik
f. Unit pengolahan limbah
1.5.2.2Unit Urea
Unit urea menghasilkan urea prill (urea butir) dengan mereaksikan amonia
cair dan gas karbondioksida yang diperoleh dari unit amonia. Proses produksi
pupuk urea di PT. Pupuk Kujang menggunakan proses Mitsui Toatsu Total
Recycle C Improved dengan desain peralatan Toyo Engineering Corporation.
Kapasitas terpasang unit ini adalah 1.725 ton/hari. Secara keseluruhan proses ini
dibagi menjadi empat seksi, yaitu:
a. Seksi Sintesa Urea
Pada seksi ini urea diproduksi melalui reaksi eksotermis antara amonia
cairdan gas karbondioksida untuk membentuk amonium karbamat,yang
diikutidehidrasi endotermis amonium karbamat membentuk urea. Proses
initerjadipadaUrea Synthetis Reactor (DC-101), dengan kondisi
operasidireaktorpada suhu 195°C dan tekanan 200 kg/cm2.
Proses yang terjadi yaitu reaksi amonia dengan gas karbondioksida
membentuk amonium karbamat, diikuti dengan dehidrasi amonium karbamat
menjadi urea, dengan reaksi sebagai berikut :
2 NH3(l) + CO2(g) ↔ NH2COONH4(l)
Ammonia Carbondioksida Ammonium karbamat
NH2COONH4(l) ↔ NH2CONH2(l) + H2O (l)
11
Ammonium karbamat Urea Air
b. Seksi Purifikasi
Pada seksi ini bertugas untuk memisahkan produk urea dari amonium
karbamat dan excess amonia. Larutan amonium karbamat didekomposisi menjadi
gas-gas CO2 dan NH3 pada suhu tinggi namun tekanan rendah.Prosesdekomposisi
dilakukan secara bertahap pada HPD (High Pressure Decomposer) dengan T=145
°C dan P= 17 kg/cm2 dan dilanjutkan pada LPD (Low Pressure Decomposer)
dengan T= 117 °C dan P= 2,5 kg/cm2 kemudian gas CO2 dan amonia dipisahkan
dengan Gas Separator pada T= 106 °C dan P= 0,3 atm.
c. Seksi Recovery
Pada seksi recovery dilakukan penyerapan gas CO2 dari amonia yang belum
bereaksi dari hasil pemisahan di unit pemurnian, untuk dikembalikan ke reaktor
sintesa urea sebagai larutan karbamat. Alat yang digunakan pada unit recovery
antara lain: High Pressure Absorber, Low Pressure Absorber, dan Gas Absorber.
Media penyerap yang digunakan adalah larutan urea dan air.
d. Seksi Kristalisasi dan Pembutian
Pada seksi kristalisasi dan pembutiran berfungsi untuk membentuk urea
prill. Urea cair dikristalisasi dalam Crystallizer, kemudian dipisahkan dalam
Centrifudge. Urea yang telah dikeringkan dalam Fluidizing Dryer, kemudian
dilelehkan dalam Melter dan dibentuk butiran-butiran dalam Prilling Tower. Urea
butiran kemudian dikirim ke unit pengantongan dengan Screw Conveyor.
1.5.2.3 Unit Amoniak
Unit amonia PT. Pupuk Kujang dalam proses produksi menggunakan
metode Haber Bosch dengan desain peralatan Kellog Overseas Corporation.
Bahan baku yang digunakan untuk menghasilkan amonia adalah gas alam, udara,
dan air. Unit ini juga menghasilkan amonia dengan kapasitas terpasang 1.000
ton/hari. Di samping itu juga dihasilkan karbondioksida (CO2) dan Hidrogen (H2).
Unit amonia dapat dibagi beberapa sub unit, yaitu :
12
a. Sub Unit Pemurnian Gas Alam
Sub unit ini bertujuan untuk memisahkan zat-zat pengotor yang dapat
mengganggu proses sintesa amonia. Pengotor yang dimaksudkan adalah
kondensat, merkuri, dan senyawa belerang. Prinsip pemurniannya adalah sebagai
berikut :
- Kondensat dihilangkan pada knock out drum dengan proses pemisahan
berdasarkan perbedaan berat jenis antara kondensatdengan gas alam juga
terdapat demister sebagai filter di bagian atas knock out drum sehingga
kondensat tidak dapat melewati demister dan turun ke bagian bawah knock
out drum.
- Merkuri dihilangkan dengan melewatkan gas alam pada mercury guard
chamber yang berisi karbon aktif yang mengandung belerang di dalamnya.
Merkuri akan bereaksi dengan belerang membentuk HgS sehingga dapat
diabsorpsi oleh karbon aktif.
- Senyawa belerang organik dihilangkan dengan mereaksikan belerang
organik dengan gas hidrogen pada hydrotreater dengan bantuan katalis
Cobalt Molybdenum sehingga membentuk senyawa H2S (belerang
anorganik). Senyawa H2S selanjutnya diabsorpsi oleh katalis ZnO yang
berada di dalam ZnO Guard Chamber.
b. SubUnit Pembuatan Gas Sintesa
Sub unit ini memproses gas alam, steam, dan udara menjadi gas H2, N2, CO,
dan CO2. Alat-alat yang digunakan adalah :
c. Primary reformer
Pada Primary Reformer ini terjadi reaksi reforming, gas alam direaksikan
dengan steam dengan bantuan katalis Nikel Oksida (NiO) yang terdapat di dalam
tube-tube katalis, membentuk gas H2, CO2, dan CO. Reaksi berjalan dalam
keadaan endotermis.
d. Secondary reformer
13
Reaksi reforming disempurnakan pada secondary reformer. Gas sintesa
yang terbentuk pada primary reformer dicampur dengan udara dengan
perbandingan H2 : N2 adalah 3 : 1. Reaksi ini terjadi pada bagian atas secondary
reformer yang disebut mixing zone. Reaksi pada secondary reformer terjadi di dua
tempat yaitu: mixing zone (reaksi pembakaran udara) dan dilanjutkan ke reaction
zone (reaksi reforming) dengan bantuan katalis Nikel Oksida (NiO).
e. Sub Unit Pemurnian Gas Sintesa
Sub unit ini merupakan tempat pemisahan gas sintesa dengan gas-gas CO2
dan CO karena gas-gas tersebut merupakan racun bagi katalis pada sintesa
amonia.
f. Sub Unit Sintesa Amonia
Sub unit ini mereaksikan H2 dan N2 dalam ammonia converter untuk
menghasilkan amonia. Katalis yang digunakan berupa promoted Iron. Reaksi
berjalan pada kondisi operasi, tekanan 15 kg/cm2 dan temperaturnya 420 – 500 °C
dan nilai konversi 12-13%.
g. Sub Unit Pemurnian dan Refrigerasi
Pemisahan dan pemurnian amonia dilakukan dengan sistem pendinginan
yang bertujuan mendinginkan gas keluaran Ammonia Converter agar amonianya
dapat terpisah dan melepaskan gas-gas inert yang terabsorbsi oleh amonia.
1.5.2.4 Unit Pengantongan
Unit ini bertugas untuk memasukkan urea prill ke dalam kemasannya yang
berupa karung plastik dengan berat masing-masing 50 kg. Unit ini juga
menangani penyimpanan pupuk urea sebelum dipasarkan. Unit ini merupakan unit
terakhir dari keseluruhan pabrik urea yang berfungsi mengantongi butiran-butiran
urea yang dihasilkan dari pabrik urea.
Butiran-butiran urea dari unit urea diangkut melalui suatu alat yang
dinamakan Belt Conveyor kemudian dimasukkan ke dalam Bin dengan
menggunakan Transfer Conveyor, pada bagian bawah Bin terdapat Weighing
14
Machine yang berfungsi untuk mengeluarkan urea dalam berat tertentu ke dalam
karung-karung plastik. Karung-karung yang telah diisi kemudian dijahit dan siap
didistribusikan kepada konsumen melalui pengangkutan truk dan kereta api.
Untuk penampungan sementara disediakan gudang penampungan (storage).
Sistem pengelolaan pada tahap pengantongan ini dapat digolongkan menjadi
tiga bagian, yaitu :
a. Unit Sistem Pengelolaan Urea Curah (Bulk Handling System)
Urea curah dari Prilling Tower dikirim ke tahap pengantongan melalui Belt
Conveyor Toyo U-JF 301, lalu ditransfer ke Belt Conveyor 2801-VA/VB yang
disebut juga Transfer Conveyor untuk ditampung dalam tempat penyimpanan
sementara yang disebut Surge Hopper 2801-F. Surge Hopper ini dilengkapi
dengan fibrating feeder untuk mengatur pengeluaran urea agar lubang hopper
tidak tersumbat. Urea curah ini kemudian dikirim ke Bin Storagemelalui Transfer
Conveyor 2801-VD yang dilengkapi dengan Travelling Tripper 2801-VE. Bin
Storage juga dilengkapi dengan high level dan low level switch yang
menunjukkan kondisi bin penuh atau kosong. Ada 10 buah bin storage di unit ini,
tetapi pada kondisi normal hanya 4 buah bin yang beroperasi. Kapasitas masing-
masing bin adalah 80 ton.
b. Unit Sistem Pengantongan Urea (Bagging System)
Pada bagian bawah bin storage terdapat mesin penimbang otomatis yang
disebut weighing machine, yang diatur untuk menimbang dengan kapasitas 50 kg
dengan akurasi timbang sekitar 200 gram. Untuk memuat urea curah ke dalam
kantong, operator hanya memasang kantong pada bagian bawah weighing
machine, kemudian menginjak pedal yang disebutfoot pedal switch untuk
mencurahkan urea dengan takaran yang diinginkan telah dicurah seluruhnya,
maka kantong akan terlepas secara otomatis dan dibawa ke belt conveyor menuju
bagian penjahitan.
Pada kondisi normal, kapasitas mesin jahit di unit ini adalah 12 bag/menit
per mesin. Sesuai dengan bin storage yang beroperasi, maka jalur penjahitan ini
15
juga ada empat buah. Untuk kontrol mutu, maka setiap 20 bag diambil 1 sampel
untuk ditimbang ulang dan diteliti jahitannya. Bila hasil kurang memuaskan, maka
mesin penimbang diset ulang dan mesin jahit diperbaiki atau diperlambat
kapasitas jahitannya.
c. Unit Sistem Pengelolaan Urea Kantong (Bag Handling System)
Urea yang telah dikemas dalam karung plastik dan dijahit dengan kuat
kemudian dibawa ke sarana pengangkut ke gudang penyimpanan dengan belt
conveyor. Sarana alat angkut yang tersedia adalah truk dan kereta api.
Untuk truk digunakan short conveyor sebanyak empat buah dengan
kapasitas normal rata-rata 1.920 bag/jam per conveyor, sedangkan untuk kereta
api dipakai mobil transfer conveyor, kemudian conveyor 2804-VA/VB, bag
flattner, lalu ke over head conveyor I, berputar ke arah stationary rail car loading
dan masuk ke gerbong kereta api. Untuk mengarahkan kantong-kantong urea agar
menuju gerbong, dipakai bag diverte U.
Urea kantong yang tidak termuat dalam truk atau kereta api disimpan dalam
gudang. Sistem penyimpanan yang digunakan adalah sistem pindang agar
kapasitas penyimpanan dapat maksimum dan pengambilannya mudah. Kapasitas
penyimpanan di gudang adalah 35.000 ton urea.
16
BAB II
TINJAUAN PUSTAKA
1.1 Bahan Baku
Bahan baku yang digunakan untuk pembuatan urea adalah amonium (NH3)
dan gas karbondioksida (CO2).
2.1.1 Amonia
Amonia diperoleh dari hasil reaksi antara gas hidrogen dengan gas nitrogen
yang dilakukan pada unit amonia. Hidrogen untuk proses pembuatan amonia
diperoleh dari hidrokarbon pada gas alam, sedangkan gas nitrogen diperoleh dari
udara bebas.
Spesifikasi amonia cair yang diperbolehkan adalah :
- Kadar amonia : minimal 99,5% berat
- Kadar air : minimal 0,5% berat
- Minyak : maksimal 5 ppm (b/b)
- Tekanan : 18 kg/cm2.G
- Temperatur : 25 – 30 °C
- Jumlah Normal : 40.983 kg/jam
- Jumlah Rancang : 49.180 kg/jam
(Sumber: Petunjuk Operasi Urea IA, PT. Pupuk Kujang Cikampek).
2.1.2 Karbondioksida
Karbondioksida diambil dari unit amonia yang merupakan hasil samping
dari pembuatan amonia sintetis dari hidrokarbon. Spesifikasi gas karbondioksida
yang dapat diperbolehkan adalah :
- Kadar CO2 kering (basis kering) : minimal 98% volume
- Kadar air : jenuh
- Kadar sulfur : maksimal 1,0 ppm (b/b)
- Tekanan : 0,6 kg/cm2G
17
- Temperatur : 38 °C
- Kadar penyerap : 0,01 %
- Jumlah normal : 27.450 kg/jam
- Jumlah rancang : 32.490 kg/jam
(Sumber : Petunjuk Operasi Unit Amonia IA, PT Pupuk Kujang)
a. Sifat Fisika Karbondioksida
Berikut sifat-sifat Fisika Karbondioksida :
- Bentuk : Gas
- Warna : Tidak berwarna
- Densitas : - Padat: 1,600 g/L
- Gas : 1,98 g/L
- Titik Lebur : -570C (216 K) (di bawah tekanan)
- Titik didih : -780C (195K) (menyublim)
- Kelarutan (dalam air) : 1,45 g/L
- Viskositas : 0,07 cP pada -780C
(Sumber: Wikipedia.com)
b. Sifat Kimia Karbondioksida
Berikut sifat-sifat Kimia Karbondioksida:
- Rumus molekul : CO2
- Massa molar : 44, 0095 g/mol
- Struktur molekul : Linear
- Momen dipol : nol
- Keasaman (pKa) : 6,35 dan 10,33
2.2 Proses Pabrik Amonia
Di proses ini dihasilkan produk ammonia cair(NH3) dan gas karbon
dioksida(CO2). Produk tersebut merupakan bahan baku pembuatan urea pada
proses selanjutnya. Ammonia selain digunakan untuk pembuatan urea juga
sebagian dijual dalam bentuk cair.
18
Tabel II. 1 Karakteristik Amonia
Karakteristik Nilai
Rumus Molekul NH3
Berat Molekul 17,03 g/gmol
Titik Didih -33,35 oC
Titik Beku -77 oC
Temperatur Kritis 133 oC
Tekanan kritis 1657 Psia
Panas Pembentukan (kkal/mol) -9,368 (0oC),-11,04 (25oC)
Sumber : Handbook of Hazardous Chemical Properties, 2000.
Kapasitas produksi terpasang ammonia cair 1.000 Metrik Ton/hari dengan
kadar 99%, dan karbon dioksida 1.325 Metrik Ton/hari. Bahan baku yang
digunakan adalah gas alam, udara, dan steam. Proses pembuatan ammonia di PT.
Pupuk Kujang menggunakan High Pressure Catalytic Steam Reforming atau
dikenal dengan proses Kellog.
Ammonia Plant terdiri dari enam unit, yaitu:
1. Unit pemurnian gas alam
2. Unit pembuatan gas sintesa
3. Unit pemurnian gas sintesa
4. Unit sintesa amonia
5. Unit pemisahan dan pemurnian produk
6. Unit Hydrogen Recovery
Pembuatan amonia akan digambarkan pada gambar 2.1
19
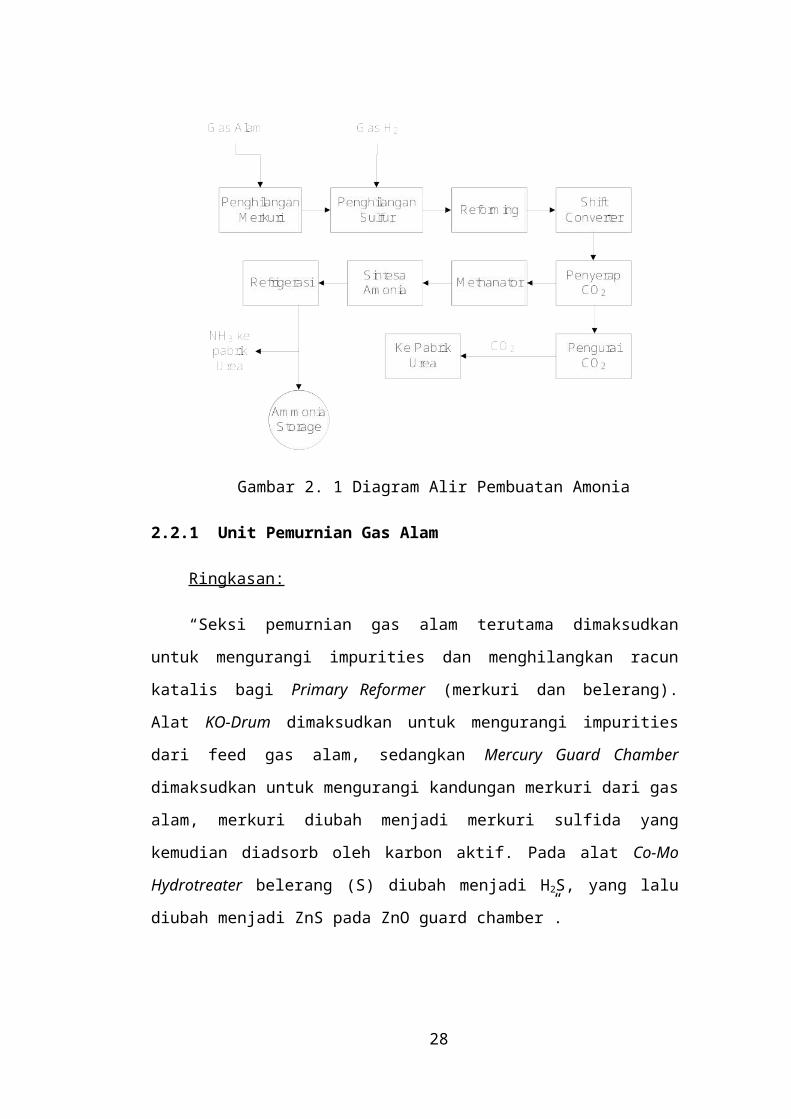
Gambar 2. 1 Diagram Alir Pembuatan Amonia
2.2.1 Unit Pemurnian Gas Alam
Ringkasan:
“Seksi pemurnian gas alam terutama dimaksudkan untuk mengurangi
impurities dan menghilangkan racun katalis bagi Primary Reformer (merkuri dan
belerang). Alat KO-Drum dimaksudkan untuk mengurangi impurities dari feed
gas alam, sedangkan Mercury Guard Chamber dimaksudkan untuk mengurangi
kandungan merkuri dari gas alam, merkuri diubah menjadi merkuri sulfida yang
kemudian diadsorb oleh karbon aktif. Pada alat Co-Mo Hydrotreater belerang (S)
diubah menjadi H2S, yang lalu diubah menjadi ZnS pada ZnO guard chamber”.
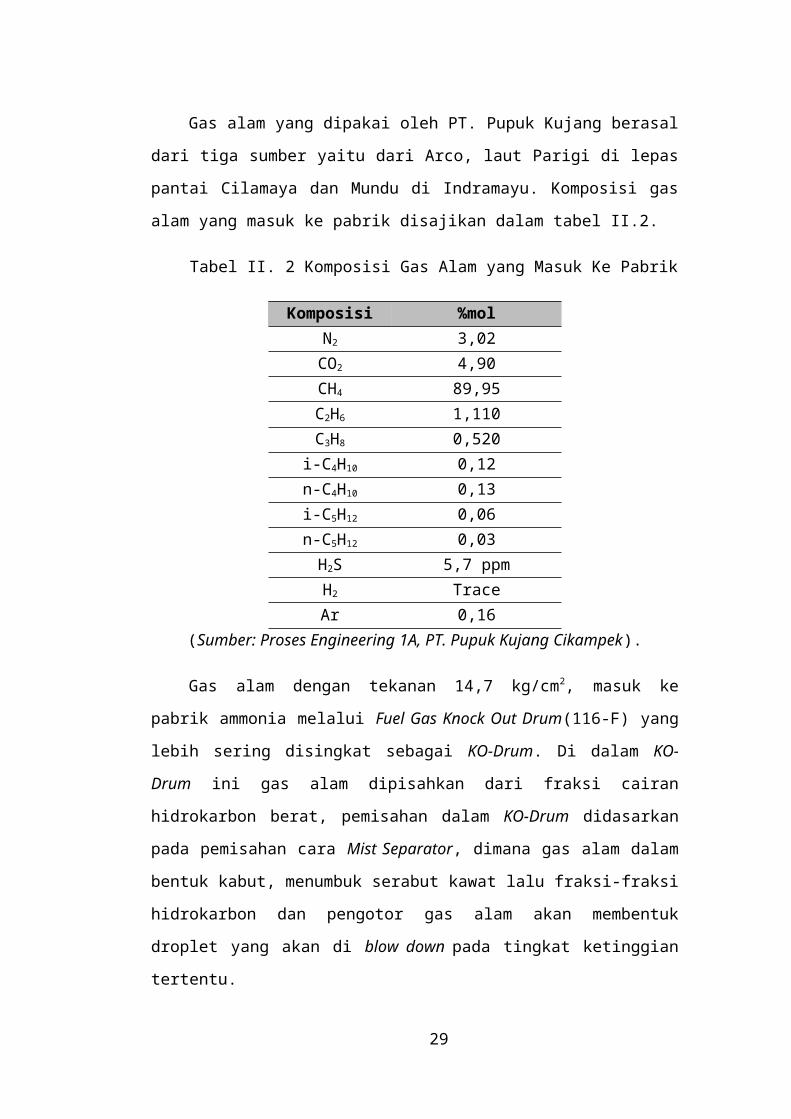
Gas alam yang dipakai oleh PT. Pupuk Kujang berasal dari tiga sumber
yaitu dari Arco, laut Parigi di lepas pantai Cilamaya dan Mundu di Indramayu.
Komposisi gas alam yang masuk ke pabrik disajikan dalam tabel II.2.
Tabel II. 2 Komposisi Gas Alam yang Masuk Ke Pabrik
Komposisi %molN2 3,02
CO2 4,90
20
CH4 89,95C2H6 1,110C3H8 0,520
i-C4H10 0,12n-C4H10 0,13i-C5H12 0,06n-C5H12 0,03
H2S 5,7 ppmH2 TraceAr 0,16
(Sumber: Proses Engineering 1A, PT. Pupuk Kujang Cikampek).
Gas alam dengan tekanan 14,7 kg/cm2, masuk ke pabrik ammonia melalui
Fuel Gas Knock Out Drum(116-F) yang lebih sering disingkat sebagai KO-Drum.
Di dalam KO-Drum ini gas alam dipisahkan dari fraksi cairan hidrokarbon berat,
pemisahan dalam KO-Drum didasarkan pada pemisahan cara Mist Separator,
dimana gas alam dalam bentuk kabut, menumbuk serabut kawat lalu fraksi-fraksi
hidrokarbon dan pengotor gas alam akan membentuk droplet yang akan di blow
down pada tingkat ketinggian tertentu.
Sebelum digunakan di unit pembuatan gas sintesa terlebih dahulu
dimurnikan dalam beberapa tahap:
a. Pemisahan Debu dan Fraksi Berat
Gas alam diumpankan ke pabrik amoniak dengan temperatur 30°C
kemudian masuk ke feed gas knock out drum 116-F dengan maksud agar debu,
partikel-partikel halus, tetes-tetes cairan seperti air dan hidrokarbon berat serta
fraksi berat lainnya yang terkandung dalam gas alam dapat terpisah. Proses yang
terjadi di dalam adalah gas alam menumbuk dinding drum, kemudian fraksi-fraksi
berat akan jatuh dan gas alam akan bebas fraksi berat akan keluar melalui bagian
atas. Pengeluaran cairan dan fraksi berat dari dasar knock out drum dilakukan
secara otomatis dengan menggunakan level control (LC) untuk dikirim ke burning
pit untuk dibakar. Gas alam yang keluar dari drum 116-F selanjutnya dibagi
menjadi dua, sebagian digunakan untuk auxiliary boiler dan start up heater
21
primary reformer. Pemurnian lebih lanjut di mercury guard chamber 109-D untuk
dihilangkan kandungan merkurinya dan selanjutnya dijadikan bahan baku proses.
b. Penghilangan Merkuri
Merkuri yang terdapat dalam gas alam harus dihilangkan karena dapat
meracuni katalis pada proses berikutnya. Merkuri diserap oleh karbon aktif dalam
mercury guard chamber 109-D, selanjutnya beraksi dengan sulfur dengan reaksi
sebagai berikut:
Hg + S HgS
Tekanan gas alam yang dihasilkan masih dalam belum cukup tinggi
sehingga harus dikompresi dalam feed gas compressor 102-J sehingga tekanannya
berubah dari 14,8 Kg/cm2 menjadi 43 Kg/cm2 dan suhunya sekitar 146 0C.
Kompresor tersebut digerakkan oleh turbin uap 102-JT. Gas alam yang keluar dari
kompresor dialirkan ke feed gas compressor kick back cooler 132-C untuk
didinginkan lalu dimasukkan ke mercury guard chamber dan dikembalikan lagi
ke kompresor, hal tersebut dilakukan untuk mencegah kekurangan gas di
kompresor yang dapat menyebabkan terjadinya surging (kekurangan beban). Gas
pada unit ini yang dihilangkan kandungan merkurinya dari 10 ppb menjadi 0
ppb.Gas yang keluar selanjutnya dikirim ke feed preheat coil diseksi konveksi
primary reformer untuk dipanaskan hingga temperaturnya mencapai 399 0C.
c. Penghilangan Sulfur (Desulfurisasi)
Gas proses yang keluar dari 102-J masih mengandung senyawa belerang.
Senyawa ini harus dihilangkan karena dapat meracuni katalis dalam primary
reformer. Proses desulfurisasi dilakukan dalam dua tahap, yaitu di Cobalt
Molybdenum Hydrotreater (terjadi pengikatan sulfur) 101-D dan Zinc oxide
(ZnO) guard chamber 108-D (terjadi pemisahan sulfur dalam bentuk H2S yang
telah terbentuk akibat reaksi pada hydrotreater).
Gas sebelumnya telah dipanaskan dan dicampur dengan recycle gas sintesa
yang kaya hidrogen, kemudian dimasukkan ke Co-Mo hydrotreater 101-D yang
berisi 28,3 m3 katalis Cobalt Molybdenum dalam bentuk tablet. Katalis ini
22
berfungsi sebagai activator dalam reaksi hidrogenasi antara belerang dalam
senyawa gas alam dengan gas hydrogen yang akan membentuk senyawa organik
dan H2S pada suhu 399 0C dan tekanan 42 Kg/cm2. Reaksi yang terjadi adalah
sebagai berikut:
RSH + H2 RH + H2S
RSR + 2 H2 RH + RH + H2S
Gas yang keluar dari hydrotreater diperkirakan hanya mengandung senyawa
belerang dalam bentuk H2S. Kadar CO2 yang masuk ke hydrotreater tidak boleh
melebihi 5%, karena dapat menimbulkan reaksi sebagian eksotermik sebagai
berikut:
CO2 + H2 CO + H2O HR(298K) = +9,8381 Kcal/gmol
CO + 3H2 CH4 + H2O HR(298K) = -42,27 Kcal/gmol
Reaksi di atas jika membesar, maka temperatur akan naik sehingga dapat
merusak katalis. H2S yang terbentuk pada Co-Mo hydrotreater dihilangkan dalam
ZnO guard chamber 108-D yang berisi katalis ZnO dalam bentuk tablet dengan
volume 28,3 m3. Belerang yang berbentuk H2S dalam alat ini akan diubah menjadi
ZnS pada suhu sekitar 371 0C dan tekanan 39 Kg/cm2. Reaksi yang terjadi adalah
sebagai berikut:
H2S + ZnO ZnS + H2O
Gas keluaran 108-D lalu diumpankan ke primary reformer 101-B.
2.2.2 Unit Pembuatan Gas Sintesa
Ringkasan:
“Seksi pembuatan gas alam dibagi menjadi tahapan reformer dari tahapan
shift converter, reformer dibagi menjadi dua tahap yaitu primary reformer dan
secondary reformer. Primary reformer bertujuan untuk mendapatkan gas nitrogen
yang juga digunakan untuk sintesa ammonium jadi tahapan reformasi secara tidak
langsung mengatur hasil ammonia, karena pada tahapan ini perbandingan H2 dan
23
N2 yang diinginkan didapatkan, sedangkan shift converter dimaksudkan untuk
mengubah senyawa CO menjadi CO2, senyawa CO2 akan diabsorb pada seksi
pemurnian gas sintesa. Gas CO da CO2 tidak diinginkan karena merupakan racun
katalis pada sintesa ammonia.”
Proses yang terjadi di unit adalah pembuatan gas sintesa, yaitu H2 dan N2
dengan perbandingan 3:1 sebagai umpan ammonia converter. Gas alam mula-
mula akan mengalami reformasi menjadi CO, CO2, dan H2, kemudian gas CO
dikonversi menjadi CO2 dan sebagian kecil dari aliran dikirim ke unit Cosorb.
a. Primary reformer (101-B)
Reaksi yang terjadi di Primary Reformer 101-B adalah reaksi pembentukan
hidrogen dari senyawa hidrokarbon dan steam. Gas alam yang keluar dari Zinc
OxideGuardChamber dicampur dengan steam dan dipanaskan dengan Mix Feed
PreheaterCoil di seksi konveksi Primary Reformer. Gas yang keluar diharapkan
mempunyai suhu 483oC dan tekanan 36,8 kg/cm2, yang kemudian dimasukkan
dalam tube-tube katalis di seksi radiant. Pada seksi radiant terdapat 9 buah sub
header yang masing-masing memiliki 42 buah tube yang berisi katalis NiO yang
berbentuk cincin, sehingga semuanya 378 tube. Tube-tube katalis terdiri dari
campuran logam: 25% chorme, 35% nikel dan 1,225% niobium dengan diameter
tube 3 inch.
Pada primary reformer 101-B terjadi reaksi steam reforming yaitu reaksi
antara gas alam dengan steam menjadi CO dan H2. Sebagian CO yang dihasilkan
akan bereaksi dengan steam untuk membentuk CO2. Gas H2 yang dihasilkan
berfungsi untuk sintesa amoniak di ammonia converter. Mekanisme reaksi yang
terjadi dalam primary reformer 101-B adalah sebagai berikut:
Reaksi utama yang bersifat endotermis dengan suhu sekitar 823°C :
CH4 + H2O CO + 3H2 ΔH= +49,27 Kcal/mol
Reaksi samping yang bersifat eksotermis :
CO + H2O CO2 + H2 ΔH= - 9,83 Kcal/mol
24
Reaksi keseluruhan adalah endotermis dan panas yang dibutuhkan berasal
dari panas pembakaran gas alam diluar tube katalis pembakaran gas alam di seksi
radiant. Reaksi pembakaran tersebut dapat dituliskan sebagai berikut :
CH4 + 4O2CO2 + 2H2O ΔH= +191,7 kkal/mol
Burner-burner fuel gas ini terletak diantara dua baris tube katalis. Ada 10
baris burner, masing-masing terdiri dari 20 burner.
