Embed Size (px)
Citation preview

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 1/89
• REDUCCION DE VENTILADOR DE TUNEL DE RECUERACION
• BASTIDOR DE VENTILADOR
• BASTIDOR DE SILENCIADOR
• PUERTA DE ACCESO (FIJA Y MOVIL) DE DUCTO DE TUNEL DE
RECUPERACION.
FIRST MECH S.A.C.
Av. Portada del Sol 829 - Lima 36
RUC 20504749682
DOSSIER DE CALIDAD N° FM - 010614
ORDEN DE COMPRA:
N° 29650 - 0000093346
NUESTRO PRESUPUESTO: FM....:9240414
FABRICACION DE:
DIRIGIDO A: DIEGO PORTAL (COSAPI S.A.)
PRESENTADO POR: LUIS AVILA (FIRST MECH S.A.C.)
JUNIO 2014
e-mail: firstmechsacéa>.yahoo.com
SOLUCIONES TOTALES EN INGENIERlA ELECTROMECANICA

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 2/89
RUC 20504749682
FIRST MECH S.A.C.
Av. Portada del Sol 829 -L ima 36
INDICE DE DOCUMENTOS DE DROSSIER DE CALIDAD.
1.- ESPECIFICACION DE PROCEDIMIENTOS DE SOLDADURA (03 págs.)
2.- REGISTROS DE CALlFICACION DE SOLDADOR (02 págs.)
3.- REGISTROS DE INSPECCION VISUAL DE SOLDADURA (10 pags.)
4.- REGISTROS DE CONTROL DIMENSIONAL (05 págs.)
5.- DROSSIER DE CALIDAD DE GRANALLADO y PINTURA (05 págs.)
5.1.- CERTIFICADO DE EQUIPOS
5.2.- CERTIFICADOS DE CALIDAD
• PINTURA
• GRANALLA
5.3.- CONTROL DE RECUBRIMIENTO
• PROCEDIMIENTO DE PINTURA
• REGISTROS DE GRANALLA Y PINTURA.
6.- CERTIFICADO DE CALIDAD DE LOS MATERIALES (10 págs.)
a
Luis Avila M.
Grte. Ventas e Ingenieña
FIRST MECH S.A.C.
e-mail: [email protected]
SOLUCIONES TOTALES EN INGENJERIA ELECTROMECANICA

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 3/89
RUC 20504749682
FIRST MECH S.A.C.
Av. Portada del Sol 829 - Lima 36
1.- ESPECIFICACIONES DE PROCEDIMIENTOS DE SOLDADURA
. 03
págs.)
e-mail:
firstmechsac(a)vahoo.com
SOLUCIONES TOTALES EN INGENIERlA ELECTROMECANICA

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 4/89
WPS: FIRSTIWPS-02I2014
E S PE C IF IC A CJ ON D E P R OC E DIM IEN TO D E
S OLD AD UR A (W PS )
D e acuerd o a l c ód ig o e stru ctu ra l A WS 0 7.3
IOGER lERIO D E
enSAYOS S.A.O
REVISION:
o
EMISION: 19/0512014
HOJA: 1
de
1
Nombre de la Compañía:
FIRSTMECHS .AC
Autorizado por: LUISAVILA
Proceso(s) de soldadura: SMAW TIpo: Manual 0 Semi-automático O
Soporte PQRN°(s): Precalificado Máquina O AutomálicoD
DISeÑgDEí .jU N tÁ U S A D M :
•....•....••../) -: -'. ¡fe;.
' . · ···· td .;j . ' ,, ,
. > '-;'
,.:,L,., .
. . ..
. ' 'e' ..
TIpo:Junta a tope
F~
imple 0 Doble O
..L
Backing Sí O No
0
~
T
aterial de respaldo: 0
R
.-,r--
Abertura de raíz(R):
O
-4/2 mm
THICKNESS, Cf ~
Dimensión Cara de Raíz(f):N/A
(NOTE 2)
R _
AOOTOPeaNG
Ángulo de bisel(&): N/A
laGa. (I.IIN)
0[ '1'4)
Backgounge: Sí O No 0
Método de ranurado de raíz: N/A
7 GiL (l.WC)
1,12 (WIX)
METALBA$E
. . . . .
-: .
Especificación del material: ASTM A36
POSICiÓN
-. ' . ./.
o
.:
.')
Tipo o Grado: __o
Posición a tope:
3G
(Vertical J Filete:
--
EspesorT1:
I
Filete: 1.2mm Hasta 6 mm
Progresión vertical: Ascendente 0
Descendente O
EspesorT2 :
I
Filete:
1.2mm Hasta 4.7 mm
Diámetro (tubo):
N/A TÉCNIC~ .
'.
c
.
METALDEAPORTE
.
RAÚ
. ,e
RELLENO' Arrastre u oscilación: Oscilación
Especificación AWS:
AS.l
-
Pasada simple o múltiple (por cara): Múltiple
Clasificación AWS: E70I8
-
Número de electrodos: simple
Diámetro: 3/32 Espoclodo de electrodos:
'.PROTECCIÓN
.,>
- .
,',
Longitudinal:
Fundente: -
I
Gas: --
Lateral:
Composición: -
Ángulo:
Fundente- electrodo (clase):·-
Distancia de contacto del tubo a la pieza de trabajo:
Ratio de alimentación:-· MarTIllodo:
Tamaño de la copa:- Umpieza entre pasadas: Raízesmerilado, el restoEscobillado
C'ARACTÉRísnCASElECtRICASd·t·¿:,· . X ' · . i ' ,
' .
,
PREcALENTAMIENTO
y •. j,:'.;'
'< .
': ':
}
.....
Modo de transferencia (GMAW):
Cortocircuito O
Temp. de precalentamiento, mínima: Ambiente 15°C
Globular O Spray O
Temp.entre pases, minima: Ambiente 15°C
Comente: CAD CCEP0
CCEND Pulsado O
Otros: ~
Electrodo de Tungsteno (GTAW):
TRATAMIENTOTÉRMICOPÓsrSOLDADIIRA
Tamaño:
Temperatura: -
Tipo:
Tiempo: -
..
'.;.
,' 1 . :: '
., .. ,
' -
., :,
:.,.:'
.'
. 'T
,.
'.'
PROCEDIM~ENTODE:SOLDADURA
.'
:
'> :
,
METALDEAPORTE CORRIENTE
PASEO VElOCIDAD DE
PROCESO Diám. VOLTAJE OTROCAPA
(S)
Clase TIpo y polaridad Amperaje AVANCE(CM/MIN)
(Pulg.)
1
S M A W
E701 8
31 32
D C E P
70 -10 0
24-28
7 9
I-N
S M A W El0 78
3/32 D C E P
70 -10 0
24-28
7 9
..
Certificamos: Losdatos para el proceso de soldadura son correctos
y
cumplen con los requerimientos del
código de referencia AWS01.3
f
i P z r J t ,
J; + . . JUliÓ ••.•••
A '.~_ ', .•.•...
f
I . . .
~~'UL ,
. f- .. /
.~f='- ...
W1 10112261
. - í ..,
.OCt EXP. 11l1t:/016·
¡ ,
FIRST·WPS·02l2014

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 5/89
FIRST MECH S.A.C.
Av. Portada del Sd 856 - Li I1 1ll.36
ESPECIFIC ACIO N D E PR O C EDIM IEN TO D E
S O LD A D U R A (W P S )
D e a cu erd o a l c ód ig o e stm ctura l A W 5 07.3
RUC20504749f-,82
~ f i l ~ ~ f I D n f ~ f i t l lm l~ ~
~M~~if©$
» ~ , , '
i
EMISION:19/05/2014
HOJA: 1de1
EVISION: 1
Nombre de la Compañía: FlRSTMECHS.AC
Proceso(s)de soldadura: SMAW
Autorizado por: LUISAVILA
o. PQRN°(s):Precalificado
.'
Tipo: Manual ¡;¡¡
MáquinaD
. . . . .; < . ·;X/i· ).: ..
Semi-automático D
AutomáticoD
.;J •• ·:L· (: .; : .. ... .. •... .... . .• ... .••...• •. •••. .
, • . • . •
Tipo:Junta
a
tope
Simple ¡;¡¡
DobleD
WPS: F1RST1WPS·01/2014
Backing : Sí
°
No
N/A
L~r---__ R _ j r ' l ' i ' l : ~ . : :::t 1 1
T
t •
THJCKNESS, t
Material de respaldo: NIA
Abertura de raíz(R):
O -t mm
DimensiónCaro de Raíz(f):N/A
Ángulo de bisel(&): NIA
Backgounge:
Sí
li1J
No O
Método de ranurado de raíz: Esmen1ado
:MI IAL .
. . . .. .> . : : ., - : . ' ....' , ,
O¡ wn ¡
Especificación del material: ASTA
A36
Tipo o Grado: ---
EspesorT1 : 1.2 mm Hosto 4.7 mm I Filete:
EspesorT2: N/A Rlete:
t( MA X )1 Gi l. (1 M }.7 GA .
{I M lC } .
• • • • . . • : . • . : ' .' , ; . . ' : J ' / : : ' • . } < .~ . , ' · . : .c ,). • .• . :.
Posición o tope: 3G (Vertical
J
Filete:--
Progresiónvertical: Ascendente li1J Descendente D
Diámetro (tubo): N/A
M E iA I .P ~ Á í > Q R i : É : O : : t : ~ t · F f X : · L ' ''
·TÉCNICA
Clasificación AWS:
E7018
Especificación AWS:
AS.J
AS.l Posado simple o múltiple (por caro): Múltiple
E7018 Número de electrodos: simple
I
Gas: --
3/32
EspaciadO de electrodos:
·• . . . - ,· . ': .X · · • . . · · · · Longitudinal:
Diámetro:
3/32
Lateral:
Ángulo:
Distanciade contacto del tubo
°
lo pieza de trabajo:
Tamaño de la copa:- limpieza entre pasados: Raízesmerilodo,
el
resto Escobillado
¿A~Ad.'r~RiSTÍCAS .:': ',e,e j'~E9.~.iÉ~~IÉt{f<)::;.,.:;;..: .... . ..e.., .•
> ,
Fundente: -
Composición: -
Fundente- electrodo (clase):--
Ratio de alimentación:--
Martillado:
Modo de transferencia {GMAW): Cortocircuito D Temp de precalentamiento mínima' Ambiente 15°C
1 1
~~~~~~~~~~~~~~~~~~~ ~~~ ~~~~~~~~ ~~~ ~ ~~~ t l
Globular D Spray D Ternp.entreposes. mínimo: Ambiente 15°C 1 1
I-C_om_·_e_n_te_:_C_A_D_ C_C_EP_Iii.I_C_C_EN_D_ P _ u _ l s _ o.. •d_o_D -+
--ii--
, 1 1
Otros:-
Electrodo de Tungsteno {GTAW}:
Tamaño: Temperatura:
0 9-11
Tiempo:
OTRO
DCEP
D CEP
..
24-28
7 9
Tipoypolaridad
METALDEÁPORTE CORRIENTE
l-..:.:.:.::.:.::..:; -T::..:..:.=-=..:=-I----=::...::..:..:.:.:.::.:,r-=-------j
VOLTAJE VELOCIDADDE
AVANCE (CM/MIN)
mperaje
1 S M A W FlOT8 3/32 D C E P 7 0 -12 0 22-26 09 -1 1
PASEO
PROCESO
Diám.
CAPA (S)
Close
(pulg.¡
S M A W E 7 0 18
3/32
T·N S M A W
EIOT8
3/32
Posterior
7(J :.TOO
22-260 -120
Certificamos: Los datos para el proceso de soldadura son correctos y cumplen con los requerimientos del
código de referencia A WSD 1.3
FIRST-WPS·0112014
~~.~~~~
'C JmlUl'i226'
Q .C 'i aP'. ilftoo~G

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 6/89
[• . . . ' . T . n G E n I E R . .
IR D E I
'.-' .. eOSAYOJ S.A C
i · · · · · · ' ( ·
lJ,
WPsjFIRST-06 I RE\IISION: o I EMISloN: lS{03/B
PS:
HOJA: 1 de 1
E SP EC IF IC AC iÓ N D EL P RO CE DIM IE NT O D E S O LD AD UR A (W P S) S í 00
P R E C AL lF IC A D O _ O O _C A LlF IC A D O PO R PR U E BA _
O R EGIS TR O D E C AL IF IC AC iÓ N D EL P RO CE DIM IE N T O (P Q R ) S í D
N o m br e d e la C o m pa ñia :
F IR ST M ECH
S.A.C Ide ntifica ci ón :
W PS -06
P roc es o( s ) d e s o ld a du ra : S MA W R ev isión 01 Fech a 12-02 -13
Soporte P Q R W (s ): P R E C A LlF IC A D O A utorizado por:
Lu is Av ita
D IS E Ñ O D E L A JU N TA U S A D A T ipo: S em i-au tom át ic o O
Manua l 0'
Tipo : S o ld a du r a d e F ile te
Simple
0'
D obl e
O
R espa ldo : S i N o 0'
O
M áquina O A utomát ico O
PO SIC i ÓN : Plana y Horizontal
P o s ic ió n a t op e: Filete : 0'
Mate ri a l de respa ldo: -
A b er tu ra d e r aíz: -
Á ngu lo de b ise l: -
S oldadura de respa ldo S í
O
M étodo:
P rog res ión ve r ti ca l: Ascendente
0'
D escendente
O
C A R A C T E R íS T IC A S E L É CT R IC A S
Modo de t rans fe renc ia ( G MAW ) C ortoci rcui to O
Gl obu la r O Pulverizad o O
C orrien te: C A D C C E P
0'
C C E N
O
P ul sa do
O
r - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - ~
D i m en s ió n c a ra r ai z: -
R a d io s ( J -U ): -
No 0'
M ET AL B AS E
E sp ec ificación de l m at erial:
T ipo o Grado :
E spesor: A tope
D iám et ro (tu bo) :
M E TA L D E A P OR TE
E speci ficación A W S : 5.1
C lasificación A W S :E 70 18
P R O T E C C i Ó N
F undente -
C om posic ión Á ngu lo :
D is tanc iade con tac to del tubo a la p ieza de t raba jo :
F o rjado :
U m p iez a en tre pasadas:
Fundente-e lectrod o ( cla se):
Rat io de al imentación :-
T am añ o de la copa :
P R E C A L EN T A M I E N TO
T em per a tura de precalentam iento, m in im a: Ambiente 15°
T em pe rat ur a entr e p ases, m ini m a A m bie nt e 15 °
T R A T A M I E N T O T É R M IC O P O ST S O LD A DU R A
Tem pera tu ra : -
T iem po: -
P R O C E D IM IE N TO D E S O LD A DU RA
P ase Meta l de aporte
C orrien te
V el ocidad
D eta lles de la Jun ta
o
P roc es o
D iám et ro
V o lta je de alam bre
~
C la se
T ipo y
ca pa
(p u lg. ) po laridad A m pera je (p u lg /m in)
(s)
1 S M A W
E 7018
1/8
D C E P
100 -16 0
21 -26 6-1 1
I
1-1 1
S M A W E 7018
1/8 D C E P
10 0 -140
21 -26 6-11
T:
menor espesor (
A.: B) Cateto rninlmo
TS6 3
6<TS 12
S
12<Ts:20
6
20<T
8
Pera.un simple DaM: el catete no debe ser mayor 3.10mm.

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 7/89

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 8/89
1 de 1
IRST MECH S.A.C.
Av PortAda dd Sol SSÓ· Li ••.••36
FORMATO DE CALlFICACION
DE SOLDADORES Y OPERADORES
A.w.S D1.3
UC20S04749682
19/05/14
WPQR N° 0112014
HOJA:
Descripcion de la Prueba
Nombre:
I
MESIAS A_GUERRERO BUSTAMANTE 10NI: 40336728
I
N° Estampa: W-02
Identificacion de WPS desarrollado:
Especificacion de Metal base:
___ -'Fc.:I.:..:R.:::SccT-c.:WP -'-S-::::c.::0:...:1::./2:.:0c.:.1cc4W - ' - ' X ' - ' Cupon de Ensayo
ASTMA36 Espesor
EMISION:
REVISION:
Condiciones de Ensavo v Umites de Calificacion
Variables de Soldadura Valores Actuales
ProcesofTipo[ Tabla4,12, Item(1) 1
Electrodo(simpleo muttiple)[ Tabla4,12, Item (7)
1
Polaridadactual
SMAW
I
Fecha: 19/05/2014
Posicion [Tabla 4,12, Item (4)]
Simple
DCEP
3G
OSOldadura de produccion
2,Omm
Rango Calificado
SMAW
Simole
DCEP
RaTUrada- Plana,horizontal,vertical
Filete- Plana,horizontal,vertical
Progresionde SoldaduraVertical[Tabla 4,12, Item
(5)
1
Respaldo(Si o No) [Tabla 4,12, Item (6) 1
Especificacion del Material
Metal Base:
Espesor( Plancha):
Raiz
Filete
Espesor( DelTubo)
Raiz
Filete
Diametro( Del Tubo)
Raiz
Filete
Metal de Aporte [Tabla 4,12]:
Especificacion N
Clase
F-N [Tabla 4,12, Item (2)]
Gas /Tipo de fluido [Tabla 4,12]
O1ros : Shielding : Flux
Shieldinq : Electrode-Flux (Class)
Ascendente
Sin respaldo
ASTMA36
2,0 mm
E7018
F4
Ascendente
Sinrespaldo
1,2mm a 4,7mm
1,2 mm a 4,7mm
5.1
E7018
F4
• P- Plana, H-Horizontal, SC- Sobrecabeza
Inspeccion Visual
Aceptado Si (X) No( )
Resultado de la Prueba de Doblez Guiado
Tipo Resultado
I
Tipo
Aceptado I RAIZ
ARA
Inspeccionado por:
JAIME HUERTAS MEDRANO
- - - - - - - - - - - - - - - - - - - - - - - - - - - - -
INGENlERIA DE ENSA VOS SAC Fecha:
---------------
Resul tado de la Prueba de Filete
ReporteW
Organización:
I
Resultado
Apariencia: Resultado Tamaño del Filete:
Prueba Falta en la Raiz - Macrotech
(Describe la localizacion , naturaleza, y tamaño de cualaquier fisura o desqarramiento del especimen)
Inspeccionado por: - - Prueba N :
Organización: - Fecha:
Resultado de la Prueba de Radiografia
I
Aceptado
Comentariosumero de identificacion de Película Resultado
Inspeccionadopor :
Organización:
Numero ae rcentmcacion de
Pelicula
Reportede RTW
Fecha:
FIRST- 0112014- TBW
_______________2~~~~ _
Resultado Comentarios
Certificamos que lo establecido en este registro es correcto y que las probetas de ensayo fueron preparadas,soldadas
y
probadas de acuerdo con los
requisitos de la A WS 01_3
1 1 ~ 7 f
r~
Organización: FIRST MECH S.AC
;l .'
-r.. S.
LUIS AVILA ,Á' . '/0112261
Autorizado por: iv~ 11SNT-TC-1A

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 9/89

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 10/89
RUC 20504749682
FIRST MECH S.A.C.
Av. Portada del Sol 829 - Lima 36
3.- REGISTROS DE INSPECCION VISUA L DE SOL DA DURA
(10
págs.)
r=>.
e-maíl: [email protected]
SOLUCIONES TOTALES EN INGENIERlA ELECTROMECANICA

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 11/89
FIRST MECH SACo
RUC 20504749682
Av. Portada del Sol 829
San Juan de Lurigancho
.~
~
. ,~
:.,.: -
.
.
REGISTRO IVS
N° 01-FM·0514
REGISTRO DE INSPECCION VISUAL DE SOLDADURA
~:AN::C:IA::::I::O:R:D:E:pN:'.A:D:NE:CJC:O::M:P:RA:1 R::E::.:9:6:5:0:-1:0:O::,~:0:~:3:34:6:::::1:::=:N:::I::PA:G:':~:~:.~:~,:::2::::~1
I~R 2172-321 0-M-106 I O I AWS 01.3 Ed. 2010 28/05/2014
2.0 ESQUEMA DE JUNTAS Y PUNTOS DE INSPECCION
VER ESQUEMA N 020-0514-01 (PAG. 02 DE 02)
CÓDIGO
JUNTA
TIPO DE
CATETO rnrn. DISCONTINUIDAD ACEPTADO
OBSERVACIONES
01er Esquema) JUNTA
NOMINAL REAL TIPO
olMENSION SI NO
020·0514·01 J1 FILETE
2 2
- - --
---
- - - -
.. ¡
020-0514-01
J2 FILETE
3
4
- -
--
- - -
-
-
--
.. ¡
020·0514-01 J3 FILETE 2 2
--
-
-
-------
. . ¡
020-0514-01 J4
FILETE 3 3
-
-
--
_.-----
. . ¡
020·0514-01 J5
TOPE 2 2
-
- -
-
----.--
.. ¡
020-0514-01 J6 TOPE
2 2
- -
--
-----.-
. . ¡
020·0514-01
J7
TOPE
2 2
- -- -
-
- - - -
- -
.. ¡
020-0514-01 J8 TOPE 2
2
----
-------
.. ¡
020-0514-01
J9
TOPE 2 2
- -
--
-------
.. ¡
r--
3.0 OBSERVACIONES:
LEYENDA: Ck: F isura P: Porosidad IF: Fus ion incompleta U: Socavacion ER: Refuerzo excesivo SI: Indusion de escoria
IP: Falta de oenetracion IC: Concav idad intema UF: Falta de llenado O: SoIape USoBajo tamaño CI: Crater
4.0 APROBACION FINAL:
FIRMA
FIRMA
FIRMA
JAIME HUERTAS M. LUIS AVILA M.
Supervisión I Cliente
NSPECTOR QAlQC

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 12/89
)
--0__
_ e - - - - - -
MA N D20-0514-01
RO IVS 01-FM-0514
PAG 02 DE 02
/---- :~2G. 4
x
1/4 / Plancha
2.0
mm
- / EjQ9l-,~
ANG. 2 x 3/16
l
-;:--9 - ..:::::::.....--:
-e
~
~s
t : S TODs
0---
N
C)
-o
. . . . •
N
N
. . . . . •
N
< el :
J6~
J61QT1.S
#
<
~
9~~
J91 QT1.S
p:¡
J8~
J8 01.5
/
_._.,~102
_ _ _ . . . . . . . : : C 1 1 0 0
I
%g
~
.~ '''- I _ - •.• ••O.~(0.1.'l.n
0,:: : :- ::: ::: : - - ~<:.T(¡
~

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 13/89
•
1RST MECH S.A.C.
RUC 20504749682
REGISTRO IVS
Av. Portada del Sol 829
W 02-FM-0514
San Juan de Lurigancho
REGISTRO DE INSPECCION VISUAL DE SOLDADURA
I
OBRA: PROYECTO CONSTANCIA
PAG. 01 DE 02
I
CLIENTE: COSAPI S.A.
I
ORDEN DE COMPRA: 29650 - 0000093346
1.0 DATOS GENERALES
ELEMENTO
,
I
PLANO
IREV
I UI
I
I-l::GHA
BASTIDOR DE VENTILADOR
2172-321 O-M-1 06
I
O
I
AWS 01.1 Ed.2010
26/05/2014
2.0 ESQUEMA DE JUNTAS Y PUNTOS DE INSPECCION
VER ESQUEMA N° 020-0514-02 (PAG. 02 DE 02)
CÓOIGO TIPO DE
CATETO mm.
OISCONTINUIOAO ACEPTAOO
OBSERVACIONES
(Ver Esquema)
JUNTA
JUNTA
NOMINAL REAL TIPO OIMENSION
SI NO
020-0514-02 J1 RANURA 4 4 - -
-
-
- - - - - - -
v
020-0514-02 J2 RANURA 4 4
- - - -
-------
v
020-0514-02 J3 RANURA
4
4
- - - -
-
- -
-
-
-
-
v
020-0514-02 J4 RANURA
4
4 - - - - - - - - - - -
v
020-0514-02 J5
RANURA
4 4
- - --
-------
v
020-0514-02
J6
RANURA
4 5
- - --
-------
v
020-0514-02 J7
RANURA
4 4
-
-
- -
-------
v
020-0514-02 J8 RANURA
4 4
- - --
- - - - -
--
v
020-0514-02
J9 FILETE 4 5
- - --
- - - - - --
v
020-0514-02
J10 FILETE 4 5
-
-
--
-------
v
020-0514-02 J11 FILETE 4 4
- - - -
-------
v
3.0 OBSERVACIONES:
EYENDA: Ck: Fisura P: Porosidad IF: Fusion incompleta U: Socavadon
ER: Refuerzo excesivo SI: Indusion de escoria
IP: Fal ta de penetradon le: Concavidad interna UF: Fal ta de llenado O: Solape
USoBajo tamaño el: erater
:
FIRMA FIRMA
[j
FIRMA
~ - 9
~\\~1'
'-o .-' )
. .
- - - - -~~
J.c\.WI:IH'EHT.\S 'IEDR.MO
L'\..~;:C ru.rU.S~4T _~S.'\'T-TC.1A}
_LE\':LLJ1, R r, li'r.-~1T. r- r
JAIME HUERTAS M.
LUIS AVILA M.
INSPECTOR QAlQC
Supervisión I Cliente

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 14/89
B
1310
D
655
I
01
m i l
-,
- - . l l
I
1
E 360
6
I
J8
_i~
-r
j
~--:l
4
J7
ANG. 3'x~' TIP.
Jll
-: 4v50
/' ~/
I
0-
1
01
~~I
~ S I
~ . J ~
Zj
~~I S l¡ i
1
100·
ANG. 3 xX
. . . 0 \
j
I
J i
~I
I
< [ 1
I ,
I
r
i ~ ~ ~
- -~~~ ======~~======~~
-----¡-----
H
525
I
1
1051
G
525
B
1310
I J5 I
j ¡ P<::~,____-----+---____,A) ~ J6
ii~ J271~ ~
io ] I ~ ~ I
-I
tl
i
I
¡ ~
. 1 ~
\ D I
ESQUEMA N° D20- 0514- 02
REGI STRO I VS 02- FM- 0514 PAG 02 DE 02

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 15/89
FIRST MECH SACo
'.
RUC 20504749682 REGISTRO IVS
Av. Portada del Sol 829
N 03-FM-0514
San Juan de Lurigancho
REGISTRO DE INSPECCION VISUAL DE SOLDADURA
I
IIOBRA: PROYECTO CONSTANCIA
PAG.01 DE 02
I
CLIENTE: COSAPI S.A.
1 1
ORDEN DE COMPRA: 29650 - 0000093346
I
I
I
1.0 DATOS GENERALES
ELEMENTO
¡
PLANO
¡REV I OT
¡ CODIGO IN::;PECCION
I
FECHA
BASTIDOR DE SILENCIADOR
2172-321 O-M-1 06
I
O
I
AWSD1.1 Ed.2010
23/05/2014
I
2.0 ESQUEMA DE JUNTAS Y PUNTOS DE INSPECCION
1
VER ESQUEMA N° 020-0514-03 (PAG. 02 DE 02)
CÓDIGO
JUNTA
TIPO DE
CATETO mm.
