Embed Size (px)
Citation preview
7272019 ECJ 2010 02 Moessmerq
httpslidepdfcomreaderfullecj-2010-02-moessmerq 14
28 European Coatings JOURNAL 02 l 2010 wwweuropean-coatingscom
Technical Paper
Dispersion
Stefan MoumlszligmerMonika RochBernd Goumlbelt
Sabine Johann
The stabilising effect of polyacrylate block copoly-
mers on pigment dispersion is shown to dependboth on the chemical anchoring groups and on thetype of pigment dispersed A highly regular poly-mer architecture also helps to produce more stableadsorption on the pigment surface
Wetting and dispersing additives are used to achievea homogeneous and stable distribution of pig-ments in coatings Two properties are of funda-
mental importance on the one hand the additives mustinteract with the pigment and on the other they must becompatible with the liquid medium (solvent binder)
Building blocks
for stable paintsEffects of anchoring groups and copolymer structure of additives studied
Corresponding AuthorDr Stefan MoumlszligmerByk-Chemie GmbHT + 49 281 670 617stefanmoessmeraltanacom
In solventborne coating formulations acidndashbase interactionsor hydrogen bridging bonds between the pigment surfaceand the wetting and dispersing additive are normally usedto achieve the desired interactions Hence the pigment-af-finic groups in the wetting and dispersing agent are polarIn addition the wetting and dispersing additive should pre-vent re-agglomeration of the homogeneously distributed
pigment particles in the coating The stabilising effect of thewetting and dispersing additive is determined by its poly-meric structure Linear block copolymers or comb copoly-mers are notably effective structuresThese structured copolymers prevent re-agglomerationmore effectively than statistical copolymers since theirregular structure ensures that there is no bridging betweenthe pigment particles This enables a lower millbase viscos-ity to be achieved
Polymerisation routeaffects structure of additives
Linear block copolymers based on poly(meth)acrylates
can only be obtained by controlled radical or ionic polym-erisation processes such as ATRP (Atom Transfer RadicalPolymerisation) NMP (Nitroxide Mediated Polymerisa-tion) RAFT (Reversible Addition-Fragmentation chainTransfer) or GTP (Group Transfer Polymerisation)These distinct polymerisation technologies rely on vari-ous mechanisms that produce not only different molecularweight distributions but also different polymeric struc-tures and thus affect the application properties [1 2]The effects of the pigment-affinic groups and polymerisa-tion technologies on the characteristics of AB diblock co-polymers as wetting and dispersing additives are examinedbelow At the same time products synthesised by means of
GTP technology [3] and RAFT technology [4] are compared
GTP gives very narrowmolecular weight distribution
GTP is an ionic polymerisation technology and yields de-fined polymers with a very narrow molecular weight distri-bution Since few termination reactions occur the propor-tion of homopolymers that contain only the monomers ofeither the A block or the B block is very smallRAFT technology by contrast produces a less precisestructure with a broader molecular weight distribution Be-cause radicals are produced from the decay of the initiatorthroughout the polymerisation process the proportion of
homopolymers is much higher than with the GTP processAB model polymers 1 and 4 (Figure 1) were produced bythe GTP and RAFT processes respectively Both have a
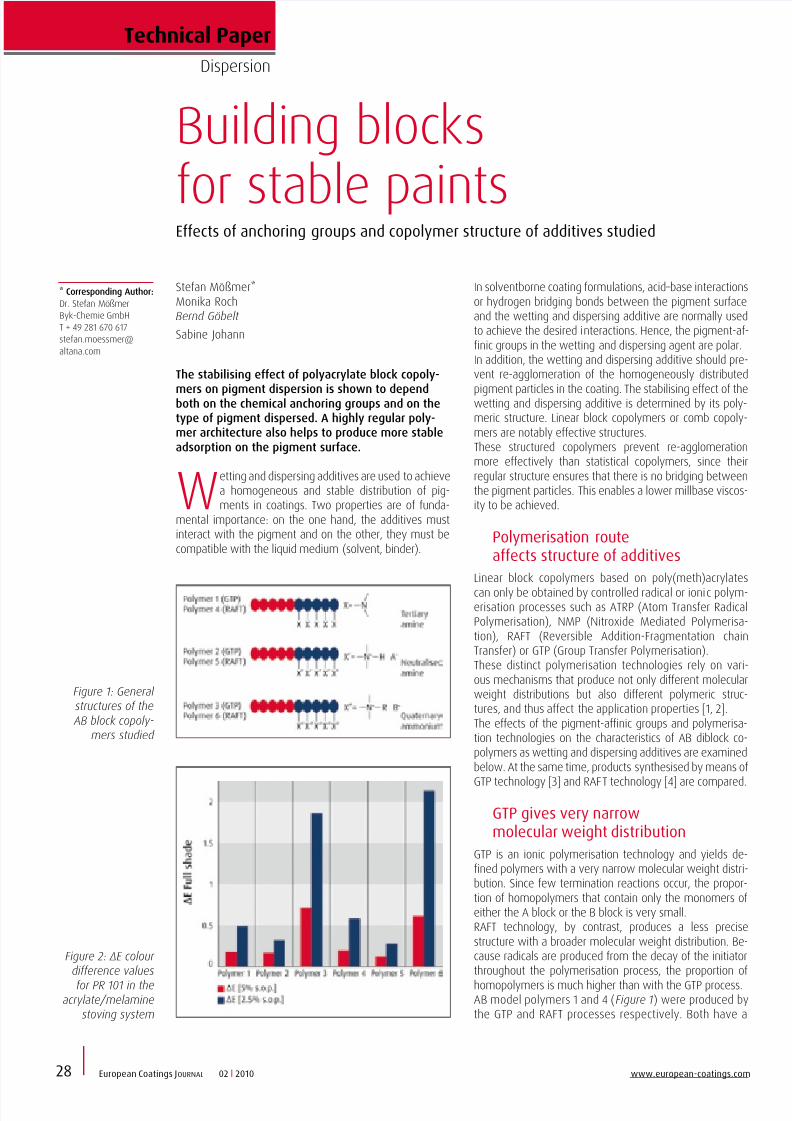
Figure 1 General structures of the AB block copoly-
mers studied
Figure 2 ΔE colourdifference values
for PR 101 in theacrylatemelamine
stoving system
7272019 ECJ 2010 02 Moessmerq
httpslidepdfcomreaderfullecj-2010-02-moessmerq 24
Technical Paper
Dispersion
29wwweuropean-coatingscom 02 l 2010 European Coatings JOURNAL
molecular weight Mn of approximately 8000 gmol and anamine value of 45 mg KOHg Polymer 1 has a narrow mo-lecular weight distribution (polydispersity) of 128 whilepolymer 4 has a molecular weight distribution of 17A mixture of different alkyl methacrylates was chosenas the A block the aim being to ensure binder compat-
