Embed Size (px)
Citation preview
1
EFECTO DEL TRATAMIENTO ALCALINO Y EXPLOSIÓN DE
VAPOR ALCALINO SOBRE LAS PROPIEDADES DE LA FIBRA DE
CUMARE Y SU INTERFACE CON UNA MATRIZ DE PLA
DIANA ISABEL MORENO JARABA
TESIS PARA OPTAR POR EL TÍTULO DE MAGISTER EN
INGENIERÍA
ASESOR
PHD. ALEJANDRO MARAÑÓN
UNIVERSIDAD DE LOS ANDES
FACULTAD DE INGENIERÍA
DEPARTAMENTO DE INGENIERÍA MECÁNICA
BOGOTÁ D.C- COLOMBIA
2012
2
Contenido
Lista de Figuras ................................................................................................................................... 4
Lista de Tablas .................................................................................................................................... 6
Agradecimientos ................................................................................................................................. 7
Resumen .............................................................................................................................................. 8
1. Introducción ............................................................................................................................... 9
2. Objetivos .................................................................................................................................. 11
3. Marco teórico ....................................................................................................................... 12
3.1 Fibras Naturales .............................................................................................................. 12
3.1.1 Principales componentes de las Fibras Naturales ............................................................. 12
3.1.2 Fibra de Cumare ............................................................................................................... 15
3.2 Matrices Biodegradables ................................................................................................ 17
3.2.1 Ácido poliláctico (PLA) ................................................................................................... 17
3.3 Tratamientos de modificación de superficie ................................................................. 18
3.3.1 Tratamientos físicos .................................................................................................. 19
3.3.2 Tratamientos químicos .............................................................................................. 20
4. Metodología y procedimiento experimental .......................................................................... 24
4.1 Tratamientos superficiales ............................................................................................. 24
4.1.1 Tratamiento Alcalino ................................................................................................. 24
4.1.2 Explosión de vapor alcalina ...................................................................................... 24
4.2 Pruebas realizadas........................................................................................................... 25
4.2.1 Densidad volumétrica ................................................................................................ 25
4.2.2 Densidad Lineal ......................................................................................................... 25