DISCONTINUIDAD ACEPTADO OBSERVACIONES
(Ver Esquema) JUNTA
NOMINAL REAL TIPO OIMENSION SI NO
020-0514-03 J1 RANURA
4 4
- -
--
-------
20-0514-03
J2
RANURA
4 4
-
- -- -------
20-0514-03 J3
RANURA
4 4
- - --
-------
20-0514-03
J4
RANURA
4 5 - - -
-
-------
20-0514-03 J5 RANURA
4 4
- -
-
-
- -
- -
- --
20-0514-03 J6 FILETE
4
4
-
-
-
-
-------
20-0514-03 J7 FILETE 4 4
- - -- -------
20-0514-03
J8 FILETE 4 4
--- -
-------
20-0514-03 J9 FILETE
4 4
- - - - -------
20-0514-03
J10 FILETE
4 4
- ---
-
- - -
- - -
20-0514-03 J11 FILETE
4 5
- -
--
-------
20-0514-03 J12
FILETE 4 4
-
--- -------
20-0514-03
J13
FILETE 4 4
-
-- -
-------
:
EYENDA: Ck: Fisura P: Porosidad IF: Fusion incompleta U: Socavadon ER: Refuerzo excesivo SI: Indusion de escoria
IP: Falta de penetradon
IC: Concavidad intema UF: Falta del lenado O: Solape USoBajo tamaño Ct: Crater
14.0 APROBACION FINAL:
1
FIRMA FIRMA
y
FIRMA
,: -~ ~~~~~ j?
JA.l:'\a:}H¡F.. ~TAS
.\IEOllA.., ,o
C'fSi'LCitf,zi\.S; óT
t.s~T.1'f:-IA)
~
U-:VU.U .• J\;l:
1 . . 'T.
~T. f'T
JAIME HUERTAS M.
LUIS AVILA M.
INSPECTOR OAIQC Supervisión I Cliente

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 16/89
B 890
F325
6 ~ i 6
- - - - - - r
--
J2
4
l o
I
R ¡
I ~
I
I
I L I _ _ ~~ ~~ __~
I
O
O
(\J
(\J
<
O
(Y)
(\J
(\J
W
ANG.13'x~ TIP.
0 345
0 345
J'J
--------¡----
o
O
f '- I
U
\ 0 1
lf)
(\J
(Y)
l:J
I
I
I
I
I
I
I
I
1------I-t-----4
I
4
J6
B 890
ESQUEMA N° D20- 0514- 03
REGI STRO I VS 03- FM- 0514
PAG 02 DE 02
J5
o
o
o 8
O ....•
>-<
I
~ I
- - - - -1
3
o
10
ANG.3 x)4

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 17/89
FIRST MECH SACo
I
RUC 20504749682
REGISTRO IVS
.
Av. Portada del Sol 829
N° 04l01-FM-0514
..
San Juan de Lurigancho
.
REGISTRO DE INSPECCION VISUAL DE SOLDADURA
OBRA: PROYECTO CONSTANCIA
PAG. 01 DE02
LCN
TE : COSAPI S.A. ORDEN DE COMPRA: 29650 - 0000093346
ELEMENTO
I
PLANU
IREV
I UI
I
IN::ir't:\,;\,;luN
FECHA
PUERTA DE ACCESO FIJA DE DUCTO
2172-321 0-M-1 06
I
O
I
AWS 01.1 Ed. 2010
23/05/2014
I
2.0 ESQUEMA DE JUNTAS y PUNTOS DE INSPECCION
I
VER ESQUEMA W 020-0514-04/01 (pAG. 02 DE 02)
CÓDIGO
TIPO DE
CATETOmm.
DISCONTINUIDAD ACEPTADO
OBSERVACIONES
(Ver Esquema)
JUNTA
JUNTA
NOMINAL REAL TIPO
OIMENSION
SI NO
020-0514-04/01 J1
RANURA
4 4
.-
-
-------
20-0514-04/01 J2
RANURA
4 4
- - - - - - - - - --
20-0514-04/01 J3 RANURA 4 4
- - -
-
- -
- - - --
20-0514-04/01 J4
RANURA
4 4
-
- -
-
-------
20-0514-04/01 J5
RANURA
4 4
- - - -
-------
20-0514-04/01 J6
RANURA
4 5
- - --
------.
20-0514-04/01
J7 RANURA
4
4
- - - -
-------
20-0514-04/01
J8 RANURA
4
4
- -
-
-
- - - - - - -
20-0514-04/01 J9 RANURA
4 4
- - --
---_.-.
20-0514-04/01 J10
RANURA
4 4
- -
- - -------
20-0514-04/01 J11
RANURA
4 5
- - --
--_.---
20-0514-04/01 J12
RANURA
4
4
- - - -
-------
20-0514-04/01 J13 RANURA
4
5
- - - -
-------
20-0514-04/01
J14
RANURA
4 4
-
- - -
-------
20-0514-04/01 J15 FILETE
4
4
- -
-
-
-------
3.0 OBSERVACIONES:
LEYENDA: Ck: Fisura
P: Porosidad
IF: Fusión incompleta U: Socavacion
ER: Refuerzo excesivo SI: Indusion de escoria
IP: Falta de penetracion
IC: Concavidad interna UF: Falta de llenado
O: SoIape USoBajo tamaño CI: Crater
4.0 APROBACION FINAL:
FIRMA
~ ' . Q
R ~ l l
FIRMA
\ 'd L \
I
~ _ __ · ~ L v = ~ 1 ~ ·
J ..:nn: IWL'lT'\S~O
t;'\ ' .\,fE .(. i fLl.\SST Is; r~T('~lA)
~EI'U u.sr. (;T.•
IT.P'T
JAIME HUERTAS M.
LUIS AVILA M.
INSPECTOR QAlQC
Supervisión I Cliente

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 18/89
)
)
BARRA
1 l3/4 TIP.---------l
o
~ . ~ ll f --111
I /
l.()
r-,
(Y)
lL..
Ln
,
••
Il
I
r-,
~ J ? I
Y)
W
I
l.()
\ i
I
I
f'-
_ _ l _ \ _ _ '
ZRJ¡
I
(Y)
I
.Il~ ~.)
~
200_1_200_,
e
B
400
A
I /5
C b
~
I
o
O J
-Ü
'-Ü
o
Y)
(\J
'-Ü
OJ
,-1 ,-1
:r:
t--i
)
·..:.....----1-------1-·_·--_·_---_·_----
o
ESQUEMA N° D20-0514-04/01
REGISTRO IVS 04/01-FM-0514
4 o o .J~ o 0_1929 __
A B
e
PAG, 02 DE 02
M 50
I - - · - - 2 5 - 1
~
._ - ~ - - ~ ~ + ¡ [
~
S¡
PLANCHA 6 MM
CANTI DAD 02 PZAS.
-_ ._~
---
I
50
~.25-
- - '- 1
¡
g
h < / l \' O
. . . . .i - - - - •
L__D --.~ ·~ ---- · -
o
Cl I -~ ~ - ---
lf)
i
- - -- - ¡
PLANCHA 6
MM
CANTI DAD 08 PZAS.

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 19/89
•
IRST MECH S.A.C.
RUC
. ,;'::'~.t- .
20504749682
Av.
REGISTRO IVS
< .,:
Portada del Sol 829
San
N 04/02-FM-0514
· · ' ~ : i 1 · t } ~ ·
Juan de Lurigancho
REGISTRO DE INSPECCION VISUAL DE SOLDADURA
OBRA: PROYECTO CONSTANCIA
PAG.01 DE 02
CLIENTE: COSAPI SA ORDEN DE COMPRA: 29650 - 0000093346
1.0 DATOS GENERALES
ELEMENTO
PLANO
IREV
OT
I COOIGO INSPECCION I
FECHA
PUERTA DE ACCESO MOVlL DE DUCTO 2172-3210-M-106
I
O
I
AWS 01.1 Ed. 2010
23/05/2014
2.0 ESQUEMA DE JUNTAS Y PUNTOS DE INSPECCION
VER ESQUEMA N° D20-0514-04/02
(PAG. 02 DE 02)
CÓDIGO
JUNTA
TIPO DE JUNTA
CATETOmm.
DISCONTINUIDAD ACEPTADO OBSERVACIONES
(Ver Esquema)
NOMINAL
REAL
TIPO
DIMENSION
SI NO
020-0514-04/02
J1
RANURA 4 4
----
-------
20-0514-04/02
J2 RANURA 4 4
- -
- -
-------
20-0514-04/02
J3
RANURA 4 5
-- --
-------
20-0514-04/02
J4 RANURA 4 4
-- --
-------
20-0514-04/02
J5
RANURA 4 4
-
- --
-------
20-0514-04/02 J6 RANURA
4
4
-
- --
-------
20-0514-04/02
J7 RANURA 4 4
-
- -- -------
20-0514-04/02
J8 RANURA
4
5
- -
--
-------
20-0514-04/02
J9
RANURA
4 4
-
-
- -
-------
20-0514-04/02
J10 RANURA
4
4
- -
--
-------
20-0514-04/02
J11 RANURA
4
4
- -
-- -------
20-0514-04/02
J12 RANURA
4 4
-
- --
-------
20-0514-04/02
J13 FILETE
4
5
- - --
-------
3.0 OBSERVACIONES:
LEYENDA: Ck: Fisura P: Porosidad IF: Fusionincompleta
U: Socavacion
ER: Refuerzoexcesivo
SI:Indusion de escoria
IP: Falta de penetradon
IC:Concavidadinterna
UF: Fattade Renado
O: SoIape
USoBajotamaño Ct: Crater
:
FIRMA
n
r n ~ 1 1
FIRMA
-e-,
\\ \f
c-.J~»
-- '- -_Ld} .:: _ ..
JADa:¡r~l'llTA5
~1 E .D R A iO
lXst.E(:~tjJ,\ i~1
Si\i.TC-IA)
UYU
n,
~t.lir.(ttT.rT
JAIME HUERTASM. LUIS AVILA M.
INSPECTOR
QAlQC
Supervisión I Cliente
•

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 20/89
I
~ I
I
u l
I
I
mi
01
~I
p:¡
BARRA ~3/ 4
H
TIP.
i
I
m i
mi
M
I
~I
< I I
I
I
I
; I
1
01
~I
ILJ
J8
4
181 200
200 181
F E
E F
ESQUEMA N° D20-0514-04/02
REGISTRO IVS 04/02-FM-0514
PAG, 02 DE 02

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 21/89
FIRST MECH S.A.C.
Av. Portada del Sol 829 - Lima 36
RUC 20504749682
4.- REGISTROS DE CONTROL DIMENSIONAL
5 págs.)
•
e-mail:
SOLUCIONES TOTALES EN INGENIERlA ELECTROMECANICA

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 22/89
FIRST MECH S.A.C.
RUC 20504749682
Av. Portada del Sol 829 San Juan de Lurigancho
REGISTRO DE CONTROL DIMENSIONAL W : 20-05-CD-01
OBRA : FABRICACION DE REDUCCION DE VENTILADOR
CLIENTE : COSAPI SA ORDEN DE COMPRA: W 29650 - 0000093346
FECHA 28/05/2014
Pago 1/5
'
'
'1
u
,
o
I
<;J
. . . . . •
Ln
o
I
o
ru
c .:¡
, -- .. . .
ELEMENTO DIMENSION
A
8 C D E F
G
H I J K L
M N
O
P
mm mm
mm mm
mm mm
mm mm mm mm mm mm mm mm mm mm
2122 1602 1100 102 100 2244 1657 24 18
1 I REDUCCION DEVENTILADOR
2123 1603 1100 102 100 2245 1657 24
18
I
OBSERVACIONES:
•
(JI
APROBADO POR
CLIENTE
R}tVISADO POR
F¡tRST MECH SAC
Jose Huamán G.
AD&POR
FI~ST MECH SAC
Luis Avi la M.

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 23/89
•
F1RST MECH S.A.G.
-, : , , : ~ , . ~ > :: : - .
RUC
20504749682
i :\:,:~ ',:i
f
Av. Por tada del Sol
829
San Juan de Lurigancho
, : : : : . - ;, , . ' , - '. 1 -
. \.:;'~ :.~
REGISTRO
DE CONTROL DIMENSIONAL
W :
20-05-CD-02
OBRA : FABRICACION DE BASTIDOR DE SILENCIADOR Pago
2/ 5
CLIENTE : COSAPI S.A. ORDEN DE COMPRA: N
296 50 - 000009334 6
FECHA
26/ 0 5/ 2 014
au'ü
1
f;
~:55
[~60
I
I
( , I
o/.s
I
- - /-- : : r.
--
I
'd 3
0
c ~ t ±
l----¡
::::: ::,~ -1
- . : : r : '
, 1
i::~
I
-:: ¿or:
--;Ii'
o
-,
2
I
fu
I
o
;:)
Jj l
u
ro,
... J
,,- ., . .r- .. ~ '.~ ' m ',
1
/
I
i
I
'--
------,------
_ _ 1
-
----
I
::;
L'1
,
.
I
el
·1
ifl
' - .
'
::'
,
f
~¡\'
I
. .;
o \\?
J
h;'
~
v/·~
1
,
'~
I
I
I
I
~,_.
· 'f·.-
I '- ,:- : : J
_ 1
e 525 H ~?5
I-IJ105
f l~;'~
i
i
¡
J )
.•.. •.' ;1 .--
./
,
¡
j ...
I
• - 1
r,oo-=r-
o
~;
t i
.
<, ,IJ
I
':;
L I
T·
-~¡,/
L
/~
~ '::
,
L..
H
I
l: t
I
~
- ¡ e l
. ; , 1
1 ' ; : J
- . J l :?
: ; : :
ts :
1 '1 '
I
I
e l
I
~ r ;c
,
.
[t
SQUE;VA
r · . . '
D2C-J514-'::;2
' , . , : r : ~ G
'o ,;;.
,;
, I
ELEMENTO
DIMENSION
A'
B
e
D E F
G H
I
J K
L
M
N O
P
mm mm mm mm mm mm mm mm mm mm mm mm mm mm mm
mm
1650
1310
825 655
36 0
360 525 525 105 105
750 750 60 60
24 13
1
I BASTIDOR DE VENTILADOR
1650
1308 825 654
36 0
360 525 525 105 105 750 750 60 60
24
13
I
OBSERVACIONES:
~
ti
~~ADOPOR
APROBADO POR
APROBADO POR
FI 1T MECH SAC
FIRST MECH SAC
CliENTE
Jose Huamán G.
Luis Avila Mo
•

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 24/89
3/5
8
··.··········
-
-. --
,< . ':< 1
. , :-. 1, 0
·-r-',. •
FIRST MECH S.A.C .
RUC 20504749682
Av. Portada del Sol 829 San Juan de Lurigancho
REGISTRO DE CONTROL DIMENSIONAL W : 20-05-CD-03
OBRA : FABRICACION DE BASTIDOR DE SILENCIADOR
CLIENTE : COSAPI SA ORDEN DE COMPRA: N 29650 - 0000093346
FECHA 23/05/2014
Pago
T I ese
i------'''-'''-~---:
I I I
.' ¡F325 l
~+ .2
~ .~... l?
~
-
---
I ~
I
.. • . . .. • •. . .
~
1'::/
~ - ._ ~
' - . . ,
- : :' :' : J . / '- -
' - , - \ I
\ \ \ i ~ . ~ : . . .
c~t
- .•..••.J
<10:
B 89C
i
i
-I
ESQUEM~ N° D20 0514 03
ELEMENTO
DIMENSION
A B
C D E F G H
I
K
mm mm mm mm mm mm mm mm mm mm
2220 890
700 700 2230
325 325 60 60 24
1
I
BASTIDOR DE SILENCIADOR
2220
890
700 700 2228 325
325 60 60
24
I
OBSERVACIONES:
RE'PSADO POR
FIR,sT MECH SAC
Jose Huamán G.
APROBADO POR
FIRST MECH SAC
Luis Avila M.
APROBADO POR
CLIENTE

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 25/89
FIRST MECH S.A.C.
RUC 20504749682
Av. Portada del Sol 829 San Juan de Lurigancho
REGISTRO DE CONTROL DIMENSIONAL W : 20-05-CD-04/01
OBRA . FABRICACION DE PUERTA FIJA DE DUCTO DE TUNEL
CLIENTE : COSAPI SA ORDEN DE COMPRA: N 29650 - 0000093346
FECHA 28/05/2014
Pag o
4/5
.
r
;]
¡ - . /F~>~:' 1i~ rr=.
¡~~ .
1
¡
1
I
g ; 1
-Vi
'-'1
1
I
I
I
,
- u
I
i
I
l~
~ : : : 1
1
' > '1
¡ I 1
----r
- w
1 < 12.
'
1
I I
I . I
200
1 e o c «cc · ¡e -:
~l=' - = : ¡ ; : ' - . ' -
---'-C_- -- .'
., ¡
I
,
,~
1
f'~
50 1
- h f t 4 ~
~~J
PL ':: 'U ::' :H .c:.
o S
M I ,
C,:.\¡TIL~t:
::2
P1'::'S..
FL. ot-.':.H .:.
t; :
r-r
C':'i'JlI{¡~l1 C2 :'>1. '::'';,
ELEMENTO
DIMENSION
A
B
e D E F
G
H I J
K
L M
N
o
P
Q
mm mm mm mm r nm
r nm
mr n mm mm mm mm mr n mm r nm mm mm
mm
400 200 200 375 375 375 200 836 1260 1608 35 13 50 30 100 100 18
1 I
PUERTA FUA DE DueTO
400 400 200 376 374 375 200 837
1260
1607 35 13 50 30 100 100 18
I
OBSERVACIONES:
•
~OR
FIRST MECH SAC
Luis Avila M.
F
EISADOPOR
FI ST MECH SAC
Jose Huamán G.
APROBADO POR
CLIENTE

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 26/89
~.
FIRST MECH SACo
RUC
20504749682
Av.
Portada del Sol 829 San Juan de Lurigancho
REGISTRO DE CONTROL DIMENSIONAL W : 20-05-CD-04/02
OBRA : FABRICACION DE PUERTA MOVIL DE DUCTO DETUNEL
CLIENTE : COSAPI SA ORDEN DE COMPRA: N
29650 - 0000093346
FECHA 28/05/2014
Pago
5/5
,,'~
..': 1.'-'/'
'
,
,:.~p
I
~¡
~ I
1
l:';
I
I
/ - 1 3 ' : ' < , '
//
/t
-i12._,
1 1 '
J2.. ' .
,o. 1
---Hf----------:
4F:~:~ i ¡ I
E S
(~ ¡E V1/\.
• I . . .y.'-.-i
;r---i
D
·~O ~=-, ~I /['2
:::: - U
: : : : > i. L,-u. / ~
ELEMENTO
DIMENSION
A B
C D E
F G H
I J
K
L M
N
O P
ni m
mm mm mm mm mm mm mm mm
mm
mm mm mm mm
mm
mm
1355 405 375 375 200 181 40 13 24
1 I
PUERTAMOVILDEDUCTO
1355 404 375 375 200 182 40 13 24
I
OBSERVACIONES:
•
I J O R
IRST MECH SAC
Luis
Avila M,
R~~~~DO POR
FI'2:1 uMECHSAC
Jose Huamán G.
APROBADO POR
CLIENTE

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 27/89
•
FIRST MECH S.A.C.
Av. Portada del Sol 829 - Lima 36
RUC 20504749682
5.- DROSSIER DE CA LIDA D DE GRA NA LL ADO
y
PINTURA
54 págs.)
____ o
e-mail: [email protected]
SOLUCIONES TOTALES EN INGENIERlA ELECTROMECANICA

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 28/89
DOSSIER DE CALIDAD
PROYECTO:
CONSTANCIA
SERVICIO DE GRANALLADO
y
PINTADO
OCa N°9100614
CLIENTE: FIRST MECH
S.A.C.

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 29/89
•
íNDICE
1.
CERTIFICADO DE EQUIPOS
1.1 Certificados de Equipos
2. CERTIFICADOS DE CALIDAD.
2.1 Pintura
2.2 Granalla
3.
CONTROL DE RECUBRIMIENTO.
3.1 Procedimiento de Pintura
3.2 Registros de Granallado
y
Pintura

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 30/89
i
v
•• o¡- 7:--001---
i
I
,
i
1
I
MetaU·as1
•
I
,
i
i
i
PROYECTO
~
i
i
i
CONSTANCIA
f
I
I
J
i
SERVICIO DE GRANALLADO y PINTADO
i
I
,
·
oc.
N°9100614
1
i
i
I
1.
s
I
,
CERTIF ICADOS
i
I
I
DE
~
I
I
EQUIPOS
I
i
I
I
E ST RU CT UR A M E TA lIC A
1
i
I
¡
I
JUNIO - 2014
i
•
t
i
I
1
1
i
,
L= .
.
aR~1
• <10 ';: •• :;;;;;;••¡¡is;nG;;-;,w>*lJ
1

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 31/89
')
,
e
Metalikas
L IS TA DE EQUIPO S DE MEDI Ci ÓN Y SEGU IM IE N TO
P.ll.F.Ol
Ac tua liza do al: 29/ 04/ 13
I
Ve r.02
US O D E REGISTR O: ¡Control Interno El Cliente O I
Area de Pertenencia: ¡calidad El Producción O I
Leyenda: P=lntrumento Patrón, T= Instrumento de Trabajo
M ED ID O R D E E SP ES O R D E P IN TU RA
EL COM ETER
M EDID O R D E ESPESO R D E PINTU RA ELCO M ETER
M IC R OM ET RO D E EX TERIOR. B U LL T O O LS
TERM OM ETR O A NA LO GICO DE SUPERF ICIE 11011 EL COM ETER
PSICROM ETRO BA C HARACH
M E DI DO R D E R U GO S ID A D
FHT700 TESTE X
Proyecto: I SERVICIO D E G RAN ALLAD O y PINT AD O - O C W9 100 614 I
N'
d e R e gi st ro :
I 001 I
Fecha de R egistro:
I 25/04/2014 I
SLL -154-201 4 SECALA8
X
O a 1 50 0 um / O a 60 m il s CLL -02 98-2014 TES T & CON TROL
X
25 .00 mm CLL-0281-2014 TEST & CO NTRO L TALLER
X
O' e A 120' C CLT -0 125 -201 4 TE ST
&
CO NT RO L TALLER
X -5 'C a 50' C SLT - 048 -2014 SECA LAB TALL ER
X
0.0500 in SL L-214-20 14 SEC ALAB TALLER
•
ro l de Equipos de M edición y Seguim iento .

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 32/89
r
>¡ ,TTli'S¡¡Z-
H .
-
-
~
~
i
¡
¡
J .
I
•
t
I
t
1
Metali as
f
I
(
,
¡
I
I
l
I
PROYECTO
I
CONSTANCIA
t
I
..~
SERVICIO DE GRANALLADO
y
PINTADO
1
•
=>
I
OC. N°9100614
I
I
I
1.1
I
1
CERTIF ICADOS
f
' i
DE
i
J
EQUIPOS
1
ESTRUCTURA METALlCA
I
I
I
i
1
1
JUNIO - 2014
•
i
•
I
I
I
I
t
~
::7=-

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 33/89
'
.' ..-' . •.},
. ',
~~ . • :. ,
M i 'S r Ó ~ ~ tr ; ~ ~ ~ ; ~ ~ é ~ & r ; ' ; ' .
'.'-::. .v
' í: .LA ~C co '22 ~20 14
. s 'N t y l = ' t : J O E C O P I
. ' LLA -5 42c2013
S N M ~ [ N 6 E C O P I
u á n c a
•
;<=,~~~~~:
-:. ,
l'
., ,~. ~'
, '
, Página
,
:. \ ,:'
- ', '
,: : . -
- : , '
/
• .
' ,, / _ ~ . : f . '~) , ; ' , ' ' .
E
Y : C M E T A L lkAsS ,A :C :
,·~ ~ ~ ~ ~ ~ ~ ~ ~ tt~ ~~~G :N~ ~ '.
N i i = o í o o r f D E . É ~ P E S - C ) R
. E L ¿O M ÉiÉR '· ', ./'
'A 4 5 6 C : ;F B f t ' > < '
. . ,M ] O % ~ ~ ~ < - > '( , , , '. . .
. ' O'
a
,,60 (F 'níils )' t O~
.a 1'500,
-D ~ l:i ,ém il'S ->:/. :l ¡:/:o·:f -lm ...
'G R E A T ;S R i t e - í N ')
~ ~ ~ ~ : ~ ~ ~ ~ ~ g ~ t ~ : ~ ~ : ; . , : : : , .
:SECALAB,S:AC;\
- : ~ - ¡/ '. :t : . .
'~...
~ F~ ?> '.:~
: 2 B , : { : ~ g ~ ¿ ¿ ~ : < :_' :
~.,
:' ~ ; : ~ ~ : ; i : r t~ e ~ ~ ~ ; / :~ ~ : : f e ~ ~ 1 ' , .
;. ./~ ~ ,l '~ :~ rip)~~~ - '¡; ~ 9~~~ ',:: tci ;~ .a s~ ;'iª s~ '
:,.' m e.9 ici ,on es,~ Y - ª1J- I?~ic9,~'dic,~9ne~'~
qu:~:~e\:ff:id.i~~~~~'~/
> -. -, ' ~ ,
~,l~~j ••
1, .
(}~~~~ '~ .~ ,~~:~ :.G ~ :_:,:ó ,;.~, ;e r·-h,~~e.-,
;,r~póf ~a~I~:'d~los~pe:j~ici~~~~.e .'.
p u ~ a n . ,p r o d ú i : i (s e ,d ,e b id ó - ' a l . ü s o -
, · '~ ~ ~ i~ i : ~ ~ ; · · d [ I ~ ; : ~ n :t ~ ~ m ~ n t ; ~
. ' :' ;
..
~
\ ,' , - ' r : . • . .
~ . 0 S E S A L A ,.~.' s,:~:i::,;.
, p ' d ,: .
s e
c .. r e s p o r i z a b il iz a f a. .. .. d e l ' ,' , . u s o
;;i~~~~t}~i:;'t~f i;';:..
FíNA~ .
2 4 ; 3 ,° é ; .: '
70%'
H 9 - T ~ 3 : , ' . ' F , , , . E 9 I t í p N : . 0 1 g o ' ( ~ ' ,. , .1 , AP~6?AD.o:J~ÚN
. · P R 9 H i s l ¡ ; > : . x
'~ l~ É :rR 2D ~ C GIÓ :N '~9 'Ú :O P AR C IA LD E'i:s lE 'gO su~ E ~ TO S INAUTOR IZAC iÓNSGR tTÁp($E 9 A LA ,BS,A :C ,
¡,..) \< ',:;/,>/J '/'~S'fRVICIO DECALI~Rf.¿ :9~ Y}A~qRATORIOSAC , ,', ..'
.o:'
Ni
Belisario
Sosa'
Pelaez 1417 Urb.
Ma'tedSálado. .LimaJ
Teléfono:3375744
I
Nextel:1 06~3962
'. / ,e ,' ¿;' e .. Email:informes@~e-cal~tl~orTíjw.e.~:WJffl.~ecalab.com ' '~',,,:'
r:

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 34/89
•
. . ; . . ,
SERVICJODECAUSRACION y LAS.ORATORIO
SLL~i54-2Ó14' ..
.:- ,
. ;2de2
.~.
. i~ /~jjb·.f~~Za~iI¡d~dálai:~~í~¡s.i:í'sa~at;á;al; calibración .cónun ~ici:~meiro cli9'ital<calit;i~dO';yomo;~quipo au~iliar
u~·
.' i}iif[o;i~~~i¿:pi.§itá(c~,rr~~o:w'1:~~.~~nif~~ló~l~lq0:
, 2 0 Q X : / ~ , ' . - , < > . '
~ - ~ < . . '
'7 .. - .
: §e reaL zoel
ajuste
deleqUlPP··s. '9\Jn'as ,especlficélclones' del fabrlcante; ..... \'.. .. .... . . -. .....•.. .
'/La'fncertidUmbrb d~ lé'Lmeditió<ríse,détériuinó~onuii fáctorde'coberturák=2:'¡:¡ara'ü'n, nivel1l'8 éonfi~nza de'95 %:
·.· .:So~(firj~s~dé:ld~:Qtitic~si6.?d~~'~;p~j5~~cI~il.:~e,Sol?có·Un~'é,tiqye{~.~y.t6~d~~siXa:?((co¡'~r.yer~.e: •.