ibility The B block was provided with tertiary amines aspigment-affinic groupsTo study the effect of the pigment-affinic group on pig-ment dispersion and stabilisation the tertiary amines inpolymers 1 and 4 were on the one hand neutralised witha mixture of phosphoric acid monoester and carboxylicacid to obtain polymers 2 (GTP) and 5 (RAFT) or on theother hand quaternised with an alkylating agent yieldingpolymers 3 (GTP) and 6 (RAFT) (Figure 1)
Stabilising performanceevaluated on four pigments
The effect of the different pigment-affinic groups and ofthe different polymerisation technologies on pigmentstabilisation was analysed in solvent-borne systems Aninorganic red pigment (Colour Index reference PR 101)two organic pigments PR 177 and PG 7 (amino anthraqui-none and phthalocyanine green) and finely dispersedcarbon black (PBl 7) were selected as pigmentsPigment concentrates with an acrylate or polyester grind-ing resin were produced and let down with an acrylatemelamine stoving system a two-pack acrylateisocy-anate system or a polyestermelaminecellulose aceto-butyrate (CAB) system Table 1 summarises the millbaseformulations for the black pigment with varying blockcopolymer dosages
To evaluate the pigment-stabilising properties viscositymeasurements were carried out on the pigment concen-trates gloss and haze measurements were taken and inthe case of the inorganic pigment ΔE colour differencevalues were determined from the finished coating filmsThe aim each time was to identify the most effective ABblock copolymer at the lowest additive dosage
Neutralised amines stabiliseinorganic pigment
Block copolymers with acid-neutralised amine functional-ity (polymers 2 and 5) stabilised the inorganic iron oxide
(PR 101) best of all With all the additive dosages testedthe millbase viscosities were the lowest each time forthese two polymersThe optimum additive dosage for the inorganic pigmentfor polymers 2 and 5 is 25 additive solid on pigment(sop) The viscosities are lower than those obtained forother polymers at 5 sopAn increase in the additive dosage to 10 sop led toan increase in viscosity for all block copolymers usedThis indicates an associative formation of polymeric mol-ecules that do not adsorb on the pigment surface WithRAFT polymer 6 (quaternary ammonium units) it wasnot possible to obtain a stable pigment concentrate at25 (sop) whereas its GTP counterpar t polymer 3
yielded a flowable pasteAnother criterion for the stabilisation potential of the in-dividual block copolymers was determined with the aid
Results at a glance
The efficiency of pigment stabilisation by poly-acrylate block copolymers is strongly affected byboth the type of anchoring groups and the polymermicrostructure
Block copolymers with tertiary amine anchor-ing groups deflocculate phthalocyanine and acidic-treated pigments very effectively while those withacid-neutralised amine groups appear more effective
with inorganic pigments
Block copolymers with quaternary ammoniumgroups are very effective with all types of pigment inbasecoats containing CAB
The GTP process yields block copolymers with amore homogeneous structure than RAFT copolymersThis gives lower millbase viscosities and better pig-ment adsorption
Thus block copolymers synthesised by GTP thatcarry all three anchoring groups should provide op-timum pigment stabilisation for all pigment types in
solventborne systems with or without CAB
Figure 3 Millbaseviscosities forvarious dispersantsand addition rateswith PBl 7 at a shear rate of 1s
Figure 4 Transparency with P BI 7 in the acrylatemelamine stoving system
ldquoAdditives for
waterborne
coatingsrdquo
Wernfried Heilen
wwweuropean-coatings-combooks
7272019 ECJ 2010 02 Moessmerq
httpslidepdfcomreaderfullecj-2010-02-moessmerq 34
Technical Paper
Dispersion
30 European Coatings JOURNAL 02 l 2010 wwweuropean-coatingscom
of rub-out tests in the full shade as seen in Figure 2 in apolyestermelamine stoving systemPolymer 3 and more particularly polymer 6 exhibitedhigh ΔE values at the lowest additive dosage which sug-gests insufficient deflocculation of the pigment particlesPolymers 2 and 5 with the acid-neutralised amine func-tionalities as the pigment adsorbing units provided thelowest ΔE valuesThe pigment-affinic group in polymers 2 and 5 is a saltstructure which is produced by neutralisation of theamine moieties with a mixture of acid-functional poly-mers In contrast to polymers 3 and 6 this neutralisationis reversible the ion pair and dissociated form are in an