Gas alam dan steam yang akan masuk ke primary reformer harus diatur agar
memiliki perbandingan mol S : C = 3,5 : 1, karena jika pemakaian steam kurang
maka dibutuhkan temperatur yang lebih tinggi agar reaksi berlangsung ke arah
kanan kesetimbangan. Pemakaian steam yang kurang akan menyebabkan reaksi
samping sebagai berikut:
CH4 C + 2H2
2CO2 C + CO2
Deposit karbon yang terbentuk ini akan melapisi permukaan katalis,
sehingga akan mengurangi keaktifan katalis dan terjadi local overheating pada
tube. Efisiensi perpindahan panas juga dapat berkurang dan merusak tube.
Perbandingan mol S : C ini diatur oleh suatu alat yang disebut ratio relay (RRI).
Gas yang bereaksi dalam tube akan keluar melalui bagian bawah tube dan
disatukan dalam sebuah pipa besar untuk masing-masing baris yang disebut riser.
Gas dari riser dikirim ke Secondary Reformer 103-D melalui suatu pipa besar
yang disebut transfer line, suhu gas yang keluar sekitar 810-815 oC dengan
tekanan 32,5 kg/cm2.Transfer linedipasangi jacket water sebagai pelinding dan
pendingin. Gas CH4 yang lolos dari Primary Reformer diharapkan kurang dari 10
%.
Gas hasil pembakaran (fuel gas) yang suhunya makin tinggi dihisap oleh
Induced Fan melalui seksi konveksi, dimana panasnya dimanfaatkan untuk
memanaskan umpan gas alam, udara untuk Secondary Reformer, Boiler
FeedWater dan Superheated Steam untuk power generator.Fuel gas dari seksi
25
konveksi dibuang ke udara melalui suatu cerobong (stack), suhu gas buang ini
masih sekitar 250 oC.
b. Secondary reformer (103-D)
Secondary reformer (103-D) berfungsi untuk melanjutkan reaksi reforming
dengan mekanisme reaksi yang sama dengan primary reformer, tetapi panas yang
diperlukan diperoleh dari pembakaran langsung dengan udara di dalam reaktor.
Gas dan campuran udara-udara masuk ke secondary reformer secara terpisah dari
bagian atas melalui pipa penghubung 107-D yang di selubungi air. Aliran gas ini
masuk pada temperatur 800-815C dan tekanan 32,5 kg/cm3, kemudian aliran gas
ini mengalir ke bawah dan bercampur dengan udara proses pembakaran. Udara ini
berasal dari udara tekan dari kompresor 101-J yang mengambil aliran keluar dari
penyaring udara 102-L, untuk menghilangkan debu dan partikel halus lainnya.
Secondary reformer terbagi menjadi dua bagian yaitu bagian atas yang
disebut mixing zone atau combustion zone dan bagian bawah yang disebut
reaction zone.Reaction zone berupa packed bed yang terdiri dari tiga buah bed
katalis nikel oksida yang berbeda-beda komposisinya.
Gas dan udara dicampur dalam mixing zone dengan reaksi pembakaran
sebagai berikut:
CH4 + 2O2 CO2 + 2H2O ΔH= +191,7 kkal/mol
2H2 + O2 2H2O ΔH= + 57,8 kkal/mol
Panas pembakaran ini digunakan untuk reaksi reforming di bed katalis.
Temperatur gas di bed katalis pertama 1134 C dan tekanan 32,5 kg/cm2G,
sedangkan sampai di bed ke tiga suhunya menjadi 975C dan tekanan 31,5
kg/cm2G. Kadar CH4 dalam gas yang keluar dari secondary reformer 0,3 %.
Udara yang masuk ke Secondary Reformer berfungsi juga sebagai penyuplai
N2, maka perbandingan mol udara dan gas alam harus diatur supaya gas H2 dan N2
yang keluar mempunyai perbandingan mol yang cocok sebagai umpan Amonia
Converter yaitu 3 : 1. Gas panas yang keluar dari Secondary
26
Reformerdimanfaatkan untuk memproduksi steam bertekanan tinggi (sekitar 105
kg/cm2) di Waste Heat Boiler 101-CA/CB sehingga suhu gas yang keluar turun
menjadi 343-347oC. Temperatur ini adalah temperatur yang sesuai untuk reaksi di
High Temperatur ShiftConverter 104-D. Sebagian kecil dari gas ini, yaitu sekitar
2-3% dikirim ke pabrik Cosorb untuk dimurnikan CO-nya.
c. Shift Converter (104-D)
Urea diproduksi membutuhkan bahan baku amonia dan karbon dioksida,
karena itu gas CO yang ada perlu diubah menjadi CO2. Tugas mengkonversi gas
CO menjadi CO2 ini dilakukan oleh alat yang disebut Shift Converter 104-D.
Reaksi yang terjadi adalah sebagai berikut :
CO + H2O CO2 + H2 ΔH= + 9,8 kcal/mol
Reaksi ini bersifat eksotermis, sehingga konversi ke kanan yang
mengkonversi gas CO menjadi CO2 akan bertambah konversinya apabila
temperatur diturunkan. Kecepatan molekul-molekul yang bertumbukan untuk
bereaksi akan berkurang bila suhunya diturunkan, sehingga kecepatan reaksi juga
berkurang. Pemecahan masalah tersebut Shift Converter dibagi menjadi dua
bagian, yaitu bagian atas yang disebut High temperatur Shift Converter dan Low
temperatur Shift Converter.
1. High temperatur Shift Converter (HTSC)
HTSC berfungsi untuk meningkatkan laju reaksi. Katalis yang digunakan
adalah Fe-Cr berbentuk tablet dengan volume 54,9 m3. Suhu yang masuk sekitar
364oC dengan tekanan 31,4 kg/cm2 melalui distributor di bagian atas kemudian
mengalir ke bawah melewati katalis.Persamaan reaksi yang terjadi:
CO + H2O CO2 + H2 ΔH= + 9,2 kkal/mol
Reaksi ini bersifat eksotermis. Gas keluar pada suhu yang lebih tinggiyaitu
433oC dan tekanan 30,3 kg/cm2, maka gas yang masih cukup tinggi suhunya ini
dimanfaatkan panasnya untuk membangkitkan steam di Shift Effluent Waste
Boiler 103-C dan memanaskan gas umpan Methanator 106-D di Methanator Feed
27
Heater 104-C, sehingga gas pada suhu rendah dapat dicapai untuk masuk di
LTSC. Gas di-quench dengan kondensat air yang berasal dari keluaran draw gas
separator 102-F di dalam knock out drum, sehingga temperatur dapat turun dan
diperoleh konversi reaksi yang lebih tinggi.
2. Low temperatur Shift Converter (LTSC)
LTSC berfungsi untuk meningkatkan konversi reaksi pembentukan CO2.
Katalis yang digunakan adalah Cu sebanyak 66 m3. LTSC dioperasikan minimal
pada suhu 241C berisi 60 m3 katalis terdiri dari dua lapisan. Lapisan atas
berupa 15 m3 katalis ZnO dan lapisan bawah berupa 45 m3 campuran
CuO/ZnO/Al2O3. Reaksi berlangsung lambat tetapi konversi yang terjadi tinggi.
Tekanan operasi adalah 31 kg/cm2. Suhu keluar LTS adalah 254C, setelah itu
panas yang terjadi dimanfaatkan pada penukar panas 1105-C dan 1113-C lalu
dialirkan melalui knock out drum ke raw gas separator 102-F untuk memisahkan
kandungan kondensat air dalam gas. Kondensat air ini selanjutnya digunakan
untuk quenching di proses-proses lainnya sedangkan gas akan dikirim ke unit
pemurnian gas sintesa.
Gambar 2.2 Diagram Alir Pembuatan Gas Sintesa
2.2.3 Unit Pemurnian Gas Sintesa
Ringkasan:
28
“Seksi pemurnian gas sintesa bertujuan untuk menghilangkan kandungan
CO dan CO2 dari gas sintesa, karena gas CO dan CO2 merupakan racun katalis
pada ammonia converter. Media yang digunakan untuk mengabsorb gas CO2
adalah larutan Benfield. Pada CO2 absorber, larutan Benfield menyerap CO2 yang
sebagian besar dibentuk pada shift converter, lalu pada stripper CO2 dilepaskan
dari larutan Benfield. sedangkan metanator, CO dan CO2 yang lolos dari CO2
absorber dan shift converter diubah menjadi CH4, yang kemudian dijadikan bahan
bakar pada primary reformer.“
Unit ini bertugas mempersiapkan bahan baku untuk ammonia converter,
yang berupa gas N2 dan H2, sehingga gas-gas lain yang ada harus dipisahkan
terlebih dahulu. Gas CO dan CO2 yang terdapat dalam gas proses yang keluar dari
shift converter merupakan racun bagi katalis di ammonia converter (105-D), maka
gas proses harus dibersihkan dari CO dan CO2 sebelum sampai ke seksi sintesa
amonia. Pemisahan CO2 dilaksanakan secara absorpsi di CO2 absorber 1101-E,
sehingga kadar CO2 dalam gas kurang dari 1000 ppmv.
Gas sintesa dibersihkan lebih lanjut dari sisa CO2 dan CO yang masih ada di
methanator dengan jalan mereaksikan CO2 dan CO yang tersisa dengan gas H2
sehingga menjadi gas metan kembali. Gas metan sendiri tidak merupakan racun
bagi katalis ( inert ).
a. CO2 Absorber (1101-E)
Pada unit ini dilakukan penyingkiran gas CO2.CO2 harus disingkirkan
karena pada kondisi operasi di syn loop apabila masih tersisa CO2 maka akan
terjadi reaksi antara CO2 dan ammonia menjadi ammonium karbamat yang mudah
membeku sehingga dapat menyumbat aliran dan mengganggu kerja kompresor.
Apabila ada CO2 yang tersisa maka nanti akan diubah menjadi metana di
methanator.
Gas yang keluar dari draw gas separator (102-F) dimasukan ke bagian
bawah CO2 Absorber 1101-E melalui sparger dibagian menara. CO2 Absorber ini
tersusun dari empat buah bed berisi tumpukan slotted ring sehingga gas
29
CO2terabsorbsi oleh larutan penyerap. Larutan penyerap yang digunakan adalah
larutan benfield yang terdiri dari senyawa-senyawa sebagai berikut :
1. Kalium Karbonat (K2CO3) yang berfungsi juga sebagai absorben dan
desorben CO2, dengan kadar 25-30 % berat.
2. Dietanol Amin (DEA) untuk menaikkan kecepatan absorbsi dan desorbsi
CO2 dan untuk menurunkan tekanan uap CO2.
3. Vanadium Pentaoksida (V2O5) sebanyak 0,5-0,6 % berat, sebagai V5+ yang
dapat melapisi permukaan film pada dinding absorber dan menjadi
corrosion inhibitor.
4. Ucon sebanyak 1-2 ppm sebagai pencegah pembentukan buih (antifoam).
5. Sisanya air sebagai pelarut.
Pada proses absorbsi CO2 denganlarutan benfield, mula-mula gas CO2
bereaksi dengan H2O membentuk asam karbonat. Asam karbonat kemudian
bereaksi kembali dengan ion karbonat dari K2CO3 membentuk ion bikarbonat.
Reaksi kimia yang terjadi dapat dituliskan sebagai berikut :
CO2 + H2O H2CO3
H2CO3 + CO32- 2HCO3
2HCO3 + K2CO3 CO32- +2 KHCO3
CO2+ H2O +K2CO3 2 KHCO3 ΔH= -101,3761 kcal/mol
Reaksi absorbsi ini adalah reaksi eksotermis.
Larutan benfield yang dipakai ada dua aliran yaitu larutan lean benfield
yang masuk dari puncak menara dan larutan semi lean benfield yang masuk
melalui bagian tengah menara.
Larutan lean benfield adalah larutan yang sama sekali tidak mengandung
CO2. Larutan ini berasal dari dasar Stripper 1102-E yang didinginkan lebih dahulu
dalam Cooler 1107-C sebelum dipompa oleh 1110-JA/JB/JC ke puncak Absorber
sebanyak 370 ton/jam. Tenaga dari ketiga pompa ini berasal dari steam MS. Pada
kondisi operasi normal, 25% dari larutan lean Benfield dialirkan ke puncak dan
30
selebihnya dikirim ke carbonate storage dari unit Cosorb. Sebelum masuk ke
dalam CO2 absorber, larutan lean Benfield didinginkan lagi dengan 1151-C.
Larutan semi lean benfield adalah larutan yang masih mengandung CO2.
Larutan ini dari bagian tengah stripper, sebelum dipompa dengan pompa 1107-
JA/JB/JC ke bagian tengah absorber, larutan semi lean benfield dimasukkan ke
dalam tangki Low Heat Benfield yang dialiri steam diatasnya untuk
menyempurnakan penyerapan CO2. Steam yang telah lewat low heat benfield
yang mengandung CO2. Kemudian dimasukan ke Stripper. Pada kondisi normal
larutan semi lean benfield yang mengalir adalah sebanyak 1100 ton/jam.
Gas dari LTSC yang masuk dari bagian bawah Absorber akan berkontak
dengan larutan semi lean benfield yang akan menyerap sebagian besar gas CO2
yang ada, kemudian sisa CO2 akan diserap oleh larutan lean benfield. Temperatur
dalam Absorber adalah 70-100oC dan tekanannya sekitar 27 kg/cm2.
Larutan yang telah banyak mengandung CO2 (larutan rich benfield ) keluar
dari dasar Absorber pada suhu 123oC, mengalir melalui Turbin Hidrolik 1107-JA,
kemudian menuju bagian atas Stripper. Gas yang keluar dari bagian Atas absorber
diharapkan kadar CO2-nya dibawah 0,1 % volum. Temperatur gas ini kira-kira
70oC.
31
Gambar 2. 2 CO2 Absorber
b. CO2 Stripper (1102-E)
Stripper 1102-E terdiri dari tiga buah bed berisi tumpukan slotted ring.
Kondisi operasi dari stripper adalah 107-129 oC dan tekanan 0,6 kg/cm2. Karena
larutan rich benfield yang keluar dari dasar Absorber masih mempunyai tekanan
sebesar 27 kg/cm2, maka tekanan ini dimanfaatkan untuk menggerakan Turbin
Hidrolik 1107-JA, yang digunakan untuk memompa larutan semi lean benfield
yang akan menuju Absorber. Untuk menstripping CO2 digunakan steam
bertekanan rendah yaitu 3,5 kg/cm2, yang berasal dari Reboiler 1105-C,1111-C
dan 1113-C. Dengan tekanan rendah yaitu 0,6 kg/cm2 dan suhu tinggi antara107-
109 oC dan dorongan steam ke atas, maka diharapkan gas CO2 dalam larutan rich
benfield akan terlepas. Reaksi yang terjadi adalah kebalikan dari reaksi absorbsi,
yaitu:
2KHCO3 K2HCO3 + CO2 + H2OKalium hidrogen karbonat Dikalium hidrogen karbonat Karbondioksida Air
Setelah melewati bed kedua, larutan ditampung dalam Trap Out Pan,
dimana sebagian larutan dikeluarkan sebagai larutan lean benfield menuju
Absorber, dan sebagian lagi mengalir ke bed ketiga untuk ditampung dalam Trap
Out Pan kedua. Larutan ini dialirkan ke Reboiler 1105-C dan 1111-C dan steam
yang terbentuk dimasukan bagian bawah Stripper. Steam dari Reboiler 1113-C
berasal dari Trap Out Pan diatas bed pertama.
32
Gambar 2. 3 CO2 Stripper
Larutan lean benfield yang keluar dari dasar Stripper dialirkan ke puncak
Absorber, sedangkan gas CO2 keluar dari puncak menara. Uap air yang
terkandung dalam gas ini cukup tinggi, yaitu sekitar 45%, sehingga sebelum
masuk pabrik urea perlu dikurangi dahulu kadar airnya.
Untuk mengurangi kadar air dalam gas CO2, maka gas dimasukan dalam
CO2 Overhead Condensor 1110-C, untuk didinginkan kemudian dipisahkan
kondesatnya dalam CO2 Stripper Reflux Drum 1103-V. Kondesat ini dimasukkan
ke bagian atas Stripper dengan pompa 1108-J/JA, sedangkan gas CO2 yang keluar
siap dikirim ke pabrik urea.
c. Methanator (106-D)
Gas yang keluar dari absorber masih mengandung CO dan CO2 sisa yang
merupakan racun di Amonia Converter, karena itu perlu diubah menjadi CH4
dalam Methanator 106-D. Methanator berisi katalis nikel sebanyak 19.8 m3 yang
tersusun menjadi tiga bed. Gas yang masuk Methanator dibatasi kadar CO dan
CO2 nya maksimum 0,1% untuk CO2 dan 0,6 % untuk CO karena secara teoritis
1% CO2 mampu menaikkan suhu sebesar 77oC, sedangkan reaksi pembentukan
metana adalah reaksi eksotermis.
Gambar 2. 4 Methanator
33
Kondisi operasi di Methanator, suhu 288-315oC dan tekanan sekitar 26
kg/cm2. reaksi yang terjadi adalah kebalikan dari reaksi di PrimaryReformer yang
dapat dituliskan sebagai berikut:
CO +3H2 CH4 + H2O HR(298 K) = -49,3 kcal/mol
CO2 +4H2 CH4 + 2H2O HR(298 K) = +39,5 kcal/mol
Reaksi yang terjadi adalah reaksi eksotermis sehingga Methanator
dilengkapi dengan system interlock yang akan menghentikan aliran gas bila
terjadi kenaikan suhu sebesar 399oC, serta menghentikan alilran Boiler Feed
Water ke 144-C. Gas yang keluar dari Methanator diharapkan mempunyai kadar
CO dan CO2 maksimum 0,3 ppm.
2.2.4 Unit Sintesa Amonia
Reaksi pembentukan amoniak dari gas N2 dan H2 mengikuti persamaan
sebagai berikut:
N2 + 3H2 2NH3 HR = +3,903 kkal/mol
Dengan mengikuti proses Kellog pada kondisi operasi dengan temperatur
430-500 0C dan tekanan 140-150 Kg/cm2.Pada kondisi ini dari hasil konversi
didapatkan kandungan amonia yang keluar dari reaktor adalah 12% mol,
sedangkan gas-gas yang tidak bereaksi dikembalikan kembali ke reaktor.
Faktor-faktor yang berpengaruh terhadap operasi sintesa ini adalah:
a.Temperatur
Kenaikan temperatur akan menurunkan derajat kesetimbangan tetapi dapat
mempercepat reaksi. Jika keaktifan katalis tidak berubah, konversi bertambah
dengan kenaikan temperatur.
b. Tekanan
34
Kenaikan tekanan menyebabkan reaksi bergeser ke kanan (arah produk)
sehingga konversi bertambah besar. Oleh karena itu, dalam proses ini digunakan
tekanan yang tinggi yaitu diatas 30 atm.
c. Space velocity
Kenaikanspace velocity berarti kenaikan kecepatan aliran gas yang melalui
katalis, sehingga mengurangi waktu reaksinya. Kecepatan gas masuk reaktor tidak
begitu mempengaruhi hasil, asalkan gas yang masuk reaktor memiliki jumlah
yang sama.
d. Perbandingan hidrogen dan nitrogen
Perbandingan antara H2 dan N2 adalah 3:1. Hal ini dimaksudkan untuk
memperoleh konversi yang besar. Perbandingan ini dapat bervariasi antara 2,98:1
hingga 3,1:1 sampai diperoleh konversi maksimum di dalam converter.
Untuk mencapai hasil reaksi yang maksimum maka harus dipilih kondisi
yang optimum berdasarkan variabel-variabel yang mempengaruhi reaksi
pembentukan amonia.
Salah satu usaha yang dapat dilakukan untuk memperoleh hasil yang
optimum adalah dengan mendinginkan gas hasil reaksi tepat sebelum keadaan
setimbang, kemudian reaksi dijalankan kembali. Demikian seterusnya sehingga
diperoleh produksi yang diinginkan. Pendinginan gas hasil reaksi dilakukan
dengan mencampurkan gas umpan ke dalam reaktor. Konsekuensi dari
pencampuran ini adalah penurunan kadar amonia dalam produk, tetapi dengan
penurunan fraksi ini dalam arus gas yang akan menyebabkan kesetimbangan
kembali bergeser ke arah pembentukan amonia dan ini menjadi suatu keadaan
yang menguntungkan. Konversi yang dihasilkan dengan cara ini masih relatif
rendah, sehingga untuk lebih meningkatkan konversi digunakan sistem daur ulang
yang disebut syntesis gas loop.
Gas yang keluar dari methanator memiliki tekanan 25,31 Kg/cm2 dengan
temperatur 309 0C. Tekanan ini belum cukup tinggi karena menurut perhitungan
konversi reaksi amonia akan optimal jika temperatur di dalam ammonia
35
converteradalah 430-500 0C dan tekanan 140-150 kg/cm2. Oleh karena itu, gas
keluaran dari methanator dikompresikan oleh dua jenis kompresor yaitu Low
Pressure Case Compressor dan High Pressure Case Compressor (103-J).
Penggerak dari kompresor ini adalah steam turbine 103 JAT/JBT. Low Pressure
Case Compressor mengubah tekanan gas dari 25 hingga 60 kg/cm2, sedangkan
High Pressure Case Compressor mengubah tekanan dari 65 sampai 150 kg/cm2.
Sebelum dimasukkan ke High Pressure Case Compressor, gas terlebih dahulu
didinginkan oleh SynGas Feed Exchanger (136-C) yang memberikan panas
kepada gas yang menuju methanator (106-D), SynGas compressor interstage
cooler (116-C) yang memanaskan air pendingin, NH3 refrigerant chiller (129-C)
yang memberikan panas kepada amonia cair. Kondensat yang terbentuk
dipisahkan dalam SynGas compressor 1st stage separator (105-F). Gas kering
dari separator masuk ke High Pressure Case Compressor dan bercampur dengan
ammonia recovery. Gas keluar High Pressure Case Compressor memiliki
temperatur 68 oC dan tekanan sekitar 150 kg/cm2. Selanjutnya campuran gas
sintesa dan ammonia recovery didinginkan oleh 117-C,118-C,119-C dengan NH3
refrigerant hingga temperaturnya berkisar -26 oC.
Kemudian SynGas dimasukkan ke dalam secondary ammonia separator
(106-F). Alat ini menggunakan mekanisme kondensasi sehingga diperoleh amonia
cair yang dapat dipisahkan dari gas. Amonia cair selanjutnya dialirkan ke primary
ammonia separator (107-F) di unit pemurnian amonia. SynGas yang keluar dari
secondary ammonia separator (106-F) dipanaskan di amonia converter feed
gas/recycle exchanger (120-F) dan ammonia converter feed gas/effluent
exchanger (121-C) yang memanfaatkan panas dari gas yang keluar dari ammonia
converter. Selanjutnya, SynGas diumpankan ke ammonia converter.
Gas yang diumpankan ke ammonia converter memiliki temperatur 454 –
482 oC dan tekanan 140,6-147,6 kg/cm2. Gas ini memasuki ammonia converter
dari bagian atas dan bawah. Ammonia converter (105-D) terdiri dari 4 bed katalis
promoted iron yang tiap tumpukannya berbeda-beda seperti yang ditunjukkan
oleh tabel II.3 berikut ini:
36
Tabel II. 3 Karakteristik Bed pada Ammonium Converter
Bed Volume (m3) Berat (Kg) Tinggi Bed (m)
1 8,63 17269 1,7
2 14,01 37697 2,7
3 20,00 54404 2,9
4 30,46 81929 4,8
Total 73,1 191299 12,2
Volume tiap bed dibuat berbeda-beda (semakin ke bawah semakin besar)
dimaksudkan agar panas reaksi yang terjadi di bed paling atas, yang memiliki laju
reaksi eksotermis paling cepat, dapat dibatasi. Dengan demikian temperatur
converter dapat dijaga pada batas-batas yang diinginkan.
Ammonia converter memiliki annulus pada dindingnya. Gas umpan yang
masuk dari bawah mengalir dalam annulus menuju ke puncak converter dan
masuk dalam bed katalis melalui shell exchanger. Gas umpan yang masuk dari
bagian atas ammonia converter digunakan untuk keperluan quenching sebelum
gas masuk ke bed di bawahnya. Gas ini terbagi atas tiga aliran, yaitu untuk
quench di bed kedua, ketiga, dan keempat. Gas umpan yang mengalir dalam
annulus mengambil panas reaksi sehingga temperaturnya meningkat hingga 422 0C ketika berada di shell exchanger. Reaksi yang terjadi di ammonia converter
adalah sebagai berikut:
3H2 + N2 2NH3HR(298 K) = -3,903 Kkal/molHidrogen Nitrogen Ammoniak
Konversi reaksi disini dapat mencapai 13%. Dengan adanya quenching
yang berulang diharapkan temperatur dapat dikontrol sesuai dengan yang
diinginkan sehingga diperoleh konversi reaksi yang optimal.
Gas hasil reaksi keluar dari bed keempat melalui pipa di tengah converter.
Temperatur gas ini sekitar 481 0C dan dimanfaatkan untuk membangkitkan steam
di Ammonia Converter Exchanger (123-C) dan untuk memanaskan umpan di 121-
C. Kandungan gas inert di dalam converter tidak boleh lebih dari 10% karena
37
dapat meracuni katalis dan mempengaruhi kesetimbangan reaksi bila kadarnya
terlalu tinggi. Untuk mengurangi kadar gas inert tersebut, sebagian gas inert
tersebut, sebagian gas umpan di-purge sebelum di-recycle melalui High Pressure
Case Compressor.
2.2.5 Unit Pemurnian dan Refrigerasi Amonia
Ringkasan:
“ Seksi pemurnian dan refrigerasi bertujuan untuk meningkatkan kadar
ammonia pada produk. Peningkatan kadar ammonia dilakukan di secondary
ammonia separator, primary ammonia separator dan refrigerant flash drum.
Ammonia yang menguap dalam sistem pendingin dihisap oleh refrigerant
receiver drum, dimana ammonia yang dihisap sudah mengandung kadar yang
tinggi sekitar 90-100% massa. Ammonia yang dihasilkan tidak semuanya dipakai
untuk keperluan pabrik urea, tetapi ada yang disimpan dan dijual. Ammonia
disimpan dalam storage. “
a. Pemisahan Produk Amonia
Amoniak yang dihasilkan oleh converter akan bertambah dengan cepat,
sampai suatu saat dapat mempengaruhi reaksi yang ada sehingga secara kontinyu
harus dipisahkan dari aliran gas sintesa yang dikembalikan ke converter.
Proses ini dilakukan dengan melewatkan gas sintesa kembalian melalui
pendingin untuk mengembunkan amonia yang terkandung di dalamnya, yang
dihasilkan setiap kali gas sintesa melalui converter, sehingga sewaktu aliran
kembalian mencapai secondary ammonia separator (106-F) temperaturnya
menjadi -23,3 oC.
Dengan mengembunkan dan memisahkan produk amonia dari rangkaian gas
sintesa pada kondisi temperatur -23.3 oC dan tekanan 140,6-147,6 Kg/cm2 akan
menurunkan amonia dalam aliran gas kembalian dari 12% hingga 2%. Amonia
dingin berkumpul di 106-F yang permukaannya dikontrol oleh LC-13.
Selanjutnya amonia dikirim ke pemurnian dan refrigerasi untuk dimurnikan.
38
b. Pemurnian Produk Amonia
Cairan amonia yang dipisahkan dari rangkaian gas sintesa masih
mengandung sejumlah gas-gas tertentu yang ikut terlarut di dalamnya yang dapat
mengotori produk. Ada dua fungsi yang dijalankan oleh sistem pendinginan dan
pemurnian ini. Pertama, pemisahan terus-menerus terhadap terhadap cairan
amonia pada tekanan rendah untuk memisahkan gas yang terlarut dan
mengirimkannya langsung ke sistem bahan baker. Kedua, sebagai bagian dari
sistem yang akan menyerap panas dari gas sintesa sampai temperatur -23,3 0C.
Letak dari alat-alat pendingin pada aliran gas sintesa diatur sedemikian rupa
agar dapat memanfaatkan pendinginan pada berbagai tingkat tumpukan tekanan
dan temperatur yang dioperasikan pada alat-alat tersebut.
Di bawah ini akan diurai cara kerja dan pengaturan kondisi berbagai macam
alat yang terdapat dalam sistem ini. Dalam hal ini, digunakan asumsi bahwa
awalnya semua hasil produk amonia mengalir dari Refrigerant Receiver (109-F).
1. Primary Ammonia Separator (107-F)
Tangki pemisah ini menerima aliran dari secondary ammonia separator
(106-F), tempat amonia pertama kali dipisahkan dari gas sintesa. Selain itu,
primary ammonia separator juga menerima aliran amonia yang berasal dari purge
gas separator (108-F).
Tekanan dari separator 107-F dikontrol oleh PIC-8 pada 17,2 Kg/cm2 dan
membuang kelebihan tekanan ke sistem pembuangan gas tekanan rendah. Aliran
cairan dari separator 107-F diturunkan tekanannya menuju kedua tempat dalam
sistem pendigin. Satu aliran dikontrol oleh pengatur permukaan LC-12 yang
mengirim kelebihan cairan ke 3rd stage refrigerant flash drum (112-F). Aliran
lainnya untuk mengirim amonia dari 107-F melalui MIC-37 ke 2nd stage
refrigerant flash drum (111-F). Sistem pendinginan amonia berfungsi untuk
mendinginkan dan mengembunkan amonia di rangkaian gas sintesa dan hasil
produksi serta mendapatkan kembali amonia dari gas-gas yang dibuang.
2. 3 rd Stage Refrigerant Flash Drum (112-F)
39
Tangki pemisah ini bekerja dengan tiga cara, yaitu:
- Dengan penguapan yang kuat, maka semua gas yang tidak diperlukan (inert)
dapat dipisahkan dari produk amonia.
- Sebagai tangki utama untuk pendinginan rangkaian gas sintesa melalui alat
pendingin 119-F.
- Menerima uap amonia dari alat pendingin 125-C yang amonianya diperoleh
dari 111-F.
Banyaknya sirkulasi amonia yang melalui Feed and Recycle Gas Third
Stage Chiller (119-C) berbanding langsung dengan panas yang didapat dari
rangkaian gas sintesa. Tekanan tangki dijaga hingga sekitar 0,035 Kg/cm2 oleh
PRC-9 sehingga amonia akan menguap pada 33 0C. Tinggi permukaan cairan pada
112-F dijaga oleh LIC-19. Selama beroperasi, sebagian kecil amoniak dingin
disalurkan keluar dari 3rd Stage Refrigerant Flash Drum 112-F untuk mencegah
pengembunan air di dalam tangki. Pompa 124-J/JA digunakan untuk menyalurkan
amonia ke sistem produksi amonia dingin.
3. Refrigerant Receiver Drum (109-F)
Semua amonia yang telah menguap dalam sistem pendinginan dihisap dan
dimanfaatkan oleh kompresor amonia (105-J), kemudian didinginkan sampai
mengembun di 127-CA/B dan hasilnya ditampung dalam tangki. Tekanan dalam
tangki secara tidak langsung tergantung pada temperatur dan volume air
pendingin yang melewati kondensor 127-C. Tekanan diatur oleh PIC-17 (16
Kg/cm2) yang membuang gas-gas inert yang tidak diperlukan (purge tekanan
rendah) ke sistem bahan bakar.