4.2.3 Área transversal ......................................................................................................... 25
4.2.4 Prueba de tensión ...................................................................................................... 25
4.2.5 Módulo de Young (E) ............................................................................................... 25
4.2.6 Espectroscopia de Infrarrojo (FTIR) ......................................................................... 26
4.2.7 Difracción de Rayos X (DRX) .................................................................................. 26
4.2.8 Microscopia de barrido Electrónico (SEM) .............................................................. 26
4.2.9 Prueba de extracción (Pull-out) ................................................................................. 26
4.3 Manejo Estadístico .......................................................................................................... 28
3
4.3.1 Distribución de Weibull ............................................................................................ 28
4.3.2 Simulación Montecarlo ............................................................................................. 30
4.3.3 Análisis de Varianza .................................................................................................. 31
4.3.4 Determinación del tamaño de la muestra .................................................................. 31
5. Resultados y discusión de Resultados .................................................................................... 33
5.1 Tratamiento Alcalino ...................................................................................................... 33
5.1.1 Propiedades físicas .................................................................................................... 33
5.1.2 Propiedades mecánicas .............................................................................................. 34
5.1.3 Espectroscopia de Infrarrojo (FTIR) ......................................................................... 36
................................................................................................................................................... 37
5.1.4 Difracción de Rayos X .............................................................................................. 39
5.1.5 Microscopia de barrido Electrónico (SEM) .............................................................. 41
5.1.6 Prueba de extracción (Pull-out) ................................................................................. 44
5.2 Explosión de vapor alcalino ............................................................................................ 46
5.2.2 Propiedades físicas .................................................................................................... 46
5.2.3 Espectroscopia de Infrarrojo ..................................................................................... 49
5.2.4 Difracción de Rayos X .............................................................................................. 49
5.2.5 Microscopia de barrido Electrónico (SEM) .............................................................. 51