equilibrium state Accordingly the acid groups can alsoadsorb on the pigment surface
Tertiary amines stabiliseacidic carbon blacks
In the test systems with finely dispersed acidic-treated car-bon black the tertiary amine functional block copolymers 1and 4 yielded the best stabilising properties With the high-
est additive dosage (70 sop) the differences in viscositybehaviour between the six individual block copolymers werenot strongly pronounced (Figure 3)At 50 and 30 sop on the other hand the lowest mill-base viscosities were achieved with the tertiary amine func-tional polymers 1 and 4 With RAFT polymer 5 the carbonblack could no longer be dispersed at 30 sop with GTPpolymer 2 which has a more precise structure this was stillpossible Polymers 3 and 6 exhibited almost unchanged vis-cosity behaviour at 70 50 and 30 sopOn reducing the additive dosage to 15 sop grinding wasonly successful with polymer 1 with all other polymers addi-tional solvent was required to reduce the increase in viscosity
during dispersion Polymer 1 synthesised by GTP has a verynarrow molecular weight distribution the block structure iscorrespondingly more defined than with polymer 4 (RAFT)Only polymer 1 is able to properly stabilise the acidic carbonblack at the lowest concentration Polymer 1 also achieves thegreatest transparency in the letdown In the case of defloc-culated finely dispersed carbon black (primary particle size ~10 nm) a transparent full shade appears brownish whereasflocculated carbon black is greyish blue in colour (Figure 4)
Figure 5 Millbase viscosities at different shear rates with PR 177 (left 30 sop middle 15 sop right 10 sop)
Figure 6 Gloss andhaze values for PG
7 in the polyester melamine system
(withoutwith CAB)
European Coatings
C983151983150983142983141983154983141983150983139983141
Furniture Coatings
BerlinGermany
wwweuropean-
coatingscomevents
7272019 ECJ 2010 02 Moessmerq
httpslidepdfcomreaderfullecj-2010-02-moessmerq 44
Technical Paper
Dispersion
31wwweuropean-coatingscom 02 l 2010 European Coatings JOURNAL
a polyestermelamine system all polymers yielded simi-lar results in terms of gloss and haze apart from polymer1 containing tertiary amine groups which gave the high-est gloss and lowest hazeIf the phthalocyanine pigment concentrate is let down witha polyestermelamineCAB system only the polymers withthe quaternary ammonium anchoring groups (polymers 3and 6) effectively counteract destabilisation while the poly-mers with the tertiary amine groups and the acid-neutral-
ised anchoring groups lose their stabilising effect and yieldlow gloss and high haze values (Figure 6)This behaviour was also observed for other pigmentsHence only polymers with quaternary ammoniumgroups are suitable for long-lasting pigment stabilisationin polyestermelamineCAB systems as seen in Figure 7 for PR 177
Both anchoring groupsand structure are critical
The optimum dispersing additive for general pigmentstabilisation in solventborne systems is thus a blockcopolymer synthesised by GTP that carries all three an-
choring groups in the pigment-affinic block in order tostabilise different pigments in different systems (with orwithout CAB) effectively and durablyThe corresponding polymer synthesised by the RAFTprocess can be considered to show a satisfactory com-promise between efficiency and cost-effectiveness iacute
REFERENCES
[1] Goumlbelt B Pitture e Vernici ndash European Coatings 2005 Vol 2 p 39
[2] Goumlbelt B Progress in Organic Coatings 2006 Vol 55 p 189
[3] Webster O W et al Jnl Am Chem Soc 1983 Vol 105 p 5706
[4] Moad G et al Polym Int 2000 Vol 49 p 993
The aminic pigment anchoring units in polymer 1 defloccu-late the acidic carbon black better than the acid-neutralisedcomponents in polymer 2 (made by the same polymerisationtechnology)
Quaternary ammonium groupis best for anthraquinones
The best viscosity-reducing properties for an amino an-
thraquinone pigment (PR 177) were obtained with poly-mers 3 and 6 with quaternary ammonium units Newto-nian flow was achieved at all dosages especially withpolymer 3 which was synthesised by GTPThe corresponding RAFT polymer 6 in contrast exhibitsviscosity behaviour at the lowest concentration (10 block copolymer sop) that approximates to that of thesamples for the other polymers (Figure 6) The excellentstabilisation of PR 177 by polymers 3 and 6 is also reflectedin high gloss and low haze values in a 2-pack systemThe GTP polymers always yielded ndash by comparison withtheir RAFT counterparts ndash slightly higher gloss values atall dosages implying improved stabilisation of the pig-ment through the regular block structure This ensures
