Embed Size (px)
Citation preview

超硬合金の電解加工に関する研究 - Coの溶出防止の方法 ―
静岡理工科大学 諸井孝行、植松政人、後藤昭弘
S.N.技術研究所 齋藤長男、大学評価・学位授与機構 毛利尚武
三菱電機(株)湯澤隆
1. 緒言
ものづくりにおける生産性を上げるための一方
法として、金型材料の超硬合金(炭化タングステ
ン WCとコバルト Coを主成分とした硬質の焼結材
料)化が注目されている。超硬合金は周知のよう
に弾性係数・弾性限が工具鋼の何倍も高く、大き
な圧縮荷重を受けても変形・摩耗が少なく、高精
度の金型を長期間稼働させるのに適している。機
械部品においては、複雑な形状で高機能な部品を
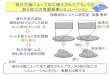
安く製造することが求められている。図1に示す
ような複雑かつ高精度な部品加工が自動車産業、
エネルギー産業等から必要とされているものの例
である。以前はこのような部品を製造するために
は切削加工や研削加工によるしか方法がなく高い
コストが必要であった。そのため、実際には、加
工の容易な形状のものや精度の厳しくない部品を
使用していたのが実情であった。現在このような
高精度高機能の部品を冷間鍛造で安価に製造でき
るようになってきたことが、日本の製造業の生産
性を飛躍的に高めているといっても過言ではない。
これら切削加工や研削加工で製造すれば数万円か
かるであろう製品を安価に製造できるようになっ
た背景には、金型技術の進歩がある。金型の設計
技術だけでなく、金型の材料として高精度高機能
の部品を製造する際の強い負荷に耐えるような超
硬合金を使用するようになったことが重要な点で
ある。金型の材料が超硬合金に変わっていく傾向
は、今後ますます加速していくものと予想される
が、超硬合金はその高い硬さのため、加工が難し
いという欠点がある。一般の切削工具による加工
は困難であり、放電加工が主に使用されていた。
しかし、加工速度が遅く、また、表面にクラック
が発生するという問題があった。一方で、ダイヤ
モンド等の特殊な工具やダイヤモンドの粉末を工
具に付けた電着工具での直彫り加工の試みもなさ
れている。これらの加工方法も加工速度が遅い上、
工具費用が非常に高くなるという問題があり、研
究は盛んに行われているが、まだ普及するには至
っていない。
図1 複雑な部品加工の例
(株)サイベックコーポレーション、(株)伊藤製作所 ホームペ
ージより
本研究では、電解加工に注目する。一般的な電
解加工は、電解液とよばれる加工液中に電極と工
作物を浸し、電極をマイナス極性として、電流を
流すことで工作物を高速に除去加工する方法であ
るが、超硬合金の場合には、金属ではない WCも加
工する必要がある。このため、Coを除去加工する
純粋な電解現象と、WCを除去加工するための化学
反応(電極マイナスで WC を陽極酸化し WO3とし、
電極プラスあるいは電流停止の時に、Na+と反応さ
せ Na2WO4 として溶解させる)とを組み合わせた加
工方法が本研究の研究者による過去の研究で提案
された 1)。超硬合金 HTi20、GTi30 等を 60Hz の交
