Embed Size (px)
Citation preview
平成 26 年度
高効率火力発電設備健全性調査
報告書
平 成 2 7 年 3 月
一般財団法人 発電設備技術検査協会
平成26年度
高効率火力発電設備健全性調査報告書
平成27年3月
一般財団法人
発電設備技術検査協会

本報告書は、一般財団法人 発電設備技術検査協会が国の委託を受けて実施し
た「高効率火力発電設備健全性調査」の報告書です。 本報告書の著作権は、経済産業省 商務流通保安グループ 電力安全課が有し
ています。

- i -
目 次 Ⅰ.はじめに ································································································· I-1
1. 背景及び目的 ···················································································· I-1 2. 調査内容 ···························································································· I-1 3. 実施工程 ···························································································· I-4 4. 実施体制 ···························································································· I-4
Ⅱ.調査結果 ································································································· II-1
1. 高クロム鋼のクリープ寿命評価式に関する検討(平成 23 年度終了) II.1-1
2. 高クロム鋼の靭性低下に関する強度評価の検討 ·························· II.2.1-1 2.1 靭性に関する規格の調査 ···························································· II.2.1-3 2.2 靭性低下に関する文献調査 ························································ II.2.2-1 2.3 火技解釈等への提案 ···································································· II.2.3-1 2.4 将来への課題についてのまとめ ················································ II.2.4-1 添付 ··········································································································· II.2.R-1
3. 配管の減肉に関する強度評価の検討 ············································· II.3.1-1
3.1 現行の減肉管理調査 ···································································· II.3.1-1 3.2 減肉評価に関する規格の調査 ···················································· II.3.2-1 3.3 減肉評価に関する文献調査 ························································ II.3.3-1 3.4 減肉評価への提案 ········································································ II.3.4-1 3.5 将来への課題についてのまとめ ················································ II.3.5-1
4. 海外規制調査 ···················································································· II.4.1-1
4.1 火技解釈と EN 規格の技術要素の調査 ····································· II.4.1-1 Ⅲ.おわりに ································································································· III-1
- I-1 -
Ⅰ.はじめに 1. 背景及び目的 火力発電設備の運転中の信頼性に係る劣化事象のうち、近年の火力発電設備の高
温・高圧化等に対応する事象を対象に強度評価基準等の調査を行い、技術基準等を
整備することにより、高温・高圧で高効率な火力発電所を事故等による計画外の発
電停止をすることなく運転できるようにし、エネルギー利用の高度化を図ることが
求められている。 このため、次の検討等を行い、必要に応じて強度評価に係る規格案等を作成する。 ① 高クロム鋼のクリープ寿命評価式に関する検討
② 高クロム鋼の靭性低下に関する強度評価の検討
③ 配管の減肉に関する強度評価の検討
④ 海外規制調査
2. 調査内容 火力発電所のエネルギー使用効率向上のために、事故等による計画外の発電停止
を低減する等の目的から、高効率の火力発電所における発電設備では高クロム鋼等
の高強度材や高耐食材が多く使用されている。これとともに、このような材料を使
用した高温・高圧環境下におかれる発電設備の寿命低下予測についての高度化の検
討や配管の減肉評価に関する研究も進められている。 このような背景の下、高効率の火力発電所で使用される高クロム鋼に代表される
材料の高温・高圧環境下での寿命低下に関する調査及び配管減肉と強度評価に関す
る調査等を行い、これらの成果を技術基準等の整備に活用する。
平成 26 年度は、「2.2 高クロム鋼の靭性低下に関する強度評価の検討」、「2.3 配管の減肉に関する強度評価の検討」及び「2.4 海外規制調査」を次の計画で行い、
平成23年度及び平成24年度の成果と共にまとめる。平成23年度に終了した「2.1 高クロム鋼のクリープ寿命評価式に関する検討」については、寿命評価式及び許容引張
応力が平成 26 年 5 月 30 日の「発電用火力発電設備の技術基準の解釈(火技解釈)
改正」等に反映されたため、その概要等についてまとめる。なお、一般財団法人発
電設備技術検査協会では、平成 25 年度の本調査は実施していない。 2.1 高クロム鋼のクリープ寿命評価式に関する検討(平成 23 年度終了) 平成 16 年度及び平成 17 年度に「高クロム鋼の長時間クリープ強度低下に関す
る技術基準適合性調査(以下、SHC という)委員会」が実施され、寿命評価式案、
許容引張応力の改正案及び長手継手の溶接継手強度低減係数案が提案された。 このうち、寿命評価式については、原子力安全・保安院から「発電用火力設備
における高クロム鋼に対する寿命評価式」として平成 17 年に発出(平成 19 年に
改正)されている。また、平成 17 年及び平成 19 年に「発電用火力発電設備の技
術基準の解釈(以下、火技解釈という)」での許容引張応力が改正されている。長
手継手の溶接継手強度低減係数については、「発電用ボイラー規程」(JEAC

- I-2 -
3701-2007)及び「圧力配管及び弁類規程」(JEAC 3706-2007)において、火 SCMV28と火 SUS410J3 に対して採用されている。
SHC 実施後、約 5 年が経過して高クロム鋼の母材及び溶接継手のクリープ破断試
験結果も追加されており、長時間側では SHC 委員会で推定したクリープ破断強度よりも
低いデータもあることが明らかになって来た。そこで、電気事業連合会の「高クロム鋼対
策連絡会」が中心となり、財団法人電力中央研究所、独立行政法人物質・材料研究機
構、プラントメーカ各社及び材料メーカ各社で「高クロム鋼クリープデータ評価検討会」を
組織し、SHC 委員会以降のクリープ破断試験結果を含んだデータの収集と評価が行わ
れ、平成 22 年 11 月に「高クロム鋼クリープデータ評価検討会報告書(以下、検討
会報告書という)」としてまとめられている。
この報告書を踏まえて、平成 23 年度に寿命評価式等に関する検討を行い、改正
提案と共に将来への課題についてまとめた。
2.1.1 高クロム鋼クリープデータ評価検討会報告書の概要 検討会報告書の母材強度と溶接継手強度の概要をまとめると共に火 SCMV28
系鋼(Gr. 91)、火 SUS410J3 系鋼(火 SUS410J3DTB を含む)(Gr. 122)及び火 STPA29系鋼(Gr. 92)について各系鋼の調査項目の概要をまとめる。
2.1.2 妥当性評価 検討会報告書は、SHC 報告書をベースとした検討結果がまとめられている。し
かし、最新データを基にした個々の検討項目では、工夫や改良等による相違もあ
る。そこで、評価基準を設定し、これに基づいて検討会報告書を引用するにあた
っての妥当性を評価する。 2.1.3 寿命評価式等についての改正提案 寿命評価式及び許容引張応力の改正を提案すると共に長手継手の溶接継手強度
低減係数を提案する。 2.1.4 将来への課題についてのまとめ 本検討及び検討会報告書において、将来の学術的進歩による新たな知見が得ら
れた場合や新たなデータが蓄積された場合に再検討する必要のある課題について
まとめる。 2.2 高クロム鋼の靭性低下に関する強度評価の検討 材料は高温で供用されると靭性が低下する可能性があり、火技解釈別表の備考
には様々な供用に係る注意事項が示されている。そして、高クロム鋼については
供用温度域での熱時効によって靭性や延性が低下することが報告されている。こ
の靭性や延性の低下はクリープ強度減少と関連する組織変化に対応することが示
唆されてはいるものの、その説明は十分ではない。 本検討では、供用温度域で靭性低下の可能性のある高クロム鋼について、次の

- I-3 -
調査を実施し、供用中における靭性低下の傾向に関する検討を行うと同時に、規
格基準での靭性要求の取扱いを検討する。 2.2.1 靭性に関する規格の調査(平成 24 年度終了) 保安確保のための靭性要求についての知見を得るため、国内外の靭性評価に関
する規格の調査を行う。平成 23年度及び平成 24年度に実施した調査で終了した。 2.2.2 靭性低下に関する文献調査 国内や海外の高クロム鋼の靭性低下及びそれらに及ぼす組織変化の影響に関す
る文献等の調査を行うと同時に、時効による靭性低下の傾向とクリープ強度低下
との関連について調査を行う。平成 23 年度及び平成 24 年度に高クロム鋼と Cr-Mo鋼の母材及び溶接金属に区分して靭性低下に関する文献等の調査を行った。ここ
で、Cr-Mo 鋼については、比較的低温低応力でクリープ変形した場合にクリープ
破断延性が低下すること(クリープ脆化)が知られており、クリープ脆化は高ク
ロム鋼の靭性低下と定性的に類似の現象であることから、文献調査の対象とした。
平成 26 年度は、必要があれば、文献等の追加調査を行う。加えて、今までの文献
調査結果について分析を行う。ここでは、クリープ延性の低下、吸収エネルギー
の低下、破壊靭性の低下等について、それらを区別して分析を行う。 2.3 配管の減肉に関する強度評価の検討 現在の配管の減肉管理については、電気事業法施行規則第 94 条の 3 第 1 項第 1
号及び第 2 号に定める定期事業者検査の方法の解釈で是認された社団法人日本機
械学会規格「発電用火力設備規格火力発電設備配管減肉管理技術規格(2009 年
版)」(JSME S TB1-2009)による余寿命評価による強度評価が行われている。こ
こでの基本思想は、減肉速度を基に設計時の計算上必要最小厚さを満足するよう
に点検計画を策定し、点検計画に従った試験を実施すると共にこの試験結果によ
る次回以降の点検計画を策定することにある。 本検討では、現在の配管の減肉管理に加えて、延性破壊防止の観点から新たな
配管の減肉管理に関する知見が得られていることから、これを踏まえた新たな配
管の減肉強度評価について次の調査を実施する。 2.3.1 現行の減肉管理調査(平成 24 年度終了) 現行の配管の減肉管理については、減肉技術規格による余寿命評価が行われて
いる。現状把握のため、ここでの法規要求と是認されている減肉技術規格の概要
について調査を行う。平成 24 年度に実施した調査で完了した。 2.3.2 減肉評価に関する規格の調査 新たな配管の減肉強度評価についての知見を得るため、国内外の減肉強度評価
に関する規格を調査する。平成 24年度に主要な規格であるAPI 579-1/ASME FFS-1「Fitness-For-Service」等について調査した。平成 26 年度は、英国、仏国およびノ
- I-4 -
ルウェーなど広範囲に関連規格の調査を行うと共に内圧と曲げモーメントを考慮
した原子力分野の配管の減肉規格を調査する。 2.3.3 減肉評価に関する文献調査 国内外の減肉強度評価に関する規格の根拠や安全裕度等を確認するため、関連
する文献について調査を行う。平成 24 年度に国内外の減肉強度評価に関する規格
の根拠や安全裕度等を確認するため、関連する文献について調査を行う。API 579-1/ASME FFS-1 の Part 5「Assessment of Local Metal Loss」の技術的根拠に関す
る文献について調査した。平成 26 年度は、規格化の技術的根拠に関する強度試験
や減肉トラブル等の文献をさらに調査する。 2.3.4 減肉評価への提案 規格化に必要な減肉評価への提案を行う。平成 24 年度に適用範囲の検討、提案
イメージ(曲げモーメント等の付加的な荷重を考慮しない内圧を受ける直管の局
部減肉評価)の検討を行った。平成 26 年度は、調査した国内外の減肉規格から、
今後、減肉の規格化に必要な評価法を提案する。 2.3.5 将来への課題についてのまとめ 「2.3.2 減肉評価に関する規格の調査」から「2.3.4 減肉評価への提案」をふ
まえて、将来への減肉に関する課題についてまとめる。 2.4 海外規制調査 日本の規制体系と欧州規格(以下、EN 規格という)の体系が異なることから、
EN 規格で製作された高効率なバイオマスボイラー等を利用する場合に同等の安
全水準が確保できているか確認が難しい場合がある。この問題を解決するため、
日本の火力設備に係る安全規制と EN 規格との違いについて調査を行う。平成 26年度は特に EN 規格を取り入れる場合の課題について整理を行う。
2.4.1 火技解釈と EN 規格の技術要素の調査 火技解釈のボイラー及びその附属設備(圧力容器)は、主に水管ボイラーを対
象としたものであるため、相当する EN 規格である EN 12952, Water-tube Boilersについて、「電気事業法に基づく技術基準省令を満たすために必要な技術要素」
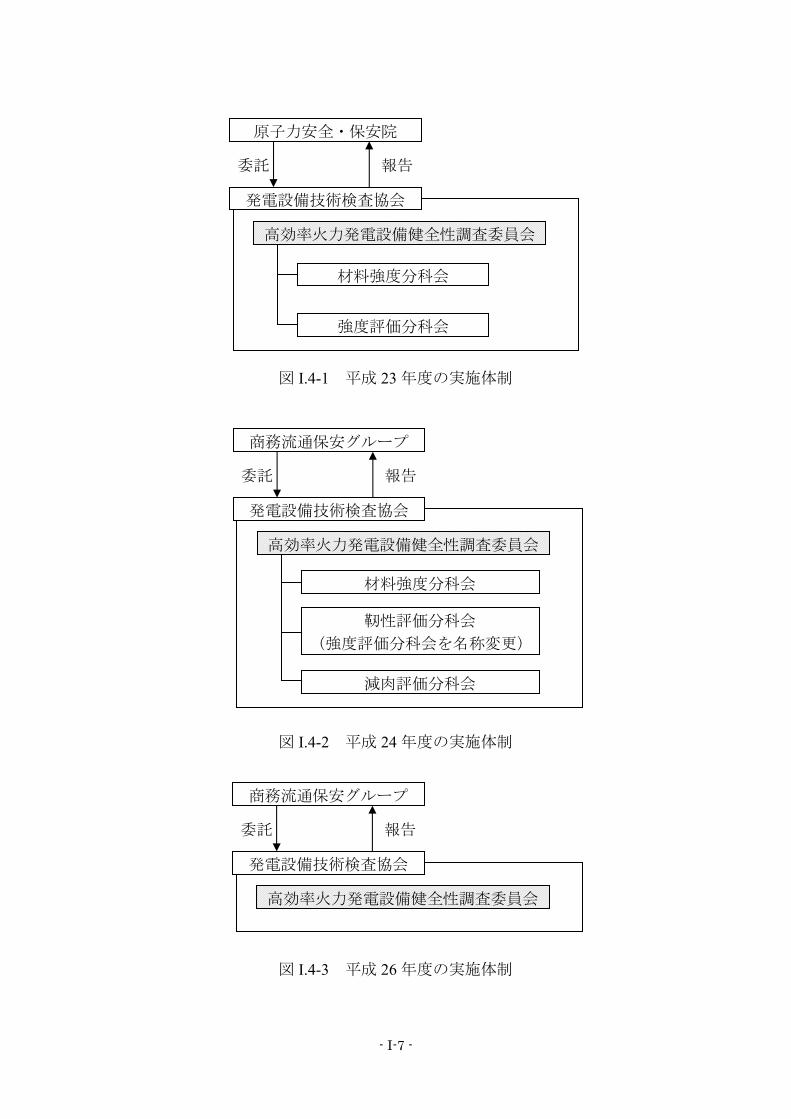
等を活用しつつ、両者を比較するなどして技術要素の調査を行う。 3. 実施工程 平成 23 年度、平成 24 年度及び平成 26 年度の実施工程を表 I.3-1 に示す。 4. 実施体制 学識経験者等により組織された委員会において、調査計画、調査方法及び調査結
果等に関する検討を行い、その検討を踏まえて一般財団法人発電設備技術検査協会
- I-5 -
が実施する。 平成 23 年度の実施体制を図 I.4-1 に、平成 24 年度の実施体制を図 I.4-2 に、平成
26 年度の実施体制を図 I.4-3 にそれぞれ示す。委員会の下に次の 3 つの分科会を設
け、特に専門的な内容については、各分科会に委ねる。 ① 材料強度分科会 「2.1 高クロム鋼のクリープ寿命評価式に関する検討」を担当する。 ② 靭性評価分科会(強度評価分科会を名称変更) 「2.2 高クロム鋼の靭性低下に関する強度評価の検討」を担当する。 ③ 減肉評価分科会 「2.3 配管の減肉に関する強度評価の検討」を担当する。 委員会及び分科会の委員等の名簿を表 I.4-1 に示す。

- I-6 -
表 I.3-1 高効率火力発電設備健全性調査 実施工程
調査項目
平成 年度*
23 24
26
月
12 1 2 3
1. 高クロム鋼のクリープ寿命評価式に関する検討
2. 高クロム鋼の靭性低下に関する強度評価の検討
2.1 靭性に関する規格の調査
2.2 靭性低下に関する文献調査
2.3 火技解釈等への提案
2.4 将来への課題についてのまとめ
3. 配管の減肉に関する強度評価の検討
3.1 現行の減肉管理調査
3.2 減肉評価に関する規格の調査
3.3 減肉評価に関する文献調査
3.4 減肉評価への提案
3.5 将来への課題についてのまとめ
4. 海外規制調査
4.1 火技解釈と EN 規格の技術要素の調査
5. 報告書作成
*:一般財団法人発電設備技術検査協会では、平成 25 年度の本調査は実施していない。
- I-7 -
図 I.4-1 平成 23 年度の実施体制
図 I.4-2 平成 24 年度の実施体制
図 I.4-3 平成 26 年度の実施体制
商務流通保安グループ
発電設備技術検査協会
高効率火力発電設備健全性調査委員会
報告 委託
材料強度分科会
靭性評価分科会 (強度評価分科会を名称変更)
減肉評価分科会
原子力安全・保安院
発電設備技術検査協会
高効率火力発電設備健全性調査委員会
報告 委託
材料強度分科会
強度評価分科会
商務流通保安グループ
発電設備技術検査協会
高効率火力発電設備健全性調査委員会
報告 委託

表 I.4-1 委員等の名簿(1/5)
- I-8 -
高効率火力発電設備健全性調査委員会(順不同、敬称略)
平成27年3月現在
委員長
西口 磯春 神奈川工科大学 創造工学部 自動車システム開発工学科 教授
委 員
高橋由紀夫 一般財団法人電力中央研究所 材料科学研究所 研究参事
木村 一弘 独立行政法人物質・材料研究機構 環境・エネルギー材料部門 材料信頼性評価ユニット長
駒崎 慎一 鹿児島大学大学院 理工学研究科 機械工学専攻 教授
藤原 朋人 東京電力株式会社 火力部 火力エンジニアリングセンター
三鴨 正幸 中部電力株式会社 発電本部 火力部 運営グループ スタッフ課長
桒野 理 関西電力株式会社 火力事業本部 火力建設技術 担当部長
岩岡 覚 電気事業連合会 工務部 副部長
梶ヶ谷 一郎 株式会社 IHI エネルギーセクター 電力事業部 技師長
井關 崇司 株式会社東芝 電力システム社 火力・水力事業部 火力プラント技術部 参事
富永 公彦 三菱日立パワーシステムズ ボイラ技術本部 ボイラ戦略部 戦略グループ 主席技師
伊勢田 敦朗 新日鐵住金株式会社 鋼管技術部 特殊管商品技術室長
柚賀 正雄 JFEスチール株式会社 スチール研究所 鋼管・鋳物研究部 主任研究員
旧委員長(退任時の所属と役職)
吉川 暢宏 東京大学 生産技術研究所 基礎系部門 教授
旧委員(退任時の所属と役職)
三野 真司 東京電力株式会社火力部 火力エンジニアリングセンター 設備技術グループマネージャー
中川 哲 中部電力株式会社 発電本部 運営グループ 課長
塩谷 誓勝 北陸電力株式会社 火力部 副部長
中井 浩之 電気事業連合会 工務部 副部長
田村 広治 バブコック日立株式会社 呉研究所 材料研究部 主管研究員
今村 正勝 バブコック日立株式会社 呉事業所 主管技師長
藤田 正昭 三菱重工業株式会社 原動機事業本部 サービス事業部 長崎サービス部 主幹技師
佐藤 元之 株式会社日立製作所 電力システム社 火力事業部 火力技術本部 予防保全技術部
担当部長
下村 純志 株式会社日立製作所 電力システム社 火力事業部 火力技術本部 主任技師
長谷川 泰士 新日鐵住金株式会社 技術開発本部 鉄鋼研究所 厚板鋼管形鋼研究部 鋼管Gr. 総括
林 謙次 JFEスチール株式会社 スチール研究所 鋼材研究部 主任研究員(副部長)

表 I.4-1 委員等の名簿(2/5)
- I-9 -
材料強度分科会(順不同、敬称略)
平成24年2月現在
主 査
木村 一弘 独立行政法人物質・材料研究機構 環境・エネルギー材料部門 材料信頼性評価ユニット長
副主査
屋口 正次 財団法人電力中央研究所 材料科学研究所 上席研究員
委 員
藤原 朋人 東京電力株式会社 火力部 火力エンジニアリングセンター ボイラ技術担当
中川 哲 中部電力株式会社 発電本部 運営グループ 課長
塩谷 誓勝 北陸電力株式会社 火力部 副部長
桒野 理 関西電力株式会社 火力事業本部 火力エンジニアリングセンター 副所長
新野佐登志 電源開発株式会社 火力発電部 保守技術グループ サブリーダー
中井 浩之 電気事業連合会 工務部 副部長
伊藤 拓哉 株式会社 IHI 技術開発本部 基盤技術研究所 材料研究部 主査
菊原 誠治 バブコック日立株式会社 呉事業所 火力技術本部 ボイラ設計部 本体設計課 主任技師
富永 公彦 三菱重工業株式会社 原動機事業本部 ボイラ統括技術部 ボイラ設計一課 主席技師
下村 純志 株式会社日立製作所 電力システム社 火力事業部 火力技術本部 主任技師
犬飼 隆夫 株式会社東芝 電力システム社 電力・社会システム技術開発センター 金属材料開発部
主幹
長谷川泰士 新日本製鐵株式会社 技術開発本部 鉄鋼研究所 厚板鋼管形鋼研究部 鋼管Gr. 総括
岡田 浩一 住友金属工業株式会社 総合技術研究所 鋼管研究開発部 鋼管材料グループ長
林 謙次 JFEスチール株式会社 スチール研究所 鋼材研究部 主任研究員(副部長)
南 雄介 エヌケーケーシームレス鋼管株式会社 研究開発部 技術技監
三木 一宏 株式会社日本製鋼所 室蘭研究所 電力製品開発グループ 主任研究員

表 I.4-1 委員等の名簿(3/5)
- I-10 -
靭性評価分科会(強度評価分科会を名称変更)(順不同、敬称略)
平成25年2月現在
主 査
西口 磯春 神奈川工科大学 創造工学部 自動車システム開発工学科 教授
副主査
水谷 義弘 東京工業大学大学院 理工学研究科 機械物理工学専攻 准教授
委 員
尾﨑 宏 東京電力株式会社 火力部 火力エンジニアリングセンター 設備技術グループ 副長
大鹿 哲義 中部電力株式会社 発電本部 火力部 運営グループ 副長
臼井 隆之 電気事業連合会 工務部 副長
弥富 政享 株式会社 IHI 技術開発本部 基盤技術研究所 構造研究部 主査
村上 英治 バブコック日立株式会社 呉研究所 材料研究部 材料研究室 室長
富永 公彦 三菱重工業株式会社 原動機事業本部 ボイラ統括技術部 ボイラ設計一課 主席技師
八代醍健志 株式会社日立製作所 電力システム社 日立事業所 蒸気タービン設計部 蒸気タービン技
術グループ 技師
犬飼 隆夫 株式会社東芝 電力システム社 電力・社会システム技術開発センター 金属材料開発部
主幹
野口 泰隆 新日鐵住金株式会社 技術開発本部 鉄鋼研究所 材料信頼性研究部 主任研究員
旧委員(退任時の所属と役職)
有野 剛史 関西電力株式会社 火力事業本部 火力エンジニアリングセンター 設備保全グループ
主査
齋藤 昭雄 常磐共同火力株式会社 企画・技術担当 品質管理担当取締役
白木 邦治 JFEスチール株式会社 技術企画部 エネルギーSBU 主任部員

表 I.4-1 委員等の名簿(4/5)
- I-11 -
減肉評価分科会(順不同、敬称略)
平成25年2月現在
主 査
西口 磯春 神奈川工科大学 創造工学部 自動車システム開発工学科 教授
委 員
水谷 義弘 東京工業大学大学院 理工学研究科 機械物理工学専攻 准教授
藤原 朋人 東京電力株式会社火力部 火力エンジニアリングセンター ボイラ技術担当
有野 剛史 関西電力株式会社 火力事業本部 火力エンジニアリングセンター 設備保全グループ
主査
臼井 隆之 電気事業連合会 工務部 副長
宮本 忠 君津共同火力株式会社 常務取締役 発電所長
西川 由隆 JFEスチール株式会社 技術企画部 主任部員
福島 仁 株式会社 IHI エネルギーセクター エンジニアリングセンター ボイラエンジニアリング
部 RR設計グループ 担当部長
吉元 譲 バブコック日立株式会社 火力技術本部 火力プラント設計第一部 技師
大津 一郎 三菱重工業株式会社 エンジニアリング本部 エンジニアリング総括部 空間設計部 次長
山名 靖久 株式会社日立製作所 電力システム社 日立事業所 火力プラント設計部 プラント配管設
計グループ 主任技師
阿彦 則雄 株式会社東芝 電力システム社 京浜事業所 タービン機器部 配管設計担当 主査

表 I.4-1 委員等の名簿(5/5)
- I-12 -
一般財団法人 発電設備技術検査協会(順不同、敬称略)
平成27年3月現在
調査員
大石 勇一
亀田 純
佐藤 長光
高橋 正夫
西川 聡
長谷川 邦夫
長谷川 忠之
水野 亮二
旧調査員
今野 北海夫
橋本 正徳
吉田 和夫
芳野 稔浩

- II.1-1 -
Ⅱ.調査結果 火力発電所のエネルギー使用効率向上のために、事故等による計画外の発電停止
を低減する等の目的から、高効率の火力発電所における発電設備では高クロム鋼等
の高強度材や高耐食材が多く使用されている。これとともに、このような材料を使
用した高温・高圧環境下におかれる発電設備の寿命低下予測についての高度化の検
討や配管の減肉評価に関する研究も進められている。 このような背景のもと、高効率の火力発電所で使用される高クロム鋼のような材
料の高温・高圧環境下での寿命低下に関する調査、靭性低下に関する強度評価の調
査並びに配管減肉に関する強度評価の調査を行った。 平成 23 年度及び平成 24 年度の調査結果とあわせて以下の Section に示している。 1. 高クロム鋼のクリープ寿命評価式に関する検討(平成 23 年度終了)
平成 16 年 6 月に発生した火力発電所における火 SUS410J3 製高温再熱蒸気管での
漏えい事象について、調査の結果、溶接部のクリープ破断強度が設計当初の予想よ
りも低いことが明らかになるとともに、内圧応力に加えて板曲げ管の扁平によって
生じる曲げ応力が重畳したことが早期漏えい事象に至った原因と考えられた。母材
のクリープ破断強度に関しても同様な傾向が認められ、長時間クリープ破断試験結
果から判断すると、許容引張応力設定時に用いた 105 時間クリープ破断強度は非安
全側であったことが判明した。この長時間クリープ強度の低下は、クリープ強度を
向上させるために析出強化焼戻しマルテンサイト化された高クロム鋼の組織が高温
低応力下で不均一に回復し、変形機構が変化したことに起因すると推定されている。
したがって、高温低応力下の長時間使用によって組織が不均一回復する可能性のあ
る材料に関して、クリープ強度低下の可能性を精査し、これらの材料の許容引張応
力が適正か否か確認することが必要であった。 そこで、「高クロム鋼の長時間クリープ強度低下に関する技術基準適合性調査(以
下、SHC という)委員会」を設置して新たな知見を総合的に検討し、これらの材料
の寿命評価式や許容引張応力及び溶接継手強度低減係数について、発電用火力設備
の技術基準の解釈(以下、火技解釈という)に反映するための原案が平成 16 年度及
び平成 17 年度に報告書[1, 2]としてまとめられた。この原案に基づき、既設のボイ
ラー耐圧部の寿命を評価するために平成 17 年 12 月に「発電用火力設備における高
クロム鋼に対する寿命評価式について」が経済産業省原子力安全・保安院から発出
され(NISA-234c-05-9)、平成 19 年 7 月に改正された(NISA-234a-07-4)。更に、平
成 17 年 12 月及び平成 19 年 7 月に経済産業省原子力安全・保安院において制定及び
改正された火技解釈において許容引張応力が見直された。加えて、「発電用ボイラー
規程」(JEAC 3701-2007)及び「圧力配管及び弁類規程」(JEAC 3706-2007)の中で、
火 SCMV28 と火 SUS410J3 について長手継手の溶接継手強度低減係数が採用された。 SHC 委員会の報告書がまとめられて約 5 年が経過し、高クロム鋼の母材及び溶接
継手のクリープ破断試験結果が追加されるようになると、長時間側では SHC 委員会

- II.1-2 -
で推定したクリープ破断強度より低いデータもあることが明らかになって来た。そ
こで、電気事業連合会の高クロム鋼対策連絡会、財団法人電力中央研究所、独立行
政法人物質・材料研究機構、プラントメーカ各社、材料メーカ各社で「高クロム鋼
クリープデータ評価検討会」を組織し、SHC 委員会以降のクリープ破断試験結果を
含んだデータ収集と評価が行われた。この成果は平成 22 年 11 月に「高クロム鋼ク
リープデータ評価検討会報告書」(以下、検討会報告書という)[3]としてまとめら
れた。本検討では、この検討会報告書を参考とし、寿命評価式や許容引張応力等に
ついての改正提案及び将来への課題についてまとめた。 検討会報告書は SHC 委員会報告書をベースとした検討結果がまとめられている
が、最新データを基にした個々の検討項目では、工夫や改良等による相違もある。
そこで、評価基準を設定し、これに基づいて検討会報告書を参考引用するにあたっ
ての妥当性を評価した。評価基準は SHC 委員会での検討と同じ方法又は同様の方法
が用いられている場合は妥当とし、SHC 委員会とは異なるものの、理由や根拠につ
いて妥当な説明がなされている場合、科学的合理性がある場合、信頼性が向上して
いる場合、安全性について配慮がなされている場合については妥当と評価した。 評価の結果をもとに、寿命評価式、許容引張応力及び溶接継手強度低減係数の変
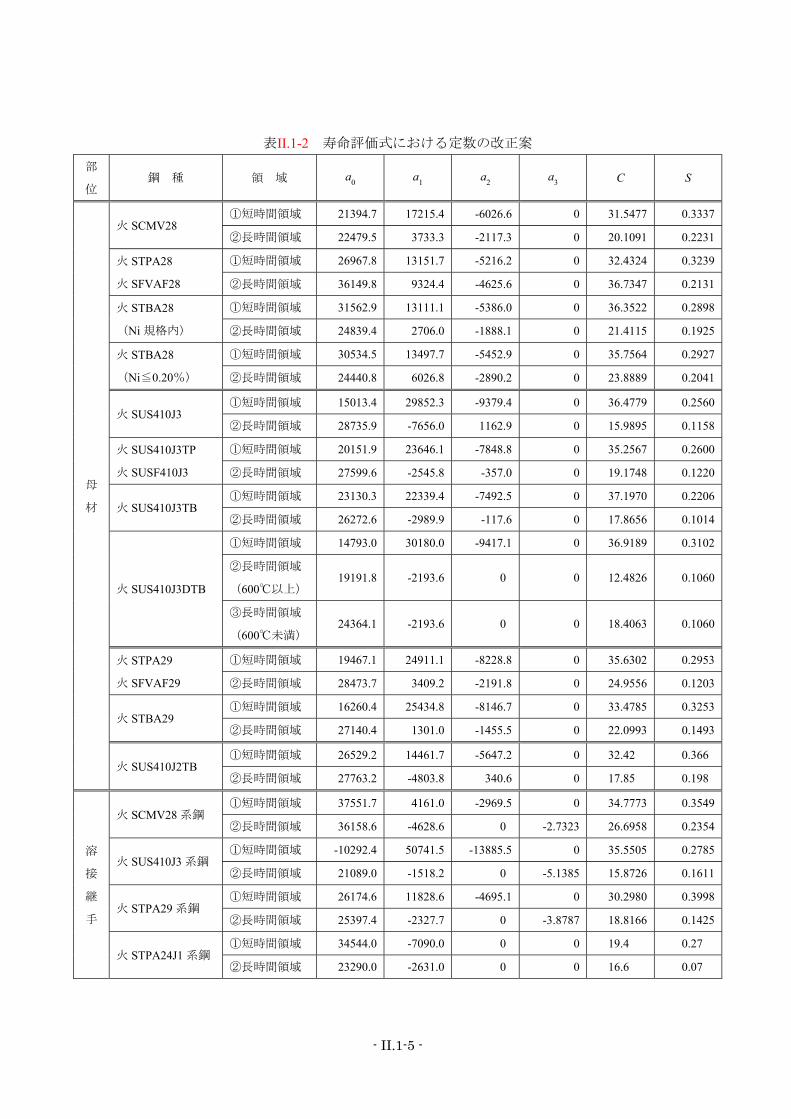
更の必要性を検討した。検討結果を表 II.1-1 にまとめる。必要性ありと判断された
材料については、寿命評価式、許容引張応力及び溶接継手強度低減係数それぞれに
ついて改正案を提案した。表 II.1-2 から表 II.1-5 に改正案を示す。高クロム鋼の寿命
評価を行うに当たっては、次の式を採用することした。なお、寿命評価式及び許容
引張応力の改正案については、平成 26 年 5 月 30 日の改正において火技解釈等にお
いて反映されている。 log ・log ・ log ・ 2.33 ・・・ 式
ここで、tr:クリープ破断時間(h)、 σ:応力(MPa) T:温度(K) a0、a1、a2、a3、C、S:定数
将来の課題としては、主に許容引張応力を算出する際のデータ数の問題が挙げら
れる。長時間側のクリープ破断強度のデータが十分とは言い切れず、特に溶接継手
が顕著である。一般にクリープ破断強度の回帰分析結果の時間外挿に対する信頼限
界は最長のクリープ破断データの 3 倍程度の時間が望ましいとされており、長時間
側データを十分に整備され、これらのデータが蓄積された場合や新たな知見が得ら
れた場合は、必要に応じて見直すことが望まれる。また寿命評価式として、長時間
領域と短時間領域に分割し、各々に Larson-Miller パラメータを用いた応力の対数の
2 次の回帰式を基本としているが、クリープ破断強度の評価方法として、他にもク
リープ活性化エネルギーによってクリープ破断データを区分する領域区分法[4]や最小クリープ速度の到達時間とクリープ破断時間との間の比例関係に着目した解析
方法[5]が存在する。これらの方法を用いた場合に、どの程度クリープ破断強度を精

- II.1-3 -
度よく評価できるか把握しておくことは意義のあることである。さらに、許容引張
応力を算出した結果、従来に比べて高い値となった場合の改正の要否に対する考え
方や、熱処理の効果に影響の検討も必要となる(例:焼きならし焼き戻しを行った
火 SCMV28 の溶接継手強度低減係数の必要性や、火 SUS410J3 のクリープ破断強度
に対する SR の影響等)。 参考文献 [1] 平成 16年度高クロム鋼の長時間クリープ強度低下に関する技術基準適合性調査報
告書、平成 17 年 3 月、財団法人発電設備技術検査協会 [2] 平成 17年度高クロム鋼の長時間クリープ強度低下に関する技術基準適合性調査報
告書、平成 18 年 3 月、財団法人発電設備技術検査協会 [3] 高クロム鋼クリープデータ評価検討会報告書、平成 22 年 11 月、高クロム鋼クリ
ープデータ評価検討会 [4] 例えば、M. Maruyama, K. Sawada, J. Koike, H. Sato, K. Yagi, Examination of
Deformation Mechanism in 2.25Cr-2Mo Steel Creep Tests at Strain Rates of 10-11 to 10-6 s-1, Materials Science Engineering, A224(1997), pp166-172
[5] 例えば、阿部冨士雄、田淵正明、塚本進、LIU Yuan、9Cr 鋼のクリープ寿命と組織
劣化因子、鉄鋼材料の革新高強度・高機能化基盤研究開発第 2 回シンポジウム講演
予稿集、pp69, 70

- II.1-4 -
表 II.1-1 高クロム鋼に関する改正提案の概要-(a) 母材
区 分 火技解釈規定の 高クロム鋼母材
改正の必要性の有無
寿命評価式 許容引張応力 溶接継手強度
低減係数
火 SCMV28 系鋼 (Gr. 91)
火 SCMV28 ○ ○ ○
火 STPA28 ○ ○ × 火 SFVAF28 ○ ○ × 火 STBA28 ○ ○ ×
火 SUS410J3 系鋼 (Gr. 122)
火 SUS410J3 ○ ○ ○
火 SUS410J3TP ○ ○ × 火 SUSF410J3 ○ ○ × 火 SUS410J3TB ○ ○ × 火 SUS410J3DTB ○ ○ ×
火 STPA29 系鋼 (Gr. 92)
火 STPA29 ○ ○ × 火 SFVAF29 ○ ○ × 火 STBA29 ○ ○ ×
火 SUS410J2TB - - -
火 STPA24J1 系鋼 (Gr. 23)
火 STPA24J1 - - -
火 SFVAF22AJ1 - - -
火 STBA24J1 - - -
火 SCMV4J1 - - -
Gr. 91 鋳鋼品 火 SCPH91 - - -
○:必要あり ×:必要なし -:未検討
表 II.1-1 高クロム鋼に関する改正提案の概要-(b) 溶接継手
区 分 改正の必要性の有無
寿命評価式
火 SCMV28 系鋼継手(Gr. 91 系鋼継手) ○
火 SUS410J3 系鋼継手(Gr. 122 系鋼継手) ○
火 STPA29 系鋼継手(Gr. 92 系鋼継手) ○
火 SUS410J2TB 継手 -
火 STPA24J1 系鋼継手(Gr. 23 系鋼継手) -
Gr. 91 Cast 継手 -
○:必要あり ×:必要なし -:未検討
- II.1-5 -
表II.1-2 寿命評価式における定数の改正案
部
位 鋼 種 領 域 a0 a1 a2 a3 C S
母
材
火 SCMV28 ①短時間領域 21394.7 17215.4 -6026.6 0 31.5477 0.3337
②長時間領域 22479.5 3733.3 -2117.3 0 20.1091 0.2231
火 STPA28
火 SFVAF28
①短時間領域 26967.8 13151.7 -5216.2 0 32.4324 0.3239
②長時間領域 36149.8 9324.4 -4625.6 0 36.7347 0.2131
火 STBA28
(Ni 規格内)
①短時間領域 31562.9 13111.1 -5386.0 0 36.3522 0.2898
②長時間領域 24839.4 2706.0 -1888.1 0 21.4115 0.1925
火 STBA28
(Ni≦0.20%)
①短時間領域 30534.5 13497.7 -5452.9 0 35.7564 0.2927
②長時間領域 24440.8 6026.8 -2890.2 0 23.8889 0.2041
火 SUS410J3 ①短時間領域 15013.4 29852.3 -9379.4 0 36.4779 0.2560
②長時間領域 28735.9 -7656.0 1162.9 0 15.9895 0.1158
火 SUS410J3TP
火 SUSF410J3
①短時間領域 20151.9 23646.1 -7848.8 0 35.2567 0.2600
②長時間領域 27599.6 -2545.8 -357.0 0 19.1748 0.1220
火 SUS410J3TB ①短時間領域 23130.3 22339.4 -7492.5 0 37.1970 0.2206
②長時間領域 26272.6 -2989.9 -117.6 0 17.8656 0.1014
火 SUS410J3DTB
①短時間領域 14793.0 30180.0 -9417.1 0 36.9189 0.3102
②長時間領域
(600℃以上) 19191.8 -2193.6 0 0 12.4826 0.1060
③長時間領域
(600℃未満) 24364.1 -2193.6 0 0 18.4063 0.1060
火 STPA29
火 SFVAF29
①短時間領域 19467.1 24911.1 -8228.8 0 35.6302 0.2953
②長時間領域 28473.7 3409.2 -2191.8 0 24.9556 0.1203
火 STBA29 ①短時間領域 16260.4 25434.8 -8146.7 0 33.4785 0.3253
②長時間領域 27140.4 1301.0 -1455.5 0 22.0993 0.1493
火 SUS410J2TB ①短時間領域 26529.2 14461.7 -5647.2 0 32.42 0.366
②長時間領域 27763.2 -4803.8 340.6 0 17.85 0.198
溶
接
継
手
火 SCMV28 系鋼 ①短時間領域 37551.7 4161.0 -2969.5 0 34.7773 0.3549
②長時間領域 36158.6 -4628.6 0 -2.7323 26.6958 0.2354
火 SUS410J3 系鋼 ①短時間領域 -10292.4 50741.5 -13885.5 0 35.5505 0.2785
②長時間領域 21089.0 -1518.2 0 -5.1385 15.8726 0.1611
火 STPA29 系鋼 ①短時間領域 26174.6 11828.6 -4695.1 0 30.2980 0.3998
②長時間領域 25397.4 -2327.7 0 -3.8787 18.8166 0.1425
火 STPA24J1 系鋼 ①短時間領域 34544.0 -7090.0 0 0 19.4 0.27
②長時間領域 23290.0 -2631.0 0 0 16.6 0.07

- II.1-6 -
表 II.1-3 寿命評価式における短時間領域と長時間領域の境界応力の目安値に関する提案
部 位 鋼 種 各温度における境界応力の目安値(MPa) 550°C 575°C 600°C 625°C 650°C
母 材
火 SCMV28 161 133 103 66 53
火 STPA28 火 SFVAF28
- - - - -
火 STBA28 (Ni 規格内)
173 146 120 95 71
火 STBA28 (Ni≦0.20%)
177 148 121 95 71
火 SUS410J3 185 163 142 120 95
火 SUS410J3TP 火 SUSF410J3
181 159 136 114 89
火 SUS410J3TB 197 172 147 121 95
火 SUS410J3DTB 176 157 138 113 85
火 STPA29 火 SFVAF29
155 135 114 90 60
火 STBA29 167 147 126 103 64
火 SUS410J2TB 151 132 114 95 76
溶接継手
火 SCMV28 系鋼 149 127 106 87 68火 SUS410J3 系鋼 198 173 147 116 83火 STPA29 系鋼 149 129 109 91 72
火 STPA24J1 系鋼 83 80 77 73 -
注)この表において、各温度の中間における応力は、直線補間によって計算する。

- II.1-7 -
表 II.1-4 高クロム鋼の許容引張応力の改正案
鋼 種 区 分 許容引張応力(MPa) 備 考
525°C 550°C 575°C 600°C 625°C 650°C
火 SCMV28 火技解釈*
102 94 81 63 45 29 厚さ 76 mm 以下
102 94 81 62 45 29 厚さ 76 mm を超
える 改正提案 102 94 73 53 36 21
火 STPA28 火 SFVAF28
火技解釈* 102 94 81 63 45 29 厚さ 76mm 以下
102 94 81 62 45 29 厚さ 76mm を超
える 改正提案 102 94 81 63 45 29
火 STBA28 火技解釈* 102 94 83 62 44 29
改正提案 102 94 77 56 39 25 Ni 量は規格内 102 94 80 59 42 25 Ni≦0.20%
火 SUS410J3 火技解釈* 112 106 100 68 46 27 改正提案 112 106 83 56 33 16
火 SUS410J3TP火 SUSF410J3
火技解釈* 112 106 100 68 46 27 改正提案 112 106 93 64 33 16
火 SUS410J3TB 火技解釈* 115 111 102 66 46 27 改正提案 115 111 89 61 33 16
火 SUS410J3DTB 火技解釈* 115 111 94 52 25 16 改正提案 115 111 76 41 25 16
火 STPA29 火 SFVAF29
火技解釈* 113 107 101 78 56 30 改正提案 113 107 101 78 56 35
火 STBA29 火技解釈* 113 107 101 76 55 30 改正提案 113 107 101 76 54 35
* : 発電用火力発電設備の技術基準の解釈(平成 17 年 12 月 14 日付け制定、平成 17・11・17 原院
第3号、NISA-234c-05-8 : 平成23年9月30日付け改正、平成23・09・05原院第1号、NISA-234a-11-4)
表 II.1-5 高クロム鋼の長手継手の溶接継手強度低減係数の改正案
鋼 種 長手継手の溶接継手強度低減係数
備 考 525°C 550°C 575°C 600°C 625°C 650°C
火 SCMV28 1.00 0.90 0.82 0.79 0.79 0.79 火 SUS410J3 1.00 0.84 0.68 0.57 0.50 0.50 注) 1. 各温度の中間における長手継手の溶接継手強度低減係数の値は、直線補間によって計算する。
2. 火 SCMV28 の長手継手の溶接後、焼きならし焼戻しを行う溶接施工を適用した場合は除く。

- II.2.1-1 -
2. 高クロム鋼の靭性低下に関する強度評価の検討 火力発電設備で使用される構造材料の大部分はフェライト系鋼(例えば、炭素鋼
や低合金鋼)及びオーステナイト系ステンレス鋼(例えば、18Cr-8Ni ステンレス鋼)
である。これらの材料は共に良好な機械的性質(引張強さ、延性、靭性、硬さ等)
を有するが、高温で長時間供用されると組織変化が生じて機械的性質が低下する傾
向があることが知られている。すなわち、フェライト系鋼に関していえば、炭素鋼
又は Mo 鋼の黒鉛化[1]による靭性低下、1Cr-0.5Mo 鋼のクリープ脆化[2]、高クロム
鋼の靭性低下[3]が知られていて、黒鉛化に関しては、炭素鋼及び Mo 鋼では、各々
450℃及び 475℃を超える温度での使用に関する注意喚起がされていて、その様な温
度域では Mo 鋼の代わりに 0.5%以上の Cr を含む Cr-Mo 鋼を使用することが一般的
になっている。そして、Cr-Mo 鋼のクリープ脆化に関しては、クリープ脆化による
粒界割れに及ぼす影響を次式のクリープ脆化指数(CEF:Creep Embrittlement Factor)で表すことが提案[2]されていて、1Cr-0.5Mo 鋼の不純物元素量を制限する対策が講
じられている。 CEF=P+2.4As+3.6Sn+8.2Sb (wt%)
上述のとおり、鉄鋼材料は高温での長時間供用によって靭性が低下する傾向があ
り、火技解釈別表第 1「鉄鋼材料の各温度における許容引張応力 (その 1)JIS 規
格材料・火技解釈材料・API 規格材料」の備考には、例えば、『この鋼種は 425℃を
超える温度で使用した後は、常温における脆性が大きくなるため、十分な理由がな
い限り、この温度以上では使用しない。』なる注意事項が付されている。この注意事
項が付された材料はフェライト系ステンレス鋼(17Cr ステンレス鋼他)であって、
これらの材料を 475℃前後の温度域に加熱すると Cr 濃度の低いα固溶体と Cr 濃度
の高いα’固溶体に分解(スピノーダル分解)し、材料が硬化すると同時に靭性が著
しく低下する傾向がある。この現象は 475℃脆性と呼ばれ、フェライト系ステンレ
ス鋼の靭性低下として広く知られた現象である。火技解釈別表第 1 の備考における
注意事項は、別表第 1 に規定の材料が『 高使用温度において材料に及ぼす化学的
及び物理的影響に対し、安全な化学的成分及び機械的強度を有するもの』であるこ
とを保証するために付されたものである。 この備考の他にも多くの注意事項は付されているが、新たに開発された材料につ
いては長時間供用の実績がないことから、高温での長時間供用による材料の機械的
性質の変化が十分に把握されていないものもある。例えば、高クロム鋼は 600℃を
超える温度域での 105 時間クリープ破断強度が 100 MPa を超える材料として開発さ
れたもの[4]であるが、600℃前後の温度での数万時間の供用で高クロム鋼溶接熱影
響部にタイプ IV クリープ破壊が生じたことは記憶に新しい。タイプ IV クリープに
よる強度低下はマルテンサイト下部組織における転位密度の低下と Laves 相の生成
が密接に関係することが知られているが、この Laves 相の生成は高クロム鋼の靭性
低下に密接に関係することが報告されている[5]。そして、この靭性の低下は上述の
『 高使用温度において材料に及ぼす化学的及び物理的影響に対し、安全な化学的
成分及び機械的強度を有するもの』に適合しなくなる懸念もある。したがって、本
検討では、供用温度域で靭性低下の可能性のある高クロム鋼について、次の調査を
- II.2.1-2 -
実施し、供用中における靭性低下の傾向と組織変化の関係を明らかにした上で、必
要に応じ、設備機器の保安確保のための方策の提案を行うものとする。 ① 靭性低下に関する文献調査 ② 靭性に関する規格要求の調査 Section 2 の参考文献 [1]例えば、Boiler Tube Failures: Theory and Practice, Volume 3: Steam Touched Tubes, EPRI
TR-105261-V3, 1996. [2]例えば、D.J. Gooch, J.R. Haigh and B.L. King, Relationship between Engineering and
Metallurgical Factors in Creep Crack Growth, Metal Science, 11, 545, 1977. [3]例えば、朝倉健太郎、藤田利夫、三宅英徳、V, Nb 添加 9Cr-2Mo 耐熱鋼の高温強度
と靭性におよぼす C 量の影響、鉄と鋼、69, 2037, 1983. [4]例えば、山田宏彰、服部洋市、駒井伸好、佐藤恭、大平浩之、柳澤隆博、超々臨界
圧発電システム、火力原子力発電、52, 1217, 2001. [5]例えば、高橋了、若井隆純、青砥紀身、高クロム鋼の時効に伴う靭性低下に及ぼす
Laves 相構成元素の影響、材料とプロセス、18, 1618, 2005.

- II.2.1-3 -
2.1 靭性に関する規格の調査 設備機器の保安確保のため靭性要求についての知見を得るため、靭性評価に係
る規格基準上の扱いや材料に係る要求事項について、我国における規格の調査及
び海外(米欧)における規格の調査を行った。 我国の規格の調査対象は、次に示す圧力容器関係保安 4 法の仕様規定とした。
なお、これらの中の「高圧ガス保安法」及び「ガス事業法」では設計マージン 4.0の仕様規定の他に設計マージン 3.5 の仕様規定を規定化しているため、両者を調
査対象とした。 ① 電気事業法 ② 高圧ガス保安法 ③ ガス事業法 ④ 労働安全衛生法 米欧の規格の調査については、2010 年版(2010Edition)ASME 規格*1 の Sec. I
(ボイラー規格)、Sec. VIII, Div. 1(圧力容器規格)及び B31.1(ボイラー外配管
規格)並びに 2011 年版までの欧州規格の EN 12952(水管ボイラー規格)及び EN 13445(火無し圧力容器規格)とした。なお、米国規格の設計マージンは 3.5 であ
り、欧州規格の設計マージンは 2.4 である。 米欧の規格における材料の使用制限は設計・建設の規格本体以外の規格の材料
に関する規定箇所に記述されていることがあることから、火技解釈別表第 1 に対
応する次の規格の備考・注記の調査も併せて行った。なお、欧州規格の材料に関
する規定に関しては、靭性低下に関する調査の対象であるフェライト系の圧力容
器用鋼材に絞り込んで調査を行った。 ① ASME Sec. II, Part D, Table 1A(フェライト系材料の許容引張応力表) ② ASME Sec. II, Part D, Table 1B(非フェライト系材料の許容引張応力表) ③ EN 10028-2(圧力容器用鋼材-Part 2. 高温材料特性が規定された炭素鋼及び
低合金鋼) ④ EN 10028-3(圧力容器用鋼材-Part 3. 溶接用細粒鋼-焼ならし処理) ⑤ EN 10028-5(圧力容器用鋼材-Part 5. 溶接用細粒鋼-制御圧延) ⑥ EN 10028-6(圧力容器用鋼材-Part 6. 溶接用細粒鋼-焼入れ焼ならし処理) *1:ASME Sec. VIII, Div. 2(設計マージン 2.4)は、解析による設計を採用してお
り、ASME Sec. VIII, Div. 1 の公式による設計とは考え方が異なる規格である
ことから調査対象外とした。 2.1.1 我国の靭性に関する規格の調査 2.1.1.1 設計マージン 4.0 の規格の調査 調査対象の圧力容器関係保安 4 法の技術基準の技術的要件を満たすべき技術的
内容を示した仕様規定は、各法規毎に次に示すとおりである。

- II.2.1-4 -
高使用温度において材料に及ぼす化学的及び物理的影響に対し、安全
な化学的成分及び機械的強度を有するもの
溶接性、引張強さ、延性、靭性及び硬度等に優れたもの
火技解釈別表第 1(鉄鋼材料)及び第 2(非鉄材料)に記載されている材料
<法規> <技術基準の解釈、解釈例、例示基準> ① 電気事業法 「発電用火力設備の技術基準の解釈」 ② 高圧ガス保安法 別添1「第一種特定設備の技術基準の解釈」 ③ ガス事業法 「ガス工作物技術基準の解釈例」 ④ 労働安全衛生法 「ボイラー構造規格」及び「圧力容器構造規格」 2.1.1.1.1 調査結果の概要 圧力容器関係保安 4 法とも、技術基準に適合するように維持するとともに、材
料は 高使用圧力及び 高使用温度において安全な化学成分及び機械的強度を有
することを求めている。技術基準に定める技術的要件を満たすべき技術的内容に
ついては技術基準の解釈、解釈例あるいは例示基準に示されており、使用可能な
材料(名称及び規格番号、種類の記号)毎に、その標準成分、 小引張強さ、製
造方法、注(備考)、 低使用温度及び各温度における許容引張応力が別表(鉄鋼
材料)に規定されている。材料毎に付された注(備考)には、許容引張応力を適
用するための材料仕様上の要求事項、供用中の材料の劣化に関連する注意事項等
が具体的に示されている。 靭性評価に関する規格基準上の扱いは、各法規における表現上の多少の違いは
あるものの、材料仕様上の要求事項に加え供用中の材料の劣化に関連する注意事
項も包含されたものとなっている。各法規における要求事項の流れを図で表わす
と、次のとおりである。
各法規における要求事項の流れ(電気事業法の例)
上述のとおり、材料毎に付された注(備考)には、供用中の材料の劣化に関連
する注意事項等が記されていて、材料を使用する上で重要な規定を含んでいる。
したがって、材料毎に付された注(備考)については、2.1.3 で我国及び米欧の規
格について纏めて調査する。
材料に対する省令要求
省令に定める技術的要件を満たすべき技術的内容
材料の例示

- II.2.1-5 -
2.1.1.1.2 電気事業法における靭性に関する要求 2.1.1.1.2.1 電気事業法における法体系
電気事業法(法律第 170 号) 発電用火力設備に関する技術基準を定める省令(通商産業省令第 51 号)
発電用火力設備の技術基準の解釈(平成 23・09・05 原院第 1 号) 2.1.1.1.2.2 規格基準上の要求
(1) 電気事業法 (事業用電気工作物の維持) 第三十九条 事業用電気工作物を設置する者は、事業用電気工作物を経済産業
省令で定める技術基準に適合するように維持しなければならない。 (2) 発電用火力設備に関する技術基準を定める省令(以下「省令」という)
(ボイラー等の材料) 第五条 ボイラー及びその附属設備に属する容器及び管の耐圧部に使用する材
料は、 高使用温度において材料に及ぼす化学的及び物理的影響に対し、安全な
化学的成分及び機械的強度を有するものでなければならない。 (蒸気タービンの附属設備の材料) 第十二条 蒸気タービンの附属設備に属する容器及び管の耐圧部に使用する材
料は、 高使用温度において材料に及ぼす化学的及び物理的影響に対し、安全な
化学的成分及び機械的強度を有するものでなければならない。 (3) 発電用火力設備の技術基準の解釈(以下「火技解釈」という)
本解釈は、発電用火力設備に関する技術基準を定める省令(平成 9 年通商産業
省令第 51 号。以下「省令」という。)に定める技術的要件を満たすべき技術的内
容を具体的に示したものである。 (ボイラー等の材料) 第 2 条 省令第 5 条に規定する「耐圧部分」とは、内面に 0 MPa を超える圧力
を受ける部分をいう。 2 省令第 5 条に規定する「安全な化学的成分及び機械的強度を有するもの」と
は、溶接性、引張強さ、延性、靭性及び硬度等に優れたものをいい、別表第 1(鉄
鋼材料)及び別表第2(非鉄材料)に記載されている材料はこれらを満足するも
のと解釈される。 (蒸気タービンの附属設備の材料) 第 18 条 省令第 12 条に規定する「耐圧部分」とは、第 2 条第 1 項の規定を準
用するものをいう。

- II.2.1-6 -
(4) 別表第 1 鉄鋼材料の各温度における許容引張応力 別表第 1 には発電用火力設備に使用可能な材料(名称及び規格番号、種類の記
号)、標準成分、 小引張強さ、製造方法、注(備考)、 低使用温度及び各温度
における許容引張応力が規定されている。使用可能な材料として別表第 1 に規定
されるものは、JIS 規格材の他、火技解釈材、ASME 規格材、ASTM 規格材があ
る。また、ラインパイプ用 API5L 材の一部も別表第 1 に規定され使用可能である。
(5) 別表第 1(鉄鋼材料)の注(備考) 注(備考)には、火技解釈に規定の材料に対する使用制限を示すものがある。
しかしながら、使用環境は多岐にわたるために、すべての使用環境における使用
制限が記載されているとは限らない。材料を使用するにあたっては、使用者の自
己責任において、使用環境等を充分考慮した上で適切な材料を選定する必要があ
るということである。注(備考)の一例を次に示す。 備考 1 (1) 450℃を超える温度で、長時間使用する場合は黒鉛化に注意しなければな
らない。 →(炭素鋼) (2) 475℃を超える温度で、長時間使用する場合は黒鉛化に注意しなければな
らない。 →(0.5Mo 鋼) (11) この鋼種は 425℃を超える温度で使用した後は、ぜい性が大きくなるため、
十分な理由のない限り、この温度以上では使用しない。 →(ステンレス鋼)
(60) この鋼種は 320℃で約 5,000 h 加熱、340℃ではより短時間加熱した後は、
常温におけるじん性が減少する。 →(ステンレス鋼) (61) この鋼種は、中間温度で使用した後は、ぜい性が大きくなる。この鋼種は、
590~930℃の温度範囲で比較的短時間加熱した後はσ相が生成して、延性が
著しく低下する。 →(ステンレス鋼) (K1) この鋼種は、化学成分等によっては 450℃以上で使用するとじん性が減少
する場合がある。 →(低温圧力容器用鋼板) 2.1.1.1.3 高圧ガス保安法における靭性に関する要求 2.1.1.1.3.1 高圧ガス保安法における法体系
高圧ガス保安法(法律第 204 号) 特定設備検査規則(通商産業省令第 4 号) 特定設備検査規則の機能性基準の運用について*2
通達(平成 13・12・27 原院第 5 号) 別添 1 第一種特定設備の技術基準の解釈
*2:平成 15・03・28 原院第 8 号にて一部改正が行われた。主な改正内容は、従来
の基準を適用する特定設備を「第一種特定設備」とし、ASME Sec. VIII, Div. 1

- II.2.1-7 -
に準拠した基準を適用する特定設備である「第二種特定設備」が新たに規定
されたことである。具体的な技術的内容を示す基準である別添 1「第一種特
定設備の技術基準の解釈」は設計マージン 4.0、別添 7「第二種特定設備の技
術基準の解釈」は設計マージン 3.5 である。 2.1.1.1.3.2 規格基準上の要求
(1) 高圧ガス保安法 (基準適合義務等) 第五十六条の六の十三 登録特定設備製造業者が登録を受けた特定設備事業区
分に係る特定設備を製造する場合においては、第五十六条の三第四項の経済産業
省令で定める技術上の基準に適合するようにしなければならない。
(2) 特定設備検査規則 第十一条 特定設備の耐圧部分には、当該設備の設計圧力、設計温度(当該設
備を使用することができる 高又は 低の温度として設定された温度をいう。)、
製造をする高圧ガスの種類等に応じ、当該設備の材料に及ぼす化学的影響及び物
理的影響に対し、安全な化学的成分及び機械的性質を有する材料を使用しなけれ
ばならない。 (3) 特定設備検査規則の機能性基準の運用について
特定設備検査において、特定設備検査規則(昭和51年通商産業省令第4号。
以下「特定則」という。)で定める特定設備の技術上の基準及び特定設備検査の方
法のうち別表第1第1項及び第2項に掲げる機能性基準への適合性評価にあたっ
ては、個々の事例毎に判断することとなるが、別表第2第1項右欄に掲げる例示
基準のとおりである場合には、当該機能性基準に適合するものとする。
別表第2(詳細基準の例示) 機能性基準 例示基準
1 別表第1第1項及び第
2項(第一種特定設備に
係る基準)
別添1「第一種特定設備の技術基準の解釈」 別添2「平底円筒形貯槽の技術基準の解釈」 別添3「バルク貯槽の技術基準の解釈」 別添4「特定設備の部品等の技術基準の解釈」
(4) 別添1 第一種特定設備の技術基準の解釈
この特定設備の技術基準の解釈は、特定設備検査規則に定める技術的要件を満
たすべき技術的内容及び検査方法をできる限り具体的に示したものである。 (特定設備の材料) 第4条 特定設備の耐圧部分には、別表第1に掲げる規格に適合する材料(以
下「規格材料」という。)、これらと同等の材料として次項に定めるもの(以下「同
等材料」という。)又は第3項に定めるもの(以下「特定材料」という。)を使用

- II.2.1-8 -
しなければならない。
(5) 別表第 1(第 4 条・第 8 条関係) 別表第 1 には材料(名称及び規格番号、種類の記号)、規定 小引張強さ、製造
方法、注(備考)、各温度における許容引張応力が規定されている。
(6) 別表第 1(第 4 条・第 8 条関係)の注(備考) 注(7) この欄の 550℃以上の値は、炭素含有量が 0.04%以上の材料に適用する。 →(ステンレス鋼)
(8) この欄の 525℃を超える値は、1040℃以上の温度から急冷する固溶化熱処 理を行った材料に適用する。 →(ステンレス鋼)
(34) この欄でクリープ特性が要求される場合は、不純物としてのニッケル含有 量は 0.5%以下とする。 →(5Cr-0.5Mo 鋼)
2.1.1.1.4 ガス事業法における靭性に関する要求 2.1.1.1.4.1 ガス事業法における法体系
ガス事業法(法律第 51 号) ガス工作物の技術上の基準を定める省令(通商産業省令第 111 号) ガス工作物技術基準の解釈例*3
(平成 22 年 3 月 25 日制定 原子力安全・保安院) *3:「ガス工作物技術基準の解釈例」は設計マージン 4.0 であるが、設計マージン
3.5 の JIS B 8267「圧力容器の設計」を引用した「ガス工作物技術基準の解釈
例 別添」がある。 2.1.1.1.4.2 規格基準上の要求
(1) ガス事業法 (ガス工作物の維持等) 第二十八条 一般ガス事業者は、一般ガス事業(一般ガス事業者がガス導管事
業又は大口ガス事業を行う場合にあっては、そのガス導管事業又は大口ガス事業
を含む。以下この節において同じ。)の用に供するガス工作物を経済産業省令で定
める技術上の基準に適合するように維持しなければならない。 (2) ガス工作物の技術上の基準を定める省令
(材料) 第十四条 次の各号に掲げるガス工作物の主要材料は、 高使用温度及び 低
使用温度において材料に及ぼす化学的及び物理的影響に対し、設備の種類、規模
に応じて安全な機械的性質を有するものでなければならない。 (3) ガス工作物技術基準の解釈例

- II.2.1-9 -
このガス工作物技術基準の解釈例は、ガス工作物の技術上の基準を定める省令
に定める技術的要件を満たすべき技術的内容をできる限り具体的に示したもので
ある。 (材料) 第 12 条 省令第 14 条に規定する「 高使用温度及び 低使用温度において材
料に及ぼす化学的及び物理的影響に対し、設備の種類、規模に応じて安全な機械
的性質を有するもの」とは、第 13 条から第 17 条に定めるものをいう。 (製造設備等の材料) 第 13 条 省令第 14 条第 1 号から第 5 号までに規定するガス工作物の主要材料
(機械的強度に関連する部分(構造の強度計算に関する部分))は、次の各号に適
合するものであること。 二 別表第 1 その 1 及び別表第 2 その 1 に規定する JIS 材料、日本溶接協会 WES
材料、国際標準化機構 ISO 材料、米国石油協会 API 材料、及び米国材料試験協会
ASTM 材料であって、表中の許容引張応力に対応する温度の範囲内で使用される
もの。 (4) 別表第 1 鉄鋼材料 その 1
別表第 1 には材料(名称及び規格番号、種類の記号)、標準成分、規定 小引張
強さ、製造方法、注(備考)、各温度における許容引張応力が規定されている。 (5) 別表第 1 鉄鋼材料 その 1 の備考
(1) 450℃を超える温度で、長時間使用する場合は黒鉛化に注意しなければな
らない。 →(炭素鋼) (2) 475℃を超える温度で、長時間使用する場合は黒鉛化に注意しなければな
らない。 →(炭素鋼) (11) この鋼種は 425℃を超える温度で使用した後は、ぜい性が大きくなるため、
十分な理由のない限り、この温度以上では使用しない。 →(ステンレス鋼)
(60) この鋼種は 320℃で約 5,000 h 加熱、340℃ではより短時間加熱した後は、
常温におけるじん性が減少する。 →(ステンレス鋼) (61) この鋼種は、中間温度で使用した後は、ぜい性が大きくなる。この鋼種は、
590~930℃の温度範囲で比較的短時間加熱した後はσ相が生成して、延性が
著しく低下する。 →(ステンレス鋼) 2.1.1.1.5 労働安全衛生法における靭性に関する要求 2.1.1.1.5.1 労働安全衛生法における法体系
労働安全衛生法(法律第 57 号) ボイラー及び圧力容器安全規則(労働省令第 33 号)
ボイラー構造規格(平成 15 年厚生労働省告示第 197 号) 圧力容器構造規格(平成 15 年厚生労働省告示第 196 号)

- II.2.1-10 -
ボイラー構造規格及び圧力容器構造規格の全部改正について 【平成 15 年 4 月 30 日付け基発第 0430004 号(厚生労働省局長通達)】
2.1.1.1.5.2 規格基準上の要求
(1) 労働安全衛生法 (製造の許可) 第三十七条 特に危険な作業を必要とする機械等として別表第一に掲げるもの
で、政令で定めるもの(以下「特定機械等」という。)を製造しようとする者は、
厚生労働省令で定めるところにより、あらかじめ、都道府県労働局長の許可を受
けなければならない。 2 都道府県労働局長は、前項の許可の申請があつた場合には、その申請を審査
し、申請に係る特定機械等の構造等が厚生労働大臣の定める基準に適合している
と認めるときでなければ、同項の許可をしてはならない。
(2) ボイラー及び圧力容器安全規則 (使用の制限) 第二十六条 事業者は、ボイラーについては、法第三十七条第二項の厚生労働
大臣の定める基準(ボイラーの構造に係る部分に限る。)に適合するものでなけ
れば、使用してはならない。 (使用の制限) 第六十四条 事業者は、第一種圧力容器については、法第三十七条第二項の厚
生労働大臣の定める基準(第一種圧力容器の構造に係る部分に限る。)に適合す
るものでなければ、使用してはならない。 (3) ボイラー構造規格
(主要材料) 第一条 鋼製ボイラー(以下この編において「ボイラー」という。)の主要材
料は、鉄鋼材料又は非鉄金属材料であって、 高使用圧力及び 高使用温度に応
じ、当該材料に及ぼす化学的影響及び物理的影響に対し、安全な化学的成分及び
機械的性質を有するものでなければならない。
(4) 圧力容器構造規格 (主要材料) 第一条 第一種圧力容器の主要材料は、鉄鋼材料又は非鉄金属材料であって、
高使用圧力及び 高使用温度に応じ、当該材料に及ぼす化学的影響及び物理的
影響に対し、安全な化学的成分及び機械的性質を有するものでなければならない。 (5) ボイラー構造規格及び圧力容器構造規格の全部改正について
ボイラー構造規格の全部を改正する告示(平成 15 年厚生労働省告示第 197 号)

- II.2.1-11 -
及び圧力容器構造規格の全部を改正する告示(平成 15 年厚生労働省告示第 196号)については、平成 15 年 4 月 30 日に公示され、同日(一部については平成 15年 6 月 1 日)から適用されることになった。
Ⅰ ボイラー構造規格(厚生労働省告示第 197 号)関係 第 2 細部事項 1 第 1 条関係 (1) 第 1 項関係 イ 「安全な化学的成分及び機械的性質を有するもの」とは、黒鉛化、ぜい
化等の材料に有害な著しい永久の変化を起こさないこと、許容引張応力の
値が著しく低下したりする温度においては使用しないこと等、材料の性質
に応じた適切な温度の範囲内で使用すべきことを規定したものであるこ
と。 3 第 3 条関係
(3) その他 JIS B 8201 の付表 2 に定める許容応力の値は、本条の規定を満たすもの
であること。 Ⅱ 圧力容器構造規格(厚生労働省告示第 196 号)関係
第 2 細部事項 1 第 1 条関係
(2) 使用温度は、圧力容器の使用時における材料の中心の温度(外面温度
と内面温度との平均値)をとることとするが、直火式第一種圧力容器の伝
熱面における材料の温度は、内部の蒸気又は液体の温度の 高温度に
30℃を加えた温度とすること。 (3) 「安全な化学的成分及び機械的性質を有するもの」については、Ⅰの
第 2 の 1 の(1)のイによること。 3 第 3 条関係 (3) その他
別表の許容引張応力の値を用いる時は、本条の規定に基づき当該材料
の許容引張応力を定めたものとして差し支えないこと。
(6) 付表 2 材料の各温度での許容引張応力(ボイラー構造規格関係)
付表 2 には材料(名称及び規格番号、種類の記号)、標準成分、 小引張強さ、
小降伏応力又は耐力、製造方法、注(備考)、各温度における許容引張応力が規
定されている。
(7) 付表 2 材料の各温度での許容引張応力の注 (2) 475℃を超える温度で使用する場合に括弧内の数値を用いてもよいが、長
時間使用する場合は黒鉛化に注意しなければならない。 →(炭素鋼)
(12) この鋼種は 425℃を超える温度で使用した後は、常温におけるぜい性が大

- II.2.1-12 -
きくなるため、十分な理由のない限り、この温度以上では使用しない。 →(ステンレス鋼) (19) 450℃を超える温度で使用する場合に括弧内の数値を用いてもよいが、長時
間使用する場合は黒鉛化に注意しなければならない。 →(炭素鋼)
(8) 別表 鉄鋼材料の許容引張応力(圧力容器構造規格関係)
別表には材料(名称及び規格番号、種類の記号)、規定 小引張強さ、製造方法、
注(備考)、各温度における許容引張応力が規定されている。
(9) 別表 鉄鋼材料の許容引張応力の注及び備考 注(1) 450℃を超える温度で、長時間使用する場合は黒鉛化に注意しなければ
ならない。 →(炭素鋼) (2) 475℃を超える温度で、長時間使用する場合は黒鉛化に注意しなければ
ならない。 →(0.5Mo 鋼) (11) この鋼種は 425℃を超える温度で使用した後は、常温におけるぜい性が
大きくなるため、十分な理由のない限り、この温度以上では使用しない。 →(ステンレス鋼)
備考(60) この鋼種は 320℃で約 5 000 h 加熱、340℃ではより短時間加熱した後は、
常温におけるじん性が減少する。 →(ステンレス鋼) (61) この鋼種は、中間温度で使用した後は、ぜい性が大きくなる。この鋼種
は、590~930℃の温度範囲で比較的短時間加熱した後はσ相が生成して、
延性が著しく低下する。 →(ステンレス鋼) 2.1.1.2 設計マージン 3.5 の規格の調査 国内の圧力容器関係保安 4 法の中で、材料の引張強さに対する設計マージンが
3.5 である解釈及び解釈例(省令に定める技術的要件を満たすべき具体的内容を示
した技術基準の解釈及び解釈例)を規定しているものは次のとおりである。
<法規> <技術基準の解釈、解釈例、例示基準> ① 高圧ガス保安法 「別添 7 第二種特定設備の技術基準の解釈」 ② ガス事業法 「ガス工作物技術基準の解釈例 別添」 2.1.1.2.1 調査結果の概要 高圧ガス保安法及びガス事業法の省令に定める技術的要件を満たすべき具体的
内容を示す技術基準の解釈及び解釈例において、設計・建設時の靭性に関る要求
事項として材料の種類に応じた衝撃試験が要求される。それらの要求は、材料の
種類と厚さによっては衝撃試験を免除する規定など ASME Sec. VIII, Div. 1 に規定
の内容を踏まえて規定されたもので、シャルピー衝撃試験における吸収エネルギ

