Embed Size (px)
Citation preview
EINLEITUNG"Der Name verpflichtet!" Dies gilt sowohl für das Unternehmen MIGATRONIC als auch fürdie schweißtechnischen Produkte aus diesem Hause.MIGATRONIC entwickelt und konstruiert seit über 25 Jahren Schweißanlagen für jedenBedarf. Die umfassenden Erfahrungen aus dem Vierteljahrhundert Schweißmaschinenbausind auch in Ihr neu erworbenes Gerät eingeflossen. Dies garantiert - zusammen mit einerfachgerechten Bedienung und Wartung Ihrerseits - einen problemlosen Einsatz und einehohe Lebensdauer Ihres Gerätes.Vielen Dank für Ihr Vertrauen.
BETRIEBSANLEITUNG
DynaMig S 320/550
Version F 50163007
EG KONFORMITÄTSERKLÄRUNG
MIGATRONIC A/SAggersundvej 339690 FjerritslevDänemark
erklärt, daß das untenerwähnte Gerät
Typ: DynaMig Sab: KW 51 1995, Step 3
den Bestimmungen der EG Richtlinien73/23/EG und 89/336/EG entspricht.
Europäische Normen: EN60974-1EN50199
Am 21. Dezember 1995 in Fjerritslev aus-gestellt.
Peter RoedManaging director
Gültig ab 9603
EINHALTFunktionsbeschreibung.................................. 5
Inbetriebnahme .............................................. 7
Bedienungsanleitung ................................... 12
Synergisches MIG/MAG-Schweißen ........... 16
Fehlerindikation............................................ 20
Fehlersuche MIG/MAG ................................ 22
Technische daten......................................... 23
Wartung........................................................ 24
Unfallverhütungsvorschriften ....................... 25
Ersatzteilliste
WICHTIGER SICHERHEITSHINWEIS
Bei der Installation und Bedienung des Gerätes müssen dieim Abschnitt "Unfallverhütungsvorschriften" in dieser Be-dienungsanleitung beschriebenen Sicherheitsvorschriftengelesen und beachtet werden.
Diese Bedienungsanleitung muß stets den für die Installa-tion, Bedienung und Wartung des Gerätes zuständigenPersonen zugänglich sein.
Für das Bedienen der Maschine sind Schweißkenntnisse,die denen eines gelernten Schweißers entsprechen, sowieKenntnisse der damit verbundenen Gefahren erforderlich.
5
FUNKTIONSBESCHREIBUNG
Die DynaMig S-Serie besteht aus 2 Mo-dellen:
DynaMig S 320 STB: Die Schweißma-schine für synergisches und manuellesMIG/MAG- und Elektrodenschweißen mitexternem Drahtvorschubkoffer.
DynaMig S 550 STB: Die Schweißma-schine für synergisches und manuellesMIG/MAG- und Elektrodenschweißen mitexternem Drahtvorschubkoffer.
DynaMig S ist eine inverterbasierteSchweißmaschine, wodurch verschiedeneVorteile vorhanden sind: Programmierbare -und damit auch besser - Schweißeigen-schaften, weniger Effektverlust und damithoher Intermittenz und weniger Gewicht.
Der Inverter ist, wie alles in der Maschine,von einem zentralen Mikroprozessor ge-steuert, welches fortgeschrittliche Schweiß-kontrolle ermöglicht mit einfache Bedienungund Benutzerfreundlichkeit kombiniert .
Der Aufbau von DynaMig S ist im weitemauf Modulen basiert. Das Modulsystem hatVorteile wie große Flexibilität, da die Ma-schine je nach dem Bedarf des Benutzersausgerüstet werden kann, und Service-freundlichkeit, da Reparatur beim Aus-tausch von Modulen ausgeführt werdenkann.
Im folgenden werden die wichtigsten Modu-len kurz beschrieben.
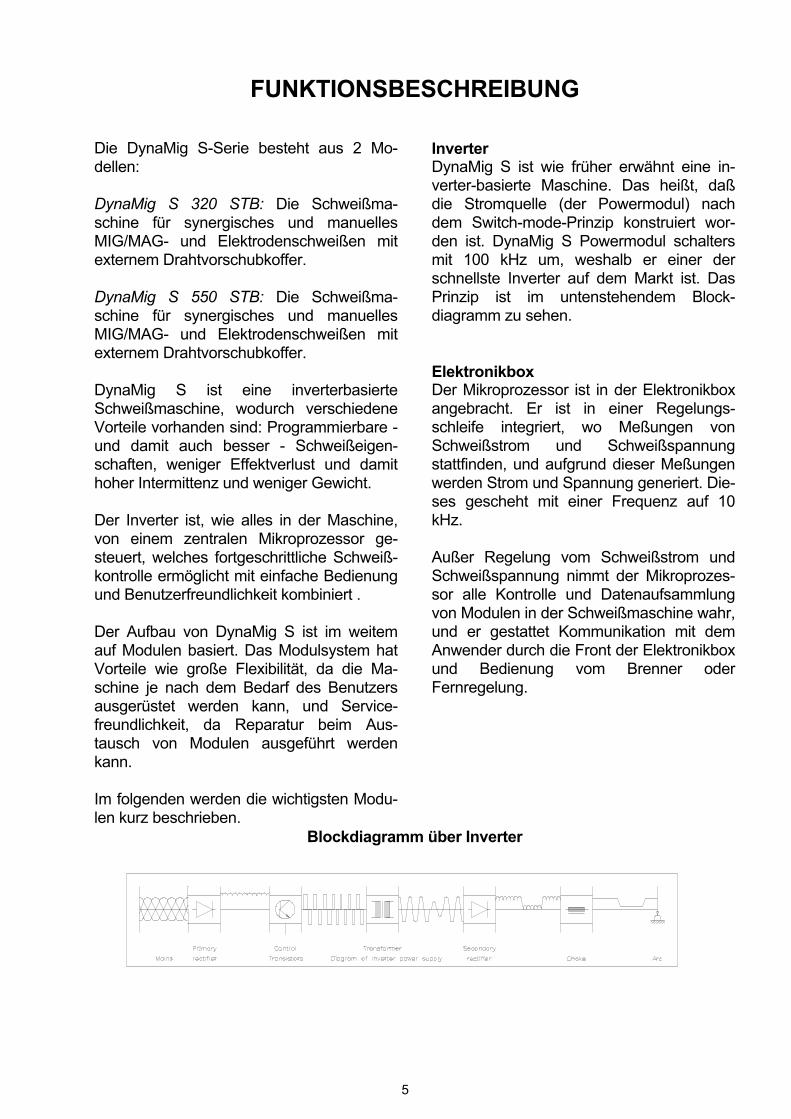
InverterDynaMig S ist wie früher erwähnt eine in-verter-basierte Maschine. Das heißt, daßdie Stromquelle (der Powermodul) nachdem Switch-mode-Prinzip konstruiert wor-den ist. DynaMig S Powermodul schaltersmit 100 kHz um, weshalb er einer derschnellste Inverter auf dem Markt ist. DasPrinzip ist im untenstehendem Block-diagramm zu sehen.
ElektronikboxDer Mikroprozessor ist in der Elektronikboxangebracht. Er ist in einer Regelungs-schleife integriert, wo Meßungen vonSchweißstrom und Schweißspannungstattfinden, und aufgrund dieser Meßungenwerden Strom und Spannung generiert. Die-ses gescheht mit einer Frequenz auf 10kHz.
Außer Regelung vom Schweißstrom undSchweißspannung nimmt der Mikroprozes-sor alle Kontrolle und Datenaufsammlungvon Modulen in der Schweißmaschine wahr,und er gestattet Kommunikation mit demAnwender durch die Front der Elektronikboxund Bedienung vom Brenner oderFernregelung.
Blockdiagramm über Inverter
6
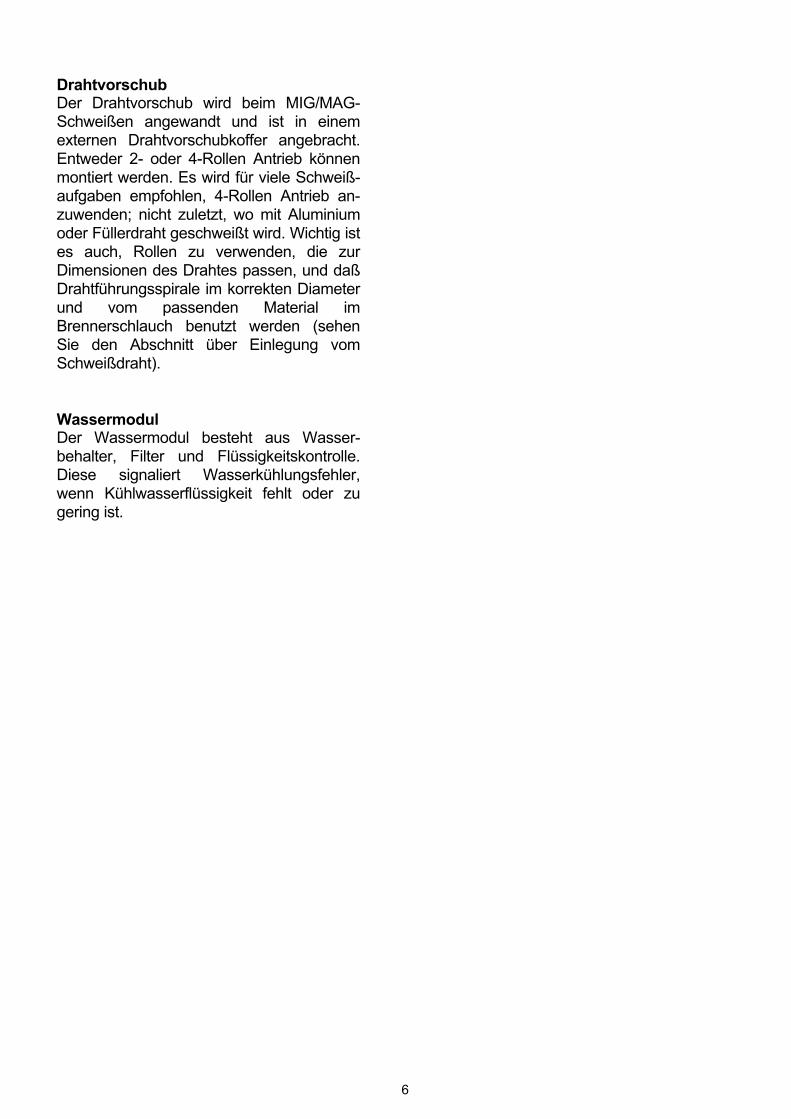
DrahtvorschubDer Drahtvorschub wird beim MIG/MAG-Schweißen angewandt und ist in einemexternen Drahtvorschubkoffer angebracht.Entweder 2- oder 4-Rollen Antrieb könnenmontiert werden. Es wird für viele Schweiß-aufgaben empfohlen, 4-Rollen Antrieb an-zuwenden; nicht zuletzt, wo mit Aluminiumoder Füllerdraht geschweißt wird. Wichtig istes auch, Rollen zu verwenden, die zurDimensionen des Drahtes passen, und daßDrahtführungsspirale im korrekten Diameterund vom passenden Material imBrennerschlauch benutzt werden (sehenSie den Abschnitt über Einlegung vomSchweißdraht).
