Embed Size (px)
Citation preview

Dokumentation zum Projekt
„Optimierung und Realisierung eines elektrischen Getriebes“
( O R e G )
im WS 2009/2010
Bearbeitet durch die Studierenden im
Masterstudiengang „Optimierung und Simulation“
Fachbereich Ingenieurwissenschaften und Mathematik
Betreuer / Auftraggeber
Prof. Dr.-Ing. Rolf Naumann
Dipl.-Ing. Manfred Hermanski
Abgabetermin: 17. März 2010
Projektpräsentation: 24. März 2010

P r o j e k t „ O R e G „
I
Inhalt
Inhalt ......................................................................................................................................................................... I
Abbildungsverzeichnis ............................................................................................................................................ III
Einleitung ................................................................................................................................................................. 1
Projektauftrag .......................................................................................................................................................... 2
Aufgabenstellung und Zielsetzung ...................................................................................................................... 2
Projektstrukturplan und Verantwortlichkeiten .................................................................................................. 3
Beschreibung der Aufgabenpakete..................................................................................................................... 5
(A) AP-Nr. 1.1. „Ist-Analyse“ des Systems ............................................................................................................... 7
1 Ermittlung von Federkonstanten der Schraubendruckfedern ......................................................................... 7
1.1 Aufgabenstellung ..................................................................................................................................... 7
1.2 Grundlagen ............................................................................................................................................... 7
1.3 Versuchsaufbau ........................................................................................................................................ 7
1.4 Messprotokoll und Berechnung ............................................................................................................... 8
1.5 Ermittlung der Regressionsgeraden ......................................................................................................... 9
2 Ermittlung der Resonanzfrequenzen ............................................................................................................. 11
2.1 Aufgabenstellung ................................................................................................................................... 11
2.2 Grundlagen ............................................................................................................................................. 11
2.3 Vorgehensweise ..................................................................................................................................... 14
2.4 Messprotokoll und Ergebnisse ohne Horizontalführung ....................................................................... 16
2.5. Messprotokoll und Ergebnisse mit Horizontalführung ......................................................................... 26
(B) AP-Nr. 1.2. Motoren synchronisieren .............................................................................................................. 28
1 Simulationsmodell und Auslegung der Regelung .......................................................................................... 28
1.1 Anforderungen ....................................................................................................................................... 28
1.2 Regelungskonzept .................................................................................................................................. 29
1.3 Simulationsmodell .................................................................................................................................. 36
2 Mechanischer Synchronlauf der Motoren ..................................................................................................... 39
Demonstrator: Simulation und Realisierung eines elektrischen Getriebes ................................................. 39
2.1 Einleitung ............................................................................................................................................... 39
2.2 Grundlagen ............................................................................................................................................. 39
2.3 Umsetzung ............................................................................................................................................. 43
2.4 Fazit ........................................................................................................................................................ 47
2.5 PID-Regler und wie diese zur Steuerung verwendet werden können ................................................... 49
(C) AP-Nr. 1.3. Realisierung der Horizontalführung ............................................................................................... 52
1 Ideenfindung zur Horizontalführung ............................................................................................................. 52
1.1 Bewertung der Ideen für die Horizontalführung .................................................................................... 52
1.2 Durchführung: ........................................................................................................................................ 52
1.3 Lösungsalternativen der Horizontalführung .......................................................................................... 53
1.4 Ergebnis .................................................................................................................................................. 56
(D) AP-Nr. 1.4. Simulationsmodell des dynamischen Verhaltens .......................................................................... 57
1 Elastostatisches Modell der Schraubenfeder ................................................................................................ 57
1.1 Modell .................................................................................................................................................... 57
1.2 Analyse ................................................................................................................................................... 58
1.3 Auswertung ............................................................................................................................................ 59
1.4 Fazit ........................................................................................................................................................ 63
2 Mehrkörpersimulation ................................................................................................................................... 64
2.1 Aufgabenbeschreibung .......................................................................................................................... 64

P r o j e k t „ O R e G „
II
2.2 Modellierung des MKS-Modells ............................................................................................................. 64
2.3 Ersatzsteifigkeiten .................................................................................................................................. 65
2.4 Dämpfung ............................................................................................................................................... 67
2.5 Validierung ............................................................................................................................................. 69
2.6 Ergebnisse des Systems .......................................................................................................................... 70
2.7 Bewertung .............................................................................................................................................. 75
3 Steifigkeitsberechnung der Horizontalführung mit Hilfe von Ansys Workbench .......................................... 76
3.1 Modellierung der Horizontalführung in Ansys Workbench .................................................................. 76
3.2 Die Randbedingungen ............................................................................................................................ 76
3.3 Netzaufbau ............................................................................................................................................ 78
3.4 Mehrschritt - Analyse ............................................................................................................................. 79
3.5 Simulationsdurchführung und Ergebnissauswertung ............................................................................ 79
3.6 Ermittlung der Steifigkeit in vertikaler Richtung an der bestehenden Horizontalführung .................... 82
(E) AP-Nr. 1.5. Optimierungsverfahren .................................................................................................................. 83
1 Optimierungsverfahren in ANSYS .................................................................................................................. 84
1.1 Sensitivitätsstudien und Optimierung im ANSYS DesignXplorer ............................................................ 84
1.2 Topologieoptimierung unter ANSYS....................................................................................................... 97
2. Abgrenzung der Begrifflichkeit - Optimierung in Technik und Mathematik ............................................... 106
2.1 Was bedeutet Optimierung? ................................................................................................................ 106
2.2 Die Rolle der Mathematik in den Ingenieurwissenschaften ................................................................ 107
2.3 Zusammenfassung – Optimierung ....................................................................................................... 109
(F) AP-Nr. 1.6. Dokumentation & Präsentation ................................................................................................... 110
1 Ausführungen zum Projektmanagement ..................................................................................................... 110
1.1 Was sind Projekte................................................................................................................................. 110
1.2 Organisation ......................................................................................................................................... 114
1.3 Soziale und psychologische Aspekte des Projektmanagements .......................................................... 117
Anhang ...................................................................................................................................................................... I

P r o j e k t „ O R e G „
III
Abbildungsverzeichnis
Abbildung 1: Versuchsaufbau des elektrischen Getriebes ...................................................................................... 2
Abbildung 2: Projektstrukturplan mit Verantwortlichkeiten ................................................................................... 4
Abbildung 3: Skizze des Versuchsaufbaus mit Koordinatensystem ......................................................................... 8
Abbildung 4: Regressionsgerade ........................................................................................................................... 11
Abbildung 5: Piezoelektrischer Effekt .................................................................................................................... 13
Abbildung 6: Beispiel - Analoges Oszilloskop......................................................................................................... 13
Abbildung 7: Systemaufbau mit Beschleunigungssensor in Z-Richtung ................................................................ 14
Abbildung 8: Beschleunigungsamplitude in Abhängigkeit von der Frequenz ....................................................... 17
Abbildung 9: Wegamplitude in Abhängigkeit von der Frequenz ........................................................................... 18
Abbildung 10: Beschleunigungsamplitude in Abhängigkeit von der Frequenz ..................................................... 20
Abbildung 11: Wegamplitude in Abhängigkeit von der Frequenz ......................................................................... 20
Abbildung 12: Systemaufbau mit Beschleunigungssensor in Y-Richtung .............................................................. 21
Abbildung 13:Beschleunigungsamplidute in Abhängigkeit von der Frequenz ...................................................... 22
Abbildung 14: Wegamplitude in Abhängigkeit von der Frequenz ......................................................................... 23
Abbildung 15: Systemaufbau mit Beschleunigungssensor in X-Richtung .............................................................. 23
Abbildung 16: Beschleunigungsamplitude in Abhängigkeit von der Frequenz (zu Tabelle 2.4) ............................ 24
Abbildung 17: Wegamplitude in Abhängigkeit von der Frequenz (zu Tabelle 2.4) ............................................... 25
Abbildung 18: Beschleunigungsamplitude in Abhängigkeit von der Frequenz (zu Tabelle 2.5) ............................ 25
Abbildung 19: Wegamplitude in Abhängigkeit von der Frequenz (zu Tabelle 2.5) ............................................... 25
Abbildung 20: Beschleunigungsamplitude in Abhängigkeit von der Frequenz ..................................................... 27
Abbildung 21: Wegamplitude in Abhängigkeit von der Frequenz ......................................................................... 27
Abbildung 22: Simulationsmodell .......................................................................................................................... 36
Abbildung 23: Systemanlauf Geschwindigkeitsregelung Welle 1 .......................................................................... 37
Abbildung 24: Systemanlauf Geschwindigkeitsregelung Welle2 ........................................................................... 38
Abbildung 25: Systemanlauf Positionsregelung .................................................................................................... 38
Abbildung 26: Anwendungsfalldiagramm für die Funktionen der Softwarekomponenten .................................. 41
Abbildung 27: Aufbau der Hardwarearchitektur zur Steuerung/Messung der Motoren/Inkrementalgeber ....... 42
Abbildung 28: Programmablauf auf dem Echtzeitsystem NI cRIO-9012 ............................................................... 44
Abbildung 29: Programmablauf auf dem Host ...................................................................................................... 45
Abbildung 30: Phasenverschiebung der drehenden Achsen ................................................................................. 46
Abbildung 31: Steuereinheit für die Phasenverschiebung der drehenden Achsen ............................................... 47
Abbildung 32: Die PID-Palette in LabVIEW ............................................................................................................ 49
Abbildung 33: Variante 1: Einfache Blattfeder ...................................................................................................... 53
Abbildung 34: Variante 2: Blattfeder mit organischer Form ................................................................................. 53
Abbildung 35: Variante 3: Gelenkführung ............................................................................................................. 54
Abbildung 36: Variante 4: Federführung ............................................................................................................... 54
Abbildung 37: Variante 5: Blattfeder, doppelt geschlitzt ...................................................................................... 54
Abbildung 38: Variante 6: Blattfeder gekreuzt ...................................................................................................... 55
Abbildung 39: FE-Balkenmodel der Schraubenfeder ............................................................................................. 58
Abbildung 40: CAD-Modell des Aufbaus ................................................................................................................ 64
Abbildung 41: CAD-Modell zur Erläuterung der Joints .......................................................................................... 65
Abbildung 42: Eigenfrequenzen bei verschiedenen Ersatzsteifigkeiten ................................................................ 67
Abbildung 43: Vergleich der Auslenkung ............................................................................................................... 69
Abbildung 44: Beispiel Auswahl ............................................................................................................................. 71
Abbildung 45: x-Position bei ω=18,326 rad/s ........................................................................................................ 71
Abbildung 46: x-Position bei ω=28,798 rad/s ........................................................................................................ 72
Abbildung 47: y-Position bei ω=26,18 rad/s .......................................................................................................... 72
P r o j e k t „ O R e G „
IV
Abbildung 48: y-Position bei ω=31,416 rad/s ........................................................................................................ 73
Abbildung 49: γ-Position bei ω=18,326 rad/s ........................................................................................................ 73
Abbildung 50: γ-Position bei ω=28,798 rad/s ........................................................................................................ 74
Abbildung 51: z-Position bei ω=23,562 rad/s ........................................................................................................ 74
Abbildung 52: z-Position bei ω=26,18 rad/s .......................................................................................................... 75
Abbildung 53: z-Position bei ω=31,416 rad/s ........................................................................................................ 75
Abbildung 54: Lagerungspunkte ............................................................................................................................ 77
Abbildung 55: Lagerungspunkt .............................................................................................................................. 77
Abbildung 56: Externe Verschiebung/Drehung um die y-Achse ........................................................................... 78
Abbildung 57: Angriffspunkte für die Verschiebung und Drehung........................................................................ 78
Abbildung 58: Netz der bestehenden Horizontalführung ..................................................................................... 79
Abbildung 59: Netz der Variante aus der Ideenfindung ........................................................................................ 79
Abbildung 60: Ermittlung der Steifigkeit ............................................................................................................... 82
Abbildung 61: Schematischer Aufbau und Ablauf der stochastischen Analyse ..................................................... 83
Abbildung 62: Robuster Prozess nach Taguchi ...................................................................................................... 86
Abbildung 63: Sigma-Level der Standard-Normalverteilung ................................................................................. 87
Abbildung 64: Einfaches CAD-Modell einer Flugzeugtragfläche ........................................................................... 91
Abbildung 65: Erste und zehnte Eigenfrequenz .................................................................................................... 92
Abbildung 66: Startfenster des DesignXplorers zur Auswahl der Analyseart ........................................................ 93
Abbildung 67: Einfluss der Designparameter auf das Gewicht ............................................................................. 94
Abbildung 68: Single Parameter Sensitivität für das Gewicht ............................................................................... 94
Abbildung 69: Einfluss der Designparameter auf die erste Frequenz ................................................................... 95
Abbildung 70: Single Parameter Sensitivität für die erste Frequenz ..................................................................... 95
Abbildung 71: Bewertung des Designs nach einer Goal Driven Optimization ....................................................... 96
Abbildung 72: Verschiedene Strukturoptimierungsprobleme [3] ......................................................................... 97
Abbildung 73: Typische Michel – Struktur [1] ....................................................................................................... 98
Abbildung 74: Merkmale der Topologieoptimierungsverfahren [1] ..................................................................... 99
Abbildung 75: Beispiel zur Topologieoptimierung [4] ......................................................................................... 100
Abbildung 76: Prinzip der optimalen Materialverteilung am Beispiel eines homogenen Würfels ..................... 102
Abbildung 77: Geometrie der Blattfeder ............................................................................................................. 104
Abbildung 78: Die Blattfeder vor und nach Optimierung .................................................................................... 104
Abbildung 79: Das ideale Phasenkonzept [Quelle: 1, S. 15] ................................................................................ 112
Abbildung 80:Prinzip des Simultaneous Engineering [Quelle: Wikipedia, 7.03.10] ............................................ 113
Abbildung 81: Idealtypische Projektorganisation [Quelle: 1, S. 92] .................................................................... 115
Abbildung 82: Kompetenzen der Persönlichkeit [Quelle: 1, S. 194] .................................................................... 116
Abbildung 83: Führungsprozess im Projektteam [Quelle: 1, S. 191] ................................................................... 118
Abbildung 84: Kongruenzprinzip [Quelle: 1, S. 198] ............................................................................................ 120
Abbildung 85: Beziehungsdiagnose [Quelle: 1, S. 217] ....................................................................................... 124
Abbildung 86: Grundlagen der Motivation [Quelle: 1, S.220] ............................................................................. 125
Abbildung 87: Die drei Ebenen der Teamentwicklung [Quelle: 1, S.225] ............................................................ 126
Abbildung 88: Phasen der Teamentwicklung [Quelle: 1, S.228] .......................................................................... 127
Abbildung 89: Umgang mit Widerständen [Quelle: 1, S. 234] ............................................................................. 128
Abbildung 90: Konfliktbeeinflussende Faktoren im Projekt [Quelle: 1, S. 238]................................................... 130
Abbildung 91: Konflikttypen mit entsprechenden Maßnahmen [Quelle: 1, S. 244] ........................................... 132
Abbildung 92: Übersicht Eskalationsstufen- und Phasenmodell [Quelle: 1, S.247] ............................................ 133

P r o j e k t „ O R e G „
1
Einleitung
Zu Beginn des Wintersemesters 2009/2010 startete das Projekt „Optimierung und Realisierung eines
elektrischen Getriebes“ mit anfänglich 19 Projektteilnehmern völlig unterschiedlichen Vorwissens. Die
Gruppe setzte sich zusammen aus Mathematikern und Ingenieuren der Bereiche Maschinenbau,
Elektrotechnik, Konstruktion und Entwicklung bis hin zu Wirtschaftsingenieuren. Für die gegebene
Projektaufgabe scheint diese Konstellation bereits im Voraus eher ungünstig zu sein, weil für viele
Teilaufgaben einfach die erforderlichen Kenntnisse nicht vorhanden sind – es fehlen die Spezialisten.
Ein weiterer erschwerender Effekt bei der Durchführung der Projektaufgabe war eine starke Fluktuation
bzw. ein Verschleiß an Teammitgliedern. Anfänglich gebildete Teams mussten aufgrund des Ausscheidens
einiger Teammitglieder im Laufe der Projektarbeit immer wieder neu gebildet werden, z.T. auch ohne
ausreichende Kenntnisse zum Bearbeiten der Aufgaben. Dies hat einen weiteren Nebeneffekt bewirkt,
denn es wurde doch ein erheblicher Zeitaufwand notwendig, um sich zunächst in die Theorie einzuarbeiten.
Nachteilig wirkte sich ebenfalls die Tatsache aus, dass alle Projektteilnehmer gleichzeitig in eine Vielzahl
weiterer – fachfremder – Projekte involviert waren. Letztlich hat sich dennoch jeder in einer Aufgabe
wiedergefunden und konnte einen Teil zu dieser Projektarbeit und somit aus zu dieser Gesamt-
dokumentation beitragen.
Diese Gesamtdokumentation über die Projektarbeit und deren Ergebnisse ist eine Zusammenführung aller
Teildokumentationen der nunmehr noch 12 Projektteilnehmer. Sie ist gegliedert in eine Einleitung mit
anschließender Beschreibung des Projektauftrages. Im Anschluss daran folgend die Ergebnisse zu den
definierten Arbeitspaketen, welche durch die jeweiligen Teammitglieder erstellt und anschließend durch
die Projektleitung als Ganzes zusammengefügt wurden. Dabei sind die Arbeitspakete in die Abschnitte (A)
bis (F) unterteilt mit einer jeweils von vorn beginnenden Nummerierung der Teilbeschreibungen. Die
Autoren sind an den entsprechenden Stellen vermerkt und seien als Übersicht an dieser Stelle nochmals
kenntlich gemacht.
Alex Roglowski AP-Nr. 1.5. Topologieoptimierung am Beispiel AP-Nr. 1.2. Regelungskonzept Anja Webel AP-Nr. 1.5. Optimierungsverfahren in ANSYS (DesignXplorer) Begriff Optimierung in Technik und Mathematik AP-Nr. 1.6. Zusammenstellen der Gesamtdokumentation mit Einleitung Boumi K. Gaetan AP-Nr. 1.2. PID-Regler Carolin Vollmer AP-Nr. 1.4. MKS-Simulation Christian Benjamin Ries AP-Nr. 1.2. Mechanischer Synchronlauf der Motoren Igor Friesen AP-Nr. 1.1. Ist-Analyse des Systems Ilja Alkov AP-Nr. 1.2. Regelungskonzept AP-Nr. 1.4. Berechnen der Federsteifigkeiten Kai-Fabian Henning AP-Nr. 1.6. Ausführungen zum Projektmanagement AP-Nr. 1.3. Ideenfindung zur Horizontalführung Kristof Kleiner AP-Nr. 1.6. Ausführungen zum Projektmanagement AP-Nr. 1.3. Ideenfindung zur Horizontalführung Lilija Nabiewa AP-Nr. 1.5. Topologieoptimierung in der Theorie AP-Nr. 1.2. Regelungskonzept
Stefanie Stork AP-Nr. 1.4. MKS-Simulation Sven Ludewig AP-NR. 1.4. Steifigkeitsberechnung der Horizontalführung

P r o j e k t „ O R e G „
2
Projektauftrag
Zu Beginn des WS 2009/2010 wurde ein Projektauftrag zur Simulation und Realisierung eines elektrischen
Getriebes an die Studierenden des Masterstudienganges „Optimierung und Simulation“ vergeben.
Auftraggeber des Projektes ist die Fachhochschule Bielefeld, vertreten durch Prof. Dr.-Ing. R. Naumann und
Dipl.-Ing. M. Hermanski. Die Umsetzung der Aufgabe hat bis zum Ende des laufenden Semesters zu
erfolgen.
Aufgabenstellung und Zielsetzung
Im Rahmen des Projektes soll ein Laborversuch „Optimierung und Realisierung eines elektrischen
Getriebes“ durchgeführt werden. Als Ausgangsbasis liegt bereits ein vorhandener Versuchsaufbau vor, bei
dem sich auf einem mit Spiralfedern elastisch abgestütztem Fundament zwei Motoren mit Unwuchten
befinden (siehe Abbildung 1). Dieser Aufbau ist jedoch durch eine geeignete Horizontalführung zu
ergänzen, welche beispielsweise durch eine Blattfeder realisiert werden könnte – weitere Möglichkeiten
sind vom Projektteam herauszufinden. Die Projektgruppe wird mit den verschiedensten Aufgaben betraut.
Im Kern des Interesses steht dabei u.a. die Synchronisation der zwei vorhandenen Elektromotoren über
geeignete regelungstechnische Komponenten. Hinzu kommt eine Untersuchung des gesamten
Systemverhaltens, welche sowohl messtechnisch als auch durch Simulation mit geeigneter Software
realisiert werden soll. Nicht zu vergessen – die eigentliche Realisierung des elektrischen Getriebes.
Abbildung 1: Versuchsaufbau des elektrischen Getriebes
P r o j e k t „ O R e G „
3
Zur erfolgreichen Umsetzung der Aufgaben sind neben der eigenständigen Organisation des Projektes
folgende Teilaufgaben zu erfüllen, die durchaus parallel ausgeführt werden können. Zunächst ergeben sich
aus einer gemeinsamen Brainstorming-Runde mit Auftraggebern und Projektteilnehmern die folgenden
Mindestziele:
Konzeption und Realisierung einer geeigneten Horizontalführung
Synchronlauf der beiden Motoren bei konstanter Drehzahl umsetzen
Erstellen eines Simulationsmodells des dynamischen Sytemverhaltens (neben FEM und MKS Modellen beinhaltet dieser Punkt auch ein Funktionsmodell der Synchronregelung)
Erstellen eines FE-Modells der Horizontalführung
Messtechnisches Erfassen des Systemverhaltens und Abgleich der Daten mit den Simulationsmodellen
Optimierung der Modelle durch geeignete Verfahren
Inbetriebnahme und Variantenstudien
Diese Mindestanforderungen dienen als Basis für die Erstellung eines Projektstrukturplanes, aus welchem
wiederum die Arbeitspakete für die gebildeten Teams erstellt werden.
Projektstrukturplan und Verantwortlichkeiten
In einem Projektstrukturplan (PSP) wird das Projekt in plan- und kontrollierbare Teilaufgaben gegliedert.
Dabei werden die Arbeitspakete meist graphisch in einer Baumstruktur dargestellt. Der PSP dient als
Grundlage der Projektsteuerung und der Projektdokumentation. Zudem ist eine Verteilung der
Verantwortlichkeiten auf dem ersten Blick ersichtlich. Eine zeitliche Darstellung der Abfolge der
Arbeitspakete innerhalb des Projektes erfolgt jedoch nicht im PSP. Diese ist dem
Netzplan/Balkendiagramm, welcher jedoch auf Basis des PSP erstellt wird, zu entnehmen.
Für die zu bearbeitende Projektaufgabe ergibt sich der folgende Projektstrukturplan, wobei die jeweiligen
Verantwortlichkeiten sowie der geplante (und angepasste) Zeitrahmen mit angegeben sind:

P r o j e k t „ O R e G „
4
1. P r o j e k t O R e G
Zeitraum: 15.10.2009 bis 24.03.2010
Verantwortlich: K. Kleiner; K.-F. Henning; A. Webel
1.1. IST-Analyse des Systems
1.1.1. Istdatenerfassung
1.1.2. Messdatenerfassung
Zeitraum: 29.10.2009 bis 29.01.2010
Verantwortlichkeit: I. Friesen
1.2. Motoren synchronisieren
1.2.1. Funktionsmodell von Antrieb, Regelung und Unwuchten
1.2.2. Verschiedene Regelkonzepte
1.2.3. Mathematische Modellierung und Optimierung der Regelung
1.2.4. Mechanischer Synchronlauf der Motoren
Zeitraum: 15.10.2009 bis 11.03.2010
Verantwortlichkeit: I.Alkov; A. Roglowski; L. Nabiewa;
C. B. Ries; B. Geatan; (M. Vollmer)
1.3. Realisierung Horizontalführung
1.3.1. Aufnahmepunkte der Horizontalführung
1.3.2. Ideenfindung zu Lösungsmöglichkeiten
1.3.3. Optimierung und Simulation der Varianten der Horizontalführung
1.3.4. Fertigung der Horizontalführung
Zeitraum: 15.10.2009 bis 15.03.2010
Verantwortlichkeit: alle Projektteilnehmer
1.4. Simulationsmodell des dynamischen Verhaltens
1.4.1. Bestimmen der Ersatzsteifigkeiten der Feder
1.4.2. MKS-Modell der Ist-Situation
1.4.3. FEM-Simulation der Horizontalführung
1.4.4. Erweiterung des MKS-Modells mit Horizontalführung
Zeitraum: 29.10.2009 bis 15.12.2009
Verantwortlichkeit: I. Alkov; S. Ludewig;
S. Stork; C. Vollmer
1.5. Optimierungsverfahren
1.5.1. Optimierungsverfahren in ANSYS
1.5.2. Abgrenzung Begriff Optimierung in Technik und Mathematik
Zeitraum: 15.10.2009 bis 29.01.2010
Verantwortlichkeit: L. Nabiewa; A. Roglowski; A. Webel
1.6. Dokumentation
1.6.1. Dokumentation der Teilergebnisse
1.6.2. Erstellen der Gesamtdokumentation
1.6.3. Ergebnispräsentation
Zeitraum: 15.10.2009 bis 15.02.2010
Verantwortlichkeit: alle Projektteilnehmer
Abbildung 2: Projektstrukturplan mit Verantwortlichkeiten

P r o j e k t „ O R e G „
5
Beschreibung der Aufgabenpakete
Die Aufgabenpakete gliedern das Gesamtprojekt in Teilaufgaben und leiten sich aus dem PSP ab. Diese
werden im Folgenden genauer beschrieben.
AP 1.1. – „Ist-Analyse“ des Systems
Bestandteil dieses Arbeitspaketes ist eine Ist- sowie Messdatenerfassung des vorliegenden Systems. Neben
der Beschaffung und Bereitstellung aller wichtigen Datenblätter ist eine Bestimmung von Geometrien
sowie ein Abgleich der Maße mit CAD-Zeichnungen wichtig. Zum Abgleich der Maße ist insbesondere ein
Vermessen der Platten und Lagerböcke sowie aller anderen relevanter Bauteile notwendig. Hinzu kommt
die Aufgabe, sämtliche für die Simulation erforderlichen Messdaten wie beispielsweise Eigenfrequenzen,
Beschleunigungen oder Steifigkeiten zu bestimmen und der Gruppe „Simulation“ nach Absprache zur
Verfügung zu stellen.
AP 1.2. – Motoren synchronisieren
Auf dem mit Spiralfedern elastisch abgestützten Fundament befinden sich zwei Motoren zum Antrieb der
Unwuchten. Es soll ein Modell zur Darstellung der Anfahrvorgänge mit Resonanzdurchgängen erstellt
werden und dabei insbesondere eine regelungstechnische Bestimmung des Systems mit Auslegung der
eigentlichen Regelstrecke erfolgen. Zu diesem ist es notwendig, verschiedene Möglichkeiten der
Streckenregelung durch unterschiedliche Reglertypen hinsichtlich ihrer Anwendbarkeit und Realisierbarkeit
zu prüfen. Ein wichtiger Schritt dabei ist die mathematische Modellierung des Systems, welche sich aus
nichtlinearen Differentialgleichungen zweiter Ordnung für 𝑥(𝑡) und 𝜑(𝑡) zusammen mit linearen
Differentialgleichungen erster Ordnung für 𝑖𝐴(𝑡) zusammensetzt. Abschließend soll eine grafische
Steuerungssoftware mit LabVIEW zur Realisierung des mechanischen Synchronlaufs auf Basis der zuvor
optimierten Regelungskonzepte entwickelt werden. Diese Steuerungssoftware wird ein
benutzerfreundliches Interface zur Steuerung der Rüttelplatte verfügen. Voraussetzung für die letztliche
Realisierung des Synchronlaufs der Motoren ist ein funktionierendes Regelkonzept.
AP 1.3. – Realisierung der Horizontalführung
Dieses Arbeitspaket startet mit der Teilaufgabe zur Bestimmung der Aufnahmepunkte der
Horizontalführung zwischen den beiden Platten. Die Umsetzung erfolgt mit freundlicher Unterstützung von
Herrn Orth. Entscheidend ist weiterhin eine Ideenfindung zur Horizontalführung. Dabei sollen alle
Projektteilnehmer eigene Ideen zur Umsetzung einer möglichen und geeigneten Horizontalführung
entwickeln und skizzieren. Die am besten Ideen werden durch die Projektleitung ausgewählt und in einer
Kosten-Nutzenanalyse gegenübergestellt, um anschließend zwei bis drei Varianten in 3D zu konstruieren
und als Vergleich zur bisherigen Horizontalführung in die Simulation einzugehen. Für diesen Zweck wird ein
FE-Modell zur Ermittlung der Ersatzsteifigkeiten, der Dämpfung und der Festigkeiten der
Horizontalführung(en) erstellt. Als letzter Schritt dieses Arbeitspaketes bleibt die Produktion bzw. die
Auftragsvergabe zur Umsetzung einer optimalen Horizontalführung.
AP 1.4. – Simulationsmodell des dynamischen Verhaltens
Zur Bestimmung der sechs Ersatzsteifigkeiten der Stützfeder wird mit Hilfe der FEM-Tools ANSYS und
NASTRAN ein FE-Modell erstellt. Die berechneten Ersatzsteifigkeitsmatrizen werden anschließend
miteinander abgeglichen, um die Simulationsergebnisse mit den ermittelten Ergebnissen der

P r o j e k t „ O R e G „
6
Messdatenerfassung für die Federsteifigkeiten zu validieren. In einem nächsten Schritt soll ein MKS-Modell
des System-Ist-Zustandes mit anschließender Validierung anhand experimentell ermittelter Daten erstellt
werden, welches gleichzeitig als Basis für eine Erweiterung mit diversen Horizontalführungen dient.
Nebenbei werden aus dem Modell die geeigneten Dämpfungskoeffizienten ermittelt sowie die maximale
Auslenkung an den Fixierungspunkten der Horizontalführung bestimmt. Im Anschluss wird das MKS-Modell
des System-Ist-Zustandes um die Horizontalführung erweitert. Dabei sollen möglichst neben der
bestehenden Variante – eine Blattfeder – auch ausgesuchte Varianten der Ideenfindung zur Horizontal-
führung simuliert werden, um anschließend die Ergebnisse miteinander zu vergleichen und zu bewerten.
Ein weitere Bestandteil dieses Arbeitspaketes ist eine FEM-Simulation der Horizontalführung einschließlich
der gewählten Varianten zur Bestimmung der Federsteifigkeiten sowie der Festigkeiten.
AP 1.5. – Optimierungsverfahren
In diesem Arbeitspaket geht es vorrangig um die Optimierungsmöglichkeiten in dem FEM-Tool ANSYS sowie
eine Abgrenzung des Begriffes Optimierung in Mathematik und Technik. Zunächst sollen die verschiedenen
Optimierungsverfahren in ANSYS herausgefunden werden. Dazu sind Kenntnisse im Umgang mit dem Tool
voraussetzend. Neben einer Einführungsveranstaltung zur Arbeit mit dem FEM-Tool, erhalten die
beteiligten Mathematiker genügend Gelegenheit, sich eigenständig und intensiv in die Funktionalitäten der
Software einzuarbeiten. Speziell die Arbeitsweise und die Optimierungsmöglichkeiten des ANSYS-
DesignXplorer sollen dabei erforscht, verstanden, beschrieben und erklärt werden. Hinzu kommt eine
Beschreibung der Verfahren zur Topologieoptimierung, welche ebenfalls in ANSYS integriert ist. Als ein
sinnvolles Nebenprodukt des gesamten Projektes aber auch aus der Arbeit mit dem FEM-Tool wird eine
Gegenüberstellung der unterschiedlichen Herangehensweisen an die Optimierung von Ingenieuren und
Mathematikern erfolgen. Was bedeutet mathematische Optimierung in der Technik? Ist Optimierung nur
Verbesserung?
AP 1.6. – Dokumentation und Präsentation
Zum Ende des Projektes folgt gewöhnlich eine Dokumentation der Aufgaben und Ergebnisse der einzelnen
Arbeitspakete. Jede(r) Gruppe bzw. Teilnehmer des Projektes hat eine eigenständige Berichterstattung
über die geleisteten Aufgaben, deren Umsetzung und Resultate vorzunehmen. Die Projektleitung wird
diese Teildokumentationen in eine Gesamt-Projektdokumentation zusammenführen und den
Auftraggebern zur Verfügung stellen. Die Ergebnisse des Projektes werden in einer abschließenden
Präsentation vorgestellt.

P r o j e k t „ O R e G „
7
(A) AP-Nr. 1.1. „Ist-Analyse“ des Systems
Autor: Igor Friesen AP-Nr. 1.1.
1 Ermittlung von Federkonstanten der Schraubendruckfedern
1.1 Aufgabenstellung
Auftrag der Simulationsgruppe: Ermittlung der Federkonstanten der zum System gehörender
Schraubendruckfedern.
1.2 Grundlagen1
Die Federkonstante (auch Federrate) ist ein Maß für die Druck- oder Zugkraft einer Feder. Nach dem Gesetz
des englischen Physikers Robert Hook (Hookesches Gesetz) ist die rücktreibende Kraft F einer Feder
proportional zur ihrer Auslenkung/Stauchung s, es gilt also die Beziehung
𝐹 = 𝑐 ∙ 𝑠 ⇒ 𝑐 = 𝐹/𝑠 (1)
Die Einheit der Federkonstante ist N/m.
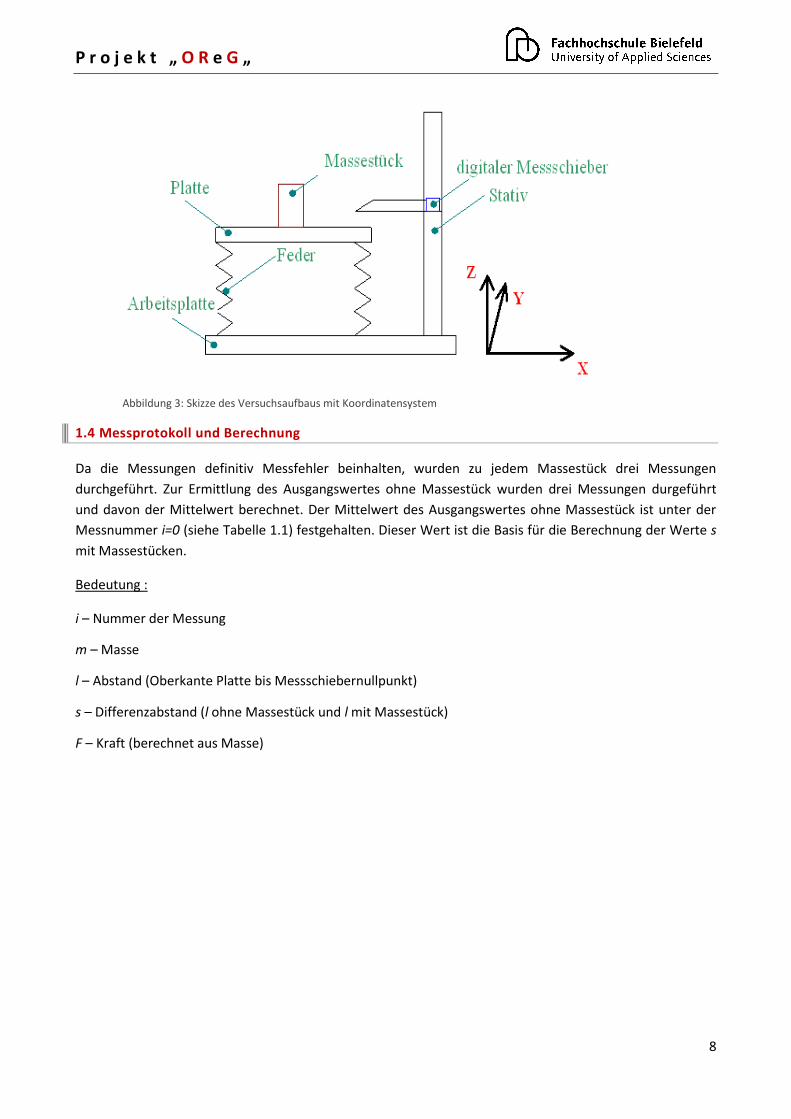
1.3 Versuchsaufbau
Für den Versuch wird ein stabiler Untergrund benötigt (in Abbildung 3, Arbeitsplatte). Zusätzlich eine
Platte, welche auf die vier Federn gelegt wird. Mit einem digitalen Messschieber wird die Ausgangslage
(ohne Massestück, Tabelle 1.1, Zeile i=0) ermittelt. Dazu wird der Abstand zwischen der Oberkante der
Platte (auf Federn) und dem Nullpunkt des digitalen Messschiebers bestimmt. Dieser Abstand wird im
Folgenden mit l bezeichnet. Nachdem die Ausgangslage ermittelt wurde, werden die Federn mit
verschiedenen Massestücken belastet, welche in der Mitte der Platte platziert werden. Der Abstand l wird
gemessen und festgehalten. Es stehen folgende Massestücke zur Verfügung: 1000g, 2000g, 6008g, 9918g
und 15920g. Aus den Differenzen von Ausgangslage und den Messwerten mit den dazugehörigen
Massestücken kann annähernd die Federkonstante berechnet werden. Einzelheiten zur Berechnung im
Abschnitt 1.4.
1 http://www.cosmiq.de/qa/show/682960/was-ist-eine-federkonstante [09.03.2010]
P r o j e k t „ O R e G „
8
Abbildung 3: Skizze des Versuchsaufbaus mit Koordinatensystem
1.4 Messprotokoll und Berechnung
Da die Messungen definitiv Messfehler beinhalten, wurden zu jedem Massestück drei Messungen
durchgeführt. Zur Ermittlung des Ausgangswertes ohne Massestück wurden drei Messungen durgeführt
und davon der Mittelwert berechnet. Der Mittelwert des Ausgangswertes ohne Massestück ist unter der
Messnummer i=0 (siehe Tabelle 1.1) festgehalten. Dieser Wert ist die Basis für die Berechnung der Werte s
mit Massestücken.
Bedeutung :
i – Nummer der Messung
m – Masse
l – Abstand (Oberkante Platte bis Messschiebernullpunkt)
s – Differenzabstand (l ohne Massestück und l mit Massestück)
F – Kraft (berechnet aus Masse)

P r o j e k t „ O R e G „
9
i m/g l/mm s/mm F/N
0 0 164,20 0,00 0,00
1 1000 162,78 1,42 9,81
2 1000 162,80 1,40 9,81
3 1000 162,83 1,37 9,81
4 2000 161,88 2,32 19,62
5 2000 161,94 2,26 19,62
6 2000 161,92 2,28 19,62
7 6002 156,98 7,22 58,88
8 6002 157,01 7,19 58,88
9 6002 156,94 7,26 58,88
10 9918 152,85 11,35 97,30
11 9918 153,11 11,09 97,30
12 9918 152,94 11,26 97,30
13 15920 147,47 16,73 156,18
14 15920 147,38 16,82 156,18
15 15920 147,39 16,81 156,18 Tabelle 1.1: Messwerte in Abhängigkeit von Massestücken
Mit Hilfe der Messwerte s/mm und F/N aus der Tabelle kann nun eine Regressionsgerade der Form
𝑦 = 𝑎𝑥 + 𝑏 (2)
ermittelt werden. Die Steigung a beschreibt dann annähernd die Federkonstante des gesamten Systems
mit vier Federn.
1.5 Ermittlung der Regressionsgeraden
Die Methode der kleinsten Fehlerquadrate ist das mathematische Standardverfahren zur
Ausgleichsrechnung. Es ist eine Menge von Datenpunkten, welche auch als Punktewolke bezeichnet wird,
gegeben, die physikalische Messwerte, wirtschaftliche Größen oder Ähnliches repräsentieren kann. In diese
Punktewolke soll eine möglichst genau passende, parameterabhängige Modellkurve gelegt werden. Dazu
werden die Parameter dieser Kurve numerisch ermittelt, indem das Gütemaß Z der Approximation
minimiert wird. Z entspricht der Summe der quadratischen Abweichungen der Kurve von den beobachteten
Punkten.
𝑍 = (𝑦𝑖𝑛𝑖=1 − 𝑝(𝑥𝑖))² → 𝑚𝑖𝑛 (3)
Hierbei ist p(xi) der theoretische und yi der gemessene Wert zum Argument xi. Für eine Approximation von
Messpunkten können verschiedenste Funktionen als Basisfunktionen verwendet werden. In unserem Fall
wird der Funktionstyp einer Geraden als Basisfunktion verwendet. Aus der Basisfunktion mit
𝑝 𝑥𝑖 = 𝑎 ∙ 𝑥𝑖 + 𝑏 (4)
ergibt sich aus der allgemeinen Zielfunktion (3) folgende spezielle Ausprägung mit den Parametern a und b

P r o j e k t „ O R e G „
10
𝑍 𝑎, 𝑏 = (𝑦𝑖𝑛𝑖=1 − (𝑎 ∙ 𝑥𝑖 + 𝑏 ))² → 𝑚𝑖𝑛 (5)
Diese soll minimal werden, d.h. die partiellen Ableitungen nach den Parametern a und b müssen Null
werden.
0 =𝜕𝑍
𝜕𝑎= −2 (𝑦𝑖
𝑛𝑖=1 − (𝑎𝑥𝑖 + 𝑏 ))𝑥𝑖 (6)
0 =𝜕𝑍
𝜕𝑏= −2 (𝑦𝑖
𝑛𝑖=1 − (𝑎𝑥𝑖 + 𝑏 )) (7)
Es ergeben sich zwei Bestimmungsgleichungen für die beiden Unbekannten a und b. Nach einigen
Umformungen erhält man
𝑎 𝑥𝑖² + 𝑏 𝑥𝑖 = 𝑦𝑖𝑥𝑖𝑛𝑖=1
𝑛𝑖=1
𝑛𝑖=1 (8)
𝑎 𝑥𝑖 + 𝑏 1 = 𝑦𝑖𝑛𝑖=1
𝑛𝑖=1
𝑛𝑖=1 (9)
also ein lineares Gleichungssystem für die beiden Unbekannten, das in Matrix-Vektor-Form
folgendermaßen aussieht:
𝑥𝑖²
𝑛
𝑖=1
𝑥𝑖
𝑛
𝑖=1
𝑥𝑖
𝑛
𝑖=1
𝑛
𝑎𝑏 =
𝑦𝑖𝑥𝑖
𝑛
𝑖=1
𝑦𝑖
𝑛
𝑖=1
Nach weiteren Umrechnungen ergibt sich:
𝑎 =𝑛 𝑦𝑖𝑥𝑖
𝑛𝑖=1 − 𝑥𝑖
𝑛𝑖=1 𝑦𝑖
𝑛𝑖=1
𝑛 𝑥𝑖²𝑛𝑖=1 −( 𝑥𝑖)²𝑛
𝑖=1 (10)
𝑏 = 𝑥𝑖²𝑛𝑖=1 𝑦𝑖
𝑛𝑖=1 − 𝑦𝑖𝑥𝑖 𝑥𝑖
𝑛𝑖=1
𝑛𝑖=1
𝑛 𝑥𝑖²𝑛𝑖=1 −( 𝑥𝑖)²𝑛
𝑖=1 (11)
Nach Einsetzen xi der und yi, also die Werte in den Spalten s/mm und F/ aus der Tabelle 1.1, erhält man
die gesuchten Parameter a und b, mit
𝑎 = 9,299
𝑏 = −3,787
Nach Einsetzen der Parameter in die Gleichung (2) folgt
𝑦 = 9,299𝑥 − 3,787 (12)
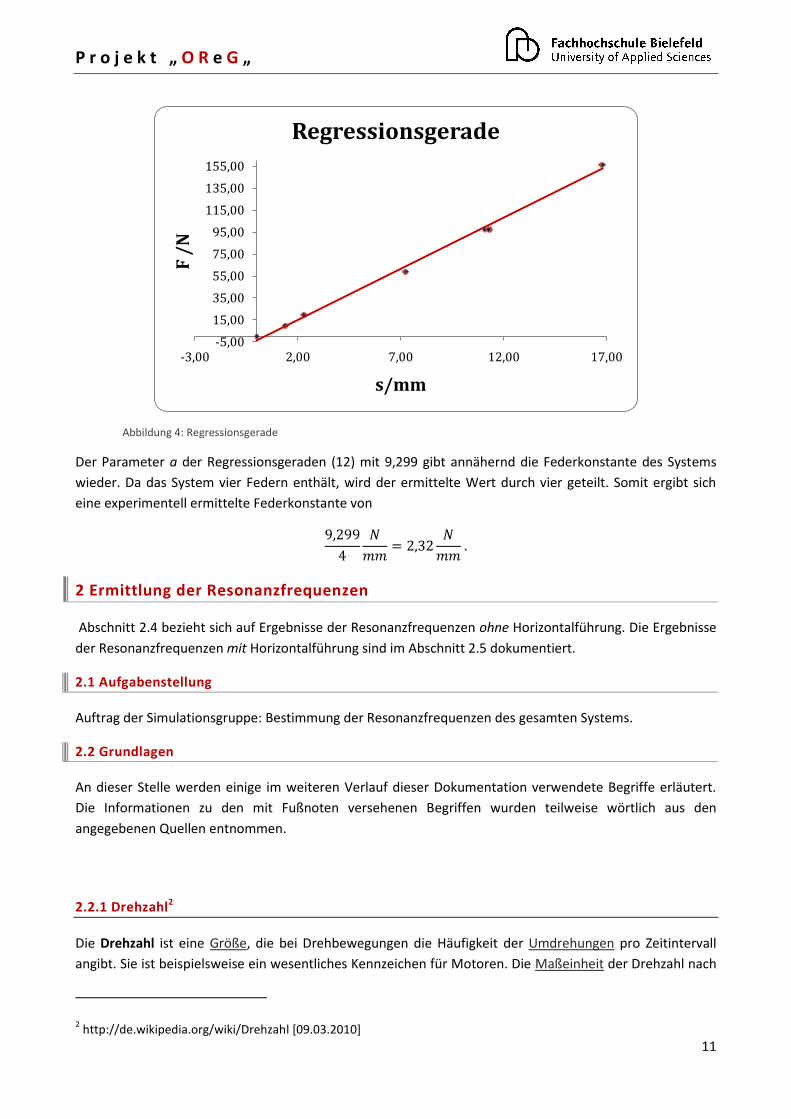
Die Abbildung 4 illustriert wie sich die ermittelte Geradengleichung bezüglich der ermittelten Messwerte verhält.
P r o j e k t „ O R e G „
11
Abbildung 4: Regressionsgerade
Der Parameter a der Regressionsgeraden (12) mit 9,299 gibt annähernd die Federkonstante des Systems
wieder. Da das System vier Federn enthält, wird der ermittelte Wert durch vier geteilt. Somit ergibt sich
eine experimentell ermittelte Federkonstante von
9,299
4
𝑁
𝑚𝑚= 2,32
𝑁
𝑚𝑚 .
2 Ermittlung der Resonanzfrequenzen
Abschnitt 2.4 bezieht sich auf Ergebnisse der Resonanzfrequenzen ohne Horizontalführung. Die Ergebnisse
der Resonanzfrequenzen mit Horizontalführung sind im Abschnitt 2.5 dokumentiert.
2.1 Aufgabenstellung
Auftrag der Simulationsgruppe: Bestimmung der Resonanzfrequenzen des gesamten Systems.
2.2 Grundlagen
An dieser Stelle werden einige im weiteren Verlauf dieser Dokumentation verwendete Begriffe erläutert.
Die Informationen zu den mit Fußnoten versehenen Begriffen wurden teilweise wörtlich aus den
angegebenen Quellen entnommen.
2.2.1 Drehzahl2
Die Drehzahl ist eine Größe, die bei Drehbewegungen die Häufigkeit der Umdrehungen pro Zeitintervall
angibt. Sie ist beispielsweise ein wesentliches Kennzeichen für Motoren. Die Maßeinheit der Drehzahl nach
2 http://de.wikipedia.org/wiki/Drehzahl [09.03.2010]
-5,00
15,00
35,00
55,00
75,00
95,00
115,00
135,00
155,00
-3,00 2,00 7,00 12,00 17,00
F /
N
s/mm
Regressionsgerade

P r o j e k t „ O R e G „
12
dem SI-Einheitensystem ist 1/s (pro Sekunde). Im Maschinenbau und verwandten Fachgebieten wird häufig
die Angabe in 1/min (pro Minute) verwendet, diese Angabe wird ebenfalls in den folgenden Abschnitten
dieses Kapitels verwendet.
2.2.2 Frequenz3
Die Frequenz gibt die Anzahl der Schwingungen pro Sekunde an. Die Frequenz hat den Formelbuchstaben f
und die Einheit ist Hz (Hertz).
2.2.3 Resonanzfrequenz4
Als Resonanzfrequenz wird die Frequenz eines schwingungsfähigen Systems bezeichnet, bei welcher durch
Energiezufuhr die Eigenfrequenzen angeregt werden.
2.2.4 Beschleunigungssensor5
Ein Beschleunigungssensor ist ein Sensor (Fühler), der die Beschleunigung misst, indem die auf eine
Testmasse wirkende Trägheitskraft bestimmt wird. Somit kann z. B. bestimmt werden, ob eine
Geschwindigkeitszunahme oder -abnahme stattfindet. Der von uns verwendete Beschleunigungssensor ist
ein piezoelektrischer Beschleunigungssensor. Diese Art von Sensor wird zur Messung von dynamischen
Ereignissen verwendet, z.B. Schwingungen. Ein piezokeramisches Sensorplättchen wandelt dynamische
Druckschwankungen in elektrische Signale um, die entsprechend weiterverarbeitet werden können (siehe
Abbildung 5). Die Druckschwankung wird durch eine an der Piezokeramik befestigte „seismische“ Masse
erzeugt und wirkt bei einer Beschleunigung des Gesamtsystems auf die Piezokeramik. Dieses System wird
z. B. bei Radauswuchtungsmaschinen verwendet, wo jede Unwucht des Rades ein entsprechendes Signal in
der Piezokeramik erzeugt. Es erkennt innerhalb von Sekunden die Unwucht am Reifen. Konstante
Beschleunigungen (z. B. Erdbeschleunigung) können mit piezoelektrischen Beschleunigungssensoren nicht
erfasst werden.
Der für die Ermittlung der Resonanzfrequenzen verwendete Beschleunigungssensor ist von der Firma
Kistler, Typ 634B5, SN C58810, Empfindlichkeit 1011mV/g.
3 http://www.elektrotechnik-fachwissen.de/wechselstrom/periodendauer-frequenz.php [09.03.2010]
4 http://de.wikipedia.org/wiki/Resonanzfrequenz [09.03.2010]
5 http://de.wikipedia.org/wiki/Beschleunigungssensor#Piezoelektrische_Beschleunigungssensoren [09.03.2010]