Gas yang dibuang dari tangki dilewatkan melalui flash drum chiller (126-C)
untuk mengembunkan amonianya. Hasil pengembunan amonia dialirkan ke pipa
cairan yang keluar dari (109-F). Sebagian besar cairan amonia dari 109-F
dipompa oleh 125-J dan dicampur dengan sebagian produk amonia dingin yang
diambil dari 112-F oleh pompa 118 JA/B untuk mendapatkan temperatur yang
diinginkan, yaitu 30 0C di Battery Limit. Sisa amonia di refrigerant receiver (109-
40
F) diuapkan dengan penurunan tekanan dan dikirim ke 1st stage refrigerant flash
drum (110-F) yang temperaturnya 13,3 0C.
4. 1 st Stage Refrigerant Flash Drum (110-F)
Seluruh produk amonia dari 109-F yang tidak dikirim ke Battery Limit
diuapkan kembali di 110-F, kecuali sejumlah kecil aliran dari 112-F. Tekanan di
110-F diharapkan sekitar 6,05 Kg/cm2 dan temperaturnya 13,3 0C. Tinggi
permukaan pada 110-F dikontrol oleh LIC-16. Tangki ini juga bertindak sebagai
tangki utama dan memberikan suplai cairan amonia pendingin untuk tiga buah alat
pendingin, yaitu :
- Pendingin 117-F, dioperasikan dengan cara sirkulasi alat pemindahan.
Kecepatan aliran ditentukan oleh panas yang diberikan pada pendingin
tersebut.
- Pendingin 126-C, kecepatan amonia pendingin yang dialirkan tergantung
pada beda tekan antara 110-F dan 111-F. Tetapi jika dikehendaki, aliran
dapat dikontrol secara manual bila 126-C mendapat beban panas yang
rendah.
- Pendingin 129-C, amonia pendingin mengalir melalui bukaan orifice
14mm. Pada beban panas yang rendah, aliran ini dapat dikurangi secara
manual jika dikehendaki. Alat pendingin ini dioperasikan pada tekanan 3,5
Kg/cm2 dan temperatur 1 0C pada sisi pendinginnya agar pembekuan dapat
terhindar di bagian gas prosesnya.
5. 2 nd Stage Refrigerant Flash Drum (111-F)
Dari 110-F cairan amonia dipisahkan pada 2nd refrigerant flash drum (111-
F). Tinggi permukaan pada tangki pemisah ini dikontrol oleh LIC-16. Cairan dari
111-F disirkulasikan dengan efek thermosyphon, dan temperatur yang diharapkan
adalah sekitar -7,2 0C.
Amonia cair mengalir melalui orifice dengan bukaan 13mm, sehingga
kecepatan alirannya tergantung pada beda tekan antara 111-F dan 112-F. Akan
41
tetapi, jika beban 125-C terlalu rendah, maka aliran harus diatur secara manual.
LIC-8 mengontrol level cairan di 9 111-F agar tetap konstan dan kelebihan cairan
dialirkan ke 3rd Stage Refrigerant Flah Drum (112-F).
6. Refrigerant Compressor (105-F)
Alat ini bekerja dengan dua cara. Pertama, menjaga tekanan di tangki-tangki
110-F, 111-F, 112-F sesuai dengan yang dikehendaki. Hal itu akan menjamin
pengambilan panas yang sempurna dan pemisahan gas-gas yang terlarut dari
aliran produksi. Kedua, untuk menekan uap amonia yang masuk sehingga bisa
diembunkan sampai temperatur sedikit dibawah titik embunnya. Hal ini dilakukan
di dalam ammonia condensor (127-CA/B) dengan tekanan operasi 17,9 Kg/cm2.
Amonia yang diembunkan, didinginkan lagi hingga sekitar 2,2 0C di bawah
temperatur amonia pada 16,7 Kg/cm2 yaitu 44 0C. Hal ini dimaksudkan untuk
menjaga agar tekanan masukan dari kompresor dapat dikontrol dengan cara
membuang gas-gas yang tidak dapat mengembun lewat PIC-7.
Jika pendinginan dilakukan hingga mencapai temperatur yang lebih rendah
dari 42,2 0C (16,3 Kg/cm2), maka terdapat sejumlah besar gas yang terbawa dalam
aliran amonia. Sebaliknya, jika temperatur yang digunakan terlalu tinggi, hingga
mencapai batas 44,4 0C akan menyebabkan beban purge gas chiller (126-C)
terlalu berat. Akibatnya, produk amonia banyak yang hilang terbawa oleh aliran
gas buang.
2.2.6 Unit Hydrogen Recovery dan Purge Gas Recovery (HRU dan PGRU)
Unit ini didirikan untuk memanfatkan gas buang (purge gas) dari daur gas
sintesa pabrik amonia yang sebagian besar mengandung gas hidrogen.
42
Gambar 2. 5 Diagram Alir Unit PGRU
Beberapa keuntungan dari alat ini:
- meningkatkan produksi ammonia dengan tambahan 50-60 ton/hari.
- menurunkan pemakaian energy per ton produksi ammonia sekitar 0,3
MMkkal.
- mendapatkan hidrogen murni untuk pembuatan hidrogen peroksida.
- menyediakan tambahan ammonia untuk pembuatan asam nitrat (HNO3) dan
ammonium nitrat (NaNO3).
- menghasilkan larutan ammonia dengan konsentrasi 20-30 % v/v bila pasar
memungkinkan
2.3 Reaksi Pembuatan Urea
Urea diproduksi dalam reaksi eksotermis antara amonia cair dengan gas
karbondioksida membentuk amonium karbamat yang diikuti oleh dehidrasi
amonium karbamat menjadi urea dalam reaksi endotermis. Reaksi yang terjadi
adalah :
2NH3(l)+ CO2(g)↔ NH2COONH4(l) ∆H = -38 kkal/molAmmonia Karbondioksida Ammonium karbamat
NH2COONH4(l)↔ NH2CONH2(l) + H2O (l) ∆H = +7,7 kkal/mol
43
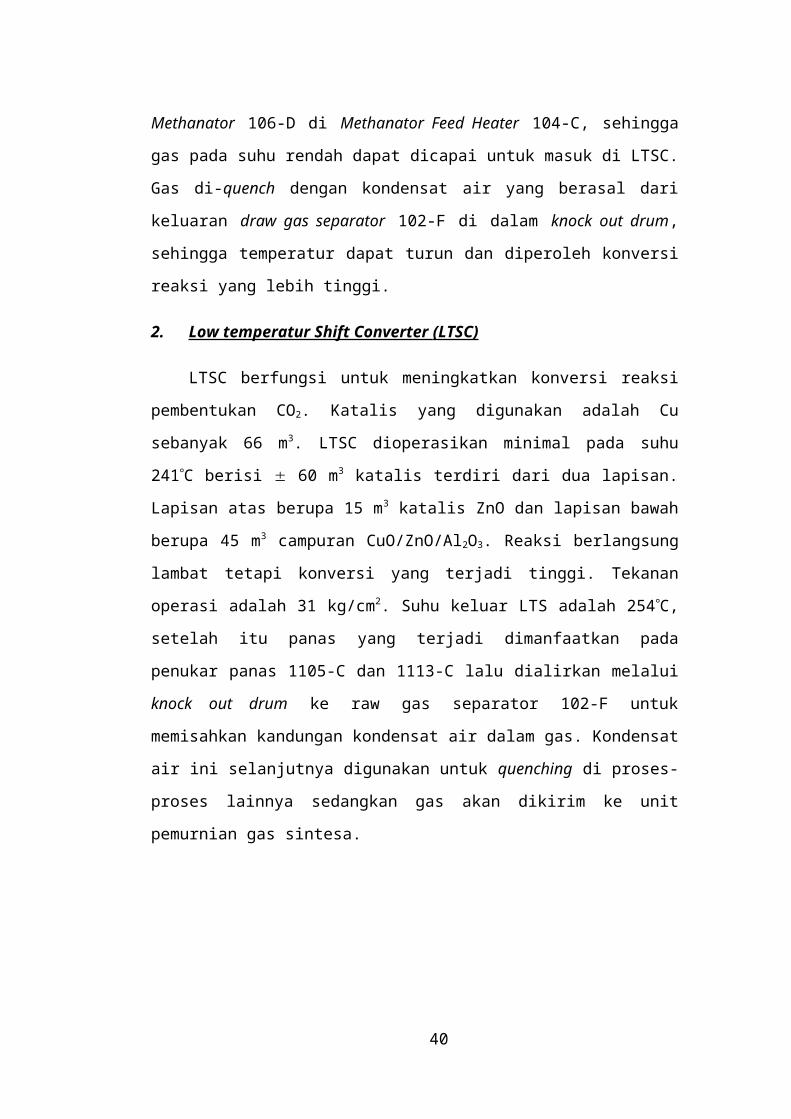
u
Ammonium karbamat Urea Air
Urea dari hasil reaksi sintesa antara amonia cair dan gas karbondioksida
harus dimurnikan dari larutan amonium karbamat dan kelebihan amonia. Larutan
amonium karbamat didekomposisikan menjadi gas-gas karbondioksida dan
amonia dengan cara menaikkan suhu dan menurunkan tekanan. Reaksi yang
terjadi adalah sebagai berikut :
NH2COONH4(l) ↔ 2 NH3(g) + CO2(g)
Ammonium karbamat Ammonia Karbondioksida
Reaksi di atas merupakan reaksi endotermis, sehingga memerlukan panas.
Bila ditinjau dari termodinamika-nya, maka temperatur yang rendah akan
menggeser kesetimbangan reaksi ke kanan. Tetapi apabila suhu terlalu tinggi dan
tekanan rendah, akan terjadi reaksi samping yang tidak dikehendaki, yaitu
hidrolisa urea atau pembentukan biuret sebagai berikut:
Hidrolisa Urea:
NH2CONH2(l) + H2O (l)↔ 2 NH3(l) + CO2(g)
Urea Air Ammonia Karbondioksida
Pembentukan Biuret :
NH2CONH2(l)↔ NH2CONHCONH2(l) + NH3(g)
Urea Biuret Ammonia
Proses pemurnian hasil reaksi ini dilakukan dalam tiga alat yang kondisinya
berlainan, yaitu 17 kg/cm2; 2,5 kg/cm2; dan tekanan atmosfer.
2.3.1 Mekanisme Reaksi Pembuatan Urea
Secara komersial urea diproduksi dalam reaksi eksotermis antara ammonia
cair dan gas karbondioksida membentuk ammonium karbamat yang diikuti oleh
dehidrasi ammonium karbamat menjadi urea dalam reaksi endotermis.
Reaksi yang terjadi adalah :
2NH3(l) + CO2(g) ↔ NH2COONH4(l)∆H = -38 kkal/mol (1)Ammonia Karbondioksida Ammonium Karbamat
NH2COONH4(l) ↔ NH2CONH2(l) + H2O(l)∆H = +7,7 kkal/mol (2)Ammonium Karbamat Urea Air
44
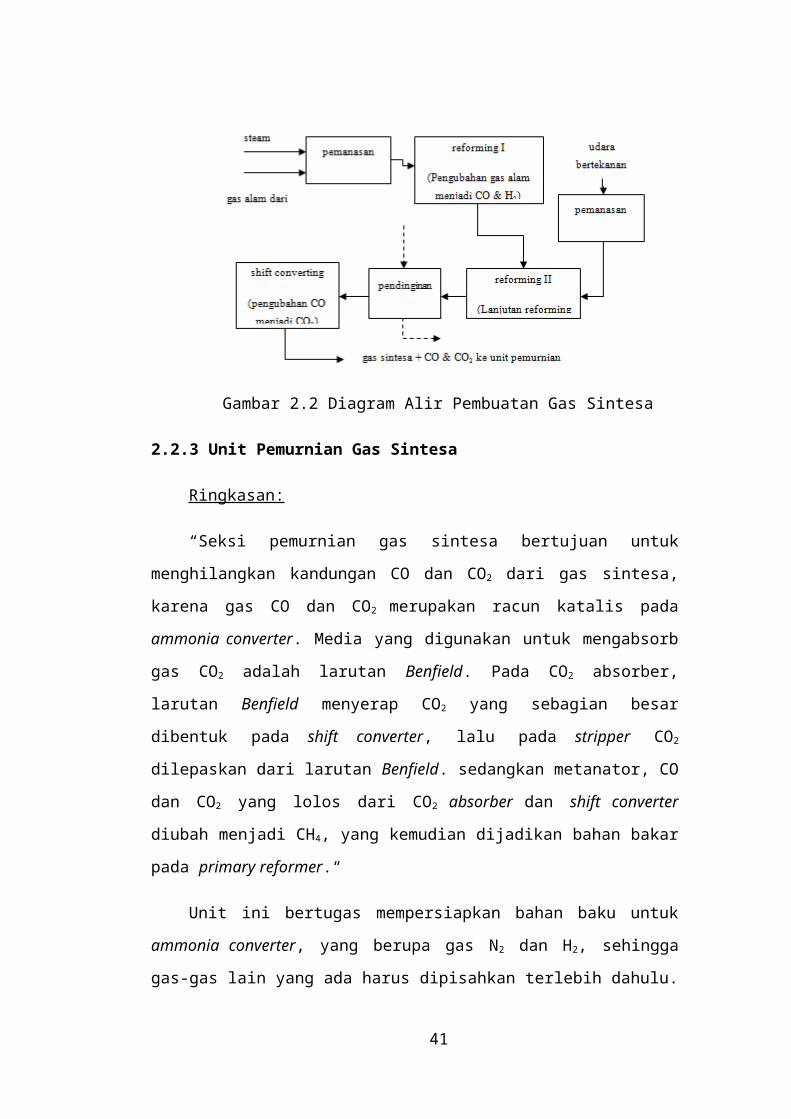
Reaksi bersifat reversible. Reaksi (1) bersifat eksotermis dan berlangsung
dengan cepat, sedangkan reaksi (2) bersifat endotermis dan lebih lambat. Variabel
yang berpengaruh dalam reaksi adalah temperatur, tekanan, komposisi umpan dan
waktu reaksi. Konversi ammonium karbamat menjadi urea hanya berlangsung
dalam fase liquid, sehingga dibutuhkan tekanan tinggi. Kenaikan temperatur dan
tekanan mengakibatkan bertambahnya konversi urea. Kondisi reaksi pada reaktor
adalah temperatur 200 ⁰C dan tekanan 250 kg/cm2. Konversi urea menurun
dengan adanya air dan meningkat dengan adanya kelebihan ammonia. Waktu
tinggal reaktor sintesa urea adalah sekitar 25 menit.
Konversi ammonium karbamat yang menjadi urea berkisar antara 50-80%.
Ammonium karbamat yang tidak terkonversi biasanya dipisahkan dari larutan
urea hasil produk dengan peruraian pada tekanan rendah menjadi ammonia dan
karbondioksida. Reaksi yang terjadi adalah:
NH2COONH4(l)↔ 2NH3(g) + CO2(g)
Ammonium Karbamat Ammonia Karbondioksida
Menurut M. Frejaques (1948), faktor-faktor yang berpengaruh untuk
konversi maksimum dalam skala komersial adalah :
1. Konversi kesetimbangan urea
Dalam plant skala komersial, konversi kesetimbangan dari CO2 menjadi
urea menjadi lebih tinggi dari yang diharapkan. Dari hasil percobaan diperoleh
beberapa perbedaan konversi kesetimbangan. Harga konversi kesetimbangan
maksimal terjadi pada suhu 195 ⁰C. Pada suhu diatas 200 ⁰C konversi akan turun
dengan tajam.
Konversi kesetimbangan total (x) dipengaruhi eleh faktor-faktor :
a. Molar ratio total umpan NH3/CO2 (a)
b. Molar ratio total umpan H2O/CO2 (b)
c. Temperatur ratio (T)
45
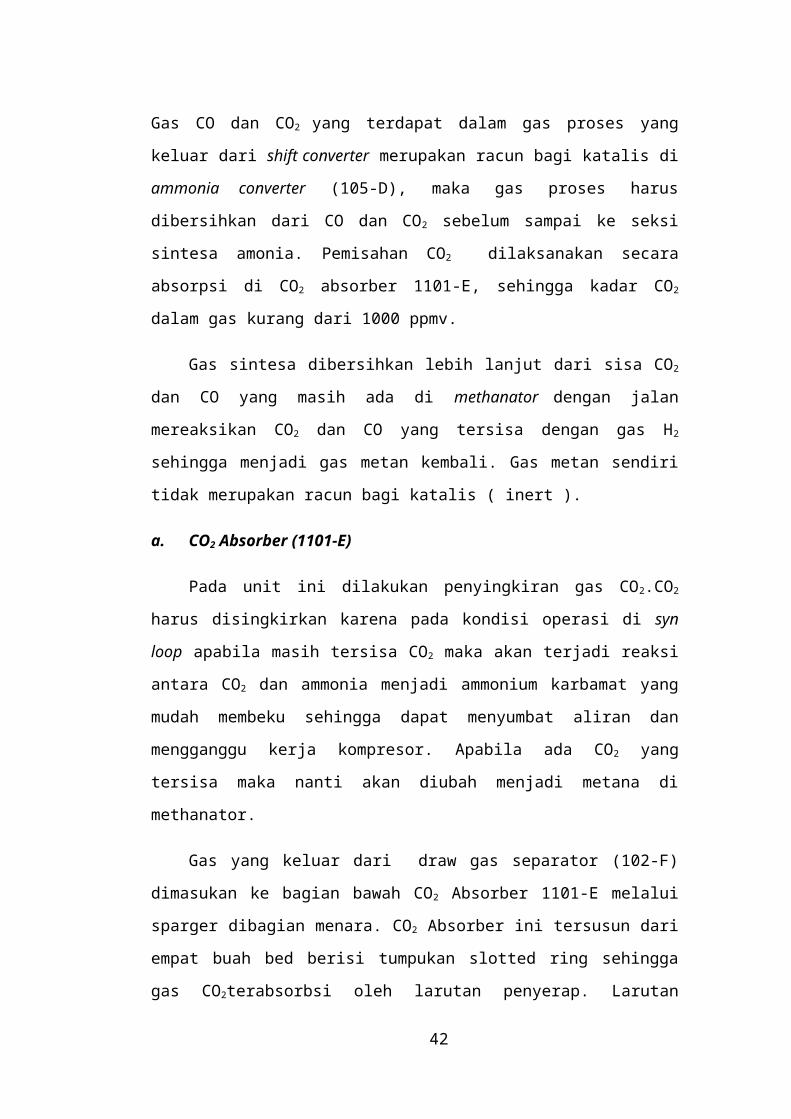
Secara emperis konversi CO2 menjadi urea yang dinyatakan dalam fraksi
total umpan CO2 (x),
x={0,261 a−0,0195 a2+0,0382 ab−0,11606 b−0,02732 a( T100 )−0,103 b ( T
100 )+1,640( T100 )−0,1394( T
100 )3
−1,869}x100 %
2. Tekanan Kesetimbangan
Tekanan kesetimbangan dipengaruhi oleh kondisi temperatur, mol rasio dari
NH3 dengan CO2 (NH3/CO2) dan mol rasio air dengan CO2 (H2O/CO2). Tekanan
kesetimbangan minimal terjadi pada suatu kondisi temperatur yang bisa dilakukan
pada sintesa urea, perbandingan mol rasio NH3/CO2 = 2. Dengan naiknya
temperatur, keadaan minimal akan berubah dengan naiknya harga NH3/CO2.
2.3.2 Faktor-faktor yang Mempengaruhi Pembuatan Urea
Faktor-faktor yang mempengaruhi pembuatan urea adalah temperatur,
tekanan, perbandingan CO2 dan NH3 dan kandungan air dan oksigen.
a. Temperatur
Pengaruh temperatur pada proses sintesa urea dapat dijelaskan oleh asas Le
Chatelier yang berbunyi “jika suatu sistem berada dalam kesetimbangan, suatu
kenaikan temperatur akan menyebabkan kesetimbangan itu bergeser ke arah yang
menyerap kalor”.
Reaksi sintesis urea merupakan reaksi eksotermis :
2NH3(g) + CO2(g) ↔ NH2CONH2(aq) + H2O(l) ∆H=+20,48 kkal/mol
Ammonia Karbondioksida Ammonium karbamat Air
Sedangkan reaksi penguraian urea menurut reaksi dibawah ini adalah reaksi
endotermis :
NH2CONH2(aq) + H2O(l)↔ NH3(l) + CO2(l) ∆H = -20,48 kkal/mol
Urea Air Ammonia Karbondioksida
Perubahan temperatur akan mengakibatkan bergesernya tetapan
kesetimbangan reaksi. Naiknya temperatur akan mengakibatkan reaksi bergeser
46
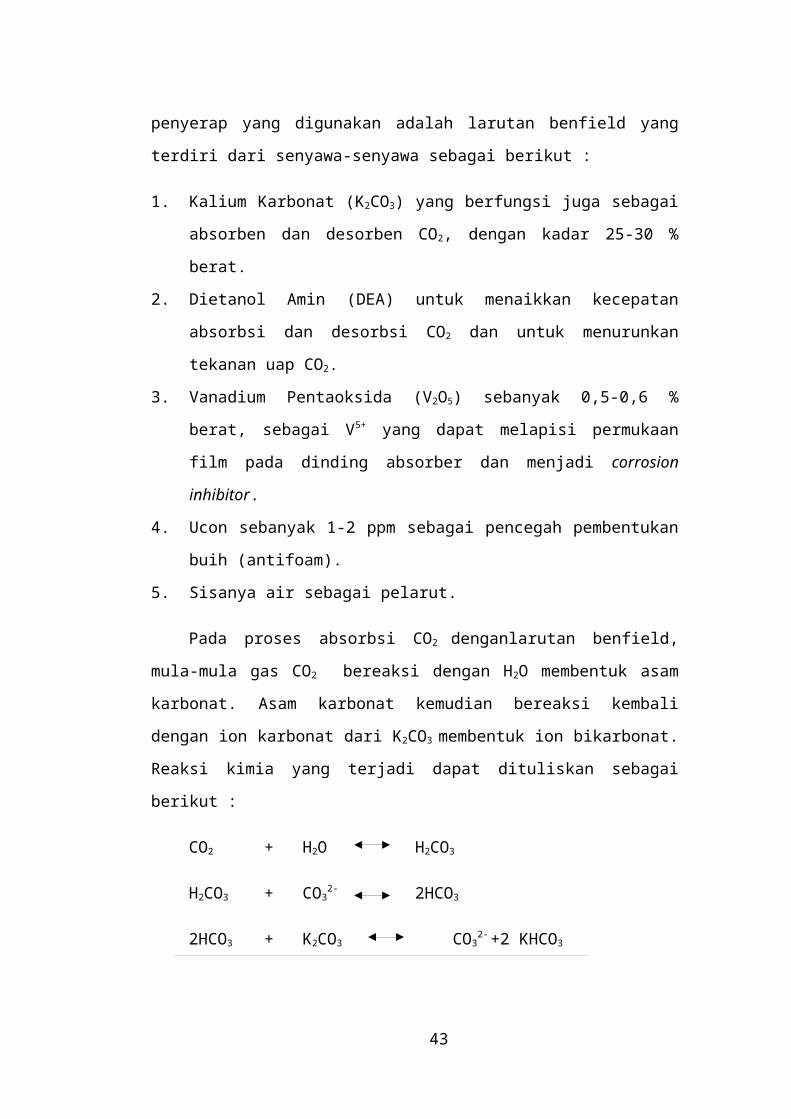
kearah kiri (endotermis) atau menurunkan konversi pembentukan urea. Disamping
itu, kenaikan temperatur juga akan mengakibatkan kecepatan reaksi pembentukan
urea menjadi semakin besar.
Kondisi yang paling optimal dalam reaksi adalah sekitar 195 ⁰C yaitu
temperatur dimana konversi mendekati kesetimbangan dengan waktu tinggal 0,3-
1 jam. Bila temperatur reaktor turun, maka konversi ammonium karbamat menjadi
urea akan berkurang sehingga memberi beban lebih berat pada seksi-seksi
berikutnya. Jika temperatur turun sampai 150 ⁰C akan menyebabkan timbulnya
ammonium karbamat akan menempel pada reaktor. Sebaliknya, bila temperatur
melebihi 200 ⁰C maka laju korosi dari Titanium Lining akan meningkat dan
tekanan kesetimbangan di dalam reaktor dari campuran reaksi akan melampaui
tekanan yang dibutuhkan. Disamping itu, hasil dari reaksi samping yang besar
akan menyebabkan turunnya konversi pembentukan urea. Jadi, laju reaksi yang
baik pada suhu 180-200 ⁰C dalam waktu 20-60 menit atau pada suhu rendah
dengan ammonia berlebih.
b. Tekanan
Pengaruh perubahan tekanan dalam campuran kesetimbangan gas dapat
dipahami melalui asas Le Chatelier. Menurut asas ini, kenaikan tekanan
menyebabkan reaksi bergeser ke kanan, tetapi jika tekanan berkurang maka
kecepatan reaksi akan berkurang dalam sistem kesetimbangan.
Reaksi yang terjadi adalah sebagai berikut:
2NH3(l) + CO2(g) ↔ NH2CONH2(aq) + H2O(l)
Ammonia Karbondioksida Urea Air
Tekanan yang digunakan adalah 195 kg/cm2. Pemilihan tekanan operasi ini
berdasrkan pertimbangan bahwa konversi ammonium karbamat menjadi urea
hanya terjsadi pada fase cair dan fase cair dapat dipertahankan dengan tekanan
operasi yang tinggi. Pada suhu tetap konversi naik dengan naiknya tekanan hingga
titik kritis, dimana pada titik ini reaktan berada pada fase cair. Untuk
perbandingan NH3 dan CO2 yang stokiometris suhu 150 ⁰C dan tekanan 100 atm
47
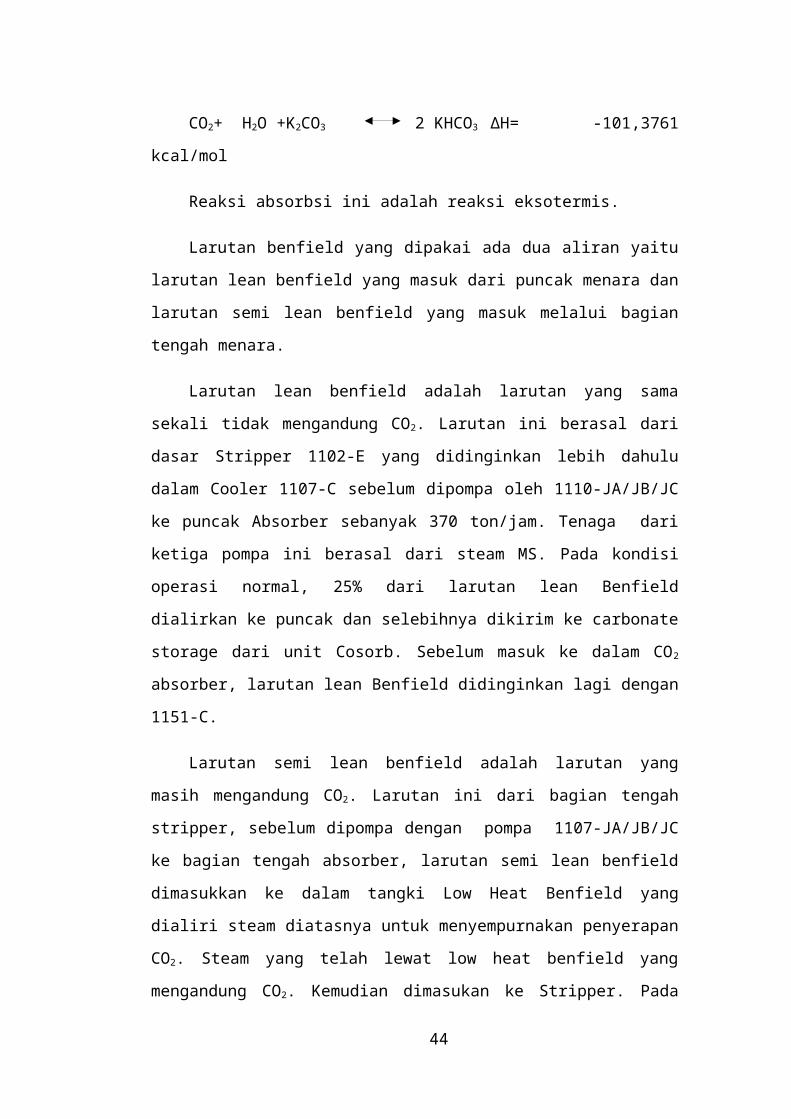
memberikan keadaan yang hampir optimum tetapi pada suhu ini reaksi berjalan
lambat. Pada suhu 190 – 220 ⁰C, tekanan yang digunakan berkisar antara 140 –
250 atm.
c. Perbandingan NH3 dan CO2
Perbandingan NH3 dan CO2 berkisar 3,5 – 4 karena selain mempengaruhi
suhu reaktor, jumlah ammonia dapat mempengaruhi reaksi secara langsung.
Adanya kelebihan ammonia dapat mempercepat reaksi pertama. Di samping itu,
kelebihan ammonia juga akan mencegah terjadinya reaksi pembentukan biuret
dengan reaksi :
2NH2CONH2(l) ↔ NH2CONHCONH2(l) + NH3(g)
Urea Biuret Ammonia
Terbentuknya biuret yang berlebihan tidak diinginkan karena merupakan
racun bagi tanaman sehingga jumlahnya dibatasi hanya 0,5 % dari produk urea.
Perbandingan mol NH3/CO2 optimum adalah 4 : 1, dengan nilai itu
diharapkan reaksi pertama dapat berjalan cepat sekaligus mencegah terjadinya
pembentukan biuret.
d. Kandungan air dan oksigen
Adanya air akan mempegaruhi reaksi terutama reaksi kedua yaitu peruraian
karbamat menjadi urea dan air sehingga dapat mengurai konversi karbamat
menjadi urea. Pada umumnya, proses didesain untuk meminimalkan jumlah air
yang di-recycle ke reaktor. Adanya sedikit oksigen akan mengurangi korosi.
Secara keseluruhan reaksi di atas adalah eksotermis sehingga diperlukan
pengaturan terhadap suhu di dalam reaktor supaya suhu tetap pada kondisi
optimum, untuk mengatur suhu maka diatur :
a. Jumlah ammonia masuk reaktor,
b. Jumlah larutan ammonium karbamat recycle yang masuk reaktor,
c. Pengaturan suhu ammonia umpan dalam ammonia preheater.
Sebagai hasil reaksi di atas komponen yang keluar dari reaktor sintesa
adalah biuret, urea, ammonium karbamat, kelebihan ammonia dan air.