5.3 Resumen de las principales propiedades obtenidas por medio alcalino y explosión de vapor alcalino .............................................................................................................................. 54
6. Trabajo Futuro ........................................................................................................................ 55
7. Conclusiones ............................................................................................................................ 55
8. Bibliografía .............................................................................................................................. 56
4
Lista de Figuras
Figura 1. Aplicaciones de compuestos reforzados con fibras naturales [9] ........................................ 9
Figura 2. Estructura básica de la Celulosa ........................................................................................ 13
Figura 3. Estructura básica de la Hemicelulosa ................................................................................ 13
Figura 4. Estructura básica de la Lignina .......................................................................................... 14
Figura 5. Estructura básica de una fibra Natural [6] ......................................................................... 15
Figura 6. (a) Palma de Cumare (b) Fibra de Cumare (c) Obtención del cogollo en la Amazonía
Colombiana [24] ................................................................................................................................ 16
Figura 7. Mecanismo de obtención del ácido poliláctico [25] .......................................................... 17
Figura 8. Comparación del PLA con otros materiales poliméricos [9] ............................................. 18
Figura 9. Reactor de alta temperatura y presión de la Universidad de los Andes ............................. 24
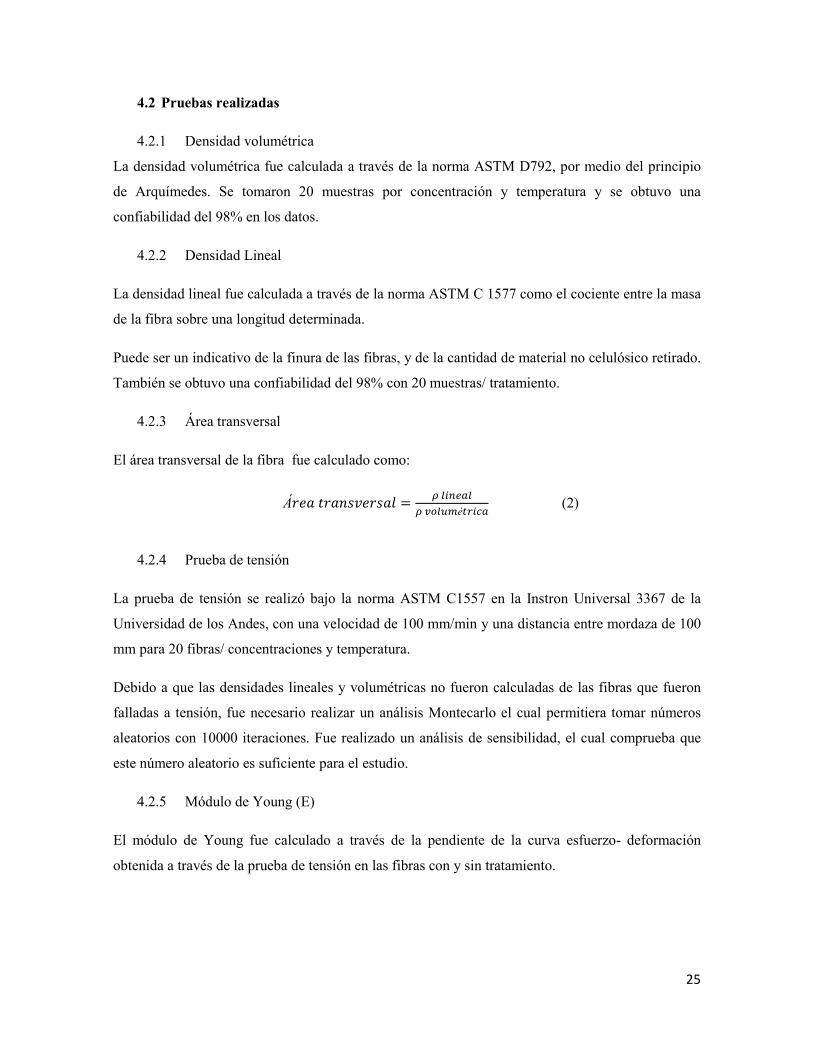
Figura 10. Elaboración de las probetas de Pull- out .......................................................................... 27
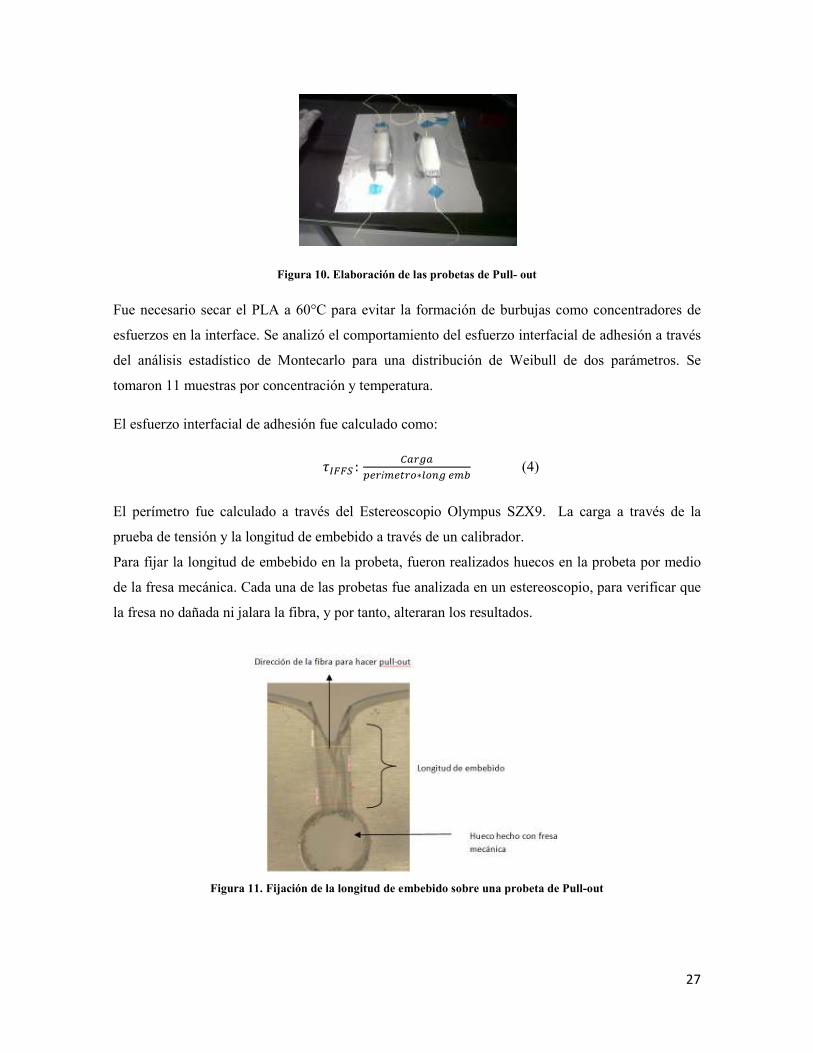
Figura 11. Fijación de la longitud de embebido sobre una probeta de Pull-out ................................ 27
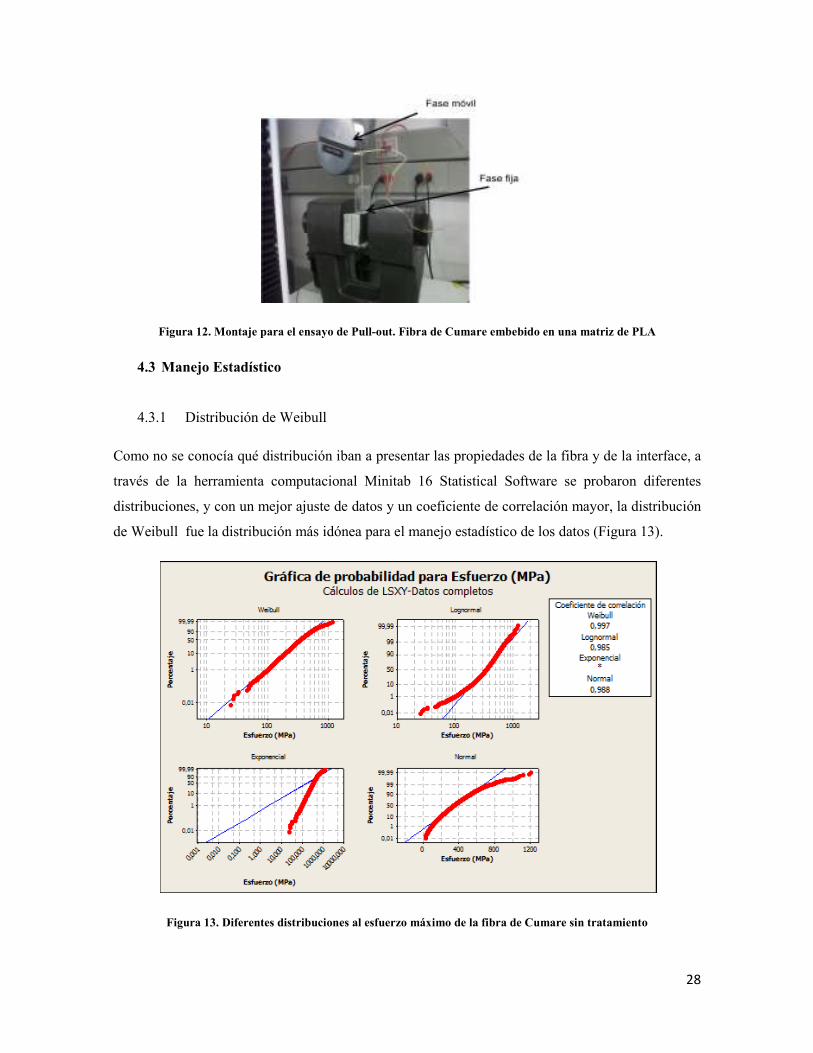
Figura 12. Montaje para el ensayo de Pull-out. Fibra de Cumare embebido en una matriz de PLA 28
Figura 13. Diferentes distribuciones al esfuerzo máximo de la fibra de Cumare sin tratamiento ..... 28
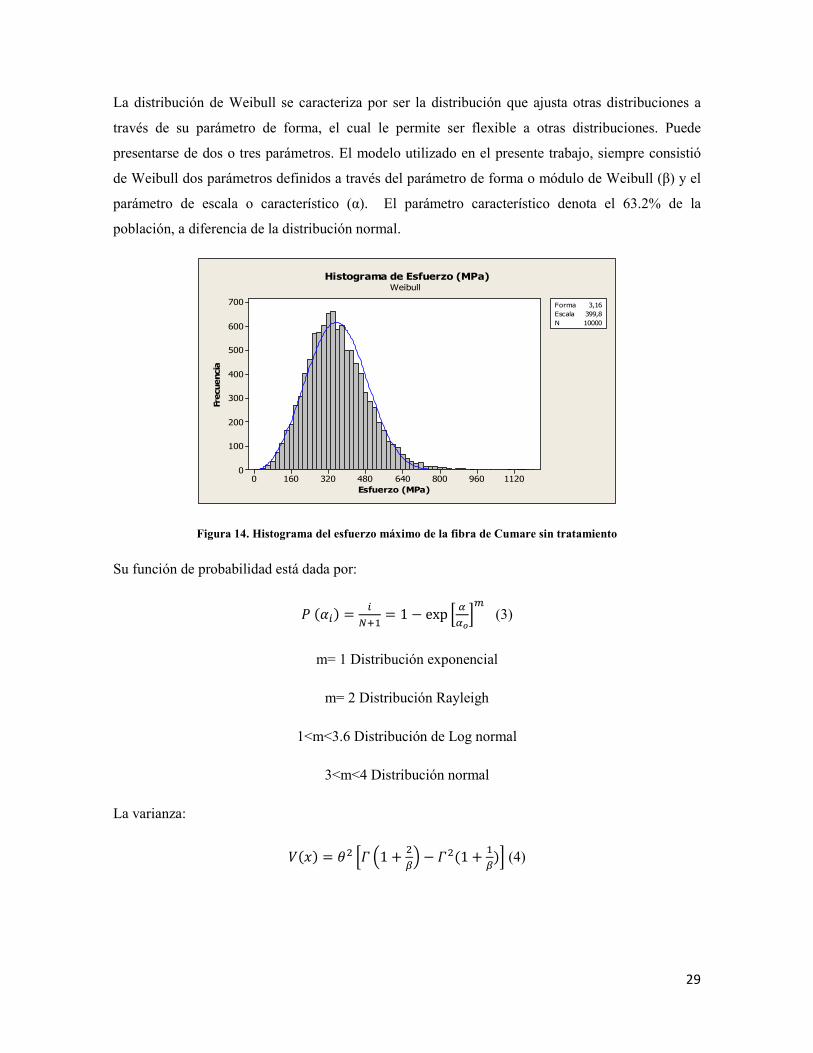
Figura 14. Histograma del esfuerzo máximo de la fibra de Cumare sin tratamiento ........................ 29
Figura 15. Simulación Montecarlo con números aleatorios Weibull ................................................ 30
Figura 16. Curvas de operación características [26] ......................................................................... 32
Figura 17. Densidad volumétrica, lineal y área transversal de la fibra de Cumare a diferentes
concentraciones de NaOH ................................................................................................................. 33
Figura 18. Comparación de la densidad volumétrica entre la fibra de Sisal [27] y la fibra de Cumare
........................................................................................................................................................... 34
Figura 19. Esfuerzo máximo característico de las fibras de Cumare a diferentes concentraciones de