P r o j e k t „ O R e G „
13
Abbildung 5: Piezoelektrischer Effekt
2.2.5 Oszilloskop 6
Ein Oszilloskop ist ein elektronisches Messgerät zur optischen Darstellung einer oder mehrerer
Spannungen und deren zeitlichen Verlauf in einem zweidimensionalen Koordinatensystem. Das Oszilloskop
stellt einen Verlaufsgraphen auf einem Bildschirm dar, wobei üblicherweise die (horizontale) X-Achse
(Abszisse) die Zeitachse ist und die anzuzeigenden Spannungen auf der (vertikalen) Y-Achse (Ordinate)
abgebildet werden. Das so entstehende Bild wird als Oszillogramm bezeichnet. Es gibt analoge und digitale
Oszilloskope, der von uns verwendete ist analog (Abbildung 6).
2.2.6 Schwingform
Als Schwingform wird an dieser Stelle die Art der Bewegung des Gesamtsystems, bezüglich des
eingeführten Koordinatensystems (Abbildung 7), definiert. Die Schwingform “auf Z-Achse“ bedeutet hoch
und runter, die anderen Bezeichnungen analog.
Abbildung 6: Beispiel - Analoges Oszilloskop
6 http://de.wikipedia.org/wiki/Oszilloskop [09.03.2010]
P r o j e k t „ O R e G „
14
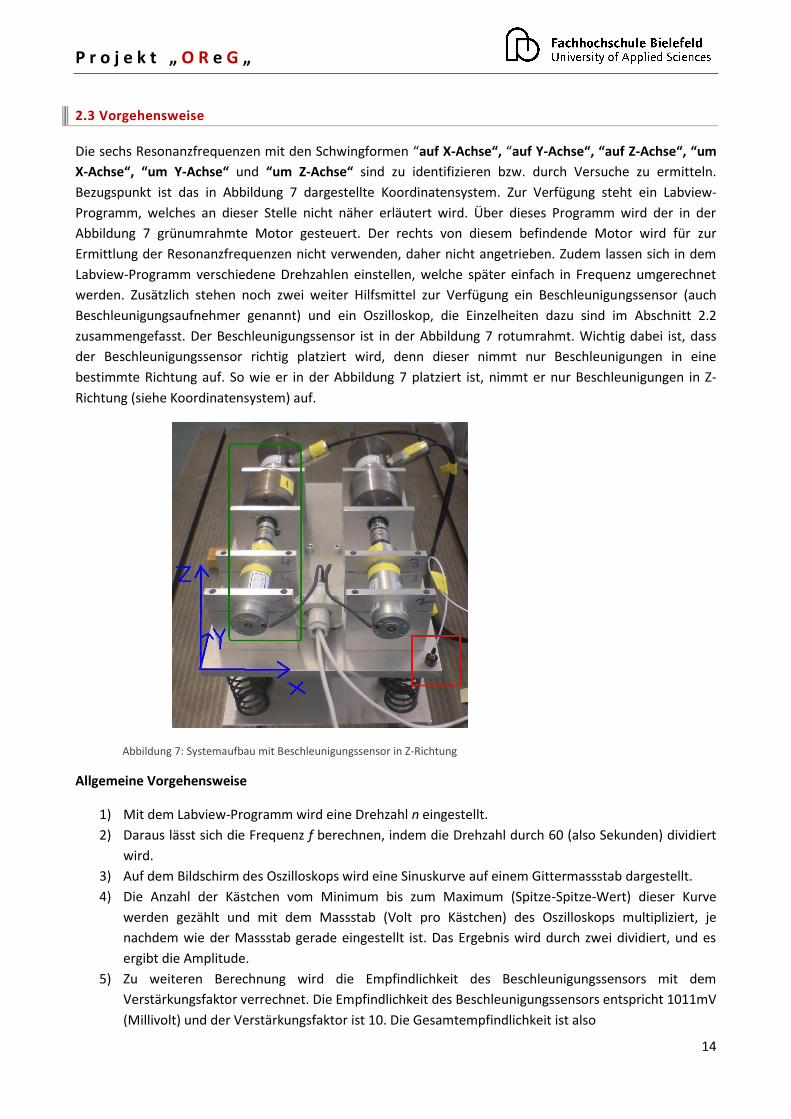
2.3 Vorgehensweise
Die sechs Resonanzfrequenzen mit den Schwingformen “auf X-Achse“, “auf Y-Achse“, “auf Z-Achse“, “um
X-Achse“, “um Y-Achse“ und “um Z-Achse“ sind zu identifizieren bzw. durch Versuche zu ermitteln.
Bezugspunkt ist das in Abbildung 7 dargestellte Koordinatensystem. Zur Verfügung steht ein Labview-
Programm, welches an dieser Stelle nicht näher erläutert wird. Über dieses Programm wird der in der
Abbildung 7 grünumrahmte Motor gesteuert. Der rechts von diesem befindende Motor wird für zur
Ermittlung der Resonanzfrequenzen nicht verwenden, daher nicht angetrieben. Zudem lassen sich in dem
Labview-Programm verschiedene Drehzahlen einstellen, welche später einfach in Frequenz umgerechnet
werden. Zusätzlich stehen noch zwei weiter Hilfsmittel zur Verfügung ein Beschleunigungssensor (auch
Beschleunigungsaufnehmer genannt) und ein Oszilloskop, die Einzelheiten dazu sind im Abschnitt 2.2
zusammengefasst. Der Beschleunigungssensor ist in der Abbildung 7 rotumrahmt. Wichtig dabei ist, dass
der Beschleunigungssensor richtig platziert wird, denn dieser nimmt nur Beschleunigungen in eine
bestimmte Richtung auf. So wie er in der Abbildung 7 platziert ist, nimmt er nur Beschleunigungen in Z-
Richtung (siehe Koordinatensystem) auf.
Abbildung 7: Systemaufbau mit Beschleunigungssensor in Z-Richtung
Allgemeine Vorgehensweise
1) Mit dem Labview-Programm wird eine Drehzahl n eingestellt.
2) Daraus lässt sich die Frequenz f berechnen, indem die Drehzahl durch 60 (also Sekunden) dividiert
wird.
3) Auf dem Bildschirm des Oszilloskops wird eine Sinuskurve auf einem Gittermassstab dargestellt.
4) Die Anzahl der Kästchen vom Minimum bis zum Maximum (Spitze-Spitze-Wert) dieser Kurve
werden gezählt und mit dem Massstab (Volt pro Kästchen) des Oszilloskops multipliziert, je
nachdem wie der Massstab gerade eingestellt ist. Das Ergebnis wird durch zwei dividiert, und es
ergibt die Amplitude.
5) Zu weiteren Berechnung wird die Empfindlichkeit des Beschleunigungssensors mit dem
Verstärkungsfaktor verrechnet. Die Empfindlichkeit des Beschleunigungssensors entspricht 1011mV
(Millivolt) und der Verstärkungsfaktor ist 10. Die Gesamtempfindlichkeit ist also

P r o j e k t „ O R e G „
15
Gesamtempfindlichkeit =1,011 𝑉 ∙ 10
9,81 𝑚𝑠²
= 1,036𝑉𝑠²
𝑚 .
6) Zur Berechnung des Kalibrierungsfaktors wird 1 durch die Gesamtempfindlichkeit geteilt, somit
ergibt sich ein Kalibrierungsfaktor von
Kalibrierungsfaktor =1
Gesamtempfindlichkeit=
1
1,036𝑉𝑠2
𝑚
= 0,97m
Vs2 .
7) Durch Multiplikation des Kalibrierungsfaktors (Punkt 6) mit der Amplitude (Punkt 4) lässt sich die
Beschleunigungsamplitude 𝑎 ermitteln. Somit ergibt sich
0,97m
Vs2∙ Amplitude ∙ V = 𝑎 .
8) Zur Berechnung der Wegamplitude 𝑠 werden die Beschleunigungsamplitude 𝑎 und die
Winkelgeschwindigkeit 𝜔 (welche wiederum aus der Frequenz berechnet wird) verwendet
𝜔 = 2 ∙ 𝜋 ∙ 𝑓
𝑠 = 𝑎 ∙ 1000/ 𝜔²
Erläuterung zur obigen Berechnung: Der Faktor 1000 in der Berechnung dient allein der Umrechnung aus Metern in Millimeter.
Die allgemeine Sinuskurve lautet
𝑎 𝑡 = 𝑎 ∙ 𝑠𝑖𝑛 ωt . (1)
Die Beschleunigung ist bekanntlich die zweite Ableitung vom Weg, also wird die Gleichung (1) zweimal integriert und das Ergebnis ist
𝑠 𝑡 = −𝑎
𝜔2
𝑠𝑖𝑛 ωt = −s ∙ 𝑠𝑖𝑛 ωt . (2)
Wie in Gleichung (2) erkennbar, ist die Wegamplitude nichts anderes als
s =𝑎
ω2.
9) Die ermittelten Werte werden in eine Excel-Tabelle festgehalten.
10) Die Schwingform des Systems wird ebenfalls notiert. Diese ist jedoch nicht für alle untersuchten
Frequenzen eindeutig erkennbar und deshalb nur in der Nähe der Resonanzfrequenzen angegeben.
P r o j e k t „ O R e G „
16
Allgemein muss erwähnt werden, dass die ermittelten Werte einen Ungenauigkeitsfaktor beinhalten.
Zum Beispiel kann der Spitze-Spitze-Wert auf dem Oszilloskop nur mit subjektiver Einschätzung
ermittelt werden.
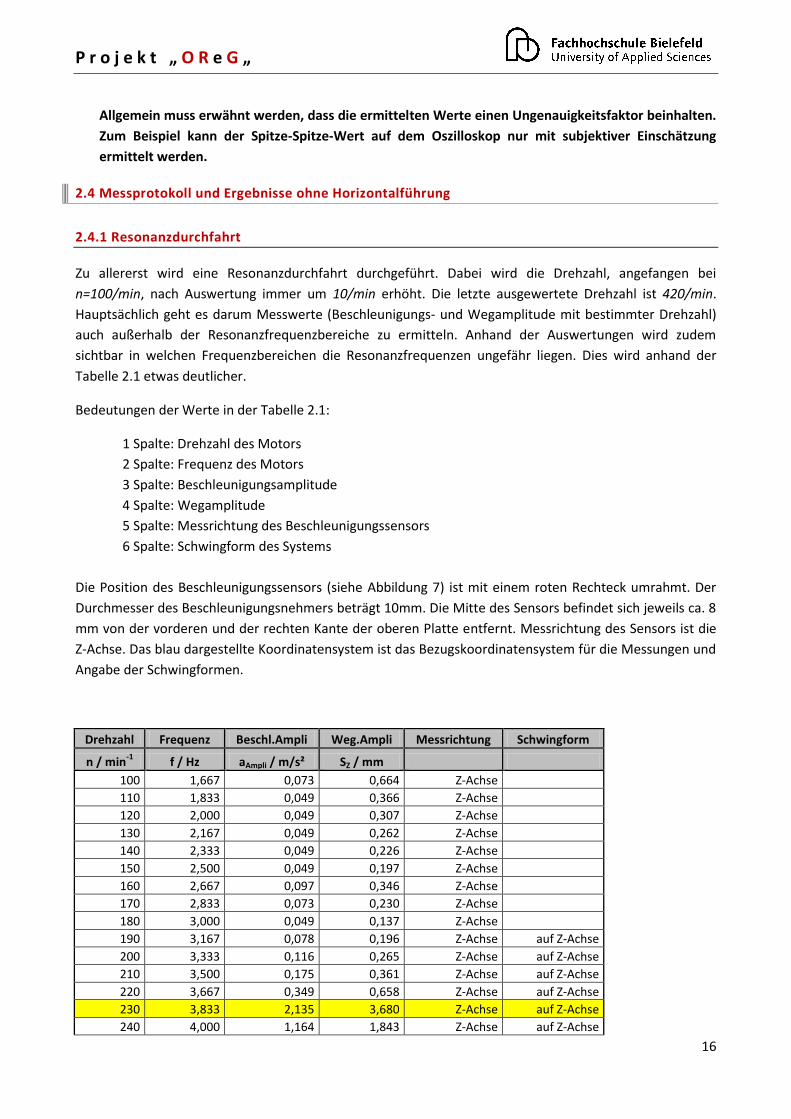
2.4 Messprotokoll und Ergebnisse ohne Horizontalführung
2.4.1 Resonanzdurchfahrt
Zu allererst wird eine Resonanzdurchfahrt durchgeführt. Dabei wird die Drehzahl, angefangen bei
n=100/min, nach Auswertung immer um 10/min erhöht. Die letzte ausgewertete Drehzahl ist 420/min.
Hauptsächlich geht es darum Messwerte (Beschleunigungs- und Wegamplitude mit bestimmter Drehzahl)
auch außerhalb der Resonanzfrequenzbereiche zu ermitteln. Anhand der Auswertungen wird zudem
sichtbar in welchen Frequenzbereichen die Resonanzfrequenzen ungefähr liegen. Dies wird anhand der
Tabelle 2.1 etwas deutlicher.
Bedeutungen der Werte in der Tabelle 2.1:
1 Spalte: Drehzahl des Motors
2 Spalte: Frequenz des Motors
3 Spalte: Beschleunigungsamplitude
4 Spalte: Wegamplitude
5 Spalte: Messrichtung des Beschleunigungssensors
6 Spalte: Schwingform des Systems
Die Position des Beschleunigungssensors (siehe Abbildung 7) ist mit einem roten Rechteck umrahmt. Der
Durchmesser des Beschleunigungsnehmers beträgt 10mm. Die Mitte des Sensors befindet sich jeweils ca. 8
mm von der vorderen und der rechten Kante der oberen Platte entfernt. Messrichtung des Sensors ist die
Z-Achse. Das blau dargestellte Koordinatensystem ist das Bezugskoordinatensystem für die Messungen und
Angabe der Schwingformen.
Drehzahl Frequenz Beschl.Ampli Weg.Ampli Messrichtung Schwingform
n / min-1
f / Hz aAmpli / m/s² SZ / mm
100 1,667 0,073 0,664 Z-Achse
110 1,833 0,049 0,366 Z-Achse
120 2,000 0,049 0,307 Z-Achse
130 2,167 0,049 0,262 Z-Achse
140 2,333 0,049 0,226 Z-Achse
150 2,500 0,049 0,197 Z-Achse
160 2,667 0,097 0,346 Z-Achse
170 2,833 0,073 0,230 Z-Achse
180 3,000 0,049 0,137 Z-Achse
190 3,167 0,078 0,196 Z-Achse auf Z-Achse
200 3,333 0,116 0,265 Z-Achse auf Z-Achse
210 3,500 0,175 0,361 Z-Achse auf Z-Achse
220 3,667 0,349 0,658 Z-Achse auf Z-Achse
230 3,833 2,135 3,680 Z-Achse auf Z-Achse
240 4,000 1,164 1,843 Z-Achse auf Z-Achse
P r o j e k t „ O R e G „
17
250 4,167 0,825 1,203 Z-Achse auf Z-Achse
260 4,333 0,728 0,982 Z-Achse
270 4,500 1,213 1,517 Z-Achse
280 4,667 1,455 1,693 Z-Achse
290 4,833 1,601 1,736 Z-Achse um Y-Achse
300 5,000 2,135 2,163 Z-Achse um Y-Achse
310 5,167 3,493 3,315 Z-Achse um Y-Achse
320 5,333 9,218 8,209 Z-Achse um Y-Achse
330 5,500 4,852 4,063 Z-Achse um Y-Achse
340 5,667 2,426 1,914 Z-Achse um Y-Achse
350 5,833 1,553 1,156 Z-Achse um Y-Achse
360 6,000 1,213 0,853 Z-Achse
370 6,167 1,164 0,776 Z-Achse
380 6,333 0,582 0,368 Z-Achse
390 6,500 0,631 0,378 Z-Achse um X-Achse
400 6,667 3,687 2,101 Z-Achse um X-Achse
410 6,833 1,553 0,842 Z-Achse um X-Achse
420 7,000 1,213 0,627 Z-Achse Tabelle 2.1: Resonanzdurchfahrt von 100/min bis 420/min
Die Frequenzen in den gelb markierten Zeilen stellen annähernd die Resonanzfrequenzen dar. Daraus wird
deutlich in welchen Bereichen sich ungefähr die Resonanzfrequenzen befinden.
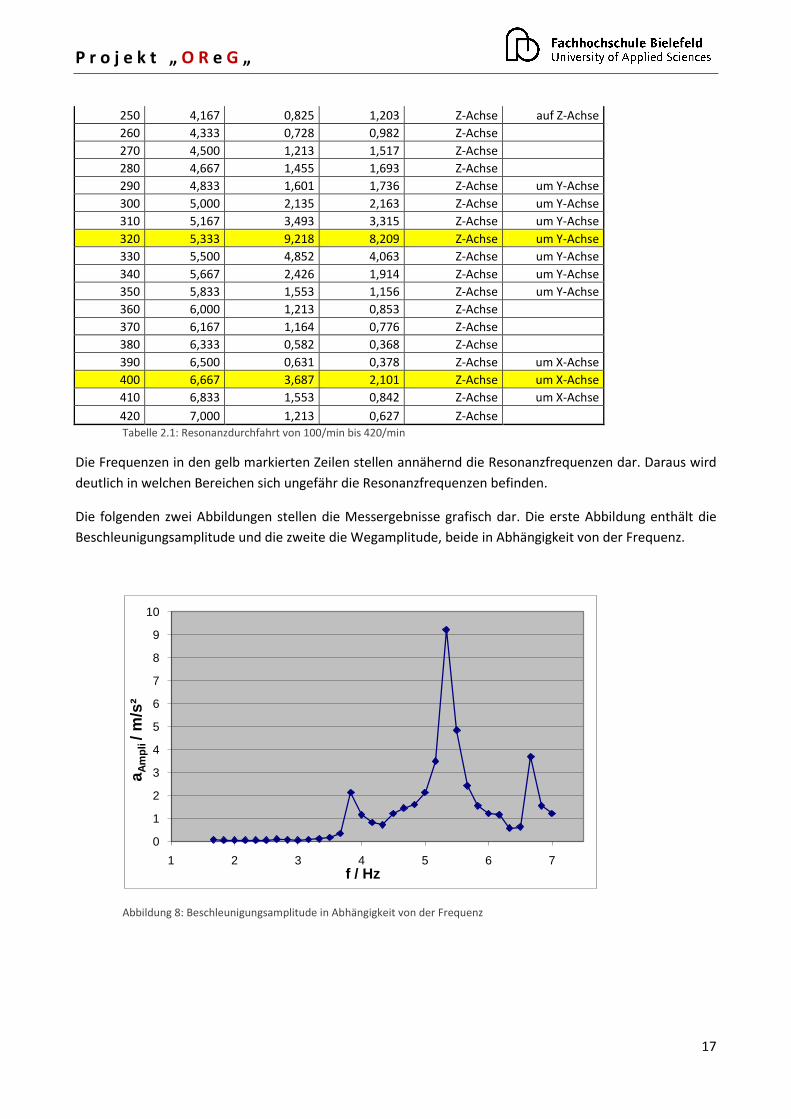
Die folgenden zwei Abbildungen stellen die Messergebnisse grafisch dar. Die erste Abbildung enthält die
Beschleunigungsamplitude und die zweite die Wegamplitude, beide in Abhängigkeit von der Frequenz.
Abbildung 8: Beschleunigungsamplitude in Abhängigkeit von der Frequenz
0
1
2
3
4
5
6
7
8
9
10
1 2 3 4 5 6 7
aA
mp
li /
m/s
²
f / Hz

P r o j e k t „ O R e G „
18
Abbildung 9: Wegamplitude in Abhängigkeit von der Frequenz
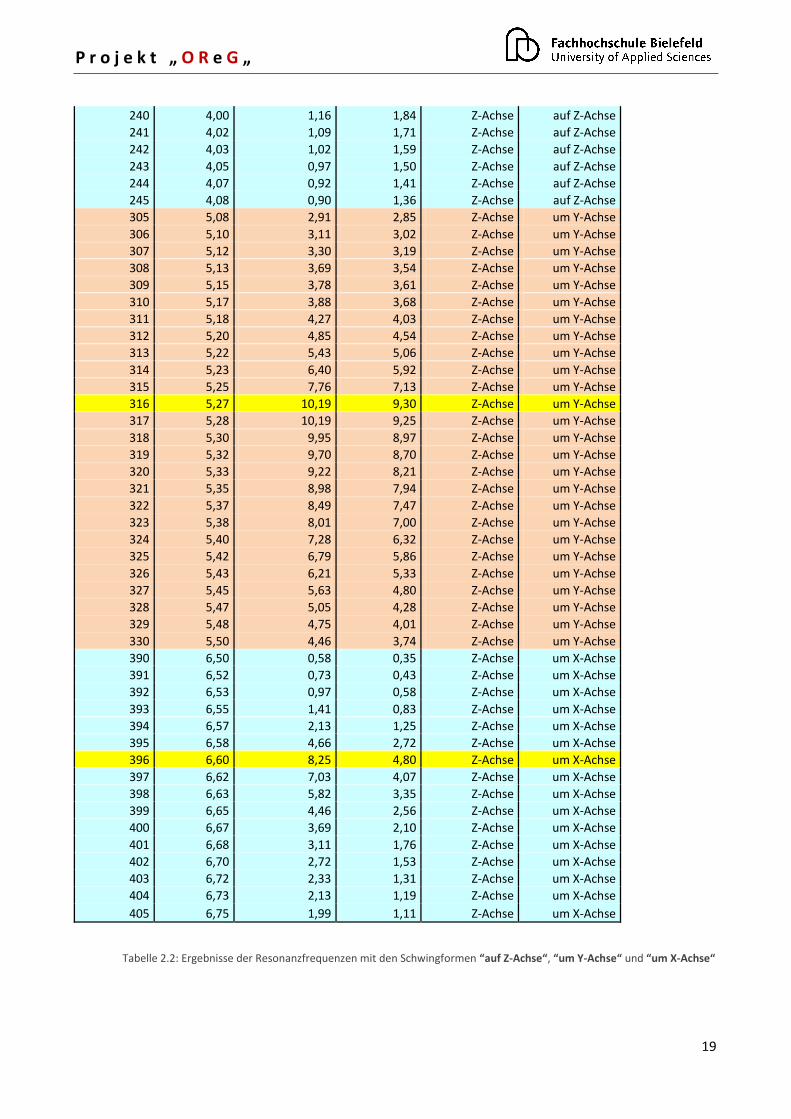
2.4.2 Resonanzfrequenzen mit den Schwingformen “auf Z-Achse“, “um Y-Achse“ und “um X-Achse“
Nachdem bekannt ist in welchen Resonanzfrequenzbereichen sich die Resonanzfrequenzen mit den
Schwingformen “auf Z-Achse“, “um Y-Achse“ und “um X-Achse“ ungefähr befindet, werden die
Umgebungen dieser etwas genaue unter die Lupe genommen. Das heißt, dass die Bereiche mit der
Drehzahlschrittweite von n=1/min untersucht werden. Die Tabelle 2.2 beinhaltet die Ergebnisse dieser
Untersuchung.
Drehzahl Frequenz Beschl.Ampli Weg.Ampli Messrichtung Schwingform
n / min-1
f / Hz aAmpli / m/s² SZ / mm
200 3,33 0,12 0,27 Z-Achse auf Z-Achse
210 3,50 0,17 0,36 Z-Achse auf Z-Achse
220 3,67 0,35 0,66 Z-Achse auf Z-Achse
221 3,68 0,39 0,72 Z-Achse auf Z-Achse
222 3,70 0,47 0,86 Z-Achse auf Z-Achse
223 3,72 0,52 0,96 Z-Achse auf Z-Achse
224 3,73 0,58 1,06 Z-Achse auf Z-Achse
225 3,75 0,68 1,22 Z-Achse auf Z-Achse
226 3,77 0,82 1,47 Z-Achse auf Z-Achse
227 3,78 1,02 1,80 Z-Achse auf Z-Achse
228 3,80 1,26 2,21 Z-Achse auf Z-Achse
229 3,82 1,70 2,95 Z-Achse auf Z-Achse
230 3,83 2,13 3,68 Z-Achse auf Z-Achse
231 3,85 2,52 4,31 Z-Achse auf Z-Achse
232 3,87 2,52 4,27 Z-Achse auf Z-Achse
233 3,88 2,33 3,91 Z-Achse auf Z-Achse
234 3,90 2,04 3,39 Z-Achse auf Z-Achse
235 3,92 1,84 3,04 Z-Achse auf Z-Achse
236 3,93 1,55 2,54 Z-Achse auf Z-Achse
237 3,95 1,46 2,36 Z-Achse auf Z-Achse
238 3,97 1,36 2,19 Z-Achse auf Z-Achse
239 3,98 1,26 2,01 Z-Achse auf Z-Achse
0
1
2
3
4
5
6
7
8
9
1 2 3 4 5 6 7 8
sZ
/ m
m
f / Hz
P r o j e k t „ O R e G „
19
240 4,00 1,16 1,84 Z-Achse auf Z-Achse
241 4,02 1,09 1,71 Z-Achse auf Z-Achse
242 4,03 1,02 1,59 Z-Achse auf Z-Achse
243 4,05 0,97 1,50 Z-Achse auf Z-Achse
244 4,07 0,92 1,41 Z-Achse auf Z-Achse
245 4,08 0,90 1,36 Z-Achse auf Z-Achse
305 5,08 2,91 2,85 Z-Achse um Y-Achse
306 5,10 3,11 3,02 Z-Achse um Y-Achse
307 5,12 3,30 3,19 Z-Achse um Y-Achse
308 5,13 3,69 3,54 Z-Achse um Y-Achse
309 5,15 3,78 3,61 Z-Achse um Y-Achse
310 5,17 3,88 3,68 Z-Achse um Y-Achse
311 5,18 4,27 4,03 Z-Achse um Y-Achse
312 5,20 4,85 4,54 Z-Achse um Y-Achse
313 5,22 5,43 5,06 Z-Achse um Y-Achse
314 5,23 6,40 5,92 Z-Achse um Y-Achse
315 5,25 7,76 7,13 Z-Achse um Y-Achse
316 5,27 10,19 9,30 Z-Achse um Y-Achse
317 5,28 10,19 9,25 Z-Achse um Y-Achse
318 5,30 9,95 8,97 Z-Achse um Y-Achse
319 5,32 9,70 8,70 Z-Achse um Y-Achse
320 5,33 9,22 8,21 Z-Achse um Y-Achse
321 5,35 8,98 7,94 Z-Achse um Y-Achse
322 5,37 8,49 7,47 Z-Achse um Y-Achse
323 5,38 8,01 7,00 Z-Achse um Y-Achse
324 5,40 7,28 6,32 Z-Achse um Y-Achse
325 5,42 6,79 5,86 Z-Achse um Y-Achse
326 5,43 6,21 5,33 Z-Achse um Y-Achse
327 5,45 5,63 4,80 Z-Achse um Y-Achse
328 5,47 5,05 4,28 Z-Achse um Y-Achse
329 5,48 4,75 4,01 Z-Achse um Y-Achse
330 5,50 4,46 3,74 Z-Achse um Y-Achse
390 6,50 0,58 0,35 Z-Achse um X-Achse
391 6,52 0,73 0,43 Z-Achse um X-Achse
392 6,53 0,97 0,58 Z-Achse um X-Achse
393 6,55 1,41 0,83 Z-Achse um X-Achse
394 6,57 2,13 1,25 Z-Achse um X-Achse
395 6,58 4,66 2,72 Z-Achse um X-Achse
396 6,60 8,25 4,80 Z-Achse um X-Achse
397 6,62 7,03 4,07 Z-Achse um X-Achse
398 6,63 5,82 3,35 Z-Achse um X-Achse
399 6,65 4,46 2,56 Z-Achse um X-Achse
400 6,67 3,69 2,10 Z-Achse um X-Achse
401 6,68 3,11 1,76 Z-Achse um X-Achse
402 6,70 2,72 1,53 Z-Achse um X-Achse
403 6,72 2,33 1,31 Z-Achse um X-Achse
404 6,73 2,13 1,19 Z-Achse um X-Achse
405 6,75 1,99 1,11 Z-Achse um X-Achse
Tabelle 2.2: Ergebnisse der Resonanzfrequenzen mit den Schwingformen “auf Z-Achse“, “um Y-Achse“ und “um X-Achse“

P r o j e k t „ O R e G „
20
Die gelb markierten Zeilen enthalten die Resonanzfrequenzen und die dazugehörigen Schwingformen. Eine
andere farbliche Unterteilung in der obigen Tabelle dient allein der Abgrenzung der einzelnen
Schwingformen.
Anmerkung: Bei der Resonanzfrequenz mit der Schwingform “auf Z-Achse“ bewegt sich der Unterbau (auf
dem der Versuchsaufbau steht) mit einer ähnlichen Schwingform. Die Größe der Bewegung ist
verhältnismäßig gering. Genauere Angaben liegen nicht vor.
Die folgenden zwei Abbildungen stellen die Messergebnisse grafisch dar. Die erste Abbildung enthält die
Beschleunigungsamplitude und die zweite die Wegamplitude, beide in Abhängigkeit von der Frequenz.
Abbildung 10: Beschleunigungsamplitude in Abhängigkeit von der Frequenz
Abbildung 11: Wegamplitude in Abhängigkeit von der Frequenz
0
2
4
6
8
10
12
3 3,5 4 4,5 5 5,5 6 6,5 7
aA
mp
li /
m/s
²
0
1
2
3
4
5
6
7
8
9
10
3 3,5 4 4,5 5 5,5 6 6,5 7
sZ
/ m
m

P r o j e k t „ O R e G „
21
2.4.3 Resonanzfrequenz mit der Schwingform “auf Y-Achse“
Abbildung 12: Systemaufbau mit Beschleunigungssensor in Y-Richtung
Die Position des Beschleunigungssensors ist mit einem roten Rechteck umrahmt. Der Durchmesser des
Beschleunigungssensors beträgt 10mm. Die Mitte des Sensors befindet sich ca. 9 mm von der rechten
Kante der oberen Platte entfernt. Messrichtung des Sensors ist die Y-Achse.
Bei der Ermittlung der Resonanzfrequenz mit der Schwingform “auf Y-Achse‘‘ wird etwas anders
vorgegangen als im Abschnitt 2.4.2. Um eine Resonanzdurchfahrt eines großen Bereichs zu vermeiden, wird
der Bereich in dem sich die Resonanzfrequenz ungefähr befindet auf folgende Weise ermittelt:
1) Das System wird per Hand in Y-Richtung ins Schwingen versetzt.
2) Auf dem Oszilloskop werden die Anzahl der Perioden (Schwingungen) und die Anzahl der dafür
benötigter Kästchen (Massstabkästchen) gezählt. Daraus lässt sich die Periodendauer in Kästchen
berechnen.
Ergebnis: 6 Perioden und 8,6 Kästchen
8,6
6
𝐾
𝑇
3) Das Oszilloskop ist zu diesem Zeitpunkt eingestellt auf
0,5𝑠
𝐾
4) Aus Punkt 2) und 3) ergibt sich die Periodendauer
8,6
6
𝐾
𝑇∙ 0,5
𝑠
𝐾⇒
4,3
6
𝑠
𝑇⇒ 𝑇 =
4,3
6𝑠
5) Aus der Periodendauer T lässt sich die Frequenz berechnet
P r o j e k t „ O R e G „
22
𝑓 =1
𝑇=
6
4,3𝑠
6) Zur Bedienung des Labview-Programms wird die Drehzahl benötigt, deshalb wird die in Punkt 5)
berechnete Frequenz in Drehzahl umgerechnet
⇒ 𝑛 = 𝑓 ∙ 60 =360
4,3𝑚𝑖𝑛= 83,72/𝑚𝑖𝑛
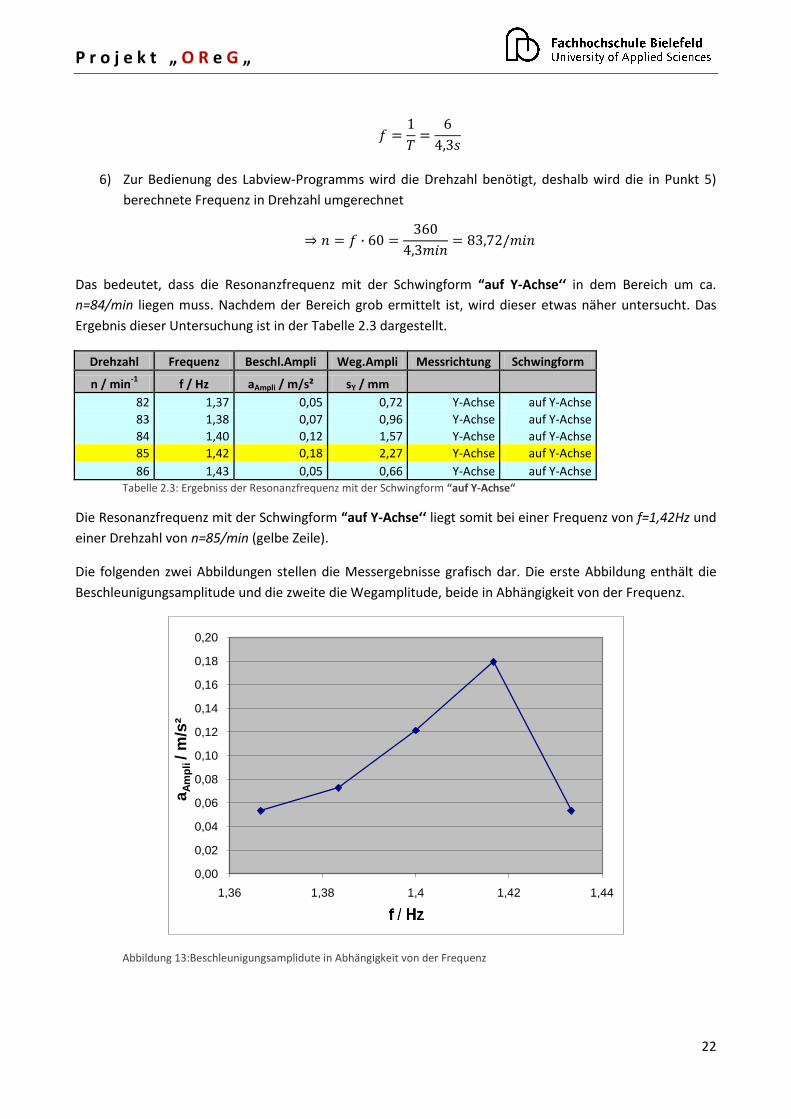
Das bedeutet, dass die Resonanzfrequenz mit der Schwingform “auf Y-Achse‘‘ in dem Bereich um ca.
n=84/min liegen muss. Nachdem der Bereich grob ermittelt ist, wird dieser etwas näher untersucht. Das
Ergebnis dieser Untersuchung ist in der Tabelle 2.3 dargestellt.
Drehzahl Frequenz Beschl.Ampli Weg.Ampli Messrichtung Schwingform
n / min-1
f / Hz aAmpli / m/s² sY / mm 82 1,37 0,05 0,72 Y-Achse auf Y-Achse
83 1,38 0,07 0,96 Y-Achse auf Y-Achse
84 1,40 0,12 1,57 Y-Achse auf Y-Achse
85 1,42 0,18 2,27 Y-Achse auf Y-Achse
86 1,43 0,05 0,66 Y-Achse auf Y-Achse Tabelle 2.3: Ergebniss der Resonanzfrequenz mit der Schwingform “auf Y-Achse“
Die Resonanzfrequenz mit der Schwingform “auf Y-Achse‘‘ liegt somit bei einer Frequenz von f=1,42Hz und
einer Drehzahl von n=85/min (gelbe Zeile).
Die folgenden zwei Abbildungen stellen die Messergebnisse grafisch dar. Die erste Abbildung enthält die
Beschleunigungsamplitude und die zweite die Wegamplitude, beide in Abhängigkeit von der Frequenz.
Abbildung 13:Beschleunigungsamplidute in Abhängigkeit von der Frequenz
0,00
0,02
0,04
0,06
0,08
0,10
0,12
0,14
0,16
0,18
0,20
1,36 1,38 1,4 1,42 1,44
aA
mp
li /
m/s
²

P r o j e k t „ O R e G „
23
Abbildung 14: Wegamplitude in Abhängigkeit von der Frequenz
2.4.4 Resonanzfrequenz mit den Schwingformen “auf X-Achse“ und “um Z-Achse“
Abbildung 15: Systemaufbau mit Beschleunigungssensor in X-Richtung
Die Position des Beschleunigungssensors ist mit einem roten Rechteck umrahmt. Der Durchmesser des
Beschleunigungssensors beträgt 10mm. Die Mitte des Sensors befindet sich ca. 7 mm von der vorderen
Kante der oberen Platte entfernt. Messrichtung des Sensors ist die X-Achse.
Die Vorgehensweise bei der Ermittlung der Resonanzfrequenzen mit den Schwingformen “auf X-Achse“
und “um Z-Achse“ ist die Selbe wie im Abschnitt 2.4.3, siehe Punkte 1)-6). An dieser Stelle wird auf die
nähere Erläuterung verzichtet. Die beiden folgenden Tabellen stellen die Ergebnisse der untersuchten
Bereiche mit den darin enthaltenen Resonanzfrequenzen dar.
0,0
0,5
1,0
1,5
2,0
2,5
1,36 1,37 1,38 1,39 1,4 1,41 1,42 1,43 1,44
sY
/ m
m
P r o j e k t „ O R e G „
24
Drehzahl Frequenz Beschl.Ampli Weg.Ampli Messrichtung Schwingform
n / min-1
f / Hz aAmpli / m/s² sX / mm
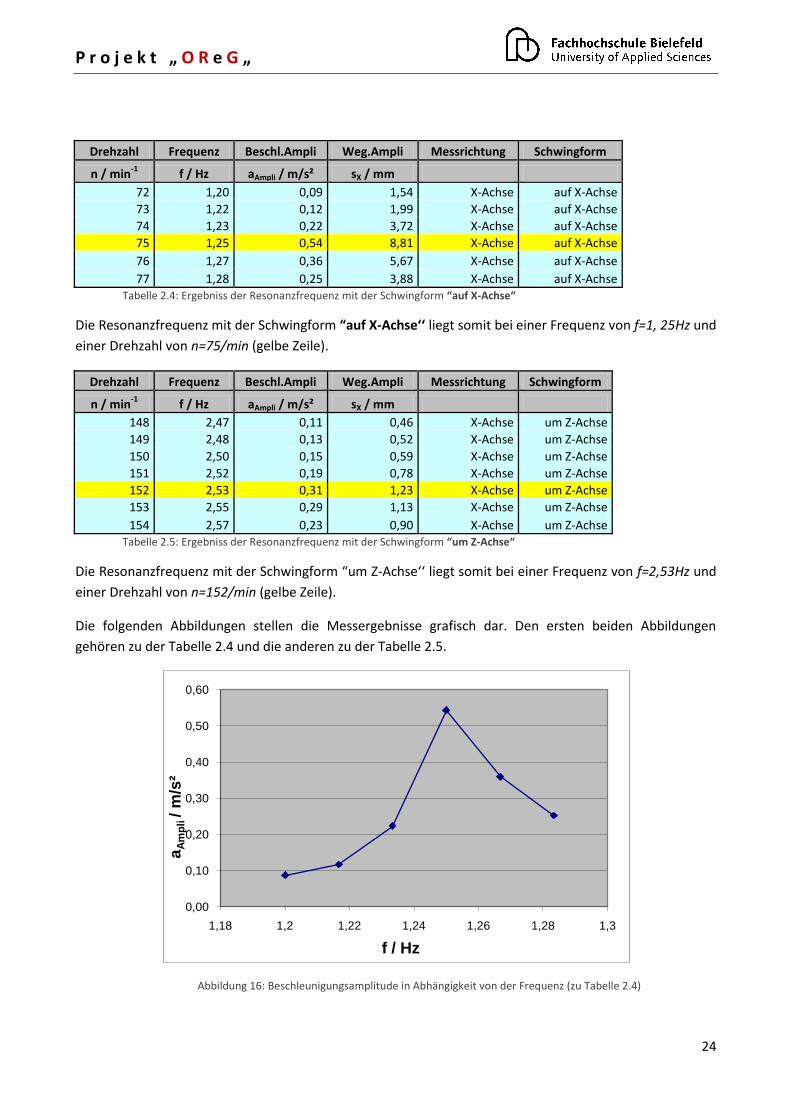
72 1,20 0,09 1,54 X-Achse auf X-Achse
73 1,22 0,12 1,99 X-Achse auf X-Achse
74 1,23 0,22 3,72 X-Achse auf X-Achse
75 1,25 0,54 8,81 X-Achse auf X-Achse
76 1,27 0,36 5,67 X-Achse auf X-Achse
77 1,28 0,25 3,88 X-Achse auf X-Achse Tabelle 2.4: Ergebniss der Resonanzfrequenz mit der Schwingform “auf X-Achse“
Die Resonanzfrequenz mit der Schwingform “auf X-Achse‘‘ liegt somit bei einer Frequenz von f=1, 25Hz und
einer Drehzahl von n=75/min (gelbe Zeile).
Drehzahl Frequenz Beschl.Ampli Weg.Ampli Messrichtung Schwingform
n / min-1
f / Hz aAmpli / m/s² sX / mm
148 2,47 0,11 0,46 X-Achse um Z-Achse
149 2,48 0,13 0,52 X-Achse um Z-Achse
150 2,50 0,15 0,59 X-Achse um Z-Achse
151 2,52 0,19 0,78 X-Achse um Z-Achse
152 2,53 0,31 1,23 X-Achse um Z-Achse
153 2,55 0,29 1,13 X-Achse um Z-Achse
154 2,57 0,23 0,90 X-Achse um Z-Achse Tabelle 2.5: Ergebniss der Resonanzfrequenz mit der Schwingform “um Z-Achse“
Die Resonanzfrequenz mit der Schwingform “um Z-Achse‘‘ liegt somit bei einer Frequenz von f=2,53Hz und
einer Drehzahl von n=152/min (gelbe Zeile).
Die folgenden Abbildungen stellen die Messergebnisse grafisch dar. Den ersten beiden Abbildungen
gehören zu der Tabelle 2.4 und die anderen zu der Tabelle 2.5.
Abbildung 16: Beschleunigungsamplitude in Abhängigkeit von der Frequenz (zu Tabelle 2.4)
0,00
0,10
0,20
0,30
0,40
0,50
0,60
1,18 1,2 1,22 1,24 1,26 1,28 1,3
aA
mp
li /
m/s
²
f / Hz

P r o j e k t „ O R e G „
25
Abbildung 17: Wegamplitude in Abhängigkeit von der Frequenz (zu Tabelle 2.4)
Abbildung 18: Beschleunigungsamplitude in Abhängigkeit von der Frequenz (zu Tabelle 2.5)
Abbildung 19: Wegamplitude in Abhängigkeit von der Frequenz (zu Tabelle 2.5)
0
1
2
3
4
5
6
7
8
9
10
1,18 1,2 1,22 1,24 1,26 1,28 1,3
sX
/ m
m
f / Hz
0,00
0,05
0,10
0,15
0,20
0,25
0,30
0,35
2,46 2,48 2,5 2,52 2,54 2,56 2,58
aA
mp
li /
m/s
²
f / Hz
0,00
0,20
0,40
0,60
0,80
1,00
1,20
1,40
2,46 2,48 2,5 2,52 2,54 2,56 2,58
sX
/ m
m
f / Hz

