Embed Size (px)
Citation preview

装置エンジニアリング・システム装置エンジニアリング・システム装置エンジニアリング・システム装置エンジニアリング・システム ユーザ要求書ユーザ要求書ユーザ要求書ユーザ要求書
Equipment Engineering SystemEquipment Engineering SystemEquipment Engineering SystemEquipment Engineering System User Requirement DocumentUser Requirement DocumentUser Requirement DocumentUser Requirement Document
(URD)(URD)(URD)(URD)
Version 1.0 July 3, 2003
株式会社 半導体先端テクノロジーズ

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete i
Table of ContentsTable of ContentsTable of ContentsTable of Contents 1.1.1.1. 序論序論序論序論((((INTRODUCTIONINTRODUCTIONINTRODUCTIONINTRODUCTION)))) ....................................................................................................................................................................................................................................................................................................................................................................................1111
1.1. 本書の目的..................................................................................................................... 1 1.1.1. 適用分野 ................................................................................................................. 1 1.1.2. 適用範囲 ................................................................................................................. 1
1.2. 装置エンジニアリング・システム(EES)が求められる背景と目指す物.................. 4 1.2.1. EESの目的 ............................................................................................................ 4 1.2.2. EESとデータのオープン性................................................................................... 5 1.2.3. EESの必要性 ........................................................................................................ 6
1.3. ドキュメントの現在状態.............................................................................................10 1.3.1. 未対応部分 ...........................................................................................................10
1.4. 参考文献 ...................................................................................................................... 11 1.4.1. ベースドキュメント............................................................................................. 11 1.4.2. その他参照すべき資料 ......................................................................................... 11
2.2.2.2. 装置エンジニアリング業務分析(装置エンジニアリング業務分析(装置エンジニアリング業務分析(装置エンジニアリング業務分析(EE OPERATION ANALYSIEE OPERATION ANALYSIEE OPERATION ANALYSIEE OPERATION ANALYSISSSS)))) ............................................................................................................................ 12121212 2.1. データに基づいた装置エンジニアリング業務のあり方 .............................................12
2.1.1. 保守保全対応........................................................................................................12 2.1.2. 出来映え保証業務対応 .........................................................................................13 2.1.3. 部材管理業務対応 ................................................................................................14
2.2. 現状の装置エンジニアリング業務分析.......................................................................18 2.2.1. 装置維持保全........................................................................................................18 2.2.2. 定期保全 ...............................................................................................................21 2.2.3. 日常保全 ...............................................................................................................27 2.2.4. 事後保全 ...............................................................................................................33
2.3. EES導入後の装置エンジニアリング業務分析...........................................................39 2.3.1. 装置維持保全........................................................................................................39 2.3.2. 定期保全 ...............................................................................................................41 2.3.3. 日常保全 ...............................................................................................................43 2.3.4. 事後保全 ...............................................................................................................49 2.3.5. 予知保全 ...............................................................................................................55 2.3.6. 装置改善 ...............................................................................................................58 2.3.7. 装置立ち上げ........................................................................................................59 2.3.8. 部材管理 ...............................................................................................................60
2.4. プロセスエンジニアリング業務分析 ..........................................................................61 2.4.1. 製品品質維持保全 ................................................................................................61 2.4.2. プロセス立ち上げ ................................................................................................61
2.5. EES導入後のプロセスエンジニアリング業務分析 ...................................................62 2.5.1. 量産プロセスの立ち上げ .....................................................................................62
3.3.3.3. ユーザ要求(ユーザ要求(ユーザ要求(ユーザ要求(USER REQUIREMENTSUSER REQUIREMENTSUSER REQUIREMENTSUSER REQUIREMENTS)))) ................................................................................................................................................................................................................................................................................ 63636363 3.1. 機能要求(FUNCTION REQUIREMENTS)...................................................................63
3.1.1. データ・ハンドリング関連機能 ..........................................................................63 3.1.2. 性能維持/向上機能.............................................................................................65 3.1.3. 遠隔診断機能........................................................................................................68 3.1.4. メンテナンス支援機能 .........................................................................................69 3.1.5. 部材管理機能........................................................................................................70 3.1.6. 処理/保全計画機能.............................................................................................70

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
ii
3.1.7. 保全/トラブルシューティング機能 ...................................................................70 3.1.8. APC機能..............................................................................................................71 3.1.9. 異常検知・要因解析機能......................................................................................71 3.1.10. レシピ管理機能 ................................................................................................71 3.1.11. 立ち上げ支援機能.............................................................................................71 3.1.12. 分析・解析のための EEデータに求める機能 ..................................................72
3.2. 要求データ(DATA REQUIREMENTS) ........................................................................73 3.2.1. DEEデータ(Detailed Equipment Event) .....................................................73 3.2.2. アナログ(トレース)・データ(Analog Data) ................................................75 3.2.3. コンテキスト・データ(Context Data) ...........................................................75 3.2.4. データ活用方法 ....................................................................................................76 3.2.5. DEEデータによる、アナログ(トレース)・データの切り出し........................79 3.2.6. 要求データマッピング表......................................................................................80
3.3. セキュリティ要求(SECURITY REQUIREMENT) .......................................................81 3.3.1. セキュリティ基本要件 .........................................................................................81 3.3.2. 機密データの指定 ................................................................................................81 3.3.3. データアクセス管理要件......................................................................................82 3.3.4. セキュリティ管理運用要件 ..................................................................................84
4.4.4.4. APPENDIXAPPENDIXAPPENDIXAPPENDIX ............................................................................................................................................................................................................................................................................................................................................................................................................................................................................ 87878787 4.1. サプライチェーンとエンジニアリング・チェーン.....................................................87
4.1.1. 概要 ......................................................................................................................87 4.1.2. EEデータ活用のコンセプト ...............................................................................88
4.2. 業務改善の例 ...............................................................................................................91 4.2.1. EEを活用した業務 ..............................................................................................91
4.3. SELETE推奨のビジネスモデル ...................................................................................94
List of FiguresList of FiguresList of FiguresList of Figures
図 1-1SELETE推奨構成(概略版)...................................................................................................1 図 1-2 一般的な、工場内設備の実行稼働率 .................................................................................4 図 1-3 従来のMES系との考え方の違い.......................................................................................5 図 1-4 データ構造とインタフェースのオープン性 ...........................................................................6 図 2-1 保守/保全業務対応 OAC ..............................................................................................12 図 2-2 出来映え保証業務(機差変動吸収)対応 OAC..................................................................14 図 2-3 部材管理:部材引当管理対応 OAC..................................................................................15 図 2-4 部材管理:部材補充管理対応 OAC..................................................................................16 図 2-5 保全体系の定義 ..............................................................................................................18 図 2-6 EES対応装置の基本業務フロー ......................................................................................19 図 2-7 保全管理の基本形...........................................................................................................20 図 2-8 定期保全業務フロー ......................................................................................................21 図 2-9 現状業務のアクティビティ図(定期保全:オペレータによる対処と事後点検) .......................22 図 2-10 現状業務のアクティビティ図(定期保全:オペレータによる復帰診断) ...............................23 図 2-11 現状業務のアクティビティ図(定期保全:装置担当者による要因解析)..............................24 図 2-12 現状業務のアクティビティ図(定期保全:装置担当者による対処) .....................................25 図 2-13 現状業務のアクティビティ図(定期保全:装置担当者による事後点検)..............................26 図 2-14 日常保全業務フロー ......................................................................................................27 図 2-15 現状業務のアクティビティ図(日常保全:日常点検) .........................................................28 図 2-16 現状業務のアクティビティ図(日常保全:一次診断) .........................................................29
EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
iii
図 2-17 現状業務のアクティビティ図(日常保全:装置担当者による要因解析) .............................30 図 2-18 現状業務のアクティビティ図(日常保全:装置担当者による対処).....................................31 図 2-19 現状業務のアクティビティ図(日常保全:装置担当者による事後点検) .............................32 図 2-20 事後保全業務フロー ......................................................................................................33 図 2-21 現状業務のアクティビティ図(事後保全:装置による異常検知) ........................................33 図 2-22 現状業務のアクティビティ図(事後保全:オペレータによる対処) ......................................34 図 2-23 現状業務のアクティビティ図(事後保全:オペレータによる事後点検) ...............................35 図 2-24 現状業務のアクティビティ図(事後保全:要因解析) .........................................................36 図 2-25 現状業務のアクティビティ図(事後保全:装置担当者による対処).....................................37 図 2-26 現状業務のアクティビティ図(事後保全:装置担当者による事後点検) .............................38 図 2-27 予知保全の概念図.........................................................................................................39 図 2-28 システム予知保全の考え方 ............................................................................................39 図 2-29 EES導入後のアクティビティ図(定期保全:オペレータによる定期保全作業) .....................41 図 2-30 EES導入後のアクティビティ図(定期保全:装置担当者による保全作業)...........................42 図 2-31 EES導入後のアクティビティ図(日常保全:日常点検) ......................................................43 図 2-32 EES導入後のアクティビティ図(日常保全:NPWによる日常点検)....................................44 図 2-33 EES導入後のアクティビティ図(日常保全:装置担当者による要因解析)...........................45 図 2-34 EES導入後のアクティビティ図(日常点検:装置担当者による対処) ..................................46 図 2-35 EES導入後のアクティビティ図(日常保全:事後点検) ......................................................47 図 2-36 EES導入後のアクティビティ図(日常保全:復帰診断) ......................................................48 図 2-37 EES導入後のアクティビティ図(事後保全:装置による異常検知)......................................49 図 2-38 EES導入後のアクティビティ図(事後保全:オペレータによる対処)....................................50 図 2-39 EES導入後のアクティビティ図(事後保全:オペレータによる事後点検) ............................51 図 2-40 EES導入後のアクティビティ図(事後保全:要因解析) ......................................................52 図 2-41 EES導入後のアクティビティ図(事後保全:装置担当者による対処) ..................................53 図 2-42 EES導入後のアクティビティ図(事後保全:装置担当者による事後点検)...........................54 図 2-43 EES導入後のアクティビティ図(予知保全:常時状態監視)...............................................55 図 2-44 EES導入後のアクティビティ図(予知保全:オペレータによる保全作業) ............................56 図 2-45 EES導入後のアクティビティ図(予知保全:装置担当者による保全作業)...........................57 図 2-46 スループット低下による要因解析フローの例 ...................................................................58 図 2-47 プロセス観点での装置維持保全フロー ...........................................................................61 図 2-48 EES導入後のアクティビティ図(品質保全:検査装置による品質異常検知) .......................62 図 3-1 装置エンジニアリング・データと装置基本機能を表すデータ ..............................................73 図 3-2 上位からの作業の流れとイベント ......................................................................................74 図 3-3 DEEデータの相関モデル................................................................................................74 図 3-4 データ取得時間同期化....................................................................................................79 図 3-5 データ(情報)の重要度に応じた分類の一例 ......................................................................82 図 4-1 サプライチェーンとエンジニアリング・チェーン ...................................................................87 図 4-2 装置エンジニアリング業務 ................................................................................................89 図 4-3 生産モジュールのイメージ図 ............................................................................................90 図 4-4 EE業務例 ........................................................................................................................91 図 4-5 EEによる業務の自動化 ...................................................................................................92
List of TablesList of TablesList of TablesList of Tables
表 2-1 保全の分類と定義............................................................................................................18 表 2-2 各担当者の役割定義 .......................................................................................................40 表 3-1 要求データマッピング表 .....................................................................................................80 表 3-2 基本的なデータセキュリティ要件 ......................................................................................81

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
iv
表 3-3 セキュリティに関する一般的な脅威と被害 .........................................................................81 表 3-4 EESでの活用データ一覧.................................................................................................82 表 3-5 データの重要度分類による取り扱い方の一例 ...................................................................86 改訂履歴改訂履歴改訂履歴改訂履歴
このドキュメントの著者このドキュメントの著者このドキュメントの著者このドキュメントの著者
版版版版 日付日付日付日付 著者著者著者著者 初版初版初版初版 07/03/2003 藤田藤田藤田藤田
寄稿者寄稿者寄稿者寄稿者
このドキュメントの寄稿者このドキュメントの寄稿者このドキュメントの寄稿者このドキュメントの寄稿者
版版版版 日付日付日付日付 寄稿者寄稿者寄稿者寄稿者
総ページ数総ページ数総ページ数総ページ数 このドキュメントは 100ページから成る。タイトルページを 2ページ(表と裏)とし、全ての前付と本文ならびに付録を数えることで、正しいページ数を得ることができるようになっている。

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete 1
1. 序論序論序論序論((((Introduction)))) 1.1. 本書の目的本書の目的本書の目的本書の目的 装置エンジニアリング・システム(Equipment Engineering System = EES)は装置エンジニアリング業務を実現するシステム全体の総称である。物理的なコンピュータ・ハードウェア単体を指すものではな
い。 本書は、半導体デバイス生産の場であるウェーハ加工工程の改善を行う、この装置エンジニアリン
グ・システム(以降“EES”)のあるべき姿を想定し、EES を使用する立場で EES に対して求められる機能/効果をユーザ要求としてまとめたものである。
1.1.1. 適用分野適用分野適用分野適用分野 本書は、半導体デバイス製造技術をデバイス加工のプラットホームである装置自体と、その装置上
で加工処理を行う手段であるプロセス、この 2つの観点で EESを用いて改善を行う視点で分析を行い、EESに求められる機能要件を利用者の観点で要求として示すことを目的としている。 なお、従来のホスト・オンライン・システムや、自動搬送システム(AMHS)等に対して開発されたユー
ザ要求仕様書(URD)はそれらのシステムのユーザがデバイス・メーカのみに限定されていた。しかしながら、EES ではそのユーザはデバイス・メーカのみならず、装置サプライヤも、その利用の立場は必ずしも一致するとは限らないが、同様にユーザとして想定されている。 なお、本書はデバイス・メーカ側の(株)半導体先端テクノロジーズ(以降 Selete)が要求を纏めたた
め、デバイス・メーカ寄りの観点による機能の要求を中心に示しているが、同様に装置サプライヤの観
点による機能の要求も必要となる。
1.1.2. 適用範囲適用範囲適用範囲適用範囲 本書はφ200mm、φ300mm等のウェーハ口径を問わず全ての半導体製造装置に適用される。
また、本書に記述される要求は、将来の理想的な半導体デバイス製造ラインを想定して EES に求められる機能を提示するのではなく、現状の生産ラインに対するレトロフィットや近未来に建設される新
規工場に対し、現在の IT技術で実現可能な範囲に対して EES を適応するために必要な機能を提示する観点で開発されている。
Equipment Zone
Interface-A
Equipment CoreEquipment CoreEquipment CoreEquipment Core
Tool DataTool DataTool DataTool DataInterface (TDI)Interface (TDI)Interface (TDI)Interface (TDI)
生成生成生成生成
DCPDCPDCPDCP整理整理整理整理
保存保存保存保存
User Zone
APLAPLAPLAPL----0000
APLAPLAPLAPL----1111
整理整理整理整理
保存保存保存保存
報告報告報告報告
整理整理整理整理
DQP
Interface-B
DM/ESコラボレーションコラボレーションコラボレーションコラボレーション
APLAPLAPLAPL----2222
報告報告報告報告
整理整理整理整理
DQP
ViewerViewerViewerViewer
DCP = データ収集プラン(Data Collection Plan)DQP = データ問い合わせプラン(Data Query Plan)
Equipment Zone
Interface-A
Equipment CoreEquipment CoreEquipment CoreEquipment Core
Tool DataTool DataTool DataTool DataInterface (TDI)Interface (TDI)Interface (TDI)Interface (TDI)
生成生成生成生成
DCPDCPDCPDCP整理整理整理整理
保存保存保存保存
User Zone
APLAPLAPLAPL----0000
APLAPLAPLAPL----1111
整理整理整理整理
保存保存保存保存
報告報告報告報告
整理整理整理整理
DQP
Interface-B
DM/ESコラボレーションコラボレーションコラボレーションコラボレーション
APLAPLAPLAPL----2222
報告報告報告報告
整理整理整理整理
DQP
ViewerViewerViewerViewer
Equipment Zone
Interface-A
Equipment CoreEquipment CoreEquipment CoreEquipment Core
Tool DataTool DataTool DataTool DataInterface (TDI)Interface (TDI)Interface (TDI)Interface (TDI)
生成生成生成生成
DCPDCPDCPDCP整理整理整理整理
保存保存保存保存
User Zone
APLAPLAPLAPL----0000
APLAPLAPLAPL----1111
整理整理整理整理
保存保存保存保存
報告報告報告報告
整理整理整理整理
DQP
Interface-B
DM/ESコラボレーションコラボレーションコラボレーションコラボレーション
APLAPLAPLAPL----2222
報告報告報告報告
整理整理整理整理
DQP
ViewerViewerViewerViewerViewerViewerViewerViewer
DCP = データ収集プラン(Data Collection Plan)DQP = データ問い合わせプラン(Data Query Plan)
図図図図 1-1Selete推奨構成(概略版)推奨構成(概略版)推奨構成(概略版)推奨構成(概略版)
上図(図 1-1)はその概略モデル図であるが、本書では概念イメージに留め、より詳細な定義や各
構成要素の役割定義などはユーザ・システム要求仕様書(User System Requirement Document = USRD)を参照願いたい。なお、Selete 推奨構成における“Interface B”の部分はネットワーク接続を前提としているが、装置サプライヤが TDI(Tool Data Interface = TDI:装置の EEデータを発信する仕掛
EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete 2
けをイメージしている)にアプリケーションを実装する場合もあるため、図中に図示することは避けてい
る。 また図中にあるように、Selete 推奨構成では現状 SEMI でスタンダード開発が継続されている
“Interface A”に関しては、装置内に内包される形態を前提としている。この“Interface A”を含めて、EES関連スタンダードに関しては、本書ではなく USRDおよびその関連仕様書においてあるべき姿を想定しどの部分に対して適応されるかを示している。 上記にあるように、EES は、装置の基本動作を把握し、そのデータを基に種々の業務を遂行するた
め、最終理想型では、装置エンジニアリングカテゴリーの業務と、プロセスエンジニアリング業務の両
方を支援する物となる。 本要求を開発するにあたり実体として想定した EES の物理的な構造は、装置本体からデータを収
集し、それ自身やネットワーク上に搭載される装置エンジニアリング・アプリケーション、あるいは他の
データベースの要求に基づいてデータを発信する Selete 推奨の装置データ・インタフェース機能を有するもの(以降“Selete 推奨構成”)であり、以下に示す大まかな 2 つの構成から成ることを想定している。 ①装置稼働詳細データを収集し一時的に蓄積し、一部の即時性が応答される組込型アプリケーシ
ョンとデータの一次加工と配信の機能を持ち、装置外へのデータ・インタフェースの役目を持つ
部分 ②上記インタフェース部分を介して装置に必要なデータを要求し、得られたデータを基に種々の解
析を実施する装置エンジニアリング・アプリケーションを搭載する部分(Application Server) アプリケーションを搭載部分はその機能に応じて、装置単体から装置群管理、最終的には工場全
体までサポートするまで、いくつかの業務レベルに応じた階層を持っている事を想定している。
TDI 部分は、装置近傍で装置制御系に対する外付けの機能として、装置から出力されるデータを蓄積し、ほかのサービスやシステムからの要求に基づいて整理された形でデータを発信出来る機能を
有することを想定している。また、リアルタイム性の強いアプリケーションに関しては、TDI 自身が搭載し、更にデータを必要とする装置機能に対して適切な形への加工と配信を行う機能までを有する事を
想定している。 当然ながら TDIは自分自身でデータを持っているため、装置サプライヤが自社供給の TDIに統計
解析等のデータ整理作業のアプリケーションを搭載し、装置制御やプロセス制御に直結するデータを
演算し蓄積することや、装置制御部やプロセス制御部からの要求に基づきデータを提供することも可
能であり、本書はそれを妨げる物ではない。 TDI レベルで一時的に蓄積するデータはタイムスタンプと結びつけられた装置イベントあるいはア
ナログ計測データおよび上記の制御用の一次加工レベルのものである。なお、装置イベントやアナロ
グ・データに対するタイムスタンプの付与は、装置を構成するモジュール間で矛盾が発生しない配慮
があれば装置上でも TDI上でもかまわないが、装置制御系の負荷を軽減する工夫が必要となる。 また、この TDI で扱う装置イベント・データは従来の SECS などで定義している製品処理シーケン
ス・レベルの動きを表現するイベントだけではなく、装置駆動系に対する動作命令、駆動系の応答、実
動作によって返されるセンサ応答などまでをカバーし、これを装置詳細イベント(Detailed Equipment Event = DEE)・データと呼称している。これは、イベント名に対する ON/OFFの二値(ディジタル)量のみのデータである。DEEデータはこの 2値のデータを中核とし、タイムスタンプと部位、動作情報(可能であれば動作要求元等も付加)、動作順等で構成され、収集範囲やレベルはデータ収集のモデルで
規定される。 一方、アナログ・データは装置真空度やガス流量、露光実行パワー、加熱温度などのプロセス・パラ
メータはもとより、気圧などの環境データまでをその範疇とするが、装置管理/状態モニタに必要な項
目を必要な粒度のタイム・インターバルで収集することになる。このデータは一般的にサンプリングのタ
イムスタンプと測定部位、実測値で構成される。しかしながら、データ解像度が上がる(粒度が細かくな
る)と収集するデータは比例的に増加するため、装置の機能/目的に対応したデータ収集モデルが

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete 3
必要となる。 これらのデータ収集のモデルを総称してデータ収集プラン(Data Collection Plan = DCP)と呼び、装
置カテゴリや用途、管理レベル等によって、装置サプライヤとデバイス・メーカ間で決定される。 また、TDI に外部アプリケーションから要求されたデータ・フォーマットに基づき、蓄積しているデー
タから適切な物を選別し、XML 等の手法によりフォーマット化して送信する機能も有することを想定している。 ただし、この機能は TDI上の機能としてではなく、別のアプリケーション・サーバの機能として提供さ
れてもかまわない。 更に同一メーカ、同一機種が複数ある場合、外付けの EE 機能部分はグループ・コントローラとして
供給されることも想定できるが、上記の機能を有すれば設置/実装形態は特に制限はしない。 アプリケーション・サーバは TDIが接続される EESネットワーク上の機能であり、複数の TDIや工場
サイト間、複数のアプリケーション・サーバ間やユーザ/サプライヤ・サイト間でデータ・ハンドリングも
視野に入れた範疇を示す。 アプリケーション・サーバの階層では他の MES(Manufacturing Execution System)や YMS(Yield
Management System)との連携や、SCM(Supply Chain Management)系のシステムへの情報提供など、工場運営レベルのアプリケーションを搭載し、活用することも想定している。 スタンドアロンの検査装置と結んだMESレベルの Feed forward APCや Feedback APCへのデータ
提供等もアプリケーション・サーバの機能となり、装置レベルの APC やクローズド・ループの装置制御は TDIが直接データを提供する場合もある。 なお、EE データにはこの他に装置設定情報等を表現するコンテキスト・データも必要となる。コンテキスト・データに関しては、3.2章要求データ(Data Requirements)におけるコンテキスト・データの項を参照願いたい。

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete 4
1.2. 装置エンジニアリング・システム(装置エンジニアリング・システム(装置エンジニアリング・システム(装置エンジニアリング・システム(EES)が求められる背景と目指す物)が求められる背景と目指す物)が求められる背景と目指す物)が求められる背景と目指す物
1.2.1. EESの目的の目的の目的の目的 半導体製造装置は、その時代の微細化と大口径化の要求に応えるべく、常に新規開発が行われて
来たが、その先進性故に必ずしも OEE(設備全体の実行稼働率)は高いものとはなっていない。 下図は、現状の FAB 内装置での OEE(設備全体の実行稼働率)を示したチャートで、工場全体で
は右上の部分約 40%しか装置がウェーハに付加価値を高める処理をしていないことを示している。そのほかは NPW(Non Product Wafer = 非製品ウェーハ)を使った準備作業やメンテ作業、装置停止、待機などで付加価値を生み出す作業をしていないことがわかる。
EquipmentAddingvalue is only 40%!
OEEOEEOEEOEE((((設備全体の実行稼働率)設備全体の実行稼働率)設備全体の実行稼働率)設備全体の実行稼働率)は40%しかなくは40%しかなくは40%しかなくは40%しかなく
実際には付加価値の無い実際には付加価値の無い実際には付加価値の無い実際には付加価値の無い作業が多い作業が多い作業が多い作業が多い
OEE:Overall Equipment Effectiveness
OEEののののUPがががが急務急務急務急務
非製品ウェーハ処理、非製品ウェーハ処理、非製品ウェーハ処理、非製品ウェーハ処理、
段取り業務等段取り業務等段取り業務等段取り業務等
非製品ウェーハ処理、非製品ウェーハ処理、非製品ウェーハ処理、非製品ウェーハ処理、
段取り業務等段取り業務等段取り業務等段取り業務等
Unscheduleddowns
Unscheduleddowns
Scheduled downs
Scheduled downs
Idle/WaitingIdle/Waiting
Source - SEMATECH
FAB 内での作業内訳内での作業内訳内での作業内訳内での作業内訳
EquipmentAddingvalue is only 40%!
OEEOEEOEEOEE((((設備全体の実行稼働率)設備全体の実行稼働率)設備全体の実行稼働率)設備全体の実行稼働率)は40%しかなくは40%しかなくは40%しかなくは40%しかなく
実際には付加価値の無い実際には付加価値の無い実際には付加価値の無い実際には付加価値の無い作業が多い作業が多い作業が多い作業が多い
OEE:Overall Equipment Effectiveness
OEEののののUPがががが急務急務急務急務
非製品ウェーハ処理、非製品ウェーハ処理、非製品ウェーハ処理、非製品ウェーハ処理、
段取り業務等段取り業務等段取り業務等段取り業務等
非製品ウェーハ処理、非製品ウェーハ処理、非製品ウェーハ処理、非製品ウェーハ処理、
段取り業務等段取り業務等段取り業務等段取り業務等
Unscheduleddowns
Unscheduleddowns
Scheduled downs
Scheduled downs
Idle/WaitingIdle/Waiting
Source - SEMATECH
FAB 内での作業内訳内での作業内訳内での作業内訳内での作業内訳
図図図図 1-2 一般的な、工場内設備の実行稼働率一般的な、工場内設備の実行稼働率一般的な、工場内設備の実行稼働率一般的な、工場内設備の実行稼働率
EES を“工場システム”に追加する目的は、装置から装置エンジニアリング(EE)・データを収集し、そのデータを活用するアプリケーションを駆使することにより、前頁の図(図 1-2)中で合計すると FAB内での作業内訳の約半分を占める生産寄与に対する阻害要因の排除あるいは縮減、すなわち ①Scheduled Down Timeの最適化 ②Unscheduled Down Timeの最小化 ③NPW処理、段取り時間の最適化
を実施し、装置本来の生産寄与時間(Value Added Time)を向上させ、装置の実効稼働率(OEE)を
改善し工場全体の生産性/投資効率/投資回転率を向上することにある。 また、下図(図 1-3)に示すとおり、装置サプライヤ、デバイス・メーカ双方が合意の上でお互いが利
用するデータの範囲を取り決め、お互いが EES のユーザとして各々の目的でシステムを活用する。この場合、デバイス・メーカが利用するデータ範囲やレベルと装置サプライヤが利用するデータの範囲
やレベルは、一致するとは限らない。 このため、従来のデバイス・メーカ視点のみのMES系の自動化とは考え方から大きく異なる。

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete 5
デバイスメーカデバイスメーカデバイスメーカデバイスメーカ
物流制御物流制御物流制御物流制御
プロセス制御プロセス制御プロセス制御プロセス制御
機密情報なので、機密情報なので、機密情報なので、機密情報なので、データは渡せないデータは渡せないデータは渡せないデータは渡せない
装置メーカ装置メーカ装置メーカ装置メーカ
MESMESMESMES
生産進捗管理生産進捗管理生産進捗管理生産進捗管理
品質管理品質管理品質管理品質管理
デバイスメーカデバイスメーカデバイスメーカデバイスメーカ
物流制御物流制御物流制御物流制御
プロセス制御プロセス制御プロセス制御プロセス制御
デバイスメーカデバイスメーカデバイスメーカデバイスメーカ
物流制御物流制御物流制御物流制御
プロセス制御プロセス制御プロセス制御プロセス制御
機密情報なので、機密情報なので、機密情報なので、機密情報なので、データは渡せないデータは渡せないデータは渡せないデータは渡せない機密情報なので、機密情報なので、機密情報なので、機密情報なので、データは渡せないデータは渡せないデータは渡せないデータは渡せない
装置メーカ装置メーカ装置メーカ装置メーカ
MESMESMESMESMESMESMESMES
生産進捗管理生産進捗管理生産進捗管理生産進捗管理
品質管理品質管理品質管理品質管理
デバイスメーカデバイスメーカデバイスメーカデバイスメーカ
装置管理装置管理装置管理装置管理
プロセス管理プロセス管理プロセス管理プロセス管理
開示範囲を合意の上で開示範囲を合意の上で開示範囲を合意の上で開示範囲を合意の上でデータを積極利用データを積極利用データを積極利用データを積極利用
アウトソーシングアウトソーシングアウトソーシングアウトソーシング
・市販の技術やアプリケーションの導入・市販の技術やアプリケーションの導入・市販の技術やアプリケーションの導入・市販の技術やアプリケーションの導入
・責任の切り分け・責任の切り分け・責任の切り分け・責任の切り分け
装置メーカ装置メーカ装置メーカ装置メーカ
装置完成度向上装置完成度向上装置完成度向上装置完成度向上
サービス品質向上サービス品質向上サービス品質向上サービス品質向上EESEESEESEES
OEEOEEOEEOEE向上向上向上向上
生産効率向上生産効率向上生産効率向上生産効率向上
顧客満足度向上顧客満足度向上顧客満足度向上顧客満足度向上
開発効率向上開発効率向上開発効率向上開発効率向上
デバイスメーカデバイスメーカデバイスメーカデバイスメーカ
装置管理装置管理装置管理装置管理
プロセス管理プロセス管理プロセス管理プロセス管理
開示範囲を合意の上で開示範囲を合意の上で開示範囲を合意の上で開示範囲を合意の上でデータを積極利用データを積極利用データを積極利用データを積極利用
アウトソーシングアウトソーシングアウトソーシングアウトソーシング
・市販の技術やアプリケーションの導入・市販の技術やアプリケーションの導入・市販の技術やアプリケーションの導入・市販の技術やアプリケーションの導入
・責任の切り分け・責任の切り分け・責任の切り分け・責任の切り分け
装置メーカ装置メーカ装置メーカ装置メーカ
装置完成度向上装置完成度向上装置完成度向上装置完成度向上
サービス品質向上サービス品質向上サービス品質向上サービス品質向上EESEESEESEES
デバイスメーカデバイスメーカデバイスメーカデバイスメーカ
装置管理装置管理装置管理装置管理
プロセス管理プロセス管理プロセス管理プロセス管理
デバイスメーカデバイスメーカデバイスメーカデバイスメーカ
装置管理装置管理装置管理装置管理
プロセス管理プロセス管理プロセス管理プロセス管理
開示範囲を合意の上で開示範囲を合意の上で開示範囲を合意の上で開示範囲を合意の上でデータを積極利用データを積極利用データを積極利用データを積極利用
開示範囲を合意の上で開示範囲を合意の上で開示範囲を合意の上で開示範囲を合意の上でデータを積極利用データを積極利用データを積極利用データを積極利用
アウトソーシングアウトソーシングアウトソーシングアウトソーシングアウトソーシングアウトソーシングアウトソーシングアウトソーシングアウトソーシングアウトソーシングアウトソーシングアウトソーシング
・市販の技術やアプリケーションの導入・市販の技術やアプリケーションの導入・市販の技術やアプリケーションの導入・市販の技術やアプリケーションの導入
・責任の切り分け・責任の切り分け・責任の切り分け・責任の切り分け
・市販の技術やアプリケーションの導入・市販の技術やアプリケーションの導入・市販の技術やアプリケーションの導入・市販の技術やアプリケーションの導入
・責任の切り分け・責任の切り分け・責任の切り分け・責任の切り分け
装置メーカ装置メーカ装置メーカ装置メーカ
装置完成度向上装置完成度向上装置完成度向上装置完成度向上
サービス品質向上サービス品質向上サービス品質向上サービス品質向上
装置メーカ装置メーカ装置メーカ装置メーカ
装置完成度向上装置完成度向上装置完成度向上装置完成度向上
サービス品質向上サービス品質向上サービス品質向上サービス品質向上EESEESEESEESEESEESEESEES
OEEOEEOEEOEE向上向上向上向上
生産効率向上生産効率向上生産効率向上生産効率向上
顧客満足度向上顧客満足度向上顧客満足度向上顧客満足度向上
開発効率向上開発効率向上開発効率向上開発効率向上
図図図図 1-3 従来の従来の従来の従来のMES系との考え方の違い系との考え方の違い系との考え方の違い系との考え方の違い
1.2.2. EES とデータのオープン性とデータのオープン性とデータのオープン性とデータのオープン性 先に述べたように EES はデバイス・メーカと装置サプライヤの双方が利用するため、扱う EE データ
は標準化されたインタフェースを経て装置外部へ出されて、装置外部で自由に加工/利用できること
が必要である。そのため、データ利用の環境を構築するインタフェースおよびデータ構造は標準化さ
れオープン化される必要がある。 インタフェースやデータ構造がオープン化されることにより、デバイス・メーカ、装置サプライヤ双方
の構造改革に加えてサードパーティが参入し、半導体装置産業の産業構造のパラダイムシフトが創出
され、以下のような業務革新が期待できる。 ①デバイス・メーカ側の業務の変化 デバイス・メーカ必須/固有の業務の分解 -装置運用技術がデバイス・メーカ固有のものではなくなる ・EES 導入により、運用技術を装置サプライヤと分担し双方の責任分担を明確化し、装置運用向上に繋げる
-データ構造の標準化により、装置管理技術や APC等のプロセス運用技術も市販技術となる ・プロセス制御モデルも充分な EE データがあれば完成可能であり、市販アプリケーション化が可能 ・装置管理技術では、メンテナンス時期を予測する予防保全アプリケーションや、稼働状態を
モニタリングするためのNPW投入時期の判断を行うアプリケーション、品質不良の装置側要因を解析するアプリケーションなど広い応用範囲への展開も可能
装置サプライヤとデバイス・メーカ共同での装置の垂直立ち上げ