WassermodulDer Wassermodul besteht aus Wasser-behalter, Filter und Flüssigkeitskontrolle.Diese signaliert Wasserkühlungsfehler,wenn Kühlwasserflüssigkeit fehlt oder zugering ist.

7
INBETRIEBNAHMENetzanschlußDie Maschine soll 3-phasigem Wechsel-strom (50 oder 60 Hz) angeschloßen wer-den mit einer Netzspannung zwischen 380und 415 V (Sehen Sie Technische Daten).Die Reihenfolge der Phasen ist egal. DerErdleiter ist gelb/grün. Sicherungstyp: Se-hen Sie Typenschild. Die Maschine wird amHauptschalter eingeschaltet (Pos. 1).
GasanschlußDer Gasschlauch, der vom Hinten ausgeht,wird an einer Gasversorgung mit einerFloweinstellung auf 8-20 l/min., je von derSchweißaufgabe abhängig, angeschlossen.Eine Gasflasche oder doppel Flaschen-beschlag können auf der Rückwand mon-tiert werden.
-MarkierungDiese Maschine erfüllt die gestellten An-sprüche an Maschinen für Anwendung indenjeningen Bereichen, wo es ein ge-steigerte Risiko für elektrischen Schlägegibt.
Bei denjenigen Schweißaufgaben, beidenen ein gewisses Sicherheitsrisiko be-steht (beim Schweißen unter erhöhterelektrischer Gefährdung, z.B. beim Schwei-ßen in engen, feuchten Räumen), muß sicheine Arbeitssicherungskraft in der Nähebefinden, die in Notfällen Erste-Hilfe-Maß-nahmen ergreifen kann.
SchutzklasseDie Maschine entspricht der SchutzklasseIP 21.
Es muß sichergestellt sein, daß die Lüf-tungsschlitze nicht verdeckt sind.
Elektromagnetische VerträglichkeitElektromagnetische StörungenDiese hochwertige Schweißmaschine fürden professionellen Einsatz ist gemäß derEMV (Elektromagnetische Verträglichkeits)-Richtlinie innerhalb der europäischen Unionnach der Europäischen Norm EN50199konstruiert und geprüft.
Diese Norm regelt die Ausstrahlung und dieAnfälligkeit elektrischer Geräte gegenüberelektromagnetischer Störung.
Der Zweck der Norm ist es, zu verhindern,daß Schweißmaschinen (und andere elek-trische Geräte) störanfällig sind bzw. daßsie Störungen anderer elektrischer Geräteverursachen.
Die Verantwortung des BenutzersEin problemfrier Betrieb ohne elektromag-netische Störungen setzt voraus, daß ge-wisse Maßnahmen bei der Installation undBenutzung des Gerätes getroffen werden.
Der Benutzer trägt die Verantwortung dafür,daß durch den Betrieb der Maschine keineStörungen anderer Geräte entstehen.
Vor Installation und Inbetriebnahme derSchweißmaschine ist die Umgebung, in dergeschweißt wird, zu untersuchen und zuprüfen. Diese Prüfung sollte von Fachper-sonal, das auch die Schweißmaschineinstalliert hat, vorgenommen werden.
In der Arbeitsumgebung sollte folgendesgeprüft werden:
1. Netzkabel aller Geräte, Steuerkabel,Signal- und Telefonkabel in der Näheder Schweißmaschine.
2. Rundfunksender und -empfänger.
3. Computeranlagen und andere Steu-ersysteme und -geräte.
S
8
4. Sicherheitssensible Ausrüstungen, wiez.B. Steuerung und Überwachungsein-richtungen für Prozeßanlagen.
5. Gesundheitszustand der Personen, diesich in der nähe der Schweißmaschineaufhalten, im besonderen derjenigenPersonen mit Herzschrittmachern undHörgeräten.
6. Geräte zum Kalibrieren und Messen.
7. Andere Ausrüstungen in der Nähe, dieStörungen ausgesetzt werden könntenund denen deshalb besondere Maß-nahmen gewidmet werden müssen.
8. Tageszeit, zu der das Schweißen undandere Aktivitäten stattfinden sollen.
In welchem Radius die Arbeitsumgebung zuprüfen ist, hängt zum einen von derBaukonstruktion, zum anderen von denanderen Arbeiten und dem Einsatz andererElektrogeräten ab.
Besondere Umstände und Spezialfällekönnen bewirken, daß das zu untersuchen-de Arbeitsumfeld erweitert werden muß.
Arbeiten mit dem Schweißgerät in Wohn-gebieten
Es wird vorausgesetzt, daß diese Schweiß-maschine nur in Industriegebieten eingesetzwird. Wenn aber doch einmal in Wohn-gebieten mit der Maschine geschweißt wird,ist die Gefahr zu berücksichtigen, daßandere elektrische Geräte dadurch gestörtwerden könnten.
In diesem Fall müssen Sondermaßnahmengetroffen werden, um diese elektromagneti-schen Störungen zu vermeiden.
Maßnahmen um die Aussendung vonelektromagnetischen Störungen zu reduzi-eren
- Schweißkabel so kurz wie möglich hal-ten.
- Schweißkabel so anbringen, daß Plus-und Minuskabel dicht aneinander lie-gen.
- Schweißkabel auf Bodenhöhe halten.
- Netzkabel und andere Kabel (Telefon-,Computer-, Signalkabel) nicht dicht bei-einander - z.B. in einem Kabelkanal -verlegen.
- Separate Netzversorgung für sensibleElektronik (Computer usw.).
- In Sonderfällen kann eine selektive Ab-schirmung der Kabel vorgenommenwerden.
- In Sonderfällen und für spezielle An-wendungszwecke sollte eine Abschir-mung der kompletten Schweißanlage inBetracht gezogen werden.
9
FRONT DynaMig S
FRONT RÜCKWAND
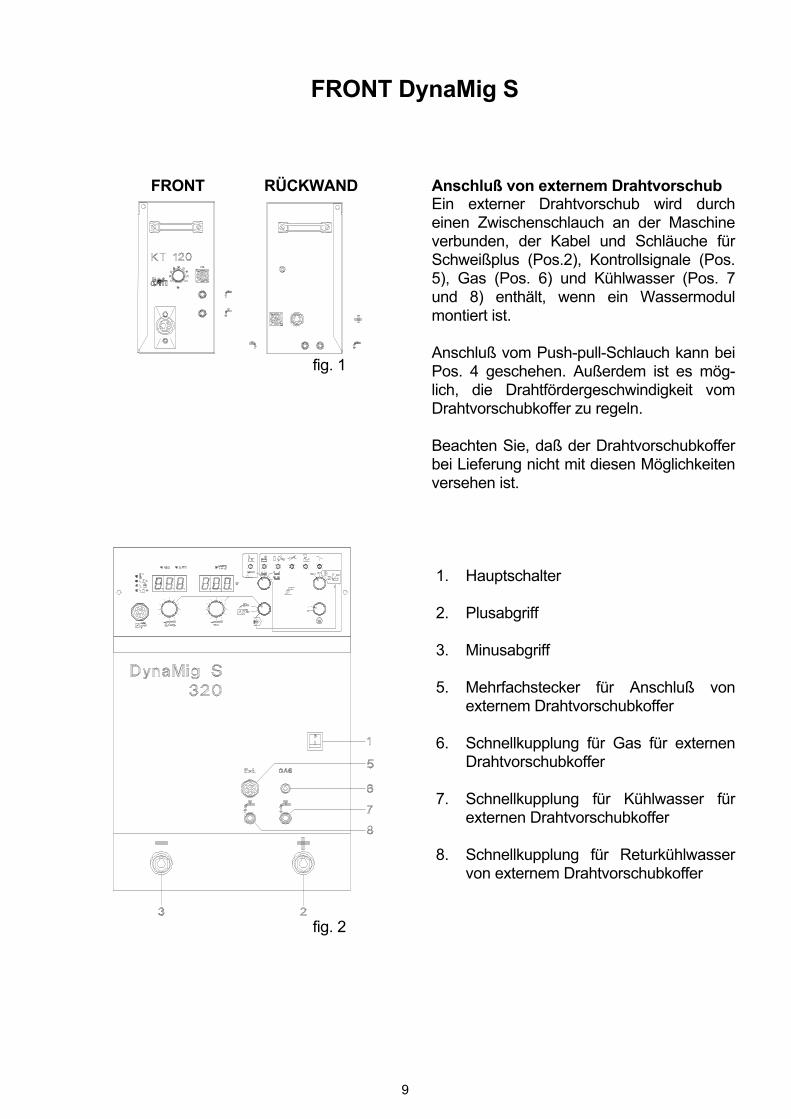
fig. 1
fig. 2
Anschluß von externem DrahtvorschubEin externer Drahtvorschub wird durcheinen Zwischenschlauch an der Maschineverbunden, der Kabel und Schläuche fürSchweißplus (Pos.2), Kontrollsignale (Pos.5), Gas (Pos. 6) und Kühlwasser (Pos. 7und 8) enthält, wenn ein Wassermodulmontiert ist.
Anschluß vom Push-pull-Schlauch kann beiPos. 4 geschehen. Außerdem ist es mög-lich, die Drahtfördergeschwindigkeit vomDrahtvorschubkoffer zu regeln.
Beachten Sie, daß der Drahtvorschubkofferbei Lieferung nicht mit diesen Möglichkeitenversehen ist.
1. Hauptschalter
2. Plusabgriff
3. Minusabgriff
5. Mehrfachstecker für Anschluß vonexternem Drahtvorschubkoffer
6. Schnellkupplung für Gas für externenDrahtvorschubkoffer
7. Schnellkupplung für Kühlwasser fürexternen Drahtvorschubkoffer
8. Schnellkupplung für Returkühlwasservon externem Drahtvorschubkoffer
10
ANSCHLUSS MIG/MAGMontierung des SchweißbrennersDer Brenner wird mit der Überwurfmutterhandfest am Zentralanschluß (ZA) angesch-raubt. Massekabel an die Minusbuchseeinstecken und mit einer Drehung festzie-hen.
Wenn das Gerät mit einem Wasserkühl-modul ausgestattet ist, müssen die beidenWasserschläuche angeschloßen werden.ROT an die Schnellkupplung und BLAU andie Schnellkupplung. Beim Anschluß einesPush-Pull Brenners muß zusätzlich nochder 8-polige Steuerstecker neben demZentralanschluß eingesteckt und ver-schraubt werden.