- II.2.1-13 -
ー等も ASME Sec. VIII, Div. 1 の規定と同様な値としている。 2.1.1.2.2 高圧ガス保安法(別添 7 第二種特定設備の技術基準の解釈) 平成 15・03・28 原院第 8 号(平成 15 年 3 月 31 日)において「特定設備検査規
則の機能性基準の運用について(平成 13・12・27 原院第 5 号)」の一部改正が行
われた。主な改正内容は、材料の引張強さに対する設計マージンが 4.0 である従
来の基準を適用する特定設備を「第一種特定設備」とし、新たに材料の引張強さ
に対する設計マージンが 3.5 である ASME Sec. VIII, Div. 1 を踏まえて規定された
基準を適用する特定設備の「第二種特定設備」が設けられ、この第二種特定設備
に係る具体的な技術的内容を示した基準である「別添 7 第二種特定設備の技術
基準の解釈」が追加・制定されたことである。
(1) 別添 7 第二種特定設備の技術基準の解釈における靭性要求 設計・建設時の靭性に関る要求事項は第 5 条、第 37 条、第 39 条、第 51 条及び
第 59 条に規定されている。母材の種類に応じた衝撃試験の種類については表
II.2.1.1-1 に示す。試験方法は、JIS Z 2242(1998)「金属材料衝撃試験方法」によ
り行い、試験温度は 低設計金属温度以下の温度となっているが、材料の厚さや
試験片の採取幅による温度低減量の規定がある。比率(材料の 小厚さ/材料の
腐れしろを除いた厚さ又は材料の 低設計金属における許容引張応力/圧力によ
り材料に生じる一次一般膜応力)に応じ、 低設計金属の温度低減曲線が別図第
1 の図(2)に示されている。試験の判定基準は、当該材料又は溶接部の厚さと規
定 小降伏点又は耐力に応じて別図第 1 の図(3)に示されている。炭素鋼及び低
合金鋼のシャルピー衝撃試験 小平均吸収エネルギーは材料又は溶接部の厚さ及
び材料の規定 小降伏点又は耐力の影響を受け、例えば、規定 小降伏点が 448 N/mm2 で材料又は溶接部の厚さが 80 mm の場合の判定基準は 50 J となる。また、
材料又は溶接部の厚さが 25 mm の場合には、規定 小降伏点又は耐力に応じて、
判定基準は次のとおりとなる。 ① 345 N/mm2 以下の場合 20 J ② 380 N/mm2 以上で 448 N/mm2 以下の場合 27 J ③ 345 N/mm2 を超え 380 N/mm2 未満の場合 ①と②を線形補間 靭性要求を確認するための衝撃試験を免除する条件が別図第 1 の図(1)に規定
されており、材料の種類及び支配的厚さに応じた免除曲線が示されている。
2.25Cr-1Mo 鋼の衝撃試験免除曲線は C であり、例えば、材料の支配的厚さが 125 mm の場合には衝撃試験が免除される 低温度は 15℃となり、特定設備の 低設
計金属温度がこの温度以上である場合には衝撃試験が免除される。他方、高クロ
ム鋼の場合の衝撃試験免除曲線は別図第 1 の図(1)備考によれば曲線 A 又は曲
線 B となる。高クロム鋼で材料が管、管継手、鍛鋼品、伝熱管の場合には曲線 Bが適用され、材料の支配的厚さが 125 mm の場合には特定設備の 低設計金属温
度が 36℃以上であれば衝撃試験が免除されることなる。 また、衝撃試験による 小横膨出ついても、材料又は溶接部の厚さに応じて別

- II.2.1-14 -
図第 1 の図(4)に規定されている。
(2) 別添 7 第二種特定設備の技術基準の解釈に関する条文(抜粋) (適用範囲) 第 1 条 この第二種特定設備の技術基準の解釈は、特定設備検査規則(昭和 51
年通商産業省令第 4 号。以下「省令」という。)第 8 条及び第 9 条に定める技術的
要件を満たすべき技術的内容のうち設計圧力が 20 MPa 以下の第二種特定設備に
ついてできる限り具体的に示すものである。 (特定設備の材料) 第 4 条 特定設備の耐圧部分には、別表第 1 に掲げる規格に適合する材料(以
下「規格材料」という。)、これらと同等の材料として次項に定めるもの(以下「同
等材料」という。)、第 3 項に定めるもの(以下「特定材料」という。)又は第 4項に定めるクラッド鋼を使用しなければならない。 (材料の衝撃試験、落重試験又は破壊靭性試験) 第 5 条 特定設備の耐圧部分に使用する材料(溶接の裏当て金を含む)及び当
該耐圧部分に溶接により取り付ける非耐圧部品に使用する材料は、当該材料の材
料規格に定める試験に加え、当該材料の種類及び支配的厚さ(別図第 1 の図(5)により得られる厚さを言う。以下同じ。)に応じて衝撃試験、落重試験又は破壊靭
性試験(以下「衝撃試験等」という。)を行い、これに合格するものでなければな
らない。ただし、次の各号に掲げる材料については、この限りでない。 (衝撃試験又は破壊靭性試験) 第 59 条 第 39 条第 2 項(5)に規定する衝撃試験は、次の各号に適合するもの
でなければならない。 (1) 衝撃試験の試験の種類は、次の表の左欄に掲げる母材の種類及び同表の中
欄に掲げる区分に応じ、同表の右欄に掲げる試験の種類とする。 (3) 衝撃試験の方法は、JIS Z 2242(1998)「金属材料衝撃試験方法」によるも
のとする。 (4) 衝撃試験の温度は、第 51 条第 2 項(1)ホの規定に準じて得られる温度以
下の温度とする。 (5) 衝撃試験の結果が母材の材料の種類に応じて第 51 条第 3 項(1)及び(2)
の規定を満足するときは、これを合格とする。
2.1.1.2.3 ガス事業法(ガス工作物技術基準の解釈例 別添) ガス工作物技術基準の解釈例は JIS B 8265(材料の引張強さに対する設計マー
ジン 4.0)を引用しているが、ガス工作物技術基準の解釈例 別添は 2008 年に制定
された JIS B 8267(設計マージン 3.5)を引用する基準となっている。高圧ガス保
安法の別添 7 第二種特定設備の技術基準の解釈と同様に、ガス工作物技術基準の
解釈例別添においても材料の種類に応じた衝撃試験が要求される。
(1) ガス工作物技術基準の解釈例 別添における靭性要求

- II.2.1-15 -
設計・建設時の靭性に関る要求事項は第 3 条、第 28 条、第 40 条に規定されて
いる。製造設備等に使用する主要材料は、材料の種類に応じた衝撃試験、落重試
験又は破壊靭性試験を行い、技術基準に適合させなければならない。衝撃試験は
JIS B 8267(2008)「圧力容器の設計」附属書 R に示される以下の規定により行わ
なければならない。 ① R.2.1.1 衝撃試験が不要な場合 ② R2.1.2 衝撃試験を行わずに使用できる温度の低減 ③ R2.1.3 衝撃試験の実施 なお、衝撃試験の試験温度は JIS B 8267(2008)「圧力容器の設計」附属書 R の
「R.2.1.4 a) 衝撃試験の試験温度」、衝撃試験片及び衝撃試験の方法は「R.2.1.4 c) 衝撃試験片及び衝撃試験方法」、衝撃試験結果の判定は「R.2.1.4 d) 衝撃試験結果
の判定」の規定により行う。衝撃試験が不要な場合として、材料の種類と材料の
支配的厚さによる衝撃試験免除曲線が図 R.1 に、図 R.1 の衝撃試験免除温度を数
値化したものが表 R.2 に示されている。高クロム鋼の場合の試験免除曲線は図 R.1の注記によれば曲線 A 又は曲線 B となる。高クロム鋼で材料が鋼管、鍛鋼品及び
管継手の場合には曲線 B が適用され、例えば、材料の支配的厚さが 125 mm の場
合には 低設計金属温度は 36℃となり、これ以上の温度であれば衝撃試験が免除
されることなる。衝撃試験を行わずに使用できる温度を低減することができる。
図 R.2 に 低設計金属温度の低減曲線が、また、表 R.3 に衝撃試験を行わずに使
用できる 低設計金属温度を決める場合の手順が示されている。衝撃試験の実施
について、R.2.1.1又はR2.1.2で衝撃試験が不要とならない場合、及びR.2.1.3の a)~d)の条件の場合には衝撃試験を行うことになる。衝撃試験結果の判定について、
材料規格の引張強さが 655 N/mm2 未満の場合には R.5.1 吸収エネルギー基準に従
い行う。母材又は溶接部の 大呼び厚さに対する 小吸収エネルギーが図 R.4 に
示されている。例えば、材料規格の降伏点が 450 N/mm2 で母材又は溶接部の 大
呼び厚さが 80 mm の場合の判定基準(規定降伏強さ)は 49 J となる。また、母材
又は溶接部の 大呼び厚さが 25 mm の場合には、材料規格の降伏点又は耐力に応
じて、判定基準は次のとおりとなる。 ① 345 N/mm2 以下の場合 21 J ② 380 N/mm2 以上で 450 N/mm2 以下の場合 27.5 J ③ 345 N/mm2 を超え 380 N/mm2 未満の場合 ①と②を線形補間 材料規格の引張強さが 655 N/mm2 以上の場合には R.5.2 横膨出基準に従い衝撃
試験を行う。母材又は溶接部の 大呼び厚さに対する 小横膨出が図 R.5 に示さ
れており、3 個の試験片の横膨出のすべてが図 R.5 に示す 小横膨出以上の場合
に合格となる。
(2) ガス工作物技術基準の解釈例 別添におけるに関する条文(抜粋) (適用条件) 第 1 条 この別添は製造設備に属する容器及び管並びにガスホルダー(以下「製
造設備等」という。)において、次条から第 48 条までの全文の規定に従う場合に

- II.2.1-16 -
限り、ガス工作物の技術上の基準を定める省令(平成 12 年通商産業省令第 111号。以下「省令」という。)第 14 条、第 15 条及び第 16 条の技術的要件に適合す
るものとする。 (製造設備等の材料) 第 2 条 製造設備等の主要材料(機械的強度に関連する部分(構造の強度計算
に関する部分))は次の各号に適合するものであること。 ニ 別添別表第 1 その 1、別添別表第 1 その 2 及び別添別表第 2 に掲げる規格
に適合するもの(以下「規格材料」という。) 四 次のいずれかに適合するもの(以下「特定材料」という。) イ JIS B 8267(2008)「圧力容器の設計」の 4.1 c)1)に規定するもの。 ロ JIS B 8267(2008)「圧力容器の設計」の 4.1 c)2)に規定するもの。
2 製造設備等の主要材料は、第 1 号に掲げる 高使用可能温度より高い温度及び
第 2 号に掲げる 低使用可能温度より低い温度で使用してはならない。 (材料の衝撃試験等) 第 3 条 製造設備等に使用する主要材料は、次の各号の材料の種類に応じた衝
撃試験、落重試験又は破壊靭性試験(以下「衝撃試験」という。)を行い、次に示
す基準に適合しなければならない。 一 炭素鋼(P 番号 1 の材料)及び低合金鋼(P 番号 3、4、5、9A 及び 9B の材
料)は、次のイからヘの規定に従って衝撃試験を行わなければならない。 イ 衝撃試験は、JIS B 8267(2008)「圧力容器の設計」附属書 R の「R.2.1.1
衝撃試験が不要な場合」、「R.2.1.2 衝撃試験を行わずに使用できる温度の低
減」及び「R.2.1.3 衝撃試験の実施」の規定により行わなければならない。 ロ 衝撃試験の試験温度は、JIS B 8267(2008)「圧力容器の設計」附属書 R
の「R.2.1.4 a)衝撃試験の試験温度」の規定による。 ニ 衝撃試験片及び衝撃試験の方法は、JIS B 8267(2008)「圧力容器の設計」
附属書 R の「R.2.1.4 c)衝撃試験片及び衝撃試験の方法」の規定による。 ホ 衝撃試験結果の判定は、JIS B 8267(2008)「圧力容器の設計」附属書 R
の「R.2.1.4 d)衝撃試験結果の判定」の規定による 2.1.1.3 設計マージン 4.0 及び 3.5 の規格の比較
我国の設計マージン4.0の規格の靭性に関する規定と設計マージン3.5の規格の
靭性に関する規定を調査した。調査結果を比較した結果、両者には次の類似及び
相違が認められた。 【類似】 ① 設計マージン 4.0 及び 3.5 に係わらず、使用可能な材料は仕様規定の別表他に
与えられている。また、別表に与えられた材料には注記が付されている。 ② 使用可能な材料の別表は、許容引張応力を除き、両者はほぼ同等である。 【相違】 ① 設計マージン 4.0 の規格の別表には 低使用温度が規定化されているが、設計
マージン 3.5 の規格では、破壊靭性試験(衝撃試験)で得られる材料を使用し

- II.2.1-17 -
得る 低温度を 低使用温度として規定している。 ② 設計マージン 3.5の規格で規定の靭性要求の内容はASME Sec. VIII, Div. 1規格
の規定とほぼ同等なものである。 ③ 破壊靭性試験は基本的にシャルピー衝撃試験によって行われ、材料の種類、材
料の厚さ及び 低使用温度の組合せによって、破壊靭性試験が免除されること
がある。
表 II.2.1.1-1 材料の衝撃試験
【出典】別添 7 第二種特定設備の技術基準の解釈 第 59 条
備考 1:σは、当該材料の材料規格に規定する規定 小引張強さ(単位 N/mm2)を表わす。
材料の種類 区 分 試験の種類 炭素鋼及び 低合金鋼
σ<665 N/mm2 の場合 衝撃試験による吸収エネルギーの測定 σ≧665 N/mm2 の場合 衝撃試験による横膨出の測定
9%ニッケル鋼 - 衝撃試験による横膨出の測定
高合金鋼 - 衝撃試験による横膨出の測定

- II.2.1-18 -
2.1.2 米欧の靭性に関する規格の調査 2.1.2.1 調査対象の米欧の規格 ボイラー及びその附属設備に関する ISO 規格[1]は性能規定規格であり、調査対
象とする必要はないことから、ボイラー及びその附属設備の構造に関する詳細仕
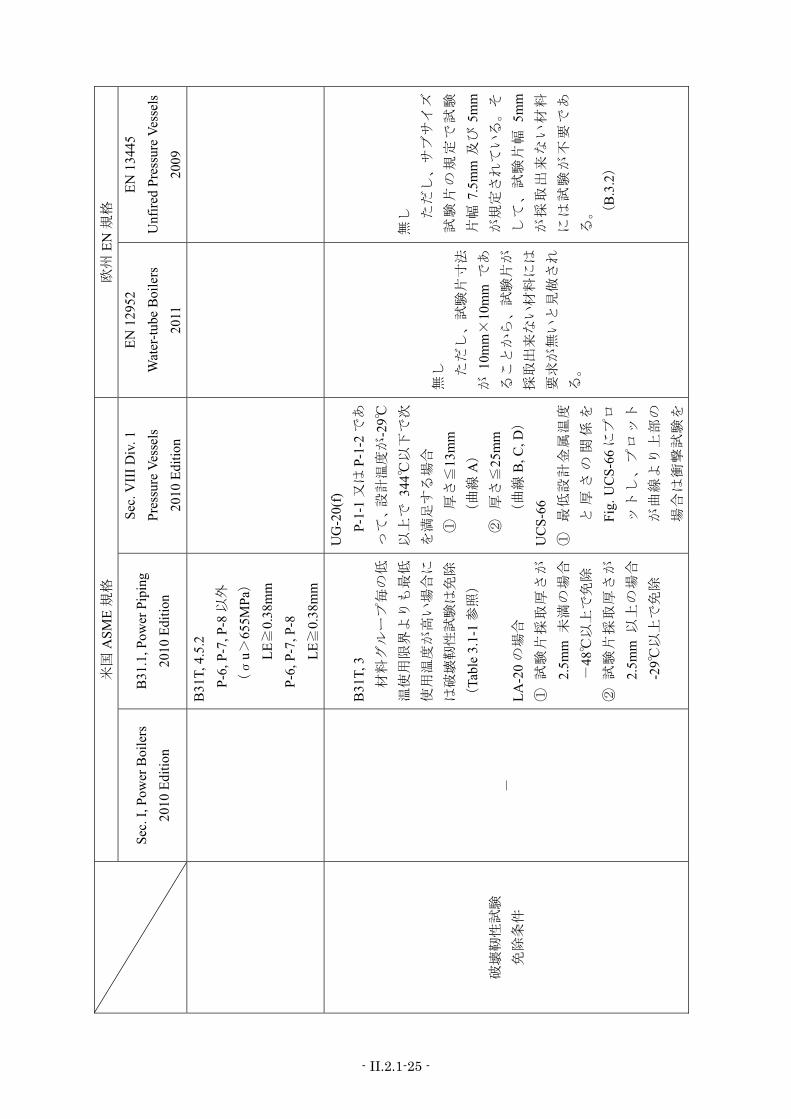
様を規定する規格として国際的に使用されている次の規格を調査対象とした。 (1) 米国規格(設計マージン 3.5) ① ASME Sec. I, Rule for Construction of Power Boilers ② ASME B31.1, Power Piping ③ ASME Sec. VIII Div. 1, Rule for Construction of Pressure Vessels (2) 欧州規格(設計マージン 2.4) ① EN 12952, Water-tube Boilers ② EN 13445, Unfired Pressure Vessels 2.1.2.2 調査結果の概要 調査対象の米欧の規格における靭性に関する要求の概要を表 II.2.1.2-1に示した。
要求の詳細については、米国規格及び欧州規格について各々2.1.2.3 及び 2.1.2.4 に
示した。米国規格における靭性要求は概ね次のとおりである。 ① 米国ボイラー及びボイラー配管規格には靭性要求はない。 ② 米国圧力容器規格には靭性要求がある。靭性を確認するシャルピーV ノッチ
試験には、その免除条件が規定されていて、2.25Cr-1Mo 鋼について曲線 C、Gr. 91 については曲線 B(管、管継手、鍛造材、伝熱管)又は曲線 A(板材他)に
よる免除を与えている。 ③ 米国の ASME B31T[2]靭性標準には米国圧力容器規格と同様なシャルピーV
ノッチ試験の免除条件が規定されているが、2.25Cr-1Mo 鋼及び Gr. 91 の両者に
ついて曲線 B による免除を与えている。 ④ 欧州のボイラー規格及び圧力容器規格共に靭性要求を規定している。これら
の要求は欧州 PED(圧力設備指令)[3]の ESR(Essential Safety Requirements)の規定に基づくものである。
⑤ 欧州のボイラー規格及び圧力容器規格の靭性要求は、ボイラー及びその附属
設備の範囲ではほぼ同等で、横方向試験片のシャルピーV ノッチ試験を 低使
用温度又は 20℃の何れか低い方の温度で行った場合に、吸収エネルギーは 27 J以上(横方向試験片)である。
以上を纏めると、米欧の規格における靭性要求(シャルピー衝撃試験による靭
性要求)は表 II.2.1.2-2 に示すとおりである。また、サブサイズ試験片を用いた場
合の靭性要求(シャルピー衝撃試験による靭性要求)を表 II.2.1.2-3 に示した。た
だし、表 II.2.1.2-2 及び表 II.2.1.2-3 の纏めには、米欧の規格における靭性要求を工
学的な判断で纏めたものを含む。

- II.2.1-19 -
2.1.2.3 米国規格における靭性に関する要求 ボイラー本体及びボイラー配管に関する設計・建設の仕様は、各々ASME Sec. I
及び ASME B31.1 に規定されているが、両者共に靭性に関する規定はない。しか
しながら、ASME B31 配管規格(Power Piping Code)においては、その規定範囲が
次に示すとおり広範であることから、各種の配管規格の靭性要求を補う規格とし
て ASME B31T 規格[2]を発行している。 ① ASME B31.1, Power Piping ② ASME B31.3, Process Piping ③ ASME B31.4, Pipeline Transportation Systems for Liquid Hydrocarbons and Other
Liquids ④ ASME B31.5, Refrigeration Piping and Heat Transfer Components ⑤ ASME B31.8, Gas Transmission and Distribution Piping System ⑥ ASME B31.9, Building Services Piping ⑦ ASME B31.11, Slurry Transportation Piping Systems ⑧ ASME B31.12, Hydrogen Piping and Pipelines 圧力容器に関する設計・建設の仕様は、各々ASME Sec. VIII Div. 1 及び ASME
Sec. VIII Div. 2 に規定されている。両者の相違は、前者が公式による設計を採用し、
後者が解析による設計を採用していることである。両規格共に靭性要求を規定し
ているが、ここでは公式による設計を採用している ASME Sec. VIII Div. 1 を調査
の対象とした。 (1) ASME B31.1(ASME B31T を含む)ボイラー配管規格における靭性要求 既に示したとおり ASME B31.1 規格には設計・建設段階における材料に対する
靭性要求の規定はないが、供用中における材料に対する注意として、次の 2 種類
の規定がされている。 ① 124.1.2 低温供用中での脆性破壊の可能性を考慮した低温使用限界を設定 ② 124.10 供用中における材料劣化のない材料の選定 これに加えて供用中における劣化についての評価を行うことを 139(H)におい
て規定している。供用中の材料の劣化は、供用中における靭性の低下に着目して
規定されたものか否かは不明であるものの、劣化が予測される場合には、その評
価を行うことが必要である。 ASME B31T 規格では、脆性破壊の考慮が必要と判断した場合に適用すべき靭
性要求を与えている。規定の靭性要求ついて表 III.2.1.2-4 に示す。例えば、規定引
張強さが 95 ksi(656 MPa)未満の炭素鋼、低合金鋼及び他の材料に対する靭性に
関するす試験方法は要求の概要は次に示すとおりである。 ① 試験方法 シャルピー衝撃試験 ② 試験温度 設計 低金属温度以下(材料厚さ及び試験片幅による温度低減あ
り。) ③ 判定基準 規定引張強さが 75 ksi(517 MPa)を超え 95 ksi(656 MPa)以下
の場合 27 J(3 本の平均値)、20 J(1 本の 小値)

- II.2.1-20 -
ASME B31T 規格ではシャルピー衝撃試験の免除規定も規定していて、基本的
な考え方は材料グループ毎の厚さに従ったものであるが、具体的な免除条件は簡
素化されたものになっている。2.25Cr-1Mo 鋼(Gr. 22)や改良 9Cr 鋼(Gr. 91)は
材料グループ LA-20 に分類される。この材料グループの具体的な試験免除条件は
次に示すとおりである。 ① 試験片の採取可能厚さ 2.5 mm 未満 -48℃以上の場合 ② 試験片の採取可能厚さ 2.5 mm 以上 -29℃以上の場合 (2) ASME Sec. VIII Div. 1 圧力容器規格における靭性要求 設計・建設時の靭性要求は UG-84 に規定されている。規定内容を表 II.2.1.2-5
に示す。試験方法は ASTM A370 : 2005[4]によるシャルピー衝撃試験で、試験温度
は 低設計金属温度以下の温度である(材料厚さ及び試験片幅による温度低減あ
り。)。判定基準は、材料の規定引張強さが 95 ksi(655 MPa)未満の場合には、Fig. UG-84.1 の規定による。この規定では、判定基準は材料の公称厚さ及び材料の規
定降伏強さの影響を受け、例えば、規定降伏強さが 60 ksi(410 MPa)で公称厚さ
が 80 mm の場合には、判定基準(規定降伏強さ)は 33.8 ft-lb(46 J)となる。ま
た、材料の公称厚さが 25 mm のとおり比較的薄い場合には、規定 小降伏強さに
応じて、判定基準は次のとおり簡素化される。 ① 50 ksi 以下の場合 15 ft-lb(20 J) ② 55 ksi 以上で 65 ksi 以下 20 ft-lb(27 J) ③ 50 を超え 65 ksi 未満 ①と②を線形補間 ASME Sec. VIII Div. 1 では靭性要求を確認するための試験を免除する条件が規
定されていて、炭素鋼及び低合金鋼にあっては UCS-66 に判別条件が与えられて
いる。Fig. UCS-66 はシャルピーV ノッチ試験の免除曲線であり、2.25Cr-1Mo 鋼の
試験免除曲線は曲線 C であり、例えば、材料の公称厚さが 5 in.(127 mm)の場合
に 低設計金属温度が 60 deg-F(15.5℃)以上である場合にはシャルピーV ノッチ
試験の免除は免除される。他方、Gr. 91の様な高Cr鋼の試験免除曲線はFig. UCS-66の注記よれば曲線 A又は曲線 Bとなる。材料が板材の場合には曲線A が適用され、
材料の公称厚さが 5 in.(127 mm)の場合に 低設計金属温度が 119 deg-F(48.3℃)
以上である場合にはシャルピーV ノッチ試験の免除は免除されることになる。材
料が管、管継手、鍛造材、伝熱管の場合には曲線 B が適用され、材料の公称厚さ
が 5 in.(127 mm)の場合に 低設計金属温度が 97 deg-F(36.1℃)以上である場
合にはシャルピーV ノッチ試験の免除は免除されることになる。 Fig. UCS-66 と同様な曲線は ASME B31T の Appendix I の Fig. I-1 にも与えられ
ていて、2.25Cr-1Mo 鋼及び Gr. 91 の適用曲線は共に曲線 B となる。すなわち、材
料の公称厚さが 5 in.(127 mm)の場合に 低設計金属温度が 97 deg-F(36.1℃)
以上である場合にはシャルピーV ノッチ試験の免除は免除される。

- II.2.1-21 -
2.1.2.4 欧州規格における靭性に関する要求 ボイラー及び圧力容器に関する欧州の性能規定として圧力設備指令(PED)[3]
が発行されていて、この Annex 1 に ESR(Essential Safety Requirements)が規定さ
れている。欧州 EN 規格はこの ESR 性能要求に整合した規格となっている。また、
欧州 EN 規格の他に、欧州域内の国の一部は各国の規格を制定している場合があ
るが、各国の規格も PED の ESR 性能要求に整合している。圧力容器規格の例は次
のとおりである。 ① EN 13445, Unfired Pressure Vessels ② PD 5500, Pressure Vessel – Specification for unfired fusion welded pressure vessels ③ CODAP, Code for construction of unfired pressure vessels ④ AD Merkblatter-2000 Code (AD: Arbeitsgemeinschaft Druckbehalter) (1) PED の ESR 性能要求 ESR 性能要求の中の靭性に関する事項は 4 章の 4.1 項に規定されている。規定
内容は、設計・建設段階における要求及び供用中における要求で、次に示すとお
りである(表 III.2.1.2-6 参照)。 ① 【設計・建設段階】試験状態及び全ての運転状態で適正な材料特性を有し、
十分な伸び及び靭性があること。 ② 【供用中】時効による影響が小さいこと。 (2) EN 12952 ボイラー規格における靭性要求 設計・建設時の靭性要求は第 2 節(Part 2, Materials)の 4 章の 4.2.5.4 項に規定
されている。規定内容を表 II.2.1.2-7 に示す。試験方法は ISO 148-1[5]によるシャ
ルピーV ノッチ試験で、試験温度は 20℃又は 低使用温度のいずれか低い温度以
下である。判定基準は次のとおりである。 ① 【横方向試験片】 27 J 以上 ② 【長手方向試験片】 35 J 以上 (3) EN 13445 圧力容器規格における靭性要求 設計・建設時の靭性要求は第 2 節(Part 2, Materials)の 4 章の 4.1.6 項に規定さ
れている。規定内容を表 II.2.1.2-8 に示す。試験方法は ISO 10045-1:1990[6]による
シャルピーV ノッチ試験で、試験温度は Annex B の規定に従って定めて温度又は
20℃のいずれか低い温度以下である(試験片幅による温度低減あり。)。判定基準
は次のとおりである。 ① 【フェライト鋼及び 1.5~5%Ni 合金鋼】 27 J 以上 ② 【材料グループ 8, 9.3 及び 10 の鋼】 40 J 以上 上記の判定基準は試験片を横方向に採取した場合の判定基準であって、横方向
試験片が採取できず、縦方向試験片で試験を行った場合には上記の値に 1.5 を乗
じた値を判定基準とする。
- II.2.1-22 -
Annex B の規定は、通常運転温度が 50℃を超える場合と 50℃以下の場合の脆性
破壊防止に関する要求を区別していて、前者の場合には Annex B の B.5 項が適用
される。後者の場合の脆性破壊防止に関する確認の方法として、B.2 に次に示す 3種類の方法が規定されている。
① Code Practice(B.2.2) ② Method developed from the principles of fracture mechanics and from operating
experiences(B.2.3) ③ Fracture mechanics analysis(B.2.4) そして、母材、溶接熱影響部及び溶接金属に対して衝撃試験要求に基づく基準
が与えられている。 ボイラー及びその附属設備の通常運転温度は 50℃を超えることから、シャルピ
ー衝撃試験の試験温度は、Annex B の B.5 項に示すとおり、20℃以下の温度であ
る。Annex B の B.5 項には、設計・建設時及び供用中に機器が低い温度にならな
いようにする次の規定がされている。 ① 起動・停止時及び特定の変動状態における材料温度は-10℃未満であってはな
らない。 ② 起動・停止時においてフェライト鋼又はオーステナイト・フェライト鋼製の
圧力容器の脆性破壊を避けるため、20℃未満の温度での圧力試験では、設計圧
力の 50%を超える圧力を付与してはならない。 ③ 方法 2(Annex B の B.2.3 に規定の Method 2)に従って特定の 小衝撃値の評
価が行われ、低温で設計圧力付与が許容できる場合には、起動停止時に圧力制
限を考慮する必要はない。 ④ フェライト鋼又はオーステナイト・フェライト鋼製の圧力容器の水圧試験は
10℃未満の温度で行わないこと。 ⑤ 方法 2(Annex B の B.2.3 に規定の Method 2)に従って特定の 小衝撃値の評
価が行われ、低温で設計圧力付与が許容できる場合には、水圧試験時の温度制
限を考慮する必要はない。
Section 2.1.2 の参考文献 [1]ISO16528-1:2007, Boilers and Pressure Vessels – Part 1: Performance Requirements. [2]ASME B31T, Standard Toughness Requirements for Piping. [3]Pressure Equipment Directive, Directive 97/23/EC of The European Parliament and of
The Council of 29 May 1997. [4]ASTM A370:2005, Test Methods and Definitions for Mechanical Testing of Steel Products. [5]ISO 148-1:2009, Metallic Materials – Charpy Pendulum Impact Test – Part 1: Test Method. [6]ISO 10045-1:1990, Charpy Impact Test on Metallic Materials, Test Method (V- and
U-notches).

- II.2.1-23 -
表II
.2.1
.2-1 米欧のボイラー及び圧力容器規格における破壊靭性要求の概要比較
米国
ASM
E規格
欧州
EN規格
Sec.
I, P
ower
Boi
lers
20
10 E
ditio
n B
31.1
, Pow
er P
ipin
g 20
10 E
ditio
n
Sec.
VII
I Div
. 1
Pres
sure
Ves
sels
20
10 E
ditio
n
EN 1
2952
W
ater
-tube
Boi
lers
20
11
EN 1
3445
U
nfire
d Pr
essu
re V
esse
ls
2009
供用中の
劣化の考慮
無し
124.
1.2
低
温供
用中
での
脆性
破壊
の可
能性
を考
慮し
て低温使用限界を設定
124.
10
供
用中
にお
ける
材料
劣化のない材料の選定
139(
H)
供用中の劣化評価
UG
-4(f
)
設計
寿命
内に
供用
条件
で機
械的
性質
等
の劣
化を
生じ
ない
材
料選定
Pres
sure
Equ
ipm
ent D
irect
ive
97/2
3/EC
Es
sent
ial S
afet
y R
equi
rem
ents
4. M
ater
ials
, 4.1
時効による影響が小さいこと。
Part
2, 3
.4
① 選
定し
た材
料は
寿
命に
影響
を及
ぼさ
ないこと
②
寿
命に
及ぼ
す例
は、
錆び
や時
効で
ある。
Part
2, 4
.2.2
.2
【靭性低下の考慮】
①
機
器供
用温
度の
記
録の実施
②
記
録に
よる
寿命
管
理の実施
破壊靭性
要求の有無
(設計建設時)
無し
無し
U
G-8
4
Pres
sure
Equ
ipm
ent D
irect
ive
97/2
3/EC
Es
sent
ial S
afet
y R
equi
rem
ents
4. M
ater
ials
, 4.1
試験
状態
及び
全て
の運
転状
態で
適正
な材
料特
性を有し、十分な伸び及び靭性があること。
Part
2, 4
.2.5
.4
Part
1, A
nnex
A, A
.4.3
脆性破壊の防止
Pa
rt 2,
4.1
.6

- II.2.1-24 -
米国
ASM
E規格
欧州
EN規格
Sec.
I, P
ower
Boi
lers
20
10 E
ditio
n B
31.1
, Pow
er P
ipin
g 20
10 E
ditio
n
Sec.
VII
I Div
. 1
Pres
sure
Ves
sels
20
10 E
ditio
n
EN 1
2952
W
ater
-tube
Boi
lers
20
11
EN 1
3445
U
nfire
d Pr
essu
re V
esse
ls
2009
B31T
, Sta
ndar
d To
ughn
ess
Req
uire
men
ts fo
r Pi
ping
2010
Edi
tion
Sec.
VII
I Div
. 1
EN 1
2952
EN
134
45
破壊靭性
試験方法
-
B
31T,
4.2
シャルピー衝撃試験
UG
-84
シャルピー衝撃
試験
Part
2, 4
.2.5
.4
シャルピー衝撃試験
Part
2, 4
.1.6
シャルピー衝撃試験
試験
温度
-
B
31T,
4.4
低設
計温
度以
下の
温度
UG
-84(
b)(2
)
低設
計金
属温
度以
下の温度
(
Tabl
e U
G-8
4.4)
Part
2, 4
.2.5
.4
20℃
又は
低使
用温
度の何れか低い温度
Part
2, 4
.1.6
Pa
rt 2,
Ann
ex B
, B.5
20℃以下の温度
【注】供用温度が
50℃
より高く、起動停止
の温
度が
-10℃
を下
回ら
ない
場合
の規
定を記載
判定
基準
-
B31
T, 4
.5.1
P-6,
P-7
, P-
8以外の
材料の場合
σ
u≦44
8MPa
の場合
18J(
キルド鋼)
448<
σu≦
517M
Pa
20J(
キルド鋼)
517<
σu≦
655M
Pa
27 J(
キルド鋼)
UG
-84(
c)(4
) σ
u<65
5MPa
の場合
Fig.
UG
-84.
1 σ
u≧65
5MPa
の場合
Fig.
UH
T-6.
1 U
HA材
料の場合
U
HA
-51
Part
2, 4
.2.5
.4
27
J(横方向試験片)
35
J(縦方向試験片)
Part
2, 4
.1.6
Pa
rt 2,
Ann
ex B
, B.5
27J(
フェライト鋼及
び1.
5~5%
Ni鋼
)
40
J(材料グループ
8,
9.3及び
10の鋼)
縦
方向
試験
片の
場合
に
は、
1.5倍した値
- II.2.1-25 -
米国
ASM
E規格
欧州
EN規格
Sec.
I, P
ower
Boi
lers
20
10 E
ditio
n B
31.1
, Pow
er P
ipin
g 20
10 E
ditio
n
Sec.
VII
I Div
. 1
Pres
sure
Ves
sels
20
10 E
ditio
n
EN 1
2952
W
ater
-tube
Boi
lers
20
11
EN 1
3445
U
nfire
d Pr
essu
re V
esse
ls
2009
B31
T, 4
.5.2
P-6,
P-7
, P-8
以外
(σ
u>65
5MPa)
LE≧
0.38
mm
P-6,
P-7
, P-8
LE≧
0.38
mm
破壊靭
性試験
免除条件
-
B31
T, 3
材
料グ
ルー
プ毎
の低
温使
用限
界よ
りも
低
使用
温度
が高
い場
合に
は破壊靭性試験は免除
(Ta
ble
3.1-
1参照)
LA
-20の場合
①
試験
片採
取厚
さが
2.5m
m未
満の
場合
-48℃以上で免除
②
試験
片採
取厚
さが
2.5m
m以
上の
場合
-29℃
以上で免除
UG
-20(
f)
P-
1-1又は
P-1-
2であ
って、設計温度が
-29℃
以上
で34
4℃以
下で
次
を満足する場合
①
厚さ≦
13m
m
(曲線
A)
②
厚さ≦
25m
m
(曲線
B, C
, D)
U
CS-
66
①
低設
計金
属温
度
と厚
さの
関係
を
Fig.
UC
S-66
にプロ
ット
し、
プロ
ット
が曲
線よ
り上
部の
場合
は衝
撃試
験を
無し
ただ
し、
試験
片寸
法
が10
mm×
10m
mで
あ
るこ
とか
ら、
試験
片が
採取
出来
ない
材料
には
要求
が無
いと
見做
され
る。
無し
ただし、サブサイズ
試験
片の
規定
で試
験
片幅
7.5m
m及び
5mm
が規定されている。そ
して
、試
験片
幅5m
mが
採取
出来
ない
材料
には
試験
が不
要で
あ
る。
(
B.3
.2)

- II.2.1-26 -
米国
ASM
E規格
欧州
EN規格
Sec.
I, P
ower
Boi
lers
20
10 E
ditio
n B
31.1
, Pow
er P
ipin
g 20
10 E
ditio
n
Sec.
VII
I Div
. 1
Pres
sure
Ves
sels
20
10 E
ditio
n
EN 1
2952
W
ater
-tube
Boi
lers
20
11
EN 1
3445
U
nfire
d Pr
essu
re V
esse
ls
2009
免除
②
厚さ
2.5m
m未
満で
-48℃
以上の場合
【以下、省略】
補足の
規定事項
(脆性破壊の防止)
-
Part
2, 3
.1
4.
2.5.
3の破断伸び要
求及び
4.2.
5.4の
靭性要
求は
製造
段階
及び
供用
中の
脆性
破壊
防止
に関
連する。
Part
2, A
nnex
B, B
.5.4
起動停止時に
20℃未
満の
温度
域で
設計
圧力
の50%を超える圧力負
荷を行わないこと。
Pa
rt 2,
Ann
ex B
, B.5
.5
10
℃未
満の
温度
で耐
圧試
験を
行わ
ない
こ
と。

- II.2.1-27 -
表II
.2.1
.2-2 米欧のボイラー及び圧力容器規格における破壊靭性要求のまとめ(試験方法:シャルピー
Vノッチ試験)
米国規格
欧州
EN規
格
Sec.
I, P
ower
Boi
lers
20
10 E
ditio
n
B31
.1, P
ower
Pip
ing
2010
Edi
tion
(B
31T適用の場合)
Sec.
VII
I Div
. 1
Pres
sure
Ves
sels
20
10 E
ditio
n
EN 1
2952
W
ater
-tube
Boi
lers
20
11
EN 1
3445
U
nfire
d Pr
essu
re V
esse
ls
2009
試験温度
-
低設
計温
度以
下
の温度
低
設計
金属
温度
以下の温度
20℃
又は
低使
用
温度
の何
れか
低い
温度
20℃以下の温度
-
ボイラー及びその附属設備の
低設計金属温度(
低使用温度)を起動時(
Star
t up)
の低金属温度(
T min)とすれば、試験温度(
T)は次のとおりとなる。
T=T m
in
判定基準
(炭素鋼及び低合
金鋼の場合)
-
18J(
σu≦
448M
Pa)
20J(
448~
517M
Pa)
27J(
517~
655M
Pa)
Fig.
UG
-84.
1 厚さ
1.25
in.の
場合
20
J(σ
y≦34
5MPa
)
27J(
σy≧
389M
Pa)
27J(
横方向試験片)
35J(
縦方向試験片)
27J(
横方向試験片)
縦方
向試
験片
の場
合 2
7J×
1.5=
40.5
J
-
判定基準に対し材料の公称厚さの影響を考慮している規格は
Sec.
VII
I div
. 1だけであ
る。この材料の公称厚さの影響を考慮
しなければ、判定基準は次のとおりとなる。
20J(
σu≦
515M
Pa)
27J(
515M
Pa<σ
u≦65
5MPa
)
試験免除規定
-
Tabl
e 3.
1-1
Fig.
I-1
Fig.
UC
S-66
無し
無し
-
EN規
格で
試験
免除
規定
が無
い理
由は
PED
に規定の
ESR
整合
のた
めで
ある
。材
料厚
さの影響を考慮した試験免除規定(例
えば、
B31
T又は
Sec.
VII
I div
. 1の規定)が望ま
しい。
【注記】試験温度、判定基準及び
試験免除規定の各々
2行目の纏めは工学的判断によるものである。

- II.2.1-28 -
表II
.2.1
.2-3 米欧の
ボイラー及び圧力容器規格における破壊靭性要求のまとめ(サブサイズ試験片)
B31
.1, P
ower
Pip
ing,
201
0 Ed
ition
(
B31
T適用の場合)
Se
c. V
III D
iv. 1
, Pre
ssur
e Ve
ssel
s 20
10 E
ditio
n EN
134
45
Unf
ired
Pres
sure
Ves
sels
, 200
9
試験温度
Tabl
e 4.
4.2-
1 試験温度≦
低設計温度
+材料厚さの温度低減
-試験片幅の温度低減
試験片幅
5mm
の場合
材料厚さ(
6mm)=
8.3℃
試験片幅(
5mm)=
11.1℃
Tabl
e U
G-8
4.2
試験温度≦
低設計金属温度
+材料厚さの温度低減
-試験片幅の温度低減
試験片幅
5mm
の場合
材料厚さ(
6mm)=
8.3℃
試験片幅(
5mm)=
11.1℃
Tabl
e B
.3-2
試験温度≦
20℃
-試験片幅の温度低減
試験片幅
5mm
の場合
試験片幅の温度低減=
20℃
試験温度≦
低設計温度+材料厚さの温度低減-試験片幅の温度低減
判定基準
(炭素鋼及び低合金鋼の場合)
フル
サイ
ズ試
験片
の判
定基
準
にサ
ブサ
イズ
試験
片幅
とフ
ル
サイ
ズ試
験片
幅と
の比
を乗
じ
た値
同左
同左
フルサイズ試験片の判定基準にサブサイズ試験片幅とフルサイズ試験片幅との比を乗じた値
試験片幅
5mm
の場
合
20J(
σu≦
515M
Pa)×
0.5=
10J
27J(
515M
Pa<σ
u≦65
5MPa
)×
0.5=
13.5
J 【注記】試験温度及び判定基準の
各々
2行目の纏めは工学的判断によるものである。

- II.2.1-29 -
表 II.2.1.2-4 米国 ASME B31T 破壊靭性試験要求 ASME B31T-2010, Standard Toughness Requirements for Piping
1 Introduction この標準(Standard)は、低温の使用条件下で脆性破壊を生じる可能性のある配管
系に適用される材料の適合性を評価するための要求事項を与えるものである。常温以
下の温度での供用が予測される場合には、材料、その厚さ及び応力レベルの組合せに
よっては常温を超える温度でも脆性破壊が生じる恐れがある。したがって、この標準
では、『低温における供用(Low Temperature Service)』を広義に用いている。通常の建
築構造物の空気配管では 0℃が低温になり、極低温配管系では-185℃が低温の対象で
ある。この広い温度範囲で適用可能な指針(Guidance)として、この標準は作成され
た。この標準が様々な配管規格(Code and/or Specification)による配管系の全体又は
一部の設計に適用されることが望まれ、必要に応じて強制的(Mandatory)であること
が望まれる。 3 Low-Temperature Ranges and Requirements
破壊靭性要求(3) 3 Low-Temperature Ranges and Requirements 3.1 Low-Temperature Service Requirements Low-temperature service requirements are contained in Table 3.1-1. These requirements are established for T-number groups of materials with similar requirements. In addition to T-number group, in some cases requirements are dependent on thickness and/or other characteristics as listed in Table 3.1-1. 3.2 Material Groupings (Column 1 of Table 3.1-1) 3.3 Nominal Thickness and Notes (Column 2 and 3 of Table 3.1-1) 3.4 Low-Temperature Service Limit (Column 4 of Table 3.1-1) 3.5 Material Requirements for Low-Temperature Service (Column 5 and 6 of Table 3.1-1) 3.6 Design Requirements for Low-Temperature Service (Column 10-17 of Table 3.1-1) 3.6.1 Minimum Material Temperature without Impact Testing. 3.6.2 Stress Ratio 3.7 Fabrication Requirements for Low-Temperature Service (Column 7, 8 and 9 of Table
3.1-1) 3.7.1 Temperature Limits 3.7.2 Welding Procedure Specification 3.7.3 Forming and Bending Processes 3.7.4 Weld Filler Metal

- II.2.1-30 -
4 Impact Testing Methods and Acceptance Criteria 衝撃試験方法及び判定基準(4)
4.2 Procedure 試験方法:ASTM A 370(シャルピーV ノッチ試験) 4.3 Test Specimen シャルピーV ノッチ標準試験片(幅 10 mm)、3 本 1 セット サブサイズ試験片を使用する場合には、Para. 4.4.2 に従って試験温度補正を行う。 幅 2.5 mm の試験片が採取できない場合には、試験の必要はない。 4.4 Test Temperatures 4.4.1 For Materials with Thickness Equal to or Greater than 10 mm 幅 8 mm までの試験片で試験を行い、試験温度は設計 低温度以下とする。 4.4.2 For Materials with Thickness Less than 10 mm 幅 8 mm までの試験片が採取できる場合には、試験温度は設計 低温度以下とする。
幅 8 mm の試験片が採取できない場合には、材料の厚さの関する温度低減及び試験
片の幅に関する温度低減を考慮した試験温度補正(Table 4.4.2-1 参照)を行った温度
以下でとする。 (例)試験温度≦-20℃+8.3℃-16.7℃ = -28.4℃ 設計 低金属温度 = -20℃ 材料の厚さ 6 mm の場合の温度低減 = 8.3℃ 試験片の幅 4 mm の場合の温度低減 = 16.7℃ 4.5 Acceptance Criteria 4.5.1 Minimum Energy Requirements ボルト材及び高合金鋼(P-6、P-7 及び P-8)を除き、規定引張強さが 95 ksi(656 MPa)未満の炭素鋼、低合金鋼及び他の材料に対する 小吸収エネルギー要求はTable 4.5.1-1による。ただし、サブサイズ試験片を使用した場合には、標準試験片の幅(10 mm)
に対する実際の試験片の幅の比を乗じて 小吸収エネルギー要求を低減することが
できる。 4.5.2 Lateral Expansion Requirements 規定引張強さが 95 ksi(656 MPa)以上の炭素鋼、低合金鋼及び他の材料並びにボル
ト材及び高合金鋼(P-6、P-7 及び P-8)に関して、全ての幅の試験片に対する横膨出
は 0.38 mm(0.015 in.)以上とする。規定引張強さが 95 ksi(656 MPa)未満のボルト
材で寸法が M50(2in.)以下のものについては、ASTM A 320 の衝撃試験要求を適用す
ることができる。 4.5.3 Weld Impact Test Requirements 異なる衝撃試験要求値を持つ 2 種類の材料が溶接される場合、溶接金属の規定 小
引張強さとマッチする母材の規定 小引張強さに対応する衝撃試験要求に、溶接金属
の衝撃試験要求が適合すること。 4.5.4 Retests 4.5.4.1 For Absorbed Energy Criteria 3 本の試験片の平均値が 1 本の試験片の 小値以上で、1 本以上の値が平均値を下

- II.2.1-31 -
回る場合又は 1 本の試験片の値が 1 本の試験片の 小値未満の場合には、3 本の試験
片による再試験を行うことができる。再試験の各試験片の値は平均値以上であるこ
と。 4.5.4.2 For Lateral Expansion Criteria 1 本の試験片の横膨出の値が 0.38 mm(0.015 in.)未満で 0.25 mm(0.010 in.)を以上
である場合であって 3 本の試験片の平均値が 0.38 mm(0.015 in.)以上である場合には、
3 本の試験片による再試験を行うことができる。再試験の各試験片の値は規定値であ
る 0.38 mm(0.015 in.)以上であること。熱処理された材料で、再試験でも要求値を満
足できない場合又は 初の試験の値が再試験の要求を満足できない場合には、材料は
再熱処理して、再試験に供することができる。再熱処理後、3 本の試験片を加工する
こと。そして、3 本の各試験片の横膨出は規定値である 0.38 mm(0.015 in.)以上であ
ること。 4.5.4.3 For Erratic Test Results 試験片の不備によって疑わしい試験結果が得られた場合又は試験方法に疑いがあ
る場合には再試験を行うことができる。

- II.2.1-32 -
表 II.2.1.2-5 米国 ASME Sec. VIII Div. 1 破壊靭性試験要求
ASME Sec. VIII Div. 1, UG-84 Charpy Impact Tests 破壊靭性要求
容器の胴、鏡、ノズル及びその他の耐圧部品の材料と溶接部に対してシャルピーVノッチ試験が要求される。 材料(母材)及び溶接部に対するシャルピーV ノッチ試験の要求は、UG-84 に規定
される。そして、溶接部に対するシャルピーV ノッチ試験の要求は溶接施工法及び製
品溶接部機械試験板に対する要求となっていて、溶接施工法に関しては UG-84(h)に、
製品溶接部機械試験板に関しては UG-84(i)に詳細が規定されている。以下に、UCS 章
の材料に対する破壊靭性要求について示す。 USC 材料(母材)に対する要求(UCS-66 Materials) 試験免除(1) UG-20(f)に適合する材料(UCS-66(a)参照) P-1-1 又は P-1-2 であって、設計温度が-29℃以上で 344℃以下で次
を満足する場合 ③ 厚さ≦13 mm(曲線 A) ④ 厚さ≦25 mm(曲線 B, C, D)
試験免除(2) Fig. UCS-66 の免除条件に適合する場合(UCS-66(a)参照) 【Fig.UCS-66.1 による 低設計金属温度の低減規定は省略】 試験免除(3) 材料の規定降伏点又は耐力が 450 N/mm2 以下の場合で次を満足す
る場合 ① 低設計金属温度が-29℃以上で使用される、ASME B 16.5 及
び B16.47 のフェライト系材料並びにフランジ ② 外径及びボルト中心径が ASME B 16.5 のクラス 150 又は 300
であって、フランジ厚さが ASME B 16.5 のクラス 150 又は 300の寸法以下の SA 216 Gr. WCB 割りフランジの場合
③ 鍛造で製作されるロングネックフランジ(まっすぐなハブ部
を有するフランジ)で、フランジの寸法が ASME B16.5 の寸
法と同じで、ネック部の内径が ASME B16.5 の寸法以下で、
ネック部の外径が ASME B16.5 のハブ部の寸法以下のフラン
ジの場合 (UCS-66(c)(1)~(4)参照) 試験免除(4) 材料の規定降伏点又は耐力が 450 N/mm2以下で、呼び厚さが 2.5 mm
以下で、 低設計金属温度が-48℃以上の場合(UCS-66(d)参照) 試験免除(5) 材料の規定降伏点又は耐力が 450 N/mm2 以下で、NPS4 以下の P-1
の鋼管で、材料の厚さが材料規格の規定降伏点又は規定耐力に対応
する厚さ以下で、 低設計金属温度が-104℃以上の場合(UCS-66(d)参照)
【UCS-66(d)の記載の表は省略】

- II.2.1-33 -
試験免除(6) Fig. UG-84.1 の General Note (c)に規定のとおり材料仕様で衝撃試験
が行われていて、 低設計金属温度が材料仕様の試験温度より 3℃低い温度以上である場合(UCS-66(g)参照)
試験免除(7) Fig. UCS-66 の曲線 A の材料で厚さが 6 mm 以下で、 低設計金属
温度が-29℃以上である裏当て金材の場合(UCS-66(h)参照) 試験実施(1) 低設計金属温度が 50℃未満であって溶接される厚さが 100 mmを
超える場合(UCS-66(a)参照) 試験実施(2) 低設計金属温度が 50℃未満であって溶接されない部材の厚さが
150 mm を超える場合(UCS-66(a)(5)参照) 試験実施(3) 低設計金属温度が-48℃未満の場合(UCS-66(b)(2)参照) 試験実施(4) 材料の規定降伏点又は耐力が 450 N/mm2 を超える場合(UCS-66(f)
参照) サブサイズ試験片の適用(UG-84(c)(5)) (a) 公称厚さ 10 mm 以上の場合
試験片幅 8 mm の試験片しか採取できない場合には、 低設計金属温度以下の温
度で試験を行い、判定基準は Fig-UG84.1 の値にサブサイズ試験片幅とフルサイズ
試験片幅との比を乗じた値とする。 試験片幅 8 mm の試験片が採取できない場合には、採取できる幅の試験片を用い
て、 低設計金属温度から Table UG-84.2(表 II.2.1.2-参照)に規定の温度を減じた
温度以下で試験を行い、判定基準は Fig-UG84.1 の値にサブサイズ試験片幅とフル
サイズ試験片幅との比を乗じた値とする。 (b) 公称厚さ 10 mm 未満の場合
採取可能な も厚い幅の試験片を採取し、採取した試験片幅の試験片を用いて、
低設計金属温度から Table UG-84.2(表 II.2.1.2-参照)に規定の温度を減じた温度
以下で試験を行い、判定基準は Fig-UG84.1 の値にサブサイズ試験片幅とフルサイ
ズ試験片幅との比を乗じた値とする。 【注記】 今回の調査範囲を外れたものであるが、UHA-51(f)において容器の 低設計金属温
度が-155 deg-F(-104℃)を下回る場合には、オーステナイト系ステンレス鋼の溶接材
料(溶接方法:SMAW、SAW、GMAW、GTAW 及び PAW)に対して、溶接適用前の
シャルピーV ノッチ試験が溶接材料のヒート毎に要求される。なお、当然のことなが
ら、溶接施工法におけるシャルピーV ノッチ試験は要求される。 製品溶接部機械試験板については、2 相ステンレス鋼、フェライト系ステンレス鋼
又はマルテンサイト系ステンレス鋼の容器に関して要求される(UHA-51(h)(1)参照)。
また、容器の 低設計金属温度が-320 deg-F(-196℃)を下回る場合には、オーステナ
イト系ステンレス鋼についても製品溶接部機械試験板が要求され、試験方法はシャル
ピーV ノッチ試験又は ASTM E 1820 に規定の JIC破壊靭性試験である(UHA-51(h)(2)参照)。

- II.2.1-34 -
表 II.2.1.2-6 欧州 PED の破壊靭性に関する要求 Pressure Equipment Directive 97/23/EC Essential Safety Requirements
破壊靭性に関する規定の概要 材料に関する ESR(Essential Safety Requirements)において、供用中の時効による影響
に関する考慮については、4.1(c)に規定されている。また、試験状態及び全ての運転状
態で適正な材料特性を有し、十分な伸び及び靭性があることに係る事項は、4.1(a)に規
定されている。なお、EN12952 及び EN13445 の材料には靭性要求が規定されているが、
適用 EN 規格で靭性要求が欠落している場合には、ESR の 7.5 項の靭性要求に従うこ
とが規定さている。 Pressure Equipment Directive 97/23/EC Essential Safety Requirements
破壊靭性に関する規定英文
4. MATERIALS
Materials used for the manufacture of pressure equipment must be suitable for such application during the scheduled lifetime unless replacement is foreseen.
Welding consumables and other joining materials need fulfil only the relevant requirements of 4.1, 4.2 (a) and the first paragraph of 4.3, in an appropriate way, both individually and in a joined structure.
4.1. Materials for pressurized parts must:
(a) have appropriate properties for all operating conditions which are reasonably foreseeable and for all test conditions, and in particular they should be sufficiently ductile and tough. Where appropriate, the characteristics of the materials must comply with the requirements of 7.5. Moreover, due care should be exercised in particular in selecting materials in order to prevent brittle-type fracture where necessary; where for specific reasons brittle material has to be used appropriate measures must be taken;
(b) be sufficiently chemically resistant to the fluid contained in the pressure equipment; the chemical and physical properties necessary for operational safety must not be significantly affected within the scheduled lifetime of the equipment;
(c) not be significantly affected by ageing;
(d) be suitable for the intended processing procedures;
(e) be selected in order to avoid significant undesirable effects when the various materials are put together.
4.2. (a) The pressure equipment manufacturer must define in an appropriate manner the values necessary for the design calculations referred to in 2.2.3 and the essential characteristics of the materials and their treatment referred to in 4.1;
(b) the manufacturer must provide in his technical documentation elements relating to compliance with the materials specifications of the Directive in one of the following

- II.2.1-35 -
forms:
— by using materials which comply with harmonized standards,
— by using materials covered by a European approval of pressure equipment materials in accordance with Article 11,
— by a particular material appraisal;
(c) for pressure equipment in categories III and IV, particular appraisal as referred to in the third indent of (b) must be performed by the notified body in charge of conformity assessment procedures for the pressure equipment.
4.3. The equipment manufacturer must take appropriate measures to ensure that the material used conforms with the required specification. In particular, documentation prepared by the material manufacturer affirming compliance with a specification must be obtained for all materials.
For the main pressure-bearing parts of equipment in categories II, III and IV, this must take the form of a certificate of specific product control. Where a material manufacturer has an appropriate quality-assurance system, certified by a competent body established within the Community and having undergone a specific assessment for materials, certificates issued by the manufacturer are presumed to certify conformity with the relevant requirements of this section.
7. SPECIFIC QUANTITATIVE REQUIREMENTS FOR CERTAIN PRESSURE EQUIPMENT
The following provisions apply as a general rule. However, where they are not applied, including in cases where materials are not specifically referred to and no harmonized standards are applied, the manufacturer must demonstrate that appropriate measures have been taken to achieve an equivalent overall level of safety.
This section is an integral part of Annex I. The provisions laid down in this section supplement the essential requirements of sections 1 to 6 for the pressure equipment to which they apply.
7.5. Material characteristics
Unless other values are required in accordance with other criteria that must be taken into account, a steel is considered as sufficiently ductile to satisfy 4.1 (a) if, in a tensile test carried out by a standard procedure, its elongation after rupture is no less than 14 % and its bending rupture energy measured on an ISO V test-piece is no less than 27 J, at a temperature not greater than 20 °C but not higher than the lowest scheduled operating temperature.

- II.2.1-36 -
表 II.2.1.2-7 欧州 EN 12952 破壊靭性試験要求 EN 12952-2 : 2011, 4 Material for pressure parts
破壊靭性要求(4.2.5.4) 4.2.5.4 The tests shall be carried out with Charpy V-notch specimens in accordance with EN ISO 148-1. Transverse specimen shall be used, if possible. The specified average impact energy value obtained from a set of three specimens at a temperature not greater than 20 C but not higher than the lowest scheduled operating temperature shall be
— ≧27 J for transverse specimens, or
— ≧35 J for longitudinal specimens
Only one specimen value may be lower than the specified average value, but it shall not be less than 70 % of the average value. The sequential test method in accordance with EN 10021 shall be applied.
EN 12952, 3.1 Selection of materials with regard to service condition の規定 3 General 3.1 Selection of materials with regard to service condition
The manufacturer of the water-tube boilers shall select the material (including welding consumables) for the manufacture of the boilers so that, when the delivered material (including welding consumables) complies with the requirements specified in the material order and when the design rules in EN 12952-3 : 2011 and the rules for the fabrication, inspection and testing of boilers in EN 12952-5 : 2022 and EN 12952-6 : 2011 are observed, the boilers can be operated without hazard under the service conditions (pressure, temperatures, environments, etc.) for the life time provided in the order for the boilers.
The materials specified in Clause 4 which satisfy the elongation and impact energy requirements of 4.2.5.3 and 4.2.5.4 respectively shall not be considered prone to brittle fracture during manufacture and subsequent operation in accordance with the provision of this European Standard. It is also considered that for operation within the parameters specified in EN 12952-12:2003 the selected materials will not be significantly affected by aging or chemical attack.

- II.2.1-37 -
表 II.2.1.2-8 欧州 EN 13445 破壊靭性試験要求 EN 13445-2 : 2009, 4 Requirements for materials to be used for pressure-bearing parts
破壊靭性要求(4.1.6) 4.1.6 Steels shall have a specified minimum impact energy measured on a Charpy-V-notch impact test specimen (EN 10045-1:1990) as follows:
— ≧27 J for ferritic steels and 1.5 % to 5 % Ni alloy steels;
— ≧40 J for steels of materials group 8, 9.3 and 10
at a temperature in accordance with Annex B, but not higher than 20 C. The other requirements of Annex B shall be also apply.
EN 13445 Annex B (normative), B.5 の破壊靭性要求 B.5 Materials for use at elevated temperature B5.1 General B.5 applies for pressure equipment:
— with design temperature for normal operation higher than 50 C and where
— material temperature at start up, shut down and at possible process upsets is not lower than -10 C and
— start up and shut down procedure is under controlled conditions as given in B.5.4 and
— conditions for pressure test as specified in B5.5 are fulfilled
If any of these requirements id not satisfied the methods for low temperature materials shall be applied.
NOTE The limitation regarding start-up and shut-down, process upsets and pressure test are not applicable to austenitic stainless steels. B.5.2 Materials Materials shall have a specified minimum impact energy measured on a standard Charpy-V-notch impact test specimen (see EN 10045-1:1990) as follows:
— ≧27 J for ferritic steels and 1.5 % to 5 % Ni alloy steels;
— ≧40 J for steels of materials group 8, 9.3 and 10
at a temperature not higher than 20 C. B.5.3 Welding procedure qualification and production test plates Welding procedure qualification shall be performed in accordance with EN 13445-4:2009. The weld production test plate shall be performed in accordance with EN 13445-4:2009. B.5.4 Start up and shut down procedure To avoid brittle fracture occurrence of pressure equipment made of ferritic or

- II.2.1-38 -
austenitic-ferritic steels during start-up and shut-down procedures, the pressure test shall not exceed 50 % of the design pressure at temperatures lower than 20 C. The start-up and shut-down procedure need not to be considered, if the evaluation of the specific minimum impact values against methods 2 allows design pressures at lower temperatures. B.5.5 Pressure test Hydrostatic pressure test of pressure vessels made of ferritic or austenitic-ferritic steels shall not be carried out at material temperature lower than 10 C. The temperature limitation needs not to be considered, if the evaluation of the specific minimum impact values against methods 2 allows design pressures at lower temperatures.
EN 13445 Annex B (normative), B.3 一般試験要求 B.3.1 General Where impact tests are required Charpy-V-notch tests shall be performed in accordance with EN 10045-1:11990. The impact energy requirements shall be met in the base material, heat affected zone and weld metal. The specimen position shall be in accordance with the specifications in the technical delivery conditions of the product form for materials for pressure equipment. For welded joints the specimen position for weld metal and HAZ shall be in accordance with EN13445-4:2009. From each sample three specimens shall be tested for each of the required positions and material impact test temperature TKV. The mean value of the three specimens shall be at least equal to the impact energy requirement. Only one specimen may show a lower value, but this shall not be less than 70 % of this requirement. The required values for base material shall refer to the transverse direction. If geometry does not allow to extract specimen in the transverse direction the impact energy value shall be taken form tests in the longitudinal direction. The minimum impact energy requirements specified for transverse test pieces shall then be multiplied by the factor a.5 for C, CMn, fine grained, low alloyed and high strength steels. B.3.2 Sub-sized specimens If sub-size Charpy specimens shall be used, the measured value of the Charpy energy shall be proportionally converted to the reference specimen thickness of 10mm. Table B.3-1 gives an example for 7.5 mm and 5 mm thick specimens. Where test piece at least 5mm wide cannot be obtained, the material shall not be subject to impact testing. If full size Charpy specimen cannot be extracted from components and welds sub-sized specimens shall be tested. To represent the behavior of a full thickness specimen a lower impact test temperature shall be applied. The temperature shifts shall be in accordance with Table B.3-2.