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete 6
-装置サプライヤとデバイス・メーカの責任を明確に分担する事により、効率の良い立ち上げが
可能となる。 ②装置サプライヤ側の業務の変化 装置サプライヤの運用ノウハウを販売する事業の出現が予測できる(装置サプライヤのみならず、
サードパーティの出現も予測できる → サードパーティの参入) -サプライヤ間の協業が容易化 -プロセス性能開発にリソースを集中できる -サービス品質の向上やサービスのアウトソーシングも可能 → サードパーティの参入
③サードパーティの参入 ソフトウェア・サプライヤやメンテナンス専門会社等のサードパーティの参入/出現が予測できる -前述したノウハウをパッケージ化したサービスやソフトウェアを専門に扱うサードパーティ企業
が出現する -サービスのアウトソーシングにより、業務を装置カテゴリやプロセスに特化した企業も出現する
可能性がある
EESアプリアプリアプリアプリ
ケーション1ケーション1ケーション1ケーション1
EESアプリアプリアプリアプリ
ケーション1ケーション1ケーション1ケーション1
データ保存(EESサーバ)データ保存(EESサーバ)データ保存(EESサーバ)データ保存(EESサーバ)データ保存(EESサーバ)データ保存(EESサーバ)データ保存(EESサーバ)データ保存(EESサーバ)
EESアプリアプリアプリアプリ
ケーション2ケーション2ケーション2ケーション2
EESアプリアプリアプリアプリ
ケーション2ケーション2ケーション2ケーション2
EESアプリアプリアプリアプリ
ケーション3ケーション3ケーション3ケーション3
EESアプリアプリアプリアプリ
ケーション3ケーション3ケーション3ケーション3
装 置装 置装 置装 置装 置装 置装 置装 置
装置エンジニアリングデータインタフェース装置エンジニアリングデータインタフェース装置エンジニアリングデータインタフェース装置エンジニアリングデータインタフェース
EESアプリアプリアプリアプリ
ケーション1ケーション1ケーション1ケーション1
EESアプリアプリアプリアプリ
ケーション1ケーション1ケーション1ケーション1
データ保存(EESサーバ)データ保存(EESサーバ)データ保存(EESサーバ)データ保存(EESサーバ)データ保存(EESサーバ)データ保存(EESサーバ)データ保存(EESサーバ)データ保存(EESサーバ)
EESアプリアプリアプリアプリ
ケーション2ケーション2ケーション2ケーション2
EESアプリアプリアプリアプリ
ケーション2ケーション2ケーション2ケーション2
EESアプリアプリアプリアプリ
ケーション3ケーション3ケーション3ケーション3
EESアプリアプリアプリアプリ
ケーション3ケーション3ケーション3ケーション3
装 置装 置装 置装 置装 置装 置装 置装 置
装置エンジニアリングデータインタフェース装置エンジニアリングデータインタフェース装置エンジニアリングデータインタフェース装置エンジニアリングデータインタフェース
EESアプリアプリアプリアプリ
ケーション1ケーション1ケーション1ケーション1
EESアプリアプリアプリアプリ
ケーション1ケーション1ケーション1ケーション1
データ保存(EESサーバ)データ保存(EESサーバ)データ保存(EESサーバ)データ保存(EESサーバ)データ保存(EESサーバ)データ保存(EESサーバ)データ保存(EESサーバ)データ保存(EESサーバ)
EESアプリアプリアプリアプリ
ケーション2ケーション2ケーション2ケーション2
EESアプリアプリアプリアプリ
ケーション2ケーション2ケーション2ケーション2
EESアプリアプリアプリアプリ
ケーション3ケーション3ケーション3ケーション3
EESアプリアプリアプリアプリ
ケーション3ケーション3ケーション3ケーション3
装 置装 置装 置装 置装 置装 置装 置装 置
装置エンジニアリングデータインタフェース装置エンジニアリングデータインタフェース装置エンジニアリングデータインタフェース装置エンジニアリングデータインタフェース装置エンジニアリングデータインタフェース装置エンジニアリングデータインタフェース装置エンジニアリングデータインタフェース装置エンジニアリングデータインタフェース
図図図図 1-4 データ構造とインタフェースのオープン性データ構造とインタフェースのオープン性データ構造とインタフェースのオープン性データ構造とインタフェースのオープン性
前頁の図(図 1-4)は、オープン化されたインタフェース上にアプリケーションが搭載されるイメージ図である。ここで搭載されるアプリケーション 1~3は装置サプライヤが開発する場合、デバイス・メーカが開発する場合、サードベンダが開発し、装置サプライヤもしくはデバイス・メーカが購入する場合が
考えられるが、自由で容易な EES アプリケーションの搭載にはインタフェースが標準化され、そこから出力されるデータの構造がオープン化され標準化される必要がある。
1.2.3. EESの必要性の必要性の必要性の必要性
1.2.3.1. 装置機能性能の検証装置機能性能の検証装置機能性能の検証装置機能性能の検証 装置動作には、大きく分けて装置の基本機能の動作と、装置のプロセス機能の動作がある。プロセ
ス動作と、基本機能動作との厳密な区別が存在する訳ではないが、ウェーハをプロセス・チャンバの正
しい位置に載置、その後所定のタイミングで、必要なガスを所定のプロファイルで流す、等のプロセス
が生起するために必要な状態を出現させる、いわばお膳立てを行う機能を、本書では基本機能と考え

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete 7
ている。更に例を挙げれば、真空装置であれば所定の真空排気速度が得られること、所定のガス流を
流せること、加熱処理について言えば、ウェーハを加熱するための、例えばヒートブロックが正しく温調
できること、更に一般的な機能では、ウェーハのハンドリングが正しく制御され、また動作が正確である
こと等である。 これに対して、プロセス機能性能は、プロセス中のウェーハへの異物付着が規定数以下である着工
期間の長さ、反応速度、エッチングでは選択比、反応分布(膜厚分布、エッチングレート分布、選択比
分布)、エッチング異方性、成膜被服特性、抵抗値分布、等である。 上記のように装置機能を比べると、お膳立て機能については、十分に良く制御することができるが、
プロセス機能性能は、お膳立ての範囲を越える不明あるいは、不随意のファクタが介在し、所定の性
能の長期間維持することが難しいなどの問題となって出現する。このようなお膳立てから一歩実際にウ
ェーハ表面で生起している反応に迫るためには、しばしば In-Situモニタリング等のセンサの組み込みによって、直接反応からの情報を得ようと努力がなされるのが一般である。しかしながら一般的には、
そのような反応の直接のモニタリングは容易ではなく、またはそのような技術が開発されていることは稀
である。十分に良好な特性を有する In-Situモニタが開発されていると、そのモニタ技術によって、不随意の要素は、制御可能なパラメータとして装置によって制御されることになる。 本書では、概略プロセス性能に関連する情報の発信については、現在プロセス装置に要求されて
いるのと同等以上のものが備わっていることを要求しているが、特に従来から十分に注意が払われて
いなかった装置の基本機能の監視に必要なデータの発信機能も、同じく重要であることを強調してお
く。
1.2.3.2. 装置納入前での装置納入前での装置納入前での装置納入前での EES活用活用活用活用 装置が設計通り動作していることを確認することは、確実な動作を行う装置を完成させる大前提であ
る。特に開発機から初号機までには、装置開発の効率化が重要であり、合理的で正確な装置動作の
検証方法を使用することは重要である。 装置サプライヤは、上記 2 つの装置の機能性能について、設計値或いは、正常値を明確に示し、
そしてその値の検証を行うに必要十分な監視機能を提供するべきである。本書で言及している DEEは、その機能を活用する観点で定義している。 開発機のデバッグに EE データの発信機能と外部の EE 機能は有用であるが、更に納入装置の出
荷前検査にとっても有用である。 装置の機能性能に不具合が無いことを十分に確認してから納入することは言うまでもなく重要であ
るが、その確認方法が経験的で、科学的でない場合が多い。納入前に 2,000枚の動作試験を行うことは大事であるが、その際に、本書が要求しているように装置の基本機能性能の確認と再現性、あるい
は、不具合の発見、機能部品の個性の認識、初期性能の科学的な確認、を実施することができると、
装置納入後の故障率あるいは故障によるダウンタイムの縮減に効果があることは疑いを入れない。 ごくあたりまえのことであるが、装置の故障は、いくつかの部品の不具合が競合脱線的に発展して
装置を停止させ修理を行わなければならないような発生の仕方は稀であり、単一の部品の不具合で、
十分に決定的な装置停止に至る故障を起こしえる。換言すれば、できるだけ広い範囲で装置内構成
要素の監視を行い、できるだけ早い時点で、不具合の発生を察知すること以外に、故障修理時間の
縮減する方法は無い。従って装置納入前に、単に 2,000枚のウェーハが無事流れたという結果のみを以ってではなく、最低限本書で要求している装置基本機能の確認をデータベースで科学的に行うこと
が、OEEの根本的な改善には必要である。 このことは特に初号機から 10 号機くらいまでの納入には重要である。装置の生産工程の習熟度が
十分でない、また多く改善と改良とが行われながら生産されることが想定されるからである。
1.2.3.3. 装置納入後の装置納入後の装置納入後の装置納入後の EESの活用の活用の活用の活用 装置納入後には、現場での装置インストールから調整、性能確認、そして引渡しというシナリオが一
般的である。この装置性能の確認中には多くの基本機能のデータが取得でき、引渡し以降の基準デ
ータとして活用される。即ち、引渡し時の基本特性を最良の値として用い、これ以降の性能劣化の判
定に使用する。 ここで注意しなければいけないことは、種々の動作時間などを細かく観察できることがあっても、装
置にとって重要な劣化がどこであるかということは、我々デバイス・メーカは勿論、装置サプライヤも現

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete 8
状ではEES実装の実績がないために、熟知しているとは言えない事であり、データの解釈には我々は十分な経験をつんでいないことを認識すべきである。
1.2.3.4. 装置引渡し後の装置引渡し後の装置引渡し後の装置引渡し後の EES活用活用活用活用 装置の多くの基本機能の性能については、常時モニタがなされるべきである。装置の基本機能の
劣化は通常、緩慢な進行をするので、リアルタイムでのモニタリングは必要が無い。例えば、装置基本
機能性能のデータを数秒に一回送信し、装置外部の EE 機能によって、いわば数秒分のバッチ処理を行い、常時監視を行うシナリオが考えられる。 装置の基本機能の確認は、実行されるプロセスによって影響を受けない診断方法を採用することが
重要である。具体的な例を示すと、ウェーハ搬送は、ロードロックチャンバにウェーハが入ってから、目
的とする「第一プロセス・チャンバ」に入るまでの時間を測定して、ベースデータと比較するなどは、基
本機能の監視として殆ど実用となりえない。 ロードロックの排気の時間は、変化するので、排気に要した時間と純粋に搬送に要した時間とを分
離する必要がある。 また、「第一チャンバ」にどのウェーハも行くわけではなく、プロセスレシピによっては、違うウェーハ
の経路である場合がある。従って、装置内のウェーハ移動の各単一動作のレベルで、移動時間を取
得し、比較することが良い方法である。このようなデータ取得の注意点を十分に検討し、データ数もた
くさん集まり、正確な比較ができる刻みに動作を分け監視する必要がある。 上記したダイナミックにデータが発生し、そのデータを逐次検査するという業務があるが、一方スタ
ティックな装置定数とも言うべきデータの監視業務も重要である。 そのような例としては、装置に組み込まれている種々のインターロックの閾値を装置の外部から読み、
有るべき値との比較をする、またインターロックの動作が停止されているものはないか監視するという業
務がある。このような閾値の設定が本来の値でないと装置の不具合の検出そのものができなくなること
がある。また非常にしばしばインターロック機能を停止させたまま装置を稼動させ、不良な処理を行っ
てしまった例は枚挙に暇が無い。
1.2.3.5. 装置メンテナンス後、修理後、改造後、調整後、人手作業後装置メンテナンス後、修理後、改造後、調整後、人手作業後装置メンテナンス後、修理後、改造後、調整後、人手作業後装置メンテナンス後、修理後、改造後、調整後、人手作業後 装置メンテナンス後、修理後、改造後、調整後には十分な装置の性能確認を行わなければならな
いし、またソフトウェアのバージョンアップ後などでは、かえって不具合を作りこむ可能性も非常に高い。
従ってプロセス機能の性能が復帰した等の確認とともに装置基本機能性能の確認もきわめて重要で
ある。このような装置基本機能性能の確認は 従来作業者が行っているが、作業者が性能確認を行う事は非常に難しく、定型化、自動化的な手法を準備し、装置の製造への復帰を確実で迅速なものに
する強いニーズがある。 作業者が確実な装置調整を行ったかを数値的に迅速に確認することも重要である。定量性のある
把握をせず行う装置調整は、プロセス機能の性能調整程度として、装置の基本機能に関わる性能に
ついては定量化の手段をもつことが、現場での装置の間違いの無い保守を実現することに直接繋が
る重要な要求であり、本書ではそのような機能を要求する代わりに、装置側には本事項に関連する有
用なデータの装置からの送出を要求している。 作業者の作業内の結果をシステムが知ることができることは、今までには殆ど不可能なこととしてあ
きらめられた事項である。しかし DEE データを使い、また他の装置基本機能の性能を知る手段をあわせ用いることで、人手作業の幾ばくかを自動的にログとして記録できる。このことは作業者のモラルの
向上にも繋がる効果も予想できる、きわめて重要な EESの機能である。
1.2.3.6. 装置故障原因の追求装置故障原因の追求装置故障原因の追求装置故障原因の追求 種々の装置故障が有り、その原因も様々である。EES 対応の装置では、装置の詳細な稼動データが記録されているので、故障が発生した場合に、従来よりもはるかに容易に、故障の原因を同定する
ことができる可能性が高い。また逆に、故障と見える装置動作が、実はその部位の故障ではなく、他の
部位との関連で、通常とおりの動作を行わなかったなどの状況を知ることもできる。 このような機能は、通常装置に装備されている故障アラームとは大きく異なるものであり、故障からの
回復時間を短縮するのに有効である。 また装置の詳細な稼動記録が装置外部に出力されているために、故障原因を同定するためのソフト
EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete 9
機能も、随時より便利で、正確なものに置き換える、あるいは、バージョンアップをすることも可能である。
ノウハウを蓄積することで、当然複雑な診断機能のアプリケーションに成長させえることもEESの大きな特徴である。
1.2.3.7. 装置動作経緯の電子化装置動作経緯の電子化装置動作経緯の電子化装置動作経緯の電子化 プロセス装置にとっての一番単純で重要な経緯は、処理枚数来歴である。多くの装置では、装置が
着工していない時間が暫く続くと、その無着工時間後に初めてくるウェーハの処理性能が、連続着工
時と異なることが観測される。その原因は、ウェーハの温度に違いが出るためだったり、プロセス・チャ
ンバ内のガス分圧が異なるためであったり、多くの要因がある。 このようなプロセス性能の変動に対して何らかの装置内状態の補正や、単にエッチング時間を延長、
あるいは、短縮する等の対抗処置を取る場合、無着工時間の長さ、無着工時間後からの処理枚数な
どが重要な指標となる。例えばCMPなどでは ダミーを処理したのか、またその研磨膜厚、枚数、製品、製品の研磨量、これらをあるモデルに従って、無着工時間からの処理全体の影響を計算し、対抗する
処置を立てることになる。 EES では装置からの経緯データが得られることを要求しており、必要であれば処理内容を参照することができるので、上記した計算を実施することが可能である。このように装置の事情を反映した情報
を活用し、APC を適用することができるので、EES で扱うデータは、プロセスの安定化への貢献も大きい。
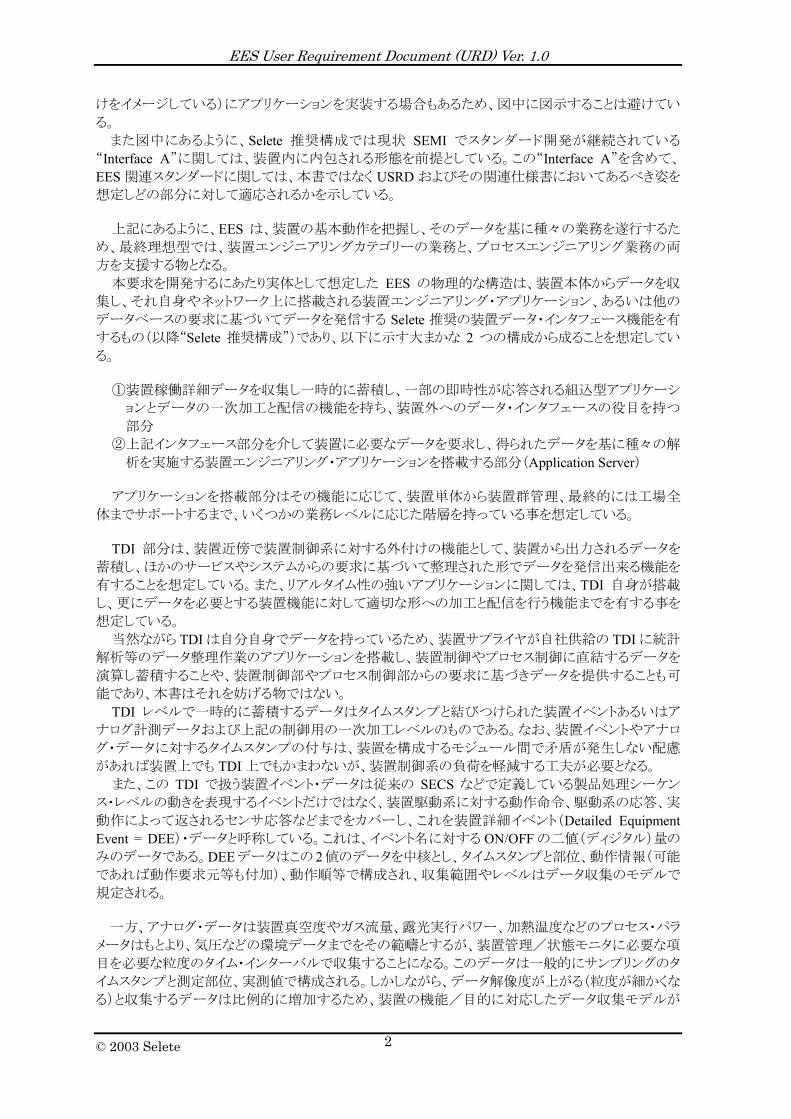
1.2.3.8. 外部センサ・データの紐付け外部センサ・データの紐付け外部センサ・データの紐付け外部センサ・データの紐付け EES では装置からの詳細なステータス情報が得られることを前提としており、装置に後から取り付けられたモニタセンサからのデータと、その装置詳細ステータスデータとを合わせて用いることで、モニタ
センサが意味のある信号を出力し始めたタイミングをステータスの変化(通常は何らかのプロセスの開
始タイミング)から知ることができ、装置外部のアプリケーションによって、データの切り出しと、その切り
出したデータが、どのようなプロセスと、どのようなプロセス条件を狙った設定条件の元で、モニタした
ものであるということが同定できる。このようにすることにより、外付けセンサのデータの活用が大きく便
利になる。
EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
10
1.3. ドキュメントの現在状態ドキュメントの現在状態ドキュメントの現在状態ドキュメントの現在状態 本版でカバーしている範囲は下記の通りである。 • 同一種類の装置の性能維持管理する狭義の EESを中心に記述している。
1.3.1. 未対応部分未対応部分未対応部分未対応部分 本版でカバーされていない範囲は下記の項目である。 • 異なる装置に接続される狭義の EES間を結ぶ、あるいは外部との連結まで視野に入れた広義
の EESについては、概念定義のレベルに留まっている(次版以降で収録予定)。
EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
11
1.4. 参考文献参考文献参考文献参考文献 本書で記述する機能の要求は EEC(Equipment Engineering Capability)ガイドラインに基づくもの
である。
1.4.1. ベースドキュメントベースドキュメントベースドキュメントベースドキュメント 本書のベースドキュメントとして、下記の3つの仕様書が参照されている。 1) 装置エンジニアリング機能 EECガイドライン(フェイズ 2.5)
URLは下記の通り 日本語版:http://www.selete.co.jp/SeleteHPJ1/Data/0209a01.pdf 英語版 :http://www.selete.co.jp/SeleteHPJ1/Data/0207b01.pdf
2) EES Implementation Requirement Document (IRD) Version 1.7 現状は日本語版のみで URLは下記の通り 日本語版:http://www.selete.co.jp/SeleteHPJ1/Data/0210e01.pdf
3) EES User System Analysis Document (USAD) Version 1.5 現状は日本語版のみで URLは下記の通り 日本語版:http://www.selete.co.jp/SeleteHPJ1/Data/?????(TBD)
※上記のドキュメントは全て随時アップデートされるため、最新版は Selete Webサイトで確認願いたい。
1.4.2. その他参照すべき資料その他参照すべき資料その他参照すべき資料その他参照すべき資料 上記ベースドュメントの他に以下の SEMI Workshop予稿集が参照できる SEMI Workshop on e-Manufacturing and APC/FDC予稿集 2001年 2月 23日 東京コンファレンスセンター SEMI e-Manufacturing Workshop 予稿集 2001年 6月 7日 主婦会館 SEMI e-Manufacturing Workshop 予稿集(CD-ROM) 2001年 12月 4日 ホテル・ルポール麹町 SEAJ 「EESビジネスモデルについて-e-Manufacturing時代に向けたビジネス展開-」 SEAJ EES委員会 2002年度活動報告書 JEITA/SEAJ/Selete e-Manufacturingビジネスへの始動 セミナー予稿集(CD-ROM) 2003年 6月 13日 東京商工会議所 国際会議室
EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
12
2. 装置エンジニアリング業務分析(装置エンジニアリング業務分析(装置エンジニアリング業務分析(装置エンジニアリング業務分析(EE Operation Analysis)))) ここでは、EESを導入する際に工場レベルで前提とする条件について記す。 EES を導入する際に、MES ドメインにある機能役割の一部(例えば、装置稼働管理など)を EESへ
委譲することもあり得る。 2.1. データに基づいた装置エンジニアリング業務のあり方データに基づいた装置エンジニアリング業務のあり方データに基づいた装置エンジニアリング業務のあり方データに基づいた装置エンジニアリング業務のあり方 本章では、代表的な装置エンジニアリング業務を装置から得られるデータを基にした場合を想定し、
分析している。
2.1.1. 保守保全対応保守保全対応保守保全対応保守保全対応 本例では保守・保全対応を代表例とするが、類似する故障対応でも場合も作業が一部共通するた
めドメインは同一になる。すなわち、大きくユーザ側とサプライヤ側に分かれる。双方の内訳も同一で
一般的にユーザ側には、装置の保守・保全や調整を行う Maintenance Person、製造装置及び検査装置等の Equipment、MESや部品在庫管理システムのような Factory Systemが存在する。
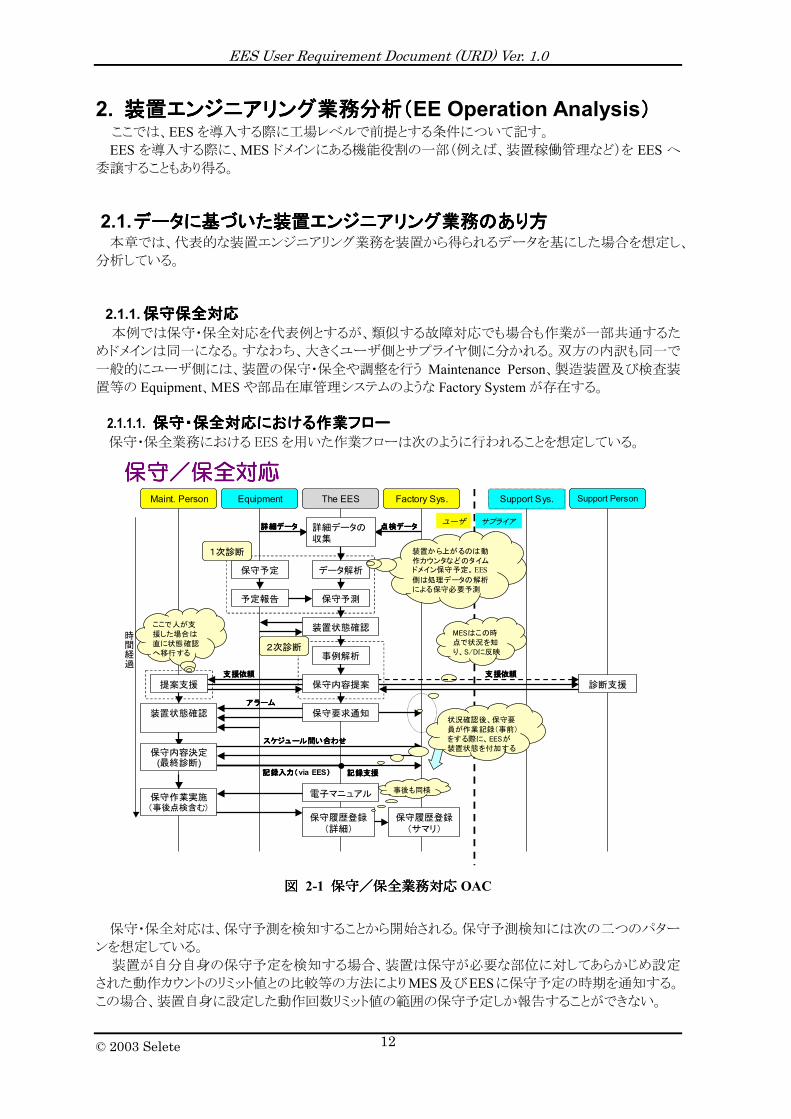
2.1.1.1. 保守・保全対応における作業フロー保守・保全対応における作業フロー保守・保全対応における作業フロー保守・保全対応における作業フロー 保守・保全業務における EESを用いた作業フローは次のように行われることを想定している。
保守/保全対応保守/保全対応保守/保全対応保守/保全対応Factory Sys.The EESEquipmentMaint. Person Support PersonSupport Sys.
詳細データ詳細データ詳細データ詳細データ 点検データ点検データ点検データ点検データサプライアユーザ
詳細データの収集
予定報告
データ解析保守予定
保守予測
事例解析
保守内容提案
装置状態確認
1次診断
アラームアラームアラームアラーム
保守要求通知
2次診断
装置から上がるのは動作カウンタなどのタイムドメイン保守予定。EES側は処理データの解析による保守必要予測
記録入力(記録入力(記録入力(記録入力(via EES)))) 記録支援記録支援記録支援記録支援
保守作業実施(事後点検含む)
装置状態確認
保守内容決定(最終診断)
電子マニュアル
保守履歴登録(詳細)
保守履歴登録(サマリ)
時間経過
提案支援
ここで人が支援した場合は直に状態確認へ移行する
事後も同様
診断支援
MESはこの時点で状況を知り、S/Dに反映
支援依頼支援依頼支援依頼支援依頼支援依頼支援依頼支援依頼支援依頼
状況確認後、保守要員が作業記録(事前)をする際に、EESが装置状態を付加する
スケジュール問い合わせスケジュール問い合わせスケジュール問い合わせスケジュール問い合わせ
図図図図 2-1 保守/保全業務対応保守/保全業務対応保守/保全業務対応保守/保全業務対応 OAC
保守・保全対応は、保守予測を検知することから開始される。保守予測検知には次の二つのパター
ンを想定している。 装置が自分自身の保守予定を検知する場合、装置は保守が必要な部位に対してあらかじめ設定
された動作カウントのリミット値との比較等の方法によりMES及びEESに保守予定の時期を通知する。この場合、装置自身に設定した動作回数リミット値の範囲の保守予定しか報告することができない。

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
13
二つ目は、EES が装置の保守必要状態を検知する場合である。EES は、MES に保守の必要時期を通知する。EESは、装置から送信されるDEEデータやアナログ・データを基に、たとえ装置自身の動作カウンタが保守必要時期のリミットに近づいていなくても、EES は装置の状態を判断し診断するアルゴリズムにより装置が保守を必要とする状態か否かを検知する。判断/診断アルゴリズムは、サプライ
ヤにより更新される。製品の品質検査 或いは、検査工程或いは QC からの情報で、何らかの装置状態の変動があるということを発見するのは、デバイス・メーカのアルゴリズムである。保守必要状態が予
測され、EESがそれを認識するまでを保守・保全の一次診断という。 装置又は、EES自身により保守必要時期の予測が行われると、EESは装置の状態確認を実行する。
状態確認とは、保守・保全作業に必要な詳細データを取得し、保守必要時期が判断された装置状態
を記録した装置が持つ短期装置履歴などの回収を行うことである。 次に EESは、保守内容提案を行う。保守内容提案には次の 3パターンがあるが、EESの機能が充
分に発達した場合は最初のパターンで対処可能となる。残りの 2 パターンは EES の機能が発達する過程で想定される物である。
EES は、保守・保全履歴および、事例対応集を持つ電子マニュアル等から必要となる作業項目の絞込みと作業方法の提案を行い、保守要求を通知する。 二つ目の方法は、サプライヤに保守提案内容を提供し必要となる作業項目と作業方法の提案の絞
込みと作業方法の提案支援を受ける。これは、主に EES上に保守事例が少ない場合や電子マニュアルに対応事例が登録されていない場合がある。 三つ目の方法は、ユーザに保守提案内容を提供し作業項目と作業内容の提案の絞込みと作業方
法の提案支援を受ける。ただし、EESの機能が充分に発達していない段階では、ここからショートカットして保守内容決定、作業実施に至る場合が想定される。 事例解析から保守作業項目の絞込みと作業方法の提案決定までを保守・保全の二次診断という。 保守要求を受けた人は、装置状態の確認を行う。装置の処理履歴調査や現在の状態、EES での
状態確認等を行いながら保守作業項目及び作業方法の最終判断(決断)を行う。EES で装置の状態確認を行う場合、現場での確認ではなく、例えば工場内のオフィスやサプライヤのオフィスなどによる
遠隔地オペレーションが行える。最終的に決定事項(作業項目/方法、対処予定時間等)を EES に認知させ、場合によってはMESにも通知する。 保守・保全作業実施時には、EES は電子マニュアルや動画などにより作業手順を提供する。また、
現場での作業をサポートする EESを通した遠隔地作業指示が行える。 保守・保全作業終了後には、装置の確認作業が行われる。確認作業には、保守・保全作業自体の
終了確認(機械的な確認)と装置性能の確認(プロセス的な確認)の二つの確認がある。 EESは、各作業において作成された報告書を保管/管理し、次の保守・保全対応時に使用する。
2.1.2. 出来映え保証業務対応出来映え保証業務対応出来映え保証業務対応出来映え保証業務対応 出来映え保証を行う場合は、装置健康状態監視のドメインに対して更にFeed Forward 系のAPCか
ら反映されるバリアブル・パラメータを扱う部分が登場する。これはこれまでのドメイン分析の中では
Factory System に含まれるものであるが、出来映え保証では独立した表現が必要となるため登場する。本書では便宜上“APC”と表記しているが、必ずしもこの表現が正しいとは言えないので、注意しなければならない。 また、出来映え保証でサプライヤが登場するシチュエーションはない。出来映え保証関連の作業で
サプライヤが関わる段階になった時点で、それは装置健康状態監視や保守・保全、故障対応の作業
フローに移行する事になる。 出来映え保証は大きく同一装置上の時間変動の吸収と、同一機種の他号機との差異吸収の二つ
に分類される。本書では、同一機種の他号機との差異吸収を扱う「機差変動吸収」について記す。
2.1.2.1. 機差変動吸収における作業フロー機差変動吸収における作業フロー機差変動吸収における作業フロー機差変動吸収における作業フロー 出来映え保証における EES を用いた機差変動吸収の作業フローは次のように行われることを想定