< ~ . / ' , ' . . . . . .
.La;p.eribdiCidaQde·la'.·calibrpcióil
;
degénde dél.uso, qüinténimientó
y
conservacipridelinstrümentó de medición ..
I~'(/ ~.,,,, -~~.'.~ ·:'·:'~:'~_·-~'· r_'<·'. '''''',l-::. v, t:: -. : ,;;.;.. ij
t-;., :,:', ',' ',,:-,., •.'-.__:, ,. .- ,~.,_·~·.,·.
·.-i_ ' ,;'~~ ~;:. , .•.. :
<Ó>
;Eleq\Jipoén' ipenciólJpréseritáun errqrmáXimo permitido
s E l g ú n
'elfabd~ant~de';':1 ,a·3%'dela·lectura. .,:
· .6~v~IÓf~s'qúe';SUp¡;'réÍf '~I\ ~rTé)f;;r'hcti¡rftQ.périñ.iti8o:·· '~:', . .. r : / . .
/ ,j : , ,, ,.(-, :. \ . :
.. ' S~,cÍ~já;~ dispqsiciólJ. del 6'sú~}iO',ei\ls'6d~1 ~quipo'teniendo,' losJe~ult~d¿s 'mo~tr~dós en el pr~sentÉ; documento.
, ' .' • - '. ' .•••• , ., . r, . > / Y . .,c ; :~ },, -:.' .:,.' ,, ' ,, '.. ,I.,.,. '.' ,. e •
.. 4,95
-0,03
o.os
0,07 .
0;1
0<07
=.
. .-~
-'
,.- .:
. FIN DEL DOCUMENTO'
~. ,,'
.. '
\~
~y-t~; rÓ • .. . . .., ,. < : /. .. , . . EDICIÓN:01t201}., :'. . . '•. '
A PR O B Á b .O :· j9 U ~
· 'F R o¡.:¡ls ID A
A
R E P R O D U C C tó Ñ fo tA t:'O :P A R C IA L D E E S tE Ó Ó C ¡jM E N T 6sIN ;A U fo~ IZÁ cf6N E S C R IT A D E S E C A LA B
S A 'C .
0_ , ~ ,_ • ,
1._ '--.' • .•• ..•
c ~ :- • . ,~ ' '. . .'.
l.', -:-_. \':
v'_ -~ - .. ..:..--.- , .•
;, ' .' . ./, '~ /'~ ~ _ s~ ~ y ,c Io · P ~ .C A L íB R A C 'O ~ Y L AÉ l,~ ~ T ~ ~ ~ '9 ;~ :A :G . .• .•.• • ...' .
Av.
Belisario ..So~á·
8elpeiz
J
1417
.Urb.Mateo Salado- Linía) T~léf0no:
3375744 I Nextel: 106*3962
. .' .' ; .; -E~'á)j: ihf¿r~é'[email protected]
1
Web: www.sB;al~b:~óm . .:
.
.-- - ~. , . .. . ..
._ ': ' ' .
. '. ,,- , . -
.- '~

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 35/89
'Y
-:
:~
;\
,:..
, ¡, < : . , . . . ' • • ~
> ~: ,
, • • , , , , , , , ,;1:' ':'~A~odeiaP,rómoéiónde lalndus'tria Réspónsa~blé yd~1Comprojiiiso é:íimáti~o
;~ ',: ;,)(s ;g tii:~ am ¡e~ io )vle t ;QlÓ 'g jco ';~.
' ' ' ' ~ > , ; · : , ' : : : : ~ : , : ,
h '
:':>·::;'i~.I., tt1\./.~.~ S.,
,.>·:-~>~· ,,<,'.
l :'~' ti ¿,~,~;.-:::: ~:~ ~,_~ ;
': . '< _ '~
<H '-\. · t':. n-';I (.
'~:' ': ':t ¡..~· t
-~~~ :~ ~;' ' ;_: - '..Áo ><
~~;<-¡'~ : ' ..•..;-,
I/ - < - -~ ~ , ':' '< 'i~~>;:.,-,
-(.l~~~-~ s.: -,
:.~.
,~ ~ i_ · .~ .'
, ,..; . : ; '-. j ~ :~ i -f ' . . :. . _. . :-..~
CERTIFICADO DE CALIBRAeION
.¡. . <
>;.' • .<;
>, ~. . . , . .
>~, .'
CLL::'0298~2014
'Pdgina
c,D/05'-A3J9h
SOLICITANTE ,· '.
,·bIR~~~IQt- :, .<,
E Y e METALlKAS S.A.C ' ,', ,< '.,,
,cA L .
J9Í3GE,IS%C
N ~:
1?~ INT .:101,URB·:0,C~l ERITA, ~1tv1A.LIMA éSURQUILLO':~L, :;' ;':,
< f.-·'·'
.. • . ,~
'2. INSTRUMENTO'DEMEDICIÓN' ,
'M ';B f~ ' ; , i~;,:'''':' ''' ''' '
MODElO.c' ,.
N°'DE SERIE' ','
~q~e:l~gE,Qs,E§CALA
DIVISION,DE ESCALA
PROCEDENCIN'- .,' ,
ID~Nt fICt EI.C>I~r:
:.:
, MEDIDORDE ESPESOR
EcéoME:rER' '
456B} .
MM05710
0~50' mil'
0:01' . n iil~ ';
, Gft7>.N,BRETAÑA
:: ._'~' NcJ'INDICÁ ,, ,,'
.. ~~.~., X;·~'··~-'.,i, ~~,,,'-,
-<.' ,.:~>,,~--:.,~_~-'.
, ,-.;: ;.i; ~ ' ~
' -~ -. . ' . >
'¡-
;
. . . . .
'; ,.~ ,,, '.' ;.....) ....,<.' ':< .
> r~ L~ '-
.s¡.:t~··..-(~~~~·~-. <~~~•
::' 't; ; . '~ ~f ., '' '; ·
3·:,· ,;F;;§f,li~
Y 1;l ~A ~p,o J~ ' §9(l~ .2 .t l~ i ';:,: ' :,, ,',
, ; : , : : t ~ : : ' ; , . , , ' , ' , , ' ,
La'calibración se realltó,el,dla.24;,de Enero del 2014 en las'lnstalaclones de,J¡:;Sl& CONTROL S,A,C
..~.~p..•.•...~. ~·:~·;,:n,;·--'<;~9:~·ll~5:·: ;' ¡,,'M~·~
~ - ; ¡ ; :2 '; . ~ . ~ n · ·
4 . ; : : '~ € f ; ~ ; ; ~ ,~ E ; J ~ ~ í i~ t ; \ c ' : ' , ' , . ,, : . , : : . ; , : . : : ~ : ; ,
Lacálioraci6rvsé'realizó por comparación directa con equipos de longitud calibrados,
, ~ : : ~ J ; '~ E ~ i t ~ i 1 ~ ~ ~ ~ : ~ ~ 5 I c l ó 'N . ,, , ,
;< .,;~,.,
# ~ ,'; , ,~,' , ,,'~
,<>,,' ,,,,~,;
d ';,~ ~ 'fo ¡u5 6atrones;.trazablés a-las unidades de longitud y temperatur8,~t¡8I1brados'poieISNf\;1cINDECOPI; ,
e' Y~* '--'~~:J :t.~~_~;.:~~.~;.~ ~ ':~....
~ \:· · _ ~ g ::< ''''~~ '· · ~ · -_ ~ ~ ~ :.:~ t ·w~ i'-...•.
;?~__-i::~:':~?.~. -(~~ :
P: , ~~¡: ;;j ~ '~'''~~i:;'' :~,.,
~¡ ' ' t :'. 'I-. t' t ' > : . - . • . '~ ' .
: - ~ , , ' ,, ' , \ ~ . , ? I ;' N ~ ' /
~ : r .
AtCANCE:DE ..~. T - - b iV ·. .. E
EscALA r ·
CLASE
DE ,~. / .: : . - : - -- . .. -. ~ ~ , ..
r
:,' , ,' INOICACIÓN,,',' : f¡'EsOLUCIÓN, ,. ' EXACTITUO '''' ' ~,~,;R.TlFICA~?':,,:,f~: S,.'E,N~I~A,5>,~:'.,
~:·.· l
~,'<~,-4>·.':':'·
,
Ú- 1$
?,~(..
~Y :;- ,: '
Y
;¡ - , ; - :; c< . ,f- : ;;:~<
. ;.> - , ~~ t.;~,;....,>-
,
;~
'. , -:;\.'., '.. ~y
,'~ ; , ~' :' : ' > •
:.. ío< ):·• ••• ;;. e.•.••i ..
<~: - . <;.'
' ,
. : ~ ~ . ), . ' ~ ,. - •• .. .: > :- - - ' < -¡( : ;'~ -?,,: '; '-<' ?' -> ~'
Bl oque splah O ¡: ja 'ra l~ IO s;O .5 m m a 100 m m
< : ~ ~ ~ ~ ~ ? ~ ~ ~ i~ ~ r E i
2 b ~ 0 '~ ~ ~ ~ ~ ~ ~ ,
,,' ',' ·20 a
50~C,I ,',
''''',,,,«, ,<,,' . ,.;., •• , 'O a'1oo'i;I;'H,:Ril~: '>,. 0;1 ·C'
, 3arO ,le r r )loh ig r o m et ri : i ' 300 hp a 'a130o '; ;;'0;1,°.4; 0,1
hPa
;•.,, ,.,
;'·i~
;· i·.~-~ ;
': :-~~·'hP'a~.
· ' 't(r~Y ;~'i-·.n:.~:;_.~·i¡.~·<.:
i=:
': ; :
--,y;.
GRADO: O
lLA·C·019;2013
t~ ; - - r: - : ~ -· f, .
O TIENE'
'. '-..\~~ ~:c
,±2
11m
- Ós , '
,;,Ll:¡>.·423·2013
~:;
SNM·INDECOPL ,
r. ¡> ~-:'~~~r.;.~~~
±O,3'C: ±2%;'
,: ,i,t 'O :5h Pa ' ,:
'::_-;;./'.. tw~'/.'
>-,~~~:e--,, ~.~,<,
. 7 >
·-..··.1·>,· ''':
-. ~.;~
.
- : ,.
~
.; . .. •: .• -; v ,» ; '_ :' _ ~;
v
• . . . •.
,;
,'-
,~':. >.
'..l.:
•
~:,: ',:· :)r. l~ondesá
é
'L e m o s 'l1 '1
:S J ¡kM igüer~ tbha
T e l é f o n o ' ;
262-953ÍitelefaX:' 2ti2~9545Nextel:
126*884 4 -
6iúj'ooi-
4 1 9 * 4 6 6 8 ,
E-lD~.:,~ ~~~t~~t,co~~oI.com~pe,
J
veet~s@te~tcon,tr()l.com.pe, Web: www.testcontrol.com.pe

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 36/89
•
, ,Jr. Coiid~sa'de Lemos 117 - San Miguel- Lima Teléfono: 262-9536 Telefax: 262-9545 Nextel: 126*8844 - 612*7007 _419*4668,
E-mail: [email protected]~pe/·[email protected]:wW1f.testcoJ;ltr(¡Lconí.pe
. .... ..' Edíción: 01 . Aorobado por:NRP '_, .. -.
,,'ót'~h.¡¡'
ni;, D,znM ....
••---~~.~., •~ ''''':' v r ,,,,,,.,,,L. u&::&::~I r::uvvulYlr::NI,V ;)ff'l AU 1UKILA(;IUN E5C,RITA DE TEST
&
CuN IROL :s~A,C.

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 37/89
,~ . .J. f. ,, ? , .. 1,''-
.'. , ;> . •..~i· ¡. -..-
> .: <)
l',. . . ~.,
;Z, do.~..,,?,
.. ,; .' a' .~<· ·
'.'.; :~~ .•
; - ,
~
. ;.
;.:.
/.
-;\l~>l~ .;'·.~ '0,~
(4 •.•••..
.;;.:.~;.~ :.,.<,:.
.~'~) •.• • ~ '~'~-
:: ii-';~ : .•e, .,.i
;-.,. ~{ '~ .•
, .
~
' ..-o--,,~~.1~.; •
~,~'
Alio de la Promoción de la Industria Responsable
y
del Compromiso Cltmático
,'> .' ~ ,~ .•
s. é ','/ . v-. '~ .' . .-<.... '. . . ~ .••. , ,'. ':. ~ .' ,.. ' '. ~:. .
. . CERTIFICADQ DECALIBRACIÓN
CLL-0281-2014,
~. OÓ9;U88S2
. '~> , ' ~
i . . ;..~~.- = , ; ; ; , •
J(fiiT
?,:.: - ;' '.:
Y, •• ~~ ' '''''' t1 -- '
1,
S O L IC I T AN T E
'OIRECdóN > •
• • •• - • •. ' . ' , .,~ >
E
Y
CMETALiKAS SAC
CAL.JORGE ISAAC N° ' 1 2 8 INT.101l,JRÉt LA CALERIT~ L1MA-. LIMA - SU~flUILLO
' I i'
IN S T R U M E N T O .Df tMED IC IÓN
>
MARCA '; ...•
MODELO .. ,'
-s .
N ~ .óE 'S E R iE ,.. .: .. ,,,
TIPO DE INDICACiÓN
'ALCANCE DE ESCALA
DíVISIÓN D E ESCALA
PROCEDENCIA': .,
IDENTIFICACIÓN·
JII1tCROMETROOEEXTERJOR'
BULL TOOLS ..•
NO
INDICA
NO INQ(CA •.
ANALÓGICO,.
25' rnm
. 0,01 m m '
'NP'INPIQj\),,,. ,
; <
,~nMEX-{)01· ··ú
.~ .
.¡:(::-.
''. '.
.-~l'
3,
:~~'CHA'YLdGÁR6E'
M _~PIC}º~ ~ ,: :, w : :,: ',; ' . ..
~~>',. '. .
La calibración se realizó el dia 24,
de
Enero del 2014 en las instalaciones de TEST & CONTROL S,A,C•..
·'''~''-.~:·~~9~~~:~~:;;;.. 0,5 mm a tüü mm
. Ptanopar . ~~s)¡i'~ ~
. -< : , < ~ .; - -~ . ~ : « -,
~;:i;:i~~:: '.
Termómetro digital ,'i
'fJ ,~ 9 ,: ,C
a 450
'C
< ; O ; : : : : ;.. i. . . . . '~~~ ::>,'~~~
NOTIENE ,
0,1 D e . .
7.
6..~()N·pICIONéfAMBIENTALES.
'INICIAL .
'''''~~ -- '+ '-o-....:...; ...,.-;..,--. :,.,. , . ..,--. ....,....,• :,. .,rl~- -7~=. ,
~, •. iEM~ERA1UR~ , ','. h~21.~58,\-'<,
HUMEDAD RELATIVA
~i , <:' .
67
%
.l·..,
Edición; 01 Fechá; 06-12-2006'
. ' · ' , ' J r .
Condesa de
Lfmo 's
117
- sali
Miguel:.
Lima Teléfono;'Z62-9Si6 Telefax:'262-9545
Next~'l:
126*8844-·612*7007',.419~4668·· ·
E-mail: infor
ll1
es@t,estcontrol.com,pe
I
[email protected] Web: www.testcontrul.cpm.pa

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 38/89
.- .;, :
Año de la Promoción de la Industria Respon~abl~
y
del Compromiso'<:llmático'
'(~rlificod()N
Página'
CLL,0281-2,O/;¡' ,
2 de ],,..,
<.-',
RESUL 'rADOS
, '.',.
. ;.~
- ; . ,' l . ••
< ,;~ : ': ' :t .;, •. ' . t ,~
';¡ . , : ¡{¡ -$> ~ , ; ¡~ /'•..,'
:0.004
. ',>
, .
~
6.0
:.)¡- ..
0,000
'- J ; '< t : ~-,'o •
11,000
0,000.
'13.000
' 1 4 . 9 9 8
-0.002
.0.000
:~ {.~ ---,~:','~ ,
'.~ .; A'~ •••••• . , ,
.•.
~ :..(·~.'I-:. y:
; \-: . ..~~:~ ,,¡'~; ;.
~ . - .
1 , : ' : ;: '=
;x :.
< 1 : ~ . rr ,
16,996
,. < - > , '.'
·'F,
.., . . ' ''25,002
1
ndlcacián.dei pntrán = Valor Equipo
+
carreccion
~ ,~./ \ ~ -d '
.. I.y ~_,~.,.,
.;j.):~.~, ,, -.;:
, .•...~.:.~~¡<';<.;
' < - :' -< ' . ~ , -:
-- - .- .i ;r ,,:~_- :.
·7 :,' 1'-' '''-:'''
'.,' .
: : : '~
, . .
:,;;,.~ ;;~- H. .;;;;~ ~~
j,.:;
f e
q, ¡l , ;;,':h, '$ie_ , ~
.~.<
,< ;. ~'.
,¡ ,,~ '1 -
<, . .
: - ' - > ': ~ , . . ,( ' ,
~'.~•4ii'~-~
~~,<
~ - r - , . _ , .' . :
..'CLL'M-001
E dición ; 01
Aprobado por:NRP
~ -: ,.< '~;:
r.,'1: , '··'
.
~~
·;;. V
, >o
•
'>'~.'J~~
ón desa de Lemos 117 - S~n Migu~i ~,LiDía
T e i é f o DO~
t6 2-9 'S36'Telefa i:
262~9~5
N e r t e l : 1 2 6 ' * ' 8 8 - 4 4 - 612*7007 - 4 i9 ~466 '8'
E-mail: [email protected]/[email protected] ..Web:·www~testcón~rol.com.pe
, ~ > • ' .

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 39/89
•
Edición-O ' AprobadO
po r:
NRP
':':Jr.C;;óndesa de
L e m o s '
117 ':::SanMiguél~
Lilna
Teléfono: 162-9536,Telefa:i:
26i~95 4 5 'Nex t e l :
126*á844~
6 1 2 * 7 0 ( f 7 ~ 4 i 9 * 4 6 6 8 ' ,
E-mail: [email protected]/[email protected] )Veb: Www~testcontroJ.colÍ1;p~
· · .'_ a . . . . ; ' ' 0 _ . , ' - . . . . . , . . .
. ~_-_...-;-_--: -::~ _:-- __ , :- ..._ .•._ . _..• ~~. : - . _._ • . •• .•• r-.o_ •...

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 40/89
. ~ .t.
O , ~ - •
ti.
-J .~- .
• ~ o •
~4 b<i,:: :{~I':o ~,~~~1.o_ '.
, '- ~~.'~.,',
~
,~ : ..
~
.'
, '<~3'~.;:,_~
,¿ t . ~;~
·tn;~~-_,,,,~A~( ;:, .-i;;~o
~¿o
v:
'Certíjicado ,v D , , : 's
'V o , ' Y · ~ ~ : r : ~ ~ $ _ ~ . O ·_ .:
CLT-()/]ji2()j4' ,
• '. > '-, :i fO ' - :~ )~ '/t ~ .~~~~:i ' . ' > ~:;-,~ : - ,
' .: ' · · ·~ i.¡~'.:-.:':t~o~ .J ~_~'0 ~.'
INDICAClÓNOU'
~;r~' ,- '-'~--;~_' .~
...• , ,TERMÓMETRO .., ..
6 0 .0 0 '
}18.d'
2.q, .
~>< r.<,:> ,.,.<\..>,
,, ;,•••
·.,~.t~~-''-:, <~. ;,,' <' 0
~ A - ;:~
J:~ __ v..; ...-;.~.. ~<,.:·~~~/,'o:;:;_.;i+';:;; .;'::'''''''J<:~-f>o~,-:;'.; .-;
,. _ ,_ ,0 . . __ -- _ - YO ' ,( . :-, ., ' ~ . ,; . - ;/
, ~ pt ratllm .Col/~t:I,ciOl tdn.' /lte } ..'f(IW / r:a¡;;;/IIIJicaciól/del Ternuimetra+. Corrección
:..... - .,- ..... , .._,.
o
'>-~.:.Ú·
i;¡~\L¡(t~~-?;·;f~.f?';
., '- :,.:
·,- ;,,,,·cu,,,,~-;::)-,¡~, : 'i:.~~;'~,>;-~
;- W ? 'i: i . ; ' )¡ ~ ~ '; : : 'A
:,~ .,' . ,~ ;' :; ,: ~ {fL t~~~ ; ;;;· ;~ .: :~ :; · : .
,y:,:
.~. ,. , :-2,~
'-,;~-.c;,.~
*t ; -- 1' - ' ; . •1f '- ,¿ ,~
~l f..~:- : ;... .....:
'1Ó-
0 ;-- ' ,;;- ; _
: : 1 & ; .
. - · :· ~ ) 1.~ .l ,,~ '--·
.... '
. . . ~ ): -. ,:, : - : : ._ ~ ..
, ~''<>y~.~.-'':
7<
1;~?
;:,-,-
_ & -. , , . ; ,. ~
~ ., N ' ~ r :
.; ,:
'''.0
, <o,
:<
...
,
~
, -;: . ,':.: ,.~.,
'
.... .,',
~>
<; . - :-~~..
',.~:o-. ':.
< . , • •
', ·':'.'Cádigo:,'HCTiTAD-OOl
< v < · ' • ... •r ·i·. ';'::~-',·>,~ ;~.:<,~
- , o; '
-- - '; .41>< - 'l ,
:~- '::._~::.-:~~..;..:,'';...•...•.•._-~-:,-~-,,, • - •.....•..- , - _. '~ ~&,; J;,,?J
¡
uv,, ,ulw.,cn
~v
~IN Jo\U IVt<.ILA\';IU~ t:.~~_K1IA ~I:;
ir ;,C óñdesá :de J :~ m o s
] 17
~S an
Miguel
,;Liiri'á
T e í é C o n o :
262 ~9536T e léfax:
262~9545'Next~E
12é8~44 . ,
1 2 * 7 b o 7
~419*4668
':',':'-, : -.:;· .:',~-m~/:,~~~~_r~es~testcontroJtc.o~-~P~- ', jyent~~~~e~tc.~n~r0l.com_.pe W~~:-~.~est~on,~ro__~ '91I :1 .pe
•

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 41/89
P;\gjna
SERVICIO DE CAUBRACION y LABORATORIO.
CERTIFICADO DE CALIBRACiÓN
SLT -048-2014
E;q¡edjente
Fechade erntslón
07~2Q14
2014 - 03 - 21
1.
E Y C METALIKAS S.A.C.
OLICITANTE
DIRECCiÓN
AV. EL BOSQUE
W 668
URB. CANTO
GRANDE SAN JUAN DE LURIGANCHO, LIMA,
LIMA.
2.
INSTRUMENTO DE MEDICiÓN
MARCA··
MODELO
SERIE
Al-CANCE·
DIV. DE ESCALA.
PROCEDENCIA
IDENTIFICACIÓN
TIPODESI=NSOR
UBICACIÓN
PSICRÓMETRO
BÁCHARACH
116C
NOINDJCA
-5 Q C
a
50 D C
1 'C
U.S.A.
PSC-001
BULBO DE ALCOHOL
NO INDICA
3.
t.U~~ pE SlddBRACIÓN
FECHAPE CALIBRACIÓN
2014-03- 21
SECALAB SAC.
4.
5.
CONDICIONES AMBIENTALES.
MAGNITUD
TEMPERATURA
HUMEDAD RELATIVA
FINAL
23,8 ·C
75%
INICIAL
23,8,0 'C
75%
6. MÉTODO.
La calibración se efectuó por comperaclón directa, tomando como referencia
el
Procedimiento para la calibración de termómetros de l íquido en vidrio PCc009 del SNM-
INDECOPI.
7.
PATRÓN DE MEDICIÓN.
Se
utilizó
patrones trazables a las unidades de temperatura y humedad del Sistema
Internacional de Unidades calibrados por el SNM-INDECOPL
CLASEI
EXACnJ1jO
W DE CERTIFICADO y/O
INFORME
NSTRUMÉNTO
ON. DE ESCALA ,
RESOLUCiÓN
TERMÓMETRO DIGITAL
±[0,05%
+
O,3'Cj
LT-42$-2013
SNM-INDECOPI
.l°C
TERMOHIGRÓMETRO
DIGITAL
LT-125-2014
SNM-INDECOPI
,01 °C I 0,01 % ±1,5%
t±
0,4 'C
HC-T-002
EOICIÓN:Olj2013
•
Este
certlñcadc
refleja los
resul tados obtenidos en l . fecha
que fueron realizaqas todas las
medictones y an las
condiciones
que se practicaron.
SECALAB S.A.e. no se
hace
responsable de los per ju lelos qu
e
puedan producirse
debido
al .uso
inadecuado -de los instrumentos
calibrados.,
SECALAB S.A.e. no se
re:s:Ponzabiliz.ara del uso
. i n adec t J . l dp
del presente
documento.
¿~,[
Jose Carlos • ' ~
G e n e 1a
T~n;:a
/
I
APR06ADO:JCUN
Av. Belisario Sosa Pelaez1417 Urb. Mateo Salado -lima / Teléfono: 3375744/ Nextel: 106'3962
Ernail: í[email protected] I Web: www.secalab.com

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 42/89
,
~.
SERVICIO.DECAkISRACIONYLABORA1,ÜRIO
. ,' : .
,,'
;:~
.- '
<;:ertificade
N
Página,
,
'
SLT -048
c
20 14
2'de'2
;>, '
, .'
,8.
,O :B~. =~ YA,flqN ES': ,.',' ,
. .;
, '\ái¡'~eA'id~mb~~~~de ,'la' ,niedr¿lón,,'sé:'d'etEmrii(ló'~n u~,fac;to(:,de,cotí~rtu~a ~~{pá~á'
ri Í1jJ ~ ;8~
cq~fi'~ri~a de 95 %,
. ...•. \_ ,;2 :; '- ' ,.~~ .. ~_~~;' . .- '
~.o ..' ~,- ()' '(.,,' ,_~;;-' . , , ' , . . .. \~.o .~' ~-- . ,':, .., ' . ,' . ',~~' , .~ ..r ,,_~ ,_---_.:;: .~ .,)
e .. . '~ - : :
00 ,
, .Con fines ' é l e identiflcacióri dé'la'calibraCióri secólócó,úná etiauetaautbadhesiva:dÉt::colórverde
.~L~~ 'P~;?· ~Ú ~d~,~i~f.· '(~ ;é:~ .libf,~f.i~~~\dép e il~~ :9¿LÚ ~O ',
,m'?ntfini; iento
y.co ~· s~ rva~ió~ '~ '~ri~ st '~u~~nio .~e f 1edi ciQ.n , ,
.' , tos
érrorés.~altá¿to~'se;'ericue(¡tf~n'd~n'trci'de'lqs· erTbr~s m,á~¡mb~permisibles
segú n
la ,Nó'rm{t,áieméHla(Eichorclnung)'
só
:: · J1::1, 'pa~~t~frr i()m :~ t~?;>
' } L V , , ' , , : ' . ' . ' , . . . . . ,
;:.,' -, -~;;
. ,
, ,9 ',
'- ')
.~
,
{~
.,' .:.. '
, : ,
5,1
20,5, 20¡0
40,D
-o .s
0 . 2 2
t -
, 40;5.
~O,5
0.22
,i
..
.' :: '
,.\':
Tell)'piii'r~t~rá.'~ó~ve~ci;'~a¡ fÍ~~té'verd~der~' Indica~ió~,c\~IT~~mórt{~tr~,+c,cirrección
, 1 .• ,~~ .• ::. -~• ,_ o , ; . /~ ' .' o , .' , _ _ . _ ' . • ( .. , ,~. ~ _ ~
FINOÉLDOéUMENTO
,'~ ';,.: ', ,:,S '~Ry ISLo p~,:C~L1BRACIONL ABO:RAt()~J(:>,s, f\fS ,.<\ '\ , , , ,
r Av.Belisario Sosa P.elaéz~1417,Urb. Mateo Salado e Lima Teléfono:' 3375744 Nextel: '106*3962
, '; E~ai.l:,f~Jcfr:mé.s@,~eéalab,com Web; VMw,~e~ál~p':S9m' ,

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 43/89
Página
SERVICIO D E CALlBRACION y LABORATORIO.