流電源により加工し、加工速度 1.5~2g/min、仕
上げ面粗さ RzJIS3~4μm、使用したグラファイト
電極の無消耗を実現している(図2)。今後予想さ
れる超硬合金のますますの普及を考えると極めて
有望な技術であると考えられる。しかし、①加工
が進むにしたがい電解液の変質で加工ができなく
なること、②塩素ガス等の有害なガスが発生する
こと、③加工精度が悪いこと、などの多くの問題
があり、実用的に使用されることはなかった。そ
の中でも特に重要な問題が、当時はあまり議論さ
れることがなかったが、④Coが選択的に溶出され
て材料強度が低下してしまい金型としての使用に
耐えないということである。
図2 過去の超硬合金加工の技術 1)
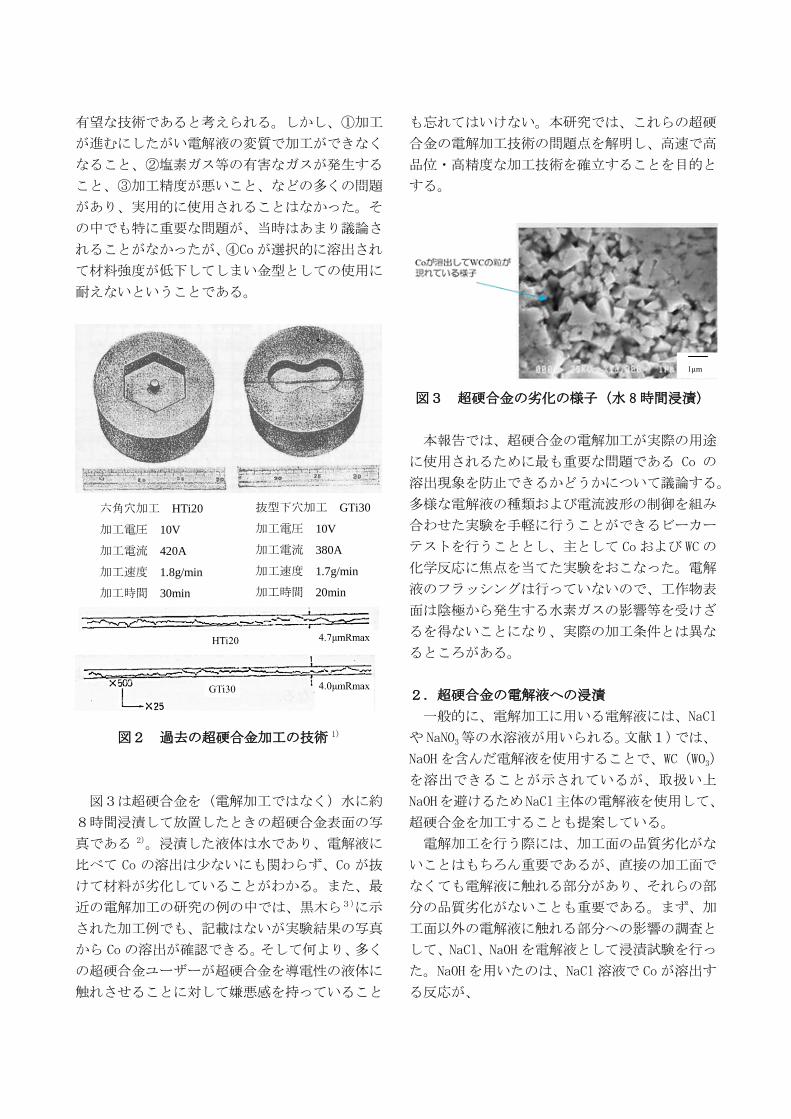
図3は超硬合金を(電解加工ではなく)水に約
8時間浸漬して放置したときの超硬合金表面の写
真である 2)。浸漬した液体は水であり、電解液に
比べて Co の溶出は少ないにも関わらず、Co が抜
けて材料が劣化していることがわかる。また、最
近の電解加工の研究の例の中では、黒木ら3)に示
された加工例でも、記載はないが実験結果の写真
から Coの溶出が確認できる。そして何より、多く
の超硬合金ユーザーが超硬合金を導電性の液体に
触れさせることに対して嫌悪感を持っていること
も忘れてはいけない。本研究では、これらの超硬
合金の電解加工技術の問題点を解明し、高速で高
品位・高精度な加工技術を確立することを目的と
する。
図3 超硬合金の劣化の様子(水 8時間浸漬)
本報告では、超硬合金の電解加工が実際の用途
に使用されるために最も重要な問題である Co の
溶出現象を防止できるかどうかについて議論する。
多様な電解液の種類および電流波形の制御を組み
合わせた実験を手軽に行うことができるビーカー
テストを行うこととし、主として Coおよび WCの
化学反応に焦点を当てた実験をおこなった。電解
液のフラッシングは行っていないので、工作物表
面は陰極から発生する水素ガスの影響等を受けざ
るを得ないことになり、実際の加工条件とは異な
るところがある。
2.超硬合金の電解液への浸漬
一般的に、電解加工に用いる電解液には、NaCl
や NaNO3等の水溶液が用いられる。文献1)では、
NaOHを含んだ電解液を使用することで、WC(WO3)
を溶出できることが示されているが、取扱い上
NaOHを避けるため NaCl主体の電解液を使用して、
超硬合金を加工することも提案している。
電解加工を行う際には、加工面の品質劣化がな
いことはもちろん重要であるが、直接の加工面で
なくても電解液に触れる部分があり、それらの部
分の品質劣化がないことも重要である。まず、加
工面以外の電解液に触れる部分への影響の調査と
して、NaCl、NaOHを電解液として浸漬試験を行っ
た。NaOHを用いたのは、NaCl溶液で Coが溶出す
る反応が、
六角穴加工 HTi20
加工電圧 10V
加工電流 420A
加工速度 1.8g/min
加工時間 30min
抜型下穴加工 GTi30
加工電圧 10V
加工電流 380A