more effective anchoring on the pigment surface andcounteracts any re-agglomeration of the pigments
Use of CAB requiresquaternary ammonium groups
In automotive coating systems CAB is used in solvent-borne basecoats to accelerate the drying The higher themolecular weight of the CAB used the more likely it isthat pigment destabilisation processes will increase es-pecially in polyestermelamine systemsWhen dispersing a phthalocyanine pigment (PG 7) with apolyester grinding resin and with subsequent letdown in
Figure 7 Illustrationof transparency
with PR 177 in the polyestermela-mineCAB system
70 additive sop 50 additive sop 30 additive sop 15 additive sop
Acrylate grinding resin (65 ) 692 692 692 692
Polymers 1 to 6 (40 ) 175 125 75 38
PBl 7 100 100 100 100
Shellsol A xylene 11 33 83 133 170
Total 1000 1000 1000 1000
Table 1 Millbaseformulations ex-
amples using black pigment

7272019 ECJ 2010 02 Moessmerq
httpslidepdfcomreaderfullecj-2010-02-moessmerq 24
Technical Paper
Dispersion
29wwweuropean-coatingscom 02 l 2010 European Coatings JOURNAL
molecular weight Mn of approximately 8000 gmol and anamine value of 45 mg KOHg Polymer 1 has a narrow mo-lecular weight distribution (polydispersity) of 128 whilepolymer 4 has a molecular weight distribution of 17A mixture of different alkyl methacrylates was chosenas the A block the aim being to ensure binder compat-
ibility The B block was provided with tertiary amines aspigment-affinic groupsTo study the effect of the pigment-affinic group on pig-ment dispersion and stabilisation the tertiary amines inpolymers 1 and 4 were on the one hand neutralised witha mixture of phosphoric acid monoester and carboxylicacid to obtain polymers 2 (GTP) and 5 (RAFT) or on theother hand quaternised with an alkylating agent yieldingpolymers 3 (GTP) and 6 (RAFT) (Figure 1)
Stabilising performanceevaluated on four pigments
The effect of the different pigment-affinic groups and ofthe different polymerisation technologies on pigmentstabilisation was analysed in solvent-borne systems Aninorganic red pigment (Colour Index reference PR 101)two organic pigments PR 177 and PG 7 (amino anthraqui-none and phthalocyanine green) and finely dispersedcarbon black (PBl 7) were selected as pigmentsPigment concentrates with an acrylate or polyester grind-ing resin were produced and let down with an acrylatemelamine stoving system a two-pack acrylateisocy-anate system or a polyestermelaminecellulose aceto-butyrate (CAB) system Table 1 summarises the millbaseformulations for the black pigment with varying blockcopolymer dosages
To evaluate the pigment-stabilising properties viscositymeasurements were carried out on the pigment concen-trates gloss and haze measurements were taken and inthe case of the inorganic pigment ΔE colour differencevalues were determined from the finished coating filmsThe aim each time was to identify the most effective ABblock copolymer at the lowest additive dosage
Neutralised amines stabiliseinorganic pigment
Block copolymers with acid-neutralised amine functional-ity (polymers 2 and 5) stabilised the inorganic iron oxide
(PR 101) best of all With all the additive dosages testedthe millbase viscosities were the lowest each time forthese two polymersThe optimum additive dosage for the inorganic pigmentfor polymers 2 and 5 is 25 additive solid on pigment(sop) The viscosities are lower than those obtained forother polymers at 5 sopAn increase in the additive dosage to 10 sop led toan increase in viscosity for all block copolymers usedThis indicates an associative formation of polymeric mol-ecules that do not adsorb on the pigment surface WithRAFT polymer 6 (quaternary ammonium units) it wasnot possible to obtain a stable pigment concentrate at25 (sop) whereas its GTP counterpar t polymer 3
yielded a flowable pasteAnother criterion for the stabilisation potential of the in-dividual block copolymers was determined with the aid
Results at a glance
The efficiency of pigment stabilisation by poly-acrylate block copolymers is strongly affected byboth the type of anchoring groups and the polymermicrostructure
