Embed Size (px)
Citation preview

1.エッジ(隅部Rと角部面取)
3.テーパと勾配
4.穴や溝の描き方
5.JISでは規定されていない習慣
機械設計製図(第六回目)
2.インロー
6.C形止め輪(スナップリング)

1.エッジ

1.1 部品図の隅部Rと角部面取りの描き方
R5
30°
5
A
AA-A断面
角部は面取り、隅部はRにする
C面取り=角度45°の面取り隅部R<1の場合、R=0.2, 0.4, 0.6, …. (偶数の使用); 𝑹𝒎𝒊𝒏=0.2
45°
5
5角部 隅部
C3
C4
C5C5
インロー部であれば、30°で面取り

1.2 機能しないエッジ(半径RとC面取り)の描き方
半径Rの記入法
面取りCの記入法
金属内部から矢印をあてる記入法はダメ
×
××
×

1.3 コントロール半径(2010年改訂)
通常のR指示では、図(a)~(c)に示すような段差や表面の凹凸を規制できないのに対して,図(d)に示すような直線部と半径曲線
部との接合部が滑らかであり,最大許容半径と最小許容半径との間に半径を存在させたい場合(図(e)),半径数値の前に記号CRを付けて指示する(図(f)と(g)).

1.4 いろいろな半径Rの記入例
キー溝部のR
CとRの図面への記入例

1.5 機能するエッジの描き方
エッジの状態の種類(ばり、アンダーカットとパッシング)
状態の大きさ
パッシング例 アンダーカット例
ばり
アンダーカット
パッシング

基本記号
状態の記入例
エッジの表面性状(表面粗さ)
状態を示す記号と方向

1.6 機能するエッジの指示例
角は0.3mmまでのばり
を許容するが、方向は指示しない。
ばりは0.3mmまで、アンダーカットは0.1mmまで
許容するが、方向は指示しない。
隅のアンダーカットは0.3mmまで許容するが、方向は指示しない。
指示図 意味 説明

角は0.3mmまでの
ばりを許容し、方向を指示する。
角はばりを許容しないが、アンダーカットは0.3mmまで許容する。
アンダーカットは0.3mmまで許容し、方向を指示する。
隅のパッシングは0.2mmまで許容する。

2.インロー
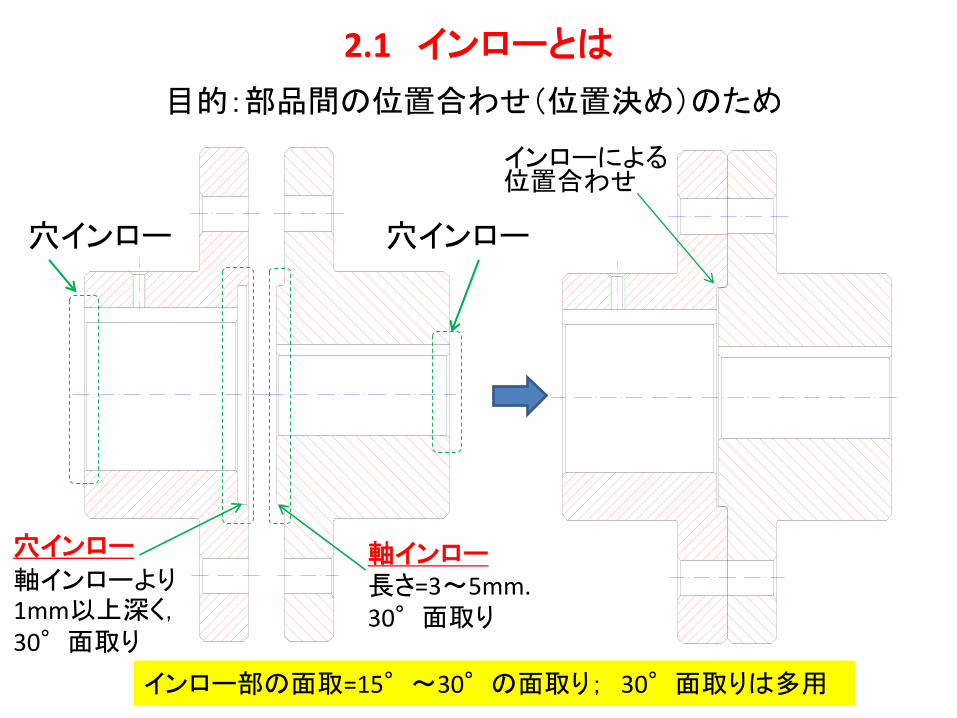
2.1 インローとは
穴インロー
軸インローより1mm以上深く,30°面取り
軸インロー長さ=3~5mm.30°面取り
インローによる位置合わせ
穴インロー 穴インロー
目的:部品間の位置合わせ(位置決め)のため
インロー部の面取=15°~30°の面取り; 30°面取りは多用