加工速度 1.7g/min
加工時間 20min
1μm
H2O + 1/2O2 + 2e- → 2OH-
Co → Co2++2e-
(Co+2Cl- → CoCl2+2e-)
の反応であり、OH-を増せば、Co の溶出を防止で
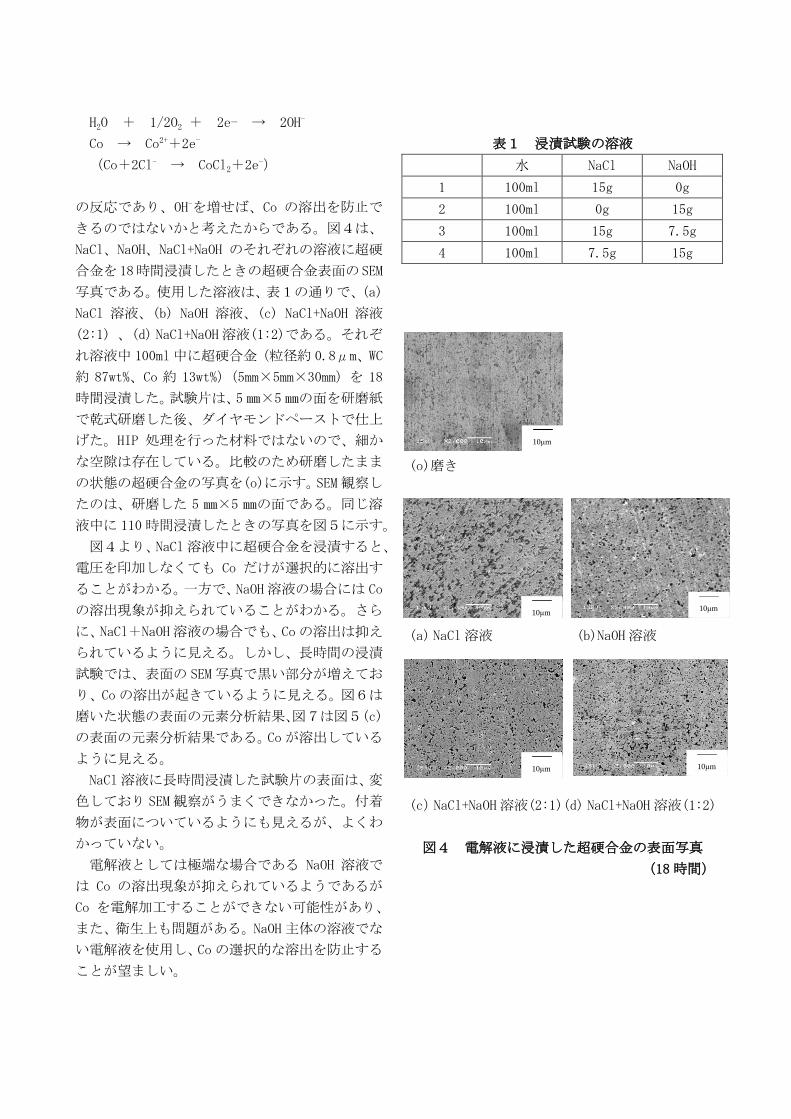
きるのではないかと考えたからである。図4は、
NaCl、NaOH、NaCl+NaOH のそれぞれの溶液に超硬
合金を 18時間浸漬したときの超硬合金表面の SEM
写真である。使用した溶液は、表1の通りで、(a)
NaCl 溶液、(b) NaOH 溶液、(c) NaCl+NaOH 溶液
(2:1) 、(d) NaCl+NaOH溶液(1:2)である。それぞ
れ溶液中 100ml中に超硬合金(粒径約 0.8μm、WC
約 87wt%、Co 約 13wt%)(5mm×5mm×30mm)を 18
時間浸漬した。試験片は、5㎜×5㎜の面を研磨紙
で乾式研磨した後、ダイヤモンドペーストで仕上
げた。HIP 処理を行った材料ではないので、細か
な空隙は存在している。比較のため研磨したまま
の状態の超硬合金の写真を(o)に示す。SEM観察し
たのは、研磨した 5 ㎜×5 ㎜の面である。同じ溶
液中に 110時間浸漬したときの写真を図5に示す。
図4より、NaCl溶液中に超硬合金を浸漬すると、
電圧を印加しなくても Co だけが選択的に溶出す
ることがわかる。一方で、NaOH溶液の場合には Co
の溶出現象が抑えられていることがわかる。さら
に、NaCl+NaOH溶液の場合でも、Coの溶出は抑え
られているように見える。しかし、長時間の浸漬
試験では、表面の SEM写真で黒い部分が増えてお
り、Coの溶出が起きているように見える。図6は
磨いた状態の表面の元素分析結果、図7は図5(c)
の表面の元素分析結果である。Coが溶出している
ように見える。
NaCl溶液に長時間浸漬した試験片の表面は、変
色しており SEM観察がうまくできなかった。付着
物が表面についているようにも見えるが、よくわ
かっていない。
電解液としては極端な場合である NaOH 溶液で
は Co の溶出現象が抑えられているようであるが
Co を電解加工することができない可能性があり、
また、衛生上も問題がある。NaOH主体の溶液でな
い電解液を使用し、Coの選択的な溶出を防止する
ことが望ましい。
表1 浸漬試験の溶液
水 NaCl NaOH
1 100ml 15g 0g
2 100ml 0g 15g
3 100ml 15g 7.5g
4 100ml 7.5g 15g
(o)磨き
(a) NaCl溶液 (b)NaOH溶液
(c)NaCl+NaOH溶液(2:1)(d) NaCl+NaOH 溶液(1:2)
図4 電解液に浸漬した超硬合金の表面写真
(18時間)
10μm
10μm 10μm
10μm 10μm
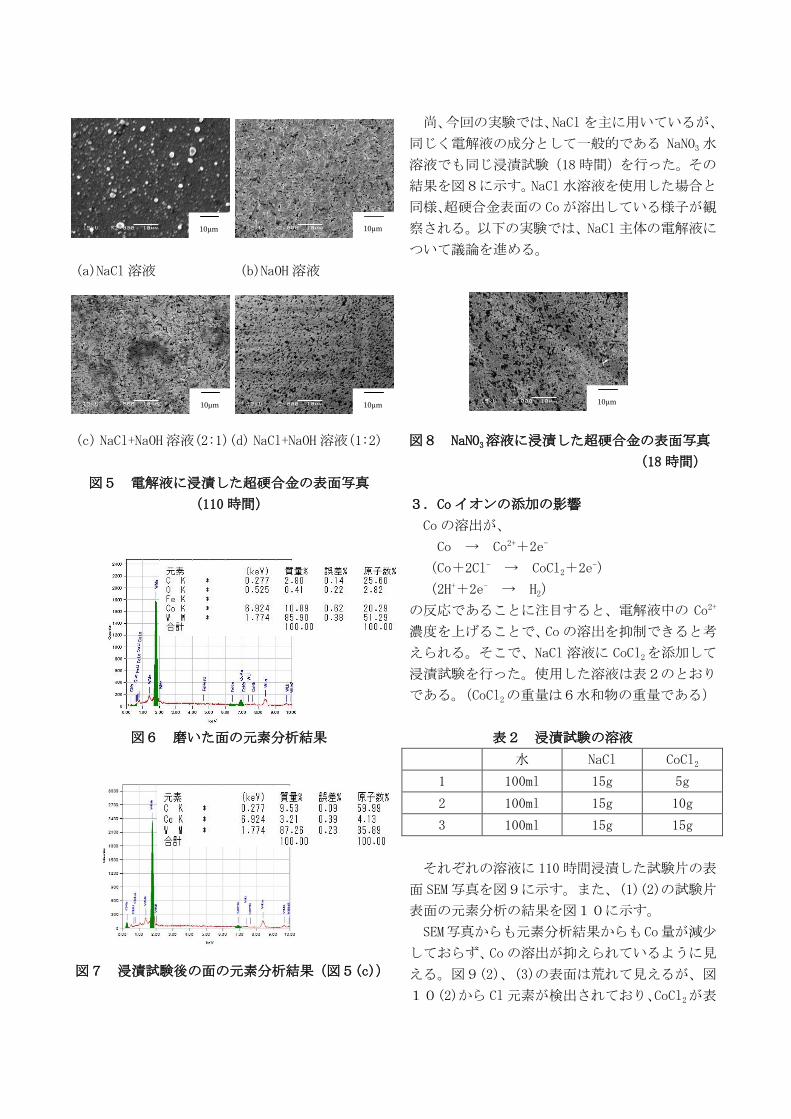
(a)NaCl溶液 (b)NaOH溶液
(c)NaCl+NaOH溶液(2:1)(d) NaCl+NaOH 溶液(1:2)
図5 電解液に浸漬した超硬合金の表面写真