P r o j e k t „ O R e G „
26
2.5. Messprotokoll und Ergebnisse mit Horizontalführung
Die Horizontalführung soll dazu dienen die Bewegungen mit den Schwingformen “um Z-Achse“, “auf X-
Achse“ und “auf Y-Achse“ zu unterbinden (Abschnitt 2.3, Abbildung 7). Das bedeutet, dass nur die
Resonanzfrequenzen zu den Schwingformen “um Y-Achse“, “um X-Achse“ und “auf Z-Achse“ gesucht
werden. Die Vorgehensweise bei der Ermittlung der Resonanzfrequenzen mit Horizontalführung ist die
Selbe wie ohne Horizontalführung (Abschnitt 2.3, Allgemeine Vorgehensweise). Der
Beschleunigungssensor ist, wie in Abbildung 7 dargestellt, angebracht. Auf die einzelnen Berechnungen
wird nicht näher eingegangen.
Die Tabelle 2.6 enthält die Resonanzfrequenzen, welche in den gelbmarkierten Zeilen wiederzufinden sind.
Die Resonanzfrequenz mit der Schwingform “um Y-Achse‘‘ liegt somit bei einer Frequenz von f=2,65Hz und
einer Drehzahl von n=159/min (gelbe Zeile in Tabelle 2.6).
Die Resonanzfrequenz mit der Schwingform “um X-Achse‘‘ liegt somit bei einer Frequenz von f=4,317Hz
und einer Drehzahl von n=259/min (gelbe Zeile in Tabelle 2.6).
Die Resonanzfrequenz mit der Schwingform “auf Z-Achse‘‘ liegt somit bei einer Frequenz von f=4,87Hz und
einer Drehzahl von n=288/min (gelbe Zeile in Tabelle 2.6).
Drehzahl Frequenz Beschl.Ampli Weg.Ampli Messrichtung Schwingform
n / min-1
f / Hz aAmpli / m/s² sX / mm
150 2,500 0,243 0,983 Z-Achse
155 2,583 0,485 1,841 Z-Achse
156 2,600 0,728 2,727 Z-Achse
157 2,617 1,092 4,038 Z-Achse
158 2,633 1,334 4,874 Z-Achse
159 2,650 1,698 6,125 Z-Achse um Y-Achse
160 2,667 1,577 5,617 Z-Achse
161 2,683 1,334 4,694 Z-Achse
165 2,750 0,728 2,438 Z-Achse
170 2,833 0,485 1,531 Z-Achse
175 2,917 0,388 1,156 Z-Achse
180 3,000 0,340 0,956 Z-Achse
185 3,083 0,291 0,776 Z-Achse
190 3,167 0,243 0,613 Z-Achse
210 3,500 0,194 0,401 Z-Achse
215 3,583 0,243 0,479 Z-Achse
220 3,667 0,243 0,457 Z-Achse
225 3,750 0,267 0,481 Z-Achse
230 3,833 0,303 0,523 Z-Achse
235 3,917 0,388 0,641 Z-Achse
255 4,250 1,140 1,599 Z-Achse
256 4,267 1,358 1,890 Z-Achse
257 4,283 1,698 2,344 Z-Achse
258 4,300 1,989 2,725 Z-Achse
259 4,317 2,280 3,100 Z-Achse um x-Achse
260 4,333 1,941 2,618 Z-Achse
261 4,350 1,455 1,948 Z-Achse
280 4,667 1,213 1,411 Z-Achse
P r o j e k t „ O R e G „
27
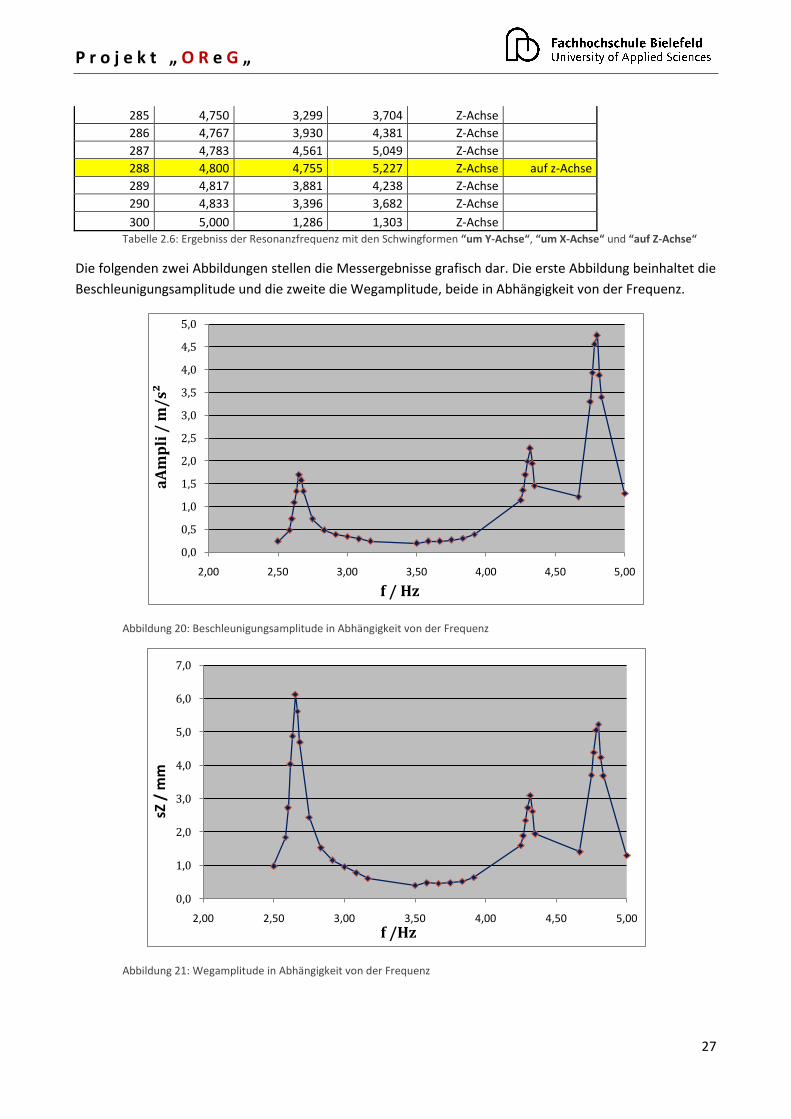
285 4,750 3,299 3,704 Z-Achse
286 4,767 3,930 4,381 Z-Achse
287 4,783 4,561 5,049 Z-Achse
288 4,800 4,755 5,227 Z-Achse auf z-Achse
289 4,817 3,881 4,238 Z-Achse
290 4,833 3,396 3,682 Z-Achse
300 5,000 1,286 1,303 Z-Achse Tabelle 2.6: Ergebniss der Resonanzfrequenz mit den Schwingformen “um Y-Achse“, “um X-Achse“ und “auf Z-Achse“
Die folgenden zwei Abbildungen stellen die Messergebnisse grafisch dar. Die erste Abbildung beinhaltet die
Beschleunigungsamplitude und die zweite die Wegamplitude, beide in Abhängigkeit von der Frequenz.
Abbildung 20: Beschleunigungsamplitude in Abhängigkeit von der Frequenz
Abbildung 21: Wegamplitude in Abhängigkeit von der Frequenz
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
4,5
5,0
2,00 2,50 3,00 3,50 4,00 4,50 5,00
aA
mp
li /
m/
s²
f / Hz
0,0
1,0
2,0
3,0
4,0
5,0
6,0
7,0
2,00 2,50 3,00 3,50 4,00 4,50 5,00
sZ /
mm
f /Hz
P r o j e k t „ O R e G „
28
(B) AP-Nr. 1.2. Motoren synchronisieren
1 Simulationsmodell und Auslegung der Regelung
Autoren: Dipl.-Ing.(FH) Ilja Alkov
Dipl.-Math.(FH) Lilija Nabiewa
Dipl.-Math.(FH) Alex Roglowski
AP-Nr.: 1.2.1 / 1.2.2 / 1.2.3
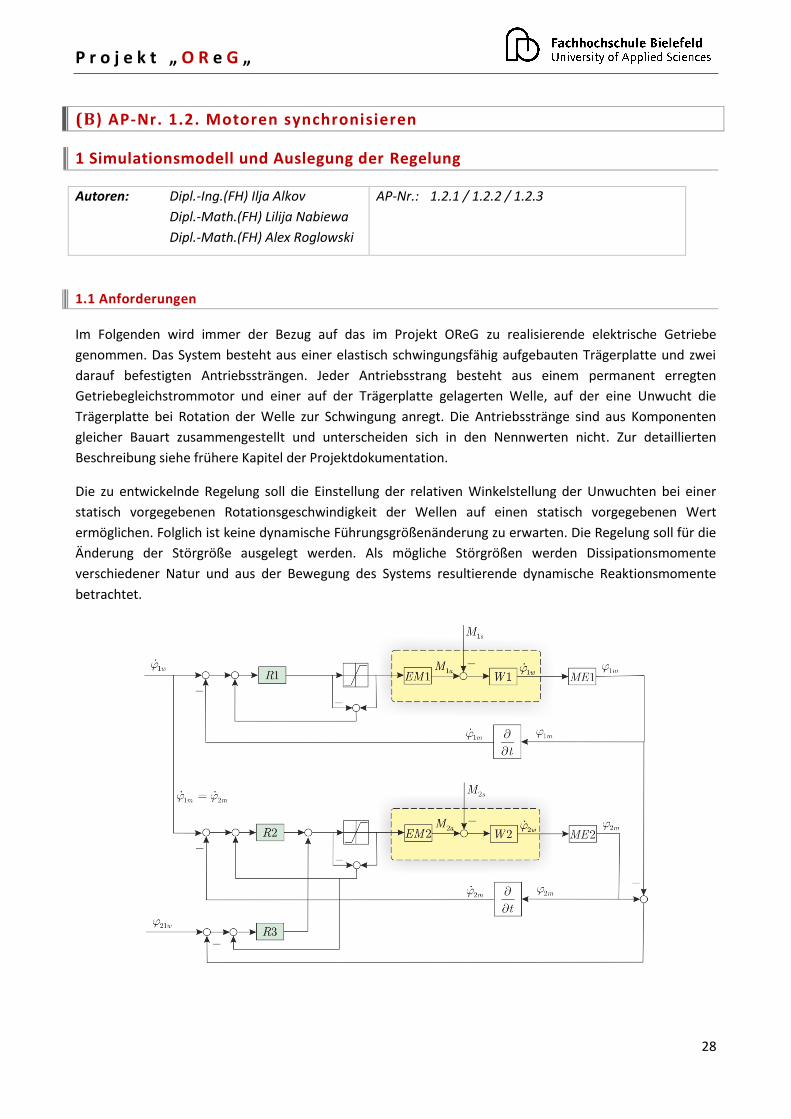
1.1 Anforderungen
Im Folgenden wird immer der Bezug auf das im Projekt OReG zu realisierende elektrische Getriebe
genommen. Das System besteht aus einer elastisch schwingungsfähig aufgebauten Trägerplatte und zwei
darauf befestigten Antriebssträngen. Jeder Antriebsstrang besteht aus einem permanent erregten
Getriebegleichstrommotor und einer auf der Trägerplatte gelagerten Welle, auf der eine Unwucht die
Trägerplatte bei Rotation der Welle zur Schwingung anregt. Die Antriebsstränge sind aus Komponenten
gleicher Bauart zusammengestellt und unterscheiden sich in den Nennwerten nicht. Zur detaillierten
Beschreibung siehe frühere Kapitel der Projektdokumentation.
Die zu entwickelnde Regelung soll die Einstellung der relativen Winkelstellung der Unwuchten bei einer
statisch vorgegebenen Rotationsgeschwindigkeit der Wellen auf einen statisch vorgegebenen Wert
ermöglichen. Folglich ist keine dynamische Führungsgrößenänderung zu erwarten. Die Regelung soll für die
Änderung der Störgröße ausgelegt werden. Als mögliche Störgrößen werden Dissipationsmomente
verschiedener Natur und aus der Bewegung des Systems resultierende dynamische Reaktionsmomente
betrachtet.
P r o j e k t „ O R e G „
29
1.2 Regelungskonzept
Die Regelung wird wie folgt unterteilt:
Geschwindigkeitsregelung der Welle 1
Geschwindigkeitsregelung der Welle 2
Positionsregelung der Welle 2 Die Geschwindigkeitsregelung der Wellen ermöglicht die Einstellung der Rotationsgeschwindigkeit der
Wellen auf einen statisch vorgegebenen Sollwert. Die Geschwindigkeitsregelung der Welle 1 wird von der
Positionsregelung nicht beeinflusst. Die Positionsregelung ermöglicht die Einstellung der relativen
Winkelstellung der Unwichten auf einen statisch vorgegebenen Sollwert.
1.2.1 Regelstrecken
„Als Regelstrecke bezeichnet man in der Regelungstechnik denjenigen Teil eines Regelkreises, der die zu
regelnde physikalische Größe – die Regelgröße - enthält, auf die der Regler über die Stellgröße wirken soll“.
(http://de.wikipedia.org/wiki/Regelstrecke, 04.03.2010, 13:26)
Die Antriebsstränge werden in dem Fall als Regelstrecken definiert. Eine Unterscheidung der Regelstrecken
für die Geschwindigkeitsregelung und die Positionierungsregelung ist erforderlich, denn unterschiedliche
physikalische Größen werden in der jeweiligen Teilregelung beeinflusst.
Die Rotationsgeschwindigkeit der Wellen und die relative Winkelstellung der Unwuchten können bei dem
gegebenen System entweder durch Veränderung der Ankerspannungen oder der Ankerströme der
permanenterregten Gleichstrommotoren beeinflusst werden. Die vorhandene Leistungselektronik lässt
beide Möglichkeiten zu. Die Modellierung der Regelstrecken ist jedoch unter Verwendung der Ankerströme
als Stellgrößen der Regelung vielfach übersichtlicher. Diese Möglichkeit wird daher genutzt.
1.2.1.1 Regelstrecke Geschwindigkeitsregelung
Wie bereits erwähnt sind die Antriebsstränge aus Komponenten gleicher Bauart zusammengestellt und
unterscheiden sich in den Nennwerten nicht. Folglich werden die Geschwindigkeitsregelstrecken identisch
modelliert.
Folgende Differentialgleichungen beschreiben das dynamische Verhalten der angenommenen Modelle der
Geschwindigkeitsregelstrecken.
otoreseichstrommGetriebegl eines
Anker deman bfallSpannungsa2
tlichgewichMomentenge
otoreseichstrommGetriebegl desment Antriebsmo
,2,
,1,,,
,1,,
j
ejj
jjjjj
jejjajsjjj
jejjaj
kiLiRU
ikMMJ
ikM
Aus den vorangestellten elektromechanischen Prinzipien wird die Beziehung zwischen den ausgewählten
Stellgrößen(Ankerströmen) und den Regelgrößen(Rotationsgeschwindigkeiten der Wellen), also die
Differentialgleichungen der Geschwindigkeitsregelstrecken ableitet.

P r o j e k t „ O R e G „
30
00
lstreckengkeitsregeGeschwindider DGL0
,,1,
j
t
j
sj
j
j
ejj
j dJ
Mi
J
k
Formel 1: DGL der Geschwindigkeitsregelstrecken
Eine genaue Beschreibung der Störmomente erfordert detaillierte Untersuchungen der Regelstrecken. Aus
Zeitgründen wird darauf verzichtet. Die Störmomente werden sinnvoll und dennoch willkürlich als
Funktionen der Zeit angenommen. Folgende mögliche Störeffekte werden berücksichtigt:
Gedämpfte Eigenschwingung der Trägerplatte
Erzwungene Schwingung der Trägerplatte
Reibmomente in den Antriebssträngen
0221242
213232
212222
211212
2
01141
3131212111111
cos
3
4cos
3
2
3
2cos
3cos
cos
3
4cos
3
2coscos
2
1
swsa
wssa
wssa
wssa
td
s
ssa
ssassassa
td
s
MtM
tM
tMtM
eM
MtM
tMtMtMeM
s
s
Formel 2: Störmomente

P r o j e k t „ O R e G „
31
Im Folgenden werden die konstanten Parameter der Geschwindigkeitsregelstrecken zusammengefasst.
Diese sind entweder den Datenblättern der Antriebskomponentenhersteller entnommen, näherungsweise
berechnet oder sinnvoll angenommen.
ss
d
mN,mN,MuM
s,
s,
s,
mN,
mN,
mN,
mN,
/
/
/
/
Mu
M
M
M
M
mkg,cm
m
g
kgcmg
m,m,m,
π
m
kg
m,m,m,
π
m
kg
m,m,m,m,
π
m
kgJ
A
mN,
A
mN,
I
Muk
AI
mN,M
u
sj
j,Nennjj,s
j,s
j,s
j,s
j,Nennj
j,sa
j,sa
j,sa
j,sa
--
j
j,Nenn
j,Nenn
jj,ej,
j,Nenn
Nennj
j
1105,0
1
9,0ln
228010754
11630
11227
16516
1140
0760
0760
0760
21
31
31
31
107310101104
2
0600060060
47860
2
1
2
1
2
10006010
47860
2
1
2
1
2
10030013010
47860
2
1
1902,1
10754
2,1
1075
4
,
2
0
3
2
1
4
3
2
1
23
2
24322
2
2
3
2
2
3
2
2
3
2
1
2
,
Formel 3: Konstanten der Geschwindigkeitsregelstrecken
P r o j e k t „ O R e G „
32
1.2.1.2 Regelstrecke Positionsregelung
Die Regelgröße der Positionsregelung ist die relative Winkelstellung der Unwuchten zueinander und wird
als Differenz der Rotationswinkel 1221 definiert. Diese Größe kann als die Winkelstellung der
Unwucht im Antriebsstrang 2 bezogen auf die Winkelstellung der Unwucht im Antriebsstrang 1 bezeichnet
werden. Als Stellgröße wird in der Regelstrecke der Ankerstrom an dem Elektromotor im zweiten
Antriebsstrang definiert. Der Ankerstrom an dem Elektromotor im zweiten Antriebsstrang setzt sich also
aus zwei Komponenten zusammen, eine liefert die Geschwindigkeitsregelung und die andere die
Positionsregelung.
Die Beziehung zwischen der ausgewählten Stellgröße(Ankerstrom an dem Elektromotor im zweiten
Antriebsstrang) und der Regelgröße (relative Winkelstellung der Unwuchten) beinhaltet beide
Geschwindigkeitsregelstrecken und Geschwindigkeitsregler. Die entsprechende Differentialgleichung wird
nicht hergeleitet. Die für die Auslegung des Reglers notwendigen Kenngrößen der Sprungantwort der
Regelstrecke werden aus der Auswertung der simulierten der Sprungantwort der Regelstrecke ermittelt.
1.2.2 Regler
Der Regler ist ein wesentlicher Teil eines Regelkreises, der durch den Vergleich der Regelgröße und des
Sollwertes der Regelgröße(Führungsgröße) die Regelstrecke über die Stellgröße in Richtung der
Verringerung der Vergleichsdifferenz beeinflusst soll.
Eine Vielzahl unterschiedlicher Reglertypen ist bekannt und hinsichtlich ihrer Eigenschaften beschrieben.
Aus Zeitgründen wird auf den Vergleich unterschiedlicher Reglerkonzepte verzichtet. Die Auswahl der
Reglerart und ihre Parametrisierung(Auslegung) erfordern erarbeitete Kenntnisse über das zu regelnde
System(Regelstrecke).
1.2.2.1 Regler Geschwindigkeitsregelung
Wie bereits erwähnt sind die Antriebsstränge aus Komponenten gleicher Bauart zusammengestellt und
unterscheiden sich in den Nennwerten nicht. Folglich werden die Geschwindigkeitsregelstrecken identisch
modelliert. Somit können identische Geschwindigkeitsregler eingesetzt werden.
Zur Umsetzung der Geschwindigkeitsregelung werden PID-Regler verwendet. Diese Art der stetigen
klassischen linearen Standardregler zeichnet sich durch hohe Flexibilität und Genauigkeit aus und eignet
sich für die Regelung der vorhandenen Regelstreckenmodelle. Das dynamische Verhalten der
Geschwindigkeitsregler wird durch die folgende Differentialgleichung beschrieben.
ersgkeitsreglGeschwindi des DGL
,
0
,, jwjj
t
jwjjjwjjjd
dDdIPi
Formel 4: Differentialgleichung der Geschwindigkeitsregler
Die Elektromotoren in den Antriebssträngen ertragen dauerhaft die Stromstärke in der Größe des
Nennstromes, kurzfristig kann die Stromstärke in der Größe des Anlaufstromes zugelassen werden. Beide
Größen können den Herstellerdatenblättern entnommen werden. In dem Model ist eine Beschränkung der
Ankerströme auf die Anlaufstromstärke A68,5 vorgesehen. Im Zusammenhang mit der gewählten
Reglerart ist der Regler durch eine anti-wind-up-Schaltung zu ergänzen. Die anti-wind-up-Schaltung
P r o j e k t „ O R e G „
33
ermöglicht Stabilisierung des instabilen Anteils des Reglers(I-Anteil) bei Beschränkung der Stellgröße. Die
Eigenschaften der anti-wind-up-Schaltung sollen in dem Rahmen der Dokumentation nicht weiter erläutert
werden.
Bei der Parametrisierung der Geschwindigkeitsregler sind folgende Beiwerte zu ermitteln:
jP Proportionalitätsbeiwert
jI Integrierbeiwert
jD Differenzierbeiwert
wjc , Anti-wind-up-Konstante
Die Parameter der PID-Regler werden nach Prof. Dr.-Ing. Dornmeier Regelungstechnik Manuskript zur
Vorlesung Regelungstechnik Auflage (SS 2007) unter Verwendung der Einstellungsempfehlungen für
Regelstrecken ohne Ausgleich ermittelt. Die notwendigen Parameter der Sprungantwort der
Geschwindigkeitsregelstrecken werden wie folgt ermittelt.
lstreckengkeitsregeGeschwindider engskostantVerzoegeru0
lstreckengkeitsregeGeschwindider eiwert Integrierb
0
00
0
00
lstreckengkeitsregeGeschwindider DGL
,
,1,
,
0,
,1,
0,
!
,
0
,,1,
uj
j
ejj
ij
j
j
ejj
j
j
j
sj
j
t
j
sj
j
j
ejj
j
T
J
kK
tiJ
k
ii
M
dJ
Mi
J
k
Die Verzögerungskonstante der Geschwindigkeitsregelstrecken hängt von der Dämpfung der
Antriebsstränge ab und kann aus dem Modell nicht geeignet ermittelt werden. Diese wird für die
Modellierung mit s310 angenommen.

P r o j e k t „ O R e G „
34
Im Folgenden sind die Parameter der PID-Regler zusammengefasst.
erbeiwertDifferenzi1022468,04,0
8,0
eiwertIntegrierb1043122,3
4,0
2,3
iwertalitaetsbeProportion78074,0
lstreckengkeitsregeGeschwindider engskostantVerzoegeru10
lstreckengkeitsregeGeschwindider eiwert Integrierb1
412,51
23
,
,
3
2
,,,
,,
3
,
2
,1,
,
sA,K
TPD
A,TKT
PI
sA,TK
P
sT
sAJ
kK
-
ij
ujjj
ujijuj
j
j
ujij
j
uj
j
ejj
ij
Formel 5: Parameter der PID-Regler der Geschwindigkeitsregelung
Die anti-wind-up-Konstante wird in mehreren aufeinander folgenden Simulationen variiert. Anhand der
Simulationsergebnisse wird die anti-wind-up-Konstante ermittelt. Die Variation erfolgt mit Hinblick auf ein
zufriedenstellendes Regelungsergebnis hinsichtlich der Stabilität, der bleibenden Regeldifferenz und der
Ausgleichszeit.
1.2.2.2 Regler Positionsregelung
Zur Umsetzung der Positionsregelung wird PID-Regler verwendet. Diese Art der stetigen klassischen
linearen Standardregler zeichnet sich durch hohe Flexibilität und Genauigkeit aus und eignet sich für die
Regelung des vorhandenen Regelstreckenmodells. Das dynamische Verhalten des Positionsreglers wird
durch die folgende Differentialgleichung beschrieben.
eglersPositionsr des DGL
2121
0
212121212
w
t
wwd
dDdIPi
Formel 6: Differentialgleichung des Positionsreglers
Die Elektromotoren in den Antriebssträngen ertragen dauerhaft die Stromstärke in der Größe des
Nennstromes, kurzfristig kann die Stromstärke in der Größe des Anlaufstromes zugelassen werden. Beide
Größen können den Herstellerdatenblättern entnommen werden. In dem Model ist eine Beschränkung der
Ankerströme auf die Anlaufstromstärke A68,5 vorgesehen. Im Zusammenhang mit der gewählten
Reglerart ist der Regler durch eine anti-wind-up-Schaltung zu ergänzen. Die anti-wind-up-Schaltung
ermöglicht Stabilisierung des instabilen Anteils des Reglers(I-Anteil) bei Beschränkung der Stellgröße. Die
Eigenschaften der anti-wind-up-Schaltung sollen in dem Rahmen der Dokumentation nicht weiter erläutert
werden.

P r o j e k t „ O R e G „
35
Bei der Parametrisierung des Positionsreglers sind folgende Beiwerte zu ermitteln:
P Proportionalitätsbeiwert
I Integrierbeiwert
D Differenzierbeiwert
wc Anti-wind-up-Konstante
Die Parameter des PID-Reglers werden nach Prof. Dr.-Ing. Dornmeier Regelungstechnik Manuskript zur
Vorlesung Regelungstechnik Auflage (SS 2007) unter Verwendung der Einstellungsempfehlungen für
Regelstrecken mit Ausgleich von Chien, Hrones, Reswick für Störung und das Verlauf der Regelgröße mit
20% Überschwingen ermittelt. Die notwendigen Parameter der Sprungantwort der Positionsregelstrecke
werden durch die Auswertung der simulierten Sprungantwort der Regelstrecke nach dem Kupfmüller-
Verfahren ermittelt. Die Reglerparameter werden skaliert. Der Skalierungsfaktor wird in mehreren
aufeinander folgenden Simulationen variiert und anhand der Simulationsergebnisse festgelegt. Die
Variation erfolgt mit Hinblick auf ein zufriedenstellendes Regelungsergebnis hinsichtlich der Stabilität, der
bleibenden Regeldifferenz und der Ausgleichszeit.
Im Folgenden sind die Parameter des PID-Reglers zusammengefasst.
sfaktorSkalierung035,0
erbeiwertDifferenzi10602,142,0
035,042,0
eiwertIntegrierb10265,12
2,1035,0
2
iwertalitaetsbeProportion10530,22,1
035,0
eegelstreckPositionsrder zeit Ausgleichs105,2
eegelstreckPositionsrder zeit Verzugungs10
eegelstreckPositionsrder wert litaetsbeiPropotiona1
1015,4
5
2
2
3
3
4
sA,K
TTPD
s
A
TK
T
T
PI
ATK
TP
sT
sT
AK
s
g
u
us
g
u
us
g
g
u
s
Formel 7: Parameter der PID-Regler der Positionsregelung
Die anti-wind-up-Konstante wird in mehreren aufeinander folgenden Simulationen variiert. Anhand der
Simulationsergebnisse wird die anti-wind-up-Konstante ermittelt. Die Variation erfolgt mit Hinblick auf ein
zufriedenstellendes Regelungsergebnis hinsichtlich der Stabilität, der bleibenden Regeldifferenz und der
Ausgleichszeit.
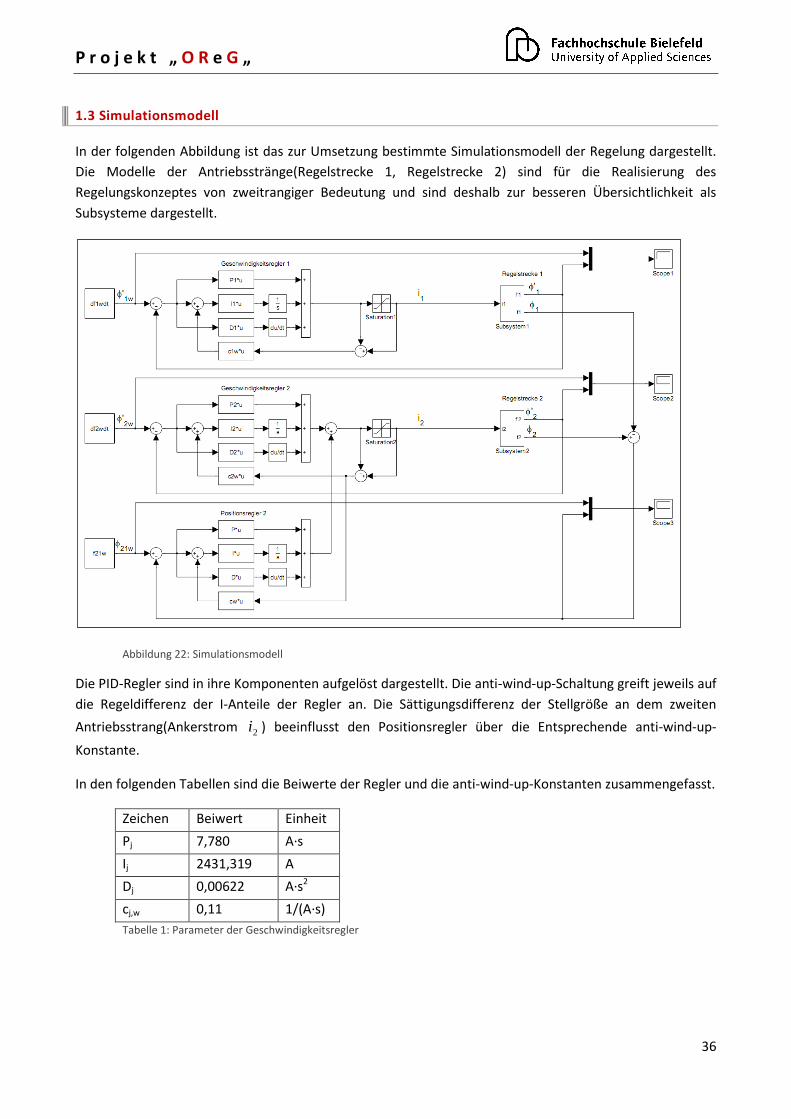
P r o j e k t „ O R e G „
36
1.3 Simulationsmodell
In der folgenden Abbildung ist das zur Umsetzung bestimmte Simulationsmodell der Regelung dargestellt.
Die Modelle der Antriebsstränge(Regelstrecke 1, Regelstrecke 2) sind für die Realisierung des
Regelungskonzeptes von zweitrangiger Bedeutung und sind deshalb zur besseren Übersichtlichkeit als
Subsysteme dargestellt.
Abbildung 22: Simulationsmodell
Die PID-Regler sind in ihre Komponenten aufgelöst dargestellt. Die anti-wind-up-Schaltung greift jeweils auf
die Regeldifferenz der I-Anteile der Regler an. Die Sättigungsdifferenz der Stellgröße an dem zweiten
Antriebsstrang(Ankerstrom 2i ) beeinflusst den Positionsregler über die Entsprechende anti-wind-up-
Konstante.
In den folgenden Tabellen sind die Beiwerte der Regler und die anti-wind-up-Konstanten zusammengefasst.
Zeichen Beiwert Einheit
Pj 7,780 A∙s
Ij 2431,319 A
Dj 0,00622 A∙s2
cj,w 0,11 1/(A∙s)
Tabelle 1: Parameter der Geschwindigkeitsregler
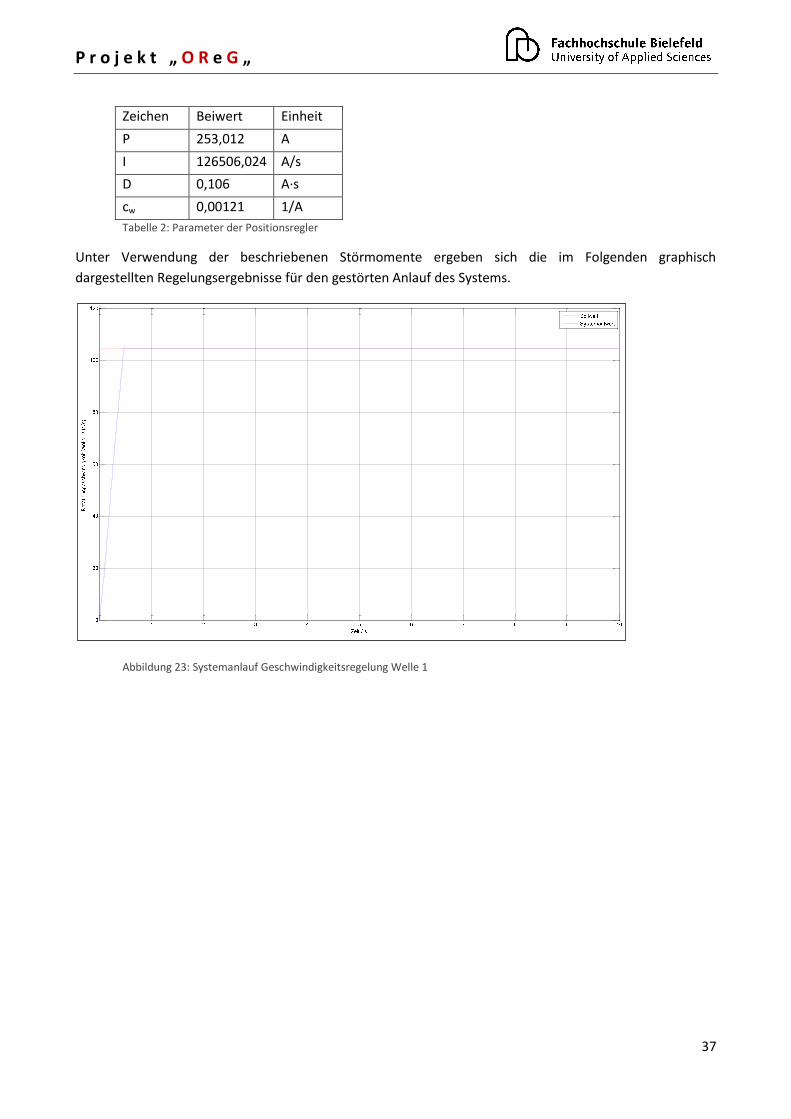
P r o j e k t „ O R e G „
37
Zeichen Beiwert Einheit
P 253,012 A
I 126506,024 A/s
D 0,106 A∙s
cw 0,00121 1/A
Tabelle 2: Parameter der Positionsregler
Unter Verwendung der beschriebenen Störmomente ergeben sich die im Folgenden graphisch
dargestellten Regelungsergebnisse für den gestörten Anlauf des Systems.
Abbildung 23: Systemanlauf Geschwindigkeitsregelung Welle 1
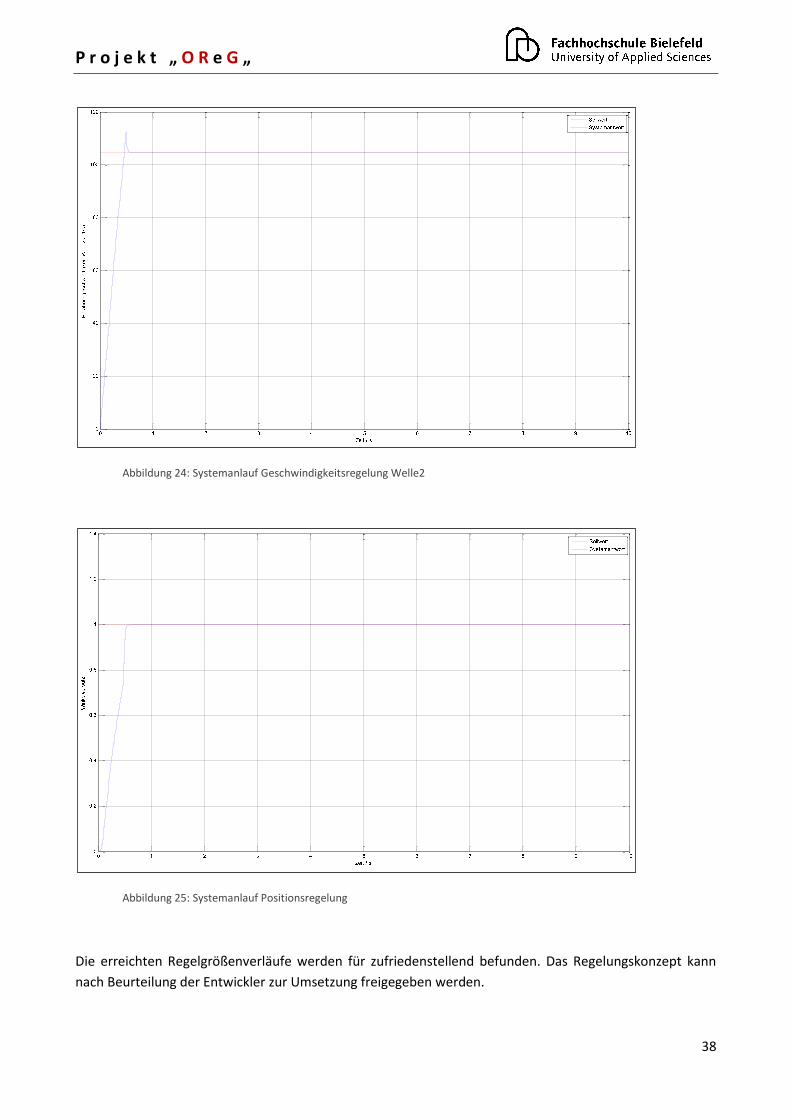
P r o j e k t „ O R e G „
38
Abbildung 24: Systemanlauf Geschwindigkeitsregelung Welle2
Abbildung 25: Systemanlauf Positionsregelung
Die erreichten Regelgrößenverläufe werden für zufriedenstellend befunden. Das Regelungskonzept kann
nach Beurteilung der Entwickler zur Umsetzung freigegeben werden.
P r o j e k t „ O R e G „
39
2 Mechanischer Synchronlauf der Motoren
Autoren: Christian Benjamin Ries
Boumi K. Gaetan
AP-Nr. 1.2.4. - Teil 1- “Demonstrator”
AP-Nr. 1.2.4. - PID Regler
Demonstrator: Simulation und Realisierung eines elektrischen Getriebes
Autor: Christian Benjamin Ries - [email protected]
Bis zum Ende des Wintersemesters 2009/2010 soll im Rahmen einer Projektveranstaltung (1) im
Masterstudiengang „Optimierung und Simulation“ ein Demonstrator zur „Optimierung und Realisierung
eines elektrischen Getriebes“ berechnet und realisiert werden. Zugrunde liegt dabei ein bereits vorhandener
Versuchsaufbau, welcher um eine geeignete Horizontalführung – beispielsweise in Form einer Blattfeder –
zu ergänzen ist. Aufgabenstellungen, wie die Synchronisation der zwei vorhandenen Elektromotoren über
regelungstechnische Komponenten, sowie die Untersuchung des gesamten Systemverhaltens, sowohl
messtechnisch als auch durch Simulation mittels geeigneter Software, sind neben der tatsächlichen
Realisierung von besonderer Wichtigkeit.
2.1 Einleitung
Die Technikgruppe ist für die Ist-Analyse (1, AP-Nr. 1.1), die Synchronisation der Motoren (1, AP-Nr. 1.2)
und Definition der Aufnahmepunkte für die Horizontalführung (1, AP-Nr. 1.3.1) zuständig. Diese
Ausarbeitung behandelt das Aufgabengebiet zur Realisierung des mechanischen Synchronlaufs mit einer
grafischen Steuerungssoftware (LabVIEW 2009). Die Steuerung wird über eine benutzerfreundliche
grafische Oberfläche erfolgen (vgl. (1, AP-Nr. 1.2.4). Die Abbildungen in dieser Arbeit werden mit der
Unified Modeling Language (UML) in der Version 2.2 beschrieben (2).
2.1.1 Teilnehmer des Projektes
Mit Verlauf der Zeit sind einige Teilnehmer aus dem Projekt ausgestiegen. Folgende Personen befinden sich
weiterhin in der Umsetzungsphase: Alex Reglowski; Anja Webel; Boumi K. Gaetan; Carolin Vollmer;
Christian Benjamin Ries; Igor Friesen; Ilja Alkov; Kai-Fabian Henning; Kristof Kleiner; Lilija Nabiewa; Stefanie
Stork; Sven Ludewig.
2.2 Grundlagen
Dieser Abschnitt beschreibt die Komponenten und Zusammenhänge alle Bestandsteile.
2.2.1 Entwicklungsumgebung
Die Entwicklungsumgebung besteht aus mehreren Hardware- und Softwarekomponenten, die
Abhängigkeiten und Zusammenhänge werden in Abbildung 27 veranschaulicht. Tabelle 1 enthält eine
Auflistung der Komponenten und beschreibt kurz die Verwendung. Der Abschnitt 2.3ff liefert weitere
Details über diese Komponenten.

P r o j e k t „ O R e G „
40
Identifikation Name Typ Verwendung
1 Inkrementalgeber Ermittlung der Winkelposition, Drehgeschwindigkeit/-richtung, Beschleunigung
2 Motor Drehen der Achsen
3 Echtzeit-Kontroller NI cRIO-9012 Steuerung der Inkrementalgeber und Motoren
4 Digitaler Signaleingang NI 9423 Signaleingang für die Inkrementalgeber
5 Analoger Signalausgang NI 9263 Signalausgang für die Motoren
Tabelle 1: Hardwarekomponenten in der Umsetzung
2.2.2 Inkrementalgeber
Inkrementalgeber (IGR) sind Sensoren die zur Erfassung von Lageänderungen Verwendung finden. Der
Aufbau von IGR hängt vom Anwendungsfall ab. Es ist mit IGR möglich, die Drehrichtung einer Komponente
zu ermitteln und wie schnell die Drehung in einem Moment ist. Durch die Zwischenspeicherung der
Winkelwerte ist weiterhin die Erfassung von Beschleunigungen möglich.
2.2.2.1 Anwendungsbereiche
IGR werden zur Bestimmung von Positionen, Ermittlung der Geschwindigkeit und Beschleunigung
eingesetzt.
2.2.2.2 Funktionsweise
Der funktionale Aufbau von IGR kann durch unterschiedliche Technologien erreicht werden, folgende
technische Prinzipien sind bisher entwickelt worden: Photoelektrische Abbildung, Abbildendes Messprinzip,
Interferentielles Messprinzip, Magnetische Abtastung, Schleifkontakt.
Abbildendes Messprinzip
Bei diesem Messprinzip wird ein Lichtstrahl durch eine Öffnung geschickt. Hinter der Öffnung befindet
sich ein lichtempfindlicher Sensor, der ein Signal zur Verarbeitung weitergibt.
Interferentielles Messprinzip
Wie bei dem abbildenden Messprinzip wird ein Lichtstrahl durch ein Gitter geschickt. Dieses Gitter sorgt
dafür, dass drei Strahlanteile erzeugt werden. Diese haben zueinander einen Versatz um 120° und
werden durch eine Folgeelektronik in ein verwertbares Signal umgewandelt.
Magnetische Abtastung
Das Signal wird durch Hallelemente7 erzeugt, die in Aufteilung auf einer Abtastplatte aufgebracht sind.
7 http://www.elektroniknet.de/index.php?id=2113

P r o j e k t „ O R e G „
41
Schleifkontakt
Die Sensoren arbeiten mechanisch. Ein Scheifer liefert ein Signal wenn die Stellung des Schleifers mit
einer Signalleitung in Kontakt kommt.
2.2.3 Architektur
Die Abbildung 26 zeigt die prinzipiellen Anwendungsfälle (Use-Cases) und Aktoren des elektrischen
Getriebes. Es sind zwei Aktoren, „Anwender“ und „Automatik“, definiert. Der Aktor „Anwender“ steuert
das elektrische Getriebe und kann Einstellungen vornehmen. Offensichtliche Use-Cases wurden hiervon
ausgenommen, z.B. das Ein-/Ausschalten. Einstellungen betreffen die Drehzahl der Motoren und die
Phasenverschiebung der zwei drehenden Achsen zueinander. Der Anwender kann sich den aktuellen Status
des Systems anschauen, dies betrifft die Drehgeschwindigkeit und Winkelposition der Achsen relativ zur
Winkelposition wenn der Z-Impuls schaltet. Der Anwender kann zur Zeit noch direkt die Motoren
ansteuern, dies geschieht über die Regelung der Ausgangsspannung.
Der zweite Aktor ist „Automatik“. Automatik ist eine Regelung, die in die Steuerungseinheit (vgl. Abs. 2.3.1)
implementiert ist. Einstellungen die vom Anwender getätigt wurden, werden von der Automatik
nachgeregelt.
Abbildung 26: Anwendungsfalldiagramm für die Funktionen der Softwarekomponenten
Der Use-Case zur Anpassung der Phasenverschiebung (Phasenverschiebung anpassen) beinhaltet die Use-
Cases „Motoren ansteuern“ und „Inkrementalgeber auslesen“, diese sind für die Berechnung der
Phasenverschiebung nötig. Der Use-Case „Geschwindigkeit anpassen“ benötigt zur Ausführung die Use-
Cases „Motoren ansteuern“ und „Inkrementalgeber auslesen“. „Inkrementalgeber auslesen“ wird von
keinem der Aktoren direkt aufgerufen.
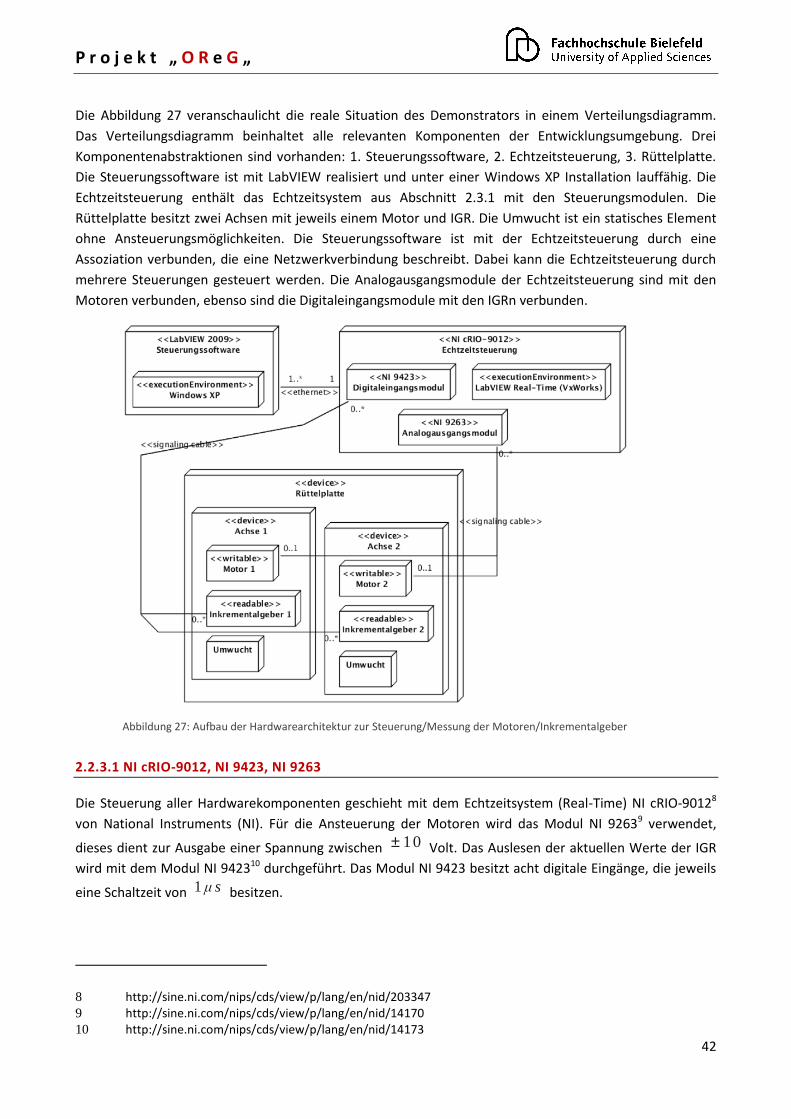
P r o j e k t „ O R e G „
42
Die Abbildung 27 veranschaulicht die reale Situation des Demonstrators in einem Verteilungsdiagramm.
Das Verteilungsdiagramm beinhaltet alle relevanten Komponenten der Entwicklungsumgebung. Drei
Komponentenabstraktionen sind vorhanden: 1. Steuerungssoftware, 2. Echtzeitsteuerung, 3. Rüttelplatte.
Die Steuerungssoftware ist mit LabVIEW realisiert und unter einer Windows XP Installation lauffähig. Die
Echtzeitsteuerung enthält das Echtzeitsystem aus Abschnitt 2.3.1 mit den Steuerungsmodulen. Die
Rüttelplatte besitzt zwei Achsen mit jeweils einem Motor und IGR. Die Umwucht ist ein statisches Element
ohne Ansteuerungsmöglichkeiten. Die Steuerungssoftware ist mit der Echtzeitsteuerung durch eine
Assoziation verbunden, die eine Netzwerkverbindung beschreibt. Dabei kann die Echtzeitsteuerung durch
mehrere Steuerungen gesteuert werden. Die Analogausgangsmodule der Echtzeitsteuerung sind mit den
Motoren verbunden, ebenso sind die Digitaleingangsmodule mit den IGRn verbunden.
Abbildung 27: Aufbau der Hardwarearchitektur zur Steuerung/Messung der Motoren/Inkrementalgeber
2.2.3.1 NI cRIO-9012, NI 9423, NI 9263
Die Steuerung aller Hardwarekomponenten geschieht mit dem Echtzeitsystem (Real-Time) NI cRIO-90128
von National Instruments (NI). Für die Ansteuerung der Motoren wird das Modul NI 92639 verwendet,
dieses dient zur Ausgabe einer Spannung zwischen ± 10 Volt. Das Auslesen der aktuellen Werte der IGR
wird mit dem Modul NI 942310 durchgeführt. Das Modul NI 9423 besitzt acht digitale Eingänge, die jeweils
eine Schaltzeit von 1 μ s besitzen.
8 http://sine.ni.com/nips/cds/view/p/lang/en/nid/203347 9 http://sine.ni.com/nips/cds/view/p/lang/en/nid/14170 10 http://sine.ni.com/nips/cds/view/p/lang/en/nid/14173
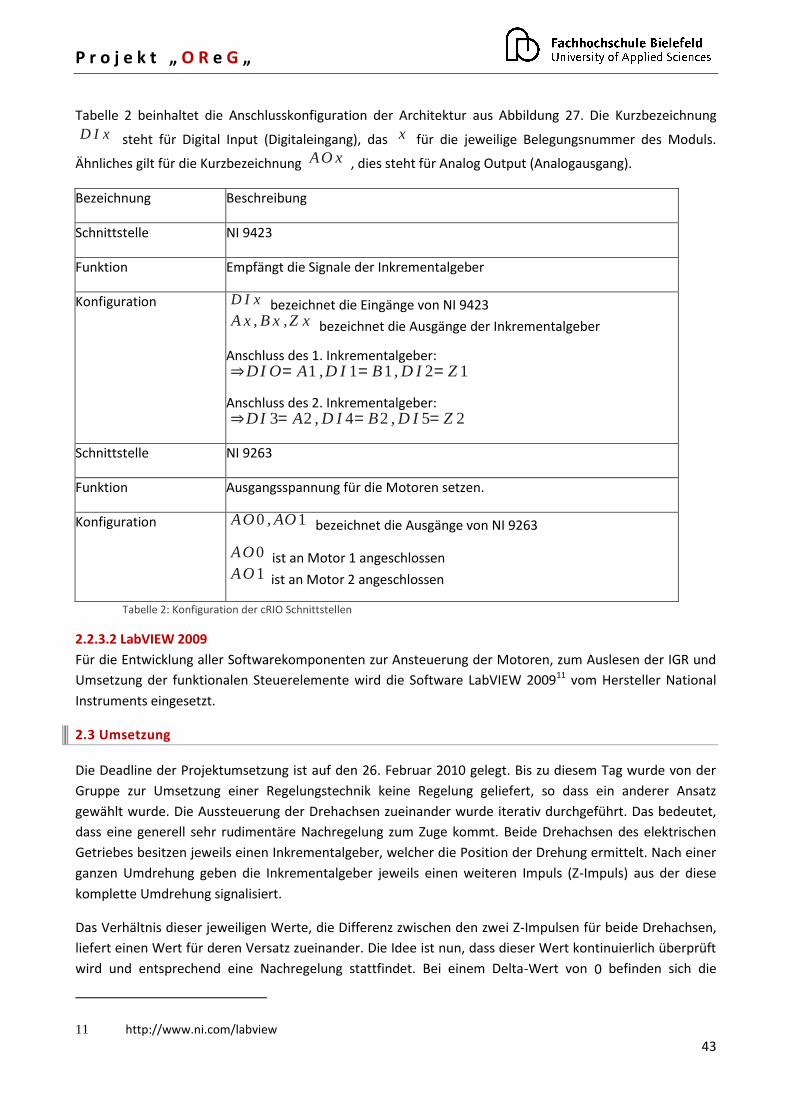
P r o j e k t „ O R e G „
43
Tabelle 2 beinhaltet die Anschlusskonfiguration der Architektur aus Abbildung 27. Die Kurzbezeichnung
D I x steht für Digital Input (Digitaleingang), das x für die jeweilige Belegungsnummer des Moduls.
Ähnliches gilt für die Kurzbezeichnung AO x , dies steht für Analog Output (Analogausgang).
Bezeichnung Beschreibung
Schnittstelle NI 9423
Funktion Empfängt die Signale der Inkrementalgeber
Konfiguration D I x bezeichnet die Eingänge von NI 9423 A x , B x ,Z x bezeichnet die Ausgänge der Inkrementalgeber
Anschluss des 1. Inkrementalgeber: ⇒DI O= A1 ,D I 1= B1 , D I 2= Z 1
Anschluss des 2. Inkrementalgeber: ⇒DI 3= A2 , D I 4= B2 , D I 5= Z 2
Schnittstelle NI 9263
Funktion Ausgangsspannung für die Motoren setzen.
Konfiguration AO0 , AO1 bezeichnet die Ausgänge von NI 9263
AO0 ist an Motor 1 angeschlossen AO 1 ist an Motor 2 angeschlossen
Tabelle 2: Konfiguration der cRIO Schnittstellen
2.2.3.2 LabVIEW 2009
Für die Entwicklung aller Softwarekomponenten zur Ansteuerung der Motoren, zum Auslesen der IGR und
Umsetzung der funktionalen Steuerelemente wird die Software LabVIEW 200911 vom Hersteller National
Instruments eingesetzt.
2.3 Umsetzung
Die Deadline der Projektumsetzung ist auf den 26. Februar 2010 gelegt. Bis zu diesem Tag wurde von der
Gruppe zur Umsetzung einer Regelungstechnik keine Regelung geliefert, so dass ein anderer Ansatz
gewählt wurde. Die Aussteuerung der Drehachsen zueinander wurde iterativ durchgeführt. Das bedeutet,
dass eine generell sehr rudimentäre Nachregelung zum Zuge kommt. Beide Drehachsen des elektrischen
Getriebes besitzen jeweils einen Inkrementalgeber, welcher die Position der Drehung ermittelt. Nach einer
ganzen Umdrehung geben die Inkrementalgeber jeweils einen weiteren Impuls (Z-Impuls) aus der diese
komplette Umdrehung signalisiert.
Das Verhältnis dieser jeweiligen Werte, die Differenz zwischen den zwei Z-Impulsen für beide Drehachsen,
liefert einen Wert für deren Versatz zueinander. Die Idee ist nun, dass dieser Wert kontinuierlich überprüft
wird und entsprechend eine Nachregelung stattfindet. Bei einem Delta-Wert von 0 befinden sich die
11 http://www.ni.com/labview