48
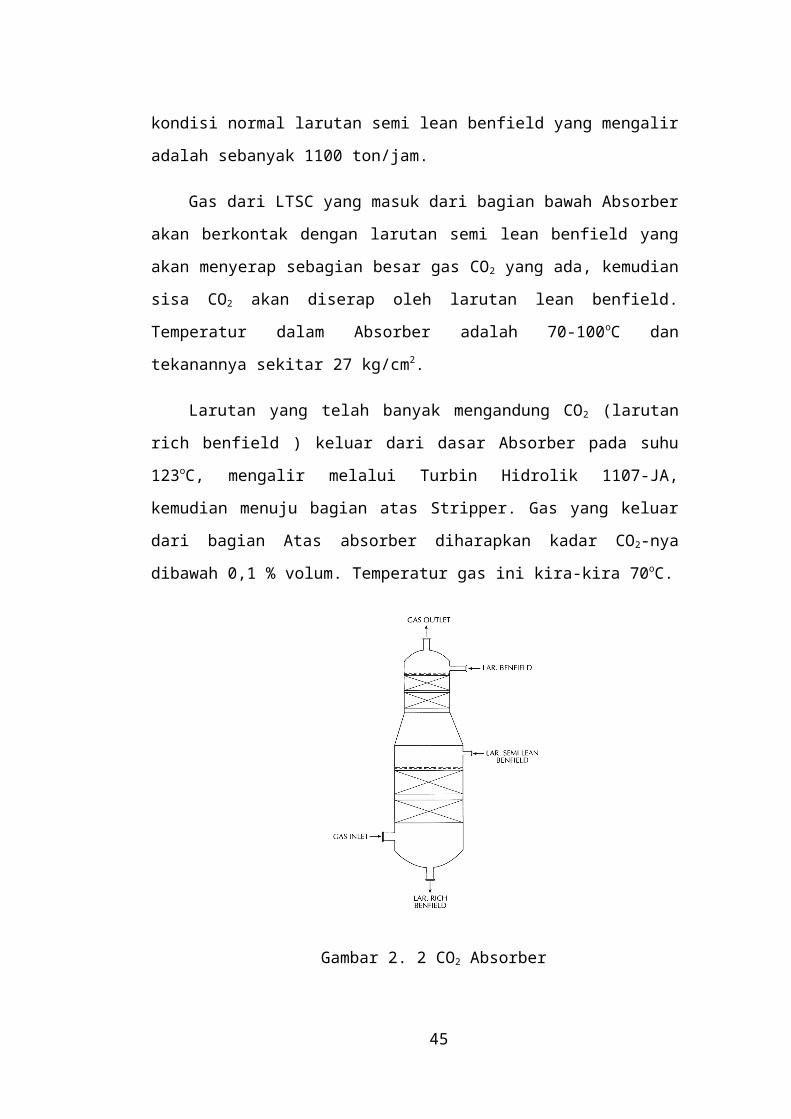
2.4 Produk Utama yang Dihasilkan
Produk utama yang dihasilkan oleh PT. Pupuk Kujang adalah pupuk urea.
Di bawah ini akan dijelaskan sifat-sifat yang menyertai pupuk urea produksi PT.
Pupuk Kujang.
2.4.1 Sifat-sifat Umum Pupuk Urea
Pupuk urea termasuk pupuk buatan yang merupakan hasil industri atau hasil
dari pabrik-pabrik pembuatan pupuk. Pupuk buatan urea ini mengandung unsur-
unsur hara atau zat-zat makanan yang diperlukan tanaman.
Di daerah tropis terutama bagi penduduknya yang melakukan usaha di
bidang pertanian, pupuk buatan sangat dikenal karena :
- Sangat praktis pemakaiannya, artinya pemakaian dapat disesuaikan dengan
kebutuhan.
- Dapat disimpan lama dan kandungan zat-zat makanan bagi pertumbuhan
serta perkembangan tanaman sangat tinggi.
Oleh karena kelebihan-kelebihan di atas, pupuk urea sangat diminati oleh
para petani daerah tropis.
2.4.2 Sifat-sifat Kimia dan Fisika Urea
1. Sifat-sifat Kimia Urea
Urea di dalam air akan terhidrolisa menjadi amonium karbamat yang
kemudian peruraiannya menjadi amonia dan karbondioksida. Reaksi yang terjadi
adalah sebagai berikut :
NH2COONH2(l) + H2O ↔ NH2COONH4 (l)
Urea Air Ammonium karbamat
NH2COONH4 (l) ↔ 2 NH3 (g) + CO2 (g)
Ammonium karbamat Ammonia Karbondioksida
Selain terjadi reaksi sintesa urea di atas, terjadi pula rekasi samping yaitu
pembentukan senyawa biuret yang tidak diinginkan karena merupakan racun bagi
tanaman. Reaksi yang terjadi adalah sebagai berikut :
49
NH2COONH2(l) ↔ NH2CONHCONH2 (l) + NH3 (g)
Urea Biuret Ammonium
Di sini terlihat bahwa biuret akan terbentuk bila kadar amonia rendah, dan
penting pula diingat biuret akan terbentuk jika terjadi kontak suhu tinggi yang
cukup lama.
2. Sifat-sifat Fisika Urea
Sifat-sifat fisik urea dapat dilihat pada tabel di bawah ini :
Tabel II. 4Sifat Fisik Urea
Sifat-sifat Urea Prill
Warna Tidak berwarna (putih)
Bentuk Jarum
Rumus Molekul (NH2)2CO
Berat Molekul 60.05 mol
Berat Jenis 1,335 gr/cm3
Boiling Point Decomposes
Melting Point 132,7 °C
Kadar Nitrogen (formula) 46,78 %
Spesifik Panas 0,320 cal/g °C (20 °C)
Kelarutan dalam air 78 g/100 ml pada 5 °C
(Sumber : Perry’s Chemical Engineer’s Handbook, tabel 2-2, 1994)
Sifat fisik dalam suatu produk dapat digunakan untuk pengecekan keaslian
produk, maupun pemilihan perlakuan yang tepat untuk produk itu sendiri.
2.4 Pengembangan Proses Industri
Pada industri skala komersial dikenal tiga proses pembuatan, yaitu : proses
sekali lewat (One Through Process), proses recycle sebagian (Partial Recycle
Process), dan proses Total recycle (Total Recycle Process).
1. Proses Sekali Lewat (One Through Process)
50
Proses ini pertama kali digunakan untuk memproduksi urea dalam skala
komersial, di mana amonia yang tidak terkonversi dinetralisasi dengan asam nitrat
sebagai produk samping dari produk urea. Proses ini menghasilkan amonium
nitrat sebagai produk samping dan urea sebagai produk utama. Reaksi yang terjadi
sebagai berikut :
NH3(l)+ CO2(g) ↔ NH2COONH4 (l)
Ammonia Karbondioksida Ammonia karbamat
NH2COONH4(l) ↔ NH2CONH2(l) + H2O (l)
Ammonium karbamat Urea Air
Reaksi penetralan Amonia :
NH3(l) + HNO3(l) → NH4NO3 (l)
Ammonium Asam nitrat Ammonium Nitrat
2. Proses Recycle Sebagian (Partial Recycle Process)
Produk yang dihasilkan oleh One Through Process tidak terlalu besarm
maka proses tersebut digantikan oleh Partial Recycle Process. Perbedaannya
adalah amonia yang tidak terkonversi pada reaktor sintesis urea, dikembalikan ke
reaktor setelah melalui proses recovery. Blok diagram Partial Recycle Process
adalah sebagai berikut :
Gambar 2. 6 Blok Diagram Partial Recycle Process
3. Proses Total Recycle (Total recycle Process)
51
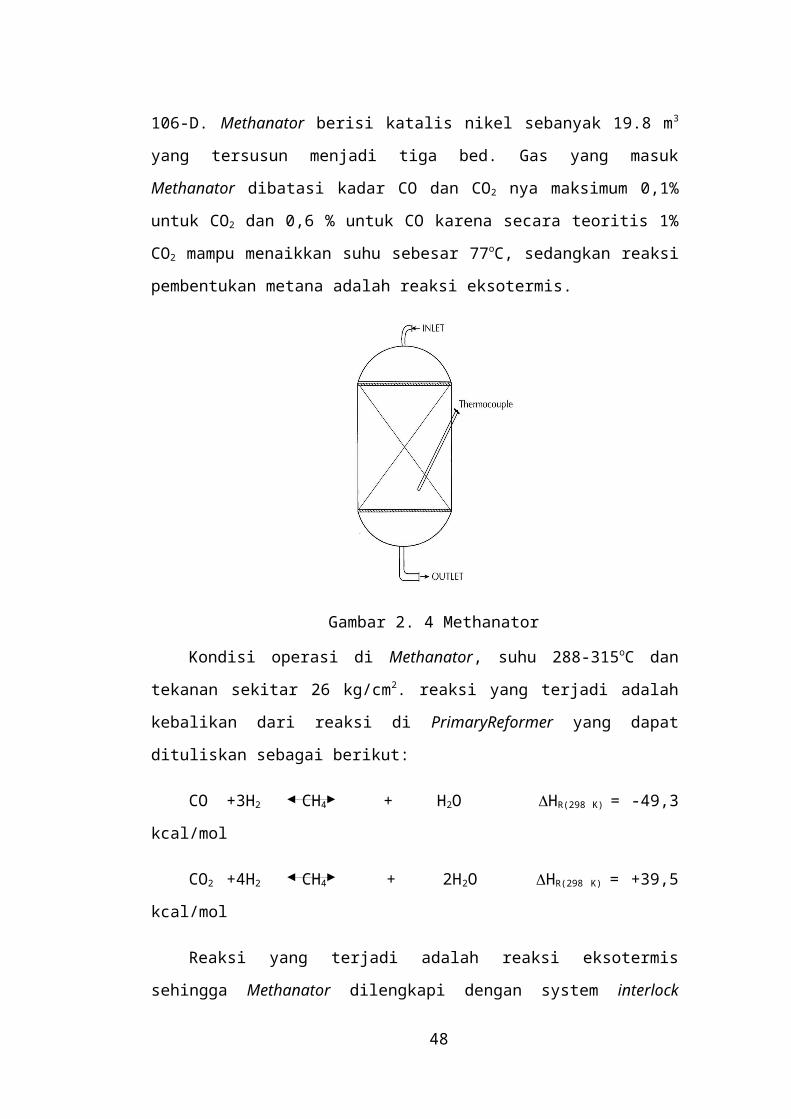
Pada proses ini terbagi menjadi dua proses, yaitu :
a. Urea Technology Inc. (UTI)
Ada proses total recycle, semua amonia, amonium karbamat serta gas
umpan CO2 masuk ke dalam reaktor yang beroperassi pada tekanan 210 bar.
Amonium karbamat dibentuk dengan bantuan koil pemanas kemudian mengalir
keluar pada bagian bawah. Perbandingan antara NH3 dengan CO2 yang digunakan
dalam reaktor 4 : 1.
b. Mitsui Toatsu Corportion (MTU)
Proses ini dikembangkan oleh Toyo Engineering Corporation dimana
tahapan sintetis pembentukan urea terdiri ddari Urea Synthetis Reactor untuk
mengolah reaktan yang tidak terkonversi, High Pressure Carbamat, Condesor,
dan High Pressure Reactor of Gas Scrubber untuk memperoleh yield urea
maksimum. Setiap melewati reaktor maka dikondisikan tekanan optimum berkisar
140 bar dan perbandingan umpan masuk amonia dan karbondioksida adalah 3 : 1.
Proses ini dibagi menjadi empat unit, yaitu : unit sintesa urea, unit purifikasi, unit
recovery, dan unit kristalisasi. Blok diagram dari Total Recycle Process :
Gambar 2. 7 Diagram Alir Total Recycle Process
Pada PT. Pupuk Kujang, jenis proses pembuatan pupuk urea yang dipakai
adalah Total Recycle (Mitsui Total recycle, Improved) dengan kondisi operasi
pada Reaktor Sintesa Urea tekanan 200 kg/cm2G dan suhu 195 °C. Dalam
52
prosesTotal Recycle, smua amonia dan karbondioksida yang tidak terkonversi
dikembalikan ke reaktor. Dibandingkan dengan proses lainnya, proses ini lebih
fleksibel karena hanya tergantung pada suplai NH3 dan CO2 yang berasal dari
pabrik amonia dan dari permintaan produksi urea.
Berdasarkan prinsip recyclenya proses total recycle dibagi menjadi lima,
yaitu :
1. Hot Gas Mixture Recycle
2. Separated Recycle
3. Slurry Recycle
4. Carbamate Solution Recycle
5. Stripping
Empat proses yang pertama memakai tahap dekomposisi yaitu pemisahan
campuran hasil reaksi yang terdiri dari urea, amonium karbamat, biuret, air, dan
excess amonia.
1. Process Hot and Gas Mixture Recycle: campuran gas NH3, CO2, dan air
ditekan dalam 2 – 3 tahap sehingga menjadi 120 – 130 atm. Kemudian
dikondensasikan lalu dikembalikan ke reaktor. Proses ini memberikan
keuntungan yaitu konversinya tidak berkurang karena air tidak ikut di-
recycle dan masalah korosi dari larutan karbamat dapat dihindari dengan
cara penambahan udara anti korosi pada awal proses.
2. Process Separated Gas Recycle : dimana gas NH3 dan gas CO2 dipisahkan
dari urea ditekan secara terpisah sebelum dikembalikan ke reaktor.
3. Process Slurry Recycle : dimana NH3 dan gas CO2 dipisahkan dari larutan
urea yang keluar dari reaktor, lalu dikondensasikan agar terbentuk amonium
karbamat.
4. Process Carbamate Solution Recycle : melibatkan dekomposisi karbamat
pad beberapa tahap penurunan tekanan. Pada tiap tahap gas yang dilepaskan
53
(CO2 dan NH3) dikondensasikan atau diabsorbsi oleh larutan hasil
kondensasi tahap sebelumnya dan larutan yang dihasilkan dikembalikan ke
reaktor.
5. Pada proses Stripping terdapat perbedaan yang mendasar dengan proses
lainnya yaitu pada cara merecovery amonium karbamat yang terkonversi
dari larutan yang keluar dari reaktor. Pada proses ini larutan karbamat
distripping dari larutan urea pada tekanan yang sama dengan tekanan pada
reaktor. Gas hasil stripping dikondensasikan dan dikembalikan ke reaktor.
54
BAB III
DESKRIPSI PROSES
3.1 Persiapan Bahan
Pabrik urea memproduksi pupuk urea dari bahan baku amonia (NH3) dan
gas karbondioksida (CO2) yang dihasilkan dari pabrik amonia. Proses yang
dipakai adalah proses Mitsui Toatsu Recycle C Improved yang memanfaatkan
kembali gas-gas yang tidak bereaksi sebagai larutan karbamat dan direcycle ke
reaktor urea dengan kapasitas terpasang 1.725 MT/hari atau 570.000 MT/hari.
Bahan baku yang digunakan dalam pembuatan urea yaitu amonia cair dan
gas karbondioksida. Kualitas bahan baku dapat dilihat sebagai berikut :
3.1.1 Amonia Cair
Amonia diperoleh dari hasil reaksi antara gas hidrogen dengan gas nitrogen
yang dilakukan pada unit amonia. Hidrogen untuk proses pembuatan amonia
diperoleh dari hidrokarbon pada gas alam, sedangkan gas nitrogen dapat diperoleh
dari udara bebas.
Spesifikasi amonia cair yang diperbolehkan adalah :
- Kadar Amonia : minimal 99,5 % berat
- Kadar Air : minimal 0,5 % berat
- Minyak : maksimal 5 ppm (b/b)
- Tekanan : 18 kg/cm2.G
- Temperatur : 25 – 30 °C
- Jumlah Normal : 40.983 kg/jam
- Jumlah Rancang : 49.180 kg/jam
55
3.1.2 Gas Karbondioksida
Gas karbondioksida diambil dari unit amonia yang merupakan hasil
samping dari pembuatan amonia sintetis dari hidrokarbon. Spesifikasi gas
karbondioksida yang diperbolehkan adalah :
- Kadar CO2 (basis kering) : minimal 98 %
- Kadar Air : jenuh
- Kadar Sulfur : maksimal 1,0 ppm
- Tekanan : 0,6 kg/cm2.G
- Temperatur : 38 °C
- Kadar Penyerap : 0,01 %
- Jumlah Normal : 27.450 kg/jam
- Jumlah Rancang : 32.940 kg/jam
3.2 Tahapan Proses
Pabrik ini memproduksi pupuk urea dalam bentuk butiran(prill), dengan
bahan baku amonia (NH3)dan karbondioksida ( CO2 ) yang dihasilkan di pabrik
amonia. Proses yang digunakan adalah Mitsui Toatsu Total Recycle C Improved
dengan kapasitas terpasang 1.725 ton/hari. Adapun keuntungan dari proses ini
adalah:
- Mudah dalam pengoperasian
- Biaya konstruksi murah
- Kualitas produk urea yang tinggi
Spesifikasi produk yang dikehendaki adalah sebagai berikut :
- Kandungan Nitrogen : 46%
- Air : 0,3% berat (max)
56
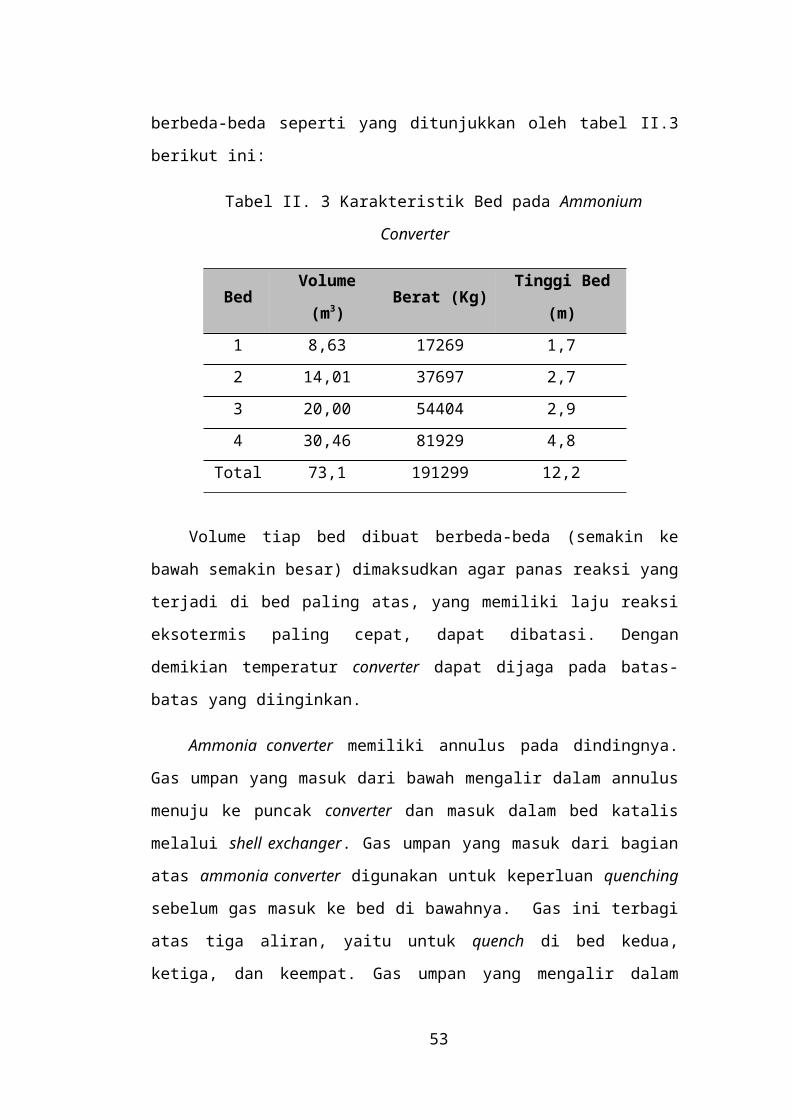
- Biuret : 0,5% berat (max)
- Fe : 1 ppm (max)
- NH3 bebas : 150 ppm (max)
- Ukuran butir : 6 – 8 mesh 95% (min)
: 25 mesh 2% (max)
- Kandungan karbon : + 53 %
Urea diproduksi melalui reaksi eksotermis dari amonia dan karbondioksida
lalu membentuk amonium karbamat, kemudian diikuti reaksi dehidrasi endotermis
dari sebagian amonium karbamat membentuk urea.
2 NH3(g) + CO2(g) ↔ NH2COONH4(l) ∆HR(298 K) = -38 Kkal/mol(1)Ammonia Karbondioksida Ammonium karbamat
NH2COONH4(l) ↔ NH2CONH2(l) + H2O ∆HR(298 K) = +7,7 Kkal/mol(2)Ammonium karbamat Urea Air
Kedua reaksi itu merupakan reaksi kesetimbangan dan bersifat reversibel.
Reaksi pembentukan berlangsung sampai habis pada kondisi reaksi biasa,
sedangkan reaksi dekomposisi yang terjadi adalah hanya terdekomposisi sebagian
atau tidak sempurna. Variabel – variabel yang mempengaruhi reaksi adalah suhu,
tekanan, komposisi feed dan waktu reaksi. Konversi amonium karbamat menjadi
urea berlangsung hanya dalam fasa cairan, sehingga diperlukan tekanan tinggi.
Suhu dan tekanan tinggi meningkatan konversi menjadi urea. Reaksi di atas
dijalankan pada suhu 196 oC dan tekanan 200 kg/cm2. Reaksi samping yang tidak
diinginkan adalah pembentukan dimer yang dinamakan biuret,
(NH2CONHCONH2.H2O) yang kadarnya tidak boleh tinggi karena mengganggu
pertumbuhan tanaman.
Tahap proses pembuatan urea:
1. Unit Sintesa.
2. Unit Pemurnian.
57
a. High Pressure Decomposer (HPD)
b. Low Pressure Decomposer (LPD)
c. Gas Separator
3. Unit Recovery.
a. Daerah Off Gas Condenser
b. Daerah Off Gas Absorber
c. Daerah Low Pressure Absorber
d. Daerah High Pressure Absorber
e. Daerah Amonia Recovery Absorber (ARA)
4. Unit Kristalisasi dan Pembutiran.
a. Crystalizer
b. Centrifuge
c. Fluidized Dryer
d. Prilling Tower
3.2.1 Unit Sintesa
Pada unit ini bertujuan untuk mensintesa urea. Umpan pada unit ini terdiri
dari gas karbondioksida, amonia cair, dan larutan karbamat recycle. Alat
utamanya adalah reaktor sintesa (DC-101) berupa bejana tegak yang beroperasi
pada suhu 195 °C dan tekanan 200 kg/cm2. Jika temperatur rendah pada reaktor
akan menurunkan konversi karbamat menjadi urea sehingga akan mengakibatkan
bertambahnya larutan recycle karbamat. Sebaliknya bila temperatur reaktor
melebihi 195 °C akan terjadi proses lining di dalam reaktor akan naik dengan
cepat. Demikian juga tekanan kesetimbangan dari pada campuran reaksi mungkin
akan melebihi tekanan dalam reaktor sehingga akan mengakibatkan rendahnya
konversi karbamat menjadi urea. Menurut kapasitas rancang, waktu tinggal dalam
58
reaktor adalah 25 menit. Karena zat pereaksi dan produk bersifat korosif maka
seluruh permukaan yang kontak dengan larutan diberi lapisan pelindung stainless
steel. Biasanya baja tahan karat dan stainless steel juga terkorosi oleh reaktan,
tetapi dengan penambahan oksigen (udara antikorosi), maka daya tahan yang
diperoleh lebih tinggi. Sistem pelapisan stainless steel juga menggunakan sistem
lining.
Pada unit urea ini diproduksi melalui reaksi eksotermis yang tinggi dari NH3
dan CO2 untuk membentuk amonium karbamat, diikuti oleh dehidrasi endotermis
amonium karbamat membentuk urea. Reaksi amonium karbamat menjadi urea
hanya berlangsung pada fase cair sehingga dibutuhkan tekanan yang tinggi.
Kenaikan temperatur dan tekanan akan menambah konversi pembentukan urea
hingga batas tertentu. Reaktor ini mendapat umpan berupa gas CO2, amonia cair,
dan larutan karbamat recycle.
Gas CO2 yang berasal dari pabrik amonia dengan P = 0,6 kg/cm2 dan T = 38
°C diinjeksikan dengan udara antikorosi sebesar 340 m3 yang mengandung
oksigen 2.550 ppm, diumpankan ke Knock Out Drum (FA-161) untuk
menghilangkan partikel padatan dan tetesan cairan yang terdapat di dalamnya.
Penambahan udara bertujuan untuk menghambat terjadinya korosi pada Urea
Synthetic Reactor (DC-101) karena oksigen yang ada di dalam udara berfungsi
untuk mengoksidasi stainless steel karena stainless steel aktif sebagai penahan
korosi bila keadaan teroksidasi.
Gas CO2 dikompresikan oleh CO2Booster Compressor (GB-102) mengalami
kenaikan tekanan dari P = 0,6 kg/cm2 menjadi 27 kg/cm2. Jenis kompressor yang
digunakan adalah Multi Stage Centrifugal yang digerakkan oleh steam. Tekanan
ini belum cukup tinggi untuk terjadinya reaksi di reaktor, maka dikompresikan
lagi tekanannya sampai menjadi 200 kg/cm2 oleh CO2 Compressor (GB-101).
Jenis kompressor ini adalah Two Stage Reciproating Double Acting dan
digerakkan oleh steam. Gas CO2 masuk ke Reactor Synthetis Urea (DC-101)
melalui bagian bawah reaktor dengan tekanan 200 kg/cm2 dan temperatur 123 °C
dan sebagian dialirkan ke Low Pressure Decomposer (DA-202) sebagai proses
stripping.
59
Cairan amonia dengan tekanan 18 kg/cm2 dan temperatur 30 °C sebagai
umpan diperoleh dari pabrik amonia yang ditampung dalam Ammonia Reservoir
(FA-401) terlebih dahulu sebelum digunakan. Di dalam Ammonia Reservoir ini,
amonia bercampur dengan amonia dari proses recovery yang berasal dari
Ammonia Condenser (EA-404 A-D). Amonia cair dari Ammonia Reservoir
dipompa oleh Ammonia Boost Up Pump (GA-404 A/B) tipe sentrifugal dan
mengalami kenaikan tekanan dari 18 kg/cm2 menjadi 23 kg/cm2. Aliran amonia
ini dibagi menjadi dua yaitu sebagian digunakan sebagai penyerap pada High
Pressure Absorber (DA-401) dan sebagian cairan dipompa lagi oleh Liquid
Ammonia Feed Pump (GA-101 A/D) Reciprocating Type mengalami kenaikan
tekanan dari 23 kg/cm2 menjadi 200 kg/cm2 dan diumpankan ke bagian bawah
Reactor Synthetis Urea (DC-101) yang sebelumnya terlebih dahulu dipanaskan di
dua Ammonia Preheater yaitu (EA-101) yang menggunakan hot water dengan
suhu 93 °C sebagai media pemanasnya dan (EA-102) yang menggunakan Steam
Condensat sebagai media pemanasnya hingga dicapai suhu sekitar 81,4 °C
sebelum masuk ke reaktor urea, agar memberikan panas yang cukup untuk
mempertahankan suhu di puncak reaktor tetap sekitar 195 °C.
Larutan karbamat recycle dari High Pressure Absorber Cooler (EA-101)
dipompakan oleh Recycle Solution Boost Up Pump (GA-401 A,B) Centrifugal
Type dengan tekanan 16,5 kg/cm2. Kemudian dipompakan oleh Recycle Solution
Feed Pump (GA-102 A,B) Reciprocating Type dengan tekanan 200 kg/cm2 dan
temperatur 100 °C. Aliran sirkulasi larutan karbamat recycle melalui suction line
dari Recycle Feed Pump (GA-102 A,B) kembali ke High Pressure Absorber
Cooler (EA-401) diperlukan untuk mencegah pemadatan larutan karbamat di
dalam pipa. Reaksi yang terjadi di dalam reaktor (DC-101) adalah sebagai berikut:
2NH3(l) + CO2(g) ↔ NH2COONH4(l) ∆H = +38 Kkal/molAmmonia Karbondioksida Ammonium karbamat
NH2COONH4(l) ↔ NH2CONH2(l) + H2O (l) ∆H = -7,7 KKal/molAmmonium karbamat Urea Air
60
Ammonia cair dan gas CO2 yang masuk ke reaktor diatur agar memiliki
perbandingan mol 4:1 untuk mencegah terbentuknya senyawa biuret dari hasil
penguraian sebagai berikut
NH2CONH2 ↔ NH2CONHCONH2 + NH3
Urea Biuret Ammonia
Variabel utama yang mempengaruhi reaksi di dalam reaktor (DC-101)
adalah :
a. Temperatur
Pada kondisi yang optimal temperatur di dalam reaktor adalah sekitar 200oC
yaitu temperatur dimana konversi mendekati keseimbangan dengan waktu tinggal
0,3-1 jam. Temperatur di reaktor dapat dikontrol dengan mengatur jumlah amonia
dan larutan karbamat recycle yang masuk reaktor. Selain itu dapat juga dilakukan
dengan mengatur temperatur amonia umpan di EA-101. Temperatur di reaktor
dicatat oleh suatu temperatur recorder yang sensornya mengambil tempat
disepanjang reaktor.
b. Tekanan
Tekanan optimum yang diambil untuk ini adalah 200 Kg/cm2, pemilihan
tekanan operasi ini juga dipertimbangkan berdasarkan reaksi amonium
karbamatmenjadi urea hanya terjadi pada fase cair. Fase ini dapat dipertahankan
dengan operasi pada tekanan tinggi dan temperatur tinggi.
c. Perbandingan NH3 dan CO2
Selain dapat mengatur dalam reaktor, maka jumlah amonia dapat pula
mempengaruhi reaksi secara langsung. Adanya amonia berlebih akan
mempercepat reaksi (reaksi akan bergeser ke arah produk), selain itu amonia
berlebih akan membentuk biuret. Terbentuknya biuret sangat tidak diinginkan
karena senyawa ini merupakan racun bagi tanaman.
d. Jumlah air
61
Jumlah air akan mempengaruhi reaksi (peruraian karbamat menjadi urea dan
air). Adanya air akan mengurangi konversi terbentuknya urea.
Produk-produk yang keluar dari reaktor ini terdiri dari urea, air, amonium
karbamat, biuret, dan kelebihan amonia.
3.2.2 Unit Purifikasi
Unit ini bertujuan untuk memisahkan urea dari campuran yang tidak
dikehendaki yaitu memisahkan ammonia berlebih dan ammonium karbamat yang
belum bereaksi menjadi urea dengan tiga langkah dekomposisi yaitu dengan
tekanan 17 kg/cm2, tekanan 2,5 kg/cm2, dan tekanan atmosferik. Campuran gas
dan zat cair yang keluar dari reaktor urea (DC-101) mengalir ke seksi
dekomposisi di mana semua excess amonia dan amonium karbamat dipisahkan
sebagai gas-gas dari larutan urea dengan cara Thermal Decomposition (penguraian
dan pemanasan) yakni dengan menurunkan tekanan dan menaikkan temperatur di
dalam High Pressure Decomposer (DA-201), Low Pressure Decomposer (DA-
202), dan Gas Separator (DA-203). Penurunan tekanan secara bertahap ini
bertujuan untuk mengurangi terjadinya reaksi samping yang tidak dikehendaki.
Ada beberapa reaksi yang perlu diperhatikan pada seksi ini, yaitu:
1. Reaksi dekomposisi ammonium karbamat
NH2COONH4 ↔ 2NH3 + CO2
Ammonium karbamat Ammonia Karbondioksida
Reaksi berlangsung pada suhu antara 120oC – 165oC, kenaikan suhu dan
penurunan tekanan akan memperbesar hasil reaksi dekomposisi ini.
2. Reaksi hidrolisa urea
NH2COONH2 + H2O ↔ NH3 + CO2
Urea Air Ammonia Karbondioksida
Reaksi ini berlangsung pada suhu tinggi, tekanan rendah dan waktu tinggal
lama.
3. Reaksi pembentukan biuret
62
2NH2CONH2 + H2O ↔ NH2CONHCONH2 + NH3
Urea Air Biuret Ammonia
Reaksi ini berlangsung pada tekanan parsial amonia yang rendah dan
suhu diatas 90oC.
