Embed Size (px)
Citation preview

[Research Paper] 대한금속 ·재료학회지 (Korean J. Met. Mater.), Vol. 56, No. 5 (2018) pp.375-383 375
DOI: 10.3365/KJMM.2018.56.5.375
니켈기 Inconel 740H 초내열합금과 고Cr계 Gr.92 내열강의이종금속 용접부의 미세조직 및 크리프 파단 특성
신경용1 · 이지원1
· 한정민2 · 이경운2
· 공병욱2 · 홍현욱1,
*
1창원대학교 신소재공학부2두산중공업 기술연구원 소재기술개발팀
Characterization of Microstructures and Creep Fracture Characteristics of Dissimilar Metal Welds between Inconel 740H Ni-Based Superalloy and Gr.92 Ferritic Steel
Kyeong-Yong Shin1, Ji-Won Lee1, Jung-Min Han2, Kyong-Woon Lee2,
Byeong-Ook Kong2, and Hyun-Uk Hong1,*
1Department of Materials Science and Engineering, Changwon National University,Changwon 51140, Republic of Korea
2Materials Technology Development Team, Corporate R&D Institute, Doosan Heavy Industries & Construction,Changwon 51711, Republic of Korea
Abstract: Microstructure evolution and the creep fracture characteristics of dissimilar welds between Ni-based superalloy
Inconel 740H and High Cr ferritic steel Gr.92 were investigated. The dissimilar welds were fabricated by shielded metal
arc (SMA) welding process with Ni-based austenitic Inconel 182 superalloy. Postweld heat treatment at 760 oC for 4 hours
was conducted to temper the fresh martensite formed in the heat-affected zone (HAZ) of Gr.92, and to form γ΄ strengthener
in Inconel 740H. The weld interface between the Gr.92 and weld metal was characterized by a discrete line with minimal
inter-diffusion, whilst the weld interface on the Inconel 740H side showed an unmixed zone having epitaxial columnar
growth from the base metal. It was observed that the fresh untempered martensite formed at the Gr.92-sided coarse-grained
HAZ next to the weld interface during PWHT. This may be due to higher Ni contents diffused from the Ni-based weld metal.
A sharp increase in hardness was detected at the coarse-grained HAZ of Gr.92 while the hardness minimum occurred at
the fine-grained and intercritical HAZ (FG/IC HAZ). Fracture after creep at 650 oC/80 MPa and 700 oC/35 MPa occurred
at the FG/IC HAZ of Gr.92, commonly known as a type IV fracture. This may be attributed to the strain localization at
the FG/IC HAZ due to the smaller grain size as well as the lowest hardness. The elemental migration across the weld
interface was not significant. It was also found that a needle-like Nb-rich δ-phase formed at the interdendritic region of the
weld metal after creep at 700 oC/35 MPa.
(Received February 14, 2018; Accepted March 19, 2018)
Keywords: Ni-based superalloys, ferritic steels, welding, microstructure, creep, transmission electron microscopy(TEM)
1. 서 론
최근 화력 발전소의 CO2 저감과 발전효율을 향상시키려
는 사회적·산업적 요구에 발맞추어, 증기터빈의 작동온도와
압력을 높이려는 기술적 노력이 전세계적으로 진행되고 있
다 [1,2]. 증기 온도와 압력을 증가시키기 위해서는 보일러
에 사용되는 증기관 재료가 기존에 비해 고온강도, 경도,
내산화성 및 용접성 등이 더 우수해야 한다. 지금까지 사
용된 재료는 Fe계 페라이트/마르텐사이트( ferr i t ic /
martensitic) Cr-Mo 계통 Gr.92 (9Cr-0.5Mo-1.8WVNb)강
과 Fe계 오스테나이트계 TP316H (16Cr12NiMo) 스테인
리스강 등이며, 이들은 최대 600~650 oC까지 운전 온도의
한계를 가지고 있다 [3-5]. 특히, Gr.92강과 같은 Cr-Mo강
은 화력발전소의 배관과 튜브에 널리 사용되고 있으나, 간
혹 보수점검 시 premature 균열이 관찰되기도 한다 [6].
*Corresponding Author: Hyun Uk Hong
[Tel: 82-55-213-3699, E-mail: [email protected]]
Copyright ⓒ The Korean Institute of Metals and Materials

376 대한금속 ·재료학회지 제56권 제5호 (2018년 5월)
이로 인해, 고온 응력이 우수한 Ni계 석출경화형 Inconel
740H 초내열합금을 응력과 열이 집중하는 일부 구간에 사
용을 고려하고 있다. Inconel 740H 합금은 기존 Inconel
740 합금의 η상 석출을 억제하여 열적 안정성을 향상시키
고 Nb 함량을 1.5 wt%로 줄여 용접성을 개선하고자 최근
에 개발되어, 2011년 ASME code에 등재된 Ni계 석출경
화형 초내열합금이다 [7 ] . 본 합금은 증기온도
700~760 oC, 증기압 35 MPa의 극초임계압 (Hyper
Super-Critical, or Advanced Ultra Super-Critical) 조건에
서 작동하는 차세대 고효율 화력발전소에 적용하고자 개발
된 합금으로서, 단련용 (wrought)합금으로는 크리프 강도
가 가장 우수하다. 본 합금의 주강화상인 Ni3(Al,Ti) 조성
의 γ΄상은 구형의 미세한 석출물로서, L12 결정구조
(ordered fcc 결정구조)를 가지며, 기지와 정합관계로 석출
한다 [7,8]. 본 합금에는 Al, Ti 함량이 1.4 wt%로 동일
하게 조정하여 γ΄상의 열적 안정성을 향상시켜 장시간 고
온에도 Ni3(Ti,Nb) 조성의 η상 (hcp 결정구조)으로의 변태
가 억제된다 [9]. 고온 크리프 강도가 우수한 Inconel
740H 초내열합금을 일부 구간에 적용시킨다면, 기존재료인
Gr.92강과 이종 용접이 필연적으로 수행해야 하며, 이러한
이종 용접부의 고온 크리프 특성이 매우 중요하다. 즉, 용
접에 따른 미세조직 해석 및 이종 용접부의 크리프 특성과
변형/파단 거동 등의 체계적인 연구가 반드시 선행되어야
한다. 기존 문헌들을 살펴보면, Cr-Mo강과 Ni계 초내열합
금간의 이종 용접 관련한 연구가 거의 전무한 실정이다
[10-12]. 따라서, 본 연구에서는 Inconel 740H와 Gr.92강
의 이종 용접에 따른 야금학적 현상과 크리프 특성에 대한
고찰을 하고자 한다.