(110時間)
図6 磨いた面の元素分析結果
図7 浸漬試験後の面の元素分析結果(図5(c))
尚、今回の実験では、NaClを主に用いているが、
同じく電解液の成分として一般的である NaNO3 水
溶液でも同じ浸漬試験(18時間)を行った。その
結果を図8に示す。NaCl水溶液を使用した場合と
同様、超硬合金表面の Coが溶出している様子が観
察される。以下の実験では、NaCl主体の電解液に
ついて議論を進める。
図8 NaNO3溶液に浸漬した超硬合金の表面写真
(18時間)
3.Coイオンの添加の影響
Coの溶出が、
Co → Co2++2e-
(Co+2Cl- → CoCl2+2e-)
(2H++2e- → H2)
の反応であることに注目すると、電解液中の Co2+
濃度を上げることで、Coの溶出を抑制できると考
えられる。そこで、NaCl 溶液に CoCl2を添加して
浸漬試験を行った。使用した溶液は表2のとおり
である。(CoCl2の重量は6水和物の重量である)
表2 浸漬試験の溶液
水 NaCl CoCl2
1 100ml 15g 5g
2 100ml 15g 10g
3 100ml 15g 15g
それぞれの溶液に 110時間浸漬した試験片の表
面 SEM写真を図9に示す。また、(1)(2)の試験片
表面の元素分析の結果を図10に示す。
SEM写真からも元素分析結果からも Co量が減少
しておらず、Coの溶出が抑えられているように見
える。図9(2)、(3)の表面は荒れて見えるが、図
10(2)から Cl元素が検出されており、CoCl2が表
10μm 10μm
10μm 10μm
10μm
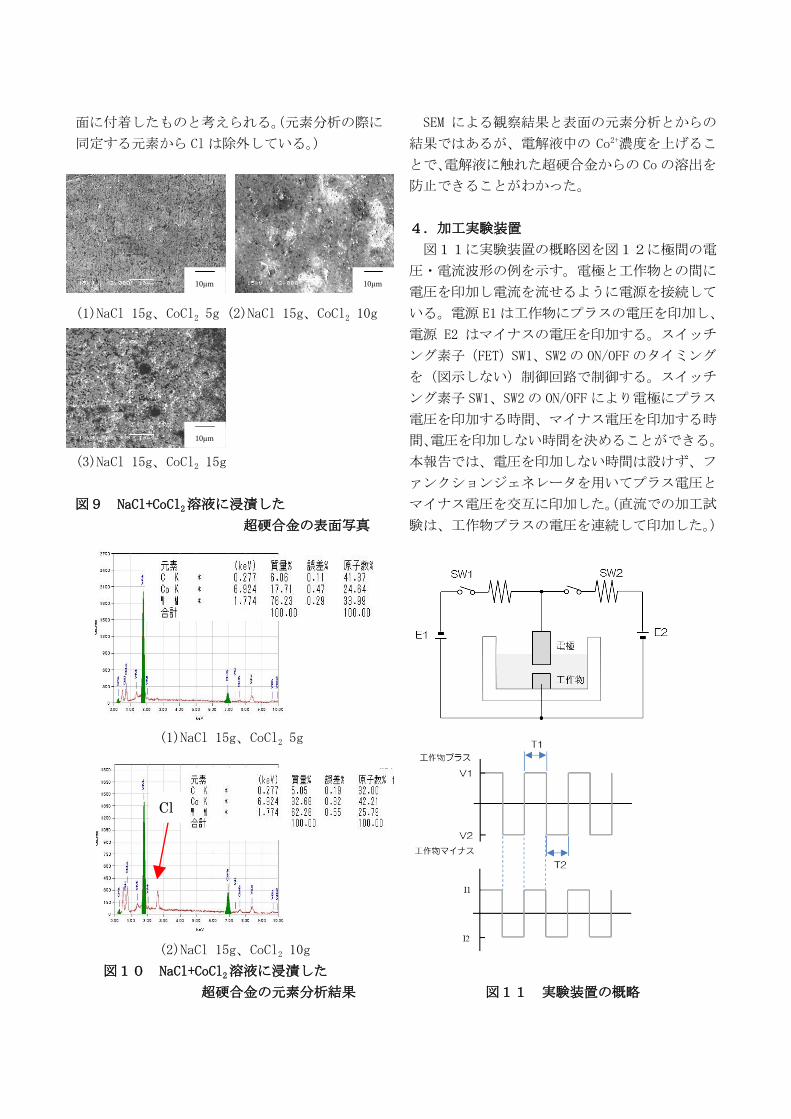
面に付着したものと考えられる。(元素分析の際に
同定する元素から Clは除外している。)
(1)NaCl 15g、CoCl2 5g (2)NaCl 15g、CoCl2 10g
(3)NaCl 15g、CoCl2 15g
図9 NaCl+CoCl2溶液に浸漬した
超硬合金の表面写真
(1)NaCl 15g、CoCl2 5g
(2)NaCl 15g、CoCl2 10g
図10 NaCl+CoCl2溶液に浸漬した
超硬合金の元素分析結果
SEM による観察結果と表面の元素分析とからの
結果ではあるが、電解液中の Co2+濃度を上げるこ
とで、電解液に触れた超硬合金からの Coの溶出を
防止できることがわかった。
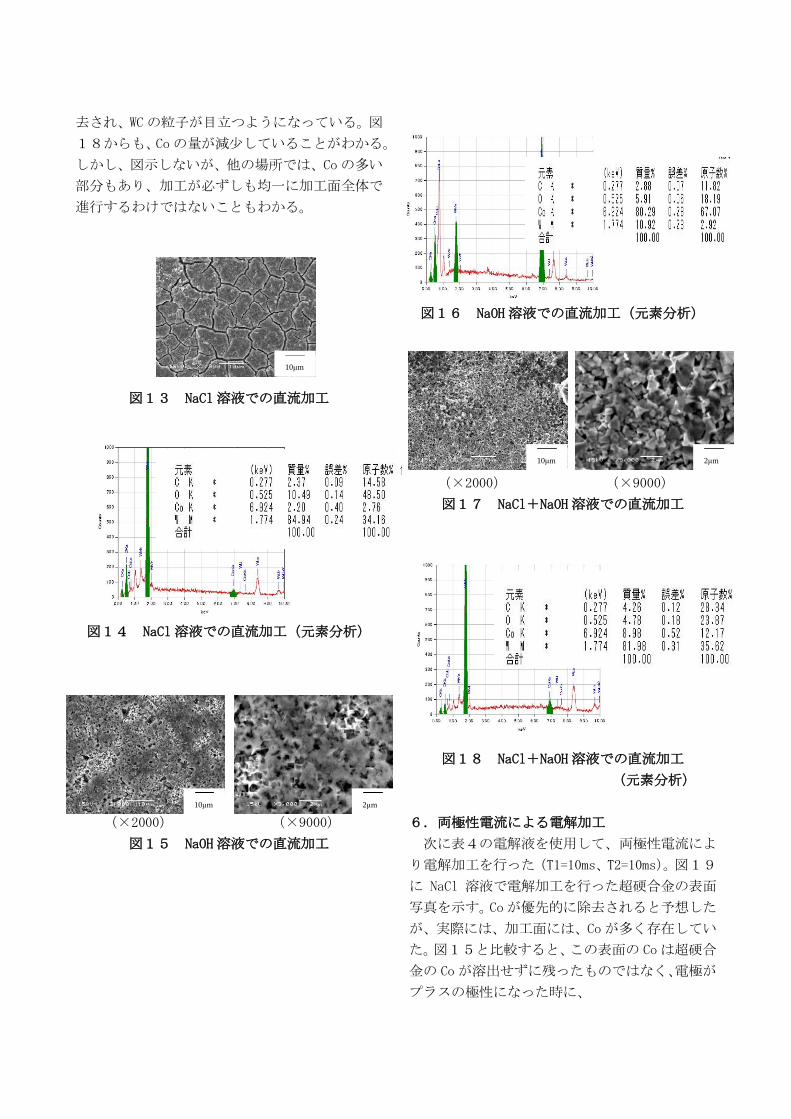
4.加工実験装置
図11に実験装置の概略図を図12に極間の電
圧・電流波形の例を示す。電極と工作物との間に
電圧を印加し電流を流せるように電源を接続して
いる。電源 E1は工作物にプラスの電圧を印加し、
電源 E2 はマイナスの電圧を印加する。スイッチ
ング素子(FET)SW1、SW2の ON/OFFのタイミング
を(図示しない)制御回路で制御する。スイッチ
ング素子 SW1、SW2の ON/OFFにより電極にプラス
電圧を印加する時間、マイナス電圧を印加する時
間、電圧を印加しない時間を決めることができる。
本報告では、電圧を印加しない時間は設けず、フ