Reaksi (1) diinginkan bergeser kearah kanan, sedangkan reaksi (2) dan (3)
diinginkan bergeser kekiri, hal ini akan memperbesar hasil urea.Kadar maksimal
biuret diinginkan dalam produk urea adalah 0,5%.
3.2.2.1 High Pressure Decomposer (DA-201)
High Pressure Decomposer (DA-201) terbagi menjadi tiga bagian, yaitu :
1. Bagian paling atas disebut Flashing Section
2. Bagian tengah disebut Stripping Section
3. Bagian bawah disebut Falling Film Heater
High Pressure Decomposer (DA-201) berfungsi untuk memisahkan excess
amonia dari hasil reaksi dan mengubah amonium karbamat menjadi amonia dan
gas karbondioksida dengan cara menaikkan suhu dan menurunkan tekanan.
Reaksi yang terjadi adalah sebagai berikut :
NH2COONH4 (l) ↔ 2 NH3(g) + CO2 (g)
Ammonium carbamate Ammonia Karbon dioksida
Reaksi di dalam HPD berlangsung pada temperatur tinggi dan tekanan
rendah. Jika temperatur terlalu tinggi dan tekanan terlalu rendah maka akan
terjadi rekasi samping dengan terbentuknya biuret. Dekomposisi ini dilakukan
pada suhu 120 – 165 °C dengan tekanan 17 kg/cm2. Setelah dilakukan optimasi,
maka didapatkan temperatur dan tekanan operasi adalah 165 °C dan 17 kg/cm2.
Reaksi samping yang tidk dikehendaki antara lain :
1. Hidrolisa Urea
NH2CONH2(aq) + H2O (l) ↔ 2 NH3(g) + CO2 (g)
Urea air ammoniaKarbondioksida
2. Pembentukan Biuret
63
NH2COONH2(l) ↔ NH2CONHCONH2(l) + NH3 (g)
Ammonium kabamat Biuret Ammonia
Selama dekomposisi, hidrolisa urea menjadi faktor paling penting karena
hidrolisa akan mengurangi urea yang terbentuk sebagai produk yang dikehendaki,
maka kondisi operasi harus dikontrol dengan ketat untuk memperkecil kehilangan
produk. Hidrolisa terjadi pada temperatur tinggi, tekanan rendah dan waktu
tinggal yang lama, maka alat pemurnian dan kondisi operasinya dipilih secara
cermat untuk menghindari faktor-faktor tersebut serta agar diperoleh hasil urea
yang tinggi.
Pembentukan biuret merupakan faktor lain yang perlu diperhatikan, baik
dalam proses pemurnian maupun dalam proses finishing. Pada tekanan parsial
amoniak yang rendah serta temperatur di atas 90 oC, urea terkonversi membentuk
biuret dan amonia, reaksi pembentukan biuret ini reversibel dan faktor yang
berpengaruh pada reaksi tersebut adalah suhu, konsentrasi, dan waktu tinggal.
Uraian proses
Campuran hasil reaksi dari Reactor Synthesa Urea (DC-101) berupa urea,
excess NH3, CO2, H2O, dan biuret pada temoeratur 195 °C dan tekanan 200
kg/cm2 akan memasuki bagian atas HPD (DA-201) dengan tekanan 17 kg/cm2 dan
temperatur 125 °C pada Flashing Section cairan mengalami penurunan tekanan
yang besar, sehingga komponen volatil akan terpisah dari cairannya. Komponen
yang terlepas sebagian besar adalah NH3 berlebih yang disuplai di reaktor dan
keluar melalui bagian atas HPD. Gas akan menguap ke atas, sedangkan cairannya
turun ke bagian tengah (stripping section) melalui empat buah sieve tray untuk
men-stripping cairan agar gas yang terlarut dapat terlepas. Dalam stripping
section ini, cairan akan bertemu dengan gas bertemperatur tinggi dari Reboiler
for High Pressure Decomposer (EA-201) dan gas dari Falling Film Heater
sebagai pemanas. Setelah melewati stripping section makagas-gas yang terlarut
akan lepas dan mengalir ke atas, sedangkan cairannya akan mengalir ke Boiler for
High Pressure Decomposer (EA-201).
64
Pada Reboiler for High Pressure Decomposer (EA-201), cairan dipanaskan
hingga 148 °C oleh Middle Pressure Steam 12 kg/cm2 dan hampir semua
kelebihan amonia dan amonium karbamat dilepas sebagai gas. Cairan yang keluar
dari Reboiler for High Pressure Decomposer (EA-201) sebagai umpan
Decomposser melewati tube-tube pemanas dalam bentuk film yang disebut
Falling Film Heater sampai temperatur 165 °C. Falling Film Heater digunakan
untuk memperkecil waktu tinggal larutan yang ada di dalam heater dengan
maksud untuk mengurangi pembentukan biuret serta hidrolisa urea.
Pada bagian bawah HPD diinjeksikan kompresor (air passive) (GB-201)
sebesar 2500 ppm sebagai pelindung korosi di dalam HPD. Gas-gas yang keluar
dari bagian atas HPD (DA-201) mengalir ke bagian atas LPD (DA-202).
3.2.2.2 Low Pressure Decomposer (DA-202)
Low Pressure Decomposer (DA-202) terdiri dari empat buat sieve tray di
bagian atas dan sebuah packed bed di bagian bawah yang berfungsi untuk
menyempurnakan dekomposisi setelah keluar dari HPD (DA-201). Mula-mula
cairan berasal dari HPD dilewatkan pada Heat Exchanger (EA-203). Heat
Exchanger ini bertujuan untuk memanfaatkan panas dari larutan karbamat yang
keluar dari HPD (DA-201) yang bertemperatur 165 °C dan tekanan 17 kg/cm2
untuk pemanasan awal larutan hasil flashing pada unit LPD (DA-202) dan
temperatur dijaga 117 °C (top) sampai 115 °C (bottom) sebelum dipanaskan
kembali pada reboiler (EA-202). Larutan karbamat yang keluar dari Heat
Exchanger ini memiliki temperatur 145 °C dan tekanan 17 kg/cm2 menjadi 2,5
kg/cm2. Campuran hasil flashing masuk ke bagian atas LPD (DA-202) dan larutan
yang berasal dari Off Gas Absorber (DA-402) akan bercampur dengan keluaran
HPD untuk mengalami flashing section.
Proses yang terjadi pada sieve tray ini sama dengan yang terjadi di bagian
atas HPD (DA-201). Cairan mengalir ke bawah melalui empat buah sieve tray
pada bagian stripping section dan setelah melewati Reboiler for Low Pressure
Decomposer (EA-202) untuk mengalami pemanasan, cairan turun ke bagian
bawah LPD (DA-202) berupa raschig ring packed bed. Larutan di dalam LPD
65
(DA-202) dpanaskan oleh Low Pressure Steam dengan tekanan 7 kg/cm2 dan
temperatur 130 °C. Gas CO2 diinjeksikan dari bagian bawah LPD oleh CO2
Booster Compressor (GB-102) dengan tekanan 27 kg/cm2 agar sisa amonia yang
terdapat di dalam larutan dapat distripping oleh sebagian gas CO2.
Gas-gas yang keluar dari LPD (DA-202) dikirim ke Low Pressure Absorber
(EA-402) pada tekanan 2,5 kg/cm2, sedangkan larutannya hampir semua
kelebihan amonia dan amonium karbamat sudah dipisahkan, mengalir ke Gas
Separator (DA-203).
3.2.2.3 Gas Separator (DA-203)
Gas Separator berfungsi untuk memurnikan urea yang keluar dari Low
Pressure Decomposser (DA-202). Gas Separator (DA-202) terdiri dari dua
bagian, yaitu bagian atas yang beroperasi pada temperatur 106 °C, tekanan 0,3
kg/cm2, dan bagian bawah berupa Packed Bed beroperasi pada tekanan atmosfer
dan temperatur 92 °C. Cairan keluaran dari LPD berupa sisa gas NH3 dan CO2
akan mengalami flashing section yaitu penurunan tekanan ddari 2,5 kg/cm2
menjadi 0,3 kg/cm2. Gas-gas yang telah terpisah akan mengalir menuju Off Gas
Condensor (EA-406), untuk mengkondensasikan gas pada unit recovery
sedangkan cairan dari flashing section akan menuju bagian bawah berupa raschig
ring packed bed melalui semacam leher angsa untuk menjaga agar gas-gas yang
telah terpisah tidak masuk ke flashing section. Cairan yang jatuh di bagian bawah
raschig ring packed bed akan mengalami kontak dengan gas yang keluar dari Off
Gas Absorber (DA-402) sebagai stripping pada unit recovery dan disertakan
hembusan udara dari Off Gas Circulation Blower (GB-401) dengan tekanan
atmosfer dan temperatur 36 °C melalui distributor di bawah packed bed. Gas-gas
dari bagian atas dan bagian bawah digabungkan bersama-sama lalu dikirim ke Off
Gas Condensor (EA-406). Suhu bagian bawah Gas Separator (DA-203) dengan
konsentrasi sekitar 70 – 75% yang selanjutnya dikirim ke unit kristalisasi dan
prilling.
66
Gambar 3. 1 Diagram Unit Purifikasi
Pemeriksaan kondisi peralatan dan pencatatan parameter pengendalian
proses operasi pada unit purifikasi dilakukan setiap dua jam dalam rekaman mutu
unit purifikasi oleh operator panel dan operator unit purifikasi.
3.2.3 Unit Recovery
Dalam proses Mitsui Toatsu Total Recycle C Improved, gas-gas yang tidak
bereaksi dikembalikan dalam bentuk larutan. Gas-gas campuran dari decomposer
diserap oleh amonia cair atau larutan di dalam masing-masing absorber kemudian
dikembalikan ke reaktor sintesa (DC-101). Gas dari gas separator diserap di off
gas absorber (DA-402), gas dari LPD diserap di low pressure absorber (EA-402),
dan gas dari HPD diserap di high pressure absorber (DA-401).
3.2.3.1 Off Gas Recovery System
Gas dari Gas Separator (DA-203) dengan tekanan 0,3 kg/cm2 dan
temperatur 106 °C akan dikondensasikan ke dalam Off Gas Condensor (EA-406)
dan didinginkan sampai temperatur 61 °C menggunakan cooling water sebagai
media pendinginnya. Larutan kondensasi akan ditampung dalam Off Gas
Absorber Tank (FA-203) berupa larutan karbamat kemudian dipompakan oleh Off
Gas Absorber Pump (GA-408) sampai tekanan 2 kg/cm2. Setelah itu larutan
didinginkan dalam Off Gas Final Cooler (EA-408) untuk memperbesar
67
penyerapan gas dengan media pendinginnya cooling water sampai temperaturnya
36 °C sedangkan gas-gas yang belum terkondensasi akan masuk ke bagian bawah
Off Gas Absorber (DA-402). Larutan ini bertindak sebagai absorben bagi gas
yang tidak terabsorbsi.
Off Gas Absorber (DA-402) terdiri dari packed bed yang berfungsi untuk
tempat kontak antara larutan karbamat hasil kondensasi degan gas-gas yang tidak
terkondensasi di dalam Off Gas Condensor (EA-406) dan dari Low Pressure
Absorber (EA-402). Larutan yang telah kontak dengan gas akan keluar dari
bagian bawah Off Gas Absorber (DA-402) dengan suhu 45 °C dan tekanan
atmosfer akan dipompa oleh Off Gas Recycle Pump (GA-407) kemudian
didinginkan dengan Off Gas Absorber Cooler (EA-407) sebagai larutan recycle di
dlaam Off Gas Absorber (DA-402). Gas NH3 akan keluar melewati bagian atas
Off Gas Absorber (DA-402) disertakan Gas Circulation Blower (GB-401) dengan
tekanan atmosfer dan temperatur 56 °C untuk dikirim ke Gas Separator (DA-203)
sebagai stripping gas CO2 dan NH3.
Larutan hasil penyerapan dari Off Gas Absorber (DA-402) berupa larutan
karbamat dibagi menjadi dua yaitu larutan pertama dikirim ke Low Pressure
Absorber (EA-402) sebagai penyerap CO2 dan Low Pressure Decomposer (DA-
202) untuk mengalami proses purifikasi kembali melalui LPA Pump (GA-403)
dan larutan kedua dikirim ke Off Gas Absorber Cooler melalui Off Gas Recycle
Recovery Pump (GA-407).
3.2.3.2 Recovery Gas dari Low Pressure Decomposer
Gas-gas dari LPD (DA- b402) dengan tekanan 2,5 kg/cm2 dan temperatur
117 °C dikondensasikan dan diserap sempurna melalui bagian bawah LPA (EA-
402). Sebagai penyerap digunakan larutan karbamat encer dari Off Gas Absorber
ditambah air murni (steam condensate) yang berfungsi untuk menjaga temperatur
di LPA (EA-402) suhu 45 °C dan tekanan 2,2 kg/cm2. Reaktan dalam gas akan
diabsorbsi dengan mother liquor yang dialirkan dari Mother Liquor Tank (FA-
203) oleh Mother Liquor Pump (GA-203) yang mempunyai konsentrasi karbamat
30 – 40%.
68
Larutan akan bercampur dalam bagian shell LPA mengabsorbsi reaktan
yang terkandung pada aliran gas yang berasal dari LPD. Gas yang tidak terserap
akan terserap akan mengalir ke atas dan diabsorb dengan larutan karbamat dari
Off Gas Absorber (DA-402) dalam packed bed sebagai penyerap CO2 sedangkan
gas yang masih belum terserap di LPA (EA-402) kan masuk ke Off Gas absorber
(DA-402) bagian bawah bercampur dengan gas-gas yang tidak terkondensasi di
dalam Off Gas Condensor (EA-406) untuk dilakukan penyerapan kembali.
Tekanan dalam LPA (EA-402) sangat penting untuk dilakukan penyerapan
kembali. Tekanan dalam LPA (EA-402) sangat penting untuk dikontrol. Tekanan
yang melebihi 2,5 kg/cm2 akan menyebabkan penguraian lebih lanjut dalam Gas
Separator (DA-203). Bila tekanan terlalu rendah akan menyebabkan kesukaran
pengiriman larutan dari LPD (DA-202) ke Gas Separator (DA-203). Larutan yang
telah mengabsorbsi reaktan akan mengalir ke bawah dipompa melalui HPA Pump
(GA-402) dengan tekanan 16 kg/cm2 dan temperatur 37 °C kemudian dialirkan ke
bagian atas HPA (DA-401) untuk menyerap CO2.
3.2.3.3 Recovery Gas dari High Pressure Decomposer
Gas-gas yang berasal dari HPD (DA-201) dengan tekanan 17 kg/cm2 dan
temperatur 123 °C pada unit purifikasi akan dialirkan ke HPAC (EA-401). Disini
terjadi penyerapan CO2 oleh slurry dari HPA (DA-401) kurang lebih 65% dari
seluruh CO2 yang berasal dari HPD. Sebagai zat penyerapnya berasal dari larutan
karbamat. High Pressure Absorber Cooler (EA-401) berbentuk seperti heat
exchanger tipe shell and tube yang terletak secara horizontal di mana
pendinginnya mengalir dalm tube sedangkan larutan karbamat mengalir dalam
shell dengan kondisi operasi tekanan 16,5 kg/cm2 dan temperatur 83 °C. Di dalam
HPAC (EA-401) terdapat tiga fluida pendingin yaitu yang pertama larutan urea
sirkulasi dari Crystallizer (FA-201) yang mengambil kelebihan panas sekitar 65%,
yang kedua cooling water mengambil kelebihan panas sekitar 15%, yang ketiga
hot water mengambil kelebihan panas sekitar 25%. Temperatur di HPAC (EA-
401) dijaga pada suhu 98 °C dan tekanan 17 kg/cm2. Hasil penyerapan berupa
larutan amonium karbamat kemudian dipompa ke reaktor sebagi recycle
sedangkan gas yang tidak terserap mengalir ke HPA (DA-401).
69
HPA (DA-401) mempunyai dua bagian utama, bagian atas berupa bubble
cap tray 4 tingkat sedangkan bagian bawah raschig ring packed bed. Kondisi
operasi dijaga pada temperatur 47 °C dan tekanan 16,5 kg/cm2. Larutan dari
penyerapan berupa slurry yang keluar HPA (DA-401) dari bagian bawah yang
selanjutnya digunakan sebagai media penyerap di HPAC (EA-401). Gas yang
lolos dari penyerapan berupa gas amonia murni dikondensasikan di Ammonia
Condensor (EA-404 A-D) untuk kemudian disimpan di Ammonia Recovery
Absorber (EA-405 A-D) untuk meningkatkan amonia hingga di atas 90% dengan
media penyerap adalah Steam Condensate. Gas amonia dialirkan ke bagian atas
HPA (DA-401) melalui Amonia Pump (GA-405) agar sisa karbondioksida dapat
diserap secara sempurna.
Larutan hasil absorbsi berupa karbamat yang keluar dari HPAC (EA-401)
dipompakan oleh Recycle Solution Boost Up Pump (GA-102) menuju reaktor
sintesa urea (DC-101).
3.2.3.4 Ammonia Recovery Absorber (ARA)
Fraksi gas yang tidak mengembun di Ammonia Condenser digelembungkan
pada pipa separger dibagian bawah Ammonia Recovery Absorber (EA-405 ) dan
ditambahkan sedikit air untuk. Gas yang tidak diserap oleh tahap absorbsi dalam
ARA ini kemudian dibuang ke atmosfer.
3.2.4 Unit Kristalisasi dan Pembutiran
Unit ini betujuan untuk membentuk urea butiran dari larutan urea yang
berasal dari Gas Separator (DA-203) kemudian dilanjutkan ke proses kristalisasi
sehingga urea siap dijadikan butiran. Pada tahap ini terdiri atas empat langkah,
yaitu: pengkristalan, pemisahan, pengeringan, dan pembutiran. Peralatan utama
yang terlibat pada seksi ini adalah crystallizer, centrifuge, fluidized dryer, dan
prilling tower.
3.2.4.1 Pengkristalan
Unit ini berfungsi untuk membentuk urea menjadi butiran dari urea yang
berasal dari Gas Separator (DA-203) yang masih mengandung 25% air. Larutan
70
urea yang mempunyai konsentrasi 70 -75% yang berasal dari Gas Separator (DA-
203) dipompakan oleh Urea Solution Feed Pump (GA-205) dialirkan ke bagian
bawah Crystallizer (FA-201) untuk dikristalkan secara vakum. Crystallizer ini
terbagi menjadi dua bagian, bagian atas berupa Vacuum Concentration dengan
Vacuum Generator (EE-201) yang terdiri dari Steam Ejector tingkat I dan II
dengan Barometric Condensor tingkat I dan II. Bagian bawah berupa Crystallizer
dengan agitator di mana terbentuk kristal-kristal urea dalam larutan slurry dengan
kadar 80%. Vacuum Concentrator beroperasi pada tekanan 72,5 mmHgabs dan
temperatur 60 °C, kristalisasi secara vakum dipilih karena pemanfaatan panas
yang effisien sehingga penguapan air dapat dilakukan pada suhu yang lebih
rendah. Kemudian dengan menggunakan Circulation Pump for Crystallizer (GA-
201), larutan urea dari bagian bawah Cystallizer disirkulasikan ke Vacuum
Concentrator untuk dipekatkan dan sebagian telah dilewatkan ke HPAC (EA-401)
untuk menyerap panas. Panas digunakan untuk proses pem-vakuman di
Crystallizer pada permukaan atas. Panas yang berasal dari larutan yang keluar dari
HPAC memberikan panas 65% dari total yang dibutuhkan untuk penguapan air.
Crystallizer dilengkapi dengan jaket air panas untuk mencegah terbentuknya
endapan urea pada dindingnya.
3.2.4.2 Pemisahan
Proses ini bertujuan untuk memisahkan kristal urea dari larutan induknya.
Proses ini terjadi pada Centrifudge (GF-201) yang berjumlah lima buah dan
bekerja secara paralel. Larutan slurry urea dari Crystallizer bagian bawah
dipompa oleh Slurry Feed Pump (GA-202) dialirkan ke Centrifudge (GF-201 A-
E) untuk dipisahkan kristal urea dari larutan induknya berdasarkan gaya
sentrifugal sehingga dihasilkan kristal urea dengan kadar air 2,4% dan sebagian
disirkulasi kembali ke Crystallizer untuk mencegah kebuntuan pipa. Larutan
induk ditampung di Mother Liquor Tank (FA-203) yang dilengkapi Steam
Heating Tube untuk mencegah terjadinya kristalisasi. Untuk mencegah terjadinya
akumulasi biuret dalam Mother Liquor Pump (GA-203) maka larutan induk
dipompakan ke dalam LPA (EA-402) sebagai penyerap CO2 dan ke Crystallizer
untuk dikristalkan.
71
3.2.4.3 Pengeringan
Kristal urea dari Centrifudge masuk ke Fluidizing Dryer (FF-301). Di
Fluidizing Dryer (FF-301), kristal urea dikeringkan sampai kandungan airnya 0,1
– 0,3% dengan hembusan udara dari Forced Fan Dryer (GB-301) yang telah
melewati pemanasan udara (EC-301) atau Air Heater for Dryer dengan
menggunakan steam condensate dan steam bertekanan rendah 4 kg/cm2. Udara
panas yang masuk ke Fluidizing Dryer (FF-301) dijaga suhunya 120 °C dan tidak
boleh melebihi 130 °C sebab ada kemungkinan terjadi pelelehan urea di
Fluidizing Dryer (FF-301). Kristal-kristal urea dengan bantuan hembusan udara
pengering dari Induced Fan (GB-302) dan Pneumatic Duct akan terhisap ke atas
Prilling Tower (I-301). Kristal urea yang ukurannya terlalu besar (berupa
gumpalan) dibawa ke tepi oleh sudu-sudu pengaduk untuk kemudian dilarutkan
kembali ke Dissolving Tank I (FA-302) untuk dipompakan ke Mother Liquor
Tank (FA-203).
3.2.4.4 Pembutiran
Krista-kristal urea dengan kadar 99,8% dengan bantuan udara pengering dan
hisapan dari Induced Fan for Dryer (GB-301) dan Pneumatic Duct akan terhisap
ke atas Prilling Tower (TA-301). Kristal yang terhisap ke atas Prilling Tower
(TA-301) ini memasuki 4 buah Cyclone (FC-301) yang bekerja secara paralel.
Dari bawah Cyclone kristal urea akan turun melewati Screw Conveyor (JD-301)
untuk kemudian dilelehkan di Melter (EA-301). Debu-debu yang ukurannya kecil
akan terhisap oleh Induced Fan (GB-302) dan masuk ke Dust Chamber (PF-302).
Udara dikeluarkan ke atmosfer oleh Induced Fan for Prilling Tower (GB-304)
Melter (EA-301) beroperasi pada temperatur 135 °C yaitu temperatur sedikit
di atas titik leleh urea (132,70 °C) dengan menggunakan bantuan pemanas steam
bertekanan rendah yaitu 7 kg/cm2. Temperatur ini dijaga hingga konstan agar
pembentukan biuret dapat ditekan sekecil mungkin. Pengontrolan temperatur ini
dapat dilakukan dengan jalan mengontrol laju alir steam yang digunakan sebagai
pemanas pada Melter. Lelehan urea pada Melter kemudian mengalir ke Strainer
for Distributor (FD-301) lalu ke Head Tank for Distribution (PF-301) yang
72
berjumlah 12 buah. Constant Heat di atas dibutuhkan untuk mengontrol ukuran
butiran urea yang keluar Distributor. Lelehan urea dari Distributor yang
berbentuk tetesan-tetesan akan memadat selama jatuh ke dalam Fluidized Bed
(FD-302) dengan temperatur 40 °C yang dihembus udara Blower dari bawah
menggunakan steam yang berfungsi untuk memadatkan urea yang sudah
berbentuk butiran agar tidak menempel satu sama lain.
Butiran-butiran urea yang sudah terbentuk, kemudian masuk ke ayakan
Trommel (FD-303), untuk selajutnya dikirim ke bagian pengantongan (bagging)
melalui Belt Conveyor sedangkan oversize butiran urea yang berukuran besar
(gunpalan) jatuh dari ayakan masuk ke dalam Dissolving Tank II (FA-303) yang
kemudian dikembalikan ke Mother Liquor TankII (FA-303) untuk daur ulang.
3.3 Pengantongan
Pengelolaan butiran urea di unit pengantongan dibagi menjadi beberapa
bagian, yaitu :
a. Sistem pengelolaan urea curah ( Bulk handling system )
b. Sistem pengantongan urea ( Bagging system )
c. Sistem pengelolaan urea kantong ( Bag handling system )
3.3.1 Sistem Pengelolaan Urea Curah
Urea curah dari prilling tower dikirim ke unit pengantongan melalui belt
conveyer toyo U-JF 301 lalu ditransfer ke belt conveyer 2801-VA/VB yang
disebut juga transfer conveyer untuk ditampung dalam tempat penyimpanan
sementara yang disebut surge hopper 2801 – VD yang dilengkapi dengan
travelling triper 2801 – VE. Bin storage juga dilengkapi dengan high level dan
low level switch yang menunjukkan kondisi bin penuh atau kosong. Ada 10 buah
bin storage dalam unit ini, tetapi dalam kondisi normal hanya 4 yang beroperasi.
Kapasitas tiap bin sebesar 80 ton.
73
3.3.2 Sistem pengantongan Urea
Pada bagian bawah bin storage teradapat mesin yang diatur untuk
menimbang denga kapasitas 50 kg, dengan akurasi timbang ± 300 gram. Untuk
memuat urea curah kedalam kantong operator tinggal memasang kantong pada
bagian bawah weighing machine, kemudian menginjak pedal yang disebut foot
pedal switch untuk mencurahkan urea. Bila urea dengan tekanan yang diinginkan
telah tercurah seluruhnya, maka kantong akan terlepas secara otomatis dan dibawa
oleh belt conveyer menuju bagian penjahitan. Pada kondisi normal kapasitas
mesin jahit adalah 12 bag/menit/mesin. Sesuai dengan bin storage yang
beroperasi, maka jalur penjahit ada 4 buah. Untuk kontrol mutu, setiap 20 bag
diambil 1 sampel untuk ditimbang ulang dan diteliti jahitannya. Bila hasilnya
kurang, maka mesin penimbang diset ulang dan mesin jahit diperbaiki atau
diperlambat kapasitas jahitnya.
3.3.3 Sistem Pengelolaan Urea Kantong
Urea yang telah dikemas dalam karung plastik dan dijahit agar kuat ketika
akan dibawa ke sarana angkutan atau gudang penyimpanan dengan belt conveyer.
Sarana alat angkut yang tersedia adalah truk.
Untuk truk digunakan short conveyor sebanyak 4 buah dan kapasitas normal
rata-rata 1920 bag/jam/conveyer, kemudian conveyer 2480 – VA/VB, bag
flattener, lalu ke overhead conveyer.
Urea kantong yang tidak termuat dalam truk atau kereta api disimpan dalam
gudang. Sistem penyimpanan yang digunakan adalah sistem pindang, agar
kapasitas penyimpanan dapat maksimum dan pengambilannya mudah. Kapasitas
penyimpanan digudang ini adalah 25.000 ton urea yang dikantongi.