~_.... ~._ ~ .._._~1? ~'9~..:?:f2?1 . _~.~~._,,._ ..•._.
Av.Belisarlo Sosa Pelaez 1417 Urb. Mateo Salado - UmalTeléfono: 3375744 / Nextel: 106*3962
Email: [email protected]/ Web:WWw.secalab.com
CERTIFICADO DE CALIBRACiÓN
SLL-214-2014
Expediente
Fecha de emisión
107-2014
2014 -05 -6
1.
SOLICITANTE
E Y C METALlKAS SACo
DIRECCiÓN
AV. EL BOSQUE N 500 URB. CANTO
GRANDE SAN JUAN DE LURIGANCHO.
LIMA. LIMA.
2.
INSTRUMENTO DE MEDICiÓN
MARCA
MODELO
SERIE
ALCANCE
DIV DE ESCALA
PROCEDENCIA
TIPO DE INDICACiÓN
CÓDIGO DE IDENTIFICACiÓN
MEDIDOR DE RUGOSIDAD
TESTEX
2804$-10
FHT700
O - 0,05
in
0,0001
in
JAPAN
ANALóGlCA
MRG-001
4.
LUGAR DE CA'uBRACIÓN
FECHA DE CALIBRACiÓN
2014 - 0 5 - 5
SECALABS.A.C.
5. CONDICIONES AMBIENTALES.
MAGNITUD
TEMPERATURA
HUMEDAD RElATIVA
INICIAL
21.3°C
79%
FINAL
21,3°C
78%
6.
MÉTODO.
La calibración se re$liz6 tomando como referencia el Procedimiento de catlbraclon
de
comparadores
de
cuadrante (usando. bloques)
PC-014 del SNM-INDECOPI.
7. PATRÓN O.E MEDICiÓN.
Se usó patrones traza.bles a la unidad de longitud, ternperaturay humedad; calibrados
por
el SNM - INOECOPI.
INSTRUMENTO
O IV .O E E SC A LA 1
CLASEDE EXACnTUÓ
N· DECERTIFICADO
RESOLUCIÓN
Bloques planoperalelos NO TrENE GRADO: O
lLA-C-022-2014
SNM-INDECOPI
Termómetro Digital
O,l··C
±[0,05%+
O,3'C]
LT~2fi..,2013
SNM~INDECOPI
Micrómetrá Dígita
0;001 mm
:t2¡.lm
ll..A-542-2013
$NM-INDECOPI
Te r r noh lq ró rne t r c dfgital
0,01
C ;
0,01 %
±1,5%I± 0,4'C
LT-125-2014
SNM-INDECOPI
H e , T . :0 0 1
1 de 2
Este cer ti ficado ref le ja los resultados
obtenidos
en.
l.
fecha q¡Je fueron
realizad.as: todas I.a~medtcicnes y en
las condiciones que se practicaron.
SECALAB SACo
no se hace
responsable -de
los perjuIciOS
que
puedan producírse de;bíd9 al 'uso
inadecuado de los instrumentos
cañbrados.
SECALAB
S.A.e. no se
respcnzabihzara
del uso inadecuado del presente
documento
/
¿~~....
.7
Jose
e mJti.a.Nin ...
uanca
rencla Té ica
•
APROBADO~CUN

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 44/89
•
SERVICIO DE CALlBRAC10N y LABORATORIO.
Certificado
N °
Página
SLL-214-2014
2 d e 2
8. OBSERVACIONES.
El equipo presenta errores dentro de lo permitido según las especificaciones del fabricante, siendo el máximo error
permítídofe de z 0,2 mils.
Para una mejor lectura se dividió la mínima escala en cuatro partes iguales.
La incertidumbre de la medición se determinó con un factor de cobertura k=2, para un nivel oe confianza de
95
Con fines de identlñcaciónoe la calibración se colocó una etiqueta autoadheslva de color verde.
La periodicidad dela calibración depende.del uso, mantenimiento
y
conservación del instrumento de medición.
9. RESULTADOS.
Valor Patrón
Valor Patrón
Indicación del Equipo (')
Error de .Indicación
{mm)
tin)
(in)
(m In)
0,.054 0,0021
0,0021
0,0
0,153
0,0060
0,0061
-
0,1
0,254 0,0100
0,0100
0,0
0,350
0,0138
0,0137 -0,1
0,504
0,0198
0,0198
0,0
.. . . .
0,612 0,0241 0,0242 0,1
0,755
0,0297
0,0298
0,1
0,919
0,0362
0,0381
-0,1
1,030 O,04~
0,0406
0,0
1,203 0,0474
0,0473
-0,1
{'} Valores promedios de drld>JectlirO$
Alcance deerrof de Indicaclém (f.) :
Incert idumbre del .•rror de indicación;
(m
in : mili pulgadas;: mi/s)
0,1 rn in
0,1 mln
FI~ DEL DOCUMENTO
A P R O B A D O :JC U N
Av. Belisario Sosa Pelaez1417 Urb. Mateo Salado - Lima
I
Teléfono:
;33757441
Nextel:
106*3962
Emaíl: [email protected]/ Web: www.secalab.com
........ _ . ._._---------

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 45/89
i
1
L , . , _ _ _ ' . _
Metalias
PROYECTO
CONSTANCIA
SERVICIO DE GRANALLADO
y
PINTADO
OC. N°9100614
2.
CERTIF ICADOS
DE
CAL IDAD
ESTRUCTURA METALlCA
•
UNIO - 2014

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 46/89
}
I
1
I
1
I
~
SERVICIO DE GRANALLADO y PINTADO
OC. N°9100614
PROYECTO
CONSTANCIA
2 . 1
PINTURA
I
ESTRUCTURA METALlCA
I
JUNIO - 2014
l
I
1
j
I
I
I
I
I
I
•

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 47/89
•

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 48/89
~~
1>
•
.
.
~
~
\ : , 1 \:1
Q '
SHERWIN
W I L L I A M S @
Industrial
&
Marine
Coatings
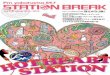
3.4
MACROPOXY 646
FAST CURE EPOXY
INFORMACION DEL PRODUCTO
~,;;~~'iJ:f¡(~l~~jf~.~S~~H;>'~[fl.t~tpEJ2n~~QDUQlf~4fi,t~~,;~*i¡
;i'i~~ti\~;fS;'iÍ¡$):'~~~;~~4·iº,~:~$lR =~qI91
;:NL)A~(jS;~5;·:>'·~;.
: ~ ' ~ : ; ( ; ( : ¡ ; 1 ; ; ~ : t :
MACROPOXY 646 es un producto epoxy modificado de
altos sólidos, alto espesor y rápido curado, diseñado
para la protección de acero y concreto en exposición a
ambientes industriales.' Ideal para aplicaciones de
pintado de mantenimiento y maestranzas. El alto
contenido de sólidos asegura una adecuada protección
decantas, esquinas y soldaduras. Este producto puede
ser aplicado directamente en superficies de acero
marginal mente preparadas.
• Bajo VOC
• Resistente a los Químicos
• Bajo en olor
• Resistente a la abrasión
• Adecuado para su uso en instalaciones inspeccionadas por la
USOA
Rev.
09/08
Para uso sobre acero y concreto preparado en
exposición a ambientes industriales como:
Maquinaria, estructuras Metálicas y Equipos
-Plantas Industriales en general
-Generadoras eléctricas
-Exterior tanques
-Plantas tratamiento agua
-Plantas celulosa
-Plataformas off-shore
- Plantas de energía nuclear
- Colores y Negro son aceptables para usar en inmersión
de agua -salada yagua dulce, no son aceptables para
uso en agua potable .
Acabado:
Color:
Sem i-brillante
Blanco, negro y variedad de colores
disponibles con el sistema tintométrico
Sólidos en volumen: 72%
+1 -
2%, mezclado.
VOC (Met. EPA 24): Sin dilución: 235 gIL
(mezcla) Dilución 10%: 290 gIL
Relación mezcla: 1:1 en Volúmen.
Espesor de Aplicación Recomendado por capa:
Espesor húmedo: 5.0 - 13.5
Espesor seco : 3.0 - 10.0
Rendimiento : (2.84 - 9.44
m 2/1t)
NOTA: Las aplicaciones con brocha o rodillo podrían requerir capas
múltiples para lograr el máximo espesor de pelicula,
y
uniformidad en
la
apariencia.
Tiempo de Secado a 7.0 mils húmedo y 75% RH:
(12°C) (25°C) (32°C)
Libre de huella: 12 horas 5 horas 1Y:,horas
Manipulación: 20 horas 8 horas 4Y:,horas
Los tiempos de secado dependen de la temperatura
ambiental y de la superf icie, de
la
humedad relativa del aire y del
espesor de la pelicula. En condiciones diferentes
a lo
indicádo,
consultar con el Departamento de Asistencia Técnica
Para repintar:
mínimo: 18 horas 5 horas 2 horas
máximo: 1 año 1 año 1 año
Si
se
requiere repintar con acabados distintos
ose
ha sobrepasado
el
tiempo máximo de repintado indicado, consultar
al
Departamento de
Servicio Técnico.
Para curar:
servicio
inmersión
10 días
14 días
5 días
7 días
4 días
4 días
Vida de la
mezcla:
10 horas 4 horas 2 horas
Tiempo de
Inducción:
30 minutos 30 minutos 15 minutos
Sistema Probado: (a menos que se indique otra cosa)
Substrato: Acero
Preparación de la Superficie: SSPC-SP10
Acabado: 1 capa. Macropoxy 646 Fast Cure
@
6.0 mils eps
Resistencia a la Abrasión:
Método: ASTM 04060, rueda CS 17, 1000 ciclos, 1 kg carga
Resultado: 84 mg pérdida
Intemperización Acelerada-QUV, Zinc Clad 1 1 HS Primer:
Método: ASTM 04587, QUV-A,12000 horas
Resultado: Pasa
Adherencia:
Método: ASTM 04541
Resultado: 1037 psi
Corrosión por Intemperización, Zinc Clad HS Primer:
Método: ASTM 05894 36 Ciclos 12000 horas
Resultado: Calific. 10 de acuerdo con ASTM O 714 para
ampollas
Calific. 9 de acuerdo con ASTM O 610 para oxidación
Resistencia al Impacto Directo:
Método: ASTM O 2794
Resultado: 30 in. Ib.(0.345 mt.-kg.)
Resistencia al Calor Seco:
Método: ASTM 02485
Resultado: 250°F(121°C)
Durabilidad Exterior:
Método: 1 año a 45° al Sur
Resultado: Excelente, se calea
Flexibilidad:
Método: ASTM 0522, doblez de 180°, 3/4 (19 mm) mandril
Resultado: Pasa
Inmersión:
Método: 1 año en agua dulce yagua salada
Resultado: Pasa sin oxidación, ampollas ó pérdida de
adherencia.
Dureza a I Lápiz:
Método: ASTM 03363
Resultado: 3H
Resistencia a la Cámara Salina:
Método: ASTM 8117, 6500 horas
J ~ ~ ~ '2 ,~ l i j t y v ¡ ¡ 7 i ,
•

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 49/89
Industrial
&
Marine
Coatings
3.4
MACROPOXY 646
FAST CURE EPOXY
INFORMACION DEL PRODUCTO
Acero I Concreto:
2 capas Macropoxy 646 4.0 - 10.0 mils eps / capa.
Acero I Concreto:
1 capa Macropoxy 646 4.0 - 10.0 mils dft
1-2 capas Sumatane HS Brillante 2.0 - 3.0 mils eps / capa.
Aluminio:
1 capa de Iponlac primer 0.8 - 1.0 mils eps /capa.
1-2 capas Macropoxy 646 4.0 - 10.0 mils eps / capa.
Galvanizado:
1 capa de Iponlac primer 0.8 1.0 mils eps /capa.
1-2 capas Macropoxy 6464.0 - 10.0 mils eps / capa.
Los sistemas detallados anteriormente son representativos
del uso del producto. Otros sistemas pueden ser también
apropiados.
*Para ambientes exteriores se recomienda seleccionar los
sistemas que llevan como acabado poliuretano Sumatane
HS por la óptima retención de color y brillo.
Los epóxicos se calcinan tizen cuando son expuestos a
los rayos UV del sol
Para inmersión en agua potable usar los colores Blanco y
celeste regulados según la NSF
La superficie debe de estar limpia, seca y en condiciones
firmes.
Remueva todo el aceite, polvo, grasa, suciedad, óxido suelto,
y demás material extraño, para asegurar una buena
adherencia.
Refiérase al boletin de aplicación del producto para una
información detallada de preparación de la superficie.
Mínima preparación recomendada de la superficie:
Hierro y Acero:
atmosférico SSPC-SP2/3
Inmersión: SSPC-SP10, 2-3 mil perfil
Aluminio: SSPC-SP1
Galvanizado: SSPC-SP1
Concreto y Mampostería:
Atmosférico: SSPC-SP13/NACE 6
Inmersión: SSPC-SP13/nace 6-4.3.1 ó 4.3.2
¡ ~ J~ l~ .e :~ ,~ U ~ J ~ ~ t\lE l l([U : \qQ :t :~ g lli~ J ~ m f~ fJ i~ ,ª.~ ~ ~ s t t
Entintado con sistema de bases y colorantes industriales
en máquina dosificadora. Se requiere un mínimo de 5
minutos de mezclado en agitador mecánico para
completar la homogenización del color.
Colores: Blanco, negro y amplio rango de colores.
El entintado no es recomendable para servicio de inmersión.
Temperatura : 10°C mínimo, 43°C máximo.
(aire, superficie y material)
Al menos 3 °C sobre el punto de rocío.
Humedad relativa: 85% máximo
Para información detallada de aplicación referirse al boletín de
aplicación del producto.
Envases:
Parte A: 5.74 Kg / Gln
Parte B: 6.12 Kg / Gln
Referirse a Hoja de Seguridad del producto.
Las instrucciones e información técnica pueden ser cambiadas
sin previo aviso. Contactar a su asesor técníco Sherwin-
Williams para obtener información técnica e instrucciones
adicionales.
•

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 50/89
Industrial
&
Marine
Coatings
3~4
MACROPOXY 646
FAST CURE EPOXY
BOL ETIN DE APLlCACION
Hierro y Acero (servicio de inmersión)
Remueva todo el aceite y grasa de la superficie limpiando con
solvente de acuerdo con SSPC-SP1. La preparación mínima de
la superficie es limpiando a chorro a metal casi blanco de
~... ... ....,.,- ,.. . ......,~~., ......-.... .... ........ ... ,,.. .- ,,.. .,.--..,, -.. .,.--.== =- .- .~
acuerdo con SSPC-SP10, limpie a chorro todas las superficies
utilizando un abrasivo agudo, angular para un perfil óptimo dela
superficie (2-3 mils). Remueva todas las salpicaduras de la
soldadura y redondee todas las orillas afiladas. Imprima cualquier
acero descubierto el mismo día que se haya limpiado.
La superficie debe de estar limpia, seca y firme. Remuevatodo el
aceite, polvo, grasa, suciedad, óxido suelto, y demás material
extraño para asegurar una adherencia adecuada.
Hierro y Acero, servicio atmosférico:
La preparación mínima de la superficie es limpiando con
herramienta de mano de acuerdo con SSPC-SP2. Remueva todo
el aceite y grasa de la superficie limpiando con solvente de
acuerdo con SSPC-SP1. Para un mejor desempeño, utilice la
limpieza a chorro comercial de acuerdo con SSPC-SP6, limpie a
chorro todas las superficies utilizando un abrasivo agudo, angular
para un perfil óptimo de la superficie (2.0mils). Imprima la
l. superficie de cualquier acero desnudo en un tiempo de 8 horas o
antes de que la oxidación superficial ocurra.
Aluminio: Remover todo el aceite, grasa, polvo, óxido y otras
materias extrañas con solventes de acuerdo a SSPC-SP1.
Galvanizado Antiguo: Requiere como minimo una limpieza
manual mecánica SSPC - SP 2 y 3 eliminando previamente toda
grasa Ó aceite presente y suciedades adheridas.
Galvanizado Nuevo: Lavar la superficie con la solución
detergente 80-1, dejar secar y producir una rugosidad suave con
un arenado tipo Brush off' SSPC- SP7 para mejorar la
adherencia del esquema de pintura.
Otros materiales consultar con el Opto. Técnico de S.W.
Concreto
y
albañilería: Para la preparación de la superficie,
refiérasea NACE 6/SSPC-SP13.
Las superficies deben de estar completamente limpias y secas. El
concreto y el mortero deben de estar curados al menos 28 dias a
(24°C). Remueva todo el mortero suelto y material extraño. La
superficie debe de estar libre de lechada, polvo de concreto,
suciedad, cemento suelto y. Rellenar micro poros, bolsas de aire
y otras cavidades con Masilla Epóxica 342-403.
Eflorescencia, debe ser removida lavando con una solución
al 10% con ácido muriático y después neutralizando
completamente con agua.
Superficies previamente pintadas : Si está firme, limpiar
superficie de toda materia extraña,. Alisar, las pinturas
brillantes y duras deben ser opacadas con lijado .de
superficie. Pintar un área de prueba, dejando curar una
semana antes de medir la adherencia. Si la adhesión es pobre ó
la pintura antigua es atacada, es necesario remover pintura
antigua. Si la pintura está descascarada o mala, limpiar la
Temperatura ambiente:
Minima: 5 °C
Máxima: 40°C
Temperatura de la superficie:
Minima: 5° C
Máxima: 50° C
La temperatura de la superficie deberá estar como
mínimo 3°C por arriba de la temperatura del punto
de rocío.
Temperatura de la pintura:
Mínima: 5° C
Máxima: 35° C
Humedad relativa ambiente
Mínima: 10%
Máxima: 85%
Lo siguiente es una guia. Cambio en presiones y tamaños de
boquillas puede ser requerido para las apropiadas
características de atomización del equipo. Siempre purgar el
equipo de aplicación antes de usar con los solventes
recomendados. Cualquier dilución debe ser compatible con las
condiciones de aplicación y ambientales existentes.
Airless
Dilución / limpieza Solvente: P-33
Bomba 30:1
Presión 2800 - 3000 psi
Manguera 1/4 (6.35 mm) ID
Boquilla 017 - .023 (0.432 - 0.584 mm)
Filtro malla 60
Dilución la que se necesite hasta un 10%
por volumen
Aspersión Convencional
Pistola DeVilbiss MBC-510
Boquilla de Fluido E
Boquilla de Aire 704
Presión de Atomización 60-65 psi
Presión de Fluido 10-20 psi
Dilución la que se necesite hasta un 20%
por volumen.
Requiere de separadores de aceite y humedad
Brocha
Brocha Nylon/Poliéster o Cerda Natural
Reducción no se recomienda
Rodillo
Felpa 3/8 (9.53 mm) con corazón fenólico
Reducción no se recomienda
Si el equipo de aplicación especificado arriba no está
disponible, se puede substituir por otro equipo equivalente.
•

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 51/89
Industrial
&
Marine
r t ' f A M 'M S Coatings
3.4
MACROPOXY 646
FAST CURE EPOXY
BOLETIN DE APLlCACION
Mezcla:
Agitar el contenido de los envases por separado si es posible
con agitador mecánico. Asegúrese que ningún pigmento quede
retenido en el fondo de la lata.
Adicione el componente A al componente B, respetando .la
relación de mezcla. Mezcle vigorosamente, si fuera posible con
agitación mecánica hasta obtener una mezcla homogénea y
sin grumos.
Agregue el diluyente solamente después de que la mezcla de
ambos componentes esté terminada.
Para preparar cantidades inferiores a un galón, mezclar una
parte de A con otra parte de B en volumen.
Aplicación:
A fin de evitar fallas prematuras debe reforzarse con brocha los
cantos, vértices, aristas y cordones de soldadura.
Cuando se aplica por pulverización, debe traslaparse la pasada
anterior en un 50%, para evitar áreas descubiertas y
desprotegidas, culminando con un pase cruzado, hasta
completar el espesor recomendado.
El exceso en la dilución puede afectar la formación y
aspecto de la película, dificultando la obtención del espesor
especificado.
No se debe usar pintura con la vida útil de la mezcla cumplida
Aplique la pintura al espesor de película y rendimiento
recomendados como se indica a continuación
Espesor de Aplicación Recomendado por capa:
Espesor húmedo: 5.0 - 13.5
Espesor seco: 3.0 - 10.0
Rendimie~to: (2.84 - 9.44m
2
/L) aprox.
Limpiar derrames y salpicaduras inmediatamente con
solvente epóxico. Limpiar inmediatamente después de
su uso equipos y herramientas con disolvente P-33.
Seguir instrucciones de seguridad del fabricante del
.solvente.
Aplicar una capa extra (refuerzo) a todas las
imperfecciones, cordones de soldadura y aristas para
prevenir fallas
prematuras en esas áreas.
Cuando use equipos de aplicación spray , use un
traslape de 50% con cada pasada de la pistola para
evitar poros y superficies sin pintar. Si es necesario
cruce la pistola en el ángulo correcto.
Los rendimientos y espesores están calculados con el
volumen de sólidos correspondiente yno incluyen los
factores de pérdida de la aplicación debido al perfil de
granallado, rugosidad y porosidad de la superficie,
experiencia y técnica del aplicador, método de
aplicación, irregularidades de la superficie, pérdida de
material durante la mezcla, derrames, sobre-dilución,
condiciones climáticas y excesivo espesor de la capa de
pintura.
La excesiva dilución del producto puede afectar en el
espesor de la capa, apariencia y adherencia.
, No mezclar material catalizado con una nueva mezcla.
No utilizar el material por tiempo mayor a la vida útil de la
mezcla.
Para evitar bloqueo en equipo spray de aplicación,
limpiar el equipo antes de usar o de periodos largos de
detención utilizando solvente Epóxico de limpieza.
Referirse a hoja de información del producto para
características de comportamiento y propiedades
adicionales
-Dado que no tenemos control sobre las condiciones de
aplicación o servicio de los productos, no aceptamos
responsabilidad alguna por los resultados que pueden
obtenerse en cada caso particular. En ningún caso el
fabricante podrá ser responsabilizado por daños
incidentales o consecuenciales, que puedan derivarse
del uso inadecuado del producto. Recomendamos
consultar folleto sobre Normas de Seguridad personal e
industrial en el trabajo con pinturas.
-Esta información técnica reemplaza todas las
publicaciones
anteriores.
•

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 52/89
)
)
Pag in a 2 ( le 4
. '. ,:' . <
. :4 ;,MEP IPÁS 'OE ,P.R IMERO ,~ :~% IXI l.lqS. ,;: í '\ ;· : ;;;'·· ,
..... ._......... . .~.: :.. .~~ .:;. ..•.. ~_ f..: -
6.-
M E D I D A S .
f iARA.CONTROLAR
.D E R R A M E S
O F \ , IGAS'
1 · , ~ : Ú [ ~ ~ ~ ~ , _ ~ : ~ ¡ ~ ~ r ~ : 9 ~ Y b 1 e ; ~ : , ~ ~ ª Y I E 6 ~ , ~ ¡ f : , , ~ ~ : . : : ; · : : E ' ~ : : '; ¡ ; ; t , · · : : : ~ ~ : ~ : : : · , j ; · : . : , ¡ :.
,/il,';; ii .C .I .AS i l:i~p iQ:N ¡~C h~19 1
~ : ; -:~ ' · , ; , , - : -: : , ¡ . . ;< ú ; / ~
. A é , e n t e s d e ekíinclón
Pr~8,dlnnl'Íli s.
e spec iale s
E q u ~ D . d . ' ; l'Q t 6 ~ c l ' ó n
~ ~ r f f i l 's ~ 'd ¡ { ~ ~ ' ( ) r 'f ; ' '/e .
· é i l if e \ e l · i ' .. ' .
W t~ ~ ,r i ~ ~ í . ~ ; r
~ ,~~ ¡~ 1 \~ ,;d i~m ~ f8¡,h~ ¡~
'Eq uIPo s 'd e . protecékin
'pénón a l•¡.•••.;..;
. .~., ...••...............•.....•..'.~:~h~
.Pr~~~pá~lOnlls ¡
Qma r
p~rlieirita~ daHo a l
~nnbl~rj te
M~tl>d,os
de Ilmpieu
Milttidode eUrnln¡c.lcln
N om Ííre 'q~ 1
F oq : n u l~q~ ;
éomf 0nen~.os
.WCAS
.N° N:U.
M elc hl de Re slna ¡poHannld a,xn tC ~ 'iti ~s, V ,7
N q'iip Ílca b le . . . .
X l I & no .
XI Jolm.o -29-7,Polla m ld,i¡
6,8410-2p:
c;¡ rg a~1 48C JM 6· 6
. ·ii6 3 ·: /} '
~o ';oqú l i nfco : seco ,~ sp vm a ,b IÓ ídd o d e éa r b ci Q o .
E nrd ~ l o 5 .en v ás e sci¿J :~~ t~ pa ra ev itar ;que ,ci\ éÍ s :r ev lh~t~ n.
'us ;r .~ ~ p~ ;~~ tfe~ $:,~ Ío t~ ~~ r~n f.d~i.>· '·v, . '
U se m at el ,,1 abs o rben t e A r ena li pale eo 'bai r aa ':d e p Ó slto l d e m eta l.
. E I prOducto rec,Q8ldo se d~be de J a(~n re~lp len\c~rn .e t á llc9 5 Ce rrad(> s pa ta su
.cJ lS PC lS ci pn final
p e
ai : y~rdoa l~ .r .K Ja m e nlácIÓ p· lo cal ;
· R e c ome nd ad on e s· tk rik a s .
P r ~~ a:uélo¡ , ,¡; s .li
om ár .
.
.
R~comend~cI()neslcibr.·
' . , pU ladon
se~u r .
..~~ :~~~~~.~e i~ ·
.En ib3 í~ r.s ade .cu .d ol
•
A lmacena r.lejo s de cu .••.qulúfue n ted e
Ign rcl ón y ,en ll ig a re s
v .ent ila do s .
,p
re
t ~J
¡¡1 9¡~ hv :ai ~s~ O nt ra
'cJá~o;,iíiIÚií(~an
en e r ' t e
rea '.q ulp Q$
cc n
t r
a
Incen di o.
· . i ' .. . . •• • .. . . .• .\ » \ . ' . . . . . . ,
'E VI ;~ riehérto n ta c 't oB l r e¿ t ocorÍ:t ii p~o(fucto po rJ ar go~pe iló¡J o s. Donde se .
. 'm an lilU le ' 1 ¡iiodu~tos'e·debeten.ibuena ventlJadón .'.'.
:~ I)á t 'ea s,s ln ' nu tha ¡;'liri 1Í; dad~y ,ho ;~ xp Jes (ó el ~n 'V as ea s 61 dire cto .

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 53/89
)
)
Páglpa .. .de 4
P á gi n~ 4 d e4
M~dlda { ll iÍrlj ¡> ' . /LaáplJcad ~riel 'l jo 'p;;$I~le(éri l üg l ¡ e ¡Yt\ot ll?dps.
'lbllld
d 'i'e ' : J. . .. .
'i :.' :' .· ¡ / :,: i:'Y;. :'~ '
ppS .. .• •.•. .•.•.}
.c,
' i\
, · · · · · · . · . ~ . ~ ;á . r n ~ I . [ Q ¡ .9 ' 1 . .. . .. · . ' . . ' '347mgr / l t (lmi t epe ri iíf¡II:iI~ :Abs() luto ;'6s1mgr / l t
' ; ' ( J t ~ ~ _ ¿ i6 ~ ~ ~ i . á , , ; '. : .~ ~ : , ; ;~ : ~ , ~ · ~ ~ ~ ~ :~ ~ ~ r i i á , : ¿ ; '~ ; : : < : ~ : :' : ;; : ¡ :¿ :r :~ :e.. ,,' ,' .
o >
',:0 ,' '-' '' '.
o;' .