NaOH ................................................................................................................................................ 34
Figura 20. Módulo de Young característico de las fibras de Cumare a diferentes concentraciones de
NaOH ................................................................................................................................................ 35
Figura 21. Deformación máxima característica de las fibras de Cumare a diferentes concentraciones
........................................................................................................................................................... 35
Figura 22. Espectroscopia de Infrarrojo de la fibra de Cumare bajo diferentes concentraciones de
NaOH ................................................................................................................................................ 37
Figura 23. Comparación de FTIR entre las fibras de Cumare y fibras de Celulosa de Papel [22] .... 38
Figura 24. Comparación de FTIR entre las fibras de Cumare y fibras de Lyocell [21] .................... 38
5
Figura 25. DRX de la fibra de Cumare a diferentes concentraciones de NaOH ............................... 39
Figura 26. DRX de la fibra de Banano a una concentración de 18% KOH [17] ............................... 39
Figura 27. DRX Fibras de celulosa a varias concentraciones de NaOH [22]. .................................. 40
Figura 28. DRX Fibras de coco (a) Fibra sin tratar (b) Delignificado (c) tratado con 18% NaOH [11]
........................................................................................................................................................... 40
Figura 29. Cristalinidad de la fibra de Cumare a diferentes concentraciones de NaOH ................... 41
Figura 30. Comportamiento del Índice de Cristalinidad de la (a) Fibra de Sisal [27] y (b) Fibra de
Jute [7] ............................................................................................................................................... 41
Figura 31. Micrografías de la fibra de Cumare (A-B) sin tratar, (C-D) tratada al 5%, (E y F) tratada
al 10%, (G-H) tratada al 15% (I-J) tratada al 20% ........................................................................... 43
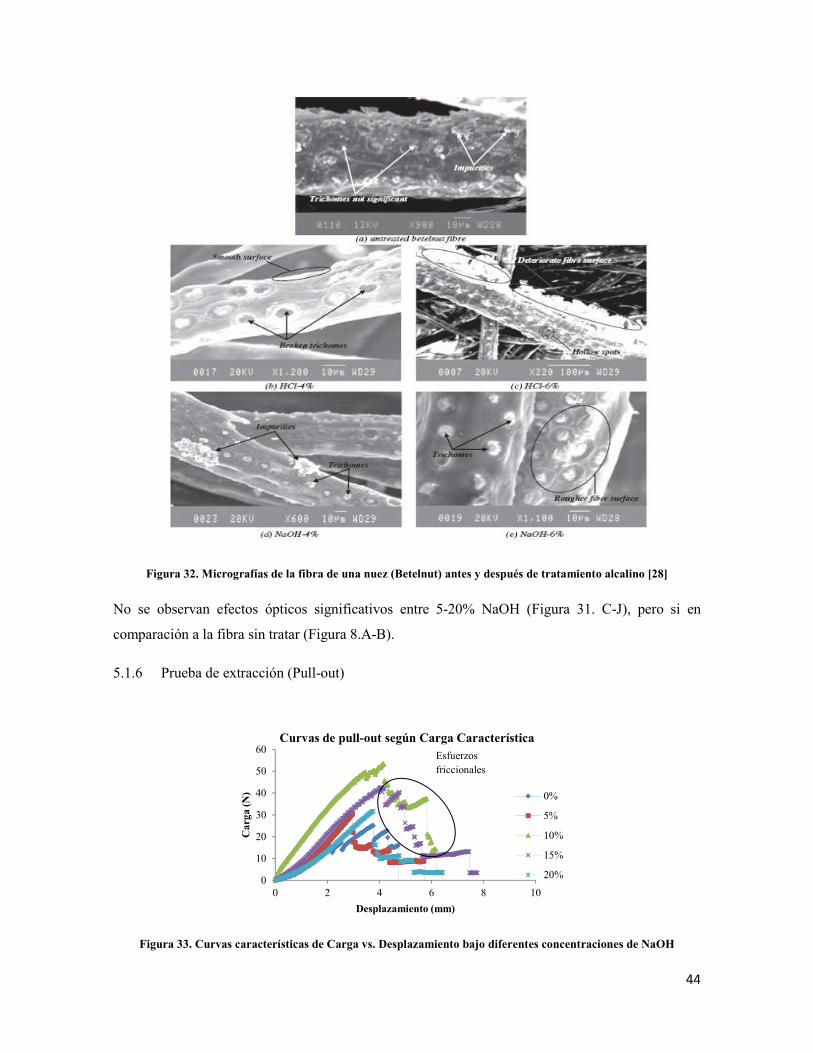
Figura 32. Micrografías de la fibra de una nuez (Betelnut) antes y después de tratamiento alcalino
[28] .................................................................................................................................................... 44
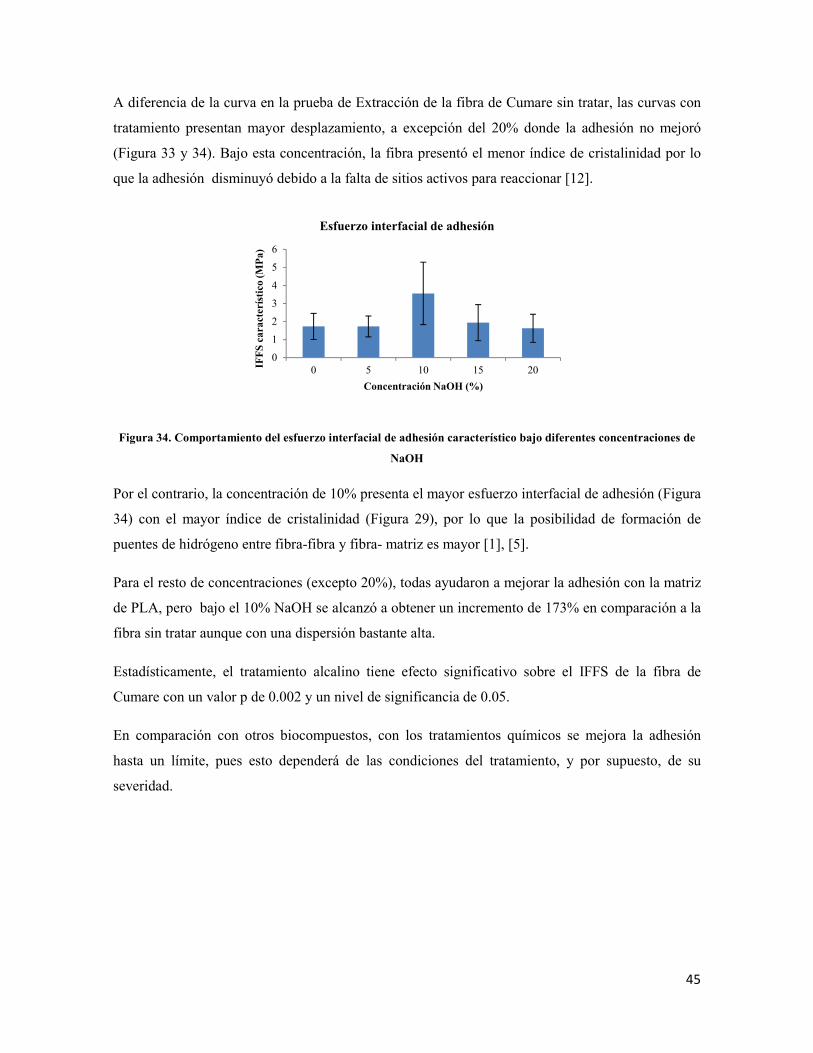
Figura 33. Curvas características de Carga vs. Desplazamiento bajo diferentes concentraciones de
NaOH ................................................................................................................................................ 44
Figura 34. Comportamiento del esfuerzo interfacial de adhesión característico bajo diferentes
concentraciones de NaOH ................................................................................................................. 45
Figura 35. Esfuerzo interfacial de adhesión de un compuesto Sisal/ Poliéster [27] .......................... 46
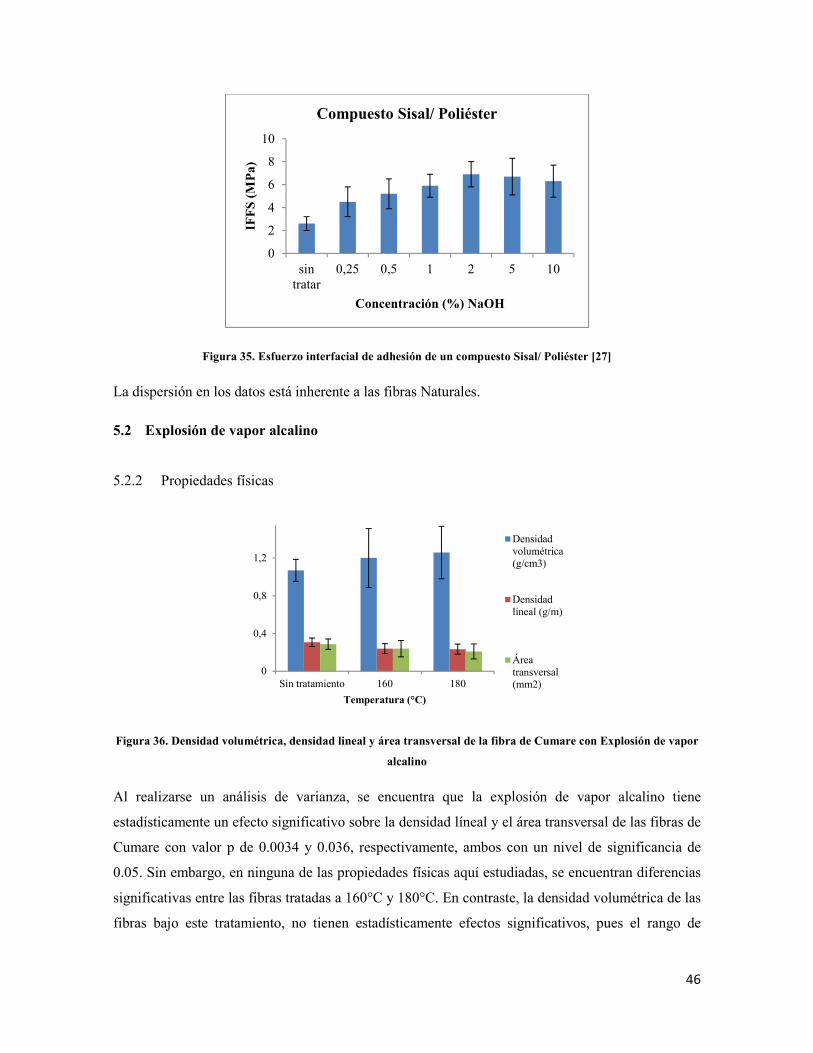