- II.2.1-39 -
Impact tests should be performed on the maximum thickness which can be extracted from the component under consideration.
- II.2.1-40 -
2.1.3 米欧の規格の材料備考・注記の調査 2.1.3.1 調査対象の米欧の規格 調査対象の規格は 2.1 で調査の対象としてリストアップしたボイラー及び圧力
容器の設計・建設に関する規格の材料に関する要求事項を規定する次の規格とし
た。既に示したとおり、欧州の EN 規格については、靭性低下に関する調査の対
象であるフェライト系の圧力容器用鋼材に絞り込んで調査を行った。これらフェ
ライト系鋼は、設計マージン 2.4(降伏強さに関しては 1.5)を適用して設定され
る許容引張応力が降伏強さ規準となる通常のフェライト系鋼から許容引張応力が
引張強さ規準となる高降伏強さのフェライト系鋼の両者を含むものである。 (1) 米国規格(設計マージン 3.5) ① ASME Sec. II, Materials, Part D, Properties (Customary), Table 1A(鉄鋼材料の許
容引張応力表) ② ASME Sec. II, Materials, Part D, Properties (Customary), Table 1B(非鉄材料の許
容引張応力表) (2) 欧州規格(設計マージン 2.4) ① EN 10028-2, Specification for Flat products made of steels for pressure purpose,
Part 2. Non-alloy and alloy steels with specified elevated temperature properties(圧力
容器用鋼材-Part 2. 高温材料特性が規定された炭素鋼及び低合金鋼) ② EN 10028-3, Specification for Flat products made of steels for pressure purpose,
Part 3. Weldable fine grain steels, normalized(圧力容器用鋼材-Part 3. 溶接用細粒
鋼-焼ならし処理) ③ EN 10028-5, Specification for Flat products made of steels for pressure purpose,
Part 5. Weldable fine grain steels, thermomechanically rolled(圧力容器用鋼材-Part 5. 溶接用細粒鋼-制御圧延)
④ EN 10028-6, Specification for Flat products made of steels for pressure purpose, Part 5. Weldable fine grain steels, quenched and tempered(圧力容器用鋼材-Part 6. 溶接用細粒鋼-焼入れ焼ならし処理)
2.1.3.2 調査結果の概要 米国 ASME Sec. II 規格の材料備考・注記の調査結果を表 II.2.1.3-1 に示す。表中
に火技解釈別表第 1 及び別表第 2 の備考・注記との対応を示すが、米国 ASME Sec. II 規格の Table 1A 材料備考・注記 79 件及び Table 1B 材料備考・注記 74 件の中の、
各々13 件及び 4 件が火技解釈の別表の備考・注記と一致している。 今回実施した調査の結果、ASME Sec. II 規格の材料備考・注記の中の次につい
ては、火技解釈別表の備考・注記として採用すべきと判断された。 なお、採入れ検討については、火技解釈に記載のない材料は、基本的に不要と
判断した。 (1) Table 1A, Note S8 2 回焼ならし焼戻しを行った材料では 大厚さが 3 in.以下の
場合に適用し、焼入れ焼戻しを行った材料では 大厚さが 5 in.以下の場合に適
用する。(SA-522 Type I, 9Ni)……別表第 1(その 2)

- II.2.1-41 -
(2) Table 1B, Note G23 この合金を 1,000 から 1,400 deg-F の温度範囲に加熱すると、
室温での靭性が著しく減少する。(SB-443 N 06625, 60Ni-22Cr-9Mo-3.5Nb)……
別表第 1(その 1) (2-1) 耐食耐熱超合金棒 JIS G 4901(1999) NCF625B (2-2) 耐食耐熱超合金板 JIS G 4902(1991) NCF625P (2-3) 配管用継目無ニッケルクロム鉄合金管 JIS G 4903(1991) NCF625TP (2-4) 熱交換器用継目無ニッケルクロム鉄合金管 JIS G 4904(1991) NCF625TB
【注記】上記の(1)及び(2)では、寸法及び温度の単位を米国慣例単位で表記してあ
るが、表記の SI 単位化を含めた表現の適正化については、平成 25 年度の
調査で検討する予定である。 上記の(1)及び(2)の備考・注記が火技解釈に採用されていない理由は、各々
次に示すとおりである。 (1)が採用されなかった理由(推定)
SA522 Type I の同等材として火 SFL9N690(火 SFL9N70)が火技告
示別表第 1 に規定化されていた(火技の性能規定化以前)。この火
SFL9N690(火 SFL9N70)には、SA522 Type I に付されていた Note S8が参照されていなかった。したがって、火技解釈別表第 1(その 2)に
SA522 Type I を規定化した時に Note S8 を参照しなかった。 (2) が採用されなかった理由(推定)
火技解釈別表第 1 は JIS B 8265(2003)「圧力容器の構造-一般事項」
の付表を踏まえて作成されたものである。JIS B 8265(2003)の前身規格
である JIS B 8265(2000)は JIS B 8270 (1993)「圧力容器の構造(基盤規
格)」を踏まえて作成された規格である。この JIS B 8270(1993)には
Alloy 625 は規定化されていなかった。 他方、JIS B 8265(2000)付表に NCF625(例えば、JIS G 4901 の
NCF625B)を追加した時に、その許容引張応力のみ ASME Sec. II, Part D を参照して設定したが、Notes については JIS B 8270(1993)の備考・
注記を採用し、ASME Sec. II, Part D を参照しなかった。 欧州 EN 10028 規格の材料備考・注記の調査結果を表 II.2.1.3-2 に示す。表中に
火技解釈別表第 1 及び別表第 2 の備考・注記との対応を示すが、欧州 EN 規格の
材料備考・注記に対応する火技解釈別表第 1 及び第 2 の備考・注記は認められな
かった。欧州 EN 規格に規定の備考・注記の中で、フェライト系鋼については、
火技解釈別表の備考・注記として採用すべきと判断されるものは認められなかっ
た。なお、表 II.2.1.3-2 の EN 10028-2 の Table 3 の 8)及び 9)の採用の要否について
は、引続き検討する必要があるとした。

- II.2
.1-4
2 -
表II
.2.1
.3-1 米国
ASM
E Se
c. II
規格の材料備考・注記の調査結果
ASM
E Se
c. II
, Par
t D, T
able
1A
(201
0Edi
tion)(鉄鋼材料の許容引張応力表)
Not
es to
Tab
le 1
A (2
010E
ditio
n)
火技解釈
の備考
採入れ
検討
備 考
Gen
eral
Not
es
(a
) 次
の略語が使用される:
Smls
. 継目無;
Sol.a
nn. 固溶化焼鈍し;及び
Wld
. 溶接。
3
-
(b)
この表の応力値は中間温度に対する値を決定するために補間してもよい。中間温度の値は、
補間する高温側の値と同数の小数位に丸めること。丸め方は次のとおり:維持する
後の小
数位の次の位の数字が
5未満の場合、
後の小数位の数字を変更しない;維持する
後の小
数位の次の位の数字が
5以上である場合、維持する
後の小数位の数字を
1増加させる。
2 -
(c)
Sec.
VII
I及び
Sec.
XIIを適用するため、ダウエルボルト又はせん断要素は拘束され
るので、
面積
縮小
なし
で検
討中
のセ
クシ
ョン
が外
れる
類似
構造
の応
力値
は、
上記
の表
中の
値の
0.80
倍とすること。
-
不要
(d)
Sec.
VII
I及び
Sec.
XIIを適用するため、応力値は上記の表中の値の
1.60
倍とするこ
と。
-
不要
(e)
Sec.
III、
Sec.
VII
I又は
Sec.
XIIのじん性の要求事項を満足する場合、
-20゚
Fから
100゚
Fの応力
値は、より低い温度に適用可能。
-
不要
(f)
斜体は時間依存特性から得られた応力値。
(Not
es T
1~T1
0参照
) -
不要
(g)
Sec.
II P
art A
又は
Part
Bの材料規格は、
2重単位規格
(例えば
SA-5
16/S
A-5
16M
) であり、規
格、グレード、クラス及びタイプがこの表に記載される場合、記載された値は、
US単位(米
国慣例単位)又は
SI単位(
国際単位系)のいずれかの材料規格を適用すること。例えば、
SA-5
16M
グレード
485を建設
で使用する場合、
SA-5
16グレード
70に記載された値を使用す
ること。
-
不要
(h)
鉄鋼
の特
性は
加工
履歴
、熱
処理
、溶
解方
法及
び残
渣成
分量
によ
って
影響
を受
ける
。 詳
細は
Non
man
dato
ry A
ppen
dix
Aを参照。
-
不要
Not
es‐
Gen
eral
Req
uire
men
ts
G1
これらの応力値には、
Sec.
Iの
PG-2
5、Se
c. V
III D
iv1の
UG
-24、
Sec.
XIIの
TM-1
90で規定さ
れる鋳造品質係数を適用すること。
1(
28)
-
G2
これらの応力値には、
0.60
の溶接継手効率を含む。
-
不要
G3
これらの応力値には、
0.85
の溶接継手効率を含む。
-
不要
G4
Sec.
Iに適用するため、ボイラの水冷壁、過熱器及び節炭器にチューブを使用する場合、こ
れらの応力を適用する。
850°
F以上の値は、
0.85
の溶接継手効率を含む。
1(
58)
-

- II.2
.1-4
3 -
Not
es to
Tab
le 1
A (2
010E
ditio
n)
火技解釈
の備考
採入れ
検討
備 考
G5
比較的低い降伏強さの材料に対して、高い応力値が設定されている。その理由は、僅かな変
形が許容される個所に、短時間の引張特性が支配的な温度である。これらの応力は、降伏強
さの
66 2 / 3
%を超えているが
、90
%は超えていない。これらの応力値の使用は永久
ひずみに
より寸法変化を起こす可能性がある。これらの応力値は、ガスケット式のフランジ又はわず
かなひずみで漏洩又は誤作動する、その他の使用には推奨されない。
Sec.
IIIの
適用について、
表Y-
1の中で示される降伏強さを適用した場合、表
Y-2は永久ひずみがより低く制限された
許容応力値の割増補正を示す。
1(9)
-
G6
クリープ疲労、熱応力ラチェット及び環境効果は
1500゚Fより高い温度で大きな損傷モードと
なるので、設計で考慮すること。
-
不要
G7~ G8
削除。
-
(欠番)
G9
Sec.
IIIに
適用する場合、これらの材料の使用はサブセクション
NC及び
NDのタン
ク、機器
支持物、そして非耐圧部
(N
C/N
D-2
190)
の材料に制限すること。
-
不要
G10
80
0°Fを超える温度での長期
曝露により、炭素鋼の炭化物相は黒鉛化する。アペンディクス
A, A
-240
参照。
1(
1)
-
G11
87
5°Fを超える温度での長期曝露により、炭素モリブデン鋼の炭化物相は黒鉛化する。アペ
ンディクス
A, A
-240
参照。
1(
2)
-
G12
1,
000°
Fを超える温度で、炭素が化学分析上
0.04%以上である場合に限り、これら
の応力値
を適用する。
1(
7)
-
G13
1,
050°
F以上の応力値は、結晶粒度が
AST
M N
o.6又はより粗い場合に限り、使用す
ること。
-
不要
G14
結晶粒度が不明か、
AST
M N
o.6より細かい場合、これらの応力値を使用すること。
-
不要
G15
Se
c. Iに適用する場合、使用は
PG-1
1で許容される以外は
PG-1
3に規定されるステ
ーに制限
される。
-
不要
G16
Se
c. II
Iクラス
3に適用する場合、これらの
S値は鋳造品質係数を含まない。
NC
-257
0の要求
事項を満たす鋳型鋳造製品及び遠心鋳造製品は、鋳造品質係数を
1.00
とすること。
-
不要
G17
Sec.
IIIク
ラス
3に適用する場合、
NC
-257
1(a)及び
(b)の
要求事項を満たす鋳型鋳造製
品及び遠
心鋳造製品及び公称寸法
2インチ以下の鋳造管継手、ポンプ、入口接続管付バルブは鋳造品
質係数を
1.00
とすること。他の鋳造品質係数は下記による:
(a
) 外観検査:
0.80
(b
) 磁粉探傷試験:
0.85
-
不要

- II.2
.1-4
4 -
Not
es to
Tab
le 1
A (2
010E
ditio
n)
火技解釈
の備考
採入れ
検討
備 考
(c) 浸透探傷試験:
0.85
(d
) 放射線透過試験:
1.00
(e
) 超音波探傷試験:
1.00
(f
) 磁粉探傷試験又は浸透探傷試験に加えて、超音波探傷試験又は放射線透過試験:
1.00
G18
この範囲を超える厚さの降伏強さは表
Y-1を参照。許容応力はこの厚さの範囲の降伏強さに
依存しない。
-
不要
G19
外圧チャートのタイトルは
SA-5
37のために記載されるが、クラス
1の曲線をこの規格に使
用すること。
-
不要
G20
外圧チャートのタイトルは
SA-5
37のために記載されるが、クラス
2の曲線をこの規格に使
用すること。
-
不要
G21
外圧チャートの作成については、クラス
1の曲線を使用すること。
-
不要
G22
Se
c. I
に適用する場合、棒鋼
の形状の材料の外圧チャートの使用は、強め輪だけに許容され
る。
-
不要
G23
この材料用の外圧チャートに示された
高温度以上の温度について、図
CS-
2をこ
の材料を
使用する設計に使用してもよい。
-
不要
G24
係数
0.85
は、
この材
料の
大許
容引
張応力
値に
適用さ
れた
。長手
方向
大許
容引張応力は
0.85
で値を除すこと。
-
不要
G25
Se
c. II
Iに適用する場合、クラ
ス2及びクラス
3の両方のために、
終熱処理後の完成容器は、
軸方
向の
垂直
探傷
試験
の代
わり
に周
方向
及び
軸方
向の
斜角
探傷
試験
を行
う場
合を
除き
、
NB
-254
2に従って超音波探傷試験を行うこと。引張強さは
125,
000
psiを
超えてはならない。
-
不要
G26
クラス
10、
11又は
12の材料は許容されない。
-
不要
G27
クラス
11又は
12の材料は許容されない。
-
不要
G28
SA
-781
(鋳造品の機械試験材及び試験片位置に係る代替規定
)の補足要求事項
S15は
必須。
-
不要
G29
Se
c. I
IIに
適用
する
場合
、N
C-2
300
の要
求事
項に
従う
衝撃
試験
はク
ラス
2機
器に
必要
で、
ND
-230
0はクラス
3機器に必
要。
-
不要
G30
Sec.
VII
Iに適用する場合、これらの応力値はガラスコーティングに必要な熱処理による強さ
の損失に起因して、引張強さ
45,0
00 p
si及び降伏強さ
20,0
00 p
siが予想
小値となることに
基づいたものである。
UG
-85は適用しない。
-
不要
- II.2
.1-4
5 -
Not
es to
Tab
le 1
A (2
010E
ditio
n)
火技解釈
の備考
採入れ
検討
備 考
G31
これらの応力値は強度設計の観点から確立され、平均的な供用の場合は十分なものである。
再増し締めが要求されずに長期間漏えいしないボルト締め継手では、フランジ及び
ボルトの
可とう性及びそれらの応力緩和特性からより低い応力値が必要である。
-
不要
G32
こ
の鋼
は中
間温
度で
の供
用後
に脆
化が
進行
する
と予
想さ
れる
。ア
ペン
ディ
クス
A-3
40及
び
A-3
60参照。
1(
61)
-
G33
これらの応力は溶接金属特性に基づく。
-
不要
G34
Se
c. Iの場合、使用は
PEB
-5.3に制限される。注意書については、
PG-5
.5を参照。
-
不要
G35
削除。
-
欠番
Not
es‐
Hea
t Tre
atm
ent R
equi
rem
ents
H1
1,00
0°Fを超える温度につい
て、材料が材料仕様書の中で規定された
低温度
(1,9
00°F
以上
)で熱処理され、水冷又は他の
急冷方法で焼入れされた場合のみ、これらの応力値を使用でき
る。
1(
8)
-
H2
1,00
0°Fを超える温度について、
低温度
2,00
0°Fで熱処理され、水冷又は他の急冷方法で焼
入れされた場合のみ、これらの応力値を使用できる。
-
不要
H3,
H4
削除
-
欠番
H5
Sec.
IIIに
適用する場合、熱処理が成形加工又は組立て後に行なわれる場合、
1,50
0°F~
1,85
0°F
で10
分を超えない時間で熱処理を行った後、急冷すること。
-
不要
H6
材料は、
2,01
0°F~
2,14
0°Fで
固溶化焼鈍し後、水又は空気で急冷すること。
-
不要
Not
es‐
Size
Req
uire
men
ts
S1
Sec.
Iに適用する場合、
850°
F以上の応力値は許容可能だが、外径
3インチ以下の管状製品を
除いて、ボイラ内部でこれらの材料をこれらの温度で使用することはない。
-
不要
S2
Sec.
Iに適用する場合、
900°
F以上の応力値は許容可能だが、外径
3インチ以下の管状製品を
除いて、ボイラ内部でこれらの材料をこれらの温度で使用することはない。
-
不要
S3
Sec.
Iに適用する場合、
1,00
0°F以上の応力値は許容可能だが、外径
3インチ以下の管状製品
を除いて、ボイラ内部でこれらの材料をこれらの温度で使用することはない。
-
不要
S4
Sec.
Iに適用する場合、
1,15
0°F以上の応力値は許容可能だが、外径
3インチ以下の管状製品
を除いて、ボイラ内部でこれらの材料をこれらの温度で使用することはない。
-
不要
S5
材料の公称厚さが
3 / 4インチを
超える、クラス
10、
11又は
12の材料は、使用できな
い。
-
不要
S6
材料の公称厚さが
1 1 / 4
インチを超える、クラス
10、
11又は
12の材料は、使用できない。
-
不要

- II.2
.1-4
6 -
Not
es to
Tab
le 1
A (2
010E
ditio
n)
火技解釈
の備考
採入れ
検討
備 考
S7
熱処理されていない鍛造品の
大厚さは
3 3 / 4
インチを超えないこと。熱処理した鍛造品の
大厚さは
4インチまで使用できる。
-
不要
S8
大部分厚さは、
2回焼ならし焼戻し鍛造品では
3インチ、又は焼入れ焼戻し鍛造品では
5インチを超えないこと。
-
要
関係無
*SA
-522
Typ
e I(
9Ni)
別表第
1(その
2)
S9
NPS
8以上及びスケジュール
140以上
-
不要
S10
大管寸法は
NPS
4(D
N 1
00)で
、大厚さはスケジュール
80とすること。
-
不要
Not
es‐
Tim
e-D
epen
dent
Req
uire
men
ts
T1
~T1
0 X
XX゚F
以上の温度に関する
許容応力は、時間依存特性から得た値。
-
不要
Not
es‐
Wel
ding
Req
uire
men
ts[S
ee G
ener
al N
ote
(f)]
W1
溶接構造物以外。
-
不要
W2
Sec.
IIIの
溶接構造物以外。
-
不要
W3
溶接物。
-
不要
W4
非溶接物又は溶接物の
Sec.
IXの継手引張試験の引張強さが
100
ksi以
上の場合。
1(
4)
-
W
5 溶
接物の
Sec.
IXの継手引張試験の引張強さが
100
ksi未
満、
95 k
si以上の場合。
1(
3)
-
W6
この材料は電気抵抗溶接してもよい。
-
不要
W7
850゚
F以上の温度の溶接構造物では、溶接金属は炭素含有量
0.05%以上とすること。
-
不要
W8
炭素含有量が化学分析によって
0.35%を超える場合、溶接及び酸素切断又は他の熱切断を行
わないこと。
1(
24)
-
W9
Sec.
Iに適用する場合、外径
3 1 / 2
インチ以下の突合せ周溶接以外で、
2 1 / 4
Cr-1
Mo材の耐圧部
の溶接及び設計金属温度が
850゚
Fを超える場合、溶接金属は炭素含有量
0.05%以上とするこ
と。
-
不要
* : 靭性要求とは関係が無いが、火技解釈に採入れの検討が必要

- II.2
.1-4
7 -
Not
es to
Tab
le 1
A (2
010E
ditio
n)
火技解釈
の備考
採入れ
検討
備 考
W10
Se
c. II
Iに適用する場合、溶接継手効率
1.00
が注
W12
に従って適用される場合、クラス
10、
13、
20、
23、
30、
33、
40、
43、
50又は
53の材料は、クラス
2及びクラス
3の構造物に使用
できない。
-
不要
W11
Se
c. V
IIIに
適用する場合、
Sec.
IX
のQ
W-2
50、確認項目
QW
-404
.12、
QW
-406
.3、
QW
-407
.2及び
QW
-409
.1もこの材料に適用すること。これらの確認項目はパート
UFの溶接
のための
規則に従って適用すること。
-
不要
W12
これらの
S値は長手溶接継手効率を含まない。
Sec.
IIIに
適用する場合、
NC
-255
0に
よる超音
波探傷試験、放射線透過試験又は過流探傷試験を行った、溶加材なしで溶接された材料は、
長手溶接継手効率
1.00。
NC
-256
0の要求事項を満たす溶加材で溶接された材料は、長手溶接
継手効率
1.00。他の長手溶接継手効率は下記による。
(a) 溶加材を用いた片側
突合せ溶接:
0.80
(b) 溶加材を用いない片側又は両側突合せ溶接:
0.85
(c) 溶加材を用いた両側
突合せ溶接:
0.90
(d) 放射線透過試験を行う片側又は両側突合せ溶接:
1.00
-
不要
W13
Sec.
Iに適用する場合、以下の追加の制限及び要求事項を満足すれば、電気抵抗溶接及び溶
融溶接の溶接管はこれらの応力を使用してもよい。
(a) 管は、ボイラ内の水
冷壁、過熱器及び節炭器のチューブに使用。
(b)
大外径は
3 1 / 2
インチ。
(c) 各チューブの溶接線
はSA
-450
に従って斜角超音波探傷検査を行う。
(d) 各チューブの全長の完成体積検査は、
SA-4
50に従って行う。
(e) 材料試験報告書がある。
-
不要
W14
これらの
S値は溶接継手効率を含んでいない。
Sec.
VII
I Div
. 1及び
Sec.
XIIの適用について、
溶加材を用いない溶接部では、引張応力値に
0.85
を乗じること。溶加材を用いる溶接部につ
いて、
Sec.
VII
I Div
. 1では
UW
-12、
Sec.
XIIでは
TW-1
30.4によること。
-
不要
W15
SA
-53のタイプ
E管の非破壊電気試験要求事項は、すべての寸法に必要で、管はさらに「
ND
E」と表示されるものとし、材料証明書にも記載が必要である。
-
不要

- II.2
.1-4
8 -
ASM
E Se
c. II
, Par
t D, T
able
1B
(201
0Edi
tion)(非鉄材料の許容引張応力表)
Not
es to
Tab
le 1
B (2
010E
ditio
n)
火技解釈
の備考
採入れ
検討
備 考
Gen
eral
Not
es
(a)
次の略語が使用される:
ann、焼鈍し;
con
d、復
水器;
exc
h、交
換器;
ext
r、押
出し
成型
;
fin、
仕上
げ;
fr、
から
; r
el、
除去
; r
ld、
圧延
; S
mls、
継目
無;
sol、
固溶
化;
tre
at、
処
理;
及び
Wld、溶接。
6
-
(b)
この
表の
応力
値は
中間
温度
に対
する
値を
決定
する
ため
に補
間し
ても
よい
。中
間温
度の
値は
、
補間
する
高温
側の
値と
同数
の小
数位
に丸
める
こと
。丸
め方
は次
のと
おり
:維
持す
る後
の小
数位の次の位の数字が
5未満の場合、
後の小数位の数字を変更しない;維持する
後の小
数位の次の位の数字が
5以上である場合、維持する
後の小数位の数字を
1増加させる。
2 -
(c)
Sec.
VII
I及び
Sec.
XIIを適用するため、ダウエルボルト、リベット又はせん断要素は
拘束され
るの
で、
面積
縮小
なし
で検
討中
のセ
クシ
ョン
が外
れる
類似
構造
の応
力値
は、
上記
の表
中の
値
の0.
80倍とすること。
-
不要
(d)
Sec.
VII
I及び
Sec.
XIIを適用するため、応力値は上記の表中の値の
1.60
倍とするこ
と。
-
不要
(e)
斜体は温度依存特性から得られた応力値。
(Not
es T
1~T1
9参照
) -
不要
(f)
Sec.
II P
art A
又は
Part
Bの材
料規格は、
2重単位規格
(例えば
SB-4
07/S
B-4
07M
) であり、規格、
グレード、クラス及びタイプがこの表に記載される場合、記載された値は、
US単位(米国慣
例単位)又は
SI単位(国際単位系)のいずれかの材料規格を適用すること。例えば、
SB-4
07M
グレード
N08
800を建設で使用する場合、
SB-4
07グレード
N08
800に記載された値を使用す
ること。
-
不要
(g)
鉄鋼
の特
性は
加工
履歴
、熱
処理
、溶
解方
法及
び残
渣成
分量
によ
って
影響
を受
ける
。詳
細は
Non
man
dato
ry A
ppen
dix
Aを参
照。
-
不要
Not
es‐
Gen
eral
Req
uire
men
ts
G
1 25
0 ps
i(406
°F)の
蒸気について、
400°
Fのために与えられた値を使用してよい。
-
不要
G2
1,00
0°F以上の温度で、炭素量が
0.04
%以上の場合のみ、これらの応力値を適用する
。
-
不要
G3
鋳物が高品質であるという証拠がない場合、表で与えられた値の
80%を超えない値を使用し
なければならない。これは承認された標準で作られたバルブと管継手に適用しない
。
-
不要
G4
クリープ疲労、熱応力ラチェット及び環境効果は
1,50
0°Fより高い温度で大きな損傷モードと
なるので、設計で考慮すること。
-
不要
G5
比較
的低
い降
伏強
さの
材料
に対
して
、高
い応
力値
が設
定さ
れて
いる
。そ
の理
由は
、僅
かな
変
形が
許容
され
る個
所に
、短
時間
の引
張特
性が
支配
的な
温度
であ
る。
これ
らの
応力
は、
降伏
強
1(14
) -

- II.2
.1-4
9 -
Not
es to
Tab
le 1
B (2
010E
ditio
n)
火技解釈
の備考
採入れ
検討
備 考
さの
66 2 / 3
%を超えている
が、
90%は超えていない。これらの応力値の使用は永久
ひずみに
より
寸法
変化
を起
こす
可能
性が
ある
。こ
れら
の応
力値
は、
ガス
ケッ
ト式
のフ
ラン
ジ又
はわ
ず
かなひずみで漏洩又は誤作動
する、その他の使用には推奨されない。
Sec.
IIIの
適用について、
表Y-
1の中で示される降伏強さを適用した場合、表
Y-2は永久ひずみがより低く制限された
許容応力値の割増補正を示す。
G
6 外圧に対する
高温度は
350°
Fを超えないこと。
-
不要
G7
350°
F未満のすべての温度の値は
350°
Fの曲線を使用。
-
不要
G8
この材料の応力は溶接金属強さ制限のため、
小引張強さ
120
ksiに
基づく。
-
不要
G9
300°
Fまでは図
NFC
-6を使用。
300°
Fを超え
400°
Fまでは、
600°
F曲線の図
NFC
-3を
使用。外
圧用
高温度は
400°
Fを超えない。
-
不要
G10
外圧用
高温度は
450°
Fを超
えない。
-
不要
G11
参考文献として載せられた外圧チャートは、
700°
Fまで適用可能。
-
不要
G12
参考文献として載せられた外圧チャートは、
800°
Fまで適用可能。
-
不要
G13
Se
c. V
III及
びSe
c. X
IIに適用
する場合、棒鋼の形状の材料の外圧チャートの使用は、強め輪だ
けに許容される。
-
不要
G14
Se
c. V
IIIに
適用する場合、係数
0.85
は、この材料の
大許容引張応力値に適用され
た。長手
方向
大許容引張応力は
0.85
で値を除すこと。
-
不要
G15
これらの応力値に対して、
Sec.
IIIの
ND
-311
5、Se
c. V
III D
iv. 1
又は
Sec.
XIIで規定された品質
係数を鋳物に適用する。これは、認められた規格で作られたバルブ及び継手に適用しない。
-
不要
G16
示された許容応力値は対応するコア材料用の値の
90%。
-
不要
G17
あ
る媒
質及
び高
温に
さら
され
た時
、銅
‐シ
リコ
ン合
金は
必ず
しも
適切
では
ない
。特
に21
2°F
以上の蒸気の場合。
-
不要
G18
応力腐食割れによる圧力容器の損傷による不慮の危険のため、下記は適切です。
こ
れら
の材
料は
、応
力腐
食に
関し
て特
別な
危険
のな
い通
常の
腐食
環境
下で
の使
用が
ふさ
わし
い。
-
不要
G19
応力
と腐
食環
境の
すべ
ての
組合
せの
応力
腐食
割れ
に対
して
完全
に不
感で
あり
、材
料供
給者
が
助言を必要とすることはない。以下の出典を参照してもよい。
(1
) 応力腐食割れ対策、
B.F
.Bro
wn、
米国規格基準局
(197
7)、テキサスの
NA
CEから
利用可能
;(2
) 金属の応力腐食、
H.L
.Log
an、
John
Wile
y &
Son
s、ニューヨーク、
1966
年。
-
不要
G20
板のみ
-
不要

- II.2
.1-5
0 -
Not
es to
Tab
le 1
B (2
010E
ditio
n)
火技解釈
の備考
採入れ
検討
備 考
G21
よ
り硬
い気
質が
クリ
ープ
破断
温度
範囲
中の
設計
応力
に悪
影響
を及
ぼす
ので
、高
使用
温度
は
500°
Fに任意に決められる。
-
不要
G22
Se
c. IX
のQ
W-4
62.1に従う継手引張試験片の
小引張強さは
110,
000
psi以
上。
-
不要
G23
この合金は
1,00
0°Fから
1,40
0°Fにさらされた後、室温での衝撃強さが著しく低下す
る。
-
要
関係有
SB-4
43 N
0662
5 (6
0Ni-2
2Cr-9
Mo-
3.5C
b)
G24
応力除去調質
(T35
1、T3
510、
T351
1、T4
51、
T451
0、T4
511、
T651
、T6
510、
T651
1)については、
基本的な調質の材料のために応力値を使用すること。
-
不要
G25
板
0.50
0インチの引張試験片及びより厚く中心から機械加工されクラッド合金を含んでいな
い引張試験片は、
0.50
0インチ未満の厚さに対する許容応力値を使用しなければなら
ない。
-
不要
G26
板
0.50
0インチの引張試験片及びより厚く中心から機械加工されクラッド合金を含んでいな
い引張試験片は、同じ厚さのコア材料用の値の
90%の許容応力値。
-
不要
G27
溶体化処理された合金
N06
022は、
1,00
0°Fから
1,25
0°Fの範囲での曝露後に室温の衝撃エネ
ルギーが著しく損失する。
-
不要
G28
外圧設計は、
大設計温度
1000
°Fに制限。
-
不要
Not
es‐
Hea
t Tre
atm
ent R
equi
rem
ents
H1
1,00
0°Fを超える温度について、
低温度
1,90
0°Fで焼鈍しされ、
0.04
%以上の炭素含有量が
ある場合のみ、これらの応力値を使用できる。
-
不要
H2
1,00
0°Fを超える温度について、
低温度
1,90
0°Fで熱処理され、水冷又は他の急冷方法で焼
入れされた場合のみ、これら
の応力値を使用できる。
-
不要
H3
Sec.
Iに適用する場合、冷間引抜管及びチューブは
低1,
900°
Fで焼鈍ししなければならない
。-
不要
H4
1,72
5°Fから
1,82
5°Fで安定化熱処理しなければならない。
-
不要
Not
es‐
Tim
e-D
epen
dent
Req
uire
men
ts
T1
~T1
9 X
XX゚F
以上の温度に関する
許容応力は、時間依存特性から得た値。
-
不要
Not
es‐
Wel
ding
Req
uire
men
ts[S
ee G
ener
al N
ote
(f)]
W1
非溶接又はろう付なしは許容される。
-
不要
W2
Sec.
VII
Iに適用する場合、
UN
F-56
(d)は
溶接構造物に適用しなければならない。
-
不要
W3
溶接又はろう付の建設について、
O(焼
なまされた
)調質材料のために応力値を使用すること。
-
不要
W4
溶接又は熱切断のいずれかを行う場合、この材料に与えられた応力値は適用できない。
1(11
) -

- II.2
.1-5
1 -
Not
es to
Tab
le 1
B (2
010E
ditio
n)
火技解釈
の備考
採入れ
検討
備 考
W5
これらの
S値は長手溶接継手
効率を含まない。
Sec.
IIIに
適用する場合、
NC
-255
0による超音
波探
傷試
験、
放射
線透
過試
験又
は過
流探
傷試
験を
行っ
た、
溶加
材な
しで
溶接
され
た材
料は
、
長手溶接継手効率
1.00。
NC
-256
0の要求事項を満たす溶加材で溶接された材料は、長手溶接
継手効率
1.00。他の長手溶接継手効率は下記による。
(a) 溶加材を用いた片側突合せ溶接:
0.80
(b) 溶加材を用いない片側又は両側突合せ溶接:
0.85
(c) 溶加材を用いた両側
突合せ溶接:
0.90
(d) 放射線透過試験を行う片側又は両側突合せ溶接:
1.00
-
不要
W6
溶接管又は溶接チューブの製造に溶加材を使用しないこと。
-
不要
W7
継手引張試験片の強さは、溶接施工法の認証に必要。
Sec.
IX Q
W-1
50参照。
-
不要
W8
溶接後、板厚
1インチ当たり
1.5時間保持(
1インチ増加毎に
0.5時間追加)の
1,15
0°Fか
ら
1,20
0°Fの熱処理及び空冷。
-
不要
W9
溶接又はろう付の場合、焼鈍しされた状態の許容応力値を使用しなければならない。また
Sec.
IX
のQ
W-4
62.1よる試験片の
小引張強さは
30.0
ksi以上でなければならない。
-
不要
W10
Se
c. II
Par
t Bの規格に適合す
る非鉄材料を溶接又はろう付の建設に使用する場合、
大許容応
力はこの中に示される金属温度での焼鈍し材の値を超えないこと。
-
不要
W11
こ
れらの
大許容応力値は溶接又はろう付構造物に使用。
-
不要
W12
これらの
S値は溶接継手効率を含んでいない。
Sec.
VII
I Div
. 1及び
Sec.
XIIの適用について、
溶加材を用いない溶接部では、引張応力値に
0.85
を乗じること。溶加材を用いる溶接部につ
いて、
Sec.
VII
I Div
. 1では
UW
-12、
Sec.
XIIでは
TW-1
30.4によること。
-
不要
W13
1,
200°
F以上用について、溶接金属部は母材と同じ公称化学成分。
-
不要
W14
非溶接は許容される。
-
不要
W15
Se
c. V
III及
びSe
c. X
IIに適用する場合、非溶接は許容される。
-
不要
W16
すべての厚さで
5356
又は
5556
の溶加材又は厚さ≦
3/8インチで
4043
又は
5554
の溶加材で溶
接した場合、
NFA
-12を使用すること。厚さ>
3/8インチで
4043
又は
5554
の溶加材で溶接し
た場合、
NFA
-13を使用すること。
-
不要

- II.2
.1-5
2 -
表II
.2.1
.3-2 欧州
EN 1
0028
規格の材料備考・注記の調査結果
EN 1
0028
-2 (1
993)
Non
-allo
y an
d al
loy
stee
ls(圧力容器用鋼材-
Part
2. 高
温材料特性が規定された炭素鋼及び低合金鋼)
Not
es o
f EN
100
28-2
(199
3)
火技解釈
の備考
採入れ
検討
備 考
Tabl
e 1.
Che
mic
al c
ompo
sitio
n (c
ast a
naly
sis)
3)
より低い銅含有量及びすずの
大含有量は注文時に決めてよい。例えば、加工性を考慮して。
-
不要
4)
鋳物のアルミニウム含有量は検査報告書で決定され定められる。
-
不要
5)
加圧水素に対する抵抗が重要な場合、注文時に
Crの
小質量パーセントを
0.80
%としてもよ
い。
-
不要
6)
製品厚さが
10 m
m未
満の場合、注文時に炭素含有量の
小値を
0.06
%としてもよい。
-
不要
7)
製品厚さが
150
mm
を超
える場合、注文時に炭素含有量の
大値を
0.17
%としてもよ
い。
-
不要
Tabl
e 3.
Mec
hani
cal p
rope
rties
(app
licab
le to
tran
sver
se te
st p
iece
s)
5)
製品厚さが
2 m
mを
超え
3 m
m未
満の場合、破断のびは引張試験(試験片:長さ
80 m
m、
幅
20 m
m)
で決定される。製品厚さが
2 m
mを
超え
2.5
mm
までの場合、
小値
19%、製品厚
さ
が2.
5 m
mを
超え
3 m
m未
満の場合、
小値
20%。
-
不要
6)
製品厚さが
2 m
mを
超え
3 m
m未
満の場合、破断のびは引張試験(試験片:長さ
80 m
m、
幅
20 m
m)
で決定される。製品厚さが
2 m
mを
超え
2.5
mm
までの場合、
小値
17%、製品厚
さ
が2.
5 m
mを
超え
3 m
m未
満の場合、
小値
18%。
-
不要
7)
この鋼も製造者の裁量で
N+T
状態で供給される可能性がある。
-
不要
8)
0℃の試験の場合、
小値は
24 J。
-
要検討
9)
0℃
の試験の場合、
小値は
27 J。
-
要検討

- II.2
.1-5
3 -
On
Not
es o
f EN
100
28-3
(199
3)
Wel
dabl
e fin
e gr
ain
stee
ls, n
orm
aliz
ed(圧力容器用鋼材-
Part
3. 溶
接用細粒鋼-焼ならし処理)
Not
es o
f EN
100
28-3
(199
3)
火技解釈
の備考
採入れ
検討
備 考
Tabl
e 1.
Che
mic
al c
ompo
sitio
n (c
ast a
naly
sis)
2)
窒素
がニ
オブ
、チ
タン又
はバ
ナジウ
ムに
よって
固定
される
場合
、規定
され
たアル
ミニ
ウム含
有量
の
小値は適用しない。
-
不要
3)
クロム、銅及びモリブデンの
3つの元素の質量パーセンテージの合計は
0.45
%を超えないこと。
-
不要
4)
銅の質
量パー
セン
テージが
0.30
%を
超え
る場合
、ニ
ッケル
の質
量パー
セン
テージ
は銅
の質量
パー
セ
ンテージの少なくとも半分とする。
-
不要
Tabl
e 4.
Mec
hani
cal p
rope
rties
at a
mbi
ent t
empe
ratu
res
5)
厚さ
16 m
mまでは、
大値を
730
N/m
m2と
してよい。
-
不要

- II.2
.1-5
4 -
On
Not
es o
f EN
100
28-5
(199
7)
Wel
dabl
e fin
e gr
ain
stee
ls, t
herm
omec
hani
cally
rolle
d(圧力容器用鋼材-
Part
5. 溶
接用細粒鋼-制御圧延)
Not
es o
f EN
100
28-5
(199
7)
火技解釈
の備考
採入れ
検討
備 考
Tabl
e 4.
Mec
hani
cal p
rope
rties
at r
oom
tem
pera
ture
s
なし

- II.2
.1-5
5 -
On
Not
es o
f EN
100
28-6
(199
7)
Wel
dabl
e fin
e gr
ain
stee
ls, q
uenc
hed
and
tem
pere
d(圧力容器用鋼
材-
Part
6. 溶
接用細粒鋼-焼入れ焼ならし処理)
Not
es o
f EN
100
28-6
(199
7)
火技解釈
の備考
採入れ
検討
備 考
Tabl
e 1.
Che
mic
al c
ompo
sitio
n (c
ast a
naly
sis)
a 製
造者
は、目
的の
製品厚
さ及
び規定
され
た特性
を得
るため
の製
鋼条件
とし
て、
1つ
又は
いく
つか
の
合金
化元
素の
大値
を加
えて
もよい
。各
製造者
の分
析によ
る化
学成分
範囲
は入札
書と
注文請
書の
確
認による。
-
不要
b こ
の表
に記載
され
ていな
い元
素は、
鋳造
終了を
除い
て購入
者の
合意の
ない
鋼に故
意に
加えて
はな
ら
ない
。全
ての
適切
な手段
は機
械的性
質と
有用性
に悪
影響を
及ぼ
すこれ
らの
元素が
製鋼
中に使
用さ
れ
るスクラップ及び他の材料からの添加を防ぐために取られる。
-
不要
c 熱間成形のため、より低い銅含有量及びすずの
大含有量は照会時及び注文時に決めてよい。
-
不要
d 細
粒化
元素の
パー
センテ
ージ
は少な
くとも
0.15
%。
アル
ミニ
ウム
もこれ
らの
元素に
含ま
れてる
。こ
こで適用される溶解性のアル
ミニウムの
小含有量は
0.01
5%。この値は、総アルミニウム含有量が
少なくとも
0.01
8%である場合の
大値で、溶解性含有量が決定される。
-
不要
Tabl
e 3.
Mec
hani
cal p
rope
rties
at r
oom
tem
pera
ture
s
なし

- II.2.2-1 -
2.2 靭性低下に関する文献調査 調査対象の高クロム鋼とは、クリープ強度を高めたフェライト系鋼 CSEF 鋼
(Creep Strength Enhanced Ferritic Steels)である。これらの材料は、焼ならし後焼
戻しして下部組織を焼戻しマルテンサイトとした鋼であって、代表鋼種として火
SCMV28(9Cr-1MoNbV鋼、Gr.91鋼)がある。これらの調査材料を具体的に表 II.2.2-1、表 II.2.2-2 及び表 II.2.2-3 に示す。調査材料には下部組織が焼戻しマルテンサイト
+δフェライトの材料及び焼戻しベイナイト組織単相として高強度化した材料を
含めた。また、靭性低下については、クリープ温度域ではあるものの、比較的低
温度・低応力下でクリープ変形した Cr-Mo 鋼でクリープ破断延性が低下すること
が知られており、この様な現象をクリープ脆化[1]と呼んでいる。この現象は高ク
ロム鋼の靭性低下と定性的に類似の現象であることから、この文献調査も対象と
した。下記に文献調査項目を示す。
・高クロム鋼母材の靭性低下 ・Cr-Mo 鋼母材の靭性低下 ・高クロム鋼溶接金属の靭性低下 ・Cr-Mo 鋼溶接金属の靭性低下

- II.2.2-2 -
表
II.2
.2-1 焼戻しベイナイト組織を有するクリープ強度を高めたフェライト鋼(
JIS規格材以外)
名称及び規格番号
種類の
記号
標準成分(%)
最小引張強さ
(N
/mm
2 )製造方法
最低
使用温
度
(℃)
熱処理
R
emar
ks
発電用合金鋼鍛鋼品
(備考
16)
火
SFVA
F22A
J1
2.25
Cr-1
.6W
51
0 -
-1
0 N
+T
Z W
発電配管用合金鋼鋼管
(備考
20)
火
STPA
24J1
2.
25C
r-1.6
W
510
S -1
0 N
+T
Z W
発電
ボイ
ラー
用合
金鋼
鋼管(備考
23)
火
STB
A24
J1
2.25
Cr-1
.6W
51
0 S
-10
N+T
Z W
発電
用圧
力容
器用
クロ
ムモ
リブ
デン
合金
鋼鋼
板(
備考
25)
火
SCM
V4J
1 2.
25C
r-1.6
W
510
-
-10
N+T
又は
Q+T
Z W
注記
S:継目無し鋼管
N:焼ならし
Q:焼入れ
T:焼戻し
Z W:
焼戻
しベ
イナ
イト
表II
.2.2
-2 焼戻しマルテンサイト組織を有する高
Cr鋼
(JI
S規格材)
名称及び規格番号
種類の
記号
標準成分(%)
最小引張強さ
(N
/mm
2 )製造方法
最低
使用温
度
(℃)
熱処理
R
emar
ks
高温
圧力
容器
用合
金鋼
鍛鋼品
JIS
G32
03(1
988)
SF
VAF9
9C
r-1M
o 59
0 -
0
A
又は
N+T
αm
’+δ
F
配管用合金鋼鋼管
JI
S G
3458
(198
8)
STPA
26
9Cr-1
Mo
410
S -1
0 A
又は
N+T
αm
’+δ
F
ボイラ・熱交換器用合金
鋼鋼管
JIS
G34
62(2
004)
ST
BA
26
9Cr-1
Mo
410
S -1
0 A
又は
N+T
αm
’+δ
F
注記
S:継目無し鋼管
A:焼きなまし
N:焼ならし
T:焼もどし
α
m’:
焼戻
しマ
ルテ
ンサ
イト
δ
F:デルタフェライト

- II.2.2-3 -
表II
.2.2
-3 焼戻しマルテンサイト組織を有する高
Cr鋼
(JI
S規格材以外)
名称及び規格番号
種類の
記号
標準成分(%)
最小引張強さ
(N
/mm
2 )製造方法
最低
使用温
度
(℃)
熱処理
R
emar
ks
発電
用合
金鋼
鍛鋼品
(
備考
17)
火SF
VAF2
7 9C
r-2M
o 51
0 -
-1
0 N
+T
αm
’+δ
F 火
SFVA
F28
9Cr-1
Mo-
Nb-
V
590
-
-10
N+T
α
m’
火SF
VAF2
9 9C
r-1.8
W
620
-
-10
N+T
α
m’
発電
用ス
テン
レス
鋼鍛
鋼品
(備考
19)
火
SUSF
410J
3 11
Cr-2
W-0
.4M
o-1C
u-N
b-V
620
-
-10
N+T
α
m’
発電
配管
用合
金鋼鋼
管
(備
考21)
火ST
PA27
9C
r-2M
o 51
0 S
-10
N+T
α
m’+
δF
火ST
PA28
9C
r-1M
o-N
b-V
59
0 S
-10
N+T
α
m’
火ST
PA29
9C
r-1.8
W
620
S -1
0 N
+T
αm
’ 発
電配
管用
ステ
ンレ
ス
鋼管
(備考
22)
火
SUS4
10J3
TP
11C
r-2W
-0.4
Mo-
1Cu-
Nb-
V62
0 S
-10
N+T
α
m’
発電
ボイ
ラー
用合
金鋼
鋼管
(備考
24)
火ST
BA
27
9Cr-2
Mo
510
S -1
0 N
+T
αm
’+δ
F 火
STB
A28
9C
r-1M
o-N
b-V
59
0 S
-10
N+T
α
m’
火ST
BA
29
9Cr-1
.8W
62
0 S
-10
N+T
α
m’
発電
ボイ
ラー
用ス
テン
レス
鋼管
(備考
25)
火SU
S410
J2TB
12
Cr-1
Mo-
W-V
-Nb
590
S -3
0 N
+T
αm
’+δ
F 火
SUS4
10J3
TB
11C
r-2W
-0.4
Mo-
1Cu-
Nb-
V62
0 S
-30
N+T
α
m’
火SU
S410
J3D
TB12
Cr-2
W-0
.4M
o-1C
u-N
b-V
620
S -3
0 N
+T
αm
’+δ
F 発
電用
圧力
容器
用ク
ロム
モリ
ブ
デン
合金
鋼鋼
板(
備考
26)
火
SCM
V28
9C
r-1M
o-N
b-V
59
0 -
-1
0 N
+T
αm
’
発電
用ス
テン
レス
鋼板
(備
考27)
火
SUS4
10J3
11
Cr-2
W-0
.4M
o-1C
u-N
b-V
620
-
-10
N+T
又は
Q+T
αm
’
発電用合金鋼鋳鋼(備考
28) 火
SCPH
91
9Cr-1
Mo-
Nb-
V
590
-
0 N
+T
αm
’ 注記
S:継目無し鋼管
N:焼ならし
Q:焼入れ
T:焼戻し
α
m’:
焼戻
しマ
ルテ
ンサ
イト
δ
F:デルタフェライト
- II.2.2-4 -
2.2.1 調査対象の文献リスト 調査対象文献は、平成 23 年度に検索、収集した文献を用いた。検索、収集した
文献は、高クロム鋼の靭性低下、高クロム鋼の高温での組織変化及び Cr-Mo 鋼の
靭性低下及びクリープ脆化を調査対象とした文献、また、母材だけでなく、溶接
金属についても靭性低下の報告がある[2]ことから、溶接金属の靭性低下に関する
文献である。文献は、原則 1980 年代以降で、文献言語は日本語及び英語の文献で
ある。 文献のリストを表 II.2.2.1-1~表 II.2.2.1-4 に示す。表 II.2.2.1-1 は高クロム鋼の靭
性低下に関する文献リスト、表 II.2.2.1-2 は Cr-Mo 鋼の靭性低下に関する文献リス
ト、表 II.2.2.1-3 は高クロム鋼溶接金属の靭性低下に関する文献リスト、表 II.2.2.1-4は Cr-Mo 鋼溶接金属の靭性低下に関する文献リストとしてまとめている。
文献には母材、熱影響部及び溶接金属の性質に係る結果が併せて報告されてい
るものがある。この様に母材の他の箇所の性質を併せて報告している文献につい
ては、表 II.2.2.1-1 や表 II.2.2.1-2 の文献リストとしてまとめた。

- II.2
.2-5
-
高クロム鋼の靭性低下(組織変化を含む)に関する文献リスト
N
o.
著 者
文献タイトル
出 典
1-1
小原
智史、若井
隆純
、浅
山泰
、山田芳之、
中澤
崇徳
9Cr-W
-Mo-
V-N
b鋼
の高
温引
張お
よび
衝撃
特性
に及
ぼす
熱処
理の
影響
鉄
と鋼
、95
, 417
, 200
9.
1-2
長谷
川泰士
、村
木太
郎、
大神
正浩
高
Crフ
ェライト系先端耐熱鋼の
Type
IV型クリ
ープ損
傷の
組織
支
配因子の考察
鉄
と鋼
、92
, 618
, 200
6.
1-3
長谷
川泰士
、村
木太
郎、
大神
正浩
高
Crフ
ェライト系先端耐熱鋼の溶接熱影響部に見
られ
るTy
pe IV
型クリープ損傷を発生する組織の特定と生成機構
鉄
と鋼
、90
, 609
, 200
4.
1-4
長谷
川泰士
、村
木太
郎、
大神
正浩
高
Crフ
ェライト系耐熱鋼溶接熱影響部における
Type
IV損
傷を
生
ずる組織因子
材
料と
プロ
セス
、18
, 301
, 200
5.
1-5
田淵
正明
、渡
部隆
、久
保清
、松
井正
数、
衣川
純一、
阿部
冨士
雄
W強化高
Crフ
ェライト鋼溶接継手の組織と強
度
材料
、50
, 116
, 200
1.
1-6
田淵
正明、渡部
隆、久保
清、阿
部冨士雄、
松井
正数
耐熱鋼溶接継手の組織と破壊
第
6回
超鉄
鋼ワ
ーク
ショ
ップ
、13
0,
2002
.
1-7
伊達
新吾、
大谷
知未
12
Crフ
ェラ
イト
鋼溶
接継
手の
クリ
ープ
強度
に及
ぼす
組織
と溶
接
施工法の影響
材
料と
プロ
セス
、17
, 129
1, 2
004.
1-8
J. B
lach
, L. F
alat
and
P. S
evc
Frac
ture
Cha
ract
eris
tics
of T
herm
ally
exp
osed
9C
r-1M
o St
eel
afte
r
Tens
ile a
nd Im
pact
Tes
ting
at R
oom
Tem
pera
ture
Engi
neer
ing
Failu
re
Ana
lysi
s, 16
,
1397
, 200
9.
1-9
H.
Oka
mur
a,
R.
Oht
ani,
K.
Saito
, K
.
Kim
ura,
R. I
shii,
K. F
ujiy
ama,
S. H
ongo
, T.
Isek
i and
H. U
chid
a
Bas
ic
Inve
stig
atio
n fo
r Li
fe
Ass
essm
ent
Tech
nolo
gy
of
Mod
ified
9Cr-1
Mo
Stee
l
Nuc
lear
Eng
inee
ring
and
Des
ign,
193
,
243,
199
9.
1-10
D
. Reg
ener
and
E. S
chic
k A
sses
smen
t of
the
Cra
ck R
esis
tanc
e B
ehav
ior
of M
arte
nsiti
c St
eels
by
Fact
ure
Toug
hnes
s and
in si
tu T
ensi
le T
ests
ECF
12 –
Fra
ctur
e fr
om D
efec
ts, 2,
769,
199
8.
1-11
K
. Saw
ada,
H. K
ushi
ma,
K. K
imur
a an
d M
.
Tabu
chi
Z-ph
ase
Form
atio
n an
d its
Effe
ct o
n Lo
ng-te
rm C
reep
Stre
ngth
in
9-12
% C
r Cre
ep R
esis
tant
Ste
els
Tran
s. of
the
Indi
an In
stitu
te o
f Met
als,
63, 1
17, 2
010.

- II.2
.2-6
-
No.
著 者
文献タイトル
出 典
1-12
G
. Sas
ikal
a an
d S.
K. R
ay
Eval
uatio
n of
Qua
sist
atic
Fra
ctur
e To
ughn
ess
of a
mod
ified
9C
r-1M
o
(P91
) Ste
el
Mat
eria
ls S
cien
ce a
nd E
ngin
eerin
g A
,
479,
105
, 200
8.
1-13
木村
一弘、
澤田
浩太
、九
島秀
昭
高強度フェライト耐熱鋼のクリープ破断延性
日本
鉄鋼協
会、材料
の組織と
特性
部
会「
高温
材料の
フィ
ジカ
ル・メタ
ラ
ジー
」研
究シ
ンポ
ジウ
ム、
平成
22
年3月
29日、
筑波
大学
1-14
P.
Chm
ielo
wie
c an
d G
. Gol
ansk
i Fr
actu
re T
ough
ness
of X
10C
rMoV
Nb9
1(P-
91) S
teel
afte
r Agi
ng
Met
al 2
005,
May
200
5, H
rade
c na
d
Mor
avoc
i, C
zech
Rep
ublic
.
1-15
朝倉
健太郎
、藤
田利
夫、
三宅
英徳
V,
Nb添加
9Cr-2
Mo耐熱鋼の高温強度と靭性におよ
ぼす
C量
の影
響
鉄と
鋼、69
, 203
7, 1
983.
1-16
朝倉
健太郎
、河
淵靖
、藤
田利
夫
高C
rフェライト系耐熱鋼の加熱脆化因子
鉄
と鋼
、75
, 120
9, 1
989.
1-17
朝倉
健太郎
、藤
田利
夫、
乙黒
靖男
10
Cr-2
Mo-
V-N
b鋼の高温特性と微視組織に関する
研究
鉄
と鋼
、65
, 886
, 197
9.
1-18
朝倉
健太郎
、藤
田利
夫、
乙黒
靖男
低炭素
10C
r-Mo-
V-N
b耐熱鋼のクリープ破断強度
と靭
性に
及ぼ
す
Mo量の影響
鉄
と鋼
、73
, 176
2, 1
987.
1-19
舟
橋佳
子、
谷本
幸子
、吉
田直
志、
松村
泰
治、
佐々木
晃史
定電位二次電解法による
9Cr-1
Mo鋼中の
Lave
s相の形
態分
析
鉄と
鋼、78
, 147
2, 1
992.
1-20
駒崎
慎一、岸繁
男、庄子
哲雄
、千葉秀樹、
鈴木
康吏
W強化型
9%C
rフェライト系耐熱鋼の熱時効ぜい
化と
電気
化学
的
手法によるその評価
材
料、49
, 919
, 200
0.
1-21
駒
崎慎
一、
岸繁
男、
庄子
哲雄
、樋
口康
二
郎、
鈴木康
吏
W強化型
9%C
rフェライト系耐熱鋼のクリープ中
の材
料劣
化に
及
ぼす
Lave
s相析出の影響
材
料、49
, 133
0, 2
000.
1-22
駒
崎慎
一、
岸繁
男、
庄子
哲雄
、樋
口康
二
郎、
鈴木康
吏
電気化学的手法による
9%C
rフェライト系耐熱鋼
のク
リー
プ損
傷
評価
材
料、50
, 503
, 200
1.
1-23
S.
K
omaz
aki,
S.
Kis
hi,
T.
Shoj
i, T.
Kum
asaw
a, K
. Hig
uchi
and
K. S
uzuk
i
Influ
ence
of P
re-A
ging
on
Cre
ep R
uptu
re S
treng
th o
f Tun
gste
n A
lloye
d
9%C
r Fe
rriti
c St
eel a
nd C
reep
Dam
age
Eval
uatio
n by
Ele
ctro
chem
ical
Met
hod
JSM
E In
tern
atio
nal
Serie
s A
, 45
, 30
,
2002
.

- II.2
.2-7
-
No.
著 者
文献タイトル
出 典
1-24
I.A
rting
er a
nd Y
. Ela
rbi
Effe
ct o
f Agi
ng T
ime
and
Bor
on A
dditi
on o
n th
e Pr
oper
ties o
f 9-1
2% C
r
Pow
er
Plan
t St
eels
–
Out
com
es
from
D
iffer
ent
Expe
rimen
tal
Inve
stig
atio
n
Perio
dica
Po
lyte
chni
ca
Ser.
Mec
h.
Eng.
, 50,
3, 2
006.
1-25
細井
祐三、
和出
昇、
國光
誠司
、瓜田龍実
9Cr-2
Mo耐熱鋼の長時間時効による脆化の機構
に関
する
考察
鉄
と鋼
、76
, 111
6, 1
990.
1-26
平田
弘征、
小川
和博
フェライト系高温用鋼溶接熱影響部のクリープ
強度
低下
現象
と組
織変化-フェライト系高温用鋼の
HA
Z軟化機構(第
1報
)-
溶
接学
会論
文集
、22
, 78,
200
4.
1-27
平田
弘征、
小川
和博
フェライト系高温用鋼溶接熱影響部のクリープ
強度
低下
現象
と組
織変化に及ぼす
Crの
影響-フェライト系高温用鋼の
HA
Z軟
化機
構(第
2報)-
溶接
学会論
文集
、22
, 87,
200
4.
1-28
T.
Sat
o, K
. Ta
mur
a, K
. M
itsuh
ata
and
R.
Ikur
a
Long
Ter
m C
reep
Rup
ture
Stre
ngth
of
9Cr1
MoN
bV N
arro
w G
ap
Wel
ded
Join
ts Im
prov
ed b
y N
orm
aliz
ing
and
Tem
perin
g af
ter W
eldi
ng
Proc
eedi
ngs
of
CR
EEP8
,
CR
EEP2
007-
2657
0,
July
20
07,
San
Ant
onio
, TX
, USA
1-29
K
. La
ha,
K.S
. C
hand
rava
thi,
P.
Para
mes
war
an, K
.B-S
. Rao
and
S.L
. Man
nan
Cha
ract
eriz
atio
n of
Mic
rost
ruct
ures
acr
oss
the
Hea
t-affe
cted
Zon
e of
Mod
ified
9C
r-1M
o W
eld
Join
t to
Und
erst
and
Its R
ole
in P
rom
otin
g
Type
IV C
rack
ing
Met
allu
rgic
al a
nd M
ater
ials
Tra
ns.
A,
38, 5
8, 2
007.
1-30
伊勢
田敦朗
、寺
西洋
志、
吉川
州彦
高
Crフ
ェライト系耐熱鋼の長時間加熱脆化と
Lave
s相析
出に及
ぼ
すSi
および
Moの影響
鉄
と鋼
、76
, 219
0, 1
990.
1-31
G
ang
Yang
et a
l. Q
uenc
h B
rittle
ness
of 1
2%C
r Mar
tens
itic
Hea
t-Res
ista
nt S
teel
K
ey
Engi
neer
ing
Mat
eria
ls, 8,
47
9,
2011
.
1-32
S.
C. B
ose,
Kul
vir S
ingh
, A.K
. Ray
and
R.N
.
Gho
sh
Effe
ct o
f th
erm
al a
gein
g on
mec
hani
cal p
rope
rties
and
mic
rost
ruct
ures
of a
stan
dard
G-X
12
CrM
oVW
NbN
101
1 gr
ade
of c
ast s
teel
for t
urbi
ne
casi
ng
Mat
eria
ls
Scie
nce
and
Engi
neer
ing:
476A
, 257
, 200
8.
1-33
R
. Sug
iura
, A.T
. Yok
obor
i, Jr
., M
. Ara
i, M
.
Tabu
chi a
nd A
. Fuj
i
Effe
ct o
f em
britt
lem
ent o
n cr
eep
crac
k gr
owth
rat
e fo
r W
-add
ed 1
2Cr
ferr
itic
heat
resi
stan
t ste
el c
once
rnin
g m
ulti-
axia
l stre
ss a
nd a
ging
Fr
actu
re a
nd C
ompl
exity
, 4, 2
25, 2
006.
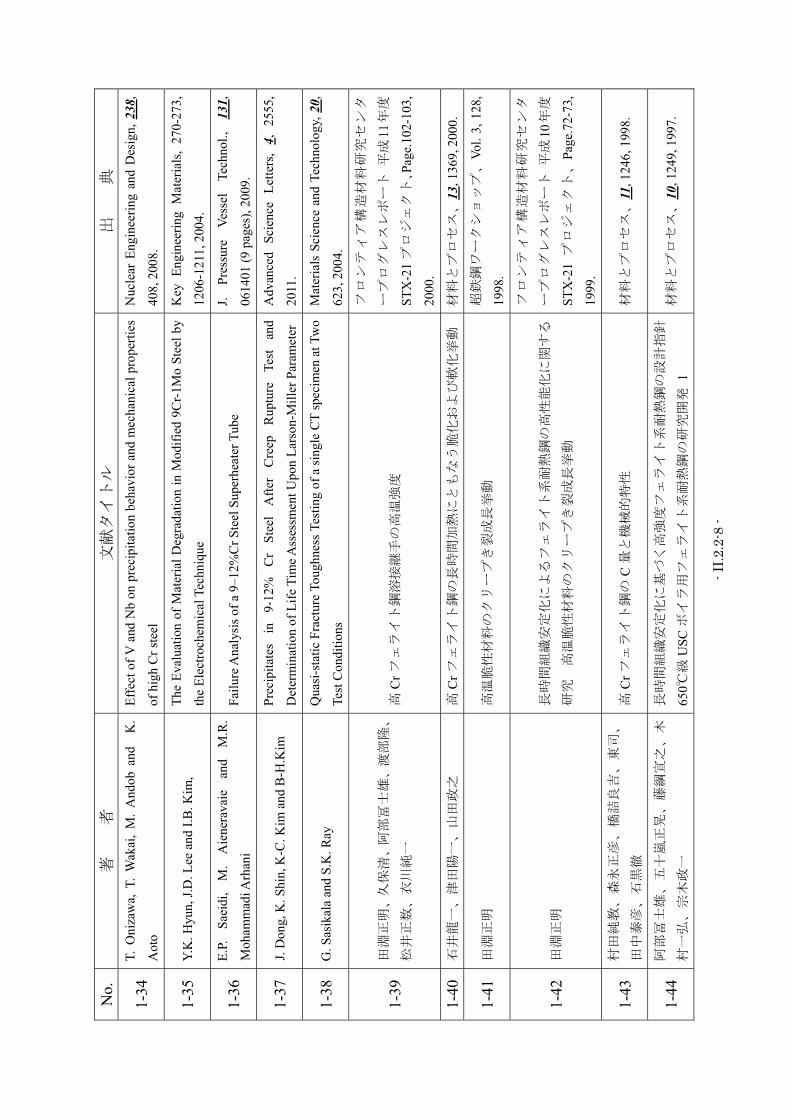
- II.2
.2-8
-
No.
著 者
文献タイトル
出 典
1-34
T.
Oni
zaw
a, T
. W
akai
, M
. A
ndob
and
K
.
Aot
o
Effe
ct o
f V a
nd N
b on
pre
cipi
tatio
n be
havi
or a
nd m
echa
nica
l pro
perti
es
of h
igh
Cr s
teel
Nuc
lear
Eng
inee
ring
and
Des
ign,
238
,
408,
200
8.
1-35
Y.
K. H
yun,
J.D
. Lee
and
I.B
. Kim
, Th
e Ev
alua
tion
of M
ater
ial D
egra
datio
n in
Mod
ified
9C
r-1M
o St
eel b
y
the
Elec
troch
emic
al T
echn
ique
Key
Eng
inee
ring
Mat
eria
ls,
270-
273,
1206
-121
1, 2
004.
1-36
E.
P.
Saei
di,
M.
Aie
nera
vaie
an
d M
.R.
Moh
amm
adi A
rhan
i Fa
ilure
Ana
lysi
s of a
9–1
2%C
r Ste
el S
uper
heat
er T
ube
J. Pr
essu
re
Vess
el
Tech
nol.,
131,
0614
01 (9
pag
es),
2009
.
1-37
J.
Don
g, K
. Shi
n, K
-C. K
im a
nd B
-H.K
im
Prec
ipita
tes
in
9-12
%
Cr
Stee
l A
fter
Cre
ep
Rup
ture
Te
st
and
Det
erm
inat
ion
of L
ife T
ime A
sses
smen
t Upo
n La
rson
-Mill
er P
aram
eter
Adv
ance
d Sc
ienc
e Le
tters
, 4,
255
5,
2011
.
1-38
G
. Sas
ikal
a an
d S.
K. R
ay
Qua
si-s
tatic
Fra
ctur
e To
ughn
ess T
estin
g of
a si
ngle
CT
spec
imen
at T
wo
Test
Con
ditio
ns
Mat
eria
ls S
cien
ce a
nd T
echn
olog
y, 20,
623,
200
4.
1-39
田淵
正明、久保
清、阿部
冨士
雄、渡部隆、
松井
正数、
衣川
純一
高C
rフェライト鋼溶接継手の高温強度
フロ
ンテ
ィア
構造
材料
研究
セン
タ
ープログレスレポート 平成
11年度
STX
-21プ
ロジ
ェク
ト、
Page
.102
-103
,
2000
.
1-40
石井
龍一、
津田
陽一
、山
田政
之
高C
rフェライト鋼の長時間加熱にともなう脆
化お
よび
軟化
挙動
材
料と
プロ
セス
、13
, 136
9, 2
000.
1-41
田淵
正明
高温脆性材料のクリープき裂成長挙動
超
鉄鋼
ワー
クシ
ョッ
プ、
Vol.
3, 1
28,
1998
.
1-42
田淵
正明
長時間組織安定化によるフェライト系耐熱鋼の
高性
能化
に関
する
研究
高温脆性材料のクリープき裂成長挙動
フロ
ンテ
ィア
構造
材料
研究
セン
タ
ープ
ログレ
スレ
ポー
ト 平
成10
年度
STX
-21
プロ
ジェ
クト
、Pa
ge.7
2-73
,
1999
.
1-43
村
田純
教、
森永
正彦
、橋
詰良
吉、
東司
、
田中
泰彦、
石黒
徹
高C
rフェライト鋼の
C量と機械的特性
材
料と
プロ
セス
、11
, 124
6, 1
998.
1-44
阿
部冨
士雄
、五
十嵐
正晃
、藤
綱宣
之、
木
村一
弘、宗
木政
一
長時間組織安定化に基づく高強度フェライト系
耐熱
鋼の
設計
指針
650℃
級U
SCボイラ用フェライト系耐熱鋼の研
究開
発 1
材
料と
プロ
セス
、10
, 124
9, 1
997.

- II.2
.2-9
-
No.
著 者
文献タイトル
出 典
1-45
東司
、田中
泰彦
高純度耐熱鋼の材料特性と組織因子
実用
構造
用鋼
の基
礎特
性 実
用構
造
用鋼
の基
礎特
性技
術検
討部
会報
告
書 平
成9年、
Page
.57-
67, 1
997.
1-46
河
原田
隆、
黒井
泰司
、大
崎悟
、福
田隆
、
田村
広治、
福田
祐治
Su
per9
Cr鍛
造鋼管の実機試作結果
材
料と
プロ
セス
、7,
172
6, 1
994.
1-47
伊
勢田
敦朗
、高
部秀
樹、
椹木
義淳
、増
山
不二
光
ボイラ用
11C
r-2W
-0.4
Mo-
Cu系鋼のクリープ破
断強
度に
及ぼ
す合
金元素の影響
材
料と
プロ
セス
、6,
164
2, 1
993.
1-48
遠山
晃、南
雄介
、石
沢嘉
一
高C
r耐熱鋼の機械的性質に及ぼす化学成分と熱処
理の
影響
材
料と
プロ
セス
、6,
163
8, 1
993.
1-49
徳
納一
成、
浜田
一志
、橋
本勝
邦、
武田
鉄
治郎
、伊藤
亀太
郎、
長谷
川俊
永
Co添加した
9%C
r鋼の機械的特性
材
料と
プロ
セス
、6,
707
, 199
3.
1-50
直井
久、三
村裕
幸、
大神
正浩
、藤田利夫
超々臨界圧ボイラ用
9Cr-W
及び
20C
r-25N
i鋼の
長時
間高
温特
性
材料
とプロ
セス
、5,
816
, 199
2.
1-51
N
. A
be,
Y. K
unis
ada,
T.
Sugi
yam
a an
d T.
Nag
amin
e
Impr
ovem
ent
of
cree
p ru
ptur
e st
reng
th
of
wel
ded
join
ts
in
9Cr-1
MoN
bV st
eels
(AST
M A
387-
9Cr-1
MoN
bV)
Wel
d R
es A
broa
d, 36,
44,
199
0.
1-52
竹林
一成、田代
康則
、藤
田明
次、中村誠、
竹田
頼正
超超臨界タービン用高
Cr耐
熱鋳鋼材の開発
鉄
と鋼
、76
, 106
8, 1
990.
1-53
藤田
利夫
超超臨界圧プラント用高
Crフ
ェライト鋼の開
発
鉄と
鋼、76
, 105
3, 1
990.
1-54
大神
正浩、
西野
誠、
直井
久、
藤田利夫
9C
r-0.5
Mo-
1.8W
鋼管の使用性能に及ぼす熱処
理条
件の
影響
材
料と
プロ
セス
、2,
181
0, 1
989.
1-55
朝倉
健太郎
高強度フェライト
(Dua
l Pha
se)鋼
の熱処理
金
属、
No.
4, P
age.
74-7
9, 1
989.
1-56
寺西
洋志、
吉川
州彦
、永
田三
郎
高C
rフェライト系耐熱鋼の高速増殖炉構造材
への
適用
住
友金
属、40
, 443
, 198
8.
1-57
久
保田
稔、
山本
里己
、伊
勢田
敦朗
、吉
川
州彦
9C
r系大径鋼管の製造と諸特性
住
友金
属、40
, 163
, 198
8.
1-58
遠山
晃、南
雄介
、山
田武
海
高C
r型オーステナイト系ステンレス鋼の高温特性
に及
ぼす
合金
元素の影響
材
料と
プロ
セス
、1,
928
, 198
8.
1-59
片岡
義弘、
上田
修三
8-
13C
r%C
r鋼の高温強度と靭性に及ぼす
C,B
,Nお
よび
Alの
影響
材
料と
プロ
セス
、1,
922
, 198
8.
1-60
伊勢
田敦朗
、吉
川州
彦
高C
rフェライト鋼の
Lave
s相析出に及ぼす合金元
素の
影響
鉄
と鋼
、73
, S14
34, 1
987.

- II.2
.2-1
0 -
No.
著 者
文献タイトル
出 典
1-61
朝倉
健太郎
、柴
田浩
司、
藤田
利夫
高
Cr-0
.1M
o-2W
-V-N
b耐熱鋼の高温強度と靭性にお
よぼ
すC
r量の
影響
鉄
と鋼
、73
, S13
51, 1
987.
1-62
朝倉
健太郎
、柴
田浩
司、
藤田
利夫
高強度・高
Crフ
ェライト系耐熱鋼の機械的性質
にお
よぼ
す合
金元
素の影響
鉄
と鋼
、73
, S13
50, 1
987.
1-63
朝倉
健太郎
、藤
田利
夫、
劉興
陽
高C
r系タービンロータ鋼の機械的性質におよ
ぼす
合金
元素
の影
響
鉄と
鋼、73
, S59
5, 1
987.
1-64
劉興
陽、藤
田利
夫
高クロム耐熱鋼のクリープ破断強度とじん性に
及ぼ
すC
r,C及
びN
の影響
鉄
と鋼
、72
, S13
58, 1
986.
1-65
劉興
陽、藤
田利
夫、
森下
弘
高C
r耐熱鋼のクリープ破断特性に及ぼす合金元素
の影
響
鉄と
鋼、72
, S13
59, 1
986.
1-66
朝生
一夫、谷豪
文、鈴木
陸永
、片岡義弘、
松崎
明博、
上田
修三
厚肉
9Cr-1
Mo鍛鋼の製造と諸性質
鉄
と鋼
、72
, S57
2, 1
986.
1-67
朝倉
健太郎
、藤
田利
夫
フェライト鋼の高温強度と靱性
日
本原
子力
学会
誌、28
, 222
, 198
6.
1-68
行俊
照夫、
寺西
洋志
高速増殖炉の実現と材料の問題点
金
属、56
, 16,
198
6.
1-69
劉興
陽、藤
田利
夫、
肥爪
彰夫
、木下修司
ター
ビンロ
ータ
用高
強度高
Cr耐
熱鋼の
開発
研究
I
高強
度9C
r
耐熱鋼の機械的性質におよぼす
Wの影響
鉄
と鋼
、71
, S15
64, 1
985.
1-70
R
.L.
Klu
eh,
N.
Has
him
oto,
M.A
. So
kolo
v
and
R.F
. Buc
k A
pot
entia
l fer
ritic
/mar
tens
itic
stee
l for
fusi
on a
pplic
atio
ns
US
DO
E R
ep,
DO
E-ER
-031
3-27
,
Page
.140
-148
, 200
0.
1-71
田淵
正明、久保
清、阿部
冨士
雄、渡部隆、
松井
正数、
衣川
純一
高
Crフ
ェライト鋼溶接継手の高温強度
フロ
ンテ
ィア
構造
材料
研究
セン
タ
ープ
ログレ
スレ
ポー
ト 平
成11
年度
STX
-21プ
ロジ
ェク
ト、
Page
.102
-103
,
2000
.
1-72
M
. M
atsu
i, M
. Ta
buch
i, T.
Wat
anab
e, K
.
Kub
o, J.
Kin
ugaw
a an
d F.
AB
E D
egra
datio
n of
Cre
ep S
treng
th in
Wel
ded
Join
ts o
f 9-1
2%C
r Ste
els
材料
とプロ
セス
、13
, 130
1, 2
000.
1-73
K
. Hay
ashi
, T. K
ojim
a an
d Y.
Min
ami
Dev
elop
men
t of
12
%C
r H
eat
Res
ista
nt
Stee
l Pl
ate(
TEM
PALO
Y
F-12
M) F
or U
SC B
oile
r
Adv
Hea
t R
esis
t St
eel
Pow
er G
ener
,
Page
.51-
64, 1
999

- II.2
.2-1
1 -
No.
著 者
文献タイトル
出 典
1-74
林
謙次
、小
嶋敏
文、
南雄
介、
林田
道雄
、
山崎
喜崇
U
SCボイラ用
12C
r系耐熱厚鋼板の開発
火
力原
子力
発電
、49
, 736
, 199
8.
1-75
山
本里
己、
菅孝
雄、
五十
嵐正
晃、
増山
不
二光
、駒井
伸好
、横
山知
充
ボイラ用高強度高耐食性
12C
r系鋼管
(HC
M12
A)の
実缶
使用
性能
火
力原
子力
発電
、48
, 836
, 199
7.
1-76
椹
木義
淳、
五十
嵐正
晃、
伊勢
田敦
朗、
山
本里
巳、増
山不
二光
12%
Cr系
高強度ボイラ用鋼管
(HC
M12
A)の
開発
(第1報
) H
CM
12A
鋼管の諸特性および実缶使用性能
住
友金
属、47
, 29,
199
5.
1-77
D
.J.
Ale
xand
er,
P.J.
Maz
iasz
an
d C
.R.
Brin
kman
The
effe
ct o
f lo
ng-te
rm a
ging
on
the
impa
ct p
rope
rties
of
mod
ified
9Cr-1
Mo
stee
l
US
DO
E R
ep,
CO
NF-
9211
09-6
,
Page
.7P,
199
2.
1-78
土田
豊、徳
納一
成、
橋本
勝邦
高強度高靭性
Mod
.9C
r-1M
o鋼板の開発と転炉に
よる
製造
新
日鉄
技報
、N
o.34
8,
Page
.39-
46,
1993
.
1-79
三浦
直樹、
松原
雅昭
、鹿
島光
一
高速増殖炉高温構造用新材料の実用化評価
改良
9Cr-1
Mo鋼
の高
温延性破壊評価法に関する検討
電力
中央研
究所
狛江
研究
所報
告、
No.
T890
61, P
age.
37P,
199
0.
1-80
土井
裕之、
山田
範雄
、祐
川正
之、福井寛
改良
9Cr-1
Mo鋼の機械的性質に及ぼす
Siの影響
材
料と
プロ
セス
、3,
835
, 199
0.
1-81
土井
裕之、
山田
範雄
、祐
川正
之、福井寛
改良
9Cr-1
Mo鋼の高温加熱後の靭性及び組織に及ぼす
Si,M
nの
影
響
材料
とプロ
セス
、2,
180
8, 1
989.
1-82
早川
均、井
原義
人、
田村
学
9Cr-1
MoN
bV鋼の時効脆化挙動
鉄
と鋼
、72
, S56
9, 1
986.
1-83
V.
K. S
ikka
, C.T
. War
d an
d K
.C. T
hom
as
Mod
ified
9 C
r-1 M
o st
eel
- A
n im
prov
ed a
lloy
for
stea
m g
ener
ator
appl
icat
ion.
Ferr
itic
Stee
ls
Hig
h Te
mp
App
l,
K19
8305
60, P
age.
65-8
4, 1
983.
1-84
P.
May
r Ev
olut
ion
of
Mic
rost
ruct
ure
and
Mec
hani
cal
Prop
ertie
s of
th
e
Hea
t-affe
cted
Zon
e in
9C
r Ste
els
Wel
d W
orld
, 54,
No.
1-2,
Pag
e.R
1-R
11,
2010
1-85
丸山
公一
65
0℃級高
Crフ
ェライト系超耐熱鋼設計の新展
開
ふぇ
らむ、14
, 604
, 200
9.
1-86
澤
田浩
太、
九島
秀昭
、木
村一
弘、
田淵
正
明
高C
r鋼における有害相析出と長時間クリープ強度
低下
日
本機
械学
会M
&M
材料
力学
カン
ファ
レンス
、2008
, OS1
301,
200
8.
1-87
澤田
浩太
材質劣化現象の非破壊評価方法
先進発電プラント
用耐
熱鋼
の長
時間クリープに伴う組織変化と材質劣化
非
破壊
検査
、57
, 424
, 200
8.

- II.2
.2-1
2 -
No.
著 者
文献タイトル
出 典
1-88
山田
進、屋
口正
次、
緒方
隆志
高
クロ
ム(9
%C
r,12%
Cr)鋼
溶接
継手
の単
軸ク
リー
プ損
傷と
微視
組
織変化の関係
電力
中央
研究
所材
料科
学研
究所
研
究報
告、
No.
Q07
021,
Pag
e.28
P, 2
008.
1-89
K
. Sa
wad
a, M
. Ta
buch
i, H
. H
ongo
h, T
.
Wat
anab
e an
d K
. Kim
ura
Z-Ph
ase
form
atio
n in
wel
ded
join
ts o
f hi
gh c
hrom
ium
fer
ritic
ste
els
afte
r lon
g-te
rm c
reep
M
ater
Cha
ract
, 59
, 116
1, 2
008.
1-90
杉
浦隆
次、
横堀
壽光
、鈴
木和
人、
田淵
正
明
W添加
9Crフ
ェライト系耐熱鋼溶接継手材のク
リー
プき
裂成
長特
性
日本
機械学
会年
次大
会講
演論
文集、
2007
, 417
, 200
7.
1-91
J.S
. Lee
, K. M
aruy
ama,
I. N
onak
a an
d T.
Ito
Mec
hani
sm o
f Typ
e IV
Fai
lure
in W
eldm
ent o
f a M
od. 9
Cr-1
Mo
Stee
l M
ater
Sci
Tec
hnol
, 20
05,
No.
Vol.1
,
Page
.CR
EEP,
139-
148,
200
5
1-92
S.
H. K
im, W
.S.R
yu a
nd I.
H. K
uh
Mic
rost
ruct
ure
and
Mec
hani
cal P
rope
rties
of
Cr-M
o St
eels
for
Nuc
lear
Indu
stry
App
licat
ions
Jour
nal o
f the
Kor
ean
Nuc
lear
Soc
iety
,
31, 5
61, 1
999.
1-93
K
. Si
ngh,
G.
Jaip
al R
eddy
, S.
C.
Bos
e an
d
K.S
. Red
dy
Stre
ss R
uptu
re B
ehav
ior
of S
imul
ated
Wel
d Jo
int
Mic
rost
ruct
ures
of
P91
Stee
l Tr
ans I
ndia
n In
st M
et, 56,
409
, 200
3.
1-94
鬼
澤高
志、
安藤
勝訓
、加
藤章
一、
吉田
英
一
高クロム鋼の材料特性試験
(V
) S
US4
10J3
の溶
接継
手材
およ
び
12,0
00h熱時効母材の機械的特性
核燃
料サイ
クル
開発
機構
公開
資料、
JNC
-TN
-940
0-20
05-0
19,
Page
.92P
,
2005
.
1-95
久
布白
圭司
、米
山夏
樹、
伊藤
拓哉
、野
中
勇
改良
9Cr-1
Mo鋼溶接継手のクリープ変形に伴
う組
織変
化
材料
とプロ
セス
、18
, 155
2, 2
005.
1-96
E.
Let
ofsk
y an
d H
. Cer
jak
Met
allo
grap
hy o
f 9C
r ste
el p
ower
pla
nt w
eld
mic
rost
ruct
ures
Sc
i Tec
hnol
Wel
d Jo
in, 9
, 31,
200
4.
1-97
李
在勝
、丸
山公
一、
野中
勇、
伊藤拓哉
M
od.9
Cr-1
Mo鋼の熱影響部内でのキャビティ発
生機
構
材料
とプロ
セス
、17
, 483
, 200
4.
1-98
高橋
由紀夫
高ク
ロム
系フ
ェラ
イト
鋼に
対す
る解
析的
寿命
評価
法の
開発
-第2
報 :
HC
M12
A溶
接継
手の
強度
特性
とク
リー
プ疲
労寿
命評
価法
の
検討
-
電力
中央
研究
所狛
江研
究所
報告
、
F029
3C, N
o.T0
3003
, Pag
e.21
P, 2
003.
1-99
E.
Let
ofsk
y M
icro
stru
ctur
e Asp
ects
of C
reep
Res
ista
nt W
elde
d Jo
ints
W
eld
Wor
ld, 47,
3, 2
003.
1-10
0 J-
S. L
ee、
丸山
公一
、野
中勇
、伊藤拓哉
M
od.9
Cr-1
Mo鋼の熱影響部内でのキャビティ発
生機
構
材料
とプロ
セス
、16
, 157
5, 2
003.