2. 실험 방법
본 연구에서 사용한 소재는 열간 압연된 Gr.92와
Inconel 740H이며, 두께는 26.2 mm의 판재형태로 구입하
였다. Gr.92는 초기 1070 oC에서 소준 (normalizing)되어
공냉 후 780 oC/2시간 템퍼링 (tempering)된 상태이며,
Inconel 740H는 1150 oC/1시간 용체화처리 후 수냉된 상
태로 용접을 실시하였다. 이종 용접 이음부는 개선각 2o의
J-groove를 이용하였다. 초층용접 (root pass)은 가스 텅스
텐 아크 용접 (Gas Tungsten Arc Welding, GTAW)으로
수행하였으며, 이 후 적층 용접은 피복 아크용접 (Shielded
Metal Arc Welding, SMAW)을 이용하였다. 이때, 용접재
료는 Gr.92와 Inconel 740H의 열팽창계수 (Coefficient of
Thermal Expansion, CTE)들의 중간값을 갖는 Inconel 82
(초층용접)와 Inconel 182 (적층용접)를 사용하였다. 본 용
접재료들은 CTE가 높은 오스테나이트계 합금과 CTE가 낮
은 페라이트계 강을 이종 용접시 통상적으로 사용된다
[10-13]. AWS ERNiCr-3 규격에 해당하는 Inconel 82
(직경 2.4 mm, DCSP)는 초층용접에, ENiCrFe-3 규격에
해당하는 Inconel 182 (직경 3.2 mm, DCRP)는 SMAW
용접재료로 각각 사용되었다. 초층 GTAW에 적용된 용접
조건은 전압 10 V, 전류 150 A, 용접속도 1.3 mm/sec로서
입열량 (heat input)이 1.1 kJ/mm이고, SMAW에 적용된
용접조건은 전압 22 V, 전류 110A, 용접속도 2 mm/sec,
입열량 1.2 kJ/mm로 총 16 pass를 수행하였다. 표 1에 모
재 및 용접재료의 화학적 조성을 표시하였다. 초층용접전
예열온도 (preheat temperature)는 200 oC로, 층간온도
(interpass temperature)는 300 oC를 적용하였다. 용접종료
후 Gr.92강의 열영향부 (Heat-Affected Zone, HAZ)에 생
성된 fresh 마르텐사이트를 템퍼링시키고, Inconel 740H
측에는 γ΄상을 석출시켜 강화하기 위하여 용접후 열처리
(Post-Weld Heat Treatment, PWHT)를 760 oC/4시간 실
시하였다. 고온 크리프 시험은 게이지 지름 6 mm, 게이지
길이 27.3 mm인 봉상형 시편을 이용하여 용접선 길이 방
향과 인장 응력 방향이 수직하도록 기계 가공하였다. 크리
프 시험은 650 oC/80 MPa, 700 oC/35 MPa의 두가지 조건
으로 대기 중에서 수행하였다.
미세조직 관찰을 위한 방법으로 0.5 µm까지 기계적 연
마를 한 후 5 ml 질산 (HNO3), 1 ml 불산 (HF)과 증류
수 100 ml를 혼합한 용액으로 Gr.92측을 에칭하였다. 한편,
Inconel 740H측 에칭을 위해서 100 ml 염산 (HCl)과
0.5 g 삼산화크롬 (CrO3)을 혼합한 용액을 사용하였다. 미
세조직 및 파단면 분석을 위해 주사전자현미경 (Scanning
Electron Microscopy, SEM; Jeol JSM-5800)을 사용하였
다. 국부적 변형 정도를 비교하기 위하여, 후방산란전자회
절 (Electron BackScattered Diffraction, EBSD; TSL
OIM analysis program) 기법을 사용하여 KAM (Kernel
Average Misorientation) map을 얻어 비교하였다. 이 때
EBSD용 전계방사형 주사전자현미경 (Field Emission-
SEM, FE-SEM; TESCAN CZ/MIRA I LMH)을 사용하
였다. 상분석 (phase identification)을 정밀 분석하기 위해
투과전자현미경 (Transmission Electron Microscopy,
TEM; Jeol JEM-2100F)을 사용하였다. TEM 시편은 3
mm 지름의 디스크를 용접부에서 채취하여 연마에 의해 제
작한 후, 60% 에탄올, 10% 과염소산과 30% 부탄올을 섞
은 전해액을 사용하여 –25 oC 온도에서 20 V 전압으로 더
블 제트 전해연마기를 통해 전해 연마하여 얻었다. 용접금
신경용 · 이지원 · 한정민 · 이경운 · 공병욱 · 홍현욱 377
속과 HAZ사이 계면 (weld interface) 등의 특별한 위치를
대상으로 관찰할 경우, 이중 집속이온빔 시스템 (Dual
Beam Focused Ion Beam, Dual Beam FIB; FEI
Helious 650)을 사용하여 TEM 시편을 제작하였다. TEM
시편 제작 중에 artificial 전위 생성을 방지하기 위해 두께
200 nm 이상에서는 30 keV, 이하에서는 5 keV의 Ga 전자
빔을 사용하여 기계 가공하였다.
3. 결과 및 고찰
3.1 초기 모재 미세조직
그림 1은 용접전 초기 미세조직을 나타낸다. Gr.92강은
전형적인 템퍼드 마르텐사이트 조직을 나타내며, 래쓰
(lath)계면과 구오스테나이트 결정립계 (Prior Austenite
Grain Boundary, PAGB)에 1 µm이하의 미세한 탄화물들
이 석출되어 있다. 이러한 탄화물들은 Cr함량이 높은
M23C6로 유추할 수 있다 [14]. Inconel 740H 합금은 등
축정 (equiaxed)의 γ 결정립들이 균일하게 분포하고 있으
며, 그 크기는 약 80~100 µm 범위이다. 응고중에 정출되
어 고온 열간 가공 중에 제거되지 않은 faceted Ti(C,N)이
드물게 관찰되며, 이들은 입내 혹은 입계에 불규칙하게 존
재한다.