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
14
している(図 2-2 出来映え保証業務(機差変動吸収)対応 OAC)。 機差変動吸収は補正値の計算から始まる(すでに各号機の基本的な処理履歴データがEESのDB
上に蓄えられているのが前提)。 EES は各号機の処理結果と稼働データ、APC からの設定データ、検査装置上の検査結果を用い
て当該装置の号機間ドリフトを計算し、その結果が補正値となる。
検査データ(詳細)問い合わせ検査データ(詳細)問い合わせ検査データ(詳細)問い合わせ検査データ(詳細)問い合わせ
支援依頼支援依頼支援依頼支援依頼
製品処理
出来映え保証:機差変動吸収出来映え保証:機差変動吸収出来映え保証:機差変動吸収出来映え保証:機差変動吸収Factory Sys.APCEquipmentMetrology Eq.
サプライアユーザ
時間経過
製品処理
製品検査検査データ報告検査データ報告検査データ報告検査データ報告
Engineer
前工程の着工指示、検査指示は省略
The EES
加工データ報告加工データ報告加工データ報告加工データ報告
登場せず
バリアブル・パラメータの計算含む
補正値計算処理レシピ問い合わせ処理レシピ問い合わせ処理レシピ問い合わせ処理レシピ問い合わせ
製品着工指示(現工程)
レシピ展開
補正値設定
製品処理
補正値計算支援
アルゴリズムのメンテ等
Equipment
加工データ報告加工データ報告加工データ報告加工データ報告
検査完了報告検査完了報告検査完了報告検査完了報告
検査データ報告検査データ報告検査データ報告検査データ報告
製品検査
製品検査指示
着工指示(プロセスID、装置ID、工程ID着工指示(プロセスID、装置ID、工程ID着工指示(プロセスID、装置ID、工程ID着工指示(プロセスID、装置ID、工程ID))))
着工指示着工指示着工指示着工指示着工指示着工指示着工指示着工指示
処理データ処理データ処理データ処理データ
処理結果(データのサマリ含む)処理結果(データのサマリ含む)処理結果(データのサマリ含む)処理結果(データのサマリ含む)
図図図図 2-2 出来映え保証業務(機差変動吸収)対応出来映え保証業務(機差変動吸収)対応出来映え保証業務(機差変動吸収)対応出来映え保証業務(機差変動吸収)対応 OAC
計算された補正値は装置上のレシピ・ライブラリに対応する補正値のライブラリを設け蓄積する。こ
の場合、号機間差の補正データはレシピに対する補正データのオフセットとなる。 次に同一レシピで処理する製品が装置に仕掛かったときに、工場システムからの着工指示をトリガ
にして、レシピに対応した号機間補正のオフセットがかかった補正値を装置に送信する。 なお、チャンバ間差吸収も基本的な作業フローは同一となる。ただし、この場合、検査装置とプロセ
ス装置および EES の間で関係付けられるデータには装置上での処理チャンバ情報(チャンバ番号や搬送ルート等)が付加される必要がある。
2.1.3. 部材管理業務対応部材管理業務対応部材管理業務対応部材管理業務対応 部材管理には大きく部品/材料の部材引当管理と部材補充管理が挙げられる。 部材管理に関するドメインは、作業の確認を行う人間(ここではメンテナンスを行う作業者
=Maintenance Personを想定。状況によっては変わる場合もあり得る)、EES、Factory System、Supplierとなる。更に EES と Factory System の中でもインタラクションを記述する必要があるため、EES を更にJudgment Engine、Electric Manual、Parts Management の3つに、Factory System を Inventory Management と Scheduler/Dispatcher(S/D)の2つに細分化している。 (注:在庫管理への発注依頼に関しては、広義の EESが受け持つ範疇になる。本書は狭義の EESの範疇に記述を絞っているため、部材管理に対して必要な機能は概略のみしか記述されていない) なお、作業の順番から考えると部材補充管理が先にあるべきだが、ドメイン間のインタラクションの表
EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
15
現を簡略化する都合上、部材引当管理を先にしている。
2.1.3.1. 部材管理における作業フロー部材管理における作業フロー部材管理における作業フロー部材管理における作業フロー 部材管理は大きく部材引当管理と部材補充管理に分類される。各パーツの交換来歴記録やバー
ジョン管理などはこの作業フローに記述された作業結果を参照する事で可能となるため、本作業フロ
ーでは省略している。
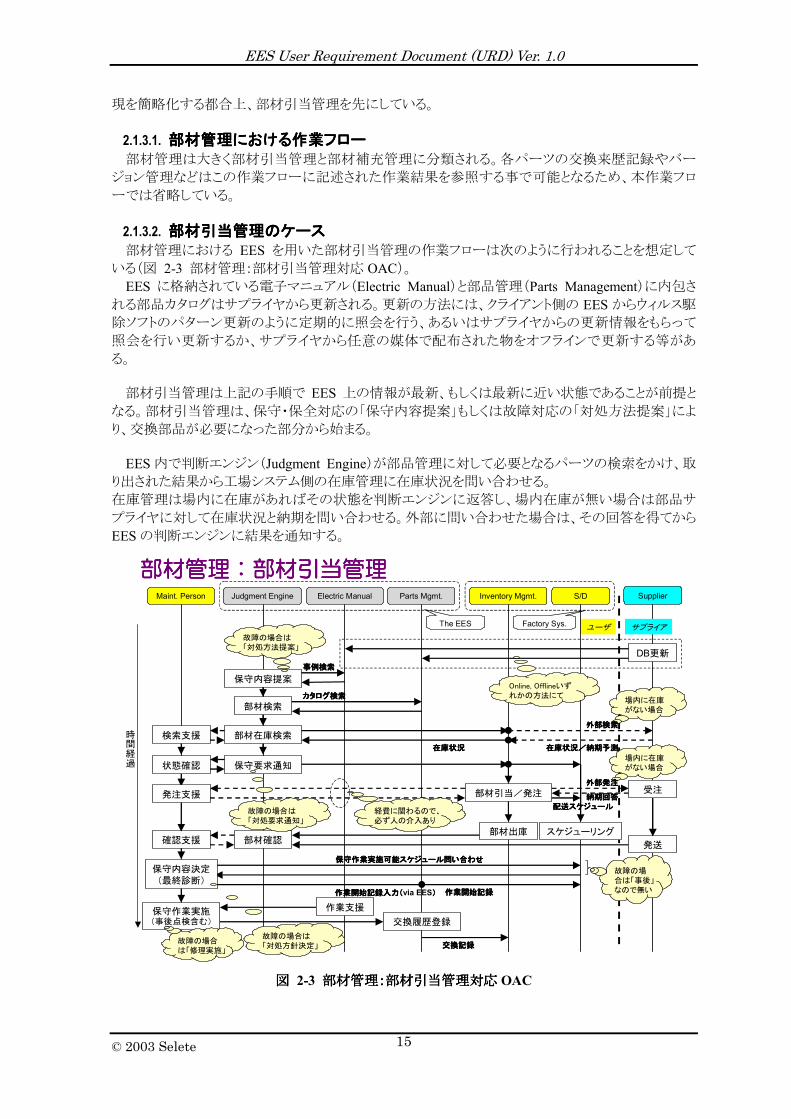
2.1.3.2. 部材引当管理のケース部材引当管理のケース部材引当管理のケース部材引当管理のケース 部材管理における EES を用いた部材引当管理の作業フローは次のように行われることを想定している(図 2-3 部材管理:部材引当管理対応 OAC)。
EES に格納されている電子マニュアル(Electric Manual)と部品管理(Parts Management)に内包される部品カタログはサプライヤから更新される。更新の方法には、クライアント側の EES からウィルス駆除ソフトのパターン更新のように定期的に照会を行う、あるいはサプライヤからの更新情報をもらって
照会を行い更新するか、サプライヤから任意の媒体で配布された物をオフラインで更新する等があ
る。 部材引当管理は上記の手順で EES 上の情報が最新、もしくは最新に近い状態であることが前提と
なる。部材引当管理は、保守・保全対応の「保守内容提案」もしくは故障対応の「対処方法提案」によ
り、交換部品が必要になった部分から始まる。
EES内で判断エンジン(Judgment Engine)が部品管理に対して必要となるパーツの検索をかけ、取り出された結果から工場システム側の在庫管理に在庫状況を問い合わせる。 在庫管理は場内に在庫があればその状態を判断エンジンに返答し、場内在庫が無い場合は部品サ
プライヤに対して在庫状況と納期を問い合わせる。外部に問い合わせた場合は、その回答を得てから
EESの判断エンジンに結果を通知する。
ユーザ
部材管理:部材引当管理部材管理:部材引当管理部材管理:部材引当管理部材管理:部材引当管理S/DInventory Mgmt.Electric ManualJudgment Engine
サプライア
時間経過
Maint. Person Parts Mgmt. Supplier
The EES Factory Sys.
保守内容提案
スケジューリング
部材検索
部材在庫検索
場内に在庫がない場合
検索支援
部材引当/発注
場内に在庫がない場合保守要求通知
発注支援 受注外部発注外部発注外部発注外部発注
配送スケジュール配送スケジュール配送スケジュール配送スケジュール納期回答納期回答納期回答納期回答
発送部材確認部材出庫
確認支援
状態確認
DB更新
Online, Offlineいずれかの方法にて
故障の場合は「対処方法提案」
故障の場合は「対処要求通知」
事例検索事例検索事例検索事例検索
カタログ検索カタログ検索カタログ検索カタログ検索
作業支援
交換履歴登録
作業開始記録入力(作業開始記録入力(作業開始記録入力(作業開始記録入力(via EES)))) 作業開始記録作業開始記録作業開始記録作業開始記録
保守内容決定(最終診断)
保守作業実施可能スケジュール問い合わせ保守作業実施可能スケジュール問い合わせ保守作業実施可能スケジュール問い合わせ保守作業実施可能スケジュール問い合わせ
故障の場合は「事後」なので無い
故障の場合は「対処方針決定」
外部検索外部検索外部検索外部検索
保守作業実施(事後点検含む)
在庫状況/納期予測在庫状況/納期予測在庫状況/納期予測在庫状況/納期予測在庫状況在庫状況在庫状況在庫状況
交換記録交換記録交換記録交換記録故障の場合は「修理実施」
経費に関わるので、必ず人の介入あり
図図図図 2-3 部材管理:部材引当管理対応部材管理:部材引当管理対応部材管理:部材引当管理対応部材管理:部材引当管理対応 OAC

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
16
判断エンジンは得た部品情報を元に工場システムのスケジューラ/ディスパッチャに作業スケジュ
ール案を保守要求通知の形で報告する。同時に在庫管理にも同じ情報を報告されるため、在庫管理
は場内在庫の配送もしくは外部にパーツ発注を行ったうえでその納期をもらい、可能スケジュールとし
てスケジューラ/ディスパッチャに報告する。 工場システムのスケジューラ/ディスパッチャは保守のスケジューリング(製品の処理スケジュール
の組み替えを含む)を行い、メンテナンス作業者の問い合わせに対して結果を通知する。 その一方で在庫管理は場内在庫の割り当てを行い、場外に発注した場合はサプライヤからパーツが
納入される。 入手したパーツは EESの判断エンジンで確認された後、保守作業に使用される。 保守作業実施にあたっては、工場システムのスケジューラ/ディスパッチャに作業開始スケジュール
を問い合わせ、それに準じて実作業を実施する。 作業開始は EESから入力を行い工場システムのスケジューラ/ディスパッチャに対して作業開始が報告される。 保守作業実施後はパーツ管理に交換記録が登録され、その結果が在庫管理に反映される。
故障対応時の部材引き当て管理は作業名称が若干異なる事と、事後作業であるため、スケジューラ
/ディスパッチャに対してスケジュールの問い合わせが発生しない以外は同一のフローとなる。 なお、部材発注に関しては費用がからむため、必ず人間が確認作業を行うものとする。
2.1.3.3. 部材補充管理のケース部材補充管理のケース部材補充管理のケース部材補充管理のケース 部材補充管理における EES を用いた在庫管理の作業フローは、部材引き当て結果を開始点として
次のように行われることを想定している。
ユーザ
部材管理:部材補充管理部材管理:部材補充管理部材管理:部材補充管理部材管理:部材補充管理S/DInventory Mgmt.Electric ManualJudgment Engine
サプライア
時間経過
Maint. Person Parts Mgmt. Supplier
The EES Factory Sys.
保守作業実施(事後点検含む)
電子マニュアル
DB更新
Online, Offlineいずれかの方法にて
納期回答納期回答納期回答納期回答部材発注
作業開始記録入力(作業開始記録入力(作業開始記録入力(作業開始記録入力(via EES)))) 作業開始記録作業開始記録作業開始記録作業開始記録
保守内容決定(最終診断)
交換記録交換記録交換記録交換記録(マクロ情報)(マクロ情報)(マクロ情報)(マクロ情報)
発注支援発注発注発注発注
発送確認支援
在庫受入
スケジューリング支援
経費に関わるので、必ず人の介入あり
パーツ・カタログ照会パーツ・カタログ照会パーツ・カタログ照会パーツ・カタログ照会
交換履歴登録
交換時期予測
必要時期通知
スケジューリング支援
補充計画立案
部材確認
受注
故障の場合は「対処方針決定」
故障の場合は「修理実施」
図図図図 2-4 部材管理:部材補充管理対応部材管理:部材補充管理対応部材管理:部材補充管理対応部材管理:部材補充管理対応 OAC
EES に格納されている電子マニュアルと部品管理に内包される部品カタログは、部材引当管理と同
様にサプライヤから更新される。方法は部材引当管理の章参照のこと。
EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
17
部材補充管理でも上記の手順で EES 上の情報が最新、もしくは最新に近い状態であることが前提となる。 部材補充管理は、「保守作業実施後」(故障対応の場合は「修理実施後」)の交換履歴登録から始
まる。パーツ管理が部品の交換履歴に基づき、次回の交換時期を予測する。予測した結果は在庫管
理に渡され、在庫管理はその情報に基づき部材の補充計画を立案する。更に在庫管理は補充計画
に基づき必要時期に部材の発注を行う。 サプライヤ側は在庫管理からの発注情報に基づき、受注、納期回答後、可能な時期に部材を発送
/納入する。 納入された部材は EES の判断エンジンなどで仕様が確認されたあと、在庫管理の管理下に入り在
庫として登録される。 なお、部材発注に関しては費用がからむため、前項同様に必ず人間が確認作業を行うものとする。

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
18
2.2. 現状の装置エンジニアリング業務分析現状の装置エンジニアリング業務分析現状の装置エンジニアリング業務分析現状の装置エンジニアリング業務分析 本章では現状の装置エンジニアリング業務、及び EES導入後の業務についての分析をおこなう。 装置エンジニアリング業務は、(1) 装置自身の基本性能にかかわる部分のエンジニアリングに属する業務(以下 EE業務)、と (2) プロセスレシピなどを含むデバイス・メーカの製品製造におけるノウハウを含んだプロセスエンジニアリングに属する業務(PE業務)とに大別できる。 ここでは、EE業務を分析することで EESに対するユーザ要求を分析することを主目的とし、PE業務
に関しては、EES 導入後の業務形態の例、および既存システム(HOST)との関連を記述するにとどめる。
2.2.1. 装置維持保全装置維持保全装置維持保全装置維持保全
2.2.1.1. 保全体系保全体系保全体系保全体系
保全
設計
維持
改善
保全予防
予防保全
事後保全
改良保全
時間計画保全
状態監視保全
日常保全
定期保全
予知保全
品質保全
図図図図 2-5 保全体系の定義保全体系の定義保全体系の定義保全体系の定義
表表表表 2-1 保全の分類と定義保全の分類と定義保全の分類と定義保全の分類と定義
分類分類分類分類 保全名称保全名称保全名称保全名称 定義定義定義定義
設計 保全予防 Maintenance Prevention
製造装置の計画や設計・制作の段階で、信頼性、保全性、経済性など
の高い設備を設計し保全費や劣化損失を低下させること。
事後保全 Breakdown Maintenance
製造装置が故障したり性能が低下したりしてから修理等の保全作業を
行うこと。 維持
予防保全 Preventive Maintenance
製造装置の計画的な保全作業を行うこと。予防保全は、時間計画的な
ものと状態監視的なものに分けられる。 日常
保全 Routine Maintenance
製造装置の故障の予防または早期発見の為に行われる清掃、調整、
備品取り替え等の事。必要性などに関わらず周期的に行われるもの。
時間
計画
保全
定期
保全 Periodic Maintenance
保全の適正周期を決め、それに従って消耗品の取り替えなどをおこな
い、故障する前に周期的に保全をおこなうこと。 予知
保全 Predictive Maintenance
運転中の製造装置の状態を科学的に診断し、その状態を基準に保全
時期を決定する保全。 状態
監視
保全
品質
保全 Quality Maintenance 製品品質の変動を抑制することを主眼とした保全。
改善 改良保全 Corrective Maintenance
製造装置の材質や形状などを改良し、設備の信頼性や操作性や性能
を向上させること。
日本生産管理学会編集 生産管理ハンドブック日刊工業新聞社 1999 より
EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
19
EES を想定すると、装置における保全の情報を一元管理し、蓄積した情報を分析することが可能と
なり、効率的な保全活動につなげやすくなる。これは、感覚的な判断から保全作業を実施するのに比
べ、保全コストや故障回数削減の効果が得られる事に繋がる。
特に情報技術の活用によって従来不可能なものが可能となっている。この先端技術を常にキャッチ
アップしつつ保全周期の適正化と延長化を行う。
また、故障の履歴や保全作業の履歴を電子的に管理しておくことで、集計作業や分析作業が容易
になる。 従来の時間計画保全(TBM)から、IT を活用した状態監視保全(CBM)主体の装置診断方法を導
入する。定められたインターバルで定期的に点検する TBM(時間基準保全)と機器の状態を常に把握してメンテナンスする CBM(状態監視保全)技術をうまく組み合わせて、保全コストを下げる。 保全方式の決定:保全方式の決定:保全方式の決定:保全方式の決定:
装置の各部位について、重要度に基づき、TBM 、CBM の最適組合せを決定し、個々の部位の保全内容を決定する。保全をするということは、部品等が劣化するからであり、従って保全の方法を決
めることは部品等の劣化予測に基づく結果ということになる。 決められた保全方法に基づいて検査・整備(対処)を実施し、その結果を検証する。 もし、事前に決めた劣化予測とことなるのであれば、保全方法を変更する。このように、保全は常々、
評価を行いながら進める必要があり、その評価技術とそのための支援ツールが不可欠である。
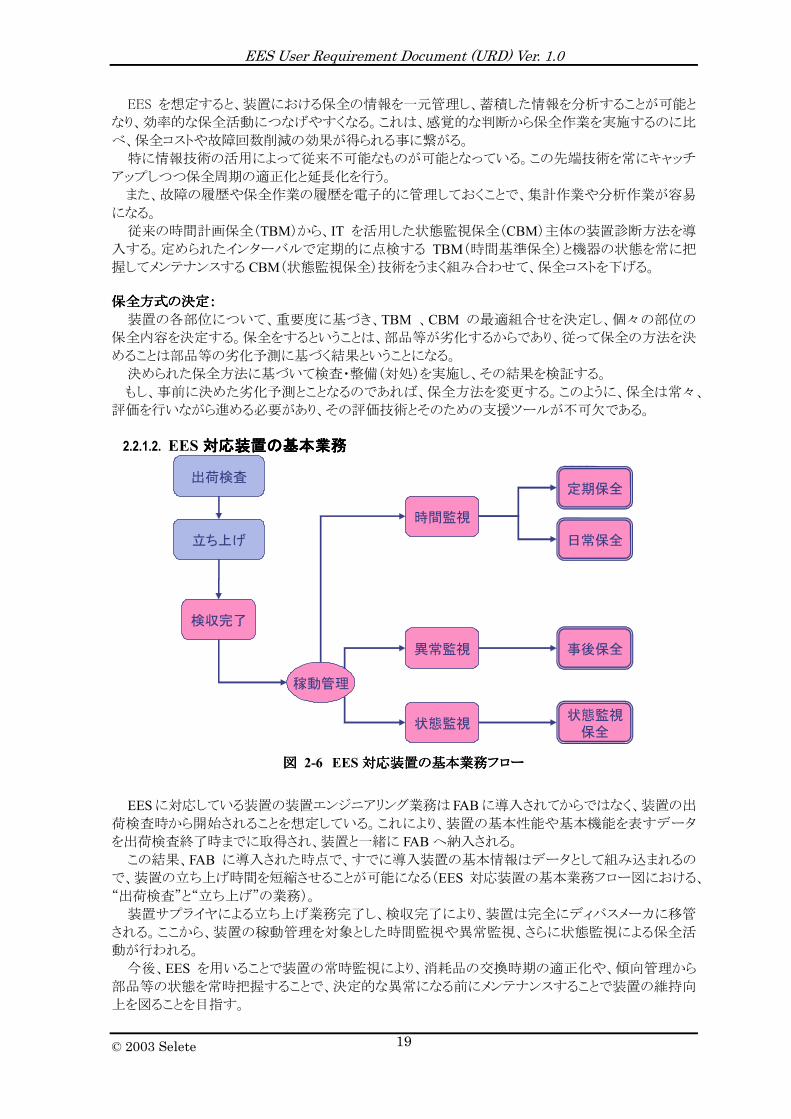
2.2.1.2. EES対応装置の基本業務対応装置の基本業務対応装置の基本業務対応装置の基本業務
出荷検査
立ち上げ
状態監視保全
時間監視
定期保全
日常保全
検収完了
事後保全
稼動管理
状態監視
異常監視
図図図図 2-6 EES対応装置の基本業務フロー対応装置の基本業務フロー対応装置の基本業務フロー対応装置の基本業務フロー
EESに対応している装置の装置エンジニアリング業務は FABに導入されてからではなく、装置の出
荷検査時から開始されることを想定している。これにより、装置の基本性能や基本機能を表すデータ
を出荷検査終了時までに取得され、装置と一緒に FABへ納入される。 この結果、FAB に導入された時点で、すでに導入装置の基本情報はデータとして組み込まれるの
で、装置の立ち上げ時間を短縮させることが可能になる(EES 対応装置の基本業務フロー図における、“出荷検査”と“立ち上げ”の業務)。 装置サプライヤによる立ち上げ業務完了し、検収完了により、装置は完全にディバスメーカに移管
される。ここから、装置の稼動管理を対象とした時間監視や異常監視、さらに状態監視による保全活
動が行われる。 今後、EES を用いることで装置の常時監視により、消耗品の交換時期の適正化や、傾向管理から
部品等の状態を常時把握することで、決定的な異常になる前にメンテナンスすることで装置の維持向
上を図ることを目指す。
EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
20
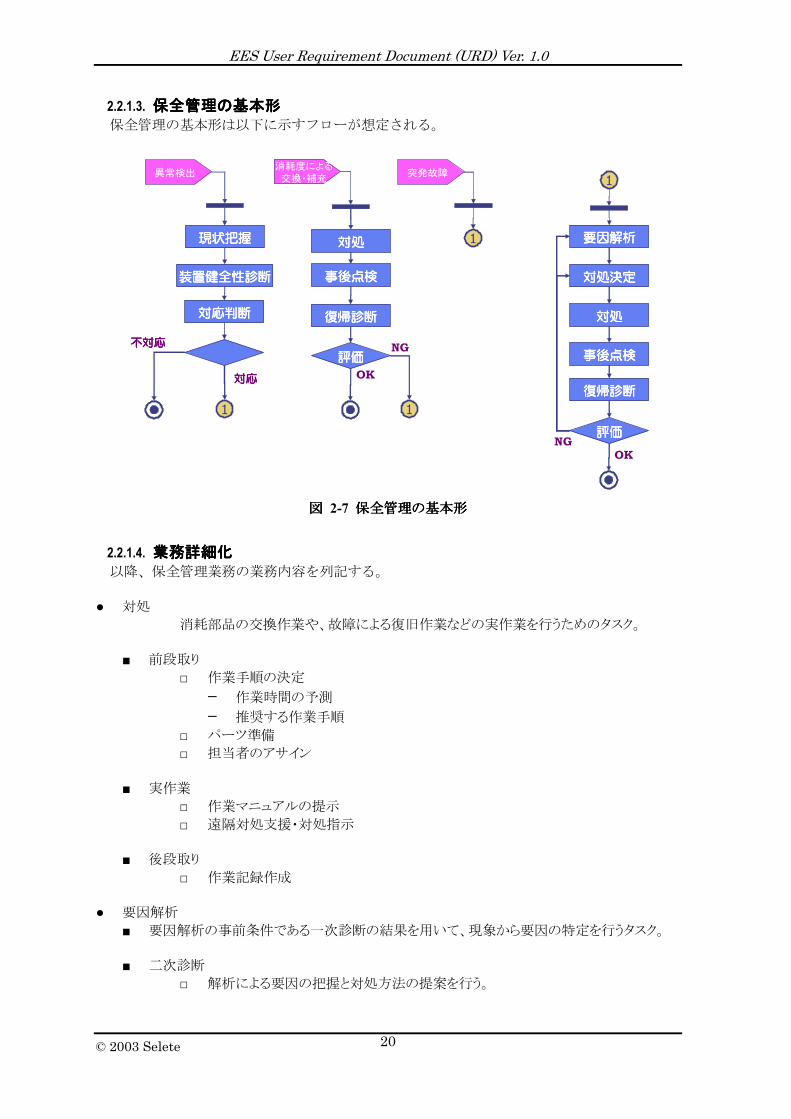
2.2.1.3. 保全管理の基本形保全管理の基本形保全管理の基本形保全管理の基本形 保全管理の基本形は以下に示すフローが想定される。
図図図図 2-7 保全管理の基本形保全管理の基本形保全管理の基本形保全管理の基本形
2.2.1.4. 業務詳細化業務詳細化業務詳細化業務詳細化 以降、保全管理業務の業務内容を列記する。
● 対処 消耗部品の交換作業や、故障による復旧作業などの実作業を行うためのタスク。
■ 前段取り □ 作業手順の決定
− 作業時間の予測 − 推奨する作業手順
□ パーツ準備 □ 担当者のアサイン
■ 実作業 □ 作業マニュアルの提示 □ 遠隔対処支援・対処指示
■ 後段取り □ 作業記録作成
● 要因解析
■ 要因解析の事前条件である一次診断の結果を用いて、現象から要因の特定を行うタスク。
■ 二次診断 □ 解析による要因の把握と対処方法の提案を行う。
異常検出
現状把握現状把握現状把握現状把握
装置健全性診断装置健全性診断装置健全性診断装置健全性診断
1
事後点検事後点検事後点検事後点検
評価評価評価評価NG
OK
対処対処対処対処
消耗度による交換・補充
1
復帰診断復帰診断復帰診断復帰診断対応判断対応判断対応判断対応判断
対応対応対応対応
不対応不対応不対応不対応
突発故障
1
対処対処対処対処
事後点検事後点検事後点検事後点検
評価評価評価評価
要因解析要因解析要因解析要因解析
NGOK
対処決定対処決定対処決定対処決定
復帰診断復帰診断復帰診断復帰診断
1

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
21
● 対処決定 ■ 要因解析により得られた結果に基づいた対策方法を決めるタスク。
● 事後点検
■ 対処結果に対する評価を行うための規定された点検項目に対して検査するタスク。
■ 情報収集 □ 検査装置使用
− 製品使用 − NPW使用
□ 検査装置不使用
● 復帰診断 ■ 事後点検結果に対する評価判断で、保全対処した装置の処理可否を行う診断タスク。
● 対処判断 ■ 装置の健全性診断結果に対する評価で、保全作業の実施を行うか否かの判断を行うタスク。
● 装置健全性診断
■ 予知保全における限界値管理により、現在の装置状態が悪化(劣化)した場合に行う装置の健康診断タスク。
2.2.2. 定期保全定期保全定期保全定期保全 消耗品や交換部品の取り替えなどをおこなう作業を言う。
2.2.2.1. 業務フロー業務フロー業務フロー業務フロー
業務開始の業務開始の業務開始の業務開始のトリガートリガートリガートリガー
事後点検事後点検事後点検事後点検
対処対処対処対処
評価評価評価評価
事後点検事後点検事後点検事後点検
評価評価評価評価
要因解析要因解析要因解析要因解析
消耗品交換消耗品交換消耗品交換消耗品交換
実施項目の評価実施項目の評価実施項目の評価実施項目の評価要因把握のための要因把握のための要因把握のための要因把握のための情報収集情報収集情報収集情報収集
対処結果に基づく対処結果に基づく対処結果に基づく対処結果に基づく情報収集情報収集情報収集情報収集
NG
NGOK
OK二次診断
二次診断
二次診断
二次診断
二次診断
二次診断
二次診断
二次診断
対処決定対処決定対処決定対処決定最終診断
最終診断
最終診断
最終診断
最終診断
最終診断
最終診断
最終診断
要因から対処方法要因から対処方法要因から対処方法要因から対処方法を決めるを決めるを決めるを決める
実作業実作業実作業実作業
対処案と実施項目の対処案と実施項目の対処案と実施項目の対処案と実施項目の評価評価評価評価
復帰診断復帰診断復帰診断復帰診断
対処対処対処対処
対処結果に基づく情報収集対処結果に基づく情報収集対処結果に基づく情報収集対処結果に基づく情報収集((((NPWNPWNPWNPWや検査装置の使用もや検査装置の使用もや検査装置の使用もや検査装置の使用も))))
図図図図 2222----8888 定期保全業務フロー定期保全業務フロー定期保全業務フロー定期保全業務フロー
従来型の定期保全では、予め策定したなんらかのトリガに基づき作業を実施し、作業後の確認にも
一定のルーチンの診断作業が必要になる。

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
22
2.2.2.2. 業務フローの説明業務フローの説明業務フローの説明業務フローの説明 以降、図 2-8 定期保全業務フローを基に EESが無い場合の各業務のアクティビティ図を示す。 図図図図 2-9 現状業務のアクティビティ図(定期保全:オペレータによる対処と事後点検)現状業務のアクティビティ図(定期保全:オペレータによる対処と事後点検)現状業務のアクティビティ図(定期保全:オペレータによる対処と事後点検)現状業務のアクティビティ図(定期保全:オペレータによる対処と事後点検)
HOST 装置 オペレータ 検査装置
点検項目に従って、装置からデータを集める
環境データを収集する
装置の健全性を調べるためにNPWによる検査を実施する
検査用のジョブを生成する
NPWの着工指示
NPWを受け取る ジョブを受け取る
NPWを処理する
HOSTにNPWの処理を要求する
NPWの完了を待つ
消耗部品などの交換作業を実施する
NPW検査のジョブを生成する
NPW検査着工の指示
検査完了を待つ
ジョブを受け取るNPWを受け取る
検査をする
検査結果を通知する
検査結果を受け取る
収集した情報から健康診断を行う
[健康]
健康状態 再度,対処と点検の実施
[不健康]
EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
23
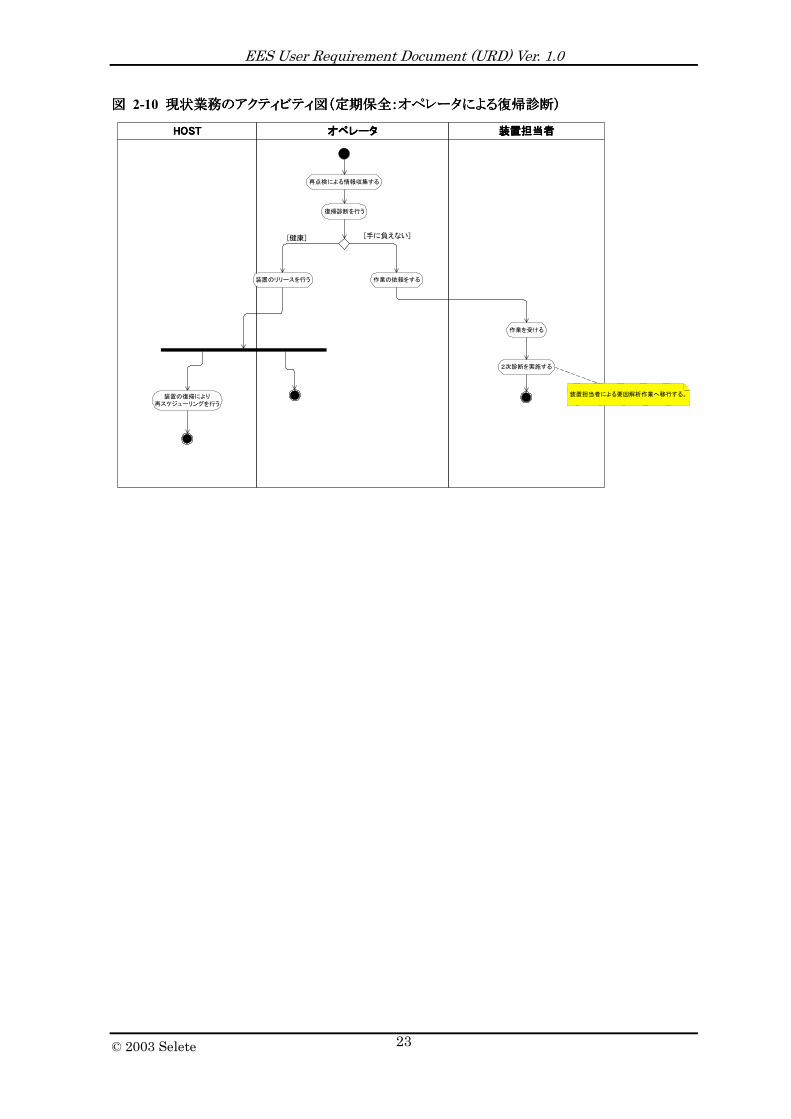
図図図図 2-10 現状業務のアクティビティ図(定期保全:オペレータによる復帰診断)現状業務のアクティビティ図(定期保全:オペレータによる復帰診断)現状業務のアクティビティ図(定期保全:オペレータによる復帰診断)現状業務のアクティビティ図(定期保全:オペレータによる復帰診断)
装置担当者装置担当者装置担当者装置担当者オペレータオペレータオペレータオペレータHOSTHOSTHOSTHOST
再点検による情報収集する
復帰診断を行う
作業の依頼をする装置のリリースを行う
[健康] [手に負えない]
作業を受ける
2次診断を実施する
装置担当者による要因解析作業へ移行する。装置の復帰により再スケジューリングを行う