- II.2
.2-1
3 -
No.
著 者
文献タイトル
出 典
1-10
1 金
子哲
也、
中沢
崇徳
、大
谷知
未、
伊達
新
吾、
平川裕
一
10C
r系耐熱鋼の機械的性質と組織
材
料と
プロ
セス
、16
, 156
6, 2
003.
1-10
2 H
. Xu,
X-K
. Hua
ng, Z
. Yan
g an
d J-
T. P
an
Prop
erty
cha
nges
of
12C
r1M
oV w
ith 1
0CrM
o910
mai
n st
eam
pip
ing
afte
r lon
g-te
rm h
igh-
tem
pera
ture
serv
ice
Eng
Fail
Ana
l, 10
, 245
, 200
3.
1-10
3 松
井正
数、
田淵
正明
、渡
部隆
、久
保清
、
阿部
冨士雄
9%
Cr系
耐熱鋼の
HA
Z組織とクリープ特性に及ぼ
す熱
処理
の影
響材
料、52
, 119
, 200
3.
1-10
4 A
. M
oitra
, P.
Pa
ram
esw
aran
, P.
R.
Sree
niva
san
and
S.L.
Man
nan
A to
ughn
ess s
tudy
of t
he w
eld
heat
-affe
cted
zon
e of
a 9
Cr-1
Mo
stee
l M
ater
Cha
ract
, 48,
55,
200
2.
1-10
5 田淵
正明
耐熱鋼構造体化研究の現状と課題
超
鉄鋼
ワー
クシ
ョッ
プ、
L380
3A,
Vol.5
th, P
age.
82-8
3, 2
001.
1-10
6 田淵
正明、
久保
清、
大場
敏夫
国際的先進材料の実用化を促進するための基盤
構築
に関
する
研究
(3) 高温ぜい性材料に関する研究
文部
科学
省金
属材
料技
術研
究所
研
究報
告集
、Vo
l.23,
Pa
ge.2
81-2
86,
2001
.
1-10
7 K
. La
ha,
K.S
. C
hand
rava
thi,
K.
Bha
nu
Sank
ara
Rao
, S.
L.
Man
nan
and
D.H
.
Sast
ry
Mic
rost
ruct
ural
eva
luat
ion
and
cree
p de
form
atio
n an
d ru
ptur
e be
havi
or
of 9
Cr-1
Mo
stee
l bas
e m
etal
, wel
d m
etal
and
wel
d jo
int
Tran
s Ind
ian
Inst
Met
, 53,
217
, 200
0.
1-10
8 駒井
伸好、
増山
不二
光、
笹田
顕郎
クリープに伴う
11C
r-0.4
Mo-
2W鋼の溶接熱影響部
組織
変化
材
料と
プロ
セス
、15
, 522
, 200
2.
1-10
9 渡部
隆、山
崎政
義、
本郷
宏通
、田淵正明
9Cr-1
Mo-
V-N
b鋼板
GTA
溶接継手の長時間クリー
プ破
断材
にお
け
るTy
pe IV
破壊
材
料と
プロ
セス
、14
, 137
3, 2
001.
1-11
0 J.
Bro
zda
and
M. Z
eman
An
inve
stig
atio
n in
to th
e pr
oper
ties
of th
e he
at a
ffect
ed z
one
sim
ulat
ed
in
9Cr-1
Mo-
Nb,
V
(P91
) st
eel
inte
nded
fo
r se
rvic
e at
el
evat
ed
tem
pera
ture
s
Wel
d R
es
Abr
oad,
Vo
l.43,
N
o.6/
7,
Page
.33-
44, 1
997
1-11
1 伊
勢田
敦朗
、高
部秀
樹、
椹木
義淳
、増
山
不二
光
ボイラ用
11C
r-2W
-0.4
Mo-
Cu系鋼のクリープ破
断強
度に
及ぼ
す合
金元素の影響
材
料と
プロ
セス
、6,
164
2, 1
993.
1-11
2 中代
雅士、
粂亮
一、
大村
殖
地球を救う鉄系耐熱材料
ボイラ用耐熱鋼の溶
接技
術
金属
、62
, No.
11, P
age.
71-7
7, 1
992.

- II.2
.2-1
4 -
No.
著 者
文献タイトル
出 典
1-11
3 直井
久、三
村裕
幸、
大神
正浩
、藤田利夫
超々臨界圧ボイラ用
9Cr-W
及び
20C
r-25N
i鋼の
長時
間高
温特
性
材料
とプロ
セス
、5,
816
, 199
2.
1-11
4 Y.
A
sada
, T.
Sh
imak
awa,
M
. U
eta,
M
.
Ichi
miy
a, K
. Dou
zaki
, M. M
iyah
ara
and
M.
Suke
kaw
a
Res
earc
h an
d D
evel
opm
ent
on 9
Cr-S
teel
s fo
r St
eam
Gen
erat
or o
f
DFB
R in
Japa
n. (3
). C
rack
Res
ista
nce
Prop
erty
Tran
s In
t C
onf
Stru
ct
Mec
h R
eact
Tech
nol, 11
, N
o.L,
Pa
ge.1
21-1
26,
1991
.
1-11
5 J.G
. Zha
ng, F
.W. N
oble
and
B.L
. Eyr
e C
ompa
rison
of e
ffect
s of a
ging
on
frac
ture
of 9
Cr-1
Mo
and
2 25
Cr-1
Mo
stee
l. Pa
rt 2.
Non
-sta
ndar
d m
icro
stru
ctur
es
Mat
er S
ci T
echn
ol, 7
, 315
, 199
1.
1-11
6 佐
々木
晃史
、山
浦晃
央、
小林
邦彦
、粕
谷
利昭
、増田
敏一
ボイラ用改良
9Cr-1
Mo継目無鋼管の製造と特性
川
崎製
鉄技
報、22
, 257
, 199
0.
1-11
7 直
井久
、大
神正
浩、
荒木
敏、
小川
忠雄
、
保田
英洋、
桝本
弘毅
、藤
田利
夫
高強度フェライト系ボイラチューブ用鋼
NF6
16の
開発
と実用
化
製鉄
研究、
No.
340,
Pag
e.22
-27,
199
1.
1-11
8 C
.R.
Brin
kman
, D
.J.
Ale
xand
er
and
P.J.
Maz
iasz
M
odifi
ed 9
Cr-1
Mo
stee
l for
adv
ance
d st
eam
gen
erat
or a
pplic
atio
ns
US
DO
E R
ep,
CO
NF-
9010
26-1
,
Page
.27P
, 199
0.
1-11
9 竹林
一成、田代
康則
、藤
田明
次、中村誠、
竹田
頼正
超超臨界タービン用高
Cr耐
熱鋳鋼材の開発
鉄
と鋼
、76
, 106
8, 1
990.
1-12
0 大
神正
浩、
荒木
敏、
直井
久、
小川
忠雄
、
保田
英洋、
桝本
弘毅
、藤
田利
夫
ボイラ管用
9Cr-0
.5M
o-1.
8W鋼の開発と実用化
鉄
と鋼
、76
, 112
4, 1
990.
1-12
1 B
.S. G
reen
wel
l and
J.W
. Tay
lor
The
prop
ertie
s of c
andi
date
wel
ds in
9C
rMoN
bV st
eel
Stea
m
Plan
t 19
90s,
Page
.283
-296
,
1990
.
1-12
2 小溝
裕一、
小川
和博
、東
茂樹
高
Cr,
Mo二相ステンレス鋼の
HA
Z脆化機構と
Ni,
Nの
作用
溶
接学
会論
文集
、8,
242
, 199
0.
1-12
3 F.
Mas
uyam
a, H
. Han
eda,
S. K
anek
o an
d T.
Toyo
da
App
licat
ion
of su
per 9
Cr s
teel
larg
e di
amet
er a
nd th
ick
wal
l pip
es
PB
Rep
, PB
-89-
2162
87,
Page
.11P
,
1988
.
1-12
4 佐
々木
晃史
、小
林邦
彦、
山浦
晃史
、前
田
修、
置田孝
一
ボイラ用スーパー
9Cr鋼
管の製造と高温特性
材
料と
プロ
セス
、2,
181
2, 1
989.

- II.2
.2-1
5 -
No.
著 者
文献タイトル
出 典
1-12
5 B
. Cou
ssem
ent,
M. D
e W
itte,
A. D
hoog
e, R
.
Dob
bela
ere,
M.
Stee
n, E
. Va
n D
er D
onck
t
and
L. V
an M
uyse
n
Wel
dabi
lity
and
high
tem
pera
ture
beh
avio
r of
X20
CrM
oV12
.1 a
nd
10C
rMo9
.10
base
mat
eria
l, si
mila
r and
dis
sim
ilar w
eldm
ents
. Par
t 2
Rev
Sou
dure
, 45,
41,
198
9.
1-12
6 寺西
洋志、
吉川
州彦
、永
田三
郎
高C
rフェライト系耐熱鋼の高速増殖炉構造材
への
適用
住
友金
属、40
, 443
, 198
8.
1-12
7 土井
裕之、
山田
範雄
、祐
川正
之、福井寛
9Cr-1
Mo系鋼溶接熱影響部の機械的性質に及ぼす
SR温
度の
影響
日本
材料
学会
学術
講演
会前
刷、
Vol.3
7th,
Pag
e.30
4-30
6, 1
988.
1-12
8 久
保田
稔、
山本
里己
、伊
勢田
敦朗
、吉
川
州彦
9C
r系大径鋼管の製造と諸特性
住
友金
属、40
, 163
, 198
8.
1-12
9 K
. Has
him
oto,
M. Y
aman
aka,
Y. O
togu
ro, T
.
Zaiz
en, M
. Ono
yam
a an
d T.
Fuj
ita
New
ly d
evel
oped
9C
r-2M
o-N
b-V
(NSC
R9)
stee
l Pr
oc T
op C
onf F
errit
ic A
lloy
Use
Nuc
l
Ener
gy T
echn
ol, P
age.
307-
315,
198
4.
1-13
0 E.
Tol
ksdo
rf, K
. Sch
eide
r and
H.W
. Gru
nlin
gA
gein
g be
havi
or a
nd to
ughn
ess o
f 12%
Cr s
teel
s Pr
oc T
op C
onf F
errit
ic A
lloy
Use
Nuc
l
Ener
gy T
echn
ol, P
age.
371-
377,
198
4.
1-13
1 R
.W.
Swin
dem
an,
V.K
. Si
kka,
P.J.
Maz
iasz
and
D.A
. Can
onic
o
Eval
uatio
n of
T91
afte
r 130
,000
hou
rs in
Ser
vice
O
RN
L/C
P-97
476,
199
8.
1-13
2 L.
Ros
enbr
ock
A c
ritic
al o
verv
iew
of t
he w
eldi
ng o
f P91
mat
eria
l A
ustra
las
Wel
d J, 46
, No.
2nd
Qua
rter,
Page
.5-8
, 200
1.
1-13
3 田村
広治、
佐藤
恭
溶接
後熱
処理に
よる
Mod
.9C
r-1M
o鋼溶
接継
手の
クリ
ープ
強度
向
上
材料
とプロ
セス
、14
, 660
, 200
1.
1-13
4 R
.K. S
hiue
, K.C
Lan
and
C. C
hen
Toug
hnes
s an
d au
sten
ite s
tabi
lity
of m
odifi
ed 9
Cr-1
Mo
wel
ds a
fter
tem
perin
g
Mat
er S
ci E
ng A
Stru
ct M
ater
Pro
p
Mic
rost
ruct
Pro
cess
, A287,
10,
200
0.
1-13
5 Y.
Oto
guro
, M
. M
atsu
bara
, I.
Itoh
and
T.
Nak
azaw
a
Cre
ep r
uptu
re s
treng
th o
f he
at a
ffect
ed z
one
for
9Cr
ferr
itic
heat
resi
stin
g st
eels
N
ucl E
ng D
es, 196
, 51,
200
0.
1-13
6 石
井龍
一、
木村
和成
、藤
山一
成、
北郷
繁
忠、
斎藤潔
改良
9Cr-1
Mo鋼の損傷評価
圧
力技
術、38
, 4, 2
000.

- II.2
.2-1
6 -
No.
著 者
文献タイトル
出 典
1-13
7 T.
Hon
da,
T. K
usan
o, T
. O
sada
, K
. H
irano
and
K. T
akem
oto
Dev
elop
men
t of
9C
r-2W
C
ast
Stee
l fo
r th
e Va
lves
in
El
evat
ed
Tem
pera
ture
Fos
sil P
ower
Pla
nts
Adv
Hea
t R
esis
t St
eel
Pow
er G
ener
,
Page
.119
-129
, 199
9.
1-13
8 K
. Hay
ashi
, T. K
ojim
a an
d Y.
Min
ami
Dev
elop
men
t of
12
%C
r H
eat
Res
ista
nt
Stee
l Pl
ate(
TEM
PALO
Y
F-12
M) F
or U
SC B
oile
Adv
Hea
t Res
ist S
teel
Pow
er G
ener
,
Page
.51-
64, 1
999.
1-13
9 A
. M
oitra
, K. R
ays a
nd S
.L.M
anna
n D
eter
min
atio
n of
dyn
amic
fra
ctur
e to
ughn
ess
of h
eat
affe
cted
zon
e of
9Cr-1
Mo
stee
l fro
m in
stru
men
ted
drop
wei
ght t
ests
M
ater
Sci
Tec
hnol
, 15,
137
, 199
9.
1-14
0 林
謙次
、小
嶋敏
文、
南雄
介、
林田
道雄
、
山崎
喜崇
U
SCボイラ用
12C
r系耐熱厚鋼板の開発
火
力原
子力
発電
、49
, 736
, 199
8.
1-14
1 林謙
次、小
嶋敏
文、
南雄
介
12C
r-1W
-0.1
Mn-
B-C
u-N
b-V-
N鋼の諸特性
U
SCボ
イラ
用新
12C
r
系耐熱厚鋼板の開発
3
材料
とプロ
セス
、10
, 125
7, 1
997.
1-14
2 S.
Cam
inad
a, G
. C
umin
o, L
. C
ipol
la a
nd
A.D
i Gia
nfra
nces
co
Long
Ter
m C
reep
Beh
avio
r an
d M
icro
stru
ctur
al E
volu
tion
of A
STM
Gra
de 9
1 St
eel
4th I
ntl.
Con
f. on
Adv
ance
s in
Mat
.
Tech
. fo
r Fo
ssile
Pow
er P
lant
s, pp
.
996-
1010
, 200
4.
1-14
3 K
. Mik
i, T.
Azu
ma,
Y. T
anak
a, T
. Ish
igur
o,
R. H
ashi
zum
e, Y
. Mur
ata
and
M. M
orin
aga
Opt
imiz
atio
n of
Cr
Con
tent
for
Lon
g-Te
rm C
reep
Stre
ngth
in H
igh
Cr
Res
ista
nt S
teel
4th I
ntl.
Con
f. on
Adv
ance
s in
Mat
.
Tech
. fo
r Fo
ssile
Pow
er P
lant
s, pp
.
1042
-105
0, 2
004.
1-14
4 P.
Gos
wam
i
P(T)
91 S
teel
– A
Rev
iew
of C
urre
nt C
ode
and
Fabr
icat
ion
Prac
tices
6th
Int
l. C
onf.
on A
dvan
ces
in M
at.
Tech
. for
Fos
sile
Pow
er P
lant
s, 3A
-04,
2010
, San
ta F
e, U
SA.
1-14
5 C
.E. J
aske
, Z. B
erg
and
T. A
ndre
ss
Toug
hnes
s Ev
alua
tion
of W
elds
in 9
Cr-1
Mo-
V a
nd 9
Cr-0
.5M
o-V
Ste
els
mad
e us
ing
the
Flux
-cor
ed A
rc W
eldi
ng (F
CAW
) Pro
cess
6th I
ntl.
Con
f. on
Adv
ance
s in
Mat
.
Tech
. for
Fos
sile
Pow
er P
lant
s, 3C
-02,
2010
, San
ta F
e, U
SA.
1-14
6 J.
Purm
ensk
y, V
. Fo
ldyn
a, M
. So
ndel
, D
.
Schw
arz
and
J. K
ouka
l
Mic
rost
ruct
ural
and
Cre
ep R
uptu
re S
treng
th o
f W
elde
d Jo
ints
in
the
Stee
l P91
ASM
E PV
P200
7/C
REE
P8
Con
f.,
CR
EEP2
007-
2630
8,
July
20
07,
San
Ant
onio
, USA
.

- II.2
.2-1
7 -
表II
.2.2
.1-2
Cr-M
o鋼の靭性低下(組織変化を含む)に関する文献リスト
N
o.
著 者
文献タイトル
出 典
2-
1 中
村正
久、
篠田
哲守
、渡
辺宏
C
r-Mo鋼中の粒界偏析とそれによる脆化
鉄
と鋼
、65
, 926
, 197
9.
2-2
朝生
一夫、谷豪
文、今中
拓一
、佐藤新吾、
中野
善文、
佐藤
信二
2-
1/4C
r-1M
o厚肉鍛鋼品の開発
川
崎製
鉄技
報、
15, 2
49, 1
983.
2-3
乙黒
靖男、
塩塚
和秀
、橋
本勝
那
再現溶接熱影響部のクリープ脆化について(炭
素鋼
、低
合金
鋼の
クリープ脆化に関する研究-第
2報-)
日本
鉄鋼
協会
第92
回秋
季講
演大
会、
S72
3, 1
976.
2-4
高松
利男
、乙黒
靖男
、塩
塚和
秀、橋本勝
那、
樺沢和
彌、
渡部
敏雄
1-1/
4Cr-0
.5M
o鋼
のク
リー
プ脆
化に
つい
て-
低合
金鋼
のク
リー
プ
脆化に関する研究-
III-
日本
鉄鋼
協会
第96
回秋
季講
演大
会、
S77
5, 1
978.
2-5
高松
利男、財前
孝、乙黒
靖男
、塩塚和秀、
樺沢
和彌
Cr-M
o鋼の
HA
Zのクリープ脆化に及ぼす応力
除去
焼き
なま
しの
影響-低合金鋼のクリープ脆化に関する研究
(IV
)-
日本
鉄鋼
協会
第98
回秋
季講
演大
会、
S95
4, 1
979.
2-6
高松
利男、財前
孝、乙黒
靖男
、橋本勝那、
樺沢
和彌、
塩塚
和秀
クリ
ープ
脆化
に及
ぼす
合金
元素
の影
響-
低合
金鋼
のク
リー
プ脆
化に関する研究
(V)-
日本
鉄鋼
協会
第10
0回
秋季
講演
大
会、
S10
98, 1
980.
2-7
乙黒
靖男、
橋本
勝那
、菊
竹哲
夫
クリープ脆化特性に及ぼす
Ca添加の影響-低合
金鋼
のク
リー
プ
脆化に関する研究
(VI)-
日本
鉄鋼
協会
第10
7回
春季
講演
大
会、
S52
1, 1
984.
2-8
高松
利男
、乙黒
靖男
、塩
塚和
秀、橋本勝
那
Cr-M
o鋼のクリープ脆化に及ぼす溶接後熱処理
の影
響
鉄と
鋼、67
, 774
, 198
1
2-9
安部
仲継、
長江
守康
C
r-Mo鋼のクリープ脆化とその評価方法
溶
接学
会論
文集
、3,
582
, 198
5.
2-10
安
部仲
継、
長江
守康
C
r-Mo鋼のクリープ脆化と水素浸食
溶
接学
会論
文集
、3,
212
, 198
5.
2-11
中
西睦
夫、
古澤
遵
Cr-M
o鋼溶接部のクリープ脆化について
日
本鉄
鋼協
会第
99回
春季
講演
大
会、
S48
2, 1
980.
2-12
中
西睦
夫、
古澤
遵
Cr-M
o鋼溶接部の高温時の脆化について(第
1報)
溶
接学
会全
国大
会講
演概
要、26
, 20,
1980
.
2-13
古
澤遵
、渡
辺征
一、中西
睦夫
、吉川州彦、
大谷
泰夫
1-
1/4C
r-1/2
Mo鋼のクリープ脆化
日
本鉄
鋼協
会第
101
回春
季講
演大
会、
S665
, 198
1.
2-14
中
西睦
夫、
渡辺
征一
、古
澤遵
1-
1/4C
r-1/2
Mo鋼溶接部のクリープ割れ感受性の改
善
溶接
学会誌
、50
, 108
8, 1
981.

- II.2
.2-1
8 -
No.
著 者
文献タイトル
出 典
2-
15
中西
睦夫、
渡辺
征一
、古
澤遵
2-
1/4C
r-1M
o鋼の焼もどしぜい化感受性の改善
溶
接学
会論
文集
、2,
700
, 198
4.
2-16
藤
林伸
平、
大塚
健生
、遠
藤孝
雄
長時間
使用され
た1.
25C
r-0.5
Mo
鋼溶
接継
手の
クリ
ープ
損傷
の進
展挙動
鉄
と鋼
、88
, 326
, 200
2.
2-17
家
口浩
、村
上昌
吾、藤綱
宣之
、新谷智彦、
山田
雅人
V改良型
2.25
Cr-1
Mo鋼の高温長時間時効特性
神
戸製
鋼技
報、56
, No.
2, 6
, 200
4.
2-18
宮
野樺
太男
高温用
2.25
Cr-1
Mo鋼の焼もどし脆性について
圧
力技
術、12
, 135
, 197
4.
2-19
高
松利
男、
乙黒
靖男
、塩
塚和
秀、橋本勝
那
2.25
Cr-1
Mo鋼の焼もどしぜい化特性
鉄
と鋼
、67
, 178
, 198
1
2-20
J.
Mic
hel,
M. B
uršá
k an
d I.
Mam
uzić
D
egra
datio
n of
mec
hani
cal
prop
ertie
s of
CrM
o cr
eep
resi
stan
t st
eel
oper
atin
g un
der c
ondi
tions
of c
reep
M
etal
urgi
ja, 51,
79,
201
2.
2-21
M
.T. W
hitta
ker a
nd B
. Wils
hire
Lo
ng te
rm c
reep
life
pre
dict
ion
for G
rade
22
(2.2
5Cr-1
Mo)
stee
ls
Mat
eria
ls S
cien
ce a
nd T
echn
olog
y, 27,
642,
201
1.
2-22
H
. Zha
o, R
. Lin
g, J.
Jia
and
J. Zh
ao
New
hea
t-res
ista
nt s
teel
T23
's pe
rfor
man
ce c
hara
cter
istic
s an
d ea
rly
failu
re
Zhon
gguo
D
ianj
i G
ongc
heng
Xue
bao/
Proc
eedi
ngs
of
the
Chi
nese
Soci
ety
of E
lect
rical
Eng
inee
ring,
31,
107,
201
1.
2-23
H
. O
kada
, M
. Ig
aras
hi,
M.
Yosh
izaw
a, S
.
Mat
sum
oto,
T. N
akas
him
a an
d A
. Ise
da
Long
-term
cre
ep p
rope
rties
of
2.25
Cr-1
.6W
-VN
bB s
teel
(T23
/P23
) for
foss
il fir
ed a
nd h
eat r
ecov
ery
boile
rs
Adv
ance
s in
Mat
eria
ls T
echn
olog
y fo
r
Foss
il Po
wer
Pl
ants
-
Proc
eedi
ngs
from
the
6th
Inte
rnat
iona
l Con
fere
nce,
153,
201
1.
2-24
V
. Sk
leni
cka,
K.
Kuc
haro
va,
M.
Svob
oda
and
A. K
roup
a
Cre
ep
beha
viou
r of
ad
vanc
ed
pow
er
plan
t st
eels
af
ter
long
-term
isot
herm
al a
gein
g
Adv
ance
s in
Mat
eria
ls T
echn
olog
y fo
r
Foss
il Po
wer
Pl
ants
-
Proc
eedi
ngs
from
the
6th
Inte
rnat
iona
l Con
fere
nce,
516,
201
1.
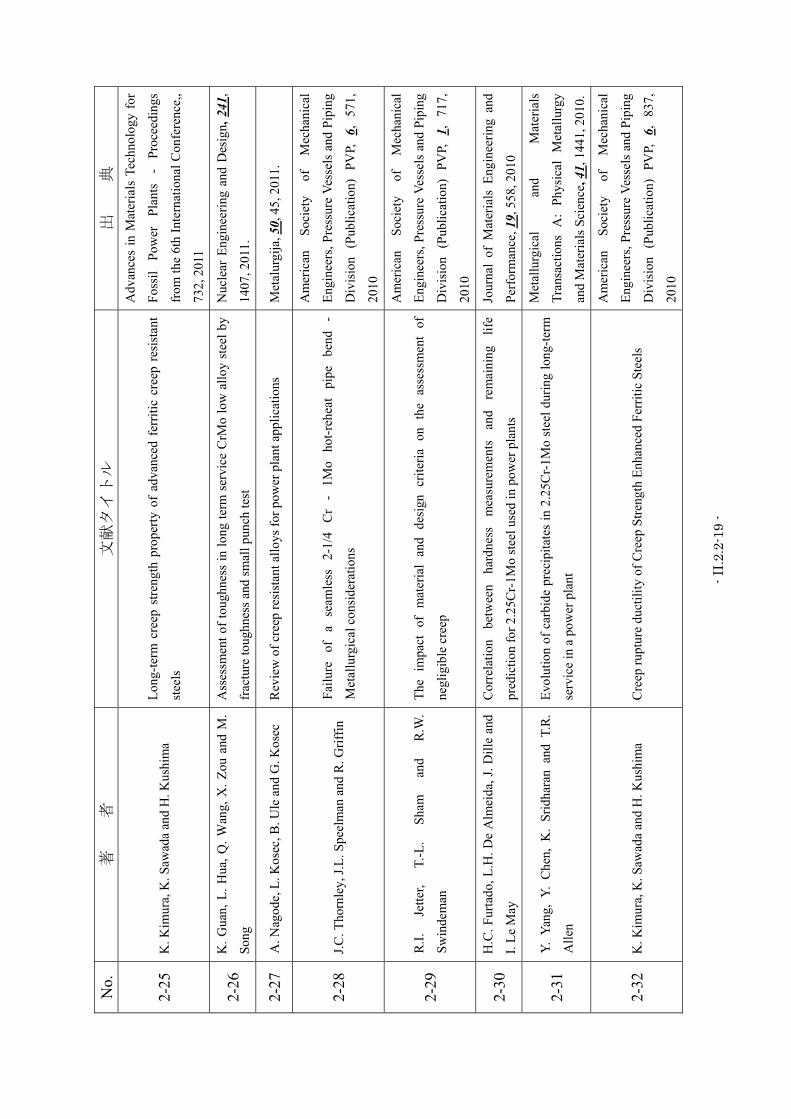
- II.2
.2-1
9 -
No.
著 者
文献タイトル
出 典
2-25
K
. Kim
ura,
K. S
awad
a an
d H
. Kus
him
a Lo
ng-te
rm c
reep
stre
ngth
pro
perty
of
adva
nced
fer
ritic
cre
ep r
esis
tant
stee
ls
Adv
ance
s in
Mat
eria
ls T
echn
olog
y fo
r
Foss
il Po
wer
Pl
ants
-
Proc
eedi
ngs
from
the
6th
Inte
rnat
iona
l Con
fere
nce,
,
732,
201
1
2-26
K
. Gua
n, L
. Hua
, Q. W
ang,
X. Z
ou a
nd M
.
Song
Ass
essm
ent o
f tou
ghne
ss in
long
term
ser
vice
CrM
o lo
w a
lloy
stee
l by
frac
ture
toug
hnes
s and
smal
l pun
ch te
st
Nuc
lear
Eng
inee
ring
and
Des
ign,
241
,
1407
, 201
1.
2-27
A
. Nag
ode,
L. K
osec
, B. U
le a
nd G
. Kos
ec
Rev
iew
of c
reep
resi
stan
t allo
ys fo
r pow
er p
lant
app
licat
ions
M
etal
urgi
ja, 50,
45,
201
1.
2-28
J.C
. Tho
rnle
y, J.
L. S
peel
man
and
R. G
riffin
Fa
ilure
of
a
seam
less
2-
1/4
Cr
- 1M
o ho
t-reh
eat
pipe
be
nd
-
Met
allu
rgic
al c
onsi
dera
tions
Am
eric
an
Soci
ety
of
Mec
hani
cal
Engi
neer
s, Pr
essu
re V
esse
ls a
nd P
ipin
g
Div
isio
n (P
ublic
atio
n) P
VP,
6,
571,
2010
2-29
R
.I.
Jette
r, T.
-L.
Sham
an
d R
.W.
Swin
dem
an
The
impa
ct o
f m
ater
ial
and
desi
gn c
riter
ia o
n th
e as
sess
men
t of
negl
igib
le c
reep
Am
eric
an
Soci
ety
of
Mec
hani
cal
Engi
neer
s, Pr
essu
re V
esse
ls a
nd P
ipin
g
Div
isio
n (P
ublic
atio
n) P
VP,
1,
717,
2010
2-30
H
.C. F
urta
do, L
.H. D
e A
lmei
da, J
. Dill
e an
d
I. Le
May
Cor
rela
tion
betw
een
hard
ness
m
easu
rem
ents
an
d re
mai
ning
lif
e
pred
ictio
n fo
r 2.2
5Cr-
1Mo
stee
l use
d in
pow
er p
lant
s
Jour
nal
of M
ater
ials
Eng
inee
ring
and
Perf
orm
ance
, 19,
558
, 201
0
2-31
Y.
Yan
g, Y
. C
hen,
K.
Srid
hara
n an
d T.
R.
Alle
n
Evol
utio
n of
car
bide
pre
cipi
tate
s in
2.2
5Cr-
1Mo
stee
l dur
ing
long
-term
serv
ice
in a
pow
er p
lant
Met
allu
rgic
al
and
Mat
eria
ls
Tran
sact
ions
A:
Phys
ical
Met
allu
rgy
and
Mat
eria
ls S
cien
ce, 41,
144
1, 2
010.
2-32
K
. Kim
ura,
K. S
awad
a an
d H
. Kus
him
a C
reep
rupt
ure
duct
ility
of C
reep
Stre
ngth
Enh
ance
d Fe
rriti
c St
eels
Am
eric
an
Soci
ety
of
Mec
hani
cal
Engi
neer
s, Pr
essu
re V
esse
ls a
nd P
ipin
g
Div
isio
n (P
ublic
atio
n) P
VP,
6,
837,
2010

- II.2
.2-2
0 -
No.
著 者
文献タイトル
出 典
2-33
M
.T. W
hitta
ker a
nd B
. Wils
hire
C
reep
and
cre
ep fr
actu
re o
f 2.2
5Cr-
1.6W
stee
ls (G
rade
23)
Mat
eria
ls S
cien
ce a
nd E
ngin
eerin
g A
,
527,
493
2, 2
010
2-34
G
. Gol
ańsk
i In
fluen
ce o
f ag
eing
pro
cess
on
stru
ctur
e an
d m
echa
nica
l pro
perti
es o
f
the
T24
stee
l
Diff
usio
n an
d D
efec
t Dat
a Pt
.B: S
olid
Stat
e Ph
enom
ena,
165
, 56,
201
0
2-35
L.
C
ipol
la,
A.D
. G
ianf
ranc
esco
, S.
Cam
inad
a an
d G
. Cum
ino
Col
d be
ndin
g of
adv
ance
d fe
rriti
c st
eels
: AST
M g
rade
s T23
, T91
, T92
Am
eric
an
Soci
ety
of
Mec
hani
cal
Engi
neer
s, Pr
essu
re V
esse
ls a
nd P
ipin
g
Div
isio
n (P
ublic
atio
n) P
VP,
6,
1391
,
2010
2-36
J.P
. Fe
rnan
des,
E.M
.D.
Lope
s an
d V.
Man
eta
New
ste
el a
lloys
for
the
des
ign
of h
eat
reco
very
ste
am g
ener
ator
com
pone
nts o
f com
bine
d cy
cle
gas p
lant
s
Jour
nal
of
Engi
neer
ing
for
Gas
Turb
ines
and
Pow
er, 1
32, 2
010.
2-37
M
. Iga
rash
i, M
. Yos
hiza
wa,
H. M
atsu
o, O
.
Miy
ahar
a an
d A
. Ise
da
Long
-term
cr
eep
prop
ertie
s of
lo
w
C-2
.25C
r-1.6
W-V
-Nb
stee
l
(T23
/P23
) for
foss
il fir
ed a
nd h
eat r
ecov
ery
boile
rs
Mat
eria
ls S
cien
ce a
nd E
ngin
eerin
g A
,
510,
104
, 200
9
2-38
A
. Mar
ek, G
. Jun
ak a
nd J.
Okr
ajni
Fa
tigue
lif
e of
cr
eep
resi
stin
g st
eels
un
der
cond
ition
s of
cy
clic
mec
hani
cal a
nd th
erm
al in
tera
ctio
ns
Arc
hive
s of
M
ater
ials
Sc
ienc
e an
d
Engi
neer
ing,
40,
37,
200
9
2-39
K
. Sa
wad
a, M
. Fu
jitsu
ka,
M.
Tabu
chi
and
K. K
imur
a Ef
fect
of o
xida
tion
on th
e cr
eep
rupt
ure
life
of A
SME
T23
stee
l In
tern
atio
nal
Jour
nal
of
Pres
sure
Vess
els a
nd P
ipin
g, 86,
693
, 200
9
2-40
A
ghaj
ani,
A.,
Som
sen,
C
h.,
Pesi
cka,
J.,
Ben
dick
, W.,
Hah
n, B
., Eg
gele
r, G
.
Mic
rost
ruct
ural
evo
lutio
n in
T24
, a
mod
ified
2(1
/4)C
r-1M
o st
eel
durin
g cr
eep
afte
r diff
eren
t hea
t tre
atm
ents
Mat
eria
ls S
cien
ce a
nd E
ngin
eerin
g A
,
510,
130
, 200
9
2-41
C
.R.
de L
ima,
A.L
. Pi
nto,
H.C
. Fu
rtado
,
L.H
. de
Alm
eida
, M.F
.P. d
e So
uza
and
I. Le
May
Qua
ntita
tive
obse
rvat
ions
of p
reci
pita
tion
in 2
.25C
r-1M
o st
eel e
xpos
ed
to d
iffer
ent c
reep
con
ditio
ns in
a p
ower
stat
ion
Engi
neer
ing
Failu
re
Ana
lysi
s, 16
,
1493
, 200
9
2-42
K
. Mor
iyam
a, A
. Kan
aya,
J. K
usum
oto,
K.
Kob
a,
T.
Kam
isas
anuk
i, T.
Im
azat
o,
K.
Nak
ashi
ma
Estim
atio
n of
mat
eria
l pro
perti
es a
nd m
aint
enan
ce o
f pr
essu
re p
arts
of
ther
mal
pow
er p
lant
boi
lers
und
er lo
ng-te
rm se
rvic
e of
300
,000
hou
rs
Mat
eria
ls S
cien
ce a
nd E
ngin
eerin
g A
,
510,
142
, 200
9

- II.2
.2-2
1 -
No.
著 者
文献タイトル
出 典
2-43
K
. Saw
ada,
M. F
ujits
uka,
M. T
abuc
hi a
nd K
.
Kim
ura
Effe
ct o
f oxi
datio
n on
the
cree
p ru
ptur
e lif
e of
ASM
E T2
3 st
eel
Inte
rnat
iona
l Jo
urna
l of
Pr
essu
re
Ves
sels
and
Pip
ing,
86,
693
, 200
9
2-44
S.
-H.S
ong,
J. W
u, L
.-Q. W
eng
and,
T.-H
. Xi
Phos
phor
us g
rain
bou
ndar
y se
greg
atio
n un
der
an in
term
edia
te a
pplie
d
tens
ile st
ress
in a
Cr-
Mo
low
allo
y st
eel
Mat
eria
ls S
cien
ce a
nd E
ngin
eerin
g A
,
520,
97,
200
9
2-45
K
. Saw
ada,
M. Ta
buch
i and
K. K
imur
a C
reep
stre
ngth
deg
rada
tion
of A
SME
P23/
T23
stee
ls
Mat
eria
ls S
cien
ce a
nd E
ngin
eerin
g A
,
513,
128
, 200
9
2-46
S.
-H.S
ong,
J. W
u, Z
.-X. Y
uan,
L.-Q
. Wen
g
and,
T.-H
. Xi
Non
-equ
ilibr
ium
gra
in b
ound
ary
segr
egat
ion
of p
hosp
horu
s un
der
a
high
app
lied
tens
ile st
ress
in a
2.2
5Cr1
Mo
stee
l
Mat
eria
ls S
cien
ce a
nd E
ngin
eerin
g A
,
486,
675
, 200
8
2-47
L.
Wan
g, L
. Zhu
, Y. D
eng,
Q. W
ang
and
F.
Zou
Mec
hani
cal
prop
ertie
s an
d m
icro
stru
ctur
al
evol
utio
n of
T2
3
heat
-res
ista
nt st
eel d
urin
g ag
ing
at 8
73K
Hig
h Te
mpe
ratu
re
Mat
eria
ls
and
Proc
esse
s, 27
, 11,
200
8
2-48
M
. Svo
bodo
vá, J
. Dou
da a
nd J.
Kud
rman
D
egra
datio
n of
mec
hani
cal a
nd st
ruct
ural
pro
perti
es o
f ste
el T
23
Mat
eria
ls S
cien
ce F
orum
, 567,
389
,
2008
2-49
T.
Mits
ueda
, K. F
ujii
and
S. O
hnuk
i C
ompa
rison
of c
reep
dam
age
appe
aran
ces a
mon
g lo
w a
lloy
stee
l pip
es
2007
Pr
ocee
ding
s of
th
e A
SME
Pres
sure
Ve
ssel
s an
d Pi
ping
Con
fere
nce
- 8t
h In
tern
atio
nal
Con
fere
nce
on C
reep
and
Fat
igue
at
Elev
ated
Te
mpe
ratu
res
- C
REE
P8,
513,
200
8
2-50
R
.L. K
lueh
and
A.T
. Nel
son
Ferr
itic/
mar
tens
itic
stee
ls fo
r nex
t-gen
erat
ion
reac
tors
Jo
urna
l of
Nuc
lear
Mat
eria
ls, 371
, 37,
2007
2-51
Y.
-Q.
Den
g, L
.-H.
Zhu,
Q.-J
. W
ang
and
F.-M
. Zou
Effe
ct
of
mic
rost
ruct
ure
evol
utio
n du
ring
cree
p on
pr
oper
ties
of
dom
estic
-mad
e T2
3 st
eel
Jour
nal o
f Iro
n an
d St
eel R
esea
rch,
19,
46, 2
007
2-52
W
. B
endi
ck,
J. G
abre
l, B
. H
ahn
and
B.
Vand
enbe
rghe
New
low
allo
y he
at re
sist
ant f
errit
ic s
teel
s T/
P23
and
T/P2
4 fo
r pow
er
plan
t app
licat
ion
Inte
rnat
iona
l Jo
urna
l of
Pr
essu
re
Vess
els a
nd P
ipin
g, 84,
13,
200
7

- II.2
.2-2
2 -
No.
著 者
文献タイトル
出 典
2-53
R
.L.
Klu
eh,
N.D
. Ev
ans,
P.J.
Maz
iasz
and
V.K
. Sik
ka
Cre
ep-r
uptu
re b
ehav
ior o
f 3C
r-3W
-V b
aini
tic st
eels
In
tern
atio
nal
Jour
nal
of
Pres
sure
Vess
els a
nd P
ipin
g, 84,
29,
200
7
2-54
M
. H
akem
, R
.R.
Otm
ani,
M.
Maz
a,
Y.
Yah
mi a
nd N
. Deb
bach
e
Hea
t tre
atm
ent
effe
cts
on m
echa
nica
l pr
oper
ties
and
mic
rost
ruct
ure
evol
utio
n of
ferr
itic
cree
p re
sist
ant C
r-Mo
stee
ls
"Pro
ceed
ings
-
15th
IF
HTS
E -
Inte
rnat
iona
l Fe
dera
tion
for
Hea
t
Trea
tmen
t an
d Su
rfac
e En
gine
erin
g
Con
gres
s 200
6", 4
84. 2
006.
2-55
Y.
Den
g, L
. Zhu
, Q. W
ang
and
F. Z
ou
Stud
y of
pro
perty
deg
rada
tion
of T
23 h
eat-r
esis
tant
ste
el b
ased
on
mic
rost
ruct
ural
evo
lutio
n du
ring
cree
p
Stee
l R
esea
rch
Inte
rnat
iona
l, 77
, 84
4,
2006
2-56
R
.L.
Klu
eh,
N.D
. Ev
ans,
P.J.
Maz
iasz
and
V.K
. Sik
ka
Cre
ep-r
uptu
re b
ehav
ior o
f 3C
r-3W
-V b
aini
tic st
eels
Proc
eedi
ngs
- EC
CC
C
reep
Con
fere
nce:
C
reep
an
d Fr
actu
re
in
Hig
h Te
mpe
ratu
re
Com
pone
nts
-
Des
ign
and
Life
Ass
essm
ent
Issu
es,
2005
, 119
, 200
5.
2-57
M
.A. I
slam
, J.F
. Kno
tt an
d P.
Bow
en
Kin
etic
s of
pho
spho
rus
segr
egat
ion
and
its e
ffec
t on
low
tem
pera
ture
frac
ture
beh
avio
ur in
2.2
5Cr-
1Mo
pres
sure
ves
sel s
teel
Mat
eria
ls S
cien
ce a
nd T
echn
olog
y, 21,
76, 2
005
2-58
I.
De
Souz
a B
ott,
L.F.
Gui
mar
ães
De
Souz
a,
J.C.F
. Jo
rge,
J.C
.G.
Teix
eira
and
R.P
. D
a
Roc
ha P
aran
hos,
R.P
.
Com
paris
on b
etw
een
real
and
sim
ulat
ed d
egra
datio
n in
a 1
.25%
Cr-
0.5%
Mo
stee
l for
hig
h te
mpe
ratu
re se
rvic
e
Mat
eria
ls
Cha
ract
eriz
atio
n, 54
, 20
6,
2005
.
2-59
J.W
. Bye
on a
nd S
.I. K
wun
. N
onde
stru
ctiv
e ev
alua
tion
of th
erm
ally
deg
rade
d 2.
25C
r-1M
o st
eel b
y
elec
trica
l res
istiv
ity m
easu
rem
ent
Mat
eria
ls T
rans
actio
ns, 44,
120
4, 2
003
2-60
P.
R.
Sree
niva
san,
C
.G.
Shas
try,
M.D
.
Mat
hew
, K
.B.S
. R
ao,
S.L.
Man
nan
and
G.
Ban
dyop
adhy
ay
Dyn
amic
fra
ctur
e to
ughn
ess
and
char
py t
rans
ition
pro
perti
es o
f a
serv
ice-
expo
sed
2.25
Cr-1
Mo
rehe
ater
hea
der p
ipe
Jour
nal
of E
ngin
eerin
g M
ater
ials
and
Tech
nolo
gy,
Tran
sact
ions
of
th
e
ASM
E, 125
, 227
, 200
3.

- II.2
.2-2
3 -
No.
著 者
文献タイトル
出 典
2-61
A.K
. Ray
, Y.N
. Tiw
ari,
S. C
haud
huri,
V.R
.
Ran
gana
th, S
. Siv
apra
sad,
P.K
. Roy
, G. D
as,
S. G
hosh
Cho
wdh
ury,
P.
Kum
ar a
nd R
.N.
Gho
sh
Rem
aini
ng li
fe a
sses
smen
t of s
ervi
ce e
xpos
ed re
heat
er a
nd s
uper
heat
er
tube
s in
a bo
iler o
f a th
erm
al p
ower
pla
nt
Hig
h Te
mpe
ratu
re
Mat
eria
ls
and
Proc
esse
s, 21
, 109
, 200
2.
2-62
H
. Yan
g an
d S.
Kim
A
stu
dy o
n th
e m
echa
nica
l st
reng
th c
hang
e of
2.2
5Cr-
1Mo
stee
l by
ther
mal
agi
ng
Mat
eria
ls S
cien
ce a
nd E
ngin
eerin
g A
,
319,
316
, 200
1
2-63
L.
B.
Get
sov,
A
.I.
Ryb
niko
v an
d G
.D.
Pigr
ova
Cha
nges
in th
e st
ruct
ure
and
prop
ertie
s of
ste
els
and
allo
ys a
t ele
vate
d
tem
pera
ture
s
Ther
mal
En
gine
erin
g (E
nglis
h
trans
latio
n of
Te
ploe
nerg
etik
a), 47
,
308,
200
0
2-64
J.
Purm
ensk
ý, V
. Fol
dyna
and
Z. K
ubon
C
reep
resi
stan
ce a
nd st
ruct
ural
stab
ility
of l
ow-a
lloy
CrM
o an
d C
rMoV
stee
ls
Key
Eng
inee
ring
Mat
eria
ls, 171,
419
,
2000
.
2-65
S.
-H.
Song
, R
.G.
Faul
kner
, P.
E.J.
Flew
itt,
R.F
. Sm
ith a
nd P
. Mar
my
Tem
per e
mbr
ittle
men
t of a
CrM
o lo
w-a
lloy
stee
l eva
luat
ed b
y m
eans
of
smal
l pun
ch te
stin
g
Mat
eria
ls S
cien
ce a
nd E
ngin
eerin
g A
,
281,
75,
200
0
2-66
L.
D.O
. Bue
no, L
. Mar
ino,
F.A
.S. S
erra
and
F.T.
Gaz
ini
Stru
ctur
al i
nteg
rity
of a
sta
ndpi
pe c
ompo
nent
in
a pe
troch
emic
al
cata
lytic
cra
ckin
g un
it: P
art 2
- A
sses
smen
t of e
mbr
ittle
men
t eff
ects
Jour
nal
of E
ngin
eerin
g M
ater
ials
and
Tech
nolo
gy,
Tran
sact
ions
of
th
e
ASM
E, 122
, 269
, 200
0.
2-67
L.
D.O
. Bue
no, L
. Mar
ino,
F.A
.S. S
erra
and
F.T.
Gaz
ini
Stru
ctur
al i
nteg
rity
of a
sta
ndpi
pe c
ompo
nent
in
a pe
troch
emic
al
cata
lytic
cra
ckin
g un
it: P
art 1
- A
sses
smen
t of c
reep
rupt
ure
prop
ertie
s
Jour
nal
of E
ngin
eerin
g M
ater
ials
and
Tech
nolo
gy,
Tran
sact
ions
of
th
e
ASM
E, 122
, 264
200
0.
2-68
B
.O.
Kon
g, J
.T.
Kim
, D
.J. K
im,
B.H
. C
hi
and
B.H
. Kim
Tem
per
embr
ittle
men
t an
d ca
rbid
e be
havi
or
of
CrM
o st
eels
fo
r
hydr
opro
cess
ing
reac
tor u
nder
50,
000h
ours
isot
herm
al a
ging
Am
eric
an
Soci
ety
of
Mec
hani
cal
Engi
neer
s, Pr
essu
re V
esse
ls a
nd P
ipin
g
Div
isio
n (P
ublic
atio
n) P
VP,
413
, 151
,
2000
2-69
S.
Sat
o, S
. Ued
a, A
. Mat
susa
ki a
nd Y
. Ono
Ef
fect
s of
ch
emic
al
com
posi
tion
and
heat
tre
atm
ent
on
cree
p
embr
ittle
men
t of M
o st
eel a
nd C
r-Mo
stee
ls
ASM
E M
PC, 18,
259
, 198
2.

- II.2
.2-2
4 -
No.
著 者
文献タイトル
出 典
2-70
R
. M
osko
vic,
I.J.
Lin
gham
, P.
E.J.
Flew
itt,
A.G
. Cro
cker
and
G.E
. Sm
ith
An
expe
rimen
tal
and
theo
retic
al c
onsi
dera
tion
of t
he e
ffect
of
prio
r
cree
p da
mag
e on
the
heat
affe
cted
zon
e fr
actu
re to
ughn
ess
of C
rMoV
stee
l
Eng
Frac
t Mec
h, 71,
587
, 200
4.
2-71
G
.E. S
mith
, A.G
. Cro
cker
, P.E
.J. F
lew
itt a
nd
R. M
osko
vic
Effe
ct o
f prio
r cre
ep c
avita
tion
on b
rittle
frac
ture
in h
eat a
ffect
ed z
one
of fe
rriti
c st
eel w
eldm
ents
M
ater
Sci
Tec
hnol
, 18,
132
9, 2
002.
2-72
真
柴秀
実、
竹島
正幸
、大
塚喬
、鴻巣真二
Cr-M
o鋼
のク
リー
プ脆
化割
れに
及ぼ
す不
純物
含有
量と
溶接
後熱
処理条件の影響
圧
力技
術、36
, No.
2, P
age.
60-6
5, 1
998
2-73
S.
Kon
osu,
H. M
ashi
ba a
nd T
. Oht
suka
In
fluen
ce o
f pro
long
ed a
ging
on
cree
p em
britt
lem
ent s
usce
ptib
ility
En
g Fa
il A
nal, 4,
109
, 199
7.
2-74
玉
置維
昭、
鈴木
実平
、川
上博
士、水野道
太、
赤尾信
広
Cr-M
o鋼熱影響部の低延性クリープ破壊に関
する研
究 第
1報
2
1/4C
r-1M
o鋼再現
HA
Z試験片の低延性クリー
プ破
壊お
よび
SR処
理の効果
溶接
学会論
文集
、15
, 70,
199
7.
2-75
K
. Ta
mak
i, H
. K
awak
ami,
J. Su
zuki
, M
.
Miz
uno
and
T. N
iinim
i
Influ
ence
of M
icro
stru
ctur
e on
Em
britt
lem
ent a
nd L
oss
of D
uctil
ity in
HA
Z of
2 1
/4C
r-1M
o St
eel
Res
R
ep
Fac
Eng
Mie
U
niv,
21
,
Page
.11-
25, 1
996.
2-76
鴻
巣真
二、
後藤
孝幸
、真
柴秀
美、大塚喬
低合
金鋼
のク
リー
プ脆
化割
れ感
受性
にお
よぼ
す長
時間
時効
の効
果
日本
機械
学会
関東
支部
・精
密工
学会
茨城
講演
会講
演論
文集
、1996
, 19
3,
1996
.
2-77
徳納
一成
、橋本
勝邦
、浜田一
志、武田鉄
治郎
、M
. PR
AG
ER
高強度
2.25
Cr-1
Mo鋼のクリープ脆化
材
料と
プロ
セス
、5,
202
7, 1
992.
2-78
K
. H
ashi
mot
o, K
. To
kuno
, K
. H
amad
a, Y
.
Tsuc
hida
and
M. P
rage
r C
reep
em
britt
lem
ent o
f V-m
odifi
ed 2
.25
Cr-1
Mo
stee
ls
ASM
E PV
P,
Vol.2
39,
Page
.81-
87,
1992
.
2-79
S.
Kon
osu
and
K. M
aeda
Cre
ep e
mbr
ittle
men
t sus
cept
ibili
ty a
nd c
reep
cra
ck g
row
th b
ehav
ior i
n
low
-allo
y st
eels
: A
n as
sess
men
t of
the
effe
cts
of r
esid
ual
impu
rity
elem
ents
and
pos
twel
d he
at tr
eatm
ent c
ondi
tion
on c
reep
duc
tility
and
crac
k gr
owth
AST
M S
pec
Tech
Pub
l, N
o.99
5 Vo
l.1,
Page
.127
-152
, 198
9.

- II.2
.2-2
5 -
No.
著 者
文献タイトル
出 典
2-80
乙
黒靖
夫、
伊藤
勲、
杉井
清久
、武田鉄治
郎、
橋本勝
邦
1・1/
4Cr-1
/2M
o鋼のクリープ脆化の評価
材
料と
プロ
セス
、1,
176
0, 1
988.
2-81
D
.L. B
angn
oli,
J.W. L
eedy
and
T. W
ada
Embr
ittle
men
t of 1
Cr-1
/2M
o an
d 1
1/4C
r-1/2
Mo
allo
ys a
fter l
ong
time
serv
ice
Pap
Cor
ros,
No.
88-1
60,
Page
.18P
,
1988
.
2-82
橋
本勝
邦、
斎藤
俊明
、武
田鉄
治郎、乙黒
靖男
、菊竹
哲夫
低合
金鋼
のク
リー
プ脆
化に
およ
ぼす
微量
元素
と水
素雰
囲気
の影
響
鉄と
鋼、72
, 209
3, 1
986.
2-83
喜多
久直、
中崎
隆光
、圷
洋二
、小林計、
漆谷
春雄、
桐原
誠信
、吉
岡孝
利
電子ビーム溶接継手の高温クリープ強度および
脆化
の研
究
2・1/
4Cr-1
Mo鋼タービンケーシングの電子ビー
ム溶
接 I
I 溶
接学
会論
文集
、4,
703
, 198
6.
2-84
S.
X. M
ao a
nd V
.K. S
ikka
Fr
actu
re
Toug
hnes
s an
d St
reng
th
in
a N
ew
Cla
ss
of
Bai
nitic
Chr
omiu
m-T
ungs
ten
Stee
ls
OR
NL/
TM-2
006/
44, J
une
2006
.
2-85
S.
Sat
o, S
. Ued
a, A
. Mat
suza
ki a
nd Y
. Ono
Ef
fect
s of
ch
emic
al
com
posi
tion
and
heat
tre
atm
ent
on
cree
p
embr
ittle
men
t of M
o st
eel a
nd C
r-Mo
stee
ls
ASM
E M
PC,
Vol.1
8, P
age.
259-
272,
1982
.
2-86
S.
P. G
hiya
, D.V
. Bha
tt an
d R
.V. R
ao
Stre
ss R
elie
f Cra
ckin
g in
Adv
ance
d St
eel M
ater
ial –
Ove
rvie
w
Proc
eedi
ngs
of
WC
E 20
09,
pp.
1737
-174
9, Ju
ly 2
009,
Lon
don,
UK
.
2-87
高
松利
男、
乙黒
靖男
、塩
塚和
秀、橋本勝
邦
鋼のクリープぜい化におよぼす金属学的因子の
影響
鉄
と鋼
、65
, 851
, 197
9.
2-88
高
松利
男、財前
孝、乙黒
靖男
、橋本勝邦、
樺沢
弥、塩
塚和
秀
クリープぜい化におよぼす合金元素の影響
低合金鋼のクリープぜい化に関する研究
V
鉄と
鋼、66
, S10
98, 1
980.
2-89
F.
Abe
, H. A
raki
and
T. N
oda
Effe
ct o
f m
icro
stru
ctur
al e
volu
tion
in b
aini
te, m
arte
nsite
, and
δ f
errit
e
on to
ughn
ess o
f Cr-2
W st
eels
M
ater
Sci
Tec
hnol
, 8, 7
67, 1
992.
2-90
乙
黒靖
男、
橋本
勝邦
、財
前孝
低合金鋼の使用中脆化
製
鉄研
究、
No.
311,
pp.
13-2
1, 1
983.
2-91
鴻
巣真
二、
後藤
孝幸
、真
柴秀
美、大塚喬
低合
金鋼
のク
リー
プ脆
化割
れ感
受性
にお
よぼ
す長
時間
時効
の効
果
日本
機械
学会
関東
支部
・精
密工
学会
茨城
講演
会講
演論
文集
、1996
, 19
3,
1996
.

- II.2
.2-2
6 -
No.
著 者
文献タイトル
出 典
2-92
F.
H. V
an Z
yl, J
.P. S
trydo
m, P
.P.J.
Sm
it an
d
R. E
mm
eric
h
The
high
-tem
pera
ture
age
ing
of a
low
-allo
y st
eel
in t
he p
rese
nce
and
abse
nce
of st
rain
Int
J Pr
essu
re V
esse
ls P
ipin
g, 59,
No.
1/3,
91-
105.
199
4.
2-93
S.
Kon
osu
and
K. M
aeda
Cre
ep e
mbr
ittle
men
t sus
cept
ibili
ty a
nd c
reep
cra
ck g
row
th b
ehav
ior i
n
low
-allo
y st
eels
: A
n as
sess
men
t of
the
effe
cts
of r
esid
ual
impu
rity
elem
ents
and
pos
twel
d he
at tr
eatm
ent c
ondi
tion
on c
reep
duc
tility
and
crac
k gr
owth
AST
M S
TP99
5, p
p.12
7-15
2, 1
989.
2-94
N
.S. C
heru
vu
Deg
rada
tion
of m
echa
nica
l pr
oper
ties
of C
r-Mo-
V a
nd 2
.25C
r-1M
o
stee
l com
pone
nts a
fter l
ong-
term
serv
ice
at e
leva
ted
tem
pera
ture
s M
etal
l Tra
ns A
, 20,
87,
198
9.
2-95
D
.L. B
agno
li, J.
W. L
eedy
and
T. W
ada
Embr
ittle
men
t of 1
Cr-1
/2M
o an
d 1
1/4C
r-1/2
Mo
allo
ys a
fter l
ong
time
serv
ice
Pap
Cor
ros,
88, N
o. 1
60, 1
8, 1
988.
2-96
中
島宏
興、
山本
重男
、宮
地博
文
2.25
Cr-1
Mo鋼の焼戻しぜい化に及ぼす応力の影響
鉄
と鋼
、70
, S14
80, 1
984.
2-97
T.
O
ku,
M.
Suzu
ki,
K.
Fuka
ya
and
T.
Kod
aira
Toug
hnes
s de
grad
atio
n of
2 1
/4C
r-1M
o st
eel
caus
ed b
y is
othe
rmal
agei
ng, s
tress
age
ing
and
neut
ron
irrad
iatio
n
NU
REG
/CP-
0045
,
BN
L-N
UR
EG-5
1674
, Vo
l. II
,
Proc
eedi
ng o
f th
e th
ird J
apan
– U
S
Sem
inar
on
HTG
R S
afet
y Te
chno
logy
,
pp.3
82-3
92, 1
982.
2-98
朝
生一
夫、谷豪
文、今中
拓一
、佐藤新吾、
中野
善文、
佐藤
信二
2・
1/4C
r-1M
o厚肉鍛鋼品の開発
川
崎製
鉄技
報、15
, 249
, 198
3.
2-99
門
馬義
雄、
坂本
正雄
、金
子隆
一、森下弘
熱処理の異なる
2 1/
4Cr-1
Mo鋼のクリープ特
性
鉄と
鋼、69
, S14
37, 1
983.
2-10
0 R
.L. C
arls
on a
nd H
.C. L
o A
frac
ture
mec
hani
cs st
udy
of c
reep
indu
ced
embr
ittle
men
t In
t J F
ract
, 18,
145
, 198
2.
2-10
1 M
.P. S
eah,
C. L
ea a
nd E
.D. H
indr
os
The
frag
ility
ind
ex:
a qu
ality
spe
cific
atio
n fo
r im
purit
y-pr
omot
ed
inte
rgra
nula
r fai
lure
s M
etal
l Mat
er T
echn
ol, 46,
555
, 198
1.
2-10
2 A
. Cou
lon,
C. L
eym
onie
, H. S
aiss
e an
d G
.
Thau
vin
Expe
ctat
ion
of li
fe o
f ca
st C
r-Mo
stea
m tu
rbin
e ca
sing
s af
ter
100,
000
hrs o
pera
tion
Mec
h B
ehav
Mat
er V
ol 2
, 243
, 198
0.

- II.2
.2-2
7 -
No.
著 者
文献タイトル
出 典
2-10
3 橋本
勝邦
、斎藤
俊明
、武田鐡
治郎、乙黒
靖男
、満尾
利晴
低合金鋼の使用中脆化
圧
力技
術、24
, 31,
198
6.
2-10
4 中
尾嘉
邦
耐熱鋼・耐熱合金の進歩
溶
接学
会誌
、51
, 384
, 198
2.
2-10
5 乙
黒靖
男
高温装置用低合金鋼のクリープ脆化
圧
力技
術、26
, 368
, 198
8.
2-10
6 B
.S.
Kim
, S.
H.
Lee,
N.G
. Ju
ng a
nd D
.S.
Kim
Tem
perin
g Ef
fect
of
X20
CrM
oV12
.1 B
oile
r Tu
be S
teel
s fo
r po
wer
Plan
t
4th I
ntl.
Con
f. on
Adv
ance
s in
Mat
.
Tech
. fo
r Fo
ssile
Pow
er P
lant
s, pp
.
424-
433,
200
4.
2-10
7 H
. O
kada
, M
. Ig
aras
hi,
M.
Yosh
izaw
a, S
.
Mat
sum
oto,
T. N
akan
ishi
and
A. I
seda
Long
-term
cre
ep p
rope
rties
of
2.25
Cr-1
.6W
-VN
bB s
teel
(T23
/P23
) for
foss
ile fi
red
and
heat
reco
very
boi
lers
6th I
ntl.
Con
f. on
Adv
ance
s in
Mat
.
Tech
. for
Fos
sile
Pow
er P
lant
s, 1A
-11,
2010
, San
ta F
e, U
SA.
2-10
8 J.T
Kim
, B
.H.
Kim
, B
.O.
Kon
g an
d D
.J.
Kim
Effe
cts
of V
and
Car
bide
s on
the
Tem
per
Embr
ittle
men
t of
the
2.25
Cr-1
Mo
Stee
l
PVP2
006-
ICPV
T-11
-932
18,
July
2006
, Van
couv
er, C
anad
a.
2-10
9 J.T
Kim
, B
.O.
Kon
g, B
.H.
Kim
and
D.J.
Kim
Tem
per
Embr
ittle
men
t an
d B
ehav
ior
of
Car
bide
s af
ter
100,
000h
Isot
herm
al A
ging
of t
he 2
.25C
r-1M
o St
eel
PVP2
006-
ICPV
T-11
-932
22,
July
2006
, Van
couv
er, C
anad
a.
2-11
0 L.
Ant
alffy
, F. F
usar
i, A
. Ber
toni
, G. M
iller
and
K. K
irkpa
trick
The
Use
of V
anad
ium
Mod
ified
Mat
eria
ls fo
r Rea
ctor
Fab
ricat
ion
PVP2
005-
7161
0, J
uly
2005
, D
enve
r,
USA
.

- II.2
.2-2
8 -
表II
.2.2
.1-3 高クロム鋼溶接金属の靭性低下(組織変化を含む)に関する文献リスト
N
o.
著 者
文献タイトル
出 典
3-
1 西
村宣
彦、
尾崎
政司
、松
本辰
喜
高温高強度フェライト鋼溶接金属のクリープ
脆化に
関す
る研
究
三菱
重工技
報、32
, 288
, 199
5.
3-2
畑野
等、
畠英
雄、
家口
浩、
佐藤
統宣、
中
川武
、後藤
明信
高C
rフェライト系耐熱鋼溶接金属における
クリー
プ特
性お
よび
靭性に及ぼす
V, N
b, T
iの影響
材
料と
プロ
セス
、11
, 125
2, 1
998.
3-3
畑野
等、
村上
俊夫
、佐
藤統
宣、
中川武
、
後藤
明信
高C
rフェライト系耐熱鋼溶接金属におけるク
リー
プ特
性お
よび
靭性に及ぼす
V, N
b, T
iの影響
神
戸製
鋼技
報、58
, 24,
200
8.
3-4
森本
裕、
大北
茂、
田中
隆、
藤雅
雄、櫻
井
英夫
W含有
9Cr系耐熱鋼溶接部の機械的特性にお
よぼす
PWH
Tの
影
響
圧力
技術、37
, 139
, 199
9.
3-5
西川
聡、大
北茂
、堀
井行
彦
長時間熱時効された改良
9Cr-1
Mo鋼
溶接金属
のじ
ん性
回復
と電
気
化学計測による評価
溶
接学
会論
文集
、26
, 220
, 200
8.
3-6
L. C
hen
and
K. Y
amas
hita
Ef
fect
s of
PW
HT
Tem
pera
ture
on
Mec
hani
cal
Prop
ertie
s of
Hig
h-C
r
Ferr
itic
Hea
t-Res
ista
nt S
teel
Wel
d M
etal
s
Proc
eedi
ngs
of
Wel
ding
C
onfe
renc
e
2010
, IIW
, Ist
anbu
l, Tu
rky,
July
201
0.
3-7
C. C
hove
t, E.
Gal
and
and
B. L
edue
y Ef
fect
of V
ario
us F
acto
rs o
n To
ughn
ess i
n P9
2 SA
W W
eld
Met
al
Wel
ding
in
the
Wor
ld, 52
, n
7/8,
18,
2008
.
3-8
山下
賢、後
藤明
信
火力発電ボイラ用高クロムフェライト鋼溶接材
料
神戸
製鋼技
報、53
, No.
2, 7
9, 2
003.
3-9
山下
賢、丸
山敏
治
低合金耐熱鋼用溶接材料の高強度化の動向
神
戸製
鋼技
報、54
, No.
2, 3
4, 2
004.
3-10
P.
K. G
hosh
, P.C
. Gup
ta, N
.B. P
otlu
ri an
d Y.
Gup
ta
Influ
ence
of
Pre
and
Post
Wel
d H
eatin
g on
Wel
dabi
lity
of M
odifi
ed
9Cr-1
MoN
bV S
teel
Pla
te u
nder
SM
A a
nd G
TA W
eldi
ng P
roce
sses
IS
IJ In
tern
atio
nal, 44
, 120
1, 2
004.
3-11
西
村宣
彦、
-高野
勇作、松本
辰喜
、尾崎政
司
新高
Crフ
ェライト系耐熱鋼溶接金属のクリープ脆
化学
動
材料
とプロ
セス
、5,
203
9, 1
992.
3-12
小
川和
博、
伊勢
田敦
朗、
椹木
義淳、松本
茂、
増山不
二光
12%
Cr系
高強度ボイラ用鋼管
(HC
M12
A)の
開発
(第2報
) H
CM
12A
鋼共金系溶接金属と溶接継手の諸特性
住
友金
属、47
, 39,
199
5.
3-13
夏
目松
吾、
後藤
明信
高温・高圧環境下で用いられる
Cr-M
o鋼用溶接材
料に
つい
て
FAPI
G, N
o.12
2, P
age.
31-3
5 , 1
989.
3-14
山
浦晃
央、
中野
昭三
郎、
西山
昇
Mod
.9C
r-1M
o鋼用
GM
A溶接金属の諸特性
溶
接学
会全
国大
会講
演概
要、
No.
41,
Page
.270
-271
, 198
7.

- II.2
.2-2
9 -
No.
著 者
文献タイトル
出 典
3-
15
S.T.
Man
dzie
j, A
. Vyr
ostk
ova
and
C. C
hove
tM
icro
stru
ctur
e an
d C
reep
Rup
ture
of P
92-g
rade
Wel
d M
etal
W
eld
Wor
ld, 55,
37,
201
1.
3-16
西
川聡
、大
北茂
、堀
井行
彦
溶接
継手
の健
全性
確保
に関
する
研究
長
時間
使用
した
改良
9Cr-1
Mo鋼溶接金属の電気化学計測を用いたじ
ん性
評価
溶接・非
破壊検
査セ
ンタ
ー技
術レ
ビ
ュー
、4,
33,
200
8.
3-17
X
. Wan
g, Q
-G. P
an, Z
-J. L
iu, H
-Q. Z
eng
and
Y-S.
Tao
C
reep
rupt
ure
beha
viou
r of P
92 st
eel w
eldm
ent
Eng
Fail
Ana
l, 18
, 186
, 201
1.
3-18
R
. N
agal
aksh
mi,
A.
Rat
hina
m,
S.
Man
imoz
hi, S
. Sur
esh
and
N. J
egan
Fr
actu
re to
ughn
ess o
f mod
ified
P91
wel
dmen
ts
Tran
s Ind
ian
Inst
Met
, 63,
587
, 201
0.
3-19
B
. Ariv
azha
gan,
P. R
anga
nath
, M. K
amar
aj,
S. S
unda
rsan
and
S.K
. Alb
ert
Mic
rost
ruct
ure
and
Mec
hani
cal
Prop
ertie
s of
9C
r-1M
o St
eel
Wel
d
Fusi
on Z
ones
as a
Fun
ctio
n of
Wel
d M
etal
Com
posi
tion
J Mat
er E
ng P
erfo
rm, 18,
999
, 200
9.
3-20
R
AJ
Bal
dev,
S.
Sa
roja
, K
. La
ha,
T.
Kar
thik
eyan
, M
. V
ijaya
laks
him
i an
d K
.
Bha
nu S
anka
rara
o
Met
hods
to o
verc
ome
embr
ittle
men
t pro
blem
in 9
Cr-1
Mo
ferr
itic
stee
l
and
its w
eldm
ent
J Mat
er S
ci, 44,
223
9, 2
009.
3-21
B
. A
rivaz
haga
n,
S.
Sund
aren
san,
M
.
Kam
araj
Effe
ct o
f TI
G a
rc s
urfa
ce m
eltin
g pr
oces
s on
wel
d m
etal
toug
hnes
s of
mod
ified
9C
r-1M
o (P
91) s
teel
M
ater
Let
t, 62
, 281
7, 2
008.
3-22
J.
Ono
ro
Mar
tens
ite m
icro
stru
ctur
e of
9-1
2%C
r ste
els w
eld
met
als
J M
ater
Pro
cess
Tec
hnol
, 180,
137
,
2006
.
3-23
D
E SM
ET P
atric
and
VA
N W
ORT
EL H
ans
Con
trolli
ng H
eat T
reat
men
t of W
elde
d P9
1 W
eld
J, 85
, 42,
200
6.
3-24
畑
野等
、村
上俊
夫、
佐藤
統宣
、中
川武
、
後藤
明信
高C
rフェライト系耐熱鋼溶接金属におけるク
リー
プ特
性お
よび
靭性に及ぼす
V, N
b, T
iの影響
鉄
と鋼
、92
, 75,
200
6.
3-25
長
谷部
慎一
、加
藤章
一
Mod
.9C
r-1M
o鍛鋼品溶接部の高温強度特性
核燃
料サイ
クル
開発
機構
公開
資料、
JNC
-TN
-940
0-20
03-1
01,
Page
.45P
,
2003
.
3-26
W
.H. L
ee, K
. Shi
ue a
nd C
. Che
n M
echa
nica
l pro
perti
es o
f mod
ified
9C
r-1M
o st
eel w
elds
with
not
ches
M
ater
Sci
Eng
A S
truct
Mat
er P
rop
Mic
rost
ruct
Pro
cess
, A356,
153
, 200
3.

- II.2
.2-3
0 -
No.
著 者
文献タイトル
出 典
3-27
武
見健
二
国際溶接学会
(I.I.
W.)第
54回リュブリャーナ
(スロ
ベニ
ア)大
会にお
ける
XI委
員会
6(P
91の溶接金属
靭性は十分
か)
実務
展望、
No.
211,
Pag
e.30
-38,
200
3.
3-28
M
. Sire
esha
, S.K
. Alb
ert a
nd S
. Sun
drar
esan
Impo
rtanc
e of
fill
er m
ater
ial
chem
istry
for
opt
imis
ing
wel
d m
etal
mec
hani
cal p
rope
rties
in m
odifi
ed 9
Cr-1
Mo
stee
l Sc
i Tec
hnol
Wel
d Jo
in, 6
, 247
, 200
1.
3-29
森
本裕
、桜
井英
夫、
田中
隆、
大北
茂、
藤
雅雄
9Crフ
ェライト系耐熱鋼用溶接金属の高温強度特性
に及
ぼす
Wの
影響
溶
接学
会論
文集
、17
, 266
, 199
9.
3-30
森
本裕
、田
中隆
、大
北茂
、藤
雅雄
W
含有
9Crフ
ェライト系耐熱鋼用溶接金属の
析出
挙動
溶
接学
会論
文集
、16
, 512
, 199
8.
3-31
森
本裕
、大
北茂
、藤
雅雄
9C
rフェライト系耐熱鋼溶接金属の特性に及ぼす
Wの
影
溶接
学会
全国
大会
講演
概要
、N
o.62
,
Page
.240
-241
, 199
8.
3-32
森
本裕
、大
北茂
、藤
雅雄
W
含有
9Crフ
ェライト系耐熱鋼用溶接金属の析出
挙動
溶
接学
会全
国大
会講
演概
要、61
,
Page
.166
-167
, 199
7.
3-33
P.
R.
Sree
niva
san,
A.
Moi
tra,
S.K
. R
ay,
L.
Man
nan
and
N.R
. Cha
ndra
moh
an
Dyn
amic
fr
actu
re
toug
hnes
s pr
oper
ties
of
a 9C
r-1M
o w
eld
from
inst
rum
ente
d im
pact
and
dro
p-w
eigh
t tes
ts
Int J
Pre
ssur
e Ve
ssel
s Pi
ping
, 69,
149
,
1996
.
3-34
R
.H.
Hai
gh,
M.
Stra
ngw
ood
and
D.J.
Wid
gery
C
arbo
nitri
de P
opul
atio
n D
evel
opm
ent i
n 9C
r-1M
o W
eldm
ents
Tr
ends
Wel
d R
es, P
age.
253-
258,
199
6.
3-35
小
川和
博、
伊勢
田敦
朗、
椹木
義淳
、松
本
茂、
増山不
二光
12%
Cr系
高強度ボイラ用鋼管
(HC
M12
A)の
開発
(第2報
) H
CM
12A
鋼共金系溶接金属と溶接継手の諸特性
住友
金属、
Vol.4
7, N
o.4,
Pag
e.39
-46,
1995
.
3-36
森
本裕
、大
北茂
、桜
井英
夫
超々
臨界
圧ボ
イラ
鋼管
用9C
r-Wフ
ェライ
ト系
耐熱
鋼溶
接継
手の
クリープ特性
溶接
学会全
国大
会講
演概
要、57
, 260
,
1995
.
3-37
小
川和
博、
椹木
義淳
、平
田弘
征、
伊勢
田
敦朗
、松本
茂、
増山
不二
光
12C
rフェライト系ボイラ用高強度鋼溶接金属
の諸
特性
ボイ
ラ用
11C
r-2W
-0.4
Mo-
1Cu系大径厚肉管の開発
(第
4報
) 材
料と
プロ
セス
、8,
674
, 199
5.
3-38
H
-O. A
ndre
n, G
. Cai
and
L-E
. Sve
nsso
n M
icro
stru
ctur
e of
hea
t res
ista
nt c
hrom
ium
stee
l wel
d m
etal
s A
ppl S
urf S
ci, V
ol.8
7/88
, 200
, 199
5.
3-39
P.
Boc
quet
, P. B
ourg
es a
nd A
. Che
viet
Pr
oper
ties o
f hea
vy c
ompo
nent
s of s
teel
gra
de 9
1 an
d th
eir w
elds
N
ucl E
ng D
es, 144
, 149
, 199
3.
3-40
桜
井英
夫、
小川
忠雄
ボイラ管用高強度
9CrM
oW鋼の溶接性
溶
接学
会全
国大
会講
演概
要、
No.
44,
Page
.168
-169
, 198
9.