3.2 이종 용접부 미세조직 및 경도분포
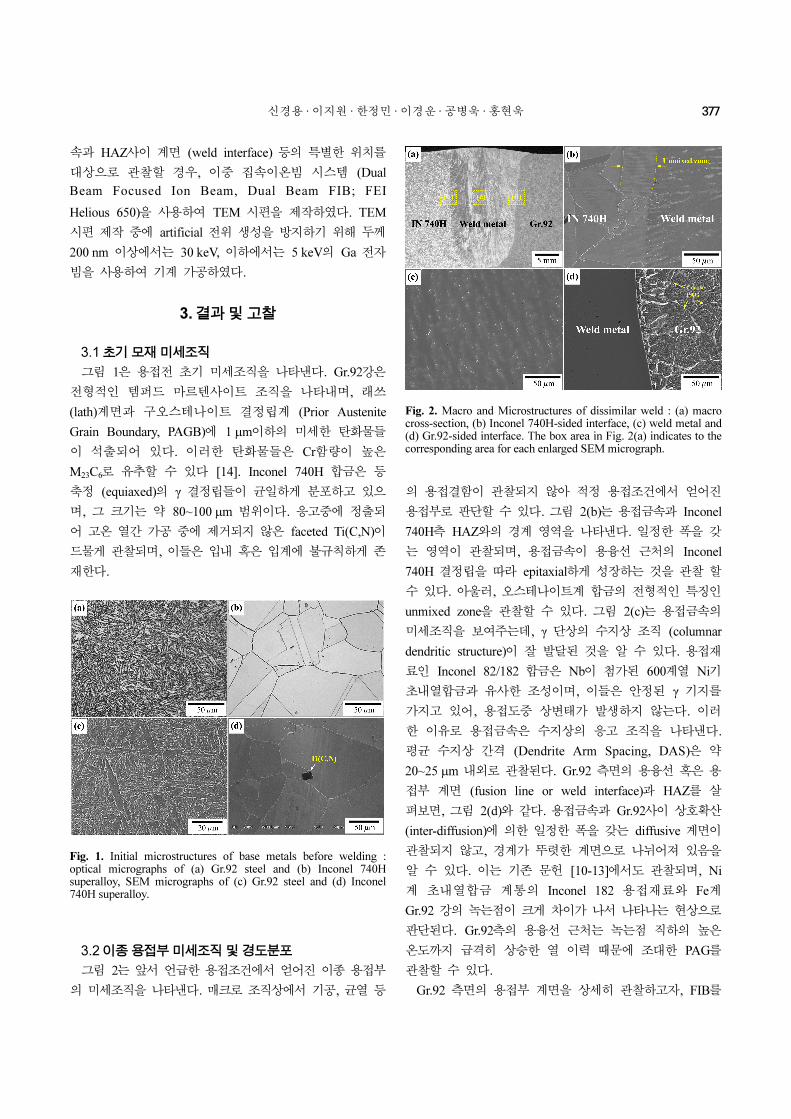
그림 2는 앞서 언급한 용접조건에서 얻어진 이종 용접부
의 미세조직을 나타낸다. 매크로 조직상에서 기공, 균열 등
의 용접결함이 관찰되지 않아 적정 용접조건에서 얻어진
용접부로 판단할 수 있다. 그림 2(b)는 용접금속과 Inconel
740H측 HAZ와의 경계 영역을 나타낸다. 일정한 폭을 갖
는 영역이 관찰되며, 용접금속이 용융선 근처의 Inconel
740H 결정립을 따라 epitaxial하게 성장하는 것을 관찰 할
수 있다. 아울러, 오스테나이트계 합금의 전형적인 특징인
unmixed zone을 관찰할 수 있다. 그림 2(c)는 용접금속의
미세조직을 보여주는데, γ 단상의 수지상 조직 (columnar
dendritic structure)이 잘 발달된 것을 알 수 있다. 용접재
료인 Inconel 82/182 합금은 Nb이 첨가된 600계열 Ni기
초내열합금과 유사한 조성이며, 이들은 안정된 γ 기지를
가지고 있어, 용접도중 상변태가 발생하지 않는다. 이러
한 이유로 용접금속은 수지상의 응고 조직을 나타낸다.
평균 수지상 간격 (Dendrite Arm Spacing, DAS)은 약
20~25 µm 내외로 관찰된다. Gr.92 측면의 용융선 혹은 용
접부 계면 (fusion line or weld interface)과 HAZ를 살
펴보면, 그림 2(d)와 같다. 용접금속과 Gr.92사이 상호확산
(inter-diffusion)에 의한 일정한 폭을 갖는 diffusive 계면이
관찰되지 않고, 경계가 뚜렷한 계면으로 나뉘어져 있음을
알 수 있다. 이는 기존 문헌 [10-13]에서도 관찰되며, Ni
계 초내열합금 계통의 Inconel 182 용접재료와 Fe계
Gr.92 강의 녹는점이 크게 차이가 나서 나타나는 현상으로
판단된다. Gr.92측의 용융선 근처는 녹는점 직하의 높은
온도까지 급격히 상승한 열 이력 때문에 조대한 PAG를
관찰할 수 있다.
Gr.92 측면의 용접부 계면을 상세히 관찰하고자, FIB를
Fig. 1. Initial microstructures of base metals before welding :optical micrographs of (a) Gr.92 steel and (b) Inconel 740Hsuperalloy, SEM micrographs of (c) Gr.92 steel and (d) Inconel740H superalloy.
Fig. 2. Macro and Microstructures of dissimilar weld : (a) macrocross-section, (b) Inconel 740H-sided interface, (c) weld metal and(d) Gr.92-sided interface. The box area in Fig. 2(a) indicates to thecorresponding area for each enlarged SEM micrograph.

378 대한금속 ·재료학회지 제56권 제5호 (2018년 5월)
이용하여 계면 영역의 TEM 시편을 제작하고 그 결과를
그림 3에 나타내었다. 그림 3(b)와 같이, 용접금속과 Gr.92
측 HAZ 사이의 계면 (weld interface)이 관찰되고, 주목
할 점은 계면 바로 옆 Gr.92 측에 하나의 래쓰 (single
lath)처럼 보이는 폭 1 μm 이하의 계면 밴드 (interface
band)가 관찰되었다. 이는 기존의 문헌에 보고되지 않은 관
찰 결과이다. 용접부 계면 주변으로 δ-ferrite는 관찰되지
않았다. 계면 밴드 옆에 Gr.92측 조대결정립 HAZ
(Coarse Grained HAZ, CGHAZ)는 전형적인 템퍼드 마르
텐사이트 조직을 나타낸다. 즉, 침상형 래쓰 구조와 템퍼링
에 의해 안정된 전위밀도 및 탄화물 석출 등이 템퍼드 마
르텐사이트의 특징을 반영해 준다. 계면 밴드 내부를 보다
자세히 관찰하면, 그림 3(c)와 같이 밴드 안에는 높은 밀
도의 전위들이 존재한다. 아울러, 밴드 내부에는 탄화물이
관찰되지 않았다. 제한시야 회절패턴 (Selected Area
Diffraction Pattern, SADP) 분석을 통해 용접금속은 fcc
결정구조임을 확인하였다 (그림 3(d)). Gr.92측 조대결정립
HAZ (Coarse-Grained HAZ, CGHAZ)는 bcc 결정구조이
며, CGHAZ 내부에 존재하는 Cr-rich 탄화물은 M23C6임
을 확인하였다 (그림 3(e)). 한편, 계면 밴드의 SADP는
그림 3(f)와 같이 나타났다. 패턴 분석결과 bcc [111]과는
잘 부합되지 않지만, bct [011]과는 잘 일치하였다. 이러한
결과로부터 계면 밴드는 마르텐사이트로 판단되고, Gr.92
측 용융선 바로 옆 HAZ에서 생성하였다고 해석할 수 있
다. 마르텐사이트 내부에 탄화물이 관찰되지 않은 점으로
미루어 보았을 때, 용접직후 생성되지 않았음을 유추할 수
있다. 왜냐하면, 용접직후 생성되었더라면 이후 PWHT 동
안 템퍼링 효과에 의해 탄화물이 형성되어야 하기 때문이
다. 그러므로, 계면 밴드로 관찰되는 fresh 마르텐사이트는
PWHT 동안 생성되었을 것으로 예측할 수 있다.