2.2 軸インローと穴インローの設計
穴インロー軸インロー

2.3 組立(位置決め)後の様子
拡大図
隙間状態
干渉なし
直線部分が必要

2.4 インロー部の製図例
15~30°面取りは可
12
0�‹
1
120�‹
1
30�‹
4
C130�‹
1
C2C2
C2
1
R1
O80
H7
+0
.03
0
O55
H7 +
0.0
3 0
30�‹
12
0�‹
1
30�‹
1
R1
R0,
8
C2C2
C1
C2
1
O3
0 H
7 +
0.0
21
0
O8
0 h
7 0 -0
.03
3
穴インロー
軸インロー

3.テーパと勾配

3.1 テーパと勾配の描き方
正しい記入例 誤った記入例★ テーパの記入
★ 2方コックのテーパの記入例
弁体
本体
1:30 1:30テーパ: 勾配:

3.2 テーパ比とテーパ角の定義
b
L
Φ a
テーパ比=(a-b)
L テーパ角=Φ

3.3 勾配比の定義
a
L
b
勾配比=(a-b)
L
(a-b)

3.4 勾配の記入例
可変径リーマの例
頭付き勾配キーの取付例

3.5 テーパピン穴の寸法表示
現物合わせに関する説明:
Φ5テーパピン穴現物合わせ
図面での指示は,組み合される2部品とも描く
現物合わせとは,2部品を組み合わ
せた状態で加工することで,部品の互換性はない.①きりでストレートの穴をあける
②テーパピンリーマでテーパに加工する
③テーパピンに合わせてテーパの深さを調整する
④テーパピンを打ち込む
⑤現物合わせ完了
テーパピン穴の加工法
テーパピン