- II.2
.2-3
1 -
No.
著 者
文献タイトル
出 典
3-41
河
野武
亮、
茂木
淳一
、村
山武
弘、
加藤
徳
雄、
松井健
治、
菅原
友孝
9~
12C
r-1~
2Mo鋼溶接金属の長時間ぜい化に
関す
る研
究 I
溶
接学
会全
国大
会講
演概
要、
No.
37,
Page
.206
-207
, 198
5.
3-42
西
村宣
彦、
高野
勇作
、松
本辰
喜、
尾崎
政
司
新高
Crフ
ェライト系耐熱鋼溶接金属のクリープ脆
化学
動
材料
とプロ
セス
、5,
203
9, 1
992.
3-43
L.
Prc
hlik
, E. F
olko
va a
nd P
. Hra
nek
Long
-term
Mec
hani
cal
Prop
ertie
s of
Dis
sim
ilar
Wel
ds b
etw
een
P91
Gra
de a
nd L
ow-a
lloye
d St
eels
4th I
ntl.
Con
f. on
Adv
ance
s in
Mat
.
Tech
. fo
r Fo
ssile
Pow
er P
lant
s, pp
.
639-
645,
200
4.
3-44
C
.W. P
atric
k an
d T.
E. F
ergu
son
P91
Pipe
Wel
ding
Bre
akth
roug
h
4th I
ntl.
Con
f. on
Adv
ance
s in
Mat
.
Tech
. fo
r Fo
ssile
Pow
er P
lant
s, pp
.
733-
766,
200
4.
3-45
R
. Fuc
hs, H
. Heu
ser a
nd C
. Joc
hum
Pr
oper
ties
of m
atch
ing
fille
r m
etal
s fo
r th
e ad
vanc
ed m
arte
nsiti
c st
eels
P911
, P92
and
VM
12
4th I
ntl.
Con
f. on
Adv
ance
s in
Mat
.
Tech
. fo
r Fo
ssile
Pow
er P
lant
s, pp
.
1172
-118
7, 2
004.
3-46
J.
Bro
zda
and
J. Pa
ster
nak
Wel
dabi
lity
Eval
uatio
n of
Mar
tens
itic
Hea
t Res
istin
g C
hrom
ium
Ste
els
with
Tun
gste
n A
dditi
ons a
nd P
rope
rties
of W
elde
d Jo
ins
4th I
ntl.
Con
f. on
Adv
ance
s in
Mat
.
Tech
. fo
r Fo
ssile
Pow
er P
lant
s, pp
.
1189
-120
8, 2
004.
3-47
H
. Heu
ser,
C. J
ochu
m, W
. Ben
dick
, G. H
ahn
and
R. F
uchs
W
eldi
ng o
f Dis
sim
ilar J
oint
s of N
ew P
ower
Pla
nt S
teel
s
5th I
ntl.
Con
f. on
Adv
ance
s in
Mat
.
Tech
. for
Fos
sile
Pow
er P
lant
s, 4C
-05,
2007
, Mar
co Is
land
, USA
.
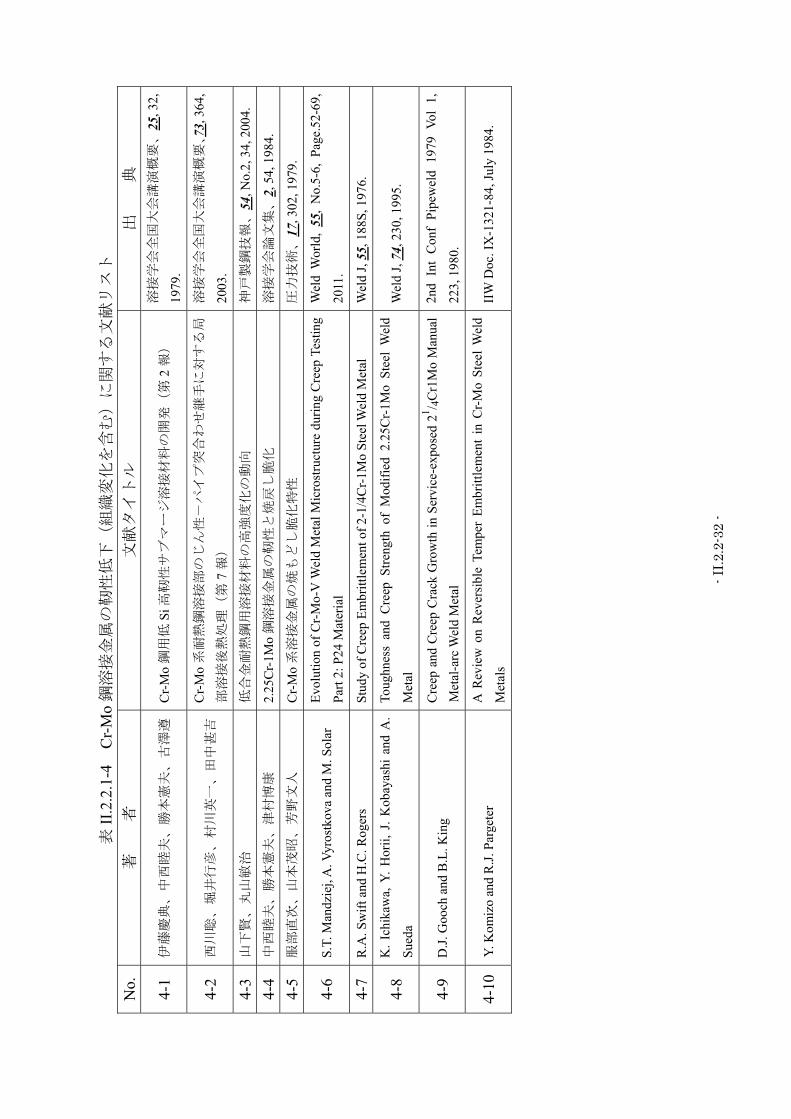
- II.2
.2-3
2 -
表II
.2.2
.1-4
Cr-M
o鋼溶接金属の靭性低下(組織変化を含む)に関する文献リスト
N
o.
著 者
文献タイトル
出 典
4-1
伊藤
慶典、
中西
睦夫
、勝
本憲
夫、古澤遵
Cr-M
o鋼用低
Si高靭性サブマージ溶接材料の開
発(
第2報)
溶
接学
会全
国大
会講
演概
要、25
, 32,
1979
.
4-2
西川
聡、堀
井行
彦、
村川
英一
、田中甚吉
Cr-M
o系耐熱鋼溶接部のじん性-パイプ突合
わせ継
手に
対す
る局
部溶接後熱処理(第
7報)
溶接
学会全
国大
会講
演概
要、73
, 364
,
2003
.
4-3
山下
賢、丸
山敏
治
低合金耐熱鋼用溶接材料の高強度化の動向
神
戸製
鋼技
報、54
, No.
2, 3
4, 2
004.
4-4
中西
睦夫、
勝本
憲夫
、津
村博
康
2.25
Cr-1
Mo鋼溶接金属の靭性と焼戻し脆化
溶
接学
会論
文集
、2,
54,
198
4.
4-5
服部
直次、
山本
茂昭
、芳
野文
人
Cr-M
o系溶接金属の焼もどし脆化特性
圧
力技
術、17
, 302
, 197
9.
4-6
S.T.
Man
dzie
j, A
. Vyr
ostk
ova
and
M. S
olar
Ev
olut
ion
of C
r-Mo-
V W
eld
Met
al M
icro
stru
ctur
e du
ring
Cre
ep T
estin
g
Part
2: P
24 M
ater
ial
Wel
d W
orld
, 55
, N
o.5-
6, P
age.
52-6
9,
2011
.
4-7
R.A
. Sw
ift a
nd H
.C. R
oger
s St
udy
of C
reep
Em
britt
lem
ent o
f 2-1
/4C
r-1M
o St
eel W
eld
Met
al
Wel
d J, 55
, 188
S, 1
976.
4-8
K. I
chik
awa,
Y. H
orii,
J. K
obay
ashi
and
A.
Sued
a
Toug
hnes
s an
d C
reep
Stre
ngth
of
Mod
ified
2.2
5Cr-1
Mo
Stee
l W
eld
Met
al
Wel
d J, 74
, 230
, 199
5.
4-9
D.J.
Goo
ch a
nd B
.L. K
ing
Cre
ep a
nd C
reep
Cra
ck G
row
th in
Ser
vice
-exp
osed
21 / 4
Cr1
Mo
Man
ual
Met
al-a
rc W
eld
Met
al
2nd
Int
Con
f Pi
pew
eld
1979
Vol
1,
223,
198
0.
4-10
Y.
Kom
izo
and
R.J.
Par
gete
r A
Rev
iew
on
Rev
ersib
le T
empe
r Em
britt
lem
ent
in C
r-Mo
Stee
l W
eld
Met
als
IIW
Doc
. IX
-132
1-84
, Jul
y 19
84.

- II.2.2-33 -
2.2.2 靭性低下に関する文献調査結果 2.2.2.1 高クロム鋼の靭性低下に関する文献調査結果 我国における超臨界圧ボイラーの採用は 1967 年で、主蒸気圧力 24.1 MPa、蒸
気温度 538/566℃のプラントが初号機であった。この蒸気条件を高温高圧化して熱
効率を改善する目的で、高性能な耐熱高張力材料の開発が進められ、1980~1993年度には蒸気条件 31.4 MPa、593/593/593℃に適用可能なフェライト系鋼、1994~2000 年度には蒸気条件 30.0 MPa、630/630℃に適用可能なフェライト系鋼の開発・
実証が行われた[3]。これらの開発・実証の結果、600℃での 105 時間クリープ破断
強度が 100 N/mm2 を超えるフェライト系鋼として次の材料が開発された[3]。 ① 100 N/mm2 級のフェライト系鋼 2.25Cr-1.5WNbV(火 STBA24J1、ASME T23 他) 9Cr-1MoNbV(火 STPA28、ASME P91 他) 12Cr-1Mo-1WNbV(火 SUS410J2TB) ② 140 N/mm2 級のフェライト系鋼 9Cr-1.8W(9Cr-0.5Mo-1.5WNbV)(火 STPA29、ASME P92 他) 12Cr-0.7Mo-1WCuVbV(TEMPALOY F12M) 11Cr-2W-0.4Mo-CuNbV(火 SUS410J3TP、ASME P122 他) ③ 180 N/mm2 級のフェライト系鋼 12Cr-WCoNiNbV(NF12) 12Cr-WCoNbV(SAVE12) 但し、1章の「高クロム鋼のクリープ寿命評価式に関する検討」に示すように、
その後の寿命評価式の見直しにより 105 時間クリープ破断強度は下方修正されて
いる。 上述の中の規格化された材料は、最高使用温度が 600℃級の超々臨界圧ボイラ
ーの主蒸気管や高温再熱蒸気管に適用されている。他方、初期に開発された 9%Crの材料である 9Cr-1Mo 鋼(STBA26、600℃での 105 時間クリープ破断強度は 35 N/mm2)や9Cr-2Mo鋼(火STPA27、600℃での105時間クリープ破断強度は60 N/mm2)
は長時間時効によって靭性が低下することが指摘され[1-30]、600℃での 105 時間
クリープ破断強度が 100 N/mm2 を超える高クロム鋼についても数多くの検討が行
われ、それらの材料でも長時間熱時効で靭性低下の傾向があることが指摘されつ
つある。 (1) 吸収エネルギーの低下に関する調査 (a) 母材
図 II.2.2.2.1(1)-1 は、数値データのあるデータを用いて、9Cr-1MoNbV 鋼の熱時
効による吸収エネルギーの低下を整理した結果である。600℃-10,000 h の熱時効に
より 0℃での吸収エネルギーは約 200 J から 53 J まで低下し、室温での吸収エネル
ギーは、620℃-5,000 h の熱時効により約 200 J から 98 J まで低下する。10,0000 時
間の熱時効において 600℃では吸収エネルギーは単調に低下し、650℃では数千時

- II.2.2-34 -
間程度までは変化が小さいが、その後顕著に低下し、600℃と 650℃では、600℃の方が吸収エネルギーの低下は大きい傾向にある[例えば 1-48,1-116]。また、
10,0000h 以上の熱時効により吸収エネルギーは、時間経過と共に低下傾向は弱ま
り、30,0000h 以上では回復傾向にある[1-48,1-77]。 オークリッジ研究所(ORNL)で開発された改良型 9Cr-1Mo 鋼(P91 鋼)におい
て、最長 8.5 年に渡る熱時効効果の研究がおこなわれた[1-77]。2 種の P91 鋼(Si=0.4 と 0.1)は 1040℃の調質熱処理後空冷され、その後 760℃で焼き戻しされ、文献[4]で推定される結晶粒 15m および降伏応力 570MPa を有している。空気環境中の
熱時効処理(432-704℃で 1,000-75,000 時間)が塑性変形と延性-脆性遷移温度
(DBTT)に及ぼす影響が調べられた。1980 年代の ORNL 材の焼き戻し材における、
シャルピー衝撃試験(CVN)による DBTT は約-10℃であり、最近の P91 鋼材
(DBTT -60℃)より靭性が劣っている[5]。高 Si 材では 538℃で 10,000 時間以上の
熱時効処理により最も高い脆化を示し、そのシフト量(DBTT)は 55℃であり、
75,000 時間の熱時効までほぼ一定である(図 II.2.2.2.1(1)-2)。一方 593℃の 5,000時間の熱時効でも顕著な DBTT の上昇を示すが、時効時間の増加に伴い DBTT が低下した。649℃の熱時効でも短時間で DBTT の増加が観察され、その後顕著な減
少を示した。704℃では熱時効時間に伴い DBTT の緩やかな増加を示した。低 Si材では、482-593℃の熱時効で 25,000 時間まで同一の DBTT シフトを生じた(図
II.2.2.2.1(1)-3)。更なる 538℃の熱時効の継続により DBTT は低下するが 482 と
593℃の熱時効では、DBTT は変化しなかった。高温熱時効では、704℃でDBTT=20℃を示し、649℃、5,000 時間の熱時効で DBTT が低下した。図 II.2.2.2.1(1)-4に示すように、高 Si 材では 593℃、10,000 時間の熱時効で軟化が生じるが、DBTTには影響を及ぼさなかった。一方低 Si 材では、軟化によって DBTT は低下する傾
向が認められた(図 II.2.2.2.1(1)-4)。 熱時効脆化に影響を及ぼすラーベス相(Fe2Mo-type 金属間化合物)が生じる時効
温度が、抽出析出物の質量分析法および X 線エネルギー分散法を用いて調べられ
た。483-593℃の時効温度範囲では、粒界および亜結晶粒界に Mo 富化析出物であ
るラーべス相の形成が観察された。ラーベス相は Si の増加に伴い促進する。Si 添加が Mo の固溶度を低下することが示されている[1-30]。その熱時効条件では炭化
物や転位密度の変化は顕著でない。またラーベス相が生じない領域では軟化し
DBTT に変化が見られる。649℃以上の熱時効温度では、焼き戻しマルテンサイト
組織の回復は著しく、加えて炭化物や結晶粒径の粗大化によって軟化する。高 Cr鋼では、粒界に沿って生じる針状のラーベス相は壁開破壊を促進するが、粒界破
壊を誘起しなかった。不純物偏析を促進する Ni 添加量が 0.2%と低く粒界偏効果
が著しくないためと予測される。 9Cr 系鋼の吸収エネルギーの低下に及ぼす化学成分の影響を調査した結果では、
Mo 量 0.960~1.950 wt%の範囲では Mo 量が多いほど吸収エネルギーの低下は大き
い傾向にあり、また、Si 量 0.017~0.176 wt%の範囲では Si 量が少なくなると吸収
エネルギーの低下は緩和される傾向にある[1-67]。Si 量が 0.02-0.03 wt%と少ない
場合、靱性は熱時効によりほとんど低下しないのに対して Si 量 0.33-0.37 wt%の場

- II.2.2-35 -
合、靱性は低下傾向を示し、Si 量を少なくすることによって、Mo の固溶が促進さ
れ、Laves 相の析出が抑制されるため、吸収エネルギーの低下が抑制されたと考え
られる[1-81]。9Cr-1MoNbV 鋼の場合、Si の規格値は 0.2-0.5 wt%である。Si 量を減
らすことは吸収エネルギーの低下を抑制できるが、耐水蒸気酸化性等の他の性質
が悪くなる。W 量の靭性低下に及ぼす影響は、W 量が 1.78-2.36 wt%の範囲では吸
収エネルギーの低下傾向に大きな差異は認められないが、9Cr-1MoNbV 鋼に比べ
て 650℃-1,000 h の熱時効により吸収エネルギーは大きく低下している[1-62]。 9Cr 系鋼の吸収エネルギーの低下に及ぼす影響因子の一つは、δフェライト量
である。初期材(熱時効なし)の 0℃の吸収エネルギーに及ぼすδフェライト量
の影響では、δフェライト量が多いほど吸収エネルギーは低い傾向にある[1-48]。9Cr-2Mo 系鋼の 550℃-3,000 h の熱時効後のδフェライト量と 0℃での吸収エネル
ギーの関係では、熱時効後においてもδフェライト量が多いほど吸収エネルギー
は低い傾向にあり、δフェライト量が少ないと Laves 相のδフェライト粒界及び
粒内への析出が抑制させることが要因の一つと考えられる[1-68]。
9Cr-1.8W(9Cr-0.5Mo-1.5WNbV)鋼の熱時効による 0℃の吸収エネルギー(5mmサブサイズ試験片)は、約 35J から 10,000 時間の熱時効により約 15J に低下する
[1-20]。9Cr-1.8W(9Cr-0.5Mo-1.5WNbV)鋼の靱性とクリープ強度に及ぼす熱処理
温度の調査結果では、焼きならし温度が低い方が靱性は高いが、クリープ強度は
低くなる傾向にある[1-54]。また、9Cr-1MoNbV 鋼の靭性と引張強度に及ぼす熱処
理温度の影響の調査結果では、焼きもどし温度が高い方が靭性は高いが、引張強
度は低くなる傾向にある[1-57]。初期材の靭性は、化学成分、熱処理条件、形状・
寸法等により決まる。これらの条件は、クリープ強度、引張強度、靭性、酸化性、
加工性、溶接性等を考慮して決められるため、クリープ強度高い鋼種は、靭性の
低い傾向にある。 11Cr-1Mo-1W-VNb 鋼の 600℃の熱時効による吸収エネルギー、硬さ、抽出残渣
量の変化を調査した結果では、衝撃値は 10,000 h まで低下傾向にあるが、その後、
30,000 h で回復している。硬さは 10,000 h から 300,000 h でそれまでと比べて大き
く低下し、残渣量は変化していないことが、10,000 h 以上で吸収エネルギーが回
復する要因と考えられる[1-40]。 図 II.2.2.2.1(1)-5 は、11Cr-0.5Mo-2WCuVNb 鋼の 600℃の熱時効による吸収エネ
ルギーの低下について数値データのあるものを作図して比較した結果である。
3,000-12,000 h の熱時効により約 50 J/cm2 から 20 J/cm2(10×7.5 mm サイズの結果
を含む。)まで 0℃の衝撃値は低下する。また、10,000 h の熱時効により約 80 J/cm2
から 39 J/cm2 まで 0℃の衝撃値は低下する。図 II.2.2.2.1(1)-6 に 9Cr-1MoNbV 鋼の
結果と比較した図を示す。9Cr-1MoNbV 鋼に比べて Cr, W 量が多い鋼種のクリー
プ強度は高いが、靱性は低い傾向にある。また、初期材の靱性が高い方が低下の
割合が大きい傾向にある。

- II.2.2-36 -
以下に高クロム鋼母材の吸収エネルギーの低下の文献調査結果をまとめる。 ◎熱時効による吸収エネルギーの低下 ・500℃~700℃程度の熱時効により吸収エネルギーは、数万時間程度までは低
下傾向であるが、それ以上は横ばいまたは回復傾向にある。 ・9Cr-1MoNbV 鋼では 550℃、600℃で低下傾向が大きい。(550℃<600℃) ・9Cr-1MoNbV 鋼では 550℃、600℃で単調に低下するが、650℃で数千時間後
急激に低下する。 ・9Cr-1MoNbV鋼では 600℃-10,000 hの熱時効により約 200 Jから約 50 Jまで 0℃
の吸収エネルギーは低下する。 ・W 含有の 9Cr-0.5Mo-1.5WNbV、11Cr-0.5Mo-2WCuNbV 鋼では 650℃でも初期
から単調に靭性は低下する。 ・9Cr-1.8W(9Cr-0.5Mo-1.5WNbV)鋼では、650℃-10,000h の熱時効による 0℃
の吸収エネルギー(5mm サブサイズ試験片)は、約 35J から約 15J に低下す
る。 ・11Cr-2W-0.4Mo-CuNbV 鋼では 600℃-3,000 h 以上の熱時効により約 50 J/cm2
から 20 J/cm2(10×7.5 mm サイズの結果を含む。)まで 0℃の衝撃値は低下す
る。 ・クリープ強度を高めた Cr 量の高い鋼種や W を添加した鋼種の初期の吸収エ
ネルギーは低い傾向にある。 ・初期材の吸収エネルギーが高い方が熱時効による低下の割合は高い。 ・熱時効による吸収エネルギーの低下の要因の一つは Laves 相(Fe2Mo)の析
出、粗大化と考えられる。 ・低 Si では、Mo の固溶が促進され、Laves 相の析出が抑制されるため、吸
収エネルギーの低下が抑制される。(靭性は抑制されるが、耐酸化性が低下
する。) ・δフェライト量が少ないとフェライト中への Laves 相の析出が抑制された
るため、吸収エネルギーの低下が抑制される。 ・10,000 時間以上で回復傾向なのは、析出物量の飽和及び軟化と考えられる。 ・焼きならし温度が低い方が靭性は高いが、クリープ強度は低くなる。 ・焼きもどし温度が高い方が靭性は高いが、引張強さは低くなる。 ・高クロム鋼の初期材の吸収エネルギーは、化学成分、熱処理条件、形状・寸
法等により決まる。これらの条件は、クリープ強度、引張強度、靭性、酸化
性、加工性、溶接性等を考慮して決められる。 (b) 溶接金属 高クロム鋼溶接金属には高クロム鋼母材と同様に優れたクリープ破断強度が要
求される。溶接金属にあっては優れたクリープ破断強度を達成しようとすると、
当該溶接金属の衝撃特性が低下する相反の特性が認められることが報告されてい
る[3-8]。9Cr-0.5Mo-1.5W-VNb 鋼(火 STPA29 他)用の溶接金属(共金系)の引張

- II.2.2-37 -
強さ及び吸収エネルギーに及ぼす PWHT 温度及び時間の影響をの調査結果では、
740~800℃の PWHT によって溶接金属の引張強さは減少し、PWHT 温度の上昇及
び PWHT 時間の増加と共に引張強さは減少する傾向を示す。20℃におけるシャル
ピー衝撃試験・吸収エネルギーに及ぼす PWHT の影響は、引張強さに及ぼす影響
等は異なり、740℃の PWHT では時間の増加と共に吸収エネルギーは減少するが、
760~800℃の PWHT では温度の上昇と共に吸収エネルギーは増加する傾向が認め
られた[3-4]。 Mod.9Cr-1Mo、9Cr-2Mo、12Cr-1Mo-V 鋼の SMAW 及び GTAW 溶接金属の 600℃
及び 550℃の熱時効による吸収エネルギーは、初期の吸収エネルギーは鋼種、溶
接方法、PWHT 条件により異なる。SMAW に比べて GTAW の溶接金属の吸収エネ
ルギーは高く、Mod.9Cr-1Mo 鋼溶接金属の吸収エネルギーが高い傾向にある。熱
時効によりδフェライト量の多い Mod.9Cr-1MoGTAW、9Cr-2MoSMAW(A), GTAWの吸収ネルギーの低下が大きい[3-41]。
9Cr-0.5Mo-W系鋼のGTAW溶接金属の 600, 650℃-1,000 h熱時効後の衝撃試験結
果では、W 含有量が多いほど靭性は低下傾向にあり、600℃より 650℃の方が低下
傾向は大きい[3-40]。 9Cr-1MoNbV 溶接金属の 20℃におけるシャルピー衝撃試験・吸収エネルギーに
ついて、文献[1-5]、[1-8]及び[1-123]の結果をまとめて図 II.2.2.2.1(1)-7 に示す。溶
接金属の吸収エネルギーは溶接方法によって異なり、GTAW(ティグ溶接)及び
GMAW(ミグ溶接)に比して、SMAW(被覆アーク溶接)及び SAW(サブマージ
溶接)の溶接金属での吸収エネルギーは低い傾向が認められた。また、GMAW 溶
接金属を 600℃で時効することによって吸収エネルギーは低下することが認めら
れた。9Cr-1MoNbV 鋼母材(焼ならし焼戻し材)の室温前後の吸収エネルギーは
約 200 J であるのに反して、溶接金属(PWHT のまま)の吸収エネルギーは溶接方
法によって大きく異なり、50~240 J であった。750℃で PWHT した GMAW 溶接
金属に関する 600℃で時効の影響は母材と同様に低下する傾向が認められ、8,750時間の時効で吸収エネルギーは 134 J から 53 J まで低下した[1-5]。 図 II.2.2.2.1(1)-8 に示す 11Cr-2W-0.4Mo-CuNbV 鋼の GTAW 溶接金属の 600℃
-6,000 h 熱時効後の衝撃試験結果では、未時効では母材に比べて溶接金属の靭性は
高いが、熱時効により溶接金属の靭性は大きな低下を示す[1-98]。 高 Cr 鋼では、調質熱処理後の空冷でマルサイトを容易に形成する。従って溶接
のままの多層盛りビード溶接金属においても、母材焼き入れマルテンサイトの硬
さ(420HV)を保持している(図 II.2.2.2.1(1)-9)[5]。ORNL の報告書によると溶接熱
サイクルを模擬した熱処理では、溶接金属で残瑠オーステナイトが生じ、PWHTにより焼き戻しのないマルテンサイトの形成を引き起こし、靭性の低下もたらす
と警告している[6]。溶接工程では溶接金属は、溶融、オーステナイト化およびマ
ルテンサイト変態など多くの相変態過程を経るので酸素を吸収する可能性が高い。
図 II.2.2.2.1(1)-10に示すようにMIG溶接金属(P92鋼)では溶存酸素の増加に伴い靭
性が 100J から約 20J まで減少している[3-7]。一方図 II.2.2.2.1(1)-11 に示すように

- II.2.2-38 -
溶接ままの 2.25Cr-1Mo 鋼溶接金属ではベイナイト組織でありその靭性は高い
(vE30℃=約 80J)[4-2]。その値は酸素濃度の低い P91 鋼溶接金属と同等であることに
注目したい。またPWHT(750℃で 1.5時間)により溶接金属の靭性は改善されるが、
6 ヵ月以上 600℃で熱時効処理された溶接金属は、母材より短時間で中程度の脆化
(CVN=60J)を生じている[5]。前述したように母材の粒界と類似してデンドライ
ト界面にラーベス相の析出が認められている。現行の規格では P91 鋼と
2.25Cr-1Mo 鋼の溶接材は、区分されておらず、680℃以上 760℃以下の PWHT 条
件が適用されているが、これは適切ではない。溶接のままの P91 溶接金属ではマ
ルテンサイトが形成され、酸素吸収が著しくなるので酸素誘起脆化を軽減するた
めに、より高い PWHT の温度が必要である。加えて溶接のままの溶融境界近傍の
粗大粒熱影響部(CGHAZ)では , 顕著な硬化域(>450HV)が生じている(図
II.2.2.2.1(1)-9)。溶接溶融境界に隣接する粗大結晶部では、炭素や窒素の固溶度の
異なるオーステナイト・フェライト相変態が生じるため、炭素や窒素の集積が生
じるためと考えられる。粗大結晶粒 HAZ 部は著しく低い CVN 靭性(10J)を示して
いる。その靭性改善のために 760℃、 2 時間の PWHT の必要性が指摘されている
[7]。 Lee ら[3-26]は 250-750℃の範囲で 1 時間の焼き戻しを行った P91 鋼母材および
レーザ溶接部において、シャルピー衝撃試験および空気中と水素ガス雰囲気(10 気
圧)で静的切り欠き試験をおこなった。540℃で焼き戻しされた母材では脆化を生
じ(溶接金属と同等の衝撃 CVN 靭性=10J)、水素誘起割れも容易に引き起こす(図
II.2.2.2.1(1)-12)。溶接部では 750℃焼き戻し材を除き水素脆化が生じている。粗大
HAZ の粒界、溶接金属のデンドライト界面、また母材ではマルテンサイトラス界
面で亀裂伝播が生じている(図 II.2.2.2.1(1)-13)。高温焼き戻しされた母材と溶接
部は軟化するため、負荷重の増加に伴い転位密度が上昇し、母相に多くの水素が
トラップされる。そのため粒界やデンドライト界面の水素偏析が低下し脆化が生
じ難い。 P91 鋼ボイラー管の溶接金属と HAZ において、熱時効や環境による靭性劣化が
生じる可能性がある。水圧試験の温度も考慮した PWHT 条件の最適化を検討する
必要ある。高圧水蒸気環境に暴露されるボイラー管では、空孔拡散によるクリー
プ変形を促進するだけでなく、高密度の空孔により多くの水素を多量にトラップ
し水素脆化を引き起こす可能性もある。 ・溶接金属の初期の靭性は、溶接方法、PWHT 条件により異なる。 ・GTAW の靭性は高く母材と同等の場合もあるが、SMAW、SAW の靭性は母材
より低い傾向にある。 ・溶接金属の靭性低下の傾向は、母材の低下傾向と同様である。 (c) 吸収エネルギーの低下に関するまとめ 母材の吸収エネルギーは熱時効により低下し、温度により傾向は異なる。10,000
時間までは低下傾向にあり、その後回復傾向がある。また、溶接金属の吸収エネル

- II.2.2-39 -
ギーも熱時効により低下する。溶接金属の場合、溶接法により初期の吸収エネルギ
ーは大きく異なる。以下は初期の吸収エネルギーと熱時効により最も低い吸収エネ
ルギーを示した結果である。 ・9Cr-1Mo-NbV 母材 熱時効前 vE0℃=180-260J 熱時効後 600℃-10,000h vE0℃=約 50J(←熱時効前 180J) ・9Cr-1.8W 母材 熱時効前 vE0℃=34、90J(5mm サブサイズ) 熱時効後 650℃-10,000h vE0℃=約 15J(←34J)(5mm サブサイズ) ・11Cr-2W-0.4Mo-CuNbV 母材 熱時効前 vE0℃=36-75J(10mm)、32J(7.5mm サブサイズ) 熱時効後 600℃-12,000h vE0℃=約 13J(←32J)(7.5mm サブサイズ) 600℃-6,000h vE0℃=約 18J(←40J) ・9Cr-1Mo-NbV 溶接金属 熱時効前 vE0℃=10-250J 熱時効後 600℃-10,000h vE0℃=約 50J(←134J) ・9Cr-1.8W 溶接金属 熱時効前 vE0℃=30-60J(SMAW)、vE20℃=250J(GTAW) 熱時効後 データなし ・11Cr-2W-0.4Mo-CuNbV 溶接金属 熱時効前 vE0℃=24-40J(SMAW)、92-163J(GTAW) 熱時効後 600℃-6,000h vE0℃=約 43J(←163J) 熱時効による吸収エネルギーの低下の要因の一つは、Laves 相(Fe2(Mo,W))の析
出、粗大化と考えられる。δフェライトは、Laves 相の析出、粗大化を促進し、低
下の要因となる。また、δフェライトが多いと初期の吸収エネルギーも低い。フェ
ライト生成元素である Cr,Mo,W,Si,Nb,V はδフェライトの生成を促進し、靭性低下
の要因となり、Mn,Ni,N 等のオーステナイト生成元素はδフェライトの生成を抑制
する。また、Mo,W は Laves 相の析出、粗大化を促進する。 初期の母材の吸収エネルギーは、化学成分、熱処理条件、溶接金属の吸収エネル
ギーは、溶接方法、PWHT 条件等により決まる。 吸収エネルギーの低下を抑制するためには、初期の靭性を高くし、フェライト生
成元素を少なく、オーステナイト生成元素を多くすればよい。しかしながら、クリ
ープ強度等の強度は低下する。
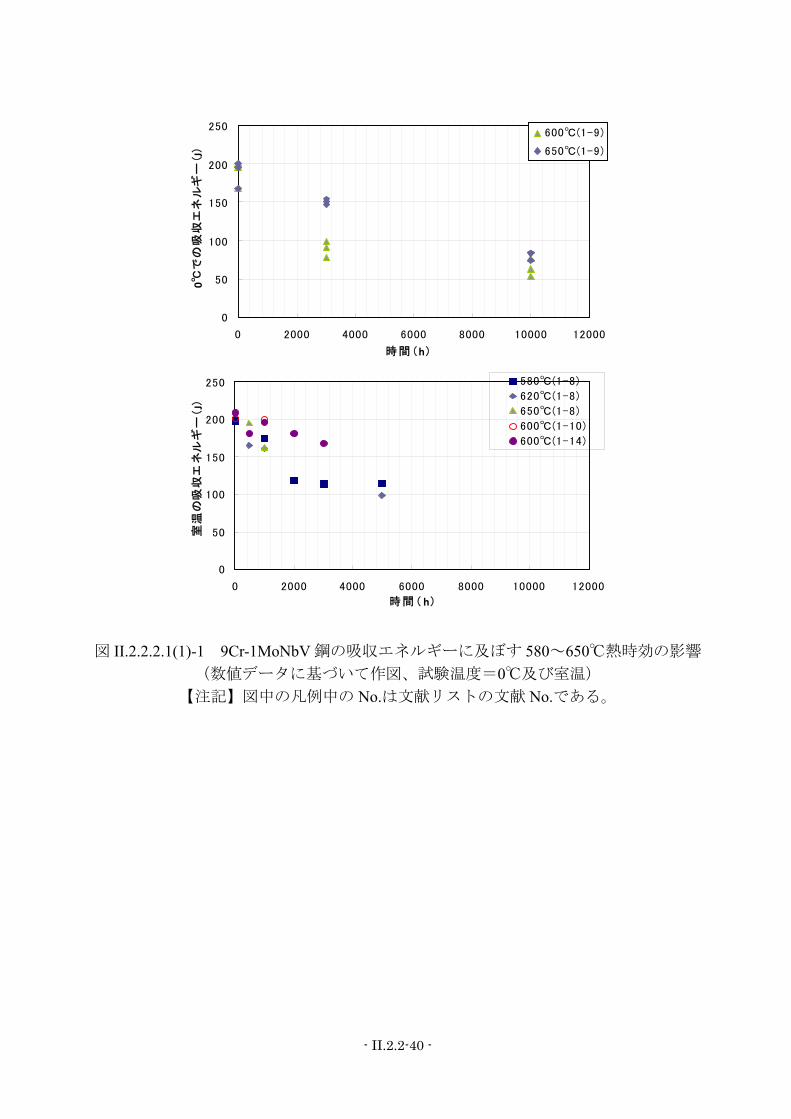
- II.2.2-40 -
図 II.2.2.2.1(1)-1 9Cr-1MoNbV 鋼の吸収エネルギーに及ぼす 580~650℃熱時効の影響 (数値データに基づいて作図、試験温度=0℃及び室温)
【注記】図中の凡例中の No.は文献リストの文献 No.である。
0
50
100
150
200
250
0 2000 4000 6000 8000 10000 12000
時間(h)
0℃で
の吸
収エ
ネル
ギー
( J)
600℃(1-9)
650℃(1-9)
0
50
100
150
200
250
0 2000 4000 6000 8000 10000 12000
時間( h)
室温
の吸
収エ
ネル
ギー
(J)
580℃(1-8)
620℃(1-8)
650℃(1-8)
600℃(1-10)
600℃(1-14)

- II.2.2-41 -
図 II.2.2.2.1(1)-2 ORNL 材(Si=0.4)における熱時効による DBTT の変化
(文献[1-77]のデータに基づいて作図)
図 II.2.2.2.1(1)-3 ORNL 材(Si=0.1)における熱時効による DBTT の変化
(文献[1-77]のデータに基づいて作図)
図 II.2.2.2.1(1)-4 熱時効 ORNL 材における DBTT と降伏応力の関係 (文献[1-77]のデータに基づいて作図)

- II.2.2-42 -
図 II.2.2.2.1(1)-5 11Cr-2W-0.4Mo-CuNbV 鋼の衝撃値に及ぼす 600℃熱時効の影響
(数値データに基づいて作図、試験温度=0℃) 【注記】図中の凡例中の No.は文献リストの文献 No.である。
図 II.2.2.2.1(1)-6 高 Cr 鋼の熱時効による靭性低下の比較 (数値データに基づいて作図、試験温度=0℃及び室温)
0
10
20
30
40
50
60
70
80
90
0 5000 10000 15000
600℃の熱時効時間(h)
0℃で
の衝
撃値
(J/
cm2)
1-76
1-95(10x7.5mm角)
1-99
0
50
100
150
200
250
0 2000 4000 6000 8000 10000 12000
60 0 ℃ での熱 時効時間 ( h)
0℃で
の吸
収エ
ネル
ギー
( J)
Gr.91(1-9)
Gr.122(1-76)Gr.122(1-99)
0
50
100
150
200
250
0 5000 10000 15000 20000 25000 30000 35000
時間( h)
室温
の吸
収エ
ネル
ギー
(J)
Gr.91(1-10)Gr.91(1-14)11Cr-1Mo-1W(1-40)Gr.122(1-99)
1-98
1-94
Gr.122(1-98)
Gr.122(1-98)

- II.2.2-43 -
図 II.2.2.2.1(1)-7 9Cr-1MoNbV 溶接金属の 20℃吸収エネルギーに及ぼす溶接方法及び
時効の影響(文献[1-5], [1-8], [1-123]データに基づいて作図)
図 II.2.2.2.3-8 11Cr-0.4Mo-2WCuVNb 鋼 GTAW 溶接金属の吸収エネルギーに及ぼす
600℃-6000h 熱時効の影響[1-98] (文献[1-98]のデータに基づいて作図)
0
50
100
150
200
250
300
0 2000 4000 6000 8000 10000
Aging Time at 600 deg-C (h)
Abso
bed
Ener
gy (J
)
1-5 GMAW溶金1-8 SMAW溶金1-8 GTAW溶金1-8 GMAW溶金
1-8 SAW溶金1-124 SMAW+TIG
0
50
100
150
200
250
-100 -50 0 50 100 150
吸収
エネ
ルギ
ー(J
)
温度(℃)
母材 非時効
母材 時効
溶接金属 非時効
溶接金属 時効
1-123

- II.2.2-44 -
図 II.2.2.2.1(1)-9 溶接ままと溶接後熱処理材の溶接金属及び HAZ の硬さ分布[5]
図 II.2.2.2.1(1)-10 MIG 溶接ままの溶接金属(P92)における靭性と溶存酸素量の関係
(文献[3-7]のデータに基づいて作図)
図 II.2.2.2.1(1)-11 溶接ままの P91 及び 2.25Cr-1Mo 溶接金属の吸収エネルギーの比較
[4-2]
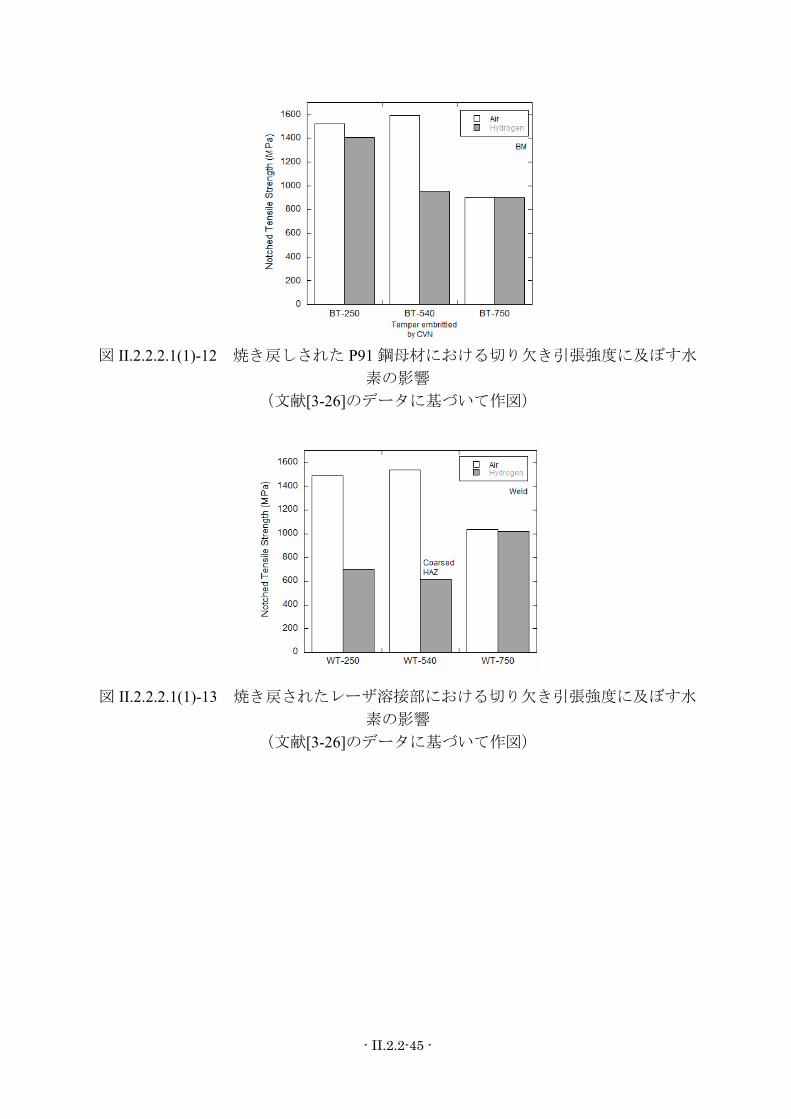
- II.2.2-45 -
図 II.2.2.2.1(1)-12 焼き戻しされた P91 鋼母材における切り欠き引張強度に及ぼす水
素の影響 (文献[3-26]のデータに基づいて作図)
図 II.2.2.2.1(1)-13 焼き戻されたレーザ溶接部における切り欠き引張強度に及ぼす水
素の影響 (文献[3-26]のデータに基づいて作図)

- II.2.2-46 -
2.2.2.2 Cr-Mo 鋼の靭性低下に関する文献調査結果 (a) 母材 低合金鋼を長時間高温で使用すると焼戻し脆化が問題となる。この焼戻し脆化
の指標として、次に示すファクターが使われることが多い[8,2-18]。
焼戻し脆化感受性は金属組織に依存し、マルテンサイト組織が最も大きく、ベ
イナイト組織が続き、フェライト・パーライト組織では殆ど問題とはならない。
そして、マルテンサイトやベイナイトの旧オーステナイト結晶粒が大きいほど脆
化が進むことが知られている。 実験室溶解 2.25Cr-1Mo 鋼の焼戻し後の遷移温度(vTrs)に及ぼす JTEファクタ
ー(脆化係数)の影響の調査結果の整理から、鋼材に含まれる程度の As(0.025%以下)及び Sb(0.003%程度)が焼戻し脆化に及ぼす影響は実用的には無視できる
としている[2-18]。市販 2.25Cr-1Mo 鋼の焼戻し脆化についても、この JTEファクタ
ー(脆化係数)が良い相関を示すことが示されていて[2-18]、溶接金属の焼戻し脆
化も同様に、この JTE ファクター(脆化係数)で説明ができることが報告されてい
る[9]。 JTE ファクター(脆化係数)や (脆化係数)と遷移温度の移行量の関係の検
討もされていて、後者の脆化係数( )は 2.25Cr-1Mo 鋼の化学成分及び熱処理に
関係する係数(H)により、次のとおり遷移温度移行量と関連付けされている[9]。 ここで、 :遷移温度移行量(℃) C:定数(補正項)
そして、これらの JTE ファクター(脆化係数)や (脆化係数)から破面遷移
温度(FATT)を推定する式が、HPIS Z 101-1「圧力機器のき裂状欠陥評価方法-
第 1 段階評価」[10]の「附属書 2(規定)材料特性」に次のとおり与えられている。
2.25Cr-1Mo 鋼の 430~515℃の熱時効による延性脆性遷移温度の変化量(ΔFATT)
は 10,000~20,000 h まで急速に大きくなり、50,000 h 以降ではほとんど変わらず、
100%%4%5%10 AsSnSbPX
410%%%% SnPSiMnJTE
X
X
CXHvTrs vTrs
X
24105147.557570.0321.77 TETEmean JJFATT
24%95 105424.877455.0782.48 TETE JJFATT
24%99 100043.872670.0416.15 TETE JJFATT
2147.0437.11355.87 XXFATT boundupper

- II.2.2-47 -
熱時効温度が高いほどΔFATT は大きくなり、靱性は低下している[2-109]。 2.25Cr-1Mo 鋼と 2.25Cr-1Mo-V 鋼の 454℃と 515℃の熱時効によるΔFATT を比
較において、2.25Cr-1Mo 鋼では 50,000 h までΔFATT は大きくなっているが、Vを添加した 2.25Cr-1Mo-V のΔFATT の増加量は小さく、454℃の場合、30,000 h 以
降低下している[2-108]。同様に 2.25Cr-1Mo 鋼と 2.25Cr-1Mo-V 鋼の熱時効による
ΔFATTを比較した結果においてもVを添加することによって FATTの上昇が小さ
くなり、脆化しにくくなっている[2-17]。 図 II.2.2.2.2-1 は 2.25Cr-1Mo 鋼と 2.25Cr-1Mo-TiB 鋼のステップクーリングによ
る vTrs を比較した図である。2.25Cr-1Mo 鋼ではステップクーリングにより vTrsは-18℃から 21℃と 39℃上昇している。Ti, B を添加することにより、初期の vTrsは低くなり、ステップクーングによる変化量も小さくなっている。 図 II.2.2.2.2-2には 2.25Cr-Mo系鋼の遷移温度に及ぼす化学成分及び 500℃時効時
間の影響を示すが、遷移温度は含有炭素量が高い場合(C≒0.30%)には、低い場
合(C≦0.008%)に比して高温側にあり、含有 Mo 量は遷移温度を低下させる効
果がある[2-1]。これらの材料を 500℃で時効すると時効時間の増加と共に遷移温
度は高温側にシフトする傾向があるが、低炭素で Mo 量が 0.49%以上の 2.25Cr-Mo鋼では遷移温度の上昇の傾向は僅かである。他方、高炭素量の 2.15Cr-Mo 鋼では
遷移温度の上昇は 200℃にも及ぶことがある。ただし、高炭素量の 2.15Cr-Mo 鋼で
顕著なように時効時間が 1,000 時間を超えると、高温側にシフトした遷移温度が
低温側にシフトする傾向が認められた[2-1]。 ・2.25Cr-1Mo 鋼の焼戻し脆化は JTEファクター(脆化係数)や (脆化係数)に
より検討されている。 ・2.25Cr-1Mo 鋼ではΔFATT は 1 万~2 万時間まで急速に高くなり、5 万時間以降
は変わらない。 ・2.25Cr-1Mo 鋼では V や Ti,B 添加により FATT の上昇が小さくなる。
・2.25Cr-1Mo 鋼では炭素量が高い方が遷移温度は高温側にあり、Mo 量は遷移温
度を低下させる効果がある。 (b) 溶接金属 図 II.2.2.2.1-11 に 2.25Cr-1Mo 鋼溶接金属(GMAW)及び改良 9Cr-1Mo 鋼溶接金
属(GMAW)の 30℃でのシャルピー衝撃試験・吸収エネルギーに及ぼす PWHT温度の影響を示す[4-2]。2.25Cr-1Mo 鋼溶接金属(GMAW)及び改良 9Cr-1Mo 鋼溶
接金属(GMAW)の溶接のままでの吸収エネルギーは、前者では 75 J 程度である
にも関わらず、後者では 20 J 以下であった。2.25Cr-1Mo 鋼溶接金属では PWHTにより概ね 150 J 以上の吸収エネルギーを達成できるのに反して、改良 9Cr-1Mo鋼溶接金属では 740℃以上の PWHT で概ね 80~150 J を達成できるに過ぎない。
2.25Cr-1Mo 鋼の SMAW 及び MIG 溶接金属の 435℃及び 482℃熱時効による
vTr40 の変化において、SMAW 及び MIG 溶接金属共に 482℃の方が 432℃よりも
脆化が大きく、482℃では、3,000 h 経過した時点で回復傾向が認められる[4-5]。
X
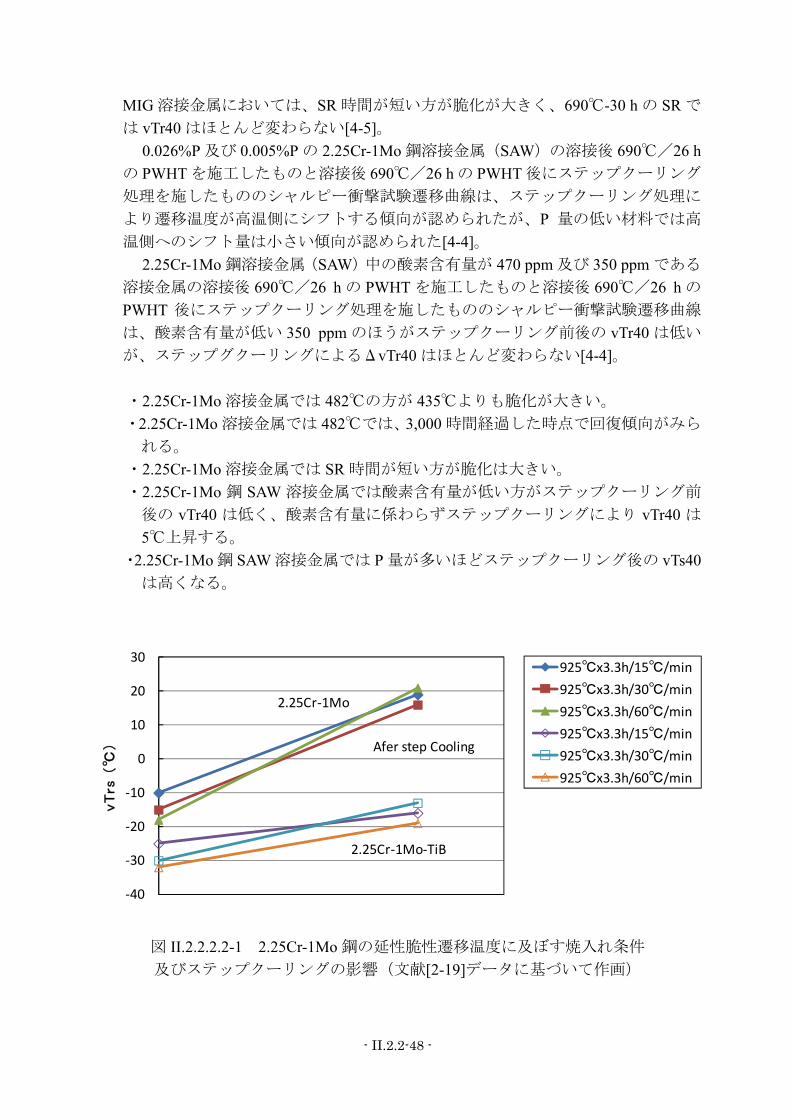
- II.2.2-48 -
MIG 溶接金属においては、SR 時間が短い方が脆化が大きく、690℃-30 h の SR で
は vTr40 はほとんど変わらない[4-5]。 0.026%P 及び 0.005%P の 2.25Cr-1Mo 鋼溶接金属(SAW)の溶接後 690℃/26 h
の PWHT を施工したものと溶接後 690℃/26 h の PWHT 後にステップクーリング
処理を施したもののシャルピー衝撃試験遷移曲線は、ステップクーリング処理に
より遷移温度が高温側にシフトする傾向が認められたが、P 量の低い材料では高
温側へのシフト量は小さい傾向が認められた[4-4]。 2.25Cr-1Mo 鋼溶接金属(SAW)中の酸素含有量が 470 ppm 及び 350 ppm である
溶接金属の溶接後 690℃/26 h の PWHT を施工したものと溶接後 690℃/26 h の
PWHT 後にステップクーリング処理を施したもののシャルピー衝撃試験遷移曲線
は、酸素含有量が低い 350 ppm のほうがステップクーリング前後の vTr40 は低い
が、ステップグクーリングによるΔvTr40 はほとんど変わらない[4-4]。 ・2.25Cr-1Mo 溶接金属では 482℃の方が 435℃よりも脆化が大きい。
・2.25Cr-1Mo 溶接金属では 482℃では、3,000 時間経過した時点で回復傾向がみら
れる。 ・2.25Cr-1Mo 溶接金属では SR 時間が短い方が脆化は大きい。 ・2.25Cr-1Mo 鋼 SAW 溶接金属では酸素含有量が低い方がステップクーリング前
後の vTr40 は低く、酸素含有量に係わらずステップクーリングにより vTr40 は
5℃上昇する。 ・2.25Cr-1Mo 鋼 SAW 溶接金属では P 量が多いほどステップクーリング後の vTs40
は高くなる。
図 II.2.2.2.2-1 2.25Cr-1Mo 鋼の延性脆性遷移温度に及ぼす焼入れ条件 及びステップクーリングの影響(文献[2-19]データに基づいて作画)
-40
-30
-20
-10
0
10
20
30
vTrs
(℃
)
925℃x3.3h/15℃/min925℃x3.3h/30℃/min925℃x3.3h/60℃/min925℃x3.3h/15℃/min925℃x3.3h/30℃/min925℃x3.3h/60℃/min
2.25Cr-1Mo
2.25Cr-1Mo-TiB
Afer step Cooling
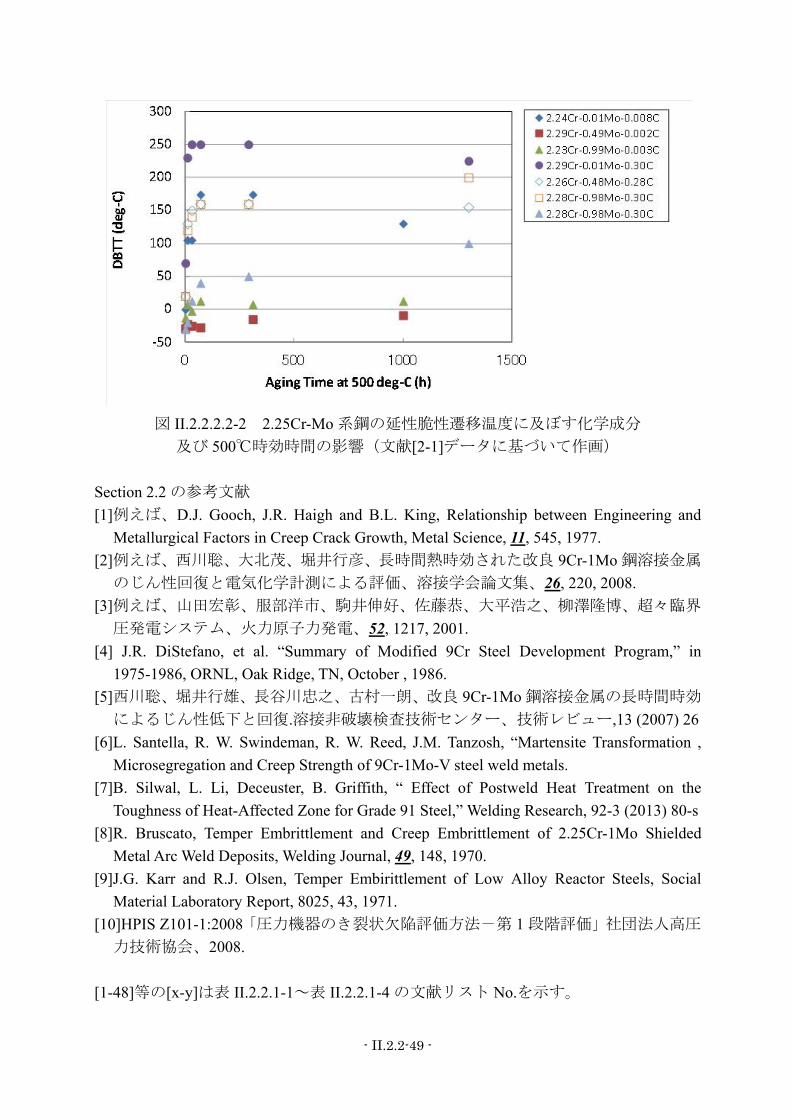
- II.2.2-49 -
図 II.2.2.2.2-2 2.25Cr-Mo 系鋼の延性脆性遷移温度に及ぼす化学成分
及び 500℃時効時間の影響(文献[2-1]データに基づいて作画)
Section 2.2 の参考文献 [1]例えば、D.J. Gooch, J.R. Haigh and B.L. King, Relationship between Engineering and
Metallurgical Factors in Creep Crack Growth, Metal Science, 11, 545, 1977. [2]例えば、西川聡、大北茂、堀井行彦、長時間熱時効された改良 9Cr-1Mo 鋼溶接金属
のじん性回復と電気化学計測による評価、溶接学会論文集、26, 220, 2008. [3]例えば、山田宏彰、服部洋市、駒井伸好、佐藤恭、大平浩之、柳澤隆博、超々臨界
圧発電システム、火力原子力発電、52, 1217, 2001. [4] J.R. DiStefano, et al. “Summary of Modified 9Cr Steel Development Program,” in
1975-1986, ORNL, Oak Ridge, TN, October , 1986. [5]西川聡、堀井行雄、長谷川忠之、古村一朗、改良 9Cr-1Mo 鋼溶接金属の長時間時効
によるじん性低下と回復.溶接非破壊検査技術センター、技術レビュー,13 (2007) 26 [6]L. Santella, R. W. Swindeman, R. W. Reed, J.M. Tanzosh, “Martensite Transformation ,
Microsegregation and Creep Strength of 9Cr-1Mo-V steel weld metals. [7]B. Silwal, L. Li, Deceuster, B. Griffith, “ Effect of Postweld Heat Treatment on the
Toughness of Heat-Affected Zone for Grade 91 Steel,” Welding Research, 92-3 (2013) 80-s [8]R. Bruscato, Temper Embrittlement and Creep Embrittlement of 2.25Cr-1Mo Shielded
Metal Arc Weld Deposits, Welding Journal, 49, 148, 1970. [9]J.G. Karr and R.J. Olsen, Temper Embirittlement of Low Alloy Reactor Steels, Social
Material Laboratory Report, 8025, 43, 1971. [10]HPIS Z101-1:2008「圧力機器のき裂状欠陥評価方法-第 1 段階評価」社団法人高圧
力技術協会、2008. [1-48]等の[x-y]は表 II.2.2.1-1~表 II.2.2.1-4 の文献リスト No.を示す。

- II-2.3-1 -
2.3 火技解釈等への提案 高クロム鋼の吸収エネルギーの低下に関する文献調査の結果、火技解釈の液化
ガス設備の溶接部や他規格の吸収エネルギーの判定基準である最低使用温度で
27J 以上(7.5mm サブサイズ 23J、5mm サブサイズ 19J)或いは別表第1備考 14の炭素含有量が 0.10%未満のオーステナイト系ステンレス鋼であって、最低使用
温度が-30℃以下のものを液化ガス設備又はガス化炉設備において使用する場合
の判定基準 21J 以上(7.5mm サブサイズ 17J、5mm サブサイズ 14J)を 9Cr-1.8W鋼及び 11Cr-2W-0.4Mo-CuNbV 鋼において満足しない場合があることが明らかと
なった。また、供用前の靭性要求としてこれらの判定基準を満足したとしても、
供用中の劣化により満足しない場合もあり、供用中の劣化も考慮して供用前の靭
性要求値を設定するためには、更なるデータが必要である。脆性破壊防止の観点
からは、供用中の高温時には問題ないと考えられるが、耐圧試験時のような低温
で圧力が負荷される場合に問題となる。したがって、耐圧試験時の温度を考慮す
ることによって供用中の脆性破壊は防止できると考えられる。 既に、火技解釈第 5 条では、「試験に用いる水は、凍結及び加圧時の脆性破壊が
生ずるおそれのない温度であること」とされている。このことにより、耐圧試験
時の脆性破壊防止策は講じられているものの、高温での長時間使用に起因する靭
性が著しく低い 9Cr-1.8W 鋼及び 11Cr-2W-0.4Mo-CuNbV 鋼の脆性破壊をより一層
防止するため、当該鋼種に対して火技解釈別表第 1 の備考に次の文書を追加する
改正案を提案する。
【火技解釈別表第 1 の備考 改正(追加)提案】 この鋼種は、高温で長時間の使用により靭性が低下することがある。

- II-2.4-1 -
2.4 将来への課題についてのまとめ (1)ボイラー等の靭性要求 高 Cr 鋼の脆性破壊防止は、耐圧試験時の温度管理により達成できると考えられる
が、靭性低下を考慮した靭性要求により更に健全性を確保することができる。その
ためには、各鋼種の長時間熱時効データを含めたデータの拡充が課題といえる。ま
た、他の鋼種でも靭性低下の懸念があるため、他の鋼種についても高温での長時間
使用による靭性低下を把握しておく必要がある。 (2)耐圧試験温度
脆性破壊防止のためには、材料の靭性と温度との関係が重要である。米国におけ
る ASME 規格と同様、国内における耐圧試験時の温度について検討する必要がある。 (3)PWHT 温度 高 Cr 鋼は、火技解釈別表第 9 母材の区分の P-5 及び P-6 に属する。溶接後熱処
理温度は火技解釈別表 21 に P ナンバー毎に規定されており、P-5 及び P-6 の温度範
囲は 680℃以上 760℃以下であり、P ナンバーが同じ鋼種は同じ PWHT の規定とな
る。P-5 には 2.25Cr-1Mo 鋼も含まれており、下限の 680℃は 2.25Cr-1Mo 鋼では、靭
性は十分確保できるが、高 Cr 鋼では、十分に靭性が確保できない場合がある[4-2]。また、ASME B31.1 では PWHT 温度の上限は母材の Ac1 変態点まで許されている。
PWHT 温度を高くすることは靭性を向上させるが、クリープ強度が劣化する恐れが
ある。したがって、各鋼種において適正な PWHT 温度を規格化することが課題と考
えられる。 (4)靭性回復熱処理
低下した靭性を回復できれば、脆性破壊防止になる。高 Cr 鋼の靭性低下は、Laves相の析出及び粗大化が要因である。靭性低下した改良 9C-1Mo 鋼溶接金属を 750℃-1.5h 熱処理することにより、Laves 相の母材へ固溶し靭性が回復することが報告さ
れている[4]。各鋼種に対して靭性回復のための熱処理条件が確立することが課題と
考えられる。 (5)供用中の靭性評価方法 高 Cr 鋼の靭性低下は、Laves 相の析出量と相関性があることから、電気化学的
手法により Laves 相を計測し、靭性を評価する手法が報告されている[1-19,1-20,3-19]。このような供用中に靭性を評価する手法が確立されれば、靭性低下を供用中に把握
でき、耐圧試験温度の管理、靭性回復熱処理により脆性破壊を防止できる。

-II.2.R-1-
1. 高クロム鋼の靭性低下について (1) P91 母材の靭性及ぼす金属組織と組成の影響 オークリッジ研究所(ORNL)で開発された改良型 9Cr-1Mo 鋼(P91)において、最
長 8.5 年に渡る熱時効効果の研究がおこなわれた[R1-1]。2 種の P91 材(Si=0.4 と 0.1%)は 1040oC の調質処理後に空冷し、その後 760oC で焼き戻された。結晶粒径は調質温
度で推定され約 15m[R1-2]及び降伏応力が 570MPa と求まった。空気環境中の熱時効
処理(432-704oC で 1000-75000 時間)が塑性変形挙動と延性-脆性遷移温度(DBTT)に及ぼす影響を調べた。1980 年代の ORNL 材の焼き戻し材では、シャルピー衝撃(CVN)試験による DBTT は約10oC であり、最近の P91 材(DBTT -60oC)に比べて靭性が低
い[R1-3]。高 Si 材では 538oC で 10000 時間以上の時効処理した場合に最も著しい脆化
が生じた。そのシフト(DBTT)は 55oC であり、75000 時間までほぼ一定である(図
II.2.R1-1)。一方、593oC の 5000 時間時効で顕著な DBTT の上昇を示すが、時効時間
の増加に伴い DBTT は低下した。649oC 時効でも短時間で DBTT の増加が観察された
が、その後、顕著な減少を示した。704oC では時効時間に伴い DBTT の緩やかな増加
を示した。低 Si 材では、538oC 時効で 25000 時間まで DBTT が上昇したが、時効継続
で DBTT は低下した。一方、482oC と 593oC の時効でも 10000 時間までは DBTT が増
加するが、更なる時効では変化はなかった (図 II.2.R1-2)。高温時効では、704oC が
DBTT=20oC を示し、649oC の 5000 時間時効で DBTT が低下した。図 II.2.R1-3 に
示すように、高 Si 材では、593oC の 1 万時間では軟化が生じるが、DBTT には影響を
及ぼさなかった。一方低 Si 材では、軟化によって DBTT は低下する傾向が認められた
(図 II.2.R1-4)。 熱時効脆化に影響を及ぼすラーベス相(Fe2Mo-type金属間化合物)が生じる時効温度
を検出するため、抽出析出物の質量分析法及び X 線エネルギー分散法を用いて調べら
れた。483-593oC の時効温度範囲では、粒界及び亜結晶粒界に Mo 富化析出物であるラ
ーベス相の形成が観察された。ラーベス相の形成は Si の増加に伴い促進される。Si 添加が Mo の固溶度を低下することが示されている[R1-4]。その時効条件では炭化物や転
位密度の変化は顕著でない。また、ラーベス相が生じない領域では軟化し DBTT の変
化が見られる。649oC 以上の時効温度では、焼き戻しマルテンサイト組織の回復は著し
く、加えて炭化物や結晶粒径の粗大化によって軟化する。高 Cr 鋼では、粒界に沿って
生じる針状のラーベス相はへき開破壊を促進させるが、粒界破壊を誘起しなかった。こ
れは、不純物偏析を促進する Ni の添加量が 0.2%と低く、粒界偏析効果が著しくないた
めと予測される。 (2) P91 溶接部の靭性に及ぼす組成、組織や環境の影響 高 Cr 鋼は、調質処理後の空冷でマルテンサイトを容易に形成する。従って溶接のま
まの多層盛りビード溶接金属においても、母材の焼き入れマルテンサイトと同程度のビ
添付

-II.2.R-2-
ッカース硬さ(Hv420)を保持している(図 II.2.R1-5)[R1-3]。ORNL の報告書によると溶
接熱サイクルを模擬した熱処理では、溶接金属で残留オーステナイトが生じ、溶接後熱
処理(PWHT)により焼き戻しのないマルテンサイトの形成を引き起こし靭性の低下も
たらすと警告している[R1-5]。溶接工程で溶接金属は、溶融、オーステナイト化及びマ
ルテンサイト変態など多くの相変態過程を経るので酸素を吸収する可能性が高い。図
II.2.R1-6 に示すように、MIG または TIG 溶接金属(P92)では溶存酸素の増加に伴い靭
性が 100J から約 20J まで減少している[R1-6]。一方、図 II.2.R1-7 に示すように溶接
のままの 2.25Cr-1Mo 溶接金属はベイナイト組織を有し、その靭性は高い(衝撃 CVN 靭
性~80J)[R1-7]。その靭性は酸素濃度の低い P91 溶接金属と同等であることに注目すべ
きである。また PWHT(750oC で 1.5 時間)により溶接金属の靭性は改善されるが、6 ヵ
月以上の 600oC 時効処理された溶接金属は母材より短時間で中程度の脆化(衝撃 CVN靭性=60J)を生じている[R1-3]。前述のように、母材の粒界と類似してデンドライト界
面にラーベス相の析出が認められる。現行の基準では P91 と 2.25Cr-1Mo の母材区分
は区別されておらず、680oC での PWHT が適用可能であるが、これは靭性低下の観点
からは適切ではない。溶接のままの P91 溶接金属ではマルテンサイトが形成されるこ
とで酸素吸収が著しくなるので、酸素誘起脆化を軽減する目的で、より高い PWHT の
温度が必要である。加えて、溶接のままの融合境界近傍の粗大粒熱影響部(HAZ)では、
顕著な硬化域(Hv > 450)が生じている(図 II.2.R1-5)。これは、溶接融合境界に隣接す
る粗大結晶部では、異なる炭素や窒素の固溶度を有するオーステナイト・フェライト相
変態が生成され、炭素や窒素の集積が生じるためと言える。従って、粗大結晶粒 HAZは著しく低い CVN 靭性(10J)を示している。その靭性改善のために 760oC で 2 時間の
PWHT の必要性が指摘されている[R1-8]。 Lee ら[R1-9]は 250-750oC の範囲で 1 時間の焼き戻しを行った P91 母材及びレーザ
ー溶接部について、CVN 試験及び空気中と水素ガス雰囲気(10 気圧)で静的切り欠き試
験をおこなった。540oC で焼き戻しされた母材では脆化を生じ(溶接金属と同等の衝撃
CVN 靭性=10J)、また水素誘起割れも容易に引き起こした(図 II.2.R1-8)。溶接部では
750oC の焼き戻し材を除き、水素脆化が生じている。粗大 HAZ の粒界や溶接金属のデ
ンドライト界面、また母材では、マルテンサイトラス界面で亀裂伝播が生じている(図II.2.R1-9)。高温焼き戻しされた母材と溶接部は軟化するため、負荷荷重の増加に伴い
転位密度が上昇し母相に多くの水素がトラップされる。そのため、粒界やデンドライト
界面の水素偏析が低下し脆化が生じ難い。 以上のように、P91 ボイラー管の溶接金属と HAZ において、熱時効や環境による靭
性劣化が生じる可能性があることから、水圧試験の温度も考慮した PWHT 条件の最適
化を検討する必要がある。高圧水蒸気環境に暴露されるボイラー管では、空孔拡散によ
るクリープ変形を促進するだけでなく、高密度の空孔やボイドが形成され、より多くの
水素を多量にトラップする[R1-10]。そのため水素脆化を引き起こす可能性もある。

-II.2.R-3-
図 II.2.R1-5. 溶接のままと溶接後熱処理材の溶接金属及び HAZ 部の硬さ分布
図 II.2.R1-1. ORNL 材(Si=0.4)における熱時効による DBTT の変
図 II.2.R1-2. ORNL 材(Si=0.1)にお
ける熱時効による DBTT の変化
図 II.2.R1-3. 熱時効 ORNL 材(Si=0.4)における DBTT と降伏応力の関係
図 II.2.R1-4. 熱時効 ORNL 材(Si=0.1)における DBTT と降伏応力の関係

-II.2.R-4-
図 II.2.R1-6. MIG 溶接のまま溶接金
属 (P92) におけるシャルピー靭性
と溶存酸素の関係
図 II.2.R1-7. P91 および 2.25Cr-1Mo の
溶接金属における CVN 靭性におよぼす
溶接のままや PWHT 温度の影響
図 II.2.R1-8. 250-750oC で焼き戻し
された P91 母材における切り欠き引
張強度に及ぼす水素の影響
図 II.2.R1-9. 250-750oC で焼き戻し
されたレーザー溶接部の切り欠き引
張強度に及ぼす水素の影響

-II.2.R-5-
参考文献 [R1-1] D.J. Alexander, P.J. Maziasz, C.R. Brinkman, “The Effect of Long-term
Aging on the Impact Properties of Modified 9Cr-1Mo Steel,” in US DOE Rep, CONF-921109-6, p.7, 1992.
[R1-2] J.R. DiStefano, et al. “Summary of Modified 9Cr Steel Development Program,” in 1975-1986, ORNL, Oak Ridge, TN, October , 1986.
[R1-3] 西川聡、堀井行雄、長谷川忠之、古村一朗、改良 9Cr-1Mo 鋼溶接金属の長時
間時効によるじん性低下と回復.溶接非破壊技術検査センター、技術レビュ
ー,13 (2007) 26 [R1-4] 伊勢田敦朗,寺西洋志、吉川州彦、“高 Cr フェライト系耐熱鋼の長時間加熱
脆化と Laves 析出に及ぼす Si と Mo の影響,” 鉄と鋼 76-12 (1990) 132. [R1-5] L. Santella, R. W. Swindeman, R. W. Reed, J.M. Tanzosh, “Martensite
Transformation, Microsegregation and Creep Strength of 9Cr-1Mo-V Steel Weld Metals,” ORNL online http://web.ornl.gov/~webworks/cppr/y2001/pres/111523.pdf (平成 27 年 3 月
現在) [R1-6] C, Chovet, E. Galand, B. Leduey, “Effect of Various Factors on Toughness in
P92 SAW Weld Metal,” Welding World, 52-7/8 (2008) 18. [R1-7] 西川聡、堀井行雄、村川英一、田中甚吉、”Cr-Mo 系耐熱鋼のじん性-パイプ突
き合わせ継手に対する局部溶接後熱熱処理 (第 7 報),” 溶接学会全国大会講演概
要 第 73 集(2003-10) [R1-8] B. Silwal, L. Li, Deceuster, B. Griffith, “ Effect of Postweld Heat Treatment
on the Toughness of Heat-Affected Zone for Grade 91 Steel,” Welding Research, 92-3 (2013) 80-s
[R1-9] W.H. Lee, R.K. Shiue, C. Chen, “Mechanical Properties of Modified 9Cr-1Mo Steel Weld with Notches,” Mater. Sci. Eng. A356 (2003) 153.
[R1-10] 駒崎真一、本田哲也、坂村喬史、澤田浩太、木村一弘、幸野豊、改良 9Cr-1Mo鋼のクリープに伴う水素放出特性の変化、鉄と鋼, Vol.96-10 (2010) 614.