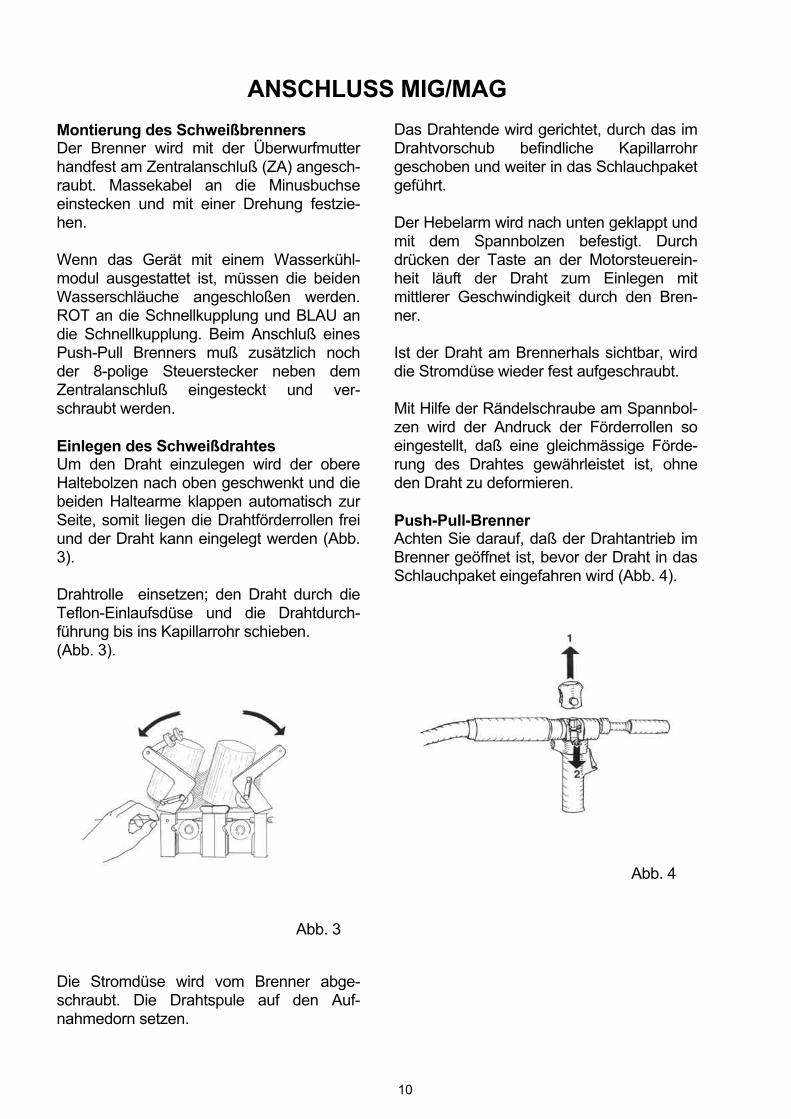
Einlegen des SchweißdrahtesUm den Draht einzulegen wird der obereHaltebolzen nach oben geschwenkt und diebeiden Haltearme klappen automatisch zurSeite, somit liegen die Drahtförderrollen freiund der Draht kann eingelegt werden (Abb.3).
Drahtrolle einsetzen; den Draht durch dieTeflon-Einlaufsdüse und die Drahtdurch-führung bis ins Kapillarrohr schieben.(Abb. 3).
Abb. 3
Die Stromdüse wird vom Brenner abge-schraubt. Die Drahtspule auf den Auf-nahmedorn setzen.
Das Drahtende wird gerichtet, durch das imDrahtvorschub befindliche Kapillarrohrgeschoben und weiter in das Schlauchpaketgeführt.
Der Hebelarm wird nach unten geklappt undmit dem Spannbolzen befestigt. Durchdrücken der Taste an der Motorsteuerein-heit läuft der Draht zum Einlegen mitmittlerer Geschwindigkeit durch den Bren-ner.
Ist der Draht am Brennerhals sichtbar, wirddie Stromdüse wieder fest aufgeschraubt.
Mit Hilfe der Rändelschraube am Spannbol-zen wird der Andruck der Förderrollen soeingestellt, daß eine gleichmässige Förde-rung des Drahtes gewährleistet ist, ohneden Draht zu deformieren.
Push-Pull-BrennerAchten Sie darauf, daß der Drahtantrieb imBrenner geöffnet ist, bevor der Draht in dasSchlauchpaket eingefahren wird (Abb. 4).
Abb. 4
11
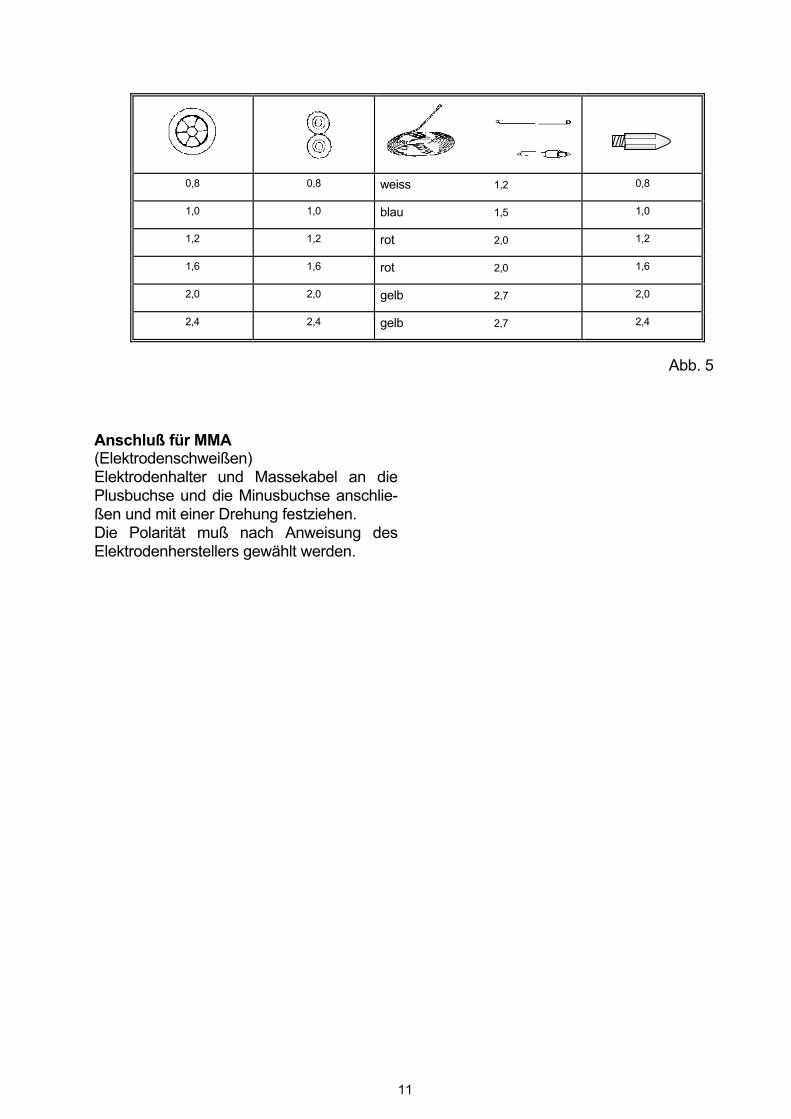
0,8 0,8 weiss 1,2 0,8
1,0 1,0 blau 1,5 1,0
1,2 1,2 rot 2,0 1,2
1,6 1,6 rot 2,0 1,6
2,0 2,0 gelb 2,7 2,0
2,4 2,4 gelb 2,7 2,4
Abb. 5
Anschluß für MMA(Elektrodenschweißen)Elektrodenhalter und Massekabel an diePlusbuchse und die Minusbuchse anschlie-ßen und mit einer Drehung festziehen.Die Polarität muß nach Anweisung desElektrodenherstellers gewählt werden.
12
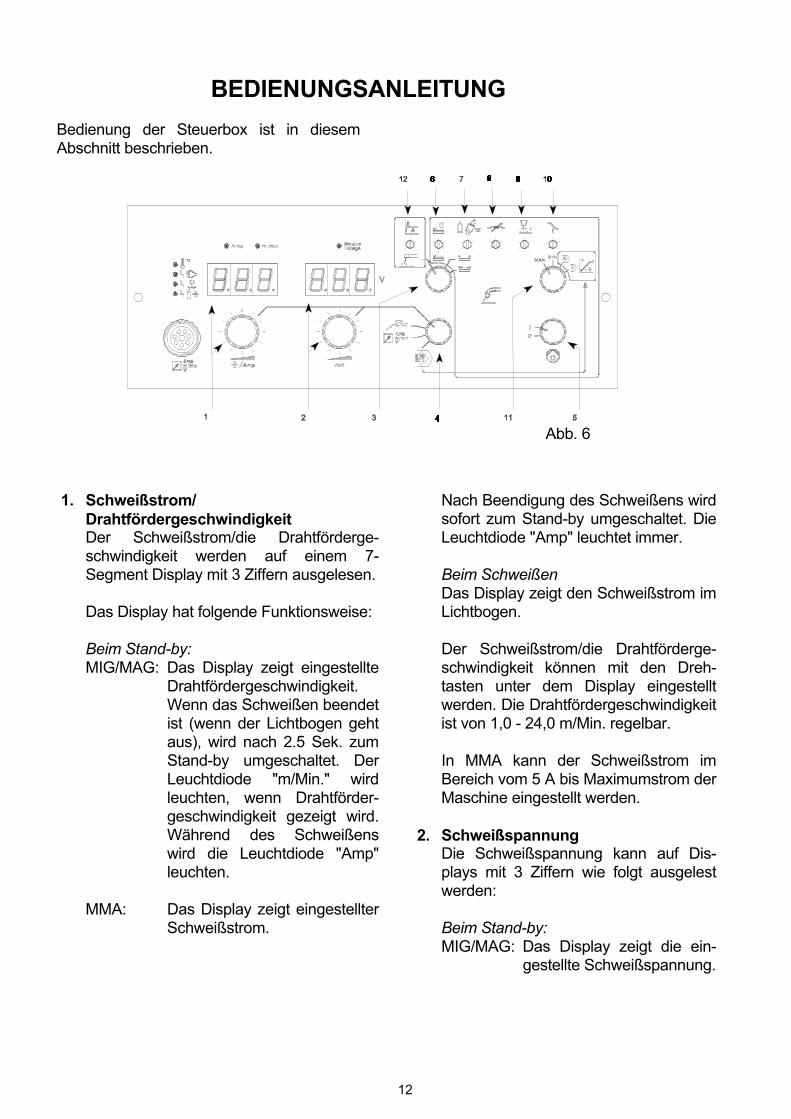
BEDIENUNGSANLEITUNGBedienung der Steuerbox ist in diesemAbschnitt beschrieben.
Abb. 6
1. Schweißstrom/DrahtfördergeschwindigkeitDer Schweißstrom/die Drahtförderge-schwindigkeit werden auf einem 7-Segment Display mit 3 Ziffern ausgelesen.
Das Display hat folgende Funktionsweise:
Beim Stand-by:MIG/MAG: Das Display zeigt eingestellte
Drahtfördergeschwindigkeit.Wenn das Schweißen beendetist (wenn der Lichtbogen gehtaus), wird nach 2.5 Sek. zumStand-by umgeschaltet. DerLeuchtdiode "m/Min." wirdleuchten, wenn Drahtförder-geschwindigkeit gezeigt wird.Während des Schweißenswird die Leuchtdiode "Amp"leuchten.
MMA: Das Display zeigt eingestellterSchweißstrom.
Nach Beendigung des Schweißens wirdsofort zum Stand-by umgeschaltet. DieLeuchtdiode "Amp" leuchtet immer.
Beim SchweißenDas Display zeigt den Schweißstrom imLichtbogen.