Klueh와 King [11] 및 Laha 등 [12]은 오스테나이트계
합금과 페라이트계 내열강의 이종용접시 용접중 상호확산
에 의해 내열강 용융선 근처에 fresh 마르텐사이트 생성
가능성을 언급하였지만, 확실한 증거는 제시하지 못하였
Fig. 3. Microstructures of Gr.92-sided weld interface of the dissimilar welded joint before creep : (a) SEM micrograph with yellow markedarea indicating Pt-passivated area for machining TEM foil by FIB system. TEM micrographs showing the weld interface in (b) lowmagnification and in (c) high magnification. SADP analysis for (d) weld metal, (e) Gr.92-sided CGHAZ, (f) interface band and (g)computed SADP for the interface band.

신경용 · 이지원 · 한정민 · 이경운 · 공병욱 · 홍현욱 379
다. 본 연구에서는 세밀한 TEM 관찰로부터 단일 래쓰 구
조를 갖는 fresh 마르텐사이트 생성을 제시하였다. PWHT
동안 Gr.92 용융선 근처 HAZ에서 fresh 마르텐사이트가
생성될 수 있다는 논리를 제안하고자, 계면 밴드 내부의
조성을 TEM/EDS로 분석하였다. Gr.92 모재의 경우, Fe-
8.85Cr-0.31Mo-0.11C-0.32Ni (표 1 참조)로 나타나지만,
계면 밴드의 경우 Cr 함량이 12.1 wt%, Ni 함량이 1.50
wt%로 모재 대비 높게 분석되었고 나머지 성분은 거의 유
사하게 관찰되었다. 이러한 결과는 용접중에 Cr과 Ni 함량
이 상대적으로 높은 Inconel 82/182로부터 Gr.92 쪽으로
확산하였기 때문이다. 반면, Fe의 경우 반대로 Gr.92으로
부터 용접금속 쪽으로 확산하였다. Ni 원자는 오스테나이
트 안정화 원소로 알려져 있으며, Ac3 변태점과 마르텐사
이트 생성 온도 (Ms)를 감소시킨다 [15,16]. 특히, Zhang
등[16]은 Fe-25Ni 합금에서 Ac3 변태점이 약 600 oC까지
낮아진다고 보고하였다. Santella [17]는 Gr.92 내열강의
열역학 데이터 베이스의 선형 회귀모델로부터 A1 변태점을
다음과 같이 제안한였다: A1 (oC) = 778 + 4.9Cr +
22.6Mo +10.8W + 22.9Si + 43.6V + 20.2Nb – 80.6C
– 150.7N – 55.1Mn – 68.0Ni. 상기의 수식에 의거하여,
Gr.92 모재의 A1 변태점은 812 oC로 계산된다. 한편, 계면
밴드의 A1 변태점은 748 oC로 매우 낮다. 따라서, 용접직
후 760 oC에서 실시하는 PWHT 동안에 계면 밴드 영역은
A1 변태점 이상의 온도에서 템퍼링 될 가능성이 높고, 이
로 인해 가열중에 오스테나이트로 변태되고, 냉각 중에 마
르텐사이트로 변태될 수 있다.
이종 용접부의 경도분포를 얻고자, 비커스 경도기를 이
용하여 500 gf 하중으로 측정하였다. 판재 두께 방향으로
중심부에 대하여 용접부를 가로질러 측정하였다. 그림 4에
서 보듯이, Inconel 740H가 약 420 Hv 경도값으로 가장
높았고, Gr.92와 용접금속이 약 230 Hv로 낮았다. Inconel
740H측의 HAZ에서 급격한 경도 증가 혹은 감소가 관찰
되지 않고, 전반적으로 일정하였다. 반면, Gr.92측 HAZ에
서는 용융선 근처 CGHAZ에서 경도값이 270 Hv로 급격
히 증가하고 모재로 갈수록 점차 감소하는 경향을 보였으
며, 미세결정립 HAZ (Fine-Grained HAZ, FGHAZ)와
ICHAZ (Inter-Critical HAZ)에서는 경도값이 가장 낮아지
는 soft 영역대를 나타내었다. 이 영역은 용접동안 승온되
는 최고온도 (FGHAZ: Ac3 직상, ICHAZ: Ac1~Ac3 사이)
가 충분히 높지않아 탄화물이 용해되지 않고, 오히려 조대
해지고, 승온시 전체 혹은 부분적으로 미세한 오스테나이
트 결정립들로 변태된다. FGHAZ의 경우 승온시 모두 오
스테나이트로 변태되며, 최고온도가 높지 않고, 미용해 석
출물에 의해 결정립 성장이 억제되어 결정립 크기가 작은
오스테나이트 조직을 가지며 냉각중에 마르텐사이트로 변
태한다. ICHAZ의 경우 승온시 Ac1~Ac3 사이 최고온도로
가열된 부분으로 부분적으로 오스테나이트로 변태되며, 이
때 오스테나이트는 주로 PAGB 혹은 마르텐사이트 래쓰
경계에서 형성하고 이후 냉각중에 마르텐사이트로 변태한
다. ICHAZ내에 오스테나이트로 변태되지 않은 부분은 단
순히 템퍼링만 진행된다. 이후 PWHT 동안 냉각중 변태된
마르텐사이트는 템퍼링되어 PAGB, block boundary, 래쓰
계면 등에 새로운 석출물이 형성되나, 확산이 충분하지 않
아 용접 이전에 존재하던 PAGB (ghost PAGB), block
boundary (ghost block boundary)에 형성된 것보다는 석
출물의 크기와 양이 작아 석출강화효과는 감소한다. 아울
Table 1. Chemical compositions of the base metals and welding wire/electrode.
Material C Mn P S Si Cr Mo V Al Ti Nb Co W Fe Ni
Gr.92 0.11 0.34 0.016 0.003 0.37 8.85 0.31 0.169 0.013 0.004 0.050 - 1.5 Bal. 0.32
Inconel 740H 0.048 0.24 <0.001 0.001 0.005 25.36 0.005 - 1.39 1.36 1.56 20.04 - 0.23 Bal.
Inconel 82 0.05 7.0 - - 0.5 15 - - - 0.1 2.0 - - Bal. 69.0
Inconel 182 0.015 2.8 - - 0.1 19.6 - - - 0.37 2.68 - - Bal. 72.6
Fig. 4. Microhardness traverse across dissimilar welded joint beforecreep.
380 대한금속 ·재료학회지 제56권 제5호 (2018년 5월)
러, ICHAZ내에 미변태된 템퍼드 마르텐사이트는 용접중
에 템퍼링이 되고, 이후 PWHT 동안 한번 더 템퍼링되는
over tempered 영역으로써, 마르텐사이트 내의 전위가 회
복되어 subgrain 조직이 발달되고, 기 존재하는 석출물들이
템퍼링에 의해 더 조대해지므로 경도값이 가장 낮게 나타
나는 것으로 판단된다. 한편, 용접시 Ac1 이하로 승온되어
변태가 발생하지 않는 HAZ (Sub-Crit ical HAZ,
SCHAZ)는 용접중에 템퍼링이 되고, 이후 PWHT 동안 한
번 더 템퍼링되는 over tempered 영역에 해당하나,
ICHAZ내에 존재하는 over tempered 영역보다는 템퍼링되
는 최고온도가 낮아 경도감소가 크게 관찰되지는 않았다.