Block copolymers with tertiary amine anchor-ing groups deflocculate phthalocyanine and acidic-treated pigments very effectively while those withacid-neutralised amine groups appear more effective
with inorganic pigments
Block copolymers with quaternary ammoniumgroups are very effective with all types of pigment inbasecoats containing CAB
The GTP process yields block copolymers with amore homogeneous structure than RAFT copolymersThis gives lower millbase viscosities and better pig-ment adsorption
Thus block copolymers synthesised by GTP thatcarry all three anchoring groups should provide op-timum pigment stabilisation for all pigment types in
solventborne systems with or without CAB
Figure 3 Millbaseviscosities forvarious dispersantsand addition rateswith PBl 7 at a shear rate of 1s
Figure 4 Transparency with P BI 7 in the acrylatemelamine stoving system
ldquoAdditives for
waterborne
coatingsrdquo
Wernfried Heilen
wwweuropean-coatings-combooks
7272019 ECJ 2010 02 Moessmerq
httpslidepdfcomreaderfullecj-2010-02-moessmerq 34
Technical Paper
Dispersion
30 European Coatings JOURNAL 02 l 2010 wwweuropean-coatingscom
of rub-out tests in the full shade as seen in Figure 2 in apolyestermelamine stoving systemPolymer 3 and more particularly polymer 6 exhibitedhigh ΔE values at the lowest additive dosage which sug-gests insufficient deflocculation of the pigment particlesPolymers 2 and 5 with the acid-neutralised amine func-tionalities as the pigment adsorbing units provided thelowest ΔE valuesThe pigment-affinic group in polymers 2 and 5 is a saltstructure which is produced by neutralisation of theamine moieties with a mixture of acid-functional poly-mers In contrast to polymers 3 and 6 this neutralisationis reversible the ion pair and dissociated form are in an
equilibrium state Accordingly the acid groups can alsoadsorb on the pigment surface
Tertiary amines stabiliseacidic carbon blacks
In the test systems with finely dispersed acidic-treated car-bon black the tertiary amine functional block copolymers 1and 4 yielded the best stabilising properties With the high-
est additive dosage (70 sop) the differences in viscositybehaviour between the six individual block copolymers werenot strongly pronounced (Figure 3)At 50 and 30 sop on the other hand the lowest mill-base viscosities were achieved with the tertiary amine func-tional polymers 1 and 4 With RAFT polymer 5 the carbonblack could no longer be dispersed at 30 sop with GTPpolymer 2 which has a more precise structure this was stillpossible Polymers 3 and 6 exhibited almost unchanged vis-cosity behaviour at 70 50 and 30 sopOn reducing the additive dosage to 15 sop grinding wasonly successful with polymer 1 with all other polymers addi-tional solvent was required to reduce the increase in viscosity
during dispersion Polymer 1 synthesised by GTP has a verynarrow molecular weight distribution the block structure iscorrespondingly more defined than with polymer 4 (RAFT)Only polymer 1 is able to properly stabilise the acidic carbonblack at the lowest concentration Polymer 1 also achieves thegreatest transparency in the letdown In the case of defloc-culated finely dispersed carbon black (primary particle size ~10 nm) a transparent full shade appears brownish whereasflocculated carbon black is greyish blue in colour (Figure 4)
Figure 5 Millbase viscosities at different shear rates with PR 177 (left 30 sop middle 15 sop right 10 sop)
Figure 6 Gloss andhaze values for PG
7 in the polyester melamine system
(withoutwith CAB)
European Coatings
C983151983150983142983141983154983141983150983139983141
Furniture Coatings
BerlinGermany
wwweuropean-
coatingscomevents
7272019 ECJ 2010 02 Moessmerq
httpslidepdfcomreaderfullecj-2010-02-moessmerq 44
Technical Paper
Dispersion
31wwweuropean-coatingscom 02 l 2010 European Coatings JOURNAL
a polyestermelamine system all polymers yielded simi-lar results in terms of gloss and haze apart from polymer1 containing tertiary amine groups which gave the high-est gloss and lowest hazeIf the phthalocyanine pigment concentrate is let down witha polyestermelamineCAB system only the polymers withthe quaternary ammonium anchoring groups (polymers 3and 6) effectively counteract destabilisation while the poly-mers with the tertiary amine groups and the acid-neutral-