Der Schweißstrom/die Drahtförderge-schwindigkeit können mit den Dreh-tasten unter dem Display eingestelltwerden. Die Drahtfördergeschwindigkeitist von 1,0 - 24,0 m/Min. regelbar.
In MMA kann der Schweißstrom imBereich vom 5 A bis Maximumstrom derMaschine eingestellt werden.
2. SchweißspannungDie Schweißspannung kann auf Dis-plays mit 3 Ziffern wie folgt ausgelestwerden:
Beim Stand-by:MIG/MAG: Das Display zeigt die ein-
gestellte Schweißspannung.
13
Nach Beendigung einesSchweißprozeßes (wenn derLichtbogen geht aus) wirdnach 2,5 Sek. zum Stand-byumgeschaltet. Die Leucht-diode "Welding Voltage" leuc-htet, wenn es Lichtbogen gibt.
Die Spannung kann im Be-reich vom 10,0V-50,0 V inSprüngen auf 0,5 V eingestelltwerden.
MMA: Das Display zeigt die Leerlauf-spannung der Maschine. NachBeendigung des Schweißenswird sofort zum Stand-by um-geschaltet. Die Leuchtdiode"Welding Voltage" wird immerleuchten.
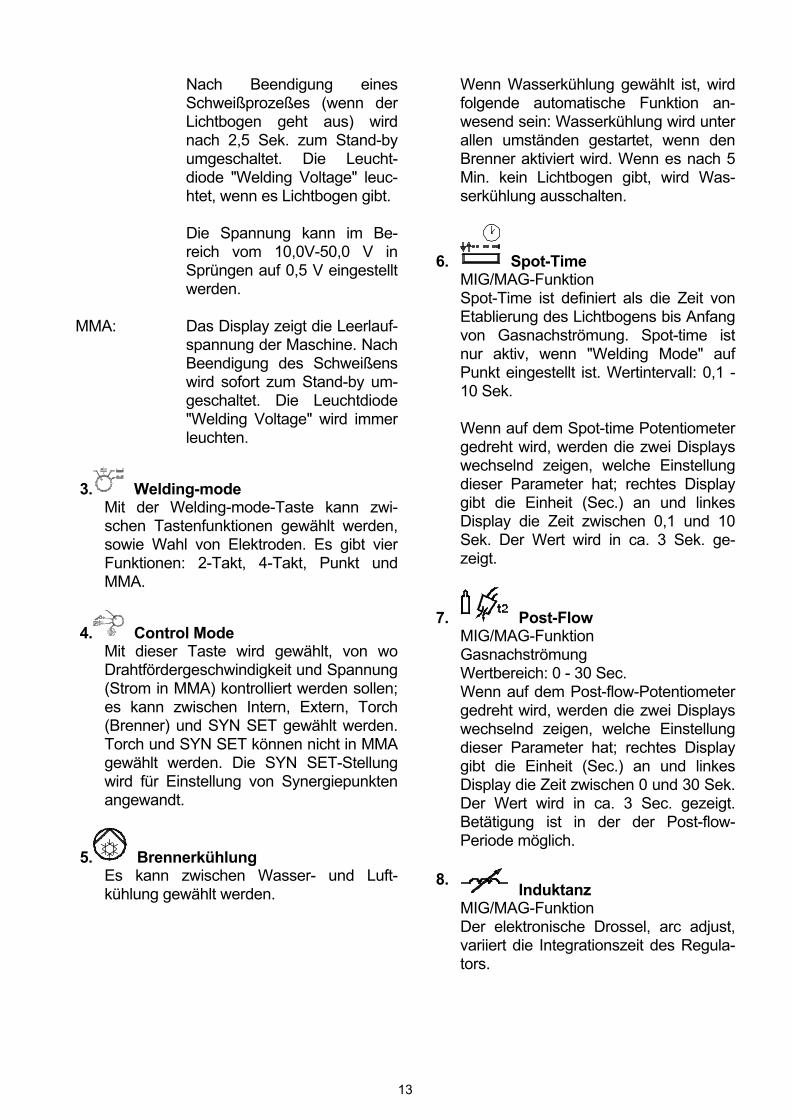
3. Welding-modeMit der Welding-mode-Taste kann zwi-schen Tastenfunktionen gewählt werden,sowie Wahl von Elektroden. Es gibt vierFunktionen: 2-Takt, 4-Takt, Punkt undMMA.
4. Control ModeMit dieser Taste wird gewählt, von woDrahtfördergeschwindigkeit und Spannung(Strom in MMA) kontrolliert werden sollen;es kann zwischen Intern, Extern, Torch(Brenner) und SYN SET gewählt werden.Torch und SYN SET können nicht in MMAgewählt werden. Die SYN SET-Stellungwird für Einstellung von Synergiepunktenangewandt.
5. BrennerkühlungEs kann zwischen Wasser- und Luft-kühlung gewählt werden.
Wenn Wasserkühlung gewählt ist, wirdfolgende automatische Funktion an-wesend sein: Wasserkühlung wird unterallen umständen gestartet, wenn denBrenner aktiviert wird. Wenn es nach 5Min. kein Lichtbogen gibt, wird Was-serkühlung ausschalten.
6. Spot-TimeMIG/MAG-FunktionSpot-Time ist definiert als die Zeit vonEtablierung des Lichtbogens bis Anfangvon Gasnachströmung. Spot-time istnur aktiv, wenn "Welding Mode" aufPunkt eingestellt ist. Wertintervall: 0,1 -10 Sek.
Wenn auf dem Spot-time Potentiometergedreht wird, werden die zwei Displayswechselnd zeigen, welche Einstellungdieser Parameter hat; rechtes Displaygibt die Einheit (Sec.) an und linkesDisplay die Zeit zwischen 0,1 und 10Sek. Der Wert wird in ca. 3 Sek. ge-zeigt.
7. Post-FlowMIG/MAG-FunktionGasnachströmungWertbereich: 0 - 30 Sec.Wenn auf dem Post-flow-Potentiometergedreht wird, werden die zwei Displayswechselnd zeigen, welche Einstellungdieser Parameter hat; rechtes Displaygibt die Einheit (Sec.) an und linkesDisplay die Zeit zwischen 0 und 30 Sek.Der Wert wird in ca. 3 Sec. gezeigt.Betätigung ist in der der Post-flow-Periode möglich.
8. InduktanzMIG/MAG-FunktionDer elektronische Drossel, arc adjust,variiert die Integrationszeit des Regula-tors.
14
Arc adjust wird in einem Intervall einge-stellt, wo das Schweißverfahren stabil ver-bleibt.
Wertbererich: 0 - 100 %. Bei 100 % ist derLichtbogen weich und bei 0 % ist er hart.
Wenn auf dem Induktanz Potentiometergedreht wird, werden die zwei Displayswechselnd zeigen, welche Einstellungdieser Parameter hat; rechtes Display gibtdie Einheit (%) an und linkes Display denWert zwischen 0 und 100 %.Der Wert wird in ca. 3 Sek. gezeigt.
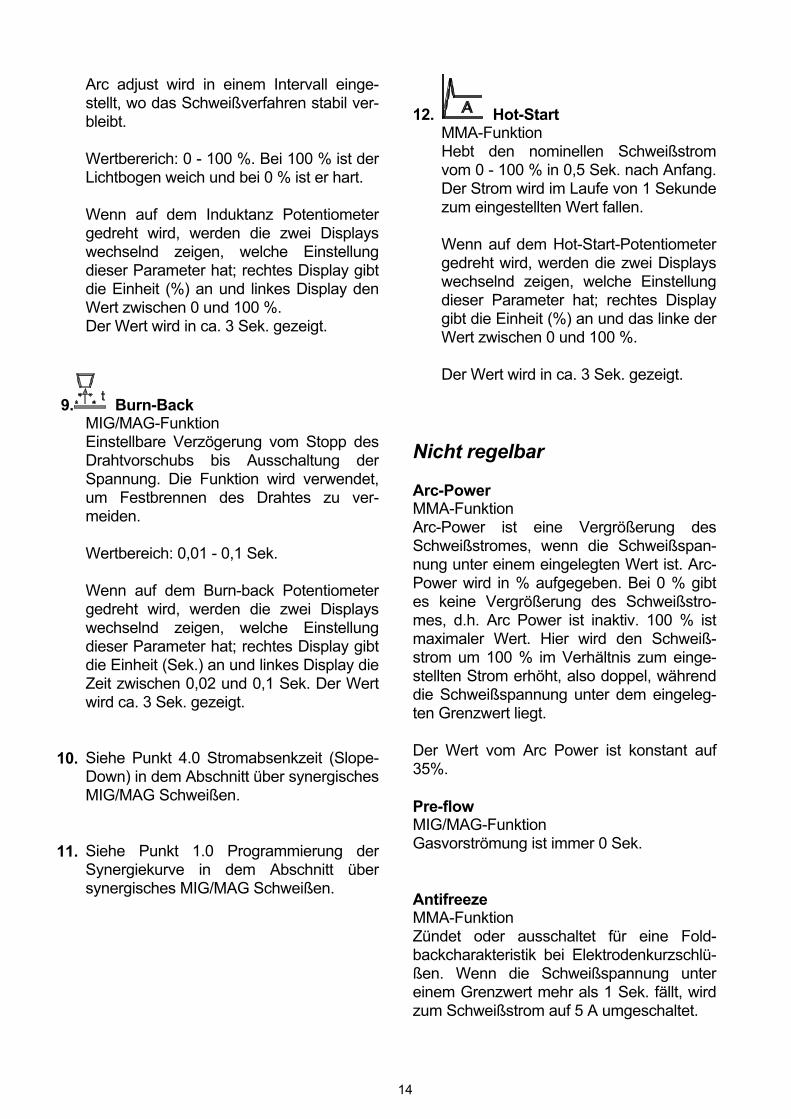
9. Burn-BackMIG/MAG-FunktionEinstellbare Verzögerung vom Stopp desDrahtvorschubs bis Ausschaltung derSpannung. Die Funktion wird verwendet,um Festbrennen des Drahtes zu ver-meiden.
Wertbereich: 0,01 - 0,1 Sek.
Wenn auf dem Burn-back Potentiometergedreht wird, werden die zwei Displayswechselnd zeigen, welche Einstellungdieser Parameter hat; rechtes Display gibtdie Einheit (Sek.) an und linkes Display dieZeit zwischen 0,02 und 0,1 Sek. Der Wertwird ca. 3 Sek. gezeigt.
10. Siehe Punkt 4.0 Stromabsenkzeit (Slope-Down) in dem Abschnitt über synergischesMIG/MAG Schweißen.
11. Siehe Punkt 1.0 Programmierung derSynergiekurve in dem Abschnitt übersynergisches MIG/MAG Schweißen.
12. Hot-StartMMA-FunktionHebt den nominellen Schweißstromvom 0 - 100 % in 0,5 Sek. nach Anfang.Der Strom wird im Laufe von 1 Sekundezum eingestellten Wert fallen.
Wenn auf dem Hot-Start-Potentiometergedreht wird, werden die zwei Displayswechselnd zeigen, welche Einstellungdieser Parameter hat; rechtes Displaygibt die Einheit (%) an und das linke derWert zwischen 0 und 100 %.