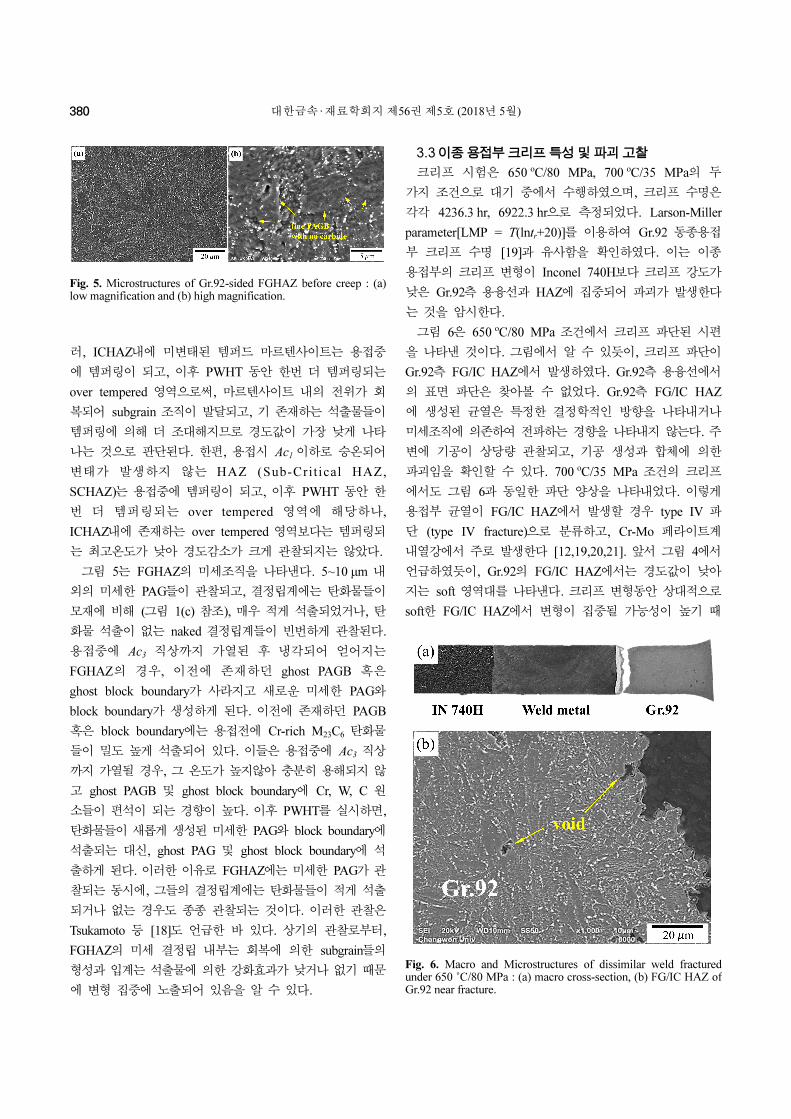
그림 5는 FGHAZ의 미세조직을 나타낸다. 5~10 μm 내
외의 미세한 PAG들이 관찰되고, 결정립계에는 탄화물들이
모재에 비해 (그림 1(c) 참조), 매우 적게 석출되었거나, 탄
화물 석출이 없는 naked 결정립계들이 빈번하게 관찰된다.
용접중에 Ac3 직상까지 가열된 후 냉각되어 얻어지는
FGHAZ의 경우, 이전에 존재하던 ghost PAGB 혹은
ghost block boundary가 사라지고 새로운 미세한 PAG와
block boundary가 생성하게 된다. 이전에 존재하던 PAGB
혹은 block boundary에는 용접전에 Cr-rich M23C6 탄화물
들이 밀도 높게 석출되어 있다. 이들은 용접중에 Ac3 직상
까지 가열될 경우, 그 온도가 높지않아 충분히 용해되지 않
고 ghost PAGB 및 ghost block boundary에 Cr, W, C 원
소들이 편석이 되는 경향이 높다. 이후 PWHT를 실시하면,
탄화물들이 새롭게 생성된 미세한 PAG와 block boundary에
석출되는 대신, ghost PAG 및 ghost block boundary에 석
출하게 된다. 이러한 이유로 FGHAZ에는 미세한 PAG가 관
찰되는 동시에, 그들의 결정립계에는 탄화물들이 적게 석출
되거나 없는 경우도 종종 관찰되는 것이다. 이러한 관찰은
Tsukamoto 등 [18]도 언급한 바 있다. 상기의 관찰로부터,
FGHAZ의 미세 결정립 내부는 회복에 의한 subgrain들의
형성과 입계는 석출물에 의한 강화효과가 낮거나 없기 때문
에 변형 집중에 노출되어 있음을 알 수 있다.
3.3 이종 용접부 크리프 특성 및 파괴 고찰
크리프 시험은 650 oC/80 MPa, 700 oC/35 MPa의 두
가지 조건으로 대기 중에서 수행하였으며, 크리프 수명은
각각 4236.3 hr, 6922.3 hr으로 측정되었다. Larson-Miller
parameter[LMP = T(lntr+20)]를 이용하여 Gr.92 동종용접
부 크리프 수명 [19]과 유사함을 확인하였다. 이는 이종
용접부의 크리프 변형이 Inconel 740H보다 크리프 강도가
낮은 Gr.92측 용융선과 HAZ에 집중되어 파괴가 발생한다
는 것을 암시한다.
그림 6은 650 oC/80 MPa 조건에서 크리프 파단된 시편
을 나타낸 것이다. 그림에서 알 수 있듯이, 크리프 파단이
Gr.92측 FG/IC HAZ에서 발생하였다. Gr.92측 용융선에서
의 표면 파단은 찾아볼 수 없었다. Gr.92측 FG/IC HAZ
에 생성된 균열은 특정한 결정학적인 방향을 나타내거나
미세조직에 의존하여 전파하는 경향을 나타내지 않는다. 주
변에 기공이 상당량 관찰되고, 기공 생성과 합체에 의한
파괴임을 확인할 수 있다. 700 oC/35 MPa 조건의 크리프
에서도 그림 6과 동일한 파단 양상을 나타내었다. 이렇게
용접부 균열이 FG/IC HAZ에서 발생할 경우 type IV 파
단 (type IV fracture)으로 분류하고, Cr-Mo 페라이트계
내열강에서 주로 발생한다 [12,19,20,21]. 앞서 그림 4에서
언급하였듯이, Gr.92의 FG/IC HAZ에서는 경도값이 낮아
지는 soft 영역대를 나타낸다. 크리프 변형동안 상대적으로
soft한 FG/IC HAZ에서 변형이 집중될 가능성이 높기 때
Fig. 5. Microstructures of Gr.92-sided FGHAZ before creep : (a)low magnification and (b) high magnification.
Fig. 6. Macro and Microstructures of dissimilar weld fracturedunder 650 ˚C/80 MPa : (a) macro cross-section, (b) FG/IC HAZ ofGr.92 near fracture.