~~I~~~
'A '~ ~~ ~
P h
T ~níp 'r.tyr
d~s cQmpÍl$I ·
propledad,vas
.t .I '¡~fldó
' d e
tt I'IlI'~a ~c'Ó~ :' ~el
prºd~ uct~
~kj$ ;r~SI~U ()$
'·r-l.(¡~ót~~sp()h.~e;
. < / ) ; ' : ::; f : , ; :~ 1 : : ; ' ~ 0 : < :: {i ,
';; Y :
'XllllnP : LrmÚ .e · ln fl r l o r.de exp los IVlda.d . :1 ~Iml¡esup~rlprde· .explosivldad:
1 ~ ~ ~ ~ ' : ' < , > : -· , : ,, , ,:<:~/< ,;~ ':', ::::., /i' :: ': ~/ .. , ~ ', ;' . :'-:,:'r, ;:; ':,
,' , ' ; , < :) : , ' ', '
., . .: .t :e $.X ~pg; .~s .py ~g ~@ (} ep'~e~~.e 1C~nde rr et péxp lot ar .
E1 l m ln a dó .o d e e n vs s e s
I'e lllltO .de .1\
IXP < )$ IÓ ll ,' . :
fu ,~t ~ .~ e ~h
Pre$lóll .dc f~
..,ÓliiJ, ~~d.A~
G a .v\ i~~d e l
(H~O}l)
5 lJu~lIhlad,•....
NC Hc i l so ,
m a r c a s
~i>llcabl.1
¡ './'/ ,U.
1263
lS ,· NO RM A S V IG EN T ES
.. . . . .. .. >::::.'~ ', .' :' ,',
N(lr l1a ¡ lnt e r i ¡ac lona le (
AA11~ab l e l
Norm as nacionales
ap licables
MÍl~¡¡
en ~~I<i~.ta
NV
N Ói 3 .82 , N CH 2 1 90 , Decreto 298/94 .
~~tabilipadPro :qiJc oe~\l¡ble :
~1 ),d lc lo ¡ l~ W n ~ v lí;i.r
exp, lÍe(~Lproducto. lIamasablert¡¡
só :~
I . tal
te
n 'ip~ taturas :
eV it a n .
é.,,,:.',
n••.•' .••
..•· .~ tMu¡ :; t9ii l: .~.e .· la
.~' .c; ,mp j l$i'
p r o d u c t o s
p:~~l~
tO lJ l twl t '16n :,~
Pol I l J l t r l.r adosa
J qha y~<r.:
l l • • I N F () R U O X IC O L Ó G IC A ... •
Toxlc' pa¡l 'a¡
T o .x ldC lá 'dcr le,
laf~ojila'td
po rl l) ge~ t ión ;~ r~Q&;¡ .: .~ D 5 9 ·~ ~Oll' 5 l \ dmg l~ g
Pue í: éd¡¡fjar,rlñ .one s :~ l J l gadQ.' .
•

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 54/89
)
Inh. laÚ ~n
'::~: ... •
l~~=,~:~l~~~:~.:~~.~.~~:~2.t~~~f,~~~, ,.:; ,..~,:..... ~.~ '>''''';-;'~ '~'''''''''''- '_''''''_'' , ,''_.•..
págjn~t < Ié .
4 .
.S i-Jt'R~l¡f lN~ :VJ{~ 1.MAM $ ~ ,·
r
'. Ti .;iad~ f al~f.d~do¡ un IÚ K .co nlr e f:e $C O y .~ ininistr,rQx¡ge o ,1 ,
: : . · ti . ~ ( 'e : . s~ ,~ '~ ·~ ; _ : ' ,: : : :' , : , : ',' : : :: . :, : - ' ,
,¡,:. :,, ::,~~~': ' ;,./:
, , : , . : ' . , . . . :'
; - « ~ V,~,,~.9Q ,~ ,~ ,ql\~ ai¡~ ·~Kúa:p;ú,~¡';o~¡, .~ i'ér~d~,? o .~~ .I.~~ y;o a .
, L~~~~c.d~':
~.~,y~:.dt;ip ~t,e
5: rn t t l0t~s '
'ml
t~l'i ¡ en d :b: ~ ,~ ;~ :· ~ '. rp . a:d?s .ble r~o5::
'. '; i ~ ~ ~ ~ g ~ ~ ~ J ~ f r ~ i á r ~ ~ i ~ ~ ~ ~ i ~ jd ~ ,h ~ k ,
~~ ~~ J ;e~ ~9~l t~ '~ ¡ :~ Pé ~ iéQ .·
.:. '~d .h -.y t' \~j,¡'ht5 '·~'p.cffrq, ;,'t
· no á
\e8ün .:.,¡pi Íl r,i,I,id el p¡;¿ie n i e,
u.~ ~~f~ ~t l~\~ ';;;;~ ~ ~ ~ 2~ ;: i.~.:,,;:;;· :.~ ~
M e jlJ~ . :# ••
r él . i $ 'P~ I,Y Qq~ iOO I,9 . e ¿¡';é~ I lU nl ',
O JÓ ~i ~Q
~qr t;i tir \e : /. ;IQ le pl•. <1.eJgyá
pu ed e
...: ,:. s~ (~f~ ~~ if',~f· s~:~*., t f üt ~ lii~ ~ rd ibi , ,:, - ' ': / .
:Pro ',~dln í .le n ~ ,: e ,ipe cl a l. es : ', ' .: .En ,. .· l,?{~nv. ,~ ·on:~$p ,~~ r¡ ev ita , que
euol
r. v le llt.' vpor · ro, 'v,po ~.~ '.,
'. ~~ ~I~,~,ep (ot ¿c Ó ~ ' .•
, : ~ ~ ; : : : % t 1 ~ ~ U Y W ¿ W { J ; ~ 0 < ; ~ : ~ ~ ; 1 : 1 ~ ' :
i~ ;ii;:;~~nt o : ., .'. .:
,tf( :iJA 'Q~ ·; OA T Ó S Q~S ¡:G U R I DA O ,
.últln i. - : .iúu~ lIta dón: B/Oi/U
':,.:;''':::,:~. :);,.:¡ <. . ~.
: C ; iO É N '¡ : ¡¡ ; ¡ C Á B ~ Ñ 'h ~ t ¡ ; í iQ b ,U 1 ¡ Q J : ~ R P V ~ ~ j) B í F : : ~ : ' :' : · · · ,, · : · · ~ ,:. _ ~ .. c '''T · ''' · · - · ' ' ;' · : ' ·- · ' · - ' · · ~ ' ': ''
C~i/IC A ~ ON ,N C h ~~ ii' .
.CÜ lSI F léA C IÓ .~N ¿h ': 219b
,.,,.
.'«,;.
,,~~J it~¡ ',G ¡~.T :pro ~úc ~~
S ij J W ~ ~ ~ t ~ ~ ~ 4 ~' . '
N '9rni ;/ed . ¡' I fÍr o ; o e ~ oi
~ ~ A A ? ' ~ f W ~ ~ ~ w i (
...l~:~~.~~.~::~~~~'$~f:~': r
; - . ~
2 : : ' C Q M p 9 : S ~ ; ~ Ñ i ¡ ' N : G ~ ' i ; M ~ ~ V f ~ ~' : ., , ; ' : c ,:, , :; ;:'eL ,
)
1 6 . . M E C > P A S PA I lA C ,O N T R O L A R 6~IlIÍAMES6~VGA~'
...,- . . ',,::,;,' ... ;<......... ; ::
Med~~a, de :em ef .g enc la
.. .. '
;~q (jI~ ¡,.,· ~. · ¡i(9 t ecc¡Ón
'M'~Q'ry~1'
~t'eQ~uJj'ac'¡'on~s:a fo'~ar,:
pa ra .• vit dañ o .1 '
.~n ib len te .. . .
M é t ~d ó . • .
(j.
limp l~ a
Méi~d~de'e ll~ I~.ci6n .
¡>
f
'ri'·
,NÓó1b,~ qú ;ii c~ '.
~ ;'r~ ;,¡l~
uim l' ~ ' .
~~t:~n.'~ ' ''I,'~ I~ '~P~ 9'
;~ ~ t?n } iB, ~ \y¡ 'OI :,R; ','il )aE p'6~i c~~ '
~~e,~d.d.ql;~,jJr~x(e.j:..
. Á ~ i ~ : ; ; ~ ' ~ ~ ; ' ? I ~ I ; ~ < \ l C J ~ : , . ,' , . , . ' . . . . , . : : , : , ' . , . , . . . . '
-C e to n a
108.-10'1-;B uta no L7 1-36'3;
Epox l e a
25036'2S:3;·exte,ndedores 14807..
9~'6,4so s, sO .7 .
lÍú
N N'U,
· . -,M · ¡¡Il.t éng· a5 e J~ n:'.dire cd6 :n
c p n t r a i i~ -: a l 'vi en tó - ;
yen t ilc t:(á/e~~ab·tlend.o~p.uerfas.
. ' ~ r : n ~ ~ ~ ~ : ~ ~ ¡ i ~ ~ ~ t r 6 ~ ~ ~ t i ~ J r i ~ ~ ~ ~ r j ; ~ : t * : ~ ~ : ; ~ ~ ; Y ' p ; o t e c t l ó n · d.bjo~,.
.. J ' h~ :V pi~S :~ F lá ;9v~ p~ ré¡ ' p ~r '~ IJ á te .I),pe ~\~ ta.y· poc ye .n'I ~ ' c l ó D : . n 1 P
e ~, ' .
· éq,i lp~~ ÍJ R j i pm9,. . '. , . . . .. . ' '. .•. .. ' ' •.. . ••.. .• .•. .. .•. . .. • . . . .
ln ip~ ¡ji ;ci 'u~ ¡ j e sw gue e~10.,lIlenm d~ 'lc.h r 'f.l li ~~? ,rí o ~ i. ,~ 5 0ma ',
V iQm~ t~ r .1 •.b'oib. '1fe( ~r e n .s),
p,lee
o b.rra:~ 'J~ ;~ s¡t;;{B em~ .L
tI pro d¡ 'C t~ recogido
s~~·d'eb~'· ·~i~jar.en
e cip ie A t~~'nl~1á I¡· co~ :~ ·e r~ ado s·
ar a
su
.di,S pos ¡c: j6 .n·· ~na l~dea c ~e~d,o .A~ .,~c .ut rd ,C J :. a :,IC l
e~l~f, ~enl¡¡~¡órioc al .
3 lDE ' l T F C f\C IÓND E . L O S ,RIE S GO S
'~ '_.:'A ''''''''''< ~ '· ;.7 _ ,, H ,,: ,,:'' ' 'r '''. ·' ' ' ':_ '' '···-···
,;',
r 7 : : · 'M A N ¡p Ú iA c iÓ N : ¡ ; A L M A 'C E 'N · A M iE N T o · .. ·' · · ,· · ' ~ · ,. ,., .
':.~
.
:
.••.¿~ . ~••.•••••~.~~•••• ••:..;••• ~~ .• . .•
..'
;;~
0 ~ f ~ ~ 1 ] ~ : ) ~ ~ ~ I I ~ ~ ~ ~ ~ ~ j~ i i : i : , ; ; ; ' ' '
, I{ecbin~n.d~éfones
í~'cnl¿i'(' ~Ati1.\~~·~~i~f
~j~s:~~.~.tü~lq·V¡~(·f~~0 tee,
igr;i~¡óo.J.n
ll ga(~fy~0tíl_ado~.
.' • p r ~ t : ü ; : . ~ ~ n ~ , l · . ~ .o
r n
. _ / .- . ' . r : f # ~ 1 ~ : s e f ; ~ , a ~ ~ s ~ 0 ? ) 1 ¡ W ~ f : t o : \ , i ~ : J , ~ ~ s : · ~ , .~ ; ; ' ~ f r , ~ t : ,c : .q p ¡ n o : c o n l r .
R ';f9~ér id. áciQn e j
lol í;~.·
; ,E vi\~ r
t~ n~ rco ñt '9. tod lr~ .c~ ó
~ on ~ l .pi .t idu o to · il.q 'r
;rgó s p~r io¡ jbsi
sar
. ,~ ~ I ¡ ;~i .d4 n . .
eJ u,r . . . . ,ii¡ '¡¡¡: í i6iQ,'pip t~~ ~ I~n qurr1 íI '/g úán (éi : d~ N IJ r lq;y¡ iJ .¡ ca~ cJ l~1 9n e slo :
. . .., . . . . · · a~ ~r ' ~ q',?t 'l pí ~~ . 'r : ¡S p' r .9 ? .~ :o n 'Q( ro .~ :fi~r ~~ ~ R ,~i iiso Jg á ~ ~e ¡,• .. . ..' . '
· .Cond lción's.ae . . E .n .4re.•
ül i'r1'qcha
hú med,d,.y ..nQ .ex p·ue 5\ oe Veny e a .s ol 'dl ree lo ,. (u g . r e ,:
.~ ¡ni · aéen ~m len i.ó.;
l. •
· · v en t ¡ j í f d 6 f : ~~ c : ca t i ci .6i ~ · ;o l~ · ve í ~ r~ l J ¡ o .sit~d bl 'l;O Qs'al\61
co~ ;.~ I :p:r o d~cto · en
. . . . , . . ~ ; ~ : ' e ¡ ; i ~ ( . q ~ i e
u ~ ~
a b ~ r : ¡ ¡ u m e nt o d . : p,~il óilCo ;lS áj¡ d d .
producio
Em balajes '
adecua~o~ · : ErT 1P'le; ~ f nvas e s
m e t á ti c c s .
;p;~
jj 1 ,
> - . ( . ; .' ~ ' . :' . :
,~·:,::·· .: ,~~¡i<;~..i.·~·:J.y.·;~i:.~;.'~.~.',.;.,·. :_,..-'.: .;. :.,:
bífi;C ~ eI P¡ ; ~eiÓ ii(d .l { [~Q Il9 .iii.r ii.~ r ,ei: l\;Y
~fillda' 4e
. :
. f'
...
j
.
· :

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 55/89
--.
-. -_ .. . . _ . . . _ . ... .. • , . ----_.
. SH gR W ÍN., ;:W ILLJA MS .
8. ,tÓNrRQL 'Oe ·EXPosICiqN
1PR Í):r ~CélÓNES;E¿¡f ti' ,',
~.v~ ~ ,,..;,;:;~ :;~.~':~? ~.:'; :M.:.•.•~.:..:••
; .. ,. · :J , •• .•
~ ::':.i~~:'i;;:~~;~;~: ';; ,; ~; :'~ .J_-:,:.;~:;·~;~-·. ;;,..;,~::.;,..:~;~~,•
,_:-,i; ..
·::_ ~·f~:·N~ : :::~ ~:. ~ ·~~:~~,,:,~v: ~ :_
. ._'. ''':'::.'. i ,',''','''' . . '; '>:'(':{: ; : :'~: ; <. :';::':'> ', ,:, ,
,r - , : ' : . : ' ~ . ~ ' . : , . '
• l\¡ 1~d ld~~~ .~ t . ( .d~ drl ¡. · . t. hpl ic a ,16~~t lJppp$lbl q~~ b~ ~~ t~ n lu~ a r e$ 've~ tl la~O ¡. l\ ¡1 a~ té i 'éfee rr~c lo s
, · . ; ~ ¡ ~ ~ J ~ 1 ~ ~ ~ f ~ ~ ~ ; ~ I J . ? : ' ' ' , : ; : ~ , ~ ; t ¡ : f ~ l : r : . t r ~ ~ ~ : ~ : : : ; i : { ~ : ; : r : : \ ~ ~ ~ : f ; ; c ~ ~ e : : , , ; ~ e ~ ~ ~ . ~ ; ; i ~ , . ,:
· ( ~ f ~ i ; ~ t o \ ~ ~ ; ; , ~ J t h · , t ~ ~ ~ ~ ~ · '. . . ' .
D e b Ím bU en a v e ~ t l lacíQ ;l
na \U(.IQ .tom pa
. - ,, , . , ,- -- .... ,:
r
I
I
I
P á~l ;a 3d e 4
~ . ' P R oPI E D A D E ~' F fsICA ~ .Y,C~ .u f M ICAS
, ' .
iflE /? wm · V t ( I L tf } l, Y J $ • .
}-.l .•.•1 : . ..
Pági na 4 de 4
Y I
l .
r
¡
I
I
I
,~:; •••••• .; •••.••• , .•.•• '.~ • • : ~. ~ •• •• • ; •••••• ·:~' •• ,; ..,H . •• ' - ,; .. i .. , , ~ ~ ; . ' ~ ~ _ . , • • . ;: • • .. .
. ~s ta .~~ .fI ,\~ o
~ f : l :~ : ; : ; , f : r . ~ · · ·
d~~ ~~ m p.iH J~ I~
pr ~~~ª~ .g~ ;~xkí ~~ ll ias .·
it el íl róA Q'
yegq,o .
J B ~ á : j ' :
r.vedad .• ~~dfio.
J ~ . ~ ? : ~ ) , . . . ,,
50J~p lId .~e j,. .gy ~
T .; n lP ~ iltu ): ll.d e
aU to lgn 'í ;¡~ ¡¡:
~.: : _ ~-/~:;.(:~
': .
D e .n .i ld~d '~O 'C
, ;. . .. . • . . • ,.. ,..~.
'
,
. _
. • . .
;
;
,~,
• ..; . . . . . • . . .
~
. . . . .
:;
• . . ~.~,_.:.:.
•.
-,.
..
;.-.
·· 'L 1 Q Ui d O. .
. ' . · ;:~ ~P );~ ~~ f;t· $rt iU rO A ióm .fl~ O .
.N .~ :$e 'ér iú jM t ;~
cO \l inform ací ó' ,l.
'N ~~ Ú ~ ;;IO Si V Ó ,c
...:. .' ,,,'
.ÓÓ»
Vá p,o te s' s~ :pu o ¡j¿~e .te ride r y e ncence¡'\i lo l ént am en te ,
. ,, : ; ; .,~ ; . . ' , .. .. .. 1 >
: . .
. N q ' ~Q ub lé~~ ag ¡, a :
. 5 3 .S '
IA cetcn a ).
.1.56,
10. E S T A B ILID AD YIIEA C T lVI D A D
· r i ~ ; ~ íN F O R M A C ¡ Ó ~ 'T o x t c 'o [6 ~ ' ;¿ A · · ' · F - '- - ;- ' '' - 7 ' '- , '- .> . . - ' r:
.~~c..~~:.;:~ ~;;- ,,,
.',';;.i~ • ::
.~ . :: ·;':;-' --4: ; ·;' ;;'[:;' ¡ '~ ;,¡ ';.~:· :-i;' ~·
'~,~Fi...;~:~.---•~; , . ~~ : - • ~ •• ••~ ;. ••
,~~~ . . ~~-_.~.:_,,-~~. . •. . :
.
~
.¡ ..
. ,
E~, ~ ¡' lJl da,
C i'Q d i,do n e ',qu e
de pon .
::~ :~ i;~~ ,~ ,~ I~ ;~S~;~~I'·
~ i~ .~~,? {P.
,9 .S ~ I;~h ) ,: ' : ,, : , _:: : ~
. •. ~ ~ ~ J i ~ ~ f ~ r ~ r ~ . ~ : .~ ; . : I~ ; i}
- /r ~ t~ i; i ¡~ :~ S .t ~ lj ,~r ,~ .), '.
i'_; ,:
prg du c,o
.j'''lil~
si so ~ Im a' .n a y m i¡n .J ~ · 'Qr lec t.m . t .¡.
E ~ i \ ~ r ¿ ~ p 9 C /c I¡ l r ~ d u , tQ. , ' l a l 1 ). s .b . l cr p so . á l ta ~ ; t~ · , , p ,~ i ,a , ¡ y [ , . ,
~ > . : , : :
.<~;/;-~_:~-;://.
~ '.;:, ;;¡ .
. .'
.;;
.
•
<lÓJI.ilt1~?~ .u y ,Q ,a ., .• . .:
T9~Icld~?t ó.nj,.ode .
. .> ? r ~ ~ t ~ \ r { ; ~ ~ : ~ : : ; : ~ ¡ ~:
t 3 ~ ~ i i : ~ ; r i A d i ~ ~ : ~ j ~ : i : : ''
,·E 'n.,,~~¡~ I.~i~ ~~H ,s. 4J iá;~ '~ '~j~;h~~;ó ,:'
. , : i ~
~ : ~ ~ & ~ i ;~ . d e C Y ~ d ; , e ; a é g ' ; ~ ~ . d O.
,Ef~~o:,· tób, ~ilmb i.n' .
N 9 (S .e.< ;u~ ' 'I~ ':on · ¡~ .rof~ 3 dó n al _
e sp ec to . .
t .~ : t i e .~ :· p '~ .~ :~ · d i l1 .~ :~ ~ ,~ )~ p ~ · ~ i~ .O ~~:n rfl_u.~:, íli. r~~,co(.~C '~flt ról ,cJ~;Ú s•
;(:;. ,
.
113 C O NS ID ER A C ION E S s o e R ~ D I S P º~ í q Ó N FINA L '. . .•.. .. > , ; '
~_;' ;; ; ':~~'~ ',,~ :,:,,:, :: . .~~ ~~ ¿; :::;-;~; (~f :: '; '; : ; ¡ ' . , .~ ; ; :, q ,.. ,- r .• ~.::~;~,~'~::.:~,>~:.:~;;./+;;; ~., ~'~'~.;-.;•. .:_.>~,,~.~;~::.,;~:~
~ . \ r ~ . , : ~ > , ~
:~ :, .>.: .,
.1
M ~tt\d~ d~
el mt n~tJ.ón
dei
P.~~~ü~t.~~~
J~~.r:e,s.~~.u'~~:
~ lIm ln aclór y .. d 'n v •. ••
Ei p;odu ctc rS epu¡'de
e ll m lna rÚ gú n
la .n or r n a tlv a
IOC lL 'R e comé #b l~
f nc ln 'p' Í '~ /: . . : . ' -' : .. ' :.. , . . . . . . . . . . . , : ~ : . .. - . . .
~ i ; ~ ~ ; i ; ; ; ; ; : ~ ~ j ~ : . ~ : ~ . : ~ : i : : : ~ : c : ~ : . n
~ ~d .;QS
UI O ;II ~do ,po r lo s
'• ' .
N C H 1lQQ; m alc as
apiklbli
~ ;N : u . · .
. 1 2 ¿ j
r i5 : ~Ñ O R 'M A S '¡ ¡ iG i iN fE ~ '
.,.c, __ ,. ._ ..•... , .. ' - ..• ,' ,.,-, ;. ..• -,' ., .._ ..
. . • . .. •..
,.,';
NOri 1~S in t er n ac J on a lo s .UN:
~P I ~,I't . . . ' . . _ .' . .'
N o rma . r'( JQna l~ ' N .a:¡ 3B ~ ,N C H • 190,J;leüetir 298/9 '1, O S 5 9 4
'~~ ? .b ~~ ilíq ~ .ta~ : : . '_ : , . . .. •. 'P .i~ ~~f :O I~fii~í ~~ i. ,Si ~ se .3
.·d • . _,~- ,
.. S li~ ijWIN :Wilt lA ly1s< C ';IL.~
5 '1\ :N O~ f } fA C ER ES PON S A ,B l¿
S I EL
PI ÍO DU CT O ~ Ó fs ¡eM PL (A D O D É AC U ER D O
. Á IA scJ )tC O ,iEN DÁ C IO N E5 'F . N T RF .~A DA $¡ EN lA HO JA bE DA TOS O t.SE (;Uf llriM ~ ; ij ,É:T ~ R lVl iN A RAS
C ONDiC ION ~5D~ U $OAP RO PIA PAS ' D ELPR Op Úer O ' DEP EN DE ~ D.EI.'JS U M IO '. .

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 56/89
.'$ {tM~ft1li;J; .~ :¡I :~ ' f¡t~~
. . 'o ,. ' :;
. , .5 fU i ~ V J f lN , . l t V I Ú U i , l,M 4 i q. . .
Pág i na2de 4
Pá g ll1a ~ H ~
4
)
. ·H .OJ A D E:'O ILS l;GQ ~iQ~ O
o',:',.:'
.,¡ ,. ,- . .
.J :~~~~~~~~D E 'PR IM 1.f~ ~ ·WWJ;;~ :~~ :; -~ ;~J~~~~~~
.; .
. . ;UltjÍ1),a,ilttü~1 ~áí:ló :7~NJ/12'
'/.· .' ' 0 . /,, · .'.,C ,t, · .. i ~:i ~::: { h::\ (} ~). : :: ~: :~
l't:¡6rii1¡~.6~~.i;~~~~Cl-~Y:~~~~~~~~~:~~~:''''''''';''':'-~~c._.~~~=~:_:'•.....
= ~ :. . _ - - -l'
.+- . •.~..... __. ,,,..w,,) '--, 'k'.~_· ..«~••~2 ~,1::~~~~á L~~:::.i'i~~~.;......~ A:.~. .~~.~.-vy w- .y~ ••~_. •••• :. ••••••• ••_ ••__~ __ ,
1 2 .,
C O M P ( J N G RE OI.E N T ÉS ;
< , ' . ' . . - : .
'':_-'~·'''··~-·''- -·.··''''''''··'-' ·'''-~~~ ·~~·_-' ·~·~·'''-··~T
· .~.~~~~.-;;':'7'7·'-:n<~~ : ·'~..,.~- .·~.•
~l< ,.,'.,....•-·..,A~ ,·~, ..~~_.._•
,wm -
i¿ '; ;';
kC )· r iI~r••. I'i
;c~~ rC ~ :~~[~
Ii Ím ,lir jl~ •.~C r
N ombre ' lu
F~rm u 3qu
C o ~ , p . o n ~ i 1 0 S o 5
N ' C AS
N 'N .U ;
I~ ;.,;~gífj~ :3 .~~<,~~s~~~3 .~ i~ · · ·~J~G,~L ..~ ,~.~ ,,_ , •. .•..• .:., : _ ~ ~ t c : = L ~ = ~ _ ~ ~ - = = , I ·
~ ge r i t e5 .d '8 e x t 1 n c I 6 . n : Po l:qU f;Ic~ ;~ C ~ ;:~~ ;~ ~~ ;P I Ó X I ~ :de .t:~ ~~~ : .~ :nl ~ b ¡a
de
ag uapue de
,.. ~ r~f e c\1va :p~ r a~s te
tjpp
a~ ln' t nd los . . .. ..
J ' ; o ~ ~ . i i ' , I ~ · n t ~ : i i ~ 4 ~ . . ~ < \ ~• : ~ . ; ~ W H i i ~ · ~ ~ y . ~ t i f f < 6 . ? : ~ , a . ~ . ~ : p ~ ; ' ~ · , í ~ ' i ~ f ~ ~ , ~ < ~ ~ ~ é f f ~ . ~ j ~ r J . ~ ; n ..,
EqulpQsA e:pro tec clón ' ' \JS< lrropa :qu (se ,pyeda'quftar'YeQU PP3 ljtó nornO; ' ' ..
. .. • . • '. ' • •• . . • .. . < . , . . O ., , ,, • oV< , , • ~ ': y.: } ; \ ; ; : ~ X '{ : ~ ' - :~ ; ,,: : ., ,; : .~. . ~ ;~'< :.-. :. ,', ..•.•.•, .
<., .-' ,
e~ ~ ~~~g r:~~ ;~ :;~ ;~ P ,~ ,~ ;R ~ ~~, *~· --::;•:.•.
f ; · ' : : : · : ~ ' ~ ~ T - · ~ ' ~ ~ _ · · ~ : : ~ : , · J
M lidld á~ ,d~ .'m e r genp la ..