Der Wert wird in ca. 3 Sek. gezeigt.
Nicht regelbar
Arc-PowerMMA-FunktionArc-Power ist eine Vergrößerung desSchweißstromes, wenn die Schweißspan-nung unter einem eingelegten Wert ist. Arc-Power wird in % aufgegeben. Bei 0 % gibtes keine Vergrößerung des Schweißstro-mes, d.h. Arc Power ist inaktiv. 100 % istmaximaler Wert. Hier wird den Schweiß-strom um 100 % im Verhältnis zum einge-stellten Strom erhöht, also doppel, währenddie Schweißspannung unter dem eingeleg-ten Grenzwert liegt.
Der Wert vom Arc Power ist konstant auf35%.
Pre-flowMIG/MAG-FunktionGasvorströmung ist immer 0 Sek.
AntifreezeMMA-FunktionZündet oder ausschaltet für eine Fold-backcharakteristik bei Elektrodenkurzschlü-ßen. Wenn die Schweißspannung untereinem Grenzwert mehr als 1 Sek. fällt, wirdzum Schweißstrom auf 5 A umgeschaltet.
15
Wiedereinkupplung zum nominellen Stromgescheht 1 Sek. nach Entfernung der Elek-trode vom Material.
Antifreeze ist immer eingeschaltet.
BrennertasteDie Brennertaste hat drei primäre Funktionen:2-Takt, 4-Takt und Punkt.
Bei 2-Takt Bedienung fängt das Schweißennach Drucken der Taste an. Das Schweißenläuft durch (Slope-down - Stromabsenkzeit),Burn-Back und Post-Flow (Rückbrandzeit undGasnachströmung) und wird beendigt, wenndie Brennertaste nicht mehr betätigt ist. Wenndie Taste während Gasnachströmung aktiviertwird, fängt das Schweißen wieder an.
Bei 4-Takt Bedienung fängt das Schweißen andurch Drucken der Taste von willkürzlicherLänge. Bei nächstem Tastendruck (Tastehalten) fangen (Slope-Down), Rückbrandzeit und Gasnachströmung an, und der Schweiß-prozeß hört auf.Bei Punkt-Bedienung fängt das Schweißen miteinem Tastendruck an. Ab Zündung desLichtbogens verläuft das Schweißen in den-jenigen Sekunden, die auf Spot-time (Punkt-zeit) eingestellt sind, wonach Slope-Down,Burn-Back und Gasnachströmung fangen an,und das Schweißen wird beendigt.
BrennerregelungWenn Brennerregelung auf dem Panel gewähltworden ist, kann man auf Brenner mitRegelung im Handgriff (torch) die Draht-fördergeschwindigkeit einstellen. (Sehen Sieauch den Abschnitt über synergischesMIG/MAG-Schweißen)
16
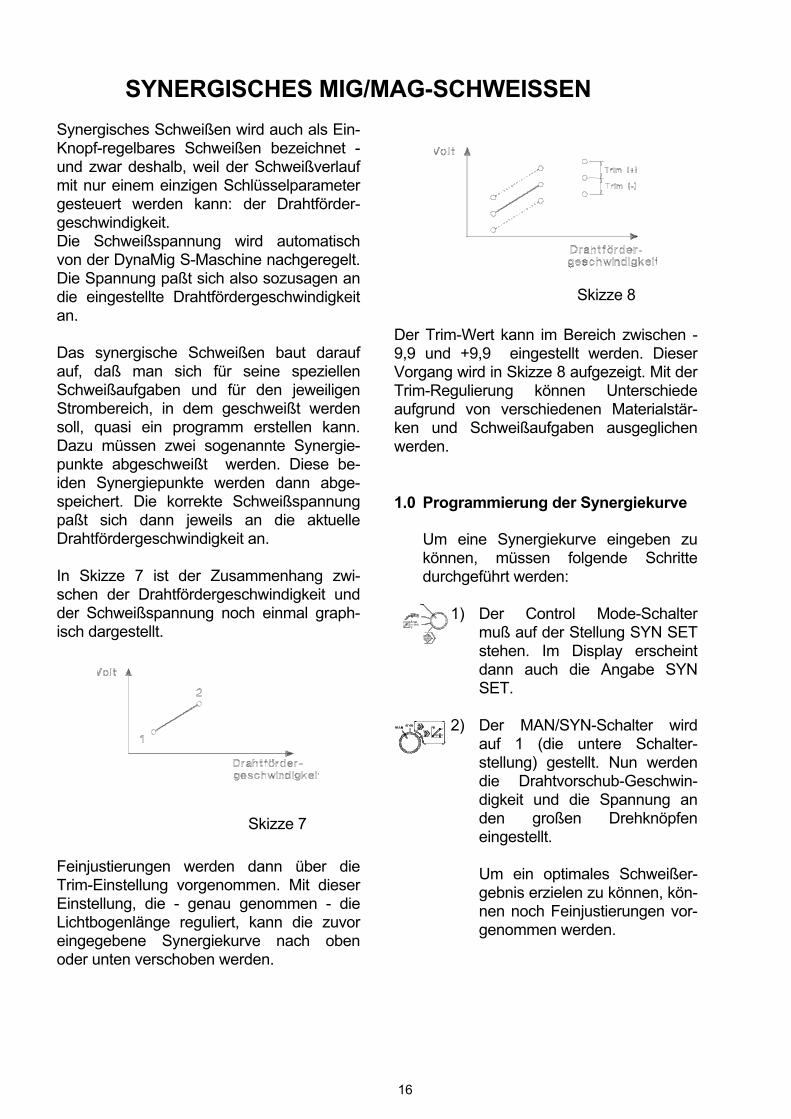
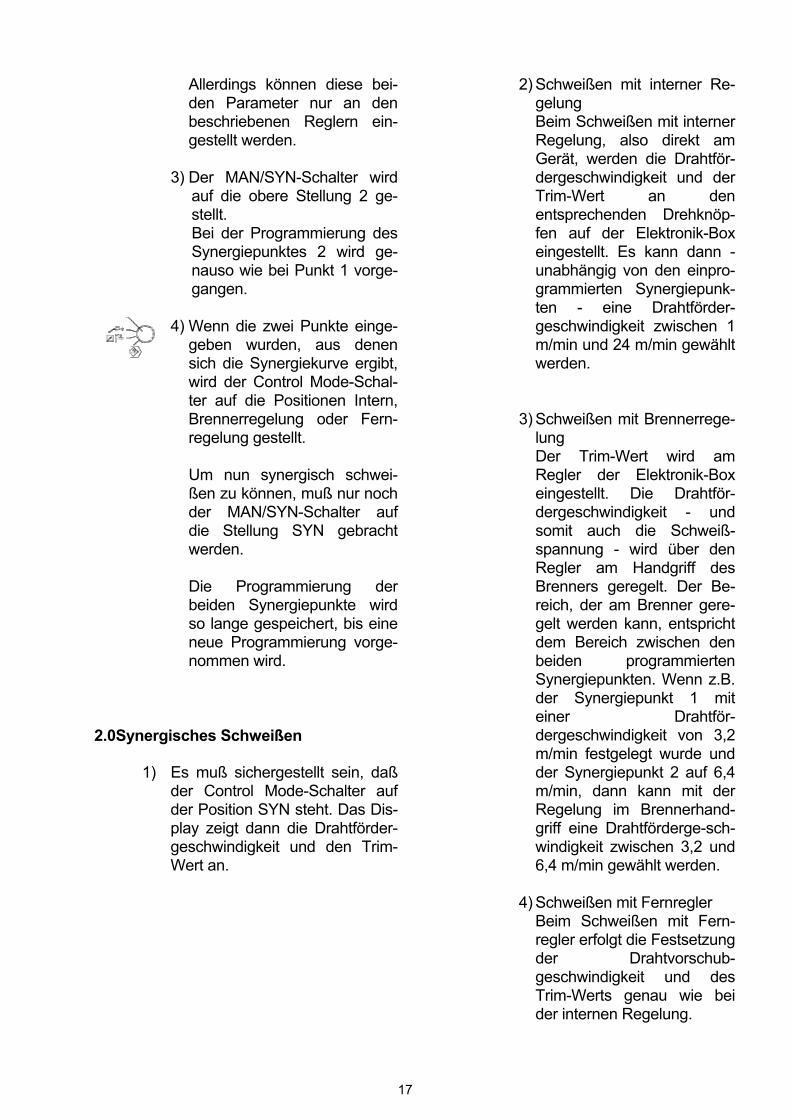
SYNERGISCHES MIG/MAG-SCHWEISSENSynergisches Schweißen wird auch als Ein-Knopf-regelbares Schweißen bezeichnet -und zwar deshalb, weil der Schweißverlaufmit nur einem einzigen Schlüsselparametergesteuert werden kann: der Drahtförder-geschwindigkeit.Die Schweißspannung wird automatischvon der DynaMig S-Maschine nachgeregelt.Die Spannung paßt sich also sozusagen andie eingestellte Drahtfördergeschwindigkeitan.
Das synergische Schweißen baut daraufauf, daß man sich für seine speziellenSchweißaufgaben und für den jeweiligenStrombereich, in dem geschweißt werdensoll, quasi ein programm erstellen kann.Dazu müssen zwei sogenannte Synergie-punkte abgeschweißt werden. Diese be-iden Synergiepunkte werden dann abge-speichert. Die korrekte Schweißspannungpaßt sich dann jeweils an die aktuelleDrahtfördergeschwindigkeit an.
In Skizze 7 ist der Zusammenhang zwi-schen der Drahtfördergeschwindigkeit undder Schweißspannung noch einmal graph-isch dargestellt.
Skizze 7
Feinjustierungen werden dann über dieTrim-Einstellung vorgenommen. Mit dieserEinstellung, die - genau genommen - dieLichtbogenlänge reguliert, kann die zuvoreingegebene Synergiekurve nach obenoder unten verschoben werden.
Skizze 8
Der Trim-Wert kann im Bereich zwischen -9,9 und +9,9 eingestellt werden. DieserVorgang wird in Skizze 8 aufgezeigt. Mit derTrim-Regulierung können Unterschiedeaufgrund von verschiedenen Materialstär-ken und Schweißaufgaben ausgeglichenwerden.
1.0 Programmierung der Synergiekurve
Um eine Synergiekurve eingeben zukönnen, müssen folgende Schrittedurchgeführt werden:
1) Der Control Mode-Schaltermuß auf der Stellung SYN SETstehen. Im Display erscheintdann auch die Angabe SYNSET.
2) Der MAN/SYN-Schalter wirdauf 1 (die untere Schalter-stellung) gestellt. Nun werdendie Drahtvorschub-Geschwin-digkeit und die Spannung anden großen Drehknöpfeneingestellt.
Um ein optimales Schweißer-gebnis erzielen zu können, kön-nen noch Feinjustierungen vor-genommen werden.
17
Allerdings können diese bei-den Parameter nur an denbeschriebenen Reglern ein-gestellt werden.
3) Der MAN/SYN-Schalter wirdauf die obere Stellung 2 ge-stellt.Bei der Programmierung desSynergiepunktes 2 wird ge-nauso wie bei Punkt 1 vorge-gangen.