74
BAB IV
SPESIFIKASI ALAT
4.1 Spesifikasi Alat
4.1.1 Spesifikasi Alat Pada Unit Sintesa
1. Urea Synthetic Reactor (DC-101)
Fungsi : Tempat reaksi antara NH3 dan CO2
sebagai pembentukan urea
Tipe : Silinder tegak
Jumlah : 1 buah
Ukuran
- Diameter : 2.170 mm
- Panjang total : 34.815 mm
- Tebal shell : 153 mm
- Tebal head : 125 mm
- Jumlah tray : 12 buah
- Jumlah lubang tray 1 – 3 : 725 buah
- Jumlah lubang tray 4 – 8 : 1450 buah
- Jumlah lubang tray 9 – 12 : 2175 buah
Diameter lubang pada Tray : 0,315 inchi
Temperatur operasi : 195⁰CTemperatur desain : 200 ⁰CTekanan operasi : 200 kg/cm2G
Tekanan desain : 200 kg/cm2G
Korosi diperbolehkan : 2,3 mm
75
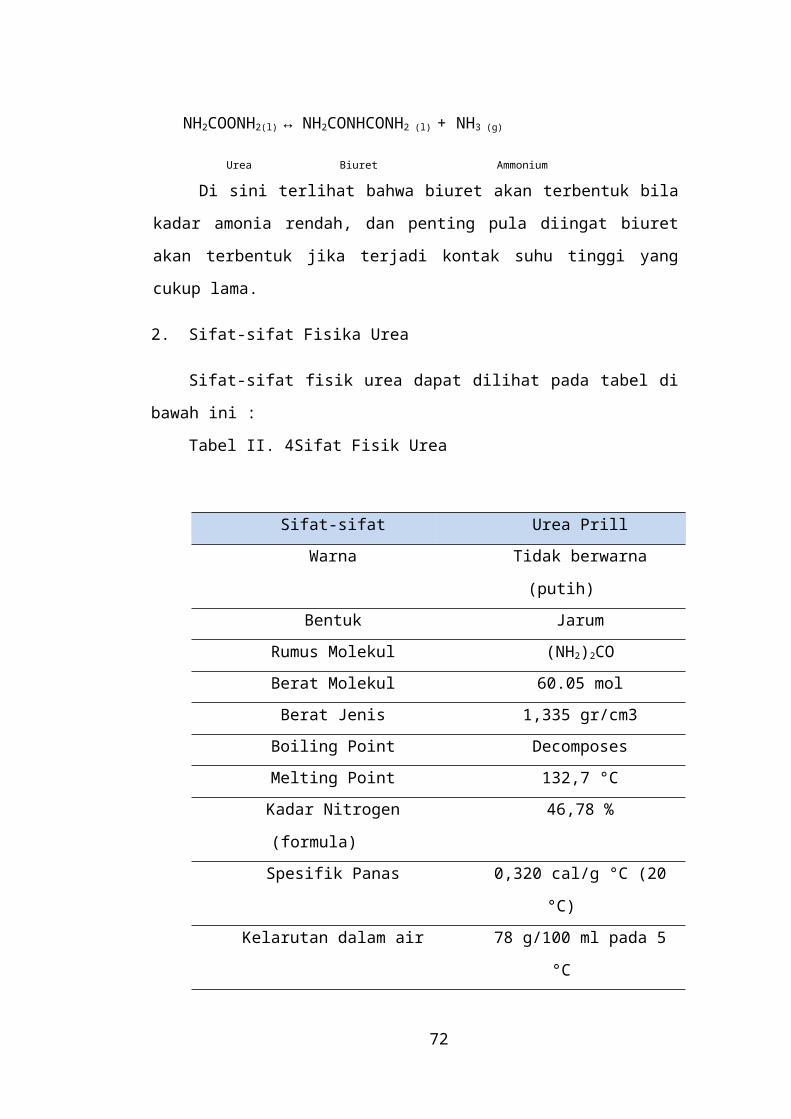
Gambar 4. 1 Urea Synthetic Recter (DC-101)
76
2. Knock Out Drum
Fungsi : Menghilangkan tetesan cairan yang
mungkin terdapat dalam udara
Tipe : Silinder tegak
Jumlah : 1 buah
Posisi : Vertikal
Ukuran
- Diameter : 2.300 mm
- Panjang total : 6.390 mm
- Tinggi head atas : 890 mm
- Panjang head bawah : 880 mm
Temperatur operasi : 38 ⁰CTemperatur desain : 70 ⁰CTekanan operasi : 0,53 kg/cm2
Tekanan desain : 1,00 kg/cm2
Kapasitas : 7,8 m3
Bahan kontruksi : Carbon Steel
3. CO2 Booster Compressor (GB-102)
Fungsi : Menaikan tekanan gas CO2
Tipe : Centrifugal
Volume hisap (dry) normal : 22.660 m3/jam
Desain : 23.731 m3/jam
Volume hisap (wet) normal : 3.205 m3/jam
Desain : 3.365 m3/jam
Tekanan suction : 1,533 kg/cm2A
Temperatursuction : 38 ⁰CTekanan discharge : 31 kg/cm2A
Temperatur discharge : 174 ⁰CTekanan maksimum : 37 kg/cm2A
Temperatur maksimum : 193 ⁰C
77
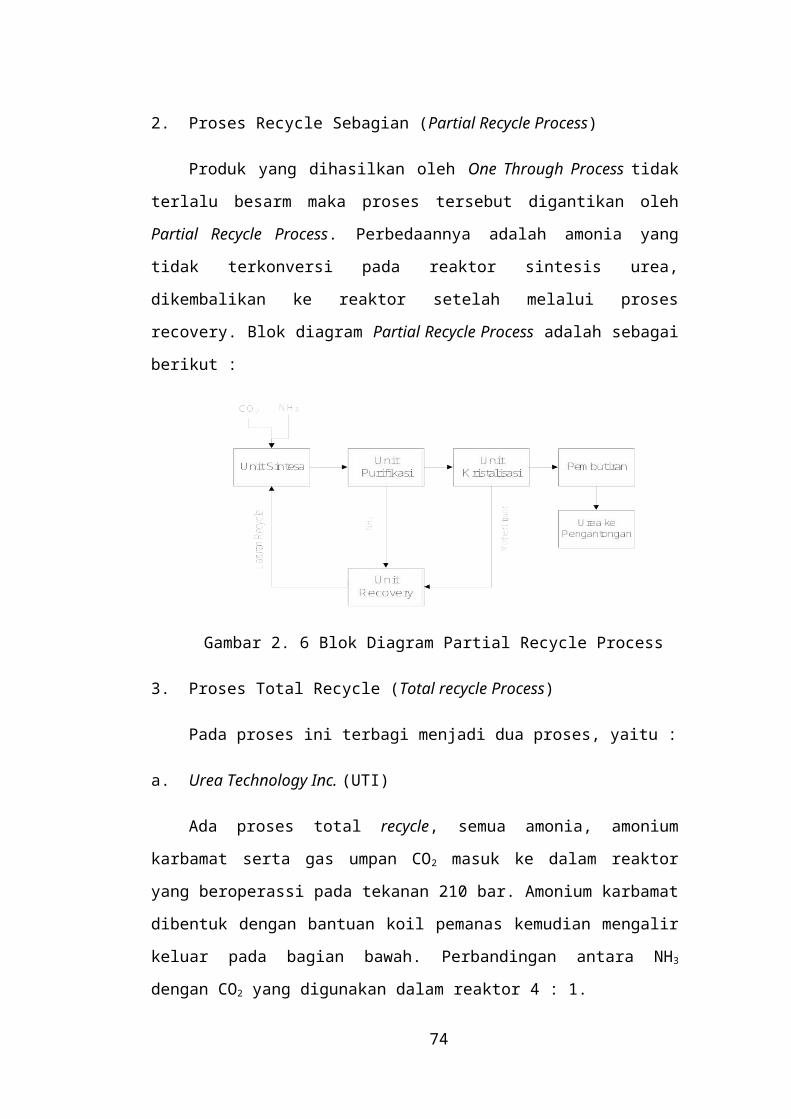
Speed normal : 8.217 rpm
Speed maksimal : 8.300 rpm
First critical speed : 3.641 rpm
Second critical speed : 12.864 rpm
Steam consumption max : 23.220 kg/jam
Power : 450 Kw
Jumlah : 1 buah
Bahan kontruksi : Carbon Steel
4. CO2 Compressor (GB-101)
Fungsi : Menaikan tekanan gas CO2
Tipe : Reciprocating
Fluid CO2 : 98 %
Gas inert : 2 %
Kapasitas : 15.940 Nm3/jam
Jumlah : 2 buah
Power : 130 Kw
Kondisi Suction
1stStage
- Tekanan : 30,5 kg/cm2
- Temperatur : 42 ⁰C- Humidity : 100 %
2nd Stage
- Temperatur : 55 ⁰CKondisi bagian pengeluaran (discharge stage)
- Tekanan : 261 kg/cm2
- Temperatur : 123 ⁰C- Speed : 300 rpm
Bahan kontruksi : Carbon steel
78
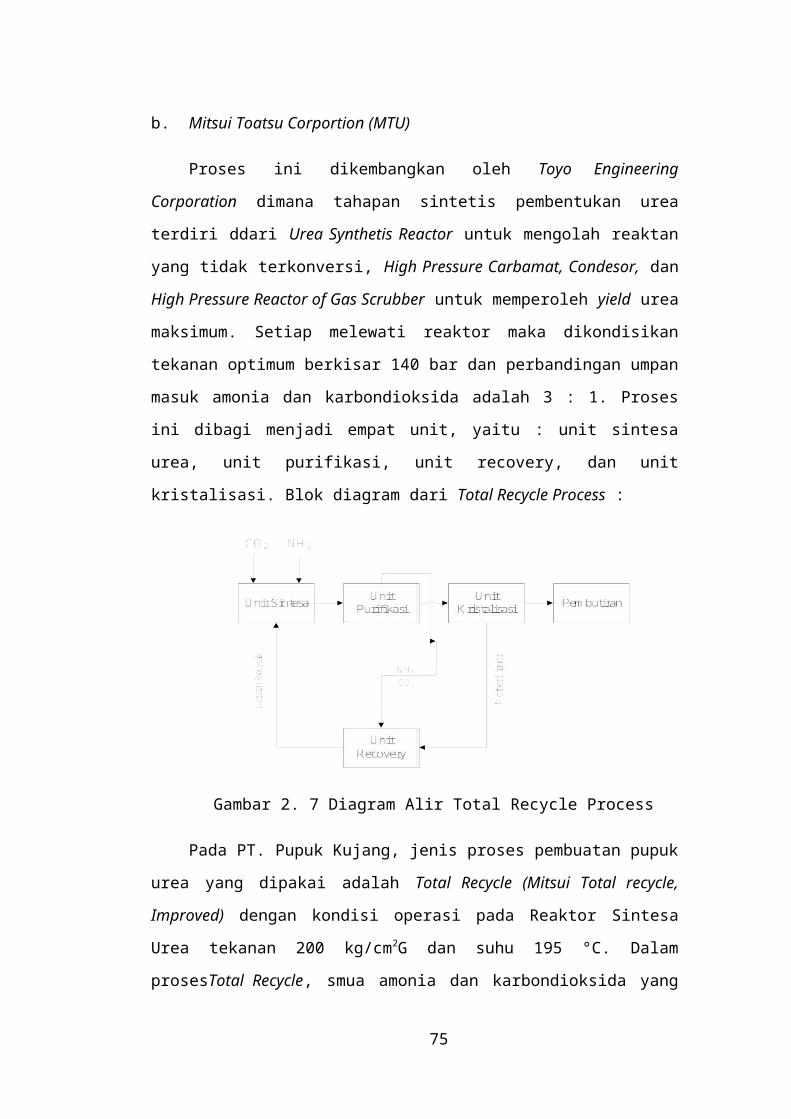
5. Ammonia Preheater I (EA-101)
Fungsi : Memanaskan ammonia dengan hot water
sebagai media pemanasnya
Tipe : Shell and Tube
Jumlah : 1 buah
Ukuran shell side
- Diameter side : 700 mm
- Tebal side : 14 mm
Ukuran tube side
- OD : 15,9 mm
- Tebal tube : 2,6 mm
- Panjang tube : 7.200 mm
- Jumlah tube : 580 buah
Tipe head : Ellips
Shell Tube
Surface per cell 190 m -
Fluida Hot water NH3 cair
Laju alir 178.370 kg/jam 95.750 kg/jam
Temperature masuk 80 C⁰ 35,5 C⁰Temperature keluar 60 C⁰ 58,6 C⁰Temperature desain 110 C⁰ 90 C⁰Tekanan operasi 2,5 kg/cm2 259 kg/cm2
Tekanan desain 4 kg/cm2 263 kg/cm2
Tekanan hidrostatik 6 kg/cm2 395 kg/cm2
Bahan konstruksi Carbon steel
79
Gambar 4. 2 Ammonia Preheater 1 (EA-101)
80
6. Ammonia Preheater II (EA-102)
Fungsi : Memanaskan ammonia dengan steam
condensat sebagai media pemanasnya
Tipe : Shell and Tube
Jumlah : 1 buah
Ukuran
- Diameter side : 500 mm
- Tebal shell : 2,6 mm
- Panjang total shell : 8.389 mm
- Tipe head : Ellips
- OD tube : 15,9 m
- Panjang tube : 7.200 mm
- Jumlah tube : 273 buah
Shell Tube
Surface per cell : 84 m -
Fluida : Steam condensate NH3 cair
Laju alir : 59.270 kg/jam 95.750 kg/jam
Temperature masuk : 143 C⁰ 58,6 C⁰Temperature keluar : 106 C⁰ 81,4 C⁰Temperature desain : 200 C⁰ 110 C⁰Tekanan operasi : 3 kg/cm2 250 kg/cm2
Tekanan desain : 9 kg/cm2 263 kg/cm2
Tekanan hidrostatik : 13,5 kg/cm2 395 kg/cm2
Corrosion
allowance
: 3 mm 1,5 mm
Bahan konstruksi : Carbon steel
81
Gambar 4. 3 Ammonia Preheater 2 (EA-102)
82
7. Ammonia Condensor (EA-404)
Fungsi : Mengkondensasikan gas ammonia
Tipe : Shell and Tube
Jumlah : 4 buah
Luas permukaan : 981 m2
Beban panas : 5.274.500 kkal/jam
Shell side Tube side
Fluida : Gas ammonia Air dingin
Laju alir : 14.703,97 kg/jam 1.352.000 kg/jam
Temperatur
masuk
: 47 C⁰ 31,1 C⁰
Temperatur
keluar
: 37 C⁰ 35 C⁰
Temperatur
desain
: 80 C⁰ 70 C⁰
Tekanan operasi : 16 kg/cm2 3,0 kg/cm2
Tekanan desain : 20 kg/cm2 4,5 kg/cm2
Bahan konstruksi : Carbon Steel
Gambar 4. 4 Ammonia Condenser (EA-404)
83
8. Ammonia Reservoir (EA-401)
Fungsi : Menampung ammonia cair make up dari
Ammonia Plant
Tipe : Silinder
Jumlah : 1 buah
Posisi : Horizontal
Ukuran
- Diameter : 2.743 mm
- Panjang total : 12.000 mm
Temperatur desain : 70 ⁰CTemperatur operasi : 37 ⁰CTekanan operasi : 15,7 kg/cm2G
Tekanan desain : 20 kg/cm2G
Insulation (cold) : 25 mm
Errection weight : 28.800 kg
Total weight full of water : 107.300 kg
Kapasitas : 74 m3
Pompa : GA-404 A/B
Bahan kontruksi : Carbon steel
Gambar 4. 5 Ammonia Reservoir (EA-401)
84
4.1.2 Spesifikasi Alat Pada Unit Purifikasi
1. High Pressure Decomposer (DA-201)
Fungsi : Untuk memisahkan kelebihan NH3 dari
campuranreaksi dan mendekomposisikan
ammonium karbamat menjadi amonia
(NH3) dan karbondioksida (CO2)
Tipe : Silinder vertikal
Jumlah : 1 buah
Ukuran
- Diameter top : 3.350 mm
- Diameter middle : 2.100 mm
- Diameter bottom : 800 mm
- Panjang total : 14.212 mm
Tube side Shell side
Tekanan intern desain : 20,0 kg/cm2 15 kg/cm2
Tekanan ekstern desain : 0,175 kg/cm2 0,175 kg/cm2
Temperatur desain : 200 C⁰ 220 C⁰Corrosion allowance : 3 mm C.S. 3 mm
Tekanan operasi : 17 kg/cm2 10 kg/cm2
Temperatur operasi : 150-165 C⁰ 183 C⁰Surface area : - 203 m
Insulation : 100 mm 100 mm
Bahan konstruksi : Carbon steel
85
Gambar 4. 6 High Pressure Decomposser (DA-201)
2. Low Pressure Decomposer (DA-202)
Fungsi : Menyempurnakan dekomposisi setelah
keluar dari HPD
Tipe : Silinder Vertikal
Jumlah : 1 buah
Tekanan intern desain : 4 kg/cm2
Takanan ekstern desain : 0,175 kg/cm2
Temperatur desain : 160 ⁰CCorrosion allowance : 1 mm
86
Tekanan operasi : 2,5 kg/cm2
Insulation : 75 mm
Ukuran
- Diameter : 2.000 mm
- Panjang total : 13.200 mm
- Tipe head : Ellips 2 : 1
Bahan konstruksi : Carbon steel
Gambar 4. 7 Low Pressure Decomposser (DA-202)
87
3. Gas Separator (DA-203)
Fungsi : Memisahkan sisa NH3 dan CO2 yang
masih terlarut dalam larutan urea
Posisi : Vertikal
Jumlah : 1 buah
Ukuran
- Diameter : 1.700 mm
- Panjang total : 13.200 mm
- Tebal : 6 mm
Tekanan desain : 0,3 kg/cm2
Tekanan operasi : 0,3 kg/cm2
Temperatur desain : 150 ⁰CTemperatur operasi : 105⁰CBahan konstruksi : Carbon steel
Gambar 4. 8 Gas Separator (DA-203)
88
4. Reboiler For High Pressure Decomposer (EA-201)
Fungsi : Memanaskan larutan dari HPD
Tipe : V-BEM
Jumlah : 1 buah
Ukuran
- Diameter shell : 1.850 mm
- Tebal shell : 18 mm
- OD tube : 38,1 mm
- Tebal tube : BWG 12
- Panjang tube : 5.000 mm
- Jumlah tube : 1.227 buah
Shell side Tube side
Surface per cell : 694 m -
Fluida : Steam Larutan urea
Temperatur masuk : 183 ⁰C 151 ⁰CTemperatur keluar : 183 ⁰C 151 ⁰CTemperatur desain : 220 ⁰C 200 ⁰CTekanan operasi : 10 kg/cm2 17 kg/cm2
Tekanan desain : 15 kg/cm2 20 kg/cm2
Tekanan hidrostatik : 22,5 kg/cm2 30 kg/cm2
Corrosion allowance : 3,0 mm C.S. 3,0 mm
Radiographed : 20 % 100 %
Insulation : 100 mm hot 100 mm hot
Bahan konstruksi : Carbon steel
89
Gambar 4. 9 Reboiler for High Pressure Decomposser (EA-201)
5. Reboiler For Low Pressure Decomposer (EA-202)
Fungsi : Memanaskan larutan dari LPD
Tipe : V-AEM
Jumlah : 1 buah
Ukuran
- Diameter shell : 650 mm
- Diameter tube : 25,3 mm
- Tebal shell : 6 mm
- Tebal tube : 2 mm
- Panjang total : 6.868 mm
- Jumlah shell : -
- Jumlah tube : 227 buah
90
Shell side Tube side
Surface per cell : 108 m -
Fluida : Steam Larutan urea dan
Karbamat
Laju alir : 3.870 kg/jam 1.120 kg/jam
Density : 3,1 kg/cm3 1,12 kg/cm3
Diameter : 650 mm 25,3 mm
Temperatur masuk : 158 C⁰ 130 C⁰Temperatur keluar : 158 C⁰ 130 C⁰Temperatur desain : 200 C⁰ 200 C⁰Tekanan operasi : 5,0 kg/cm2 2,5 kg/cm2
Tekanan desain : 9,0 kg/cm2 4,0 kg/cm2
Corrosion allowance : 3,0 mm 2,0 mm
Insulation : 100 mm hot 75 mm hot
Bahan konstruksi : Carbon steel
6. Air Compressor (GB-201)
Diameter
- 1st stage : 250 mm (P = 4 kg/cm2 ; T = 135 ⁰C- 2nd stage : 130 mm (P = 20 kg/cm2 ; T = 135 ⁰C)
Jumlah : 1 buah
Stroke : 180 mm
Rpm : 370 rpm
Motor output : 55 Kw
Kapasitas : 207 Nm3/jam
Bahan konstruksi : Carbon steel
7. Heat Exchanger For Low Pressure Decomposer (EA-203)
Fungsi : Mendinginkan larutan dari HPD menuju
LPD
Tipe : BEU
91
Jumlah : 1 buah
Ukuran
- Diameter shell : 1.050 mm
- Diameter tube : 31,8 mm
- Tebal shell : 8 mm
- Tebal tube : BWG 12
- Panjang total shell : -
- Panjang total tube : 5.000 mm
- Jumlah shell : -
- Jumlah tube : 196 buah
Shell side Tube side
Fluida : Larutan Karbamat Larutan karbamat
Temperature masuk : 130 ⁰C 166 ⁰CTemperature keluar : 130 ⁰C 145 ⁰CTemperature desain : 160 ⁰C 200 ⁰CTekanan desain : 4 kg/cm2 20 kg/cm2
Tekanan hidrostatik : 6 kg/cm2 30 kg/cm2
Corrosion allowance : 2,0 mm 3,0 mm
Insulation : 75 mm hot 100 mm hot
Bahan konstruksi : Carbon steel
4.1.3 Spesifikasi Alat Pada Unit Recovery
1. Off Gas Absorber (DA-402)
Fungsi : Menyerap gas NH3 dan CO2 dari Gas
Separator kemudian dikondensasikan
dalam packed bed bagian bawah oleh
larutan recycle yang didinginkan dalam
Off Gas Absorber Cooler
Jumlah : 1 buah
Ukuran
- Diameter : 1.900 mm
92
- Tebal : 6 mm
- Panjang total : 8.200 mm
Tipe head : Elips 2 : 1
Temperatur operasi top : 39⁰CTemperatur operasi bottom : 39⁰CTemperatur desain : 100 ⁰CTekanan operasi : Atmosfer
Kapasitas : 25 m3
S.G. Liquid : 1,15
Corrosion allowance : 1,0 mm
Bahan konstruksi : Carbon steel
Gambar 4. 10 Off Gas Absorber (DA-402)
93
2. Off Gas Condensor (EA-406)
Fungsi : Mendinginkan gas yang keluar dari Gas
Separator
Ukuran
- Diameter : 800 mm
- Tebal : 8 mm
- Tebal head : 10 mm
- Panjang total : 6.281 mm
Jumlah : 4 buah
Shell side Tube side
Surface per cell : 139 m2 -
Fluida : Gas NH3 dan
CO2
Cooling water
Temperatur operasi masuk : 111 ⁰C 39 ⁰CTemperatur operasi keluar : 61 ⁰C 40 ⁰CTemperatur desain : 130 ⁰C 70 ⁰CTekanan operasi : Atmosfer 3 kg/cm2
Corrosion allowance : 1 mm 3,0 mm
Bahan konstruksi : Carbon steel
Gambar 4. 11 Off Gas Condenser
94
3. Off Gas Absorber Pump (GA-408)
Fungsi : Memompa larutan dan mengirimnya ke
Low Pressure Absober
Tipe : Centrifugal Pump
Jumlah : 2 buah
Kapasitas normal : 5 m3/jam
Kapasitas desain : 6 m3/jam
Tekanan discharge : 2 kg/cm2G
Tekanan suction : 1 atm
Total head : 20 m
Power : 1,5 Kw
Fluida : Larutan Karbamat
Specific Gravity : 1
Tekanan uap : 0,2 kg/cm2 Abs
Pumping Temperatur : 61 °C
Viskositas : 0,5 cp
Bahan konstruksi : Carbon steel
4. Off Gas Absorber Recycle Pump (GA-407/AB)
Fungsi : Memompakan larutan dari OGA dan
dikembalikan lagi ke bagian tengah
OGA
Tipe : Centrifugal Pump
Jumlah : 2 buah
Kapasitas normal : 138 m3/jam
Kapasitas desain : 152 m3/jam
Tekanan discharge : 20 kg/cm2G
Tekanan suction : 1 atm
Total head : 20 m
Power : 18,5 Kw
Pumping temperatue : 45 ⁰CFluida : Larutan Karbamat
Specific Gravity : 1
95
Tekanan uap : 0,1 kg/cm2Abs
Viskositas : 0,6 Cp
Bahan konstruksi : Carbon steel
5. Low Pressure Absorber (EA-402)
Fungsi : Memisahkan gas NH3dan CO2 yang keluar dari LPD
Tipe : Shell and tube
Jumlah : 1 buah
Shell side Tube side
Fluida : Larutan
Karbamat
Cooling water
Densitas : 1.150 kg/cm3 1.000 kg/cm3
Tipe head : Elips 2 : 1 Flat
Temperatur operasi masuk : 45,1 ⁰C 31,1 ⁰CTemperatur operasi keluar : 45,1 ⁰C 35 ⁰CTekanan operasi : 2,2 kg/cm2 3 kg/cm2
Tekanan udara : 200 kg/cm2 -
Corrosion allowance : 1 mm 3,0 mm
Surface area : 1.807 m2
Bahan konstruksi : Carbon steel
Gambar 4. 12 Low Pressure Absorber (EA-402)
96
6. High Pressure Absorber Cooler (EA-401)
Fungsi : Merecycle larutan karbamat ke reaktor
Tipe : Shell and tube
Jumlah : 1 buah
Slurry Hot water Cold water
Jumlah tube : 744 389 148
Diameter (mm) : 25,4 25,4 25,4
Tebal tube : 2 mm 2 mm 2 mm
Shell side Tube side
Karbama
t
Urea Hot water Cold water
Tipe head : - Flat - -
Corrosion allowance : 2 mm 1 mm 3 mm 3 mm
Temperatur masuk : 100 ⁰C 60 ⁰C 70 ⁰C 35 ⁰CTemperatur keluar : 100 ⁰C 68 ⁰C 80 ⁰C 50 ⁰CTemperatur desain : 130 ⁰C 110 ⁰C 100 ⁰C 110 ⁰CTekananoperasi
(kg/cm2)
: 16,5 1,0 2,5 2,5
Bahan konstruksi : Carbon steel
97
Gambar 4. 13 High Pressure Absorber Cooler (HPAC) (EA-401)
7. High Pressure Absorber (DA-401)
Fungsi : 1.Menyerap CO2 dari HPD oleh
ammonia menjadi ammonium
karbamat.
2. Absorbsi CO2 yang belum terserap di
HPAC sampai habis sehingga gas
keluar dari HPA tidak mengandung
CO2 lagi.
3. Memurnikan kelebihan NH3 berupa
gas dan dikembalikan ke Ammonia
Reservoir melalui Ammonia
Condenser
Tipe : Silinder Vertikal
Jumlah : 1 buah
Ukuran
- Diameter puncak : 2.900 mm,tebal : 28 mm
- Diameter tengah : 1200 mm, tebal : 13 mm
98
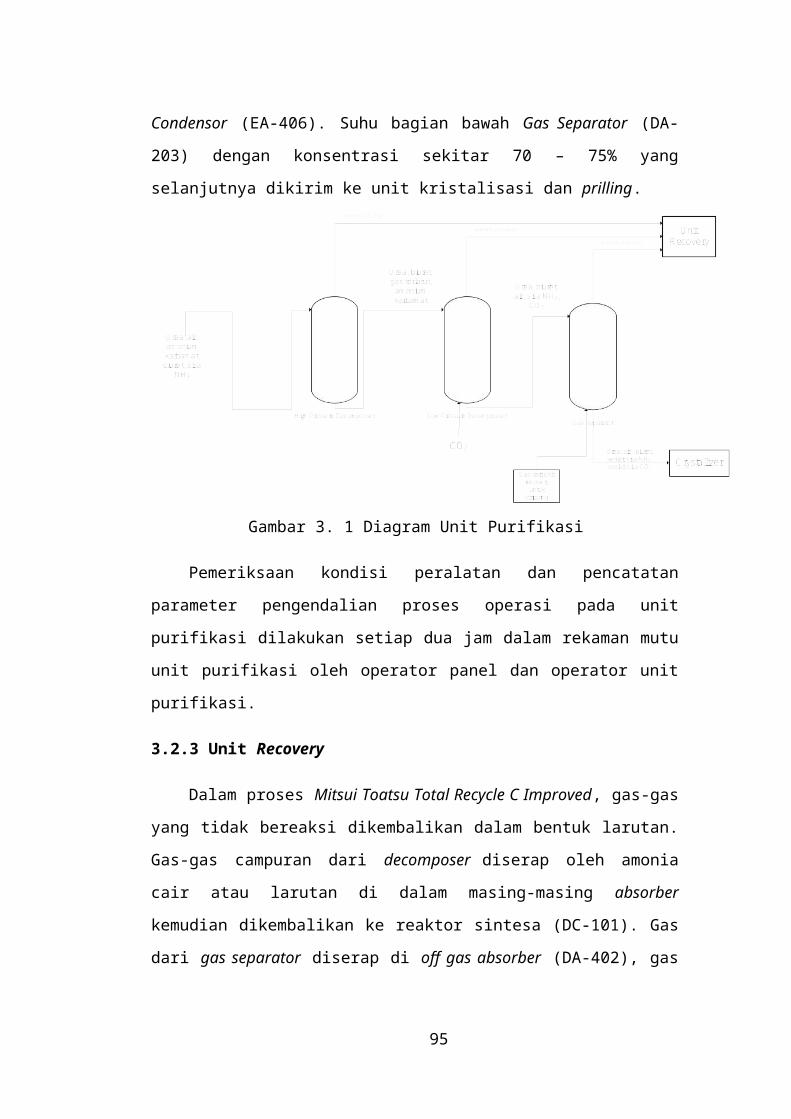
- Diameter bawah : 2300 mm, tebal : 28 mm
- Panjang total : 17.550 mm
Bahan konstruksi : Titanium
Tube Side Shell Side
Tipe Head Ellips 2 : 1 Ellips 2 : 1
Temperatur Operasi Atas 50 ⁰C Masuk 35 ⁰CBawah 100 ⁰C Keluar 50 ⁰C
Temperatur desain 130 ⁰C 80 ⁰CTekanan Operasi 15 kg/cm2 3,0 kg/cm2
Tekanan desain 20 kg/cm2 4,5 kg/cm2
Gambar 4. 14 High Pressure Absorber (DA-401)
99
8. Ammonia Recovery Absorber (EA-405)
Fungsi : Menyerap ammonia dari recycle larutan lalu
mengirimkan ke ammonia reservoir
Tipe : H-AGM
Jumlah : 1 buah
Ukuran
- OD tube : 25,4 mm
- Tebal tube : 2 mm
- Jumlah tube : 411 mm
- Panjang tube : 5.000 mm
Tube side Shell side
Fluida: NH3 cair Cooling water
Temperature operasi masuk : 35 ⁰C 31,1 ⁰C
Temperature operasi keluar : 35 ⁰C 34 ⁰CTemperature desain : 70 ⁰C 70 ⁰CTekanan operasi : 15,5 kg/cm2 3 kg/cm2
Tekanan desain : 20 kg/cm2 4,5 kg/cm2
Corrosion allowance : 1,5 mm 3,0 mm
Bahan konstruksi : Carbon steel
9. High Pressure Absorber Pump (GA-402)
Fungsi : Memompakan larutan dari LPA ke HPA
Tipe : Centrifugal Pump
Jumlah : 2 buah
Kapasitas normal : 92 m3/jam
Kapasitas desain : 92 m3/jam
100
Tekanan discharge : 25 kg/cm2G
Tekanan suction : 25 kg/cm2G
Total head : 78 m
Power : 45 Kw
Pumping temperatur : 45 ⁰CFluida : Urea, ammonium karbamat, ammonia
Specific Gravity : 1,15
Tekanan uap : 16 kg/cm2Abs
Viskositas : 1 cps
Bahan konstruksi : Carbon steel
10. Aqua Ammonia Pump (GA-405)
Fungsi : Memompakan ammonia dari Ammonia
Recovery Absorber ke HPA
Tipe : Centrifugal Pump
Jumlah : 2 buah
Kapasitas normal : 6,2 m3/jam
Kapasitas desain : 7,4 m3/jam
Tekanan discharge : 20 kg/cm2G
Tekanan suction : 15 kg/cm2G
Total head : 69,4 m
Power : 11 KWh
Pumping temperatue : 35 ⁰CSpecific Gravity : 1,18
Tekanan uap : 0,8 kg/cm2Abs
Viskositas : 0,7 cp
Bahan konstruksi : Carbon steel
4.1.4 Spesifikasi Alat Pada Unit Kristalisasi
1. Crystallizer (FA-201)
Vacuum Concentrator dengan Vacuum Generator
Fungsi : Untuk menguapkan air dari larutan urea
101
Tipe : Vessel
Jumlah : 1 buah
Posisi : Vertikal
Ukuran
- Diameter : 7.500 mm
- Panjang total : 3.500 mm
- Tebal shell : 16 ± 2 mm
- Tebal head atas : 23 ± 2 mm
- Tebal head bawah : 16 ± 2 mm
- Tipe head atas : Dish
- Tipe head bawah : Cone
Temperatur desain : 100 ⁰CTemperatur operasi : 60 ⁰CTekanan operasi : 72,5 mmHg abs
Tekanan desain : Full vacuum
Bahan kontruksi : Carbon steel
Crystallizer dengan Agitator
Fungsi : Mengkristalkan urea
Tipe : Vessel dengan jaket air panas dan
pengaduk
Jumlah : 1 buah
Posisi : Vertikal
Ukuran :
- diameter : 8.000 mm,
- tebal head atas : 4 mm
- Panjang total : 3.750 mm
- tebal head bawah : 9 mm
- Tebal: 9 mm
Bahan konstruksi : Carbon steel
Shell Side Tube Side
Tipe head Flat (datar) Kerucut (cone)
102
Corrossion allowance 1,0 mm 3,0 mm
Temperatur operasi 60 ⁰C 80 ⁰C
Temperatur desain 100 ⁰C 100 ⁰CTekanan operasi Atmosfer Full water
Tekanan desain Full vacuum Full water
Gambar 4. 15 Crystallizer (FA-201)
2. Mother Liquor Tank (FA-203)
Fungsi : Menampung larutan induk
Panjang total : 3.500 mm
Lebar (tinggi) : 2.400 mm
Tebal : 5 mm
Kapasitas : 17 m3
Shell Tube
Temperatur operasi : 60 ⁰C 143 ⁰CTemperatur desain : 100 ⁰C 180 ⁰CTekanan operasi : Atmosfer 3 kg/cm2G
Tekanan desain : Full liquid 7 kg/cm2G
3. Melter (EA-301)
Fungsi : Melelehkan kristal-kristal urea
Jumlah : 1 buah
103
Ukuran
- Panjang : 8.300 mm
- Lebar : 120 mm
Shell side Tube side
Tipe head : Flat -
Temperatur operasi : 135 ⁰C 158 ⁰CTemperatur desain : 170 ⁰C 200 ⁰CTekanan operasi : Atmosfer 5 kg/cm2
Tekanan desain : Full water 9 kg/cm2
Corrosion allowance : 1 mm C.S. 3,0 mm
Bahan konstruksi : Carbon steel
Gambar 4. 16 Melter (EA-301)
4. Head Tank for Distributor (FA-301)
Panjang : 1.800 mm
Tebal head atas : 216,3 mm
Tebal head bawah : 550,0 mm
Jaket : 3 mm
Shell side Jacket
Temperature operasi : 135 ⁰C 143 ⁰CTemperature desain : 170 ⁰C 170 ⁰CTekanan operasi : Atmosfer 3 kg/cm2
Tekanan desain : Full liquid 7 kg/cm2
104
Kapasitas : 0,12 m3 0,03 m3
Diameter : 550 mm
5. Dissolving Tank I (FA-302)
Fungsi : Tempat pelarutan urea oversize
Jumlah : 1 buah
Ukuran
- Panjang : 1.100 mm
- Lebar : 1.600 mm
Temperatur desain : 110 ⁰CTemperatur operasi : 80 ⁰CTekanan desain : atmosfer
Fluida : Larutan urea
Berat air : 5.150 kg
Kapasitas : 4 m3
Bahan konstruksi : Carbon steel
6. Dissolving Tank II (FA-303)
Fungsi : Tempat pelarutan urea oversize
Jumlah : 1 buah
Ukuran
- Panjang : 2.000 mm
- Lebar : 1.000 mm
Temperatur desain : 110 ⁰CTemperatur operasi : 80 ⁰CTekanan desain : full liquor
Tekanan operasi : 4 kg/cm2
Kapasitas : 2 m3
Steam oil
- Tekanan operasi : 4 kg/cm2
- Temperatur operasi : 151 ⁰CBahan konstruksi : Carbon steel
105
7. Distributor (PF-301)
Fungsi : Mendistribusikan cairan urea ke
Fluidized Bed
Jumlah : 12 buah
Ukuran
- Diameter luar bawah : 500 mm
- Diameter luar bawah : 60,5 mm
- Panjang : 250 mm
- Tebal : 0,6 mm
Tekanan desain : Full liquid
Temperatur desain : 150 ⁰CJumlah holes : 2130 holes
Corrosion allowance : 1 mm
Pitch : 9,5 mm
8. Prilling Tower (TA-301)
Fungsi : Pembentukan kristal urea
Jumlah : 1 buah
Ukuran
- Diameter : 800 mm
- Tinggi : 6000 mm
Temperatur operasi : 120 ⁰CTekanan operasi : 250 mmHg
Bahan konstruksi : Beton
106
Gambar 4. 17 Prilling Tower (TA-301)
107
BAB V
UTILITAS DAN PENGOLAHAN LIMBAH
5.1 UTILITAS
Utilitas merupakan bagian yang menyediakan bahan pembantu proses atau
biasa disebut sebagai sarana penunjang proses. Unit ini memegang peranan yang
sangat penting dalam produksi, karena tanpa adanya unit ini maka proses produksi
tidak dapat berjalan secara optimal. Unit penunjang (utilitas) yang ada di PT.