ァンクションジェネレータを用いてプラス電圧と
マイナス電圧を交互に印加した。(直流での加工試
験は、工作物プラスの電圧を連続して印加した。)
図11 実験装置の概略
Cl
10μm 10μm
10μm
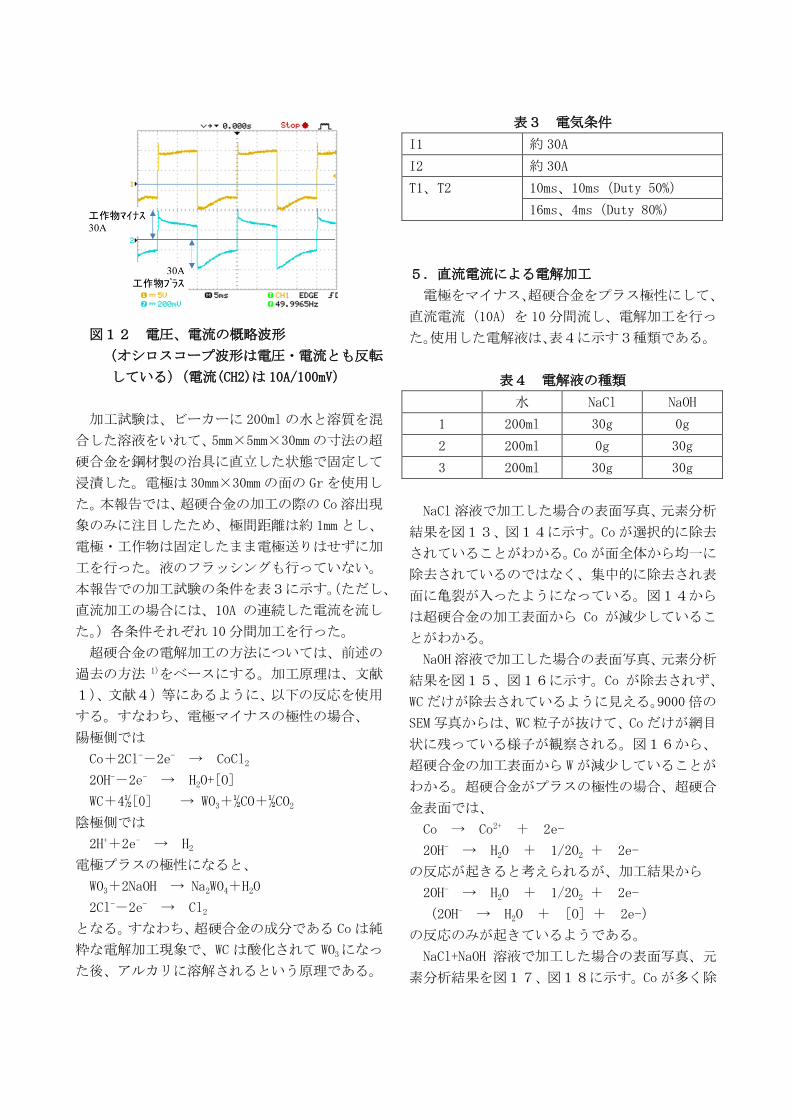
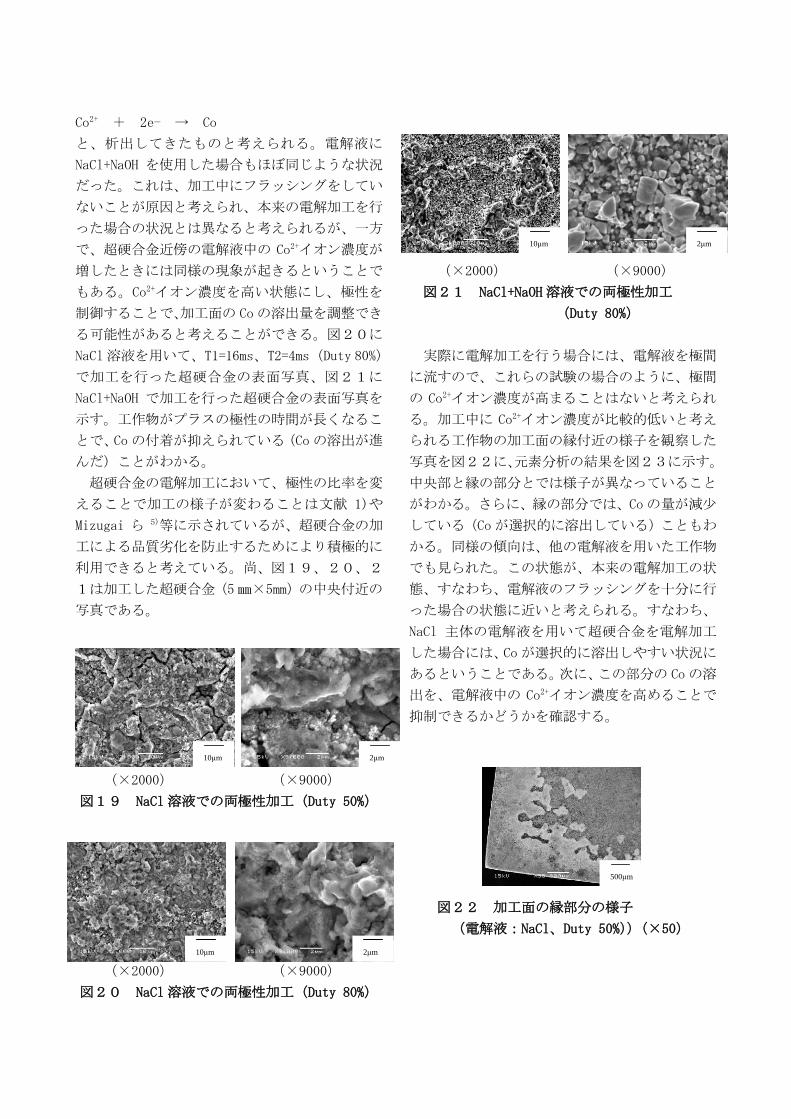
図12 電圧、電流の概略波形
(オシロスコープ波形は電圧・電流とも反転
している)(電流(CH2)は 10A/100mV)
加工試験は、ビーカーに 200ml の水と溶質を混
合した溶液をいれて、5mm×5mm×30mmの寸法の超
硬合金を鋼材製の治具に直立した状態で固定して
浸漬した。電極は 30mm×30mmの面の Grを使用し
た。本報告では、超硬合金の加工の際の Co溶出現
象のみに注目したため、極間距離は約 1mmとし、
電極・工作物は固定したまま電極送りはせずに加
工を行った。液のフラッシングも行っていない。
本報告での加工試験の条件を表3に示す。(ただし、
直流加工の場合には、10A の連続した電流を流し
た。)各条件それぞれ 10分間加工を行った。
超硬合金の電解加工の方法については、前述の
過去の方法 1)をベースにする。加工原理は、文献
1)、文献4)等にあるように、以下の反応を使用
する。すなわち、電極マイナスの極性の場合、
陽極側では
Co+2Cl--2e- → CoCl2
2OH--2e- → H2O+[O]
WC+4½[0] → WO3+½CO+½CO2
陰極側では
2H++2e- → H2
電極プラスの極性になると、
WO3+2NaOH → Na2WO4+H2O
2Cl--2e- → Cl2
となる。すなわち、超硬合金の成分である Coは純
粋な電解加工現象で、WC は酸化されて WO3になっ
た後、アルカリに溶解されるという原理である。
表3 電気条件
I1 約 30A
I2 約 30A
T1、T2 10ms、10ms(Duty 50%)
16ms、4ms(Duty 80%)
5.直流電流による電解加工
電極をマイナス、超硬合金をプラス極性にして、
直流電流(10A)を 10分間流し、電解加工を行っ
た。使用した電解液は、表4に示す3種類である。
表4 電解液の種類
水 NaCl NaOH
1 200ml 30g 0g
2 200ml 0g 30g
3 200ml 30g 30g
NaCl 溶液で加工した場合の表面写真、元素分析
結果を図13、図14に示す。Coが選択的に除去
されていることがわかる。Coが面全体から均一に
除去されているのではなく、集中的に除去され表
面に亀裂が入ったようになっている。図14から
は超硬合金の加工表面から Co が減少しているこ
とがわかる。
NaOH 溶液で加工した場合の表面写真、元素分析
結果を図15、図16に示す。Co が除去されず、
WCだけが除去されているように見える。9000倍の
SEM 写真からは、WC粒子が抜けて、Coだけが網目
状に残っている様子が観察される。図16から、
超硬合金の加工表面から Wが減少していることが
わかる。超硬合金がプラスの極性の場合、超硬合