신경용 · 이지원 · 한정민 · 이경운 · 공병욱 · 홍현욱 381
문에 균열이 우선적으로 생성될 수 있다. 이러한 추론을
뒷받침하고자 크리프 파단 후 Gr.92측 FG/IC HAZ 변형
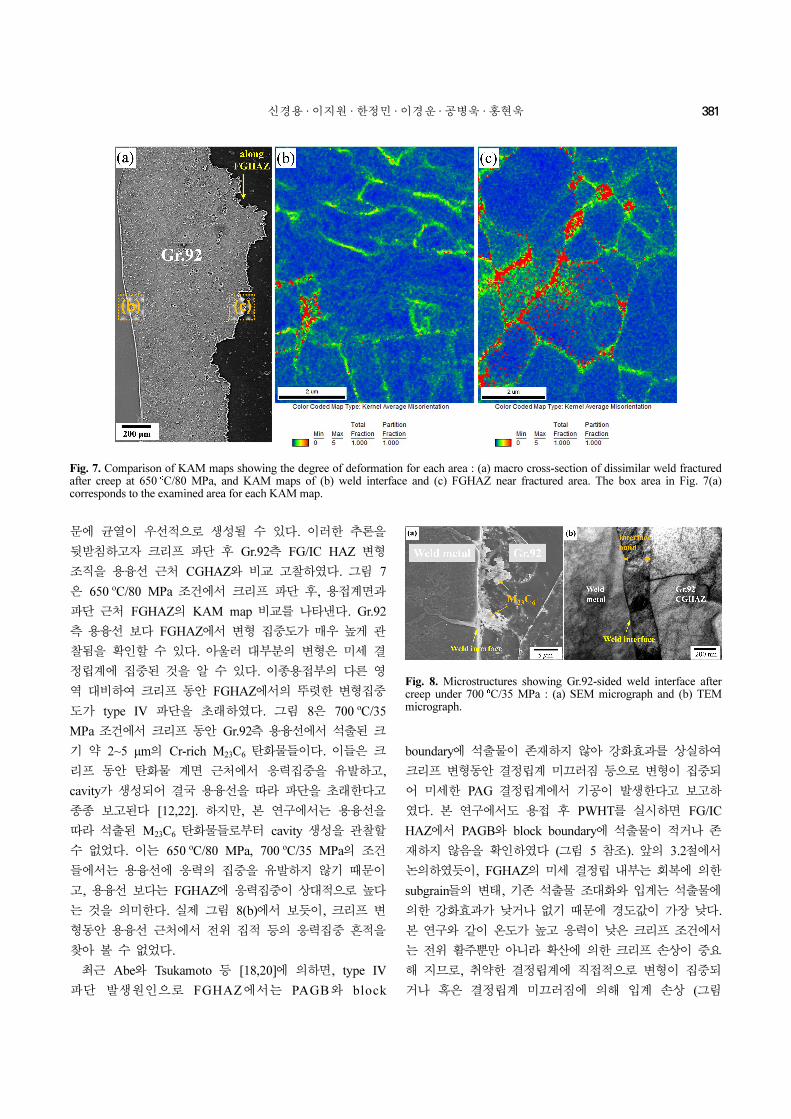
조직을 용융선 근처 CGHAZ와 비교 고찰하였다. 그림 7
은 650 oC/80 MPa 조건에서 크리프 파단 후, 용접계면과
파단 근처 FGHAZ의 KAM map 비교를 나타낸다. Gr.92
측 용융선 보다 FGHAZ에서 변형 집중도가 매우 높게 관
찰됨을 확인할 수 있다. 아울러 대부분의 변형은 미세 결
정립계에 집중된 것을 알 수 있다. 이종용접부의 다른 영
역 대비하여 크리프 동안 FGHAZ에서의 뚜렷한 변형집중
도가 type IV 파단을 초래하였다. 그림 8은 700 oC/35
MPa 조건에서 크리프 동안 Gr.92측 용융선에서 석출된 크
기 약 2~5 μm의 Cr-rich M23C6 탄화물들이다. 이들은 크
리프 동안 탄화물 계면 근처에서 응력집중을 유발하고,
cavity가 생성되어 결국 용융선을 따라 파단을 초래한다고
종종 보고된다 [12,22]. 하지만, 본 연구에서는 용융선을
따라 석출된 M23C6 탄화물들로부터 cavity 생성을 관찰할
수 없었다. 이는 650 oC/80 MPa, 700 oC/35 MPa의 조건
들에서는 용융선에 응력의 집중을 유발하지 않기 때문이
고, 용융선 보다는 FGHAZ에 응력집중이 상대적으로 높다
는 것을 의미한다. 실제 그림 8(b)에서 보듯이, 크리프 변
형동안 용융선 근처에서 전위 집적 등의 응력집중 흔적을
찾아 볼 수 없었다.
최근 Abe와 Tsukamoto 등 [18,20]에 의하면, type IV
파단 발생원인으로 FGHAZ에서는 PAGB와 block
boundary에 석출물이 존재하지 않아 강화효과를 상실하여
크리프 변형동안 결정립계 미끄러짐 등으로 변형이 집중되
어 미세한 PAG 결정립계에서 기공이 발생한다고 보고하
였다. 본 연구에서도 용접 후 PWHT를 실시하면 FG/IC
HAZ에서 PAGB와 block boundary에 석출물이 적거나 존
재하지 않음을 확인하였다 (그림 5 참조). 앞의 3.2절에서
논의하였듯이, FGHAZ의 미세 결정립 내부는 회복에 의한
subgrain들의 변태, 기존 석출물 조대화와 입계는 석출물에
의한 강화효과가 낮거나 없기 때문에 경도값이 가장 낮다.
본 연구와 같이 온도가 높고 응력이 낮은 크리프 조건에서
는 전위 활주뿐만 아니라 확산에 의한 크리프 손상이 중요
해 지므로, 취약한 결정립계에 직접적으로 변형이 집중되
거나 혹은 결정립계 미끄러짐에 의해 입계 손상 (그림
Fig. 7. Comparison of KAM maps showing the degree of deformation for each area : (a) macro cross-section of dissimilar weld fracturedafter creep at 650 oC/80 MPa, and KAM maps of (b) weld interface and (c) FGHAZ near fractured area. The box area in Fig. 7(a)corresponds to the examined area for each KAM map.
Fig. 8. Microstructures showing Gr.92-sided weld interface aftercreep under 700 oC/35 MPa : (a) SEM micrograph and (b) TEMmicrograph.
382 대한금속 ·재료학회지 제56권 제5호 (2018년 5월)
7(c) 참조)이 두드러지기 때문에 결정립계 면적이 가장 넓
은 FGHAZ에서 변형이 집중되어 type IV 파단에 이른다
고 판단된다.