4.穴や溝の描き方
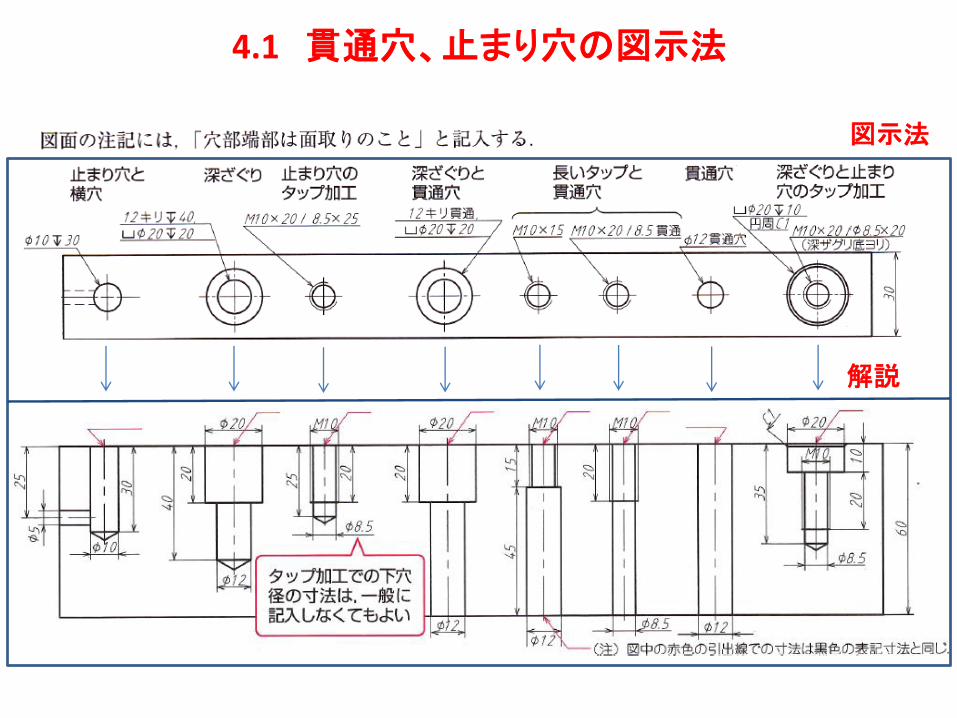
4.1 貫通穴、止まり穴の図示法
解説
図示法

4.2 ねじ穴(タップ)の加工工程
下穴の加工 ねじ切り
Step1(工程1) Step2(工程2)
工具:タップ工具:ドリル
下穴部
ねじ部

4.3 穴の加工とその工具
きり リーマ さらもみ 穴ぐり 座ぐり
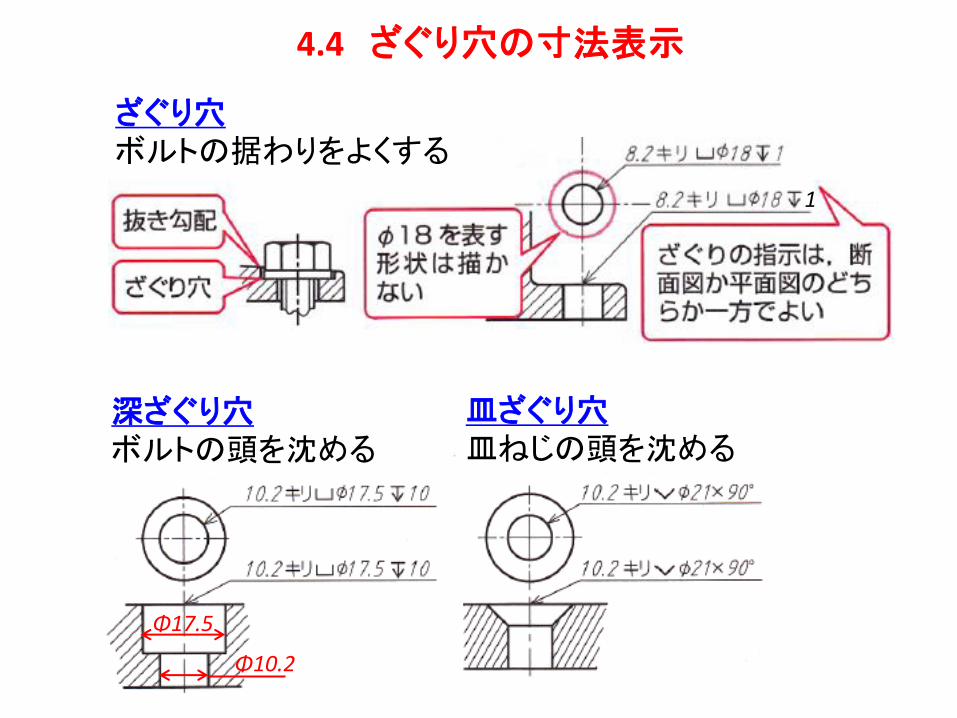
4.4 ざぐり穴の寸法表示
Φ10.2
Φ17.5
ざぐり穴ボルトの据わりをよくする
深ざぐり穴ボルトの頭を沈める
皿ざぐり穴皿ねじの頭を沈める
1

不思議遊星減速機
ざぐり穴
165
φ215
123
4.5 ざぐり穴の応用例

5.JISでは規定されていない習慣

5.1 軸や、軸が通る穴の図面への配置正しい図例

誤った図例

5.2 覚えていると便利な習慣
(1)表面性状の表示
(2)必要寸法だけ描く
JIS では全角あけることになっている
配管図あるいは溶接部品などでは,完成に必要な寸法を記入するだけでよい
半角あけで実用上支障はない技能検定試験では全角あけること

(3)丸み数と穴数の表示
平面図上で同じ直径の穴あるいは丸みが同じ位置関係にある場合は、一カ所にその個数と寸法を記入してよい。
4×R54×穴径(例えば、3×Φ6)
8×半径(例えば、8×R3)
この指示では、他の丸みも同じとは限らない
8か所すべて同じ丸みの場合旧表記では8-R3