ised anchoring groups lose their stabilising effect and yieldlow gloss and high haze values (Figure 6)This behaviour was also observed for other pigmentsHence only polymers with quaternary ammoniumgroups are suitable for long-lasting pigment stabilisationin polyestermelamineCAB systems as seen in Figure 7 for PR 177
Both anchoring groupsand structure are critical
The optimum dispersing additive for general pigmentstabilisation in solventborne systems is thus a blockcopolymer synthesised by GTP that carries all three an-
choring groups in the pigment-affinic block in order tostabilise different pigments in different systems (with orwithout CAB) effectively and durablyThe corresponding polymer synthesised by the RAFTprocess can be considered to show a satisfactory com-promise between efficiency and cost-effectiveness iacute
REFERENCES
[1] Goumlbelt B Pitture e Vernici ndash European Coatings 2005 Vol 2 p 39
[2] Goumlbelt B Progress in Organic Coatings 2006 Vol 55 p 189
[3] Webster O W et al Jnl Am Chem Soc 1983 Vol 105 p 5706
[4] Moad G et al Polym Int 2000 Vol 49 p 993
The aminic pigment anchoring units in polymer 1 defloccu-late the acidic carbon black better than the acid-neutralisedcomponents in polymer 2 (made by the same polymerisationtechnology)
Quaternary ammonium groupis best for anthraquinones
The best viscosity-reducing properties for an amino an-
thraquinone pigment (PR 177) were obtained with poly-mers 3 and 6 with quaternary ammonium units Newto-nian flow was achieved at all dosages especially withpolymer 3 which was synthesised by GTPThe corresponding RAFT polymer 6 in contrast exhibitsviscosity behaviour at the lowest concentration (10 block copolymer sop) that approximates to that of thesamples for the other polymers (Figure 6) The excellentstabilisation of PR 177 by polymers 3 and 6 is also reflectedin high gloss and low haze values in a 2-pack systemThe GTP polymers always yielded ndash by comparison withtheir RAFT counterparts ndash slightly higher gloss values atall dosages implying improved stabilisation of the pig-ment through the regular block structure This ensures
more effective anchoring on the pigment surface andcounteracts any re-agglomeration of the pigments
Use of CAB requiresquaternary ammonium groups
In automotive coating systems CAB is used in solvent-borne basecoats to accelerate the drying The higher themolecular weight of the CAB used the more likely it isthat pigment destabilisation processes will increase es-pecially in polyestermelamine systemsWhen dispersing a phthalocyanine pigment (PG 7) with apolyester grinding resin and with subsequent letdown in
Figure 7 Illustrationof transparency
with PR 177 in the polyestermela-mineCAB system
70 additive sop 50 additive sop 30 additive sop 15 additive sop
Acrylate grinding resin (65 ) 692 692 692 692
Polymers 1 to 6 (40 ) 175 125 75 38
PBl 7 100 100 100 100
Shellsol A xylene 11 33 83 133 170
Total 1000 1000 1000 1000
Table 1 Millbaseformulations ex-
amples using black pigment

7272019 ECJ 2010 02 Moessmerq
httpslidepdfcomreaderfullecj-2010-02-moessmerq 34
Technical Paper
Dispersion
30 European Coatings JOURNAL 02 l 2010 wwweuropean-coatingscom
of rub-out tests in the full shade as seen in Figure 2 in apolyestermelamine stoving systemPolymer 3 and more particularly polymer 6 exhibitedhigh ΔE values at the lowest additive dosage which sug-gests insufficient deflocculation of the pigment particlesPolymers 2 and 5 with the acid-neutralised amine func-tionalities as the pigment adsorbing units provided thelowest ΔE valuesThe pigment-affinic group in polymers 2 and 5 is a saltstructure which is produced by neutralisation of theamine moieties with a mixture of acid-functional poly-mers In contrast to polymers 3 and 6 this neutralisationis reversible the ion pair and dissociated form are in an
equilibrium state Accordingly the acid groups can alsoadsorb on the pigment surface
Tertiary amines stabiliseacidic carbon blacks
In the test systems with finely dispersed acidic-treated car-bon black the tertiary amine functional block copolymers 1and 4 yielded the best stabilising properties With the high-