金表面では、
Co → Co2+ + 2e-
2OH- → H2O + 1/2O2 + 2e-
の反応が起きると考えられるが、加工結果から
2OH- → H2O + 1/2O2 + 2e-
(2OH- → H2O + [O] + 2e-)
の反応のみが起きているようである。
NaCl+NaOH 溶液で加工した場合の表面写真、元
素分析結果を図17、図18に示す。Coが多く除
去され、WCの粒子が目立つようになっている。図
18からも、Coの量が減少していることがわかる。
しかし、図示しないが、他の場所では、Coの多い
部分もあり、加工が必ずしも均一に加工面全体で
進行するわけではないこともわかる。
図13 NaCl溶液での直流加工
図14 NaCl溶液での直流加工(元素分析)
(×2000) (×9000)
図15 NaOH溶液での直流加工
図16 NaOH溶液での直流加工(元素分析)
(×2000) (×9000)
図17 NaCl+NaOH溶液での直流加工
図18 NaCl+NaOH溶液での直流加工
(元素分析)
6.両極性電流による電解加工
次に表4の電解液を使用して、両極性電流によ
り電解加工を行った(T1=10ms、T2=10ms)。図19
に NaCl 溶液で電解加工を行った超硬合金の表面
写真を示す。Coが優先的に除去されると予想した
が、実際には、加工面には、Co が多く存在してい
た。図15と比較すると、この表面の Coは超硬合
金の Coが溶出せずに残ったものではなく、電極が
プラスの極性になった時に、
10μm
10μm 2μm
10μm 2μm
Co2+ + 2e- → Co
と、析出してきたものと考えられる。電解液に
NaCl+NaOH を使用した場合もほぼ同じような状況
だった。これは、加工中にフラッシングをしてい
ないことが原因と考えられ、本来の電解加工を行
った場合の状況とは異なると考えられるが、一方
で、超硬合金近傍の電解液中の Co2+イオン濃度が
増したときには同様の現象が起きるということで
もある。Co2+イオン濃度を高い状態にし、極性を
制御することで、加工面の Coの溶出量を調整でき
る可能性があると考えることができる。図20に
NaCl溶液を用いて、T1=16ms、T2=4ms(Duty 80%)
で加工を行った超硬合金の表面写真、図21に
NaCl+NaOH で加工を行った超硬合金の表面写真を
示す。工作物がプラスの極性の時間が長くなるこ
とで、Coの付着が抑えられている(Coの溶出が進
んだ)ことがわかる。
超硬合金の電解加工において、極性の比率を変
えることで加工の様子が変わることは文献 1)や
Mizugai ら 5)等に示されているが、超硬合金の加
工による品質劣化を防止するためにより積極的に
利用できると考えている。尚、図19、20、2
1は加工した超硬合金(5㎜×5mm)の中央付近の
写真である。
(×2000) (×9000)
図19 NaCl溶液での両極性加工(Duty 50%)
(×2000) (×9000)
図20 NaCl溶液での両極性加工(Duty 80%)
(×2000) (×9000)
図21 NaCl+NaOH溶液での両極性加工