P r o j e k t „ O R e G „
44
Drehachsen zueinander in einem synchronen Verhältnis, sprich beide Achsen drehen sich ohne Versatz
zueinander. In Abbildung 29 wird dieses Prinzip als Aktivitätendiagramm verdeutlicht und veranschaulicht
die bisherige Implementierung der Steuerungsanwendung. Der Abschnitt 3.3ff beinhaltet eine genauere
Sichtweise dieser Umsetzung und beschreibt welche Problematiken damit verbunden sind.
Das Prinzip der Umsetzung ist weiterhin, dass eine Drehachse als Master und die zweite Achse als Slave
fungiert. Dies soll heißen, dass nur eine Drehachse nachgeregelt wird und zwar im Verhältnis zu der zweiten
Achse. Dieses Prinzip wird in zahlreichen technischen Anwendungen angewandt, u.a. in der Bluetooth
Technologie12
2.3.1 Anforderungen
Zur Realisierung des mechanischen Synchronlaufs soll eine grafische Steuerungssoftware mit LabVIEW auf
der Basis der zuvor optimierten Regelungskonzepte entwickelt werden (dies ist nicht möglich, vgl. Abs. 3).
Die Steuerung soll über eine benutzerfreundliche Schnittstelle verfügen.
2.3.2 Programmablauf
Für die Steuerung der Motoren und Verarbeitung der Daten von den Inkrementalgebern werden mehrere
Anwendungen implementiert. Die Architektur aus Abbildung 27 liefert die Vorgaben für die verschiedenen
Zielplattformen um die Entwicklung der Anwendungen durchzuführen. Die Steuerung benötigt zwei
Anwendungskomponenten, eine wird auf dem NI cRIO-9012 (Target) installiert und die zweite auf dem
Computer zur Ansteuerung (Host) des Target.
Abbildung 28: Programmablauf auf dem Echtzeitsystem NI cRIO-9012
12 Ein Standard zur Funkübertragung zwischen Geräten über kurze Distanz.
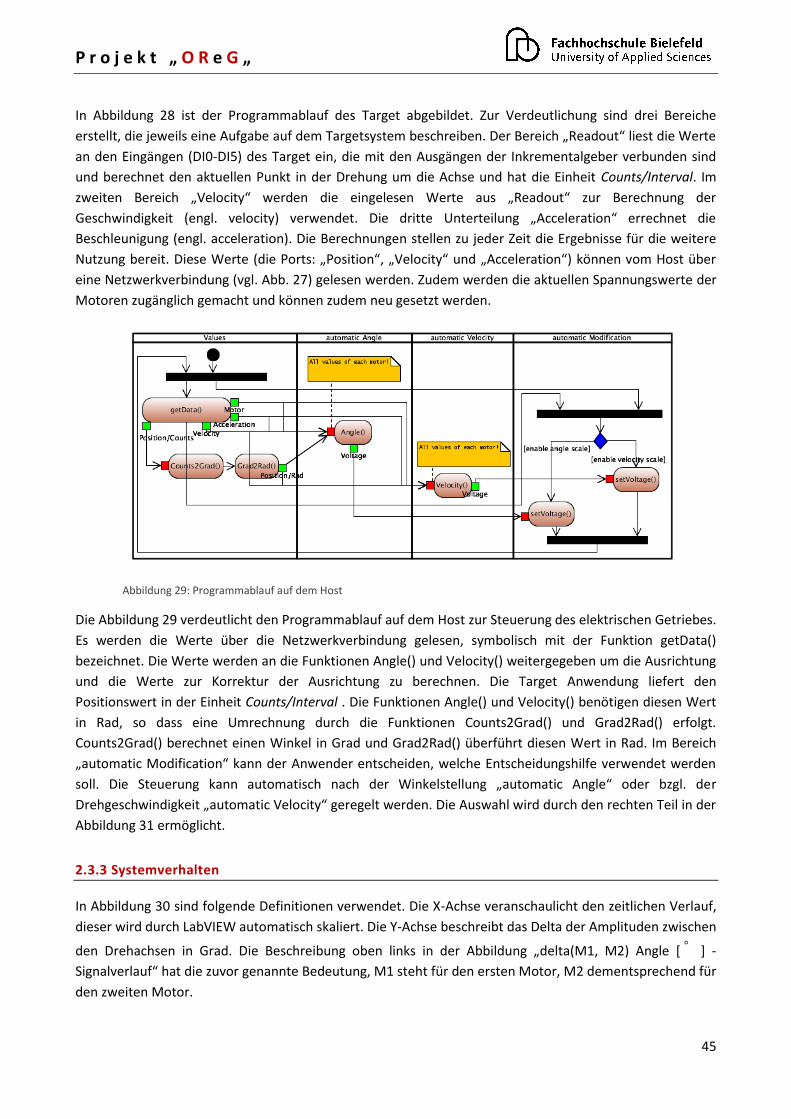
P r o j e k t „ O R e G „
45
In Abbildung 28 ist der Programmablauf des Target abgebildet. Zur Verdeutlichung sind drei Bereiche
erstellt, die jeweils eine Aufgabe auf dem Targetsystem beschreiben. Der Bereich „Readout“ liest die Werte
an den Eingängen (DI0-DI5) des Target ein, die mit den Ausgängen der Inkrementalgeber verbunden sind
und berechnet den aktuellen Punkt in der Drehung um die Achse und hat die Einheit Counts/Interval. Im
zweiten Bereich „Velocity“ werden die eingelesen Werte aus „Readout“ zur Berechnung der
Geschwindigkeit (engl. velocity) verwendet. Die dritte Unterteilung „Acceleration“ errechnet die
Beschleunigung (engl. acceleration). Die Berechnungen stellen zu jeder Zeit die Ergebnisse für die weitere
Nutzung bereit. Diese Werte (die Ports: „Position“, „Velocity“ und „Acceleration“) können vom Host über
eine Netzwerkverbindung (vgl. Abb. 27) gelesen werden. Zudem werden die aktuellen Spannungswerte der
Motoren zugänglich gemacht und können zudem neu gesetzt werden.
Abbildung 29: Programmablauf auf dem Host
Die Abbildung 29 verdeutlicht den Programmablauf auf dem Host zur Steuerung des elektrischen Getriebes.
Es werden die Werte über die Netzwerkverbindung gelesen, symbolisch mit der Funktion getData()
bezeichnet. Die Werte werden an die Funktionen Angle() und Velocity() weitergegeben um die Ausrichtung
und die Werte zur Korrektur der Ausrichtung zu berechnen. Die Target Anwendung liefert den
Positionswert in der Einheit Counts/Interval . Die Funktionen Angle() und Velocity() benötigen diesen Wert
in Rad, so dass eine Umrechnung durch die Funktionen Counts2Grad() und Grad2Rad() erfolgt.
Counts2Grad() berechnet einen Winkel in Grad und Grad2Rad() überführt diesen Wert in Rad. Im Bereich
„automatic Modification“ kann der Anwender entscheiden, welche Entscheidungshilfe verwendet werden
soll. Die Steuerung kann automatisch nach der Winkelstellung „automatic Angle“ oder bzgl. der
Drehgeschwindigkeit „automatic Velocity“ geregelt werden. Die Auswahl wird durch den rechten Teil in der
Abbildung 31 ermöglicht.
2.3.3 Systemverhalten
In Abbildung 30 sind folgende Definitionen verwendet. Die X-Achse veranschaulicht den zeitlichen Verlauf,
dieser wird durch LabVIEW automatisch skaliert. Die Y-Achse beschreibt das Delta der Amplituden zwischen
den Drehachsen in Grad. Die Beschreibung oben links in der Abbildung „delta(M1, M2) Angle * ° ] -
Signalverlauf“ hat die zuvor genannte Bedeutung, M1 steht für den ersten Motor, M2 dementsprechend für
den zweiten Motor.

P r o j e k t „ O R e G „
46
Die Abbildung 30 veranschaulicht den Verlauf der in Abschnitt 3 erwähnten Idee, dass möglichst das Delta
der Phasenverschiebung 0 entsprechen soll um einen Synchronlauf der Drehachsen zu erhalten. Die Basis
dieses Verlaufs beruht auf dem Programmablauf aus Abbildung 29. Es wird durchgehend der Stand der
Drehposition zueinander verglichen und gegebenenfalls nachgesteuert.
Abbildung 30: Phasenverschiebung der drehenden Achsen
An den Positionen mit dem Kreuz (s. Abb. 30) ist ein Synchronlauf vorhanden, es ist an dem Übergang der
Ausschläge zu erkennen, dass die Phasenverschiebung kippt. Eine Kippung der Phasenverschiebung in
diesem Zusammenhang ist gleichbedeutend mit einem Übergang von
ΔW i n k e l= −10⇒ΔW i n k e l= 10 , sprich das Vorzeichen hat sich geändert. Dieses Verhalten ist
weiterhin auch bei den Werten ΔW in k e l= 180⇒ΔW i n k e l= 180 zu beobachten. In der Mitte des
Verlaufs kippen die Amplituden zueinander. Dieser in Abbildung 30 abgebildete Verlauf ist periodisch, d.h.
die zweite Achse (M2, Slave) hängt immer hinterher. An dem Punkt, wenn das Δ zwischen den Achsen 0
ist muss eine weitere Regelung einspringen.
Zu diesem Zweck wurden zwei iterative Steuerungen implementiert. Wenn das elektrische Getriebe
eingeschaltet wird, kann der Anwender nur den Master regeln. Sobald der Master eine Aussteuerung
erhält, z.B. eine Spannung von 3 Volt, wird die Regelung angeworfen. Der Anwender kann entscheiden
welche Regelung verwendet werden soll. Zu diesem Zweck wurde die Benutzerschnittstelle in Abbildung 31
so aufgebaut, dass der Anwender im rechten Bereich zwischen zwei Modus wählen kann: 1. En-/Disable
velocity scale, 2. En-/Disable angle scale, es können auch beide angeschaltet werden. Der Schalter unten
rechts in der Abbildung 31 lässt es zu, dass zwischen diesen Modus umgeschaltet werden kann. Die
Tachoanzeige gibt den aktuellen Δ -Wert der beiden Drehachsen aus.
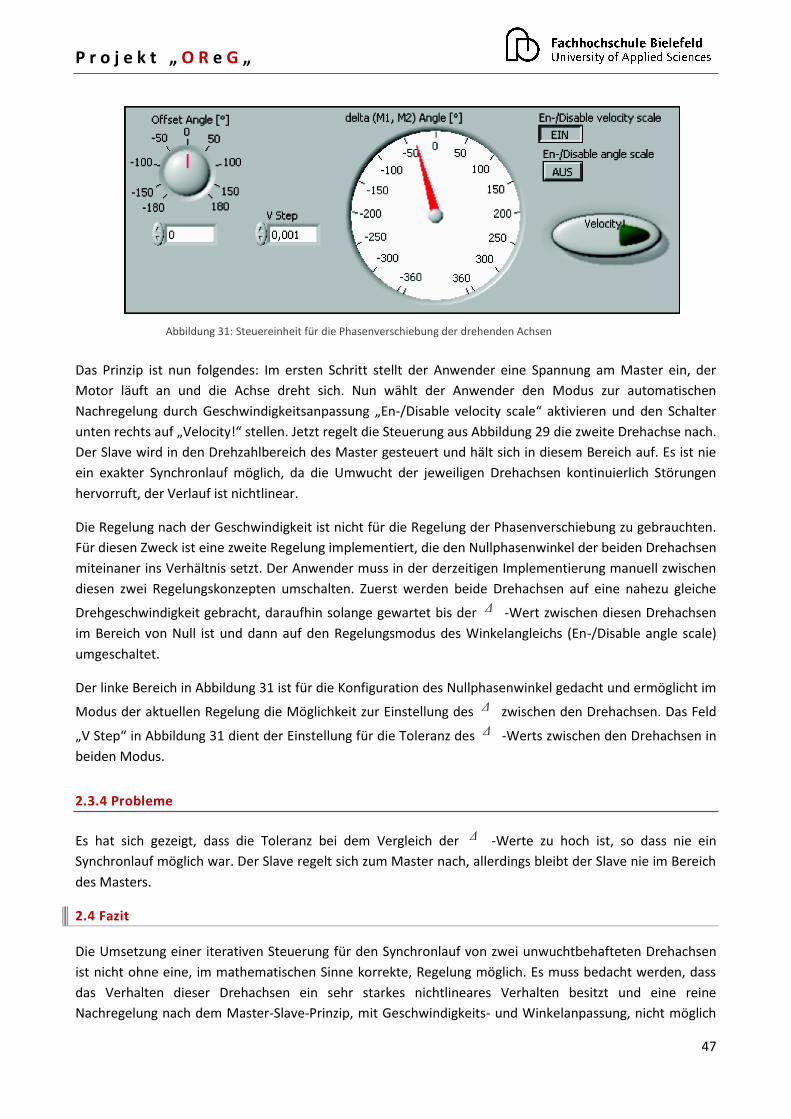
P r o j e k t „ O R e G „
47
Das Prinzip ist nun folgendes: Im ersten Schritt stellt der Anwender eine Spannung am Master ein, der
Motor läuft an und die Achse dreht sich. Nun wählt der Anwender den Modus zur automatischen
Nachregelung durch Geschwindigkeitsanpassung „En-/Disable velocity scale“ aktivieren und den Schalter
unten rechts auf „Velocity!“ stellen. Jetzt regelt die Steuerung aus Abbildung 29 die zweite Drehachse nach.
Der Slave wird in den Drehzahlbereich des Master gesteuert und hält sich in diesem Bereich auf. Es ist nie
ein exakter Synchronlauf möglich, da die Umwucht der jeweiligen Drehachsen kontinuierlich Störungen
hervorruft, der Verlauf ist nichtlinear.
Die Regelung nach der Geschwindigkeit ist nicht für die Regelung der Phasenverschiebung zu gebrauchten.
Für diesen Zweck ist eine zweite Regelung implementiert, die den Nullphasenwinkel der beiden Drehachsen
miteinaner ins Verhältnis setzt. Der Anwender muss in der derzeitigen Implementierung manuell zwischen
diesen zwei Regelungskonzepten umschalten. Zuerst werden beide Drehachsen auf eine nahezu gleiche
Drehgeschwindigkeit gebracht, daraufhin solange gewartet bis der Δ -Wert zwischen diesen Drehachsen
im Bereich von Null ist und dann auf den Regelungsmodus des Winkelangleichs (En-/Disable angle scale)
umgeschaltet.
Der linke Bereich in Abbildung 31 ist für die Konfiguration des Nullphasenwinkel gedacht und ermöglicht im
Modus der aktuellen Regelung die Möglichkeit zur Einstellung des Δ zwischen den Drehachsen. Das Feld
„V Step“ in Abbildung 31 dient der Einstellung für die Toleranz des Δ -Werts zwischen den Drehachsen in
beiden Modus.
2.3.4 Probleme
Es hat sich gezeigt, dass die Toleranz bei dem Vergleich der Δ -Werte zu hoch ist, so dass nie ein
Synchronlauf möglich war. Der Slave regelt sich zum Master nach, allerdings bleibt der Slave nie im Bereich
des Masters.
2.4 Fazit
Die Umsetzung einer iterativen Steuerung für den Synchronlauf von zwei unwuchtbehafteten Drehachsen
ist nicht ohne eine, im mathematischen Sinne korrekte, Regelung möglich. Es muss bedacht werden, dass
das Verhalten dieser Drehachsen ein sehr starkes nichtlineares Verhalten besitzt und eine reine
Nachregelung nach dem Master-Slave-Prinzip, mit Geschwindigkeits- und Winkelanpassung, nicht möglich
Abbildung 31: Steuereinheit für die Phasenverschiebung der drehenden Achsen
P r o j e k t „ O R e G „
48
ist. Ein erweiterte Regelung, die dieses Verhalten durch ein Kräfte-Masse-Differentialgleichungssystem
beschreibt, ist zu empfehlen.
Verwendete Literatur
[1] Teilnehmer des Projektes: Beschreibung der Arbeitspakete anhand des Projektstrukturplanes,
Fachhochschule Bielefeld, WS 2009/2010
[2] OMG Unified Modeling Language, Superstructure, Feb. 2009, url:
http://www.omg.org/spec/UML/2.2/Superstructure

P r o j e k t „ O R e G „
52
(C) AP-Nr. 1.3. Realisierung der Horizontalführung
Anmerkung zu diesem Arbeitspaket:
Kurz vor Beendigung des Projektes hat leider ein weiteres Teammitglied die Projektgruppe verlassen,
welches mit den Aufgaben dieses Arbeitspaketes betraut war. Demzufolge konnte die zur letzten
Teambesprechung gestellte Aufgabe nicht mehr erfüllt werden. Zudem liegt der Projektleitung auch keine
Dokumentation zu den von Herrn Vollmer bereits erledigten Aufgaben vor. Die Projektleitung wünscht
Herrn Vollmer im Namen des gesamten Teams viel Erfolg auf seinem weiteren beruflichen Weg.
1 Ideenfindung zur Horizontalführung
Autoren: Kristof Kleiner
Kai-Fabian Henning
Ideenfindung zur Horizontalführung
Im ersten Teil der Ideenfindung zur Horizontalführung soll jedes Mitglied der Projektgruppe zwei mögliche
Horizontalführungen skizzieren. In einer Vorabbesprechung werden aus diesen Ideen nun sechs realisierbar
erscheinende Ideen ausgewählt. Diese Ideen sollen im nächsten Schritt durch eine geeignete
Bewertungsmethode gegenübergestellt und so die am vielversprechendsten wirkenden Ideen ausgewählt
und im weiteren Projektverlauf entsprechend simuliert werden.
1.1 Bewertung der Ideen für die Horizontalführung
Die Gruppenleitung entscheidet sich aufgrund der unten aufgeführten Vorteile für die Durchführung einer
Nutzwertanalyse zur Bewertung der gefundenen Lösungen.
Die Nutzwertanalyse dient zur Findung einer bestmöglichen Lösungsvariante aus vorhandenen
Alternativen. Bei der Nutzwertanalyse werden die verschiedenen Lösungsalternativen in verschiedenen
unterschiedlich gewerteten Kategorien gegenübergestellt und durch die Vergabe von Punkten bewertet.
Die Vorteile der Nutzwertanalyse liegen hier in der großen Flexibilität des Zielsystems und der direkten
Vergleichbarkeit der Lösungsalternativen. Kritisch zu beurteilen ist jedoch, dass es sich um ein subjektives
Bewertungsverfahren handelt und einige Parameter im Vorfeld nur geschätzt werden können.
1.2 Durchführung:
Im ersten Schritt werden die Bewertungsparameter für das Bauteil aufgelistet, im Fall der
Horizontalführung sind dies die folgenden:
1. Herstellungskosten /Aufwand
2. Materialkosten
3. Horizontalsteifigkeit (vermutete)
4. Dauerfestigkeit (vermutete)
5. Eignung zum umsetzten als FE Modell
6. Montierbarkeit
7. Einfluss auf die Dämpfung

P r o j e k t „ O R e G „
53
Nun wird den Einzelparametern eine Gewichtung von (0-9) zugeordnet, da nicht alle Parameter den
gleichen Stellenwert für die Funktion des Bauteils aufweisen. Bei dieser Gewichtung steht die 9 für:
entscheidend für die Funktion des Bauteils und die 0 für vernachlässigbar.
Im nächsten Schritt werden die verschiedenen Lösungsalternativen hinsichtlich ihrer Erfüllung der
Parameter überprüft und entsprechend des Erfüllungsgrades der Anforderung Punkte vergeben.
Wertung Punkte
Schlecht 0-2
Mittel 3-5
Gut 6-8
Sehr gut 9 Tabelle 3 Punktevergabe bei der Nutzwertanalyse
Die vergebenen Punkte werden nun mit den Gewichtungsfaktoren multipliziert und aufsummiert, somit
erhält man einen einfachen numerischen Vergleichswert für die unterschiedlichen Lösungsalternativen.
1.3 Lösungsalternativen der Horizontalführung
Die verschiedenen Lösungsalternativen zur Umsetzung der Horizontalführung wurden von den Projekt
Teilnehmern erdacht und vorsortiert. Die folgenden Lösungsalternativen werden in der Nutzwertanalyse
miteinander verglichen:
Abbildung 33: Variante 1: Einfache Blattfeder
Abbildung 34: Variante 2: Blattfeder mit organischer Form

P r o j e k t „ O R e G „
54
Abbildung 35: Variante 3: Gelenkführung
Abbildung 36: Variante 4: Federführung
Abbildung 37: Variante 5: Blattfeder, doppelt geschlitzt

P r o j e k t „ O R e G „
55
Abbildung 38: Variante 6: Blattfeder gekreuzt
Diese 6 Varianten für eine mögliche Umsetzung der Horizontalführung werden nun in den
unterschiedlichen Bewertungskriterien bewertet, gewichtet und gegenübergestellt:
Kriterium Gewichtung V1 Erg. V2 Erg. V3 Erg. V4 Erg. V5 Erg. V6 Erg.
1. Herstellungskosten 8 9 72 6 48 3 24 4 32 8 64 5 40
2. Materialkosten 8 9 72 9 72 3 24 5 40 9 72 8 64
3. Horizontalsteifigkeit 9 5 45 6 54 8 72 7 63 6 54 8 72
4. Dauerfestigkeit 5 4 20 6 30 7 35 7 35 6 30 6 30
5. FE Eignung 2 8 16 6 12 4 8 4 8 8 16 8 16
6. Montierbarkeit 4 8 32 6 24 4 16 7 28 8 32 8 32
7.Einfluss auf die Dämpfung 8 7 56 8 64 7 56 5 40 6 48 6 48
Summe: 313 304 235 246 316 302
Tabelle 4: Bewertungsmaske der Horizontalführungsvarianten
Die aufsummierten Gesamtkennzahlen der unterschiedlichen Varianten werden nu, zur besseren
Visualisierung noch einmal mittels eines Diagramms dargestellt.
Diagramm 1: Gegenüberstellung der Bewerteten Horizontalführungsalternativen
0
50
100
150
200
250
300
350
Variante 1 Variante 2 Variante 3
Variante 4 Variante 5 Variante 6
Gegenüberstellung der aufsummierten Kennzahlen

P r o j e k t „ O R e G „
56
1.4 Ergebnis
Bei der hier durchgeführten Nutzwertanalyse, dominieren, bedingt durch die starke Gewichtung in diesem
Bereich, die günstig und ohne großen Materialeinsatz fertig baren Horizontalführungen.
Die Hauptaufgabe der Horizontalführung liegt jedoch darin, dem Versuchsstand eine möglichst große
Horizontalsteifigkeit zu verleihen. Da dieses Kriterium zu diesem Zeitpunkt jedoch nur grob geschätzt
werden kann, ist es notwendig verschiedene Varianten hinsichtlich ihrer Anwendbarkeit genauer zu
überprüfen.
Im Vordergrund stehen hier:
Variante 1 und Variante 2
Variante 1 und 2 ähneln sich und können so ohne erheblichen Mehraufwand simuliert werden.
Variante 5
Ist die aktuell verwendete Lösung und ist deshalb schon gefertigt.
Die Nutzwertanalyse kann als ein guter Hinweis auf die Eignung verschiedener Lösungsalternativen
verstanden werden. Die einzelnen Teillösungen sind jedoch kritisch zu betrachten und hinsichtlich ihrer
Anwendbarkeit zu überprüfen.

P r o j e k t „ O R e G „
57
(D) AP-Nr. 1.4. Simulationsmodell des dynamischen Verhaltens
Autoren: Ilja Alkov
Stefanie Stork
Carolin Vollmer
Sven Ludewig
AP-Nr. 1.4.1.
AP-Nr. 1.4.1. /1.4.2. / 1.4.4.
AP-Nr. 1.4.1. /1.4.2. / 1.4.4.
AP-Nr. 1.4.3.
1 Elastostatisches Modell der Schraubenfeder
Autor: Ilja Alkov
1.1 Modell
1.1.1 Anforderungen
Das elastostatische Verformungsverhalten der als Schraubenfeder ausgeführten Stützfeder des zu
analysierenden Schwingungssystems ist durch ein vereinfachtes lineares für die Verwendung in der
Mehrkörpersimulation des Systems geeignetes Ersatzmodell abzubilden. Die Steifigkeitskennwerte des
Ersatzmodells sind zu bestimmen.
1.1.2 Ersatzmodell
Die Schraubenfeder wird durch ein Linienelement mit zwei Knoten ersatzweise abgebildet. Die Knoten des
Ersatzmodells entsprechen geometrisch den Mittelpunkten der kreisförmigen Auflageflächen der
Schraubenfederenden. Die Knoten in dem Ersatzmodell erhalten jeweils 6 Verschiebungsfreiheitsgrade. Das
elementbezogene Koordinatensystem mit dem Ursprung in dem Knoten Nummer 1 wird wie folgt
ausgerichtet: Koordinatenachse z fällt mit dem Linienelement und entsprechend mit der Achse der
Schraubenfeder zusammen, Koordinatenachse x geht vom Knoten Nummer 1 aus und enthält das nächste
Federende, Koordinatenachse y entsprechend dem Rechtssystem.
Entsprechend den gesetzten Anforderungen wird im Folgenden ein linearer Zusammenhang zwischen den
Knotenverschiebungen und den Reaktionen an den Knoten des Ersatzmodells aufgestellt.
}12,11,10,6,5,4{,
}9,8,7,3,2,1{,,
12
1,
222222111111
222222111111
jc
jcccC
uuuuuuu
MMMFFFMMMFFFf
uCf
ij
iju
ijjiij
T
zyxzyxzyxzyx
T
zyxzyxzyxzyx

P r o j e k t „ O R e G „
58
1.2 Analyse
1.2.1 FE-Modell
Die Schraubenfeder wird zur Bestimmung des elastostatischen Verhaltens als ein FE-Balkenmodell
abgebildet. Die detailierte Geometrie der Schraubenfeder wird in Übereinstimmung mit dem Datenblatt im
CAD-System Solid Edge 19 als Querschnittsmittellinie modelliert. Folgende Materialkonstanten werden bei
der Modellierung des Werkstoffverhaltens verwendet: Elastizitätsmodul MPaE 4101,2 und Poisson-
Konstante 3,0 . Die Verschiebungen und Reaktionen werden an den Knoten in den Mittelpunkten der
kreisförmigen Auflageflächen ermittelt. Die Endwindungen der Schraubenfeder werden nicht
verformungsfähig angenommen.
Abbildung 39: FE-Balkenmodel der Schraubenfeder
Das verwendete FEM-Analysesystem, FEMAP v9.31 with NX Nastran, ist im Fachbereich Maschinenbau der
FH-Bielefeld verfügbar. Zwei unterschiedliche Analyseverfahren werden angewandt: Static und Nonlinear
Static. Das Analyseverfahren Static verwendet konstante Steifigkeitsmatrizen der unverformten elastischen
Systeme, berücksichtigt demnach keine Steifigkeitsänderungen bedingt durch Verschiebungen. Nonlinear
Static, ist ein impliziertes inkrementiertes iterierendes Verfahren, das die Steifigkeitsbeziehungen während
der Simulation mehrmals aktualisiert. Das gewählte Iterationsverfahren ist das Full Newton-Raphson
Algorithmus.
1.2.2 Ersatz-Steifigkeitsmatrix
Die Ersatz-Steifigkeitsmatrix C wird durch die Auswertung der Verschiebungen und der zugehörigen
Kraftreaktionen des FE-Modells der Schraubenfeder ermittelt.
1
12211221
12211221
,...,,,...,,
,...,,,...,,
uuufffC
uuuCfff

P r o j e k t „ O R e G „
59
1.2.3 Reaktionskorrektur
Die Methode der finiten Elemente als numerisches Berechnungsverfahren gibt die Reaktionen und die
Verschiebungen nur mit begrenzter Genauigkeit wieder. Der Reaktionsvektor des zweiten Knotens wird
durch die Betrachtung der statischen Gleichgewichtsbedingung korrigiert. Für das Analyseverfahren Statc
wird die Gleichgewichtsbedingung für das unverformte System und für das Analyseverfahren Nonlinear
Static für das verformte System berücksichtigt.
chtGleichgewi-Momente
chtGleichgewi-Kraefte
1
1
1
2
2
2
1
1
1
2
2
2
1
1
1
2
2
2
1
1
1
2
2
2
1
1
1
z
y
x
z
y
x
z
y
x
z
y
x
z
y
x
z
y
x
z
y
x
F
F
F
u
u
u
u
u
u
z
y
x
z
y
x
M
M
M
M
M
M
F
F
F
F
F
F
1.3 Auswertung
1.3.1 Verschiebungen
Für die Berechnung werden folgende 12 Verschiebungsvektoren verwendet. Diese Vektoren werden in
einer Blockmatrix, entsprechend der Darstellung 1221 ,...,, uuu , zusammengefasst.
1.3.2 Kraftreaktionen Nonlinear Static
Folgende Reaktionsvektoren werden mit der Nonlinear Statc Analyse ermittelt. Diese Vektoren werden in
einer Blockmatrix, entsprechend der Darstellung 1221 ,...,, nnn fff , zusammengefasst.

P r o j e k t „ O R e G „
60
Folgende Reaktionsvektoren ergeben sich nach der Reaktionskorrektur. Blau markierter Bereich wird wie
beschrieben ermittelt.
Die absoluten Abweichungen zwischen den Komponenten der Matrizen werden wie folgt angegeben.
1.3.3 Kraftreaktionen Static
Folgende Reaktionsvektoren werden mit der Statc Analyse ermittelt. Diese Vektoren werden in einer
Blockmatrix, entsprechend der Darstellung 1221 ,...,, fff , zusammengefasst.
Folgende Reaktionsvektoren ergeben sich nach der Reaktionskorrektur. Blau markierter Bereich wird wie
beschrieben ermittelt.

P r o j e k t „ O R e G „
61
Die absoluten Abweichungen zwischen den Komponenten der Matrizen werden wie folgt angegeben.
1.3.4 Ersatz-Steifigkeitsmatrix Nonlinear Static
Die Ersatz-Steifigkeitsmatrix wird entsprechen der Beschreibung in Analyse berechnet.
Folgende Steifigkeitsmatrix wird mit den korrigierten Reaktionsvektoren aus der Nonlinear Static Analyse
ermittelt. Die Steifigkeitsmatrix ist infolge nichtlinearer Zusammenhänge zwischen den Verschiebungs- und
Reaktionsgrößen nicht symmetrisch.
Durch regressive Anpassung mit dem Simplex Verfahren wird folgende, im Gauß‘schen Sinne am besten die
Reaktionsvektoren wiedergebende, symmetrische Ersatz-Steifigkeitsmatrix berechnet.

P r o j e k t „ O R e G „
62
Die nach der Beziehung uCf nksnks für die vorgegebenen Verschiebungen berechneten
Reaktionsvektoren unterscheiden sich von den mit FE-Analyse bestimmten Reaktionsvektoren nur
unwesentlich. Die absoluten Abweichungen zwischen den Komponenten der Reaktionsvektoren werden
wie folgt angegeben.
1.3.5 Ersatz-Steifigkeitsmatrix Static
Die Ersatz-Steifigkeitsmatrix wird entsprechen der Beschreibung in Analyse berechnet.
Folgende Steifigkeitsmatrix wird mit den korrigierten Reaktionsvektoren aus der Static Analyse ermittelt.
Die Steifigkeitsmatrix ist infolge linearer Zusammenhänge zwischen den Verschiebungs- und
Reaktionsgrößen näherungsweise symmetrisch.
Die symmetrische Ersatz-Steifigkeitsmatrix wird durch die Bestimmung des symmetrischen Anteils der
Steifigkeitsmatrix berechnet
T
kkks CCC2
1.

P r o j e k t „ O R e G „
63
Die nach der Beziehung uCf ksks für die vorgegebenen Verschiebungen berechneten
Reaktionsvektoren unterscheiden sich von den mit FE-Analyse bestimmten Reaktionsvektoren nur
unwesentlich. Die absoluten Abweichungen zwischen den Komponenten der Reaktionsvektoren werden
wie folgt angegeben.
1.4 Fazit
Das elastostatische Verhalten der untersuchten Schraubenfeder im Bereich der zu erwartenden
Verformungen ist stark nichtlinear. Das gilt vor Allem für die Reaktionsmomente. Es wird empfohlen die mit
dem Nonlinear Static Analyseverfahren bestimmte symmetrische Ersatzsteifigkeitsmatrix nksC für die
Mehrkörpersimulation zu verwenden. Diese gibt die nichtlinearen Reaktionen der Schraubenfeder in dem
zu erwartenden Verformungsbereich mit angemessener Genauigkeit wieder.
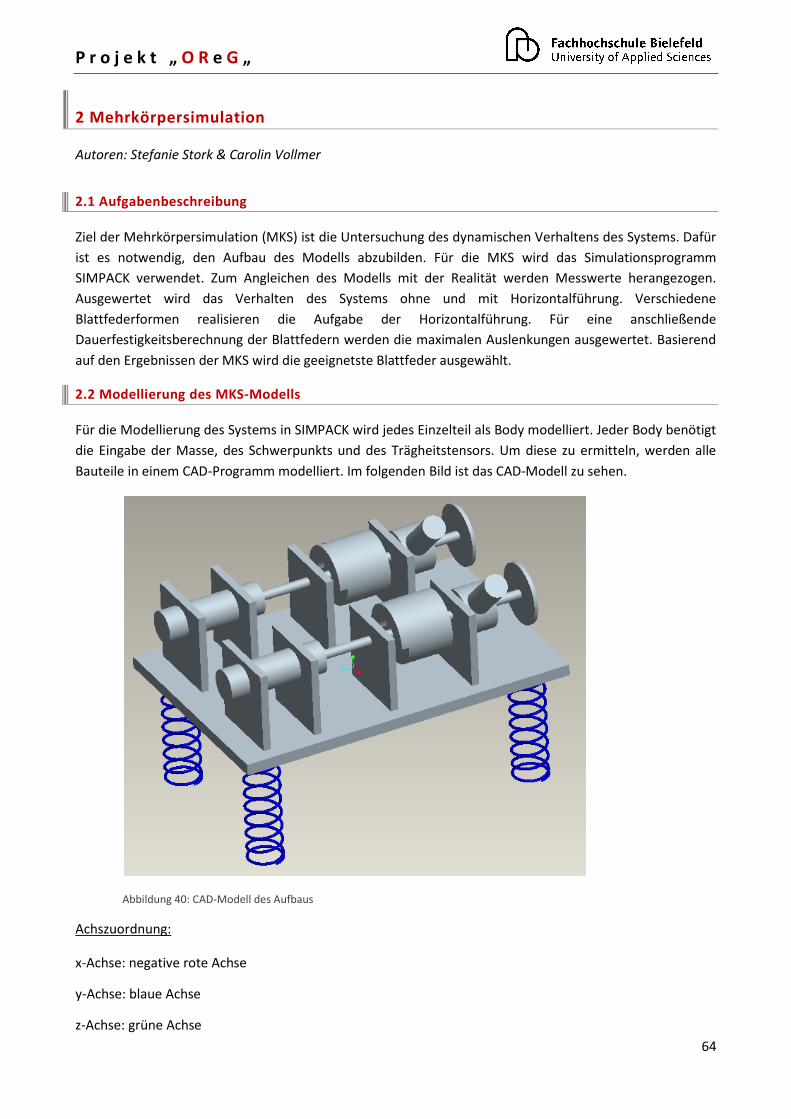
P r o j e k t „ O R e G „
64
2 Mehrkörpersimulation
Autoren: Stefanie Stork & Carolin Vollmer
2.1 Aufgabenbeschreibung
Ziel der Mehrkörpersimulation (MKS) ist die Untersuchung des dynamischen Verhaltens des Systems. Dafür
ist es notwendig, den Aufbau des Modells abzubilden. Für die MKS wird das Simulationsprogramm
SIMPACK verwendet. Zum Angleichen des Modells mit der Realität werden Messwerte herangezogen.
Ausgewertet wird das Verhalten des Systems ohne und mit Horizontalführung. Verschiedene
Blattfederformen realisieren die Aufgabe der Horizontalführung. Für eine anschließende
Dauerfestigkeitsberechnung der Blattfedern werden die maximalen Auslenkungen ausgewertet. Basierend
auf den Ergebnissen der MKS wird die geeignetste Blattfeder ausgewählt.
2.2 Modellierung des MKS-Modells
Für die Modellierung des Systems in SIMPACK wird jedes Einzelteil als Body modelliert. Jeder Body benötigt
die Eingabe der Masse, des Schwerpunkts und des Trägheitstensors. Um diese zu ermitteln, werden alle
Bauteile in einem CAD-Programm modelliert. Im folgenden Bild ist das CAD-Modell zu sehen.
Abbildung 40: CAD-Modell des Aufbaus
Achszuordnung:
x-Achse: negative rote Achse
y-Achse: blaue Achse
z-Achse: grüne Achse
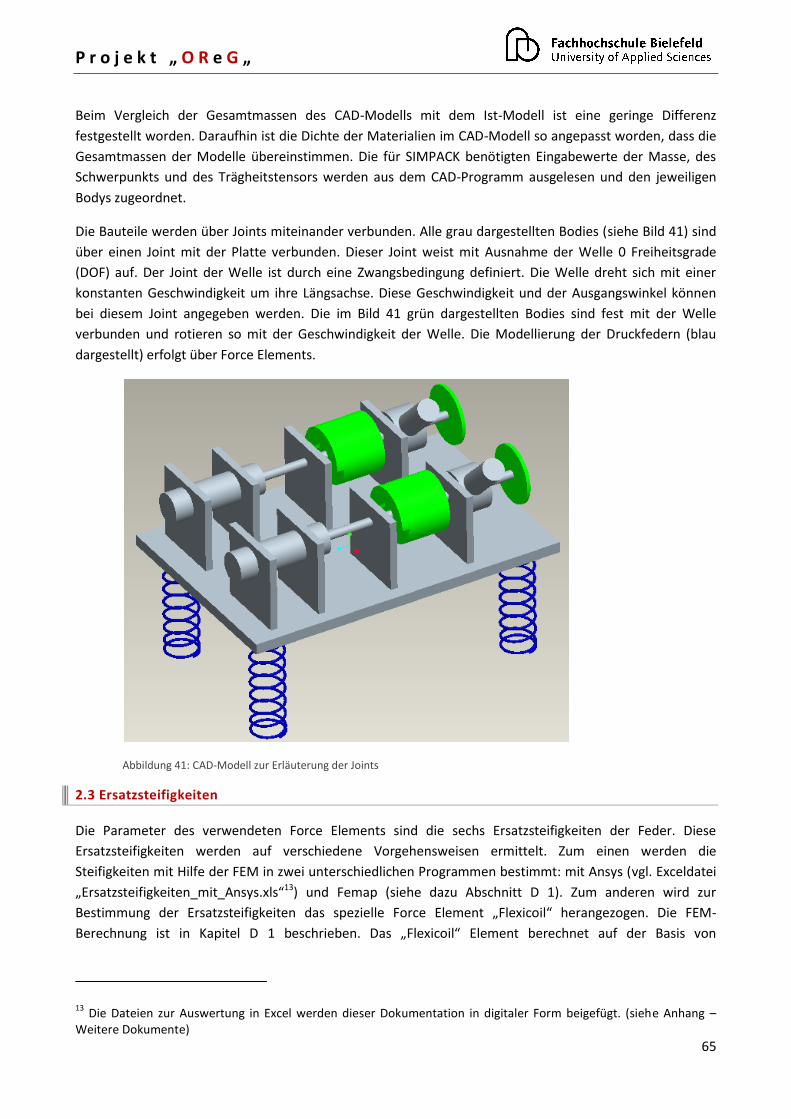
P r o j e k t „ O R e G „
65
Beim Vergleich der Gesamtmassen des CAD-Modells mit dem Ist-Modell ist eine geringe Differenz
festgestellt worden. Daraufhin ist die Dichte der Materialien im CAD-Modell so angepasst worden, dass die
Gesamtmassen der Modelle übereinstimmen. Die für SIMPACK benötigten Eingabewerte der Masse, des
Schwerpunkts und des Trägheitstensors werden aus dem CAD-Programm ausgelesen und den jeweiligen
Bodys zugeordnet.
Die Bauteile werden über Joints miteinander verbunden. Alle grau dargestellten Bodies (siehe Bild 41) sind
über einen Joint mit der Platte verbunden. Dieser Joint weist mit Ausnahme der Welle 0 Freiheitsgrade
(DOF) auf. Der Joint der Welle ist durch eine Zwangsbedingung definiert. Die Welle dreht sich mit einer
konstanten Geschwindigkeit um ihre Längsachse. Diese Geschwindigkeit und der Ausgangswinkel können
bei diesem Joint angegeben werden. Die im Bild 41 grün dargestellten Bodies sind fest mit der Welle
verbunden und rotieren so mit der Geschwindigkeit der Welle. Die Modellierung der Druckfedern (blau
dargestellt) erfolgt über Force Elements.
Abbildung 41: CAD-Modell zur Erläuterung der Joints
2.3 Ersatzsteifigkeiten
Die Parameter des verwendeten Force Elements sind die sechs Ersatzsteifigkeiten der Feder. Diese
Ersatzsteifigkeiten werden auf verschiedene Vorgehensweisen ermittelt. Zum einen werden die
Steifigkeiten mit Hilfe der FEM in zwei unterschiedlichen Programmen bestimmt: mit Ansys (vgl. Exceldatei
„Ersatzsteifigkeiten_mit_Ansys.xls“13) und Femap (siehe dazu Abschnitt D 1). Zum anderen wird zur
Bestimmung der Ersatzsteifigkeiten das spezielle Force Element „Flexicoil“ herangezogen. Die FEM-
Berechnung ist in Kapitel D 1 beschrieben. Das „Flexicoil“ Element berechnet auf der Basis von
13 Die Dateien zur Auswertung in Excel werden dieser Dokumentation in digitaler Form beigefügt. (siehe Anhang –
Weitere Dokumente)
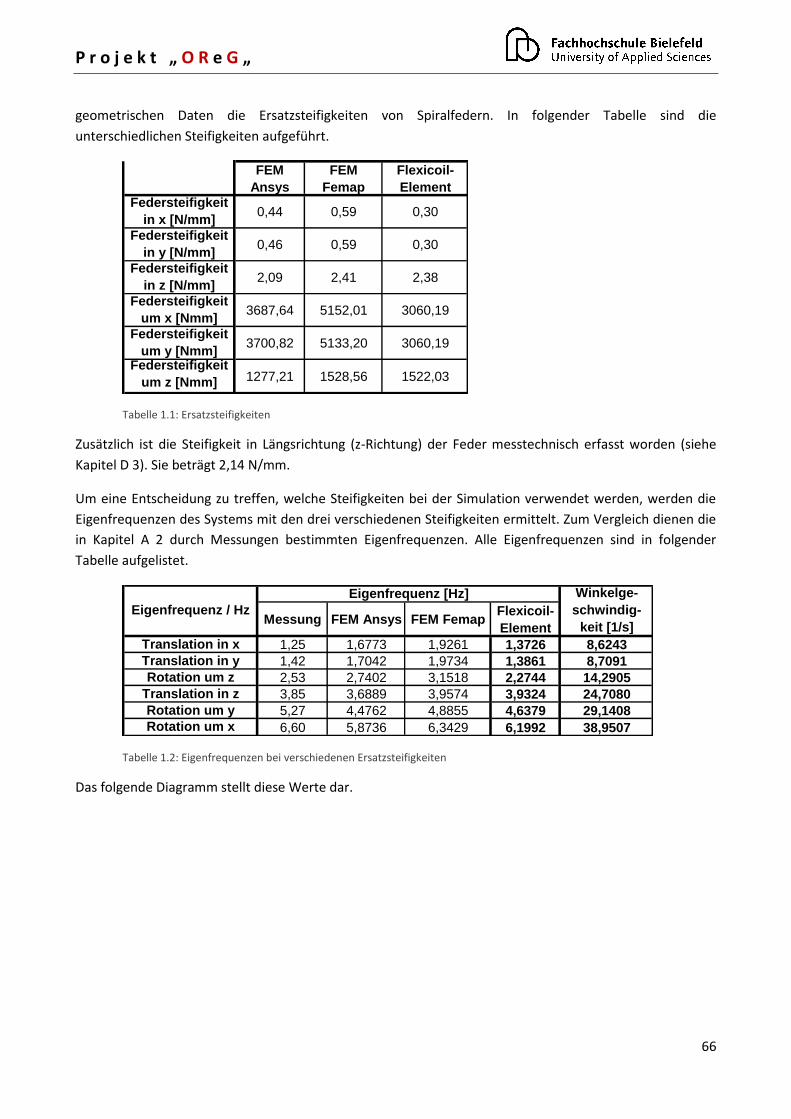
P r o j e k t „ O R e G „
66
geometrischen Daten die Ersatzsteifigkeiten von Spiralfedern. In folgender Tabelle sind die
unterschiedlichen Steifigkeiten aufgeführt.
FEM
Ansys
FEM
Femap
Flexicoil-
ElementFedersteifigkeit
in x [N/mm]0,44 0,59 0,30
Federsteifigkeit
in y [N/mm]0,46 0,59 0,30
Federsteifigkeit
in z [N/mm]2,09 2,41 2,38
Federsteifigkeit
um x [Nmm]3687,64 5152,01 3060,19
Federsteifigkeit
um y [Nmm]3700,82 5133,20 3060,19
Federsteifigkeit
um z [Nmm] 1277,21 1528,56 1522,03
Tabelle 1.1: Ersatzsteifigkeiten
Zusätzlich ist die Steifigkeit in Längsrichtung (z-Richtung) der Feder messtechnisch erfasst worden (siehe
Kapitel D 3). Sie beträgt 2,14 N/mm.
Um eine Entscheidung zu treffen, welche Steifigkeiten bei der Simulation verwendet werden, werden die
Eigenfrequenzen des Systems mit den drei verschiedenen Steifigkeiten ermittelt. Zum Vergleich dienen die
in Kapitel A 2 durch Messungen bestimmten Eigenfrequenzen. Alle Eigenfrequenzen sind in folgender
Tabelle aufgelistet.
Messung FEM Ansys FEM FemapFlexicoil-
Element
Translation in x 1,25 1,6773 1,9261 1,3726 8,6243
Translation in y 1,42 1,7042 1,9734 1,3861 8,7091
Rotation um z 2,53 2,7402 3,1518 2,2744 14,2905
Translation in z 3,85 3,6889 3,9574 3,9324 24,7080
Rotation um y 5,27 4,4762 4,8855 4,6379 29,1408
Rotation um x 6,60 5,8736 6,3429 6,1992 38,9507
Eigenfrequenz [Hz] Winkelge-
schwindig-
keit [1/s]
Eigenfrequenz / Hz
Tabelle 1.2: Eigenfrequenzen bei verschiedenen Ersatzsteifigkeiten
Das folgende Diagramm stellt diese Werte dar.