M ant ~ ng ~~ e en ,d1 r ecc l:6n c o n tr~ rla al v ien to ,
v e ,nt lle
e l
ár e~
a l¡ rle n dp pue rt as
./;.:'>')'-:'~ >/;'>'; :> ¡ < y ' v e r i ta r ú í s , 'n o '
de 'bé't\ abe r' c h iSP a S o lIam as'aPl er ta$,
. . ~ 9 J jI P ~ $ ; d . ~ P \ ~ t~ ~ J i~ A · ·y ~ ~ r : ; ~ W ~ : c i : g W '~ G ~ ~ ¿ ,~ ~ d ' q u ~ ~ ¿ I ~ V , 'g y ~ ~ t ; ~ '~ ¡ i ; t c i~ ~.Y · ~ ~ ' ¡ ) J ~ ~ ; · · ~ h . a x ·
pe ~O ,nal ' . . PJ e s e nq~ ,~e ,y aP9 r.es ,p ,Qr , a lta t empera tu ra y,poc a v~[ lt lla~ lón .ell 1ple ar .e q\ llpo
a
u
tO
n
c i Í l 1 ? : ' . . ' . . . .
,,¡ •..•..•. • .... .... .
'11n '~d lr.~ii e ¡de 's~a~g~é '~ ; ; I c isl~ iema~d~ ' ~i¿~~ ;a ;rltÍ~d()i;io;, l agoso m~i,
,,,, ,;,~~t~~~\¡;'(.
· ¡ : ~ ~ ~ ~ t ~ ¿ ~ . ~ · , : ~ r 1 ~ ~ ~ .
AC IO N NC i
ii
f i ..
,,' ~lO ~ .:
} < '0_ > ~ \; '< :'~ ~ 5~ '':, ',' ,
;C fU \S IF I C f.Sl ºN N q)~ 21 90
' .. <~¡ '
'n g ~$ti ~b¡''';' '':C \''
N dt;s :'p~ r~ :~l .m ·Ú ko'••,. ~ , < . ; ' .~- •f .
;~
:QI '\ iV e ~ t~~PJ ~.•..
· ' ; · ~ ; ~ ¡ k l i ~ ~ ~ ; ~ ~ ~ -
~ 'M{X '
M ~~ clad<lX IIÓI ,B u tan o l X To lue no ó
~~ ;~pIlF ~ble
X llen o ,liutano \v T ol ye no , .
X ll e no (13 3H O ó7) . 8 .U ,lo nol (71 '36 .;3)yT o lueno (108'88 :3)
12~3
Pr~6~ ~ ¡p)lcio n ~s
f to ' ¡; ; ' ; . .
par a
e vl t . r~afto 'al
am bie nte .
M 4 i~ d6s de llll'p leza
M é t~ d~
; i e .lh ';inacI6n
f~ 'j DE Ñ T .iiÑ ili .iiL ~ f~ ~ s T -'-~ ;,;· · :;::: · .,J ~ ,~ ;---'· · '...
; ,: ; .: 'c . . · . . . . . . .. . ' , • •.. . .
j
.~--...- .--1: . . -
o• • • ,
>
.. . . ~ , . ' .: o :> :,. :_~r/ :· )~ A :'> .
s~r l~~? F (:
C on ta cto :ee s .
I J g é ~ ~ í ¿ n. .•
.paj~ '~ '(0,~rite
· pe lig ro .s.OS I
O t r o s .eJ\ g
,¡ · j C~-~~~~~:--1
'lJ ~ rn ate rla i'~ ¡;5 br ¡;e~ t ~ '¡;tiÍ e na i, a l e e ~b~~ r~ '~d~~6; í t 'ós de m e tal ,
' E i
p 'r b é t u ~ t ~ '
';'~¿ g ld~~~d~¡;éd¡'J~r;~¡; :;~~i 'pl~; ;¡~ ~-;;;~t'á íicol~rra dos para su
d lsp'o s lc .16n~ I.~ a l.d~ 1c ~ ~ .rdo ,a 1~ ,r e g l.~ l)1 e~ l~ cI6nI ;.>;. al ,.,.
....p
[7;:·~:f:[[ '~~~ i~~ ~ ~~~ ~~Jt~~~~~~ .··. · · ··c .~:._ ' ..~ '- : ~ . '; ~ : ': ;=. : ~ ~ : : _
= = . ~ ' - , = , . , ~ = J
.' 1l~ ,C pJ,l \~ .p~~
lo n~ sl ~c~ica s ..
ÁI Íl)~ .ce
r t¡ ¡r le J9$ae ,~~ lftU I,erf~e9 te de Jgqlclóny en
I~g a
res v e( 1 tl .lad
o s. '
·~; ec ~~éíhhe$~~ · t6~~r.' . ., . · · · · · · t ~ f ~ ~ .~ ~ ; ~ ; '~ ~ a ~ ; f · c e ~ í ~ ~ : ~ ~ ~ o i : ~ ~ í c ~ ~ : .~ a n ~ ~ n e ' r , ¿ e i~ a ~ .~ q ~ 'P ~ s .~ o .~
E l I l \a ' , ; ~é
ri ,e( co i) ar: to dke cto
cQP 'el pro duclQP o t
la rg o$ 'pe
dp iJos ,. U sa r
an ieQJos :dé:p:r9 :ec ¿ IÓ~,qul m ICa,'g, ar ites .deiNl t 'rlló 'y: :¡na fco ndlclone s'lo
',· ·· ¡¡~e~ lia q'em p'~ ar,resPJrad?r.~o rifí ltro '$.pdr~. '~poreS Ot ~~n ICO S ,
En~ r't ;~; '~l n n i u c h ~
hjJ '';;~ d~dy ,,¿~~pC e;to .~í :~ ~Y ~~~ ''~; O I
(i k : é to , lugares
Ve n¡lIa d~s ,
pjec auc t¿il
.con
v~ hfé'ulós
e staCl9 nado s:al sol con.
el ~ ¡ir o duct o
.en
su lnte rl ór y a qué , puedeh abe r ¡¡U rnentQ' dé
preslón.co n
s.11Ida'ile prod uc to
po r la
,toR a:
PO('le .r s e~all zacI6n:N O F U M A R '. .
Em 'íi 'I~ ~ 'r
env~:;;;6~ :~ I~ ?;,' '' . ,
' (
- :
~~ cO rne ~aclÍ>nes s¡óbr ~
m anlpu laclÓ n s e g ú ra
.
Co ndl.lóne sd e
a lma c e oaml o n to
~ e )lSJ ;o s. :pal ~ ;~ e :,~~ ~ .~~ :qh ~ 'i•. .. ,. .. . .. '.' . ' .. ,é;\/' ;:;;~ '. .
lr jhá la ~ó ;t .
· P~~ ~~ 'é~ \l ~~ rdo qr ~ 9S sa ~ ;~Ja. i'f~~ lrªc ,qp ~~mE Y ~~~ ; t .R~ rdldade ,
.. ......J~~ j~~ f~ ~ ~ ajj~ ~ ~ ; ~ u ,~ ~ ~ ~ ~ ~ ~ ~ '1::~*~ ti~ .~ ,
ái /vÓ r'iiitq .$d91~r· · g eX ab ti; ~ ipéfdl da .d , t.c(1cJe 'r lc la :
P l .f e 'd ~ ; a r e 'h iá r : ¡~ V ld ~.~ b u ~ i l~ ~ l ri K ~ l t ~ s ~ b ~ ¿ ; f { t ; : .¡ t I 6 g l s : '·. \ ,
: } u á n ~ T ~ , b J I ~ ~ 1 : ' ,j' : : : ' : ' • • • . .• . '.
,U lfa ex p.osl< pnprQlongada.aLpfod ucto ¡pue cj e~ au'sa rda~b a rl ñon e s e
. hf g~ do ; 'Persó 'nas ea 'ti '. ie :c~lbn 'e s :pu~ cina re s.he Pá tlpl s no de
b e
ex po n er se ,1 1
producto : . ,;: :;,., ' ,..;¡: .
E m b a la je s~decu.dos
•

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 57/89
$f tUfJ .• t lt li t ( . i : A ~ M I · · ·
)
Pagina. 3de 4
SHEfiWt{ J W [t;LI:A :MS ii, ':
. ,- ~ . ,; .~ ;,;. .' ¡; , • • . , . ~ ,.~ : , ,. , • • ; : .~ ••; . ' - , ;
1 · · · I .~ C O N R ~ P o i í ~ 1 6 N T iú r O tE ~ c i ~ Ñ t ~ ~ E ~ ¡ A ¡i i J' ; ; 6 iX ' ' ; ; 7 '~ ~ ' :/ ' : ; ; ; '
/;; ;;,$lI11)jpill
z~ :lóri .~ . e r g lc a
7· n)gr ( I~:tf~ i~~ ;flérmi~Ibl~·A bsolutO: · 65 1;.
~gr/rt'.
a ' : Y ~ 'p 'P te' ~ ; 9 ~g i , lj , ¿ s ,~ ~ 2 0 n. .
, o;
~~nf ~f'~~ h'pN t~~ ~I~?I~¡'~ ta L... ' ,;
D :eb k~í Ú
i ué~;~~~t l ac lÓ ¡;
natura lofÓr l~dÍ J .... .
)
P ág in a 4 .de 4
En lapiel pl ' odUC :6' ~ qlJ~ ,d
~ : I~ \ i ~ a ~ , I, ? n J . ; '
'''''',0' .~
i9. ~PROPIE : I S ICA5 ' (QU l tvWC A S
..
, - ;:. ,', . .
- , . :; :'
..
'
P.~~Á~í8ÑiS$(J~REº lsp6s¡Ci~N .f í ÑAL ·· · · .
Te ,p~~a \Jr
d~ 5p~m p:psl
~r~pl.p,#~~
N06,? lpblc~n a gua .. '
10. -
E S T A B I RE Á é r i l ll í 5í\o
Mét odo déelí ,l -at lÓn .de L
p r odU = ló
e , n ·
lo s r e s i duos
~lmln~ ; lÓÍ \dQ~milÍ$~
tI . c roduc to . se.puede .e t ím tn ar s~ 'íi ún la.normat lvalocal ,R e c ome nd ab l e
i nc i ne r ar . '
'd isp one r
en
venede ro s¡ j~ t o r l .ado s
por
lo s
' .,,( .,
l4,,' JNfOmA~I,Qrt~º~~~.~ ~ ~ ~ º ~ W € . ' } ·
.N CH 'Ü 9 0 ,
ma rcas
a p l i c a b l e s '
tJi'N :U .
· · · ~ I ~ l 1 q W ln i t e l n f t i . oi · qe .~ ~ p l o ~ N 9 .d . :¡ ~ .~ l i n l t ~ 'S u # j i I o r p e ~ ~ p ~ I \ 1 d á < l ~
l~ .,r- ¡O R~ A S VI~J,NT E $
Normas
In t e rnaciona l e s
a p l i c a b l e s .
No rmas na clón .a .les
.¡i llca .bles '
Ma r e ,.
e o e t lq u e t a
¡iro .d4~ t o · e s t ap l~: '.
El/ l t a t expC n er - el :
p
rcducto . a
Ilam ~5 ¡j ble rt a SQ a
it.s te m
p e ra t u
ras ;
PrÓdiic t o.l n A a l11ab le;dase .3,
1263
NC H38 2 , NC H2190 ,D~ c r e .t o29$ j94 .
p r o d~cto '
I n fi
a m ,
aq le ,
.C1 ale3 ,'
,• ~ . . y
- ' i li ;; P T R Á S '¡¡ ;¡ · F O W A c io Ñ e f '- - · . .
S H E R W IN - W I L U A M S C H IL fS A N O ,S .E H A C E f i E S P O N S A I l L E $ I E L P R b b U C T O N O E S E M P L . E . M íO .D ~ A C l J C I\D O
A LA $R EC6MENDACIO NE .S E N T R ~ 9~\? A ? E~ ::~ ;'H .ªJ~ '~E P AT OS .tlE~ f§yl \Ib~9 ,pEJ E ~f1INÁ~'U .S
C Q N C l ¡ 9 ~ N E s .b É U S O A ~ R Q ¡ , í A 9 ~ C lE . L ~ i~ 9 8 , ~s T Q : ? i r ~ É N D E N 6 E b y ? q ¿ r rJ iÜ ; ; ;, , /· · · : , . · · · .
roxldd Jd~
Tox lcld ~dé¡\e
la rgopla ,o
P or i ljge A M .( j, Gradp. .3:
kD5 p. ·50a
500m(JIkg
p~ed e ;dA ~3(r l i jpQ~~ .eh lga .dó . . .
•

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 58/89
r
'- ' -_ -T
i W •••• - _
.
~ --1
'.
-
t
~
•
i
,
I
,
l
I
i
:
,
Metali
i
I
as
~
J
'
i
t
i
J
,
PROVECTO
i
1
•
,
1
f
CONSTANCIA
i
1
I
SERVICIO DE GRANALLADO
y
PINTADO
í
¡
•
~
+>
oe.
N°9100614
~
' 1
I
1
1
f
I
f
}
2.2
1
I
•
i
•
1
I
·
1
GRANA L LA
t
•
I
I
t
•
1
. ,
1
=>
í
i
t
t
•
I
ESTRUCTURA METALlCA
J
I
I
i
I
a
I
f
JUNIO-2014
1
•
i
~
I
s
I
,
i
·
I
I
i
J

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 59/89
0 ·::4~ · 9 ~ Q17:: ?
_v.~~ .·v~
OR(ES):
:
CHA DE EMIS10N: ORDEN DE COMPRA:
I
j
j
1
I
¡
¡
1
¡
1
~
~ = = =
l = = = = = = = = = = = = = ~
UN10AD DE TRANSPORTE f¡CqNDl;GTOR
.C.:
f
\
¡
..
l,
---11 ~
¡¡
1
= = = = = = = = = = = = = = = = : : j
TRAÍ'.ISPORTISTA
: = ._ J I
~ y c J<
. . l··
------~/
M O T IV O D E L TRASLADO
i tSlON ARTE
GR A :FiC C SA . ::
~{:¡ ; to r iVl ;: ,(j ~ jH c; .3.Z-'Í ·$urq~ ?fl k l ::tU.e:&i~1 64 3 : 3 5 . : i ,Q
¡A Z 7 :? 1 6 7
Sff i;EO O DEiA ..
.: n
_ ;1 1 .S ,O C .- U
F.L ) .; ...J ; ;- 2C1 . ? ¡ U f .
- S U r - # i T -
9oS3t ...53 2 01j
Nombre:
D E S T IN A T A
1 0 . Z o n a p r in 1 9 r i a
1 1 . im po rt a c ió n
í
2 . E x p o r t a c i ó n
T f f i s í a d ú d a Q i ~ i e s p a r a
r a r ~ s f a r m a d ó i1 LJ
1 3 . O t r o s : . .
~l------- ----------

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 60/89
) .
\
'
.,. ,j :' ./
,, : ,1 . ' /- , '
CERTIFICADO DE QUALlDADE
C ER TIF IC AD O D A CA LlD A DIQ UA LlT Y C ER TIF IC A T E
W Abrasives
N° P596
'Cl lente
I 9 1ie nt e I
Cus tomer :
Material.'
M a te ria l I S p e c s:
LINDERO 8.A
S
280H
Data I Fech a IDate: 20/11/2013
N.F.
n°
IINVOCE'
60086
Peso
tPeso I
W elgh t:
10000
KG
..... ;;.,-..:;-, , . ::'¡-
A ' ''''1''' 'Q' ';';';-:;- 1;;;¡'~/'-'1 ..
r . : - . • • • ' . '
'' '1
'6
':'é , · . . , , 'I ·' Á i ,' l' ,dIO
/'''S\/t-E'''''-:--82'''/,'~'9'93' , '.' :......,,:,,. '.,,'
, . :: : , : ,k . , . ' •. ' . :' , ' : : '
l i l a l s e \. \ J , Im l , c í ¡ 3 ;
~na/SS:.:.¡qllJi1/qp,~.I,~\6r,1
m l c a ' ,n 'a y s I S \ d 9 '~ i, tn , l ~ . : , ( . , , ; ; ' , . .
,·l .', -. -
· ·X . : :: ; ;; · · · ' . : : :: . ,
C
I
Si
I
Mn
lemento
E le m en (o I
Element
p
S
Especificado
E spe c il lc a d o ',
Spees.
0,80 - 1,20
>
0,40
0,60 - ~,20
< 0,050 < 0,050
1 : · tr . ; Q , ) B . - ( : : , ; : ; :r : : : ¡ v .· . : , r . : \ ? : { ;: ; ;; : ' :: ·• : : : · ~ · : , t. : n · 'J h ; ; ~ P ,q r ~ z ¡ ;¡ ? k Q .q r ~ ~ ~ ~ f h A · a 'r d r i 'é · § § : ~ .~ c .1 $ ~ .9 : : ~ t ª g .7 i t ( p r i } ~ ,~ .~ , ,% ;~ l\ E ~ 1 0 1 : ;: I ~ W : r ~ * '
~t ;: : } : :J : :r b : U r : i , '. . : ' .
< : . , : ¡~
Especlfl¡:ado I
Espe c i f i ca d o
I ~
90% e n t r e 40 ,0 ~
51 ',0 H Rc
·N°Penalra /.M
T o m i z
Sleve-N ABNT
16 18 20 25 30
0,71 0,59
>
85
>
96
), , ;i
Trinca Disforme
Gr i e ta s / Craeks
. Deformidedes I Mishapes
<15% <5%
Abár tu ra
I
Aber tu ra
Q l l im n . g (mm)
1,18
0,84,00
Especificado O < 5
Es pe cl f lcado . l
Spees,
li( i , j { ;: i; ; . :; ·, . :' . ,; : ' f : ' ,
t
' i , : · ? ' t t ¡ ~ ' : ' : ~ ' ; : ¡ : · /: :y ; : · :/ , ,¡ o ;. ~ iX ; ; ' ; \i : ; ' { ; i ;W 1 0 ¡iq ~f e i t 9 W iiq @ l~ ,~ tQ .~ ~ 1 H E fj e fl 3 'C s )i ?1 9 ~ § : k ~ J~ ¡, ~ ~ .: ~ ª : ~ : r : : /, : : :~ '0 1 ;
Cav idade .P oros ldade
C a v i d a d I ~ .Po r o s i d a d i Poroslty
specificado (Máximo)
E s peci f ica d o (M áx im o ) I
Spees.
(Maximuml
<10%
10%
Obse rvacóes / Ob se r v a c i o ne s:
I
Obse rva t ions :
APROVADOI
A PR OBA DO I
APPROVED:
- f o , , , [ , . \ ' ( w J ~ _ ,
. . E s (e la T em e s ht ro - C o or de n a do ra d o C o n/ ro le d e Q u al /d ad e
e
Si s te m e
•

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 61/89
i
I
~
l
I
I
I
I
I
1
1
~
•
i
I
I
I
~
1
~ I
I
i
i
I
I
.. .- '1
~
j
t
•
i
¡
I
I
1
I
i
i
SERVICIO DE GRANALLADO y PINTADO I
OC. N°9100614
I
I
.~
I
I
I
1
f
1
§
I
t
I
I
I
, -r-rl
•
Metali .as
PROYECTO
CONSTANCIA
3.
CONTROL
DE
RECUBRIM IENTO
. ESTRUCTURA METAL lCA
JUNIO - 2 01 4
1
L

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 62/89
Metali
.as
PROYECTO
CONSTANCIA
SERVICIO DE GRANALLADO y PINTADO
OC. N°9100614
3.1
PROCEDIMIENTO
DE
PINTURA
ESTRUCTURA META L l CA
JUN IO - 2 01 4
l
•
J

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 63/89
ITEM
PLAN DE GESTION DE CALIDAD
PPOOXX-ll
PROYECTO CONSTANCIA OBRA: CR 29650
HOJA 1 de 16
PROCEDIMIENTO DE TRABA JO
FECHA
04/06/14
PREPARACiÓN DE SUPERFICIE Y APLICACiÓN DE PINTURA
Revisión 01
-ROCED1M IENTO
DE PINTADO DE
ElEM -ENTOS
M ETAllCOS
CLIENTE
: COSA PI S.A.
CONTRATISTA : FIRST MECH
NOMBRE
CARGO FIRMA FECHA
Ing. Luis Avila
FIRSTMECH.
tt
04/06/14
Proyectos
Sherw in Willi ams Perú
a
ng.Ricardo Martínez
Sub-Gerent'e de Planta y
/. .- '
04/06/14
/ . .. --f;i
Dpto. Técnico
.
../
Ing. Fernando Campuzano
Sher wi n Wi lliams Perú ~
04/06/14
Representante de Ventas
:: t~ íú.o
COPIA CONTROLADA N 1
da en Vigencia:
FECHA
MODIFICACIONES
•
1
DIRIGIDO A
REVISADO
ELABORADO
POR
Fecha entra
p
POR
EDICiÓN

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 64/89
PREPARACiÓN DE SUPERFICIE Y APLICACiÓN DE PINTURA
PLAN DE GESTION DE CALIDAD
PROYECTO CONSTANCIA OBRA: CR 29650
PROCEDIMIENTO DE TRABAJO
INDICE
1. OBJETIVO
2. ALCANCE
3.
DOCUMENTACION DE REFERENCIA
3.1. NORMAS Y/O ESPECIFICACIONES APLICABLES.
4.
DEFINICIONES O TERMINOLOGIA APLICABLE'
S. ESQUEMA DE PINTADO ESPECIFICADO O RECOMENDADO
6. EJECUCION
6.1.
PROCEDIMIENTO DE PREPARAClON DE SUPERFICIE
6.2.
PROCEDIMIENTO DE APLICACiÓN DE PINTURA.
7.
RESPONSABILIDADES
8. INSPECClON
9 .
CONSIDERACIONES DE SEGURIDAD
Y
MEDIO AMBIENTE
10. ANEXOS
10.1. CALCULO DEL RENDIMIENTO
10.2. CALCULO DEL ESPESOR DE PELlCULA HUMEDA (EPH)
10.3. OPTIMIZACION DE LAS PERDIDAS DE PINTURA
10.4. PROCEDIMIENTO DE RESANE
10.5.
CUADRO RESUMEN DE APLICACiÓN DE LOS SISTEMAS DE PINTA
PPOOXX-ll
HOJA
2 de 16
I
FECHA
04/06/14
Revisión 01
•
DO
2

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 65/89
1. OBJETIVO
PLAN DE GESTION DE CALIDAD
01
PPOOXX-ll
PROYECTO CONSTANCIA OBRA: CR 29650
HOJA 3 de 16
FECHA
04/06/14
ROCEDIMIENTO DE TRABAJO
Revisión
Se elabora el presente documento, donde establecemos los procedimientos de preparación de superficie,
aplicación de pinturas y control de Calidad, para el pintado de los elementos metálicos abajo descritos,
realizados en el taller de la empresa EyC Metalikas a solicitud de First Mech SAC, siendo el cliente final la
empresa Cosapi S.A. con referencia al proyecto Constancia.
PREPARACiÓN DE SUPERFICIE Y APLICACiÓN DE PINTURA
1.- Reducción de Ventilador de Tunel de Recuperación (01 pza.)
2.- Bastidor de Ventilador (mesa 0.36 m
x
1.31 m
x
1.65 m) (01 pza.)
3.- Bastidor de Silenciador (mesa 0.33 m x .89 m x 2.20 m) (01 pza.)
4.- Puerta de acceso (Fija y Movil) de ducto deTunel de Recuperación
2. ALCANCE
(1.80 m diám.) (01 jgo.)
Este procedimiento es aplicable para la preparación y aplicación de pinturas en superficies de acero nuevas o
en mantenimiento que conformaran el proyecto en mención de acuerdo al sistema de pintura establecido
para cada caso. Es responsabilidad del contratista cumplir con todo lo estipulado en el presente documento.
3. DOCUMENTACION DE REFERENCIA
3.1 Normas V/o Especificaciones aplicables
• Especificación o contrato.
• Norma NTP ISO 9001:2001, Sistemas de Gestión de Calidad.
• SSPC: Society for Protective Coatings
• ASTM: American Society for Testing and Materials
SSPC SP1
Solvent Cleaning
SSPC SP2
Hand Tool Cleaning
SSPC SP3
Power Tool Cleaning
SSPC
SPll Power Tool Cleaning to Bare Metal
SSPC
SP5/NACE W1 White Metal Blast Cleaning
SSPC
SP10/NACE W2 Near-White Metal Blast C1eaning
SSPC SP6/NACE W3 Commercial Blast Cleaning
SSPC AB1 Abrasive specification/Mineral and Slag Abrasives
SSPC
AB2
Abrasive specification/Cleanliness of Recycled Ferrous
Metall ic Abrasives
SSPC
AB3
Abrasive specification/Newly Manufactured or Re-
Manufactured Steel Abrasives
SSPC
SSPC
Vis1
Guide 15
Guide and Reference Photographs for Steel Surfaces
Prepared by Dry Abrasive Blast Cleaning
Métodos de campo para la extracción y análisis de sales
solubles en sustratos de acero y otros sustratos no porosos.
3

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 66/89
01
PLAN DE GESTION DE CALIDAD
PPOOXX-ll
PROYECTO CONSTANCIA OBRA: CR 29650
HOJA
4 de 15
PROCEDIMIENTO DE TRABAJO
FECHA 04/06/14
PREPARACIÓN DE SUPERFICIE Y APLICACiÓN DE PINTURA
Revisión
SSPC PA1 Shop, Field, and Maintenance Painting of Steel
SSPC PA2
Measurement of Dry Coating Thickness
With Magnetic
Gages
ASTM
D4285
Standard Test Method for Indicating
Oil or
Water in
Compressed Air
ASTM D4940
Standard Test Method for Conductimetric Analysis of Water
Soluble lonic Contamination of Blasting Abrasives
ASTM D4417
Field Measurement of Surface Profile of Blast Cleaned Steel
ASTM
E337
Measuring Humidity with a Psychrometer
ASTM
D 4414 Measurement of Wet Film Thickness by Notch Gages
ASTM D4541
Standard Test Method for Pull-Off Strength of Coatings
Using Portable Adhesion Testers
ISO
8502-3
Loose particulate present on a steel surface
prepared for
painting arising from blast cleaning
4. DEFINICIONES
4.1. Especificación
Se refiere a los cuidados tomados en el pintado de una superficie, teniendo en consideración todos los
factores posibles, para que la protección sea duradera. Cada proyecto presenta una especificación que
prevalece para la ejecución de los trabajos de preparación de superficie, pintado y evaluaciones a realizarse
a las estructuras pintadas.
4.2. Sistema de Pinturas
Se refiere al Tipo y numero total de capas a aplicarse a un sustrato, en un orden predeterminado.
4.3. Contrat ista
Organización responsable ante el propietario de la aplicación de las pinturas.
4.4. Registro
Documento que provee evidencia objetiva de las actividades efectuadas o de los resultados obtenidos.
4.5. Registros de Calidad
Son el soporte, bien en papel, microfilm o archivo informático, donde se reflejan y anotan los resultados,
de naturaleza variable, que son consecuencia directa o indirecta de la ejecución de actividades
relacionadas con la calidad aplicada a la ejecución de la obra.
4.6. Archivo
Medio físico (fólder, carpeta o similar) o informático en el que se mantienen y conservan los Registros
y/o documentos resultado de la aplicación del Plan de Gestión de Cal idad.