est additive dosage (70 sop) the differences in viscositybehaviour between the six individual block copolymers werenot strongly pronounced (Figure 3)At 50 and 30 sop on the other hand the lowest mill-base viscosities were achieved with the tertiary amine func-tional polymers 1 and 4 With RAFT polymer 5 the carbonblack could no longer be dispersed at 30 sop with GTPpolymer 2 which has a more precise structure this was stillpossible Polymers 3 and 6 exhibited almost unchanged vis-cosity behaviour at 70 50 and 30 sopOn reducing the additive dosage to 15 sop grinding wasonly successful with polymer 1 with all other polymers addi-tional solvent was required to reduce the increase in viscosity
during dispersion Polymer 1 synthesised by GTP has a verynarrow molecular weight distribution the block structure iscorrespondingly more defined than with polymer 4 (RAFT)Only polymer 1 is able to properly stabilise the acidic carbonblack at the lowest concentration Polymer 1 also achieves thegreatest transparency in the letdown In the case of defloc-culated finely dispersed carbon black (primary particle size ~10 nm) a transparent full shade appears brownish whereasflocculated carbon black is greyish blue in colour (Figure 4)
Figure 5 Millbase viscosities at different shear rates with PR 177 (left 30 sop middle 15 sop right 10 sop)
Figure 6 Gloss andhaze values for PG
7 in the polyester melamine system
(withoutwith CAB)
European Coatings
C983151983150983142983141983154983141983150983139983141
Furniture Coatings
BerlinGermany
wwweuropean-
coatingscomevents
7272019 ECJ 2010 02 Moessmerq
httpslidepdfcomreaderfullecj-2010-02-moessmerq 44
Technical Paper
Dispersion
31wwweuropean-coatingscom 02 l 2010 European Coatings JOURNAL
a polyestermelamine system all polymers yielded simi-lar results in terms of gloss and haze apart from polymer1 containing tertiary amine groups which gave the high-est gloss and lowest hazeIf the phthalocyanine pigment concentrate is let down witha polyestermelamineCAB system only the polymers withthe quaternary ammonium anchoring groups (polymers 3and 6) effectively counteract destabilisation while the poly-mers with the tertiary amine groups and the acid-neutral-
ised anchoring groups lose their stabilising effect and yieldlow gloss and high haze values (Figure 6)This behaviour was also observed for other pigmentsHence only polymers with quaternary ammoniumgroups are suitable for long-lasting pigment stabilisationin polyestermelamineCAB systems as seen in Figure 7 for PR 177
Both anchoring groupsand structure are critical
The optimum dispersing additive for general pigmentstabilisation in solventborne systems is thus a blockcopolymer synthesised by GTP that carries all three an-
choring groups in the pigment-affinic block in order tostabilise different pigments in different systems (with orwithout CAB) effectively and durablyThe corresponding polymer synthesised by the RAFTprocess can be considered to show a satisfactory com-promise between efficiency and cost-effectiveness iacute
REFERENCES
[1] Goumlbelt B Pitture e Vernici ndash European Coatings 2005 Vol 2 p 39
[2] Goumlbelt B Progress in Organic Coatings 2006 Vol 55 p 189
[3] Webster O W et al Jnl Am Chem Soc 1983 Vol 105 p 5706
[4] Moad G et al Polym Int 2000 Vol 49 p 993
The aminic pigment anchoring units in polymer 1 defloccu-late the acidic carbon black better than the acid-neutralisedcomponents in polymer 2 (made by the same polymerisationtechnology)
Quaternary ammonium groupis best for anthraquinones
The best viscosity-reducing properties for an amino an-
thraquinone pigment (PR 177) were obtained with poly-mers 3 and 6 with quaternary ammonium units Newto-nian flow was achieved at all dosages especially withpolymer 3 which was synthesised by GTPThe corresponding RAFT polymer 6 in contrast exhibitsviscosity behaviour at the lowest concentration (10 block copolymer sop) that approximates to that of thesamples for the other polymers (Figure 6) The excellentstabilisation of PR 177 by polymers 3 and 6 is also reflectedin high gloss and low haze values in a 2-pack systemThe GTP polymers always yielded ndash by comparison withtheir RAFT counterparts ndash slightly higher gloss values atall dosages implying improved stabilisation of the pig-ment through the regular block structure This ensures
more effective anchoring on the pigment surface andcounteracts any re-agglomeration of the pigments
Use of CAB requiresquaternary ammonium groups