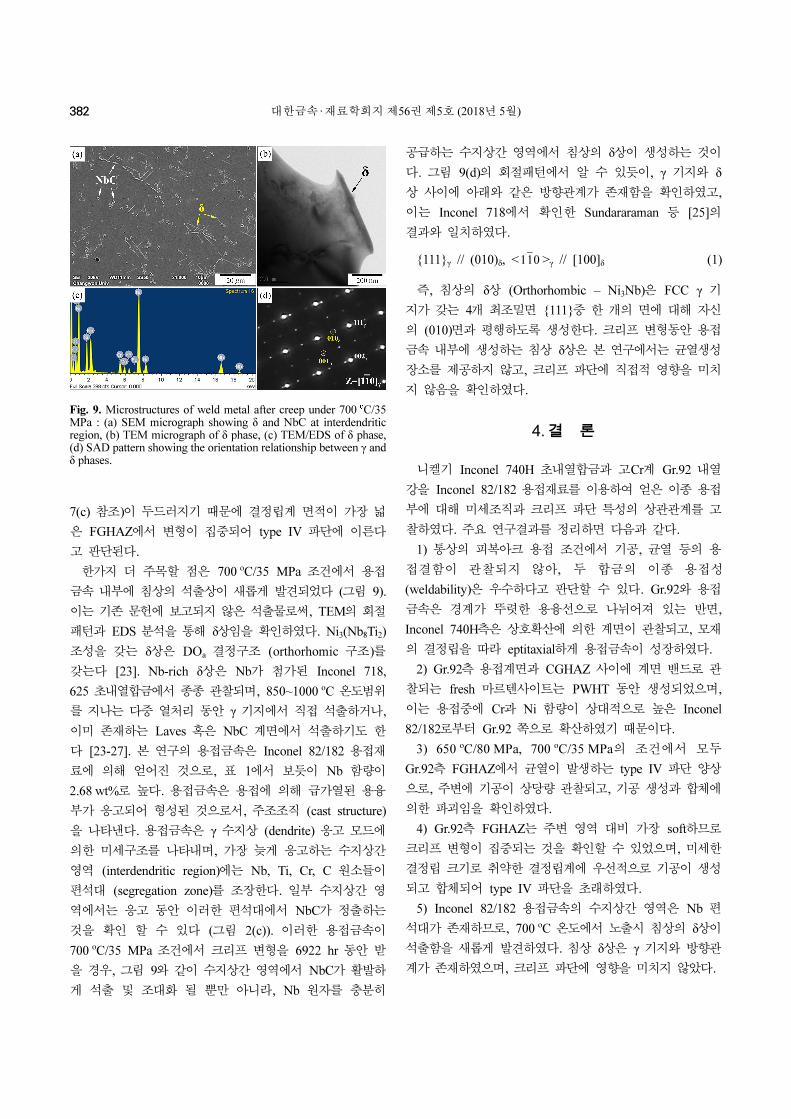
한가지 더 주목할 점은 700 oC/35 MPa 조건에서 용접
금속 내부에 침상의 석출상이 새롭게 발견되었다 (그림 9).
이는 기존 문헌에 보고되지 않은 석출물로써, TEM의 회절
패턴과 EDS 분석을 통해 δ상임을 확인하였다. Ni3(Nb8Ti2)
조성을 갖는 δ상은 DOa 결정구조 (orthorhomic 구조)를
갖는다 [23]. Nb-rich δ상은 Nb가 첨가된 Inconel 718,
625 초내열합금에서 종종 관찰되며, 850~1000 oC 온도범위
를 지나는 다중 열처리 동안 γ 기지에서 직접 석출하거나,
이미 존재하는 Laves 혹은 NbC 계면에서 석출하기도 한
다 [23-27]. 본 연구의 용접금속은 Inconel 82/182 용접재
료에 의해 얻어진 것으로, 표 1에서 보듯이 Nb 함량이
2.68 wt%로 높다. 용접금속은 용접에 의해 급가열된 용융
부가 응고되어 형성된 것으로서, 주조조직 (cast structure)
을 나타낸다. 용접금속은 γ 수지상 (dendrite) 응고 모드에
의한 미세구조를 나타내며, 가장 늦게 응고하는 수지상간
영역 (interdendritic region)에는 Nb, Ti, Cr, C 원소들이
편석대 (segregation zone)를 조장한다. 일부 수지상간 영
역에서는 응고 동안 이러한 편석대에서 NbC가 정출하는
것을 확인 할 수 있다 (그림 2(c)). 이러한 용접금속이
700 oC/35 MPa 조건에서 크리프 변형을 6922 hr 동안 받
을 경우, 그림 9와 같이 수지상간 영역에서 NbC가 활발하
게 석출 및 조대화 될 뿐만 아니라, Nb 원자를 충분히
공급하는 수지상간 영역에서 침상의 δ상이 생성하는 것이
다. 그림 9(d)의 회절패턴에서 알 수 있듯이, γ 기지와 δ
상 사이에 아래와 같은 방향관계가 존재함을 확인하였고,
이는 Inconel 718에서 확인한 Sundararaman 등 [25]의
결과와 일치하였다.
{111}γ // (010)δ, < >γ // [100]δ (1)
즉, 침상의 δ상 (Orthorhombic – Ni3Nb)은 FCC γ 기
지가 갖는 4개 최조밀면 {111}중 한 개의 면에 대해 자신
의 (010)면과 평행하도록 생성한다. 크리프 변형동안 용접
금속 내부에 생성하는 침상 δ상은 본 연구에서는 균열생성
장소를 제공하지 않고, 크리프 파단에 직접적 영향을 미치
지 않음을 확인하였다.
4. 결 론
니켈기 Inconel 740H 초내열합금과 고Cr계 Gr.92 내열
강을 Inconel 82/182 용접재료를 이용하여 얻은 이종 용접
부에 대해 미세조직과 크리프 파단 특성의 상관관계를 고
찰하였다. 주요 연구결과를 정리하면 다음과 같다.
1) 통상의 피복아크 용접 조건에서 기공, 균열 등의 용
접결함이 관찰되지 않아, 두 합금의 이종 용접성
(weldability)은 우수하다고 판단할 수 있다. Gr.92와 용접
금속은 경계가 뚜렷한 용융선으로 나뉘어져 있는 반면,
Inconel 740H측은 상호확산에 의한 계면이 관찰되고, 모재
의 결정립을 따라 eptitaxial하게 용접금속이 성장하였다.
2) Gr.92측 용접계면과 CGHAZ 사이에 계면 밴드로 관
찰되는 fresh 마르텐사이트는 PWHT 동안 생성되었으며,
이는 용접중에 Cr과 Ni 함량이 상대적으로 높은 Inconel
82/182로부터 Gr.92 쪽으로 확산하였기 때문이다.
3) 650 oC/80 MPa, 700 oC/35 MPa의 조건에서 모두
Gr.92측 FGHAZ에서 균열이 발생하는 type IV 파단 양상
으로, 주변에 기공이 상당량 관찰되고, 기공 생성과 합체에
의한 파괴임을 확인하였다.
4) Gr.92측 FGHAZ는 주변 영역 대비 가장 soft하므로
크리프 변형이 집중되는 것을 확인할 수 있었으며, 미세한
결정립 크기로 취약한 결정립계에 우선적으로 기공이 생성
되고 합체되어 type IV 파단을 초래하였다.