P r o j e k t „ O R e G „
67
Abbildung 42: Eigenfrequenzen bei verschiedenen Ersatzsteifigkeiten
Die geringsten Abweichungen zu den Messwerten weisen die Werte des „Flexicoil“ Elements auf. Im
unteren Frequenzbereich liegen die mit Ansys ermittelten Werte näher an den Gemessenen als die mit
Femap Ermittelten. Im oberen Frequenzbereich ist dies umgekehrt. Aufgrund dessen werden in der
Simulation die mit dem „Flexicoil“ Element ermittelten Steifigkeiten verwendet.
2.4 Dämpfung
In jedem System ist Dämpfung vorhanden. Um den Einfluss der Dämpfung im Simulationsmodell einfließen
zu lassen, werden den vier Druckfedern Dämpfungskoeffizienten zugewiesen. Da es nicht möglich ist, diese
Koeffizienten konkret zu berechnen, werden sie mit Hilfe von Versuchen approximiert. Es werden nur die
Dämpfungen in die translatorischen Richtungen betrachtet. Dafür wird die Platte in die drei
translatorischen Richtungen um einen bestimmten Wert ausgelenkt, losgelassen und die Beschleunigung
mit einem Oszilloskop beobachtet. Es wird festgehalten, nach welcher Zeit sich die Beschleunigung auf
einen bekannten Wert reduziert. Die folgenden 3 Tabellen zeigen die Messergebnisse. Hierbei werden die
Amplituden in Oszilloskopkästchen angegeben.
Tabelle 1.3: 1 cm Auslenkung in x-Richtung
Eigenfrequenzen bei verschiedenen Ersatzsteifigkeiten
0
1
2
3
4
5
6
7
1 2 3 4 5 6
Eigenform
Fre
qu
en
z [
Hz]
Messung
FEM Ansys
FEM Femap
Flexicoil-Element
Kästchen zu Beginn 3,5 3,5 3,5 3,5 3,5
1 Kästchen nach 4 s 4 s 3 s 4 s 4 s
Ruhen nach 10 s 9 s 10 s 12 s 10s
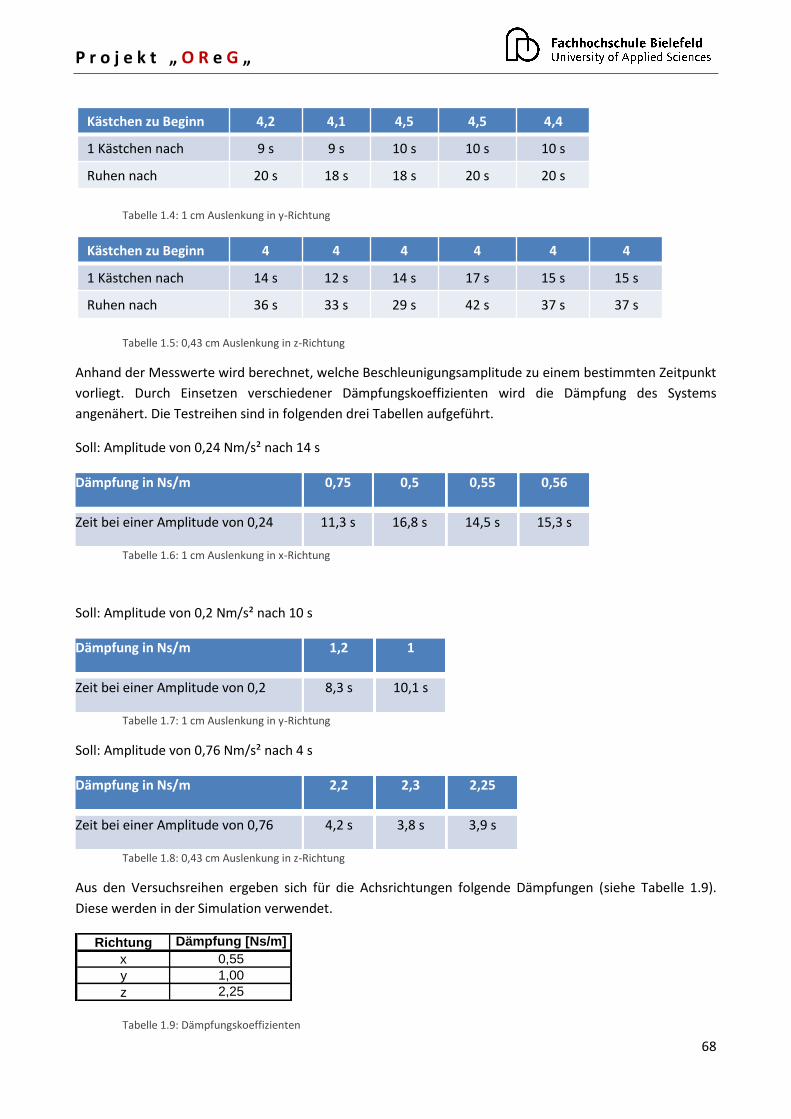
P r o j e k t „ O R e G „
68
Tabelle 1.4: 1 cm Auslenkung in y-Richtung
Tabelle 1.5: 0,43 cm Auslenkung in z-Richtung
Anhand der Messwerte wird berechnet, welche Beschleunigungsamplitude zu einem bestimmten Zeitpunkt
vorliegt. Durch Einsetzen verschiedener Dämpfungskoeffizienten wird die Dämpfung des Systems
angenähert. Die Testreihen sind in folgenden drei Tabellen aufgeführt.
Soll: Amplitude von 0,24 Nm/s² nach 14 s
Dämpfung in Ns/m 0,75 0,5 0,55 0,56
Zeit bei einer Amplitude von 0,24 11,3 s 16,8 s 14,5 s 15,3 s
Tabelle 1.6: 1 cm Auslenkung in x-Richtung
Soll: Amplitude von 0,2 Nm/s² nach 10 s
Dämpfung in Ns/m 1,2 1
Zeit bei einer Amplitude von 0,2 8,3 s 10,1 s
Tabelle 1.7: 1 cm Auslenkung in y-Richtung
Soll: Amplitude von 0,76 Nm/s² nach 4 s
Dämpfung in Ns/m 2,2 2,3 2,25
Zeit bei einer Amplitude von 0,76 4,2 s 3,8 s 3,9 s
Tabelle 1.8: 0,43 cm Auslenkung in z-Richtung
Aus den Versuchsreihen ergeben sich für die Achsrichtungen folgende Dämpfungen (siehe Tabelle 1.9).
Diese werden in der Simulation verwendet.
Richtung Dämpfung [Ns/m]
x 0,55
y 1,00
z 2,25
Tabelle 1.9: Dämpfungskoeffizienten
Kästchen zu Beginn 4 4 4 4 4 4
1 Kästchen nach 14 s 12 s 14 s 17 s 15 s 15 s
Ruhen nach 36 s 33 s 29 s 42 s 37 s 37 s
Kästchen zu Beginn 4,2 4,1 4,5 4,5 4,4
1 Kästchen nach 9 s 9 s 10 s 10 s 10 s
Ruhen nach 20 s 18 s 18 s 20 s 20 s

P r o j e k t „ O R e G „
69
Die ermittelten Werte spiegeln nur wage das reale Dämpfungsverhalten des Systems wieder. Dies liegt
daran, dass es nicht möglich ist, die Dämpfung eines Systems zu berechnen oder messtechnisch zu
ermitteln. Ein Grund dafür ist, dass Dämpfung immer verschiedene Ursachen hat. Diese sind unter anderem
Reibung, Materialeigenschaft und Luftwiderstand. Im vorliegenden Modell ist die Reibung der maßgebliche
Faktor der Dämpfung. Beim Simulationsmodell wird den vier Druckfedern eine viskose Dämpfung
zugewiesen, welche geschwindigkeitsproportional ist. Ein weiterer Grund für Ungenauigkeiten bzw.
Abweichungen ist, dass das gesamte Modell auf einem auf Federn gelagertem Sockel fixiert ist. Durch diese
Lagerung werden die Messergebnisse beeinflusst.
2.5 Validierung
An dieser Stelle werden Simulationswerte mit gemessenen Werten verglichen, um eine Aussage über die
Qualität des Aufbaus des Simulationsmodells zu erhalten. Bei der Messung (vgl. AP-Nr. 1.1. Abschnitt 2:
Messung Eigenfrequenzen) sind verschiedene Motordrehzahlen angefahren worden, wozu die zugehörigen
Wegamplituden aufgenommen worden sind. Für die Validierung werden die Drehzahlen von 120 bis 420
min-1 verwendet. In folgendem Diagramm sind die Auslenkungen der Mess- und Simulationswerte über der
Frequenz dargestellt (siehe Bild 43).
Abbildung 43: Vergleich der Auslenkung
Beim Vergleich der Werte miteinander stellt man fest, dass die Amplituden die gleiche Größenordnung
aufweisen. Jedoch weichen die Frequenzen, bei denen die maximalen Amplituden auftreten, voneinander
ab. Das erste Maximum zeigt die Eigenfrequenz des Systems in x-Richtung. Diese tritt sowohl bei der
Messung als auch in der Simulation bei einer Frequenz von 3,9 Hz auf. Bei der zweiten maximalen
Amplitude stellt man die größten Abweichungen fest. Diese ist die Eigenfrequenz um die y-Achse, welche in
der Simulation bei 4,6 Hz, bei der Messung bei 5,3 Hz liegt. Ein weiteres Maximum ist in der Simulation bei
6,2 Hz und bei der Messung bei 6,9 Hz zu erkennen. Dieses ist die Eigenfrequenz um die x-Achse.
Vergleich der Auslenkungen
0
1
2
3
4
5
6
7
8
9
10
0 1 2 3 4 5 6 7 8
Frequenz / Hz
Au
sle
nku
ng
/ m
m
Simulation
Messung

P r o j e k t „ O R e G „
70
Vergleicht man die Werte aus Tabelle 1.1014 mit den Frequenzen, bei denen die maximalen Amplituden
auftreten, stellt man Übereinstimmungen fest. Dieses erklärt die Abweichungen, die im Diagramm 42 zu
sehen sind. Der große Unterschied der Frequenz um die y-Achse lässt sich darauf zurückführen, dass in
dieser Schwingform die größte Differenz zwischen den Gemessenen und den mit dem „Flexicoil“ Element
berechneten Eigenfrequenzen vorliegt (vgl. Bild 42).
Tabelle 1.10: Vergleich der Eigenfrequenzen
Eigenfrequenz / Hz Messung Flexicoil-Element
Translation in x 1,25 1,3726
Translation in y 1,42 1,3861
Rotation um z 2,53 2,2744
Translation in z 3,85 3,9324
Rotation um y 5,27 4,6379
Rotation um x 6,60 6,1992
Aus der Validierung ergibt sich die Schlussfolgerung, dass das Simulationsmodell das dynamische Verhalten
des Systems gut abbildet. Aufgrund von Ungenauigkeiten (Dämpfung, Ersatzsteifigkeiten…) kann das
Simulationsmodell nicht dafür verwendet werden, eine genaue Aussage über die Auslenkungen bei einer
bestimmten Drehzahl zu treffen. Allerdings ist das Modell gut für einen Vergleich der Auswirkungen auf das
System von unterschiedlichen Horizontalführungen geeignet.
2.6 Ergebnisse des Systems
Um eine Aussage über die unterschiedlichen Auswirkungen von verschiedenen Horizontalführungen auf
das System treffen zu können, werden folgend jeweils die maximalen Auslenkungen in die drei
translatorischen Richtungen und um die z-Achse aufgezeigt. Für das System ohne sowie mit
Horizontalführung werden Simulationen durchgeführt, bei denen die Motordrehzahl von 50 bis 325 min-1 in
25er Schritten erhöht wird. Eine Horizontalführung wird als gut betrachtet, wenn sie die translatorischen
Bewegungen in x und y, sowie die rotatorische Bewegung um z verringert. Gleichzeitig soll die
translatorische Bewegung in x möglichst konstant gehalten werden.
Der Vergleich der vier unterschiedlichen Systeme erfolgt nur bei einem Versatz der Unwuchten von 180 °,
da in diesem Fall die größten Auslenkungen in x- und y-Richtung stattfinden. Für jede Richtung werden nur
die Drehzahlen betrachtet, bei denen die maximalen Auslenkungen vorkommen. Ein Beispiel zur Auswahl
wird im folgenden Bild dargestellt. In diesem Fall wird die zugehörige Kombination aus
Winkelgeschwindigkeit und Orientierung der roten Linie weiter untersucht. Auf diese Weise werden elf
unterschiedliche Kombinationen für nähere Betrachtungen ausgewählt.
14 Die Tabelle bezieht sich auf die vorherige Tabelle 1.2

P r o j e k t „ O R e G „
71
Abbildung 44: Beispiel Auswahl
In den folgenden Diagrammen werden die Ergebnisse des Systems ohne Blattfeder schwarz dargestellt, die
des Systems mit der aktuellen Blattfeder rot, die des Systems mit der Blattfedervariante eins grün und die
des Systems mit der Blattfedervariante zwei blau.
Ohne Blattfeder ergibt sich im System eine maximale Amplitude in x-Richtung von 5 mm bei einer
Winkelgeschwindigkeit von 28,798 rad/s. In den drei Systemen mit Blattfeder wird die Amplitude auf
0,5 mm gesenkt. Allerdings ergeben sich bei ω=18,326 rad/s durch den Einbau von Blattfedern höhere
Auslenkungen. Diese beträgt ohne Blattfeder 0,5 mm, mit der aktuellen Blattfeder 3 mm, mit Variante eins
1,5 mm und mit Variante zwei 2 mm. Alle drei Federvarianten führen zu dem gewünschten Ergebnis und
reduzieren die Auslenkung in x-Richtung. Das beste Ergebnis liefert die Variante eins. Das folgende Bild
zeigt die x-Positionen aller vier Systeme bei einer Winkelgeschwindigkeit von 18,326 rad/s.
Abbildung 45: x-Position bei ω=18,326 rad/s

P r o j e k t „ O R e G „
72
Das folgende Bild zeigt die x-Positionen aller vier Systeme bei einer Winkelgeschwindigkeit von
28,798 rad/s.
Abbildung 46: x-Position bei ω=28,798 rad/s
Die Auslenkungen in die y-Richtung sind ohne Blattfeder sehr gering. Mit dem Einbau einer Blattfeder
erhöhen sich diese. Jedoch liegen diese in einem akzeptablen Bereich unter 2 mm. Hierbei erhöhen sich die
Amplituden durch Einbau von Variante ein am stärksten. Das folgende Bild zeigt die y-Positionen aller vier
Systeme bei einer Winkelgeschwindigkeit von 26,18 rad/s.
Abbildung 47: y-Position bei ω=26,18 rad/s
Das folgende Bild zeigt die y-Positionen aller vier Systeme bei einer Winkelgeschwindigkeit von
31,416 rad/s.

P r o j e k t „ O R e G „
73
Abbildung 48: y-Position bei ω=31,416 rad/s
Die Orientierungen um die z-Achse verhalten sich ähnlich den Positionen in x-Richtung. Da die Winkel nur
wenige 1/1000 rad betragen, werden diese zur Beurteilung der Blattfedern nicht herangezogen. Das
folgende Bild zeigt die γ-Orientierungen aller vier Systeme bei einer Winkelgeschwindigkeit von
18,326 rad/s.
Abbildung 49: γ-Position bei ω=18,326 rad/s
Das folgende Bild zeigt die γ-Orientierungen aller vier Systeme bei einer Winkelgeschwindigkeit von
28,798 rad/s.

P r o j e k t „ O R e G „
74
Abbildung 50: γ-Position bei ω=28,798 rad/s
Betrachtet man die folgenden drei Bilder stellt man fest, dass durch den Einbau der aktuellen Blattfeder die
Amplitude in z-Richtung verringert wird. Die Amplitude der Variante eins erfährt keine große Veränderung.
Bei Variante zwei ist auffällig, dass die Auslenkungen bei unterschiedlichen Drehzahlen teilweise
abnehmen, teilweise zunehmen. Das folgende Bild zeigt die z-Positionen aller vier Systeme bei einer
Winkelgeschwindigkeit von 23,562 rad/s.
Abbildung 51: z-Position bei ω=23,562 rad/s
Das folgende Bild zeigt die z-Positionen aller vier Systeme bei einer Winkelgeschwindigkeit von 26,18 rad/s.

P r o j e k t „ O R e G „
75
Abbildung 52: z-Position bei ω=26,18 rad/s
Das folgende Bild zeigt die z-Positionen aller vier Systeme bei einer Winkelgeschwindigkeit von
31,416 rad/s.
Abbildung 53: z-Position bei ω=31,416 rad/s
2.7 Bewertung
Aufgrund von oben aufgeführten Ergebnissen empfiehlt sich der Einbau von der Blattfedervariante eins. Bei
diesem System werden die Auslenkungen in x-Richtung merklich verringert. Eine Verringerung in y-Richtung
ist bei keiner Blattfedervariante zu beobachten, jedoch sind diese akzeptabel. Der Einbau der Variante eins
beeinflusst das Schwingverhalten in z-Richtung nur gering.
Da keine Dauerfestigkeitsberechnung mit der FEM der MKS angeschlossen wird, wird die Belastung auf die
geeignetste Blattfedervariante nicht ausgewertet.

P r o j e k t „ O R e G „
83
(E) AP-Nr. 1.5. Optimierungsverfahren
Autoren: Anja Webel
Lilija Nabiewa
Alex Roglowski
Einleitung; AP-Nr. 1.5.1. Optimierungsverfahren im
ANSYS-DesignXplorer und AP-Nr. 1.5.2
AP-Nr. 1.5.1. Topologieoptimierung (Theoretischer Teil)
AP-Nr. 1.5.1. Topologieoptimierung am Beispiel
In einer simulationsgestützten Optimierung, wie sie auch in dem FEM-Tool ANSYS möglich ist, werden
üblicherweise nur Nominalwerte verwendet, d.h. alle Eingabegrößen wie beispielsweise Designvariablen
und Materialkennwerte bekommen einen festen Wert zugewiesen, mit welchem anschließend eine Analyse
durchgeführt wird. Demnach können die Systemantworten ebenfalls nur feste Zahlenwerte abbilden, aus
denen wiederum Zielfunktion und Restriktionen als Basis zur Optimierung aufgebaut werden. Im Gegensatz
dazu weisen die Eingangsgrößen bei einem realen physikalischen System eine Streuung auf. So unterliegen
beispielsweise die Werte für die Dicke von Blechen oder Materialdaten wie E-Modul und Zugfestigkeit
gewissen statistischen Schwankungen. Folglich sind auch die Systemantworten keine festen Werte. Diese
weisen stattdessen ebenfalls eine Streuung auf, welche in Form einer Verteilungsdichte beschrieben
werden kann. Der schematische Ablauf einer solchen stochastischen Analyse wird in folgender Grafik
dargestellt.
Abbildung 61: Schematischer Aufbau und Ablauf der stochastischen Analyse
Die statistischen Schwankungen der Eingangsgrößen können dabei einen hohen Einfluss auf die
Streubreiten der Systemantworten haben, was sich als Konsequenz auf die Qualität der
Optimierungslösung widerspiegelt. So kann es vorkommen, dass ein Optimierungsergebnis mit
Nominalwerten wegen der zu großen Streuungen in der Systemantwort unbrauchbar wird. Um sich
dagegen abzusichern, sollte man spätestens am Ende einer Optimierung mit Nominalwerten eine
Robustheits- oder Zuverlässigkeitsanalyse durchführen. Sollte sich dabei ergeben, dass die Lösung sowohl in
Robustheit als auch in ihrer Zuverlässigkeit verbessert werden kann, so muss anschließend eine
Robustheits- oder Zuverlässigkeitsoptimierung erfolgen. Dabei werden die gestellten Anforderungen als
Restriktionen direkt bei der Formulierung des Optimierungsproblems berücksichtigt.
Mit Hilfe der ANSYS Workbench Technologie können Simulationsmodelle, die von parametrisierten CAD-
Modellen ausgehen, hinsichtlich ihrer Robustheit gegenüber Streuungen von Form, Materialeigenschaften
oder Lasten bewertet und anschließend optimiert werden. Aus einem definierten Berechnungsmodell kann
hier in wenigen Schritten ein Variantenmodell erzeugt werden. Daraus lässt sich eine Response Surface
Designvariablen Systemantworten
Materialkennwerte
Analyse
P r o j e k t „ O R e G „
84
(Antwortfläche) bestimmen, die wiederum als Basis zur Parameterwahl bzw. Parameteranpassung für
bessere Produkteigenschaften dient. Eine Robustheitsbewertung in ANSYS (Robust Design) untersucht den
Einfluss der Streuung von Eingangsparametern, wie z.B. die Streuung der Radien, Materialeigenschaften
oder der Dickenverteilung, auf die Simulationsergebnisse. so kann im DesignXplorer beispielsweise
ermittelt werden, welche Eingangsdaten einen großen oder eher geringen Einfluss auf die
Simulationsergebnisse haben. Der Konstrukteur kann mit diesen Informationen untersuchen, welche
Eingangsdaten besonderer Aufmerksamkeit bedürfen.
1 Optimierungsverfahren in ANSYS
Autor: Anja Webel
In ANSYS stehen verschiedene Optimierungsfunktionen zur Verfügung. Einerseits zeigt die
Topologieoptimierung wo Material eingespart werden kann und hilft somit eine grundlegende Form der
Struktur zu erkennen. Daraus kann ein neues (verbessertes) Geometriemodell abgeleitet werden, bei dem
jedoch noch unklar ist, wie die Abmessungen aussehen müssen, um ein bestimmtes Verformungs- bzw.
Spannungsniveau einzuhalten. Dieses ist nun das Ziel einer DesignXplorer-Varianten-Analyse. Dabei wird
die Geometrie in einem DoE-Verfahren15 (Design of Experiments) automatisch variiert und berechnet. Jede
berechnete Variante liefert einen Punkt auf der Response Surface, welche nach einigen Durchläufen einen
Trend erkennen lassen, den die Einflussgrößen auf das Ergebnis zeigen. Diese Response Surface bietet
wiederum die Basis zum Aufsetzen einer Optimierung, welche für bestimmte Restriktionen und gegebenen
Optimierungsziel einen Parametersatz ausgibt. Beispielsweise könnte eine Optimierung unter dem Ziel
einer Gewichtsminimierung unter der Nebenbedingung, dass die Spannung den Wert x nicht übersteigt
erfolgen.
1.1 Sensitivitätsstudien und Optimierung im ANSYS DesignXplorer
Seit einigen Jahren sind die Methoden und Werkzeuge zur Berechnung der Robustheit, Qualität und
Zuverlässigkeit technischer Produkte aus Industrie und dem akademischen Umfeld nicht mehr
wegzudenken. Insbesondere die Industrie unterliegt immer stärker dem Zwang gleichzeitig Herstellkosten
zu senken, dabei möglichst die Entwicklungszeiten zu verkürzen aber dennoch die Produktqualität bzw. –
zuverlässigkeit zu erhöhen. Es müssen also völlig widersprüchliche Ziele unter einen Hut gebracht werden,
wobei die Produkte auch möglichst in Richtung aller dieser Ziele optimiert werden soll. Eine Optimierung ist
jedoch nur möglich, wenn sich diese Ziele und Restriktionen auch quantifizieren lassen. Mit Hilfe
stochastischer Methoden kann ein Kompromiss zwischen widerstrebenden Zielen unter dem Einfluss von
Unsicherheiten gefunden werden. In diesem Zusammenhang werden nun zunächst einige Methoden und
Begrifflichkeiten erklärt, die auch in ANSYS integriert sind.
Deterministische Analyse – Als eine deterministische Analyse könnte man sich eine
Transformationsfunktion vorstellen, welche den Zusammenhang zwischen Eingangsgrößen, die das
Produktverhalten beeinflussen, und den Ergebnisgrößen, die das Produktverhalten charakterisieren,
beschreibt. In einfachen Fällen kann eine solche Analyse durch eine analytische Funktion beschrieben
15 DoE – Design of Experiments – zu Deutsch auch statistische Versuchsplanung, wird bei der Entwicklung und
Optimierung von Produkten und Prozessen häufig eingesetzt.

P r o j e k t „ O R e G „
85
werden, jedoch ist in der Realität der Zusammenhang zwischen Eingangs- und Ergebnisgrößen wohl eher
algorithmisch gegeben, wie etwa durch eine FE-Analyse.
Zuverlässigkeitsanalyse – (Reliability Analysis) Um die Zuverlässigkeit eines Produktes zu bestimmen, ist es
hilfreich, die Ausfallwahrscheinlichkeit 𝑃𝑓 zu berechnen, d.h. die Wahrscheinlichkeit, dass das Produkt
bestimmte Designkriterien nicht erfüllt. Die Zuverlässigkeit 𝑃𝑆 eines Produktes ist demnach definiert als die
Wahrscheinlichkeit, dass alle Designkriterien erfüllt werden, also das Produkt nicht ausfällt. Es gilt
𝑃𝑆 = 1 − 𝑃𝑓 .
Zuverlässigkeitsbasierte Optimierung – Wie der Name bereits erahnen lässt, wird durch eine
zuverlässigkeitsbasierte Optimierung die Zuverlässigkeit eines Produktes zu steigern und demnach die
Ausfallwahrscheinlichkeit minimiert. Dieser Optimierungsprozess sollte jedoch ein ausgewogenes und vor
allem auch quantifizierbares Gleichgewicht zwischen allen Zielen anstreben, da eine Verbesserung der
Zuverlässigkeit oft mit finanziellen oder anderen technischen Zielen in Konflikt steht.
Ein mathematisches Modell für ein solches Optimierungsproblem kann in Abhängigkeit der 𝑛𝑟 zufälligen
Parameter 𝑋, deren Realisierungen 𝑥 sowie der 𝑛𝑑 Design-Parameter 𝑑 = 𝐸[𝑋] allgemein definiert werden
als:
𝑓(𝑑1 ,𝑑2 ,… ,𝑑𝑛𝑑) → 𝑚𝑖𝑛
𝑔𝑘 𝑑1 ,𝑑2 ,… , 𝑑𝑛𝑑 = 0; 𝑘 = 1,𝑚𝑒
𝑙 𝑑1 ,𝑑2 ,… ,𝑑𝑛𝑑 ≥ 0; 𝑙 = 1,𝑚𝑢
𝑑𝑖 ∈ [𝑑𝑙 ,𝑑𝑢 ] ⊂ ℝ𝑛𝑑
𝑑𝑙 ≤ 𝑑𝑖 ≤ 𝑑𝑢
𝑑𝑖 = 𝐸[𝑋𝑖]
Dieses Gleichungssystem (1) aus Zielfunktion und Nebenbedingungen definiert das deterministische
Optimierungsproblem in Abhängigkeit der Mittelwerte der Design-Parameter. Die folgenden zusätzlichen
stochastischen Nebenbedingungen (2) erfordern die Berechnung der jeweiligen
Ausfallwahrscheinlichkeiten durch Anwendung der Methoden der Zuverlässigkeitsanalyse.
𝑛𝑟…
𝑓𝑋 𝑥 𝑑𝑥 − 𝑃 𝑋:𝑔𝑗 𝑋 ≤ 0 ≤ 0; 𝑗 = 1,𝑚𝑔
𝑔𝑗 (𝑥)≤0
Das Optimierungsproblem wird somit ergänzt mit den zusätzlichen 𝑚𝑔 stochastischen Restriktionen und
der gemeinsamen Dichtefunktion der Zufallsvariablen 𝑓𝑋(𝑥) mit 𝑚𝑔 Grenzzustandsfunktionen 𝑔𝑗 (𝑥) ≤ 0.
Weiterhin besteht die Möglichkeit, auch die Zielfunktion (1) durch zusätzliche Kriterien wie beispielsweise
der Forderung nach möglichst kleinen Ausfallwahrscheinlichkeiten 𝑃𝑓 erweitert werden:
𝑓(𝑑1 ,𝑑2 ,… ,𝑑𝑛𝑑,𝑃𝑓) → 𝑚𝑖𝑛
mit
(1)
(2)
(3)

P r o j e k t „ O R e G „
86
𝑃𝑓 = 𝑛𝑟…
𝑓𝑋 𝑥 𝑑𝑥
𝑔𝑗 (𝑥)≤0
Robust Design – Das Hauptziel einer Analyse ist häufig eine Minimierung der Abhängigkeit der
Ergebnisgrößen von den Störgrößen. Beim Robust Design wird deshalb versucht, ein Produkt so zu
optimieren, dass es weniger sensitiv gegenüber unvermeidbarer Streugrößen der Eingangsparameter
reagiert, wodurch das Produktverhalten besser vorhersagbar wird. Als Maß für die Robustheit kommen
stochastische Größen wie beispielsweise die Standardabweichung, der Variationskoeffizient oder auch die
Ausfallwahrscheinlichkeit des Ergebnisparameters in Frage. Unter Taguchi16 wird ein robuster Prozess als
ein Prozess beschrieben, dessen Ergebnis wenig streut, obwohl die Prozessparameter,
Umgebungsbedingungen oder Materialeigenschaften in einem vernünftigen Rahmen streuen. (siehe dazu
auch die folgende Abbildung)
Abbildung 62: Robuster Prozess nach Taguchi
Die Taguchi-Methode selbst ist eine Versuchsmethode, die hauptsächlich auf die Minimierung der Streuung
um den Sollwert abzielt. Dieses Ziel soll durch eine möglichst robuste Gestaltung des Produktes bzw. des
Prozesses erreicht werden, d.h. eine Unempfindlichkeit der Produkte gegenüber äußeren Störeinflüssen.
In der robusten Optimierung wird oftmals die Zielfunktion (1) durch zusätzliche Forderungen nach
möglichst kleinen Varianzen erweitert:
𝑓(𝑑1 ,𝑑2 ,… ,𝑑𝑛𝑑,𝜎𝑋1
2 ,𝜎𝑋2
2 ,… ,𝜎𝑋𝑛𝑟
2 , ) → 𝑚𝑖𝑛
mit
𝜎𝑥𝑖2 =
1
𝑀− 1 𝑥𝑖
𝑘 − 𝜇𝑋𝑖
2𝑀
𝑘=1
Design for Six Sigma – Six Sigma ist ein statistisches Qualitätsziel. Design for Six Sigma beschreibt eine
Methode des Qualitätsmanagements für robuste und möglichst fehlerfreie Produkte/Prozesse. Ein Design,
bei dem nur 3.4 aus einer Million Produkten ausfallen, wird als Six Sigma Qualität definiert. In der
Ingenieurspraxis wird Design for Six Sigma im Sinne von Robust Design bzw. einer zuverlässigkeitsbasierten
Optimierung verwendet.
16 G. Taguchi hat die Methoden der Versuchsplanung vorgeschlagen und popularisiert. Dabei baut er auf den
klassischen Verfahren der Versuchsplanung auf. (siehe dazu auch:“Taschenbuch Versuchsplanung: Produkte und Prozesse optimieren“ von Wilhelm Kleppmann)
(4)

P r o j e k t „ O R e G „
87
Abbildung 63: Sigma-Level der Standard-Normalverteilung
Die Grafik17 zeigt eine Standard-Normalverteilung 𝑓𝑋(𝑥) mit 2-Sigma- und 6-Sigma-Level sowie eine
Abgrenzung zwischen robustem Design (RD) in einem Bereich bis zum 2-Sigma-Level und zuverlässigem
Design (ZD) bis zum 6-Sigma-Level in Abhängigkeit eines gewählten Grenzzustandes 𝑔(𝑋) ≤ 0. Die
Ausfallwahrscheinlichkeit (im Bild als 𝑃(𝑓) gekennzeichnet) gibt hier wieder die Wahrscheinlichkeit an, dass
ein Design die definierten Versagenskriterien nicht erfüllt.
Multikriterien-Optimierung – Wie bereits mehrfach erwähnt, besteht die Aufgabe eines Konstrukteurs
oftmals in der Optimierung mehrerer, teilweise gegenläufiger Ziele zur Verbesserung des Designs. Je mehr
Ziele in einem Design jedoch erreicht werden sollen, umso wahrscheinlicher ist es, dass einige davon im
Konflikt zueinander stehen. Daher ist eine Verbesserung der Zielfunktion oft nur auf Kosten einiger anderer
zu erreichen.
Unsicherheitsanalyse – Eine Unsicherheitsanalyse ermittelt in welchem Maße die Ergebnisgrößen von den
Streuungen der Eingangsgrößen beeinflusst werden und damit selbst zu Zufallsgrößen werden.
Statistische Versuchsplanung – Mit der statistischen Versuchsplanung (englisch Design of Experiments) soll
mit möglichst wenigen Einzelexperimenten der Wirkungszusammenhang zwischen Einflussgrößen
(unabhängige Variablen) und Zielgrößen (abhängige Variablen) möglichst genau bestimmt werden. Dabei
werden gleichzeitig mehrere Faktoren variiert und sogenannte Versuchspläne erstellt unter der
Berücksichtigung folgender Punkte:
Die Anzahl der zu untersuchenden Faktoren muss mindestens zwei betragen.
Die Art der zu untersuchenden Faktoren ist entscheidend (nominal (qualitativ) oder quantitativ).
Die gewünschte Genauigkeit bzw. Zuverlässigkeit der Aussagen muss ebenso berücksichtigt
werden.
Klassische Beispiele aus der Versuchsplanung sind neben vollständigen Versuchsplänen auch Teilfaktor-
pläne und Response Surface Pläne. In Teilfaktorplänen (sogenannte Screening Pläne) wird in wenigen
Versuchen der Einfluss vieler Faktoren gleichzeitig untersucht, um so herauszufinden, welche Faktoren
einen entscheidenden Einfluss auf das Design ausüben. Will man hingegen optimale Einstellungen der
17 Quelle der Grafik: „Methoden der stochastischen Optimierung“, Institut für Strukturmechanik, Bauhaus-Universität
Weimar von Dirk Roos und Christian Bucher
P r o j e k t „ O R e G „
88
Faktoren ermitteln, so kann mit Hilfe der Response Surface Pläne ein Zusammenhang zwischen den
Faktoren detaillierter betrachtet werden.
Die Auswertung der Versuche erfolgt bei nominalen (qualitativen) Faktoren mittels Varianzanalyse und bei
metrischen (quantitativen) Faktoren mit Hilfe der Regressionsanalyse. Dabei werden häufig Regressions-
modelle verwendet die auf einer Linearkombination von Basisfunktionen beruhen. Im nächsten Abschnitt
‚Probabilistische Methoden‘ wird hierauf nochmals näher eingegangen.
1.1.1 Probabilistische Methoden
In diesem Abschnitt werden auszugsweise probabilistische Methoden zur Versuchsplanung18 und
Optimierung erklärt, die auch im FEM-Tool ANSYS – speziell im DesignXplorer - integriert sind. Aufgrund der
Vielfältigkeit, die der DesignXplorer bietet, wird auf eine ausführliche Beschreibung aller Methoden und
Optimierungsverfahren an dieser Stelle verzichtet, da es den Rahmen dieser Projektdokumentation bei
weitem sprengen würde.
1.1.1.1 Monte Carlo Simulation
Die Kernkomponente der Monte Carlo Simulation ist ein Zufallszahlengenerator. Üblicherweise werden
dabei zunächst gleichverteilte Zufallszahlen zwischen 0 und 1 generiert, um diese anschließend mit Hilfe
der inversen Verteilungsfunktion in Zufallszahlen beliebiger Verteilungen zu transformieren. Den
Simulationsprozess kann man effizienter gestalten, indem man so genannte Latin Hypercube Verfahren
anwendet, denn so kann sichergestellt werden, dass auch die Ausläufer der Verteilung angemessen durch
die Simulationspunkte belegt sind. Nach der Generierung der Zufallszahlen werden die Simulationen
durchgeführt und die Zahlenwerte der Ergebnisgrößen ausgewertet. Eine Interpretation der Ergebnisse
einer solchen Simulation basiert immer auf einer statistischen Auswertung, welche Verfahren zur
Bestimmung statistischer Größen wie den Mittelwert, die Standardabweichung und deren
Konfidenzintervalle beinhaltet. Hinzu werden die Ergebnisse durch diverse Visualisierungsmöglichkeiten
wie beispielsweise Histogramme untermalt. Um die kumulative Verteilungsfunktion zu erhalten, müssen
die Ergebnisse in aufsteigender Form sortiert werden. Die nachfolgende Gleichung ermittelt den Wert der
kumulativen Verteilungsfunktion 𝐹𝑖 am 𝑖-ten Datenpunkt:
𝑁!
𝑁 − 𝑘 !𝑘!𝐹𝑖𝑘(1 − 𝐹𝑖)
𝑁−𝑘
𝑁
𝑘=𝑖
Auch Sensitivitäten können mit den Ergebnissen ermittelt werden. Hierzu nutzt man häufig den
Korrelationskoeffizienten. Dabei ist eine Ergebnisgröße umso sensitiver gegenüber der Eingangsgröße, je
größer der Betrag des Korrelationskoeffizienten zwischen Ergebnis- und Eingangsgröße ist.
1.1.1.2 Klassisches Antwortflächenverfahren
Die Monte Carlo Simulationsverfahren sind bekanntermaßen sehr aufwendig durchzuführen und gerade zur
Ermittlung kleiner Ausfallwahrscheinlichkeiten unpraktikabel. Als Alternative versucht das Antwortflächen-
verfahren (Response Surface Methode), das wahre Antwortverhalten – gegeben durch eine FE-Analyse –
18 Quelle: „Design for Six Sigma und Robust Design” – Artikel der Hochschule für angewandte Wissenschaften
Hamburg
(5)
(6)

P r o j e k t „ O R e G „
89
durch eine so genannte Metafunktion zu approximieren und zu ersetzen. Dabei werden vor allem im
Rahmen der klassischen Regressionsanalyse meist quadratische Approximierungsfunktionen der folgenden
Art verwendet:
𝑦 = 𝑐0 + 𝑐𝑖𝑥𝑖 + 𝑐𝑖𝑗 𝑥𝑖𝑥𝑗
𝑛
𝑗=𝑖
𝑛
𝑖=1
𝑛
𝑖=1
Die Regressionskoeffizienten werden in der Funktion durch 𝑐0 , 𝑐𝑖 und 𝑐𝑖𝑗 abgebildet mit 𝑖, 𝑗 = 1, . . . ,𝑛 und
𝑛 als Anzahl der Eingangsparameter.
Das klassische Verfahren setzt sich aus zwei Teilen zusammen. Zuerst erfolgt die Ermittlung und
Positionierung der Stützpunkte, wobei hier das Ziel darin besteht, durch eine optimale Anordnung einer
möglichst geringen Anzahl von Stützpunkten in einem mehrdimensionalen Raum die gewonnene
Metafunktion möglichst genau werden zu lassen. Dieser erste Teil wird auch als experimentelle
Versuchsplanung bzw. Design of Experiments bezeichnet. Sofern für alle Stützstellen Ergebniswerte gemäß
einer FE-Analyse ermittelt worden sind, kann im zweiten Schritt eine Regressionsanalyse erfolgen, um
letztlich die Regressionsparameter zu berechnen.
Design of Experiments – Wie bereits mehrfach erwähnt, verfolgen Design of Experiment Strategien das
Ziel, mit möglichst wenigen, optimal im Raum der Eingangsgrößen verteilten Stützpunkten die
Regressionskoeffizienten 𝑐0 , 𝑐𝑖 und 𝑐𝑖𝑗 möglichst genau zu bestimmen. Hierzu werden oftmals zwei
Verfahren verwendet, das Box Behnken Design sowie Central Composite Design, wobei letzteres Verfahren
als flexibler und somit besser eingestuft werden kann.
Regressionsanalyse – Die Regressionsanalyse ist eine Sammlung statistischer Analyseverfahren mit dem
Ziel, vorhandene Beziehungen zwischen einer abhängigen und einer oder mehrerer unabhängigen
Variablen zu identifizieren. Mathematisch wird dies dargestellt als 𝑦 = 𝑓(𝑥) + 𝑒 für den eindimensionalen
Fall und 𝑦 = 𝑓(𝑥1 ,𝑥2 , . . . , 𝑥𝑛) + 𝑒 im 𝑛-dimensionalen Fall. Dabei stellt 𝑦 die abhängige Variable
(Ergebnisgröße) und 𝑥 die unabhängige Variable (Eingangsgrößen) dar. Die gesuchte Funktion wird als 𝑓
bezeichnet und 𝑒 gibt den Fehler (Residuum) des Modells wider. Aufgrund der Vielzahl an
Regressionsanalyseverfahren wird an dieser Stelle nicht weiter im Detail darauf eingegangen. Jedoch sei zu
erwähnen, dass eine rein quadratische Approximierungsfunktion selten ausreicht, um die Eingangs-zu-
Ergebnisgrößen-Relation mit hoher Genauigkeit zu beschreiben. Um diese Genauigkeit zu erhöhen, kann
man den quadratischen Ansatz mittels Transformationsfunktionen erweitern. Ein Beispiel für eine solche
Transformationsfunktion ist eine Box Cox Transformation.
Box Cox Transformation
Durch die Transformation der Zielgröße 𝑦 lässt sich das Regressionsmodell eventuell besser bestimmen. Mit
der Box Cox Transformation kann nun bestimmt werden, welche die geeignete Transformation ist. Dazu
wird die Zielgröße nacheinander mit durchlaufendem Exponent 𝜆 transformiert bzw. wie folgt umgeformt:
𝑦𝜆 = 𝑦−1𝑦 1−𝜆 𝑦𝜆 − 1 𝑤𝑒𝑛𝑛 𝜆 ≠ 0
𝑦 ln 𝑦 𝑤𝑒𝑛𝑛 𝜆 = 0
Für den Wert 𝜆 = 0 wird per Definition 𝑙𝑛(𝑦) verwendet. Anschließend wird mit den neuen Zielgrößen die
Regression durchgeführt und somit die Residuen ermittelt.
(7)
P r o j e k t „ O R e G „
90
Abschließend sei erwähnt, dass die Antwortflächenverfahren notwendigerweise auf der Annahme basieren,
dass die Response Surface eine gute Approximierung der echten Beziehung zwischen Eingangs- und
Ergebnisgrößen ist. Um diese Annahme zu prüfen, gibt es eine Vielzahl von goodness-of-fit Maßen, wie
beispielsweise der Test auf Normalverteilung der Regressionsfehler oder der p-Wert des Tests auf
konstante Varianz. Diese goodness-of-fit Maße werden auch in dem FEM-Tool ANSYS ermittelt und
ausgegeben.
1.1.1.3 Variational Technology
Die Variational Technology wird in der Literatur vielfach als eine hochgenaue und effiziente Alternative zu
den klassischen Antwortflächenverfahren angegeben. Analog zu den auf Versuchsplänen basierenden
Antwortflächen baut auch die Variational Technology auf Antwortflächen in Form eines Polynoms auf.
Anders jedoch als bei klassischen Verfahren wird hier ein Taylorreihenansatz mit höheren Termen
verwendet. Dazu ist es notwendig für die höheren Terme die entsprechend höheren Ableitungen der
Ergebnisgrößen nach den Eingangsgrößen zu bestimmen. Dies erfolgt mit Hilfe eines automatischen
Differenzierungsverfahren, während der Lösung des Finite-Elemente-Problems. Auch die Variational
Technology steht dem ANSYS DesignXplorer zur Verfügung.
Berechnen der Ableitungen höherer Ordnung
Im Folgenden wird die Berechnung der höheren Ableitungen der Ergebnisgrößen einer FE-Analyse nach den
Eingangsgrößen im Fall einer linearen statischen Analyse beschrieben. Dazu betrachten wir die statische
Gleichgewichtsbedingung einer diskretisierten Struktur mit der FE-Methode. Das Gleichgewicht wird
beschrieben durch
𝐾(𝑝0)𝑈(𝑝0) = 𝐹(𝑝0)
Die Steifigkeitsmatrix 𝐾 und der Vektor der äußeren Lasten 𝐹 sind hier explizit von dem
Eingangsparametervektor 𝑝0, welcher beispielsweise aus Geometrieparametern, Materialkenngrößen,
Randbedingungen und Lasten bestehen kann, abhängig. Der Verschiebungsvektor 𝑈 ist indirekt eine
Funktion der Eingangsparameter 𝑝0. Dabei ist zu bemerken, dass der Verschiebungsvektor analytisch ist,
solange die Steifigkeitsmatrix und der Lastvektor analytisch sind. Das gilt auch für Fälle, bei denen die
Verschiebungen Singularitäten aufweisen, beispielsweise bei Vorliegen von Rissen. Die Ableitung der
Gleichung (8) nach 𝑝 an der Stelle 𝑝0 bis zu einer beliebigen Ordnung 𝑛 ist nun gegeben durch:
𝐾𝑈(𝑛) = 𝐹(𝑛) − 𝑛
𝑖
𝑛
𝑖=1
𝐾(𝑖)𝑈(𝑛−𝑖)
Aus der Lösung der Gleichung (8) ist bereits die Zerlegung der Steifigkeitsmatrix gegeben, daher basiert die
Berechnung der 𝑛-ten Ableitung des Verschiebungsfeldes auf einer Matrixmultiplikation mit geringem
numerischen Aufwand, sobald die rechte Seite des Gleichungssystems (9) bestimmt ist, d.h. sobald die
Ableitungen des Lastvektors und der Steifigkeitsmatrix berechnet sind.
Als Nachteil der Variational Technology ist anzumerken, dass die Anwendung dieser Methode auf die
Gültigkeit der zugrunde liegenden Differentialgleichung beschränkt ist. Im Moment können damit nur linear
elastische, statische Fälle sowie Modalanalysen behandelt werden.
(8)
(9)

P r o j e k t „ O R e G „
91
1.1.2 Ablauf im ANSYS DesignXplorer
Dank einer allgemeinen Einführung in die Arbeit mit dem FE-Tool ANSYS und einer zusätzlichen speziellen
Einführung in die Arbeit mit dem DesignXplorer durch Herrn Dipl.-Ing. M. Hermanski sowie aufgrund der
zahlreichen Beispieldateien, die von der Website www.ansys.com downloadbar sind, konnten doch in der
relativ kurzen verfügbaren Zeit recht umfassende Eindrücke von der Funktionalität des Tools und speziell
des DesignXplorers gewonnen werden. Dennoch muss gleich zu Beginn dieses Abschnittes erwähnt werden,
dass aufgrund der fehlenden Vorkenntnisse bezüglich der FE-Simulation die volle Funktionalität des
DesignXplorers in seiner Mächtigkeit während der Bearbeitungszeit leider nicht ganz ausgetestet werden
konnte – zumindest nicht anhand praktischer Beispiele. Die Methodik konnte jedoch hinreichend erforscht
werden.
In diesem Abschnitt soll nun anhand eines Beispiels eine einfache Sensitivitätsstudie mit dem DesignXplorer
durchgeführt werden, um ein möglichst optimales Design unter vorgegebenen Bedingungen zu finden. Als
Optimierungsobjekt soll ein vereinfachtes Modell einer Tragfläche dienen, welches im nachfolgenden Bild
dargestellt ist. Die Beispieldatei des Modells kann unter www.ansys.com als Übungsdatei herunter geladen
werden.
Abbildung 64: Einfaches CAD-Modell einer Flugzeugtragfläche
Doch bevor man mit dem DesignXplorer arbeiten kann, sind zunächst einige vorbereitende Schritte
notwendig. Der erste Schritt eines Simulationsprojektes in ANSYS ist das Einlesen der Geometrie als CAD-
Model. Dabei verfügt das System über eine automatische Kontakterkennung mit modifizierbaren
Toleranzeinstellungen zur Berechnung von Baugruppen. Das Materialverhalten wird als konstant, linear,
homogen und isotrop im DesignSpace vorausgesetzt – und zwar in alle drei Richtungen gleich. Dabei haben
die Lasten keinen zeitlichen Einfluss und es wird auch nur mit kleinen Verformungen gerechnet. Im
nächsten Schritt werden Festlegungen für Randbedingungen, wie Belastungen und Lagerungen getroffen,
indem die Kraftgröße und Kraftrichtung definiert werden. Eine anschließende Vernetzung und die Analyse
erfolgen unmittelbar am CAD-Modell. Die Feinheit der Vernetzung kann dabei eingestellt werden,
allerdings verlängert sich die Rechenzeit mit feiner werdender Vernetzung. Danach kann endlich mit der
Simulation gestartet werden. Beispielsweise kann im Statikbereich eine Berechnung von Verformungen und
Spannungen oder eine Modalanalyse zur Bestimmung der Eigenfrequenzen oder auch eine
Temperaturfeldanalyse durchgeführt werden.
Zurück zu unserem Beispiel, indem aus dem CAD-Modell die Eingangsparameter der Tragflächenlänge und
der Tragflächenhöhe (Dicke) zur Optimierung definiert werden als DS_length (Länge) und DS_height (Höhe).
Anhand dieser Eingabewerte soll später eine Sensitivitätsstudie im DesignXplorer durchgeführt werden, um
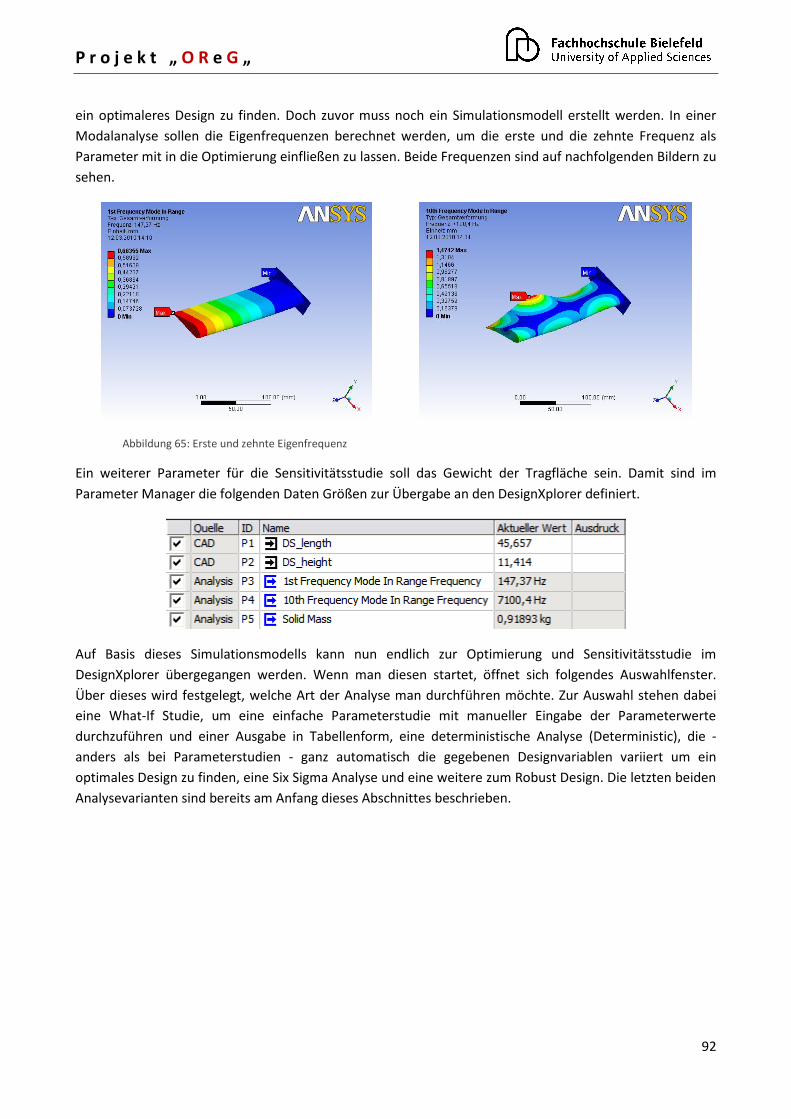
P r o j e k t „ O R e G „
92
ein optimaleres Design zu finden. Doch zuvor muss noch ein Simulationsmodell erstellt werden. In einer
Modalanalyse sollen die Eigenfrequenzen berechnet werden, um die erste und die zehnte Frequenz als
Parameter mit in die Optimierung einfließen zu lassen. Beide Frequenzen sind auf nachfolgenden Bildern zu
sehen.
Abbildung 65: Erste und zehnte Eigenfrequenz
Ein weiterer Parameter für die Sensitivitätsstudie soll das Gewicht der Tragfläche sein. Damit sind im
Parameter Manager die folgenden Daten Größen zur Übergabe an den DesignXplorer definiert.
Auf Basis dieses Simulationsmodells kann nun endlich zur Optimierung und Sensitivitätsstudie im
DesignXplorer übergegangen werden. Wenn man diesen startet, öffnet sich folgendes Auswahlfenster.
Über dieses wird festgelegt, welche Art der Analyse man durchführen möchte. Zur Auswahl stehen dabei
eine What-If Studie, um eine einfache Parameterstudie mit manueller Eingabe der Parameterwerte
durchzuführen und einer Ausgabe in Tabellenform, eine deterministische Analyse (Deterministic), die -
anders als bei Parameterstudien - ganz automatisch die gegebenen Designvariablen variiert um ein
optimales Design zu finden, eine Six Sigma Analyse und eine weitere zum Robust Design. Die letzten beiden
Analysevarianten sind bereits am Anfang dieses Abschnittes beschrieben.