Pupuk Kujang Cikampek dibagi menjadi beberapa unit meliputi:
1. Unit Penyediaan Air (Water Intake)
2. Unit Pengolahan Air (Water Treatment)
3. Unit Pengolahan Air Pendingin (Cooling Water)
4. Unit Pembangkit Uap Air ( Steam )
5. Unit Pembangkit dan Distribusi Listrik
6. Unit Penyediaan Udara Pabrik dan Instrumen
7. Unit Pengolahan Limbah
5.1.1 Unit Penyediaan Air
Water intake untuk pabrik PT. Pupuk Kujang diambil dari Sungai Citarum
dan down stream turbin Waduk Jatiluhur di Purwakarta. Station pompa water
intake ada 2 yaitu water intake Parung Kadali (Curug) dan water intakeCikao
(Jatiluhur).
5.1.1.1 Water Intake Parung Kadali
Parung Kadali adalah station pompa yang berada di desa Parung Kadali dan
mempunyai 3 buah pompa utama yaitu MP I, MP II, dan MP III dengan kapasitas
masing-masing 5500 gpm dan penggerak motor dengan daya 500 Hp. Tenaga
listrik yang digunakan dari PLN adalah 6000V sehingga diperlukan trafo step
108
down untuk merubah menjadi 2300 V. Tenaga listrik cadangan dari 2 genset
dengan kapasitas masing-masing 750 KW.
5.1.1.2 Water Intake Cikao
Cikao adalah station pompa yang berada di desa Cikao (Jatiluhur).
Dilengkapi dengan 2 buah pompa MP A dan MP B dengan kapasitas masing-
masing 5500 gpm. Menggunakan tenaga listrik dari PLN tegangan 6000 V dengan
trafo step down 2300 V dan sebagai tenaga listrik cadangan dari sebuah genset
kapasitas 750 KW.
Air dari kedua water intake ini dialirkan ke pabrik dan kolam penampungan
untuk persediaan jika suplainya terputus . Ada delapan kolam penampungan di
lingkungan pabrik. Kapasitas total kolam ini adalah 700.000 m3. Kapasitas tempat
penampungan cukup untuk mensuplai kebutuhan air di pabrik adalah selama dua
bulan. Kebutuhan air untuk Kujang IA sebesar 900 m3/jam sedang untuk Kujang
IB sebesar 850 m3/jam.
5.1.1.3Unit Pengolahan Air (Water Treatment)
Unit ini mengolah raw water (air baku) menjadi air bersih yang siap
digunakan untuk proses selanjutnya dan untuk kebutuhan air minum. Air baku
Parung Kadali digunakan pada kondisi normal dan kekeruhan maksimal 200 ppm,
karena di atas 200 ppm air sangat sulit diproses di Clarifier. Sedangkan air baku
dari Sungai Cikao digunakan apabila kondisi kekeruhan air di Parung Kadali naik
melebihi 200 ppm dan kolam cadangan digunakan bila kedua-duanya tidak
memungkinkan untuk diproses
5.1.2 Pengolahan Air
Pengolahan air yang diproses ini terdiri dari dua unit, yakni unit
pretreatment dan unit demineralization.
Di unit pretreatment dilakukan proses koagulasi, flokulasi, sedimentasi, dan
filtrasi. Sehingga menghasilkan air bersih yang mempunyai pH 7,0 - 7,5 dan
kekeruhan maksimal 2 ppm.
109
Sedangkan di unit demineralization, air dari unit pretreatment dilakukan
proses demin dengan melewati carbon filter, cation exchanger, anion exchanger,
dan mix bed polisher. Sehingga menghasilkan air bebas mineral.
5.1.2.1 Premix Tank
Mula-mula air baku diumpankan ke premix tank dengan debit 900 m3/jam,
kemudian diaduk dengan putaran tinggi sekitar 1450 rpm sambil diinjeksikan
bahan-bahan kimia berikut :
a. Alum Sulfat Al2(SO4)3.6H2O, sebagai flokulan untuk mengikat kotoran
menjadi flok-flok kecil.
b. Klorin (Cl2) 0.3 - 1 ppm, sebagai bahan desinfektan yaitu pembunuh bakteri
dan memecahkan zat-zat organik yang berbentuk koloid yang susah diikat
oleh alum sulfat. Penambahan klorin berlebihan dapat menyebabkan pH air
menurun (bersifat asam).
Dalam premix tank dilakukan pengadukan agar terjadi percampuran yang
sempurna antara zat-zat yang ditambahkan tersebut dengan air. Batasan operasi
yang dikehendaki pH 6,3 – 6,8 dan kekeruhan 5 – 200 Ntu. Premix tank
dilengkapi dengan agitator, berfungsi sebagai pengaduk air baku dengan bahan
kimia agar larutan dapat homogen. Coagulant aid diinjeksikan pada aliran outlet
premix tank. Coagulant aid berfungsi untuk mengikat flok-flok kecil yang tidak
terendapkan menjadi flok besar sehingga mudah mengendap.
Koagulasi merupakan proses penggumpalan akibat penambahan zat kimia
atau bahan koagulan ke dalam air. Flokulasi merupakan proses pembentukan inti
flok hasil koagulasi sehingga menghasilkan flok yang lebih besar agar mudah
untuk diendapkan. Koagulan yang digunakan dalam Premix Tank adalah
aluminium sulfat (tawas).
Selain dapat menghilangkan partikel-partikel tersuspensi dan partikel-
partikel koloid, proses flokulasi juga dapat mengurangi warna dan dapat
mengurangi logam-logam terlarut. Efisiensi proses flokulasi dipengaruhi kadar
dan jenis tersuspensi, pH larutan, kadar dan jenis koagulan, waktu dan kecepatan
110
pengadukan. Penambahan gas Cl dimaksudkan untuk memecah zat organik yang
terdapat dalam umpan air agar dapat terikat alum.
5.1.2.2 Clarifier dan Clear Well
Keluar dari premix tank, air dimasukkan ke dalam clarifier, dimana flok-
flok yang terbentuk diendapkan secara gravitasi sambil diaduk dengan putaran
rendah sehingga dapat diendapkan dengan mudah. Untuk membantu terjadinya
proses tersebut, air ditambah dahulu dengan koagulan aid 0,1 - 0,2 ppm sebelum
masuk ke clarifier. Tujuannya adalah membantu menggabungkan partikel-partikel
besar. Lumpur hasil pengendapan diblow-down (dibuang dari bawah), sedangkan
air keluar dari bagian atas. Urutan terjadinya flokulasi adalah sebagai berikut :
a. Alum bereaksi dengan air membentuk koloid Al(OH)3
Al2(SO4)3 + 6 H2O → 2 Al (OH)3 + 3 H2SO4
b. Koloid Al(OH)3 yang bermuatan positif mengabsorbsi partikel-partikel
tersuspensi yang bermuatan negatif.
c. Koloid Al(OH)3 yang mengabsorbsi partikel-partikel negatif akan mudah
mengendap dan membentuk lumpur.
Air yang keluar dari clarifier ini mempunyai karakteristik sebagai berikut :
- pH 6,3 - 6,8
- kekeruhan < 5 Ntu
- kadar Cl 0,1 – 0.5 ppm
Untuk memenuhi syarat sebagai air kebutuhan pabrik, pH air harus
dinaikkan antara 6,8 sampai dengan 7,5 dengan menambahkan NaOH, lalu
dialirkan ke clear well sebagai tempat penampungan sementara. Selanjutnya air
diumpankan ke sand filter.
5.1.2.3 Sand Filter
Air dari clear well kemudian disaring dalam 6 buah rapid pressure
horizontal sand filter yang disusun paralel dan berfungsi menyaring partikel-
partikel yang masih terbawa dari clarifyer. Air bersih dari sand filter dengan
111
turbidity< 2,0 Ntu dan Cl2< 0,5 ppm selanjutnya dialirkan ke filter water storage
dan potable water.
Susunan sand filter pada vessel terdiri dari :
- Antrafiet : 0.60-0.78 mm = 101 cuft/unit
- Fine sand : 20-30 mesh = 561cuft/unit
- Medium sand : 6-14 mesh = 67 cuft/unit
- Fine gravel : 1/8-1/4 inchi = 66 cuft/unit
- Medium gravel : 1/4-1/2 inchi = 66 cuft/unit
- Coarse gravel : 1/2- 1 inchi = 301 cuft/unit
Regenerasi pada sand filter dilakukan dengan cara backwash (pencucian
balik). Pencucian balik dilakukan dengan merubah aliran air yang dilakukan
secara automatic di control room atau secara manual di tempat. Tahapan
regenerasi adalah :
a. Drain down, yaitu mengurangi sebagian air dalam vessel
b. Back wash, yaitu untuk mengaduk lumpur yang mengendap pada
permukaan pasir dan mengeluarkan lumpur dari dalam sand filter.
c. Rinse, yaitu membuang lumpur yang masih tertinggal di dalam sand filter.
Air yang keluar dari sand filter ditampung ke dalam dua buah tangki, yaitu:
a. Filtered water storage tank, berfungsi untuk menampung air yang digunakan
untuk keperluan make up air pendingin, air hidran dan umpan unit
demineralisasi air.
b. Potable water storage tank, berfungsi menampung air yang digunakan untuk
keperluan sehari-hari di pabrik dan pemukiman.
5.1.2.4 Air Sanitasi
Kebutuhan air minum mencapai 75 m3/jam, dengan karakteristik yang sama
dengan karakteristik air umpan pabrik, sehingga biasanya air umpan pabrik dapat
112
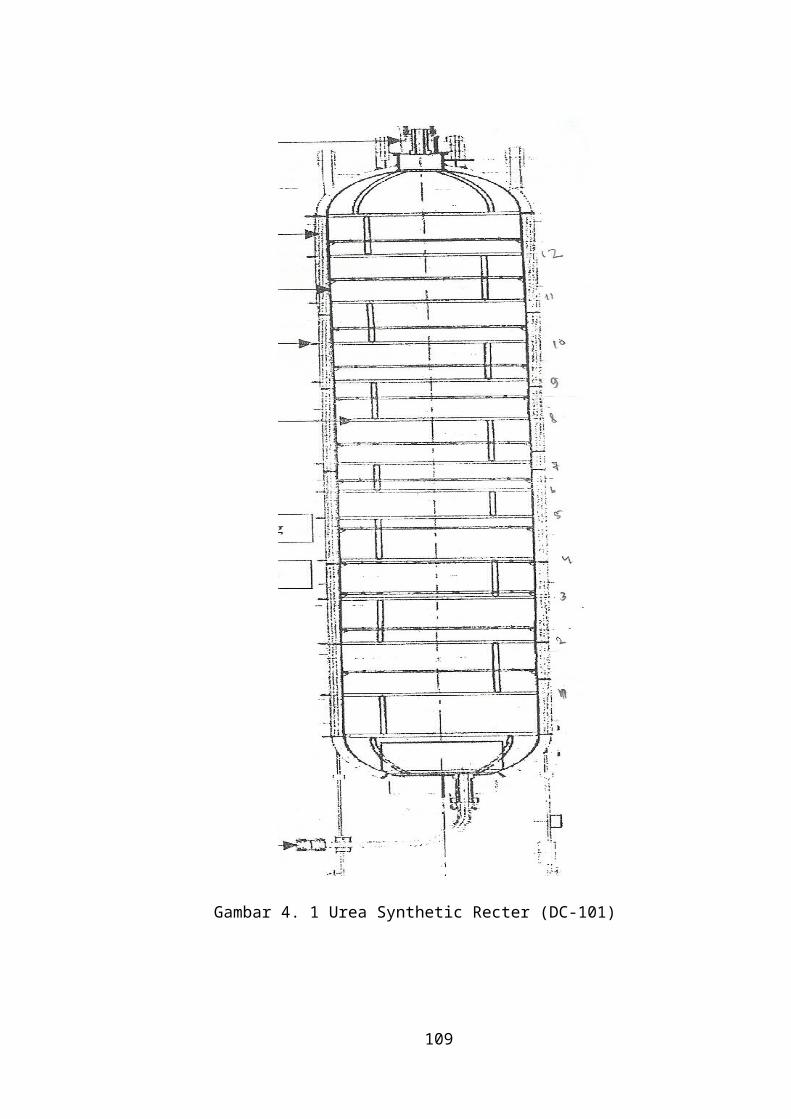
langsung digunakan sebagai bahan air minum. Tapi jika air yang berasal dari sand
filter belum memenuhi syarat, maka perlu ditambahkan klorin.
Tabel V. 1 Karakteristik Air Umpan Pabrik dan Air Sanitasi
Karakteristik Air Umpan
Pabrik
Karakteristik Air Minum
- kekeruhan < 2 Ntu
- pH 6,8 - 7,5
- kadar Cl2 0,5 ppm
- kesadahan < 50 ppm
- kekeruhan < 0,5 ppm
- pH 7,0 - 7,5
- kadar Cl2 0,5 – 1 ppm
- kesadahan < 50 ppm.
Sumber : Dokumen Dinas Utilitas, PT Pupuk Kujang, 2010
5.1.3 Unit Pengolahan Air Pendingin (Cooling Water Treatment)
Air pendingin adalah air yang digunakan untuk mendinginkan alat dengan
melewatkannya melalui alat penukar panas (HE) sehingga terjadi pertukaran
panas. Penggunaan air pendingin dalam suatu industri sangat diperlukan. Air
pendingin harus memenuhi syarat-syarat antara lain:
a. Tidak korosif
b. Tidak menimbulkan kerak
c. Tidak mengandung mikroorganisme
Menara pendingin yang digunakan terbuat dari kerangka kayu yang kokoh
dari jenis kayu Red Wood yang telah diproses agar tahan air asam dan basa. Proses
yang terjadi adalah sebagai berikut.
Air panas dari alat penukar panas dengan temperatur 46oC dialirkan ke
bagian atas menara pendingin dan dialirkan melalui distributor. Air dicurahkan ke
bawah melalui lubang saluran air (swirl) sambil melepaskan panas karena kontak
dengan udara yang melalui kisi-kisi bagian samping menara pendingin. Sirkulasi
udara terbentuk akibat tarikan Induced Draft Fan pada bagian atas menara,
sehingga udara yang mengalir ke atas mengalami kontak dengan air dan akan
menghasilkan efek pendinginan air karena adanya perpindahan panas sehingga
113
sebagian air ikut menguap. Uap air dan udara mengalir melalui bagian atas
menara pendingin. Kemudian air yang sudah dingin dengan temperatur sekitar
32oC ditampung dalam bak penampung, dipompa dan didistribusikan sebagian
besar ke alat penukar panas di pabrik amonia, sisanya ke pabrik Cosorb dan
pabrik utilitas. Kebutuhan air pendingin total untuk proses tersebut adalah 13.000
– 14.000 m3/jam.
Untuk mempertahankan kondisi air agar seperti yang diinginkan, maka ke
dalam air pendingin diinjeksikan bahan–bahan kimia sebagai berikut :
a. Klorin untuk membunuh mikroorganisme dan mencegah timbulnya lumut
pada menara pendingin.
b. Senyawa Fosfat untuk mencegah timbulnya kerak pada pipa exchanger.
c. Asam sulfat dan kaustik untuk mengatur pH air pendingin.
d. Seng Kromat , sebagai anti korosi.
e. Dispersant (CaOPO4), untuk mencegah penggumpalan dan mengendapnya
kotoran-kotoran yang terdapat dalam air pendingin serta mencegah
terjadinya fouling pada pipa exchanger.
Batasan operasi pada Menara Pendingin (Cooling Tower) adalah :
- pH = 6,5 – 8.0
- Cl2 = 0,5 - 1,5 ppm
- PO4 = 13 - 18 ppm
- SiO2 = < 200 ppm
- Kekeruhan = < 20 Ntu
Blow down dilakukan secara kontinu untuk membuang kotoran lumpur dan
mengontrol cyclehardness (perbandingan antara hardness air yang masuk dengan
hardness air pendingin) agar tidak terjadi akumulasi dari bahan kimia. Sebagai
114
pengganti kehilangan air akibat blow down dan penguapan ditambahkan air make
up dari Filtered Water Storage.
Tabel V. 2 Karakteristik Air Umpan Pabrik dan Air Pendingin
Karakteristik Air Umpan
PabrikKarakteristik Air Pendingin
- kekeruhan < 2 Ntu
- pH 6,8 – 7,5
- kadar Cl2< 0,5 ppm
- kesadahan < 50 ppm
- kekeruhan < 20 Ntu
- pH 6,5 – 8,0
- kadar Cl2< 0,5 – 1.5 ppm
Sumber : Dokumen Dinas Utilitas, PT Pupuk Kujang, 2010
Gambar 5. 1 Water Treatment Process
115
Demineralizerservice waterHydrant
RAWWATER
PREMIX CLEAR WELL
Sand fiterA~ F
Filter WaterStorage
Potable Water
FLOCTREATER
Coag-aid CausticAlum sulfateWater Treatment
PERUMAHANPABRIK
AGITATOR
ANAK PERUSA
HAAN MNK AKZOPIP
SKP KUNISEAL
5.1.4 Pengolahan Air Umpan Ketel (Boiler Feed Water)
Air yang dihasilkan dari unit pengolahan pendahuluan (Pretreatment) belum
memenuhi syarat untuk dijadikan air umpan ketel (Boiler Feed water). Untuk itu
harus dilakukan pengolahan dalam unit demineralisasi agar dapat memenuhi
syarat-syarat sebagai air umpan ketel. Unit demineralisasi berfungsi untuk
menghilangkan mineral-mineral yang terkandung dalam air seperti Ca2+, Mg2+,
Na+, HCO3-, SO4
2-, Cl- dengan menggunakan resin. Air yang diperoleh adalah air
bebas mineral yang akan diproses lanjut menjadi air umpan ketel.
Unit demineralisasi diperlukan karena BFW harus memenuhi syarat-syarat
tertentu. Hal ini dimaksudkan agar :
a. Tidak menimbulkan kerak pada sudu-sudu turbin dan pada tube heat
exchanger, jika uap digunakan sebagai pemanas. Hal ini akan
mengakibatkan turunnya efisiensi operasi, bahkan bisa mengakibatkan tidak
beroperasi sama sekali.
b. Bebas dari gas-gas yang mengakibatkan terjadinya korosi terutama gas
oksigen dan karbondioksida.
Activated Carbon Filter
Air dari filtered water storage diumpankan ke carbon filter vertikal yang
berfungsi untuk menghilangkan gas klorin, warna, bau dan zat-zat organik
lainnya. Media yang digunakan dalam Carbon filter adalah karbon aktif (norit).
Usia carbon filter tergantung pada kondisi filter water. Parameter regenerasi
adalah penurunan tekanan dan analisa laboratorium kandungan Cl2 yang lolos. Air
yang keluar dari carbon filter diharapkan mempunyai pH sekitar 7,0 - 7,5. Batasan
operasi pada carbon filter adalah :
- pH = 6,8–7,5
- Kekeruhan = < 0,5 ppm
- Klorin = < 0,2 ppm
116
Tahapan regenerasi pada carbon filter adalah sebagai berikut :
a. Back wash (pencucian balik) untuk membuang endapan lumpur dan
partikel yang terdapat pada lapisan atas filter.
b. Rinse (pembilasan) untuk lebih menyempurnakan pembebasan lumpur dan
partikel yang masih tersisa.
Selanjutnya air tersebut diumpankan ke dalam cation exchanger untuk
menghilangkan kation-kation mineralnya. Kemungkinan jenis kation yang ditemui
adalah Mg2+,Ca2+, K+, Fe2+, Mn2+ dan Al 3+.
a. Cation Exchanger
Cation exchanger merupakan suatu silinder baja tegak yang berisi resin
R-H, yaitu polimer dengan rantai karbon R yang mengikat ion H. Misal kation
Ca2+ , Reaksi yang terjadi :
Ca2+ + H2R ↔ CaR + 2 H+
Kation dalam operasi akan diganti oleh ion H+ dari resin R-H sehingga air
yang dihasilkan bersifat asam dengan pH sekitar 3,0 - 3,9. Regenerasi dilakukan
jika resin sudah berkurang keaktifannya (jenuh), biasanya dilakukan pada selang
waktu tertentu atau berdasarkan jumlah air yang telah melewati unit ini.
Regenerasi ini dilakukan dengan asam sulfat dan dilakukan dalam tiga tahap,
yaitu back wash atau cuci balik, regenerasi dengan menggunakan bahan kimia
asam sulfat dan pembilasan dengan air demin. Reaksi yang terjadi pada proses
regenerasi adalah kebalikan dari reaksi operasi, yaitu :
CaR + H2SO4↔ H2R + CaSO4
Air yang keluar dari cation exchanger kemudian diumpankan ke anion
exchanger untuk menghilangkan anion-anion mineralnya. Kemungkinan jenis
anion yang ditemui adalah HCO3-, CO32-, Cl-, NO- dan SiO3
2-.
Batasan Operasi Cation Exchanger adalah:
- pH : 3,0 – 3,9
117
a
- Conductivity : 330 – 600 mm
hos/cm
- FMA (free minimal acid) : 30 – 75 ppm
b. Anion Exchanger
Seperti pada cation exchanger, anion exchanger ini juga berupa tiga buah
bejana tekan yang berisi resin. Resin yang terdapat pada anion exchanger dapat
dituliskan dengan simbol R-OH. Misal anion SO42- Reaksi yang terjadi pada unit
ini adalah sebagai berikut:
SO42- + ROH ↔ RSO4 + 2 OH-
Pada saat operasi, reaksi akan berlangsung ke kanan, sehingga ion negatif
akan diganti oleh ion OH- dari resin R-OH. Air yang keluar dari anion exchanger
diharapkan mempunyai pH sekitar 8,3 – 9,8. Regenerasi dilakukan dengan
menambahkan larutan NaOH 4% dengan suhu 490C sebagai regenerant. Reaksi
berlangsung sehingga resin jenuh akan kembali menjadi R-OH.Reaksi yang
terjadi adalah:
RSO4 + NaOH ↔ ROH + Na2SO4
Untuk menyempurnakan kerja kedua unit penukar ion diatas, maka air dari
anion exchanger selanjutnya dialirkan ke mixed bed exchanger.Batasan operasi
pada anion exchanger adalah :
- pH : 8,3 – 9,8
- Conductivity : < 25 mmhos/cm
- Silica : < 0,1 ppm
c. Mix Bed Polisher
Tugas Mix Bed Polisher adalah menjaga kemungkinan sisa-sisa kation dan
anion yang masih lolos. Unit ini berupa vessel dengan isi resin penukar ion negatif
dan positif yang telah dicampur. Air yang keluar dari unit ini diharapkan
118
mempunyai pH sekitar 6,0 - 6,5 dan selanjutnya dikirim ke unit demineralized
water storage(Demin Tank) sebagai penyimpanan sementara sebelum diproses
lebih lanjut sebagai BFW. Batasan operasi mix bed adalah :
- pH : 6,0- 6,5
- Conductivity : 0,09 – 0,25 mmhos/cm
- Silica : <0,01 ppm
Gambar 5. 2 Proses Demineralisasi
Air yang akan dijadikan steam harus memenuhi syarat-syarat tertentu agar
ketel tidak cepat rusak. Oleh karena itu perlu diolah lebih dahulu sebelum
diumpankan ke ketel. Air yang sudah mengalami demineralisasi masih
mengandung gas-gas terlarut terutama oksigen dan karbondioksida. Gas-gas
tersebut dihilangkan dari air karena dapat menimbulkan korosi. Tahapan
prosesnya adalah sebagai berikut :
1. Gas-gas tersebut dihilangkan dalam suatu deaerator dengan di stripping
menggunakan uap bertekanan rendah (0,6 kg/cm2) dan suhu sekitar 1500C.
Pada deaerator diinjeksikan bahan-bahan kimia berikut :
119
CARBON
FILTER
CATION
ANION MIX BED ; 180 cuft
DEMIN
TANK
CONDENSATE
RETURN
ACID CAUSTICTB. CAP. PROD : 2.200 M3 DESIGNMB. CAP. PROD : 320.000 M3 DESIGN
333 cuft : 404 cuft
a. Hidrazin
Hidrazin yang berfungsi mengikat oksigen berdasarkan reaksi berikut:
N2H4 + O2↔ N2 + 2 H2O
Nitrogen sebagai hasil reaksi besama-sama dengan gas lain
dihilangkan melalui stripping dengan uap bertekanan rendah.
Gambar 5. 3 Deaerator
b. Na3PO4
Berfungsi untuk melunakkan kerak yang terbentuk dan mengatur
kesadahan air. Endapannya dikeluarkan lewat blow down
(pembuangan dari bawah). Ion Ca2+ dan Mg2+ yang ada akan bereaksi
dengan Na3PO4 membentuk garam kompleks. Reaksi yang terjadi
adalah sebagai berikut:
2 Na3PO4 + 3 CaCO3↔ Ca3(PO4)2 + 3 Na2CO3
2 Na3PO4 + 3 MgCO3↔ Mg3(PO4)2 + 3 Na2CO3
2. Air keluar dari deaerator, diinjeksikan amonia yang berfungsi untuk
mengontrol pH air umpan ketel, pH perlu dijaga karena jika terlalu asam
maka akan menyebabkan korosi atau terbentuknya kerak pada bahan
konstruksi. Air yang keluar dari deaerator diharapkan memiliki pH 9,0 –
10,5 dengan temperatur sekitar 112,5oC dan tekanan 60 kg/cm2 sehingga air
ini siap dipakai sebagai air umpan ketel. Batasan operasi yang
diperbolehkan untuk air umpan ketel yang keluar dari deaerator adalah :
120
BFW
DEMINCONDENSATE RETURNVENT
HYDRAZINE
NH3
STEAM LS
- pH : 9,0 – 10,5
- kandungan hidrazin : 0,02 - 0,2 ppm
- O2 : < 0,007 ppm
Tabel V. 3 Karakteristik Air Umpan Pabrik dan Air Umpan Ketel
Karakteristik Air Umpan
PabrikKarakteristik Air Umpan Ketel
- pH 6,8 - 7,5
- kadar Cl2 0,5 ppm
- kesadahan < 50 ppm
- kekeruhan < 2 Ntu
- pH 9,0 - 10,5
- konduktivitasnya150
mmHos/cm
- kadar SiO2< 5 ppm
- kadar PO4 15 - 25 ppm
- kadar Fe < 0,5 ppm
Sumber : Dokumen dinas utilitas, PT Pupuk Kujang, 2010
121
Gambar 5. 4 Blok Diagram Pengolahan Air di PT. Pupuk Kujang
122
5.1.5 Unit Pembangkit Uap Air bertekanan (Steam)
Unit pembangkit uap berfungsi untuk menghasilkan uap dengan
menggunakan ketel uap. Ketel uap diklasifikasikan menjadi tiga golongan utama
yaitu :
a. Ketel pipa api
- Merupakan ketel-ketel uap kecil serta sederhana
- Hanya mampu memproduksi uap maksimum sebanyak 10 ton/jam
- Tergolong ketel untuk tekanan rendah (dengan tekanan max 24 kg/cm2
)
b. Ketel pipa air biasa
- Umumnya bertekanan sedang yaitu 42 - 140 kg/cm2
- Produksi uap mencapai 1000 ton/jam
- Mempunyai efisiensi total yang lebih besar dari ketel pipa api
c. Ketel pipa air dengan perencanaan khusus
- Digunakan untuk tekanan tinggi (> 225 kg/cm2)
- Dapat menggunakan air dengan kualitas agak rendah
- Didesain dengan maksud untuk menyempurnakan ketel-ketel pipa air
yang telah ada sebelumnya atau ketel-ketel pipa air yang biasa
Unit pembangkit uap di PT Pupuk Kujang menghasilkan uap bertekanan
sedang (Middle Pressure Steam) dengan tekanan 42 kg/cm2 dan uap bertekanan
rendah (Low Pressure Steam) dengan tekanan 3.5 kg/cm2. Sedangkan uap
bertekanan tinggi (High Pressure Steam) dengan tekanan 105 kg/cm2 dihasilkan
sendiri oleh dinas amonia dengan memanfaatkan gas panas keluaran secondary
reformer. Kebutuhan uap di PT Pupuk Kujang adalah sebesar 262 ton/jam dengan
perincian sebagai berikut :
- dinas amonia = 125 ton/jam
- dinas urea = 110 ton/jam
- dinas utilitas = 27 ton/jam
123
5.1.5.1 Uap Bertekanan Tinggi (High Pressure Steam)
Uap bertekanan tinggi dihasilkan oleh dinas amonia dengan memanfaatkan
panas keluaran dari secondary reformer. Alat yang digunakan adalah Waste Heat
Boiler (WHB).
a. Spesifikasi alat :
1. Pembuat : Kellog Overseas
Corporation
2. Tipe : Ketel pipa air
3. Kapasitas max : 350 ton/jam
4. Kapasitas operasi : 300 ton/jam
5. Tekanan max : 115 kg/cm2
6. Tekanan operasi : 105 kg/cm2
7. Temperatur uap max : 1100oC
8. Temperatur uap operasi : 1000oC
9. Temperatur air umpan ketel : 120oC
10. Media pemanas : panas keluaran secondary
reformer
b. Spesifikasi uap yang dihasilkan :
- Jenis uap : uap tekanan tinggi (high steam)
- Tekanan : 105 kg/cm2
- Temperatur: 1000oC
- Kapasitas : 300 ton/jam
5.1.5.2 Uap Bertekanan Sedang (Middle Pressure Steam)
Uap ini didapatkan melalui 3 cara yaitu :
1. Uap bertekanan tinggi yang diekspansikan melalui turbin sehingga
memiliki tekanan 42 kg/cm2
124
2. Uap yang di blow down yang berasal dari steam drum pada
Package Boiler
3. Menurunkan tekanan uap bertekanan tinggi melalui valve
Alat yang digunakan adalah Waste Heat Boiler (WHB) dan Package Boiler.
a. Spesifikasi WHB
- Pembuat : Foster Wheeler (USA)
- Tipe : Ketel pipa air
- Kapasitas max : 110 ton/jam
- Kapasitas operasi : 90,7 ton/jam
- Tekanan max : 58 kg/cm2
- Tekanan operasi :42,2 kg/cm2
- Temperatur uap max : 428oC
- Temperatur uap operasi: 400oC
- Temperatur air umpan ketel : 113oC
- Media pemanas : panas keluaran turbin
- Tipe : Ketel pipa air
- Kapasitas max : 110 ton/jam
- Kapasitas operasi : 102,06 ton/jam
- Tekanan max : 49,26 kg/cm2
- Tekanan operasi : 42,2 kg/cm2
- Temperatur uap max : 430oC
- Temperatur uap operasi: 1400oC
- Temperatur air umpan ketel : 120oC
- Media pemanas : panas keluaran secondary
reformer
b. Spesifikasi uap yang dihasilkan :
- Jenis uap : uap tekanan sedang (middle steam)
- Tekanan : 42 kg/cm2
- Temperatur : 400oC
125
- Kapasitas : 290 ton/jam
5.1.5.3 Uap Bertekanan Rendah (Low Pressure Steam)
Uap ini dihasilkan dengan 3 cara yaitu :
a. Hasil ekspansi uap bertekanan menengah yang keluar dari turbin
b. Flashing dan blow down dari steam drum dan mud drum pada package
boiler
c. Menurunkan tekanan uap bertekanan menengah melalui valve
Alat yang digunakan adalah Waste Heat Boiler dan Package Boiler.