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
24
図図図図 2-11 現状業務のアクティビティ図(定期保全:装置担当者による要因解析)現状業務のアクティビティ図(定期保全:装置担当者による要因解析)現状業務のアクティビティ図(定期保全:装置担当者による要因解析)現状業務のアクティビティ図(定期保全:装置担当者による要因解析)
HOST 装置担当者 ES:サービスエンジニア
装置情報を収集する
環境情報を収集する
過去の故障履歴を調べる
要因解析を行う
対処方法を決定する
[原因究明]
装置サプライヤーへの作業依頼
[原因不明]
障害関連情報の入手
過去の履歴情報などから要因解析を行う
障害関連情報を送る
最終診断を行う
予想ダウンタイムを通知する
該当装置をスケジュールから外す
対処作業へ移行する。

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
25
図図図図 2-12 現状業務のアクティビティ図(定期保全:装置担当者による対処)現状業務のアクティビティ図(定期保全:装置担当者による対処)現状業務のアクティビティ図(定期保全:装置担当者による対処)現状業務のアクティビティ図(定期保全:装置担当者による対処)
HOST 装置担当者 ES:サービス
作業手順を決定する
担当者の割当 パーツの準備
実作業を始める
指示を仰ぐ 作業指示を行う
作業完了
作業記録を付ける
作業を進める
[実施不能][次工程]
[完了]
事後点検作業へ移行する。
作業時間の予測する
予測時間の通知
ダウンタイムの予測時間を受ける
スケジュールから当該装置を外す

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
26
図図図図 2-13 現状業務のアクティビティ図(定期保全:装置担当者による事後点検)現状業務のアクティビティ図(定期保全:装置担当者による事後点検)現状業務のアクティビティ図(定期保全:装置担当者による事後点検)現状業務のアクティビティ図(定期保全:装置担当者による事後点検)
オペレータHOST 装置担当者
事後点検のための情報を収集する
装置から必要な項目の情報を収集
装置の健全性を調べるためにNPWによる
検査を実施
NPWのためのスケジューリングを行う
装置へNPWを仕掛ける
検査装置へNPWを仕掛ける
検査装置から検査結果を得る
復帰診断を行う
装置のリリースを行う
[リリース決定]
装置の復帰により再スケジューリングを行う
装置の復帰を知る
再度,要因解析から行う
[未解決]
要因解析作業に戻って,リリース決定条件を満たすまで繰り返す。
2.2.2.3. 業務開始トリガ業務開始トリガ業務開始トリガ業務開始トリガ 定期保全業務を開始するトリガは以下の通り。 ● 消耗品の交換 ● 消耗品の補充時期

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
27
2.2.3. 日常保全日常保全日常保全日常保全 日々一般的な装置の健全性を診ること指す。
● シフト毎の自己点検 ● ルーティンメンテナンス、等
2.2.3.1. 業務フロー業務フロー業務フロー業務フロー 日常保全の業務フローを以下に示す。
日常点検日常点検日常点検日常点検
対処対処対処対処
一次判断一次判断一次判断一次判断
事後点検事後点検事後点検事後点検
評価評価評価評価
要因解析要因解析要因解析要因解析
点検項目による点検項目による点検項目による点検項目による情報収集情報収集情報収集情報収集
基準値に対する基準値に対する基準値に対する基準値に対するOK/NGOK/NGOK/NGOK/NG 要因把握のための要因把握のための要因把握のための要因把握のための
情報収集情報収集情報収集情報収集
対処結果に基づく対処結果に基づく対処結果に基づく対処結果に基づく情報収集情報収集情報収集情報収集
NG
NGOK
OK
一次診断
一次診断
一次診断
一次診断
一次診断
一次診断
一次診断
一次診断
二次診断
二次診断
二次診断
二次診断
二次診断
二次診断
二次診断
二次診断
対処決定対処決定対処決定対処決定最終診断
最終診断
最終診断
最終診断
最終診断
最終診断
最終診断
最終診断
要因から対処方法要因から対処方法要因から対処方法要因から対処方法を決めるを決めるを決めるを決める
実作業実作業実作業実作業
対処案と実施項目の対処案と実施項目の対処案と実施項目の対処案と実施項目の評価評価評価評価
業務開始の業務開始の業務開始の業務開始のトリガートリガートリガートリガー
復帰診断復帰診断復帰診断復帰診断
図図図図 2-14 日常保全業務フロー日常保全業務フロー日常保全業務フロー日常保全業務フロー

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
28
2.2.3.2. 業務フローの説明業務フローの説明業務フローの説明業務フローの説明 以降、図 2-14 日常保全業務フローを基に EESが無い場合の各業務のアクティビティ図を示す。
図図図図 2-15 現状業務のアクティビティ図(日常保全:日常点検)現状業務のアクティビティ図(日常保全:日常点検)現状業務のアクティビティ図(日常保全:日常点検)現状業務のアクティビティ図(日常保全:日常点検) HOST 装置 オペレータ 検査装置
点検項目に従って、装置からデータを集める
環境データを収集する
装置の健全性を調べるためにNPWによる検査を実施する
検査用のジョブを生成する
NPWの着工指示
NPWを受け取る
ジョブを受け取る
NPWを処理する
HOSTにNPWの処理を要求する
NPWの完了を待つ
NPW検査のジョブを生成する
NPW検査着工の指示
検査完了を待つ
ジョブを受け取る
NPWを受け取る
検査をする
検査結果を通知する
検査結果を受け取る

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
29
図図図図 2-16 現状業務のアクティビティ図(日常保全:一次診断)現状業務のアクティビティ図(日常保全:一次診断)現状業務のアクティビティ図(日常保全:一次診断)現状業務のアクティビティ図(日常保全:一次診断)
HOST オペレータ 装置担当者
マニュアルによる対処を行う
復帰診断を行う
作業の依頼をする装置のリリースを行う
[健康] [手に負えない]
作業を受ける
装置担当者による要因解析作業へ移行する。装置の復帰により
再スケジューリングを行う
収集した情報から健康診断を行う
[健康]
作業記録を付ける
[不健康]
作業記録を付ける

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
30
図図図図 2-17 現状業務のアクティビティ図現状業務のアクティビティ図現状業務のアクティビティ図現状業務のアクティビティ図(日常保全:装置担当者による要因解析)(日常保全:装置担当者による要因解析)(日常保全:装置担当者による要因解析)(日常保全:装置担当者による要因解析)
ES:サービスエンジニア装置担当者HOST
装置情報を収集する
環境情報を収集する
過去の故障履歴を調べる
要因解析を行う
対処方法を決定する
[原因究明]
装置サプライヤーへの作業依頼
[原因不明]
障害関連情報の入手
過去の履歴情報などから要因解析を行う障害関連情報を送る
最終診断を行う
予想ダウンタイムを通知する
該当装置をスケジュールから外す
対処作業へ移行する。

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
31
図図図図 2-18 現状業務のアクティビティ図(日常保全:装置担当者による対処)現状業務のアクティビティ図(日常保全:装置担当者による対処)現状業務のアクティビティ図(日常保全:装置担当者による対処)現状業務のアクティビティ図(日常保全:装置担当者による対処)
ES:サービス装置担当者HOST
作業手順を決定する
担当者の割当 パーツの準備
実作業を始める
指示を仰ぐ 作業指示を行う
作業完了
作業記録を付ける
作業を進める
[実施不能][次工程]
[完了]
事後点検作業へ移行する。
作業時間の予測する
予測時間の通知
ダウンタイムの予測時間を受ける
スケジュールから当該装置を外す

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
32
図図図図 2-19 現状業務のアクティビティ図(日常保全:装置担当者による事後点検)現状業務のアクティビティ図(日常保全:装置担当者による事後点検)現状業務のアクティビティ図(日常保全:装置担当者による事後点検)現状業務のアクティビティ図(日常保全:装置担当者による事後点検)
オペレータ装置担当者HOST
事後点検のための情報を収集する
装置から必要な項目の情報を収集
装置の健全性を調べるためにNPWによる
検査を実施
NPWのためのスケジューリングを行う
装置へNPWを仕掛ける
検査装置へNPWを仕掛ける
検査装置から検査結果を得る
復帰診断を行う
装置のリリースを行う
[リリース決定]
装置の復帰により再スケジューリングを行う
装置の復帰を知る
再度,要因解析から行う
[未解決]
要因解析作業に戻って,リリース決定条件を満たすまで繰り返す。
2.2.3.3. 業務開始トリガ業務開始トリガ業務開始トリガ業務開始トリガ 日常保全業務を開始するトリガは以下の通り。
● 毎日の始業前

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
33
2.2.4. 事後保全事後保全事後保全事後保全 装置が故障を起こす、あるいは性能が低下してから修理等の保全作業を行うことを示す。
2.2.4.1. 業務フロー業務フロー業務フロー業務フロー
対処対処対処対処
事後点検事後点検事後点検事後点検
評価評価評価評価
要因解析要因解析要因解析要因解析要因把握のための要因把握のための要因把握のための要因把握のための情報収集情報収集情報収集情報収集
対処結果に基づく対処結果に基づく対処結果に基づく対処結果に基づく情報収集情報収集情報収集情報収集
NGOK
二次診断
二次診断
二次診断
二次診断
二次診断
二次診断
二次診断
二次診断
対処決定対処決定対処決定対処決定最終診断
最終診断
最終診断
最終診断
最終診断
最終診断
最終診断
最終診断
要因から対処方法要因から対処方法要因から対処方法要因から対処方法を決めるを決めるを決めるを決める
実作業実作業実作業実作業
対処案と実施項目の対処案と実施項目の対処案と実施項目の対処案と実施項目の評価評価評価評価
業務開始の業務開始の業務開始の業務開始のトリガートリガートリガートリガー
復帰診断復帰診断復帰診断復帰診断
図図図図 2-20 事後保全業務フロー事後保全業務フロー事後保全業務フロー事後保全業務フロー
2.2.4.2. 業務フローの説明業務フローの説明業務フローの説明業務フローの説明
以降、図 2-20 事後保全業務フローを基に EESが無い場合の各業務のアクティビティ図を示す。 図図図図 2-21 現状業務のアクティビティ現状業務のアクティビティ現状業務のアクティビティ現状業務のアクティビティ図(事後保全:装置による異常検知)図(事後保全:装置による異常検知)図(事後保全:装置による異常検知)図(事後保全:装置による異常検知)
装置担当者装置担当者装置担当者装置担当者オペレータオペレータオペレータオペレータ装置装置装置装置HOSTHOSTHOSTHOST
異常検知
処理を止める 異常通知
装置異常を知る
装置異常を認識する
マニュアルにあるアラーム番号から対処を引く
異常対処作業の通知
[対応外]
対処を行う
[対応可能]
事後点検作業へ移行する。
装置担当者による要因解析作業へ移行する。
アラーム番号を記録する

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
34
図図図図 2-22 現状業務のアクティビティ図(事後保全:オペレータによる対処)現状業務のアクティビティ図(事後保全:オペレータによる対処)現状業務のアクティビティ図(事後保全:オペレータによる対処)現状業務のアクティビティ図(事後保全:オペレータによる対処)
HOSTHOSTHOSTHOSTオペレータオペレータオペレータオペレータ
マニュアルから対処方法を得る
対処を実施する
作業手順を決定する
[交換作業][簡単作業]
動作点検をする
作業時間を予測する
[NG]
[OK]
予測時間の通知
パーツの準備 予測ダウンタイムを受ける
交換作業を開始する
作業を完了する
作業記録を付ける
オペレータによる事後点検へ移行する。

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
35
図図図図 2-23 現状業務のアクティビティ図(事後保全:オペレータによる事後点検)現状業務のアクティビティ図(事後保全:オペレータによる事後点検)現状業務のアクティビティ図(事後保全:オペレータによる事後点検)現状業務のアクティビティ図(事後保全:オペレータによる事後点検)
装置担当者HOST オペレータ
事後点検のための情報を収集する
装置から必要な項目の情報を収集
装置の健全性を調べるためにNPWによる
検査を実施
NPWのためのスケジューリングを行う
装置へNPWを仕掛ける
検査装置へNPWを仕掛ける
検査装置から検査結果を得る
復帰診断を行う
装置のリリースを行う
[リリース決定]
装置の復帰により再スケジューリングを行う
作業依頼を受ける
装置担当者へ作業を依頼する
[未解決]
作業記録を付ける

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
36
図図図図 2-24 現状業務のアクティビテ現状業務のアクティビテ現状業務のアクティビテ現状業務のアクティビティ図(事後保全:要因解析)ィ図(事後保全:要因解析)ィ図(事後保全:要因解析)ィ図(事後保全:要因解析)
ES:サービスエンジニアES:サービスエンジニアES:サービスエンジニアES:サービスエンジニア装置担当者装置担当者装置担当者装置担当者HOSTHOSTHOSTHOST
装置情報を収集する
環境情報を収集する
過去の故障履歴を調べる
要因解析を行う
対処方法を決定する
[原因究明]
装置サプライヤーへの作業依頼
[原因不明]
障害関連情報の入手
過去の履歴情報などから要因解析を行う
障害関連情報を送る
最終診断を行う
予想ダウンタイムを通知する
該当装置をスケジュールから外す
対処作業へ移行する。

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
37
図図図図 2-25 現状業務のアクティビティ図(事後保全:装置担当者による対処)現状業務のアクティビティ図(事後保全:装置担当者による対処)現状業務のアクティビティ図(事後保全:装置担当者による対処)現状業務のアクティビティ図(事後保全:装置担当者による対処)
ES:サービスES:サービスES:サービスES:サービス装置担当者装置担当者装置担当者装置担当者HOSTHOSTHOSTHOST
作業手順を決定する
担当者の割当 パーツの準備
実作業を始める
指示を仰ぐ 作業指示を行う
作業完了
作業記録を付ける
作業を進める
[実施不能][次工程]
[完了]
事後点検作業へ移行する。
作業時間の予測する
予測時間の通知
ダウンタイムの予測時間を受ける
スケジュールから当該装置を外す

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
38
図図図図 2-26 現状業務のアクティビティ図(事後保全:装置担当者による事後点検)現状業務のアクティビティ図(事後保全:装置担当者による事後点検)現状業務のアクティビティ図(事後保全:装置担当者による事後点検)現状業務のアクティビティ図(事後保全:装置担当者による事後点検)
オペレータ装置担当者HOST
事後点検のための情報を収集する
装置から必要な項目の情報を収集
装置の健全性を調べるためにNPWによる
検査を実施
NPWのためのスケジューリングを行う
装置へNPWを仕掛ける
検査装置へNPWを仕掛ける
検査装置から検査結果を得る
復帰診断を行う
装置のリリースを行う
[リリース決定]
装置の復帰により再スケジューリングを行う
装置の復帰を知る
再度,要因解析から行う
[未解決]
要因解析作業に戻って,リリース決定条件を満たすまで繰り返す。
2.2.4.3. 業務開始トリガ業務開始トリガ業務開始トリガ業務開始トリガ 事後保全業務を開始するトリガは以下の通り。 ● 装置の故障
EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
39
2.3. EES導入後の装置エンジニアリン導入後の装置エンジニアリン導入後の装置エンジニアリン導入後の装置エンジニアリング業務分析グ業務分析グ業務分析グ業務分析
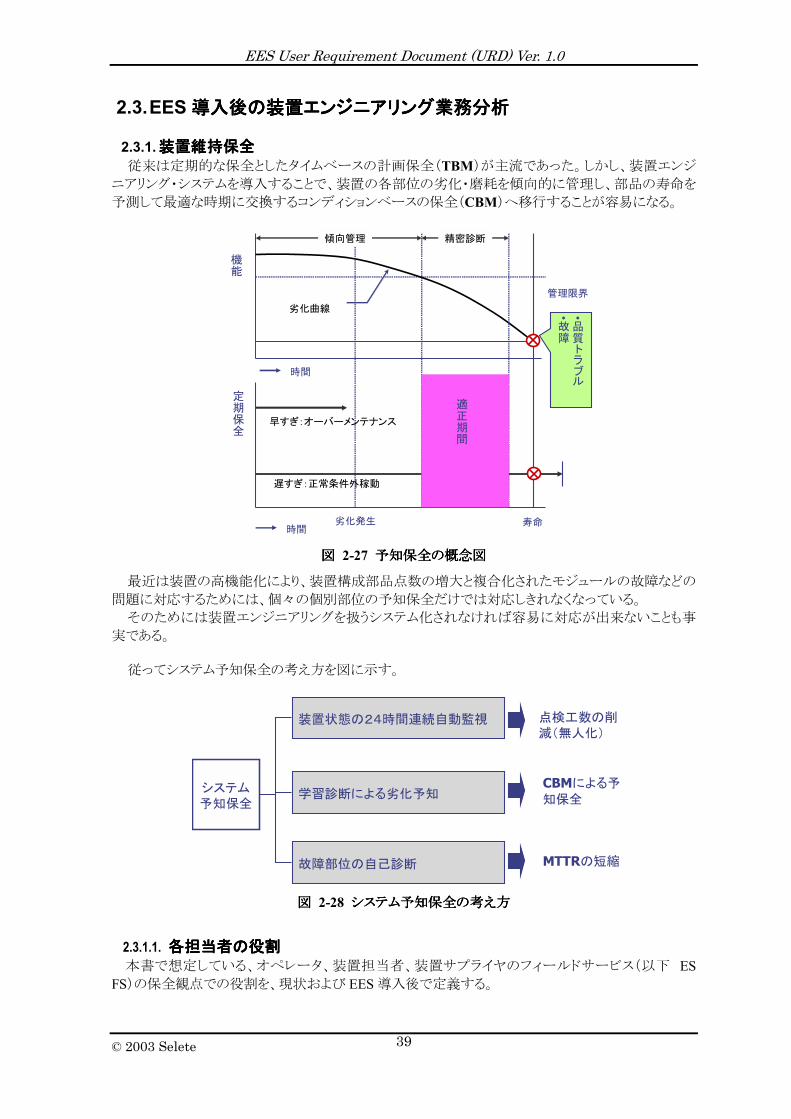
2.3.1. 装置維持保全装置維持保全装置維持保全装置維持保全 従来は定期的な保全としたタイムベースの計画保全(TBM)が主流であった。しかし、装置エンジ
ニアリング・システムを導入することで、装置の各部位の劣化・磨耗を傾向的に管理し、部品の寿命を
予測して最適な時期に交換するコンディションベースの保全(CBM)へ移行することが容易になる。
劣化曲線
傾向管理 精密診断
時間
機能
定期保全
寿命劣化発生時間
適正期間
管理限界
�
品質トラブル
�
故障
早すぎ:オーバーメンテナンス
遅すぎ:正常条件外稼動
図図図図 2-27 予知保全の概念図予知保全の概念図予知保全の概念図予知保全の概念図
最近は装置の高機能化により、装置構成部品点数の増大と複合化されたモジュールの故障などの
問題に対応するためには、個々の個別部位の予知保全だけでは対応しきれなくなっている。 そのためには装置エンジニアリングを扱うシステム化されなければ容易に対応が出来ないことも事
実である。 従ってシステム予知保全の考え方を図に示す。
システム予知保全
装置状態の24時間連続自動監視
学習診断による劣化予知
故障部位の自己診断
点検工数の削減(無人化)
CBMによる予知保全
MTTRの短縮
図図図図 2-28 システム予知保全の考え方システム予知保全の考え方システム予知保全の考え方システム予知保全の考え方
2.3.1.1. 各担当者の役割各担当者の役割各担当者の役割各担当者の役割 本書で想定している、オペレータ、装置担当者、装置サプライヤのフィールドサービス(以下 ES
FS)の保全観点での役割を、現状および EES導入後で定義する。
EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
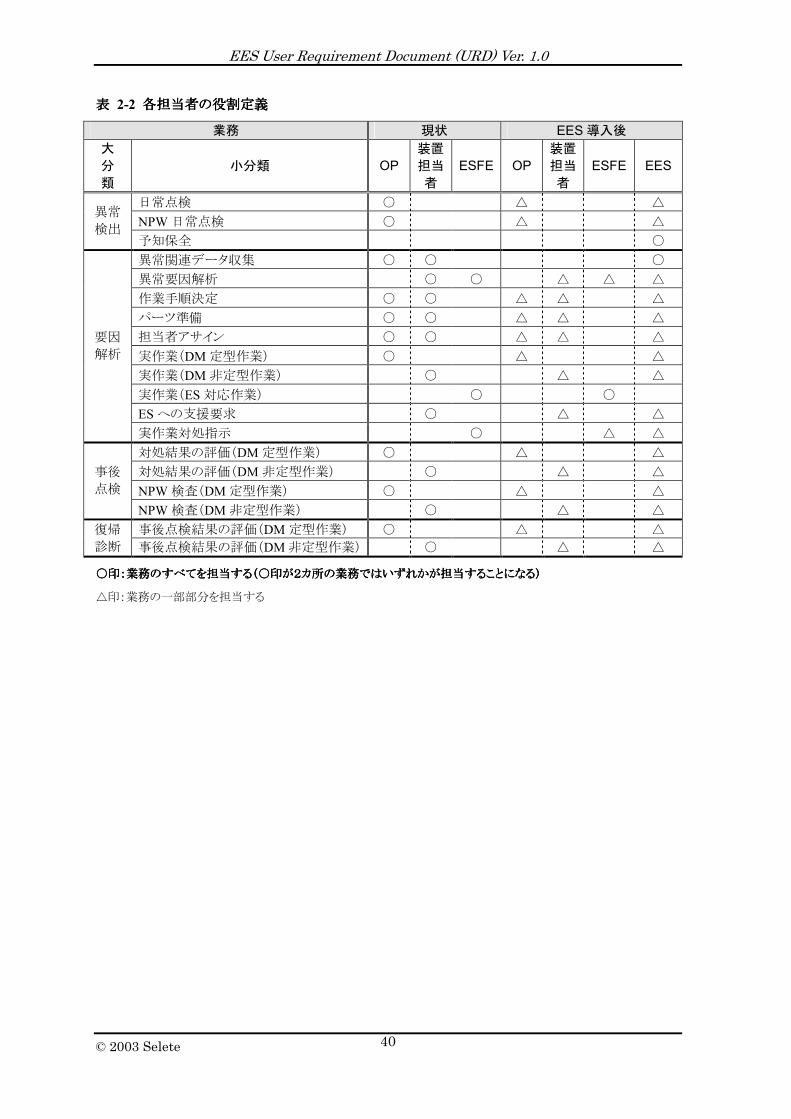
40
表表表表 2-2 各担当者の役割定義各担当者の役割定義各担当者の役割定義各担当者の役割定義
業務 現状 EES導入後 大 分 類
小分類 OP装置
担当
者 ESFE OP
装置
担当
者 ESFE EES
日常点検 ○ △ △ NPW日常点検 ○ △ △
異常
検出 予知保全 ○ 異常関連データ収集 ○ ○ ○ 異常要因解析 ○ ○ △ △ △ 作業手順決定 ○ ○ △ △ △ パーツ準備 ○ ○ △ △ △ 担当者アサイン ○ ○ △ △ △ 実作業(DM定型作業) ○ △ △ 実作業(DM非定型作業) ○ △ △ 実作業(ES対応作業) ○ ○ ESへの支援要求 ○ △ △
要因
解析
実作業対処指示 ○ △ △ 対処結果の評価(DM定型作業) ○ △ △ 対処結果の評価(DM非定型作業) ○ △ △ NPW検査(DM定型作業) ○ △ △
事後
点検 NPW検査(DM非定型作業) ○ △ △ 事後点検結果の評価(DM定型作業) ○ △ △ 復帰
診断 事後点検結果の評価(DM非定型作業) ○ △ △
○印:業務のすべてを担当する(○印が2カ○印:業務のすべてを担当する(○印が2カ○印:業務のすべてを担当する(○印が2カ○印:業務のすべてを担当する(○印が2カ所の業務ではいずれかが担当することになる所の業務ではいずれかが担当することになる所の業務ではいずれかが担当することになる所の業務ではいずれかが担当することになる))))
△印:業務の一部部分を担当する

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
41
2.3.2. 定期保全定期保全定期保全定期保全 消耗品や交換部品の取り替えなどをおこなうことを指す。
2.3.2.1. 業務フロー業務フロー業務フロー業務フロー 図 2-8 定期保全業務フロー図を参照のこと。
2.3.2.2. 業務フローの説明業務フローの説明業務フローの説明業務フローの説明
以降、図 2-8 定期保全業務フローを基に EESがある場合の各業務のアクティビティ図を示す。 図図図図 2-29 EES導入後のアクティビティ図(定期保全:オペレータによる定期保全作業)導入後のアクティビティ図(定期保全:オペレータによる定期保全作業)導入後のアクティビティ図(定期保全:オペレータによる定期保全作業)導入後のアクティビティ図(定期保全:オペレータによる定期保全作業)
装置HOST オペレータ 装置担当者EES
消耗部品などの交換作業を開始する
交換作業指示を出す
マニュアルを見る マニュアルを提示する
交換作業完了
電子マニュアル
キャリブレーション手順などを含む
手順を確認する
交換作業する
キャリブレーションする
作業記録情報
作業開始を記録する
メンテ履歴
自己診断を依頼する
環境データ
NPWの検査結果
装置状態情報
環境データを収集する
HOSTにNPWを依頼する
装置の健全性を調べるためにNPWによる検査を実施する
検査結果を収集する
事後点検する
NPWを実施する
処理を行う
自己診断を行う
プロセス情報
メカ情報を収集する
復帰診断する
最終診断する
診断結果を提供する
[復帰OK]
[復帰NG]
診断結果
対処完了を通知する
業務の完了を記録する
メンテ履歴
EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
42
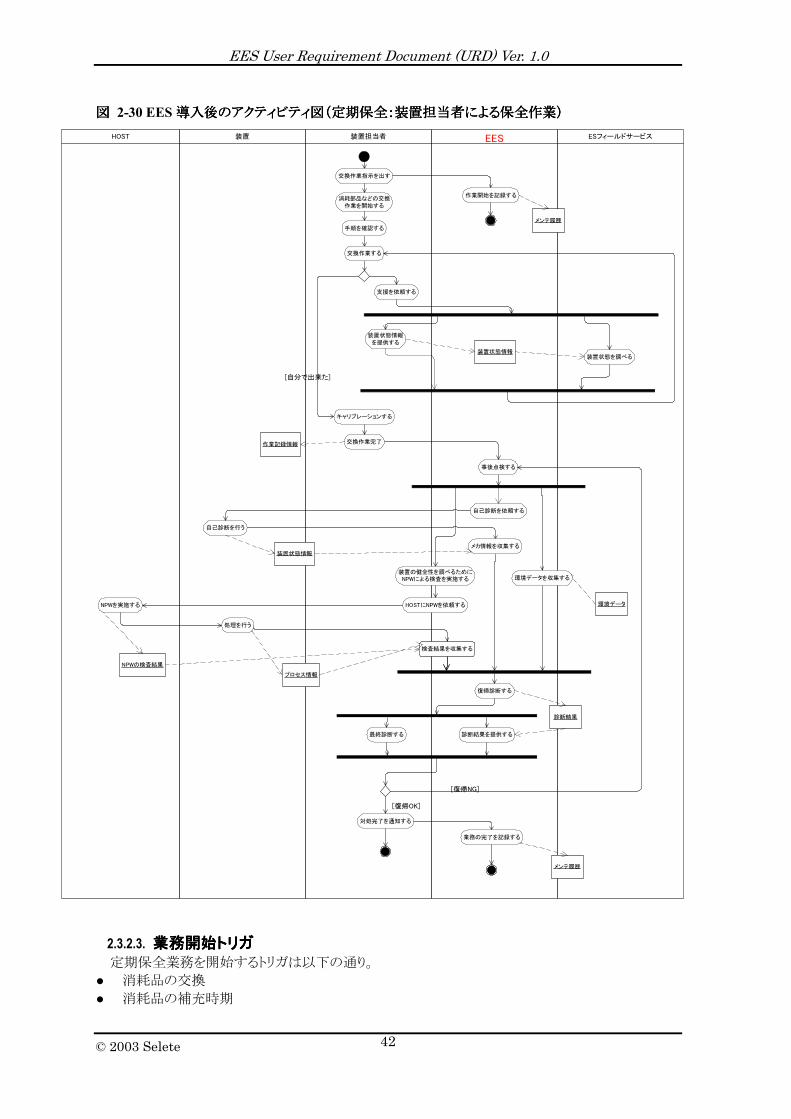
図図図図 2-30 EES導入後のア導入後のア導入後のア導入後のアクティビティ図(定期保全:装置担当者による保全作業)クティビティ図(定期保全:装置担当者による保全作業)クティビティ図(定期保全:装置担当者による保全作業)クティビティ図(定期保全:装置担当者による保全作業) 装置HOST 装置担当者 ESフィールドサービスEES
消耗部品などの交換作業を開始する
交換作業指示を出す
交換作業完了
手順を確認する
交換作業する
キャリブレーションする
作業記録情報
作業開始を記録する
メンテ履歴
装置状態を調べる
支援を依頼する
[自分で出来た]
装置状態情報を提供する
装置状態情報
自己診断を依頼する
環境データ
NPWの検査結果
装置状態情報
環境データを収集する
HOSTにNPWを依頼する
装置の健全性を調べるためにNPWによる検査を実施する
検査結果を収集する
事後点検する
NPWを実施する
処理を行う
自己診断を行う
プロセス情報
メカ情報を収集する
復帰診断する
最終診断する 診断結果を提供する
[復帰OK]
[復帰NG]
診断結果
対処完了を通知する
業務の完了を記録する
メンテ履歴
2.3.2.3. 業務開始トリガ業務開始トリガ業務開始トリガ業務開始トリガ 定期保全業務を開始するトリガは以下の通り。
● 消耗品の交換 ● 消耗品の補充時期

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
43
2.3.3. 日常保全日常保全日常保全日常保全 装置の健全性を診ること。
● 毎朝などの定期的な自己診断(人間に例えると、朝一のラジオ体操のようなイメージ) ● ルーティンメンテナンス
2.3.3.1. 業務フロー業務フロー業務フロー業務フロー 図 2-14 日常保全業務フローの図を参照のこと。
2.3.3.2. 業務フローの説明業務フローの説明業務フローの説明業務フローの説明
図図図図 2-31 EES導入後のアクティビティ図(日常保全:日常点検)導入後のアクティビティ図(日常保全:日常点検)導入後のアクティビティ図(日常保全:日常点検)導入後のアクティビティ図(日常保全:日常点検)
オペレータ装置 EES
装置データを収集する 環境データを収集する
データを分類する
データを生成する
点検結果を提供する
装置生データ
点検結果を診断する
最終診断する
点検結果を記録する
[不健康]
[健康]
要因解析作業へ移行する
診断結果
点検履歴