-II.2.R-6-
2. クリープ延性低下について Viswanathanの著書”高温構造物における損傷機構と寿命評価” [R2-1] によると高温
材料の余寿命評価には、材料開発に有益なクリープ強度と破断寿命の関係だけでは不十
分と指摘されている。高温で一定応力を負荷すると、空孔拡散支配の転位運動すなわち
クリープ変形が生じる。そのためひずみ累積による損傷を引き起こし、破断延性(断面
収縮率)に影響を及ぼす。従って、余寿命評価には断面収縮率や破断ひずみとクリープ
寿命の関係も考慮する必要がある。加えて平滑材試験では延性低下が認められなくても、
構造部に存在する応力集中部に切り欠き効果が生じクリープ脆化を誘起する可能性も
ある。著書は余寿命評価に重要な知見を示しているが 1989 年に出版されたため、超臨
界圧ボイラー材で使用される焼き戻しベイナイト組織を有する低合金鋼に限定されて
いる。 566oC 以上の超超臨界圧ボイラーに使用される材料では、空孔密度や拡散速度のさら
なる増加を伴うため、顕著なクリープ変形を抑制する金属組織が必要になっている。高
Cr を含有する P91 鋼では、連続冷却処理時にオーステナイトが安定化するため、空冷
でもマルテンサイトが形成する。また、その焼き戻しマルテンサイトには各種合金
(Cr,Mo,V,N など)炭化物の分散に加え、より微細な炭窒化物が密に分散している。容易
にマルテンサイトを生じる P91 鋼は製鋼工程に利点がある一方、ボイラー管の施工に
必要な熱間加工(高温 U 曲げ)、溶接及び PWHT などの各種の熱処理や加工に対して
特別な留慮が必要である。事実、短時間運転された超超臨界圧ボイラー管で破損事故が
多く生じている。低合金鋼とは異なるP91のための高度な余寿命評価の必要性がある。 (1) 超超臨界圧ボイラー管における破損事象
1999 年に Brett らは、568oC で 36000 時間 (僅か 4 年) 運転されたボイラー過熱器
の鏡板 (鋳造改良 9Cr-1Mo 鋼) に生じた破損事故とその原因解析を報告している [R2-2]。破損個所は鏡板・円筒板の溶接部であり鏡板側熱影響部(HAZ)の微細結晶粒領
域(IV)で生じている (図 2-1) 。破損しなかった鏡板(ビッカース硬さ;Hv=180 以上)
とくらべて、鏡板破損部 HAZ の Hv~174 と低い値が求まっている。破損側(鏡板)及び
健全側(円筒部)から小型パンチ (SP) 試験片を加工し、600oC で初期変位 0.6mm (相当
一定応力155MPa) 下でクリープ試験を実施した。その結果、鏡板破損部の SP 破損時
間は 316 時間、健全部では 2301 時間と破断時間に相違が見られた。また、それぞれの
最小クリープ速度は、1.4x10-3mm/h 及び 2.3x10-4 mm/h であった (表 2-1)。SP 試験の
最小クリ-プ変位は不明であるが破壊までと仮定し、クリープ変位と有効ひずみの関係
を用いてひずみ速度を推定した[R2-3]。加えて、それぞれの窒素量は同一(0.2%)である
が、鏡板破損部の Al 量は円筒部より高かった。Brett は N/Al 値は 1.5 と 5.6 異なっ
ていることを指摘した。N/Al 比が高くなるにつれて、より粗大な AlN が析出するため
N が欠乏し転位運動を妨げる微細な Nb や V と炭素・窒素化合物の分散密度が減少す

-II.2.R-7-
るためと推測される。Brett は 2004 年までにさらなる破損事故をまとめ、実機では Hv =180 以下の HAZ で N/Al<3.5 の場合に破損が生じることを示した (ASTM の最大と最
小の基準値を満足する Al-N の線図 2-2 における灰色領域) [R2-4]。
(2) クリープ延性低下の要因 最近の EPRI レポート(2014 年 8 月)では、P91 母材のクリープ破断延性が試験材料
によって著しく異なることを示した[R2-5]。ORNL で開発された当時(1986 年)の P91鋼では、クリープ延性(断面収縮率)のばらつきが 2014 年の NIMS 試験材とくらべて
著しい(図 2-3 と 2-4)。これらは母材の結果であり、微細粒 HAZ の延性低下はさらに増
加すると予想される。PWHT された HAZ の軟化域は約 1mm であるが、クリープ試験
で数倍にひろがる[R2-6]。しかし、実機ボイラーの亀裂伝播の幅は数 100m と狭く、
クリープ抵抗を軽減する組織変化や切り欠き脆化効果が生じる可能性もある[R2-7]。前
述のように、高 Cr を含む P91 ではマルテンサイト変態が空冷で容易に形成される。そ
のためマルテンサイトの不安定性とフェライト相の形成がクリープ延性低下にも関係
する。従って化学組成の微妙な変化や熱間加工処理の温度などによって多様な組織が生
じ高温クリープ強度や破断延性と破断寿命の関係に及ぼす影響は複雑になる。 (3) クリープ強度に及ぼす N/Al 比の影響 クリープ寿命 (tf) は拡散誘起のひずみ速度に支配されるので、その活性化エネルギ
ーを表示する Larson-Miller パラメーター[PLM=T(C+logtf)]と関係する事が知られてい
る[R2-8]。クリープ変形の活性化エネルギーは応力に影響される。そこでクリープ強度 (cr)と長時間寿命の関係を推定するため、cr を PLMの多項式で近似される。最小二乗
法を用いて、その多項式の相関係数が最大になる条件で C 値を選択し PLMを決定した (図 2-5)。 駒井[R2-9]は Brett の提案を裏づけるため、異なる N/Al 値を有する母材と溶接 HAZ
において、クリープ強度と寿命及び温度の関係に及ぼす影響調べた。各種材(A-E)の N と Al の値は図 2-2 に示している。HAZ と比較して、母材では N/Al 値がクリープ強度
に顕著な影響を及ぼさない(図 2-6 と 2-7)。また、母材 (D; N/Al=4.1) の短時間クリー
プ試験結果から、PLM法で推定される長時間のクリープ挙動は NIMS の 600oC 以下で
長時間実験結果 (点線)と一致している(図 2-6)[R2-10]。N/Al 値の低い(A と B 材)のHAZ では、長寿命領域で著しくクリープ強度が低下している(図 2-7)。クリープ強度に
PLM法を適用すると、そのしきい値(40MPa)の存在が予測される。各種母材と HAZ における tf=2 x 105 におけるクリープ強度は N/Al の対数依存性を示す(図 2-8)。Al の増
加によるクリープ抵抗の低下は、粗大な AlN の形成により微細な炭化・窒化物の分散
が妨げられるためとも考えられる。560oC を超える高温では空孔の密度と拡散が増大す
し析出物の転位固着力が低下するので、さらなる微細な析出物を高密度に分布すること

-II.2.R-8-
が必要である。電子顕微鏡観察で検出できないナノスケールの炭化・窒化物の解析が必
要と考えられる。たとえば中性子照射された原子力圧力容器材における硬化は、アトム
プローブで検出されるナノサイズのCuを核とする析出物の分散に起因するとされてい
る[R2-11]。 (4) 破断寿命に及ぼす定常クリープ速度及びクリープ軟化の影響 定常クリープ速度(MCR)と寿命は逆指数関係(MCR~tf--m)にあることを Monkman
と Grant が経験的に提案した(MG 則) [R2-12]。MG 則は、2 万時間の寿命まで成り立
ち、負荷応力、試験温度及び各種高 Cr-Mo 鋼などに依存しない ( 図 2-9) [R2-6,R2-13~R2-16]。溶接部の結果は多くは観察されないが、HAZ や溶接金属との依
存性が多少認められる(図 2-10)[2-17]。従って MCR を測定することでクリープ寿命を
推定可能である。しかし HAZ の MCR を測定するには、ゲージ長さの設定などで問題
がある。前述の破損事故部と健全部から加工された SP 試験の結果では MG の指数 (m) は平滑試験片の結果とおよそ一致している(図 2-10)。ただし、その MCR は通常試
験より一桁高い。その一因は、MCR の範囲が不明なためとも言える。高温圧縮押し出
試験などで MCR を測定し、通常のクリープ速度試験結果との相関性を得れば、MG 則
を適用してクリープ寿命を推定する試みも望まれる。加えて、MG 則における断面収縮
率の関連を調べる必要もある。 増山は、母材と HAZ に対するクリープ中断試験後に応力が負荷されるゲ-ジ部と掴
み部(熱時効相当)で硬さの測定を行い、クリープ試験では熱時効より著しく軟化するこ
とを示した[R2-6]。 駒井が示した (N/Al=4.1)と同様の P91 材における 600oC の長時間
クリープ強度は 600oC 以下における NIMS のクリープ強度とほぼ同一である(図 2-11)。ゲージ部の硬さを掴み部の値で規格化した Hvをクリープ中断時間/破断寿命でプロッ
トすると試験温度、応力、母材や溶接 HAZ に依存せず直線的にクリープ軟化が生じる
(図 2-12)。クリープ破断に近づくと急激な軟化が生じるが、これはボイド密度が増大す
るためである。クリープ中断試験片における一万倍の走査電子顕微鏡像から、混在する
クリープくさび亀裂とボイド破壊が微細粒界に沿って進展することがわかる。 (5) 表面活性微量元素がクリープ脆化に及ぼす影響 低合金鋼 (Cr-Mo、Cr-Mo-V、Ni-Cr-Mo など) では、IV-VI 属の元素(Sb, Sn, P, S)
は粒界に偏析し焼き戻し粒界脆化を引き起こす。その粒界偏析は高温クリープ脆化にも
要因になるが脆化能は焼き戻しとはかならずしも一致しない[R2-5]。その理由は焼き戻
し脆化では粒界偏析が高温で生じ、常温まで冷却後に粒界偏析元素が破面形成エネルギ
ーを低下し、急速な亀裂伝播を引き起こすことによる(焼き戻し脆化)。一方、高温での
粒界クリープ破壊の進展において、粒界偏析した元素と亀裂やボイド表面の空孔間で交
換拡散を生じ、それらの先端に局所的な破面形成エネルギーの低下をもたらす(図 2-13)。
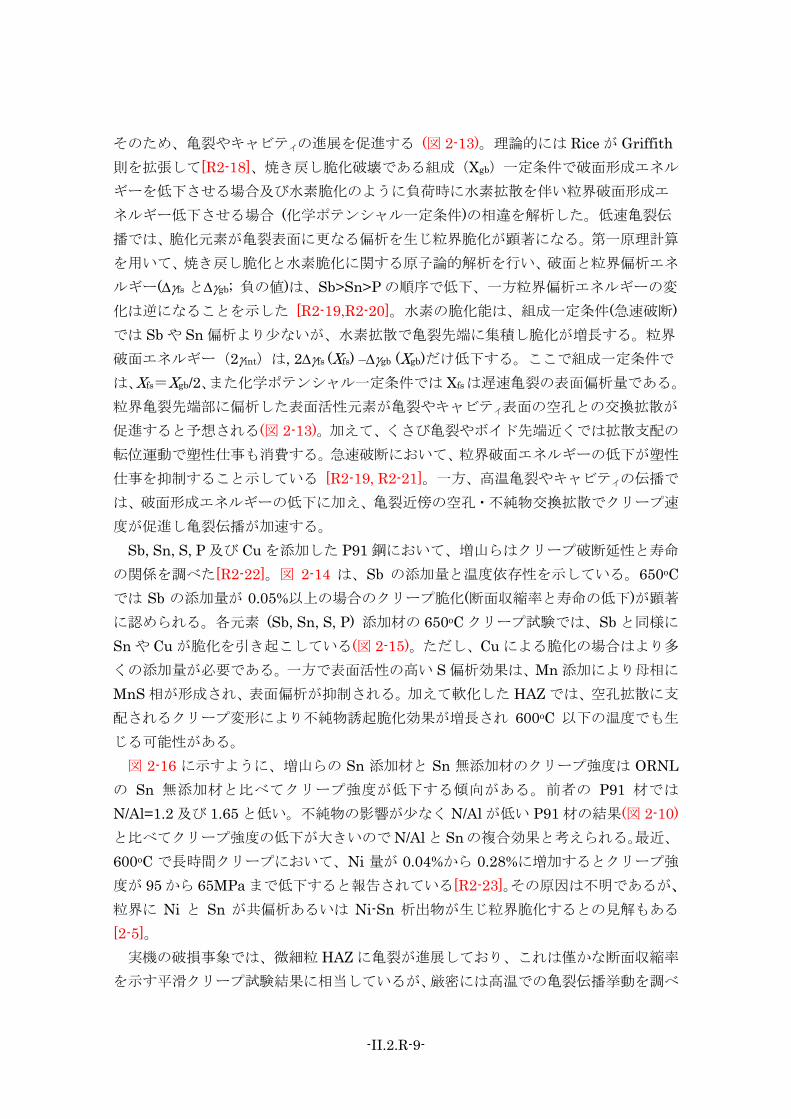
-II.2.R-9-
そのため、亀裂やキャビテイの進展を促進する (図 2-13)。理論的には Rice が Griffith則を拡張して[R2-18]、焼き戻し脆化破壊である組成(Xgb)一定条件で破面形成エネル
ギーを低下させる場合及び水素脆化のように負荷時に水素拡散を伴い粒界破面形成エ
ネルギー低下させる場合 (化学ポテンシャル一定条件)の相違を解析した。低速亀裂伝
播では、脆化元素が亀裂表面に更なる偏析を生じ粒界脆化が顕著になる。第一原理計算
を用いて、焼き戻し脆化と水素脆化に関する原子論的解析を行い、破面と粒界偏析エネ
ルギー(fs とgb; 負の値)は、Sb>Sn>P の順序で低下、一方粒界偏析エネルギーの変
化は逆になることを示した [R2-19,R2-20]。水素の脆化能は、組成一定条件(急速破断)では Sb や Sn 偏析より少ないが、水素拡散で亀裂先端に集積し脆化が増長する。粒界
破面エネルギー(2int)は, 2fs (Xfs) –gb (Xgb)だけ低下する。ここで組成一定条件で
は、Xfs=Xgb/2、また化学ポテンシャル一定条件では Xfsは遅速亀裂の表面偏析量である。
粒界亀裂先端部に偏析した表面活性元素が亀裂やキャビテイ表面の空孔との交換拡散が
促進すると予想される(図 2-13)。加えて、くさび亀裂やボイド先端近くでは拡散支配の
転位運動で塑性仕事も消費する。急速破断において、粒界破面エネルギーの低下が塑性
仕事を抑制すること示している [R2-19, R2-21]。一方、高温亀裂やキャビテイの伝播で
は、破面形成エネルギーの低下に加え、亀裂近傍の空孔・不純物交換拡散でクリープ速
度が促進し亀裂伝播が加速する。 Sb, Sn, S, P 及び Cu を添加した P91 鋼において、増山らはクリープ破断延性と寿命
の関係を調べた[R2-22]。図 2-14 は、Sb の添加量と温度依存性を示している。650oCでは Sb の添加量が 0.05%以上の場合のクリープ脆化(断面収縮率と寿命の低下)が顕著
に認められる。各元素 (Sb, Sn, S, P) 添加材の 650oC クリープ試験では、Sb と同様に
Sn や Cu が脆化を引き起こしている(図 2-15)。ただし、Cu による脆化の場合はより多
くの添加量が必要である。一方で表面活性の高い S 偏析効果は、Mn 添加により母相に
MnS 相が形成され、表面偏析が抑制される。加えて軟化した HAZ では、空孔拡散に支
配されるクリープ変形により不純物誘起脆化効果が増長され 600oC 以下の温度でも生
じる可能性がある。 図 2-16 に示すように、増山らの Sn 添加材と Sn 無添加材のクリープ強度は ORNL
の Sn 無添加材と比べてクリープ強度が低下する傾向がある。前者の P91 材では
N/Al=1.2 及び 1.65 と低い。不純物の影響が少なく N/Al が低い P91 材の結果(図 2-10)と比べてクリープ強度の低下が大きいので N/Al と Sn の複合効果と考えられる。最近、
600oC で長時間クリープにおいて、Ni 量が 0.04%から 0.28%に増加するとクリープ強
度が 95 から 65MPa まで低下すると報告されている[R2-23]。その原因は不明であるが、
粒界に Ni と Sn が共偏析あるいは Ni-Sn 析出物が生じ粒界脆化するとの見解もある
[2-5]。 実機の破損事象では、微細粒 HAZ に亀裂が進展しており、これは僅かな断面収縮率
を示す平滑クリープ試験結果に相当しているが、厳密には高温での亀裂伝播挙動を調べ

-II.2.R-10-
ることが重要である。J 積分の時間変化率 C*(t) が高温亀裂伝播を支配すると考えられ
ている。しかし、厳密には亀裂のまわりの変形速度を決定する必要がある [R2-1]。ま
た、前述のように高温では亀裂やキャビテイ先端で空孔が粒界側に脆化元素が亀裂破面
側に交換拡散し破面形成エネルギーが変化する。従って高温では亀裂の駆動力及び破壊
エネルギーがそれぞれ時間依存性を示すので破壊力学的評価法は発展途上にある。 表 II.2.R2-1. 過熱器における鏡板溶接部の破損部及び健全部円筒部における小型
パンチ試験法によるクリープ試験結果及び硬さと N/Al 値の比較 初期変位(mm)
~ 155MPa 破断変位
mm 破断寿命
h 最小変位率
mm/h 硬さ Hv
N/Al
鏡板破損部 0.6 1.61 316 0.0014 174 1.5 円筒板健全部 0.58 1.43 2301 0.00023 184-189 5.6
図 II.2.R2-1 超超臨界圧ボイラー管
破損部の概略図 図 II.2.R2-2.実機破損(灰色)と各種
クリープ材の N/Al 値
図 II.2.R23. ORNL 材におけるクリープ破
断延性とクリープ寿命の関係(1986 年) 図 II.2.R2-4. NIMS 材におけるクリープ
破断延性と寿命関係の(2014 年)

-II.2.R-11-
図 II.2.R2-5. NIMS と ECCC 材におけるク
リープ強度と PLMの多項式フィッティング
図 II.2.R2-6. 各種N/Al値を有する母材の
クリープ強度と寿命の関係
図 II.2.R2-7. 各種 N/Al 値を有する HAZ部におけるクリープ強度と寿命の関係
図 II.2.R2-8. 各種HAZと母材の 600oC 2x105
時間におけるクリープ強度と N/Al の関係

-II.2.R-12-
図 II.2.R2-9 各種母材における Monkman Grant プロット
図 II.2.R2-10 溶接部における Monkman Grant プロットと事故材と健全材の SP 試
験結果
図 II.2.R2-11 母材と HAZ におけるクリ
ープ強度と寿命の関係 図 II.2.R2-12 中断試験されたゲージ部の硬
さ/掴み部の硬さと中断時間/寿命の関係
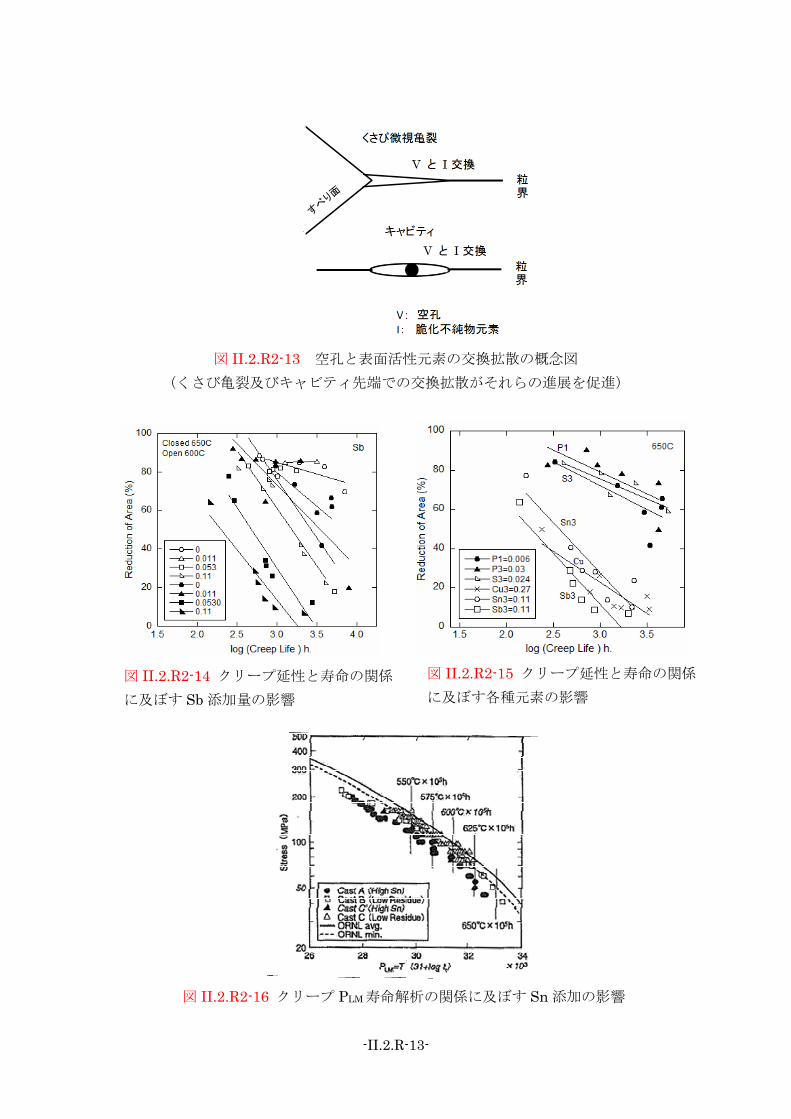
-II.2.R-13-
図 II.2.R2-13 空孔と表面活性元素の交換拡散の概念図 (くさび亀裂及びキャビティ先端での交換拡散がそれらの進展を促進)
図 II.2.R2-14 クリープ延性と寿命の関係
に及ぼす Sb 添加量の影響 図 II.2.R2-15 クリープ延性と寿命の関係
に及ぼす各種元素の影響
図 II.2.R2-16 クリープ PLM寿命解析の関係に及ぼす Sn 添加の影響

-II.2.R-14-
3. 課題 超超臨界圧ボイラー管の軟化した HAZ(IV) で破断事故 N/Al 値が低い HAZ (IV)部では、Al 量が増加すると AlN 相が多く析出するのでク
リープ抵抗を維持する微細で高密度な炭化・窒化物の分散が軽減する。N/Al 値が
低くても Hv の高い母材では、亀裂進展は生じない。電子顕微鏡で検出できない
ナノスケールの微細析出物をアトムプローブ法で解析することが望まれる。 余寿命予測法
Monkman-Grant (MG) 則では、負荷応力、試験温度、各種高 Cr 材などに依存せ
ず定常クリープひずみ速度と寿命が逆指数関数で表示される。この MG 則は実験
的に長寿命約 2x105 時間(15 年)まで成立している。定常ひずみ速度を測定すれば
クリープ寿命は推定可能である。しかし HAZ のクリープ速度の測定は困難である。
レーザーなどで微細粒 HAZ のひずみ速度を測定することが期待されるが、高温で
の測定なので、高温押し出し圧縮法などで測定した結果と関連づけることで、レ
ーザーなどによる寿命予測が達成可能かも知れない。 高温亀裂伝播の破壊力学解析と断面収縮率
高温粒界クリープ亀裂進展を評価するには、その進展機構を理解する必要がある。
粒界亀裂やボイド進展には、破面形成エネルギーと拡散支配による転位運動による
塑性仕事と事が消費される。しかし高温破壊亀裂駆動力は、亀裂先端近傍のひずみ
速度にも依存するので破壊力学的解析は困難である。断面収縮率の減少は、クリー
プ脆化を意味する。一方クリープ強度の PLM解析や Monkman-Grant 解析におい
て断面収縮率がどのように関係しているかを明らかにすることは重要である。

-II.2.R-15-
参考文献 [R2-1] R. Viswanathan, “Damage Mechanism and Life Assessment of High
Temperature Components,” ASM International, 1989; 日本語訳, 増山不二光/丸山公一
[R2-2] S.J. Brett, D.J. Allen, Pacey, “Failure of a Modifies 9Cr Header Endplate,” Case Histories on Integrity and Failures,” in Industries, Book publisher: EMAS, UK, Milan, Italy (1999) 873.
[R2-3] J. Kameda and X. Mao, “Small Punch and TEM Disc Testing Techniques and their Application to Characterization of Radiation Damage,” J. Mater. Sci. 27 (1992) 983.
[R2-4] S.J. Brett, J.S. Bates, R.C.Thomson, “Aluminum Nitride Precipitation in Low Strength Grade 91 Power Plant Steels,” in EPRI 4th Conf. Advanced Materials Technology for Fossil Plants, South Carolina, 2004.
[R2-5] The Benefits of Improved Control of Composition of Creep-Strength-Enhanced Ferritic Steel Grade 91,” in EPRI Report August, 2014.
[R2-6] F. Masuyama, “Creep Degradation in Weld of Mod.9Cr-1Mo Steel,” in Int. J. PVP, 83 (2006) 819.
[R2-7] J. Parker and S.J Brett, Creep Performance of a Grade 91 Header, Inter. J. Press. Vessel. Pip. 111-112 (2013) 82.
[R2-8] F.R. Larson, J. Miller, “Trans. Amer. Soc. Mech. Eng. 74 (1952) 765. [R2-9] N. Komai, “Creep Rupture Properties of P91 and P92 Weldments,” in
Advances in Material Technology for Fossil Power Plants: Proc. 5th Inter. Conf. October 3-5, Marco Island, FL, 2007.
[R2-10] K. Kimura, H. Kushima, F. Abe, “Microstructural Change and Degradation Behavior of 9Cr-1Mo-V-Nb Steel in the Long Term,” in Proc. 5th Inter. Charles Parsons Turbine Conference, Churchill College, Cambridge University, UK, 2000, p. 590.
[R2-11] T. Takeuchi, et al. “Effects of Chemical Composition and Dose on Microstructure Evolution and Hardening of Neutron-irradiated Reactor Pressure Vessel Steels,” J. Nucl. Mater, 402 (2010) 93.
[R2-12] F.C. Monkman, N.J. Grant, Proc. ASTM, 56 (1956) 593. [R2-13] R. Lim et al. “Modelling of Necking During Creep of Grade 91 Steel,”
https://hal-mines-paristech.archives-ouvertes.fr/hal-00541287/document (平成 27 年 3 月現在)
[R2-14] F.V. Ellis and R,W. Swindeman, “Creep Constitutive Equation of Grade 91

-II.2.R-16-
Steel,” PVP, 262 (1993) 157 [R2-15] S. Spigarelli, et al., “Interpretation of Creep Behavior of a 9Cr–Mo–Nb–V–N
(T91) Steel UsingThreshold Stress Concept, “Mater. Sci. Tech. 11 (1999) 1433.
[R2-16] T.C. Totemeier et al. Met, Mater. Trans, A. 37A (2006) 1519 [R2-17] G. Eggeler et al. “Analysis of Creep in a Welded P91 Pressure Vessel,” Int. J.
PVP 60 (1994) 237. [R2-18] J.R. Rice, “Hydrogen and Interfacial Cohesion,” in Effects of Hydrogen on
Behaviors of Materials, Metallurgical Society of AIME, N.Y. 1976, p.455. [R2-19] M. Yamaguchi, J. Kameda, “Multiscale Thermodynamic Analysis of
Fracture Toughness Loss Induced by Solute Segregation in Steel,” Phil. Mag. 94/19 (2014) 2131.
[R2-20] M. Yamaguchi, J. Kameda, ”Intergranular Decohesion Induced by Mobile Hydrogen in Iron with and without Segregated Carbon; First-Principles Calcula- tions,” Inter. Hydrogen Conf.: Hydrogen-Materials Interactions, ASME, 2013.
[R2-21] M.L. Jokl, V. Vitek, C.J. McMahon, Jr., Acta Metall. 28 (1980) 1479 [R2-22] F. Masuyama, N. Nishimura, M. Ozaki, “Creep Properties of Grade
91Castings and Forgings with High Residual Elements,” in PVP 476, Experience with Creep-Strength Enhanced Ferritic Steels and New and Emerging Computational Methods, July 25-29, San Diego, CA 2004, p.19.
[R2-23] K. Kimura, H. Kushima, K. Sawada, “Long-term Creep Strength Properties of Advanced Ferritic Creep Resistant Steels, ” in 6th Inter. Conf. on Advance in Materials Technology, ASM International, 2011, p.732.

- II.3.1-1 -
3. 配管の減肉評価に関する検討 火力発電設備、原子力発電設備及び石油化学プラント等においては、系統配管の
肉厚の一部が運転時間の経過と共に減少する局部減肉が知られており、過去の経験
等に基づいた局部減肉管理がとられていた。しかし、人的被害を伴う大規模破断に
至る事象を経験したことから、これに対応するため、国内外で減肉管理のための定
期的な配管肉厚測定や規格の作成などの予防保全対策が講じられている。 国内での火力発電設備及び原子力発電設備に対しては、一般社団法人日本機械学
会において発行された「発電用設備規格 配管減肉管理に関する規格 JSME S CA1-2005」(以下、減肉管理規格という)において配管の減肉管理に関する規定と
配管減肉に関する技術的知見の現状がまとめられ、配管の減肉管理指針を策定する
際に配慮すべき現象とその評価法等の技術的事象が解説されている。加えて、火力
発電設備に対しては、この減肉管理規格を具現化した「発電用火力設備規格 火力
設備配管減肉管理技術規格 JSME S TB1-2009」(以下、減肉技術規格)が一般社団
法人日本機械学会から発行されている。この減肉技術規格は、電気事業法施行規則
第 94 条の 3 第 1 項第 1 号及び第 2 号に定める定期事業者検査の方法の解釈で是認さ
れ、定期事業者検査として活用されている。減肉技術規格においては、設計時の計
算上必要 小厚さに基づいた寿命評価を求めている。 一方、海外の減肉管理に関する規格では設計時の計算上必要 小厚さも考慮しな
がら、その他の設計基準や破壊力学的な観点から許容局部減肉を規定しているもの
がある。 本検討では、現行の配管の減肉管理に加えて、延性破壊防止の観点から新たな配
管の減肉管理に関する知見が得られていることから、これを踏まえた新たな配管の
減肉強度評価について調査を実施した。その結果を以下に示す。 3.1 現行の減肉管理調査 現行の配管の減肉管理については、電気事業法施行規則 94 条の 3 第 1 項第 1
号及び第 2 号に定める定期事業者検査の方法の解釈[1](以下、定期事業者検査の
方法の解釈)で是認された減肉技術規格による余寿命評価に基づく評価が行われ
ている。ここでの基本思想は、減肉速度を基に設計時の計算上必要 小厚さを満
足するように点検計画を策定してその計画に従った試験を実施すると共に、この
試験結果を踏まえた次回以降の点検計画を策定することにある。以下に現行の減
肉管理への法規要求と是認されている減肉技術規格の概要を示す。 (1) 現行の減肉管理に対する法規要求の概要 電気事業法では、主務省令で定められた特定電気工作物について定期事業者検
査を行うことを定めている。その方法については電気事業法施行規則に機能性化
された要求があり、定期事業者検査の方法の解釈において、管の厚さ測定の結果
を踏まえた寿命評価が要求されているが、規格の認証に係る部分を除いて減肉技
術規格を参照することができるという表現で減肉技術規格が是認されている。こ
の規格では、発電用火力設備の技術基準の解釈(以下、火技解釈という)で規定

- II.3.1-2 -
される設計時の計算上必要 小厚さを満足するように点検計画を策定し、この計
画に従って試験を実施することを減肉管理の基本としている。現行の減肉管理に
対する法規要求を表 II.3.1-1 に示す。ここで、定期事業者検査の方法の解釈におい
て、ボイラー附属設備の中のボイラーに附属する管及び蒸気タービン附属設備の
中の蒸気タービンに附属する管については、測定計画に基づき管の厚さ測定及び
寿命評価を行うこと、これに基づき、必要に応じて測定計画の策定や見直しを行
うことと規定している。 (2) 減肉技術規格の概要
減肉技術規格では、代表部位の選定、検査、評価及び補修について規定されて
いる。代表部位の選定では減肉しやすい部位の選定を、検査では代表部位への定
点観測と検査方法を、評価では肉厚と減肉速度から設計時の計算上必要 小厚さ
未満とならないような定検時期の管理がそれぞれ要求される。設計時の計算上必
要 小厚さ未満となる場合は、補修として火技解釈に従った減肉配管の取替を行
うこととなる。 減肉評価に必要な検査方法は減肉技術規格(JSME S TB1-2009)で既に定めら
れており、厚さ測定が可能な次の 8 通りの方法が規定されている。 ① JIS Z 2355 超音波パルス反射法による厚さ測定方法(手探傷が多い) ② 放射線透過画像検査による試験方法(エッジ法)【小口径、薄肉のみ】 ③ パルス渦電法による試験方法 ④ 電位差法による試験方法(手探傷が多い) ⑤ 3 次元超音波検査法による試験方法 ⑥ 歪測定法による試験方法 ⑦ ガイド波反射検査法による試験方法 ⑧ 電磁超音波法による試験方法 減肉評価を行う上での測定ピッチも減肉技術規格を準用することが可能と考え
られるが、具体的な記載はない。また、測定ピッチは定点観測用のものである。 このため、検査方法については本調査で検討の必要はなく、必要に応じて、減
肉技術規格で規定されている厚さ測定が可能なものを引用する。引用したもので
例えば全面走査を行い、 も薄い厚さを測定することができると共に厚さ測定を
しつつ前後左右走査等を行うことで、減肉領域を検出することができる。ただし、
手動探傷における走査等では、厚さ記録の量が膨大とならないように考慮しつつ、
評価を行う際の具体的な記録ピッチを規定するかは検討する必要がある。 参考文献 [1] 電気事業法施行規則第94条の3第1項第1号及び第2号に定める定期事業者検
査の方法の解釈(平成 23・01・28 原院第 3 号 平成23年4月4日、NISA-23
4a-11-2)

表 II.3.1-1 現行の減肉管理に対する法規要求(1/10)
- II.3.1-3 -
I I. 電気事業法の関連条項
(定期安全管理検査)
第五十五条 特定電気工作物(発電用のボイラー、タービンその他の経済産業省令で定める
電気工作物であって前条第 1 項で定める圧力以上の圧力を加えられる部分があるもの並
びに発電用原子炉及びその附属設備であって経済産業省令で定めるものをいう。以下同
じ。)を設置する者は、経済産業省令で定めるところにより、定期に、当該特定電気工作
物について事業者検査を行い、その結果を記録し、これを保存しなければならない。
2 前項の検査(以下「定期事業者検査」という。)においては、その特定電気工作物が第
39 条第 1 項の経済産業省令で定める技術基準に適合していることを確認しなければならな
い。
II II. 電気事業法施行規則の関連条項
第九十四条の三 定期事業者検査は、次に掲げる方法で行うものとする。
一 解放、分解、非破壊検査その他の各部の損傷、変形、摩耗及び異常の発生状況を確認す
るために十分な方法
二 試運転その他の機能及び作動の状況を確認するために十分な方法
III
III. 電気事業法施行規則第 94 条の 3 第 1 項第 1 号及び第 2 号に定める定期事業者検査の方
法の解釈(平成 23・01・28 原院第 3 号 平成23年4月4日,NISA-234a-11
-2)の関連条項
電気事業法施行規則(平成 7 年通商産業省令第 77 号)第 94 条の 3 第 1 項第 1 号及び第 2
号に規定する定期事業者検査の十分な方法について、発電用火力設備及び燃料電池設備に適
用する場合の解釈を下記のとおり制定する。
〈また書き、省略〉
なお、同各号に規定する定期事業者検査の十分な方法は、この解釈に限定されるものでは
なく、同各号に照らして十分な保安水準の確保が達成できる技術的根拠があれば、同各号に
適合するものと判断することとする。
1 電気事業法施行規則第 94 条の 3 第 1 号に規定する「開放、分解、非破壊検査その他の
各部の損傷、変形、摩耗及び異常の発生状況を確認するために十分な方法」及び同条第 2
号に規定する「試運転その他の機能及び動作の状況を確認するために十分な方法」の解釈
は、別表のとおりとする。
なお、別表に基づく定期事業者検査に必要な範囲において、以下に掲げる規格を参照す
ることができる。
(1) 社団法人火力原子力発電技術協会発行「火力発電所の定期点検指針」
(TNS-G1001-2005.4)
(2) 社団法人日本機械学会規格「発電用火力設備規格火力発電設備配管減肉管理技術規格
(2009 年版)」(JSME S TB1-2009)(規格の認証に係る部分を除く。)
2 上記 1. に示された方法により点検を行う設備(出力 1 万キロワット未満のガスタービ

表 II.3.1-1 現行の減肉管理に対する法規要求(2/10)
- II.3.1-4 -
III
ン及び炉頂圧ガスタービンを除く。)にあっては、組立終了の後速やかに試運転を行うもの
とする。この場合、可能な限り 4/4 出力により実施すること。
別表
設 備 項 目 検 査 方 法
2 ボイラー附属
設備
(4) ボイラ-に附属
する管
a 測定計画に基づき管の厚さ測定を
行う。
b 上述の a の他、前回の定期事業者検
査以降の中間停止等において行っ
た管の厚さ測定の結果を踏まえ、寿
命評価を行い、又は、既に行った寿
命評価の確認を行う。
c 必要に応じ、今後における管の厚さ
の測定計画策定又は見直しを行う。
5 蒸気タービン
附属設備
蒸気タービンに附属
する管 同上
IV IV. 発電用火力設備に関する技術基準を定める省令の関連条項
(ボイラー等の構造)
第六条 ボイラー等及びその附属設備(液化ガス設備を除く。以下この章において同じ。)
の耐圧部分の構造は、最高使用圧力又は最高使用温度において発生する最大の応力に対し
安全なものでなければならない。この場合において、耐圧部分に生ずる応力は当該部分に
使用する材料の許容応力を超えてはならない。
(蒸気タービン等の構造)
第十三条
5 蒸気タービン及びその附属設備(液化ガス設備を除く。第十六条において同じ。)の耐
圧部分の構造は、最高使用圧力又は最高使用温度において発生する最大の応力に対し安全な
ものでなければならない。この場合において、耐圧部分に生ずる応力は当該部に使用する材
料の許容応力を超えてはならない。
V
V. 発電用火力設備の技術基準の解釈の関連条項
本解釈は、発電用火力設備に関する技術基準を定める省令(平成 9 年通商産業省令第 51
号。以下「省令」という。)に定める技術的要件を満たすべき技術的内容を具体的に示した
ものである。
なお、省令に定める技術的要件を満たすべき技術的内容は、この解釈に限定されるもので
はなく、省令に照らして十分な保安水準の確保が達成できる技術的根拠があれば、省令に適
表 II.3.1-1 現行の減肉管理に対する法規要求(3/10)
- II.3.1-5 -
V
合するものと判断するものである。
(ボイラー等の構造)
第 3 条 省令第 6 条に規定する「安全なもの」とは、第 6 条から第 14 条に定める構造であ
り、第 5 条の水圧に係る性能を有するものをいう。ただし、形状、穴の位置等によりこれ
によりがたい耐圧部分であって、その最高使用圧力が日本工業規格 JIS B 8280(2003)「非
円形胴の圧力容器」の「附属書 2(規定)検定水圧試験」により試験を行って求めた検定
圧力以下であるものにあっては、この限りでない。
2 前項ただし書において、日本工業規格 JIS B 2311(2009)「一般配管用鋼製突合せ溶接
式管継手」、日本工業規格 JIS B 2312(2009)「配管用鋼製突合せ溶接式管継手」、日本
工業規格 JIS B 2313(2009)「配管用鋼板製突合せ溶接式管継手」又は日本工業規格 JIS B
2316(2007)「配管用鋼製差込み溶接式管継手」に適合する管継手にあっては、その最高
使用圧力が当該管継手の当該規格に定める水圧試験圧力から求めた検定圧力以下である
場合は、前項ただし書の検定水圧試験を省略することができる。
(水圧試験)
第 5 条 ボイラー等及びその附属設備の耐圧部分の耐圧に係る性能は、次の各号に適合する
ものとする。
一 最高使用圧力の 1.5 倍の水圧(附属設備であって、水圧で試験を行うことが困難であ
る場合は、最高使用圧力の 1.25 倍の気圧)まで昇圧した後、適切な時間保持したとき、
これに耐えるものであること。
二 前号の試験に引き続き最高使用圧力以上の水圧(附属設備であって、水圧で試験を行
うことが困難である場合は、最高使用圧力以上の気圧)で点検を行ったとき、漏えいが
ないものであること。
三 試験に用いる水は、凍結及び加圧時の脆性破壊が生ずるおそれのない温度であるこ
と。
(容器の胴)
第 6 条 容器の胴(長方形管寄せの胴を除く。以下この条において同じ。)の形は、次の各
号によるものであること。
一 円筒形又は図 1 から図 5 までに示す円すい形(ボイラー等及び独立節炭器に係る容器
にあっては、図 1 及び図 2 に示すものに限る。)であること。

表 II.3.1-1 現行の減肉管理に対する法規要求(4/10)
- II.3.1-6 -
V
二 円筒形又は同軸円すい形の胴にあっては、軸に垂直な同一断面における最大内径と最
小内径との差は、当該断面の基準内径の 1%以下であること。
2 容器の胴の厚さは、次の各号に掲げる値のいずれか大きいもの以上であること。ただし、
管をころひろげにより取り付ける管座の部分は、10 mm 以上であること。
一 ボイラー等及び独立節炭器に属するものにあっては日本工業規格 JIS B 8201(2005)
「陸用鋼製ボイラ-構造」の「6.1.1 胴の最小厚さの制限」に規定されている値、ボイ
ラー等及び独立節炭器以外のものに属し、かつ、溶接継手を有するものにあっては炭素
鋼鋼板又は低合金鋼鋼板の場合は 3 mm、その他の材料の場合は 1.5 mm
二 円筒形の胴にあっては日本工業規格 JIS B 8201(2005)「陸用鋼製ボイラ-構造」の
「6.1.2 内圧胴の最小厚さ」に規定されている計算式により算出した値、円すい形の胴
にあっては日本工業規格 JIS B 8201(2005)「陸用鋼製ボイラ-構造」の「6.1.11 円
すい胴の最小厚さ」に規定されている計算式により算出した値(偏心円すい胴にあって
は、偏心円すいとそれに接続する円筒のなす角度の最大値を半頂角として算出した値)、
ただし、ボイラー等及び独立節炭器以外のものに属する容器の胴にあっては、計算式に
おける付け代は 0 とする。
3 前項の長手継手の効率は、溶接継手の効率とし、日本工業規格 JIS B 8201(2005)「陸
用鋼製ボイラ-構造」の「8.2.3 溶接継手の効率」に規定されている値とする。この場合

表 II.3.1-1 現行の減肉管理に対する法規要求(5/10)
- II.3.1-7 -
V
において、「放射線試験を行うもの」とは次の各号のものをいう。
一 ボイラー等及び独立節炭器に属する容器及び管にあっては、第 125 条及び第 127 条第
2 項第一号の規定に準じて放射線透過試験を行い、同条第 3 項第一号の規定に適合する
もの
二 前号に掲げるもの以外のものにあっては第 143条及び第 145条第 2項第一号の規定に
準じて放射線透過試験を行い、同条第 3 項第一号の規定に適合するもの
4 第 2 項の連続した穴がある場合における当該部分の効率は、当該部分を第 5 項の規定に
準じて補強する場合は 1、その他の場合は日本工業規格 JIS B 8201(2005)「陸用鋼製ボ
イラ-構造」の「6.1.5 長手方向に配置された管穴部の強さ」から「6.1.9 管穴が不規則
に配置された場合の効率」の規定によるものとする。
5 容器の胴に穴を設ける場合は、日本工業規格 JIS B 8201(2005)「陸用鋼製ボイラ-構
造」の「6.6.9 補強を必要としない穴」から「6.6.14 強め材の強さ」まで及び「8.2.6 管
台、強め材などの溶接」に従って補強すること。ただし、「6.6.12 補強に有効な面積」
の「tnr」は、「6.1.2 内圧胴の最小厚さ」を求める算式と同じ算式を用い、付け代αは 0
とする。
6 円すい形の胴と円筒形の胴とを接続する場合、大径端部及び小径端部は、次の各号によ
ること。
一 円すい形の胴と円筒形の胴との接続は、第 1 項第一号の図 1 から図 5 に示すように行
うこと。
二 大径端部及び小径端部は、日本工業規格 JIS B 8265(2010)「圧力容器の構造-一般
事項」の「附属書 E(規定)圧力容器の胴及び鏡板」の「E.2.4 円すい胴の計算厚さ」
の「b) 大径端部」及び「c) 小径端部」によること。
(長方形管寄せ)
第 7 条 省略
(容器の鏡板)
第 8 条 省略
(容器の平板)
第 9 条 容器の平板の厚さは、次の各号に掲げる板の区分に応じ、それぞれ当該各号に定め
る値以上とする。ただし、付け代は、ボイラー等及び独立節炭器に属する容器の平板にあ
っては 1 mm、その他のものにあっては 0 とする。
一 溶接によって取り付けられる平鏡板 日本工業規格 JIS B 8265(2010)「圧力容器の
構造-一般事項」の「附属書 E(規定)圧力容器の胴及び鏡板」の「E.3.6 平鏡板(平
板)の計算厚さ」の「3.6.1 平鏡板の形状及び計算厚さ」によって溶接継手効率 ηを
1.0 として算出した値

表 II.3.1-1 現行の減肉管理に対する法規要求(6/10)
- II.3.1-8 -
V
二 ボルト締め平ふた板 日本工業規格 JIS B 8265(2010)「圧力容器の構造-一般事項」
の「附属書 L(規定)圧力容器のふた板」の「L.3.2 ボルト締め平ふた板の計算厚さ」
によって算出した値
三 はめ込み形円形ふた板 日本工業規格 JIS B 8265(2010)「圧力容器の構造-一般事
項」の「附属書 L(規定)圧力容器のふた板」の「L.4.2 はめ込み形円形平ふた板の計
算厚さ」によって算出した値
四 周囲が自由支持されているマンホールの平ふた板 日本工業規格 JIS B 8201 (2005)
「陸用鋼製ボイラー構造」の「6.6.8 マンホールカバーの最小厚さ a)」によって算出し
た値
2 容器の平板に穴を設ける場合は、次の各号により補強すること。この場合において、日
本工業規格 JIS B 8201(2005)「陸用鋼製ボイラ-構造」の「図 6.7 平板の取付け」で
規定されている「平板の取付方法によって決まる定数」C は、前項の規定の値を用いるも
のとする。
一 穴の径が日本工業規格 JIS B 8265(2010)「圧力容器の構造-一般事項」の「附属書
E(規定)圧力容器の胴及び鏡板」の「図 E.8 溶接又はねじ込みによって取り付ける
平鏡板の形状」及び日本工業規格 JIS B 8265(2010)「圧力容器の構造-一般事項」の
「附属書 L(規定)圧力容器のふた板」の「図 L.1 ボルト締め平ふた板の構造」に示
すφd の値の 0.5 倍以下である場合は、次のいずれかによること。
イ 第 6 条第 5 項の規定に準じて補強すること。この場合、補強に必要な面積は、日本
工業規格 JIS B 8201(2005)「陸用鋼製ボイラ-構造」の「6.6.10 補強の計算」の
「6.6.10 b) 平板の場合」の「1) 穴の周囲に強め材を取り付けて補強する場合」の計
算式により算出した値以上であること。
ロ 平板の厚さは、日本工業規格 JIS B 8201(2005)「陸用鋼製ボイラ-構造」の「6.6.9
補強を必要としない穴」の「c) 平板に設けられる穴」2) で算出した値以上であるこ
と。
二 穴の径が日本工業規格 JIS B 8265(2010)「圧力容器の構造-一般事項」の「附属書
E(規定)圧力容器の胴及び鏡板」の「図 E.8 溶接又はねじ込みによって取り付ける
平鏡板の形状」及び日本工業規格 JIS B 8265(2010)「圧力容器の構造-一般事項」の
「附属書 L(規定)圧力容器のふた板」の「図 L.1 ボルト締め平ふた板の構造」に示
すφ d の値の 0.5 倍を超える場合は、日本工業規格 JIS B 8201(2005)「陸用鋼製ボイ
ラ-構造」の「6.2.8 ステーがなく穴がある平鏡板の最小厚さ」b) によって平板の厚
さを算出すること。この場合において、平板をボルト締めフランジとして計算は行わな
いものとする。
(容器のフランジ付き皿形ふた板)
第 10 条 省略
(容器の管板)

表 II.3.1-1 現行の減肉管理に対する法規要求(7/10)
- II.3.1-9 -
V
第 11 条 省略
(管及び管台)
第 12 条 円筒形の管(管フランジ及びレジューサの部分を除く。)の厚さは、次の各号に
掲げる値のいずれか大きいもの以上の値であること。この場合、材料の許容引張応力は、
内部の流体が熱を吸収する管にあっては管壁の平均温度、内部の流体が熱を放出する管に
あっては流体の温度における値とする。
一 水管、過熱管、再熱管、節炭器管(鋳鉄管を使用するものを除く。次号及び第五号に
おいて同じ。)、下降管、上昇管及び管寄せ連絡管であって、外径が 127 mm 以下のも
のにあっては、日本工業規格 JIS B 8201(2005)「陸用鋼製ボイラ-構造」の「6.7.2 水
管、過熱管、再熱管、エコノマイザ用鋼管などの最小厚さ」に規定されている計算式に
より算出した値。この場合において、ころ広げをするもの以外の付け代 は、0 とする。
二 水管、過熱管、再熱管、節炭器管、下降管、上昇管及び管寄せ連絡管であって、外径
が 127 mm を超えるもの及び蒸気管にあっては、日本工業規格 JIS B 8201(2005)「陸
用鋼製ボイラ-構造」の「6.7.4 蒸気管の最小厚さ」に規定されている計算式により、
付け代 を 0 として算出した値。ただし、最高使用圧力 P は、0.7 MPa 未満の場合であ
っても 0.7 MPa とすることを要しない。
三 給水管にあっては、日本工業規格 JIS B 8201(2005)「陸用鋼製ボイラ-構造」の「6.7.7
給水管の最小厚さ」及び「11.1 給水管の最小厚さ」に規定されている計算式により、
付け代 を 0 として算出した値。ただし、最高使用圧力 P は、0.7 MPa 未満の場合であ
っても 0.7 MPa とすることを要しない。
四 ボイラーから吹出し弁(2 個以上ある場合は、ボイラーから最も遠いもの)までの吹
き出し管にあっては、日本工業規格 JIS B 8201(2005)「陸用鋼製ボイラ-構造」の「6.7.9
ブロー管の最小厚さ」に規定されている計算式により、付け代 を 0 として算出した値。
ただし、最高使用圧力 P は、0.7 MPa 未満の場合であっても 0.7 MPa とすることを要し
ない。
五 水管、過熱管、再熱管、節炭器管、下降管、上昇管及び管寄せ連絡管であって、炭素
鋼鋼管を使用するものにあっては、日本工業規格 JIS B 8201(2005)「陸用鋼製ボイラ
-構造」の「6.7.3 煙管、水管、過熱管、再熱管、エコノマイザ用鋼管などの厚さの最
小厚さの制限」に規定された値
六 鋳鉄管を使用する節炭器管にあっては、日本工業規格 JIS B 8201(2005)「陸用鋼製
ボイラ-構造」の「6.7.11 エコノマイザ用鋳鉄管の最小厚さ」に規定されている計算
式により算出した値
七 第一号から第四号及び第六号に規定する管以外のものにあっては、次の計算式により
算出した値
P
Pdt
a 8.02
t は、管の計算上必要な厚さ(mm を単位とする。)

表 II.3.1-1 現行の減肉管理に対する法規要求(8/10)
- II.3.1-10 -
V
P は、管の内側の最高使用圧力(MPa を単位とする。)
d は、管の外径(mm を単位とする。)
a は、材料の許容引張応力(N/mm2 を単位とする。)
は、長手継手の効率
2 管のうちレジューサの部分にあっては、第 6 条第 2 項の規定中円すい形に係る部分を準
用する。ただし、水管、過熱管、再熱管、節炭器管(鋳鉄管を使用するものを除く。)、
下降管、上昇管、管寄せ連絡管並びにボイラーに最も近い給水止め弁からボイラーに最も
近い蒸気止め弁までの部分の蒸気管及び給水管にあっては付け代を管の外径の 0.005 倍と
する。
3 管は、次の各号に規定する場合を除き、管の中心線に直角な断面で溶接したものである
こと。
一 管の中心線の交角が 30 度以下で、かつ、管の厚さが前項の規定により必要とされる
厚さに次の計算式により算出した値を乗じた値以上である場合
rR
rR
5.0
R は、管の中心線の曲率半径(mm を単位とする。)
r は、管の内半径(mm を単位とする。)
二 管を取付け溶接する場合
4 第1項の規定は、管台の厚さについて準用する。ただし、いかなる場合でも管台の最小
厚さは、鋳鋼の場合は 8 mm、鋳鉄の場合は 11 mm より小さくないこと。
5 第 6 条第 5 項の規定は、管及び管台について準用する。
6 管に取り付ける平板の厚さは、差し込み閉止板以外のものにあっては第 9 条に掲げる計
算式により算出した値以上、差し込み閉止板にあっては次の計算式により算出した値以上
であること。
a
B
Pdt
163
t は、差し込み閉止板の最小厚さ(mm を単位とする。)
P は、管の内側の最高使用圧力(MPa を単位とする。)
a は、材料の許容引張応力(N/mm2 を単位とする。)
Bd は、次の図 1 から図 3 中に定める方法によって測った当該差し込み閉止
板の径(mm を単位とする。)

表 II.3.1-1 現行の減肉管理に対する法規要求(9/10)
- II.3.1-11 -
V
(フランジ)
第 13 条 フランジは、次の各号のいずれかに適合するものであること。ただし、日本工業
規格 JIS B 8265(2010)「圧力容器の構造-一般事項」の「附属書 G(規定)圧力容器の
ボルト締めフランジ」に規定されている計算方法による場合はこの限りではない。この
場合において、σf、σn値は材料の許容応力であって第 4 条の定めるところによる。
一 日本工業規格 JIS B 2220(2012)「鋼製管フランジ」(材料に係る部分を除く。)及
び日本工業規格 JIS B 2239(2004)「鋳鉄製管フランジ」(材料に係る部分を除く。)
二 THE AMERICAN SOCIETY OF MECHANICAL ENGINEERS ASME B16.5-2009「PIPE
FLANGE AND FLANGED FITTINGS」(フランジ付継手及び材料に係る部分を除く。)
及び ASME B16.47a-2006「LARGE DIAMETER STEEL FLANGES」(材料に係る部分を
除く。)
三 石油学会規格 JPI-7S-15-2011「石油工業用フランジ」(材料に係る部分を除く。)及
び石油学会規格 JPI-7S-43-2008「石油工業用大口径フランジ」(材料に係る部分を除く。)
2 第 10 条第 1 項のフランジの厚さは、次の各号によるものであること。
一 第 10 条第 1 項の日本工業規格 JIS B 8265(2010)「圧力容器の構造-一般事項」の
「附属書 L(規定)圧力容器のふた板」の「L.5.1 フランジ付き皿形ふた板の構造」の
「図 L.3 フランジ付皿形ふた板の構造」a) に示す形のフランジにあっては、前項の管
フランジの厚さ、又は、日本工業規格 JIS B 8265(2010)「圧力容器の構造-一般事項」
の「附属書 L(規定)圧力容器のふた板」によること。
二 第 10 条第 1 項の日本工業規格 JIS B 8265(2010)「圧力容器の構造-一般事項」の
「附属書 L(規定)圧力容器のふた板」の「L.5.1 フランジ付き皿形ふた板の構造」の
「図 L.3 フランジ付皿形ふた板の構造」b) 、c) 及び d) に示す形のフランジにあって
は、それぞれ日本工業規格 JIS B 8265(2010)「圧力容器の構造-一般事項」の「附属
書 L(規定)圧力容器のふた板」によること。
(丸ボイラー)
第 14 条 省略
第 23 条 省令第 13 条第 5 項に規定する「安全なもの」とは、次の各号に掲げるものをいう。
一 蒸気タービン及びその附属設備の属する容器(蒸気タービン車室、弁箱、復水器胴及
び復水器水室を除く。)及び管にあっては、第 3 条、第 4 条及び第 6 条から第 13 条まで(第

表 II.3.1-1 現行の減肉管理に対する法規要求(10/10)
- II.3.1-12 -
V
12 条第 1 項第一号及び第六号並びにボイラ-等に係る部分を除く。)を準用した規定に適
合するもの
二 蒸気タービン及びその附属設備にあっては、第 5 条を準用した規定に適合するもの

- II.3.2-1 -
3.2 減肉評価に関する規格の調査 減肉に関する海外規格と国内規格の調査を行った。海外規格は、化学プラントやパイ
プラインおよび原子力配管で整備されている。強度的評価を行って局部的な減肉を許容
する規格が発行されている。一方、国内規格は発電用設備やガス設備の減肉規格が発行
されているが、検査に関する管理規格が多い。海外規格の一覧表を表 II.3.2-1 に、国内規
格の一覧表を表 II.3.2-2 に示す。
表 II.3.2-1 海外の減肉評価に関する規格
国 規 格 対 象 表
米国
ASME Code
Sec. I パワーボイラーの局所減肉 3.2.1-1 Sec.VIII 圧力容器の局所減肉 3.2.1-2
Sec. XI
CC N-513:Class 2, 3 中エネルギー配管の一時的漏
洩許容基準 3.2.1-3
CC N-597:配管減肉の解析的評価 3.2.1-4 CC N-705:Class 2, 3 中エネルギー容器・タンクの一
時的漏洩許容基準 3.2.1-5
CC N-806:Class 2, 3 埋設金属管の減肉評価 3.2.1-6 ASME B31G パイプラインの内圧荷重下の減肉 3.2.1-7
API/ASME 579 FFS 石油プラントの減肉評価 3.2.1-8 欧州 FITNET 原子力、化学プラントの許容減肉 3.2.1-9 英国 BS 7910 耐圧配管や圧力容器の局部減肉 3.2.1-10仏国 RSE-M 原子力配管の許容減肉 3.2.1-11ノルウェー DNV-RP-F101 炭素鋼のパイプラインの内圧荷重下の減肉 3.2.1-12
表 II.3.2-2 国内の減肉評価に関する規格 機 関 規 格 概 要 表
日本機械学会
発電用設備規格 配管減肉管理に関する規格 3.2.2-1 発電用火力設備規格 火力設備配管減肉管理技術規格 3.2.2-2 発電用原子力設備規格 PWR の配管減肉管理に関する規格 3.2.2-3 発電用原子力設備規格 BWR の配管減肉管理に関する規格 3.2.2-4
日本ガス協会 JGA 指-109-07 容器:配管の腐食、疲労割れの検査等指針 3.2.2-5 高圧ガス保安
協会 KHK/PAJ/JPCA S 0851 供用適性評価に基づく次回検査時期決定基
準 3.2.2-6
茨城県 圧力容器の外面腐食に
対する評価規格(案)
石油プラント配管の外面減肉 3.2.2-7
日本海事協会 舶用配管板厚減肉の設計、点検指針 3.2.2-8 日本溶接協会 WES28XX 圧力設備の供用適性評価方法‐減肉評価 3.2.2-9 日本高圧力技
術協会 HPIS Z 107-2RT 第 2 部 減肉の損傷係数 3.2.2-10
厚生労働省 ボイラー及び圧力容器
安全規則 ボイラーに係る性能検査 3.2.2-11

- II.3.2-2 -
3.2.1 海外の減肉評価に関する規格 3.2.1.1 ASME Code Section I, Rules for Construction of Power Boilers (2013)[1]
ASME Code Section I の Mandatory Appendix IV Local Thin Areas in Cylindrical Shells and
Spherical Segments of Head にパワーボイラーの円筒殻と球殻に対する減肉評価が規定さ
れている。
表 II.3.2.1-1 ASME Code Section I の減肉規格
規格名称 ASME Code Section I, Mandatory Appendix IV Local Thin Areas in Cylindrical Shells and Spherical Segments of Head 発行年 2013
適用対象機器 パワーボイラーの円筒殻と球殻 損傷の種類 内外面の要求厚さを下回る局部減肉 荷重 内圧 内 容: (a) 円筒殻の減肉(LTA) 円筒殻にある単一の減肉は次式を満足しなければならない。
tL / t ≧ 0.9 (1) L ≦ (2) C ≦ 2 (3) t-tL ≦ 3/16 in. (= 4.8 mm) (4)
ここで、tLは LTA の最小厚さ、t は最小要求厚さで、L は LTA の長手方向長さ、R は円筒の内
半径、C は LTA の円周方向長さである。但し、LTA の端部は、鏡やスティフナーなどの構造的不
連続から、2.5 以上離れていること、LTA の端部と補強を要しない穴の縁との最小長手方
向長さは、(穴の内径+ )以上であること、及び、LTA の端部と補強を要する穴の補強
範囲との最小長手方向長さは、 以上であることが必要である。また、内圧以外の機械的
荷重による長手方向応力は、0.3S を超えてはならない。ここで、S は最大許容応力である。 円筒殻に複数の減肉がある場合の規定もあり、組合せのルールが用意されている。ルールに従
い 1 つにまとめて単一の減肉として評価される。
(b) 球殻の減肉(LTA) 球殻にある単一減肉は式(1)、式(4)とともに、式(5)を満足しなければならない。
DL ≦ (5) ここで、DLは LTA の最大形状である。円筒殻と同様に、LTA 端部と補強部との距離、構造的
不連続からの距離などの制限がある。 球殻に複数の減肉がある場合の規定もあり、組合せのルールが用意されている。ルールに従い
1 つにまとめて単一の減肉として評価される。

- II.3.2-3 -
3.2.1.2 ASME Code Section VIII, Rules for Construction of Pressure Vessels (2013) [2] ASME Code Section VIII の Division 1 Mandatory Appendix 32 Local Thin Areas in
Cylindrical Shells and in Spherical Segments of Shells に圧力容器の円筒殻と球殻に対する減
肉評価が規定されている。この規格は、ASME Code Section I の Mandatory Appendix IV と
同様である。
表 II.3.2.1-2 ASME Code Section VIII の減肉規格
規格名称 ASME Code Section VIII, Mandatory Appendix 32 Local Thin Areas in Cylindrical Shells and in Spherical Segments of Shells 発行年 2013
適用対象機器 圧力容器の円筒殻と球殻 損傷の種類 内外面の要求厚さを下回る局部減肉 荷重 内圧 内 容:ASME Code Section VIII の減肉規格は ASME Code Section I の Mandatory Appendix IV と
同様である。但し、材料の最高設計温度が示されており、この温度を超えてはならない。 (a) 円筒殻の減肉(LTA) 円筒殻にある単一の減肉は次式を満足しなければならない。
tL / t ≧ 0.9 (1) L ≦ (2)
C ≦ 2 (3) t-tL ≦ 3/16 in. (=4.8 mm) (4)
ここで、tLは LTA の最小厚さ、t は最小要求厚さで、L は LTA の長手方向長さ、R は円筒の内
半径、C は LTA の円周方向長さである。但し、LTA の端部は、鏡やスティフナーなどの構造的不
連続から、2.5 以上離れていること、LTA の端部と補強を要しない穴の縁との最小長手方
向長さは、(穴の内径+ )以上であること、及び、LTA の端部と補強を要する穴の補強
範囲との最小長手方向長さは、 以上であることが必要である。また、内圧以外の機械的
荷重による長手方向応力は、0.3S を超えてはならない。ここで、S は最大許容応力である。 円筒殻に複数の減肉がある場合の規定もあり、組合せのルールが用意されている。ルールに従
い 1 つにまとめて単一の減肉として評価される。
(b) 球殻の減肉(LTA) 球殻にある単一減肉は式(1)、式(4)とともに、式(5)を満足しなければならない。
DL ≦ (5) ここで、DLは LTA の最大形状である。円筒殻と同様に、LTA 端部と補強部との距離、構造的
不連続からの距離などの制限がある。 球殻に複数の減肉がある場合の規定もあり、組合せのルールが用意されている。ルールに従い
1 つにまとめて単一の減肉として評価される。

- II.3.2-4 -
3.2.1.3 ASME Code Section XI Code Case N-513 (2009) [3]
ASME Code Section XI Code Case N-513-3 Evaluation Criteria for Temporary Acceptance of Flaws in Moderate Energy Class 2 or 3 Piping は原子力の配管に適用する規格で、中低エネ
ルギー配管からの亀裂や減肉からの一時的漏洩を許容する規格である。この規格は米国
原子力規制局(NRC)が一部是認している。また、ASME Code 委員会ではさらに適用範
囲を広げるために Case N-513-4 を作成審議中である。
表 II.3.2.1-3 ASME Code Case N-513-3 の一時的漏洩を許容する規格
規格名称 Code Case N-513-3 Evaluation Criteria for Temporary Acceptance of Flaws in Moderate Energy Class 2 or 3 Piping 発行年 2009
適用対象機器 中低エネルギー配管(93oC 以下、圧力 1.9MPa 以下) 損傷の種類 貫通した局部減肉や亀裂 荷重 内圧、曲げ荷重 内 容:局部減肉や亀裂からの冷却材の一時的漏洩を許容する規格である。 (a) 適用範囲 この規格は、最高運転温度 200°F(93℃)未満、最高運転圧力 275 psi(1.9 MPa)未満の配管に
適用される。但し、ポンプ、弁、伸縮継手、熱交換器、ソケット溶接継手の溶接金属部、フラ
ンジ継手からの漏洩及びシール溶接を行ったねじ込み接合部には適用できない。 (b) 判定基準 貫通していない減肉の残存配管厚さ(tp)が、必要最小厚さ(tmin)以上の場合、この減肉は許容さ
れる。 貫通している減肉の場合、
dadj 1.5(Rtadj)0.5(tadj - tmin)/tmin (1) ここで、R は平均半径、tadjは貫通減肉の評価のための調整肉厚、dadjは tadjに基づく直径、tmin
は最小必要肉厚で、次式で表される。
tmin = 0.5pD0/(S+0.4) (2) ここで、D0は管の外形、p は内圧、S は許容応力である。また、dadjは次式を満足しなければ
ならない。 tc,avg 0.353dadj(p/S)0.5 (3)
ここで、tc,avgは平均残存肉厚である。 (c) 複数減肉の扱い 複数の減肉がある場合、2 つの減肉の最小距離
(Xi,j)が、2.5 / または、2Lm,avg のいづれ
か大きい方以上であるときは単独の減肉として
扱うが、これ以下の場合は 2 つの減肉を 1 つと
して扱うようになっている。ここで、Lm,avg は
Lmの平均値である。
tmin
Laxial
tnom
tadj

- II.3.2-5 -
3.2.1.4 ASME Code Section XI Code Case N-597 (2003) [4]
ASME Code Section XI Code Case N-597-2 Requirements for Analytical Evaluation of Pipe Wall Thinning は原子力の配管に適用する規格で、局部的な減肉を有する配管を許容する規格である。
この規格は米国原子力規制局(NRC)が条件付きで是認している。また、ASME Code 委員会で
はさらに NRC の条件をクリアするために Case N-597-3 を作成審議中である。
表 II.3.2.1-4 ASME Code Case N-597-2 の許容局部減肉の規格
規格名称 Code Case N-597-2 Requirements for Analytical Evaluation of Pipe Wall Thinning 発行年 2003
適用対象機器 クラス 2, 3 配管 損傷の種類 管内外面の局部減肉 荷重 内圧、曲げ荷重 内容: (a) 適用範囲
予想残存配管厚さ tpが肉厚が 0.875tnom以下の場合に減肉として評価する。 クラス 2 配管で tpが 0.2tnom以下では適用できない。またクラス 3配管では 0.2tnomもしくは 0.5tmin
のどちらか小さい方では適用できない。但し、温度 93oC、圧力 1.9MPa 以下の中低エネルギー管
では適用してもよい。ここで tnomは公称肉厚、tminは必要最小肉厚である。 (b) クラス 2、3 配管の解析的評価による判定基準
(i) 厚さによる評価 周方向に広がりをもつ許容局部肉厚 talocは次式を満足しなければならない。
taloc/tmin 0.353Lm/(Rmintmin)0.5 (1)
軸方向に広がりをもつ局部減肉は表(省略)で与えられる値を満足しなければならない。
周、軸方向ともに広がりをもたない局部減肉は表(省略)で与えられる値を満足しなけれ
ばならない。 (ii) 応力による評価
減肉を有する管の応力が設計建設規格で示される設計応力以下であれば、その減肉は許容
される。ここで、圧力による軸方向応力 Spは式(2)であり、曲げモーメントによる応力 Sbは式
(3)を用いる。また、Zminは減肉部の断面係数である。
Sp = pD0/4tp,mim (2) Sb = (Mp+pA0)/Zmin (3)
(iii) 分岐管の評価
補強された分岐管の減肉評価は設計建設規格で示される設計応力以下であれば、その減肉
は許容される。なお、母管の tpは tmin以下であってはならない。 (c)疲労評価 次回の検査までの繰返し回数が 150 回以上にならず、tp,min が 0.75tnom 以下にならない配管は応
力の式で評価する必要はない。それ以外の管は、応力減少係数を考慮した疲労評価をおこなわな
ければならない。

- II.3.2-6 -
3.2.1.5 ASME Code Section XI Code Case N-705 (2006) [5]
ASME Code Section XI Code Case N-705 Evaluation Criteria for Temporary Acceptance of Degradation in Moderate Energy Class 2 or 3 Vessels and Tanks は原子力の容器やタンクに適
用する規格で、局部的に貫通している減肉からの漏洩を一時的に許容する規格である。
この規格は米国原子力規制局(NRC)の要請で作成され、NRC が是認している。
表 II.3.2.1-5 ASME Code Case N-705 の一時的漏洩を許容する規格
規格名称 Code Case N-705 Evaluation Criteria for Temporary Acceptance of Degradation in Moderate Energy Class 2 or 3 Vessels and Tanks
発行年 2006
適用対象機器 中低エネルギー容器・タンク 93oC 以下、圧力 1.9MPa 以下) 損傷の種類 貫通した局部減肉や亀裂 荷重 内圧、曲げ荷重 内容:局部減肉や亀裂からの冷却材の一時的漏洩を許容する規格である。 (a) 適用範囲
この規格は、最高運転温度 200°F(93℃)未満、最高運転圧力 275 psi(1.9 MPa)未満の容
器・タンクに適用される。
(b) 判定基準 貫通していない減肉で、評価期間末期の残存肉厚 tpが次式で示す最小肉厚 tminより大きいと
き、この減肉は許容される。 tmin = pD0/2(S+0.5p) (1) ここで、p は内圧、D0は容器、タンクの外径、S は許容応力である。
貫通している減肉は、評価期間末期の成長を考慮し、周方向と軸方向に独立した長さとし、
最小肉厚 tmin を決定後、tmin の軸方向長さ Laxial
と周方向長さ Lcircを定める。これらの長さを亀
裂として扱い、運転状態 A, B で KI<KIC/3、運転
状態 C, D で KI<KIC/1.4 のとき、貫通している減
肉は許容される。ここで、ステンレス鋼は
KIC=148MPa√m、フェライト鋼は 38MPa√m を
用いてもよい。ここで、KI は応力拡大係数、
KICは破壊靭性である。 なお、貫通孔の面積は 130cm2 を超えてはな
らない。
tmin
Laxial
tnom
Lcirc

- II.3.2-7 -
3.2.1.6 ASME Code Section XI Code Case N-806 (2012) [6]
ASME Code Section XI Code Case N-806 Evaluation of Metal Loss in Class 2 and 3 Metallic Piping Buried in a Back-Filled Trench は原子力の埋設配管の許容減肉に関する規格である。
この規格は米国原子力規制局(NRC)の要請で作成され、NRC が現在審査中である。部
分埋設管などの他の埋設配管へも適用できるようにするため、さらに改定審議中である。
表 II.3.2.1-6 ASME Code Case N-806 の埋設配管の許容減肉の規格
規格名称 Code Case N-806 Evaluation of Metal Loss in Class 2 and 3 Metallic Piping Buried in a Back-Filled Trench 発行年 2012
適用対象機器 トレンチにある埋設された直管およびエルボ 損傷の種類 管内外面の全面および局部減肉 荷重 内圧 内容: (a) レベル1の評価
予測減肉の最小厚さ tp,minが設計建設規格の要求を満足した場合は、この減肉は許容される。
(b) レベル 2 の評価 全面減肉の領域は構造不連続部から(Rtmin)0.5以上離れてなければならない。また、tp,minは 2.5mm
以上なくてはならない。 (i)全面減肉次式を満足しなければならない。
tp,avg tmin (1)
tp,min 0.5tmin (2)
(ii)局部減肉は次式を満足しなければならない。
tp,min 0.5taloc (3) ここで、taloc は内圧を基にした最小許容局部減肉厚さで、軸方向と周方向の広がりが限定された
局部減肉は、次のように与えられる。 taloc = 0.353Lm(tmin/Rmin)0.5 (4) エルボの talocは次式で与えられる。
taloc = tmin[0.5+0.5/(1+(cos/(Rb/Rmin)) ] (5) ここで、はエルボの外面側の角度、はエルボの曲げ半径、Rminは管の平均半径である。 (iii)管と土壌の相互作用によるせん断応力評価を行わなければならない。運転状態 A, B, C で、 V/Ap 0.6Sh (6) 運転状態 D では、
V/Ap 0.42SU (7) ここで、V はせん断荷重、Apは評価末期の投影減肉断面積、Shは許容応力、SUは引張強さである。