In automotive coating systems CAB is used in solvent-borne basecoats to accelerate the drying The higher themolecular weight of the CAB used the more likely it isthat pigment destabilisation processes will increase es-pecially in polyestermelamine systemsWhen dispersing a phthalocyanine pigment (PG 7) with apolyester grinding resin and with subsequent letdown in
Figure 7 Illustrationof transparency
with PR 177 in the polyestermela-mineCAB system
70 additive sop 50 additive sop 30 additive sop 15 additive sop
Acrylate grinding resin (65 ) 692 692 692 692
Polymers 1 to 6 (40 ) 175 125 75 38
PBl 7 100 100 100 100
Shellsol A xylene 11 33 83 133 170
Total 1000 1000 1000 1000
Table 1 Millbaseformulations ex-
amples using black pigment

7272019 ECJ 2010 02 Moessmerq
httpslidepdfcomreaderfullecj-2010-02-moessmerq 44
Technical Paper
Dispersion
31wwweuropean-coatingscom 02 l 2010 European Coatings JOURNAL
a polyestermelamine system all polymers yielded simi-lar results in terms of gloss and haze apart from polymer1 containing tertiary amine groups which gave the high-est gloss and lowest hazeIf the phthalocyanine pigment concentrate is let down witha polyestermelamineCAB system only the polymers withthe quaternary ammonium anchoring groups (polymers 3and 6) effectively counteract destabilisation while the poly-mers with the tertiary amine groups and the acid-neutral-
ised anchoring groups lose their stabilising effect and yieldlow gloss and high haze values (Figure 6)This behaviour was also observed for other pigmentsHence only polymers with quaternary ammoniumgroups are suitable for long-lasting pigment stabilisationin polyestermelamineCAB systems as seen in Figure 7 for PR 177
Both anchoring groupsand structure are critical
The optimum dispersing additive for general pigmentstabilisation in solventborne systems is thus a blockcopolymer synthesised by GTP that carries all three an-
choring groups in the pigment-affinic block in order tostabilise different pigments in different systems (with orwithout CAB) effectively and durablyThe corresponding polymer synthesised by the RAFTprocess can be considered to show a satisfactory com-promise between efficiency and cost-effectiveness iacute
REFERENCES
[1] Goumlbelt B Pitture e Vernici ndash European Coatings 2005 Vol 2 p 39
[2] Goumlbelt B Progress in Organic Coatings 2006 Vol 55 p 189
[3] Webster O W et al Jnl Am Chem Soc 1983 Vol 105 p 5706
[4] Moad G et al Polym Int 2000 Vol 49 p 993
The aminic pigment anchoring units in polymer 1 defloccu-late the acidic carbon black better than the acid-neutralisedcomponents in polymer 2 (made by the same polymerisationtechnology)
Quaternary ammonium groupis best for anthraquinones
The best viscosity-reducing properties for an amino an-
thraquinone pigment (PR 177) were obtained with poly-mers 3 and 6 with quaternary ammonium units Newto-nian flow was achieved at all dosages especially withpolymer 3 which was synthesised by GTPThe corresponding RAFT polymer 6 in contrast exhibitsviscosity behaviour at the lowest concentration (10 block copolymer sop) that approximates to that of thesamples for the other polymers (Figure 6) The excellentstabilisation of PR 177 by polymers 3 and 6 is also reflectedin high gloss and low haze values in a 2-pack systemThe GTP polymers always yielded ndash by comparison withtheir RAFT counterparts ndash slightly higher gloss values atall dosages implying improved stabilisation of the pig-ment through the regular block structure This ensures
more effective anchoring on the pigment surface andcounteracts any re-agglomeration of the pigments
Use of CAB requiresquaternary ammonium groups
In automotive coating systems CAB is used in solvent-borne basecoats to accelerate the drying The higher themolecular weight of the CAB used the more likely it isthat pigment destabilisation processes will increase es-pecially in polyestermelamine systemsWhen dispersing a phthalocyanine pigment (PG 7) with apolyester grinding resin and with subsequent letdown in
Figure 7 Illustrationof transparency
with PR 177 in the polyestermela-mineCAB system
70 additive sop 50 additive sop 30 additive sop 15 additive sop
Acrylate grinding resin (65 ) 692 692 692 692
Polymers 1 to 6 (40 ) 175 125 75 38
PBl 7 100 100 100 100
Shellsol A xylene 11 33 83 133 170
Total 1000 1000 1000 1000
Table 1 Millbaseformulations ex-
amples using black pigment





