P r o j e k t „ O R e G „
93
Abbildung 66: Startfenster des DesignXplorers zur Auswahl der Analyseart
In unserem Fall wird eine deterministische Analyse zur Bestimmung eines optimalen Designs durchgeführt.
Speziell soll dabei später das Gewicht minimiert werden, indem man die Parameter DS_length und
DS_heigth variiert. Dazu müssen aber zunächst die Sensitivitäten zwischen den einzelnen Größen bestimmt
werden. Als ersten Schritt legt man den Bereich fest, in dem die Design-Parameter (Input Parameter)
variiert werden sollen.
Die Automatisch erzeugten Design Points19 können sowohl als Wert als auch in den Auswirkungen auf die
Geometrie betrachtet werden. Bleibt als nächster Schritt der Start der Berechnung. In dieser für ANSYS für
jeden vorhandenen Design Point die gleiche Schrittfolge an Berechnungen abarbeitet, wie man in der
Statuszeile gut verfolgen kann. Nach Abschluss der Berechnungen kann damit begonnen werden, die
Ergebnisse zu betrachten. Als erstes interessieren uns die Sensitivitäten zwischen den einzelnen
Parametern, um mit deren Kenntnis eine Goal Driven Optimization zum Finden des optimalen Designs
gleich von Beginn an mit „guten“ Ausgangswerten zu starten.
Unter Responses kann mit Hilfe der Response Charts die erzeugte Antwortfläche für alle einzelnen
Parametervarianten angezeigt werden, woraus sich bereits die ersten Rückschlüsse auf Abhängigkeiten
zwischen den Parametern sowie über den Einfluss der Eingangsgrößen – in unserem Beispiel Länge und
Höhe der Tragfläche – auf die jeweilige Zielgröße.
19 Die Anzahl der berechneten Design Points ist abhängig von der Anzahl der Designvariablen sowie vom gewählten
Versuchsplan (siehe dazu „Taschenbuch Versuchsplanung: Produkte und Prozesse optimieren“ von Wilhelm Kleppmann)

P r o j e k t „ O R e G „
94
Abbildung 67: Einfluss der Designparameter auf das Gewicht
An der Response Surface bezüglich der Zielgröße Solid Mass in der oberen Abbildung kann man bereits
erkennen, dass die Länge der Tragfläche DS_length einen größeren Einfluss hat auf die Masse als die Höhe
DS_heigth. Dies wird nochmals bestätigt durch die in ANSYS berechnete Single Parameter Sensitivität in der
folgenden Grafik bestätigt.
Abbildung 68: Single Parameter Sensitivität für das Gewicht
Genau gegenteilig verhält sich der Einfluss der Eingangsgrößen Länge und Höhe auf die erste
Eigenfrequenz. Hier ist der Einfluss der Höhe DS_heigth auf die erste Frequenz höher als der Einfluss der
Länge DS_length des Flügels. Auch dies kann man am Verlauf der Response Surface wieder erkennen.
Ein
flu
ss D
S_le
ngt
h
Ein
flu
ss D
S_h
eigt
h
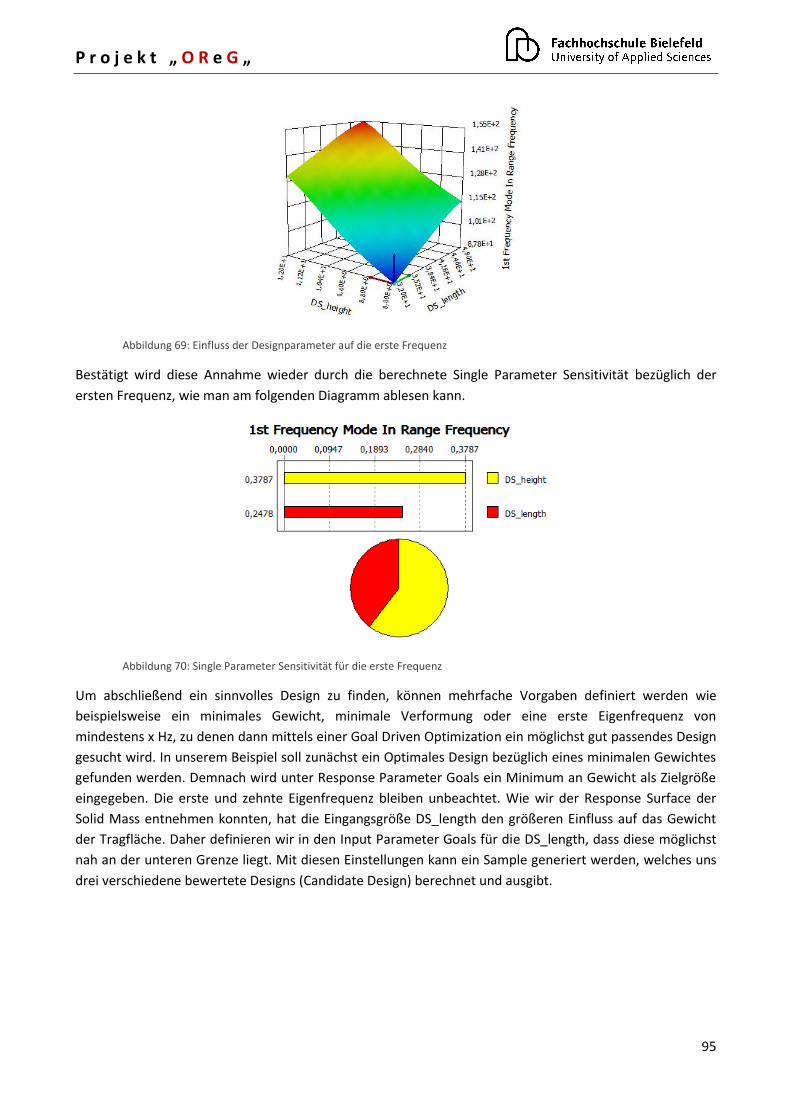
P r o j e k t „ O R e G „
95
Abbildung 69: Einfluss der Designparameter auf die erste Frequenz
Bestätigt wird diese Annahme wieder durch die berechnete Single Parameter Sensitivität bezüglich der
ersten Frequenz, wie man am folgenden Diagramm ablesen kann.
Abbildung 70: Single Parameter Sensitivität für die erste Frequenz
Um abschließend ein sinnvolles Design zu finden, können mehrfache Vorgaben definiert werden wie
beispielsweise ein minimales Gewicht, minimale Verformung oder eine erste Eigenfrequenz von
mindestens x Hz, zu denen dann mittels einer Goal Driven Optimization ein möglichst gut passendes Design
gesucht wird. In unserem Beispiel soll zunächst ein Optimales Design bezüglich eines minimalen Gewichtes
gefunden werden. Demnach wird unter Response Parameter Goals ein Minimum an Gewicht als Zielgröße
eingegeben. Die erste und zehnte Eigenfrequenz bleiben unbeachtet. Wie wir der Response Surface der
Solid Mass entnehmen konnten, hat die Eingangsgröße DS_length den größeren Einfluss auf das Gewicht
der Tragfläche. Daher definieren wir in den Input Parameter Goals für die DS_length, dass diese möglichst
nah an der unteren Grenze liegt. Mit diesen Einstellungen kann ein Sample generiert werden, welches uns
drei verschiedene bewertete Designs (Candidate Design) berechnet und ausgibt.
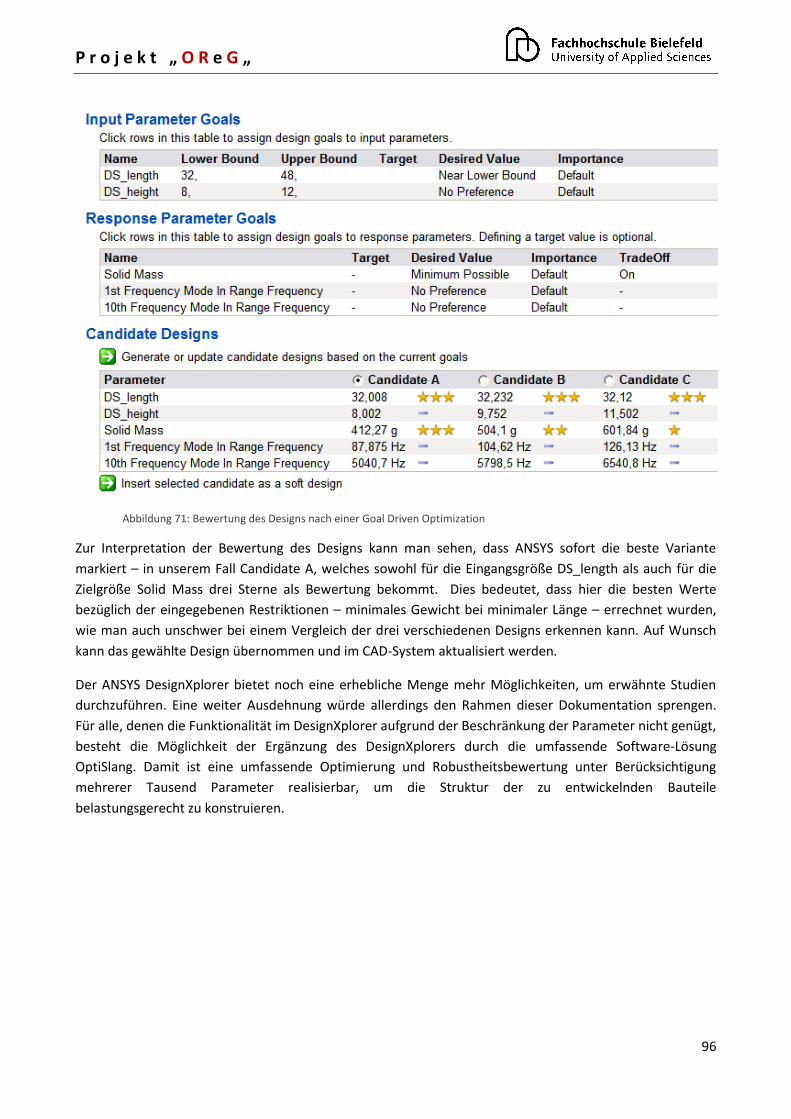
P r o j e k t „ O R e G „
96
Abbildung 71: Bewertung des Designs nach einer Goal Driven Optimization
Zur Interpretation der Bewertung des Designs kann man sehen, dass ANSYS sofort die beste Variante
markiert – in unserem Fall Candidate A, welches sowohl für die Eingangsgröße DS_length als auch für die
Zielgröße Solid Mass drei Sterne als Bewertung bekommt. Dies bedeutet, dass hier die besten Werte
bezüglich der eingegebenen Restriktionen – minimales Gewicht bei minimaler Länge – errechnet wurden,
wie man auch unschwer bei einem Vergleich der drei verschiedenen Designs erkennen kann. Auf Wunsch
kann das gewählte Design übernommen und im CAD-System aktualisiert werden.
Der ANSYS DesignXplorer bietet noch eine erhebliche Menge mehr Möglichkeiten, um erwähnte Studien
durchzuführen. Eine weiter Ausdehnung würde allerdings den Rahmen dieser Dokumentation sprengen.
Für alle, denen die Funktionalität im DesignXplorer aufgrund der Beschränkung der Parameter nicht genügt,
besteht die Möglichkeit der Ergänzung des DesignXplorers durch die umfassende Software-Lösung
OptiSlang. Damit ist eine umfassende Optimierung und Robustheitsbewertung unter Berücksichtigung
mehrerer Tausend Parameter realisierbar, um die Struktur der zu entwickelnden Bauteile
belastungsgerecht zu konstruieren.

P r o j e k t „ O R e G „
97
1.2 Topologieoptimierung unter ANSYS
1.2.1 Topologieoptimierung – Theoretische Grundlagen
Autor: Lilija Nabiewa
1.2.1.1 Begriffserläuterung:
Die Topologieoptimierung optimiert angestrebte Struktureigenschaften, indem sie Material und Leerräume
im geometrischen Konstruktionsraum verteilt. Das Entstehen von Löchern innerhalb einer Komponente
werden dabei zugelassen.
Neben der Topologieoptimierung existiert auch Gestaltoptimierung / Formoptimierung und die
Querschnittoptimierung / Dimensionierungsoptimierung.
Bei der Gestaltoptimierung wird die Form / Geometire der Struktur geändert. Dabei werden die
geometrischen Größen als Optimierungsvariablen verwendet.
Dagegen wird bei der Querschnittoptimierung die Wanddicken der Strukturelementen optimiert. Als
Optimierungsvariablen werden die Querschnittwerte (Dicke, Höhe, Trägheitsmomente, etc.) verwendet.
In der Abbildung 72 wurden die drei Strukturoptimierungsprobleme dargestellt.
Abbildung 72: Verschiedene Strukturoptimierungsprobleme [3]
1.2.1.2 Historischer Hintergrund der Topologieoptimierung:
Die Topologieoptimierung nahm ihren Anfang bei den Stabwerken. Dabei ging es darum eine optimale
Zuordnung von Druck- und Zugstäben in einem Stabwerk zu finden. Im 1904 wurde durch Mitchell eine
Entwurfstheorie entwickelt, bei dem alle Stäbe unter einem Winkel von 90° zu einander stehen. Somit
folgten die Stäbe dem Verlauf der maximalen Zug- und Druckspannungen und waren in der Lage, die
äußeren Einwirkungen gewichts- und verformungsminimal abzutragen. In der Abbildung 73 wurde eine

P r o j e k t „ O R e G „
98
typische Michel – Struktur dargestellt. Da das Entwurfstheorie keine herstellbare Struktur liefert, ist es auf
die allgemeinen Probleme nicht anwendbar.
Abbildung 73: Typische Michel – Struktur [1]
Bei der Topologieoptimierung lassen sich folgende Merkmale unterscheiden (Siehe Abbildung 74)[1]:
Definition des Topologieraums: Bevor ein Bauteil entwerfen werden kann, muss erst ein Raum definiert
werden. Ein Optimierungsverfahren kann eine diskrete oder kontinuierliche Struktur aufweisen. Wobei bei
den diskreten Strukturen der Raum von Punkten, die durch möglichst viele Stäbe in möglichst viele
Varianten miteinander Verbunden werden. Anschließend werden die optimalen Stäbe ausgewählt. Bei
kontinuierlichen Strukturen wird der definierte Raum komplett mit Finiten Elementen ausgefüllt.
Art der Ziel – und Restriktionsfunktionen: Als Zielfunktion werden in der Topologieoptimierung oft die
Nachgiebigkeit und das Gewicht des Bauteils genommen. Neben den Zielfunktionen müssen auch gewisse
Nebenbedingungen aufgestellt. Die werden als Restriktionsfunktionen bezeichnet.
Definition der Entwurfsvariablen: Die Entwurfsvariablen müssen so gewählt werden, dass sie die
Strukturtopologie möglichst allgemein und genau beschreiben. Im einfachsten Fall entspricht ein
Strukturbereich einem Finiten Element.
Verwendeter Lösungsalgorithmus: Optimierungsprobleme können durch verschiedene Optimierungs-
algorithmen gelöst werden. Als Beispiel wird der Vertreter der Verfahren der Mathematischen
Programmierung der Algorithmus CONLIN erwähnt. Anwendbar wären auch die Optimalitätskriterien oder
Evolutionsstrategien.
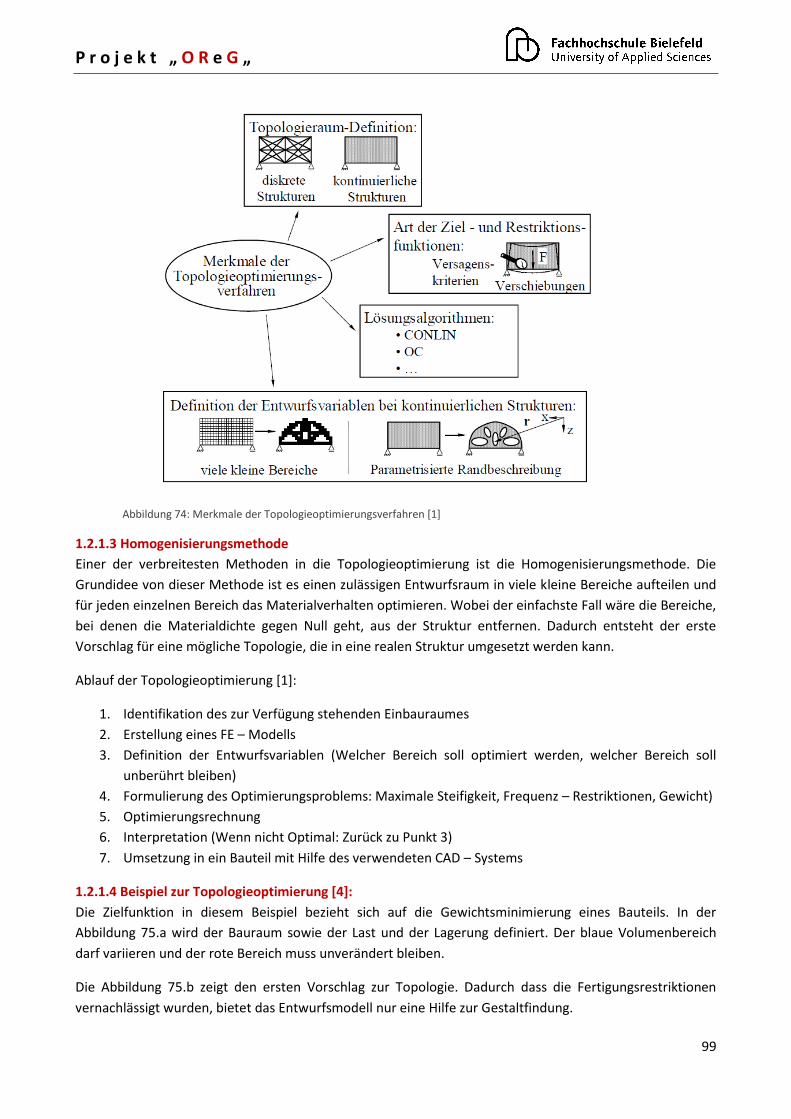
P r o j e k t „ O R e G „
99
Abbildung 74: Merkmale der Topologieoptimierungsverfahren [1]
1.2.1.3 Homogenisierungsmethode
Einer der verbreitesten Methoden in die Topologieoptimierung ist die Homogenisierungsmethode. Die
Grundidee von dieser Methode ist es einen zulässigen Entwurfsraum in viele kleine Bereiche aufteilen und
für jeden einzelnen Bereich das Materialverhalten optimieren. Wobei der einfachste Fall wäre die Bereiche,
bei denen die Materialdichte gegen Null geht, aus der Struktur entfernen. Dadurch entsteht der erste
Vorschlag für eine mögliche Topologie, die in eine realen Struktur umgesetzt werden kann.
Ablauf der Topologieoptimierung [1]:
1. Identifikation des zur Verfügung stehenden Einbauraumes
2. Erstellung eines FE – Modells
3. Definition der Entwurfsvariablen (Welcher Bereich soll optimiert werden, welcher Bereich soll
unberührt bleiben)
4. Formulierung des Optimierungsproblems: Maximale Steifigkeit, Frequenz – Restriktionen, Gewicht)
5. Optimierungsrechnung
6. Interpretation (Wenn nicht Optimal: Zurück zu Punkt 3)
7. Umsetzung in ein Bauteil mit Hilfe des verwendeten CAD – Systems
1.2.1.4 Beispiel zur Topologieoptimierung [4]:
Die Zielfunktion in diesem Beispiel bezieht sich auf die Gewichtsminimierung eines Bauteils. In der
Abbildung 75.a wird der Bauraum sowie der Last und der Lagerung definiert. Der blaue Volumenbereich
darf variieren und der rote Bereich muss unverändert bleiben.
Die Abbildung 75.b zeigt den ersten Vorschlag zur Topologie. Dadurch dass die Fertigungsrestriktionen
vernachlässigt wurden, bietet das Entwurfsmodell nur eine Hilfe zur Gestaltfindung.

P r o j e k t „ O R e G „
100
Anschließend wurde das Designvorschlag mit Hilfe des CAD – Systems in eine Bauteilgeometrie umgesetzt
(Abbildung 75.c).
Abbildung 75: Beispiel zur Topologieoptimierung [4]
Verwendete Literatur
[1] Optimierung mechanischer Strukturen: Grundlagen und industrielle Anwendungen, Axel
Schumacher
[2] Skript zur Vorlesung „Angewandte Strukturoptimierung“ von Svetozara Petrova
[3] PPT „Topologieoptimierung“ von Philipp Hahn
[4] http://www.baumaschine.de/Portal/Archive/2_2007/Wissenschaft/strukturbionik/strukturbionik.html

P r o j e k t „ O R e G „
101
1.2.2 Topologieoptimierung mit ANSYS Workbench
Autor: Alex Roglowski
Dieser Bericht beschäftigt sich mit der praktischen Optimierung der Topologie einer Linearführung
(Blattfeder). Zur Beginn wird das Begriff der Topologieoptimierung erläutert und die benötigten Methoden
und Verfahren erklärt. Schließlich wird eine exemplarische Optimierung der Form der Blattfeder mit dem
Softwarepaket ANSYS durchgeführt und kurz auf die Ergebnisse eingegangen.
1.2.2.1 Einführung
Mit der Topologieoptimierung wird das optimale Layout einer Struktur bestimmt. Die
Topologieoptimierung unterscheidet sich von der Formoptimierung. In der Formoptimierung werden die
Koordinaten von Punkten des Bauteilrandes variiert, um somit die Form bestimmten Kriterien anzupassen.
Es geht also darum, die schon vorhandene Oberflächenkontur eines Bauteils zu variieren. Bei der
Topologieoptimierung dagegen wird mit der festgelegten Bauteil-form der verwendete Werkstoff an die
Belastung angepasst. Ausgehend von bekannter Geometrie einer Struktur kann dadurch die Qualität des
Bauteils weiterverbessert werden. Die Pioniere auf dem Gebiet Form- und Topologieoptimierung waren
Bensdøe und Sigmund20. Sie definieren den Begriff der Topologieoptimierung folgendermaßen:
„Topology optimization of solid structures involves the determination of features such as the
number and location and shape of holes an the connectivity of the domain”.1
Es geht hier also darum, für einen gegebenen Bauraum eine optimale Materialverteilung unter
Einhaltung von Randbedingungen zu ermitteln. In der Strukturoptimierung hat man die Aufgabe die
Steifigkeit eines Bauteils bei gegebener Masse zu maximieren (oder zumindest zu verbessern) oder
umgekehrt die Masse unter Einhaltung einer Mindestgröße für die Steifigkeit zu minimieren. D.h. man hat
das konkrete Ziel, das man mit einer Zielfunktion ausdruckt, die dann mit Hilfe von Optimierungsstrategien
zu minimieren oder zu maximieren ist. Die veränderbaren Größen bei der Optimierung werden als
Designvariablen genannt. Speziell in der Topologieoptimierung sind solche Designvariablen die
Bauteildichte bzw. Elastizitäts-modulverteilung E in einem angegebenen Raum. Das Ergebnis einer
solchen Optimierung wird als Tragstruktur TS bezeichnet. Sie stellt die Summe aller Leitstützstellen LS
ohne Rest-struktur RS dar. Unter Vorgabe einer minimalen und einer maximalen Beanspruchungsgrenze
min max, B B sowie dem Bauteilvolumen V formuliert man diesen Zusammenhang folgendermaßen
a
i
m
m
n
x, mit .
B
iBi LS
RS V TS TS LS
Die optimale Materialverteilung unter den vorgegebenen Grenzen min max, B B ergibt sich dann, wenn
!
0, also .RS V TS
20 Siehe M.P. Bensdøe, O. Sigmund, „Topology Optimization. Theory, Methods and Applications“, Springer, 2004.

P r o j e k t „ O R e G „
102
Zu Beginn einer Topologieoptimierung entspricht das Volumen V dem vorgegebenen Bauraum . Die
ermittelte Topologie optimal als Ergebnis weist keine Reststruktur RS mehr auf21. Abbildung 76 zeigt die
Optimierung eines Würfels unter einer Punktlast.
Abbildung 76: Prinzip der optimalen Materialverteilung am Beispiel eines homogenen Würfels
Abbildung 76: Prinzip der optimalen Materialverteilung am Beispiel eines homogenen Würfels
Nach der Diskretisierung des Volumens handelt es sich um eine diskrete Aufgabenstellung
optimal1, falls ,( )
0, falls .
xx
x
Dann lautet sie Steifigkeit, beschrieben durch einen von der Dichte abhängigen Elastizitätsmodul, in
jedem Punkt x
0( )) .( xE x E
Dabei handelt es sich um ein ganzzahliges nichtkonvexes Optimierungsproblem, das nur schwer zu lösen
ist.
1.2.2.2 SIMP-Modell
Im Softwarepaketen ANSYS Workbench und COMSOL Multiphysics wird das SIMP-Modell (Solid Isotopic
Material with Penaltization) verwendet. Das Modell arbeitet nur mit homogenen Materialen. SIMP-Ansatz
stellt eine kontinuierliche Materialinterpolation dar, bei der die Dichte die Werte zwischen Null und Eins
annehmen kann: ( )0 1.xr£ £ Dadurch kann über diese Beziehung der Elastizitätsmodul beschrieben
werden:
( )( ) ( ) 0· .p
E x x Er r=
Der Faktor p stellt dabei den Bestrafungsfaktor dar. Die Werte für p werden aus der Gleichung berechnet
21 Siehe Jons Ottnad „Topology optimization of parts in dynamic and controlled systems“, 2009.
P r o j e k t „ O R e G „
103
1 3 115 ; .
7 5 2 1 2p
n n
n n
ì ü- -ï ïï ï³ í ýï ï- -ï ïî þ
Dadurch werden Zwischenwerte für ( )xr bestraft, sodass am Ende sich eine diskrete Verteilung ergibt.
Die Topologieoptimierung bedeutet die maximale Steifigkeit bei vorgegebenen Volumen zu finden. Da aber
die Steifigkeit bekannt ist, wird das Bauteilvolumen so minimiert, dass eine gewisse Steifigkeit nach wie vor
eingehalten wird. Minimierung des Volumens bei gegebener Steifigkeit heißt in ANSYS Volumenreduktion
bei vorgegebenen Compliance. Die Compliance ist ein Wert für die Dehnungsenergie:
12
min.tcomp E x d
Die Designvariable ist dabei ( ).xr Für sie muss gelten
( ) ( )0 mit 0 1.x d V xr r
W
£ W£ £ £ò
1.2.2.3 Durchführung der Optimierung in ANSYS
Die Topologieoptimierung in ANSYS wird analog zu linearer statischen Analyse in der Strukturmechanik
durchgeführt und beinhaltet dieselben aufeinander folgenden Schritte. Mit rot werden die Schritte
markiert, die nur bei der Topologieoptimierung ausgeführt werden:
1. Import der Geometrie 2. Festlegung von Materialeigenschaften 3. Definieren von Kontakten/Verbindungen 4. Erstellung eines FEM-Netzes 5. Aufbringen von Lasten und Lagerungen 6. Eingabe der angestrebten Matierialverringerung 7. Definieren der Optimiereroptionen 8. Eigentliche Berechnung der Topologie 9. Postprozessing (Überprüfung und Analyse der Resultaten)
Nur lineare statische Analysen werden unterstützt. Die Analyse kann nur auf feste Körper angewendet
werden. Die Geometrie soll in 3D vorliegen. Für die Topologieoptimierung müssen elastische
Materialeigenschaften angegeben werden:
Elastizitätsmodul E (Young’s Modulus)
Poissonzahl n (Poisson’s Ratio)
Falls die Trägheitslasten wie Beschleunigung, Schwerkraft aufgebracht werden müssen, wird auch die
Materialdichte benötigt. Im Falle der Wärmebelastung soll auch der Ausdehnungskoeffizient und die
Wärmeleitfähigkeit berücksichtigt werden. Es ist möglich, in dem zu optimierenden Bauteil die
Flächenkontakte anzugeben. Da die Optimierung iterativ durchgeführt
wird, wird bei den nichtlinearen Kontakten und Verbindungen die
Berechnungszeit erhöht. Die FEM-Netzdichte hat den Einfluss auf die
Genauigkeit der Lösung. Ein Netz mit zu kleinen Elementen benötigt
hohe Rechenleistung und -zeit. Nichtdestotrotz, an den Stellen, wo das
Material entfernt werden muss, sollen die Netzelemente kleiner sein als sonst. Bei den Netzeinstellungen

P r o j e k t „ O R e G „
104
sollte daher „Relevanz“ auf +100 eingestellt werden. Für die topologische Optimierung das Netz soll nur aus
Tetraederelementen bestehen. Es können beliebige Lasten und Lagerungen angebracht werden. Da bei der
Optimierung das Volumen unter der Bedingung, dass die Steifigkeit maximal bleibt, minimiert wird, sind die
Lagerungen und Lasten wichtig, da sie sich auf das Endergebnis auswirken. Die Bereiche, die gelagert sind,
oder die die Kräfte wirken, werden dabei nicht berührt und werden nicht zur Materialentfernung markiert.
Falls keine fixierten Lagerungen verwendet werden, die jede mögliche Bauteilbewegung verhindern, sollte
die Option „Schwache Federn“ aktiviert werden. In dem Fall schwache Federn verhindern, dass die Matrix
singulär wird. In den Optimierereinstellungen sollte der Zielfunktionswert angegeben werden – per
Voreinstellung ist die gewünschte Materialverringerung auf 20% eingestellt. Zu hohe Materialverringerung
könnte sich negativ auswirken und zur Verzerrung des Bauteils führen. ANSYS Workbench benutzt für die
Optimierung eigene interne Befehle, die von ANSYS Classic stammen:
TOPDEF(vol_reduce, numlc, accur) wird zur Definition und Initialisierung der Parameter aufgerufen. vol_reduce – gewünschte Material-verringerung, numlc – Anzahl der Lasten, accur - Fehler.
TOPEXE(ohne Parameter) startet die Optimierung.
TOPITER für die wiederholenden Iterationen wird in Workbench-Modus nicht benutzt. Stattdessen wird interner Befehl DO verwendet.
Abbildung 77: Geometrie der Blattfeder
Beispiel: Die Kraft in z-Richtung beträgt beispielweise 10 N. Die angestrebte Materialverringerung ist 30%.
Abbildung 78: Die Blattfeder vor und nach Optimierung
P r o j e k t „ O R e G „
105
Als Ergebnis zeigt ANSYS die Bereiche in Rot an, die die Last nicht effizient übertragen und die entfernt
werden können.
Nachteil: Keine Möglichkeit, die erstellten Topologieoptimierungsergebnisse als CAD-Zeichnung zu
exportieren. ANSYS Classic bietet etwas mehr Freiheit bei der Optimierung als Workbench.
Vorteil: Workbench sehr einfach auch für Laien, im Gegensatz zu ANSYS Classic!
Verwendete Literatur
[1] M.P. Bensdøe, O. Sigmund, „Topology Optimization. Theory, Methods and Applications“,
Springer, 2004
*2+ Jons Ottnad „Topology optimization of parts in dynamic and controlled systems“, 2009 [3] Dokumentation zu ANSYS 11
[4] Dokumentation zu COMSOL Multiphysics 3.5a

P r o j e k t „ O R e G „
106
2. Abgrenzung der Begrifflichkeit - Optimierung in Technik und Mathematik
Autor: Anja Webel
Die Aufgabe war es, eine Abgrenzung zu finden zwischen dem, was in der Mathematik unter dem Begriff
Optimierung verstanden wird und dem, was die Technikwissenschaften unter Optimierung verstehen. Dazu
ist es sicher ganz sinnvoll einen kleinen Abschweif in die historisch gewachsene Rolle der Mathematik in
den Ingenieurwissenschaften zu wagen. Doch zunächst sollen einige allgemeine Begrifflichkeiten zur
Optimierung geklärt werden.
2.1 Was bedeutet Optimierung?
Diese Frage ist in der Wissenschaft nicht eindeutig zu beantworten, da jeder Wissenschaftszweig eine leicht
modifizierte Vorstellung von Optimierung hat. In der BWL beispielsweise bedeutet Optimierung einen
vorgegebenen Nutzen in einer kostenminimalen Weise zu erreichen. Dabei wird aus mehreren möglichen
Alternativlösungen nur eine einzige Lösung unter speziellen Kriterien auserwählt und für optimal befunden.
In der Mathematik ist der Begriff Optimierung etwas klarer definiert. Hier soll ein Eingabewert zu einer
Funktion gefunden werden, so dass diese einen minimalen Wert annimmt. Dies erfolgt für gewöhnlich
unter einer Beschränkung der Eingabewerte (Einhalten von Nebenbedingungen).
Ein mathematisches Optimierungsmodell beinhaltet demnach:
Entscheidungsvariablen
Restriktionen für die Entscheidungsvariablen
eine Zielfunktion (oder mehrere bei Mehrzieloptimierungen)
Parameter (Konstanten)
Es gibt zudem verschiedene Arten von Optimierung, die nun versucht werden zu untergliedern. Dabei
existieren mit Sicherheit in der Literatur noch eine Vielzahl weiterer Unterteilungsmöglichkeiten, dennoch
wird in dieser Ausarbeitung nur eine Gliederung in experimentelle Optimierung, mathematische
Optimierung, Parameteroptimierung, Strukturoptimierung und Funktionsoptimierung vorgenommen.
Mathematische Optimierung – In der mathematischen (modell-basierten) Optimierung ist die
Gütefunktion klar über das vorhandene Modell definiert bzw. gegeben. Dabei muss die Zielfunktion nicht
zwingend deterministische sein. Es gilt nun für diese Funktion ein Extremum zu finden
𝐹(𝑥) = 𝐹(𝑥1 ,𝑥2 , . . . , 𝑥𝑛) → 𝐸𝑥𝑡𝑟𝑒𝑚𝑢𝑚. Als Extremum ist die Minimierung prinzipiell analog zur
Maximierung zu sehen, denn es gilt: 𝑚𝑎𝑥 𝐹(𝑥) = 𝑚𝑖𝑛 −𝐹(𝑥) .
Experimentelle Optimierung – In der experimentellen Optimierung findet man im Gegensatz zur
mathematischen Optimierung keine explizite Gütefunktion. Es gibt kein mathematisches Modell, dennoch
kann das Experiment an sich wiederum ein Modell sein. Störungen sind hier oftmals vorprogrammiert.
Demnach müssen minimale Stabilitätsanforderungen an das Modell erfüllt sein.
Parameteroptimierung – Bei der Parameteroptimierung wird ein optimaler Punkt im n-dimensionalen
metrischen Raum (z.B. euklidische Raum) gesucht. Alle Größen 𝑥𝑖 sind skalare Größen. Falls alle 𝑥𝑖 ∈ ℝ so
liegt ein kontinuierliches Optimierungsproblem vor. Für alle 𝑥𝑖 ∈ ℕ liegt ein diskretes oder
kombinatorisches Optimierungsproblem vor. Die Mischform beider Varianten nennt sich logischerweise
gemischtes Optimierungsproblem. Anwendung findet die Parameteroptimierung nicht nur im Bereich der

P r o j e k t „ O R e G „
107
Designoptimierung, sondern sie ist auch beim Handlungsreisendenproblem oder beim Finden optimaler
Maschinenbelegungspläne anzutreffen.
Strukturoptimierung – Für die Strukturoptimierung gibt es keine einheitliche Definition. Gesucht werden
hierbei optimale Strukturen, d.h. topologische Anordnungen von Teilelementen zu einem Ganzen. Die
Gütefunktion operiert dabei auf einem Strukturraum, auch wenn die Strukturen oftmals parametrisiert
werden können. Die Strukturen selbst sind also wieder von Parametern abhängig. Anwendung findet man
häufig bei der Optimierung neuronaler Netze.
Funktionsoptimierung – In der Funktionsoptimierung werden optimale Trajektorien im Funktionenraum
(z.B. Banachraum oder Hilbertraum) gesucht. Dabei sind die Variablen 𝑥𝑖 selbst Funktionen, die von
mehreren Parametern abhängen können. Somit handelt es sich bei der Zielfunktion 𝐹 um ein
Gütefunktional. Zur Optimierung selbst wird dabei die Variationsrechnung genutzt. Beispielsweise könne
nach einer Kurve gesucht werden, die eine Punktmasse zwischen zwei Punkten unter Einfluss von
Gravitation in kürzester Zeit beschreibt.
Zur Lösung von Optimierungsproblemen verwendet man die verschiedensten Optimierungsverfahren. Auch
für die Verfahren der Optimierung findet man wieder unterschiedliche Klassifizierungen in der Literatur.
Daher sei an dieser Stelle ausschließlich eine Einteilung in direkte (numerische) Verfahren und indirekte
(analytische) Verfahren erwähnt. Bei den direkten bzw. numerischen Verfahren der Optimierung wird das
gesuchte Optimum iterativ, also schrittweise approximiert. Dabei wird in jedem Schritt der Funktionswert
verbessert – anderenfalls spricht man auch von trail and error Methoden. Als Basis muss eine zu
optimierende Funktion nicht analytisch vorliegen. Ein variabler experimenteller Versuchsaufbau oder ein
Simulationsmodell sind hier ausreichend. Im Gegensatz dazu wird bei der indirekten, analytischen
Optimierung das Optimum in nur einem Schritt erreicht. Dafür ist es jedoch notwendig, dass die Funktion in
analytischer Form vorliegt. Dann gilt als notwendiges Kriterium ∇𝐹 𝑥∗ = 0. Für das hinreichende Kriterium
werden alle 𝑛 Determinanten der Hesse Matrix 𝐻 betrachtet. Für 𝑘 = 1,… , 𝑛: 𝑑𝑒𝑡𝑘𝐻 > 0 liegt ein lokales
Minimum vor und bei 𝑘 = 1,… ,𝑛: 𝑑𝑒𝑡𝑘𝐻 ∗ (−1)𝑘 > 0 handelt es sich um ein lokales Maximum. Ein
Optimum liegt demzufolge vor, wenn sowohl notwendiges als auch hinreichendes Kriterium erfüllt sind.
Nach der Klärung der ganzen Begrifflichkeiten, die man definitiv noch weiter und tiefschürfender ausbauen
könnte, steht immer noch die Frage im Raum: „Was bedeutet Optimierung für die Technik- bzw. Ingenieur-
wissenschaften?“. Zur Klärung dieser Frage bietet es sich wahrscheinlich an, einen ja fast philosophischen
Blick auf die Rolle der Mathematik in den Ingenieurwissenschaften zu werfen.
2.2 Die Rolle der Mathematik in den Ingenieurwissenschaften
Mathematik und Technik sind verbunden durch ein vielfältiges aber kompliziertes Beziehungsgeflecht.
Einerseits gegenseitig voneinander angetrieben, andererseits hassen und verachten sie sich gelegentlich
und doch kommen sie nicht voneinander los. Dabei ist die Rolle der Mathematik im Bereich der
Ingenieurswissenschaften sehr facettenreich. Um dies etwas genauer zu beleuchten, ist es sinnvoll einen
historischen Abriss zur Bedeutung der Mathematik in den Technikwissenschaften aufzuzeigen.
Die Natur zu verstehen, zu erklären oder vielleicht sogar zu mathematisieren ist nicht die Aufgabe der
Technikwissenschaften. Vielmehr nutzen sie die Naturgesetze zum Erkennen der Grenzen des Machbaren.
Dennoch kann man die Technikwissenschaften aus historischer Sicht durchaus als empirische
Wissenschaften bezeichnen, ja fast schon als „Probierwissenschaft“. Sofern etwas funktionierte, lag es nicht

P r o j e k t „ O R e G „
108
im primären Interesse der Ingenieure, den Grund dafür herauszufinden und schon gar nicht es
mathematisch zu beschreiben. Allein die Funktionalität wirkte befriedigend und somit entwickelte sich der
Fortschritt eher empirisch. Beispielsweise war über viele Jahrhunderte ein entspanntes Verhältnis zum
Verbrauch von Ressourcen wie Raum und Zeit oder menschliche Arbeitskraft charakteristisch für
ingenieurswissenschaftliche Aktivitäten. So verbrauchten vorindustrielle Transportsysteme heute nicht
mehr tolerierbare Zeit-Ressourcen, speziell sei hierbei an eine Mobilität auf Basis von Pferdewagen und
Schiff gedacht. Zudem waren diese Transportmöglichkeiten extrem störanfällig und durch Unsicherheiten
gekennzeichnet. Erst die Erfindung der Dampfmaschine brachte damals eine grundlegende Neuerung.
Dabei ist deren Existenz nicht zwingend der angewandten Mathematik zuzuschreiben, sondern eher einer
systematischen empirischen Forschung. Die Erfindung der Dampfmaschine trug dabei zweifellos zur
industriellen Revolution bei – nicht nur bezogen auf eine neue Form der Beweglichkeit, sondern auch
bezüglich der Entwicklung neuer Technologien.
Folglich verfügt die Bedeutung der Mathematik in den Ingenieurswissenschaften, die sich immerhin bis
heute zu einer höheren Dimension entwickelte, über keinerlei tiefere historische Wurzeln, sondern ist wohl
eher die Folge moderner Ansprüche. Der Wunsch nach einer optimalen Lösung bezüglich Präzision,
Schnelligkeit, Sicherheit, Wirtschaftlichkeit, Umweltverträglichkeit u.v.m. wird immer stärker. Wir wollen
Berechenbarkeit! Und plötzlich steht die Mathematik zumindest verbal mitten im Zentrum der
Technikwissenschaften. Damit übernimmt sie eine dienende Funktion im gesamten Bereich der
Ingenieurswissenschaften und soll alles das, was im Grunde eigentlich bekannt ist und funktioniert,
quantifizieren und optimieren.
Ein komplexes Zusammenspiel technischer Komponenten ist ohne Mathematik nicht optimierbar. Durch
ein mathematisches Simulationsmodell können beispielsweise die Wirkungsweisen der Komponenten so
abgebildet werden, dass das Zusammenspiel zwischen ihnen bei variierenden Prozessbedingungen
rechnerisch verfolgt werden kann. Dabei muss ein solches Modell mathematisch nicht einmal kompliziert
sein. Es kann aus einfachen linearen Beziehungen zwischen den relevanten Größen des Prozesses bestehen,
die durch Naturgesetze wie die Energieerhaltung oder die Masseerhaltung vorgegeben sind. Wegen der
Linearität verbunden mit der Stetigkeit der funktionalen Zusammenhänge wäre die Lösung eines solchen
mathematischen Modells trivial. Deutlich anspruchsvollere Mathematik kommt ins Spiel, sobald einzelne
Komponenten eines Prozesses im Modell optimiert werden sollen, beispielsweise hinsichtlich einer
optimalen Gestalt.
Heute bereits ist der Stand der Mathematisierung in den Technikwissenschaften relativ hoch. Komplexe
technische Strukturen können in mathematischen Modellen studiert werden, um daraus Rückschlüsse auf
deren Funktionalität zu schließen. Dennoch gibt es Grenzen und es werfen sich Fragen auf. Wie umfassend
und detailliert müssen unsere Fragestellungen sein? Geben die mathematischen Modelle wirklich die
gewünschten Antworten auf unsere Fragestellungen? Was genau bedeutet eigentlich Optimalität?
Beschreibt Kurt Tucholsky mit seinem Werk „Das Ideal“ die Optimalität? Wie sollten unterschiedliche Ziele
gewichtet werden? Wenn Tucholsky schon nicht von deinem Berliner Badezimmerfenster auf die Zugspitze
blicken kann22, wo bleibt der Kompromiss? Bereits bei der scheinbar simplen Frage nach der
Wirtschaftlichkeit steht man plötzlich vor dem Problem, dass diese ja durch Betriebskosten und
Investitionskosten bestimmt wird. Beide Größen stehen aber bekanntlich in einem Konflikt zueinander, d.h.
sie können nicht gleichzeitig minimiert werden. Investiert man in neue und moderne Technik, so könnte
22 Dieser Ausdruck bezieht sich auf den Inhalt des Gedichtes „Das Ideal“ von Kurt Tucholsky.

P r o j e k t „ O R e G „
109
man zwar Betriebskosten sparen, dies steigert aber gleichzeitig die Investitionskosten. Für solche Probleme
ist es nicht einfach eine optimale Lösung zu finden und selbst die Mathematik hat dafür noch keinen
allgemeingültigen Algorithmus beizutragen. Klassische mathematische Lösungsansätze versagen noch vor
dieser Aufgabe.
Eine weitere Frage die sich stellt ist, ob ein noch so ausgefeiltes mathematisches Gleichungssystem
überhaupt die Realität wiedergeben kann. Wenn wir Mathematik in den Technikwissenschaften
verwenden, dann versuchen wir zunächst ein abstraktes physikalisches Modell mathematisch zu
beschreiben. Aber kennen wir wirklich die Geometrien unserer Artefakte genau genug, um ein detailliertes
mathematisches Modell zu erstellen? Und ist unsere Kenntnis über die Materialeigenschaften ausreichend
zur Bestimmung der Prozesse und Strukturen? Die Antworten sind wohl eher nein. Ein Ansatz für einen
mathematisch gestützten Weg besteht in der Einführung stochastischer Elemente in die Modellierung.
Beispielsweise kann hier die stochastische Versagensanalyse einer Gebäudekonstruktion aus dem Bereich
des Bauingenieurwesens genannt werden.
Dies zeigt, dass gerade bei der Behandlung unscharfen Wissens in der Technik die Mathematik an ihre
Grenzen stößt und somit der Blick auf Erkenntnisse anderer Fachbereich ausgedehnt werden sollte. Sobald
die Anzahl unscharfer Parameter inkl. ihrer Abhängigkeiten untereinander gewisse Grenzen übersteigt,
dann scheint die Mathematik keine reale Hilfe zur Bewertung technischer Strukturen zu bieten. Man
gelangt in Bereiche, in denen nicht-mathematisches Grundwissen letztlich der mathematischen
Modellierung überlegen ist.
2.3 Zusammenfassung – Optimierung
Abschließend kann man sagen, dass die Optimierung in den Ingenieurwissenschaften nicht immer der
reinen mathematischen Optimierung entspricht. Die vorangehenden Ausführungen und auch die
Zusammenarbeit von Ingenieuren und Mathematikern am Projekt OReG bestärken diese Aussage. So hat
sich gezeigt, dass ein Ingenieur doch eine etwas andere Vorstellung von Optimalität hat als ein
Mathematiker. Dies stellte sich insbesondere auch bei der Arbeit mit dem ANSYS DesignXplorer heraus. Mit
diesem Tool ist es möglich, sowohl eine deterministische als auch robuste und zuverlässigkeitsorientierte
Optimierung durchzuführen. Dabei basieren diese Optimierungen auf Methoden der statistischen
Versuchsplanung (Design of Experiments) und Response Surface Approximationen des Design- bzw.
Parameterraumes, welche durchaus einen mathematischen Hintergrund aufweisen. Letztlich können mit
dem DesignXplorer Sensitivitätsanalysen und Designstudien durchgeführt werden bis hin zum Auffinden
eines robusten und optimierten Designs. Dazu liefert ANSYS am Ende aller Berechnungen eine Auswahl an
Varianten bezüglich der eingegebenen Optimierungsziele und Restriktionen. Dennoch liegt es an der
Erfahrung eines Ingenieurs, aus diesen berechneten Varianten eine umsetzbare optimale Lösung
herauszufiltern.
Oftmals hat man gerade auch im Bereich der Technik eine Mehrzieloptimierung vorzunehmen. In erste
Linie möchte man sicher Material einsparen, weil das unmittelbare Auswirkungen auf den Kostenfaktor hat.
Bereits kleine Änderungen im Design unter Einhaltung aller Restriktionen und Beachtung der Sicherheits-
und Zuverlässigkeitskriterien kann den Entwicklern hohe Einsparpotenziale bezüglich der Entwicklungs- und
Herstellkosten bringen. Dazu sind die in dieser Arbeit vorgestellten Methoden und Verfahren zur
Optimierung in der Technik nicht wegzudenken – im Gegenteil mit dem Blick auf ein laufendes
Vorankommen bezüglich Innovation und Forschung ist es notwendig, die Mathematik in ihrer dienenden
Rolle auszubauen.