5. ESQUEMA DE PINTURA ESPECIFICADO O RECOMENDADO
•
5.1 Preparación de Superficie
Limpieza con chorro abrasivo Cercano
blanco
SSPC-SP10/NACE N 2
Perfil de Rugosidad 2.2 - 2.8 mils
4

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 67/89

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 68/89
01
PLAN DE GESTION DE CALIDAD
PPOOXX-l1
PROYECTO CONSTANCIA OBRA: CR 29650
HOJA
6 de 16
PROCEDIMIENTO DE TRABAJO
FECHA 04/06/14
PREPARACiÓN DE SUPERFICIE Y APLICACiÓN DE PINTURA
Revisión
SSPC-SP6: limpieza mediante Chorro Abrasivo Grado Comercial:
Este grada de limpieza se puede
definirse camo aquella en la cuot, la suciedad, cóscara de laminación Herrumbre y las materias extrañas
han sido completamente eliminadas de la superficie. Se permiten decalaracianes a sombras causadas por
manchas de corrosión, óxidos de laminación
o
pequeñas manchas de restos de pinturas viejos en un 33 %
por cada unidad de órea de la superficie (aproximadamente 9 pulg
2
, es decir un cuadrado de 3 pulg x 3
pulg).
6.1.3. Requisitos
y
aspectos generales en limpieza con chorro abrasivo
• Antes de los trabajos de chorreado abrasivo se deberá evaluar la calidad del aire comprimido según la
Norma ASTM 04285.
• Para análisis de la calidad del abrasivo, si es arena o escoria se le deberá realizar análisis de cloruros,
para superficies expuestas al ambiente se recomienda que el abrasivo tenga una concentración de
cloruros menor alOa ppm y para superficies que estarán inmersas menor a 40 ppm.
• Se realizara la evaluación de los abrasivos no metálicos (arena y escoria) de acuerdo a la norma SSPC-
AB l .
• Se realizara la evaluación de los abrasivos metálicos (granalla) de acuerdo a la norma SSPC- AB2 y
SSPC- AB3.
• Verificar el diámetro de boquilla y la presión a la salida de la boquilla. Para obtener mejor eficiencia la
presión debe estar entre 90 alOa psi.
• Realizar la preparación de superficie con chorro abrasivo cumpliendo con la Norma especificada para'
cada sistema de pintura.
• El perfil de rugosidad recomendado para este proyecto es de 2.2 a 2.8 rnils. .
• Se recomienda que las personas que realizan esta labor cuenten con guantes de cuero a fin de evitar
la contaminación con sudor.
• Al término del chorreado abrasivo, se debe limpiar con aire comprimido para eliminar
todo.los
restos
del abrasivo' de la preparación de superficie. Se recomienda tomar las referencias pictóricas
correspondientes a la calificación de la cantidad de polvo residual sobre superficies antes de pintar en
clases del O al 5 según la norma ISO 8502-3, se podrá tomar como criterio de aceptación la calificación
las clases del Oal 2.
• En el caso de las superficies tratadas con abrasivos no metálicos (arena y escoria), se debe verificar el
concentración de sales remanentes en la superficie de acuerdo a la norma SSPC - Guide 15. Los
valores admisibles son: para superficies inmersas y enterradas < 3 ppm, para superficies expuestas al
medio ambiente < 7 ppm (referencia SSPC- SP12).
• En zonas de las estructuras donde se realizara el empalme con otra mediante soldadura en obra, se
recomienda encintar los extremos con cinta Masking tape (2 pulg), para minimizar daños en la pintura
aplicada.
6.2. Aplicación de la Pintura
6.2.1. Equipos de Pintado
Los equipos de pintado con que cuenta el contratista deberán estar en perfectas condiciones para poder
tener una aplicación sin problemas y lograr la optimización de la cantidad de pintura a utilizar y el tiempo
de aplicación. Debe considerarse lo siguiente:
• Elección de método de aplicación de acuerdo al tipo de pintura
• Contar los manómetros necesarios para la visualización de la presión de aplicación (en caso de usar
equipos)
6
•

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 69/89
PLAN DE GESTION DE CALIDAD
PPOOXX-ll
PROYECTO CONSTANCIA OBRA: CR 29650
HOJA
7 de 16
PROCEDIMIENTO DE TRABAJO
FECHA 04/06/14
PREPARACiÓN DE SUPERFICIE Y APLICACiÓN DE PINTURA
Revisión
01
/ Equipos Airless (sin aire):
Una buena selección de boquilla y la presión adecuada del equipo ayudará
a que se obtenga mejor rendimiento y un trabajo de calidad.
/ Equipos Convencionales (con aire):
Es importante considerar equipos de presión con una buena
selección de las boquillas, casquillos y aguja en función al tipo de pintura a aplicarse. En estos
equipos para obtener una mejor aplicación se realiza una dilución mayor que en los equipos airless.
También se pueden utilizar
105
equipos de succión ( vaso )' sólo para resanes puntuales, estos
equipos tienden a pulverizar mucho más la pintura, debido a que se trabaja con mayor dilución.
/ Brochas y rodillos:
Deben ser resistentes a pinturas a base de solvente y adecuados para la
aplicación de capas de acabado. Estos dispositivos son usados para resanes en zonas puntuales,
aunque el acabado no será igual al aplicado con equipos.
6.2.2. Condiciones ambientales
• Tener presente las condiciones ambientales para el pintado
/ % Humedad Relativa < 85.0
/ T
o
superficie < 45.0
o e
/ T o superficie - T o rocío ~ 3.0 o e
/ Velocidad del viento 8 Km/h
• Las condiciones ambientales deben ser tomadas en cuenta para toda aplicación de recubrimientos, el
aplicar bajo condiciones ambientales no aptas, puede traer consecuencias de falla de
desprendimiento o un acabado diferente al esperado.
6.2.3. Preparación y aplicación de pintura
Una vez preparada la superficie, limpia y seca, se procederá a la mezcla de pintura y aplicación del sistema
recomendado, bajo las siguientes recomendaciones.
•
La preparación de pintura debe realizarse en recipientes totalmente limpios. Se debe homogenizar la
pintura por separado tanto parte A (resina) como parte B (endurecedor)
Adicionar la parte B hacia la parte A y homogenizar con agitador eléctrico o neumático tipo Jiffy, por
un tiempo máximo de 3 minutos hasta que la mezcla tome una apariencia uniforme, agregar el
diluyente sólo después que la mezcla de ambos componentes haya culminado. Filtrar a otro
recipiente con una malla 30 a 60 o telas de Nylon.
En este caso el kit
dela
pintura tiene 2 componentes. Homogenizar la parte A (resina) adicionando
lentamente la parte B con agitación mecánica constante. Agitar hasta obtener una mezcla sin
grumos.
Realizar la aplicación con un traslape de 50% de cada pasada, si es necesario cruce la pistola en
ángulo recto. La pistola siempre debe estar perpendicular a la superficie y a una distancia de 25 cm
para un equipo convencional y 30 cm para un equipo airless.
Es mejor aplicar el recubrimiento con luz natural, si el caso requiere el uso de luz arti ficial, esta debe
de tener una luminosidad mínima de 530 lumen/ m
2
de preferencia luz blanca
Al exceder el tiempo de vida útil de la pintura (pot life), se genera una variación de su viscosidad
perdiendo sus propiedades de humectación y nivela miento, por lo que se deberá desecharía.
El curado en este tipo de recubrimientos se cumple alas 7 días a 25
0
C y dependerá también de las
temperaturas de la zona.
•
•
•
•
•
•
7
•

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 70/89
•
PLAN DE GESTION DE CALIDAD
PPOOXX-ll
PROCEDIMIENTO DE TRABAJO
HOJA 8 de 16
FECHA
04/06/14
PROYECTO CONSTANCIA OBRA: CR 29650
01
~ _ _ ~
PREPARACiÓN DE SUPERFICIE Y APLICACiÓN DE PINTURA
Revisión
6.2.4. Aplicación de la Primera capa ( BASE) Y Segunda capa ( ACABADO)
Macropoxy 646.- Es una pintura epoxy modificada autoimprimante (base y acabado) de dos componentes, de
altos sólidos en volumen, el cual otorga una excelente protección de cantos, esquinas y soldaduras. Su rápido
secado la hace ideal para pintado de estructuras y equipos en taller, así como en el montaje. Tiene buena
adherencia sobre superficies marginalmente preparadas.
• La mezcla necesita un tiempo de inducción de
15
a
30
minutos antes de ser aplicada.
Brocha o rodillo
Hasta
20% E-704 60-65
Equipo Airless
Hasta
10%
0.017 - 0.023 2800-3000
Equipo Convencional
no se
recomienda
dilución
6.2.5. Capa Refuerzo ( StripE; coat ]
• Una vez que se haya culminado con la preparación de la superficie y pintado de la primera capa de
pintura, se deberá reforzar los cordones de soldadura, bordes, pernos, tuercas y zonas de difícil
acceso, con brocha, por ser estas zonas puntos crít icos de fallas prematuras del sistema de pintura.
• Un refuerzo en cada filo, borde, canto vivo y cordón de soldadura es comúnmente especificado ya
que las pinturas líquidas tienden a fluir fuera de estos lugares. Esto es resultado de la tensión
superficial en la película de pintura y el encogimiento de la misma durante el proceso de curado. Si
esto ocurre, la película de pintura cercana a los bordes será más delgada que en el resto de la
superficie y el resultado puede llevar a una corrosión prematura en dichas áreas. Esta situación puede
convertirse en crítica cuando la pintura falla en las tuercas, bordes, ribetes y cordones de soldadura
porque estos son los que mantienen las piezas juntas.
• El 5tripe Coat debe de ser aplicada después de la primera capa y antes de la segunda capa de pintura
para cualquier sistema de aplicación, con el producto de la siguiente capa.
7. RESPONSABILIDADES
• El contratista debe contar con el personal técnico idóneo en preparación de superficie y aplicación así
como también de equipos de inspección calibrados y en óptimas condiciones, como mínimo:
psicrómetro, termómetro de superficie, medidor de espesor de película húmeda y medidor de espesor
de película seca.
8

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 71/89
01
PLAN DE GESTION DE CALIDAD
PPOOXX-ll
PROYECTO CONSTANCIA OBRA: CR 29650
HOJA 9 de 16
PROCEDIMIENTO DE TRABAJO
FECHA
04/06/14
PREPARACiÓN DE SUPERFICIE Y APLICACiÓN DE PINTURA
Revisión
• El contratista es responsable del cumplimiento de este procedimiento y de las condiciones generales del
proyecto.
• El contratista es el responsable por la aplicación de las pinturas y el responsable del control de calidad
de las pinturas que aplica.
• El proveedor es el responsable de asesorar el adecuado uso de las pinturas provistas para el proyecto.
• El proveedor brindará asesoría continua en el proyecto y realizara visitas periódicas al taller u obra
donde estén aplicando las pinturas.
• El proveedor facilitara sus equipos para pruebas especiales tales como: Adherencia, Holiday detector,
etc.
8. INSPECCiÓN
El contratista debe contar con los equipos de inspección y control de calidad calibrados y en óptimas
condiciones, como mínimo: psicrómetro, termómetro de superficie y medidor de espesores de película seca.
Equipos de Inspección
y
Normas Técnicas de referencia
• Psicrómetro tipo bacharach.
• Termómetro de superficie.
• Medidor digital de película seca (mils y micrones).
• Medidor de perfil de rugosidad de cinta adhesiva press-o-film.
• Traccionador hidráulico para pruebas de adherencia.
Para el control y evaluación de calidad de la etapa de preparación de superficie se empleará las siguientes
normas:
• ASTM D 4285: Determinación de aceite o agua en el aire comprimido
• ASTM D 4417: Grado de perfil de rugosidad
• ASTM E 337 : Medición de condiciones ambientales
~
.
Para el control y evaluación 'de la calidad del sistema de pinturas aplicado se emplearán las siguientes
normas
• ASTM D 4414: Medición de espesor de película húmeda.
• SSPC-PA-2: Medición de espesor de película seca.
• ASTM D 3359: Determinación de la prueba de adherencia por corte
• ASTM D 6677: Determinación de la prueba de adherencia por corte con cuchilla.
• ASTM D 4541: Medición de grado de adherencia mediante equipos de tracción.
9. CONSIDERACIONES DE SEGURIDAD SALUD Y MEDIO AMBIENTE
El personal que realice trabajos de pintura debe seguir los procedimientos de trabajo establecidos por el área
de seguridad, los cuales les indicara las pautas, patrones y los requisitos mínimos aceptables que permite al
trabajador laborar en condiciones seguras, preservando su salud e integridad.
9
•

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 72/89
PLAN DE GESTION DE CALIDAD
PPOOXX-ll
PROYECTO CONSTANCIA OBRA: CR 29650
HOJA
10 de 16
04/06/14
ROCEDIMIENTO DE TRABAJO
FECHA
PREPARACiÓN DE SUPERFICIE Y APLICACiÓN DE PINTURA
Revisión 01
Recomendaciones a seguir
9.1 Almacenamiento de la pintura
,
• La pintura y solventes, se almacenarán en lugares apropiados y sólo se mantendrá en el lugar de
trabajo los materiales necesarios en cantidades suficientes para un día de trabajo, no se permitirá en
estos lugares el almacenamiento de recipientes que contengan residuos de pintura o solventes.
• Para un adecuado control de la pintura se debe llevar registro del consumo diario y del stock.
• El equipo eléctrico en estos lugares y sus proximidades, será de tipo aprobado, con el fin de eliminar
los riesgos de incendio y explosión.
• La pintura se debe almacenar bajo techo, en un ambiente con un rango de temperatura de 10 - 40
°C, y lejos de cualquier fuente de ignición.
• El almacén debe te~er buena ventilación. No flamas ni chispas en esta área. Cualquier equipo deberá
tener puesta a tierra.
• Se tendrá las hojas de seguridad (MSDS) de cada producto visiblemente en almacén, en estas hojas
MSDS se tienen las indicaciones de seguridad y primeros auxilios.
9.2 Área de pintado
• Se recomienda que el área de pintado sea un ambiente cerrado, con adecuada ventilación.
• El piso de trabajo debe ser firme para evitar problemas de polución que afecten la aplicación, secado
y posterior curado del recubrimiento.
• Las estructuras a pintar deberán apoyarse sobre caballetes con soportes angulares con una' altura
mínima de 80 cm y distribuidas adecuadamente con espacios que permitan el libre desplazamiento
del aplicador de pintura.
9.3 Preparación de pintura
• Se seguirá el procedimiento de preparación de pintura y de pintado ya establecidos.
• El uso de EPP mínimos requeridos, ropa de trabajo y el mantenimiento de ellos deberá ser verificado
por el encargado de seguridad. Para la manipulación de la pintura se deben usar guantes de
neopreno así como máscaras con filtros contra vapores orgánicos y lentes.
• Además considere otros Equipos de Protección Personal si se requiere así como las recomendaciones
dadas en la Hoja de Seguridad (MSDS) de los productos a aplicar.
• Para evitar derrames en el suelo, se recomienda que en la zona de preparación de pintura se utilice
bandejas antiderrames o ser cubierta con plástico.
• Para la mezcla de la pintura se recomienda utilizar agitador neumático tipo Jiffy.
• Seguir las instrucciones del Procedimiento de Aplicación de la Hoja Técnica del producto.
9.4 Aplicación de pintura
•
Los trabajos de pintura mediante aspersión y a brocha, se procurará que se lleven a cabo en lugares
provistos de buena ventilación y/o de medios de extracción adecuados para los gases y partículas
pulverizadas.
El equipo eléctrico en estos lugares y sus proximidades, será de tipo aprobado, con el fin de eliminar
los riesgos de incendio y explosión.
Los trabajadores deberán estar capacitados para este tipo de trabajo y usarán el equipo de
protección adecuado mínimos requeridos (EPP).
•
•
10
•

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 73/89
PLAN DE GESTION DE CALIDAD
PPOOXX-ll
PROYECTO CONSTANCIA OBRA: CR 29650
HOJA 11 de 16
PROCEDIMIENTO DE TRABAJO
FECHA
04/06/14
PREPARACIÓN DE SUPERFICIE Y APLICACiÓN DE PINTURA
Revisión 01
• Debido a que muchos de los equipos usados para la aplicación de pintura a pistola y la preparación
de superficies mediante chorro abrasivo, usan aire comprimido, los trabajadores deberán estar
conscientes de que el ruido puede constituir un riesgo y por lo tanto deberán usar protectores
auditivos cuando trabajan con herramientas operadas por aire comprimido.
• Se debe alentar a los trabajadores a que tomen descansos cada cierto tiempo.
• Los trabajadores deben estar conscientes de la seguridad que implica trabajar pistolas de alta
presión durante la aplicación de la pintura. Por ello se debe contar. con el personal idóneo y con
experiencia en la manipulación de pistolas a presión.
• Para facilitar la disposición final de los envases' utilizados, se recomienda retirar todo el
contenido de la pintura durante la preparación de la misma.
' 10.
ANEXOS
10.1 CALCULODE RENDIMIENTO
El rendimiento práctico y teórico se calcula de la siguiente manera:
Rendimiento Téórico
Rt =
149.02
x
%SV
EPS
Rendimiento Práctico
Area pintadap
=
galones consumidos
10.2 CALCULO DEl ESPESORDE PElICULA HUMEDA (EPH)
El espesor de película húmeda a aplicarse esta en función del espesor seco especificado, de la dilución
utilizada y el porcentaje de sólidos en volumen, de acuerdo la siguiente fórmula:
EPS (1+%d)
EPH
=
Espesor Pe/icula Húmeda
EPS = Espesor pelicula Seca
% d
=
Fracción porcentaje dilución
% SV = Fracción porcentaje salidos
en volumen
EPH
=
%SV
10.3 OPTIMIZACION DELAS PERDIDASDEPINTURA
Concepto
y
cálculo del volumen muerto.
•
Una superficie rugosa y áspera, indudablemente, requerirá una mayor cantidad de pintura que una
superficie lisa. Tiene en este aspecto mucha importancia la granulometría del material empleado en una
limpieza mediante chorro abrasivo. Un abrasivo de grano grueso y duro, deja un perfil de corte mucho
más burdo y áspero que uno de grano más fino y blando.
La rugosidad nos provoca un considerable aumento de la superficie real o topográfica con respecto a la
superficie proyectada. Este aspecto debe necesariamente ser considerado a objeto de no inducir a
errores en los cálculos.
11

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 74/89
01
PLAN DE GESTION DE CALIDAD
PPOOXX-ll
PROYECTO CONSTANCIA OBRA: CR 29650
HOJA 12 de 16
PROCEDIMIENTO DE TRABAJO
FECHA 04/06/14
PREPARACiÓN DE SUPERFICIE Y APLICACiÓN DE PINTURA
Revisión
Es aquí donde se emplea la definición de Volumen Muerto que se le conoce como la cantidad de pintura
que se utilizará para cubrir el aumento de área provocado por el perfil de rugosidad conseguido durante
los trabajos de preparación de superficie.
El cálculo se realiza teniendo en cuenta el coeficiente de volumen muerto, que depende a su vez del perfil
de rugosidad. Así tendremos:
'E$~S9r
i.~J
R u$J ósi dad
. m é<lÍá .
Volumen pintura (litros) = CVM
SV
Sólidos en volumen de capa base:
Perfil de rugosidad promedio
72%
2 mils
50.8 micrones
ó
Coeficiente de volumen muerto
3.5
Volúmen muerto
=
0.049212598 litros
0.013002008 galones
ó
*SV: sólidos en volúmen
* CVM : coeficiente de volumen muerto
10.4 PROCEDIMIENTO DERESANES
El procedimiento de reparación está elaborado de acuerdo al tipo de daño o defecto de aplicación
existente en las estructuras.
a) Zonas con daños mecánicos por Transporte
y
Montaje
Estos daños se producen cuando los elementos son transportados de un lugar a otro y el apilamiento
12
•

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 75/89
01
PLAN DE GESTION DE CALIDAD
PPOOXX-ll
PROYECTO CONSTANCIA OBRA: CR 29650
HOJA
13 de 16
PROCEDIMIENTO DE TRABAJO
FECHA
04/06/14
PREPARACiÓN DE SUPERFICIE Y APLICACiÓN DE PINTURA
Revisión
de los mismos, también durante el montaje al izar las estructuras. Todos los elementos que presenten
estos daños mecánicos por transporte y montaje sobre todo en filos y/ bordes deben ser resanados. El
caso es más crítico en zonas donde el daño llego hasta el metal.
b) Uniones soldadas
Todos los' elementos que presentan uniones soldadas y aquellos que por el tiempo transcurrido
presentan corrosión del tipo uniforme, así mimo presentan daños en la película de pintura adyacente a
las uniones soldadas, por quemaduras (oxicorte y soldadura de uniones).
10.4.1 Preparación de Superficie.
a) Eliminar mediante herramientas rnecarucas: escoria y rebabas de soldadura, así mismo si se
encuentran filos cortantes deben ser redondeados.
b) Si las superficies de acero se encuentran contaminadas con humos de soldadura, grasa y/o aceite,
estas deben ser lavadas con agua y detergente industrial y luego enjuagado con agua potable según
Norma SSPC-SPl.
c) El mejor método de limpieza o tratamiento será siguiendo la norma SSPC-SP-ll, de lo contrario seguir
la norma SSPC-SP3
SSPC-SPll: limpieza a Metal Desnudo con equipos de Mecánicos o Neumáticos: Superficies metálicas
que se preparan de acuerdo con esta especificación, cuando se ven sin aumento, estarán exentos de toda
clase visible de aceite, grasa, suciedad, polvo, cáscara de laminación, herrumbre, pintura, óxido de
productos de corrosión, y otras materias extrañas. Se puede obtener un perfil de hasta 1 mils (25
micrones). Puede quedar ligeramente residuos de óxido y pintura en la parte inferior de los pits si la
superficie original presentaba estos pits. Antes de la preparación de la superficie con herramienta
eléctrica, eliminar los depósitos visibles de grasa o aceite por cualquiera de los métodos establecidos en la
norma SSPC-SP1,disolventes de limpieza, u otros métodos establecidos
SSPC-SP3:limpieza Mecánica: Consiste en un raspado, cepillado o esmerilado con equipo motriz de una
manera muy minuciosa. Se deberá eliminar todo el óxido de laminación, la herrumbre y la pintura que no
se encuentre bien adherida. Al término de la limpieza la superficie deberá presentarse rugosa y con un
claro brillo metálico. En este tipo de limpieza debe cuidarse de no pulir la superficie metálica a fin de
log,\ar una buena adherencia de las pinturas a la base.
Donde el daño mecánico llega al metal, alrededor de estas zonas la pintura queda debilitada, por lo que
deberá ser removida toda pintura suelta o mal adherida con espátulas y luego se deberá utilizar un equipo
motriz (lijadora eléctrica) para eliminar los relieves, dejando la zona de reparación con la apariencia de
Chaflán o bajada de playa . Este procedimiento es importante, y se evita que en esas zonas al aplicar la
capa de pintura de reparación touch up , se levanten los bordes de la capa de pintura antigua por efecto
del solvente de la nueva capa.
13
•

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 76/89
01
PL AN DE GESTION DE CALIDAD
P P OOXX - ll
PROYECTO CONSTA NCIA OB RA : CR 29650
HOJA 14 de 16
PROCEDIMIENTO DE TRA BA JO
FECHA
04/06/14
PREPA RA CiÓN DE SUPERFICIE Y A PLICA CiÓN DE PINTURA
Revisión
10.4.2 Si stema de Pintura p ara l as zonas de resane
En la zonas de resane se deberá aplicar el mismo sistema de pintura correspondiente según la
especificación o según recomendación técnica y al espesor indicado.
Área con daño y o Oxido
Área preparada mediante
Limpieza manual mecánica
p li cac ión del pr imer
pl icac ión del acabado
14
•

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 77/89
Llor del espesor húmedo resul tante a medir, será elvalor redondeado superior
)
PL AN DE G ESTION DE CA LIDA D
P RO CE DIM IEN TO D E TR AB AJ O
P P O O X X - l l
PR OYE CTO C ON STA NC IA O BRA : C R 2 9650
15 de 16
OJ A
04/06/14
E C H A
P REP AR AC IO N D E S UPE RFIC IC E Y A PL IC AC iÓ N DE PINTU RA
Revisión
01
3al izará un stripe coat (refuerzo) con Macropoxy 646 después de la apl icación de la base.
4cho del abanico dependerá de lageometría de la estructura a pintar.
15rcentaje de dilución puede variar dependiendo de los equipos de pintado a uti lizar. ,
61dimiento es referencial, va depender det ipo de geometr ia , equipos de p intar en buen es tado, experiencia de pintores, nosobrepasar los espesores definidos.
7x información consultar al Departamento de Asistencia Técnica.
15
•

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 78/89
J
lj 1 ...
;n -
rn
• • . . , .. ., , F - -
? 'Q
'HTOto? T73TP~ TFF7 VilV . •
-- . ;Q<usn
s
1
i
I
i
•
I
Metali ,as
I
I
¡
I
i
1
•
1
j
PROYECTO
J
CONSTANC IA
SERVICIO DE GRANALLADO
y
PINTADO
1
j
i
OCa N°9100614
j
I
:¡
1
I
I
I
.2
I
REGISTRO
DE
f
I
l
I
GRANALLADO
V
PINTURA
I
1
I
ESTRUCTURA METAL l C A
1
I
JUNIO - 2 01 4
I
•
I
J
I
i
•
I
L
i
i
~
;;¡;;;n;o;:vQ 7VV
=
-

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 79/89
r - - - - - - - - - - - - - - - r - - - - ~- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - . _ - - - - - - - - - - - - - - . _ - - - - - - - - - - - - - - - - - -
I~
P09F1'¡
I 'IIJr . 'u~,,_.w~ I
etalikas
REGISTRO DE GRANALlAOO
y
PINTURA
SERVICIO DE GRANAlLAOO y PINTADO I PROYECTO CONSTANCIA FJRST MECH SAC./ COSAPI S.A.
I
ATOS GENERALES (GENERAL DATE)
CONTRATISTA: E y C METALlKAS S.A.C
M ET OOO DE ORAHAL LAOO
G RA DO D E U MP EZ A R EQ UE RI DA
(GRAOE REOUIRED)
G RA DO D E L IM PI EZA OBTENI DA
(GRAOE 08T ANEO)
AUTOMATICO
SSPC--SP O
MARCA: SHERWIN WIUJAM$ LOTe (lOTS) _ A:
EQUIPO UTILIZADO
(A?PLICA
TIOH EQUIPMENT):
PROOUCTO: MACROPOXY 646 COLOR:
(PROOUCT) (COlOR)
H.R. , (R.H ~: Z~ MEDIDOR DE P N1URA SECO:
ESTRUCTURA: REGISTRO N°
FECHA:
REOUCCION - MESA - PUERTA TIPO MALLA
PERFil DERUGO. REQUERIOA:
(REOUIRED RUGOSIT' f )
G RAO O DE CORROSIO N ANTES DE GRANALAR
( GR AO E C OR RO TI ON B EF OR E G RA NA LL AR )
2.3MIlS
ERFIL DE RUGO. OBTENIDA:
( 08 T A N EO R UG OS IT Y)
17795 8:
AIR ESS MARCA GRACO 70:1
2.2-2.8 ILS
GRIS RAL 7040 ESPESOR NONINAL :
(NOMINAL THICKNESS)
ECOMETER
456
PUNTO
DE ROCto;
TI PO D E ABRASIVO
( 1 YPE Of A8RASIVE)
177~
3.0MILS
MARCA: SHERWIN W AMS
EQUIPO UTlUZ AOO
(APPUCATION EQUIPMENT):
PRODUCTO: MACROPOXY
646
(PROOUCT)
H.R. % (R.H %1 :
COOlGO
P ROMEDIO F IN AL
'~2
COlOR:
(COlOR)
M ED ID OR D E PINTURA SECO:
L OT E (LOTS)
AREA
SPOT1
A: AIR ~~;~RCA GRACO 70:1 B: -'-'43830 ''- _
GRIS RA 7040 ESPESOR NOMINAL:
( NO MI NA L THICKNESS)
ECOMETER
456
PUNTO
DE noco.