Figura 36. Densidad volumétrica, densidad lineal y área transversal de la fibra de Cumare con
Explosión de vapor alcalino .............................................................................................................. 46
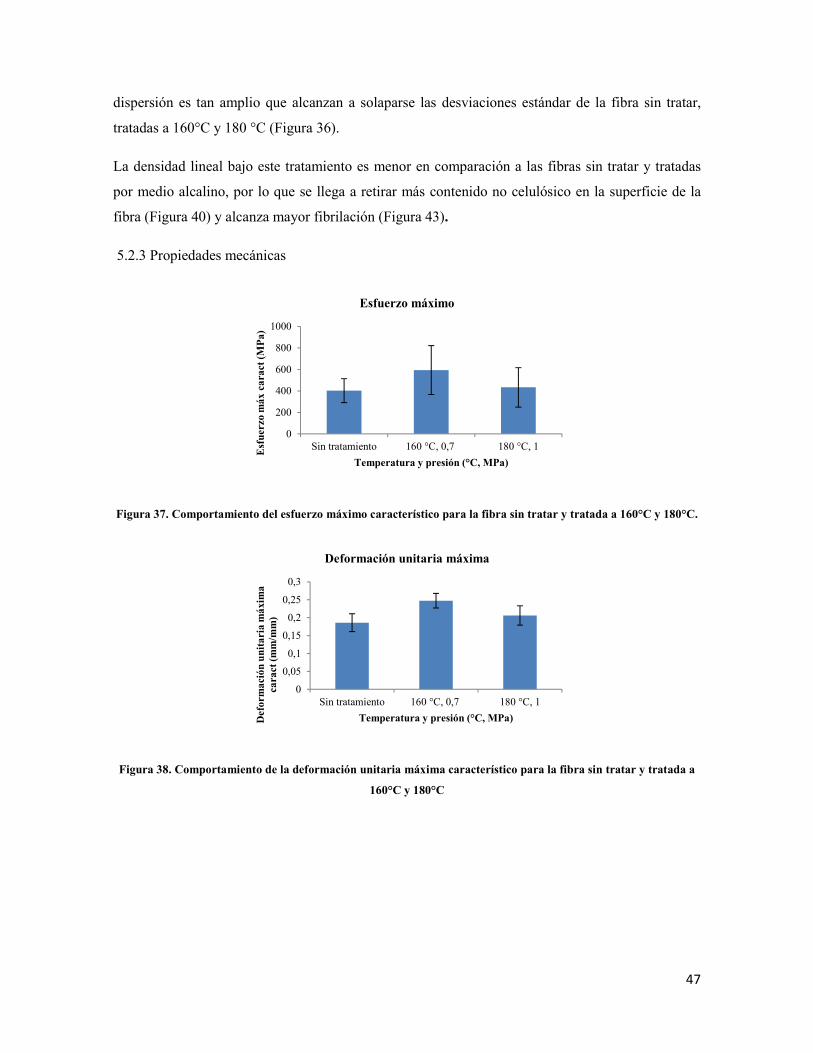
Figura 37. Comportamiento del esfuerzo máximo característico para la fibra sin tratar y tratada a
160°C y 180°C. ................................................................................................................................. 47
Figura 38. Comportamiento de la deformación unitaria máxima característico para la fibra sin tratar
y tratada a 160°C y 180°C ................................................................................................................. 47
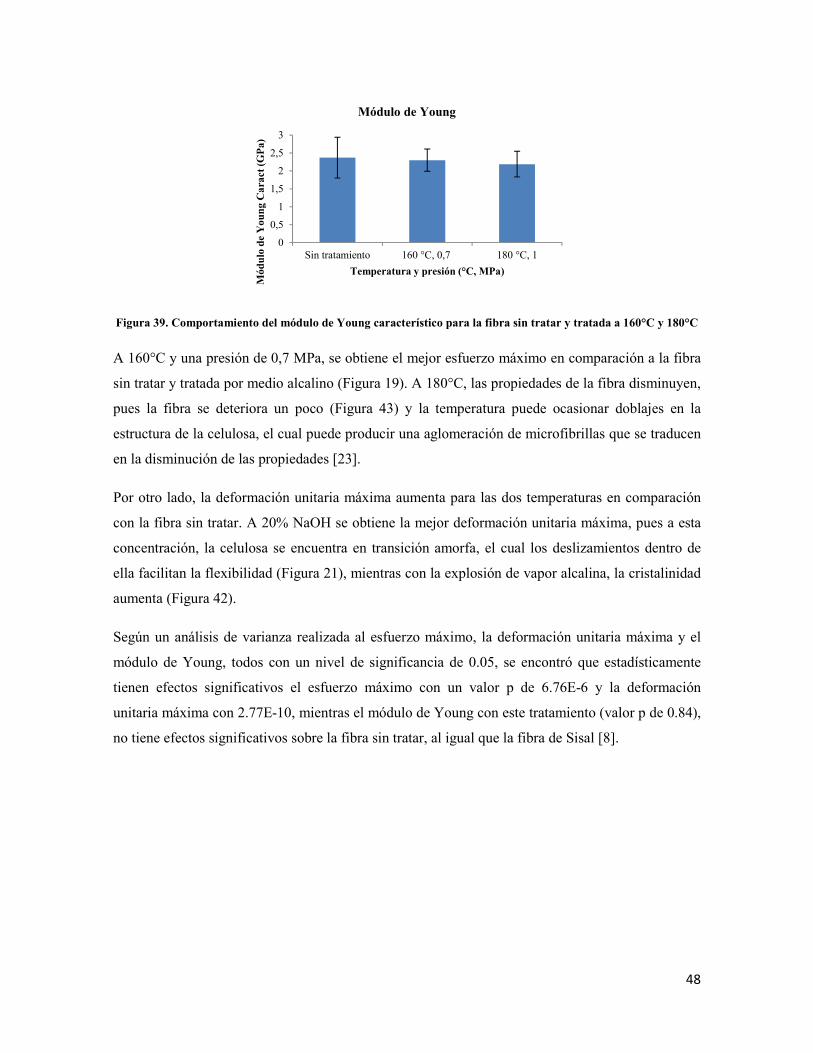
Figura 39. Comportamiento del módulo de Young característico para la fibra sin tratar y tratada a
160°C y 180°C .................................................................................................................................. 48
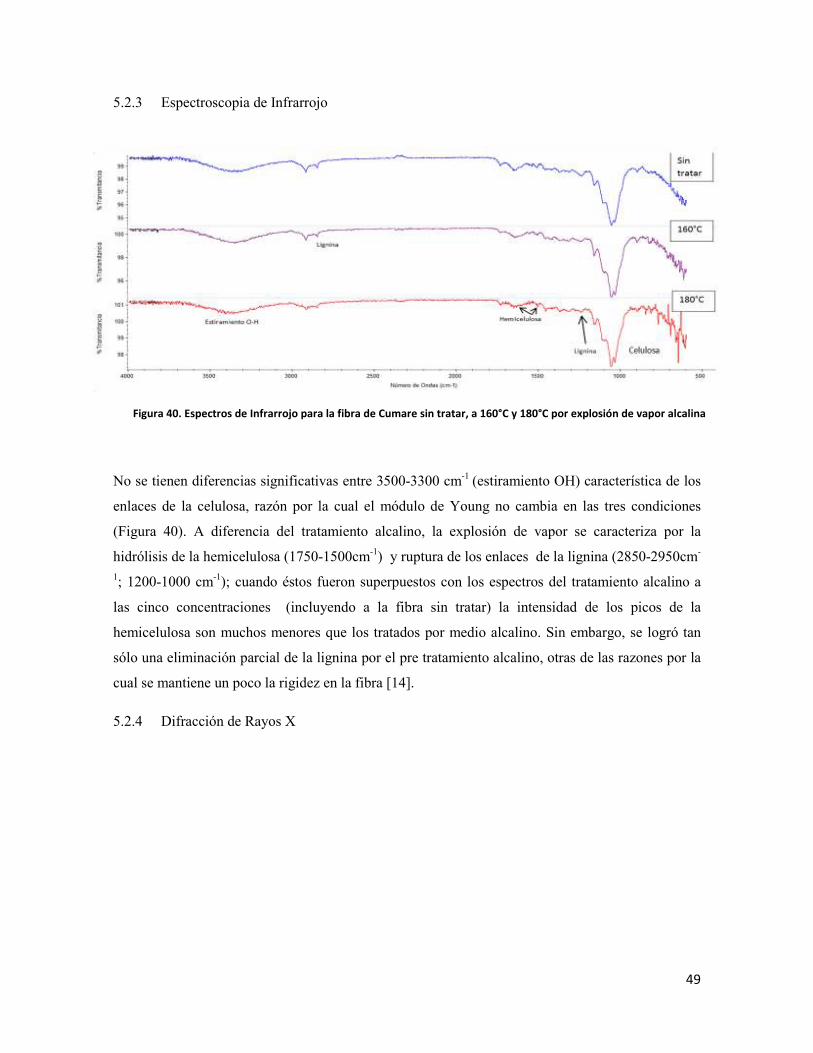
Figura 40. Espectros de Infrarrojo para la fibra de Cumare sin tratar, a 160°C y 180°C por explosión
de vapor alcalina ............................................................................................................................... 49
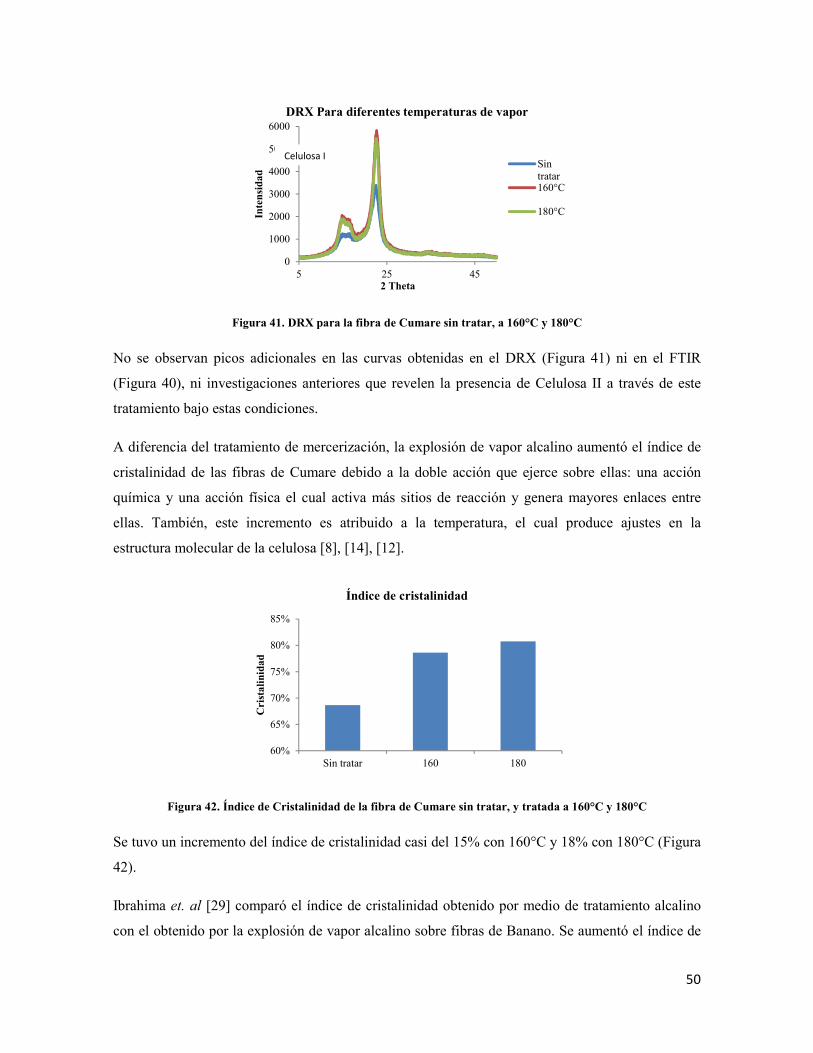
Figura 41. DRX para la fibra de Cumare sin tratar, a 160°C y 180°C .............................................. 50
Figura 42. Índice de Cristalinidad de la fibra de Cumare sin tratar, y tratada a 160°C y 180°C ...... 50
Figura 43. Micrografías de la explosión de vapor (A-B) 160°C y 0.7 MPa, (C-D) 180°C y 1 MPa 52
Figura 44. Curvas características de Carga vs. Desplazamiento para la fibra sin tratar y tratadas por
explosión de vapor alcalino ............................................................................................................... 53
Figura 45. Esfuerzo interfacial de adhesión característico entre la fibra de Cumare sin tratar y
explotadas a 160°C y 180°C ............................................................................................................. 53
6
Lista de Tablas
Tabla 1. Comparación de la fibra de Cumare con otras fibras Naturales extraídas de las hojas [6] . 16
Tabla 2. Propiedades del ácido poliláctico [3] .................................................................................. 17
Tabla 3. Parámetros para el análisis de Varianza .............................................................................. 31
Tabla 4. Decisión para la prueba de hipótesis ................................................................................... 31
Tabla 5. Comparación del índice de Cristalinidad de la fibra de Banano [29] con la fibra de Cumare
tratados por medio alcalino y explosión de vapor. ............................................................................ 51
Tabla 6. Resumen de las principales propiedades obtenidas por medio alcalino y explosión de vapor
alcalino .............................................................................................................................................. 54
7
Agradecimientos
Primero que todo, quiero agradecer a Dios por estar siempre conmigo, por darme la fortaleza y el
conocimiento que necesito día a día para salir adelante. Por darme las personas que necesito.