P r o j e k t „ O R e G „
110
(F) AP-Nr. 1.6. Dokumentation & Präsentation
Zu jeder Projektarbeit gehört auch eine abschließende Dokumentation und Präsentation der Ergebnisse. So
soll es auch in diesem Projekt nicht anders sein. Um eine Gesamtdokumentation aller Teilaufgaben zu
erstellen ist die Projektleitung auf eine gute Zuarbeit der Teammitglieder angewiesen, denn nur auf dessen
Basis kann letztlich die Gesamtdokumentation erstellt werden. Zu diesem Zweck hat jede Projektgruppe
oder oft auch Einzelpersonen des Teams einen Bericht/Doku über die Ergebnisse der zugeteilten Aufgaben
in einer vorgegebenen Frist der Projektleitung zugestellt, damit diese das Gesamtdokument erstellen
konnten. Die Gesamtdokumentation der Projektarbeit wird in digitaler Form an die Auftraggeber
weitergeleitet und gleichzeitig dem gesamten Team zur Verfügung gestellt.
Abschließend ist die Projektgruppe angehalten eine Abschlusspräsentation der Ergebnisse zu erstellen.
Dafür wird durch die Projektleitung eine Master-Folien-Vorlage in PowerPoint erstellt und den
Teammitgliedern zur Verfügung gestellt. So hat jeder die Möglichkeit, bis zuletzt an seiner Präsentation zu
arbeiten und gleichzeitig ein Corporate Design zu waren. Die Präsentation wird in gleicher Reihenfolge
gehalten, wie die Arbeitspakete beschrieben wurden bzw. analog zum Aufbau dieser Dokumentation.
Die Projektleitung wird zum Abschluss dieser Dokumentation einige Ausführungen zum Projekt-
management geben und dabei einen kritischen Blick auf den Ablauf der Projektarbeit werfen. Es wird nicht
nur dargestellt, wie ein gutes Projektmanagement abzulaufen hat, sondern auch selbstkritisch die Fehler
und Schwachpunkte während der letzten Monate belichtet.
1 Ausführungen zum Projektmanagement
Autoren: Kristof Kleiner
Kai-Fabian Henning
1.1 Was sind Projekte
1.1.1 Definition
In der Literatur existiert keine allgemeingültige Definition des Begriffs "Projekt". Je nach
Anwendungsbereich unterscheidet sich die Form und der Aufbau eines Projektes mit unter deutlich.
Dennoch lassen sich einige Merkmale nennen, die allen Projekten gemein sind:
Projekte bringen für die Beteiligten Veränderungen mit sich
Projekte sind zeitlich abgrenzte Vorhaben
Projekte beschäftigen sich mit etwas Neuem, Innovativen
Projekte umfassen verschiedene Abteilungen/Disziplinen, sodass i.d.R. eine interdisziplinäre
Projektorganisationsstruktur geschaffen werden muss, die von der gegebenen Organisation
abweicht
Projekte erfordern je nach Phase spezielle Managementfähigkeiten (Vision, Konzept & Realisierung)
Projekte sind aufgrund Ihres einmaligen und innovativen Charakters anspruchsvoll zu planen und zu
steuern.
Projekte benötigen außerordentliche Ressourcen (Wissen, Personal, Finanzen)

P r o j e k t „ O R e G „
111
Projekte weisen ein hohes Risiko auf, von geplanten Abläufen abzuweichen
Projekte sind "kleine Firmen" d.h., es muss eine individuelle Organisation aufgebaut werden
1.1.2 Warum Projektmanagement
In den letzten Jahren hat das Projektmanagement eine immer wichtigere Rolle eingenommen, da die
Veränderungsgeschwindigkeit und die Komplexität der betrieblichen Umwelt erheblich gestiegen ist. Es ist
notwendig, die Betriebsstrukturen entsprechend anzupassen.
Durch Projektmanagement entsteht eine einfache, flexible und rasch reaktionsfähige
Temporärorganisation, die für die Abwicklung des Vorhabens genau passt. Projektmanagement soll die
interdisziplinäre Zusammenarbeit fördern und erleichtern. Führungskompetenzen sind geklärt und
Kommunikationswege werden verkürzt. Teamarbeit wird gefördert und Leistungspotenzial wird geweckt.
Des Weiteren wird durch das Einbeziehen der betroffenen Personen der Organisation ermöglicht, neue
Anforderungen zu erlernen; es entsteht eine lernende Organisation. 23
1.1.3 Was ist Projektmanagement
Jeder betriebliche Prozess zielt darauf ab bestimmte Ziele zu erreichen. Ein heute weitverbreiteter
Führungsansatz zielt darauf ab, Aufgaben, Kompetenz und Verantwortung an die tiefste mögliche Stelle zu
delegieren. Dieses Prinzip wird auch Management by Objectives (MbO) genannt.
Für diese Form des Managements haben sich die folgenden Elemente des Projektmanagements bewährt:
Vorgehen in Phasen und Arbeitspakete strukturieren
Entscheidungs-, Führungs- und Fachkompetenzen pro Phase neu festlegen.
Projektmanagement wird als Oberbegriff für alle planenden, überwachenden, koordinierenden und
steuernden Maßnahmen verstanden, die für die Um- oder Neugestaltung von System oder Prozessen
erforderlich sind.
1.1.4 Projektphasen
Bei der Entwicklung von neuen Produkten kann ein Projekt in Allgemeine "Phasen" aufgeteilt werden. Diese
Phasen laufen nach dem Prinzip: "Vom Groben zum Detail". Dies hat den Zweck, den Werdegang einer
Lösung in überschaubare Teiletappen zu gliedern.
23 Vgl. Handbuch Projektmanagement, S. 12ff

P r o j e k t „ O R e G „
112
Abbildung 79: Das ideale Phasenkonzept [Quelle: 1, S. 15]
Die Initialisierungsphase
Die Initialisierungsphase ist eher unstrukturiert, sie umfasst die Zeitspanne zwischen dem Empfinden des
Problems und dem Entschluss, etwas Konkretes zu unternehmen.
Die Problemstellung kann dabei entweder schon relativ konkret formuliert sein oder aber lediglich aus
vagen Vermutungen bestehen. Dabei ist es unwesentlich, woher der Anstoß für die Um- oder
Neugestaltung kommt.
Die Initialisierungsphase für das Projekt OReG erfolgte bereits vor Semesterbeginn durch die Betreuer.
Ergebnis dieser Phase war der Projektauftrag "Simulation und Realisierung eines elektrischen Getriebes"
(vgl. Dokument "Projektauftrag elektrisches Getriebe.doc").
Die Vorstudienphase
Diese Phase wird häufig auch als Machbarkeitsstudie bezeichnet. Sie dient im wesentlichen dazu die
realistische Durchführung der Problembearbeitung festzulegen. So soll der Untersuchungsbereich zunächst
bewusst weiter gefasst werden, um auch das Umfeld genügend auszuleuchten.
In dieser Projektphase wird eine erste umfassende Ablaufplanung des Projektes erstellt, welche die Basis
für die detaillierten Projektpläne bezüglich der Arbeitspakete und Organisationseinheiten bilden. In der
Vorstudie wird das Problem genau erfasst, werden Ziele erarbeitet resp. präzisiert und grundsätzliche
Lösungsrichtungen diskutiert.

P r o j e k t „ O R e G „
113
Die Konzeptphase
Der Sinn dieser Phase besteht darin, auf der Basis des gewählten Lösungsprinzips aus der Vorstudie ein
Gesamtkonzept mit Lösungsvarianten zu entwickeln. Das Ergebnis der Konzeptphase ist die Entscheidung
für eine Lösungsvariante, die in allen Details ausgearbeitet werden muss.
Die Realisierungsphase
In dieser Phase wird die Lösung im weitesten Sinne realisiert. Bei paralleler Entwicklung in Teilprojekten
verschmelzen aus Sicht des Gesamtprojektes Realisierungs- und Konzeptphase teilweise, sodass eine
scharfe Trennung nicht mehr sinnvoll ist. Dies entspricht dem Prinzip des sog. simultaneous Engineering
(siehe Abschnitt Parallelisieren der Phasen).
Einführungsphase
Unter der Einführungsphase wird die Einführung der realisierten Lösung wird am Markt verstanden.
1.1.5 Parallelisieren der Phasen: Simultaneous Engineering
Durch das simultaneous Engineering können die die Entwicklungszeiten weiter verkürzt werden, da bei
diesem Prinzip die die einzelnen Phasen eines Projektes parallelisiert und dadurch beschleunigt werden
klönen. Die verschiedenen Bereiche, die an der Produktentwicklung beteiligt sind, sollen möglichst
frühzeitig einbezogen werden. Heute werden fast alle Projekte nach diesem Prinzip durchgeführt.
Abbildung 80:Prinzip des Simultaneous Engineering [Quelle: Wikipedia, 7.03.10]

P r o j e k t „ O R e G „
114
1.2 Organisation
1.2.1 Projektorganisation
Die Projektorganisation beschreibt die spezielle Organisationsstruktur des Projektes. Eine gut
funktionierende Projektorganisation zeichnet sich durch folgende Punkte aus:
Ziele sollten SMART formuliert sein, d.h.
o S = Spezifisch: Ziele müssen eindeutig definiert sein
o M= Messbar: Zielerfüllung muss eindeutig messbar sein
o A= Angemessen: Ziele müssen relativ zum Aufwand sein
o R= Realistisch: Ziele müssen erreichbar sein
o T= Terminiert: Ziele müssen klar Terminiert werden
Projektleitung mit einer klaren und ausreichenden Entscheidungskompetenz und entsprechende
Führungsverantwortung
Know-how und interdisziplinäre Arbeitsweise in den Projektteams
Angemessenes Arbeitsklima, welches Kreativität, Kommunikation und Engagement fördert
Regelmäßige Rücksprache mit Auftraggebern
Verfügbarkeit der Ressourcen
Methodische Unterstützung der Projektteams durch die Projektleitung
Insbesondere die Rollen- und Gremienverteilung innerhalb eines Projekts sollte klar definiert sein, um
Kompetenzen klar und transparent zu machen. Andernfalls kann dies dazu führen, dass man oft nicht weiß,
wer entscheidet. Oder die Rolle des Projektmanagements wird als notwendiges Übel aufgefasst und daher
nur marginal wahrgenommen.24
1.2.2 Aufgaben der Projektleitung
Die untenstehende Abbildung zeigt die ideale Projektorganisation. Die Aufgaben der Projektleitung sind
vielfältig. Neben der Führungsverantwortung und - Funktion hat sie die folgenden Aufgaben
wahrzunehmen:
Projektauftrag mit dem Auftraggeber aushandeln und schriftlich fixieren
Erforderliche Ressourcen beschaffen
Projektteam bilden
Projekt Kick-off initiieren
Strukturierung des Projektes in
o Phasen
o Teams bzw. Teilprojekte
o Arbeitspakte
o Meilensteine
Koordination der Teilprojekte
Projektverlauf bzw. -fortschritt kontrollieren und steuern
24 Vgl. Handbuch Projektorganisation, S. 89

P r o j e k t „ O R e G „
115
Teamleitung und Teamentwicklung
Risikoanalysen
Wirtschaftlichkeitsbeurteilungen durchführen
Meilenstein-Entscheide vorbereiten
Sicherstellung des Informationsflusses, der Kommunikation sowie der Dokumentation innerhalb
des Projektes
Moderation der Sitzungen
Abbildung 81: Idealtypische Projektorganisation [Quelle: 1, S. 92]
Des Weiteren muss der Projektleiter verschiedene Rollen im Team übernehmen. So muss er Situations- und
phasenabhängig in verschiedene Rollen schlüpfen, wie bspw.:
Führer, Vorgesetzter, Entscheider
Konfliktmanager, Seelsorger, Psychologe, Trainer, Coach
Motivator, Kommunikator, Berater, Moderator
Analytiker, Fachperson, Gestalter, Planer
Um diese Aufgaben zu erfüllen, sollte die Projektleitung über das entsprechende Fachwissen,
Methodenwissen und Führungswissen verfügen. Dabei muss die Projektleitung kein ausgewiesenes
Expertenwissen mitbringen, sollte jedoch interdisziplinäres Verständnis der Aufgabenstellung mitbringen.
Beim Fachwissen kommt es mehr darauf an, entsprechende Zusammenhänge und die "Sprache" zu
verstehen, als selbst Spezialwissen einzubringen. Dagegen ist von größter Bedeutung, dass die
Projektleitung entsprechendes Methodenwissen aufweist, wie Strukturierungs- und Planungsmethoden.
Als Gestalter sozialer Prozesse muss die Projektleitung über ein hohes Maß an Führungswissen verfügen,
um die Teams adäquat führen zu können. Führung ist sehr anspruchsvoller Prozess und sollte idealerweise
als Serviceleistung verstanden werden. Grundvoraussetzung hierfür ist ein hohes Maß an Sozialkompetenz
und Einfühlungsvermögen.
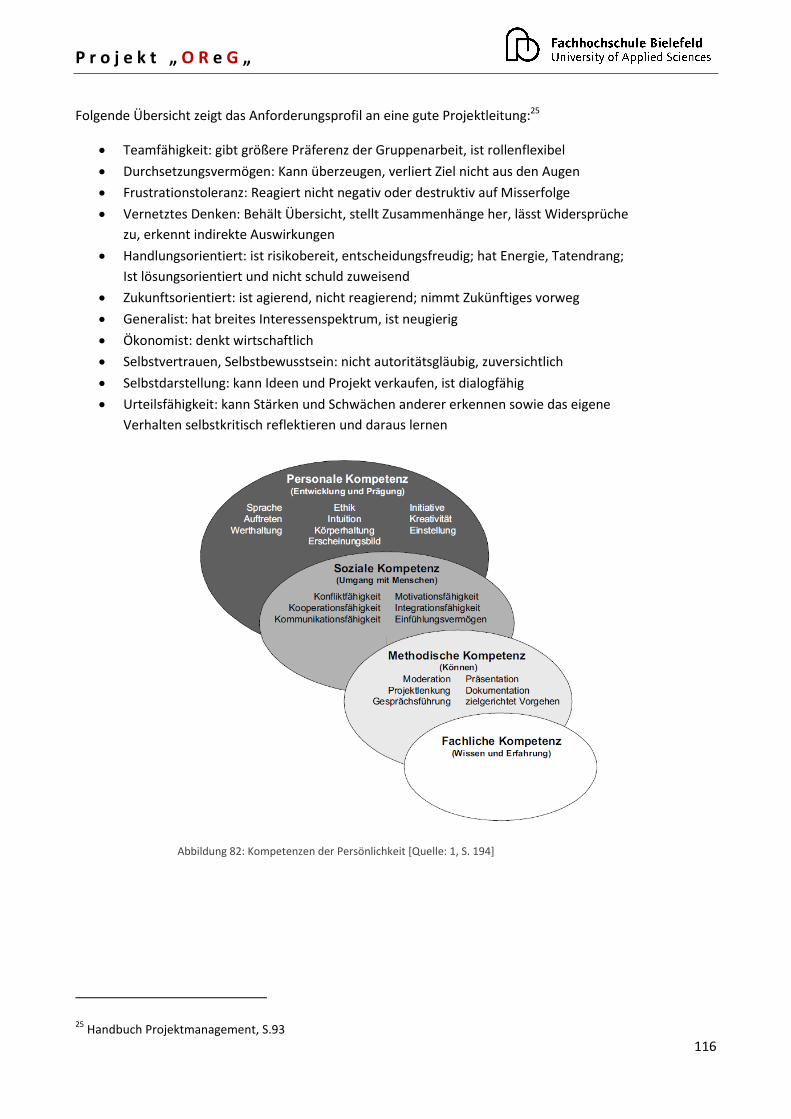
P r o j e k t „ O R e G „
116
Folgende Übersicht zeigt das Anforderungsprofil an eine gute Projektleitung:25
Teamfähigkeit: gibt größere Präferenz der Gruppenarbeit, ist rollenflexibel
Durchsetzungsvermögen: Kann überzeugen, verliert Ziel nicht aus den Augen
Frustrationstoleranz: Reagiert nicht negativ oder destruktiv auf Misserfolge
Vernetztes Denken: Behält Übersicht, stellt Zusammenhänge her, lässt Widersprüche
zu, erkennt indirekte Auswirkungen
Handlungsorientiert: ist risikobereit, entscheidungsfreudig; hat Energie, Tatendrang;
Ist lösungsorientiert und nicht schuld zuweisend
Zukunftsorientiert: ist agierend, nicht reagierend; nimmt Zukünftiges vorweg
Generalist: hat breites Interessenspektrum, ist neugierig
Ökonomist: denkt wirtschaftlich
Selbstvertrauen, Selbstbewusstsein: nicht autoritätsgläubig, zuversichtlich
Selbstdarstellung: kann Ideen und Projekt verkaufen, ist dialogfähig
Urteilsfähigkeit: kann Stärken und Schwächen anderer erkennen sowie das eigene
Verhalten selbstkritisch reflektieren und daraus lernen
Abbildung 82: Kompetenzen der Persönlichkeit [Quelle: 1, S. 194]
25 Handbuch Projektmanagement, S.93

P r o j e k t „ O R e G „
117
1.3 Soziale und psychologische Aspekte des Projektmanagements
1.3.1 Führung und Zusammenarbeit in Projekten
Was ist Führung?
Führung ist die Fähigkeit, Menschen von einer Idee zu überzeugen und sie zu aktivem Handeln zu
motivieren. Hierbei verhalten sich Führende und Geführte nach eigenen, subjektiven Konzepten, die
gruppenspezifisch und situationsabhängig sind. Führen ist also die zielorientierte, soziale Einflussnahme,
um ein bestimmtes Ziel zu erreichen. Dabei lässt sich Führung in zwei Teile untergliedern:
Führungstätigkeiten und Führungsverhalten.
Bei Projekten ist die Führungsrolle lediglich auf Zeit und nicht mit einer besonderen Machtposition
verbunden. Hinzu kommt häufig, dass die zur Verfügung stehenden Ressourcen vorgegeben sind. Ziel der
Projektleiter ist die effiziente Zielerreichung bei optimalem Ressourceneinsatz.
Für die Projektleitung besteht Führung im Wesentlichen aus drei Aspekten:
a) Führung als Management: Führen im betriebswirtschaftlichen Sinn
b) Führung als Mitarbeiterführung: Bewusste und zielorientierte Lenkung der Mitarbeiter.
c) Führung als Coaching: Ressourcenorientierte Unterstützung der Mitarbeiter bei der
Zielerfüllung sowie bei der Persönlichkeitsentwicklung
Dazu stehen der Projektleitung im Wesentlichen drei Elemente zur Verfügung: Planung, Steuerung und
Delegation, und Kontrolle.
Zusammenarbeit
Auftraggeber ins Projekt einbinden
Zur Sicherstellung der vollen Identifikation und Wertschätzung der auftraggebenden Seite empfiehlt es sich,
den Projektauftrag gemeinsam mit dem Auftraggeber zu erarbeiten. Im weiteren Projektablauf ist es
darüber hinaus unabdingbar, den Auftraggeber periodisch über den Projektverlauf zu informieren und ggf.
bei wichtigen Projektereignissen mit einzubeziehen.
Beziehungen zwischen Betroffenen und dem Projektteam
Diese Beziehung ist entscheidend über den Erfolg oder Misserfolg während der Einführungsphase und
sollte deshalb besonders gepflegt werden. Im Vordergrund steht hier, Vertrauen herzustellen, Erwartungen
und Interessen formulieren zu können, sowie Möglichkeiten zu bieten. Zur Vermeidung von Zieldifferenzen
und Interessenkonflikte gibt es hier die folgenden Möglichkeiten:
Förderung der gegenseitigen Kommunikation
"Infomarkt", an dem sich zukünftige Benutzer oder Betroffene informieren können
Eingliedern von wichtigen Exponenten in das Projektteam
Einbeziehen in ein erweitertes temporäres Projektteam

P r o j e k t „ O R e G „
118
Vereinbarungen für die Arbeit im Team
Wesentlich für den Erfolg im Team ist, dass die Ziele von allen Mitgliedern anerkannt und akzeptiert sind.
Die objektive und subjektive Zielsetzung müssen übereinstimmen, sodass sich der Einzelne mit dem Ziel
identifizieren kann. Die vorgegebenen Projektziele müssen also mit den persönlichen Zielen
übereinstimmen.
Um dies zu erreichen, ist die Kommunikation über Sach- und Beziehungsprobleme elementar. Hierdurch
wird es möglich, interne Themen und Unstimmigkeiten zu erkennen und die Einzelinteressen auf das
Projektziel abzustimmen.
Führungsprozess
Im Gegensatz zur Führung einer Organisation sind alle Projektmitarbeiter gleichberechtigte Partner.
Gemeinsam ist man der Problemlösungsbearbeitung verpflichtet, wobei das Ziel ist, ein "Wir"-Gefühl zu
erreichen. Aus diesem Grund sollte die Projektleitung aus Personen bestehen, die über ausgeprägte
Coachingfähigkeiten verfügen, um den Teambildungsprozess optimal zu unterstützen. Darüber hinaus
müssen sie in der Lage sein, die notwendigen Prozesse aufzubauen, zu koordinieren und zu begleiten. Die
Zusammenarbeit sollte dabei auf verbindlichen Vereinbarungen beruhen. Die Projektleitung "lenkt" dabei
das Team idealerweise durch Information, Kommunikation und Koordination. Zielorientierung und
Wertschätzung der Teammitglieder sind dabei oberstes Gebot. In Pattsituationen müssen jedoch auch klare
Entscheidungen getroffen werden.
Abbildung 83: Führungsprozess im Projektteam [Quelle: 1, S. 191]
Es ist sinnvoll, die Führungsverantwortung mit dem gesamten Projektteam zu teilen, sodass jedes
Teammitglied in einem gewissen Rahmen selbstständig am Projekterfolg arbeitet. Durch diese
Selbststeuerung kann sich die Projektleitung mehr für eine ganzheitliche Problemlösung engagieren. In
dieser Organisationsform rückt das Streben des Individuums nach Prestige und Ansehen zugunsten des
gemeinsamen Projektziels in den Hintergrund.
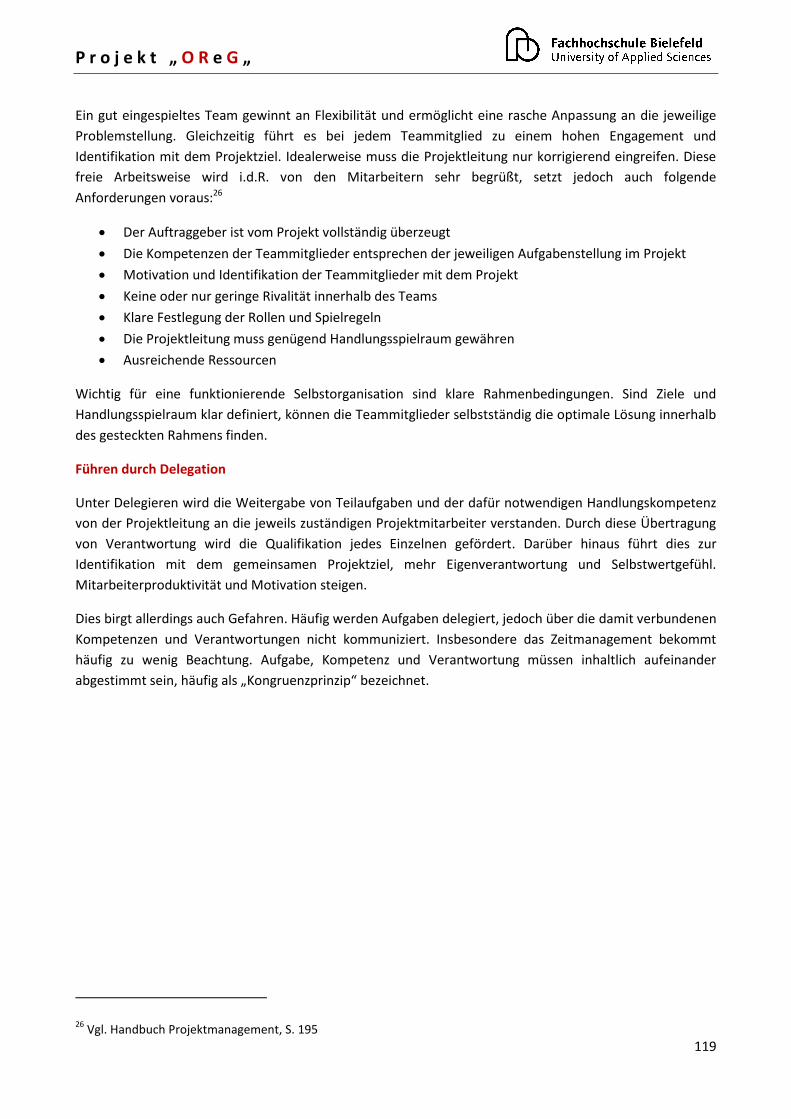
P r o j e k t „ O R e G „
119
Ein gut eingespieltes Team gewinnt an Flexibilität und ermöglicht eine rasche Anpassung an die jeweilige
Problemstellung. Gleichzeitig führt es bei jedem Teammitglied zu einem hohen Engagement und
Identifikation mit dem Projektziel. Idealerweise muss die Projektleitung nur korrigierend eingreifen. Diese
freie Arbeitsweise wird i.d.R. von den Mitarbeitern sehr begrüßt, setzt jedoch auch folgende
Anforderungen voraus:26
Der Auftraggeber ist vom Projekt vollständig überzeugt
Die Kompetenzen der Teammitglieder entsprechen der jeweiligen Aufgabenstellung im Projekt
Motivation und Identifikation der Teammitglieder mit dem Projekt
Keine oder nur geringe Rivalität innerhalb des Teams
Klare Festlegung der Rollen und Spielregeln
Die Projektleitung muss genügend Handlungsspielraum gewähren
Ausreichende Ressourcen
Wichtig für eine funktionierende Selbstorganisation sind klare Rahmenbedingungen. Sind Ziele und
Handlungsspielraum klar definiert, können die Teammitglieder selbstständig die optimale Lösung innerhalb
des gesteckten Rahmens finden.
Führen durch Delegation
Unter Delegieren wird die Weitergabe von Teilaufgaben und der dafür notwendigen Handlungskompetenz
von der Projektleitung an die jeweils zuständigen Projektmitarbeiter verstanden. Durch diese Übertragung
von Verantwortung wird die Qualifikation jedes Einzelnen gefördert. Darüber hinaus führt dies zur
Identifikation mit dem gemeinsamen Projektziel, mehr Eigenverantwortung und Selbstwertgefühl.
Mitarbeiterproduktivität und Motivation steigen.
Dies birgt allerdings auch Gefahren. Häufig werden Aufgaben delegiert, jedoch über die damit verbundenen
Kompetenzen und Verantwortungen nicht kommuniziert. Insbesondere das Zeitmanagement bekommt
häufig zu wenig Beachtung. Aufgabe, Kompetenz und Verantwortung müssen inhaltlich aufeinander
abgestimmt sein, häufig als „Kongruenzprinzip“ bezeichnet.
26 Vgl. Handbuch Projektmanagement, S. 195
P r o j e k t „ O R e G „
120
Abbildung 84: Kongruenzprinzip [Quelle: 1, S. 198]
Projektstart und „Kick-off-Meeting“
Die Startphase eines Projektes ist äußerst relevant den Erfolg des gesamten Projektes. Neben der genauen
Projektdefinition geht es um das verstehen und verteilen von genau definierten Teilaufgaben. Hier werden
die Grundsteine für eine teamorientierte Organisation gelegt, die eine leistungs- und lösungsorientierte
Arbeitsweise ermöglicht. Von besonderer Bedeutung ist hier das „Kick-off-Meeting". Alle am Projekt
beteiligten Personen sollten hier dran teilnehmen, d.h. das gesamte Projektteam und die eigentlichen
Auftraggeber.
Dabei spielen die Beziehungs-, die Inhalts- und die Organisationsebene eine entscheidende Rolle. Hier
sollten sich die Projektbeteiligten untereinander kennenlernen, die Inhalte, Ziele und Bedeutung des
Projektes verstehen lernen und gemeinsam eine optimale Organisationsstruktur erarbeiten. Ziel ist es, zu
einem frühen Zeitpunkt herauszufinden, wie die Gruppe funktioniert und welche formellen und informellen
Rahmenbedingungen gelten.
Ein weiterer Aspekt für erfolgreiche Teamarbeit ist der Abbau von evtl. vorherrschenden Vorurteilen der
Teammitglieder. Dabei sind Vorurteile i.d.R. innerhalb jeder Gruppe vorhanden. Dies erklärt sich u.a. durch
folgende Phänomene:
Frühere Erinnerungen und Erfahrungen mit Menschen werden auf neue, unbekannte Personen projiziert.
Mit unter reichen hierzu bereits Verhaltensweisen, Stimmlage, Gerüche usw. aus, um sowohl Sympathien
als Antipathien zu übertragen. Häufig laufen diese Prozesse unbewusst ab. Eine offene Kommunikation
kann helfen, die weitere Entstehung von Vorurteilen zu unterbinden bzw. bestehende abzubauen.

P r o j e k t „ O R e G „
121
1.3.2 Aspekte von Teams
Teamarbeit im Projekt
In Projekten ist es oft notwendig, interdisziplinäre Lösungen für die anstehenden Probleme zu finden. Diese
fachübergreifende Zusammenarbeit können nur Teams leisten, deren Mitglieder aus unterschiedlichen
Disziplinen stammen. Ein grundlegendes Verständnis für die unterschiedlichen Persönlichkeitstypen in
einem Projektteam fördert die konstruktive Auseinandersetzung.
Der Vorteil von interdisziplinären Projektteams ist, dass komplexe Aufgabenstellungen besser gelöst
werden können, da Spezialisten aus verschiedenen Bereichen und mit verschiedenen unternehmerischen
Funktionen zusammenwirken.
Projektarbeit kann dazu führen, dass die Projektmitglieder bereit sind, von gewohntem Abschied zu
nehmen. Durch das Wir Gefühl wachsen die Stärke und die Risikobereitschaft der Mitglieder. Dies kann
dazu führen, dass bekannte Wege verlassen und wirklich innovative und ungewohnte
Lösungsmöglichkeiten ausgedacht und ausprobiert werden können.
Ein zu starkes "Gemeinsam-sind-wir-stark" Gefühl innerhalb der Projektgruppe bringt jedoch auch einige
Risiken mit sich. Es ist möglich, dass Vorschläge, Ideen und Annahmen, die aus der Gruppe kommen, nicht
mehr mit der nötigen Sorgfalt überprüft und hinterfragt werden. Jeder verlässt sich darauf, dass der andere
weiß, wovon er spricht. Dies kann jedoch durch das Einbeziehen von kritischen Denkern in das Projektteam
vermieden werden. Des Weiteren messen die einzelnen Projektmitglieder bei einem allzu starken "Wir"-
Gefühl ihre Leistung sehr stark an der Leistung der anderen und passen ihre Leistung entsprechend an, so
kann es passieren, dass in einem durchschnittlich besetzten Projektteam Spitzenkräfte untergehen.
Die Arbeit in einem Projektteam sollte den Mitgliedern Spaß machen. Die Mitarbeit in einem Team kommt
dem natürlichen Kontaktbedürfnis des Menschen sehr entgegen. Die Mitglieder können unmittelbar
Wertschätzung erleben und Erfolge sehen. Dies ist ein wichtiger Motivationsfaktor, der zu einem großen
Engagement und Einsatz führen kann.
Projektarbeit ist immer zeit- und kostenaufwendig, da der gegenseitige Aufwand zur Abstimmung und
Koordination innerhalb eines Projektteams sehr groß ist. Dieser Aufwand sollte nicht unterschätzt werden.
Projektsitzungen sind in der Regel kosten- und zeitintensiv, da die Teilnehmer während dieser Zeit von ihrer
normalen Arbeit entbunden werden.
Wenn das Projekt jedoch nicht läuft wie geplant, kann die Mitarbeit an einem Projekt sehr viel
Enttäuschung und Frustration auslösen. Vor allem wenn gute Ideen, die mühsam ausgearbeitet wurden,
durch Veränderung der Rahmenbedingungen fallen gelassen werden müssen.
Die Projektteam-Zusammensetzung
Bei der Auswahl der Projektmitglieder sollten die folgenden Schlüsselqualifikationen besetzt sein:
Projektleitung:
Sie stellt die Zusammenarbeit im Team sicher und sorgt dafür, dass alle Mitglieder des Projektteams die
ihnen entsprechenden Funktionen und Rollen erhalten. Die Projektleitung ist die Schnittstelle zwischen

P r o j e k t „ O R e G „
122
Auftraggeber und Projektteam. Die Projektleitung muss deshalb auf sozialer Ebene besonders fähig sein. Es
muss Lobbying betrieben, nach Unterstützung gesucht und Entscheidungen getroffen werden.
Teammitarbeiter, Spezialisten:
Alle wesentlichen - im Projekt vorkommenden - Wissensbereiche müssen durch die Teammitglieder
abgedeckt werden. Die Mitglieder sollten auf ihrem Fachgebiet Spezialisten sein. Sie sind informiert über
die neuesten Entwicklungen in ihrem Fachbereich (inner-und außerbetrieblich). Diese interdisziplinäre
Zusammenarbeit setzt Offenheit und Respekt gegenüber anderen Fachdisziplinen voraus. Ein
Teammitarbeiter sollte kommunikationsfähig sein d.h., dass er zuhören und sich mitteilen kann. Da
Teamarbeit mitunter spannungsgeladen und mit Auseinandersetzungen verbunden ist, benötigen die
Teammitglieder ein gesundes Maß Selbstbewusstsein, müssen aber gleichzeitig flexibel und
anpassungsfähig sein. Niemand darf sich auf die Füße getreten fühlen, wird seine Idee einmal nicht
ausgewählt.
Botschafter
Botschafter sind Interessenträger oder Sprachrohr für ein Anliegen. Sie vertreten die Anliegen der
Betroffenen und Benutzer innerhalb des Projektteams. Der Botschafter hilft, dass das Projektteam nicht an
der betrieblichen Realität vorbeiarbeitet.
Ein Projektteam wird vom Auftraggeber eingesetzt und aus der Verantwortung entlassen. Die
Projektleitung sollte jedoch Einfluss auf den Auswahlprozess ausüben können. Es ist sinnvoll, dass die
Projektleitung und der Auftraggeber Anforderungsprofile der künftigen Projektmitglieder erstellen. Es ist
zudem möglich, dass je nach Projektphase die Zusammensetzung des Teams verändert wird. So ist z. B. für
die Machbarkeitsstudien und Vorgehensplanung ein kleineres Team von "Vordenkern" sinnvoll. Für eine
möglichst breite Akzeptanz sollte das Projektteam entsprechend groß und repräsentativ sein. Bei der
Auswahl der Projektmitglieder sollte nicht außer Acht gelassen werden, dass Projektarbeit sehr zeitintensiv
ist. Teammitglieder, die zu wenig Zeit aufwenden können oder möchten, blockieren die Zusammenarbeit
und den Projektfortschritt. Deshalb sollte vor Beginn des Projektes klar sein, mit wie viel Aufwand die
Mitglieder rechnen müssen. Innerhalb einer Projektgruppe ist es sinnvoll, erfahrene Realisten und junge
Dynamiker zu integrieren, um so Innovation zu fördern, aber gleichzeitig realistisch in Bezug auf die Lösung
zu bleiben. Ein Projektteam sollte disharmonisch sein, denn wenn ein Team zu harmonisch ist, kommt es
nicht zu anregenden Diskussionen und frischen Ideen. Kritiker und Querdenker sind gut für das
Vorankommen eines Projekts.
Rollen innerhalb eines Projektteams
Unter dem Begriff "Rolle" ist die Menge der Erwartungen an eine Position, Funktion oder Stelle zu
verstehen. Die Rollenverteilung kann entweder von außen oder innerhalb der Gruppe entstehen, jedoch
sollte gelten:
Die einzelnen Mitglieder akzeptieren ihre Rolle
Die Rolle muss wahrgenommen werden
Durch unklare Aufgabenverteilung und mangelhaftes Rollenverständnis wird es unmöglich viel zu
Leisten
Nimmt eine Person verschiedene Rollen an, muss dies transparent sein
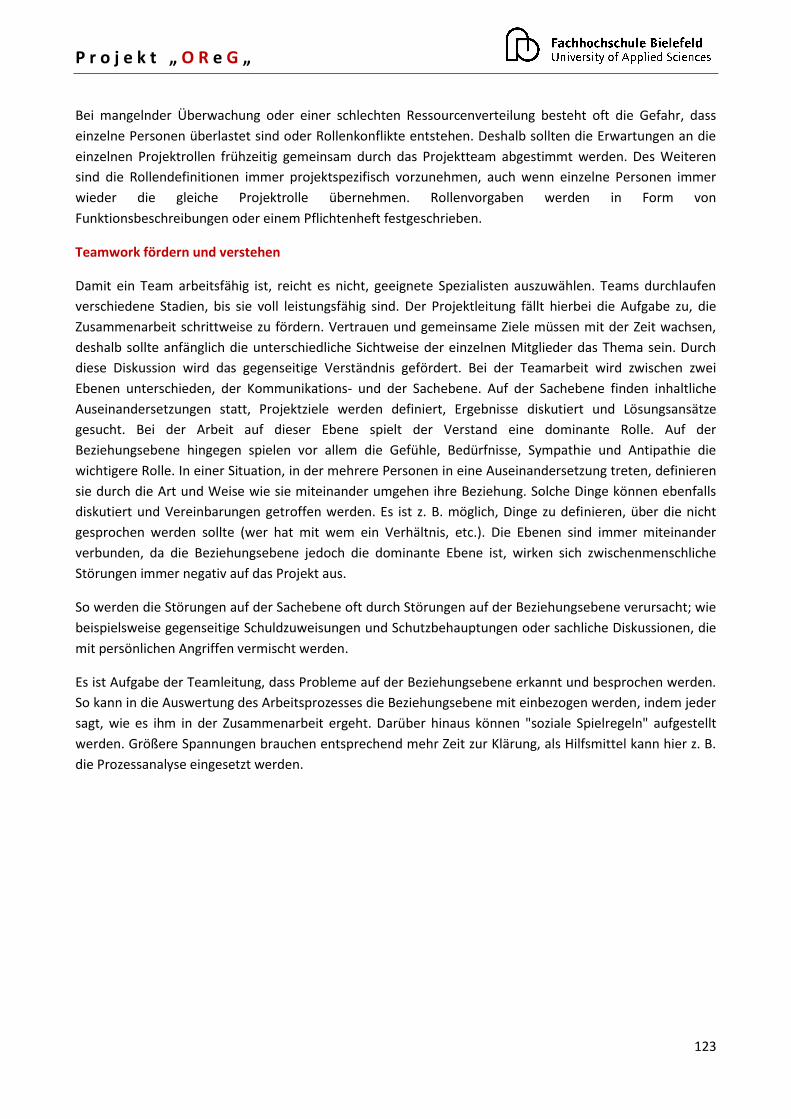
P r o j e k t „ O R e G „
123
Bei mangelnder Überwachung oder einer schlechten Ressourcenverteilung besteht oft die Gefahr, dass
einzelne Personen überlastet sind oder Rollenkonflikte entstehen. Deshalb sollten die Erwartungen an die
einzelnen Projektrollen frühzeitig gemeinsam durch das Projektteam abgestimmt werden. Des Weiteren
sind die Rollendefinitionen immer projektspezifisch vorzunehmen, auch wenn einzelne Personen immer
wieder die gleiche Projektrolle übernehmen. Rollenvorgaben werden in Form von
Funktionsbeschreibungen oder einem Pflichtenheft festgeschrieben.
Teamwork fördern und verstehen
Damit ein Team arbeitsfähig ist, reicht es nicht, geeignete Spezialisten auszuwählen. Teams durchlaufen
verschiedene Stadien, bis sie voll leistungsfähig sind. Der Projektleitung fällt hierbei die Aufgabe zu, die
Zusammenarbeit schrittweise zu fördern. Vertrauen und gemeinsame Ziele müssen mit der Zeit wachsen,
deshalb sollte anfänglich die unterschiedliche Sichtweise der einzelnen Mitglieder das Thema sein. Durch
diese Diskussion wird das gegenseitige Verständnis gefördert. Bei der Teamarbeit wird zwischen zwei
Ebenen unterschieden, der Kommunikations- und der Sachebene. Auf der Sachebene finden inhaltliche
Auseinandersetzungen statt, Projektziele werden definiert, Ergebnisse diskutiert und Lösungsansätze
gesucht. Bei der Arbeit auf dieser Ebene spielt der Verstand eine dominante Rolle. Auf der
Beziehungsebene hingegen spielen vor allem die Gefühle, Bedürfnisse, Sympathie und Antipathie die
wichtigere Rolle. In einer Situation, in der mehrere Personen in eine Auseinandersetzung treten, definieren
sie durch die Art und Weise wie sie miteinander umgehen ihre Beziehung. Solche Dinge können ebenfalls
diskutiert und Vereinbarungen getroffen werden. Es ist z. B. möglich, Dinge zu definieren, über die nicht
gesprochen werden sollte (wer hat mit wem ein Verhältnis, etc.). Die Ebenen sind immer miteinander
verbunden, da die Beziehungsebene jedoch die dominante Ebene ist, wirken sich zwischenmenschliche
Störungen immer negativ auf das Projekt aus.
So werden die Störungen auf der Sachebene oft durch Störungen auf der Beziehungsebene verursacht; wie
beispielsweise gegenseitige Schuldzuweisungen und Schutzbehauptungen oder sachliche Diskussionen, die
mit persönlichen Angriffen vermischt werden.
Es ist Aufgabe der Teamleitung, dass Probleme auf der Beziehungsebene erkannt und besprochen werden.
So kann in die Auswertung des Arbeitsprozesses die Beziehungsebene mit einbezogen werden, indem jeder
sagt, wie es ihm in der Zusammenarbeit ergeht. Darüber hinaus können "soziale Spielregeln" aufgestellt
werden. Größere Spannungen brauchen entsprechend mehr Zeit zur Klärung, als Hilfsmittel kann hier z. B.
die Prozessanalyse eingesetzt werden.
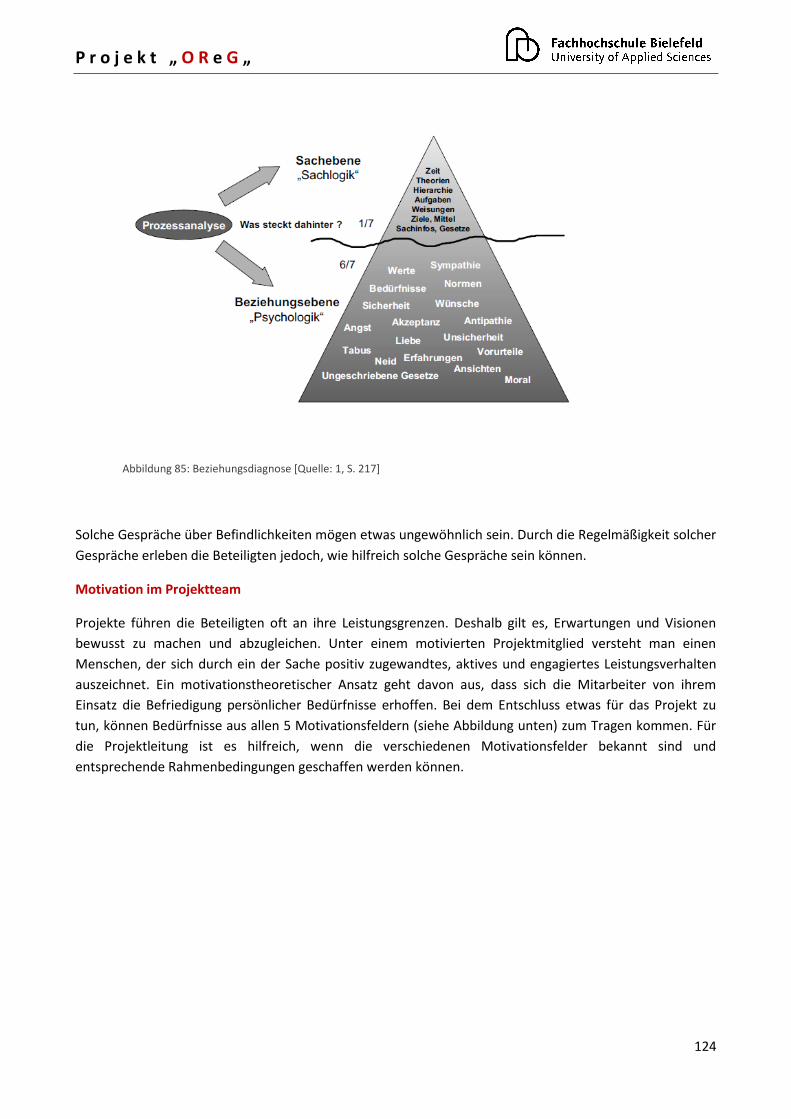
P r o j e k t „ O R e G „
124
Abbildung 85: Beziehungsdiagnose [Quelle: 1, S. 217]
Solche Gespräche über Befindlichkeiten mögen etwas ungewöhnlich sein. Durch die Regelmäßigkeit solcher
Gespräche erleben die Beteiligten jedoch, wie hilfreich solche Gespräche sein können.
Motivation im Projektteam
Projekte führen die Beteiligten oft an ihre Leistungsgrenzen. Deshalb gilt es, Erwartungen und Visionen
bewusst zu machen und abzugleichen. Unter einem motivierten Projektmitglied versteht man einen
Menschen, der sich durch ein der Sache positiv zugewandtes, aktives und engagiertes Leistungsverhalten
auszeichnet. Ein motivationstheoretischer Ansatz geht davon aus, dass sich die Mitarbeiter von ihrem
Einsatz die Befriedigung persönlicher Bedürfnisse erhoffen. Bei dem Entschluss etwas für das Projekt zu
tun, können Bedürfnisse aus allen 5 Motivationsfeldern (siehe Abbildung unten) zum Tragen kommen. Für
die Projektleitung ist es hilfreich, wenn die verschiedenen Motivationsfelder bekannt sind und
entsprechende Rahmenbedingungen geschaffen werden können.
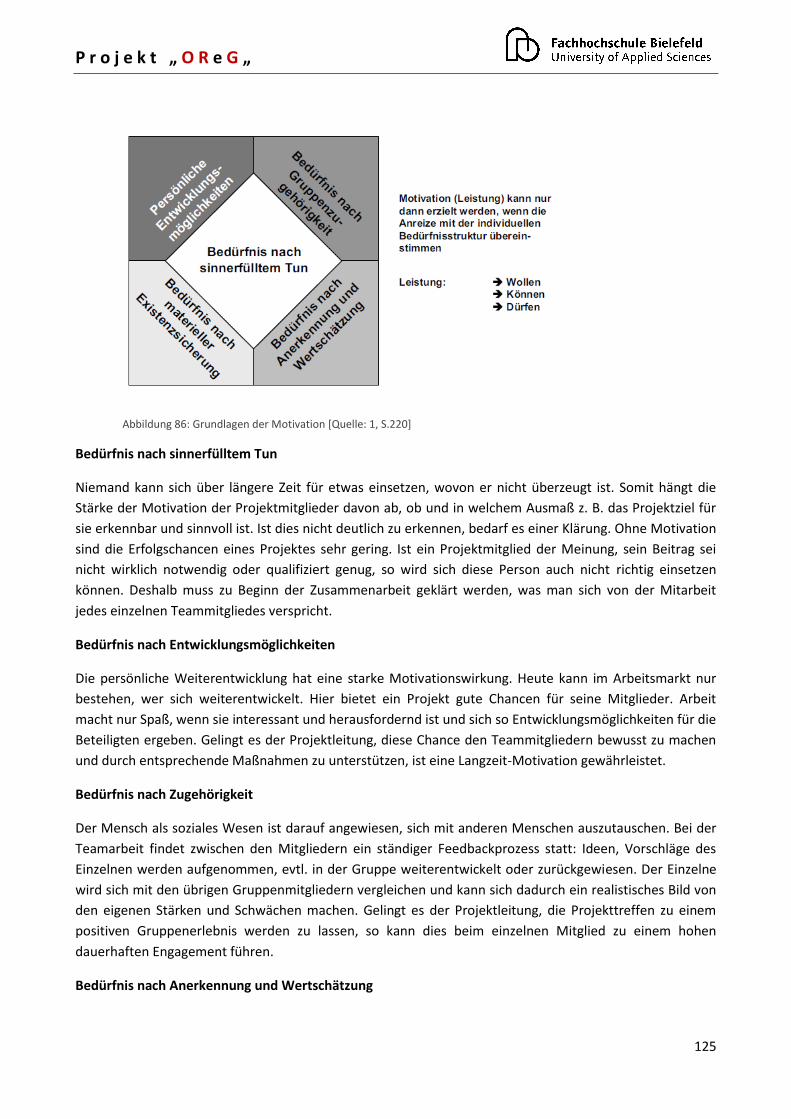
P r o j e k t „ O R e G „
125
Abbildung 86: Grundlagen der Motivation [Quelle: 1, S.220]
Bedürfnis nach sinnerfülltem Tun
Niemand kann sich über längere Zeit für etwas einsetzen, wovon er nicht überzeugt ist. Somit hängt die
Stärke der Motivation der Projektmitglieder davon ab, ob und in welchem Ausmaß z. B. das Projektziel für
sie erkennbar und sinnvoll ist. Ist dies nicht deutlich zu erkennen, bedarf es einer Klärung. Ohne Motivation
sind die Erfolgschancen eines Projektes sehr gering. Ist ein Projektmitglied der Meinung, sein Beitrag sei
nicht wirklich notwendig oder qualifiziert genug, so wird sich diese Person auch nicht richtig einsetzen
können. Deshalb muss zu Beginn der Zusammenarbeit geklärt werden, was man sich von der Mitarbeit
jedes einzelnen Teammitgliedes verspricht.
Bedürfnis nach Entwicklungsmöglichkeiten
Die persönliche Weiterentwicklung hat eine starke Motivationswirkung. Heute kann im Arbeitsmarkt nur
bestehen, wer sich weiterentwickelt. Hier bietet ein Projekt gute Chancen für seine Mitglieder. Arbeit
macht nur Spaß, wenn sie interessant und herausfordernd ist und sich so Entwicklungsmöglichkeiten für die
Beteiligten ergeben. Gelingt es der Projektleitung, diese Chance den Teammitgliedern bewusst zu machen
und durch entsprechende Maßnahmen zu unterstützen, ist eine Langzeit-Motivation gewährleistet.
Bedürfnis nach Zugehörigkeit
Der Mensch als soziales Wesen ist darauf angewiesen, sich mit anderen Menschen auszutauschen. Bei der
Teamarbeit findet zwischen den Mitgliedern ein ständiger Feedbackprozess statt: Ideen, Vorschläge des
Einzelnen werden aufgenommen, evtl. in der Gruppe weiterentwickelt oder zurückgewiesen. Der Einzelne
wird sich mit den übrigen Gruppenmitgliedern vergleichen und kann sich dadurch ein realistisches Bild von
den eigenen Stärken und Schwächen machen. Gelingt es der Projektleitung, die Projekttreffen zu einem
positiven Gruppenerlebnis werden zu lassen, so kann dies beim einzelnen Mitglied zu einem hohen
dauerhaften Engagement führen.
Bedürfnis nach Anerkennung und Wertschätzung