4) Wenn die zwei Punkte einge-geben wurden, aus denensich die Synergiekurve ergibt,wird der Control Mode-Schal-ter auf die Positionen Intern,Brennerregelung oder Fern-regelung gestellt.
Um nun synergisch schwei-ßen zu können, muß nur nochder MAN/SYN-Schalter aufdie Stellung SYN gebrachtwerden.
Die Programmierung derbeiden Synergiepunkte wirdso lange gespeichert, bis eineneue Programmierung vorge-nommen wird.
2.0Synergisches Schweißen
1) Es muß sichergestellt sein, daßder Control Mode-Schalter aufder Position SYN steht. Das Dis-play zeigt dann die Drahtförder-geschwindigkeit und den Trim-Wert an.
2) Schweißen mit interner Re-gelungBeim Schweißen mit internerRegelung, also direkt amGerät, werden die Drahtför-dergeschwindigkeit und derTrim-Wert an denentsprechenden Drehknöp-fen auf der Elektronik-Boxeingestellt. Es kann dann -unabhängig von den einpro-grammierten Synergiepunk-ten - eine Drahtförder-geschwindigkeit zwischen 1m/min und 24 m/min gewähltwerden.
3) Schweißen mit Brennerrege-lungDer Trim-Wert wird amRegler der Elektronik-Boxeingestellt. Die Drahtför-dergeschwindigkeit - undsomit auch die Schweiß-spannung - wird über denRegler am Handgriff desBrenners geregelt. Der Be-reich, der am Brenner gere-gelt werden kann, entsprichtdem Bereich zwischen denbeiden programmiertenSynergiepunkten. Wenn z.B.der Synergiepunkt 1 miteiner Drahtför-dergeschwindigkeit von 3,2m/min festgelegt wurde undder Synergiepunkt 2 auf 6,4m/min, dann kann mit derRegelung im Brennerhand-griff eine Drahtförderge-sch-windigkeit zwischen 3,2 und6,4 m/min gewählt werden.
4) Schweißen mit FernreglerBeim Schweißen mit Fern-regler erfolgt die Festsetzungder Drahtvorschub-geschwindigkeit und desTrim-Werts genau wie beider internen Regelung.
18
3.0 Überprüfung der eingestellten Syner-giepunkten
1) Erst einmal muß sichergestellt,daß sich der Control Mode-Schalter nicht auf der PositionSYN SET befindet; der Schalterdarf nur auf den Stellungeninterne Regelung, Brenner- oderFernregelung stehen.
2) Der MAN/SYN-Schalter wirdentweder auf 1 oder 2 gestellt, jenachdem, welcher Punktüberprüft werden soll. Die zweiDisplays in der Elektronik-Boxzeigen nun die eingegebeneDrahtfördergeschwindigkeit unddie Schweißspannung an. DieEinstellungen können jetzt nichtabgeändert werden.
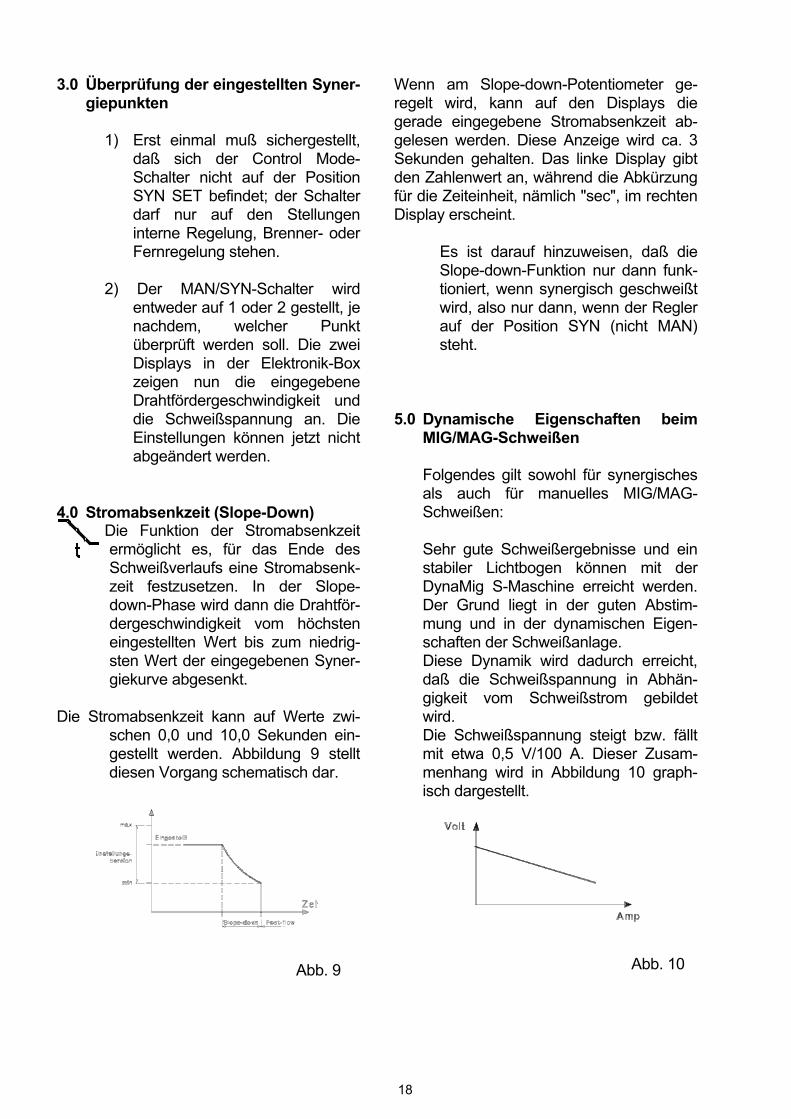
4.0 Stromabsenkzeit (Slope-Down)Die Funktion der Stromabsenkzeitermöglicht es, für das Ende desSchweißverlaufs eine Stromabsenk-zeit festzusetzen. In der Slope-down-Phase wird dann die Drahtför-dergeschwindigkeit vom höchsteneingestellten Wert bis zum niedrig-sten Wert der eingegebenen Syner-giekurve abgesenkt.
Die Stromabsenkzeit kann auf Werte zwi-schen 0,0 und 10,0 Sekunden ein-gestellt werden. Abbildung 9 stelltdiesen Vorgang schematisch dar.
Abb. 9
Wenn am Slope-down-Potentiometer ge-regelt wird, kann auf den Displays diegerade eingegebene Stromabsenkzeit ab-gelesen werden. Diese Anzeige wird ca. 3Sekunden gehalten. Das linke Display gibtden Zahlenwert an, während die Abkürzungfür die Zeiteinheit, nämlich "sec", im rechtenDisplay erscheint.
Es ist darauf hinzuweisen, daß dieSlope-down-Funktion nur dann funk-tioniert, wenn synergisch geschweißtwird, also nur dann, wenn der Reglerauf der Position SYN (nicht MAN)steht.
5.0 Dynamische Eigenschaften beimMIG/MAG-Schweißen
Folgendes gilt sowohl für synergischesals auch für manuelles MIG/MAG-Schweißen:
Sehr gute Schweißergebnisse und einstabiler Lichtbogen können mit derDynaMig S-Maschine erreicht werden.Der Grund liegt in der guten Abstim-mung und in der dynamischen Eigen-schaften der Schweißanlage.Diese Dynamik wird dadurch erreicht,daß die Schweißspannung in Abhän-gigkeit vom Schweißstrom gebildetwird.Die Schweißspannung steigt bzw. fälltmit etwa 0,5 V/100 A. Dieser Zusam-menhang wird in Abbildung 10 graph-isch dargestellt.
Abb. 10

19
Beispiel:Aufgrund der eingegebenenDrahtfördergeschwindigkeitund der Schweißspannungergibt sich ein Schweißstromvon 200 A. Während desSchweißvorgangs wird imDisplay dann aber eine um 1V (0,5 V pro 100 A 6 2x 0,5V = 1 V) niedrigere Span-nung angezeigt werden alsvor dem Schweißstart.)
20
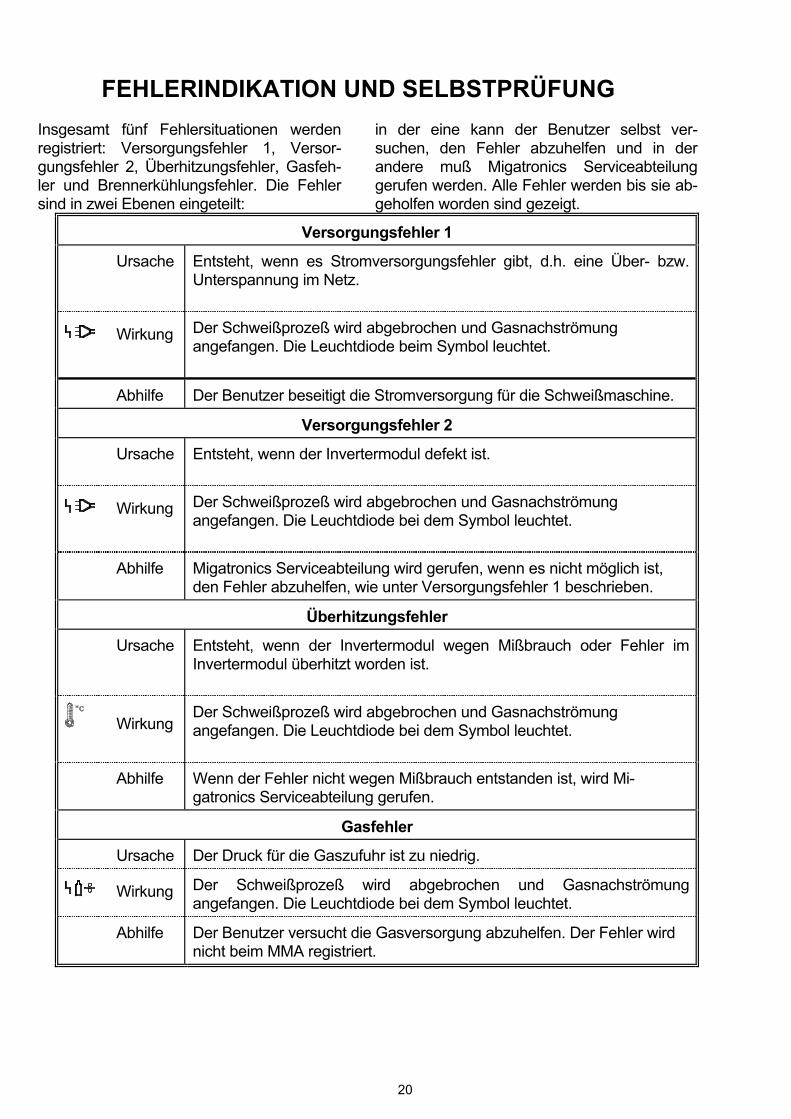
FEHLERINDIKATION UND SELBSTPRÜFUNGInsgesamt fünf Fehlersituationen werdenregistriert: Versorgungsfehler 1, Versor-gungsfehler 2, Überhitzungsfehler, Gasfeh-ler und Brennerkühlungsfehler. Die Fehlersind in zwei Ebenen eingeteilt:
in der eine kann der Benutzer selbst ver-suchen, den Fehler abzuhelfen und in derandere muß Migatronics Serviceabteilunggerufen werden. Alle Fehler werden bis sie ab-geholfen worden sind gezeigt.