Spesifikasi uap yang dihasilkan :
- Jenis uap : uap tekanan rendah (low steam)
- Tekanan : 35 kg/cm2
- Temperatur : 150oC
- Kapasitas : 30 ton/jam
Untuk mencegah kerusakan pada dinding steam drum dan pipa-pipa ketel
maka diinjeksikan fosfat. Fungsi fosfat adalah untuk mencegah korosi pada
dinding steam drum dengan membuat lapisan film pada dinding steamdrum dan
untuk mencegah pengendapan yang dapat membentuk kerak-kerak. Untuk
mengontrol konsentrasi metal solid dilakukan continuous blow down dengan
aliran 2 ton/jam. Dan untuk menurunkan konsentrasi hardness air ketel serta
parameter lainnya seperti kadar silika, kadar besi, dan konduktivitas, maka
dilakukan intermitten blow down.
Batasan operasi untuk air ketel :
- pH : 9,0-9,5
- Besi (Fe) :<0,25 ppm
- Konduktivitas : < 150 mmHous
- Silika (SiO2) :<5 ppm
126
- PO4 (fosfat) : 15-25 ppm
5.1.6 Plant Air dan Instrument Air
Plant air adalah udara bertekanan yang dihasilkan oleh compressor. Dalam
kondisi normal plant air disupply dari centac (2004 JCM) dengan tekanan sesuai
kebutuhan (4,0–6,0 kg/cm2). Plant air yang bebas debu dan oli dikirim ke batt.
limit masing-masing unit antara lain pabrik utility, pabrik ammonia, pabrik urea,
pabrik bagging dan perbengkelan.
Plant air digunakan untuk :
a. Purge (di boiler sebagai purge view pot)
b. Loading chemical (membelah drum kostik padat dan bahan kimia di cooling
tower)
c. Pengaduk chemical (alum sulfat dan coagulant aid)
d. Pembakaran di burning pit
e. Hose connection (blower, impact, blowing)
f. Regenerasi mix bed (pengaduk resin di utility dan ammonia)
g. Pasivasi di reaktor urea (apabila GB 103 mati )
h. Blow out di ammonia heater (2101 C)
i. Pada waktu emergency bisa digunakan sebagai instrument air.
Instrument air adalah udara bertekanan yang telah dikeringkan dengan
menggunakan dryer dengan media pengering adalah silica gel/desiccant sebagai
adsorber.
Fungsi instrument air adalah :
a. Media untuk sumber utama tenaga dari alat-alat instrument (tenaga pneumatik
).
b. Untuk purge scanner di boiler (2007 U/UA dan WHB).
Sumber-sumber Instrument air :
a. 101 J – normal operasi dengan tekanan 8,0 – 9,0 Kg/cm2 .
b. 2004 JM – stand by IA dengan auto start 6,6 Kg/cm2 .
127
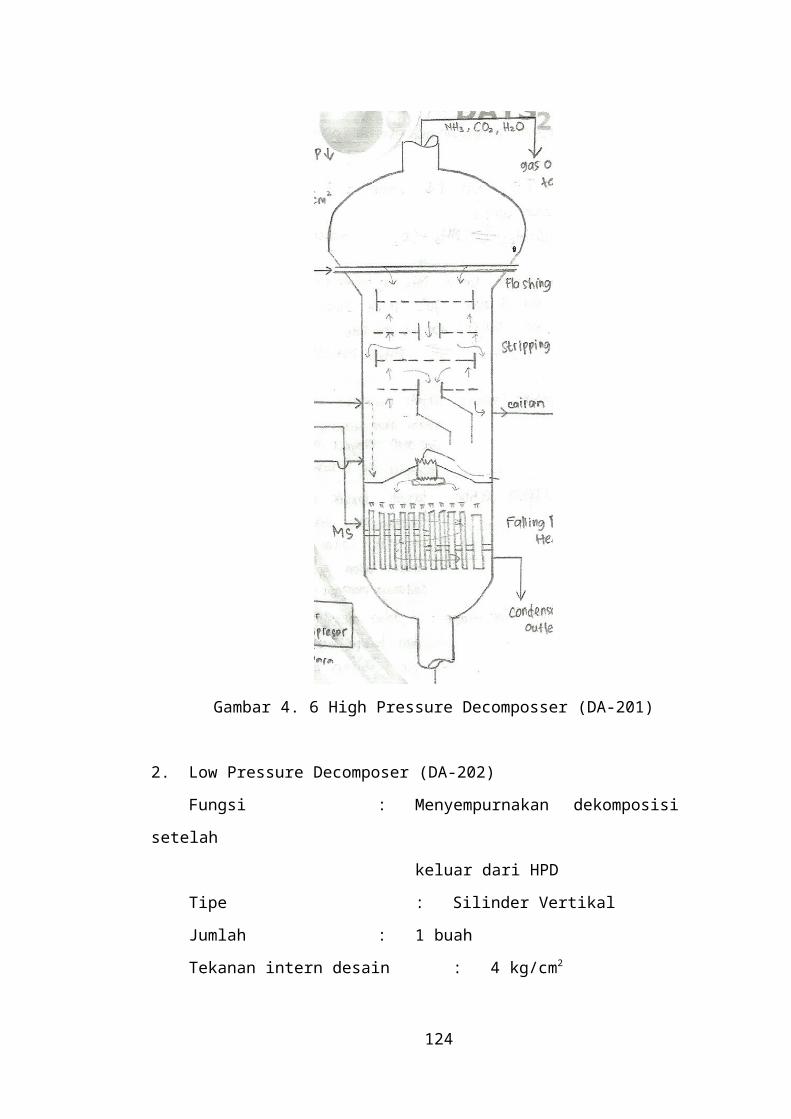
c. 2004 JD – stand by IA dengan auto start 6,3 Kg/cm2
d. 2004 JCM – operasi normal untuk plant air dengan tekanan sesuai kebutuhan
(4 – 6 Kg/cm2 ) bila emergency bisa digunakan untuk IA.
Peralatan yang digunakan :
a. Compressor : alat yang mengkompresikan fluida (udara/gas) sehingga fluda
tersebut bertekanan.
b. Receiver (2006 F) : sebagai knock out drum dan untuk membuang condensate,
debu & oli yang terkandung dalam udara PA. Sarana yang terpasang di
receiver antara lain :
- Relief valve dipasang di bagian atas dengan setting 8,8 – 9,1 Kg/Cm2.
- Pipa drain untuk membuang condensate, debu & oli.
- Sight glass untuk melihat level condensate.
- Pressure gauge untuk melihat tekanan di receiver.
- Pressure switch (LPA 2021) untuk auto start 2004 JM/JD,
pengambilan sansing dari line Instrument air header.
- Pre filter/inlet filter : untuk menyaring kotoran & membuang
condensate melalui air trap. Media yang digunakan adalah alumina
ball.
- Dryer, Ada 2 jenis yaitu steam dryer (2006 L) dan electric dryer
(2006 LA)
1. Steam dryer2006 L
Untuk merubah PA menjadi IA dengan jalan mengeringkan PA
sehingga bebas dari H2O (design dew point – 400C ).Media yang
digunakan adalah silica gel/desiccant sebagai adsorber.
Data Instrument steam dryer :
- C.M. Kemp Mfg. Company
- Type Steam Reactivated
Kapasitas :
- Flow 1000 SCFM.
- Purging 17,5 SCFM.
128
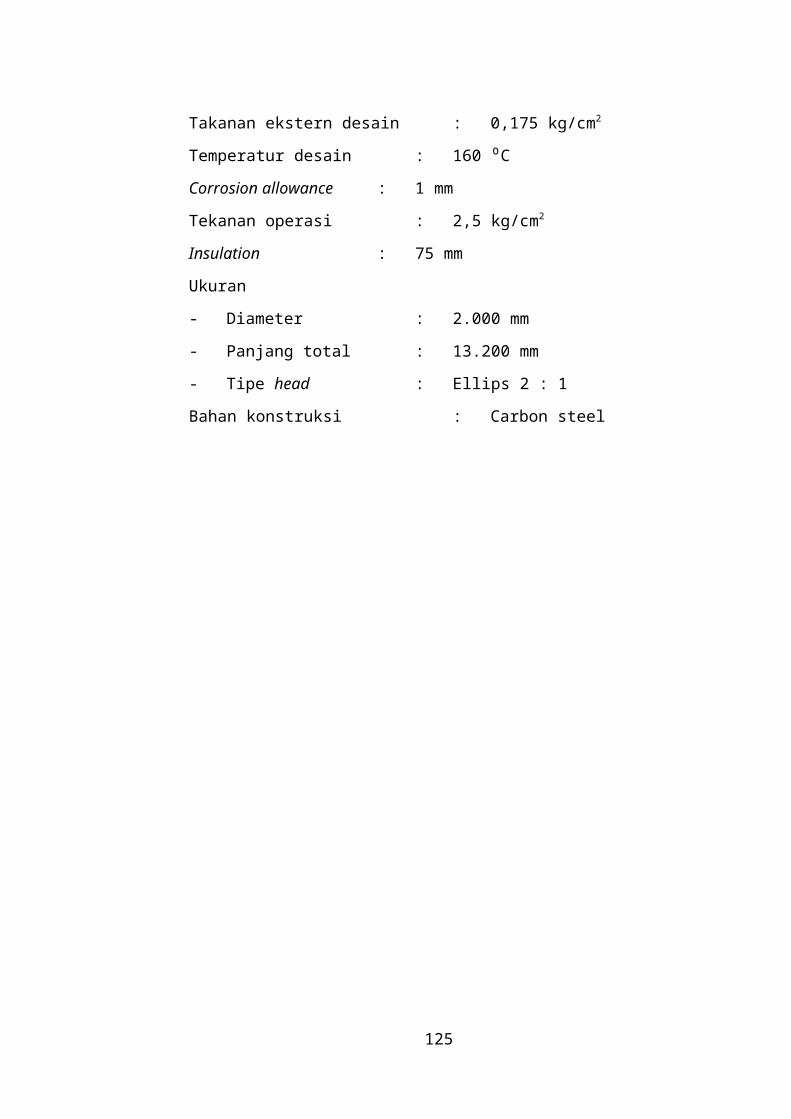
- Pressure 7.03 Kg/Cm2.
- Pressure drop 3,0 psig.
- Dew point outlet – 400C
Gambar 5. 5 Dryer 2006-L
Media penyerap:
- Silica gel/desiccant.
- Activated alumina ball.
- Berat per tower 204,3 Kg
Operasi steam dryer :
- Service : 4 jam
- Regenerasi (heating) : 2 jam
- Cooling Down : 2 jam
- Temperatur heating : 120 °C
- Temperatur cooling down : 60 °C
- Temperatur inlet : 37,8 °C
- Tekanan steam untuk regenerasi : 10,5 kg/cm2
2. Electric dryer 2006 LA
Digunakan bila steam dryer ada perbaikan dan media pemanas
untuk regenerasi adalah element heater
129
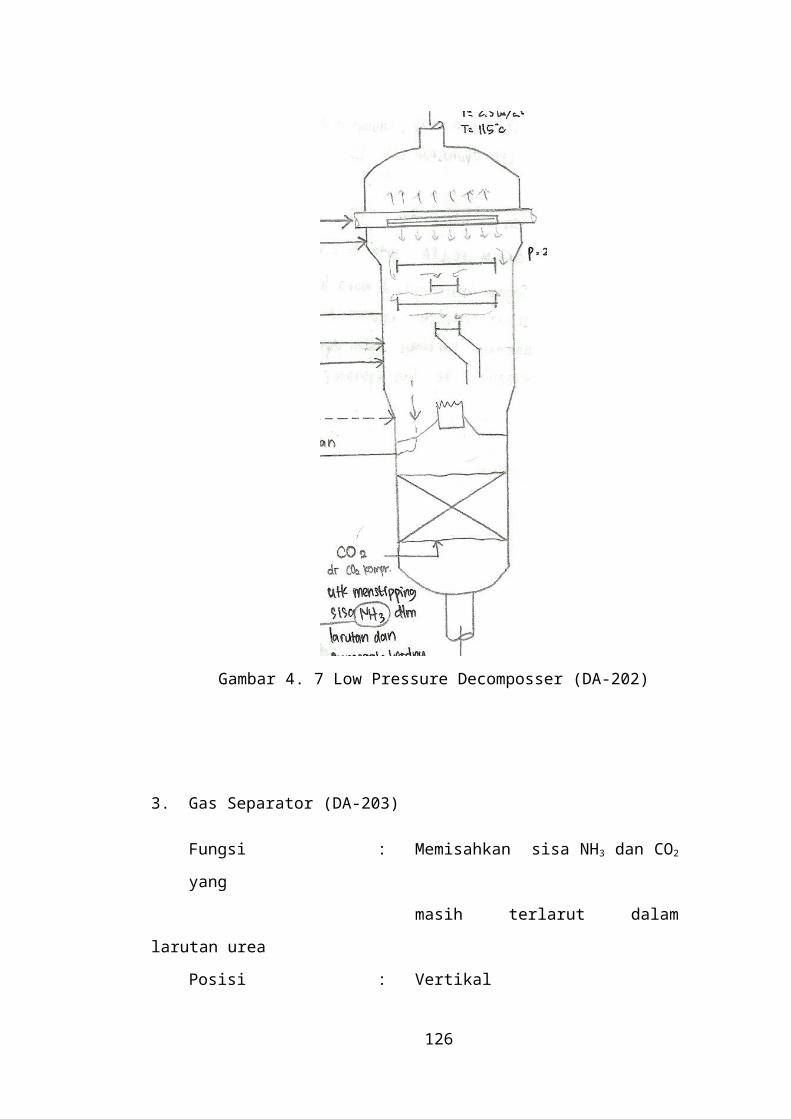
5.1.7 Unit Penyediaan Tenaga Listrik
Tugas dari unit ini adalah menyediakan tenaga listrik untuk kebutuhan
pabrik, perkantoran dan perumahan. Daya listrik yang dikonsumsi adalah
mencapai daya 21 MVA. Kebutuhan listrik tersebut disediakan dari beberapa
sumber, yaitu sumber utamanya diperoleh dari generator Hitachi, sedangkan
cadangan listriknya adalah dari PLN, Stand by Generator, dan Emergency
Generator.
a. Gas Turbin Generator Hitachi.
Turbin ini mampu menghasilkan listrik 13,8 kV dengan daya 21 MVA. Pada
kapasitas normal, generator tersebut membutuhkan gas alam sebanyak 3700
m3/jam. Generator Hitachi ini merupakan sumber listrik utama dalam keadan
operasi normal.
b. PLN.
Sumber ini hanya berfungsi untuk cadangan saja bila generator yang
digunakan mengalami kerusakan. Listrik dari PLN dapat memenuhi tegangan
sebesar 150 KVA dengan daya 15 MVA.
c. Stand by Generator.
Berjumlah tiga buah, berupa mesin diesel yang mampu menghasilkan listrik
sebesar 450 volt dengan daya sebesar 3 x 750 KVA. Generator ini digunakan
hanya pada waktu kedua sumber listrik lainnya mengalami gangguan.
d. Emergency Generator.
Emergency generator akan langsung menyediakan listrik saat adanya
pergantian sumber listrik.
Daya generator ini sebesar 300 KVA. Tenaga yang dihasilkan ini hanya
dipakai untuk :
- Instrumentasi di panel Unit Utilitas, Unit Amonia dan Unit Urea,
- Penerangan panel,
130
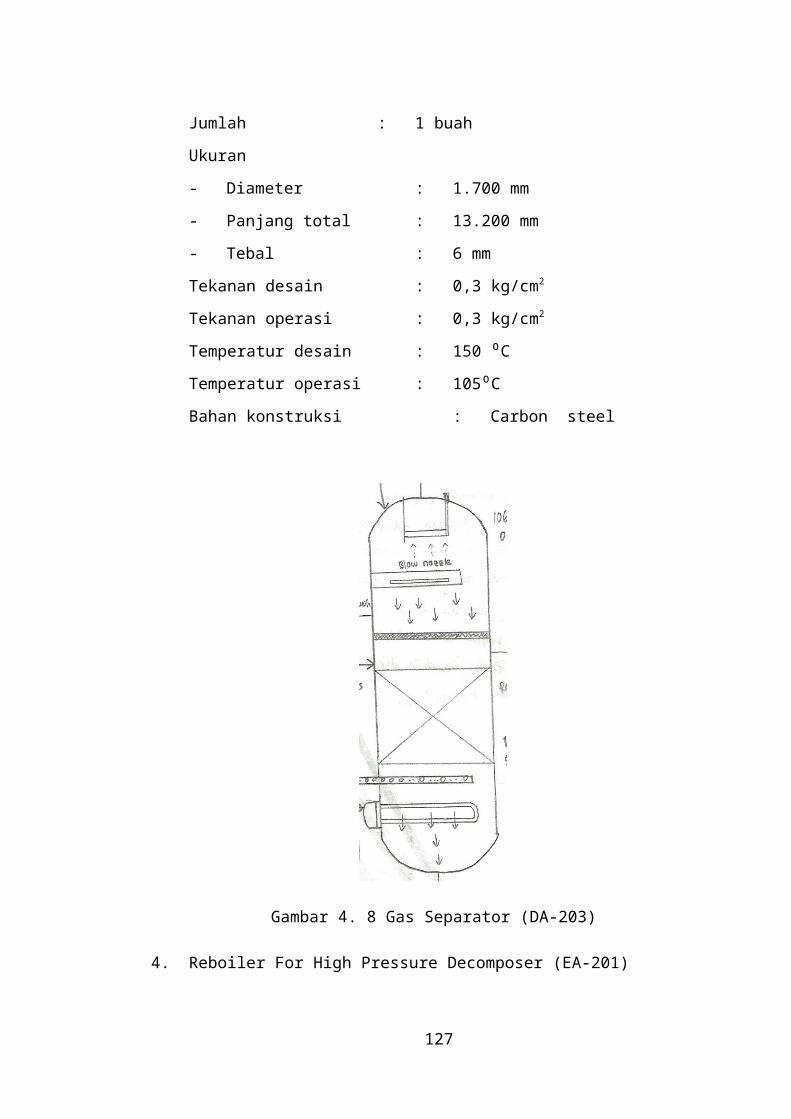
- Pompa-pompa bermotor.
Ketiga sumber listrik ini di dalam penggunaannya diubah dulu oleh
transformator sehingga tegangannya menjadi 13,8 KV. Kemudian tegangan
diubah lagi dalam pendistribusiannya sehingga diperoleh tegangan yang sesuai
dengan yang diinginkan.
5.2 Pengolahan Limbah
Unit pengolahan limbah merupakan unit yang mengolah limbah yang
dihasilkan oleh kegiatan proses di pabrik maupun kegiatan yang mendukung
proses pabrik. Unit pengolahan limbah memegang peranan penting untuk
menunjang sanitasi di lingkungan sekitar pabrik.
5.2.1 Jenis dan Sumber Limbah
Jenis- jenis limbah di PT. Pupuk Kujang di bagi dalam 3 macam, yaitu:
1. Limbah Cair
2. Limbah Padat
3. Limbah Gas
Sumber- sumber limbah di PT. Pupuk Kujang di bagi dalam 3 macam, yaitu:
1. Limbah Cair
- Air sisa regenerasi resin yang mengandung asam basa
- Air buangan sanitasi
- Air bocoran pompa dan kompresor yang mengandung minyak
- Air dari Folctreater dan Sand Filter yang berlumpur
- Air kondensat yang mengandung senyawa ammonia
2. Limbah Padat
- Limbah katalis bekas yang berasal dari pabrik ammonia
- Limbah debu urea dari unit pengantongan
3. Limbah Gas
- Debu urea yang berasal dari atas menara prilling
- Limbah gas buang yang berasal dari daur ulang sintesa pabrik
ammonia
131
Seluruh sistem air buangan pabrik di PT. Pupuk Kujang dibuang melalui
pintu pembuangan PO I, II, III, III/I, II/I, IV, V ke pond sewer untuk kemudian
dibuang ke Sungai Cikaranggelam.
Gambar 5. 6Sumber dan Jenis Air Buangan Pabrik
Sumber-sumber limbah di PT. Pupuk Kujang antara lain :
a. Air buangan dari water treatment
Air buangan yang berasal dari blow down 2201 UF ditampung dan
dipompakan ke bak pengendap lumpur air jernih (sludge containment pond).
Bagian yang jernih dan terpisah dari endapannya akan over flow ke kolam
penampung air buangan yang sudah netral (equalization pond). Selanjutnya air
buangan tersebut dipakai untuk pengairan sawah-sawah sekitar kolam dan juga
digunakan untuk perikanan sebagai indikator terhadap air buangan. Air buangan
yang berasal dari proses regenerasi back wash 2202 UA-UF ditampung di suatu
bak untuk digunakan kembali ke inlet premix tank dengan pompa 2405 J/JA.
b. Air buangan dari unit demin
Air buangan dari regenerasi carbon filter tidak perlu diolah dan dapat
langsung dibuang ke Sungai Cikaranggelam karena hanya sedikit mengandung
kotoran.
132
PABRIK AMMONIA BAK P.III PABRIK
UREA BLOW
DOWN CT. UREA
PABRIK UTILITY
CLARIFIER,BOILER,
BLOW DOWN
C.TOWER
PABRIK UTILITY
UNIT DEMINERA
LISASIBAK OILY SUMP 2405 AA/AB/AC
DARI PABRIK
UTILITY/UREA DAN
AMMONIA
UNIT SANITASI
DAN URINOIR
AIR BUANGAN MENGAND
UNG AMMONIA
AIR BUANGAN MENGAND
UNMG LUMPUR
AIR BUANGAN
BEKAS REGENERA
SI ASAM /
BASAAIR BUANGAN MENGAND
UNG MINYAK /
OLI
AIR BUANGAN
KELUARAN SANITASI
JENISSUMBER
Air buangan dari regenerasi two bed dan mix bed ditampung terlebih dahulu
di neutralisasi basin 2404 A untuk dinetralkan kadar pH-nya. Setelah pH-nya
netral dapat dialirkan oleh pompa 2401 J/JA melalui PO VII langsung ke Sungai
Cikaranggelam.
c. Air buangan dari boiler
Air buangan blow down dari flush drum dialirkan melalui pipa menuju bak
penampung sludge containment pond. Bagian yang jernih dan terpisah dari
endapannya akan over flow ke kolam penampung air buangan yang sudah netral
(equalization pond). Selanjutnya air buangan tersebut dipakai untuk pengairan
sawah-sawah sekitar kolam dan juga digunakan untuk perikanan sebagai indikator
terhadap air buangan.
d. Air buangan dari cooling tower
Air buangan blow down cooling tower ditampung di bak 2405 AA.
Kemudian dipompakan oleh pompa vertical 2404 JA ke sludge containment pond.
Bagian yang jernih dan terpisah dari endapannya akan over flow ke kolam
penampung air buangan yang sudah netral (equalization pond). Selanjutnya air
buangan tersebut dipakai untuk pengairan sawah-sawah sekitar kolam dan juga
digunakan untuk perikanan sebagai indikator terhadap air buangan.
e. Air buangan sanitasi
Air buangan sanitasi diolah di clow unit untuk proses stabilisasi untuk
kemudian akan dibuang ke sluge containment pond.
f. Air buangan mengandung oli bocoran dari pompa dan compresor
Air buangan yang mengandung minyak oli ditampung di bak-bak
penampung 2405 AC, 2405 AB dan 2404 AA. Dari bak-bak penampung tersebut
oli minyak oli dipompakan ke oil separator 2403 L untuk dipisahkan antara air
dan minyak oli.
133
Gambar 5. 7 Unit Oil Separator (2403-L)
g. Air buangan yang mengandung ammonia
Air buangan yang mengandung ammonia diolah di unit ammonia removal
untuk dipisahkan NH3nya secara stripping. Dari bak PI A/B hasil buangan
mengandung ammonia dilewatkan pemanas HE I dan II. Pelepasan NH3 terjadi di
stripper 2202 E menggunakan LS.
Gambar 5. 8 Unit Amonia Removal (2202-E)
134
AMMONIA REMOVAL 2404 J - C/D
PA
K.BIOLOGIS
BURNING PIT
P-9
LS
VENT
OILY SEPARATOR
Ke K.Biologis
P.III A/B
BAB VI
KESIMPULAN DAN SARAN
6.1 Kesimpulan
Selama melaksanakan praktek kerja di PT.Pupuk Kujang Cikampek Dinas
Urea IA, dapat diambil kesimpulan sebagai berikut:
1. PT. Pupuk Kujang Cikampek didirikan berdasarkan atas pertimbangan
pemilihan lokasi yang dekat dengan sumber bahan baku, air tawar, tenaga
listrik, dan tersedianya jalur transportasi darat yang memadai. Proses
pembuatan pupuk urea di PT. Pupuk Kujang Cikampek adalah proses
kontinyu sehingga lay out disusun sedemikian rupa dengan pertimbangan
untuk memudahkan jalannya proses produksi.
2. Proses yang dipakai di PT. Pupuk Kujang Cikampek dalam pembuatan urea
adalah proses Mitsui Toatsu Total Recycle C Improved , dimana gas CO2 dan
NH3 yang tidak bereaksi menjadi urea di recycle dan dikirim ke Reaktor
Sintesa Urea. Proses Mitsui Toatsu Total Recycle C Improved terdiri dari
empat seksi, yaitu :
a. Seksi Sintesa
Pada seksi ini urea diproduksi melalui reaksi eksotermis tinggi dari
ammonia dan karbondioksida membentuk ammonium karbamat.Kemudian
diikuti dengan dehidrasi endotermis ammonium karbamat membentuk urea.
b. Seksi Purifikasi
Pada seksi ini urea dipisahkan dari campuran reaksi. Excess ammonia,
ammonia karbamat, dan uap air akan dipisahkan dari campuran reaksi dalam
bentuk gas dengan cara thermal decomposition.
c. Seksi Recovery
Seksi ini berfungsi untuk mengabsorbsi gas- gas yang belum bereaksi
(hasil pemisahan di seksi purifikasi) untuk dikembalikan ke Reaktor Sintesa
Urea.
d. Seksi Kristalisasi
135
Seksi ini berfungsi untuk membentuk urea butiran dari larutan urea
yang berasal dari Gas Separator.
3. Spesifikasi alat utama pada reaktor yaitu berfungsi sebagai tempat
pembentukan larutan urea dengan tipe vessel. Reaktor ini mempunyai tray
yang berjumlah 11 tray, berdiameter 2.170 mm dan panjang 34.815 mm.
bahan konstruksi pada rector berupa stainless steel.
4. Pemakain steam yang sebagia besar untuk penggerak turbin dan keperluan
proses didistribusi dengan baik oleh suatu jaringan pemakai steam.
5. Panas yang dihasilkan selama proses banyak dimanfaatkan untuk keperluan
proses yang lain khususnya untuk membangkitkan steam.
6.2 Saran
Dari pengamatan setelah melaksanakan Praktek Kerja, kami dapat
memberikan saran yang mungkin bermanfaat antara lain:
1. Perlu memperketat penggunaan bahan baku, mengingat bahan baku tersebut
merupakan bahan baku yang berasal dari bahan-bahan yang tidak dapat
diperbaharui dan jumlahnya terbatas.
2. Khusus untuk Kerja Praktek, diharapkan PT. Pupuk Kujang Cikampek dapat
kembali menyediakan APD ataupun Asuransi jangka pendek untuk
mahasiswa Kerja Praktek.
136
DAFTAR PUSTAKA
Perry, R.H., 1984. “Chemical Engineer’s Handbook”, 6th edition, Mc Graw Hill
PT. Pupuk Kujang. 2010. “Rekapitulasi Kekuatan Karyawan”. Cikampek : Jawa
Barat
PT. Pupuk Kujang. 2011. “Struktur Organisasi PT. Pupuk Kujang”. Cikampek :
Jawa Barat
PT. Pupuk Kujang, Unit IA. 2010. “P&I Diagram”. Cikampek : Jawa Barat
PT. Pupuk Kujang. 2010. “Rekaman Mutu Bahan Baku dan Bahan Pembantu”.
Cikampek : Jawa Barat
137
LAMPIRAN
STRUKTUR ORGANISASI PT. PUPUK KUJANG
1
REKAMAN MUTU UNIT SINTESA UREA DC-101
2
MATERIAL BALANCE TEORITIS-1
3
MATERIAL BALANCE TEORITIS-2
4
MATERIAL BALANCE TEORITIS-3
5