A mis papás y mi hermano, porque son el motorcito y mi motivación para hacer las cosas.
A mis amigas, que son una bendición, gracias por todos los buenos momentos que he disfrutado
estar con ustedes y porque compartieron parte de su tiempo en la realización del trabajo.
A mi asesor, Alejandro Marañón, porque toda su dedicación y dinamismo lograron la culminación
no sólo de este trabajo, sino el entusiasmo e interés por el desarrollo de nuevos proyectos.
A Alicia y todos los técnicos del laboratorio, porque compartieron mis preocupaciones, mis
alegrías, mis triunfos y demás… todos fueron importantes en el desarrollo de la investigación.
Finalmente, quiero agradecer a todas las personas que estuvieron conmigo en estos dos años de
maestría. Porque hicieron de este tiempo el mejor de todos, y porque aprendí mucho al lado de
ustedes.
8
Resumen
En los últimos años, las investigaciones en biocompuestos han mostrado una tendencia hacia el
empleo de fibras naturales en matrices biodegradables debido a su bajo costo, sus propiedades y su
alta afinidad ambiental. Sin embargo, la presencia de impurezas en la superficie de la fibra y la
diferencia entre su naturaleza hidrofílica y la naturaleza hidrofóbica de la matriz, hacen que haya
una incompatibilidad y por tanto, una baja adherencia interfacial entre éstas dos. Esta
incompatibilidad no sólo afecta la adhesión entre la fibra y la matriz, sino que hace que las
propiedades mecánicas del biocompuesto disminuyan, ya que evita una buena distribución de
esfuerzos. A través de una modificación superficial de las fibras, ya sea química o física, se logra
mejorar la adhesión entre la fibra y la matriz, mejorar la resistencia del biocompuesto y lograr una
mejor integridad.
En este proyecto, las fibras de Cumare (nativas de Colombia) fueron expuestas a dos tratamientos:
un tratamiento químico con hidróxido de sodio bajo cinco concentraciones diferentes (0, 5, 10, 15,
20% (w/w)) por 30 minutos, y un tratamiento físico- químico conocido como Explosión de vapor a
dos presiones: 0.7 MPa y 1 MPa por 3 minutos de retención con pre tratamiento alcalino a 0,5%
(w/w) NaOH. El efecto de los dos tratamientos sobre la fibra de Cumare fueron caracterizados a
través de FTIR, SEM, DRX, pruebas de tensión y pruebas de densidades, al igual que se evaluó el
efecto de los tratamientos sobre la interface de la fibra- matriz a través de la prueba de Extracción
(Pull-out). Como resultado, los tratamientos no sólo modificaron la superficie de la fibra (observada
a través del SEM), disminuyeron el contenido no celulósico (haciendo la fibra más libre de
impurezas analizado a través del FTIR) de la fibra, sino que modificaron la estructura de la celulosa.
Con el tratamiento alcalino se alcanzó una transformación de Celulosa I a Celulosa II a medida que
aumentaba la concentración, mientras que con la explosión de vapor alcalina no hubo evidencia
alguna de Celulosa II a las diferentes condiciones. En general, se aumentó la ductilidad de la fibra
con los dos tratamientos, y el mejor esfuerzo máximo fue obtenido para una concentración de 20%
(w/w) NaOH (DRX y pruebas de tensión, respectivamente). Se mejoró la adhesión entre la fibra de
Cumare en una matriz de PLA hasta el 15% (w/w) NaOH y con la explosión de vapor a 160°C y
180°C. Para la concentración de 10% (w/w) NaOH y explosión de vapor alcalino a 160°C, el
esfuerzo interfacial de adhesión fue mejorado en 160%y 145%, respectivamente.
9
1. Introducción
Desde una perspectiva ambiental, investigadores y científicos han inclinado sus investigaciones
hacia el empleo de fibras de origen natural en matrices biodegradables. Estos compuestos, que son
amigables con el medio ambiente, presentan ventajas competitivas con otros de uso comercial, en
cuanto a precio, biodegradación, obtención, densidad, abrasividad, costo energético, entre otros.
Desde 1908, plásticos reforzados con fibras han sido desarrollos para varias aplicaciones. Sin
embargo, éstos no eran amigables ambientalmente y generaban alto consumo de energía en su
fabricación, alto conocimiento en la manufactura y alta contaminación en su desecho. Hoy en día, el
desarrollo y las investigaciones hacia compuestos “verdes” (compuestos reforzados con biofibras)
se ha incentivado, y establecido como el “material del milenio”, que ya abarca grandes campos de
aplicación en el mundo entero.
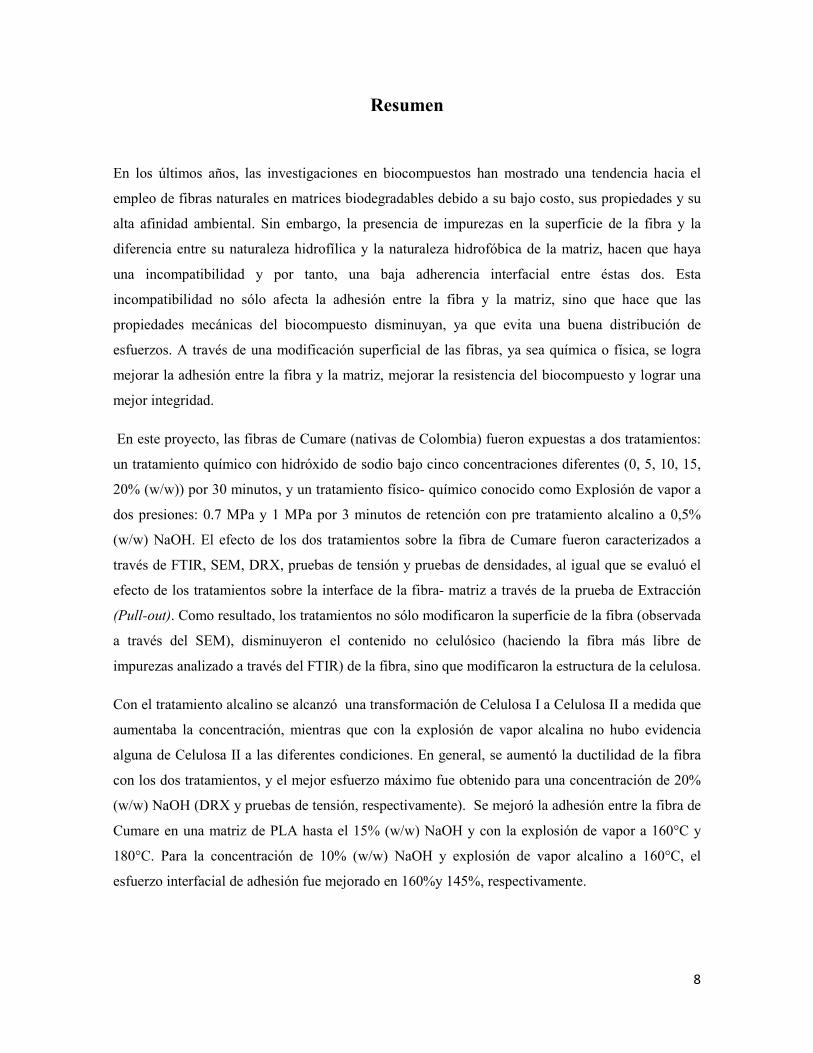
Las principales aplicaciones en la que los biocompuestos han sido empleados son:
Figura 1. Aplicaciones de compuestos reforzados con fibras naturales [9]
Países como Estados Unidos, China, Japón y países de Europa y Australia, han impulsado al
desarrollo de nuevos biocompuestos. Grandes Compañías, dentro de ellas las de la industria
automotriz como Mercedes Benz, Volkswagen, Grupo Audi, entre otros, ya utilizan biocompuestos
en varias de sus aplicaciones. En la industria de la construcción se ha logrado reemplazar la madera
por una madera sintética. En la industria de la electrónica como Pioneer o Samsung, han
implementado biocompuestos dentro de las carcasas de equipos electrónicos. También, otras
empresas en otras aplicaciones como empaques de alimentos (por ejemplo, el empaque de los
huevos) han avanzado mucho en este tema.