Versorgungsfehler 1
Ursache Entsteht, wenn es Stromversorgungsfehler gibt, d.h. eine Über- bzw.Unterspannung im Netz.
Wirkung Der Schweißprozeß wird abgebrochen und Gasnachströmungangefangen. Die Leuchtdiode beim Symbol leuchtet.
Abhilfe Der Benutzer beseitigt die Stromversorgung für die Schweißmaschine.
Versorgungsfehler 2
Ursache Entsteht, wenn der Invertermodul defekt ist.
Wirkung Der Schweißprozeß wird abgebrochen und Gasnachströmungangefangen. Die Leuchtdiode bei dem Symbol leuchtet.
Abhilfe Migatronics Serviceabteilung wird gerufen, wenn es nicht möglich ist,den Fehler abzuhelfen, wie unter Versorgungsfehler 1 beschrieben.
Überhitzungsfehler
Ursache Entsteht, wenn der Invertermodul wegen Mißbrauch oder Fehler imInvertermodul überhitzt worden ist.
WirkungDer Schweißprozeß wird abgebrochen und Gasnachströmungangefangen. Die Leuchtdiode bei dem Symbol leuchtet.
Abhilfe Wenn der Fehler nicht wegen Mißbrauch entstanden ist, wird Mi-gatronics Serviceabteilung gerufen.
Gasfehler
Ursache Der Druck für die Gaszufuhr ist zu niedrig.
Wirkung Der Schweißprozeß wird abgebrochen und Gasnachströmungangefangen. Die Leuchtdiode bei dem Symbol leuchtet.
Abhilfe Der Benutzer versucht die Gasversorgung abzuhelfen. Der Fehler wirdnicht beim MMA registriert.
21
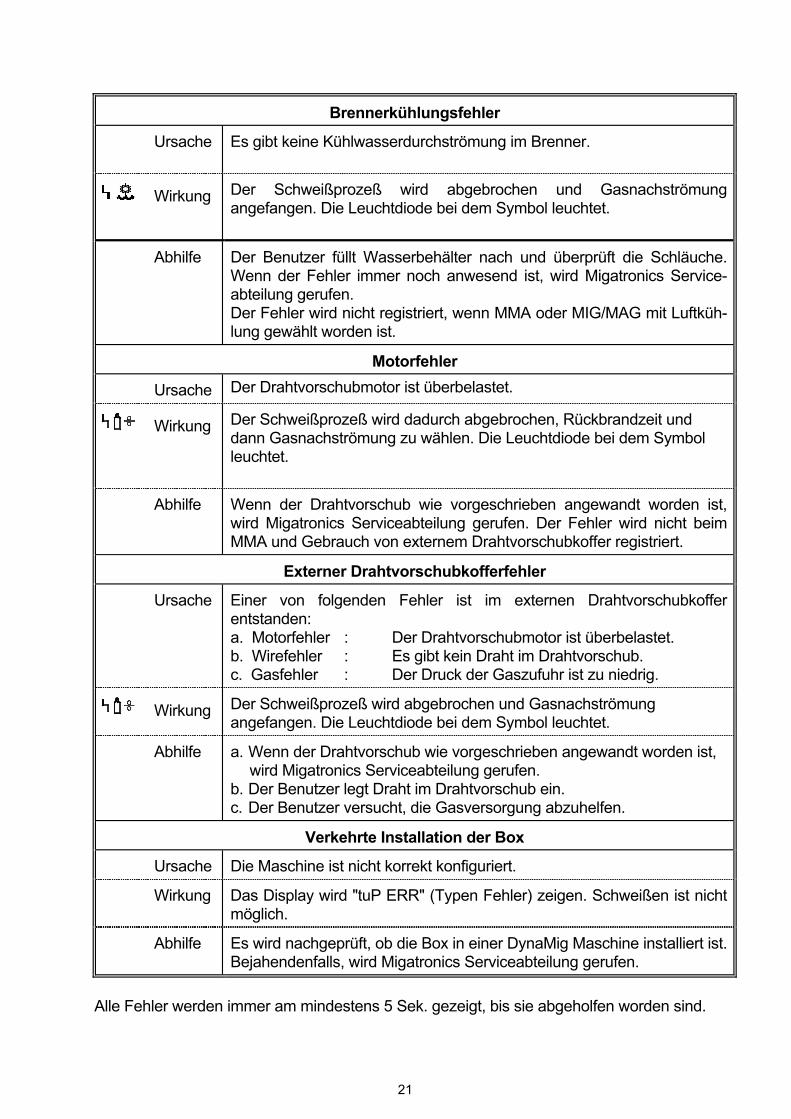
Brennerkühlungsfehler
Ursache Es gibt keine Kühlwasserdurchströmung im Brenner.
Wirkung Der Schweißprozeß wird abgebrochen und Gasnachströmungangefangen. Die Leuchtdiode bei dem Symbol leuchtet.
Abhilfe Der Benutzer füllt Wasserbehälter nach und überprüft die Schläuche.Wenn der Fehler immer noch anwesend ist, wird Migatronics Service-abteilung gerufen.Der Fehler wird nicht registriert, wenn MMA oder MIG/MAG mit Luftküh-lung gewählt worden ist.
Motorfehler
Ursache Der Drahtvorschubmotor ist überbelastet.
Wirkung Der Schweißprozeß wird dadurch abgebrochen, Rückbrandzeit unddann Gasnachströmung zu wählen. Die Leuchtdiode bei dem Symbolleuchtet.
Abhilfe Wenn der Drahtvorschub wie vorgeschrieben angewandt worden ist,wird Migatronics Serviceabteilung gerufen. Der Fehler wird nicht beimMMA und Gebrauch von externem Drahtvorschubkoffer registriert.
Externer Drahtvorschubkofferfehler
Ursache Einer von folgenden Fehler ist im externen Drahtvorschubkofferentstanden:a. Motorfehler : Der Drahtvorschubmotor ist überbelastet.b. Wirefehler : Es gibt kein Draht im Drahtvorschub.c. Gasfehler : Der Druck der Gaszufuhr ist zu niedrig.
Wirkung Der Schweißprozeß wird abgebrochen und Gasnachströmungangefangen. Die Leuchtdiode bei dem Symbol leuchtet.
Abhilfe a. Wenn der Drahtvorschub wie vorgeschrieben angewandt worden ist,wird Migatronics Serviceabteilung gerufen.
b. Der Benutzer legt Draht im Drahtvorschub ein.c. Der Benutzer versucht, die Gasversorgung abzuhelfen.
Verkehrte Installation der Box
Ursache Die Maschine ist nicht korrekt konfiguriert.
Wirkung Das Display wird "tuP ERR" (Typen Fehler) zeigen. Schweißen ist nichtmöglich.
Abhilfe Es wird nachgeprüft, ob die Box in einer DynaMig Maschine installiert ist.Bejahendenfalls, wird Migatronics Serviceabteilung gerufen.
Alle Fehler werden immer am mindestens 5 Sek. gezeigt, bis sie abgeholfen worden sind.
22
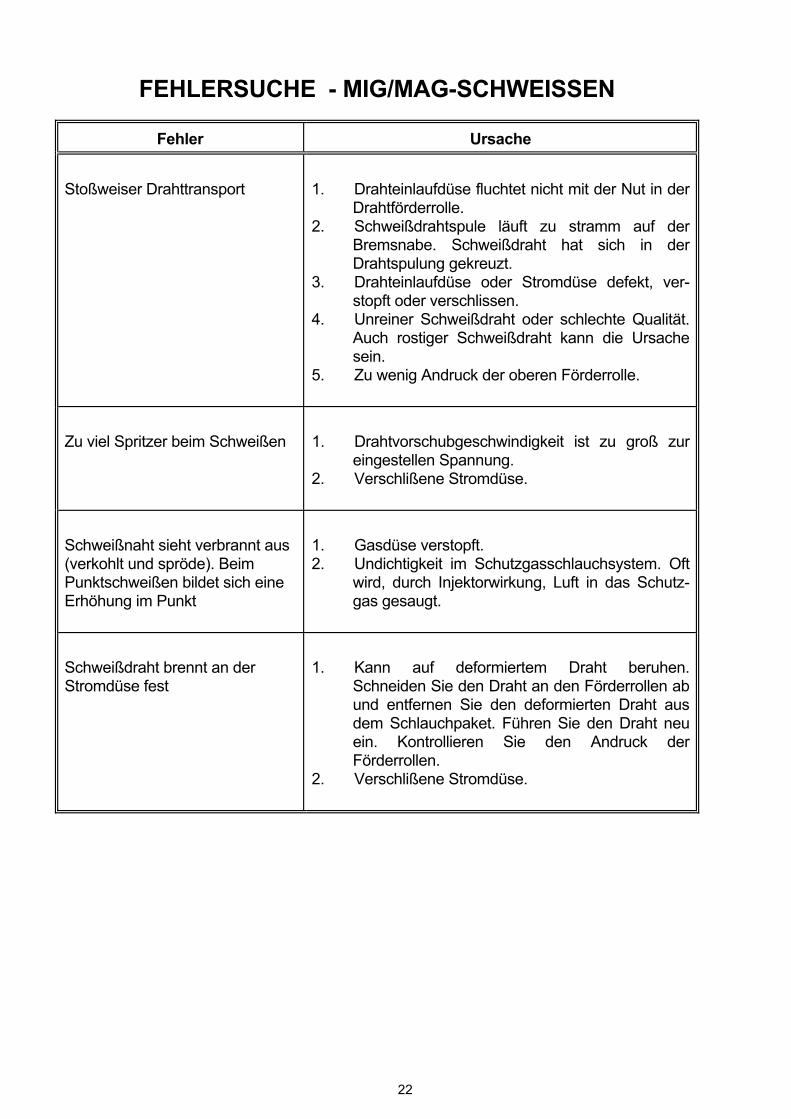
FEHLERSUCHE - MIG/MAG-SCHWEISSEN
Fehler Ursache
Stoßweiser Drahttransport 1. Drahteinlaufdüse fluchtet nicht mit der Nut in derDrahtförderrolle.
2. Schweißdrahtspule läuft zu stramm auf derBremsnabe. Schweißdraht hat sich in derDrahtspulung gekreuzt.
3. Drahteinlaufdüse oder Stromdüse defekt, ver-stopft oder verschlissen.
4. Unreiner Schweißdraht oder schlechte Qualität.Auch rostiger Schweißdraht kann die Ursachesein.
5. Zu wenig Andruck der oberen Förderrolle.
Zu viel Spritzer beim Schweißen 1. Drahtvorschubgeschwindigkeit ist zu groß zureingestellen Spannung.
2. Verschlißene Stromdüse.
Schweißnaht sieht verbrannt aus(verkohlt und spröde). BeimPunktschweißen bildet sich eineErhöhung im Punkt
1. Gasdüse verstopft.2. Undichtigkeit im Schutzgasschlauchsystem. Oft
wird, durch Injektorwirkung, Luft in das Schutz-gas gesaugt.