- II.3.2-8 -
3.2.1.7 ASME B31G Manual for Determining the Remaining Strength of Corroded Pipelines [7]
表 II.3.2.1-7 ASME B31G の減肉を許容する規格
規格名称 ASME B31G -2009 Manual for Determining the Remaining Strength of Corroded Pipelines 発行年 2009
適用対象機器 パイプライン 損傷の種類 内外面の腐食、欠陥等を除去した減肉 荷重 内圧 内容:
適用できない管は、亀裂状の欠陥、管継手や周溶接に影響を及ぼす溝状腐食、エルボ以外の
継手、クリープ温度で使用される配管である。
(a) レベル 0 評価:表による限界長さの提示 公称外径(D)が 2~60 in. の配管厚さ(t)に対応した減肉深さに応じた長手方向の 減肉長さの
限界を表として与えている。
(b) レベル 1 評価:流動応力による損傷応力計算 減肉配管の破壊から導かれる損傷応力 SFが次式を満足するとき減肉は許容される。
SF ≧SF×SO (1)
ここで、SF は安全率(1.25 を推奨)、So は許容最高運転圧力での膜応力(POD/2t)である。損
傷応力 SFは、 SF = Sflow[(1-(2/)(d/t)])/(1-(2/3)(d/t)/M)] for z 20 (2) SF = Sflow(1-d/t) for z >20 (3)
ここで、Sflowは流動応力、M はバルジングファクター、d は減肉深さ、t : 減肉前の肉厚、
z=L2/Dt、L は長手方向の減肉長さ、PO は許容最高運転圧力、D は外径である。流動応力は、運
転温度やフェライト鋼の種類によって与えられている。 (c) レベル 2 評価:Effective Area Method 法 これは、API 579-1/ASME FFS-1 の Level 2 と同等な方法で減肉部のプロフィールを用いる必
要がある。Effective Area Method 法は次のように表される。 損傷応力 SFは、次式で表される。
SF = Sflow[(1-A/A0)/(1-(A/A0)/M)] (4)
ここで、A は長手方向平面の局部減肉後の断面積、A0 は長手方向平面の局部減肉前の断面積
である。 (d) レベル 3 評価:FEM 解析による評価 有限要素法による詳細分析を行う。考慮すべき要素は、1) 境界条件と拘束、2) 偏平度、変形、
偏心、不連続、3) 応力歪曲線、4) 荷重と応力の分布の減肉部への影響である。

- II.3.2-9 -
3.2.1.8 API 579-1/ASME FFS-1 Fitness-for-Service (2007) [8]
表 II.3.2.1-8 API/ASME 579 の減肉を許容する規格 規格名称 API 579-1/ASME FFS-1 Fitness-for-Service 発行年 2007
適用対象機器 化学プラントの容器 損傷の種類 全面減肉と 局部減肉 荷重 内圧、曲げ荷重 内容:
全面減肉が Part 4 に、局部減肉が Part 5 に規定されている。いずれもクリープ領域で使用
されない機器にのみ適用可能である。 a) 全面減肉の評価 (Part 4)
i)レベル 1 の評価;容器、球殻等(A 機器)で内圧または外圧を受ける場合 ・厚さのデータによる評価として、STEP 1 で最小要求厚さ tmin を求める。STEP 2 として最
小計測厚さ tmm ,平均計測厚さ tam , 変動係数 COV を求める。次に、STEP 3 として COV が 10%以下なら STEP 4 へ、COV が 10%を超える場合は厚さプロフィールで評価する。STEP 4 で
判定基準が表に与えられており、最小計測厚さの条件を満足しなければならない。 ・限界厚さプロフィールによる評価として、STEP 1 で tminを求める。STEP 2 で計測値か
ら厚さプロフィールデータと tmm を求める。STEP 3 では腐食後の厚さ tc を求める。STEP 4で残存厚さ比 Rt (=(tmm-FCA) / tc)を求める 。STEP 5 で厚さ平均化長さ L を求める。STEP 6で長手方向限界厚さプロファイル(CTP)から平均計測厚さ ts
amを、周方向 CTP から平均計測
厚さ tcamを求める。STEP 7 において Level 1 の表で示される判定基準から継続運転の可否を
判定し、最小計測厚さの条件を満足しなければならない。 ii)レベル 2 評価;内圧、外圧または付加的荷重を、あるいはその組合せを受ける場合 ・Level 1 基準を満足しない A 機器で厚さデータによる評価は、Level 1 の厚さのデータによ
る評価方法を用い、Level 2 の表で示される判定基準から継続運転の可否を判定し、最小計
測厚さの条件を満足しなければならない。 ・容器ノズル、分岐管、フランジ等(B 機器)は、平均計測厚さから将来の腐食代 FCA を
引いた値(tam-FCA)と付加的荷重に要求される厚さ tsl から MAWP(Maximum Allowable Working Pressure)を求める。得られた MAWP は、設計時の MAWP 以上でなければならない。
iii) レベル 3 評価; A 機器、B 機器、および容器ヘッドからシェルの継ぎ手や容器の指示構造
物等(C 機器)で、内圧、外圧または付加的荷重、あるいはその組合せを受ける場合、検定水
圧に基づいて設計された機器、あるいは起動/停止を繰り返す機器または設計計算の一部と
して疲労解析を行った機器の場合。 圧力容器、配管およびタンクの全体/局部減肉の評価に応力解析を用いる。一般的に、有
限要素法を用いるが、他の数値解析法も使用できる。 b)局部減肉の評価(Part 5) 評価に用いる計測データは、限界厚さプロフィール(CTP)と最小計測厚さで評価を行う。 i) レベル 1 の評価;内圧を受ける容器、球殻等(A 機器)の場合 減肉の厚さの変動や欠陥の配置が近接している場合は、レベル 2 を推奨する。
評価手順は、STEP 1 で CTP を求める。STEP 2 で腐食後の厚さ tc を求める 。STEP 3 で最小
計測厚さ tmm、長手方向長さ s を求め、欠陥の長手方向長さの評価を行う。STEP 4 では残存厚
さ比 Rt、長手方向欠陥長さパラメータ λを求める。ここで、λは次のように与えられる。 λ= 1.285s/(Dtc)0.5 (1)
STEP 5 で限界欠陥サイズ基準のチェックを行い、以下の項目を満足しない場合、レベル 1 評

- II.3.2-10 -
価で許容不可である。 Rt ≧ 0.20 tmm-FCA ≧ 2.5mm (0.10in.) (2) Lmsd ≧ 1.8 (Dtc)0.5 [主要な構造不連続までの距離] STEP 6 で溝状減肉の場合、以下の式を満足しなければならない。満足しない場合は、Part 9の亀裂評価となる。 gr ≧ (1- Rt) tc (3) STEP 7 で腐食後の厚さ tc を用いた MAWP を求める 。STEP 8 では、λと Rtを与えられた図上
にプロットし、その点が曲線上またはその上側の場合、 STEP 7 で求めた MAWP での運転が
許容される。もし、許容されない場合、残存強度係数 RSF を下記のように求める。
RSF=Rt/(1-(1-Rt)/Mt) (4) ここで、Mtは、パラメータ であり、RSF ≧ RSFaのとき STEP 7 で求めた MAWP での運転が
許容 され、RSF ‹ RSFaのとき 許容値を減じた圧力 MAWPrでの運転が許容される。 STEP 9 では円筒胴、円錐胴、エルボの場合の欠陥の周方向長さの評価を行う 。STEP 9.1 では
λc= 1.285c/(Dtc)0.5で表される周方向欠陥長さパラメータ λcを求める。STEP 9.2 において、λc≦
9、D/tc≧ 20、0.7 ≦RSF≦ 1.0 等の条件を全て満足する場合 STEP 9.3 に進む。満足しない場
合、レベル 1 評価で許容できない。STEP 9.3 では引張強度係数 TSF[= (EC / 2RSF)(1+(4-3 EL2)0.5
/ EL]を求める。ここで、ELは長手溶接継手効率は 、Ecは周溶接継手効率である。STEP 9.4 で
TSF から与えられている図のスクリーニング曲線を求め、λcと Rtをプロットし、その点が曲
線上またはその上側の場合、 許容される。
ii)レベル 2 の評価;内圧を受ける容器、球殻等(A 機器)で、レベル 1 よりも正確な残存強度
係数の予測を与える。 STEP 1 から STEP 7 までは、上記レベル1の評価と同じである。STEP 8-以下の手順で長手
方向 CTP の残存強度係数を求める STEP 8.1 で厚さデータを昇順にランク付けを行う。STEP 8.2で評価開始位置を最大減肉位置とする。STEP 8.3で厚さプロフィールを小区分に細分する。
STEP 8.4 の各小区分に対し、 RSFi を求める。
RSFi = (1-Ai / Aoi ) / (1-(Ai / Ao
i ) /Mti ) (5)
Aoi = si tc
ここで、Mt
i は、 λ=λiのパラメータである。STEP 8.5 で RSFi の最小値を求め、STEP 8.6 では
STEP 8.1 のランクに従い、次の減肉位置を開始点とし、 STEP 8.3 から STEP 8.5 を繰り返す。
次に STEP 8.7 で全ての評価位置の最小 RSF を求める。STEP 9 で RSF ≧ RSFaのとき、STEP 7で求めた MAWP での運転が許容され、 RSF < RSFaのとき、 MAWPrでの運転が許容 される。
STEP 10 ではレベル 1 評価の STEP 9 と同様 (周方向長さの評価)の評価を行う。 iii)レベル 3 の評価 全面減肉のレベル 3 の評価と同じである。

- II.3.2-11 -
3.2.1.9 FITNET Fitness for Service (2008) [9] 欧州プロジェクトとして欧州 16 ヵ国が参加して、欠陥評価の規格 FITNET が作成され、
2008 年に発行された。欧州各国は、この規格を参考にして自国の規格を検討することに
なっている。FITNET の Volume 1, 9.2 Assessment of Local Thin Area に減肉機器の許容基準
が規定されている。
表 II.3.2.1-9 FITNET の許容減肉の規格 規格名称 FITNET Fitness for Service、Assessment of Local Thin Area 発行年 2008
適用対象機器 化学プラント、海洋構造物、原子力プラントの円筒、球、エルボ、ノズル、 損傷の種類 腐食、浸食、機械的損傷による内外面の局部減肉 荷重 内圧 内容:適用できない項目は、a)σyieldが 550 MPa を超えるか、σyield/σutsが 0.9 を超える材料、b)周期的荷重、c)き裂、d)機械的損傷に関連した腐食、e)製造時の溶接部欠陥、f)環境誘発き裂 g)厚さの 80%を超える欠陥深さである。 a) 円筒胴の評価 機器の運転圧力 P が次式のときに、減肉は許容される。 P<Psw (1) ここで、Pswは PSW=PfL×fLであり、PfLは容器の破壊圧力であり、fLは運転圧力と減肉の破壊圧
力の安全マージンを確保するためと全面降伏を防止するためのユーセッジファクターである。
破壊圧力 PfLは次式で求める。
PfL =P0×rsfL =2tcyl/(D0-t) ×(tmm/t)/(1-(1-(tmm/t)(1/Q)) ) (2) ここで、P0 は減肉が無い容器の破壊内圧、rsfL は軸方向破壊に対する残存係数、tmm は減肉部
の厚さ、Q は補正係数である。
b) エルボの評価 減肉を有するエルボの安全運転圧力 Pswは、PSW=PfEL×fELであり、PfELと fELは次式である。
PfEL =P0×rsfL =2tselbow/(D0-t) ×(tmm/t)/(1-(1-(tmm/t)(1/Q))) (3) fEL =min[max (1/H;A/yield);yield/elbow] ここで、H は設計圧力に対する規格上の静水圧の比、Aは規格の許容応力である。式(3)で求
めたエルボの安全運転圧力 Pswが、式(1)を満足するとき、減肉は許容される。 c)複数減肉の扱い 複数の減肉があっても、減肉深さが 20%未満で、減肉の間隔の角度が 360(3/)(t/D)0.5 以上、
軸方向の間隔が 2.0(Dt)0.5以上の場合は独立の個々の減肉として扱う。一方、複数減肉は、合体
減肉の破壊内圧 Pnmを有効減肉深さ dmm、有効減肉長さ lmmから求める。これらの破壊内圧のな
かから最も小さい破壊内圧を Pfとする。安全運転圧力 PSWは安全ファクターfLを用い
PSW = fL×Pf (4)
で求め、PSWが式(1)を満足するとき、この複数減肉は許容される。

- II.3.2-12 -
3.2.1.10 BS 7910( 2005) Assessing the Acceptability of Flaws in Metallic Structures [10]
British Standards から欠陥評価に関する規格 BS 7910 Guide to Methods for Assessing the Acceptability of Flaws in Metallic Structures が発行されている。この規格の Annex G The assessment of Corrosion in Pipes and Pressure Vessels に管および圧力容器の許容減肉が規定
されている。 表 II.3.2.1-10 BS 7910 の許容減肉の規格
規格名称 BS 7910 Guide to Methods for Assessing the Acceptability of Flaws in Metallic Structures 発行年 2005
適用対象機器 管および圧力容器 損傷の種類 管内外面の局部減肉 荷重 内圧 内容:適用できない項目は、a)σyieldが 550 MPa を超えるか、σyield / σuts が 0.9 を超える材料、b)繰返し荷重、c)き裂、d)亀裂と減肉の組み合わせ、e)機械的損傷に関連した腐食、f)製造時の溶
接部欠陥、g)厚さの 85%を超える減肉深さで、h)ノズル等の応力集中部の減肉である。 評価方法の手順
安全運転圧力を下記の順序で推定する。まず、減肉の無い配管、容器の破壊内圧 P0を次式で
求める。
P0 =2B0u/(D-B0) (1) 減肉を有する配管、容器の破壊内圧 Pfを次式で求める。 Pf = P0Rs (2) 減肉を有する配管、容器の安全運転圧力 PSWを次式で求める。 PSW = fc Pf (3) 安全運転圧力 PSW が許容できれば、継続使用でき、許容できなければ安全運転圧力の見直し、
FEM による解析もしくは実規模試験で継続使用の可否を判断する。ここで、B0は肉厚、D は直
径、Rsは残存強度係数で Rs =[1-(dc/B0)]/[1-(dc/B0)(1/Qc)]で与えられ、dcは減肉深さ、Qcは長さ補
正係数、fcは安全率である。 減肉が複数個検出された場合、深さが肉厚の 20%以下で、隣合う周方向の角度が>360(3/)(B0/D)0.5で、軸方向の間隔 z が z>2.0(DB0)0.5の場合、独立した減肉として扱う。 上記を満足しない減肉を複数個のコロニーとして扱う場合、安全運転圧力 PSW を求めるにあ
たって、一様に 10%の全面減肉があるとして肉厚を扱う。個々の減肉の破壊内圧を求め、減肉
の合成した長さ lnm、有効減肉深さ dnmから、合成減肉の破壊内圧 Pnmを求める。破壊内圧と安
全率から式(3)により安全運転圧力 PSWの許容の判断を行う。 球殻の破壊内圧 円形の局部減肉を有する球殻の下限側の破壊内圧 Pfは次式を用いて、式(3)により安全運転圧力
PSWの許容判断を行う。 Pf (4yield/D)Bmin/[1-(1/(1-Bmin/B)) (4) ここで、は球殻の破壊内圧の定数、Bminは減肉の最小残存肉厚である。

- II.3.2-13 -
3.2.1.11 RSE-M In-service Inspection Rules for Mechanical Components of PWR [11] フランスの維持規格 RSE-M の Vol. II, Appendix 5.7 Detailed Analysis of a Volumetric Defectに原子力機器の減肉評価の規定がある。
表 II.3.2.1-11 RSE-M の許容減肉の規格 規格名称 Appendix 5.7 Detailed Analysis of a Volumetric Defect 発行年 2010
適用対象機器 クラス 1、2、3 の配管、容器 損傷の種類 管内面の局部減肉 荷重 内圧、曲げ 内容:クラス 1、2、3 容器の減肉は後日、発行する。 a)クラス 1 配管
i) 内圧設計基準による方法で、減肉のない管の肉厚 t は、必要最小肉厚 tmより大でなければ
ならない。また、次式を満足しなければならない。 (t-h)/ [1-(h(cost exp))] tm (1) ここで、は減肉の周方向角度 2に依存し、次のように与えられる。
0 /8 のとき = 0.12b*/(rm(t-h) )0.5 (2) /8 < /4 のとき = 0.19b*/( rm(t-h))0.5 (3) /4 < のとき = 0.28b*/( rm(t-h) )0.5 (4)
ここで、rmは管の平均半径、b*は b*= max(0.5(rmt)0.5; b)で、b は減肉の軸方向長さである。もし、減肉の角度 2が明確でない場合は、度の減肉角度とする。上記の方法は下記の場合に適用できる。
・5 rm/t 20 の直管とエルボ ・0.15 のエルボでは = tRc/rm
2, Rcはエルボの曲げ半径 ・エルボの場合、減肉の発生位置にかかわらず適用できる ・tresid/t 0.6 で b/(rmt)0.5 2 のときの減肉
ii)RCC-M の表解析による方法で、内圧とモーメントが作用するとき、減肉のある管は RCC-M B3652 の次式を満足しなければならない。これらのパラメータは表で与えられている。
Bd
1(2PAjd)/Ad
m+B2d[MA+P(Ai
d+Amd)]rd
max]/Idmin 1.5Sm (5)
ここで、式(5)は、(t-h)/t>0.6 で、0 のとき有効である。 c) クラス 2、3 配管 i)内圧設計基準による管の許容減肉は、クラス 1 配管の式による。 ii) RCC-MC3652 による方法で、内圧とモーメントが作用するとき、次式を満足しなければな
らない。 PAi
d/Amd+0.75[MA+P(Ai
d+Amd)]rd
max/Idmin Sh (6)
ここで、式(6)は、(t-h)/t>0.6 で、0 のとき有効である。
t
b=la/2
ri
h
図 1 配管内面減肉形状と定義

- II.3.2-14 -
3.2.1.12 DNV-RP-F101 Recommended Practice Corroded Pipelines [12]
Det Norske Veritas からパイプラインの許容減肉の規格 DNV-RP-F101 Recommended Practice Corroded Pipelines が発行されている。これは多くの実験と解析結果により作成さ
れた許容減肉規格である。
表 II.3.2.1-12 DNV-RP-F101 の許容減肉の規格 規格名称 DNV-RP-F101 Recommended Practice Corroded Pipelines 発行年 2010
適用対象機器 パイプライン 損傷の種類 管内外面の局部減肉 荷重 内圧 内容:
適用できる減肉は、母材の内外面、溶接部の腐食、グラインダー補修による減肉である。な
お、この規格は炭素鋼ラインパイプ以外の材料、繰り返し荷重、亀裂のある減肉、製造時の溶
接欠陥、深さが公称肉厚の 85%以上の減肉、シャルピー値が 27J 以下の材料などには適用でき
ない。
a) 単一減肉の評価(Part A) i) 内圧下における軸方向減肉配管の許容圧力 Pcorrと運転最大許容圧力 Pmaoの関係が、 Pcorr < Pmao (1) のとき、減肉は許容される。Pcorrは引張り応力や減肉の形状等によって導かれる。
ii) 周方向減肉が 360 度で軸方向長さが 1.5t(t は公称肉厚)以下の場合、周方向減肉配管の許容
圧力 Pcorr,circと運転最大許容圧力 Pmaoの関係が、 Pcorr, circ < Pmao (2) のとき、減肉は許容される。Pcorr,circは引張り応力や減肉の形状等によって導かれる。
b) 複数減肉の評価 (Part A)
減肉が複数あるとき、減肉の有効長さ、有効深さを計算し、複数減肉配管の許容圧力 Pcorrを
算出する。複数の減肉も式(1)を用いて評価する。 c) 複雑な形状の減肉(Part A)
複雑な形状の減肉は、減肉部の平均深さ daveを用いて、全体プロファイルの減肉配管許容圧
力 Ptotalを算出する。また、n 番目から m 番目の組合わせ減肉の減肉配管許容圧力 Pnmを求め、
これらの圧力から一番小さな圧力を Pcorrとして、複雑な形状の減肉も式(1)を用いて評価する。
d) 許容応力による方法(Part B) i) 単一減肉を有する管の安全稼働圧力 PSWは、Total Usage Factor F と減肉配管の破壊内圧 Pf
により次式により決定する。 Psw = FPf (3)
ここで、Pfは、引張り応力や減肉の形状等によって導かれる。 ii) 複数減肉を有する管の安全稼働圧力は、同様に式(3)で決定される。ここで、複数減肉配管
の破壊内圧 Pfは減肉の有効長さや有効深さを考慮した式を用いる。

- II.3.2-15 -
3.2.2 国内の減肉評価に関する規格 3.2.2.1 日本機械学会発電用設備規格 JSME S CA1-2005 (2005) [13] 日本機械学会から発電用設備について配管の減肉管理に関する規格が発行されている。
そのうち、発電用設備規格 JSME S CA1-2005 は、配管減肉の検査試験に関する管理指針
である。
表 II.3.2.2-1 発電用設備規格 配管減肉管理に関する規格
規格名称 JSME S CA1-2005 発電用設備規格 配管減肉管理に関する
規格 発行年 2005
適用対象機器 発電用設備の配管 概 要 減肉管理の試験と評価プロセス 内容:
発電用設備の流体による配管減肉事象の管理について、設備管理者の責務や満足すべき配管
減肉管理指針を定める。
1) 設備管理者の責務 ・配管減肉管理の実施に係る組織の責任と権限を明確にする。 ・減肉管理プロセスの要件を満足する指針を策定する。 ・配管減肉管理のもつ意味と重要性について認識する。 ・活動を記録し、これを管理する。 ・文書は、承認、レビュー等の活動をする。 ・記録は読みやすく、容易に識別可能で、検索可能になるように作成管理する。 2) 指針が満足すべき要件 ・試験対象部位の選定方法を指針に定める。 ・試験対象部位の選定方法は、減肉の発生進展傾向が顕著な部位を選定する。 ・試験実施時期の設定方法を指針に定める。 ・試験実施時期の設定方法は減肉の発生進展傾向を把握できるようにする。 ・各試験対象部位に対して試験の種類(UT 等)を定める。 ・試験方法に応じた試験結果の評価方法を指針に定める。 3) 措置 試験結果に基づき実施する措置を定める。措置は行為全般をいい、減肉の進展予測に基づき
予防保全として計画的に行う配管取り換えや溶接補修などがある。また、測定された厚さが技
術基準で要求される最小厚さを下回った場合に、当該設備の供用開始前に行う配管取り換えや
溶接補修なども措置に含まれる。

- II.3.2-16 -
3.2.2.2 発電用火力設備規格 火力設備配管減肉管理技術規格 JSME S TB1-2007(2007)[14] 日本機械学会から火力発電用設備について配管の減肉管理に関する規格が発行されている。
表 II.3.2.2-2 発電用火力設備規格 火力設備配管減肉管理の技術規格
規格名称 JSME S TB1-2007 発電用火力設備規格 火力設備配管減肉
管理技術規格 発行年 2007
適用対象機器 発電用設火力設備の配管 損傷の種類 管内面の流れ加速型腐食や液滴衝撃等による減肉事象 内容: 1) 技術上の要求事項と管理上の要求事項
JSME の配管減肉管理規格 JSME S CA1-2005 の要求に則って配管減肉管理を行う。 2) 対象とする減肉事象
流体流れにより管内面に発生する流れ加速型腐食や液滴衝撃等による減肉事象である。 3) 適用範囲
火力発電所の主要配管で、内部を水または湿り蒸気が流れる炭素鋼配管に適用する。 i) 適用点検対象の考え方:減肉発生の恐れがある部位とその下流で、50A 以下の管は除く。
ii) 点検対象と管理:減肉進行が早い部位を継続監視として選定し、継続傾向管理を実施する。
iii) 点検対象系統範囲:主要水系(復水、主給水)と主要二相流(ドレン系)は 100oC 以上の範囲、
その他減肉の恐れのある範囲とする。 iv) 点検対象部位:減肉発生の恐れがあるエルボ、オリフィス下流、T 管、レジューサ、制御
弁下流、曲管等とその下流部を範囲とする。 4) 点検対象代表部位の選定方法
系統区分内で最も減肉が進行すると推定される部位を選定する。また、適用系統範囲をサ
ブ系統分類コード表に従い各ユニットごとにサブ系統区分する。 5) 点検実施時期の設定方法と評価
i) 点検時期と余寿命評価の考え方:初回点検計画を策定する。代表部位候補の計測結果をも
とにサブ系統ごとに余寿命評価結果から減肉管理票を作成し次回点検時期を確定する。2 回
目以降の点検は減肉管理票を更新し、次回点検時期を確定する。以降、これを繰り返す。 ii) 初回点検計画時:余寿命は式(1)による。
予想寿命=(公称肉厚-最小厚さ)/ 減肉速度 (1) iii) 初回点検時:点検結果から自ユニット減肉速度を式(2)により求める。
余寿命=(計測肉厚-最小厚さ)/ 自ユニット減肉速度 (2) iv) 2 回目以降点検時:前回点検結果から式(3)により減肉速度の再評価を行い、式(2)により 2回目以降の時期点検を計画する。
減肉速度=(前回計測肉厚-今回計測肉厚)/ 運転時間 (3) 6) 点検方法
点検方法は超音波パルス反射法、放射線透過画像検査による方法等による。計測範囲は周
方向、軸方向に規定したピッチに従う。 7) 処置
省令に定める最小厚さ以上で管理対象配管を使用するため、点検結果などにより取り換え
等の措置を行う。 8) 留意事項 検査と再評価で新たな知見が判明した場合は代表部位の追加を行う。また、設備管理者は、
本規格以外にも、自らの経験や知見により範囲や方法を追加して管理を適切に行うこと。
- II.3.2-17 -
3.2.2.3 日本機械学会発電用原子力設備規格の加圧水型原子力発電所配管減肉管理の技術規格
[15] 日本機械学会から加圧水型(PWR)原子力発電用設備の配管減肉管理規格が発行されている。
表 II.3.2.2-3 発電用原子力設備規格 加圧水型原子力発電所の配管減肉管理に関する規格
規格名称 JSME S NG1-2006 発電用原子力設備規格 加圧水型原子力
発電所配管減肉管理に関する技術規格 発行年 2006
適用対象機器 加圧水型原子力発電用設備の配管 損傷の種類 管内面の流れ加速型腐食(FAC)や液滴衝撃(LDI)等による減肉事象 内容: 1)目的
配管減肉管理方法は、配管減肉管理規格 JSME S CA1-2005 に基づき配管減肉管理を行う。
2)適用範囲 管内面の FAC や LDI 等に対して厚さ測定により配管減肉管理を行う場合に適用する。
3)設備管理者の責務 指針策定に係る組織の責任者と権限を明確にし、活動を記録し、これを管理する。
4)配管減肉管理に対する技術的要求事項 i) FAC による配管減肉管理
試験対象系統は、内包する流体の流体条件が表で与えられる条件に該当する炭素鋼管を試
験対象系統として選定する。なかでも、エルボ、T 管、オリフィス、弁等の偏流発生部位を試
験対象部位とする。 初回の試験実施時期は、初期設定減肉率 W0を用いて算出した余寿命 L0の 5 年前までの期間
内に試験が完了するよう初回の試験実施時期を設定する。
L0 = [(tnom-tsr)/W0]×(1/8760) (1) ここで、tnomは公称厚さ、tsrは必要最小厚さである。
2 回目以降の試験実施時期は、n 回目試験時の余寿命に基づいて算出された余寿命 Ln の 5年前までの適切な時期を次回(n+1 回目)の試験実施時期とする。余寿命 Lnは、式(1)の tnomの代
わりに tminを、W0の代わりに Wnを用いる。ここで、tminは測定された最小の厚さ、Wnは n 回
目試験時基づいて算出される減肉率である。 肉厚の測定は、通常測定と詳細測定がある。通常測定は、管表面にマーキングをして定点
の厚さ測定をする。詳細測定は、判定基準厚さ tmを下回る結果が出た場合、周辺を 20mm の
格子点で測定し、最小の厚さを式(2)で特定する。ここで、tnは管の製造上の最小厚さである。
tm =tsr+2/3×(tn-tsr) (2)
n 回目試験時に算出された余寿命 Ln が、次回の定期事業者検査までの期間を下回ると判断
された場合は、取り換えまたは補修を行う。 ii) 液滴衝撃エロージョンによる配管減肉管理: 試験対象部位は、オリフィス等で急激に減圧されフラッシングが発生する部位の下流域の
エルボ、T管等を試験対象部位に選定する。 初回の試験実施は時期は、運転時間が 10 年を経過するまでに初回の試験を実施する。2 回
目以降の試験実施時期は、FAC の 2 回目以降の試験実施時期に準ずる。 試験計画、肉厚測定、評価、減肉率の算出、余寿命の算出、判定基準、取換・補修等は FACの規定に準ずる。

- II.3.2-18 -
3.2.2.4 日本機械学会発電用原子力設備規格沸騰水型原子力発電所の配管減肉管理の技術規格
[16] 日本機械学会から沸騰水型(BWR)原子力発電用設備の配管減肉管理規格が発行されている。
表 II.3.2.2-4 発電用原子力設備規格 沸騰水型原子力発電所の配管減肉管理に関する規格
規格名称 JSME S NH1-2006 発電用原子力設備規格沸騰水型原子力発
電所配管減肉管理に関する技術規格 発行年 2006
適用対象機器 沸騰水型原子力発電所の配管減肉 損傷の種類 管内面の流れ加速型腐食(FAC)や液滴衝撃(LDI)等による減肉事象 内容: 1)目的
配管減肉管理方法は、配管減肉管理規格 JSME S CA1-2005 に基づき配管減肉管理を行う。
2)適用範囲 管内面の FAC や LDI 等に対して厚さ測定により配管減肉管理を行う場合に適用する。
3)設備管理者の責務 指針策定に係る組織の責任者と権限を明確にし、活動を記録し、これを管理する。
4)配管減肉管理に対する技術的要求事項 i) 対象とする配管減肉事象
対象とする配管減肉事象は、流れ加速型腐食(FAC)や液滴衝撃(LDI)エロージョンである。配
管減肉対象範囲は、図に示す系統を含める。 ii) FAC による配管減肉の管理
試験対象部位は 3 種類の管理ランクに分類し、計画書等で明確化する。管理ランク FAC-1は溶存酸素濃度(DO)を保ち FAC による減肉を抑制している範囲、FAC-2 は DO が低く減肉の
発生が想定される範囲、FAC-S は FAC-1 に属するが、偏流効果が著しい範囲である。 初回試験実施時期は、運転開始から 10 年を経過するまでに完了するよう時期を設定する。
2 回目以降の試験実施時期は、FAC-1 では 10 年以内に FAC-2 と FAC-S では、n 回目試験時で
算出された余寿命 Lnの 5 年前までに n+1 回目として実施する。 厚さ測定は、超音波パルス反射法による。肉厚の測定は、通常測定と詳細測定がある。通
常測定は、測定ピッチを定め、管表面にマーキングをして定点の厚さ測定をする。詳細測定
は、判定基準厚さ tmを下回る結果が出た場合、周辺を 20mm の格子点で測定し、最小の厚さ
を式(1)で特定する。また、n 回目の余寿命 Ln の算出は、式(2)による。ここで、tn は管の製造
上の最小厚さである。
tm =tsr+2/3×(tn-tsr) (1) Ln = [(tmin-tsr)/Wn]×(1/8760) (2)
ここで、tminは測定された最小の厚さ、tsrは必要最小厚さ、Wnは n 回目試験時に基づいて算出
される減肉率である。余寿命が、次回定期事業者検査の期間を下回る場合は補修・取り換え
を実施する。 iii) 液滴衝撃エロージョンによる配管減肉管理
液滴衝撃エロージョン管理方法を設定し、計画書等に明確化する。試験対象部位は 2 種類
の管理ランクに分類し、LDI-1 は正圧に維持され偏流効果が大きく減肉発生の可能性を有する
範囲。LDI-2 は負圧でフラッシングが増大し、減肉発生の可能性が高い範囲である。初回の試
験実施時期は、運転時間が 10 年を経過するまでに試験を実施する。2 回目以降の試験実施時
期は、n 回目試験時の余寿命に基づいて算出された余寿命 Lnの 5 年前までの適切な時期を次
回(n+1 回目)の試験実施時期とする。判定基準は FAC の規定に準ずる。
- II.3.2-19 -
3.2.2.5 日本ガス協会 容器・配管の腐食について検査・評価・補修に関する規格[17] 日本ガス協会から容器・配管の腐食に対する検査・評価・補修に関する規格が発行さ
れている。減肉が必要最小肉厚に達するまでの余寿命を評価する方法が規定されている。
表 II.3.2.2-5 容器・配管の腐食及び疲労割れに関する検査・評価・補修に関する規格
規格名称 JGA 指-109-07 容器・配管の腐食及び疲労割れに関する検
査・評価・補修指針 発行年 2000
適用対象機器 (a)製造設備の容器、(b)製造設備の配管、(c)ガスホルダー ただし、埋設物、支持構造物、塗膜、被覆材を除く
損傷の種類 雨水等の外部環境を原因とする外面腐食、圧力変動又は温度変動を原因とす
る溶接部及びその近傍の疲労割れ 内容: 1) 腐食の評価
i)余寿命評価(I):建設時の設計上の必要最小厚さを満足することを前提としており、残存厚さ
が必要最小厚さに達するまでの期間を余寿命として腐食速度により算出する方法である。
ii)余寿命評価(II):腐食減肉領域の残存強度を評価するもので、残存厚さが必要最小厚さ未満
となることを許容する評価方法で API RP 579 又は同等の方法である。 2) 腐食速度の決定
i) 腐食速度 A:設備設置時の肉厚と直近の肉厚測定データから算定される腐食速度である。
ii) 腐食速度 B:直近 2 回の肉厚測定データから求める腐食速度である。 iii) 腐食速度 C:3 回以上の肉厚測定データを用いて最小二乗法による回帰直線から求める
腐食速度である。 腐食速度は、腐食速度 A、腐食速度 B および腐食速度 C のうち最大値を採用する。直近の
肉厚測定時を起点とした余寿命 L は、
L = α( t-ta ) / C (1)
で表される。ここで、L は直近の肉厚測定時を起点とした余寿命(年)、αは安全係数(0.8 以
下とする)、t は直近の肉厚測定時における最小厚さ(mm)、taは t の測定箇所における必要最
小厚さ(mm)で、耐震性を要求する設備は、地震荷重を考慮した厚さとする。また、C は腐
食速度(mm/年)である。

- II.3.2-20 -
3.2.2.6 高圧ガス保安協会 供用適性評価に基づく次回検査時期決定基準[18] 高圧ガス保安協会、石油連盟、石油化学工業協会の石油精製プラント及び石油化学プ
ラントの装置に用いる静的機器、配管系及び導管系に対する減肉規格がある。
表 II.3.2.2-6 高圧ガス設備の供用適性評価に基づく次回検査時期決定基準に関する規格
規格名称 KHK/PAJ/JPCA S 0851 高圧ガス設備の供用適性評価に基づ
く耐圧性能及び強度に係る次回検査時期決定基準 発行年 2009
適用対象機器 油精製プラント及び石油化学プラントの装置に用いる静的機器、配管 損傷の種類 減肉、クリープ損傷、水素浸食、き裂状の欠陥等 内容:
熱交換器用伝熱管の減肉の供用適性評価は対象外である。 1)減肉の供用適性評価
a)評価に必要なデータ:評価に必要なデータは、各検査点での減肉速度、検査点の厚さ測定デ
ータ、対象部材の最小厚さである。 b)最小厚さの算定:最小厚さの算定は、設備製造時の技術基準の最小厚さである。 c)各検査点での余寿命の算定:余寿命の算定は次式による。
LR = (t1-ta ) / C (1)
ここで、LRは余寿命(年)、t1は最も直近した厚さ測定での厚さデータ(mm)、taは評価対
象部材の最小厚さ(mm)、C は各検査点での腐食速度(mm/年)である。 ベンド、エルボ、ティー等の最高許容使用圧力からの余寿命算定は、評価対象部材の厚さ
を均一に t1 とし、ここで、t1 は各検査点での厚さ測定データの最小値である。また、各検
査点での減肉速度の最大値を、評価対象部材の減肉速度とする。今後の供用予定期間を仮
定し、t1 と減肉速度及び仮定した供用予定期間より、仮定した供用予定期間を経過した時
点の部材の厚さ t1*を次式により求める。
t1
* = t1-(減肉速度)×(供用予定期間) (2)
式(2)の t1*を用い、附属書に定める最高許容使用圧力を求め、最高許容使用圧力≧設計圧
力となる場合の供用予定期間の仮定値を余寿命とする。
d)余寿命の算定:余寿命の算定は各検査点の余寿命のうち最短の期間とする。 2)腐食速度の設定
腐食速度の設定は、直近 2 回の厚さ測定データから求める腐食速度と 3 回以上の厚さ測定
データを用いて最小二乗法による回帰直線の傾きから求める腐食速度があり、2 つのうちいず
れか大きい方の値を検査点の減肉速度とする。 なお、ノズルの穴補強部、円筒胴と円錐胴の接続部、ベンド、エルボ、ティー等の管継手、
フランジの内面に生じる減肉等の供用適性評価は附属書による。

- II.3.2-21 -
3.2.2.7 茨城県高圧ガス設備維持基準 圧力容器の外面腐食に対する評価規格(案)[19]
表 II.3.2.2-7 配管減肉管理に関する規格
規格名称 茨城県高圧ガス設備維持基準 圧力容器の外面腐食に対す
る評価規格(案) 発行年 2008
適用対象機器 化学プラント配管の外面腐食 損傷の種類 管外面の要求厚さを下回る局部減肉 内容: 化学プラントにおける配管の減肉に対する許容基準である。 p-M 法による減肉評価
p-M 法は、材料を弾完全塑性体とみなし、直管円筒形圧力設備機器の減肉部を軸方向及び
周方向の断面にそれぞれ投影したき裂状欠陥として参照応力を求める。また、トレスカの降
伏条件に基づき、塑性崩壊圧力 pL及び塑性崩壊曲げモーメント MLを求め、pLと MLに対する
安全係数を考慮し、供用状態での当該設備に作用する内圧 p と地震による外部曲げモーメン
ト M の各塑性崩壊荷重に対する比(p/pL, M/ML)を、p-M 線図で図示することで評価する手法
である。 円筒の応力mに対する塑性崩壊応力L
mは、Lm=(1-)f/Msで与えられる。一方、内圧 p と
膜応力mの関係はm = (4-6+32)p/2(2-)で与えられる。上記 2 式から塑性崩壊荷重 pLは、
pL = 2(2-) / (4-6+32)×(1-)f/Ms (1) として表される。ここで、=t/R0, Msは バルジング効果を表す係数、fは流動 応力、=aeff/t, t は肉厚、R0は外半径で ある。また、円筒の周方向非貫通欠陥 の塑性崩壊荷重 MLは次式で与えられる。
ML=R3
0[1-(1-)4]/4A0b×f (2)
ここで、A0
bは減肉角度や t によって 表される関数である。これらを基に、 非貫通欠陥を有する円筒が内圧と曲げ を同時に受ける場合の塑性崩壊荷重は 安全サイドに考えて次式となる。
p/pL = min{1, 2(1-M/ML)} (3)
式(3)を図示する。評価点が図の内側にプロットされた場合は、許容される減肉である。
| |
1, 2 1 | | : Unsafe
Safe
0
1
0.5 1

- II.3.2-22 -
3.2.2.8 日本海事協会舶用配管板厚減肉の設計、点検指針[20]
日本海事協会から水及び湿り蒸気配管に生じる流れ加速腐食による配管板厚減肉対策
として舶用配管板厚減肉の設計、点検指針が発行されている。
表 II.3.2.2-8 舶用配管板厚減肉の設計、点検指針に関する規格 規格名称 舶用配管板厚減肉の設計、点検指針 発行年 2007
適用対象機器 鋼船規則に規定する 1 及び 2 類管、特に、圧力 1.6 MPa を超え、100℃を超え
250℃以下の配管 損傷の種類 流れ加速腐食、液滴衝撃コロージョン等も含む 内容: 1) 次回検査時の予測残存板厚 tpの算出
a)定期的な板厚計測を実施している場合は下記の方法で減肉率を求める。 ・減肉率:Z [mm/年] Z = (t0-t1 ) / H ・余寿命:Lh[時間] Lh = (t1-tmin ) / Z ・余寿命:Ly[年] Ly = Lh / 8760 ここで、t0は前回計測板厚、t1は今回計測板厚、tminは必要最小板厚、tnomは公称板厚、Hは前回計測から今回計測までの運転時間である。次回検査時予測残存板厚 tpは、 ・残存板厚:tp[mm] tp = t1-Zh で求める。ここで h は今回計測から次回計測までの運転時間である。
b)利用可能な計測データがない場合は以下の方法で、減肉率を求める。 ・Kastner 等の実験相関式を用いる。 ・表で与える減肉率を用いる。
2) 許容値
突合せ溶接管、エルボ、枝管結合又はレデューサ(デフューザを含む)は、次回検査時の予
測残存板厚 tpが以下の条件を満足する場合、許容される。
tp ≧ 0.9 tmin 、 tp ≧ 0.3 tnom
但し、Ro/tp ≦50 の場合は、座屈の可能性を検討する。また、レデューサの大端部および小
端部の tminは、同じ呼び値の直管の tminとする。枝管継手、T 継手では、鋼船規則で要求され
る補強範囲を除き、直管の tminとする。 次回検査時予測残存板厚 tpが、tp < 0.9 tminとなる場合は、次回検査時までの期間を短縮して
同様な評価を行う。 減肉が、枝管継手部の応力集中係数等に影響する可能性がある場合は、別途評価が必要で
ある。 Kastner 等の実験相関式は次式である。 Wc(t) = 6.25·Kc·(B·e ·[1-0.175·(pH-7)2·1.8·e . +1) ·f(t) ·(t/ρ) ここで、Wc は減肉量、t は時間、ρは配管鋼の密度、Kc は Keller 形状係数、h は Cr と Mo 含有
量、T は流体温度、w は平均流速、pH は流体の pH 値、g は溶存酸素濃度、B は h と T の関数、
N は h と T の関数、f(t)は補正係数、α= (x/p ) / {C[x/p +((1-x) / pw)]+wret/m}、wret = 1.18·{g·σ·(pw
-p )}0.25·(1-x) / pw1/2、C=1+0.12·(1-x)である。

- II.3.2-23 -
3.2.2.9 日本溶接協会 WES28XX 圧力設備の供用適性評価方法‐減肉評価[21] 日本溶接協会で圧力設備の全面と局部の減肉評価規格を作成しパブリックコメント中
であり、2015 年に発行予定である。
表 II.3.2.2-9 WES28XX 圧力設備の供用適性評価方法‐減肉評価に関する規格
規格名称 WES28XX 圧力設備の供用適性評価方法‐減肉評価 発行年 2015 (予定)
適用対象機器 圧力容器円筒胴・円錐胴、球形圧力容器、直管、エルボ、ノズル接続部等 損傷の種類 全面減肉、局部減肉、摩耗、傷をグラインダーで滑らかにした減肉 内容:この規格は、クリープ温度領域で運転される機器、繰返し荷重を受ける機器、外圧を受
ける機器、肉厚が 20%未満または 2.5mm 未満の機器、鋭いキズのある機器には適用できない。
機器を分類し、タイプ A は円筒胴、球形圧力容器、直管、エルボ等で、タイプ B はノズル、フ
ランジ部等である。 1)全面減肉評価
i)タイプ A 部位の点厚さ評価のとき、式(1)と(2)の両方を満足するときは、減肉は許容される。 tam – tFCA 0.9tmin (1) tmm – tFAC 0.5tmin (2) ここで、tamは平均測定厚さ、tFACは将来腐れ代、tminは計算厚さである。
ii)タイプ A 部位で詳細厚さ評価のとき、式(3)~(5)を満足するときは、減肉は許容される。 ts
am – tFCA 0.9tCmin (3)
tCam – tFCA 0.9tL
min (4) tmm – tFCA 0.5tmin (5)
ここで、tsamは軸方向平均厚さ、tC
minは周方向平均厚さ、tLminは軸方向応力に対する計算厚さ
である。 iii)タイプ B 部位では最高許容圧力 pMAWが評価に用いる圧力 p に対して、 p pMAW (6) のとき、この減肉は許容される。
2)局部減肉評価
i)最高許容圧力による判定は、残存強度係数 RSFを用い、式(7)を満足する場合、許容される。 p min[RSFpMAW/0.9, pMAW] (7)
ii)許容応力による判定は、周方向断面のミーゼス応力Ae(減肉断面中央)とB
e(減肉断面端部)を用い、次式を満足すれば減肉は許容される。 max[A
e,Be] Hf(a/0.9) (8)
ここで、a は許容引張り応力、Hf は定数であり、サプリメンタル荷重が 1 次応力では Hf=
1.0、1次と 2 次応力の和の場合は Hf=3.0 である。

- II.3.2-24 -
3.2.2.10 日本高圧力技術協会 リスクベースメンテナンスハンドブック[22] 日本高圧力技術協会からリスクベースメンテナンスに用いる減肉の損傷係数を決定す
る規格が発行されている。
表 II.3.2.2-10 日本高圧力技術協会の減肉の損傷係数に関する規格
規格名称 HPIS Z 107-2TR:2011 リスクベースメンテナンスハンドブ
ック第 2 部‐減肉の損傷係数 発行年 2011
適用対象機器 一般産業用設備の圧力設備 損傷の種類 全面減肉と局部減肉 内容: リスク評価の破損確率において、破損確率のなかの損相係数に関し、減肉の損傷係数を決定
する方法を示す。 1)基本データ
損傷係数を決定するための基本的なデータは次の通りである。使用年数、部材の厚さ、最小
必要厚さ、減肉速度、減肉形態(全面、局部)、運転温度、検査有効度、検査回数、オンライ
ンモニタリングの種類、減肉メカニズム、使用材料、注入や混合の有無、滞留部の有無、滞
留部の検査の種類と検査有効度 2)損傷係数(Damage Factor)の決定
・厚さ測定等により減肉速度を決定する。 ・使用年数、減肉速度、厚さから減肉率を計算する。 ・全面もしくは局部の減肉形態を把握する。 ・検査の的確さから検査有効度のランクをつける。 ・表で示されるランク判定法により、検査有効度のランク判定をする。 ・評価する期間内に実施される検査の有効度から最高有効度検査の回数を決定する。 ・減肉率と最高有効度検査の回数を用いて損傷係数を決定する。 ・肉厚の余裕度により損傷係数を補正する。 ・オンラインモニタリングによる損傷係数の補正を行う。 ・注入や混合の有無による損傷係数の補正を行う。 ・滞留部の有無による損傷係数の補正を行う。
3)塩酸腐食 炭素鋼、ステンレス鋼、Ni 基合金等に対する塩酸による腐食速度が表で与えられている。 4)高温硫化物とナフテン酸腐食
炭素鋼、Cr 鋼、ステンレス鋼等に対する高温硫化物とナフテン酸による腐食速度が表で与え
られている。 5) 高温硫化水素腐食 炭素鋼、Cr 鋼、ステンレス鋼等の高温硫化物水素による腐食速度が表で与えられている。
6)硫酸腐食 炭素鋼、ステンレス鋼、Ni 基合金等に対する硫酸による腐食速度が表で与えられている。
7)ふっ酸腐食 炭素鋼、ステンレス鋼、Ni 基合金等に対するふっ酸による腐食速度が表で与えられている。
8)サワ―ウォータ(硫化水素とアンモニア水)腐食 炭素鋼に対するサワ―ウォータによる腐食速度が表で与えられている。その他、アミン腐食、
高温酸化、水蒸気酸化、一般水腐食、ボイラー凝縮水腐食、エロージョンコロージョンのデー
タが用意されている。

- II.3.2-25 -
3.2.2.11 厚生労働省 ボイラー及び圧力容器安全規則 厚生労働省の労働安全衛生法及び関係政省令のボイラー及び圧力容器安全規則におい
ては、特に減肉に関する規定はないが、下記のように扱われている。
表 II.3.2.2-11 厚生労働省ボイラー及び圧力容器安全規則
規格名称 厚生労働省労働安全衛生法及び関係政省令のボイラー及び
圧力容器安全規則 発行年 2008
適用対象機器 一般産業用設備のボイラー 損傷の種類 開放検査等の性能検査で見つかった不具合 内容: (1)第 40 条 性能検査を受けるときの措置 第 40 条の性能検査を受けるときの措置として、ボイラーに係る性能検査を受ける者は、ボイ
ラー及び煙道を冷却し、掃除し、性能検査に必要な準備をしなければならない。但し、所轄労
働基準監督署長が認めたボイラーについては冷却、掃除しないことができるとしている。 (2) 2 年周期の開放検査 冷却、掃除しなくてよいボイラーは、運転や保守に関する管理体制が確定し、定められた基
準に基づく高度な管理や自主検査が確実に行われている等により、過去の成績が優秀なボイラ
ーである。このようなボイラーは、短期間で性能低下の可能性は低く、一定水準以上の管理が
行われているボイラーにあって、基準監督署長が認めるものは冷却、掃除しないで運転時もし
くは停止時に性能検査を受けることができる。 基準監督署長が、冷却、掃除しないで運転時もしくは停止時に性能検査を認めるに当たって
は、前回の性能検査を従来行われていた運転停止、開放状態で受けていることを前提にしてい
る。結果として開放検査の周期が 2 年間となる。 (3) 4~8 年周期の開放検査
開放検査周期 2 年の認定を受けているボイラーが、開放検査周期 4 年の認定を満たしている
ときは、ボイラーを停止し、開放した状態で受ける性能検査の周期を 4 年間とすることができ、
さらに開放検査周期 4 年の認定を受けているボイラーについては、開放検査周期 6 年または 8年の認定要件を満たしていれば、その周期を最大 8 年とすることができる。
なお、上記(2)も含め、開放検査周期の認定を受ける場合には、学識経験者及び登録性能検査
機関によって構成される事前審査委員会において、満たすべき技術的事項に関する書類審査及
び現地調査が行われる。
(4)減肉等の損傷 性能検査を受けたとき、何らかの損傷が検出された場合は、特に、損傷に対する対応策の規
定はない。通常、設計、建設規格に照らし合わせて判断されることになる。減肉が検出された
場合は、次回検査までの期間を考慮した予測残存肉厚が、設計から定まる必要最小肉厚を満た
しているかどうかで判断される。

- II.3.2-26 -
3.2.3 減肉評価に関する規格の調査のまとめ 減肉評価に関する規格の調査を行ったところ、海外では 12、国内では 11 の規格があ
った。主に、化学プラントと原子力プラントの配管内面の減肉評価規格である。 減肉評価にあたっては、API 579/ASME FFS や DNV、BS7910 のように破壊力学から定
まる残存強度係数を求め、機器の運転圧力が減肉を有する安全運転圧力より小であれば
減肉が許容されるとする規格と、ASME Code Sec. XI や RSE-M のように、設計建設規格
における面積補強と許容応力の基準を用いて局部的な許容減肉を設定している規格があ
る。また、茨城県の減肉規格は破壊力学的な観点から許容減肉を設定している。 負荷荷重に対しては、化学プラントは内圧のみを考慮した減肉評価規格が主であるが、
API 579/ASME FFS や原子力プラントの配管を対象とする規格では内圧+曲げを考慮し
た規格となっている。 日本の規格は、日本機械学会のように減肉検査管理規格が主流で、減肉は内圧によっ
て定まる必要最小肉厚が基準となっている。しかし、日本溶接協会や茨城県の減肉規格
では、API 579/ASME FFS、BS7910、ASME Code Sec. XI のように必要最小肉厚に捉われ
ない規格になっている。局部減肉が存在しても強度的に十分保証されるならば、破壊力
学的に検討をした許容減肉規格が今後主流になろう。 今後、ボイラー及びその付属設備の減肉評価規格を策定するに当たっては、簡便で使
い勝手のよい規格であり、かつ、ボイラーについては内圧による減肉評価を考慮するこ
と、配管を含む付属設備については内圧と曲げを重畳した荷重形態を考慮することが期
待される。 参考文献 [1] ASME Code Section I, Rules for Construction of Power Boilers, 2013 [2] ASME Code Section VIII, Rules for Construction of Pressure Vessels, 2013 [3] ASME Code Section XI Code Case N-513, 2009 [4] ASME Code Section XI Code Case N-597, 2003 [5] ASME Code Section XI Code Case N-705, 2006 [6] ASME Code Section XI Code Case N-806, 2012 [7] ASME B31G Manual for Determining the Remaining Strength of Corroded Pipelines, 2009 [8] API 579-1/ASME FFS-1 Fitness-for-Service, 2007 [9] FITNET Fitness for Service, 2008 [10] BS 7910, Assessing the Acceptability of Flaws in Metallic Structures, 2005 [11] RSE-M In-service Inspection Rules for Mechanical Components of PWR, 2010 [12] DNV-RP-F101 Recommended Practice Corroded Pipelines, 2010 [13] JSME S CA1-2005 発電用設備規格 配管減肉管理に関する規格(2005 年版), 2005 年
3 月, 社団法人日本機械学会 [14] JSME S TB1-2007 発電用火力設備規格 火力設備配管減肉管理技術規格(2009 年版), 2009 年 4 月, 社団法人日本機械学会 [15] JSME S NG1-2006 発電用原子力設備規格 加圧水型原子力発電所配管減肉管理に関
する技術規格(2006 年版),2006 年 11 月, 社団法人日本機械学会 [16] JSME S NH1-2006 発電用原子力設備規格 沸騰水型原子力発電所配管減肉管理に関
する技術規格(2006 年版),2006 年 11 月, 社団法人日本機械学会

- II.3.2-27 -
[17] JGA 指-109-07 容器・配管の腐食及び疲労割れに関する検査・評価・補修指針, 2000年, 社団法人日本ガス協会 [18] KHK/PAJ/JPCA S 0851 (2009) 高圧ガス設備の供用適性評価に基づく耐圧性能及び強
度に係る次回検査時期決定基準, 高圧ガス保安協会 石油連盟 石油化学工業協会 [19] 茨城県高圧ガス設備維持基準 圧力容器の外面腐食に対する評価規格(案), 2008 年 [20] 舶用配管板厚減肉の設計、点検指針, 2007 年 1 月 1 日, 日本海事協会 [21] WES28XX 圧力設備の供用適性評価方法‐減肉評価, 2015 年(予定), 一般社団法人
日本溶接協会(http://www.jwes.or.jp/public_comment/wes28xx-2015_draft.pdf) [22] HPIS Z 107-2TR:2011 リスクベースメンテナンスハンドブック第 2 部‐減肉の損傷係
数, 2011 年 4 月 7 日, 社団法人日本高圧力技術協会

- II.3.3-1 -
3.3 減肉評価に関する文献調査 3.3.1 減肉メカニズムの研究 配管要素における流体による減肉事象は古くから研究されてきた[1]。減肉現象には、
流れ加速型腐食(FAC)やエロージョンがあり、さらにエロージョンは液滴衝撃エロー
ジョン(LDI)、フラッシングエロージョン、キャビテーションエロージョン、固体粒
子エロージョンなどに分類される[2]。例えば、炭素鋼の FAC の腐食減肉速度は一般
的に水中の溶存酸素が 20ppb 以下に低下すると腐食速度は増加し、流速が早いほど腐
食速度は増加する[1]が、Cr 含有量が炭素鋼の高い場合は腐食が抑制される傾向にある。
また、腐食速度は 150°C 付近でピークを持つ傾向にある。減肉を抑制するための酸素
注入や、炭素鋼配管に Cr 元素を添加するなどの対策がとられている。 また、マクロ的な流速が同じであっても、管の形状により偏流が生じる。すなわち、
配管形状は減肉速度に影響を与える。このため、管要素に対して流れの乱れを考慮し
た Keller の形状係数[3]が設計や検査で広く用いられている。 減肉メカニズムの研究と関連し、減肉予測に関する評価プログラムが開発されてい
る。フランスやドイツでは、実験ループを用いて開発した、FAC による減肉予測の評
価プログラムが提案されている。また、米国では EPRI が実験およびプラントデータ
に基づいて開発した CHECKWORKS があり、単相流や二相流による減肉率が予測され
る。我が国で開発されている予測コードとしては Uchida らの DRAWTHREE-FAC と
Yoneda らの FALSET がある[4]。 減肉現象の分類、メカニズム、影響パラメータ、減肉予測の評価プログラム等は、(社)日本機械学会の規格「発電用設備規格 配管減肉管理に関する規格 JSME S CA1-2005」の解説や、日本機械学会の配管減肉の調査研究分科会[4]にまとめられている。 3.3.2 ガスパイプラインや石油プラントの減肉破壊強度試験と規格化 ガスパイプラインでは、古くから減肉を経験しており、き裂や減肉を有する配管の
内圧破壊試験が多く行われてきた。これらのデータをもとに許容減肉に関する規格が
作成されている。例えば、ノルウェーの DNV の規格は、British Gas との共同プロジェ
クトにおいて減肉を有する 70 体以上の内圧破壊試験を実施し、これらの試験体のデー
タと数値解析結果をもとに作成された[5]。 また、軸方向き裂を有する配管の内圧破壊試験により提案された種々な評価法をサ
ーベイし、周方向や軸方向の応力状態を考慮して、全面減肉や局部減肉の許容規格が
米国石油協会から API 579 として発行された[6]。 3.3.3 原子力分野の減肉の規格化 原子力の分野では、1996 年 12 月に発生した米国 Surry Unit 2 の 18 インチ管のトラ
ブル以降、減肉配管の破壊強度が注目されるようになった。ASME では NRC(Nuclear Regulatory Commission;米国原子力規制局)の要請により減肉規格の作成に着手し、Code Case (以下 CC) N-480 を作成した[7]。しかし、NRC は CC N-480 を是認しなかった。
その1つの理由は、CC N-480 には減肉の検査管理が含まれていたが、NRC の立場か
らは、減肉検査の管理は事業者の責任であり、減肉でトラブルがあった場合に NRC

- II.3.3-2 -
は事業者に対して課徴金を課すことになる。減肉検査の管理は NRC の判断するもの
ではないことによる。すなわち、NRC は判断基準を要求しているのである。 CC N-480 は NRC に是認されなかったことから廃止され、ASME は新たに CC N-579
を作成したが、NRC はその一部を是認している。その後、ASME は一時的漏洩を許容
する CC N-513 や CCN-705 を、また、埋設管の減肉基準 CC N-806 を作成している。
これらは NRC の要請によるもので、CC N-513 や CC N-705 は是認され、CC N-806 は
審査中である。 このように、Surry Unit 2 のトラブルを契機に規格化の動きが活発となったが、我が
国では民間規格の動きはなかった。しかし、局部減肉を有する配管の曲げによる破壊
強度試験が、世界で初めて日本原子力研究所で実施された[8]。その後、減肉配管の曲
げ強度試験は、日立製作所[9]、横浜国立大学[10]、防災科学研究所[11]など、我が国が
中心になって行われた。これらのデータは、ASME の Code Case を作成するうえで大
いに貢献した。また、韓国では、1999 年に配管減肉のトラブルが発生した際に[12]、破壊力学に基づいた減肉配管の解析が行われた[13]。 一方、我が国では 2004 年 8 月美浜 3 号の 22 インチ管の復水管の減肉破裂事故から、
減肉に関する規格や研究が大々的に実施されるようになった。(社)日本機械学会では、
火力、原子力の配管減肉の規格が発行されたが、内容は各社が保有していた検査の内
規を統一、整合化したもので検査管理基準を明確化にしたものであった。また、高経
年化対策の一環として行われた原子力配管の FAC や LDI の解明や予測技術などの減
肉メカニズム、減肉配管の耐震評価の手順などに重点を置いた研究成果[14]が (社)日本機械学会へ反映されることとなっているが、現状では大きな改定はなく目立つよう
な反映には至っていない。 3.3.4 減肉によるトラブル事例 我が国で発生した石油精製、石油化学、一般化学の製造事業所の圧力設備で、腐食
に起因して損傷に至った 72 件の事例を基に腐食速度の解析が行われた[15, 16]。材料
は、炭素鋼、低合金鋼、ステンレス鋼や銅合金で、腐食環境は海水、地下水、土壌等
である。その結果、一般腐食による減肉速度は、0.15~0.3 mm/年、その他の腐食(海水、
地下水)で 0.3~0.5 mm/年、エロージョン・コロージョンで 0.5~1.0 mm/年と報告されて
いる。 原子力プラントの配管の減肉は Surry Unit 2 のトラブル以降、論文等で発表されるよ
うになった。表 3.3.3-1 に、Surry Unit 2 以降の主な減肉によるトラブルを示す。減肉
は配管のみならず容器の、特にノズル内面にも発生することに留意する必要がある。
また、Surry Unit2 や美浜 3 号は破裂した時の一番薄い部分の肉厚は、それぞれ、1.2 mmと 0.4 mm であったが、例えば CC N-597 の規格を用いて算出される許容肉厚は、8.1 mmと 4.2 mm となる。両プラントはこれらの値よりのさらに減肉が進んで破裂したが、
換言すれば、CC N-597 で算出される許容減肉厚さは、約 7 倍の裕度を持って定められ
ていることがわかる[17]。 また、NRC の情報を基にした主に米国の配管減肉のトラブル事例について、日本機
械学会 配管減肉調査分科会の成果報告書にまとめられている。1976 年から 1999 年ま

- II.3.3-3 -
でで 26 件のトラブルがある[18]。
表 3.3.1-1 Surry Unit 2 以降の原子力における大口径管の主な減肉によるトラブル 年 プラント 口 径 事 象 国
1986 Surry 2 18-inch 破断 米国 1987 Doel 大口径管 破断 ベルギー 1990 Loviisa 1 12-inch 破断 フィンランド 1990 Millstone 3 6-inch 破断 米国 1990 Millstone 2 8-inch 破断 米国 1993 Loviisa 2 12-inch 破断 フィンランド 1993 Sequoyah 2 10-inch 破断 米国 1994 Sequoyah 1 14-inch 漏えい 米国 1996 Sequoyah 2 12-inch 破断 米国 1997 Fort Calhoun 12-inch 破断 米国 1999 Point Beach 容器 破断 米国 1999 PWR 16-inch 著しい減肉 韓国 2001 Callaway 1 14-inch 著しい減肉 米国 2001 Unknown 容器ノズル 70%減肉 米国 2004 Ooi 1 16-inch 42%減肉 日本 2004 Mihama 3 22-inch 破断 日本 2004 Souma(火力) 12-inch 破断 日本
3.3.5 減肉に対する文献調査のまとめ 減肉メカニズムの研究により、減肉に影響を及ぼすパラメータや予測減肉速度の提
案がなされてきた。減肉は運転年数とともに徐々に線形的に進行し、き裂のようにあ
る長さから急激に成長する事象ではない。しかし、減肉した配管は 3 次元的に肉厚が
減少し大破断に至っている例が多い。き裂の場合は、ほとんどが漏洩によって検知さ
れ、プラントを安全に停止できる、いわゆる LBB(Leak Before Break)が成立してい
る。また、原子力発電プラントではき裂によって冷却系配管がギロチン破断した例は
ない。 今後、さらに、減肉が発生しやすい部位の予測、3 次元的な減肉の形状予測、減肉
監視など、どこまで使用できるかを判断できる規格の作成が望まれる。また、減肉は
配管のみならず容器で発生している事例がある。特に、容器のノズル近傍など、偏流
の起こる部位で減肉が生じやすい。容器の減肉へも配慮が必要である。 参考文献 [1] Heitmann,H. and Kastner, W., Erosion-Corrosion, VGB Kraftwerkstechnik, 62 March 1982.

- II.3.3-4 -
[2] Crockett, H., Horowitz, J., Tackling Erosion in Nuclear piping Systems, Proceedings of ASME Pressure Vessel and Piping Division Conference, PVP2007-26086, san Antonio, Texas, July 2007. [3] Keller, H., Erosionskorrosions an Nassdampfturbinen, VGB Kraftwerkstechnik, 54, 1974.pp.292-295. [4] 日本機械学会 配管減肉管理法の改良・実用化に向けた調査研究分科会成果報告書、
P-SCCII-4, 2014 年 3 月. [5] DET NORSKE VERITAS (DNV), Corroded Pipelines, Recommended Practice, DNV-RP-F101, October 2004. [6] Janelle, J., Osage, D., Burkhart, S, An Overview and Validation of the Fitness-for-Service Assessment Procedures for Local Thin Area, WRC Bulletin, 306, September 2005. [7] ASME Boiler & Pressure Vessel Code, Code Case N-480 Examination Requirements for Pipe Wall Thinning due to Single Phase Erosion and Corrosion, May 1990 (Annulment September 2001). [8] 柴田勝之ら、配管信頼性実証試験技術報告書、日本原子力研究所、JAERI-M、93-076、1993. [9] Miyazaki, K., et.al., Fracture Behavior of Carbon Steel Pipe with local wall thinning subjected to bending load, Nuclear Eng. Design, Vo. 191, 1999, pp. 195-204. [10] Ahn, S-H, et. al., Fracture Behavior of Straight Pipe and Elbow with Local Wall Thinning, Nuclear Eng. Design, Vo. 211, 2002, pp. 91-103. [11] Nakamura, I., Otani, A., and Shiratori, M., Failure Behavior of Piping Systems with Wall Thinning under Seismic Loading, J. of Pres. Vessel Technology, Vol. 126, 2004, pp. 85-90. [12] Choi, Y.H and Kang, S.C, Evaluation of Piping Integrity in Thinned Main Feedwater Pipes, J. of Korean Nuclear Society, Vol. 32, No.1, 2000, pp..67-76. [13] Kim, Y. J, et. al., Net-section Limit Load Approach for Failure Strength Estimates of Pipes with Local Wall Thinning, Int. J. of Pressure Vessels and Piping, Vol. 83, 2006, pp. 546-555. [14] 高経年化対策強化基盤整備事業 配管減肉健全性評価検討会 成果報告会&シンポ
ジウム 2009. [15] 小林秀男、柳田省三、圧力設備の腐食損傷事例と腐食速度の解析、高圧ガス、Vol. 35, No. 3, 1998, pp. 203-214. [16] 柳田省三、小林秀男, 圧力設備(配管)のエロージョン/コロージョンの損傷事例と
腐食速度の解析、高圧ガス、Vol. 36, No. 8, 1999, pp. 720-728. [17] Hasegawa, K., Meshii, T., and Scarth, D., Assessment of Piping Field Failures and Burst Testes on Carbon Steel Pipes with Local Wall Thinning using ASME Section XI Code Case N-597, Proceedings of ASME Pressure Vessel and Piping Division Conference, PVP2009-77132, Prague, Czech, July 2009. [18] 日本機械学会 配管減肉管理高度化に向けた最新技術知見適用化のための調査研
究分科会成果報告書、P-SCCII-3, 2012 年 3 月.