PRESS-O-FILM
n.o
~~ ;~é1~d~ ,~~ I~
~~~~E 19715
COARSE (.8-2.0 mils) or (20 lo 50 microns)
MEOICIOH OE ESPESORES EN SECO
SPOT2 SPOT3 SPOT4 SPOT5 PROM.
CANT.
9.54
9.36 9.62 9.80
9.59
9.58
9.20
9-50
9.33
9.31
9.34
9.46
9.62
9.52
. . . .
9.56
9.54
9.33 9.32
9. '1
R E D U C C I O N
9.65
MESA METAUCA-l
MESA M E T A l I C A - 2
9.25
9.52
PUERTA TIPO MALLA
9.28
e,
- - - - -
6.0MlS
ESPESOR EN HUMEOO: - 0'-- --11
(HUMID THICKNESS)
TEMP.SUP./ DwP.:
---------' --------1
- o
---
PROM. FINAL
P ROMEDIO F IN AL
33.00
e
AR EA m 2
9.47
DEFECTOS
ZD
CONFORMIDAD
001
06106/2014
~~FE~A- - ~~~~~~~~~~
B·:un-14 lO Se procedio a pintar tos aqujercs, losf ilosdescubiertos y puntos de apo)<:l. 11
OOOSlOS
ElEMT.
LEYENDA DE DEFECTOS
C:CONFORME. NC:NO CONFORME. CH: =CHORREAO URAS. ZD=ZO NA DESCUBIERTA. P=PAOMEOS. P H. PI N H OL ES , D S= OE FE CT OS D E S OL DA DU RA, ZBE:ZONA$ DE BAJ O E SP ESOR. PN. PIEL DE NARANJA. DA=DESPRENDIM ENTO DEL ACERO (OELAMINACION)
OSooOVER SPRAY,
Q.=
D AI 'l O X M AN IPU LA CI ON Q UI ÑES
OBSERVACIONES COMMENTS
OC 2965~OO93346
SUPERV1StON
•

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 80/89
•
FIRST MECH S.A.C.
Av. Portada del Sol 829 - Lima 36
RUC 20504749682
6 .- CERTIFICADO DE CALIDAD DE LOS MATERIALES.
10 PÁGS.)
e-maíl: firstmechsacíal.yahoo.com
SOLUCIONES TOTALES EN INGENIERlA ELECTROMECANlCA

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 81/89
-:ir. rr r;:0 J3. , ~ I ~ 1
R
-h
r:
lI '''*'';¡'fW''j,~..;j
PR
) O D U P C T r : : l
Q l U J J J J . ' A l
L I l § 1 . T -
y
C
1lL
E R I:/ . J F I C T A : ~ E . ~~~~~:n~O;~o~~.~~ ~~~/istrict Ilenxi C ity .•....••• ....
.; * ~
_ i~
i
l ~ TE L,: 0 4 1 1 - 2 5 2 9 0 0 1 : : ~
_ ._ . . '.. ' _ ' *~:¡¡¡~t1f J g f : l l : ' l ; f : f 1 l 1 r :p/L .'QR/BYG T(A . 2 ) 3 -5 5 PC 117017,.
; . ¡¡ .~ . '
[,.~.I'ft'J¿1S:l'i1
rf
f 1 0 0 5 2
-A 0279 . ¡; §
: : ;\ 1 :b \ t . l I i < ; ¡ ? , A ( · ;o : i : ' : ' D : L
I N I N O B O C 1M E I I M P O R T A N O E XP OR T c o . . L T O ; 1 ~ ; ~ l T I , l l, , F 1
i
¡
T Al l Y N O CEHTlflCATE N O , :J
--~------
-~-- -----------------------
B X
311 -2012
l
' 3 = p i f m - 1 '5 - 90T89070
iT . l (L W l - 1 '5 -
• CU STOMEII NO OIWER NO
-----t--------:--+--------I---------2
~~ u A3 0 - +
3:cj ld t i$ , 3:c . iE8WJ
2013 /09/01 ~
iiE
n
J j - T S I 3 W J
D E L l V E R Y STHE SI I I f ' r I I I \ : DATE I S S U E DATE
- .~ ~ : ; } : - m i t ' f ; \ ' J J l t : \ ' t t l' J l q o . L . '
T/C - ~P*9V1~13 -
I N , I .
C U ST O R DE R NO .
f('i '\
. J js : y ] U t E f f f X J 1 ) l ( (1*~)nx1)t1:r~~i~-tJ,
B e nx i B e i y i n g I r o n S t e e l GRO UP ) Co .
,ltd
DH1308Y001012
- I - t $ : i X : : 5 1 - C H E MICA L, COMPpSITION
% 1
t 'r11~t\ J& *~l
C Si M n
pls·1
A ls B
1:*AiT*i\2
*A 3 IU i.
~- ~ 180
X Iij2 X li/ Xl0
2
.X100 X I 0 r X10
3
Xl O ' I N /mm2 .. -%- d~3a
21 35 1 20 3 5 3 ~ 10 8 - - - - .: 2 5 : : ..0 : : ; : : : : : . 4 : . ... 0 - 0 1 - 2 .. : . : . 1 .
MA X MA X MAX MA X 1 A X 6 0 M IN ~ M IN 55 0 MI N
15
14
3 1 20 ~ 3 5 24 1 38 5 481 30 _
0 1
OK
, I
~
,
I
,R .- 1 · .& w . l : f /í -
M A T E RI A L D E S C nl PT I O N
~ W
I W -L ' J . *il :& *
- L < : : L t r
:lit 1fi::Jil :
C I. AS S TH ICK 'IOT II LE~T II
o rv
'ElG IIT
NO .
;I ;P - 1 3 -
IIEA T N O .
~ f . 1 I 4 ' :H m - 1 ' 5 -
C O II .
NO .
S P E CI F I C AT I O N
03 H130B12962P2 3 E35889
2 . O O O m m * I20 0 mm~C 10_
81\0
j
¡
I
I
¡ -
1
I
e
''1 .. ,d
I TO TA L : I 1 1 10 8 ' 1 0 1 1
I I I
H 1 1 1
p I
~~.o;
1- - ~ ---L-':;';:;¡ ',,'
. ,' .. YIEL ,D S TR EN GT H *B 3 ~ilfi BE N O IN G ;. ~ . .~~ .. M '
~i1l.1~ *;f/\ - JI , C LA SS l= ELlGTúIL ITY :1
1 1
¡ , ¡
, U < 9 '\~ ~ . .
- t i ----~: L----------
. n U : B J J : ; t ; : ~ J i J ¡ 3 'U r n ' h .
~}1itJ;(tEill:rfiliui1t.&1:jt~~, ~rl{';1*w.l1t'i~-
) ;lK. • ' , ' .•
WE llE RE BY C ER TIrY T II AT M AT ER IA L DEscrnllEo IIE RE IN H AS i3 EE N M AN UF AC TU RE D A NO T ES Td { W IT H S AT lS I'\C TO RY H I:SlILT S HI A C C O H D A NCE \V IlH
T H E S T AN D AR D T E CI IN IQ U E_
¡ ¡
l
· r -
(
' . 1
,1
VISUA L INSPECTION(SUR FA C E ) A N O D IM EN SIO N C HEC K O K
. ,
¡...l
•

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 82/89
f--,.-:OO- O·....,.....,...,_·...-.,.==z:3
cA~-rDAD
.~ N GU L O
P L i\ ~ jT A DE P ~ S C C :
TRADi S A
F A C T U R A
hl~
A L A R G A iV i .
%
E f~ ~00 .0
iYE T¡
2 ,3 [ : ' 1 8 6
40.7
53 .1
2 9 .D
O~(
2 00187
tl
7
54 .0
29 .5
o «
VI
2 6 C r ¡ S 2
40 .4
53.8 29 .0
OK
2 502 11 40 .1
53.5
2 7 .5
OK
5 4 3 40 .9
54 .1 28 .5 Ot\
26 0431
á 1 ..
5 4 . 9
27. 0
O(
L I
8 8 7 S
t
52 .1 30 .0
o«
r c , I
6 3 7
4 1 .1
55.1
27 .5
O K
265850
3 9.7
51 .8
30.5
Oi (
2
1
: X 3 i ¡ 6
n
X 6 1\ . : 1
2 )(
3 6 r >
X 6 í v l
z
X 3 1 1 6 ; ( 6 fv l
2 ):2 X li4
x
6M
~
~
~
~
~
l ,;
¡ .
\~----~--~----~
f J in
0.8 6
I
0.85
I
0.84
I
I
. 0 .8 5
0,85
0,85
I
O.S7
f
0.82
0.84
0 ,0 12
I
I
O.i}1j
I
0.016
I
0.02 5
I
0.0:2
I
:
0.0' 3
p~ sco
2 7 /0 2 ; 2 0 1 4
0. 022
0 .01 9
•

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 83/89
~
rT7I Li' d·' , )
C e rtiA ca te N o : ~
I ~ ~ar- ·:8m Ir
M I LL T ES T C ER TIF IC A T E
.e;. 1305154 5 90 · 02
' 1
i: W I I > I I Jí fW lill cli l o l I I ' iI m i < l t : l iR i tt> is .w : v i r l é A A E iU d .$1 I . . No D u C e rtíñcat:
l' 'ÚC~SMEMAH.MEN~~RES~[Jl,V,NO.77DENIZUtuRKEY ',: , 82.
EN10204j3.1 e
E ----- Da~e~15.o5:2m-'-··----·
1
1
'. . .: 1;' ,'' ' 21 9S -CP O -l105201 -------- --- ,-- ','
.~el.:
+~232-62S2222 _
~a~:
+90-~ 2.62S~~~ ..
_1~~===. .. '.-=-~-'='= ~==-==---=.c-..= '- ' = -..,. ,==-===-= '_.
P_
a
g
e
,; .----.---, __,,__ . •__~L~¿
f i } , , - ¡ '
' / ; - 5 , ; ; i X ~ - ;
./ L..:...,·,'.'· '·::· :·\.l
y . ,:. :'.. ; i
~ l L J l TOlera:,L '< ¡ P , : : ; ; : , · ,
:.- .. -. ~- : -~- l ...., . . . -.. .- ~~
r'
MECt1ANlCAL~/tOPE~PE~.'~');,~;1 S : ; ,
~~
, ==-. ~'fIESMECHANí?>UE'.;;),
1 ' . '
lourWdérN O :..
1 , CD O C AL 13·194C·2 P~ rchaSér'
\)0
C O M E 'dÁ L D E L A C E R O S .A . A V . A R G EN T IN A 2051 l.IM A 1 PERU..:' .' '. '~;:. .
NotreCommande e a .. .
ttti~ -< \.
-l1l ..r: ri. ~ . ' 1 :1
;\~~ie;
1(
v
r~V . J J ' EOq¡ '1) I ,, '~ I
~ 5 . ' v\\) . E
~E .~ '.~ .'~'.
',~$~
..... .' ~\l
>.... . . . . _. --.. i E
b
Z - , . .. , ' c i: . .,.;atj'~¡:
Si
'( )' /' '/'
: , 0 - 0 ~ - - '
. ; \ > ~ ' \ . ' \) \ \'
C~~~ALANALYSIS-COMPosmONCHE'MIQUE-:l'-¡_í~~ ~
~ g . ~ ]
~ . · ,i : : i .S ; · 'h - '
'. ze mrn: .....•.. He No: , - ( . .-a.O :/,.., . . I Q, ~ 0;' ~ ftI':c'tV'
Dim.ehsion: Quahty. No uláe: C\ s. Mn,,~V'./ S Cr N . Mo Cu Ti Co N Sn Al V , N b Cev ~ ~ ~ a al lii . . ~ .•. . m :
0/O 0/o t\~ r; . . . - - < '7o
°/0 010 010
% %
%
0/o
0/0 010 o jo
o I
%
% ¡;:
m x'
S c
i 9
~\~:v? ...•,:
-~'.-------- ~-- -r- . . . . ~ .- --..
Rb UNÓ B:AR S
. s , / (} , ' A S T M A .
3 6 223 6'~ ' ~~ '
~8Ó;64 '0 ,018. 0;021 28'5 4 5 2 31,1
-I --I--t...:.=-:
'. é : .q Y A L X ~ q ~ ~ ,s ,.3.~X~·Xl/4'iASTM:A36
l'24.017\>6;trqif90¡67
O¡bi9 b,biBr.----__ , ~:-_~-'-_, _.
301 4 88 il~ . , A ; > ;
: 1
;;~ ;~~ ;_ ~~~~ ;::::: : ' 3 2 ' : : ~ l 4 '~:¡ ; :~;;::;~ ;~
¿ ; : ' . - . . _ _ : : ~ : ~ :~ ~
Htl
r : ~ ~ ¡ ¿ ' ; ~ ~ ~ : ' : . : : ~ : ~ i j : :: : : ~ : ~ : ~ : ~ : ': ~ ; ~ : ~ : ~ : : . ; . : : : : ~ ~ : : ~ :- - - ~ . --r----...- - - - f -
- ; : : ~ : : { 1 + _ L ~ ; ,
:~¿¡~~~:~~J ~ 1 ~ : ; : : : : :: 'l :~~:::::;-::::::~:-.--:i . . _~
= , .
- = ~ ~7 . f j , 7* ; j c . . . .~ . : : , : -
E Q U A L A N G 'L E S ~rX4' Xl/1 A ST M A 36 :1304290360 ,i4 - 0,18 0,62 0,015 0, 021 , 29 4 47 0 30, 6 i,
1 1 -- ' . . , , ' . :' . . ._ . - . - -- - - . -- ~ . - . _- --f-.,--.....,./
, . ' = r
iJt
--~
-'~ -~ t:=-- .
1~
1_-
8
t~ - .- - ' - - '. 1 1 ' 1 - ~ ~ t 1 - - - = t l · j f ~ ~ - - - - t j - ' - J · - - r j - J ~ ~ .~ ~
1 - . ----¡--~- --/=0--- ]~=-.-----I-
-1-
_.......~._-,.. ., .......-_ -_.--_.--~-_.¡---,..
._ .-- J .~ - ..L-._=-1
M;:.terial:
Mátl~te:
~es.s.to v.erifyquali\:yhave beencartied.out- O .k IGOODWORKMANSHIP,ERMI~SIBLE IVisualInspectionandDimensionalCheck OK I TheSurvevor- L expert
~estsde verifi~tion dela conformitede la nuancefournie ,vAR IA TIONSIN DIMENSIONsOKExal)1en Visuelet Dimensione)e Surface
r....e
r1 1 . ;
r
Th e t es t r es ults a re in a cco rd ance w ith A ST M A 36
/ 5 - / () , L , ; / /
? j
•
l '

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 84/89
I
~. ~ - ; J m - - . 1 1 ~ t i.
.~
.
~~~~-
L
1' 1 , 1 : C:rüf¡,~,\o :,--_ \ .1 :: 1 _ ~
. _ l'I:li\l':~:Ü¡li'''';[,
1\ '2 .•
)0
- . . . - - - - .
•
-
, ~>--
'--.;- ,:':
-' -,
{~ . ~~ ~ ~~~~~~~ ~
( CORP0RACIO~4 .._
o
-:;Zc ·o
fACEROSAREQUIPAs;Á..{: ',
1
I
pnüDUcro
I f,,:: ':O C ED E N C 1A :
1 CUEtm
\
i
i
.-;-
- _ : z .:
CER-r l f JCADO.DE :CAlJDAD
----~
• . .. . •
N°
Á S T M A : ;Ú
39 4 a tlO
mADi
SA
0 \J10
493767
. .... ':
,
': -:::-','.'-
Co n el p re s en te do cume nIÓ r..ertifiCani8s gtJ6cO m8rO aliza rOOs
B arr as
Rdlbri¡ja~
LLdS de : 0roqúe
eum plen C D O la
norm a: .. . 0 o o
GzraoulCfl',()S
lasprcpi€dadesmr;tárilca5~en aNoona AS1UA36 . '0 ,
.a . l
Li, I:itil 02 F lt.J( :nai J
(fy ), m í r im o .
=253 ú kg .tiil> _ ..
R E dstend a
a
laT racoó n (R ) o = 4 0 8 0 - 56 20
k g .t ¡ Í 1 2
A larg am ien to en
10 0
mrn, m ínimo
=
20 % .
I
I
1
O eo la doa 180 : B ueno
C om posi có n Quím ica: r
e 0.26% má xim o o
M n
z:
0050 - 0 .9 0%
n-
S i
z:
0 .4 0% máx imo
P ;.¡ O o 0 4 D %
m á x i m o
s '
00050% m ádm o
(') P 3 m <J iám elros m ayores qu e 14 '
¡\sin1Ístll<.\ nuesíra
empresa
posee la
CertifiC<lÓ Ól1JS O
9 0 0 1 : 2 O O Ó para
5\lSPI¡¡¡U
d, fe ,,,,,, ¡.ft' I 4 S O ¡
y
A leql JÍp ¡l (11
:r.lLl5) t;l1lítidG'$ pos la ABS O U ALrTY EVALVAT10 NS ,IN C o deTE XA S . U S A :
I Q , '0 5 r 2 0 1 2
I
I
t
i
, - - - - - - - - - ~ - - - - - - - - _ . )

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 85/89
•
,,' ..: . '. . :.::.....· . :.. . . . ..,~ :~)j
...•..CORPORA~ioNDE~ CAUCHO S.A.C. G t :
-
- '
, -
., .
CAUCHOS
&
POLIURETANO
REFERENCLc\
C A U C H O l'i 'E OPR EN O 10 IV IY I
D1JREZA
70-i5
S H O P..E
¡
I
I Asesoría y
1 Consultoria
' ,-,1[.1 i0,j.¡¡o..t t s u .
I
1 Apoyos de
,
¡
Puente
¡
i
Compribandas
i
1
RE.\lES rIlVI1El\I TO
I Cordones
r- 'O.iil)PDD .'\
r ~ 1 I '
(11'.T
T1: F,I.
s>
,t
-J'r--
C
I'1f.r--- •.
S :'~
:«
1_
n
¿ : ¡ ' ,' .
: . ~ . . : - : . ~ . 0 _ ' - = V ' , . ' . · i - 1 V · ' ·
p. i
1
1 J I 'O , ¡ 1 -
t
''il'.t'·
V
---i~ .•.
Ji>....:-~ --
0'1 C
VVLJ
~l-'1\i.)Ln l.¡ ,.i-L l. .• Ilh __~~ ::'~ _
~ + . ~
r
nn .r ,¡ ''' d ~ l < :- ; 1 ' 1~)q rfp. . '¡; ''CId' l ic d r ·,, , 1 b .
r
lE
.P .D. l i J .
,-ü.l.i-,,,C,jü .0 1.. . .- -,J.e.hü -s- C -ü dC 1< .n . ap l\,a,,-° P< .1 .ü SU el.Gt ,oraCIon V realiza
ensayos periódicamente sezún
1 0
establece el RP 001.26150
llypalón
, e ••.. I Natural
j
i
Neopreno
I - 1 '¡
S{~
exo id e pl n re se n te
c,.,,~
ca rá c ter
c ' :¡ c .
D 'u{'T A
D c - rnr.i0N· T TITO ~
1 \;1 ja /
V1Z
'(k. {)
,..1,_ '
1-11
vI
1: - '1
~n.;l LV ••..Uli
l-ctlUl-L
'1 UC
s:»:
1.:;
~,.LJr-:..J.~'-- .'-~>,J~
'Lj·' .•.•.....
~..Lri
Á , .
l~ .
FI
n ~'T' 'i\nr:o ('U c.' , t> 1 i~ • • Sanitario
elnpreSa. _.- ~J 1
1 .~ { 1 r. . ·
Á }'J~~-'~ para lOSunes qlle estime
co n v e m e n t e
I ~.
j
Siliconu
I
Viton
I Defensa
de ytues,
I
Pongas
y
muelles
I
I F
oum
Pig
I
I
I
i Frisas
1 Esponjosas
1 Planchas
I
Poliuretano expandido
I en Planchas
1 Recubrimiento
De Rodillos
I
I Vulcanizado enfrio,
1
Caliente
i
'0.17 S· ,. ' .
•water top: -juntas
I
I Desarrollo de
I
Proyectos
I
I
Lima. 31 de Mayo del 2014
ATENTAlvlENTE:
Ing . .JORGE L1JIS CH1J1VIPITAZ
Gerente de Planta
y
Producción
CIP,2348
Av. Mrcal. Oscar R. Benavides (Ex-Colonial) N° 1799 Urb. Trinidad - Lima - Cercado
Teléfono: 425-5254 Telefax: 425-5863/ Nextel: 826*4425 E-mail: ve:[email protected]

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 86/89
¡
I
I
I
I
Asesoria
y
¡ Consultor/a
1
I Apuyos de
i
Puente
1
: Cnmprib andas
, 1
I
I
Cordones
I
I
E.P.D.M.
I
IJypalón
I Natural
I Neopreno
I
Nitrilo
1 Sanitario
i
Silicona
I Vitón
I
I Defensa de ya res,
¡
Pongas
y
muelles
1
j
1
Foarn Pig
I
I Frisas
1 . •
I Esponjosas
I
¡Planchas
1
I Poliuretano expandido
I
\ en Planchas
\ Recubrimiento
I De Rodillos
I
1 . d
j
'1
Vu can Iza o en no, •
Caliente
I
Water Stop - juntas
I .
I
I Desarrollo de
I Proyectos
I
I
¡
I
I
i
.
.
.
. .
' . , .' .
....
-
'.~
CORPORACION DEL CAUCHO
S.A.C.
a
~
• <~~
> - (
l.
CAUCHOS & POLIURETANO
Caucho Neopreno Black CR 750
CARACTERISTICAS
y
VERSATILIDAD
El caucho Neopreno Black CR 750 conviene particularmente a las
industrias donde hay impactos importantes y manipulación de aglomerados,
bastos donde los cortes y estrías forman una parte importante en la abrasión
totaL
,. . - . ,.
1
• Fuerza y resilencia superior frente a abrasión severa
• Baja deformación y alta elasticidad,
• Buenas propiedades de amortiguación de ruido y vibraciones.
PROTEJA SU INVERSION
El Caucho Neopreno Black CR 750 resiste una abrasión severa en
aplicaciones secas o húmedas, este material es especialmente indicado en
aquellos procesos donde exista abrasión extrema e impactos con materiales
sólidos.
Ejemplos de ello serían las aplicaciones que se realizan con este tipo de
cauchos en minería y en canteras de extracción y trasiego de áridos todo
tipo de tanques, rocas y minerales.
APLICACIONES PRINCIPALES
Las aplicaciones incluyen forros de tolvas de alimentación para el proceso
de minerales densos, cribas para trabajos pesados en minas e industrias de
extracción, y forros de tubos para el transporte neumático de materiales
y
Revestimiento de Rodillo de alta impacto.
Av. Mrcal. Osear R. Benavides (Ex-Colonial) N° 1799 Urb. Trinidad - Lima - Cercado
Teléfono: 425-5254 Telefax: 425-5863
i
Nextel: 826*4425
E vm a il:

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 87/89
Av. Mrcal. Oscar R. Benavides (Ex-Colonial) N° 1799 Urb. Trinidad - Lima - Cercado
Teléfono: 425~5254 Telefax: 425-5863
Nextel: 826*4425 E-mail: [email protected]
¡ Desarrollo de
I Proyectos
I
I
' ···co:i~oRA~16NELCAUCHOs.A.C.
o,~~~
I
r ..•.•..~_ ~ _~ ~~, .
CAUCHOS & POllURETANO
ESPECIFICACIONES TÉCNICAS
CIP.2348
¡
I
1 Asesorla y
1 Consultoria
j
¡
1 Apoyos de
1 Puente
1 ~ . . ,
1
Comp
noanaas
J
I Cordones
¡
I
EP.D.lvI.
1 Hypaion
Natural
I
Neopreno
NiMIo
I Sanitario
j Silicona
I Vitán
i
I Defensa de yates,
I
Pongas y muelles
I
I Foam Pig
I
I
Frisas
I Esponjosas
I Plancluis
Poliuretano expandido
I -
1
I
en Planchas
1
Recubrimiento
1 De Rodillos
1
¡
I Vulcanizado en frio, •
I
Caliente
I
Water Stop» -juntas
i
¡
Almacenamiento :
Recomendamos almacenar de acuerdo con la norma ISO 2230.
Características técnicas:
Color:
\Tipo de Polimero:
Dureza:
Tensión de rotura:
Alargamiento hasta rotura
Set de tensión:
Resistencia al desgarro:
Black
Goma Neopreno CR
IS O 4 8 -197975 S R A
ISO 37-1977 22.8 Mpa (3300 psi)
ISO 37-1977 5800/0
ISO
22 85 -19 81 25 0/0
ISO 34-1979 Method e 100 N/mm
(5701bsflin)
Resistencia BS.903: Part
A 8 5 7o ,;ó
Peso específico: 1 .14
Temperaturas de trabajo:
-40°
e
a
+75
Q
e
-400 Fa + 167° F
Índice resistencia a abrasión: DIN 53516 <80 m.m
ISO 4649 - 1985 >120~ó
~ A T E N T A M E N T E
Ing. JORGE LUIS
CHUMPITAZ
Gerente de Planta y Producción

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 88/89
Sherwin-Williams Perú SRL, Una subsidiaria de The Sherwin-Williams Company, Cleveland, Ohio, USA
CERTIFICADO DE CALIDAD
PRODUCTO: DILUYENTE·-EPOXICO P33 NC
N° 60900
PESO ESPECIFICO: Kg/Gln ASTM D 1475
3.21 +/- 0.07
GRAVEDAD ESPECIFICA:
ASTM D 891
0846 +/- 0.02
r--.
OLOR:
Característico.
COMPOSICiÓN:
Solventes NO CONTROLADOS
I
CLARIDAD:
ASTM 02090
Líquido Claro, libre de materia en suspensión.
ICLlENTE: FIRST MECH S.A.C
IILOTE : 17754
I I F e C h a : 0 4 /0 6 1 20 14 1
El presente certificado se extiende por Sherwm Williams Peru S.R.L, quien asume la garanna con el cliente, bajo el respaldo de la subsidiaria fabncante del producto.
Jr:
Comunidad Industrial N°
298
Urb.La Villa - Chorrillos, Lima Central:
(511) 2512929
Fax:
(511) 2513938
[email protected] www.sherwin.com.pe
•

8/10/2019 Dossier de Calidad FM-010614
http://slidepdf.com/reader/full/dossier-de-calidad-fm-010614 89/89
Sherwin-Williams Perú SRL, Una subsidiaria de The Sherwin-Williams Company, Cleveland, Ohio, USA
CERTIFICADO DE CALIDAD
.PRODUCTO: MACROPOXY 646 PE N° 60900
CARACTERíSTICAS:
PRODUCTO FORMULADO EN BASE A
Resina Epóxy Poliamidoamina
COLOR:
RAl7040
COMPOSICiÓN:
- Pigmento: 48 +/-2%
- Vehículo : 52 +/-2%
PIGMENTO Pigmentos Especiales y Extendedores Inertes
VEHíCULO: - No Volátil: 65.5+f-2%
- Volátil : 34.5+/-2%
- Contenido Sólidos en Peso: 84 +/-2%
- Contenido Sólidos en Volumen: 72 +/-2%
- Peso Específico:
1,56 +/-0,1
- Rendimiento Teórico:
(a 1 Mils película seca)
- Diluyente:
P33
- Viscosidad de Entrega
- Secado Tacto:
- Secado Duro:
- Tiempo de Repintado:
110+/- 5 KU (25°)
1-2 horas a 25°C
7 días
8 horas mín. - 3 meses máx.
-Estabilidad en Envase Sellado (20°C):
2 años
- POT L1FE(20°C) 1 lt.:
4 horas