Los biocompuestos están conformados, básicamente, por fibra natural y una matriz polimérica ya
sea biodegradable o de origen sintético. Las matrices poliméricas biodegradables de origen natural
10
pueden ser polisacáridos como el almidón, la celulosa, la quitina; proteínas como el colágeno, la
gelatina, la caseína, la albúmina, el fibrógeno o la seda; poliésteres como los polihidroxialcanoatos
u otros polímeros como lignina, lípidos, entre otros. En los de origen sintético se encuentran
poliamidas, poli anhídridos, poli vinil alcoholes; algunos poliésteres como el ácido Poliláctico
(PLA), la Policaprolactona; polietilen óxidos, o polifosfazinas.
Sin embargo, estos biocompuestos presentan desventajas en cuanto a degradación térmica y
mecánica, poca mojabilidad con matrices poliméricas y alto contenido de absorción (humedad) por
las fibras [1], [2].
La principal desventaja que presentan este tipo de biocompuestos es la pobre adhesión interfacial
entre la fibra altamente hidrofílica con grupos hidroxilo polares con la matriz hidrofóbica. Este
problema no sólo afecta el procesamiento de la mezcla, sino que afecta todas las propiedades del
biocompuesto a través de una débil interface comprendida en la rápida fractura del material [3], [4.]
Con el fin de mejorar la adhesión entre la fibra y la matriz y mejorar algunas de las propiedades
mecánicas de las fibras y el biocompuesto, son requeridos algunos tratamientos físicos y/o
químicos. Éstos actúan en la superficie de la fibra, aumentan su área superficial, retirándole
residuos y cenizas en la pared celular, lo que permite la mejor compatibilidad y por tanto, una mejor
integridad en el biocompuesto [5]. Por tanto, el desarrollo de la resistencia del biocompuesto
dependerá de la formación de una interface fuerte, y de ésta, la distribución de esfuerzos del
biocompuesto. Cuando una carga externa ha sido aplicada directamente a la matriz, ésta es
transferida a las fibras más cercanas de la superficie y continúa de fibra a fibra camino a la matriz y
a la interface. Si la interface es débil, no será lograda una distribución de cargas efectiva y mucho
menos unas buenas propiedades mecánicas en el biocompuesto [6], [7].
Varios investigadores han empleado en sus investigaciones el tratamiento alcalino [1-11] y la
explosión de vapor [12-23] como tratamientos superficiales para el mejoramiento de propiedades
mecánicas y de adhesión con fibras naturales en matrices poliméricas.
11
2. Objetivos
El objetivo del presente trabajo no sólo consistía en modificar la superficie de la fibra y mejorar la
adhesión, también consistía en seleccionar una fibra natural Colombiana innovadora y una matriz
biodegradable con buenas propiedades mecánicas.
Después de comparar algunas de las propiedades mecánicas de varias fibras naturales se escogió la
fibra de Cumare como una buena fibra para el desarrollo de biocompuestos junto con una matriz de
PLA. Este biocompuesto presentaba problemas de compatibilidad el cual hacía que tuviera bajas
propiedades mecánicas y que la fibra no funcionara como refuerzo. Para mejorar el desarrollo
integral del biocompuesto, fue necesario emplear tratamientos superficiales que mejoraran la
interface entre fibra-matriz y homogenizaran algunas propiedades mecánicas del biocompuesto, por
lo que se producía una distribución efectiva de esfuerzos.
Se seleccionaron dos tratamientos superficiales: un tratamiento físico y un tratamiento químico. El
objetivo general del proyecto fue caracterizar el efecto de los dos tratamientos sobre la interface
entre la fibra de Cumare y la matriz de PLA. Para conocer qué sucedía en la interface, era
necesario evaluar el efecto de los tratamientos sobre la fibra de Cumare y ahí conocer el
comportamiento de la fibra sobre la interface con la matriz de acuerdo a la estructura obtenida de
sus principales componentes.
A través de diferentes pruebas se evaluaron las propiedades físicas, mecánicas, morfológicas,
químicas de la fibra de Cumare y por tanto, el comportamiento en la interface con la matriz de PLA.
12
3. Marco teórico
3.1 Fibras Naturales
Las fibras naturales se pueden clasificar de acuerdo a su naturaleza que puede ser de origen animal,
vegetal o mineral.
Las fibras naturales compiten contra las fibras sintéticas no sólo por su bajo costo de adquisición y
producción o su poder de reciclabilidad sino también por su alta resistencia y rigidez por peso del
compuesto. El mayor atractivo de las fibras naturales, es el impacto positivo ambiental. Éstas, están
compuestas de dióxido de carbono neutro, lo cual no van a generar más dióxido de carbono a la
atmósfera. Tienen alta resistencia eléctrica, reciclabilidad térmica, propiedades de aislamiento
acústico, baja abrasividad, y alta disponibilidad.
Sin embargo, la mayor desventaja de este tipo de fibras, es el carácter polar e hidrofílico de los
grupos hidroxilo de las fibras contra el carácter hidrofóbico de las matrices poliméricas. Por otro
lado, se encuentra el procesamiento térmico del compuesto. Mientras el procesamiento de la matriz
es inferior a 200°C, las fibras presentan condiciones superiores a ésta, lo cual restringe la selección
de la matriz. Además, tienen alto contenido de absorción de humedad, lo cual direcciona hacia el
hinchamiento de la fibra y la presencia de vacios en la interface, traducido en bajas propiedades
mecánicas y baja estabilidad. Finalmente, tiene baja resistencia microbiana y depende de
condiciones climáticas y manejo de extracción en su uniformidad y reproducción.
Con algunos tratamientos químicos, estas desventajas pueden disminuir y obtenerse buenas
propiedades mecánicas en el compuesto.
Las fibras de origen vegetal, compuestas básicamente de celulosa, entre ellas α- celulosa,
hemicelulosa, lignina, pectina y ceras, están alineadas a lo largo de la longitud de la fibra, el cual le
brinda resistencia tensil y elongacional máxima a la fibra, además de proveerle rigidez [15].
Las propiedades de las fibras naturales dependen del origen de su extracción. Éstas pueden provenir
de las hojas, del tallo, de las semillas o de las frutas [3].
3.1.1 Principales componentes de las Fibras Naturales
La celulosa
La celulosa, principal contribuidor de la resistencia tensil y presente en mayor cantidad, es un
polímero natural, que consiste de unidades repetidas de D- anhidroglucosa (C6H11O5) unidas por
1,4-β enlaces glicosídicos en la posición C1 y C4 [6], [12].