- II.3.4-1 -
3.4 減肉評価への提案 減肉を系統的に評価する場合、減肉の発生、進展、減肉による破壊といったプロセ
スごとの評価が必要となることから、各々の評価手法が整備することが必要となる。
疲労損傷に例えれば、発生に対しては疲労損傷係数(Usage Factor)があり、進展に対
しては Paris 則である da/dN-ΔK が整備されている。破壊に対しては線形破壊力学、弾
塑性破壊力学、塑性崩壊基準が整備されている。 このように、一連の評価法が系統的に整備されることによって疲労損傷破壊は評価
される。減肉に対しても、同様に、発生、進展、破壊といった損傷評価法が必要であ
り、減肉評価の提案として下記に記す。 3.4.1 減肉発生部位 減肉の発生部位は、温度、溶存酸素、管の化学組成、管の形状による偏流、pH な
どの条件によって決まる。Keller によって管の形状を考慮した研究は行われている
が、減肉の発生条件を満たす指標のようなものはない。 き裂の場合であれば、形状不連続による応力集中、熱応力や繰返し応力等の負荷応
力の大きさから発生部位が推定され、これをもとに設計条件を変更して疲労損傷係
数(Usage Factor)を低減させる工夫がなされる。 減肉の場合、疲労損傷係数(Usage Factor)のように、減肉損傷係数のような指標
があれば、設計条件を変更して減肉発生部位を減らすことが可能となる。実験デー
タや実機のデータから、減肉損傷係数のような指標を整備することを提案する。 3.4.2 減肉速度評価 減肉は一度発生すると、その部位は線形的に減肉が成長し、加速度的に成長するこ
とはない。これは、き裂深さ深くなると急激に進展する疲労き裂や応力腐食割れの
成長と異なる点である。従って、一度、減肉が発生している部位を捉えれば、き裂
と異なって余裕をもって監視できる。 き裂の場合、き裂の深さと長さの応力拡大係数Kを計算し、Paris則である da/dN-ΔKを用いて繰り返し回数ごとのき裂の深さや長さが推定される。応力拡大係数 K や
da/dN-ΔK は規格としてオーソライズされている。 一方、減肉の場合、減肉速度を評価するプログラムは開発されているものの[1]、予測精度や使いやすさ、3 次元的な減肉形状の予測等に課題がある。未だ、一般化
されたプログラムはなく、規格を用いるユーザが規格に則って減肉速度を評価する
までに至っていない。このような課題も踏まえて規格化できるような、3 次元的減
肉形状を予測するための減肉速度評価の開発を提案する。 3.4.3 許容減肉評価
我が国の減肉規格は、日本機械学会のように検査管理規格が主流であり、減肉厚さ
も内圧から定まる必要最小肉厚を基本としている。米国規制局は、検査管理は事業
者の責任であり、必要なのは減肉の合否判断の規格であるとしている。また、き裂
は、必要最小肉厚にかかわらず条件によっては肉厚の 75%まで許容されており、必

- II.3.4-2 -
要最小肉厚で制約を受ける減肉規格は世界的趨勢とは異なる。 諸外国の減肉に関する規格は、必要最小肉厚を考慮するものの、条件によっては減
肉による残存厚さが必要最小肉厚より小さくても許容する合否判断の規格である。
即ち、内圧のみならず、面積補強の設計基準を持ち込んだ許容減肉の考え方や、あ
るいは実験から許容減肉基準を設定している。表 3.4-1 に、規格が適用できない減
肉の厚さを示す。ここで、tnom は管の公称肉厚、tmin は必要最小肉厚であり、tp は次
回検査時の予想減肉残存厚さである。たとえ計算で許容基準を満足した tp であって
も、tp は表 3.4-1 に示す適用範囲を満足しなければならない。換言すれば、減肉の厚
さが必要最小肉厚 tmin を割っても、表 3.4-1 に示す適用範囲以上であれば、この局部
減肉は許容される。 我が国においても、溶接協会の WES 規格や茨城県の供用適性標準基準のように、
いわゆる局部的な深い減肉を許容する規格が整備されつつある。諸外国の規格や実
験・解析データを参考に、さらに、必要最小肉厚を考慮しながら、条件によっては
減肉による残存厚さが必要最小肉厚より小さくても許容する合否判断を含めた規格
の作成を提案する。
表 3.4-1 局部減肉の適用範囲 規 格 適用肉厚 備 考
ASME CC N-513 一時的漏洩可 中低エネルギー管 ASME CC N-597 tp > 0.2tnom クラス 2 配管
tp > min(0.2tnom, 0.5tmin) クラス 3 配管 ASME CC N-705 一時的漏洩可 中低エネルギー容器 ASME CC N-806 tp > 2.5 mm 埋設金属管 FITNET tp > 0.2tnom 化学、火力、原子力 BS 7910 tp > 0.15tnom 化学、火力、原子力 DNV-RP-F101 tp > 0.15tnom ガスパイプライン
3.4.4 各規格に基づくサンプル計算 減肉に関する規格の調査を行った結果、各産業の設備や機器に対し多くの規格があ
ることが明らかとなった。これらの規格は互いに類似なものもあれば手法が異なる
ものもあり、どの規格が減肉に対してどの程度の裕度を有しているか明確ではない。 そこで、ボイラーおよびその付属設備である配管の減肉を念頭に、ある形状の減肉
を仮定して、いくつかの規格を用いたサンプル計算を行い、規格間の比較をする。
この比較によって、どのような規格が扱いやすいか、利便性や裕度が明らかになる。
また、実機もしくは実験データが存在する場合、これらのデータと比較により、規
格の裕度も明らかになる。 以上のように、いくつかの規格を取り上げてサンプル計算を行い、利便性や裕度を
明らかにするとともに、実機もしくは実験データが存在する場合には、規格とデー
タとの比較も行うサンプル計算を提案する。

- II.3.4-3 -
3.4.5 まとめ き裂の場合の系統的な評価と同様に、減肉発生部位を予測する減肉損傷係数の指標
や 3 次元的な減肉形状の進展予測法、及び、減肉の合否判定クライテリアといった、
一連の流れのもとで減肉許容基準を規定するような減肉規格の作成を提案する。ま
た、いくつかの規格を取り上げて相互比較を行うサンプル計算を提案する。 参考文献 [1] 日本機械学会 配管減肉管理法の改良・実用化に向けた調査研究分科会成果報告書、
P-SCCII-4、2014 年 3 月

- II.3.5-1 -
3.5 将来への課題についてのまとめ 減肉評価への提案を 3.4 で述べてきたが、ここでは、将来の減肉に関する課題につい
てまとめて記す。
(1) 荷重形態と減肉評価 ガスパイプラインのような管や圧力容器は、内圧による評価が主体であり、減肉規格
で考慮されている荷重の多くは内圧を対象としている。一方、原子力機器の配管に対し
ては、内圧に曲げ荷重が重畳した際の減肉が評価されている。ASME Code Section XIでは、さらに捩じりモーメントが重畳したときの減肉評価が検討されている。また、
BS 7910 のように、繰り返し荷重を受ける管に減肉が発生した場合は、減肉規格を適
用してはならないと規定されているものもあり、API 579/ASME FFS においても、評
価レベルによって 150 回以上の繰り返し荷重を受ける減肉配管に対しては適用不可と
している。 容器の場合は内圧による減肉評価で十分と考えるが、配管については種々な荷重形態
が作用する。内圧のみならず、曲げ、捩じり、繰り返し荷重等、配管系に作用する荷重
を考慮した減肉評価法を確立することが将来の課題といえる。
(2) エルボ、T 継手等の減肉評価 減肉評価の規格は直管を主に対象としているが、配管系にはエルボや T 継手、クロ
ス継手、レデューサ、オリフィス、ポンプ、弁があり、これらの部位もしくは近傍で減
肉が発生する場合も多い。これらの、いわゆるパイプフィッティングと呼ばれる部位に
対する減肉評価は、規格上、十分に整備されていない。 また、溶接裏波やソケット継手のような形状不連続部でも減肉が発生する場合がある。
多くの規格は、形状不連続部の近傍に発生した減肉は適用できないとしている。 エルボ、T 継手、クロス継手、レデューサなどのパイプフィッティングや、溶接裏波
やソケット継手のような形状不連続部で発生した減肉に対する評価法の確立が将来の
課題といえる。
(3) ピッティングコロージョンの評価 API 579/ASME FFS では、ピッティングコロージョンの評価法を規定している。ピ
ッティングコロージョンは単一に存在するよりも多数発生する。150 mm ×150 mmの視野のなかでピッティングコロージョンの個数を数えて等級分けを行い、ピッティン
グコロージョンのコロニーを減肉に置き換えるなどした残存強度係数が表で与えられ
ている。 ピッティングコロージョンの評価法は一般的なものではなく、実験データや解析が
十分示されていないため、一般化された規格の制定が将来の課題といえる。
(4) 溝状減肉の評価 実機の配管では、幅が狭い減肉が発生している。減肉の幅が狭くなると、減肉形状は
亀裂に近づく。API 579/ASME FFS では、溝状の減肉(Groove-like Flaw)の評価が
なされている。溝状の減肉とは幅の狭い減肉であるが、将来予測減肉を考慮した減肉深
- II.3.5-2 -
さ以上の幅としている。また、ASME Code N-513-3 では、減肉の幅が 0.5(R0t)0.5以上
の場合を減肉として扱っている。ここで、R0は管の外半径、t は管の肉厚である。今後、
減肉と亀裂の定義を明確にするとともに、溝状減肉の評価法を確立することが将来の課
題といえる。
(5) 貫通した減肉評価 ASME Code N-513-3 のように、低及び中エネルギー配管に対して減肉からの漏洩を
許容する規格がある。すなわち、機器が不安定破壊しないことが明らかで、早急な補修
や取り換えが困難な場合は次の定期検査までの期間、ある面積以下の減肉に起因する開
口を許容している。 今後、条件によっては貫通した減肉を許容する評価規格を規定することが将来の課題
といえる。
(6) 減肉と亀裂の組合わせ評価 いずれの規格も、減肉した部位に亀裂が検出されたときは、規格の適用外としている。
これは、流れによる減肉評価とともに力学的な亀裂評価が必要であり、極めて難しい解
析的評価となるからである。 減肉評価が確立し、亀裂評価も十分な精度で予測できるような状態になった後に、減
肉と亀裂を組み合わせた評価法を確立することが将来の課題といえる。

- II.4.1-1 -
4. 海外規制調査 日本の規制体系と欧州規格(以下、EN 規格という)の体系が異なることから、
EN 規格で製作された高効率なバイオマスボイラー等を利用する場合に同等の安全
水準が確保できているか確認が難しい場合がある。この問題を解決するため、日本
の火力設備に係る安全規制と EN 規格との違いについて調査を行うため、次の調査
を行った 4.1 火技解釈と EN 規格の技術要素の調査 圧力設備に関する主要な EN 規格は、次の 4 規格が発行されている。発電用火
力設備の技術基準の解釈(以下、火技解釈という)のボイラー及びその附属設備
(圧力容器)は、主に水管ボイラーを対象としたものであるため、相当する EN規格である EN 12952 “Water-tube boilers and auxiliary installation”について、「電気
事業法に基づく技術基準省令を満たすために必要な技術要素」等を活用しつつ、
両者を比較するなどして技術要素の調査を行った。 ① EN 12952 “Water-tube boilers and auxiliary installation” ② EN 12953 “Shell boilers” ③ EN 13445 “Unfired pressure vessels” ④ EN 13480 “Metallic industrial piping” EN 12952 は、表 II.4-1 に示すように 18 の Part で構成されており、2001(平成
13)年の発行以来、必要に応じて Part として改正や追加等がなされている。なお、
Part 4、Part 15 及び Part 18 は、設計・建設・据え付けのステージではないため、
調査対象から除いた。Part 8、Part 9 及び Part 16 は、燃焼システムへの要求であり、
火技解釈等では要求していないため、調査対象から除いた。Part 12 は、ボイラー
水への品質要求であり、火技解釈等では要求していないため、調査対象から除い
た。Part 13 及び Part 14 は、排煙クリーニングシステムへの要求であり、火技解釈
等では要求していないため、調査対象から除いた。Part 17 は、検査組織へのガイ
ドラインとしての Technical Report のため調査対象から除いた。 平成 16 年 7 月 27 日付の 16 原企課第 57 号において「電気事業法に基づく技術
基準省令を満たすために必要な技術要素」が発出されている。ここでは、当時の
発電用火力設備に関する技術基準を定める省令(以下、旧火技省令という)のう
ち第二章「ボイラー等及びその附属設備」と電気工作物の溶接に関する技術基準
を定める省令(以下、溶技省令という)のうち発電用火力設備の技術基準を満た
すために必要な技術要素が示されている。加えて、技術要素を満たす具体的条件
の一例である技術的要件が示されていると共に技術的要件を満たすべき技術的内
容を具体的に示した解釈が示されている。平成 17 年に溶技省令は、当時の旧火技
省令に統合され、新しい発電用火力設備に関する技術基準を定める省令(以下、
新火技省令という)として発出された。溶技省令は、第 1 条(溶接部の形状)、
第 2 条(溶接部の割れ)、第 3 条(溶接部の欠陥)及び第 4 条(溶接部の強度)
で構成されていたものが、新火技省令では、第 74 条(溶接部の形状等)として編

- II.4.1-2 -
入された。これに伴い、各解釈が火技解釈として統合された。このため、表 II.4.1-2では、平成 16 年 7 月 27 日付けの 16 原企課第 57 号において発出された「電気事
業法に基づく技術基準省令を満たすために必要な技術要素」を基に、溶技省令の
第 1 条から第 4 条を新火技省令の第 74 条に変更すると共に対応する技術要素、技
術的要件及び火技解釈について記入した。ここでの技術要素及び技術的要件につ
いては、変更していない。火技解釈のボイラー及びこの付属設備では、衝撃試験
及びその他試験方法が要求されていないため、火技解釈の欄ではこれらを「対象
外」とする編集上の修正を行った。火技解釈については、対応する技術的要件に
基づいて、条項を記載したが、衝撃試験及びその他試験方法を除いては、条項番
号等の変更のみの編集上の修正を行っている。また、技術的要件に対応しない火
技解釈の第 105 条(定義)及び第 106 条(一般要求事項)については、新たに追
加されたため、表 II.4.1-2 では、追加する編集上の修正を行っている。なお、新火
技省令の第 5 条から第 11 条と対応する技術要素、技術的要件及び火技解釈につい
ては、編集上の修正は行っていない。 EN 12952 の Part 1~Part 3、Part 5~Part 7、Part 10、Part 11 について調査した暫
定結果を表 II.4.1-2に示す。表 II.4.1-2に示すように、EN 12952の必要とするSectionは、新火技省令及び技術要素に対応した項目に記載できる。このことから、EN 12952 は、新火技省令及び技術要素について満足しているものと判断できる。た
だし、技術的要件や火技解釈のように詳細な規定は全て対応できてはいない。逆
に、EN 12952 の方が火技解釈より厳しい規定内容もある。その例としては、耐圧
部材への衝撃試験要求や非破壊試験要求、構造設計での疲労設計の要求がある。 加えて火技解釈と比較した EN 12952 の特徴を次に示す。耐圧部材への要求と
構造設計への要求が詳細になされているが、溶接への要求はあまり詳細ではない
ことが挙げられる。加えて、リミッター等の電子部品による安全保護系によりボ
イラーと付属設備の安全を要求しているという特徴がある。 (1) 材料に関する特徴 材料を規定している 21 の EN 規格を引用しているが、その他にも欧州材料承認
(European Approval of Material : 以下 EAM という)や特定材料評価(Particular Material Appraisal : 以下、PMA という)による材料の使用を認めるという特徴が
ある。 材料を規定している 21 の EN 規格のうち、フェライト系の例として EN 10028-2
に規定する P265GH(類似 JIS 材料 : SB 410)における化学成分と機械的性質等
を表 II.4.1-3 に、オーステナイト系の例として EN 10028-7 に規定する X2CrNi18-9(類似 JIS材料 : SUS 304L)における化学成分と機械的性質等を表 II.4.1-4に示す。
何れも、衝撃試験を要求しているという特徴がある。また、表 II.4.1-3 や表 II.4.1-4に示すように、高温での耐力や引張強さを規定している。加えて、参考としてで
はあるが、表 II.4.1-3 に示すように、クリープ破断強さを示しているものもある。

- II.4.1-3 -
EN 12952 Part-2 4.1.6 非破壊試験要求では、材料の非破壊試験を要求している。
表 II.4.1-5 に形状に応じた非破壊試験要求を示す。そのほとんどに超音波探傷試験
が要求されている。 また、上述の EAM について承認された材料リストを表 II.4.1.-6[1]に示す。表
II.4.1.-6 の Short name 欄内に対応する UNS No. も合わせて記載している。2015(平成 27)年 2 月 2 日現在、35 種類の材料が EAM として承認されている。そ
のほどが Ni 基合金であり、2003(平成 15)年~2006(平成 18)年の間に承認さ
れている。2012(平成 24)年に 1 種類のみ承認されている。表 II.4.1.-7[2]には、
2015(平成 27)年 2 月 2 日現在の EAM として申請したが承認されていない材料
リストを示す。2001(平成 13)年の EN 12952 等の発行時に多くの ASME 材料等
が EAM 申請されたが、64 種類の材料について、承認されなかった。 (2) 構造設計に関する特徴 ① 設計応力の規定 設計応力 f について材料の種類毎に変えて与えている特徴がある。これにより、
許容引張応力値に替えている。材料の種類毎の設計応力 f について式(1)~式(7)に示す。式(1)は圧延又は鍛造したフェライト系鋼の設計応力 fを、式(2)は伸びが30%未満のオーステナイト系ステンレス鋼の設計応力 f を、式(3)は伸びが 30%以上の
オーステナイト系ステンレス鋼の設計応力 f を、式(4)は伸びが 35%を超えるオー
ステナイト系ステンレス鋼の代替設計応力 f を、式(5)は鋳鋼の設計応力 f を、式
(6)は焼きなましたノジュラー黒鉛鋳鉄の設計応力 f を、式(7)は焼きなまさないノ
ジュラー黒鉛鋳鉄の設計応力 f を示す。引張強さを 2.4 で除した設計応力 f を適用
することができるが、その時に用いるのは室温(20℃)での引張強さであるため、
ボイラー等の高温機器への適用は制限され、実質的に適用はできない。例として、
表 II.4.1-3 の厚さ 60 mm 以下の P265GH(類似 JIS 材料 : SB 410)を用いて 50℃での設計応力 f を計算する。50℃での上降伏強さ ReHtc を 0.2%耐力 Rp0.2tcとして式
(1)により算出すると、Rm20/2.4=410/2.4=171 N/mm2 より、Rp0.2tc/1.5=234/1.5=156 N/mm2 が小さくなることより、設計応力 f は 156 N/mm2 となる。このよ
うに、高温機器に実質的に適用可能なのは、耐力とクリープ破壊強さとなる。 圧延又は鍛造したフェライト系鋼の設計応力 f
25.1
;5.1
/5.1
;4.2
min 2.020 mTtctcpeHtcm RRorand
RRf (1)
伸びが 30%未満のオーステナイト系ステンレス鋼の設計応力 f
25.1
;5.1
min 2.0 mTtctcp RRf (2)

- II.4.1-4 -
伸びが 30%以上のオーステナイト系ステンレス鋼の設計応力 f
25.1
;5.1
min 0.1 mTtctcp RRf (3)
伸びが 35%以上のオーステナイト系ステンレス鋼の代替設計応力 f
25.1
;2.1
;3
min 0.1 mTtctcpmtc RRRf (4)
鋳鋼の設計応力 f
0.2
;0.2
;2.3
min 2.020 mTtctcpm RRRf (5)
焼きなましたノジュラー黒鉛鋳鉄の設計応力 f
0.3
;8.4
min 2.020 tcpmRR
f (6)
焼きなまさないノジュラー黒鉛鋳鉄の設計応力 f
0.4
;8.5
min 2.020 tcpmRR
f (7)
式(1)~式(7)では、 Rm20:室温(20℃)での引張強さ ReHtc:計算温度(tc)での上降伏強さ Rp0.2tc:計算温度(tc)での 0.2%耐力 RmTtc:計算温度(tc)で規定された寿命時間(T)でのクリープ破壊強さ Rp1.0tc:計算温度(tc)での 1.0%耐力
Rmtc:計算温度(tc)での引張強さ ② 機器内外での温度差 機器の板厚での内外面の温度差を 30 K より低くすることを要求している特徴
がある。 ③ 疲労設計 解析による疲労設計することを要求している特徴がある。ただし、疲労設計の
免除条件が規定されている。疲労設計の免除条件の例として、低温からの総起動
回数が3,000回未満であり、 高運転圧力の50%未満の圧力変動の総回数が10,000回未満がある。

- II.4.1-5 -
(3) 過圧防止に関する特徴 直動式ばね安全弁又はばね先駆弁付き安全弁(パイロット付き安全弁:POSV)
に関する要求事項に加えて補助作動装置付き安全弁、シリンダ操作安全弁及びセ
ンサーからの信号に基づいて圧力を逃がすシステム(CSPRS:Controlled Safety Pressure Relief System)等を規定している特徴がある。
蒸気ボイラーの安全装置については、吹出し圧力の設定値に関する具体的な要
求事項は規定されておらず、公称吹出し量は、その合計がボイラーの 大連続蒸
発量と同等以上であることが要求される特徴がある。 (4) 計測装置に関する特徴 ソフトウエアを含んだ電子・電気品である計測装置に、安全度水準(Safety
Integrity Level:以下、SIL という)を満足したものを使用し、SIL を満足するよう
に管理することを要求する特徴がある。また、そのための、フエールセイフ、冗
長性、多重化等についても要求している。 SIL は、電気・電子・プログラマブル電子機器の機能安全に関する国際規格で
ある IEC 61508 で規定されている。IEC 61508 は、機能または故障・障害によって
人命、環境、財産に大きな影響を与えるシステムの電気・電子・プログラマブル電
子機器を対象とし、システムのリスクを軽減するために使用する電気・電子・プロ
グラマブル電子機器による安全性を高めるための機能安全規格である。確率論的リ
スク分析等によって、全体システムのリスクが許容リスクを下回るようにするた
めに、当該安全装置の SIL を決定することを要求している。安全に関わる故障・
障害を、システマティック故障(決定論的原因故障)と、確率論的で無作為なラ
ンダムハードウェア故障に分類し、SIL に応じたリスク低減策対策を行う。IEC 61508 で SIL は、次の様に規定されている。[3]
レベル 低頻度モードにおける SIL 高頻度モードにおける SIL
作動要求当たりの設計上の機能失敗
平均確率(単位無) 作動要求当たりの設計上の機能失敗
平均確率(1/h) 1 10-2≦SIL<10-1 10-6≦SIL<10-5 2 10-3≦SIL<10-2 10-7≦SIL<10-6 3 10-4≦SIL<10-3 10-8≦SIL<10-7 4 10-5≦SIL<10-4 10-9≦SIL<10-8
(5) 製造に関する特徴 ① 製作要領等の要求 曲げ管の製作要領、寸法検査及び真円度等について、具体的に要求する特徴が
ある。

- II.4.1-6 -
② 溶接への要求 溶接方法、溶接材料及び継手形状等に関する具体的な要求は無いという特徴が
ある。 ③ 溶接施工法への要求 承認要領としては、EN 15614-1 及び EN 15613 を引用しているのみであり、具
体的な要求は無いという特徴がある。 なお、ISO 15607 によると、溶接施工法の認証要領は 5 種類あり、火技解釈の
認証要領と も類似している方法は、EN 15614 である。EN 15613 では、製作前
の溶接試験で認証するものである。 ④ 溶接士及び溶接オペレータの認証 EN 287-1 と EN 14181 を引用しているのみであり、具体的な要求は無いという
特徴がある。 (6) 検査に関する特徴 ① 溶接施工法確認試験 認証試験としての引張試験温度が、鋼種の Grade 1.1 と Grade 1.2 では 250℃、
Grade 2.1、Grade 4、Grade 5 では 350℃以上で実施するという特徴がある。 ② 機械試験 曲げ試験と引張試験のみならず V ノッチシャルピー衝撃試験、マクロ試験及び
硬さ試験を要求するという特徴がある。 ③ 非破壊検査 放射線透過試験、超音波探傷試験、磁粉探傷試験及び浸透探傷試験を規定して
おり、それぞれに対応する EN 規格を引用し、検査方法や判定基準を規定してい
る特徴がある。なお、体積検査としては、超音波探傷試験を主に要求し、その代
替えとして放射線透過試験を要求する特徴がある。 Section 4 の参考文献 [1]http://ec.europa.eu/enterprise/sectors/pressure-and-gas/documents/ped/materials/published/i
ndex_en.htm(2015 年 2 月 17 日閲覧) [2]http://ec.europa.eu/enterprise/sectors/pressure-and-gas/documents/ped/materials/submitted/i
ndex_en.htm(2015 年 2 月 17 日閲覧) [3]http://ja.wikipedia.org/wiki/IEC_61508(2015 年 3 月 3 日閲覧)

表 II.4.1-1 EN 12952 の Part 構成(1/2)
- II.4.1-7 -
EN 12952 “Water-tube boilers and auxiliary installations” 2015(平成 27)年 2 月 23 日現在
Part Part name 最新年版
1 一般事項 General
2001
2 ボイラーと付属設備の耐圧部材 Materials for pressure parts of boilers and accessories
2011
3 ボイラー耐圧部のための構造設計 Design and calculation for pressure parts of the boiler
2011
4 供用中のボイラーの耐用年数計算 In-service boiler life expectancy calculations
2011
5 ボイラー耐圧部の製造と製作 Workmanship and construction of pressure parts of the boiler
2011
6
製作時の検査、ボイラー耐圧部のドキュメンテーションとマーキン
グ Inspection during construction; documentation and marking of pressure parts of the boiler
2011
7 ボイラー設備への要求事項 Requirements for equipment for the boiler
2012
8 液体燃料及び気体燃料を用いたボイラーの燃焼システムへの要求事
項 Requirements for firing systems for liquid and gaseous fuels for the boiler
2002
9 粉末個体燃料を用いたボイラーの燃焼システムへの要求事項 Requirements for firing systems for pulverized solid fuels for the boiler
2002
10 過圧防護への要求事項 Requirements for safeguards against excessive pressure
2002
11 ボイラーと付属設備のリミッターへの要求事項 Requirements for limiting devices of the boiler and accessories
2007
12 ボイラーへの給水とボイラー水への品質要求事項 Requirements for boiler feedwater and boiler water quality
2003
13 排煙クリーニングシステムへの要求事項 Requirements for flue gas cleaning system
2003
14
液化された加圧アンモニアとアンモニア水を用いる排煙の NOx除去
システムへの要求事項 Requirements for flue gas DENOX-systems using liquefied pressurized ammonia and ammonia water solution
2004

表 II.4.1-1 EN 12952 の Part 構成(2/2)
- II.4.1-8 -
Part Part name 最新年版
15 性能試験 Acceptance tests
2003
16
個体燃料を用いた火格子燃焼システムと石炭流動層燃焼システムへ
の要求事項 Requirements for grate and fluidized-bed firing system for solid fuels for the boiler
2002
17
製造者から独立した検査組織へのガイドライン Guidelines for the involvement of an inspection body independent of the manufacturer (PD CR 12952-17)
2002
18 運転指針 Operating instructions
2012

表 II.4.1-2 火技解釈〔ボイラー及びその附属設備(溶接部を含む)〕と EN 12952 の比較表(暫定)(1/9)
- II.4.1-9 -
発電用火力設備に関する技術基準を定める省令 技術要素 技術的要件 発電用火力設備の技術基準の解釈(準用を除く) EN 12952 Water-tube Boilers (ボイラー等及びその附属設備の材料) 第五条 ボイラー(火気、燃焼ガスその他の
高温ガス若しくは電気によって水等の熱媒
体を加熱するものであって、当該加熱によ
り当該蒸気を発生させこれを他の設備に供
給するもの又は当該加熱(相変化を伴うも
のを除く。)により当該水等の熱媒体を大
気圧力における飽和温度以上とし、これを
蒸気タービン若しくはガスタービンに供給
するもののうち、ガス化炉設備(石炭、石
油その他の燃料を加熱し、酸素と化学反応
させることによりガス化させ、発生したガ
スをガスタービンに供給する容器(以下「ガ
ス化炉」という。)、そのガスを通ずるこ
とによって熱交換等を行う容器及びこれら
に附属する設備のうち、液化ガス設備(液
化ガスの貯蔵、輸送、気化等を行う設備及
びこれに附属する設備をいう。以下同じ。)
を除く。以下同じ。)を除く。以下同じ。)、
独立過熱器(火気、燃焼ガスその他の高温
ガス又は電気によって蒸気を過熱するもの
(ボイラー、ガスタービン、内燃機関又は
燃料電池設備に属するものを除く。)をい
う。以下同じ。)又は蒸気貯蔵器(以下「ボ
イラー等」という。)及びその附属設備(ポ
ンプ、圧縮機及び液化ガス設備を除く。)
に属する容器及び管の耐圧部分に使用する
材料は、 高使用温度において材料に及ぼ
す化学的影響及び物理的影響に対し、安全
な化学的成分及び機械的強度を有するもの
でなければならない。
1. ボイラー等の材料 (1)材料の適用範囲について規定すること。
1. ボイラー等の材料 (1)適用範囲 ボイラー、独立過熱器、又は蒸気貯蔵器及び
その附属設備に属する容器及び管の耐圧部分
第2条(ボイラー等の材料) 別表第1(鉄鋼材料の各温度における許容引張
応力) 別表第2(非鉄材料の各温度における許容引張
応力) (注記 「火技材」とは、「発電用火力設備の
技術基準の解釈」で規定されている材料を指
す。)
Part-2 1 適用範囲
(2)適用範囲に使用可能な材料を規定するこ
と。 (2)適用材料(規定材料) a. 規格(例:JIS材)材料
Part-2 3.3.2 EN 規格 Part-2 4.1.1 板、鍛造、鋳造、管、継手、フ
ランジ、弁 Part-2 4.1.2 鋳鉄 Part-2 4.1.3 スタッド、ボルト及びナット Part-2 4.1.5 鏡板に用いる板への要求 Part-2 4.1.6 非破壊試験要求 Part-2 4.1.7 検査記録 Part-2 4.1.8 マーキング
b. 規格材料以外(例:火技材)の材料 Part-2 3.3.3 欧州承認材料 Part-2 4.2.1 一般事項 Part-2 4.2.2 製造 Part-2 4.2.3 熱処理 Part-2 4.2.4 化学成分 Part-2 4.2.5 機械的性質 Part-2 3.3.4 特定材料評価 Part-2 4.3 特定材料評価材
(3)規定された材料に対する使用制限を規定
すること。 (3)使用制限 a. 高使用温度
Part-2 3.3.2 EN 規格
b. 低使用温度 Part-2 3.3.2 EN 規格 c. 各温度の許容引張応力 Part-3 6.3 設計応力
(4)規定材料の使用制限外での使用を認める
場合には、使用基準を規定すること。 (4)規定材料(例:JIS材、火技材)の使用制
限外での使用基準 a. 適用条件
対象外
b. 追加要求 (5)規格材料以外の材料を使用する場合には、
評価基準を規定すること。 (5)評価基準 a. 評価要領
Part-2 3.3.3 欧州承認材料 Part-2 4.2.1 一般事項 Part-2 4.2.2 製造 Part-2 4.2.3 熱処理 Part-2 4.2.4 化学成分 Part-2 4.2.5 機械的性質 Part-2 3.3.4 特定材料評価 Part-2 4.3 特定材料評価材
b. 評価項目 a) 基本成分および用途 b) 材料の仕様 ①成分制限 ②寸法制限 ③形状寸法 c) 製造工程および製造条件 ①製造方法 ②熱処理 ③検査

表 II.4.1-2 火技解釈〔ボイラー及びその附属設備(溶接部を含む)〕と EN 12952 の比較表(暫定)(2/9)
- II.4.1-10 -
発電用火力設備に関する技術基準を定める省令 技術要素 技術的要件 発電用火力設備の技術基準の解釈(準用を除く) EN 12952 Water-tube Boilers d) 化学成分 e) マクロ及びミクロ組織 f) 実用試験 g) 加工性、加工条件 h) 機械的性質 ①引張特性 ②靱性 ③硬さ i) 応力-ひずみ特性 j) 高温および低温引張特性 k) クリープおよびクリープ破断特性 l) 時効後靱性 m) 溶接性 n) 耐食性 o) 許容引張応力 p) 実機暴露試験 q) その他特性 ①線膨張係数 ②熱伝導率 ③温度伝導率 ④縦弾性係数 ⑤横弾性係数 ⑥ポアソン比
(6)規格材料以外の材料を使用する場合には、
使用基準を規定すること。 (6)規格材料以外(例:火技材)の材料仕様に
対する要求事項 a. 製品形態
Part-2 3.3.3 欧州承認材料 Part-2 4.2.1 一般事項 Part-2 4.2.2 製造 Part-2 4.2.3 熱処理 Part-2 4.2.4 化学成分 Part-2 4.2.5 機械的性質 Part-2 3.3.4 特定材料評価 Part-2 4.3 特定材料評価材
b. 製造方法 c. 化学成分 d. 熱処理 e. 機械的性質 f. 高温強度 g. 寸法、寸法公差 h. 表面仕上げ i. 検査 j. 高使用圧力 k. 適用箇所
(ボイラー等及びその附属設備の構造) 第六条 ボイラー等及びその附属設備(液化
ガス設備を除く。以下この章において同
じ。)の耐圧部分の構造は、 高使用圧力
又は 高使用温度において発生する 大の
応力に対し安全なものでなければならな
2. ボイラー等の構造 (1)ボイラー等及びその附属設備の耐圧部分
について、適切な設計規則、解析または実
験方法、あるいはそれらの組合せにより、
小必要厚さや寸法を決定する方法を規
定すること。
2. ボイラー等の構造 (1)-1 検定水圧試験
第3条(ボイラー等の構造)
Part-3 12.1.2 水圧による変形試験 12.1.3 水圧による破壊試験
(1)-2 耐圧部分の設計規則 a. 容器の胴 a) 形状
第6条(容器の胴)
Part-3 7 内圧が作用するドラムとヘッダー
の円筒胴
b) 寸法 Part-3 7.1 胴部板厚

表 II.4.1-2 火技解釈〔ボイラー及びその附属設備(溶接部を含む)〕と EN 12952 の比較表(暫定)(3/9)
- II.4.1-11 -
発電用火力設備に関する技術基準を定める省令 技術要素 技術的要件 発電用火力設備の技術基準の解釈(準用を除く) EN 12952 Water-tube Boilers い。この場合において、耐圧部分に生ずる
応力は当該部分に使用する材料の許容応力
を超えてはならない。
c) 厚さ d) 継手効率 e) 穴の補強 Part-3 8.1.1 主要円筒胴部での開口部とリ
ガメント効率に対する要求事項
b. 長方形管寄せ a) 胴の厚さ
第7条(長方形管寄せ) Part-3 9 矩形断面の管寄せ 9.3 要求される肉厚
b) 穴の補強 c. 容器の鏡板 a) 形状
第8条(容器の鏡板) Part-3 10.2 球形鏡と皿型鏡
b) 厚さ c) 穴の補強 Part-3 10.2.3 皿型鏡と球形鏡の開口部 d. 容器の平板 a) 厚さ
第9条(容器の平板) Part-3 10.3 ステーの無い平端板
b) 穴の補強 e. 容器のフランジ付き皿形ふた板 a) 形状
第10条(容器のフランジ付き皿形ふた板)
b) 厚さ c) 継手効率 f. 容器の管板 a) 構造
第11条(容器の管板)
b) 厚さ g. 管及び管台 a) 厚さ
第12条(管及び管台) Part-3 8.1.4 管台の設計に対する要求事項
b) 穴の補強 h. フランジ a) 規格フランジ
第13条(フランジ)
b) 厚さ i. 丸ボイラー 第14条(丸ボイラー) 対象外
(2)設計手法との関連において必要な場合は、
その荷重を考慮して規定すること。 (2)設計上の配慮事項 a. 過渡条件や熱膨張係数の差による温度差
- Part-3 5.2 耐圧部の寸法 a) 自重と曲げ荷重、b) 支持荷重 c) 熱応力と系統に作用する荷重 d)付着金属による局部荷重 e) 圧力と温度の急速で周期的な変化 Part-3 6.2 大壁間温度差
b. 通常運転と異常運転中の圧力と温度の
変動
c. 劣化メカニズム Part-3 5.8 金属の損傷 (3)ボイラー等及びその附属設備の耐圧部分
に使用する材料の許容応力の策定要領を
規定すること。
(3)許容応力策定要領 a. 許容引張応力
第4条(材料の許容応力) Part-3 6.3 設計応力
b. 許容圧縮応力 c. 許容せん断応力 d. 鋳造品質係数
(4)ボイラー等及びその附属設備の耐圧部分
の耐圧試験に係る要求を規定すること。 (4)耐圧試験 a. 水圧試験
第5条(水圧試験) Part-3 5.7.4 水圧試験
b. 気圧試験

表 II.4.1-2 火技解釈〔ボイラー及びその附属設備(溶接部を含む)〕と EN 12952 の比較表(暫定)(4/9)
- II.4.1-12 -
発電用火力設備に関する技術基準を定める省令 技術要素 技術的要件 発電用火力設備の技術基準の解釈(準用を除く) EN 12952 Water-tube Boilers (安全弁) 第七条 ボイラー等及びその附属設備であっ
て過圧が生ずるおそれのあるものにあって
は、その圧力を逃がすために適当な安全弁
を設けなければならない。この場合におい
て、当該安全弁は、その作動時にボイラー
等及びその附属設備に過熱が生じないよう
に施設しなければならない。
3. 過圧防止 (1)ボイラー等及びその附属設備は所定の制
限値以上の過圧状態になることを防ぐよ
うすること。 (2)過圧防止のための装置は予想される負荷、
構造物の内部流体等に適したものにする
こと。
3. 過圧防止 3.1 安全弁 a. 吹出し容量
第 15 条(安全弁)第 2 項第 1 号
Part-10 5.1 蒸気ボイラー
b. 設置個所・個数 第 15 条(安全弁)第 2 項第 2 号、第 3 号、第
4 号、第 5 号、第 6 号、第 7 号、第 8 号、第 9号
Part-10 5.1 蒸気ボイラー c. 吹出し圧力(設定値) Part-10 5.1 蒸気ボイラー
d. 材料 第15条(安全弁)第3項、第4項第2号 Part-10 2. 引用規格, 5.1 蒸気ボイラー e. 構造 第15条(安全弁)第3項、第4項第3号、第4号、
第5号、第6号、第5項、第6項第4号 Part-10 5.1 蒸気ボイラー
f. 公称吹き出し量 第15条(安全弁)第6項、第7項 Part-10 2. 引用規格, 5.1 蒸気ボイラー (給水装置)
第八条 ボイラーには、その 大連続蒸発時
において、熱的損傷が生ずることのないよ
う水を供給できる給水装置を設けなければ
ならない。
2 設備の異常等により、循環ボイラーの水
位又は貫流ボイラーの給水流量が著しく低
下した際に、急速に燃料の送入を遮断して
もなおボイラーに損傷を与えるような熱が
残存する場合にあっては、当該ボイラーに
は、当該損傷が生ずることのないよう予備
の給水装置を設けなければならない。
4. その他付帯設備 (1)ボイラー等の損傷を防止するための装置
を設置すること。 設置する装置は、以下のようなものが有り
得る。 - 給水装置 - 蒸気及び給水の遮断装置 - ボイラー水抜き装置
4.1 給水装置 a. ボイラーへの給水装置設置
第 16 条(給水装置)
Part-7 5.1.1 給水ポンプの数 Part-7 5.1.2 給水ポンプの容量
b. 予備給水装置設置 c. 対象設備
(蒸気及び給水の遮断) 第九条 ボイラーの蒸気出口(安全弁からの
蒸気出口及び再熱器からの蒸気出口を除
く。)は、蒸気の流出を遮断できる構造で
なければならない。ただし、他のボイラー
と結合されたボイラー以外のボイラーから
発生する蒸気が供給される設備の入口で蒸
気の流路を遮断することができる場合にお
ける当該ボイラーの蒸気出口又は二個以上
のボイラーが一体となって蒸気を発生しこ
れを他に供給する場合における当該ボイラ
ー間の蒸気出口にあってはこの限りでな
い。 2 ボイラーの給水の入口は、給水の流路を
速やかに自動で、かつ、確実に遮断できる
構造でなければならない。ただし、ボイラ
ーごとに給水装置を設ける場合において、
ボイラーに も近い給水加熱器の出口又は
給水装置の出口が、給水の流路を速やかに
自動で、かつ、確実に遮断できる構造であ
る場合における当該ボイラーの給水の入口
4.2 蒸気及び給水の遮断装置 a. ボイラー蒸気出口部の流出遮断装置の設
置
-
Part-7 5.2 隔離装置と水抜き装置
b. ボイラー給水入口部の遮断装置の設置
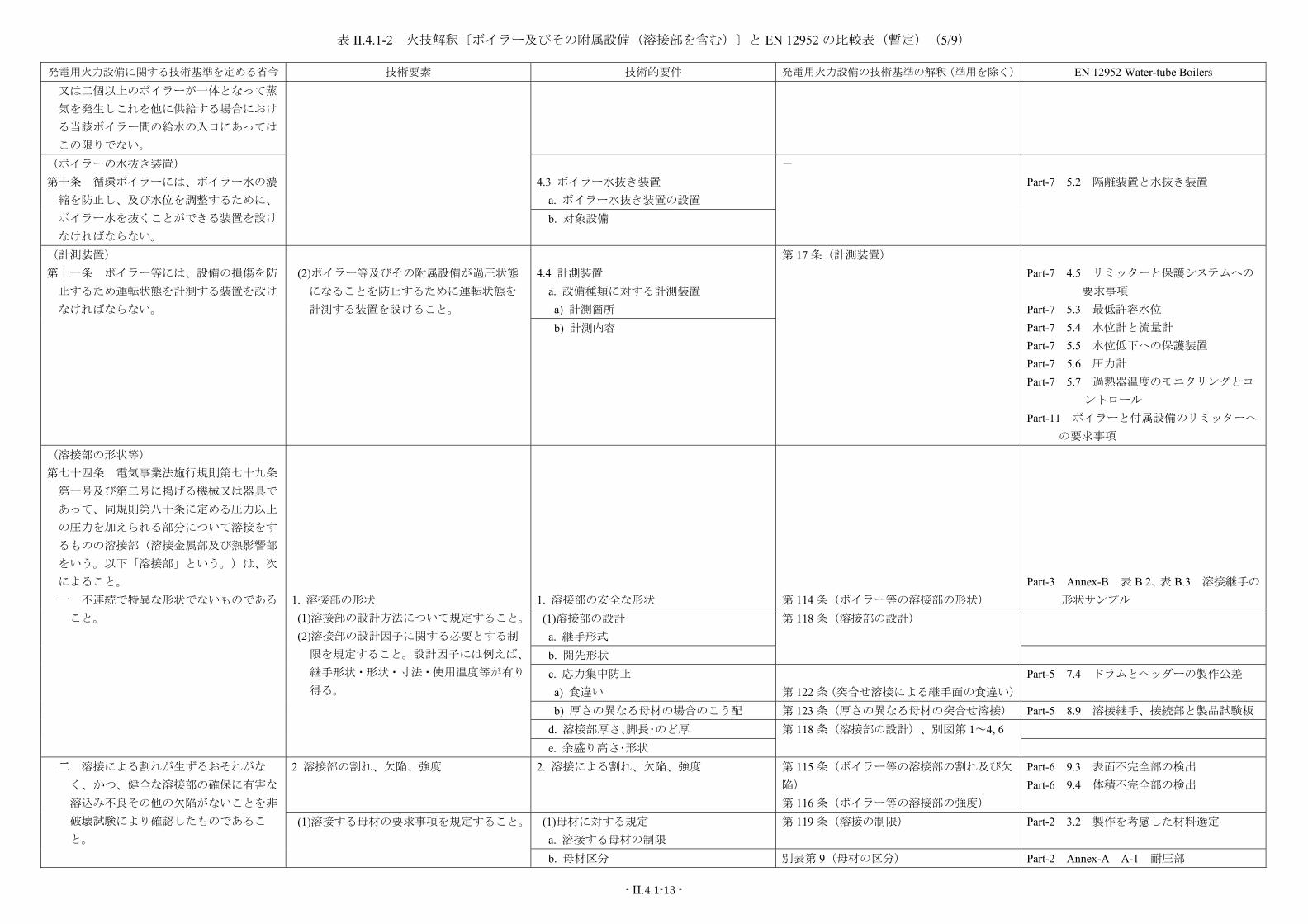
表 II.4.1-2 火技解釈〔ボイラー及びその附属設備(溶接部を含む)〕と EN 12952 の比較表(暫定)(5/9)
- II.4.1-13 -
発電用火力設備に関する技術基準を定める省令 技術要素 技術的要件 発電用火力設備の技術基準の解釈(準用を除く) EN 12952 Water-tube Boilers 又は二個以上のボイラーが一体となって蒸
気を発生しこれを他に供給する場合におけ
る当該ボイラー間の給水の入口にあっては
この限りでない。
(ボイラーの水抜き装置) 第十条 循環ボイラーには、ボイラー水の濃
縮を防止し、及び水位を調整するために、
ボイラー水を抜くことができる装置を設け
なければならない。
4.3 ボイラー水抜き装置 a. ボイラー水抜き装置の設置
- Part-7 5.2 隔離装置と水抜き装置
b. 対象設備
(計測装置) 第十一条 ボイラー等には、設備の損傷を防
止するため運転状態を計測する装置を設け
なければならない。
(2)ボイラー等及びその附属設備が過圧状態
になることを防止するために運転状態を
計測する装置を設けること。
4.4 計測装置 a. 設備種類に対する計測装置 a) 計測箇所
第 17 条(計測装置) Part-7 4.5 リミッターと保護システムへの
要求事項 Part-7 5.3 低許容水位 Part-7 5.4 水位計と流量計 Part-7 5.5 水位低下への保護装置 Part-7 5.6 圧力計 Part-7 5.7 過熱器温度のモニタリングとコ
ントロール Part-11 ボイラーと付属設備のリミッターへ
の要求事項
b) 計測内容
(溶接部の形状等) 第七十四条 電気事業法施行規則第七十九条
第一号及び第二号に掲げる機械又は器具で
あって、同規則第八十条に定める圧力以上
の圧力を加えられる部分について溶接をす
るものの溶接部(溶接金属部及び熱影響部
をいう。以下「溶接部」という。)は、次
によること。 一 不連続で特異な形状でないものである
こと。
1. 溶接部の形状 (1)溶接部の設計方法について規定すること。 (2)溶接部の設計因子に関する必要とする制
限を規定すること。設計因子には例えば、
継手形状・形状・寸法・使用温度等が有り
得る。
1. 溶接部の安全な形状
第 114 条(ボイラー等の溶接部の形状)
Part-3 Annex-B 表 B.2、表 B.3 溶接継手の
形状サンプル (1)溶接部の設計 a. 継手形式
第 118 条(溶接部の設計)
b. 開先形状 c. 応力集中防止 a) 食違い
第 122 条(突合せ溶接による継手面の食違い)
Part-5 7.4 ドラムとヘッダーの製作公差
b) 厚さの異なる母材の場合のこう配 第 123 条(厚さの異なる母材の突合せ溶接) Part-5 8.9 溶接継手、接続部と製品試験板 d. 溶接部厚さ、脚長・のど厚 第 118 条(溶接部の設計)、別図第 1~4, 6 e. 余盛り高さ・形状
二 溶接による割れが生ずるおそれがな
く、かつ、健全な溶接部の確保に有害な
溶込み不良その他の欠陥がないことを非
破壊試験により確認したものであるこ
と。
2 溶接部の割れ、欠陥、強度 2. 溶接による割れ、欠陥、強度 第 115 条(ボイラー等の溶接部の割れ及び欠
陥) 第 116 条(ボイラー等の溶接部の強度)
Part-6 9.3 表面不完全部の検出 Part-6 9.4 体積不完全部の検出
(1)溶接する母材の要求事項を規定すること。 (1)母材に対する規定 a. 溶接する母材の制限
第 119 条(溶接の制限) Part-2 3.2 製作を考慮した材料選定
b. 母材区分 別表第 9(母材の区分) Part-2 Annex-A A-1 耐圧部

表 II.4.1-2 火技解釈〔ボイラー及びその附属設備(溶接部を含む)〕と EN 12952 の比較表(暫定)(6/9)
- II.4.1-14 -
発電用火力設備に関する技術基準を定める省令 技術要素 技術的要件 発電用火力設備の技術基準の解釈(準用を除く) EN 12952 Water-tube Boilers 三 適切な強度を有するものであること。 四 機械試験等により適切な溶接施工法等
であることをあらかじめ確認したものに
より溶接したものであること。
(2)溶接材料の要求事項を規定すること。 (2)溶接材料に対する規定 a. 適用する溶接材料の条件
第 107 条(溶接施工法)第 1 項、別表第 18(溶
接棒の区分)、別表第 19(溶接金属の区分)、
別表第 20(溶加材若しくはウェルドインサー
ト又は心線の区分)
Part-2 4.1.4 溶接材料 Part-5 8.2 溶接材料
b. 溶接材料の区分
(3)溶接部の強度に対する要求事項を規定す
ること。 (3)母材と同等以上の強度 第 121 条(溶接部の強度)、第 124 条(溶接
部の欠陥等)
(4)溶接の施工方法について規定すること。 (4)溶接方法 第 107 条(溶接施工法)、第 108 条(判定基
準) Part-6 6 溶接施工要領書の認証
a. 材料の区分を規定すること。 b. 溶接材料(溶接棒、溶加材、ウェルドイ
ンサート、心線など)の区分を規定する
こと。 c. 施工方法の区分を規定すること。 d. 試験(認定)要領・判定基準を規定する
こと。
a. 溶接方法の区分
第 107 条(溶接施工法)第 1 項、第 2 項、 別表第 7(溶接方法の区分)
b. 溶接材料の区分 第 107 条(溶接施工法)第 1 項、別表第 18(溶
接棒の区分)、別表第 19(溶接金属の区分)、
別表第 20(溶加材若しくはウェルドインサー
ト又は心線の区分)
Part-2 4.1.4 溶接材料
c. 必要な確認要素 第 107 条(溶接施工法)第 1 項、別表第 8(溶
接方法別の確認項目)
d. 確認要素における確認内容 第 107 条(溶接施工法)第 1 項、別表第 10(確
認項目の要素の区分)
e. 確認(試験)方法 第 107 条(溶接施工法) EN 15614 a) 確認(試験)材区分 第 107 条(溶接施工法)第 1 項、別表第 9(母
材の区分)、別表第 11(溶接施工法試験方法
及び判定基準)
b) 確認者 第 107 条(溶接施工法)第 1 項 c) 確認(試験)方法 第 107 条(溶接施工法)第 1 項、別表第 11(溶
接施工法試験方法及び判定基準)、附図第 1(試験片の種類、数及び採取位置(板の場
合))、附図第 2(試験片の種類、数及び採
取位置(管の場合))、附図第 3(衝撃試験
片の採取位置)、第 107 条(溶接施工法)第
2 項、別表第 12(衝撃試験温度)
EN 15614
d) 判定基準 第 108 条(判定基準)、別表第 11(溶接施工
法試験方法及び判定基準) EN 15614
f. 溶接施工法 a) 溶接方法の組合せ
第 107 条(溶接施工法)第 1 項、別表第 7(溶
接方法の区分) Part-5 8.3.1 溶接施工法の承認 Part-6 6 溶接施工要領書の認証
(5)溶接技能者について規定すること。 (5)溶接士 第 110 条(溶接士)、第 111 条(判定基準)、
第 112 条(技能の認定)、第 113 条(作業範
囲)
Part-5 8.3.2 溶接士の承認と訓練 Part-6 7 溶接士と溶接オペレータの認証
a. 資格区分を規定すること。 b. 試験(認定)要領・判定基準を規定する
こと。 c. 資格による作業範囲を規定すること。 d. 資格の有効期限を規定すること。 e. 資格更新の要求事項を規定すること。
a. 溶接士の区分 第 110 条(溶接士)第 1 項、第 2 項 Part-6 7 溶接士と溶接オペレータの認証 a) 手溶接士 第 110 条(溶接士)第 1 項、第 2 項第 1 号
b) 自動溶接士 第 110 条(溶接士)第 1 項、第 2 項第 2 号 b. 確認(試験)方法 第 110 条(溶接士) a) 溶接方法 第 110 条(溶接士)第 1 項、
別表第 9(母材の区分)、別表第 13(手溶接
b) 溶接姿勢

表 II.4.1-2 火技解釈〔ボイラー及びその附属設備(溶接部を含む)〕と EN 12952 の比較表(暫定)(7/9)
- II.4.1-15 -
発電用火力設備に関する技術基準を定める省令 技術要素 技術的要件 発電用火力設備の技術基準の解釈(準用を除く) EN 12952 Water-tube Boilers c) 確認(試験)材区分 士の技量試験事項) d) 確認者 第 110 条(溶接士)第 1 項 e) 確認(試験)方法 第 110 条(溶接士)第 1 項、別表第 14(溶接
士技能試験及び判定基準)、附図第 4(W-3-0r,W-3r,W-4r,W-13r,W-14 及び W-15r の試験
材の寸法及び取り付け方法並びに試験片採取
位置)
Part-6 6.2 EN 15614-2:2004 の適用 Part-6 6.2.1 要求される試験
f) 判定基準 第 111 条(判定基準)、別表第 15(溶接士の
技能の区分の対応)、別表第 16(技術基準の
解釈と JIS の資格区分の対応)、別表第 14(溶
接士技能試験及び判定基準)
Part-6 6.2.2 機械試験 Part-6 8.4 合格基準
c. 作業範囲 第 113 条(作業範囲)、別表第 17(試験材及
び溶接姿勢の区分と作業範囲)
d. 有効期限 第 110 条(溶接士)第 3 項 e. 資格更新要求事項 第 112 条(技能の認定)
(6)熱処理の要求事項について規定すること。 (6)溶接後熱処理 第 126 条(溶接後熱処理) Part-5 10 熱処理 a. 熱処理対象 第 126 条(溶接後熱処理)、別表第 21(溶接
後熱処理における温度範囲及び溶接部の厚さ
に応じた保持時間)、別表第 23(溶接後熱処
理を要しないもの)
Part-5 表 10.4-2 同材と異材の溶接継手での
PWHT の温度範囲
b. 熱処理方法 第 126 条(溶接後熱処理)、別表第 22(溶接
後熱処理の方法) Part-5 10.4.2 PWHT の方法
c. 熱処理条件 a) 保持温度
第 126 条(溶接後熱処理)、別表第 21(溶接
後熱処理における温度範囲及び溶接部の厚さ
に応じた保持時間)、別表第 22(溶接後熱処
理の方法)
Part-5 表 10.4-2 同材と異材の溶接継手での
PWHT の温度範囲 b) 保持時間 Part-5 表 10.4-3 溶接継手の PWHT の保持
時間 c) 加熱・冷却速度 第 126 条(溶接後熱処理)、別表第 22(溶接
後熱処理の方法) Part-5 10.4.3 PWHT 要領
d) 熱処理範囲 d. 母材、溶接部厚さ 第 126 条(溶接後熱処理)、別表第 23(溶接
後熱処理を要しないもの) Part-5 表 10.4-4 溶接継手の PWHT に関係
する板厚 (7)溶接部に対する試験検査について規定す
ること。 (7)検査 第 125 条(継手の仕上げ)、第 127 条(非破
壊試験)、第 128 条(機械試験)、第 129 条
(再試験)、第 130 条(耐圧試験)
Part-6 9 溶接部の非破壊検査
a. 溶接施工前、溶接施工中、溶接施工後の
試験検査について規定すること。 b. 試験検査対象となる溶接部及び溶接部
に要求する試験検査の種類を規定するこ
と。 c. 試験検査要領(方法)・判定基準を規定
すること。 d. 非破壊試験の方法・判定基準を規定する
こと。 e. 耐圧試験の方法・判定基準を規定するこ
a. 溶接前の溶接部の管理 第 120 条(開先面) Part-5 8.4.1 溶接前の表面状況 b. 検査対象範囲及び試験の種類 第 127 条(非破壊試験)第 1 項、別表第 24(溶
接部の非破壊試験)、第 128 条(機械試験)
第 2 項、別表第 30(機械試験)、第 129 条(再
試験)、別表第 32(再試験)、第 130 条(耐
圧試験)
Part-6 9.1 非破壊検査の種類と範囲
c. 検査方法 第 127 条(非破壊試験)第 2 項、第 128 条(機
械試験)第 1 項、第 3 項、第 130 条(耐圧試
験)
Part-6 9.3 表面での不完全部の検出 Part-6 9.4 体積不完全部の検出
a) 放射線透過試験 第 127 条(非破壊試験)第 2 項第 1 号、第 3 Part-6 9.4.1 RT

表 II.4.1-2 火技解釈〔ボイラー及びその附属設備(溶接部を含む)〕と EN 12952 の比較表(暫定)(8/9)
- II.4.1-16 -
発電用火力設備に関する技術基準を定める省令 技術要素 技術的要件 発電用火力設備の技術基準の解釈(準用を除く) EN 12952 Water-tube Boilers と。
f. 試験検査のタイミングについて規定する
こと。 g. 試験者の資格要求を規定すること。
①撮影方法 項第 1 号、別表第 25(放射線透過試験) Part-6 9.4.1.1 方法 ②透過度計 ③濃度範囲 ④判定基準 Part-6 9.4.1.2 合格基準 b) 超音波探傷試験 ①探傷方法
第 127 条(非破壊試験)第 2 項第 2 号、第 3項第 2 号、別表第 26(超音波探傷試験)
Part-6 9.4.2 UT Part-6 9.4.2.1 方法
②周波数 ③基準感度 ④接触媒質 ⑤走査方法 ⑥対比試験片 ⑦判定基準 Part-6 9.4.2.2 合格基準 c) 磁粉探傷試験 ①磁化方法
第 127 条(非破壊試験)第 2 項第 3 号、第 3項第 3 号、別表第 27(磁粉探傷試験)
Part-6 9.3.4 MT
②磁粉及び検査液 ③磁場の強さ ④標準試験片 ⑤判定基準 Part-6 9.3.5 溶接部表面の合格基準 d) 浸透探傷試験 ①試験方法
第 127 条(非破壊試験)第 2 項第 4 号、第 3項第 4 号、別表第 28(浸透探傷試験)
Part-6 9.3.3 PT
②試験装置、探傷剤 ③判定基準 Part-6 9.3.5 溶接部表面の合格基準 e) 試験者資格 第 127 条(非破壊試験)第 4 項 Part-6 9.2 非破壊検査員の認証 f) 継手仕上げの制限 第 125 条(継手の仕上げ) g) 機械試験 第 128 条(機械試験) ①機械試験対象範囲及び試験の種類 第 128 条(機械試験)第 2 項、別表第 30(機
械試験) Part-6 6.2.2 機械試験 Part-6 8.3 製品試験板で要求される試験
②試験方法 第 128 条(機械試験)第 1 項、第 3 項、別表
第 29(溶接部の機械試験板) Part-6 6.2.2.1 概要 Part-6 8.3.2 破壊試験
②-1 引張試験 ・試験片形状、寸法
別表第 31(継手引張試験、型曲げ試験、ロー
ラ曲げ試験及び衝撃試験)、附表第 1(溶接
部の 小引張強さ)
Part-6 6.2.2.2 溶接金属の長手方向引張試験
Part-6 6.2.2.3 周方向の引張試験 Part-6 8.4.2 横方法の引張試験 Part-6 8.4.3 溶接金属の長手方向引張試験
・試験片数 ・試験方法 ・判定基準 ②-2 曲げ試験 ・試験片形状、寸法
Part-6 8.4.4 曲げ試験
・試験片数 ・試験方法 ・判定基準 ②-3 衝撃試験 対象外 Part-6 6.2.2.4 V ノッチシャルピー衝撃試験

表 II.4.1-2 火技解釈〔ボイラー及びその附属設備(溶接部を含む)〕と EN 12952 の比較表(暫定)(9/9)
- II.4.1-17 -
発電用火力設備に関する技術基準を定める省令 技術要素 技術的要件 発電用火力設備の技術基準の解釈(準用を除く) EN 12952 Water-tube Boilers ・試験片形状、寸法 ・試験片数 ・試験方法 ・試験片採取位置 ・試験温度 ・判定基準 ②-4 その他試験方法 ・試験片形状、寸法
対象外 Part-6 6.2.2.5 硬さの調査 Part-6 8.4.5 衝撃試験 Part-6 8.4.6 マクロ試験 Part-6 8.4.7 硬さ試験
・試験片数 ・試験方法 ・判定基準 ③再試験 ・実施条件
第 129 条(再試験)、別表第 32(再試験) Part-6 9.1.5 補修した場合の抜取り検査の
拡大要領 ・試験片数 h) 耐圧試験 第 130 条(耐圧試験) Part-6 10.2 水圧試験 ①試験方法 Part-6 10.2.2 試験要領 ②試験圧力 Part-6 10.2.1 概要 ③代替試験方法
- - - 第 105 条(定義) - - - 第 106 条(一般要求事項) - - - 第 109 条(溶接設備)
注) 16 原企課第 57 号、平成 16 年 7 月 27 日、電気事業法に基づく技術基準省令を満たすために必要な技術要素を基に、省令の第 74 条に関する技術要素、技術的要件及び解釈については、編集している。 省令の第二章「ボイラー等及びその附属設備」及び第十章「溶接部」(解釈の第 2 章「ボイラー及びその附属設備」及び第 10 章「溶接部」第 1 節「総則」から第 3 節「ボイラー等」)

- II.4
.1-1
8 -
表II
.4.1
-3
EN 1
0028
-2に規定する
P265
GHにおける化学成分と機械的性質等
化学成分(質量%)
C
Si
M
n P
S A
l C
r m
ax. 0
.20
max
. 0.4
0 0.
50-1
.40
max
. 0.0
30
max
. 0.0
25
min
. 0.0
20
max
. 0.3
0 C
u M
o N
b N
i Ti
V
C
r+C
u+M
o+N
i m
ax. 0
.30
max
. 0.0
8 m
ax. 0
.010
m
ax. 0
.30
max
. 0.0
3 m
ax. 0
.02
max
. 0.7
0 機械的性質
厚さ
e
(m
m)
上降伏強さ
ReH
(N
/mm
2 m
in.)
引張強さ
Rm
(
N/m
m2 )
伸び
Lo
(%
min
.)
衝撃試験
KV
温度(℃)
3個の平均(
J m
in.)
e≦
16
265
410-
530
23
0 27
16<
e≦40
25
5 40<
e≦60
24
5 60<
e≦10
0 21
5 22
10
0<e≦
150
200
400-
530 高温での
0.2%
耐力
厚さ
e
(m
m)
0.
2%耐力(
N/m
m2
min
.)
50℃
10
0℃
150℃
20
0℃
250℃
30
0℃
350℃
40
0℃
e≦60
23
4 21
5 20
5 19
5 17
5 15
5 14
0 13
0 60<
e≦10
0 20
7 19
5 18
5 17
5 16
0 14
5 13
5 12
5 10
0<e≦
150
192
180
175
165
155
135
130
120
クリープ破断強さ(
N/m
m2 )
(参
考)
破断時間
38
0℃
390℃
40
0℃
410℃
42
0℃
430℃
44
0℃
450℃
46
0℃
470℃
48
0℃
104 h
r 22
9 21
1 19
1 17
4 15
8 14
2 12
7 11
3 10
0 86
75
10
5 hr
165
148
132
118
103
91
79
69
59
50
42
2×10
5 hr
145
129
115
101
89
78
67
57
48
40
33

- II.4
.1-1
9 -
表II
.4.1
-4
EN 1
0028
-7に規定する
X2C
rNi1
8-9における化学成分と機械的性質等
化学成分(質量%)
C
Si
M
n P
S N
C
r N
i m
ax. 0
.030
m
ax. 1
.00
max
. 2.0
0 m
ax. 0
.045
m
ax. 0
.015
m
ax. 0
.11
17.5
0-19
.50
8.00
-10.
00
固溶化熱処理状態
での機械的性質
製造形体
厚さ
e
(m
m
max
.)
0.2%
耐力
Rp0
.2
(N
/mm
2 )
1.0%
耐力
Rp1
.0
(N
/mm
2 )
引張強さ
Rm
(
N/m
m2 )
伸
びL
o (%
min
.)衝撃試験
KV(
J m
in.)
20℃縦
20℃横
-1
96℃横
co
ld-r
olle
d st
rip6
min
. 220
m
in. 2
50
520-
670
45
100
60
60
hot-r
olle
d st
rip
12
min
. 200
m
in. 2
40
hot-r
olle
d pl
ate
75
min
. 200
m
in. 2
40
500-
650
固溶化熱処理状態
での高温の耐力
種類
耐力(
N/m
m2
min
.)
100℃
15
0℃
200℃
25
0℃
300℃
35
0℃
400℃
45
0 50
0 55
0 0.
2%耐力
14
7 13
2 11
8 10
8 10
0 94
89
85
81
80
1.
0%耐力
18
1 16
2 14
7 13
7 12
7 12
1 11
6 11
2 10
9 10
8 固溶化熱処理状態
での高温の引張強さ
引張強さ(
N/m
m2
min
.)
100℃
15
0℃
200℃
25
0℃
300℃
35
0℃
引張強さ
41
0 38
0 36
0 35
0 34
0 34
0

- II.4
.1-2
0 -
表II
.4.1
-5 材料への非破壊試験要求
形状
対象きず又は部位
製作方法等
要求非破壊試験
試験方法
判定基準等
板
-
-
U
T EN
101
60
Cla
ss 1
シームレス管
*1長手方向きず
冷間加工及び機械加工された配管
UT
EN IS
O 1
0893
-10
U2
Sub-
cate
gory
B
上記以外
U
T EN
ISO
108
93-1
0 U
2 Su
b-ca
tego
ry C
周方向きず
外径
142
mm
を超
える
もの
U
T EN
ISO
108
93-1
0 U
2 Su
b-ca
tego
ry C
端部
長手方向きず
U
T EN
ISO
108
93-1
0 U
2 Su
b-ca
tego
ry B
溶接管
*2
長手方向きず
-
U
T EN
ISO
108
93-1
0 U
2 Su
b-ca
tego
ry C
周方向きず
外径
142
mm
を超
える
もの
U
T EN
ISO
108
93-1
0 U
2 Su
b-ca
tego
ry C
端部
長手方向きず
U
T EN
ISO
108
93-1
0 U
2 Su
b-ca
tego
ry C
鍛造
-
-
U
T EN
102
28-1~
EN
102
28-3
C
lass
3
鋳鋼
EN
102
13
突合
せ溶
接に
よ
る継手類
EN
102
53-2
*1:
EN 1
0216
シリーズの試験カテゴリー
2(TC
2)に
より
試験
を実
施し
なけ
れば
なら
ない
。非
合金
鋼で
製造
され
たシ
ーム
レス
管で
、設
計
温度が
450℃
未満かつ設計圧力
42 b
ar(
42.8
kg/
cm2 )
未満のものは、
EN 1
0216
-2の試験カテゴリー
1(TC
1)に
より実施することが出
来る。
*2:
EN 1
0217
-2の試験カテゴリー
2(TC
2)により試験を実施しなければならない。非合金鋼で製造された溶接管で、設計温度が
450℃
未
満かつ設計圧力
42 b
ar(
42.8
kg/
cm2 )
未満
のも
のは
、EN
102
17-2
の試
験カ
テゴ
リー
1(TC
1)に
より
実施
する
こと
が出
来る
。た
だし
、
長手溶接部は、
UTを
行わ
なけ
れば
なら
ない
。

表 II.4.1-6 欧州材料承認リスト(1/2)
- II.4.1-21 -
2015(平成 27)年 2 月 2 日現在
No. EAM number Short name (UNS No.)
Full Title OJ & Issue date
1 0879-1:2001/05
EAM-Nickel 201-1
EAM Nickel 201 - Hot & Cold rolled plates, sheets & strips (pure nickel with low carbon for pressure equipment).
JO EU C 233 30-9-2003
2 0879-2:2001/05
EAM-Nickel 201-2
EAM Nickel 201 - Forgings (pure nickel with low carbon for pressure equipment).
3 0879-3:2001/05
EAM-Nickel 201-3
EAM Nickel 201 - Bars (pure nickel with low carbon for pressure equipment).
4 0879-4:2001/05
EAM-Nickel 201-4
EAM Nickel 201 - Seamless Tubes (pure nickel with low carbon for pressure equipment).
5 0526-16:2004/07
EAM-NiCr21Mo14W(N06022)
EAM-NiCr21Mo14W - Nickel-chromium- Molybdenum alloy - Flats products
JO EU C35 10-02-2005 JO EU C108 04-05-2005
6 0526-18:2004/07
EAM-NiMo16Cr15W(N10276)
EAM NiMo16Cr15W - Nickel-Molybdenum- chromium alloy - Flat products
7 0526-20:2004/07
EAM-NiCr23Mo16AI(N06059)
EAM NiCr23Mo16AI - Nickel-chromium-Molybdenum alloy - Flat products
8 0526-22:2004/07
EAM-NiMo28(N10665)
EAM NiMo28 - Nickel-Molybdenum alloy - Flat products
9 0526-24:2004/07
EAM-NiMo30Cr(N10675)
EAM NiMo30Cr - Nickel-Molybdenum alloy - Flat products
10 0526-26:2004/07
EAM-NiMo29Cr(N10629)
EAM NiMo29Cr - Nickel-Molybdenum alloy - Flat products
11 0526-28:2004/07
EAM-NiMo16Cr16Ti(N10455)
EAM NiMo16Cr16Ti - Nickel-chromium-Molybdenum alloy - Flat products
12 0526-43-1:2004/05
EAM-NiCr15Fe(N06600)
EAM NiCr15Fe - Nickel-chromium-Iron alloy - Hot and cold rolled Flat products
13 0526-43-2:2004/05
EAM-NiCr15Fe(N06600)
EAM NiCr15Fe - Nickel-chromium-Iron alloy - Bars and rods
14 0526-43-3:2004/05
EAM-NiCr15Fe(N06600)
EAM NiCr15Fe - Nickel-chromium-Iron alloy - Forgings
15 0526-43-4:2004/05
EAM-NiCr15Fe(N06600)
EAM NiCr15Fe - Nickel-chromium-Iron alloy -Seamless Tubes
16 0526-16-1:2006/03
EAM-NiCr21Mo14W(N06022)
EAM-NiCr21Mo14W - Nickel-chromium- Molybdenum alloy - Bars and rods
JO EU C123 24-5-2006
17 0526-16-2:2006/03
EAM-NiCr21Mo14W(N06022)
EAM-NiCr21Mo14W - Nickel-chromium- Molybdenum alloy - Forgings
18 0526-18-1:2006/03
EAM-NiMo16Cr15W(N10276)
EAM-NiMo16Cr15W - Nickel- Molybdenum -chromium alloy - Bars and rods
19 0526-18-2:2006/03
EAM-NiMo16Cr15W(N10276)
EAM-NiMo16Cr15W - Nickel- Molybdenum -chromium alloy - Forgings

表 II.4.1-6 欧州材料承認リスト(2/2)
- II.4.1-22 -
No. EAM number Short name (UNS No.)
Full Title OJ & Issue date
20 0526-18-3:2006/03
EAM-NiMo16Cr15W(N10276)
EAM-NiMo16Cr15W - Nickel- Molybdenum -chromium alloy - Seamless tubes
21 0526-20-1:2006/03
EAM-NiCr23Mo16Al(N06059)
EAM-NiCr23Mo16Al - Nickel-chromium- Molybdenum alloy - Bars and rods
22 0526-20-2:2006/03
EAM-NiCr23Mo16Al(N06059)
EAM-NiCr23Mo16Al - Nickel-chromium- Molybdenum alloy - Forgings
23 0526-22-1:2006/03
EAM-NiMo28(N10665)
EAM-NiMo28 - Nickel- Molybdenum alloy - Bars and rods
24 0526-22-2:2006/03
EAM-NiMo28(N10665)
EAM-NiMo28 - Nickel- Molybdenum alloy - Forgings
25 0526-24-1:2006/03
EAM-NiMo30Cr(N10675)
EAM-NiMo30Cr - Nickel- Molybdenum alloy - Bars and rods
26 0526-24-2:2006/03
EAM-NiMo30Cr(N10675)
EAM-NiMo30Cr - Nickel- Molybdenum alloy - Forgings
27 0526-28-1:2006/03
EAM-NiMo16Cr16Ti(N10455)
EAM-NiMo16Cr16Ti - Nickel-chromium- Molybdenum alloy - Bars and rods
28 0526-28-2:2006/03
EAM-NiMo16Cr16Ti(N10455)
EAM-NiMo16Cr16Ti - Nickel-chromium- Molybdenum alloy - Forgings
29 0526-28-3:2006/03
EAM-NiMo16Cr16Ti(N10455)
EAM-NiMo16Cr16Ti - Nickel-chromium- Molybdenum alloy - Seamless tubes
30 0526-30:2006/03
EAM-NiCr23Mo16Cu(N6200)
EAM-NiCr23Mo16Cu - Nickel-chromium- Molybdenum alloy - Flat products
31 0526-30-1:2006/03
EAM-NiCr23Mo16Cu(N6200)
EAM-NiCr23Mo16Cu - Nickel-chromium- Molybdenum alloy - Bars and rods
32 0526-40:2006/03
EAM-NiCr22Mo9Nb-gr.1(N6625)
EAM-NiCr22Mo9Nb-gr.1 - Nickel-Chromium- Molybdenum alloy - Flat products
33 0526-40-2:2006/03
EAM-NiCr22Mo9Nb-gr.1(N6625)
EAM-NiCr22Mo9Nb-gr.1 - Nickel-Chromium- Molybdenum alloy - Forgings
34 0526-40-3:2006/03
EAM-NiCr22Mo9Nb-gr.1(N6625)
EAM-NiCr22Mo9Nb-gr.1 - Nickel-Chromium- Molybdenum alloy - Seamless tubes
35 0045-01:2012/01
EAM-X2CrMnNiN21-5-1
EAM-X2CrMnNiN21-5-1 Lean duplex steel — Sheet, plate and strip
OJ C 90/3 27.3.2012
参考文献 http://ec.europa.eu/enterprise/sectors/pressure-and-gas/documents/ped/materials/published/index_en.htm(2015 年 2 月 17 日閲覧)

表 II.4.1-7 欧州材料未承認申請リスト(1/2)
- II.4.1-23 -
2015(平成 27)年 2 月 2 日現在
No. EAM Description Submission
data Status Data
1
0038-I
ASME SB 209 - 5083 "O"
25.05.2000 Failed 16.01.20022 ASME SB 247 - 5083 H112 3 ASTM B 247 M - 5083 "O" 4 ASTM B 247M - 5083 H112 5 ASTM B 547/547M 記載なし Contested/Under Review 16.01.20026 ASME SB 210 - 5154 "O" 記載なし Failed 16.01.20027
0038-II
ASME SB 209-5454 "O"
06.06.2000 Failed 16.01.2002
8 ASTM B 209-5454 "O" 9 ASME SB 209-3003 "O"
10 ASTM B 209 -3003 "O" 11 ASME SB 221-3003 - H112 12 ASTM B 221-3003 - H112
13 ASTM B547/B547 M-5454 "O"
06.06.2000 Contested/Under Review 20.09.2001
14 ASME SB 221 - 5454 "O"
06.06.2000 Failed 16.01.200215
ASTM B 241/241M - 5454 "O"
16 ASME SB 241/241M - 5454"O"
17 ASTM B 221 M - 5454 "O" 18
0041-I
ASTM A-240 Type 304
15.05.2000 Failed 11.10.200119 ASTM A-240 Type 304 L 20 ASTM A-240 Type 304 H 21 ASTM A-240 Type 304 N 22 ASTM A-240 Type 304 L 23
0526-I
A 37 FP 04.05.2000
04.05.2000 Failed 11.10.2001
24 A 42 FP 25 A 48 FP 26 A 52 FP 27 15 CD2-05 28 15 MDV4-05 29 18 MD4-05 30 12 CD9-10 31 10 CD12-10 32 20 MnMoNi45 33 Z10CD5-0 34 1.5Ni3553, 5Ni285 35 3.5Ni285 36 URANUS ® 52N+ 37 C-22®
04.05.2000 Withdraw 18.06.200138 C276 39 NiMo59

表 II.4.1-7 欧州材料未承認申請リスト(2/2)
- II.4.1-24 -
No. EAM Description Submission
data Status Data
40 NiMo 6G+PP 41 NiMo B3 TM 7PP 42 NiMo B4 8G + PP 43 NiMo C4 9G + P 44 Inox B66® 9G + PPBF
04.05.2001 Failed 11.10.200145 Inox B66® 9PPBF 46
0526-II
A 240-1
16.03.2001 Failed 16.01.2002
47 A 240-2 48 A 387-1 49 A 387-2 50 A 387-3 51 A 516-1 52 A 516-2 53
0526-III M2-40M
06.04.2001 Failed 16.01.200254 M2-41M 55
0526-IV Alliage 625
15.02.2002 Contested/Under Review 02.05.200256 Alliage 625 57 Alliage 625 58 0671-I 15 NiCuMo5Nb 28.03.2001 Failed 17.11.200159
0875-I
RAEX 305 P
27.02.2001 Failed 16.01.2002
60 RAEX 306 P Artic 61 RAEX 385 P 62 RAEX 386 P 63 RAEX 424 P 64 RAEX 425 P 参考文献 http://ec.europa.eu/enterprise/sectors/pressure-and-gas/documents/ped/materials/submitted/index_en.htm(2015 年 2 月 17 日閲覧)

- III-1 -
Ⅲ.おわりに 火力発電設備の運転中の信頼性に係る劣化事象のうち、近年の火力発電設備の高
温・高圧化等に対応する事象を対象に強度評価基準等の調査を行い、技術基準等を
整備することにより、高温・高圧で高効率な火力発電所を事故等による計画外の発
電停止をすることなく運転できるようにし、エネルギー利用の高度化を図ることが
求められている。本年度は平成 24 年度までの調査結果を含む、次の①から④につい
てまとめ、目的を達成した。なお、一般財団法人発電設備技術検査協会では、平成
25 年度の本調査は実施していない。 ① 高クロム鋼のクリープ寿命評価式に関する検討
② 高クロム鋼の靭性低下に関する強度評価の検討
③ 配管の減肉に関する強度評価の検討
④ 海外規制調査
高クロム鋼のクリープ寿命評価式に関する検討では、寿命評価式及び許容引張応
力の改正を提案すると共に長手継手の溶接継手強度低減係数を提案した。加えて、
本検討及び高クロム鋼クリープデータ評価検討会報告書で得られた将来への課題に
ついてまとめた。 高クロム鋼の靭性低下に関する強度評価の検討では、靭性低下に関する文献調査
及び靭性に関する規格の調査について、その結果をまとめた。 配管の減肉に関する強度評価の検討では、現行の減肉管理について整理すると共
に減肉評価に関する規格と文献について調査し、これらを基に減肉評価への提案を
まとめた。
海外規制調査では、欧州規格 EN 12952, Water-tube Boilers について、「電気事業法
に基づく技術基準省令を満たすために必要な技術要素」等を活用しつつ、両者を比
較するなどして技術要素の調査を行った。
2014 Fiscal Year
Review on Reliability of High Temperature Strength Enhanced Ferritic Steels for Fitness-for-Service of
Thermal Power Components(RHC) Report
March, 2015
Japan Power Engineering and Inspection Corporation
2014 FY
Review
on Reliability of H
igh Temperature
Strength Enhanced Ferritic Steels for Fitness-for-Service of Therm
al Power C
omponents(
RH
C(
R
eport
March, 2015
Japan Power Engineering
and Inspection Corporation
RHC

頁 図表番号
II.2.R-10 図 II.2.R2-1II.2.R-13 図 II.2.R2-16
タイトル
二次利用不可リスト
報告書の題名 平成26年度高効率火力発電設備健全性調査報告書
委託事業名 平成26年度未利用エネルギー等活用調査(高効率火力発電 設備健全性調査)
受注事業者名 一般財団法人発電設備技術検査協会
超超臨界圧ボイラー管破損部の概略図
クリープPLM寿命解析の関係に及ぼすSn添加の影響
以下 余白
(様式2)





