(Duty 80%)
実際に電解加工を行う場合には、電解液を極間
に流すので、これらの試験の場合のように、極間
の Co2+イオン濃度が高まることはないと考えられ
る。加工中に Co2+イオン濃度が比較的低いと考え
られる工作物の加工面の縁付近の様子を観察した
写真を図22に、元素分析の結果を図23に示す。
中央部と縁の部分とでは様子が異なっていること
がわかる。さらに、縁の部分では、Coの量が減少
している(Coが選択的に溶出している)こともわ
かる。同様の傾向は、他の電解液を用いた工作物
でも見られた。この状態が、本来の電解加工の状
態、すなわち、電解液のフラッシングを十分に行
った場合の状態に近いと考えられる。すなわち、
NaCl 主体の電解液を用いて超硬合金を電解加工
した場合には、Coが選択的に溶出しやすい状況に
あるということである。次に、この部分の Coの溶
出を、電解液中の Co2+イオン濃度を高めることで
抑制できるかどうかを確認する。
図22 加工面の縁部分の様子
(電解液:NaCl、Duty 50%))(×50)
10μm 2μm
10μm 2μm
500μm
10μm 2μm
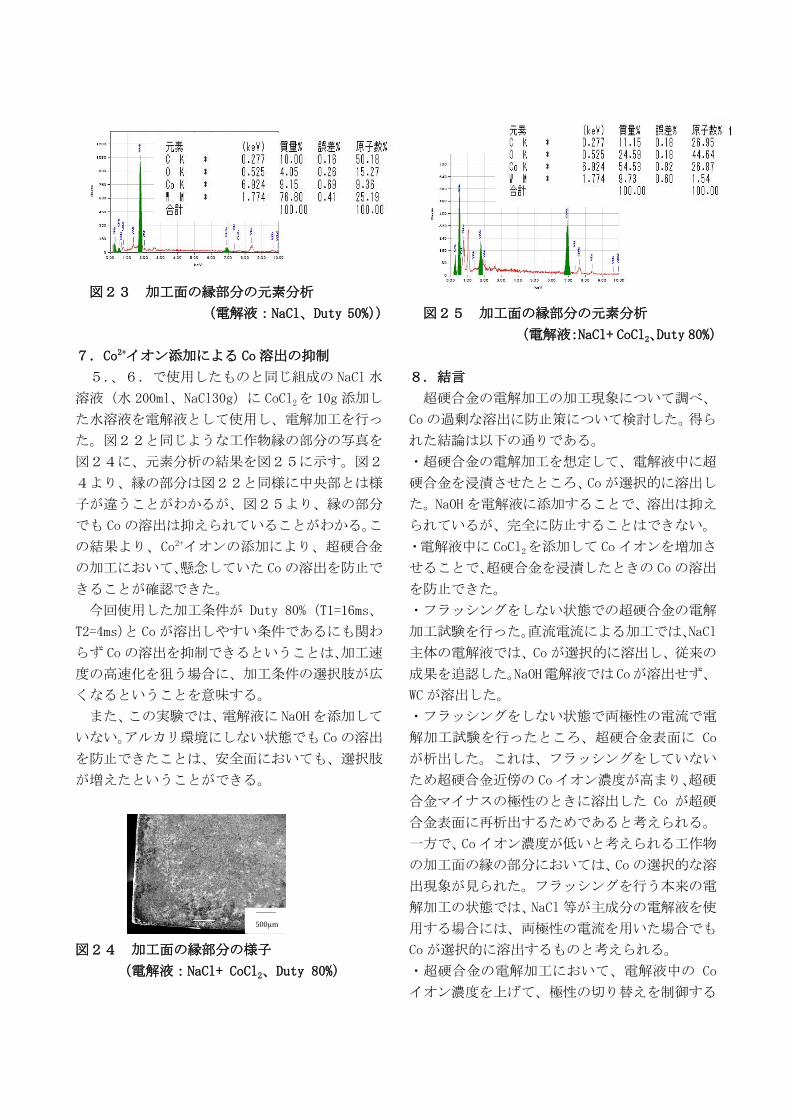
図23 加工面の縁部分の元素分析
(電解液:NaCl、Duty 50%))
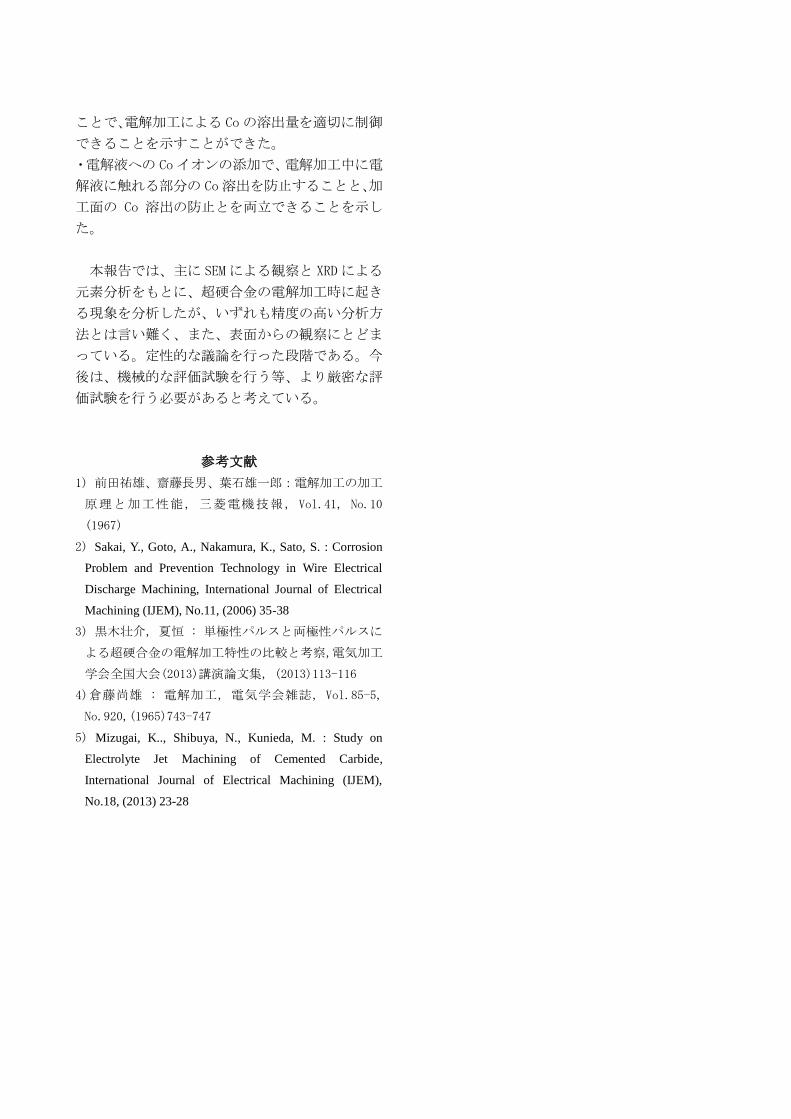
7.Co2+イオン添加による Co 溶出の抑制
5.、6.で使用したものと同じ組成の NaCl水
溶液(水 200ml、NaCl30g)に CoCl2を 10g 添加し
た水溶液を電解液として使用し、電解加工を行っ
た。図22と同じような工作物縁の部分の写真を
図24に、元素分析の結果を図25に示す。図2
4より、縁の部分は図22と同様に中央部とは様
子が違うことがわかるが、図25より、縁の部分
でも Coの溶出は抑えられていることがわかる。こ
の結果より、Co2+イオンの添加により、超硬合金
の加工において、懸念していた Coの溶出を防止で
きることが確認できた。
今回使用した加工条件が Duty 80%(T1=16ms、
T2=4ms)と Coが溶出しやすい条件であるにも関わ
らず Coの溶出を抑制できるということは、加工速
度の高速化を狙う場合に、加工条件の選択肢が広
くなるということを意味する。
また、この実験では、電解液に NaOHを添加して
いない。アルカリ環境にしない状態でも Coの溶出
を防止できたことは、安全面においても、選択肢
が増えたということができる。
図24 加工面の縁部分の様子
(電解液:NaCl+ CoCl2、Duty 80%)
図25 加工面の縁部分の元素分析
(電解液:NaCl+ CoCl2、Duty 80%)
8. 結言
超硬合金の電解加工の加工現象について調べ、
Coの過剰な溶出に防止策について検討した。得ら
れた結論は以下の通りである。
・超硬合金の電解加工を想定して、電解液中に超
硬合金を浸漬させたところ、Coが選択的に溶出し
た。NaOHを電解液に添加することで、溶出は抑え
られているが、完全に防止することはできない。