Schweißdraht brennt an derStromdüse fest
1. Kann auf deformiertem Draht beruhen.Schneiden Sie den Draht an den Förderrollen abund entfernen Sie den deformierten Draht ausdem Schlauchpaket. Führen Sie den Draht neuein. Kontrollieren Sie den Andruck derFörderrollen.
2. Verschlißene Stromdüse.
23
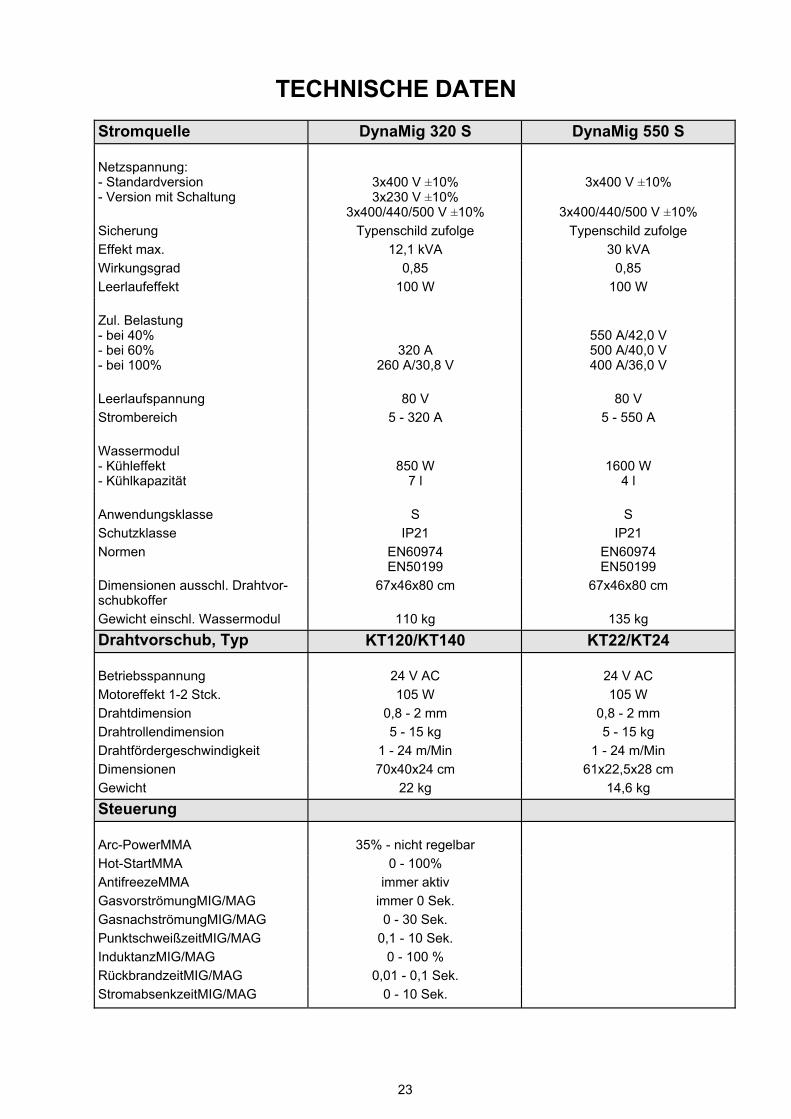
TECHNISCHE DATENStromquelle DynaMig 320 S DynaMig 550 S
Netzspannung:- Standardversion- Version mit Schaltung
3x400 V ±10%3x230 V ±10%
3x400/440/500 V ±10%
3x400 V ±10%
3x400/440/500 V ±10%Sicherung Typenschild zufolge Typenschild zufolgeEffekt max. 12,1 kVA 30 kVAWirkungsgrad 0,85 0,85Leerlaufeffekt 100 W 100 W
Zul. Belastung- bei 40%- bei 60%- bei 100%
320 A260 A/30,8 V
550 A/42,0 V500 A/40,0 V400 A/36,0 V
Leerlaufspannung 80 V 80 VStrombereich 5 - 320 A 5 - 550 A
Wassermodul- Kühleffekt- Kühlkapazität
850 W7 l
1600 W4 l
Anwendungsklasse S SSchutzklasse IP21 IP21Normen EN60974
EN50199EN60974EN50199
Dimensionen ausschl. Drahtvor-schubkoffer
67x46x80 cm 67x46x80 cm
Gewicht einschl. Wassermodul 110 kg 135 kgDrahtvorschub, Typ KT120/KT140 KT22/KT24
Betriebsspannung 24 V AC 24 V ACMotoreffekt 1-2 Stck. 105 W 105 WDrahtdimension 0,8 - 2 mm 0,8 - 2 mmDrahtrollendimension 5 - 15 kg 5 - 15 kgDrahtfördergeschwindigkeit 1 - 24 m/Min 1 - 24 m/MinDimensionen 70x40x24 cm 61x22,5x28 cmGewicht 22 kg 14,6 kgSteuerung
Arc-PowerMMA 35% - nicht regelbarHot-StartMMA 0 - 100%AntifreezeMMA immer aktivGasvorströmungMIG/MAG immer 0 Sek.GasnachströmungMIG/MAG 0 - 30 Sek.PunktschweißzeitMIG/MAG 0,1 - 10 Sek.InduktanzMIG/MAG 0 - 100 %RückbrandzeitMIG/MAG 0,01 - 0,1 Sek.StromabsenkzeitMIG/MAG 0 - 10 Sek.
24
WARTUNGBei der Herstellung von MIGATRONICsMIG/MAG Schweißgeräten werden nursolche Materialien verwendet, die sich durchhervorragende Qualität auszeichnen.
Technisch so hochentwickelte Produkte wieMIGATRONIC Schweißgeräte werden auseinwandfreien Materialien hergestellt undeiner zuverlässigen Qualitätskontrolle unter-zogen. Doch dies allein stellt keine Garantiefür einen dauerhaften und funktionstüch-tigen Einsatz der Schweißmaschine dar.Weiterhin ist auch Ihre fachgerechte undsorgfältige Bedienungsweise dafür verant-wortlich, daß die Anlage über Jahre hinweggute Schweißergebnisse erzielt.
DrahtvorschubeinheitDie Drahtvorschubeinheit sollte mit trocke-ner Druckluft gereinigt werden.Ein großer Teil des Kupferstaubs gelangtüber die Führungsspirale in das Schlauch-paket und verursacht hier eine Erhöhungder Friktion zwischen Drahtelektrode undFührungsspirale.
Eine wöchentliche Überprüfung und Reini-gung der Führungsrollen sowie der Ein-laufdüse ist erforderlich.
SchweißbrennerDas Schlauchpaket muß unbedingt vorBeschädigung geschützt werden. Es solltedes öfteren mit trockener Druckluft gereinigtwerden.
Der Schweißbrenner enthält wichtige Teile,die häufig gereinigt werden müssen. Eshandelt sich hierbei insbesondere um dieKontakt- und Gasdüse.
Um einen effektiven Gasschutz zu gewähr-leisten, muß unbedingt darauf geachtetwerden, daß nach jeder längeren Schwei-ßung die anheftenden Spritzer entferntwerden. Zum Ablösen der Spritzer ist esempfehlenswert, MIG-Spray zu verwenden.
StromquelleDie Stromquelle muß in regelmäßigen Ab-ständen von einem qualifizierten Kunden-dienstmonteur überprüft und gereinigt wer-den.
WasserkühlmodulDer Wasserstand sollte häufig kontrolliertund der Filter gereinigt werden.
Sollte Flüssigkeit im Tank fehlen, so daß dieMaschine ausschaltet und eine Kühl-wasserstörung meldet, muß Kühlflüssigkeitam Einfüllstutzen nachgefüllt werden.
Um einen sicheren Betrieb zu gewährlei-sten, sollte MIGATRONIC Kühlflüssigkeit(Artikelnummer 99290400) verwendet wer-den.
25
UNFALLVERHÜTUNGSVORSCHRIFTEN
Licht- und HitzestrahlungDer Lichtbogen sendet eine für dasmenschliche Auge schädlige Strahlung aus.Selbst eine kurzzeitige Einwirkung dieserStrahlen kann zu Dauerschäden führen. DieAugen müssen durch einen geeignetenStrahlenschutzschild im Schweißerhelmgegen die intensive Strahlung aus IR- sowiesichtbarem UV-Licht geschützt werden.
Auch die Haut kann durch diese Strahlunggeschädigt werden. Sie kann zu schwerenVerbrennungen führen. Die Haut ist miteinem Helm, einem Arbeitschutzanzug undHandschuhen zu schützen.Andere Personen, die sich in der Nähe desSchweißbereichs aufhalten, müssen vor derGefahr durch Strahlung und Funkenflug ge-warnt werden. Die Arbeitsstelle ist, wennmöglich, abzuschirmen.
Die vom Lichtbogen und dem Schmelzbadausgehende Hitzestrahlung bildet zusam-men mit dem Funkenflug eine Feuergefahr.Schweißen Sie deshalb nicht in der Nähevon brennbaren Stoffen. Die Arbeitskleidungdarf daher auch keine leicht entflammbareStoffe enthalten bzw. Falten oder offen-stehenden Taschen aufweisen, die dieFunken auffangen könnten. Tragen Siegegebenenfalls eine feuerfeste Schürze.
SchweißrauchDer Rauch und die Gase, die beim Schwei-ßen entstehen, sind gesundheitsschädlig.Das Einatmen von Schweißrauch undSchweißgasen ist darum durch geeigneteSchutzmaßnahmen zu vermeiden: Direktab-saugung, Lüftung, u.U. Schweißhelm mitFrischluftzufuhr.
ElektrizitätJeglicher Kontakt mit stromführenden Teilenist zu vermeiden.
Die beim Schweißen verwendeten Span-nungen sind nicht hoch genug, um eine Ge-fahr darzustellen. Eine indirekte Gefahrbesteht darin, daß man aufgrund vonfeuchter Arbeitskleidung u.ä. einen elektri-schen Schlag erleiden kann, der den Be-treffenden dann erschreckt.
Insbesondere die HF-Hochspannungszün-dung beim WIG-Schweißen kann zuschweren elektrischen Schlägen führen, dieBrandwunden auf der Haut verursachenkönnen.Eine Berührung mit schweißspannungsfüh-renden Teilen ist darum möglichst zu ver-meiden.
Sorgen Sie für eine gute Erdverbindungzum Erdanschluß an der Schweißanlage.
Tragen Sie immer Lederschweißerhand-schuhe, trockene Arbeitskleidung undtrockene Schuhe. Sorgen Sie ferner dafür,daß Kabel, Brenner und die Schweißanlagetrocken sind.
Lassen Sie die Anlage nicht unbeaufsichtigteingeschaltet. Benutzen Sie immer korrektbemessene Kabel mit einwandfreier Isolie-rung. Sämtliche Verbindungen der Schweiß-kabel müssen fest, unbeschädigt und isoliertsein.
Öffnen Sie nicht die Anlage, wenn dieGefahr besteht, mit stromführenden Teilenin Berührung zu kommen. Wartungs- undInstandhaltungsmaßnahmen, die Zugang zuden netzspannungsführenden Teilen derAnlage erfordern, müssen von einem auto-risierten Elektroinstallateur vorgenommenwerden.