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
44
図図図図 2-32 EES導入後のアクティビティ図(日常保全:導入後のアクティビティ図(日常保全:導入後のアクティビティ図(日常保全:導入後のアクティビティ図(日常保全:NPWによる日常点検)による日常点検)による日常点検)による日常点検) HOST 装置 検査装置 オペレータ EES
検査用のジョブを生成する
NPWの着工指示
NPWを処理する
HOSTにNPWの処理を要求する
NPWの完了を待つ プロセス情報
NPW検査のジョブを生成する
NPW検査着工の指示
検査結果を収集する
プロセス情報を収集する 環境データを収集する
NPW検査データ
NPWを検査する
検査結果を通知する
結果を診断する
検査結果を受け取る
診断結果
NPWによる検査指示を出す
EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
45
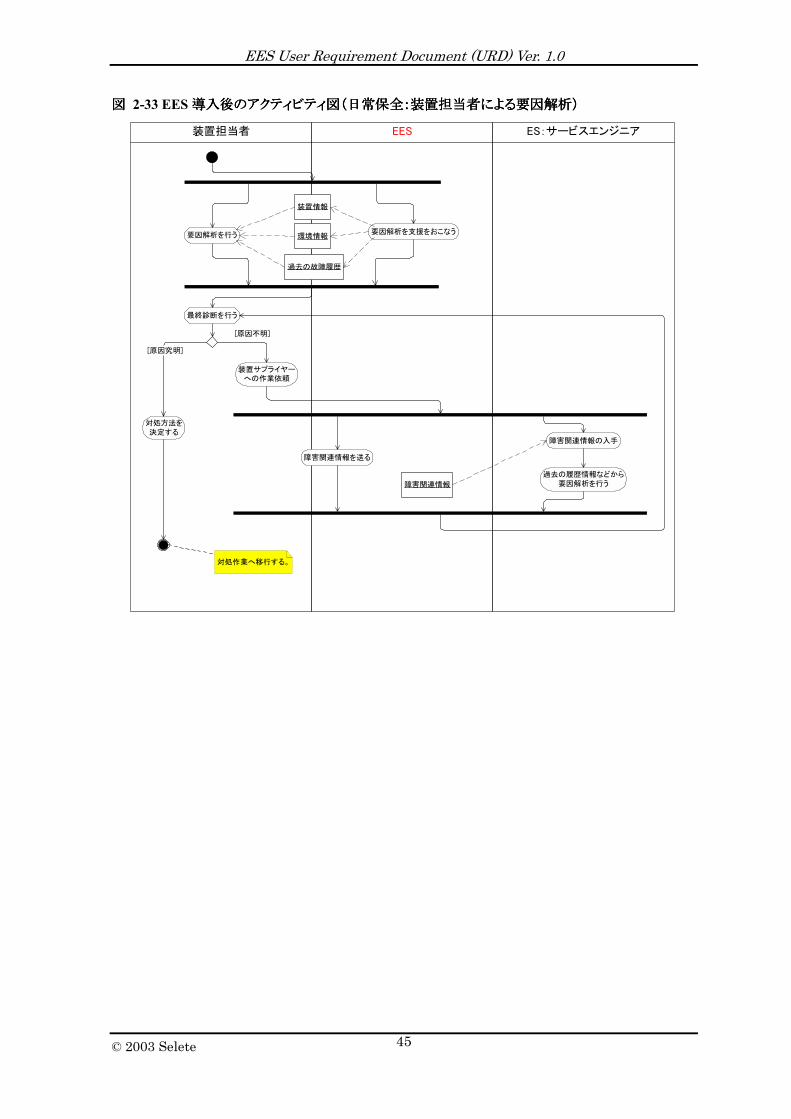
図図図図 2-33 EES導入後のアクティビティ図(日常保全:装置担当者による要因解析)導入後のアクティビティ図(日常保全:装置担当者による要因解析)導入後のアクティビティ図(日常保全:装置担当者による要因解析)導入後のアクティビティ図(日常保全:装置担当者による要因解析)
装置担当者 EES ES:サービスエンジニア
要因解析を行う
対処方法を決定する
[原因究明]
装置サプライヤーへの作業依頼
[原因不明]
障害関連情報の入手
過去の履歴情報などから要因解析を行う
障害関連情報を送る
最終診断を行う
対処作業へ移行する。
要因解析を支援をおこなう
装置情報
環境情報
過去の故障履歴
障害関連情報

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
46
図図図図 2-34 EES導入後のアクティビティ図(日常点検:装置担当者による対処)導入後のアクティビティ図(日常点検:装置担当者による対処)導入後のアクティビティ図(日常点検:装置担当者による対処)導入後のアクティビティ図(日常点検:装置担当者による対処)
ES:サービスEES装置担当者HOST
対処作業を開始する
担当者の割当 パーツの準備
実作業を始める
指示を仰ぐ 作業指示を行う
作業完了
作業を進める
[実施不能][次工程]
[完了]
事後点検作業へ移行する。
作業手順を決定する
予測時間の通知
ダウンタイムの予測時間を受ける
スケジュールから当該装置を外す
前段取り支援をおこなう
推奨作業手順
作業時間予測j
パーツ情報
実作業支援をおこなう
作業マニュアル
作業指示
作業記録作成

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
47
図図図図 2-35 EES導入後のアクティビティ図(日常保全:事後点検)導入後のアクティビティ図(日常保全:事後点検)導入後のアクティビティ図(日常保全:事後点検)導入後のアクティビティ図(日常保全:事後点検) 装置担当者EESオペレータ装置HOST
自己診断を依頼する
環境データ
NPWの検査結果
装置状態情報
環境データを収集する
HOSTにNPWを依頼する
装置の健全性を調べるためにNPWによる検査を実施する
検査結果を収集する
事後点検する
NPWを実施する
処理を行う
プロセス情報
メカ情報を収集する
自己診断をおこなう
復帰診断へ移行する

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
48
図図図図 2-36 EES導入後のアクティビティ図(日常保全:復帰診断)導入後のアクティビティ図(日常保全:復帰診断)導入後のアクティビティ図(日常保全:復帰診断)導入後のアクティビティ図(日常保全:復帰診断)
オペレータ EES 装置担当者
復帰診断する
最終診断する 診断結果を提供する
[復帰OK]
[復帰NG]
診断結果
事後事後事後事後保全保全保全保全
対処完了を通知する
業務の完了を記録する
メンテ履歴
2.3.3.3. 業務開始トリガ業務開始トリガ業務開始トリガ業務開始トリガ 日常保全業務を開始するトリガは以下の通り。
● 毎日の始業前
EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
49
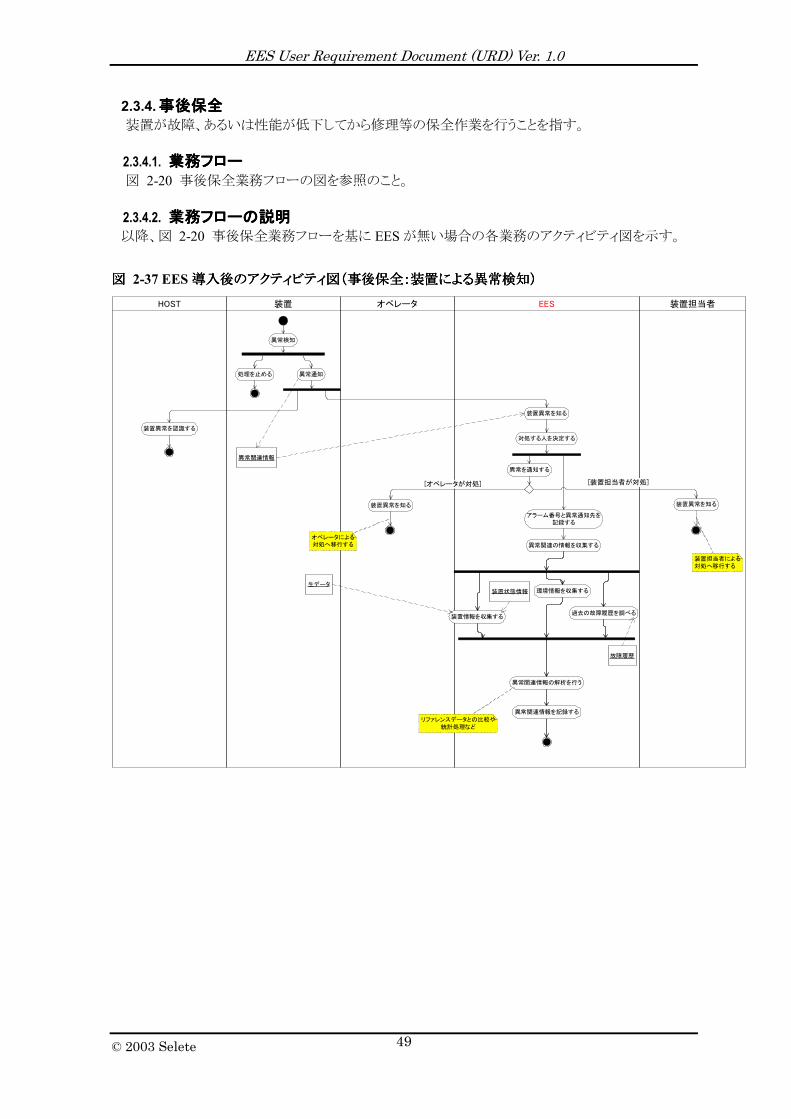
2.3.4. 事後保全事後保全事後保全事後保全 装置が故障、あるいは性能が低下してから修理等の保全作業を行うことを指す。
2.3.4.1. 業務フロー業務フロー業務フロー業務フロー 図 2-20 事後保全業務フローの図を参照のこと。
2.3.4.2. 業務フローの説明業務フローの説明業務フローの説明業務フローの説明
以降、図 2-20 事後保全業務フローを基に EESが無い場合の各業務のアクティビティ図を示す。 図図図図 2-37 EES導入後のアクティビティ図(事後保全:装置による異常検知)導入後のアクティビティ図(事後保全:装置による異常検知)導入後のアクティビティ図(事後保全:装置による異常検知)導入後のアクティビティ図(事後保全:装置による異常検知)
HOST 装置 オペレータ EES 装置担当者
異常検知
処理を止める 異常通知
装置異常を知る
装置異常を認識する
アラーム番号と異常通知先を記録する
異常を通知する
装置異常を知る
[オペレータが対処]
対処する人を決定する
装置異常を知る
[装置担当者が対処]
オペレータによる対処へ移行する
装置担当者による対処へ移行する
異常関連情報
装置情報を収集する
環境情報を収集する
過去の故障履歴を調べる
異常関連情報の解析を行う
故障履歴
異常関連情報を記録する
装置状態情報生データ
異常関連の情報を収集する
リファレンスデータとの比較や統計処理など

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
50
図図図図 2-38 EES導入後のアクティビティ図(事後保全:オペレータによる対処)導入後のアクティビティ図(事後保全:オペレータによる対処)導入後のアクティビティ図(事後保全:オペレータによる対処)導入後のアクティビティ図(事後保全:オペレータによる対処)
HOST オペレータ EES
対処方法を得る
対処を実施する
作業手順を決定する
[交換作業] [簡単作業]
動作点検をする
作業時間を予測する
[NG]
[OK]
予測時間の通知
パーツの準備予測ダウンタイムを受ける
マニュアルを提示するマニュアルを見る
電子マニュアル
スケジュールから当該装置を外す
交換作業を開始する
作業を完了する
作業記録を入力する 作業記録を保存する作業記録情報
マニュアルを提示するマニュアルを見る
電子マニュアル

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
51
図図図図 2-39 EES導入後のアクティビティ図(事後保全:オペレータによる事後点検)導入後のアクティビティ図(事後保全:オペレータによる事後点検)導入後のアクティビティ図(事後保全:オペレータによる事後点検)導入後のアクティビティ図(事後保全:オペレータによる事後点検)
EES ESフィールドサービスオペレータHOST 装置
自己診断を依頼する
環境データNPWの検査結果
装置状態情報
環境データを収集する
HOSTにNPWを依頼する
装置の健全性を調べるためにNPWによる検査を実施する
検査結果を収集する
事後点検する
NPWを実施する
処理を行う
自己診断を行う
プロセス情報
メカ情報を収集する
復帰診断する
最終診断する 診断結果を提供する
診断結果
事後事後事後事後保全保全保全保全
[復帰NG]
対処完了を通知する
業務の完了を記録する
[復帰OK]
メンテ履歴
装置の復帰により最スケジューリングを行う
装置のリリースを行う

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
52
図図図図 2-40 EES導入後のアクティビティ図(事後保全:要因解析)導入後のアクティビティ図(事後保全:要因解析)導入後のアクティビティ図(事後保全:要因解析)導入後のアクティビティ図(事後保全:要因解析)
EES装置担当者 ES:サービスエンジニア
装置情報を収集する
過去の故障履歴を調べる
要因解析を行う
最終診断を行う
障害関連情報を収集する
故障履歴装置状態情報
環境情報を収集する
対処方法を決定する
[原因究明] [原因不明]
装置サプライヤーへの作業依頼
障害関連情報の入手
過去の履歴情報などから要因解析を行う
障害関連情報を提供する
診断を試みる
対処作業へ移行する
EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
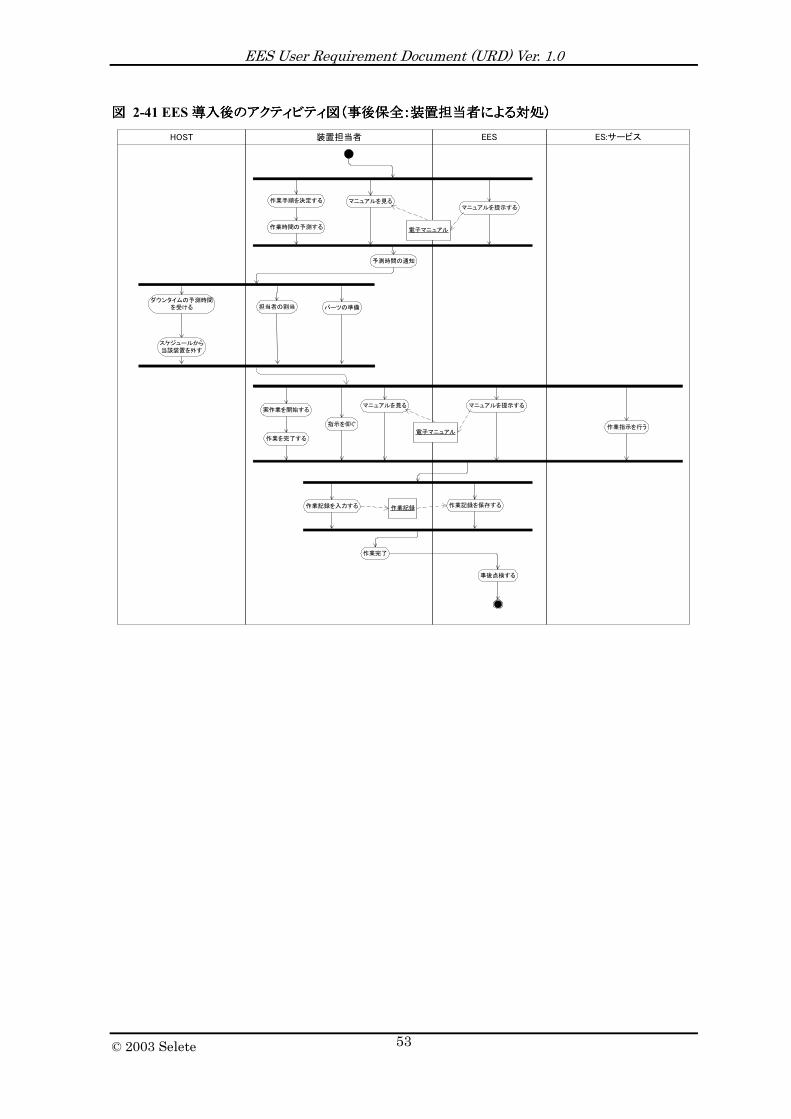
53
図図図図 2-41 EES導入後のアクティビティ図(事後保全:装置担当者による対処)導入後のアクティビティ図(事後保全:装置担当者による対処)導入後のアクティビティ図(事後保全:装置担当者による対処)導入後のアクティビティ図(事後保全:装置担当者による対処) EESHOST 装置担当者 ES:サービス
作業手順を決定する
担当者の割当 パーツの準備
作業時間の予測する
予測時間の通知
ダウンタイムの予測時間を受ける
スケジュールから当該装置を外す
マニュアルを提示するマニュアルを見る
電子マニュアル
作業記録を入力する 作業記録を保存する作業記録
実作業を開始する
作業を完了する
マニュアルを提示するマニュアルを見る
指示を仰ぐ 作業指示を行う
事後点検する
作業完了
電子マニュアル

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
54
図図図図 2-42 EES導入後のアクティビティ図(事後保全:装置担当者による事後点検)導入後のアクティビティ図(事後保全:装置担当者による事後点検)導入後のアクティビティ図(事後保全:装置担当者による事後点検)導入後のアクティビティ図(事後保全:装置担当者による事後点検) 装置HOST 装置担当者 ESフィールドサービスEES
自己診断を依頼する
環境データ
NPWの検査結果
装置状態情報
環境データを収集する
HOSTにNPWを依頼する
装置の健全性を調べるためにNPWによる検査を実施する
検査結果を収集する
事後点検する
NPWを実施する
処理を行う
自己診断を行う
プロセス情報
メカ情報を収集する
復帰診断する
最終診断する 診断結果を提供する
[復帰OK]
[復帰NG]
診断結果
事後事後事後事後保全保全保全保全
対処完了を通知する
業務の完了を記録する
メンテ履歴
装置の復帰により最スケジューリングを行う
装置のリリースを行う
2.3.4.3. 業務開始トリガ業務開始トリガ業務開始トリガ業務開始トリガ 事後保全業務を開始するトリガは以下の通り。 ● 装置の故障

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
55
2.3.5. 予知保全予知保全予知保全予知保全 従来は定期的な保全としたタイムベースの計画保全(TBM)が主流であった。しかし、装置エンジ
ニアリング・システムを導入することで、装置の各部位の劣化・磨耗を傾向的に管理し、部品の寿命を
予測して最適な時期に交換するコンディションベースの保全(CBM)へ移行することが容易になる。
2.3.5.1. 業務フローの説明業務フローの説明業務フローの説明業務フローの説明 図図図図 2-43 EES導入後のアクティビティ図(導入後のアクティビティ図(導入後のアクティビティ図(導入後のアクティビティ図(予知保全:常時状態監視)予知保全:常時状態監視)予知保全:常時状態監視)予知保全:常時状態監視)
EES装置
状態を診断する
報告する
[NG] [OK]
保全トリガー
データを収集する
傾向を見る
自動収集と手入力がある
データを生成する
生データ
装置状態情報
データを分類する

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
56
図図図図 2-44 EES導入後のアクティビティ図(予知保全:オペレータによる保全作業)導入後のアクティビティ図(予知保全:オペレータによる保全作業)導入後のアクティビティ図(予知保全:オペレータによる保全作業)導入後のアクティビティ図(予知保全:オペレータによる保全作業) 装置HOST オペレータ 装置担当者EES
消耗部品などの交換作業を開始する
交換作業指示を出す
マニュアルを見る マニュアルを提示する
交換作業完了
電子マニュアル
キャリブレーション手順などを含む
手順を確認する
交換作業する
キャリブレーションする
作業記録情報
作業開始を記録する
メンテ履歴
自己診断を依頼する
環境データ
NPWの検査結果
装置状態情報
環境データを収集する
HOSTにNPWを依頼する
装置の健全性を調べるためにNPWによる検査を実施する
検査結果を収集する
事後点検する
NPWを実施する
処理を行う
自己診断を行う
プロセス情報
メカ情報を収集する
復帰診断する
最終診断する 診断結果を提供する
[復帰OK]
[復帰NG]
診断結果
対処完了を通知する
業務の完了を記録する
メンテ履歴
EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
57
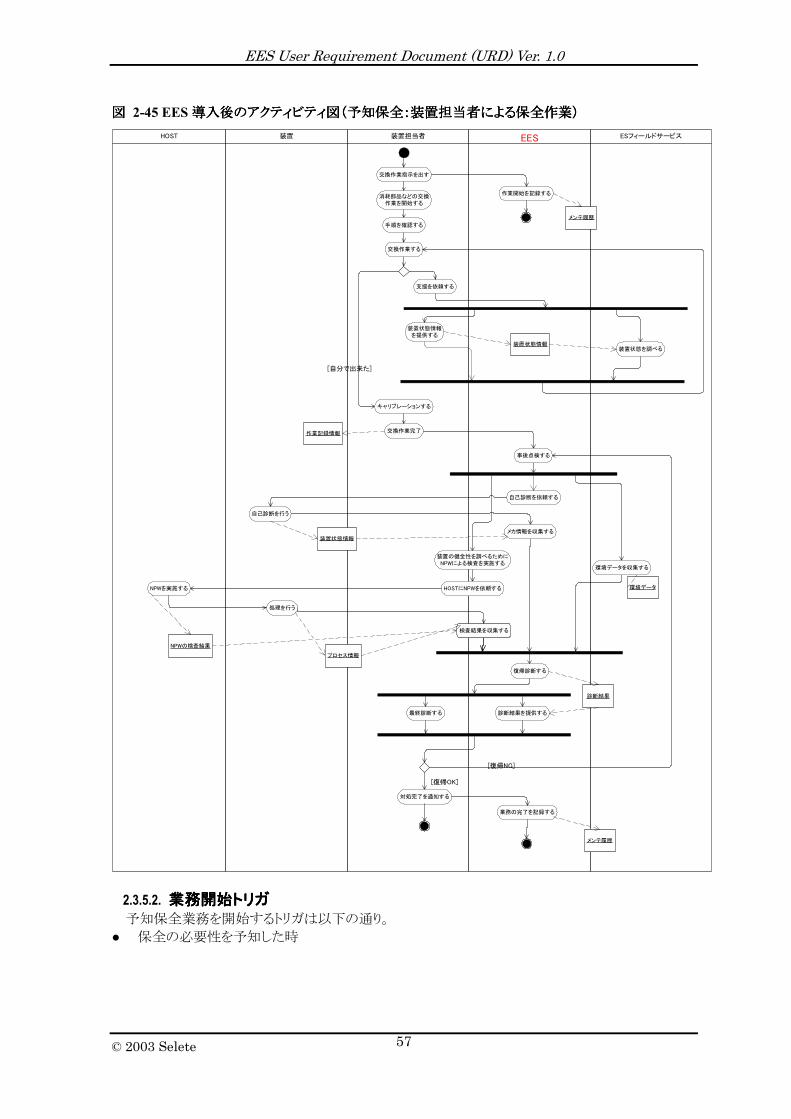
図図図図 2-45 EES導入後のアクティビティ図(予知保全:装置担当者による保全作業)導入後のアクティビティ図(予知保全:装置担当者による保全作業)導入後のアクティビティ図(予知保全:装置担当者による保全作業)導入後のアクティビティ図(予知保全:装置担当者による保全作業)
EES ESフィールドサービス装置担当者HOST 装置
消耗部品などの交換作業を開始する
交換作業指示を出す
交換作業完了
手順を確認する
交換作業する
キャリブレーションする
作業記録情報
作業開始を記録する
メンテ履歴
装置状態を調べる
支援を依頼する
[自分で出来た]
装置状態情報を提供する
装置状態情報
自己診断を依頼する
環境データ
NPWの検査結果
装置状態情報
環境データを収集する
HOSTにNPWを依頼する
装置の健全性を調べるためにNPWによる検査を実施する
検査結果を収集する
事後点検する
NPWを実施する
処理を行う
自己診断を行う
プロセス情報
メカ情報を収集する
復帰診断する
最終診断する 診断結果を提供する
[復帰OK]
[復帰NG]
診断結果
対処完了を通知する
業務の完了を記録する
メンテ履歴
2.3.5.2. 業務開始トリガ業務開始トリガ業務開始トリガ業務開始トリガ 予知保全業務を開始するトリガは以下の通り。
● 保全の必要性を予知した時
EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
58
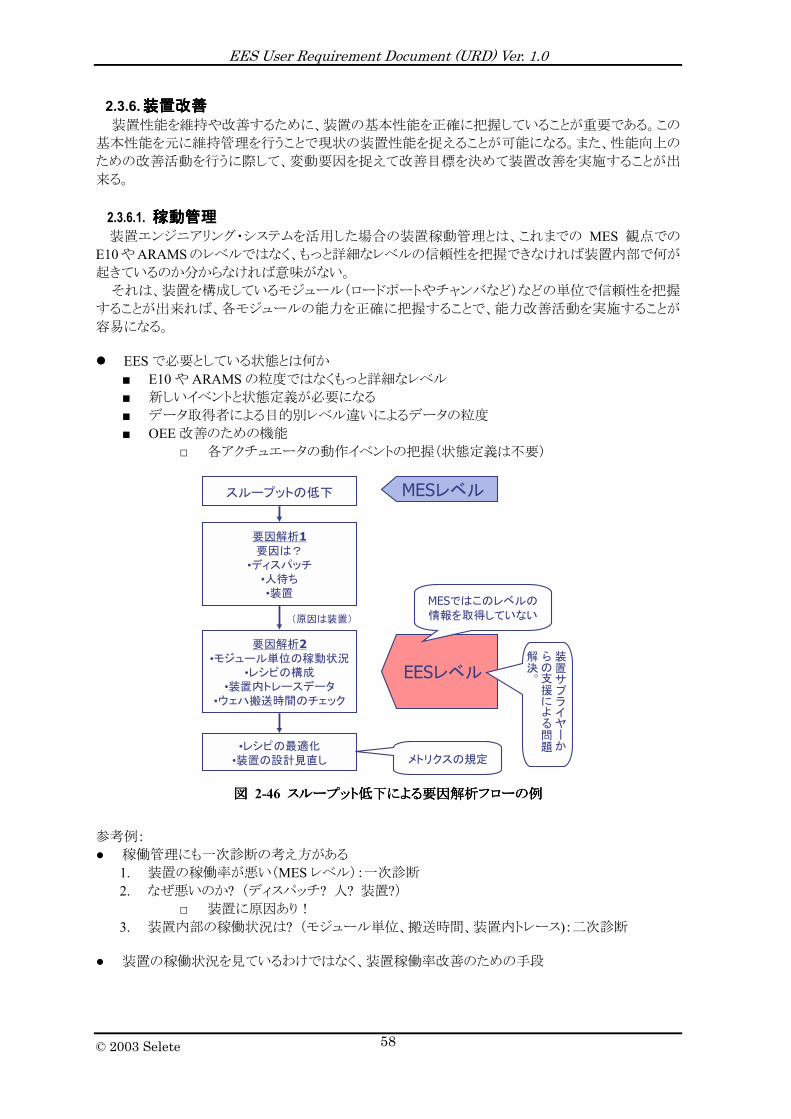
2.3.6. 装置改善装置改善装置改善装置改善 装置性能を維持や改善するために、装置の基本性能を正確に把握していることが重要である。この
基本性能を元に維持管理を行うことで現状の装置性能を捉えることが可能になる。また、性能向上の
ための改善活動を行うに際して、変動要因を捉えて改善目標を決めて装置改善を実施することが出
来る。
2.3.6.1. 稼動管理稼動管理稼動管理稼動管理 装置エンジニアリング・システムを活用した場合の装置稼動管理とは、これまでの MES 観点での
E10やARAMSのレベルではなく、もっと詳細なレベルの信頼性を把握できなければ装置内部で何が起きているのか分からなければ意味がない。 それは、装置を構成しているモジュール(ロードポートやチャンバなど)などの単位で信頼性を把握
することが出来れば、各モジュールの能力を正確に把握することで、能力改善活動を実施することが
容易になる。
! EESで必要としている状態とは何か ■ E10や ARAMSの粒度ではなくもっと詳細なレベル ■ 新しいイベントと状態定義が必要になる ■ データ取得者による目的別レベル違いによるデータの粒度 ■ OEE改善のための機能
□ 各アクチュエータの動作イベントの把握(状態定義は不要)
スループットの低下
要因解析1要因は?
�ディスパッチ�人待ち�装置
要因解析2�モジュール単位の稼動状況
�レシピの構成�装置内トレースデータ
�ウェハ搬送時間のチェック
�レシピの最適化�装置の設計見直し
(原因は装置)
MESレベル
EESレベル
MESではこのレベルの情報を取得していない
メトリクスの規定
装置サプライヤーか
らの支援による問題
解決。
図図図図 2-46 スループット低下による要因解析フローの例スループット低下による要因解析フローの例スループット低下による要因解析フローの例スループット低下による要因解析フローの例
参考例: ● 稼働管理にも一次診断の考え方がある
1. 装置の稼働率が悪い(MESレベル):一次診断 2. なぜ悪いのか? (ディスパッチ? 人? 装置?)
□ 装置に原因あり! 3. 装置内部の稼働状況は? (モジュール単位、搬送時間、装置内トレース):二次診断
● 装置の稼働状況を見ているわけではなく、装置稼働率改善のための手段

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
59
2.3.7. 装置立ち上げ装置立ち上げ装置立ち上げ装置立ち上げ 装置立ち上げの成否が事業の盛衰を決めるキーとなっている。そこで、装置立ち上げ期間の短縮と、
立ち上げ後の装置性能と信頼性の確かさが明確になっていることが重要である。これらを満たすため
には、装置サプライヤは装置出荷時において既に基本性能データを取得し、装置と一緒に導入する
ことが必修となる。
この基本性能データを基に早期立ち上げを可能にすることが目的である。
2.3.7.1. 装置の立ち上げの種類装置の立ち上げの種類装置の立ち上げの種類装置の立ち上げの種類 本書で扱われる“装置立ち上げ”の種類は以下の4種類とする。
● 新規機種の立ち上げ ● 2台目以降(リファレンスできる装置がある)の装置立ち上げ ● 改造装置の立ち上げ ● 移設装置の立ち上げ
2.3.7.2. 新規機種の装置立ち上げ新規機種の装置立ち上げ新規機種の装置立ち上げ新規機種の装置立ち上げ 装置サプライヤは、装置出荷時に検査・調整用に活用した EEデータを伴って装置と一緒にユーザ
サイトへ納入する。(EECガイドライン Phase1.5) 納入された装置はその EEデータを用いて、装置サプライヤによる立ち上げ作業を迅速に行うことが
可能である。これを検収条件とすることになる。 この装置サプライヤによる立ち上げ作業において、トラブルシューティングの解析作業が EE データ
により容易に解析されることを期待する。 また、検収後のデバイス・メーカ側の立ち上げ作業においても、この EE データを活用することで装
置保全作業を容易に行えることを期待する。
2.3.7.3. 立ち上げ時立ち上げ時立ち上げ時立ち上げ時のののの EES使用使用使用使用についてについてについてについて ここでは、現在も議論中の問題点について以下に記す。
● 立ち上げ時のディバイスメーカ・サイトと装置サプライヤ・サイトの接続は EES経由で行うのか?
この期間では装置の調整がメイン作業となるため、大きなトラブルが発生すると、対応者は装置
サプライヤのエンジニアが主である。このため、作業として装置システムに直接介入しなければな
らない事が多々あるので、リモートによる作業は遠隔操作が必要になる。 例えば、装置サプライヤのエンジニアは Telnet などを使って、装置システム内のソフトウェアな
ど修正作業を行うことがある。 そこで、この作業を定常的に用いられる EES ラインを用いることには無理があると考えられる。それはTelnetなどにより容易にEEオブジェクトにアクセスされてしまうことの不安がある。そのため、現状は EES ラインと別ラインで行うことが望まれる。
2.3.7.4. 2台目以降の装置立上台目以降の装置立上台目以降の装置立上台目以降の装置立上 この様な立ち上げの場合は,1台目(既存装置)の EEデータをリファレンスすることで立上時間を短
縮することを目指す。 ● 利用するデータの種類:
■ 環境データ ■ 装置基本性能データ
EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
60
2.3.7.5. 改造装置の立ち上げ改造装置の立ち上げ改造装置の立ち上げ改造装置の立ち上げ この様な立ち上げの場合は,改造による結果を改造前の状態と異なるので,その差分についての
情報収集作業を行い,改造後の自己装置エンジニアリング・データとして反映させることになる。 この意味では,「2台目以降の装置立上」と差はない。
2.3.7.6. 装置移設のよる立ち上げ装置移設のよる立ち上げ装置移設のよる立ち上げ装置移設のよる立ち上げ この様な立ち上げの場合は,移設後の環境に依存するため,移設前後の環境データの比較を行う
ことになる。環境データを活用することで,移設後の装置立ち上げ作業時間の短縮を目指す。 基本的にはこの作業は以前の装置エンジニアリング・データを基に行うことが出来るので,この意味
では,「2台目以降の装置立ち上げ」と差はない。
2.3.8. 部材管理部材管理部材管理部材管理 部材管理について装置エンジニアリング・システムによる活用で、装置構成部品管理テーブルによ
るパーツ情報を参照することが出来るようになる。これにより、購買システム等の連携により、任意の部
品の在庫確認や見積もり、納期時期などの情報を得ることが可能になる(「2.1.3 部材管理業務対応」参照)。