・電解液中に CoCl2を添加して Co イオンを増加さ
せることで、超硬合金を浸漬したときの Coの溶出
を防止できた。
・フラッシングをしない状態での超硬合金の電解
加工試験を行った。直流電流による加工では、NaCl
主体の電解液では、Coが選択的に溶出し、従来の
成果を追認した。NaOH電解液では Coが溶出せず、
WCが溶出した。
・フラッシングをしない状態で両極性の電流で電
解加工試験を行ったところ、超硬合金表面に Co
が析出した。これは、フラッシングをしていない
ため超硬合金近傍の Coイオン濃度が高まり、超硬
合金マイナスの極性のときに溶出した Co が超硬
合金表面に再析出するためであると考えられる。
一方で、Coイオン濃度が低いと考えられる工作物
の加工面の縁の部分においては、Coの選択的な溶
出現象が見られた。フラッシングを行う本来の電
解加工の状態では、NaCl等が主成分の電解液を使
用する場合には、両極性の電流を用いた場合でも
Coが選択的に溶出するものと考えられる。
・超硬合金の電解加工において、電解液中の Co
イオン濃度を上げて、極性の切り替えを制御する
500μm
ことで、電解加工による Coの溶出量を適切に制御
できることを示すことができた。
・電解液への Coイオンの添加で、電解加工中に電
解液に触れる部分の Co溶出を防止することと、加
工面の Co 溶出の防止とを両立できることを示し
た。
本報告では、主に SEMによる観察と XRDによる
元素分析をもとに、超硬合金の電解加工時に起き
る現象を分析したが、いずれも精度の高い分析方
法とは言い難く、また、表面からの観察にとどま
っている。定性的な議論を行った段階である。今
後は、機械的な評価試験を行う等、より厳密な評
価試験を行う必要があると考えている。
参考文献
1) 前田祐雄、齋藤長男、葉石雄一郎:電解加工の加工
原理と加工性能, 三菱電機技報, Vol.41, No.10
(1967)
2) Sakai, Y., Goto, A., Nakamura, K., Sato, S. : Corrosion
Problem and Prevention Technology in Wire Electrical
Discharge Machining, International Journal of Electrical
Machining (IJEM), No.11, (2006) 35-38
3) 黒木壮介, 夏恒 : 単極性パルスと両極性パルスに
よる超硬合金の電解加工特性の比較と考察,電気加工
学会全国大会(2013)講演論文集, (2013)113-116
4)倉藤尚雄 : 電解加工, 電気学会雑誌, Vol.85-5,
No.920,(1965)743-747
5) Mizugai, K.., Shibuya, N., Kunieda, M. : Study on
Electrolyte Jet Machining of Cemented Carbide,
International Journal of Electrical Machining (IJEM),
No.18, (2013) 23-28