(4)図形の大きさと寸法の尺度が異なる場合
図形の大きさと寸法尺度が異なるときは、尺度欄にNTS(Not True Scale)あるいはfreeと記入する。
NTS

円筒研磨
(5)研磨加工用逃げ溝の設計
2~3mm以上
約0
.2m
m
逃げ溝を作るとRも大きくできる
Φd’のところを「逃げ溝」と呼ぶ
dもd’も偶数のほうがよい

(6)円筒研磨(砥石と被加工軸)
砥石
被加工軸
砥石
被加工軸

(7)研磨加工部品

(8)隅部と角部の形状
作り易い
作り易い作りにくい
作りにくい
○
○
×
×

(9)隅部丸みと角部面取りの関係
R2>R1
R>C
C>R
C2>C1
角部:丸みR2
隅部:丸みR1
角部:面取C隅部:丸みR
角部:丸みR隅部:面取C
角部:面取C2
隅部:面取C1
C面取部

(10) ヌスミ穴及びその加工
コーナRRe (mm)
最大ぬすみ深さA (mm)
加工径ΦD (mm)
0.2 0.5 Φ20
1.0 Φ25

6.C型止め輪(スナップリング)
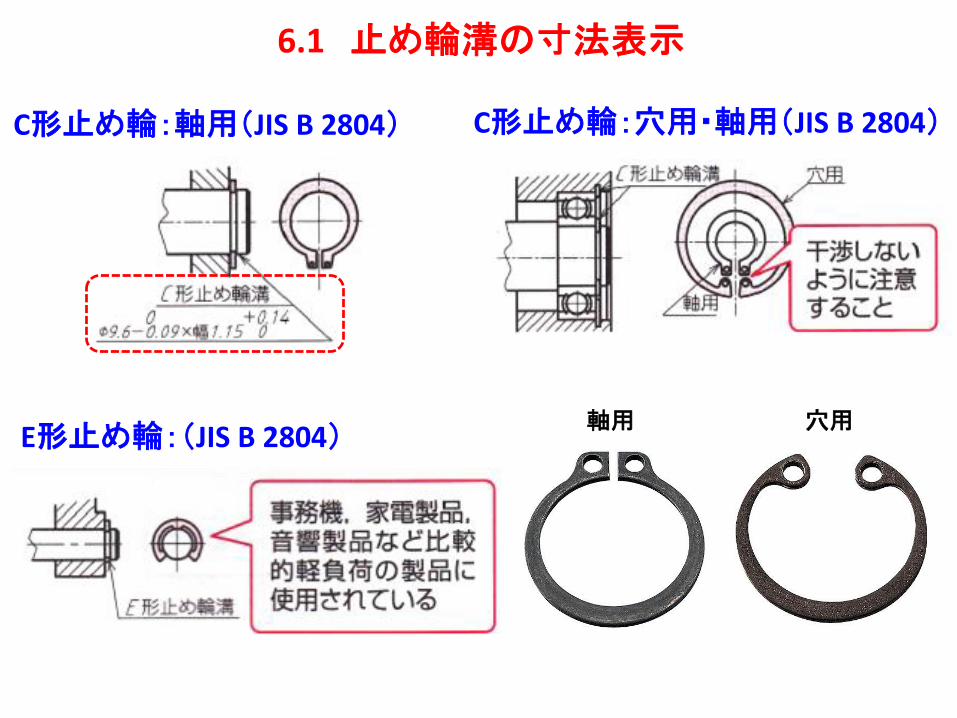
6.1 止め輪溝の寸法表示
軸用 穴用
C形止め輪:軸用(JIS B 2804) C形止め輪:穴用・軸用(JIS B 2804)
E形止め輪:(JIS B 2804)

6.2 軸用スナップリング(C形止め輪)の構造及び使い方
軸に円周溝を切ってはめるタイプである。

6.3 穴用スナップリング(C形止め輪)の構造及び使い方
穴に円周溝を切ってはめるタイプである。

6.4 止め輪の応用例