5) Inconel 82/182 용접금속의 수지상간 영역은 Nb 편
석대가 존재하므로, 700 oC 온도에서 노출시 침상의 δ상이
석출함을 새롭게 발견하였다. 침상 δ상은 γ 기지와 방향관
계가 존재하였으며, 크리프 파단에 영향을 미치지 않았다.
110
Fig. 9. Microstructures of weld metal after creep under 700 oC/35MPa : (a) SEM micrograph showing δ and NbC at interdendriticregion, (b) TEM micrograph of δ phase, (c) TEM/EDS of δ phase,(d) SAD pattern showing the orientation relationship between γ andδ phases.

신경용 · 이지원 · 한정민 · 이경운 · 공병욱 · 홍현욱 383
감사의 글
이 연구는 2017~2018년도 창원대학교 연구비에 의하여
연구되었기에 감사 드립니다.
REFERENCES
1. R. Viswanathan, K. Coleman, and U. Rao, Int. J. Pres. Ves.
Pip. 83, 778 (2006).
2. T.-U. Kern, K. Wieghardt and H. Kirchner, Proc. 4th Int.
Conf. on Advances in Materials Technology for Fossil
Power Plants (eds. R. Viswanathan et al.), p.20, ASM
International, Materials Park, OH (2005).
3. J. F. Henry, J. D. Fishburn, I. J. Perrin, B. Scarlin, G. N.
Stamatelopoulos, and R. Vanstone, Proc. 29th Int. Conf. on
Coal Utilization and Fuel Systems, p.1028, US DOE,
ASME (2004).
4. W. S. Chang, B. H. Yoon, Y. G. Kweon, and G. J. Lee,
Journal of KWJS 20, 150 (2002).
5. S. C. Kim, T. W. Shin, I. J. Moon, B. S. Jang, and J. H. Koh,
Journal of KWJS 33, 345 (2015).
6. J. S. Ahn, S. H. Lee, S. K. Cho, G. J. Lee, C. H. Lee, and S.
J. Moon, Journal of KWJS 28, 41 (2010).
7. C. Yan, L. Zhengdong, A. Godfrey, L. Wei, and W. Yuqing,
Mater. Sci. Eng. A 589, 153 (2014).
8. Y. Chong, Z. D. Liu, A. Godfrey, L. Wang, W. Liu, and Y.
Q. Weng, J. Iron Steel Res. Int. 22, 150 (2015).
9. P. F. Tortorelli, K. A. Unocic, H. Wang, and J. P.
Shingledecker, Ni-Based Alloys for Advanced
Ultrasupercritical Steam Boilers, Fossil Energy
Crosscutting Research Program Review, US DOE, April
25, Pittsburgh, Pennsylvania, USA (2015).
10. M. Sireesha, S. K. Albert, and S. Sundaresan, Metall. Mater.
Trans. A 36A, 1495 (2005).
11. R. L. Klueh and J. F. King, J. Nuclear Mater. 98, 173
(1981).
12. K. Laha, K. S. Chandravathi, P. Parameswaran, S. Goyal,
and M. D. Mathew, Metall. Mater. Trans. A 43A, 1174
(2012).
13. J. M. Gong Y. Jiang, and S. T. Tu, Acta Metall. Sin. 17, 560
(2004).
14. W. Xue, Q. G. Pan, Y. Y. Ren, W. Shang, H. Q. Zeng, and H.
Liu, Mater. Sci. Eng. A 552, 493 (2012).
15. K. B. Reuter, D. B. Williams, and J. I. Goldstein, Metall.
Trans. A 20A, 711 (1989).
16. J. Zhang, D. B. Williams, and J. I. Goldstein, Metall. Mater.
Trans. A 25A, 1639 (1994).
17. M. Santella, Proc. of the ASME 2010 Pressure Vessels and
Piping Division/K-PVP Conference, Volume 6, Part A and
B, ASME Proceedings, Pressure Vessels and Piping
Division, p.871 (2010).
18. S. Tsukamoto, Y. Liu, T. Shirane, M. Tabuchi, and F. Abe,
Proc. of the 9th International Conference, p.1, ASM
International (2013).
19. P. Mohyla, Z. Kubon, R. Cep, and I. Samardzic, METABK
53, 175 (2014).
20. F. Abe, M. Tabuchi, S. Tsukamoto, and T. Shirane, Int. J.
Pres. Ves. Pip. 87, 598 (2010).
21. T. Sakthivel, M. Vasudevan, K. Laha, P. Parameswaran, K.
S. Chandravathi, S. Panneer Selvi, V. Maduraimuthu, and
M. D. Mathew, Mater. Sci. Eng. A 591, 111 (2014).
22. P. Parameswaran and K. Laha, Proc. Eng. 55, 438 (2013).
23. J. F. Radavich, Proc. Conf. Superalloy 718-Metallurgy and
Applications (eds. E. A. Loria), p. 229, TMS, Warrendale,
PA (1989).
24. K. Sivaprasad and S. Ganesh Sundara Raman, Metall.
Mater. Trans. A 39A, 2115 (2008).
25. M. Sundararaman, P. Mukhopadhyay, and S. Banerjee,
Metall. Trans. A 23A, 2015 (1992).
26. S. I. Kwon, J. H. Do, C. Y. Jo, and H. U. Hong, Korean J.
Met. Mater. 54, 29 (2016).
27. S. I. Kwon, S. H. Bae, J. H. Do, C. Y. Jo, and H. U. Hong,
Metall. Mater. Trans. A 47A, 777 (2016).









![[Research Paper] Korean J. Met. Mater DOI: …kjmm.org/upload/pdf/kjmm-2020-58-8-573.pdf · 2020-08-04 · [Research Paper] 대한금속 ·재료학회지 (Korean J. Met. Mater.),](https://img.pdfslide.tips/doc/110x75/5fb86a75d6093013b200b311/research-paper-korean-j-met-mater-doi-kjmmorguploadpdfkjmm-2020-58-8-573pdf.jpg)





![A Further Study on Knoop Indentation Plastic Deformation for …kjmm.org/upload/pdf/kjmm-2020-58-8-515.pdf · 2020-08-04 · [Research Paper] 대한금속 ·재료학회지 (Korean](https://img.pdfslide.tips/doc/110x75/5fb263e3b0cd1a1abe3a5a2c/a-further-study-on-knoop-indentation-plastic-deformation-for-kjmmorguploadpdfkjmm-2020-58-8-515pdf.jpg)







![[Research Paper] Korean J. Met. Mater DOI: …kjmm.org/upload/pdf/kjmm-2020-58-6-439.pdf · 2020-06-01 · [Research Paper] 대한금속 ·재료학회지 (Korean J. Met. Mater.),](https://img.pdfslide.tips/doc/110x75/5f7b35edba0dc76ad745cf56/research-paper-korean-j-met-mater-doi-kjmmorguploadpdfkjmm-2020-58-6-439pdf.jpg)