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
61
2.4. プロセスエンジニアリング業務分析プロセスエンジニアリング業務分析プロセスエンジニアリング業務分析プロセスエンジニアリング業務分析
2.4.1. 製品品質維持保全製品品質維持保全製品品質維持保全製品品質維持保全
2.4.1.1. 品質保全品質保全品質保全品質保全 状態監視保全の一種であり、製品品質の変動を抑制することを主眼とした保全。
2.4.1.2. 品質保全における要因解析例品質保全における要因解析例品質保全における要因解析例品質保全における要因解析例 実際の製品においては、不良の要因は単一の工程から発生するのみならず、工程間の複合的要
因の積み重ね(重ね合わせ)による場合も少なからず存在する。その場合、ある検査によって不良が判明するが、不良発生の主要因となる当該装置は直前工程のものとは限らず、不良工程特定のために
は工程をさかのぼって調査する必要がある。ここでは、この例について示す。 2.4.1.3. 業務フロー業務フロー業務フロー業務フロー
異常発生異常発生異常発生異常発生
一次診断
一次診断
一次診断
一次診断
一次診断
一次診断
一次診断
一次診断
対処対処対処対処
事後点検事後点検事後点検事後点検
対処判断対処判断対処判断対処判断
要因解析要因解析要因解析要因解析 情報収集と要因把握情報収集と要因把握情報収集と要因把握情報収集と要因把握
対処結果に基づく情報収集対処結果に基づく情報収集対処結果に基づく情報収集対処結果に基づく情報収集((((NPWNPWNPWNPWや検査装置の使用もや検査装置の使用もや検査装置の使用もや検査装置の使用も))))
NG
OK
二次診断
二次診断
二次診断
二次診断
二次診断
二次診断
二次診断
二次診断
対処決定対処決定対処決定対処決定最終診断
最終診断
最終診断
最終診断
最終診断
最終診断
最終診断
最終診断
要因から対処方法要因から対処方法要因から対処方法要因から対処方法を決めるを決めるを決めるを決める
実作業実作業実作業実作業
対処案と実施項目の評価対処案と実施項目の評価対処案と実施項目の評価対処案と実施項目の評価
検査装置による検査装置による検査装置による検査装置によるFaultFaultFaultFaultDetection(Detection(Detection(Detection(異常検知異常検知異常検知異常検知))))
直前工程調査直前工程調査直前工程調査直前工程調査二次診断
二次診断
二次診断
二次診断
二次診断
二次診断
二次診断
二次診断
情報収集と不良発生情報収集と不良発生情報収集と不良発生情報収集と不良発生
工程の特定工程の特定工程の特定工程の特定工程特定工程特定工程特定工程特定
NG
OK
図図図図 2-47 プロセス観点での装置維持保全フロープロセス観点での装置維持保全フロープロセス観点での装置維持保全フロープロセス観点での装置維持保全フロー
2.4.2. プロセス立ち上げプロセス立ち上げプロセス立ち上げプロセス立ち上げ 本章については,現版では詳細な議論がなされていません。従って以下の記述はこれまでの議論
の概要について記述する。
2.4.2.1. 新規プロセス立ち上げ新規プロセス立ち上げ新規プロセス立ち上げ新規プロセス立ち上げ デバイス・メーカはこれまでも装置サプライヤからのオンライン/オフラインでのサポートを受けている。従って、装置サプライヤはデバイス・メーカの機密情報をも閲覧することになる。 可能であれば,プロセス立ち上げで装置サプライヤによる問題解決をコラボレートすることで,効率
よく行えることは重要である。 しかし,機密保持問題などから契約による運用が必要になる。

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
62
2.5. EES導入後のプロセスエンジニアリング業務分析導入後のプロセスエンジニアリング業務分析導入後のプロセスエンジニアリング業務分析導入後のプロセスエンジニアリング業務分析
2.5.1. 量産プロセスの立ち上げ量産プロセスの立ち上げ量産プロセスの立ち上げ量産プロセスの立ち上げ デバイス・メーカとしては試作 Fab と量産 Fabで EEデータを共有することを切望する。
2.5.1.1. 業務フローの説明業務フローの説明業務フローの説明業務フローの説明
図図図図 2-48 EES導入導入導入導入後のアクティビティ図(品質保全:検査装置による品質異常検知)後のアクティビティ図(品質保全:検査装置による品質異常検知)後のアクティビティ図(品質保全:検査装置による品質異常検知)後のアクティビティ図(品質保全:検査装置による品質異常検知) DM:プロセスエンジニアDM:装置担当者検査装置EESHOST 検査装置 DM:オペレータEES加工装置
検査を実行する
検査結果データ
検査Jobを受け取る
データを収集する
プロセスを実行する
EEデータ
検査結果を受け取る
PEデータ
HOSTにJob処理を要求する
Jobを生成する
Jobを受け取る
プロセス完了を待つ
検査Jobを生成する
プロセス完了を待つ
検査結果を通知する
EEデータ
データを収集する
検査結果履歴
異常通知を受け取る
プロセスエンジニアに通知する
進捗履歴を提供する
直前工程の装置の情報アクセス権を要求する
アクセス権を与える
アクセスログ
アクセス許可情報
進捗履歴
直前の加工装置検査装置を特定する
進捗履歴を問い合わせる
検査工程で不良発生を知る
進捗履歴を参照する
異常を通知する
[異常]
[正常]
アクセス権を与える
アクセスログ
アクセス許可情報
アクセス権を与えるアクセスログ
アクセス許可情報
情報を参照する
プロセス情報を表示する
プロセスデータ
検査結果履歴
・検査結果の傾向・規格値とのマージン
装置の正常/異常を判断する
直前の工程を調査する
[異常] [正常]
装置担当者へ装置の異常を伝える
装置担当者による対処作業に移行
プロセス情報を表示する プロセス情報を表示する
検査装置EEデータ
・レシピ・プロセスパラメータ・環境データ・メンテナンス履歴
2.5.1.2. 業務開始トリガ業務開始トリガ業務開始トリガ業務開始トリガ 品質保全を開始するトリガは,品質の低下を検知したときである。

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
63
3. ユーザ要求(ユーザ要求(ユーザ要求(ユーザ要求(User Requirements)))) EES システムは従来の概念とは異なり、デバイス・メーカ、装置サプライヤがおのおのの側面でユー
ザと成り得るため、両者のビューによるユーザ要求の記述が必要であるが、本書はデバイス・メーカの
視点による記述に留める。 3.1. 機能要求(機能要求(機能要求(機能要求(Function Requirements))))
3.1.1. データ・ハンドリング関データ・ハンドリング関データ・ハンドリング関データ・ハンドリング関連機能連機能連機能連機能 EE業務を遂行する上で必要となるデータの授受、管理等に関する機能である。
3.1.1.1. データ収集・整理の機能データ収集・整理の機能データ収集・整理の機能データ収集・整理の機能 装置は装置エンジニアリング業務のために基本となる情報(加工されていない生データ)をも提供し
なければならない。これらのデータは装置基本性能維持、装置改善、異常検知/解析に必要なデー
タである。また、トラブル発生前後の詳細なデータも取得できなければならない。 主に収集するデータは装置の構成デバイス、例えばアクチュエータやセンサ等の ON/OFF レベル
までを網羅した、二値の詳細イベント(DEE)データと装置のプロセス・パラメータ(液量、ガス流量/分圧、RF パワー、露光ドーズ量、真空度等)や装置自体の状態(薬液吐出圧力、ガス供給圧力、モータの回転数など)や、装置周囲環境を示すアナログ量の 2種類である。 この場合、二値(ディジタル量)の詳細イベントは装置から出力できる全ての物を網羅し、アナログ
量は装置モデルに基づき必要な物を適切な粒度/分解能で収集する機能が必要となる。 ディジタル・データもアナログ・データもタイムスタンプ等のインデックス情報を持つため、装置上で
双方のデータをシンクロナイズする必要はなく、例え関連するデータ同志であっても、それぞれに必要
なデータ粒度を満たしていれば、各々の粒度をそろえる必要は無い。 更に個々のウェーハや処理状態とこれらのデータを結びつけるコンテキスト・データも必要となる。 装置は EESで扱うデータ(EEデータと定義する)、装置の制御機器(ハードウェア制御、プロセス制
御)の生後情報や、装置内の個々のデバイスとそれに付加されたセンサなどから日常監視機能によっ
てもたらされるデータ等を集め、EE アプリケーションや EE データベースに渡すことが出来、更にデータには解析に必要なキーデータ(主にタイムスタンプ)が付加され整理されていることが必要となる。 特に装置稼働に関わる部分はDEEデータ等が装置稼働とどういう関係であるかが重要に成る場合
が多々あるため、必要であればハード、プロセスとも設定値と実行値、レシピの場合は上位から与えら
れる情報のみならず、レシピ・ボディの実行値までを収集範囲とする(「必要であれば」なので、全ての
装置がそうしなければならないわけではない)。 EEアプリケーションはMESや工場システムに対してデータを要求することができることが必要となる。
EEデータベースはこの情報と装置からもたらされる詳細データを基にしてデータ整理を行う。 EE データを収集する場合、データ収集機能は装置が如何なる状態でもデータを収集出来なけれ
ばならない。また、EEデータの収集によって、装置性能に影響を与えてはならない。 このため、理想的なデータ発信の形態としては、装置は詳細イベント(DEE)データとデータ収集プ
ランによって収集間隔(データ粒度)や精度を設定されたアナログ・データ、更にプレーンなコンテキス
ト・データを発信するのみに徹るのが望ましい。 また、データ収集と整理の作業に関しても、高負荷がかかることが予測されるため、取得したデータ
を直接データベースに書き込むのではなく、なんらかのバッファリングを行って、適切な間隔で EE データベースに書き込むことが望ましい。 なお、アナログ・データとDEEデータ等のディジタル・データはタイムスタンプと発生順を保証できれ
ば、解析時に於いて基準時間に対する相関などで関係付けが容易に出来るため、収集時に装置上
でシンクロさせてからデータベース化する必要は無い。 同様にデータ粒度に関しても個々のデータそのものが必要とするレベルのものであれば、比較する

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
64
データ同志の粒度が揃っていなくても特に問題にはならない。 なお、収集するデータについての詳細は 3.2 要求データ(Data Requirements)を参照のこと。
3.1.1.2. データ集計データ集計データ集計データ集計 収集したデータを用いて、任意のデータの統計処理ができること。 例えば、予知保全において消耗部品の使用回数や使用経過時間の累積値、などを算出するため
の機能である。
3.1.1.3. データ保存・廃却データ保存・廃却データ保存・廃却データ保存・廃却 収集したデータおよび集計したデータの保存ができること。 保存したデータは EES内外の機能で活用される。 装置は整理・圧縮や送信タイミング等の条件により決められた大きさの範囲でデータを一時的に保
管する必要がある。
EE データベースでは装置が一時蓄積したデータを受け取り、求められる機能に必要な期間のデータを保存する。装置で一時的に保管したデータはEEデータベースに転送した後、あらかじめ決められたバックアップ保証の期間を経た後、装置内からは廃却(消去)するものとする。 また、EESで設定している保存期間を越えたデータに関しては、更に EEデータベースから抽出し、管理法規などの規則に則り別途保管する物とする。EES での保管期間を越えたデータは外部への抽出・保管後、データベースからは廃却(消去)するものとする。
3.1.1.4. データ発信データ発信データ発信データ発信 収集、集計、保存したデータを外部からの要求、もしくは送信先の機能との間であらかじめ決められ
た時間間隔や関連イベント等に同期して要求元へ発信する。 発信するデータは予め要求元の要求仕様のフォーマットをふまえて準備しておくか、要求時に要求
仕様に合致したフォーマットに加工する必要がある。 また、データの種類や大きさによっては必要な形式で圧縮して発信する。また、データ圧縮
に関しては機能の要求元の求める形式に随時変更したり新たな機能に対して追加したりする
ことを EEデータベース上で可能とすることが必要である。このため装置は、装置エンジニアリング業務のために基本となる情報(加工されていない生データ)を提供しなければならない。
3.1.1.5. 他情報とのリンケージ他情報とのリンケージ他情報とのリンケージ他情報とのリンケージ 日常監視や異常解析のために、MES系やYMS系、外部のナレッジ・ベースなど他の情報システム
との間で標準化されたインタフェースによるリンクを行い相互にデータの授受を行う事が出来ること。
3.1.1.6. 履歴管理機能履歴管理機能履歴管理機能履歴管理機能 取得したデータの履歴を蓄積、管理できること。 この場合、履歴管理はタイムスタンプで行われることが想定されるが、装置管理上矛盾が発生しない
適切な物であるなら、タイムスタンプ自体は装置内外のどこで付与されても問題はない。 ※以降に述べる要求は上記2項目の機能を満たすことを前提に記述している。 3.1.1.7. EEデータ管理データ管理データ管理データ管理 装置は装置エンジニアリング業務のために基本となる情報(加工されていない生データ)を提供しな
ければならない。 EESは装置から提供されるデータについて十分に管理されなければならない。管理項目として以下
に記す。 • 対象データを利用するアプリケーションないしユーザの履歴を取ること • 対象データを利用できるユーザの管理すること
EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
65
• 第三者からのデータの消去、改ざんなどから保護すること • 運用上、容易にデータ保守・管理作業が出来ること
※装置内のデータ保護については装置サプライヤの範囲であり、本書では扱われない。 3.1.1.8. EEデータ分類データ分類データ分類データ分類 EEデータは先に述べたDEEデータとアナログ量、コンテキスト・データの 3種類から成るが、用途の分類では以下の 2種類となる。
• 装置エンジニアリング・データ(EED) • プロセスエンジニアリングデータ(PED)
装置エンジニアリング・データはデバイス・メーカと装置サプライヤ双方で活用するためのカテゴリに
あるデータ種である。従って、この種のデータの利用者はデバイス・メーカと装置サプライヤとなる。 プロセスエンジニアリングデータはデバイス・メーカのみで活用するためのカテゴリにあるデータ種で
ある。従って、この種のデータの利用者はデバイス・メーカとなる。基本的には装置サプライヤは利用
することは出来ない。 このような分類観点で、運用上はEEデータを適切に管理されなければならないため、デバイス・メーカと装置サプライヤで共有するデータの定義を予め協議しておく必要がある。
3.1.2. 性能維持/向上機能性能維持/向上機能性能維持/向上機能性能維持/向上機能
3.1.2.1. 装置運転管理に関する機能装置運転管理に関する機能装置運転管理に関する機能装置運転管理に関する機能
3.1.2.1.1. 日常監視(装置点検)機能日常監視(装置点検)機能日常監視(装置点検)機能日常監視(装置点検)機能 装置における日常運転状態を監視し、運転状態の傾向をデータ化することができること。この中に
はハードウェアだけでなく、プロセス処理の設定値/実行値なども含まれる。 日常監視は、装置や EES アプリケーションで行う場合と EES 外(例えば、人や工場施設など)の機
能が行う場合がある。 装置の監視機能で生成した装置の運転状態に関するデータはデータ収集の機能により装置内で
一時的にバッファリングしたあと、データ整理の機能により適切な索引データとともに EEデータベースに蓄積する。 またEEアプリケーションで解析した結果のデータや外部から入力されたデータはキー(索引)パラメ
ータによるインデックスを付加された後、EEデータベースに蓄積する。 EEアプリケーションによる装置監視の場合、装置および EEデータベースに蓄積されたデータを用
い、任意の傾向監視アルゴリズムを用いて装置運転状態の日常監視をすることができること。 日常監視については以下の機能を有すること。
• 常時運転状態をモニタし、変化傾向を監視ができること。 • 常時運転状態をモニタし、プロセス終了時間の予測などの提案が可能なこと。 • ある一定の期間あるいは、後述の異常検知などのイベントにより、装置状態をモニタし、変化傾向
の監視が出来ること。 • 外部からの指示により全体もしくは特定の部位の状態を取得できること。 • 日常監視アルゴリズムによる傾向管理が行えること。 • 日常監視アルゴリズムでの傾向管理により、装置の異常予知が行えること(この予知段階で「異常
検知(一次診断)・発報」へ移行)。 • 日常監視アルゴリズムを任意にカスタマイズ可能なこと。 • アルゴリズムを任意にバージョンアップすることができること。 また、EES 外からの監視の場合は、EE データベースは外部からの入力を支援することができること。
ここでの支援とは監視のための情報を提供することなどが考えられる。
EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
66
• EES外からの監視診断を受け入れるためのインタフェースを有すること。
3.1.2.1.2. 異常検知(一次診断)・発報(高速異常検知(一次診断)・発報(高速異常検知(一次診断)・発報(高速異常検知(一次診断)・発報(高速 FDC→装置)→装置)→装置)→装置) 装置における異常を検知し、異常を日常監視データと関係付け、異常発生時の詳細データとして
識別させることができること。 この機能により生成された装置のエラーに関する詳細データはデータ収集の機能により装置上に
一時的にバッファリングしたあと、データ整理の機能により適切な索引データとともに EEデータベースに蓄積する。
装置に一時的にバッファリングした異常に関する詳細データはEEアプリケーションやEESを仲介し
て問い合わせてくる別のコンポーネントに対して参照させることが出来る。 EEアプリケーションで解析した結果のデータや外部から入力されたデータはキー(索引)パラメータ
によるインデックスを付加された後、EEデータベース上に蓄積する。 異常検知機能を持つものは、装置および EE アプリケーション、更に EES外(例えば、人など)が挙
げられる。 装置からのアラーム発報等の高速な異常検知は通常、装置内 EES の異常検知(装置上の一次診
断)機能によって検知・発報される事が想定される。 この場合の異常検知については以下の機能を有すること。
• 装置は自分自身の外部(EEアプリケーションやMES系コンポーネント)に対して異常発生や警報や異常の兆候を知らせる警告の発報が行えること。
• 装置からの異常発報(アラーム)による検知が行えること。 • 装置からの異常発報(アラーム)により発報前までに収集した装置状態データなどを基に装置の
異常状態を詳細に報告できること。 • 異常検知報告のアルゴリズムを任意にカスタマイズ可能なこと。 • 上記アルゴリズムを任意にバージョンアップすることができること。 また、EES外からの検知の場合は、装置外 EES機能は外部からの入力を支援することができること。
ここでの支援とは検知のための情報を提供することなどが考えられる。 • EES外からの検知診断を受け入れるためのインタフェースを有すること。 異常の発報は、装置で異常が発生した場合および EE アプリケーションで日常監視データから異常を検知した場合、装置および外部からの入力により異常が検知された場合に実行される。この場合の
異常発報については以下の機能を有すること。 なお、従来は装置からの異常発報に関しては MES 系の生産管理システムに対して行われていた
が、その機能の削除もしくは変更を意図する物ではなく、単に従来の異常発報の報告先追加を求める
物である。 • 装置は EEアプリケーションに対して異常に関するアラームを発報出来ること。 • EE アプリケーションは装置からの異常に関するアラームを受け取ると、それを他のシステムに発
報出来ること。 • EE アプリケーションは装置からの異常に関するアラームを受け取り、装置状態確認後の異常解
析(二次診断)の結果、異常であると判断した場合、EES としてのアラームを他のシステムに発報出来ること。
なお、故障など予測できない異常だけでなく、下記のような場合も検知の対象とする。
• 定期点検・保全を行う時刻になったこと、あるいは規定の処理枚数に達した場合。 • パーティクル・チェックなど定期点検の結果が規格外になった場合
3.1.2.1.3. 異常解析(二次診断)・発報(低速異常解析(二次診断)・発報(低速異常解析(二次診断)・発報(低速異常解析(二次診断)・発報(低速 FDC→→→→EE アプリケーション)アプリケーション)アプリケーション)アプリケーション) 異常検知された情報を用いて、異常解析を行うことができること。異常解析については以下の機能
を有すること。
EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
67
• 異常解析アルゴリズムによる原因特定することが出来ること。 • 異常解析アルゴリズムによる故障個所の特定することが出来ること。特定が出来ない場合は、外
部からの支援を受けることができること。外部支援とは、装置エンジニアや装置サプライヤなどで
ある。 • 異常解析アルゴリズムを任意にカスタマイズ可能なこと。 • EES 外からの解析支援を受け入れるためのインタフェースを有すること。EES 外とは場内(人な
ど)、場外(装置サプライヤ)の両者を示す。 また、傾向変化などの「変異が緩慢」な異常検知は EEアプリケーションの日常監視機能によって収
集されたデータを解析する事により検知・発報される事が想定される。この異常検知は解析作業を介
するため、二次診断に含む物とする。 検知は EE アプリケーションによって行われ、データ収集機能によって収集したデータから、任意の異常検知アルゴリズムを用いて異常を監視することができること。この場合の異常検知については前
述の機能に加えて以下の機能を有すること。 • 異常解析アルゴリズムによる異常検知が行えること。 • 異常解析アルゴリズムを任意にカスタマイズ可能なこと。 • 上記アルゴリズムを任意にバージョンアップすることができること。
3.1.2.1.4. 検査実行判断/依頼検査実行判断/依頼検査実行判断/依頼検査実行判断/依頼 EE アプリケーションは日常監視や異常解析の結果、検査装置による装置検査が必要か否かの判断が出来ること。検査が必要となった場合、生産進捗管理(MES)系のシステムに対して検査実行要求が出来ること。 検査実行要求に関しては以下の機能を有すること。
• 検査実行判断アルゴリズムによって必要な検査項目の特定と提案が出来ること。 • プロセス性能に関わる検査の場合、MES 系に製品ウェーハを検査するか新たに NPW を使用す
るか判断させる材料を提供出来ること。 検査結果の判断は異常解析(二次診断)機能が受け持つ範囲とする。
3.1.2.1.5. 管理値編集機能管理値編集機能管理値編集機能管理値編集機能 日常監視や異常検知・解析のトリガとなる各種管理(リミット)値の編集が出来ること。 各種管理値は装置の使用環境やプロセス条件により変わるため、必須の機能である。
3.1.2.1.6. インターロック管理インターロック管理インターロック管理インターロック管理 装置の各種インターロックの状態監視および設定管理を行う。 インターロックには制御系のソフトウェア・インターロック、装置内のハードウェアのインターロック、装
置外部の環境管理系からの入力によるインターロック等が挙げられる。 特に外部からの入力によるインターロックはガス漏洩検知システム等からの安全にかかわる物が多
いため、状態監視は重要な項目である。 インターロック管理としては以下の機能を有すること。
• インターロック設定状態が記録できる物はその記録を残せること。 • インターロック設定状態がプロセス処理条件や装置運転条件/状態と矛盾する設定の場合は警
告を発報する事が出来ること。 • 外部からのインターロック信号入力の記録を保存できること(安全に関わる入力の場合は
信号により装置が停止するため、停止に至った状態を保存する必要がある)。
3.1.2.2. 機差吸収機能機差吸収機能機差吸収機能機差吸収機能 同種の異なる装置に対して、同一レシピ下で同一の処理結果となるように装置状態を維持すること。
使用する号機毎にスタティックにもダイナミックにも調整を行うこと。 具体的には、EE データベースに蓄積された物理的な運転やプロセス処理の設定値/実行値等の

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
68
履歴データを元に同一機種他号機間の物理的な環境およびプロセス的な環境の機差吸収を行い、
同一レシピで同一の出来映えを保障する。
3.1.2.3. 時間変動吸収機能時間変動吸収機能時間変動吸収機能時間変動吸収機能 保全からの経過時間に依存せずに同一レシピ下で同一の処理結果を維持すること。部品消耗、経
年変化に対してスタティックにもダイナミックにも調整が可能であること。調整メカニズムに関しては機
差吸収機能に倣う。
3.1.2.4. チャンバ差吸収機能チャンバ差吸収機能チャンバ差吸収機能チャンバ差吸収機能 同一処理が可能なチャンバを複数有する装置において、使用するチャンバに依存せずに同一の
処理結果になるように維持すること。チャンバ毎にスタティックにもダイナミックにも調整を行うこと。 具体的には EE データベースに蓄積された履歴データを元に一台の装置内における同一プロセ
ス・チャンバ間の物理的な環境およびプロセス的な環境の機差吸収を行い、同一レシピで同一の出来
映えを保障する。
3.1.2.5. 装置個別能力の把握/向上装置個別能力の把握/向上装置個別能力の把握/向上装置個別能力の把握/向上 装置稼働状態を分析し、処理能力改善のための情報支援を行えること。
3.1.2.6. プロセス・データ解析支援機能プロセス・データ解析支援機能プロセス・データ解析支援機能プロセス・データ解析支援機能 収集したデータからプロセス関連データを抜き出し、プロセス・トラブル解析等のアプリケーションに
提供出来ること。
3.1.2.7. 稼働状態管理機能稼働状態管理機能稼働状態管理機能稼働状態管理機能 稼働状態の収集可能なデータを全て収集し、稼働解析、装置健康管理、メンテナンス予測、故障
予知などのアプリケーションに提供できること。
3.1.2.8. 装置構成情報管理機能装置構成情報管理機能装置構成情報管理機能装置構成情報管理機能 稼働状態の収集可能なデータを全て収集し、稼働解析、装置健康管理、メンテナンス予測、故障
予知などのアプリケーションに提供できること。
3.1.3. 遠隔診断機遠隔診断機遠隔診断機遠隔診断機能能能能
3.1.3.1. セキュリティセキュリティセキュリティセキュリティ 使用ユーザの限定や使用機能の限定を行うことは、装置セキュリティ上必要不可欠である。データ
もしくは資源を不正アクセスから保護するために、ユーザ管理機能が提供されるものとする。 EES の持つ各画面の参照および変更は、ユーザレベルにより制限がかけられるものとする。また、
遠隔診断はインターネット経由で実施されることが前提になっているため、インターネットで一般的に
使用される情報暗号化やユーザ認証システムなどは必須としてサポートされなければならない。 工場外の環境からインターネット経由などで遠隔アクセスを行う場合は、ネットワークを経由して送
受信されるデータに対して、情報漏洩を防止するための適切なセキュリティ対策が施されていることが
必要である。また、インターネット経由による相互接続の場合は、DMZ環境で相互接続することを前提とし、工場内への環境へ接続する場合は、接続形態やセキュリティ対策などに関して別途協議される
べきである。
3.1.3.2. 遠隔装置情報閲覧・診断遠隔装置情報閲覧・診断遠隔装置情報閲覧・診断遠隔装置情報閲覧・診断 遠隔診断の場合は情報閲覧機能に限って操作ができること。通常の装置オペレーションは禁止す
る。 装置の情報閲覧はアクセス権を持った主体者のみが行えるものとする。これはセキュリティにおける
ユーザレベル管理と関連することである。
EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
69
また、この機能を応用することにより、装置に異常や問題が発生した場合に場外サイト(装
置サプライヤを含む)からの装置診断、助言などのサービスが受けられること。
3.1.3.3. データアクセス管理機能データアクセス管理機能データアクセス管理機能データアクセス管理機能 対象データへのアクセスに関しては、ユーザ認証によるユーザ管理及び、アクセス権限管理が行わ
れ、そのユーザに許可されたデータにのみアクセス可能とすること。アクセス権限や参照可能なデータ
の種類やデータ量などについては、事前に機密保持契約等で相互に合意の上で実施されること。 また、データアクセスを監視するとともに、データアクセスに関する情報がログなどに記録され、監査
などの目的で利用可能なこと。
3.1.4. メンテナンス支援機能メンテナンス支援機能メンテナンス支援機能メンテナンス支援機能 EESでは装置エンジニアリング業務について、現場のライン管理者、作業指示が出来るスーパーオ
ペレータ等への作業提案および直接作業を実施するスーパーオペレータや一般オペレータ、保守要
員に対する作業支援をする事が出来なければならない。 また、該当する支援情報提案や作業指示内容に対する情報が不足する場合は外部からの支援を
受けることできなければならない。 スーパーオペレータやライン管理者に対する作業提案としては、保守要員のスキル提案や、保守
要員を要するか、現場のオペレータ・レベルで対処できるかの切り分け判断などが挙げられ、スーパ
ーオペレータや一般オペレータ、保守要員への作業支援としては、保守手順支援やナビゲーションな
どがある。 また、標準作業内容による作業完了予測時間の算出なども行い、スケジューラ/ディスパッチャや
作業者からの問い合わせに対して提案できることや、作業者による作業完了予測の入力などもサポー
トする必要がある。 また、外部からの作業支援としては、診断/支援フェイズでは異常診断支援や異常解析支援など、
作業提案や作業指示のフェイズでは装置サプライヤのナレッジ・ベースへの接続やエンジニアに依る
遠隔提案等が考えられる。 以下にその作業項目を列挙する。
3.1.4.1. 事前提案事前提案事前提案事前提案
• 保守作業計画立案 -装置状態を解析し、更に生産計画などを鑑み、ライン管理者やスーパーオペレータ等に保守
計画を立案する事ができること。 • 作業者スキル指示提案 -当該作業に必要なエンジニアのスキル提案が出来ること。
3.1.4.2. 診断解析支援診断解析支援診断解析支援診断解析支援
• 異常診断支援 -異常検知の項を参照のこと。
• 異常解析支援 -異常解析の項を参照のこと。
• データ表示 -MMI(Man Machine Interface)等により装置外部から要求されたデータや、イベントによって発生するデータ等を表示する。
3.1.4.3. 入力支援入力支援入力支援入力支援
• EESに情報を入力するためのインタフェースを提供すること。 -例として、メンテ後の作業記録の入力テンプレートや、作業終了時の装置状態のデータが自動
EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
70
的に付加される機能、装置サプライヤのサービス・エンジニア向けのレポーティング機能などが
想定される。 (具体化は SEMI Standard E95 “ Specification for Human Interface for Semiconductor Manufacturing Equipment”との兼ね合いもあり、要検討) 異常の検知、解析から対処方法の提案、電子マニュアル等のサービスが受けられること。
(保全/トラブルシューティング機能を参照)
3.1.5. 部材管理機能部材管理機能部材管理機能部材管理機能 使用リミット値、図面情報、バージョン情報なども含むことを明記する必要あり。コスト予測に関しても
言及する。
3.1.5.1. 必要時期の予知機能必要時期の予知機能必要時期の予知機能必要時期の予知機能 交換部品の使用状況を把握し、部品交換が必要となる時期を予測できること。 消耗品の使用量を把握し、補充時期を予測できること。
3.1.5.2. 交換履歴記録機能交換履歴記録機能交換履歴記録機能交換履歴記録機能 部品交換履歴、消耗材補充履歴を蓄積できること。
3.1.5.3. バージョン管理機能バージョン管理機能バージョン管理機能バージョン管理機能 交換した部品のバージョンを管理すること。
3.1.5.4. 部材発注機能部材発注機能部材発注機能部材発注機能 購買システムと連動できること。
3.1.6. 処理/保全計画機能処理/保全計画機能処理/保全計画機能処理/保全計画機能
3.1.6.1. 故障予知機能故障予知機能故障予知機能故障予知機能 常に装置を監視し、突発停止がないように装置異常=故障が発生する日時を予測できること。
3.1.6.2. 最適な保全計画立案支援機能最適な保全計画立案支援機能最適な保全計画立案支援機能最適な保全計画立案支援機能 点検/保守が必要となる日時を予測し、同時に実施すべき点検/保守や交換部品の納期を考慮
して、最適な点検/保守実施日時を決定するために必要な情報を収集/提供できること。
3.1.6.3. 終了時間予測機能終了時間予測機能終了時間予測機能終了時間予測機能 現処理の終了時間、点検/保守作業の終了時間、異常対処完了時間を予測できること。
3.1.7. 保全/トラブルシューティング機能保全/トラブルシューティング機能保全/トラブルシューティング機能保全/トラブルシューティング機能
3.1.7.1. 作業支援作業支援作業支援作業支援 • 保守手順支援 -保守作業の手順を作業者に情報提供ができること。手順については、同時に実施すべき他の
保守項目情報の最適化を計るための仕掛けが必要になる。 -保守対象の部品に関する情報を提供できること。
• ナビゲーション(電子マニュアル) -装置の構成や、点検/保守手順、装置の異常現象とその発生要因や対処方法を含んだ電子
マニュアルが用意され、必要時に閲覧しそれを用いて、保守作業手順などを分かりやすく導く
EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
71
ことができること。 -電子マニュアルのバージョンアップ、装置使用者による独自マニュアルのアップロード、修正な
どが可能で、装置自体との構造やバージョンとのずれがないように適切に改訂されること。 • EES外からの支援 -EES だけでは解決することが出来ない場合、外部からの支援を受けるための手段が必要になる。このための手法を提供すること。
-具体的な一例としては装置サプライヤからの遠隔診断が挙げられる。
3.1.7.2. 保全保全保全保全/トラブル履歴機能/トラブル履歴機能/トラブル履歴機能/トラブル履歴機能 点検/保全/トラブル/装置改造の履歴を蓄積できること。入力に際しては各履歴/項目に適し
た入力インタフェース(テンプレート)が用意されていること。蓄積した履歴を必要時に検索、参照でき
ること。
3.1.8. APC機能機能機能機能
3.1.8.1. フィードバック制御機能フィードバック制御機能フィードバック制御機能フィードバック制御機能 当該装置の変動を調整できること(詳細はガイドライン指針決定後追加予定)。
3.1.9. 異常検知・要因解析機能異常検知・要因解析機能異常検知・要因解析機能異常検知・要因解析機能
3.1.9.1. 異常の早期検知機能異常の早期検知機能異常の早期検知機能異常の早期検知機能 装置の不具合や異常を検知できること。 自工程の異常は自工程内で(他工程での処理・検査実施前に)検知できること。
3.1.9.2. 要因特定時間の短縮要因特定時間の短縮要因特定時間の短縮要因特定時間の短縮 発生した異常や現象から要因の絞込みができること。 要因解析に必要な知識、電子マニュアル、過去の事例、データを検索できること。
3.1.10. レシピ管理機能レシピ管理機能レシピ管理機能レシピ管理機能 レシピ管理の為にレシピエディタの機能を搭載なども視野にいれる。
(詳細 TBD:RaP関連スタンダードおよびガイドライン指針決定後追記予定) 搭載すべき機能は以下のとおり。
• 装置のレシピ管理 -時系列によるレシピの変更履歴管理 -同機種他号機間の横睨み監視
• 装置のレシピ編集 -同機種他号機間の一括編集
• 装置状態を把握しレシピの実行可能/不可能を告知する。 -MES系などにフィードバックしリスケジューリングやディスパッチの組み替え
3.1.11. 立ち上げ支援機能立ち上げ支援機能立ち上げ支援機能立ち上げ支援機能 装置早期立ち上げの為の補助機能
装置の出荷前データや設計データ、過去の同一機種の立ち上げデータなどを参照し、当該装置の
早期立ち上げに活用する。