P r o j e k t „ O R e G „
126
Durch Lob und Anerkennung kann die Motivation gefördert werden. Dafür ist es allerdings notwendig klare
überprüfbare Aufträge zu erteilen und bei guter Erfüllung zu loben. Anerkennung kann nur dann
motivierend wirken, wenn sie auch ernst gemeint ist d. h., die Projektleitung muss sich mit den Personen
und Resultaten kritisch auseinandersetzen. Wird die Projektleitung vom Auftraggeber gelobt, ist es
zwingend erforderlich, dass dieses Lob an die Teammitglieder weitergegeben wird.
Wunsch nach materieller Existenzsicherung
Gute Projektarbeit sollte entsprechend entlohnt werden. Dies wird vor allem dadurch gewährleistet, dass
die Projektleitung sich an die direkten Führungskräfte wendet und die Arbeit des Projektteams hervorhebt,
damit es nicht in Vergessenheit gerät.
Entwicklungsphasen von Gruppen
Eine Gruppe entwickelt sich nach und nach, eine Gruppe von Menschen beginnt nie als "Team!", dem sich
die Mitglieder emotional zugehörig fühlen. Die Projektleitung muss der Gruppe helfen, ein Team zu
werden. Um ein Team zu werden, brauchen Menschen Ziele sowie die Erkenntnis, dass sie gemeinsam
besser erreicht werden. Die unten stehende Abbildung verdeutlicht die drei Ebenen auf denen die Gruppe
im Rahmen ihrer Entwicklung zum Team immer wieder arbeiten muss, will sie ihren Auftrag erfolgreich
lösen.
Abbildung 87: Die drei Ebenen der Teamentwicklung [Quelle: 1, S.225]
Im Folgenden ist der Entwicklungsprozess einer Gruppe in 5 Phasen dargestellt, wobei auch Sprünge und
Rückschritte zwischen den einzelnen Phasen möglich sind:
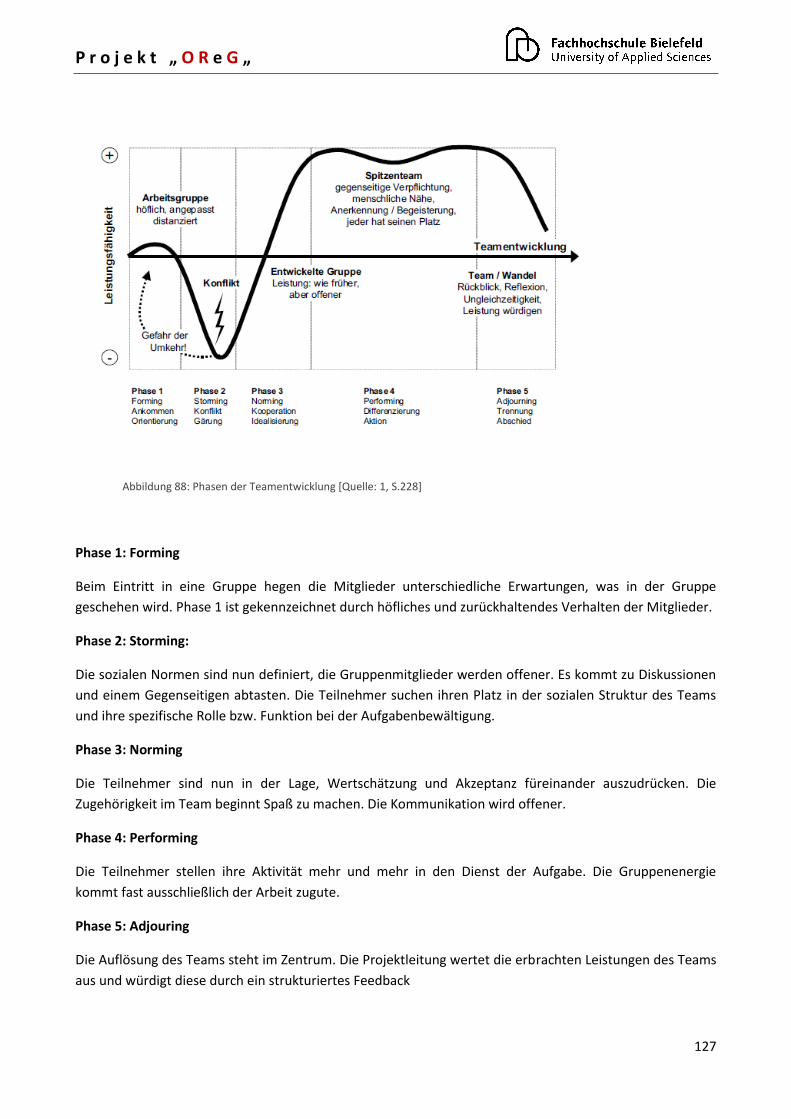
P r o j e k t „ O R e G „
127
Abbildung 88: Phasen der Teamentwicklung [Quelle: 1, S.228]
Phase 1: Forming
Beim Eintritt in eine Gruppe hegen die Mitglieder unterschiedliche Erwartungen, was in der Gruppe
geschehen wird. Phase 1 ist gekennzeichnet durch höfliches und zurückhaltendes Verhalten der Mitglieder.
Phase 2: Storming:
Die sozialen Normen sind nun definiert, die Gruppenmitglieder werden offener. Es kommt zu Diskussionen
und einem Gegenseitigen abtasten. Die Teilnehmer suchen ihren Platz in der sozialen Struktur des Teams
und ihre spezifische Rolle bzw. Funktion bei der Aufgabenbewältigung.
Phase 3: Norming
Die Teilnehmer sind nun in der Lage, Wertschätzung und Akzeptanz füreinander auszudrücken. Die
Zugehörigkeit im Team beginnt Spaß zu machen. Die Kommunikation wird offener.
Phase 4: Performing
Die Teilnehmer stellen ihre Aktivität mehr und mehr in den Dienst der Aufgabe. Die Gruppenenergie
kommt fast ausschließlich der Arbeit zugute.
Phase 5: Adjouring
Die Auflösung des Teams steht im Zentrum. Die Projektleitung wertet die erbrachten Leistungen des Teams
aus und würdigt diese durch ein strukturiertes Feedback
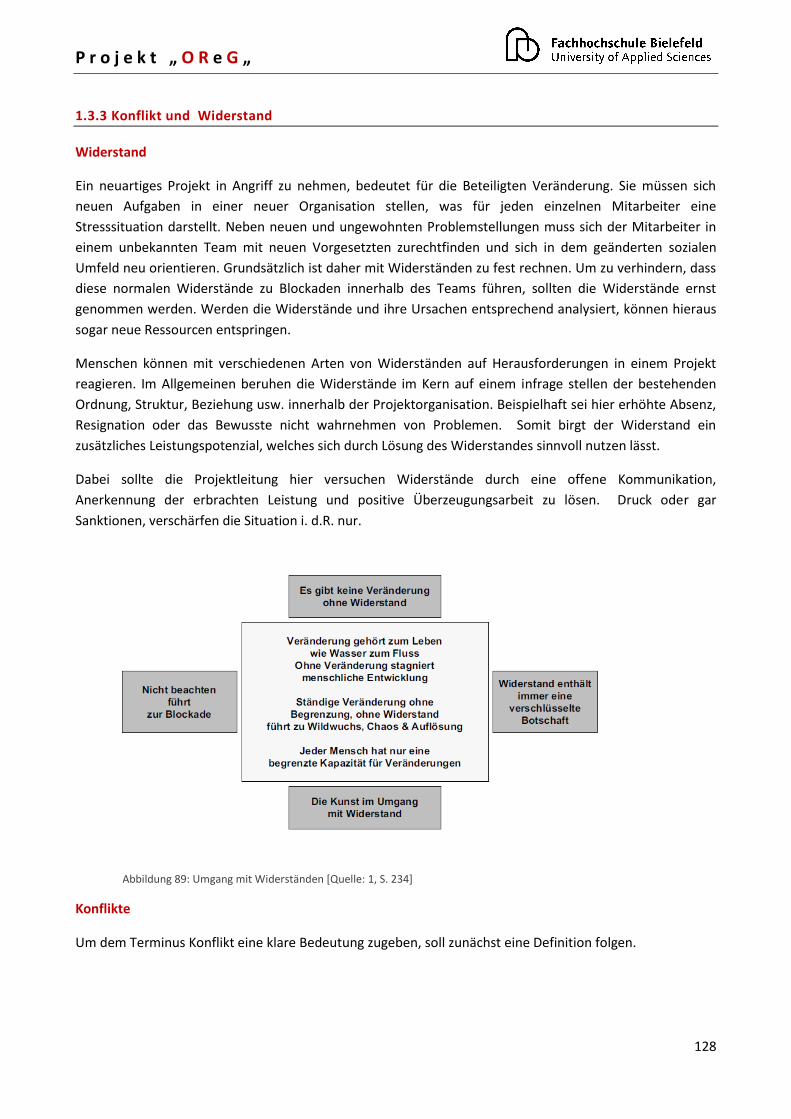
P r o j e k t „ O R e G „
128
1.3.3 Konflikt und Widerstand
Widerstand
Ein neuartiges Projekt in Angriff zu nehmen, bedeutet für die Beteiligten Veränderung. Sie müssen sich
neuen Aufgaben in einer neuer Organisation stellen, was für jeden einzelnen Mitarbeiter eine
Stresssituation darstellt. Neben neuen und ungewohnten Problemstellungen muss sich der Mitarbeiter in
einem unbekannten Team mit neuen Vorgesetzten zurechtfinden und sich in dem geänderten sozialen
Umfeld neu orientieren. Grundsätzlich ist daher mit Widerständen zu fest rechnen. Um zu verhindern, dass
diese normalen Widerstände zu Blockaden innerhalb des Teams führen, sollten die Widerstände ernst
genommen werden. Werden die Widerstände und ihre Ursachen entsprechend analysiert, können hieraus
sogar neue Ressourcen entspringen.
Menschen können mit verschiedenen Arten von Widerständen auf Herausforderungen in einem Projekt
reagieren. Im Allgemeinen beruhen die Widerstände im Kern auf einem infrage stellen der bestehenden
Ordnung, Struktur, Beziehung usw. innerhalb der Projektorganisation. Beispielhaft sei hier erhöhte Absenz,
Resignation oder das Bewusste nicht wahrnehmen von Problemen. Somit birgt der Widerstand ein
zusätzliches Leistungspotenzial, welches sich durch Lösung des Widerstandes sinnvoll nutzen lässt.
Dabei sollte die Projektleitung hier versuchen Widerstände durch eine offene Kommunikation,
Anerkennung der erbrachten Leistung und positive Überzeugungsarbeit zu lösen. Druck oder gar
Sanktionen, verschärfen die Situation i. d.R. nur.
Abbildung 89: Umgang mit Widerständen [Quelle: 1, S. 234]
Konflikte
Um dem Terminus Konflikt eine klare Bedeutung zugeben, soll zunächst eine Definition folgen.
P r o j e k t „ O R e G „
129
Definition: Konflikt
Unter einem Konflikt (lat.: conflictur) wird wörtlich der Zusammenstoß oder Kampf verstanden. Häufig
entwickelt sich aus einer anfänglich sachlichen Differenz zwischen zwei Parteien erst allmählich ein Konflikt.
Der genaue Beginn eines solchen sozialen Konflikts ist i.d.R. nicht eindeutig bestimmbar. Man spricht von
einem Konflikt, wenn eine der Parteien sich aufgrund des Konfliktes im eigenen Handeln beeinflusst fühlt.
Es kommt also auf das persönliche subjektive Empfinden der Beteiligten an, ob ein Konflikt vorliegt.
Konfliktpotenziale
Überall wo Menschen zusammenarbeiten, besteht ein Konfliktpotenzial. Wichtig ist auch hier eine offene
Kommunikation. Typische Ursachen für Konflikte in einem Projektteam sind bspw.:
Motivations- und Zielkonfllikte:
unterschiedliche Bereichsziele, unterschiedliche Motivation zur Zielerreichung
Organisatorische Konflikte:
unklare Abläufe, Aufträge, Kompetenzen oder Verantwortungen
unzureichender Informationsfluss
Interpersonale Konflikte (Spielen bei allen Konflikten eine Rolle)
z. B. Normen und Werte, Sympathie/Antipathie
Intrapersonale Konflikte
Bspw. Neid, Unsicherheit, Angst, Über- oder Unterforderung
Positionskonflikte
Unstimmigkeiten über Hierarchie, Macht, Struktur, Einfluss
Rollenkonflikte
Formelle und informelle Rollen, verschiedene Rollen in verschiedenen Situationen
So unterschiedlich die Konfliktursachen sich auch darstellen, lassen sie die daraus entstehenden Konflikte in
drei Arten einteilen.
Beurteilungskonflikt
Unterschiedliche Beurteilung von bspw. Informationen, Lösungsansätzen oder benötigten Ressourcen
Bewertungskonflikte
Unterschiedliche Bewertung der Konsequenzen einer Handlung, Entscheidung usw.
Verteilungskonflikte
z. B. ungenügende Zuteilung von Ressourcen wie Zeit, Mittel, Kapazitäten
Zusätzlich ergeben sich in Projekten eine Reihe unterschiedlicher Dynamiken, die Konflikte fördern. Die
Mitarbeiter stehen vor neuen Aufgaben und reagieren mit unterschiedlichen Emotionen darauf. Glück und
Euphorie gehören ebenso dazu wie Unsicherheit und Ängste. Auch die interdisziplinäre Zusammensetzung

P r o j e k t „ O R e G „
130
eines Teams und die damit verbundenen unterschiedlichen Problemlösungsansätze und
Problembewertungen fördern weitere Konfliktpotenziale. Die Abbildung unten ist eine Übersicht über die
möglichen Faktoren, die Konflikte in einem Projekt beeinflussen.
Abbildung 90: Konfliktbeeinflussende Faktoren im Projekt [Quelle: 1, S. 238]
Wahrnehmung von Konflikten
Kennzeichnend für Konflikte ist die Eskalation, ein Strudel der Konfliktereignisse. Der Konflikt gewinnt an
Dynamik. Letztlich kommt es soweit, dass die Parteien die Kontrolle über sich selbst verlieren und der
Konflikt an sich das Handeln bestimmt. Das ursprüngliche Ziel bzw. die Ursache des Konfliktes gerät aus den
Augen und die Parteien steigern sich in einen Kampf „um Leben oder Tod“ hinein. Dabei verändert sich die
Wahrnehmung, der Blick verengt sich und insbesondere Bedrohungen rücken in den Fokus. „Hitzige“
Konflikte lösen dabei sehr verschiedene und teilweise widersprüchliche Emotionen in uns aus. Sympathie in
der eigenen Partei, Antipathie bei der Gegenpartei, Nähe und Verbundenheit, Distanz und Ablehnung. Dies
hat zur Folge, dass sich die Parteien einkapseln und sich somit die Fronten verhärten. Eine „Teufelsspirale“
entsteht, in der jeder der anderen Partei die Schuld für das eigene schlechte Gefühl zuweist. Es kommt zu
großer Wut auf die Gegenpartei, wodurch tiefere Emotionen angesprochen werden. Dies kann letztlich
soweit führen, dass man im Zorn eine große Zerstörungskraft bzw. –willen entwickelt. Erst wenn die Wut
wieder verflogen ist, sind die Betroffenen wieder in der Lage, die Auswirkungen dieser Eskalation zu
erkennen. Häufig bemerken Sie erst dann mit Schrecken, was Sie eigentlich angerichtet haben.
Konflikttypen
Konflikte müssen nicht immer offensichtlich ausgetragen werden. Häufig gibt es unterschwellige Anzeichen,
die auf einen drohenden Konflikt hindeuten. Je nach Ausmaß des Konfliktes können grundlegende
Verhaltensänderungen beobachtet werden, wie bspw.:
Ablehnung, Widerstand
Ständiges Widersprechen, mürrische Reaktionen
Aggressivität, Feindseligkeit

P r o j e k t „ O R e G „
131
Verletzende Reden, „böse“ Blicke, abwertende Bemerkungen, absichtliche Fehler, Mauern
Sturheit, Uneinsichtigkeit
Rechthaberisches Verhalten, „Kleben“ an Vorschriften
Flucht
Kontakte vermeiden, aus dem Weg gehen, wortkarg, innerer Rückzug
Überkonformität
Keine eigenen Ideen einbringen, Kritik meiden, sich den Meinungen der anderen anschließen
Desinteresse
Formelle Höflichkeit, sich zurückziehen, passive Arbeitsweise
Formalität
Dienst nach Vorschrift, Weisungen genau einhalten, alle Schritte schriftlich festhalten
Des Weiteren unterscheidet man Konflikte in „heiße“ und „kalte“ Konflikte. Heiße Konflikte sind stark
emotional geprägt und werden von einer inneren Überzeugung regelrecht befeuert, wobei die eigentliche
Motivation gleichzeitig einen „blinden Fleck“ darstellt. Aufgrund eines „Handlungs-Überangebotes“
drängen Sie gerade zu auf eine Diskussion.
Der kalte Konflikt ist dagegen eher reaktiv und von einer Art Resignation bzw. Frustration getrieben. Die
Motivation im Falle des kalten Konflikts ist den Betroffenen durchaus bewusst, was sie in zynischen oder
sarkastischen Bemerkungen äußern. Ihre Haltung ist im Gegensatz zum „heißen“ Konflikt eher destruktiv.
Beide Arten von Konflikten sind dabei in Projekten etwas völlig normales und gehören zur Projektarbeit
dazu. Ein Ausbleiben von Konflikten dagegen sollte als Alarmsignal verstanden werden, dass
möglicherweise brisante Themen umgangen wurden. Dieses fällt spätestens bei der Realisierung auf,
wodurch hohe Kosten entstehen können.
Für den Projekterfolg ist es daher maßgeblich, dass Konflikte rechtzeitig erkannt und kommuniziert werden.
Wichtig ist dabei zu erkennen, um was für eine Art Konflikt es sich handelt und auf welcher Ebene er
entstanden ist, denn nur da kann er auch gelöst werden.

P r o j e k t „ O R e G „
132
Abbildung 91: Konflikttypen mit entsprechenden Maßnahmen [Quelle: 1, S. 244]
Konfliktfunktionen
Wie beschrieben, haben Konflikte sehr verschieden Ursachen. Allen gemein ist jedoch, dass sie eine
bestimmte Signalwirkung oder Funktion haben. Das Handbuch Projektmanagement27 unterscheidet dabei
folgende Funktionen von Konflikten:
Inhalt–Funktion Vordergründiges Anliegen der Äußerung.
Selbstimage–Funktion Wie sehe ich mich selbst bzw. wie will ich von meinem Gegner gesehen werden.
Gegnerimage–Funktion Der Gegner soll sehen, was ich von ihm halte bzw. wie ich ihn sehe.
Selbstverstärkung Durch die erfahrene Missachtung endlich für sein Recht zu kämpfen und sich Mut zu machen in der Form eines heftigen Auftrittes.
Ventil–Funktion Enttäuschung und Wut stauen sich im Laufe des Konfliktes mehr und mehr an. Dieser Druck soll durch eine Aktion abgebaut werden.
Erreichungsziel Durch heftiges Auftreten erreichen, vom Verhandlungspartner ernst genommen zu werden, für das erlittene Unrecht entschädigt zu werden und in Amt und Würde zurückkehren zu können.
27 Vgl. Handbuch Projektmanagement, S. 245

P r o j e k t „ O R e G „
133
Verhinderungsziel–Funktion Die eigenen Forderungen ultimativ durchsetzen wollen und gleichzeitig die einseitige Umsetzung der „Gegeninteressen“ verhindern.
Signal–Funktion Die eine Seite will, dass die andere Seite aufhorcht und merkt, dass es ein Problem gibt. Die Aktion soll die Gegnerseite alarmieren die eigene Meinung nicht länger „unter den Tisch zu wischen“.
Dynamik, Phasen- und Stufenmodell der Konflikteskaltion
Konflikte sind dynamische Prozesse. Wie vorangegangen erläutert, kann sich dieser Prozess
verselbstständigen und quasi ein eigenes „Wesen“ entwickeln. F. Glasl hat Konflikteskalations-Modell
entwickelt, um verschiedene Eskalationsstufen zu klassifizieren und mögliche Lösungsstrategien abzuleiten.
Die folgende Abbildung ist eine Übersicht über F.Glasl Modell.
Abbildung 92: Übersicht Eskalationsstufen- und Phasenmodell [Quelle: 1, S.247]
Die Abwärtsbewegung der Eskalationsstufen soll die zunehmenden destruktiven Tendenzen im
Konfliktverlauf verdeutlichen. Dabei werden die Parteien immer emotionaler und unberechenbarer,
subjektive und objektive Wahrnehmung driften mehr und mehr auseinander.
Hauptphase 1: Kooperation und Konkurrenz ist durch eine „win-win“ Haltung gekennzeichnet. Die
Eskalation beginnt mit 1) Verhärtung, dann 2) Debatte und schließlich 3) Aktionen. In diesen Stadien sind
die Konfliktparteien noch selbst in der Lage sich die Situation bewusst zu machen und mit rationalen
Argumenten eine Eskalation zu verhindern.
Hauptphase 2: Selbsterfüllende Prophezeiung kennzeichnet eine „win-lose“ Haltung. Es sind feste Lager
entstanden, Gegner. Image und Koalitionen spielen eine Rolle (4), zunehmende Verfeindung und Angst vor
Gesichtsverlust(5) folgen, bis schließlich Drohstrategien(6) angewendet werden. Rollenbilder sollten

P r o j e k t „ O R e G „
134
aufgearbeitet und die Situation analysiert werden. Spätestens, wenn es zu Drohungen kommt, sollte eine
neutrale Person hinzugezogen werden.
Hauptphase 3: Entwürdigung und Verdinglichung ist durch eine „lose-lose“ Haltung gekennzeichnet.
Ausgehend von (7) Begrenzte Vernichtungsschläge über (8) Zersplitterung bis zuletzt (9) gemeinsam in den
Abgrund, kennzeichnet hier ein „Vernichtungsgedanke“ das Geschehen. Es regiert Schadenfreude und die
Vernichtung des Gegners wird mehr und mehr zum Hauptziel. Bereits bei begrenzten Vernichtungsschlägen
ist keine sinnvolle und klärende Invention mehr. Hier hilft nur noch eine Machtentscheidung von außen.
Grundmodelle des Konfliktverhaltens bzw. der Konfliktlösung
Jeder Mensch verhält sich in Konflikten situationsabhängig verschieden. Dennoch lassen sich typische
Reaktionen klassifizieren:
Konsens
Beide Parteien einigen sich auf eine dritte, neue Lösung. Beide Parteien verlassen ihren
Ausgangstandpunkt und finden eine neue sehr tragfähige Lösung. Dabei haben häufig beide
Parteien das Gefühl, es sei „ihre“ Lösung.
Kompromiss
Beide Parteien machen Zugeständnisse, um so eine Lösung zu finden. Die grundsätzlichen
Meinungen bleiben davon allerdings meist unberührt, was zu einer latenten Unzufriedenheit führt.
Entscheidend für die Tragfähigkeit dieser Lösung ist, dass beide Parteien die Zugeständnisse als
gerecht empfinden.
Delegation
Die Entscheidung wird von einer dritten, ranghöheren Person getroffen. Hierbei entsteht eine
Abhängigkeit von dieser Person und die Parteien lernen nicht, selbstständig ihre Konflikte zu lösen.
Unterordnung
Die Unterordnung einer Partei führt zwar zu einer Lösung. Auf Dauer gesehen „brodelt“ bei der
untergeordneten Partei jedoch oft schon der nächste Konflikt, weshalb diese Lösungsvariante mit
Vorsicht anzuwenden ist.
Vernichtung
Die andere Partei, die andere Meinung, wird vernichtet, wofür i.d.R. viel Energie verbraucht wird.
Darüber hinaus wird die eigene Entwicklung ausgebremst, da ein Lernprozess durch konstruktive
Kritik oder der Hinweis auf mögliche Fehler entfällt.
Flucht
Eine der Parteien entzieht sich dem Konflikt durch eine Flucht. Dies geschieht entweder nicht
Wahrhaben wollen des Konflikts oder durch Harmonisierung (fehlende Konfliktbereitschaft).
Hierdurch besteht die Gefahr, dass der Konflikt im stillen keimt und sich weiter ausbreiten kann.
Vorteilhaft ist, dass sich die Emotionen zunächst wieder beruhigen können, sodass der Konflikt zu
einem späteren wieder auf rationaler Ebene vorgesetzt werden kann.

P r o j e k t „ O R e G „
135
Konfliktbearbeitung als Projektleiter
Um als Projektleiter eine Konfliktbearbeitung sinnvoll zu gestalten, muss zunächst die Art des Konfliktes
ermittelt werden.
Was will der der Konflikt signalisieren?
Wofür steht er?
Was wäre, wenn die Situation konfliktfrei wäre?
Womit muss ich mich auseinandersetzen?
Handelt es sich um einen heißen oder kalten Konflikt?
Erst wenn diese Fragen geklärt sind, ist eine Lösung des Konfliktes mit größter Chance möglich. Dabei sollte
eine Lösung des Konfliktes möglichst innerhalb der ersten Hauptphase gefunden werden. Je weiter die
Eskalation fortgeschritten ist, desto schwieriger ist die Lösung des Konfliktes. Daher kann auch das Suchen
nach möglicherweise versteckten Konflikten sinnvoll sein.
Bahnt sich ein Konflikt an oder ist bereits ausgebrochen, stehen dem Projektleiter verschiedene Methoden
zur Verfügung, um einen Konflikt innerhalb der Hauptphase 1 zu lösen. Er kann bspw.:
Fragen stellen, worum es geht
Aktiv zuhören
Parteien ihr Verhalten bewusst machen
Innere Antreiber nennen
Einzelgespräche führen
Wiederkehrende Verhaltensmuster erkenne und darauf hinweisen
Sowie auf Nonverbales Verhalten hinweisen und dieses thematisieren
Voraussetzung für eine erfolgreiche Konfliktlösung ist dabei, dass a) genügend Zeit zur Verfügung steht, b)
das die Parteien sich in guter physischer und psychischer Verfassung befinden und c) eine angemessene
soziale und ökonomische Situation vorherrscht. Daneben müssen die Beteiligten den Konflikt als solchen
Wahrnehmen, sich die Empfindungen bewusst machen und diese auch äußern wollen und sprachlich dazu
in der Lage sein. Von großer Bedeutung ist letztlich noch die Bereitschaft zum Gespräch.
Scheitert der Konfliktlösungsversuch in der Hauptphase 1 und die Hauptphase 2 wird begonnen, stellt dies
die Grenze der Selbsthilfe dar und es braucht zur Konfliktlösung speziell geschultes Personal. Bei weiterer
Eskalation bis in die Hauptphase 3 sind Fronten so sehr verhärtet, dass nur noch eine Machtentscheidung
den Konflikt lösen bzw. „erschlagen“ kann.
Voraussetzungen und Strategien zur Konfliktbewältigung
Bevor ein Konflikt gelöst werden kann, ist es zunächst erforderlich sich einen Überblick über die Themen,
die Beteiligten, die näheren Umstände und der Entwicklung des Konfliktes zu verschaffen. Darüber hinaus
ist es wichtig zu erkennen, welche Abhängigkeiten bestehen, die möglichen Konsequenzen zu eruieren und
eine grundsätzlichen Gesprächs- und Veränderungsbereitschaft der Betroffenen sicherzustellen. Ohne
diese Voraussetzungen kann die Konfliktbewältigung nur schwer funktionieren.
Grundsätzlich gibt es zwei mehr oder weniger bewusste Handlungsstrategien, wie die Betroffenen eine
Lösung herbeiführen möchten:
P r o j e k t „ O R e G „
136
Pokerstrategie
Hier versuchen beide Parteien über die andere zu „triumphieren“; es geht um die Durchsetzung der
eigenen Überzeugung. Die eigentlichen Ziele werden der Gegenpartei nicht mitgeteilt.
Zugeständnisse werden keine gemacht, stattdessen wird auf Machtunterschiede hingewiesen und
um vermeintliche Vorteile „gepokert“. Die Partei will anzeigen, dass sie unter keinen Umständen
ihre Position verlassen wird, um deutlich zu machen, dass die andere Partei einlenken muss.
Andernfalls bleibt der Konflikt bestehen.
Problemlösungsstrategie
Der Konflikt wird als gemeinsames Problem verstanden, von dessen Lösung beide Parteien
profitieren. Dementsprechend offen und gleichberechtigt ist der Umgang mit der Gegenpartei.
Kooperationsbereitschaft und der Wille zu einer langfristigen Stabilität prägen das Verhalten.
Ist die Projektleitung als Dritter gefragt, einen Konflikt zu lösen, ist es oberstes Gebot nur eine
Vermittlerrolle einzunehmen und den Konflikt nicht selbst zu übernehmen. Sie darf nur beratend bzw.
Moderierend eingreifen, da die Parteien ihren Konflikt selbst lösen müssen. Andernfalls wird der Konflikt
nicht gelöst, sondern durch Machteingriff beendet. Für eine erfolgreiche Moderation ist es dabei
unerlässlich, sich ein genaues Bild über die Umstände und Beteiligten des Konfliktes zu verschaffen. Dazu ist
es erforderlich, die unterschiedlichen Meinungen und Befürchtungen aller Beteiligten transparent zu
machen, bevor ein klärendes Gespräch begonnen werden kann.
Verhaltensgrundsätze bei der Konfliktklärung
Konfliktlösung funktioniert nur bei Kommunikationsbereitschaft beider Parteien. Daher ist wichtig, dass die
Parteien emotional zur Lösung bereit sind und sich nicht in einem hochemotionalen, gereizten Zustand
befinden. Sind die Parteien befangen, so kann die Projektleitung als unbeteiligter Dritter Hilfestellung
bieten, indem Sie die Parteien moderierend bei der Lösungsfindung begleitet. Wie im Abschnitt über die
Phasen der Konflikteskalation bereits beschreiben, sollte dies so früh wie möglich begonnen werde.
Zu Gesprächsbeginn sollten zunächst beide Parteien die Gelegenheit bekommen, Ihren Standpunkt zu
erörtern, ohne dabei von der entsprechenden Gegenpartei unterbrochen zu werden. Diese sollte sich auf
das Zuhören beschränken.
Haben beide Parteien ihre Standpunkte dargestellt, kann nach evtl. Gemeinsamkeiten gesucht werden.
Diese sollten in den Vordergrund gerückt werden; gemeinsame Teilziele vereinfachen die Lösungsfindung.
Des Weiteren sollte die Bereitschaft zur Veränderung der Parteien betrachtet werden. Nur wenn
Verhandlungsspielraum in den Positionen besteht, kann eine Lösung gefunden werden. Hilfreich ist es
dabei auf die Zukunft zu verweisen, um nicht in der Vergangenheit und damit in alten Schuldzuweisungen
zu verharren. Wichtig ist, dass Geschehenes nicht verdrängt wird, sondern als Vergangenes von beiden
Seiten akzeptiert werden kann.
Ist man sich einmal einig geworden, ist es ratsam, die Einigung und die damit verbundenen Bedingungen
und Eingeständnisse genau zu beschreiben und eine Art „Vertrag“ aufzusetzen. Dies erhöht für alle
Beteiligten die Verbindlichkeit der gefundenen Lösung.
P r o j e k t „ O R e G „
137
Ist der Konflikt zu sehr verhärtet, sodass eine Lösung nicht mehr möglich ist, besteht die letzte Möglichkeit
im Austausch bestimmter zentraler Konfliktkeime und/oder einer Machtentscheidung. Beides sollte nur im
Notfall zum Tragen kommen.
1.3.4 Kritische Selbstreflektion der Projektleitung OReG
Rahmenbedingungen
Im Projekt OReG sollte im Rahmen des Masterstudiengangs „Optimierung und Simulation“ Semester
begleitend ein elektrisches Getriebe entwickelt und realisiert werden. Die einzelnen Teilaufgaben
erforderten dabei interdisziplinäre Kompetenzen. Hierzu bestand das Projektteam aus Ingenieuren
verschiedener Disziplinen und Mathematikern. Zur Erreichung des Projektziels wurden Teams gebildet, die
die einzelnen, teilweisen auf einander aufbauenden Teilprojekte abarbeiten sollten. Zur Koordination
dieser Teams wurde eine Projektleitung beschlossen und installiert. Auftraggeber waren Herr Prof. Dr.-Ing.
Rolf Naumann und Herr Dipl.-Ing. Manfred Hermanski.
Zur Bewältigung der Projektaufgabe standen dem Projektteam die Einrichtungen des Labors für
Strukturanalyse (LSA) zur Verfügung. Die notwendige Hardware des Laborversuches sowie ein
Materialbudget wurden zur Verfügung gestellt. Darüber hinaus konnte das Projektteam die
Simulationstools ANSYS, SIMPACK, MATLAB und LABVIEW verwenden. Zur Unterstützung standen ebenfalls
die Auftraggeber zur Verfügung.
Reflektion des Projekts OReG
Im Folgenden werden die aufgetretenen Probleme aus Sicht der Projektleitung reflektiert und erläutert.
Verständnis der Projektaufgabe
Ziel- und Aufgabenverständnis (fachlich)
Die Aufgabenstellung setzt verschiedene Ingenieurskenntnisse zum Verständnis voraus. Diese
Kenntnisse waren nicht bei allen Beteiligten vorhanden. Dies führte dazu, dass einzelne Beteiligte
sich kein ausreichendes Bild der Aufgabenstellung machen konnten. Bspw. waren Begriffe wie
Spannung, Dehnung oder auch Getriebe nicht allen Projektteilnehmern geläufig.
Verschiedene Ziele
Um allen Beteiligten die Möglichkeit zugeben, sich und seine individuellen Kompetenzen
einzubringen, wurden „künstliche“ Aufgaben und damit Teilziele generiert. Diese hatten mit dem
eigentlichen Projektziel nur am Rande bzw. Ergänzend zu tun, wie bspw. der mathematische
Hintergrund der Optimierungsmodule von ANSYS. Dies schürte ein Gefühl, dass ihr Einsatz und
ihre Arbeit zum eigentlichen Projektziel wenig beträgt.
Folge:
Beide Punkte wirken sich negativ auf die Identifikation mit dem Gesamtziel aus. Dies wiederum hat
negative Konsequenzen für die Motivation, die Entstehung eines „Wir-Gefühls“ und letztlich die Findung
eines gemeinsamen Ziels. Interdisziplinäres Zusammenarbeiten wurde durch unterschiedliche persönliche
Ziele weitgehend, wenn auch nicht vollständig (Bsp. Igor Friesen) unterbunden.

P r o j e k t „ O R e G „
138
Human Resources
Zeitliche Verfügbarkeit der Projektmitarbeiter
Da es sich bei den Projektteilnehmern um Studenten handelt, sind diese nicht ausschließlich für das
Projekt freigestellt. Sie sind an einen nicht einheitlichen Stundenplan gebunden und müssen sich in
Lerngruppen arrangieren. Hinzukommen zahl- und umfangreiche Miniprojekte, mit sehr eng
gesteckten Zeitplänen, in verschiedenen anderen Fächern. Hierzu mussten u.a. ebenfalls
Terminabsprachen in verschiedenen Kleingruppen getroffen werden. Eine Terminfindung, zur
gemeinsamen Projektarbeit, außerhalb der im Stundenplan vorgesehen Zeiten wurde hierdurch
stark erschwert.
Ausscheiden von Projektmitarbeitern
Viele Studierende des Masterstudiengangs haben sich zunächst nur eingeschrieben, da sie keine
Anstellung gefunden haben. Dies führte dazu, dass während des laufenden Semesters bzw.
Projektes in unregelmäßigen Abständen kurzfristig Projektteilnehmer ausgeschieden sind. Die so
weggefallenen Kapazitäten mussten entweder von den verbleibenden Projektteilnehmern
aufgefangen werden, oder die Aufgaben neustrukturiert bzw. gestrichen werden. Das Projekt
wurde anfangs mit 19 Personen (100%) begonnen, von denen Stand 05.03.10 nur noch 13 Personen
(63%) verblieben sind.
Fachliche Kompetenz
o Beginn des Studiengangs
Innerhalb des Projektes sollten Softwaretools wie FEM- und MKS-Programme eingesetzt
werden. Die entsprechenden Theoriefächer werden erst im Folgesemester angeboten. Die
Masterstudiengangsplanung impliziert (Quelle: Herr Prof. Dr. Dr. Ueckerdt) einen
Studienbeginn zum Sommersemester, sodass diese Konstellation mit Studienbeginn zum
Wintersemester in diesem Kontext als eher ungünstig zu bezeichnen ist.
o Kenntnisse der Softwaretools
Bei den Projektteilnehmern waren Kenntnisse und Erfahrungen mit den einzusetzenden
Softwaretools nur sehr vereinzelt bzw. gar nicht vorhanden. Dadurch mussten sich die
entsprechenden Gruppen mit hohem Zeiteinsatz in die Tools einarbeiten. Hinzukam, dass
das einzusetzende MKS-Softwaretool nicht vom Projektbeginn an in vollem Umfang
verfügbar war.
o Spezialisten Wissen
Nur wenige Projektteilnehmer verfügen über das zur Lösung einiger Teilaufgaben
notwendige Spezialisten Wissen, wie z. B. Auslegung der Regelungstechnik. Einige
Teilgruppen mussten sich entsprechendes Spezialwissen erst neu aneignen.
o Erfahrung in Projektarbeit
Die Teilnehmer brachten unterschiedliche Erfahrungen und Vorstellungen von Projektarbeit
mit. Teilweise war es das erste Projekt, welches Sie durchzuführen hatten. Für den
überwiegenden Teil waren die gestellten Aufgaben, die Sie innerhalb des Projektes
P r o j e k t „ O R e G „
139
wahrnehmen mussten, komplett neu, sodass auf keinerlei Erfahrung zurückgegriffen
werden konnte. Insbesondere stellte die Zeitplanung eine große Herausforderung dar. Das
Aufstellen von Arbeitspakten und Abschätzen der Bearbeitungsdauern zum Erstellen eines
detaillierten Projektablaufplanes musste ohne jegliche Erfahrung erfolgen. Infolgedessen
war die Zeitplanung unrealistisch und mangelhaft.
Teambildung und Teamrollen
Trotz eines Belbin-Einstufungstests, über die Rolle der einzelnen Mitglieder innerhalb des
Projektteams, konnte die Gruppeneinteilung nicht dem gemäß erfolgen. Aufgrund der knappen
„Spezialisten“-Ressourcen mussten die bereits gebildeten Gruppen sehr schnell wieder aufgelöst
und neu gebildet werden, damit in jeder Teilgruppe zumindest ein „Spezialist“ vorhanden war.
Hierdurch kam es vermehrt zu unpassenden Rollenverteilungen einzelner Projektteilnehmer
komplett losgelöst von dem ursprünglich durchgeführten Einstufungstest. Dies hatte u.a. zur
Folge, dass die Projektleitung mit drei Personen besetz wurde, die sehr niedrige Werte in der
Teamrolle „Leiter/Koordinator“ hatten.
Folge:
Durch die erschwerte Terminfindung wurden Absprachen und eine koordinierte und zielgerichtete
Projektabwicklung erschwert. Die hohe Ausfallquote der Projektteilnehmer und die damit verbunden
Umstrukturierungsmaßnahmen wirkten sich sehr negativ auf Zielidentifikation, Projekttransparenz und
Motivation aus. Spezialisten sollten immer mehr und wechselnde Aufgaben wahrnehmen. Dies führte
zu einer gewissen Resignation in Bezug auf die Erfüllung und Machbarkeit des Projektziels. Die
Kompetenzverteilung innerhalb des gesamten Projektteams führte zu nicht optimal strukturierten
Teilgruppen, so dass viele Teilnehmer Schwierigkeiten hatten, sich in das Projekt einzubringen. Dabei
mussten Sie Aufgaben übernehmen, die mit unter weder ihren Interessen, noch ihrer Vorbildung, noch
ihren Neigungen entsprachen.
Probleme der Projektleitung
Zeitplanung/ Überwachung des Projektfortschritts
Wie bereits voranstehend aufgeführt, musste die Zeitplanung für die einzelnen Teilaufgaben ohne
Erfahrung erfolgen. Infolgedessen waren frühzeitig Abweichungen vom Zeitplan erkennbar. Hier
hat es die Projektleitung nicht geschafft, nachhaltig einzugreifen und gegenzusteuern. Die
Möglichkeiten des Projektmanagements wurden hier unzureichend genutzt, wie bspw. die
Möglichkeit Hilfestellung vonseiten der Betreuer der Hochschule anzufordern. Darüber hinaus
wurden nicht in ausreichendem Umfang Statusrunden angesetzt oder bei Projektteilnehmern direkt
„nachgehakt“, um frühzeitig Abweichungen und ihre Ursachen festzustellen und entsprechend
reagieren zu können.
Kommunikation und Motivation
Im täglichen Hochschulbetrieb war der persönliche Kontakt durch unterschiedliche Stundenpläne
selten möglich. Aufgrund der Auslastung aller Beteiligten mit weiteren Studienverpflichtungen war
die Kommunikation schwierig und mögliche Termine für Projekttreffen nur sehr begrenzt verfügbar.
Diese wurden zudem unzureichend forciert. Die Auslastung, die teilweise unklaren und
verschiedenen Projekt- bzw. Teilzeile, sowie die persönlichen Ziele, wirkten negativ auf die
P r o j e k t „ O R e G „
140
Motivation und Einsatzbereitschaft aller Beteiligter zur Projektzielerreichung aus. Mit persönlichen
Zielen sind hier individuelle Ziele und Verpflichtungen, wie Lernen, Sicherung der Existenz
(finanziell) usw. gemeint. Die teilweise resignative Stimmung der Projektteilnehmer (vgl.
vorangegangene Abschnitte) erschwerte die Motivation zusätzlich.
Team und Verantwortungsbereiche
Das Projektteam war vorgegeben, d.h. eine Zusammenstellung eines passenden Teams durch
Auftraggeber und Projektleitung war nicht möglich. Die Rollen wurden, wie vorangegangen erklärt,
aufgezwungen. Dies erschwerte die Akzeptanz der Projektleitung, was sich bspw. darin äußerte,
dass geforderte Aufgaben, wie das Erstellen von Statusberichten oder das Lesen abgelegter
Dokumente (Arbeitspakte), nicht ohne Nachfragen erledigt, wurden. Hier hätte die Projektleitung
den Konflikt nicht scheuen dürfen und konsequenter dieses Problem ansprechen und klären
müssen.
Abschließender Kommentar
Das Projekt OReG war nach Meinung der Projektleitung zu umfangreich und zeitintensiv für den
vorgegeben Bearbeitungszeitraum von einem Semester. Des Weiteren muss hier beachtet werden, dass die
Verfügbarkeit einiger Projektteilnehmer innerhalb der vorlesungsfreien Zeit stark eingeschränkt war. Die
Projektleitung hat hierauf keinen Einfluss. Ein Projekt dieser Größenordnung, welches die fachlichen
Kompetenzen der Beteiligten in diesem Maße fordert, stellt eine stattliche Herausforderung dar. Für
Projektleitung war die Leitung mit einem „vorgesetzten“ Team im Zusammenspiel mit
Mitarbeiterfluktuationen und den sonstigen genannten Rahmenbedingungen sehr anspruchsvoll. Es
mangelte sowohl an Erfahrung in Projektmanagement als auch an dem nötigen fundierten fachlichen
Überblick über die Projektaufgabe.
Die Projektleitung bemerkte im Verlauf des Projektes, dass Projektleitung bzw. –Management eine
anspruchsvolle und zeitintensive Aufgabe ist, die neben fachlichen, insbesondere soziale Kompetenzen
einfordert. Motivation und Kommunikation innerhalb eines Projektteams sind dabei Grundlage für einen
erfolgreichen Projektabschluss. Die Aufrechterhaltung eines motivierten und offen kommunizierenden
Teams stellt neben der eigentlichen Managementtätigkeit eine wesentliche Herausforderung für die
Projektleitung dar.
Im Laufe des Projekts konnte die Projektleitung ihre ersten Erfahrungen auf diesem Gebiet sammeln und so
wertvolle Erkenntnisse für folgende Projektarbeiten gewinnen.
Verwendete Literatur
[1] Handbuch Projektmanagement, von Kuster, Lippemann, Schmid, Schneider, Witschi, Wüst
Verlag: Springerverlag, Auflage 1, 2006
ISBN-10: 3-540-2504-9

P r o j e k t „ O R e G „
I
Anhang
Formelzeichen
requenzenmentkreisfStördrehmo
Motors des Flusser Magnetisch
satzes WinkelverdesSollwert
keiteschwindigRotationsgder Sollwert
renzinkeldiffeRotationsw
inkelRotationsw
Motors desAnker deman bfallSpannungsa
ebesMotorgetri des gÜbersetzun
Zeit,
Motors des Ankers des WiderstandOhmischer
udenmentamplitStördrehmo
mentesStördrehmo des Anteil Konstanter
mentStördrehmo
Motors desent Nenndremom
hzahl Wellendreaufreduziert rangesAntriebsst desment Antriebsmo
Motors des Ankers desät Induktivit
Motors des onsanteMaschinenk
Motors des onsanteMaschinenk
hzahl Wellendreaufreduziert rangesAntriebsst desoment Trägheitsm
rangnummerAntriebsst2;1
Motors des Nennstrom
esAnkerstrom des Sprunghöhe
Ankerstrom
mentesStördrehmo des stanteAbklingkon
3
2
1
,
1221
,
1221
4
3
2
1
0
,
,
,
2,
1,
0,
,
j,s
j,s
j,s
ej
w
wj
j
j
j
j
j,sa
j,sa
j,sa
j,sa
j,s
sj
Nennj
aj
j
j
j
j
j,Nenn
j
j
sj
U
u
t
R
M
M
M
M
M
M
M
M
L
k
k
J
j
I
i
i
d

P r o j e k t „ O R e G „
II
eegelstreckPositionsrder zeit Verzugungs
lstreckegkeitsregeGeschwindider engskostantVerzoegeru
eegelstreckPositionsrder zeit Ausgleichs
ersgkeitsreglGeschwindi deswert alitätsbeiProportion
eglersPositionsr deswert alitätsbeiProportion
eegelstreckPositionsrder wert litaetsbeiPropotiona
lstreckegkeitsregeGeschwindider eiwert Integrierb
ersgkeitsreglGeschwindi deseiwert Integrierb
eglersPositionsr deseiwert Integrierb
ersgkeitsreglGeschwindi deserbeiwert Differenzi
eglersPositionsr deserbeiwert Differenzi
eglersPositionsr des Konstante-up-wind-Anti
ersgkeitsreglGeschwindi des Konstante-up-wind-Anti
,
,
,
u
uj
g
j
s
ij
j
j
w
wj
T
T
T
P
P
K
K
I
I
D
D
c
c
A1 Formelzeichen
Knotender ngVerschiebu,
Verformungder Knoten vorder Positionen,
ngsvektorsVerschiebu des omponenteRotationsk
ngsvektorsVerschiebu des tenskomponenTranslatio
ngsvektorVerschiebu
ektorsReaktionsv des onenteMomentkomp
ektorReaktionsv
ektorsReaktionsv des nenteKraftkompo
tsmatrixSteifigkei-Ersatzder eskomponentteifigkeitRotationss
tsmatrixSteifigkei-Ersatzder enteeitskomponnssteifigkTranslatio
tsmatrixSteifigkei-Ersatz lls,Ersatzmode destsmatrix Steifigkei
2
2
2
1
1
1
2
2
2
1
1
1
z
y
x
z
y
x
ij
iju
u
u
u
u
u
u
z
y
x
z
y
x
u
u
M
f
F
c
c
C
an nrichtungKoordinate diegibt Index zweiter
anKnoten den gibt Index erster
ngsvektorsVerschiebu des und ektorsReaktionsv desn Komponenteder gIndizierun
P r o j e k t „ O R e G „
III
mmzyx
mmNc
mm
Nc
mmu
mmNM
NF
ij
iju
1
1
1
1
1
1
1

P r o j e k t „ O R e G „
IV
Beigefügte Dateien
Dieser Dokumentation werden folgende Dateien zur Auswertung der Ergebnisse in digitaler Form
beigefügt:
1. Ersatzsteifigkeiten_mit_Ansys.xls
2. Validierung.xls
3. Vergleich_eigenfrequenzen.xls





