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
72
3.1.12. 分析・解析のための分析・解析のための分析・解析のための分析・解析のための EEEEEEEEデータに求める機能データに求める機能データに求める機能データに求める機能
3.1.12.1. タイムスタンプについてタイムスタンプについてタイムスタンプについてタイムスタンプについて 装置から提供される EE データはデータとタイムスタンプにより構成されるものを最低限のものとして
要求される。この際に、装置内の構成物が複数のものから構成される場合、装置内の絶対時間を持つ
ことは現実的でないので、構成物ごとの各時間差を分析・解析ツールからも認識できる仕掛けが提供
されなければならない。
3.1.12.2. データ分析モデルについてデータ分析モデルについてデータ分析モデルについてデータ分析モデルについて 装置から提供される EE データを用いてデータ解析を行う場合、データ構成の意味付けを表すもの
として解析モデル(エンジンなど)を必要する。この解析モデルは装置サプライヤから提供される場合
もあるし、サードパーティからの場合もある。また、状況によりデバイス・メーカ自身でモデルを改良する
ことも出来なければならない。
3.1.12.3. データの順番保証に関してデータの順番保証に関してデータの順番保証に関してデータの順番保証に関して 装置から発信されるイベント(DEE)・データはその発信メカニズムにより、複数のイベントが同じタイムスタンプを持つ場合があり得る。この場合、アプリケーションのアルゴリズムによってはイベントが識別
できず、解析アプリケーションが思わぬ誤動作に陥る場合も想定できる。このため、特にDEEデータにはイベントの発生順番を保証するための付帯情報を持つ事が望まれる。 しかしながら、この情報は、同時に発生しうる個数のデータが識別できれば充分であるため、起点か
らの完全な通し番号である必要は無く、小さな桁数でサイクリックする方式でかまわない。

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
73
3.2. 要求データ(要求データ(要求データ(要求データ(Data Requirements)))) EESで活用するデータは装置の動作状態や遷移、経緯などを表現できるディジタル系の装置詳細
イベント(DEE)・データ、DEE と密接な関係を持つ材料供給系や用力系等の追跡を行い、DEE データと組み合わせることにより、より詳細な装置の動作状態遷移やプロセス状態を表現するアナログ系の
トレース・データ、さらに装置の設定やレシピ設定/実行値などを表現するパラメータであるコンテキス
ト・データの 3種類のカテゴリに大別される。
3.2.1. DEEデータ(データ(データ(データ(Detailed Equipment Event)))) DEE データは図 3-1 および図 3-2 に示すように、装置から出力可能な全てのイベントを対象とし、その総称として使われている。この DEEデータにタイムスタンプ等の適切な情報を付加することで、装置がどのように動いて何が起こったかを装置外で完全に再現することも可能である。
本引き
本引き
本引き
本引き
P ON
粗引き
粗引き
粗引き
粗引き
P OFF
生産進捗システム生産進捗システム生産進捗システム生産進捗システム
真空・粗挽き真空・粗挽き真空・粗挽き真空・粗挽きドア・閉ドア・閉ドア・閉ドア・閉
粗挽きポンプ粗挽きポンプ粗挽きポンプ粗挽きポンプON粗挽きバルブ粗挽きバルブ粗挽きバルブ粗挽きバルブ OPEN
本引きポンプ本引きポンプ本引きポンプ本引きポンプON本引きバルブ本引きバルブ本引きバルブ本引きバルブ OPEN
装置内シーケンス装置内シーケンス装置内シーケンス装置内シーケンス
アクチュエータアクチュエータアクチュエータアクチュエータ
プロセスジョブプロセスジョブプロセスジョブプロセスジョブ (キャリア(キャリア(キャリア(キャリアID, スロットスロットスロットスロットID, スロット番号スロット番号スロット番号スロット番号, レシピレシピレシピレシピ��)真空・本引き真空・本引き真空・本引き真空・本引き
I/OOUT
IN
チャンバドア閉
チャンバドア閉
チャンバドア閉
チャンバドア閉
ON
ドア閉
ドア閉
ドア閉
ドア閉
On
粗引き
粗引き
粗引き
粗引き
P ON
粗引き
粗引き
粗引き
粗引き
P ON
粗引き
粗引き
粗引き
粗引き
V 開開 開開
粗引き
粗引き
粗引き
粗引き
V 開開 開開
粗引き
粗引き
粗引き
粗引き
V 閉閉 閉閉
粗引き
粗引き
粗引き
粗引き
V 閉閉 閉閉
粗引き
粗引き
粗引き
粗引き
P OFF
本引き
本引き
本引き
本引き
P ON
本引き
本引き
本引き
本引き
V 開開 開開
本引き
本引き
本引き
本引き
V 開開 開開
粗引き終了
粗引き終了
粗引き終了
粗引き終了
本引き終了
本引き終了
本引き終了
本引き終了
プロセスとプロセスとプロセスとプロセスとメカの詳細メカの詳細メカの詳細メカの詳細な動作な動作な動作な動作
プロセスデータプロセスデータプロセスデータプロセスデータ
装置基本機能装置基本機能装置基本機能装置基本機能のデータのデータのデータのデータ
装置外装置外装置外装置外へ送出へ送出へ送出へ送出
装置外装置外装置外装置外へ送出へ送出へ送出へ送出
相関相関相関相関相関相関相関相関
装置外で装置外で装置外で装置外での装置動作の装置動作の装置動作の装置動作の復元の復元の復元の復元
ローレベルからローレベルからローレベルからローレベルからハイレベルへハイレベルへハイレベルへハイレベルへ
1
2
真空到達真空到達真空到達真空到達
真空到達真空到達真空到達真空到達
センサ
アクチュエータイベント
アクチュエータ動作のアクチュエータ動作のアクチュエータ動作のアクチュエータ動作のバイナリ・ステータスバイナリ・ステータスバイナリ・ステータスバイナリ・ステータス
アクチュエータ動作のアクチュエータ動作のアクチュエータ動作のアクチュエータ動作のバイナリ・ステータスバイナリ・ステータスバイナリ・ステータスバイナリ・ステータス
要求解像度による要求解像度による要求解像度による要求解像度によるサンプリングサンプリングサンプリングサンプリング
要求解像度による要求解像度による要求解像度による要求解像度によるサンプリングサンプリングサンプリングサンプリング
図図図図 3-1 装置エンジニアリング・データと装置基本機能を表すデータ装置エンジニアリング・データと装置基本機能を表すデータ装置エンジニアリング・データと装置基本機能を表すデータ装置エンジニアリング・データと装置基本機能を表すデータ
図 3-1 は真空装置でプロセス開始前の真空チャンバの粗引きから本引きまで行い、ベース真空圧まで到達させるシーケンスを想定したものである。 装置の設計如何により、これよりも更に細かいレベルの DEEデータを出力することも可能であるが、おおむねこの粒度までの分解能を持てば、装置の動きを充分に捉えることが可能である。 図 3-2に示すように、上位の Job レベルから末端のデバイス応答までの全てが DEEデータであり、
後々の解析を考慮するとイベント ID と Statusのみならず、Timestamp も重要となってくる。 DEE データに添付されている Timestamp の時刻情報から、命令に対する応答なども分析出来るの
で動作解析等に活用展開が可能となっている。 また、DEE データは、アクチュエータ・レベルのイベントからジョブのレベルのイベントまでを全て含
むが、最低限以下のようなデータ構造とするのが望ましい。
DEEに含まれる情報(属性) -1:Timestamp ←いつ -2:Event Reporter ID ←誰が -3:Action Name ←なにをした -4:関連するリソース -5:(付帯情報、Result) ←個別情報、発生順番保証キーなど

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
74
バルブ開
ポンプON
真空計設定値
バルブセンサ
真空バルブ
ポンプON
チャンバドア閉
ドア閉
粗引きバルブ開
粗引き開始
チャンバドア閉
真空粗引き
処理開始
Jobレベルレベルレベルレベル レシピレベルレシピレベルレシピレベルレシピレベル 制御命令制御命令制御命令制御命令10000101
制御応答制御応答制御応答制御応答 動作応答動作応答動作応答動作応答 イベント
イベント
イベント
イベント
ID
Status
バルブ閉
粗引きバルブ閉
11000101111001011111010111110111
ポンプOFF粗引き終了
粗引き終了
真空バルブ
TrueTrueTrueTrueTrue
1101010111011101110111111010010110110101
TrueTrueTrueTrueTrue
101101111011011010110100
10110111
10100101
TrueTrueTrue
False
False10110101
1101010111011101
11000101
False
FalseFalse
False
バルブセンサ 10110110 False
ポンプOFF 11011111 False
TTTTTTTTTTTTTTTTTTTTT
Timestamp
DE
E D
ataD
EE
Data
図図図図 3-2 上位からの作業の流れとイベント上位からの作業の流れとイベント上位からの作業の流れとイベント上位からの作業の流れとイベント
一般的な最小構成は“1”~“3”の「いつ」、「誰が」、「なにをした」で記述されるが、そのイベントが何
と関係するかを“4”の関連するリソースで、タイムスタンプによる時系列と共に上から下へ関係を紐付
ける事が可能となる。これを図示したものが、図 3-3である。
Timestamp = xx:xx:xx.aaaaEvent Reporter = Valve IDAction Name = OPEN_STARTRelated Resource = Actuator ID, Open Sensor IDAttendant information = Null
Timestamp = xx:xx:xx.xxxxEvent Reporter = Valve IDAction Name = OPEN_ENDRelated Resource = Actuator ID, Close Sensor IDAttendant information = Null
Timestamp = xx:xx:xx.ddddEvent Reporter = Open Sensor IDAction Name = ONRelated Resource = NoneAttendant information = Null
Timestamp = xx:xx:xx.bbbbEvent Reporter = Actuator IDAction Name = ONRelated Resource = NoneAttendant information = Null
Timestamp = xx:xx:xx.ccccEvent Reporter = Close Sensor IDAction Name = OFFRelated Resource = NoneAttendant information = NullTi
me
Inde
x
図図図図 3-3 DEEデータの相関モデルデータの相関モデルデータの相関モデルデータの相関モデル
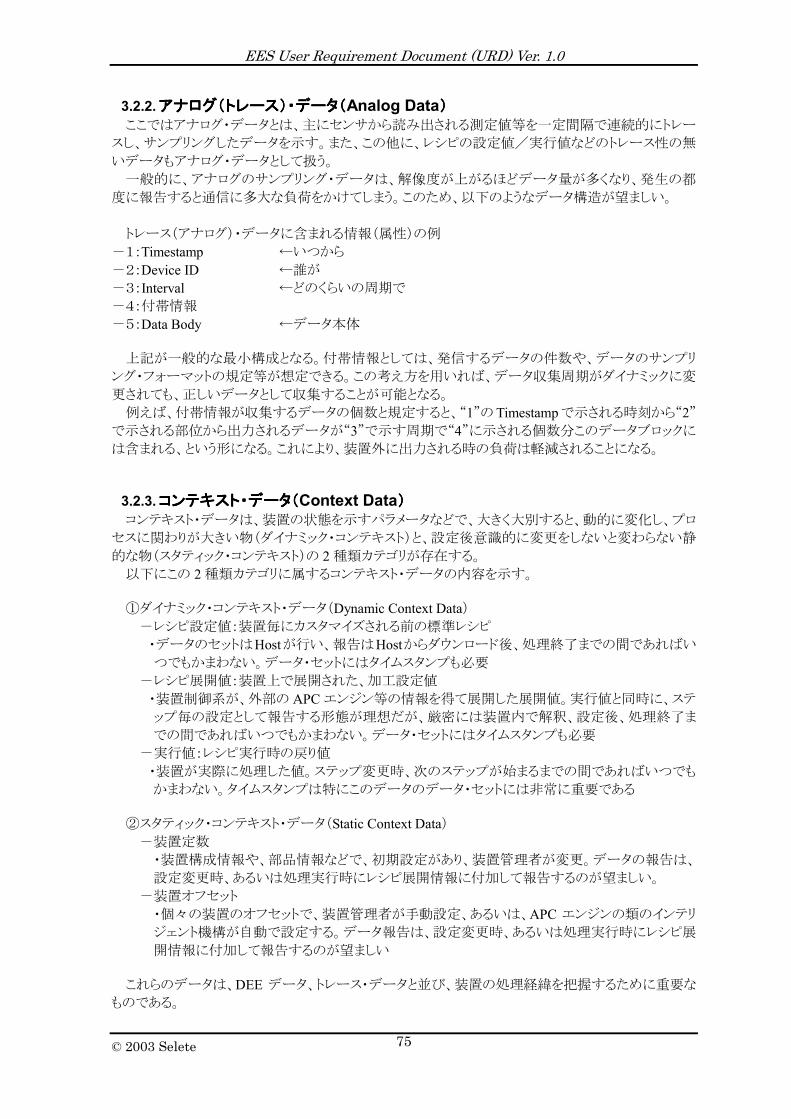
EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
75
3.2.2. アナログ(トレース)・データ(アナログ(トレース)・データ(アナログ(トレース)・データ(アナログ(トレース)・データ(Analog Data)))) ここではアナログ・データとは、主にセンサから読み出される測定値等を一定間隔で連続的にトレー
スし、サンプリングしたデータを示す。また、この他に、レシピの設定値/実行値などのトレース性の無
いデータもアナログ・データとして扱う。
一般的に、アナログのサンプリング・データは、解像度が上がるほどデータ量が多くなり、発生の都
度に報告すると通信に多大な負荷をかけてしまう。このため、以下のようなデータ構造が望ましい。
トレース(アナログ)・データに含まれる情報(属性)の例 -1:Timestamp ←いつから -2:Device ID ←誰が -3:Interval ←どのくらいの周期で -4:付帯情報 -5:Data Body ←データ本体 上記が一般的な最小構成となる。付帯情報としては、発信するデータの件数や、データのサンプリ
ング・フォーマットの規定等が想定できる。この考え方を用いれば、データ収集周期がダイナミックに変
更されても、正しいデータとして収集することが可能となる。 例えば、付帯情報が収集するデータの個数と規定すると、“1”のTimestampで示される時刻から“2”
で示される部位から出力されるデータが“3”で示す周期で“4”に示される個数分このデータブロックには含まれる、という形になる。これにより、装置外に出力される時の負荷は軽減されることになる。
3.2.3. コンテキスト・データ(コンテキスト・データ(コンテキスト・データ(コンテキスト・データ(Context Data)))) コンテキスト・データは、装置の状態を示すパラメータなどで、大きく大別すると、動的に変化し、プロ
セスに関わりが大きい物(ダイナミック・コンテキスト)と、設定後意識的に変更をしないと変わらない静
的な物(スタティック・コンテキスト)の 2種類カテゴリが存在する。 以下にこの 2種類カテゴリに属するコンテキスト・データの内容を示す。
①ダイナミック・コンテキスト・データ(Dynamic Context Data)
-レシピ設定値:装置毎にカスタマイズされる前の標準レシピ ・データのセットはHostが行い、報告はHostからダウンロード後、処理終了までの間であればい
つでもかまわない。データ・セットにはタイムスタンプも必要 -レシピ展開値:装置上で展開された、加工設定値 ・装置制御系が、外部の APCエンジン等の情報を得て展開した展開値。実行値と同時に、ステップ毎の設定として報告する形態が理想だが、厳密には装置内で解釈、設定後、処理終了ま
での間であればいつでもかまわない。データ・セットにはタイムスタンプも必要 -実行値:レシピ実行時の戻り値 ・装置が実際に処理した値。ステップ変更時、次のステップが始まるまでの間であればいつでも
かまわない。タイムスタンプは特にこのデータのデータ・セットには非常に重要である ②スタティック・コンテキスト・データ(Static Context Data)
-装置定数 ・装置構成情報や、部品情報などで、初期設定があり、装置管理者が変更。データの報告は、
設定変更時、あるいは処理実行時にレシピ展開情報に付加して報告するのが望ましい。 -装置オフセット ・個々の装置のオフセットで、装置管理者が手動設定、あるいは、APC エンジンの類のインテリジェント機構が自動で設定する。データ報告は、設定変更時、あるいは処理実行時にレシピ展
開情報に付加して報告するのが望ましい これらのデータは、DEE データ、トレース・データと並び、装置の処理経緯を把握するために重要なものである。

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
76
3.2.4. データ活用方法データ活用方法データ活用方法データ活用方法 EESで収集するデータは先に述べた 3つのカテゴリに集約されるが、この 3つのカテゴリの
データを活用する事により、以下に記述する事項を表現することが可能となる。
3.2.4.1. 装置稼働状態監視に関するもの装置稼働状態監視に関するもの装置稼働状態監視に関するもの装置稼働状態監視に関するもの 日常監視される装置全体の管理に関するもので一般的に以下の項目の物が挙げられる。 これらは DEEデータのみや、DEEデータとトレース・データの組合せで表現可能となる。 3.2.4.1.1. 稼働状態稼働状態稼働状態稼働状態 以下に示す物は従来装置に報告機能を実装する事を求められていたが、EESに機能を委譲するこ
とで、装置に当該機能を実装する必要が無くなる。
• 装置状態データ -ホストモードの遷移記録/RAM(SEMI E10)、ARAMS(SEMI E58)、EPT(SEMI E120相当)状態等
• モジュール/サブシステム状態データ -各プロセス・チャンバやロードポート、メインフレーム搬送系等の RAM(SEMI E10) 、ARAMS(SEMI E58)、EPT(SEMI E120相当)状態等。
• 基板トラッキング -基板トラッキング情報(SEMI E90相当)
3.2.4.1.2. 稼働履歴稼働履歴稼働履歴稼働履歴 装置全体の履歴管理であり、処理、メンテナンス、トラブルの総てが対象。部材やモジュールの交換
などとひもづけられている必要もある。
• 処理、メンテナンス、トラブルの履歴管理 -処理履歴に関しては処理した製品のレシピ情報、実行ジョブ(Process Job/Control Job とも)情報のコンテキストや時刻情報等とのひも付けが可能。
3.2.4.1.3. 装置監視データ装置監視データ装置監視データ装置監視データ 装置を監視するデータは、装置内外の各種センサからの入力となるが、一般的な測定センサからの
入力(ディジタル/アナログ有り)と、各種アクチュエータ(サブシステムであるポンプの駆動モータの
挙動などまで含む)、更に装置を構成する各構成要素(ここではデバイスと呼称)までを含む。 なお、センサ類を較正結果であるキャリブレーション結果はコンテキスト・データとして、センサ入力
から得られる各種デバイスのシーケンス実行時間は DEEデータから得ることが出来る。 • センサ・データ:トレースと DEEの両方がある -プロセスガス制御系 プロセスガスの流量、供給圧力、温度、残留ガス分析(分圧など)など
-プロセス温度制御系 ウェーハステージ温度、ウェーハ温度、温度制御系(ヒータやチラー)運転状態など
-排気システムからの監視情報入力 圧力データ、真空機器の運転状態など
-プラズマ生成系 RF/DC電源の運転状態、異常放電監視など
-外部供給のユーティリティ監視データ ハウスガスや電力、冷却水、外部インターロックの入力信号等から得られるデータ。装置によ
っては周囲温湿度、気圧データが必要な場合もある。 -各デバイス温度状態
SOG/SOD ソース・キャビネットや、コータ・デベ系のスピンカップ等の温度監視が必要なデバイス及び周辺の温度遷移

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
77
• アクチュエータ・データ:これらは DEEデータより得られる -バルブ開閉動作状態、動作回数 電磁バルブ、エアオペ系
-駆動系エアシリンダ、モータの動作状態、動作回数、動作時間 電極やサセプタ/ステージ系、ドア、ゲートバルブ系、ウェーハ搬送系、スピン駆動系(コータ
/デベ、スピンドライヤ、イオン注入機等)など ※シリンダ系の場合は応答速度、モータ系回転バラツキ等も必要な系統がある
-真空機器の稼働状態、動作時間 駆動モータの動作状態、動作時間、回転バラツキ等
• キャリブレーションデータ:これらのデータは主にスタティック・コンテキストとして得られる -各センサのキャリブレーション結果、各アクチュエータのキャリブレーション結果
• デバイス応答時間:主に DEEデータより得られる -各モジュールやサブシステムを構成する、デバイスの応答時間
• シーケンス実行時間:主に DEE とトレースの組合せによる -真空排気特性(負荷/無負荷状態)
3.2.4.2. プロセス関連データプロセス関連データプロセス関連データプロセス関連データ ウェーハ単位、キャリア単位、モジュール単位など、装置毎に最適と考えられる一定のくくり単位で
報告される。
3.2.4.2.1. レシピ・データレシピ・データレシピ・データレシピ・データ MES 系から送信されるレシピとそれに対応するレシピ・ボディで実行レシピではない。これらはダイナミックなコンテキストとして報告されるべきである。
• レシピ・ヘッダ -MES系から装置に送信されるレシピ名称
• レシピ・ボディ -MES系から装置に送信されるレシピ名称に対応するレシピ本体
3.2.4.2.2. プロセス・データプロセス・データプロセス・データプロセス・データ 実際のプロセス処理によって発生するデータ群。内容は以下のとおり。
• コンテキスト・データとして報告すべきもの -実行レシピとバリアブル・パラメータ
MES系から送信されたレシピ名称に対して、実際に装置上で展開されたレシピ内容とレシピ補正値
-装置オフセット 装置の標準状態に対するプロセス実行時の各構成要素のオフセット値
-MES系とのリンク情報(ロット情報等) • トレースと DEEの組合せで表現する物 -ウェーハ単位プロセス・データ 各ウェーハの処理中のトレース・データ、及び結果のデータ ・ウェーハ単位のリピータビリティや、瞬時異常などを検出
-モジュール単位プロセス・データ 各モジュールの処理データ(ウェーハ処理以外も含む) ・同一プロセス・チャンバ間でのズレなどを検出。装置内でのウェーハ・フローなども含む(搬
送モジュールのプロセス・データという位置づけ)

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
78
3.2.4.3. メンテナンス関連データメンテナンス関連データメンテナンス関連データメンテナンス関連データ
3.2.4.3.1. アラームデータアラームデータアラームデータアラームデータ 装置から発報されるアラームは、発生と解除が DEE データとして報告され必要がある。記録される
べき項目は以下の通り
• アラーム ID • アラーム内容 • 発生/解除時刻情報
これらの装置異常のアラームを DEE として受け、関連する詳細データを発生時刻で切り出す。
3.2.4.3.2. 保保保保全データ全データ全データ全データ 装置の点検/保守の記録のコンテキスト・データで、次回スケジューリングやプロセス・トラブルの原
因特定等に活用される。記録されるべき項目は以下のようなものである
• 保全項目名 • 保全実施頻度(使用回数、使用時間、経過時間、日時等) • 保全平均所要時間 • 保全作業者
EESはこの情報を記録するための入力テンプレート等のMMIがサポートされる事が望ましい。
3.2.4.3.3. 設定データ設定データ設定データ設定データ 装置を構成するユニット、システムに関する管理データで、装置を構成するユニットを管理する装置
構成データと部材レベルの部材データでスタティックなコンテキストである。入力支援のMMIがサポートされることが望ましい。
• 装置構成 -装置の各構成ユニットのハードウェア・バージョンや、制御ソフトウェア・バージョン等
ソフトウェアのバージョンに関しては同一機種でもチャンバ構成などの基本システム構成で変わる場
合も多いので特に注意が必要である。 部材データは、装置の構成部材や使用材料に関する管理データで、耐久品やOリング/ガスケット
等の消耗部品、ターゲットやプロセスガス、レジスト等の消耗材料も含まれる。前項の装置構成データ
と関連づけてユニット単位などで分類するのが望ましい。 必要となる情報は以下の通り
• 部材データ -交換部品の使用限度値/使用状態 -消耗品の使用量/残量 -部材のバージョン情報
上記内容には複数購買の場合も考えて、購入先やメーカの情報が添付されることが望ましい。
3.2.4.4. セキュリティに関するデータセキュリティに関するデータセキュリティに関するデータセキュリティに関するデータ 場内での情報漏洩や、外部からの遠隔診断時の情報漏洩などを防ぐために一般的なセキュリティ
システムが搭載されるため、セキュリティ関連の情報を扱う必要がある。一般的にユーザ認証のために
必要な情報は以下のとおりである。

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
79
• アカウント情報 -ユーザ名 -ログイン ID -パスワード -所属 -アクセスレベル、等
• アクセス履歴 -ログイン・ノード -接続時間、等
3.2.5. DEEデータによる、アナログ(トレース)・データの切り出しデータによる、アナログ(トレース)・データの切り出しデータによる、アナログ(トレース)・データの切り出しデータによる、アナログ(トレース)・データの切り出し 図 3-4は、イベント・ログを利用して、アナログ・データを時間軸上に整理した例である。アナログ・デ
ータの解析は図 3-4 に示す方式でイベントにより動作の開始を抽出し、その絶対時刻を起点としてアナログ・データを切り出すことが可能で、同一の当該イベント発生後が多数ある場合は、時間でデータ
を重ね合わせ比較することも可能となる。
このように、データ加工を解析の仕組みがあれば、装置からデータを発信する際に種々のデータ間
での時刻データ同期化(シンクロ)は必ずしも必要ではない。 また、たとえ異なる時間分解能のデータでも DEEデータによる時間合わせは可能である。必要な範
囲のデータの切り出しと時刻についての同期化は、装置の外で行うことで、多くのデータ解析に関す
る要求を満たす事が出来る。 装置上で全てのデータの同期化が出来ている出来ていないにかかわらず、この紐付けによる解析
は、アナログ・データの切り出しに必要な DEE データがあれば可能であるため、データ同期化機能の配置は装置内外を問わない。
Timestamp Event Report ID Resource Result
9:51:46 E01-F3 SPT PROCESS STEP START
9:58:37 E01-F3 SPT PROCESS STEP START
10:05:19 E01-F3 SPT PROCESS STEP START
10:13:11 E01-F3 SPT PROCESS STEP START
10:19:53 E01-F3 SPT PROCESS STEP START
Time Stamp Device ID Interval Count
9:58:37 IG 1 109:58:37 PG 1 109:58:47 IG 1 10
Time Stamp IG PG
9:58:38 0.0000087 0
9:58:39 0.0065 0
9:58:40 0.0097 0.2
9:58:41 0.0097 0.3
9:58:42 0.0097 0.2
9:58:43 0.079 0.2
9:58:44 0.079 0.2
9:58:45 0.079 0.2
9:58:46 0.079 0.2
9:58:47 0.079 0.2
9:58:48 0.079 0.2
9:58:49 0.08 0.3
79E-3,79-3,8E-2,8E-2,8E-2,78E-3,8E-2,8E-2,8E-2,79E-3
Action Name
0,87E-7,65E-4,97E-4,97E-4,97E-4,79E-3,79E-3,79E-3,79E-3Data
0,0,2E-1,3E-1,2E-1,2E-1,2E-1,2E-1,2E-1,2E-1
DEEDEEDEEDEEデータデータデータデータ
アナログ・データアナログ・データアナログ・データアナログ・データ
SPT PROCESSSTEP START
展開展開展開展開
0 20 40 60 800
2
4
6
8
10
12
ガス流量
(sccm
)
時間(Sec)0 20 40 60 80
0
2
4
6
8
10
12
ガス流量
(sccm
)
時間(Sec) 図図図図 3-4 データ取得時間同期化データ取得時間同期化データ取得時間同期化データ取得時間同期化
グラフとして切り出す

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
80
3.2.6. 要求データマッピング表要求データマッピング表要求データマッピング表要求データマッピング表 以下の表は前項で記述したデータをシステム要求の機能グループ単位で記述した物である。
表表表表 3-1 要求データマッピング表要求データマッピング表要求データマッピング表要求データマッピング表
機能名
(全てのデータはタイムスタンプを持つ)
データ名 データ詳細
装置稼動状態管理
履歴管理
保全計画支援
異常検知
要因解析
レシピ管理
プロセス・データ解析
装置状態調整
装置構成/構成パーツ管理
保全作業支援
遠隔診断
レシピ・ステップ・イベント ○ ○ ○ ○ ○ ○ ○ ○
装置/モジュール状態遷移イベント ○ ○ ○ ○ ○ ○ ○ ○
アラーム・イベント ○ ○ ○ ○ ○ ○ ○ ○
デバイス動作イベント(センサ I/Oを含む) ○ ○ ○ ○ ○ ○ ○ ○
DEE
外部入力イベント(サブシステム入力含む) ○ ○ ○ ○ ○ ○ ○ ○
ガス/薬液などの流量系統 ○ ○ ○ ○
ガス/薬液/ステージ温調などの温度系統 ○ ○ ○ ○
処理チャンバ/ガス供給などの圧力系統 ○ ○ ○ ○
電源系など、上記に合致しない用力系統 ○ ○ ○ ○
トレース
装置カテゴリによる特殊変数系統 ○ ○ ○ ○
レシピ設定値 ○
レシピ展開値 ○
実行値 ○
装置オフセット ○ ○ ○
コンテキスト
装置定数(構成/部材情報を含む) ○ ○ ○
電子マニュアル ○ ○ ○ その他
セキュリティ情報 ○
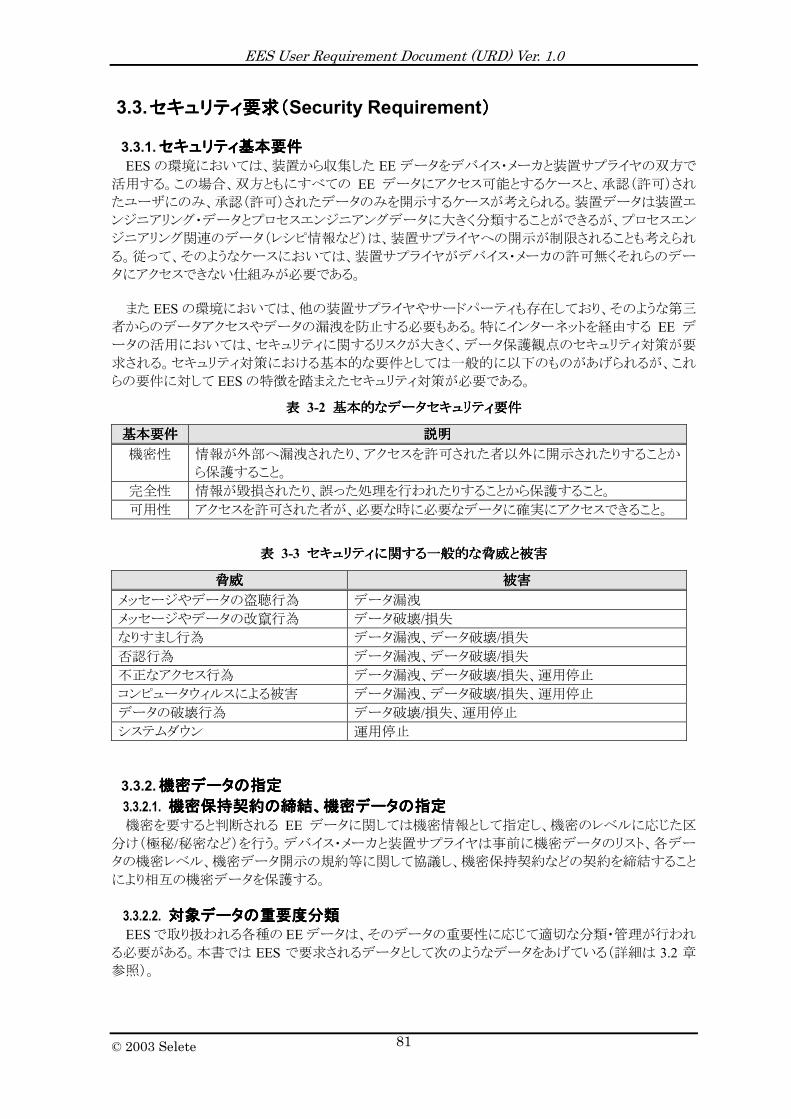
EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
81
3.3. セキュリティ要求(セキュリティ要求(セキュリティ要求(セキュリティ要求(Security Requirement))))
3.3.1. セキュリティ基本要件セキュリティ基本要件セキュリティ基本要件セキュリティ基本要件 EESの環境においては、装置から収集した EEデータをデバイス・メーカと装置サプライヤの双方で
活用する。この場合、双方ともにすべての EE データにアクセス可能とするケースと、承認(許可)されたユーザにのみ、承認(許可)されたデータのみを開示するケースが考えられる。装置データは装置エ
ンジニアリング・データとプロセスエンジニアングデータに大きく分類することができるが、プロセスエン
ジニアリング関連のデータ(レシピ情報など)は、装置サプライヤへの開示が制限されることも考えられ
る。従って、そのようなケースにおいては、装置サプライヤがデバイス・メーカの許可無くそれらのデー
タにアクセスできない仕組みが必要である。 また EESの環境においては、他の装置サプライヤやサードパーティも存在しており、そのような第三
者からのデータアクセスやデータの漏洩を防止する必要もある。特にインターネットを経由する EE データの活用においては、セキュリティに関するリスクが大きく、データ保護観点のセキュリティ対策が要
求される。セキュリティ対策における基本的な要件としては一般的に以下のものがあげられるが、これ
らの要件に対して EESの特徴を踏まえたセキュリティ対策が必要である。
表表表表 3-2 基本的なデータセキュリティ要件基本的なデータセキュリティ要件基本的なデータセキュリティ要件基本的なデータセキュリティ要件
基本要件基本要件基本要件基本要件 説明説明説明説明 機密性 情報が外部へ漏洩されたり、アクセスを許可された者以外に開示されたりすることか
ら保護すること。 完全性 情報が毀損されたり、誤った処理を行われたりすることから保護すること。 可用性 アクセスを許可された者が、必要な時に必要なデータに確実にアクセスできること。
表表表表 3-3 セキュリティに関する一般的な脅威と被害セキュリティに関する一般的な脅威と被害セキュリティに関する一般的な脅威と被害セキュリティに関する一般的な脅威と被害
脅威脅威脅威脅威 被被被被害害害害 メッセージやデータの盗聴行為 データ漏洩 メッセージやデータの改竄行為 データ破壊/損失 なりすまし行為 データ漏洩、データ破壊/損失 否認行為 データ漏洩、データ破壊/損失 不正なアクセス行為 データ漏洩、データ破壊/損失、運用停止 コンピュータウィルスによる被害 データ漏洩、データ破壊/損失、運用停止 データの破壊行為 データ破壊/損失、運用停止 システムダウン 運用停止
3.3.2. 機密データの指定機密データの指定機密データの指定機密データの指定 3.3.2.1. 機密保持契約の締結、機密データの指定機密保持契約の締結、機密データの指定機密保持契約の締結、機密データの指定機密保持契約の締結、機密データの指定 機密を要すると判断される EE データに関しては機密情報として指定し、機密のレベルに応じた区
分け(極秘/秘密など)を行う。デバイス・メーカと装置サプライヤは事前に機密データのリスト、各データの機密レベル、機密データ開示の規約等に関して協議し、機密保持契約などの契約を締結すること
により相互の機密データを保護する。
3.3.2.2. 対象データの重要度分類対象データの重要度分類対象データの重要度分類対象データの重要度分類 EESで取り扱われる各種の EEデータは、そのデータの重要性に応じて適切な分類・管理が行われ
る必要がある。本書では EES で要求されるデータとして次のようなデータをあげている(詳細は 3.2 章参照)。

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
82
表表表表 3-4 EESでの活用データ一覧での活用データ一覧での活用データ一覧での活用データ一覧
分類 対象データ レシピ・ステップ・イベント 装置/モジュール状態遷移イベント アラーム・イベント デバイス動作イベント(センサ I/Oを含む)
DEE
外部入力イベント(サブシステム入力含む) ガス/薬液などの流量系統 ガス/薬液/ステージ温調などの温度系統 処理チャンバ/ガス供給などの圧力系統 電源系など、上記に合致しない用力系統
トレース
装置カテゴリによる特殊変数系統 レシピ設定値 レシピ展開値 実行値 装置オフセット
コンテキスト
装置定数(構成/部材情報を含む) 電子マニュアル
その他 セキュリティ情報
これらの EEデータの内、特にコンテキスト関連データやセキュリティ関連データは機密性が高く、デ
ータの開示が制限される場合もある。このように、EE データを重要度に応じて分類し、その分類毎に適切に保護する機能が要求される場合もある。 図 3-5 データ(情報)の重要度に応じた分類の一例の図はデータ(情報)の重要度に応じた分類
の一例である。データは大別すると重要データと一般データに分類できる。重要データとは適切に保
護されるべきデータの分類であり、一般データとはそのデータの保護に特に注意を払う必要がないデ
ータの分類である。また、重要データのうち、特に機密を有するデータを機密データとして扱い、その
機密のレベルに応じて極秘データと秘密データに分類することもできる。極秘データとは経営などの
戦略上極めて重要な情報で、そのデータへのアクセスは最小限に限定され、また、そのデータへのア
クセスは記録されるべき最高レベルの秘密情報を意味する。これらの分類はあくまで一例であり、これ
らの分類の実装を要求するものではない。
EEデータ 重要データ
一般データ
機密データ 極秘データ
秘密データ
非機密データ
EEデータ 重要データ
一般データ
機密データ 極秘データ
秘密データ
非機密データ
EEデータ 重要データ
一般データ
機密データ 極秘データ
秘密データ
非機密データ
図図図図 3-5 データ(情報)の重要度に応じた分類の一例データ(情報)の重要度に応じた分類の一例データ(情報)の重要度に応じた分類の一例データ(情報)の重要度に応じた分類の一例
3.3.3. データアクセス管理要件データアクセス管理要件データアクセス管理要件データアクセス管理要件
3.3.3.1. 機密データへのアクセスに関する基本要件機密データへのアクセスに関する基本要件機密データへのアクセスに関する基本要件機密データへのアクセスに関する基本要件 工場内における EEデータへのアクセスは、限定された人や限定されたアプリケーションのみを前提
としており、不特定多数の人及び、不特定多数のアプリケーションからのアクセスは想定していない。
EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
83
また、機密データの開示にあたっては、事前に機密保持契約などの契約を締結することでデータを保
護することを前提としている。従って、機密データへのアクセスに関しては、IP フィルタリングなどのネットワーク関連のアクセス制御機能のみで制限し、認証機能や暗号化などの機能は特に要求しない。た
だし、インターネット経由による遠隔アクセスの場合は、後述のユーザ認証機能やデータ暗号化などを
含めたセキュリティ対策が要求される。
3.3.3.2. データアクセス管理機能データアクセス管理機能データアクセス管理機能データアクセス管理機能 EE データへのアクセスを、アクセスするユーザ毎にデータアクセス権限に基づき制御する場合は、
認証機能及びアクセス制御機能が要求される。これらの機能はデータに対するアクセスの方法によっ
て、その実装仕様は異なるものと考えられる。例えば ODBC インタフェースを用いて EEデータのデータベースへアクセスする場合、アクセス管理の機能は実装されるデータベースの機能を利用する方法
が考えられる。ここでは要求される機能のみを示し、具体的な実装仕様に関しては記述しない。 ・ ユーザの登録・管理 -データにアクセスするユーザやアプリケーションを識別するためにユーザ管理を行う -ユーザ情報としては、ユーザ ID、パスワード及び、所属、有効期限、その他補足情報などが登録される
-後述のアクセス権限と関連付けることにより、ユーザ毎のアクセス権限を設定する -ユーザ管理の単位は、基本的にはデータを利用するエンジニアやアプリケーション単位と考え
られるが、実際の運用においてはユーザ管理コストの増加が懸念されるため、ある程度グルー
プ化されたユーザ管理とするケースも想定される -これらのユーザ管理の運用は、各デバイス・メーカのセキュリティポリシーに依存する
・ アクセス権限の登録・管理 -あらかじめ規定した機密データの分類に基づき、それぞれのデータに対するアクセス権限を設
定する -規定された各データに対するアクセス権限とユーザを関連付けることにより、各ユーザがアクセ
ス可能なデータを制限する ・ 認証、アクセス制御 -ユーザ IDを識別し、パスワード等により正当なユーザであることを認証する -インターネットを経由した遠隔アクセスのケースにおいては、ディジタル証明書を使用した認証
も考えられる -正当なユーザとして認証された後は、そのユーザに付与されたアクセス権限に基づき、機密デ
ータへのアクセス制御を行う
3.3.3.3. データ暗号化機能データ暗号化機能データ暗号化機能データ暗号化機能 インターネット経由による遠隔アクセスの場合や、インターネットを経由したデータの授受において
は、対象データの漏洩を防ぐためにデータを暗号化する必要がある。どのような方式で暗号化するか
は事前にデバイス・メーカと装置サプライヤの間で協議されるものとし、ここでは基本的な要件のみを
示す。 ・ ネットワーク経由で送信されるデータの暗号化 -インターネットを経由し送信されるデータは、前述のユーザ認証にて認証されたユーザに対し
て暗号化された状態で送信する ・ 保存データの暗号化 -インターネット経由など、外部からの 遠隔アクセスが行われる環境に保存されるデータは、必要に応じて暗号化された状態で保存する
3.3.3.4. アクセス監視(監査)機能アクセス監視(監査)機能アクセス監視(監査)機能アクセス監視(監査)機能 データのアクセスに対しては、必要に応じてそのアクセスを監視する。アクセス監視(監査)に関して

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
84
は以下のような機能や運用があげられる。しかし、その実装や運用にあたってはデータアクセスのイン
タフェース仕様及び、デバイス・メーカのセキュリティポリシーに準じる。 ・ セキュリティ監査証跡記録機能 -アクセス日時、アクセスしたユーザ ID、アクセス可否の結果、アクセスしたデータ項目等の情報を記録する -拒否されたユーザ認証、拒否されたデータアクセス要求、機密レベルの高いデータへのアクセ
ス要求等の情報を記録する ・ 分析・報告機能 -監査目的に応じた分析及び、報告を行う -特定のユーザや特定のデータに関した報告を行う
・ アクセス監視の運営・管理 -監査証跡の記録を定期的または必要に応じて点検する -点検結果に基づく改善策の立案及び実施する -異常が発見された場合、原因を究明し報告する -監査証跡記録を必要期間保持する
3.3.4. セキュリティ管理運用要件セキュリティ管理運用要件セキュリティ管理運用要件セキュリティ管理運用要件
3.3.4.1. 入退館・入退室管理入退館・入退室管理入退館・入退室管理入退館・入退室管理 入退館及び入退室管理は、各企業のセキュリティポリシーに基づき実施されている。従って、装置
サプライヤやサードパーティは、導入先デバイス・メーカの工場での入退館・入退室管理の運用に従う
必要がある。このように、工場内における環境では入退館・入退室管理が行われているため、基本的
には不審者は存在しておらず、悪意のあるハッカー等が工場内のネットワーク内に存在していないこと
を前提としている。以下に入退館・入退室管理の一例を示す。 ・ 入退館・入退室管理 -セキュリティ管理責任者が承認した者のみの入退館・入退室を許可 -入退館/室者氏名及び入退館・入退室の日時などの記録、指定期間の記録保持 -館内での移動及び作業は、原則としてデバイス・メーカの社員が帯同 -コンピュータ室やクリーンルーム等の重要エリアには必要最小限の者のみの入室に絞り、所定
の許可なく入室することを禁止 -必要に応じて入退館・入退室の所持品を検査
3.3.4.2. セキュリティ管理者による承認セキュリティ管理者による承認セキュリティ管理者による承認セキュリティ管理者による承認 EE データの重要度の設定やアクセス管理等は、適切なセキュリティ管理者のもとで管理される。
EESにおける EEデータのセキュリティ管理者はデバイス・メーカである。従って、装置サプライヤが EEデータを利用する場合には、デバイス・メーカのセキュリティ管理責任者の承認を得た上で、必要なデ
ータへのアクセス権限を取得する。デバイス・メーカ側のセキュリティ管理責任者の体制は各デバイス・
メーカのセキュリティポリシーによって制定される。
3.3.4.3. コンピュータのネットワークへの接続制限コンピュータのネットワークへの接続制限コンピュータのネットワークへの接続制限コンピュータのネットワークへの接続制限 外部から持ち込まれたコンピュータは、原則として工場内のネットワークには接続できない。ただし、
工場に導入されるコンピュータは、デバイス・メーカの確認のもと、デバイス・メーカの指示に従い設置
される。この場合、後述のウイルスチェックや、稼動するアプリケーションの確認などが行われ、安全が
確認された段階で工場内のネットワークに接続される。
3.3.4.4. ウィルス対策ウィルス対策ウィルス対策ウィルス対策 コンピュータウィルス対策は、各企業のセキュリティポリシーに基づき実施されている。従って、装置
サプライヤやサードパーティは、導入先のデバイス・メーカのセキュリティポリシーに基づいたウィルス
EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
85
対策を実施する必要がある。以下にウィルス対策の一例を示す。 ・ 防御対策 -出所不明のソフトウェアの導入禁止 -機器及びソフトウェア導入時及び持出し時のウイルスチェック -不要プログラムの削除 -定期的なファイルのバックアップ、指定期間の保存 -ウィルス関連情報の収集及び、周知徹底
・ 検知対策 -定期的及びリアルタイムなウイルスチェック -最新のパターンファイルの適用 -システムの異常動作のチェック(空きメモリ容量の減少、ファイル数・容量の増減、レスポンス低
下など) ・ 発見時対応 -ウィルス感染システムのネットワークからの切り離し -デバイス・メーカ及び自社のウィルス対策所管部署への連絡 -システムの復旧、再発防止策の実施、など
3.3.4.5. データの授受データの授受データの授受データの授受 装置サプライヤが機密データをデバイス・メーカの工場外の環境に持ち出す場合は、そのデータの
授受に関して記録するとともに、持ち出されたデータが適切な管理のもと保存され、利用が終了した時
点で廃棄または返却されたことを確認し記録する。これらの運用をシステムで管理するケースや、書類
などによって管理するケースが考えられる。 ・ データの授受 -磁気媒体等でデータの授受を行う場合は、授受相手及び提供データの内容、提供期間、利用
終了後の扱いなど、データ授受に関する規定やデータ提供後の状況を管理し記録する -インターネットなどのネットワーク経由でデータの転送を行う場合は、データの欠落・改竄・漏洩
等を防止するとともに、上記のデータの授受に関する管理・記録を行う。 ・ データの保管 -データ受領者は受領したデータの管理者を明確にし、その管理者のもとで保管や利用に関す
る管理を行う。 -磁気媒体などは適切な保管庫に施錠された状態で保管される
・ データの廃棄・返却 -データの廃棄にあたっては、管理者のもとで情報の漏洩の恐れがない適切な方法で廃棄される
こと -データの廃棄をデータ提供者に報告する -データの返却にあたっては、すべてのデータを返却し、未返却のデータやコピーされたデータ
などが残らないよう管理者によって確認される
3.3.4.6. データの重要度分類による取り扱い方データの重要度分類による取り扱い方データの重要度分類による取り扱い方データの重要度分類による取り扱い方 データの重要度によってそのデータの取り扱い方が異なる。重要度が高いデータにはアクセスが制
限されるとともに、そのデータの転送方法や保存方法または、データ削除の運用などが異なることも考
えられる。これらの運用は、デバイス・メーカや装置サプライヤのセキュリティポリシーに基づくため、両
者合意の上でその運用が決められる必要がある。以下に情報の重要度分類による取り扱い方の一例
を示す。

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
86
表表表表 3-5 データの重要度分類による取り扱い方の一例データの重要度分類による取り扱い方の一例データの重要度分類による取り扱い方の一例データの重要度分類による取り扱い方の一例
機密データ 分類
取り扱い 重要データ
秘密データ 極秘データ 使用者 デバイス・メーカ、
装置サプライヤ、 許可された 3rd Party
デバイス・メーカ 許可された装置サプライヤ、
許可された 3rd Party
原則として デバイス・メーカのみ
アクセス許可 不要 セキュリティ管理 責任者の許可
#同左
社外開示承認者 現場担当者の裁量 セキュリティ管理 責任者の承認
(相手先毎の承認)
セキュリティ管理 責任者の承認
(都度承認) 入退館/室管理 必要 #同左 #同左 ネットワーク設定による
アクセス制御 必要 #同左 #同左
データ保存時の暗号化 不要 #同左 必要に応じて暗号化
インターネット経由での
転送 原則暗号化又は その他の技術的措置
#同左 #同左
文書・媒体への 秘密区分表示
表示不要 「非」等の表示 「極秘」の表示 極秘管理番号を付す
文書・媒体の保管 施錠管理 #同左 #同左 文書のコピー 現場担当者の裁量 セキュリティ管理
担当者の許可 セキュリティ管理 責任者の許可
文書の FAX 現場担当者の裁量 原則受信側に連絡後送信 #同左 文書・媒体の郵送 現場担当者の裁量 封書(原則書留)/宅配便 封書(書留) 文書廃棄 現場担当者の裁量 セキュリティ管理
責任者の承認 判読不可能な状態にして廃
棄又は、指定の廃棄業者に
依頼
#同左
データ消去 媒体の破棄
現場担当者の裁量 セキュリティ管理 責任者の承認
読み取り不能の状態にし、指
定の廃棄業者に処分を依頼
#同左
※1:文書とは重要データや機密データが紙などに出力されている状態を指す ※2:媒体とは重要データや機密データが保存されているMT、DLT、DVD、CD等を指す

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
87
4. Appendix 4.1. サプライチェーンとエンジニアリング・チェーンサプライチェーンとエンジニアリング・チェーンサプライチェーンとエンジニアリング・チェーンサプライチェーンとエンジニアリング・チェーン
4.1.1. 概要概要概要概要 本章では Fab における全体イメージとして、サプライチェーン観点とエンジニアリング・チェーン観点
について記す。サプライチェーン(SC)観点では、生産の進捗を司る MES と装置(EQ)で構成されると見ることができる。(図を参照のこと)この観点では、装置から報告される Job の進捗や材料の位置などの情報から材料と工程の進捗管理を行うものである。
エンジニアリング・チェーン観点では3つのカテゴリがある。生産性向上、デバイス製造、品質向上の
観点からエンジニアリングとして捉えるものである。 生産性向上観点ではラインの生産性向上のためのエンジニアリングとして、主にディスパッチの仕
方や装置のパフォーマンスに関連した情報を扱う。 デバイス製造の観点では、デバイスの製造仕様に関するエンジニアリングで、製品仕様や各工程で
のプロセス仕様(レシピなど)などの情報を取り扱う。 品質向上の観点では、製品の出来栄えを保証するためのエンジニアリングとして、プロセスやデバ
イス関連した情報を取り扱う。
Supply ChainEC(Engineering Chain)
Productivity Improvement Device Produce
PUPU
MESDispatchAlgorithm
Process FlowProcess FlowProcess FlowProcess Flow
PE Box
Recipe
DE BoxLE Box
EPM/OEEJob
EQ
Lot Tracking
Quality Improvement
YMS
APC
STS
EE BoxEPTEq Improvement
Maintenance
Processing Monitor
LE : Line Engineering DE : Device EngineeringPU : Process Unit
NPWMeasurement
result
図図図図 4-1 サプライチェーンとエンジニアリング・チェーンサプライチェーンとエンジニアリング・チェーンサプライチェーンとエンジニアリング・チェーンサプライチェーンとエンジニアリング・チェーン
4.1.1.1. Supply Chain (SC) サプライチェーンとしてのドメイン。
MES と各種装置から構成され、製造の工程進捗を司る。
4.1.1.2. Engineering Chain (EC) 半導体製造として、各分野のエンジニアリング同士の関連ドメイン。 以下のサブドメインから構成される。
EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
88
● 生産性向上 ● デバイス製造 ● 品質向上
4.1.1.3. MES 製品製造の工程進捗を管理する。
● Lotの追跡 ● ジョブのスケジュールとディスパッチ ● 装置内での材料トラッキング
4.1.1.4. 生産性向上生産性向上生産性向上生産性向上 このドメインにおいてLineEngineering (LE) Boxと呼ばれる、ライン・エンジニアリングとしての機能能
力を有する。 ライン(工程間)観点でのエンジニアリングをサポートする。 主にディスパッチアルゴリズムなどを扱う。 必要に応じて EE Box(後述)にある機能能力やデータを活用して解析を行う。
4.1.1.5. デバイス製造デバイス製造デバイス製造デバイス製造 このドメインにおいて DeviceEngineering (DE) Box と呼ばれる、デバイス・エンジニアリングとしての
機能能力を有する。 プロセスフロー観点でのエンジニアリングをサポートする。 必要に応じて EE Box(後述)や PE Box(後述)にある機能能力やデータを活用して解析を行う。
4.1.1.6. 品質向上品質向上品質向上品質向上 このドメインにおいては、Yield Management System (YMS)による製品の出来栄えを管理する。 製品品質観点でのエンジニアリングをサポートする。 必要に応じて EE Box(後述)や PE Box(後述)にある機能能力やデータを活用して解析を行う。
4.1.1.7. Process Engineering (PE) Box 個々の工程プロセス観点でのエンジニアリングをサポートする。 このプロセスエンジニアリングでは以下の機能能力を支援する。
● プロセスモニタ ● レシピ管理 ● APC
4.1.1.8. Equipment Engineering (EE) Box 個々の加工装置観点でのエンジニアリングをサポートする。 この装置エンジニアリングでは以下の機能能力を支援する。
● 装置改善 ● 予知保全 ● 装置パフォーマンス・トラッキング(EPT) ● NPWによる点検結果の管理
4.1.2. EEデータ活用のコンセプトデータ活用のコンセプトデータ活用のコンセプトデータ活用のコンセプト
4.1.2.1. EESにににによる業務分担よる業務分担よる業務分担よる業務分担 今後、EESが導入されることで期待される業務分担について以下に記す。
4.1.2.2. 装置エンジニアリング業務装置エンジニアリング業務装置エンジニアリング業務装置エンジニアリング業務 これは装置の性能維持や改善などを司る業務である。現在はデバイス・メーカが主体となって実施

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
89
している。しかし、現在の装置から得られる情報では装置の状態変化を逐次監視することが出来な
い。 そこで、装置の性能維持や改善を科学的な根拠に基づいた活動にするためには、装置内の状態
変化を逐次監視できる仕掛けが必要である。そこで、装置エンジニアリング業務を科学的に効率よく
活動するために装置内の詳細な情報(DEE)を自動的に収集することが必須である。 この様な装置内の詳細情報(DEE)を業務関連者間で共有することで、装置の状態を同一視することで人による経験やスキルの差を少なくすることで、装置の性能を一定に保つことを容易にするものと
考える。また、デバイス・メーカの装置担当者と装置サプライヤ間での DEE データを共有することで、双方で客観的な情報に基づいた改善やメンテナンス作業について協議することも望まれる。
また、今後は装置エンジニアリング業務の多くがデバイス・メーカによる担当者から装置サプライヤ
へ移ることも考えられる。その際にこの装置内の詳細情報(DEE)を活用してデータに基ずく検証により作業の品質向上が見込まれる。 このように業務として分担する人々が効率良く作用するためには、データのオープン化がなくしては
不可能である。
現在の装置エンジニアリング現在の装置エンジニアリング現在の装置エンジニアリング現在の装置エンジニアリング
LLLL----EESEESEESEESのみ導入のみ導入のみ導入のみ導入
装置サプライヤーのアシス装置サプライヤーのアシス装置サプライヤーのアシス装置サプライヤーのアシスタンスタンスタンスタンス
装置サプライヤーに全面依存装置サプライヤーに全面依存装置サプライヤーに全面依存装置サプライヤーに全面依存
1111
2222
3333
4444
形態形態形態形態情報の活用情報の活用情報の活用情報の活用場内場内場内場内 場外場外場外場外
診断診断診断診断
重故障コンサルト重故障コンサルト重故障コンサルト重故障コンサルト
診断診断診断診断
診断診断診断診断
診断診断診断診断
詳細データ詳細データ詳細データ詳細データ
装置健康診断装置健康診断装置健康診断装置健康診断
詳細データ詳細データ詳細データ詳細データ
詳細データ詳細データ詳細データ詳細データ
診断診断診断診断
PhPhPhPh
図図図図 4-2 装置装置装置装置エンジニアリング業務エンジニアリング業務エンジニアリング業務エンジニアリング業務
4.1.2.3. プロセスエンジニアリング業務プロセスエンジニアリング業務プロセスエンジニアリング業務プロセスエンジニアリング業務 これは製品観点でのプロセスに関連する業務である。 現在は装置から得られるプロセスに関する情報だけではプロセスに関する詳細な状態変化を随時
監視することが出来ない。また、必要であればデバイス・メーカは装置にセンサを外付けするなどして
プロセスのモニタを実施している。 今後の生産活動を考慮すると、各工程の科学的な詳細処理情報を基に生産効率を上げることが切
望される。従って、装置は材料処理に関する全ての情報を報告することが出来なければならない。 また、プロセス調整の観点から生産制御系としてディスパッチャや製造装置やAPCパッケージ、さら
に測定結果など容易に相互接続できる環境が必要となる。このように様々な業務を分担する人々が効
率良く作用するためには、データのオープン化が不可欠である。

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
90
加工処理 加工処理
生産制御ホストシステム生産制御ホストシステム生産制御ホストシステム生産制御ホストシステム着工指示
ウェーハ単位の処理キャリア単位で搬送 キャリア単位で搬送
APC(FF) APC(FB)Job Rqモジュールレベル指示
生産モジュール生産モジュール生産モジュール生産モジュール
ウェーハレベル指示
製品とプロセスを指示
品質測定 品質測定
ウェーハレベル指示
図図図図 4-3 生産モジュールのイメージ図生産モジュールのイメージ図生産モジュールのイメージ図生産モジュールのイメージ図
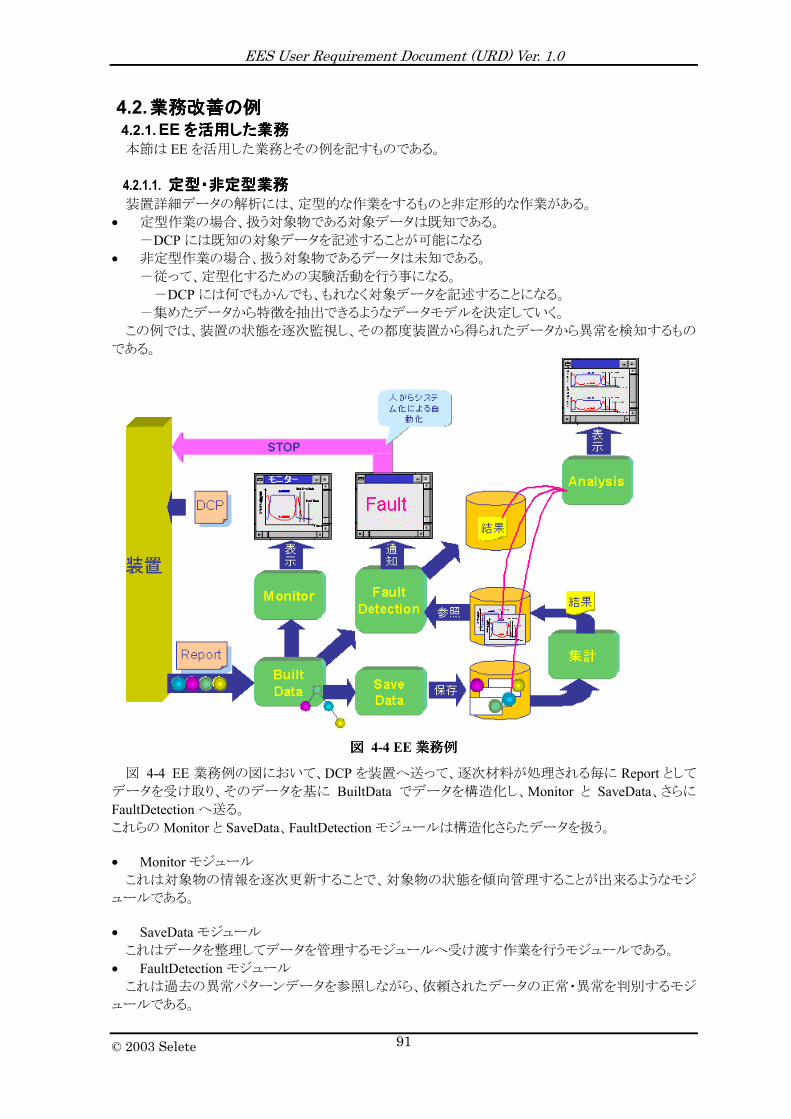
EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
91
4.2. 業務改善の例業務改善の例業務改善の例業務改善の例 4.2.1. EE を活用した業務を活用した業務を活用した業務を活用した業務 本節は EEを活用した業務とその例を記すものである。
4.2.1.1. 定型・非定型業務定型・非定型業務定型・非定型業務定型・非定型業務 装置詳細データの解析には、定型的な作業をするものと非定形的な作業がある。
• 定型作業の場合、扱う対象物である対象データは既知である。 -DCPには既知の対象データを記述することが可能になる
• 非定型作業の場合、扱う対象物であるデータは未知である。 -従って、定型化するための実験活動を行う事になる。 -DCPには何でもかんでも、もれなく対象データを記述することになる。
-集めたデータから特徴を抽出できるようなデータモデルを決定していく。 この例では、装置の状態を逐次監視し、その都度装置から得られたデータから異常を検知するもの
である。
図図図図 4-4 EE業務例業務例業務例業務例
図 4-4 EE業務例の図において、DCP を装置へ送って、逐次材料が処理される毎に Report としてデータを受け取り、そのデータを基に BuiltData でデータを構造化し、Monitor と SaveData、さらにFaultDetectionへ送る。 これらのMonitor と SaveData、FaultDetectionモジュールは構造化さらたデータを扱う。 • Monitorモジュール これは対象物の情報を逐次更新することで、対象物の状態を傾向管理することが出来るようなモジ
ュールである。 • SaveDataモジュール これはデータを整理してデータを管理するモジュールへ受け渡す作業を行うモジュールである。
• FaultDetectionモジュール これは過去の異常パターンデータを参照しながら、依頼されたデータの正常・異常を判別するモジ
ュールである。

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
92
• 集計モジュール これは FaultDetection モジュールのための異常パターンデータを生成するためのモジュールであ
る。 • Analysisモジュール これは FaultDetection モジュールで異常を検出したとき、その異常が何による問題かを解析するた
めのモジュールである。 このような EE モジュールを使ってこれまでの業務を自動化させることで、より効率良く、異常検出が
でき、また異常検出までの時間も大幅に短縮することが実現できることが望まれる。 即ち、EE システムにこの様なモジュールを運用させると、異常を検出したら、その情報を用いて装置へプロセスの停止(Stop)を掛けることができる。これを人手で行うのではなく、全てシステムによる自動的に行うことで無駄を省くことができる。
図図図図 4-5 EEによる業務の自動化による業務の自動化による業務の自動化による業務の自動化
4.2.1.2. メンテナンス時のデータ取得シナリオメンテナンス時のデータ取得シナリオメンテナンス時のデータ取得シナリオメンテナンス時のデータ取得シナリオ
4.2.1.2.1. メンテナンスの順序メンテナンスの順序メンテナンスの順序メンテナンスの順序 $ 装置が異常停止した場合(突発故障): 1)原因不明 2)原因究明 3)原因個所の特定 4)調整又は部品交換と調整 5)メンテナンス後の動作確認 6)プロセス確認
$ 定期メンテナンスの場合: 1)調整又は部品交換と調整 2)メンテナンス後の動作確認 3)プロセス確認

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
93
4)異常がないか EEDを APLで確認
4.2.1.3. メンテナンス時の製品への影響調査メンテナンス時の製品への影響調査メンテナンス時の製品への影響調査メンテナンス時の製品への影響調査 プロセス異常発生開始時期の特定装置異常が原因でのプロセス異常が発生した場合に異常対象
の製品を特定する必要がある。メンテナンス要因の場合はそのメンテナンス日時からの対象期間の製
品の特定が必要。部品、材料交換の場合はその対象のもので処理した製品の特定が必要。 メンテナンスの要因別にデータの種類が異なる
• 製品の不良が発生し装置の再調整を行う場合 • 保全計画に従い、オーバホール、部品交換を行う場合 • 装置がアラームを出して停止、または動作不能になった場合。 • 定期的な FDCのAPLがデータを要求する。(FDCはメンテナンス監視?)定期的(始業点検時)
のみ DCPの変更する。 • メンテナンス時に必要なデータは故障原因の究明に取得する。 • メンテナンス後の動作確認を行う場合に要求する。このため、メンテナンス要員が任意に必要な
データを選択し要求する。(DCPはクエリーとなり過去のデータを種々の条件とつけて検索しデータを要求する。)原因究明できない場合に原因究明のためにより詳細なデータ取得を要求する。 -工場 DBにない場合は装置 DBにデータを要求するが、DCPの変更は必要無いと考える -装置 DBにない場合は DCPを変更し同一現象が発生した場合の詳細データを取得できるようにする。(再現性を確認するために)これは 仮定しない。 -データが更に不足の場合はセンサ追加して DCPを変更 ◇センサが追加になれば DCP も変更するが、簡単に付くセンサであればおそらく Option扱いとなり、DCP の変更は事実上殆ど無い。装置コントローラを介在しないデータ収集をするセンサであれば DCP の支配下でない(装置へ投げる)DCP の変更は益々無いのではないかと考えられる。

EES User Requirement Document (URD) Ver. 1.0
© 2003 Selete
94
4.3. Selete推奨のビジネスモデル推奨のビジネスモデル推奨のビジネスモデル推奨のビジネスモデル
EES についてのビジネスモデルについては、Selete としては(社)日本半導体製造装置協会から提案されている、「SEAJ EES委員会 2002年度活動報告書」を推奨するものである。 詳細については、「SEAJ EES委員会 2002年度活動報告書」に譲る。














![― 次世代IP ユーザ・網インタフェース(UNI)― 本編RFC1123[8] Requirements for Internet Hosts – Application and Support DNS の実装について規定 RFC2181[12]](https://img.pdfslide.tips/doc/110x75/5eca5dc9b9b0bd6c2f2e0299/a-ip-fffcfffiuniia-oec-rfc11238.jpg)



![covisint...プロファイルの表示 [My Profile] (プロファイル) メニュー セクションには、以下のようなユーザ情報が含 まれます。ユーザ ステータス、ユーザ](https://img.pdfslide.tips/doc/110x75/5e56ba728817235b073bc5df/covisint-ffffec-my-profile-ffff-ffff.jpg)