13
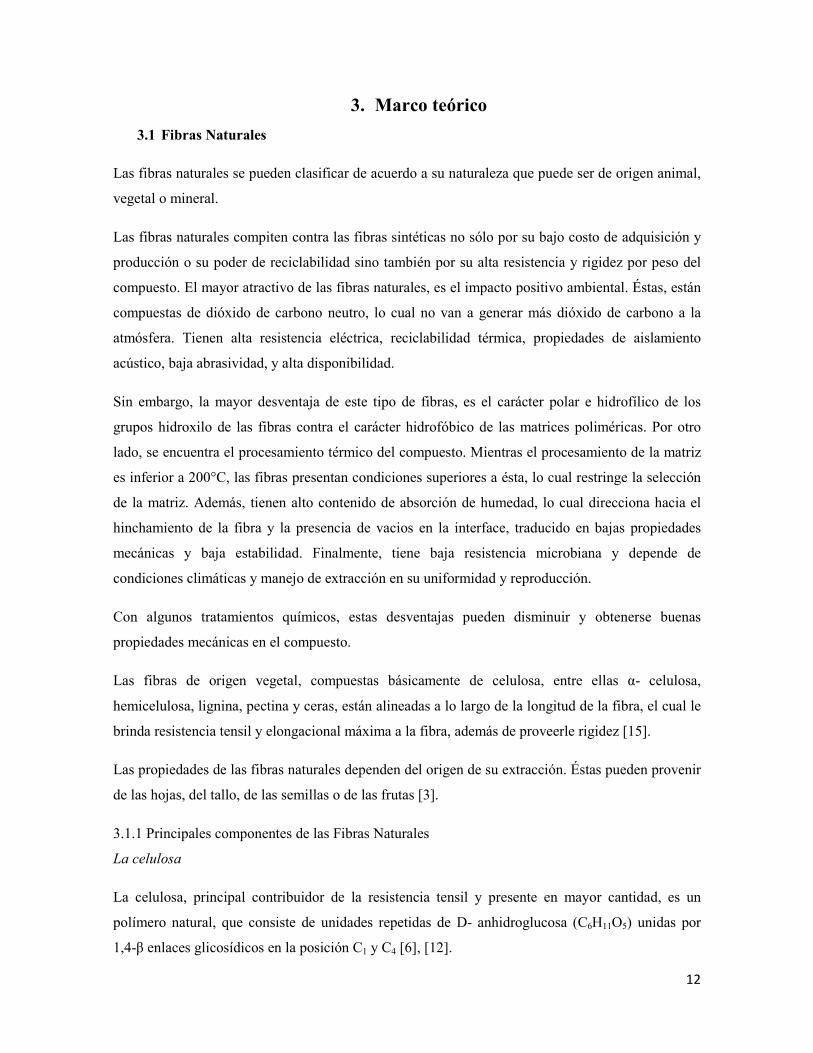
Su grado de polimerización (PD) es alrededor de 10.000. Cada unidad contiene tres grupos
hidroxilo, los cuales tienen la habilidad de formar enlaces de hidrógeno, que relacionan su
cristalinidad y gobiernan sus propiedades físicas.
Figura 2. Estructura básica de la Celulosa
La celulosa está conformada básicamente por microfibrillas el cual le brindan resistencia y rigidez a
la fibra natural. Es considerado un material semicristalino [7], [12]. La celulosa es resistente a
tratamientos alcalinos fuertes (~17.5 wt%) pero es fácilmente hidrolizado por ácidos a azúcares
solubles en agua. La celulosa es relativamente resistente a agentes oxidantes.
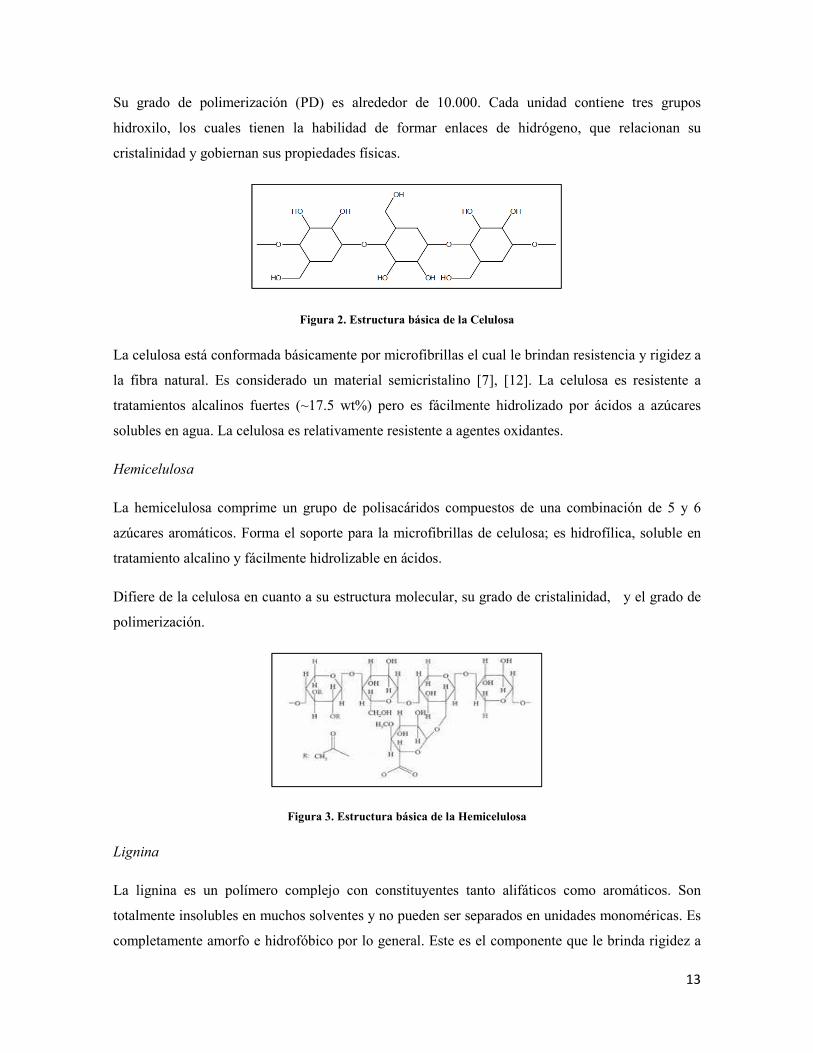
Hemicelulosa
La hemicelulosa comprime un grupo de polisacáridos compuestos de una combinación de 5 y 6
azúcares aromáticos. Forma el soporte para la microfibrillas de celulosa; es hidrofílica, soluble en
tratamiento alcalino y fácilmente hidrolizable en ácidos.
Difiere de la celulosa en cuanto a su estructura molecular, su grado de cristalinidad, y el grado de
polimerización.
Figura 3. Estructura básica de la Hemicelulosa
Lignina
La lignina es un polímero complejo con constituyentes tanto alifáticos como aromáticos. Son
totalmente insolubles en muchos solventes y no pueden ser separados en unidades monoméricas. Es
completamente amorfo e hidrofóbico por lo general. Este es el componente que le brinda rigidez a

14
las plantas. Presenta alto peso molecular y se ha podido identificar grupos hidroxilos, metóxilo, y
carbonilo en su composición.
Figura 4. Estructura básica de la Lignina
No es hidrolizado por ácidos, pero es soluble en solución alcalina, y fácilmente condensable con
fenol.
Pectinas
Las pectinas son un nombre colectivo para los heteropolisacáridos. Ellos brindan flexibilidad a las
plantas.
Ceras
Son la última parte de la fibra y consisten de diferentes tipos de alcoholes.
Cada uno de estos componentes conforman lo que se conoce como las biofibras. Las biofibras son
de una estructura compleja con varias capas alrededor de su estructura. La pared celular de una fibra
no es membrana homogénea, y una fibrilla consiste de una pared primaria delgada encirculando
una pared secundaria. La pared secundaria está compuesta de tres capas y el grosor de la capa de la
mitad determina las propiedades mecánicas de la fibra. La capa de la mitad consiste de una serie de
microfibrillas de tejido helicoidal formada por una larga cadena de moléculas de celulosa. Existe un
ángulo entre el eje de la fibra y las microfibrillas el cual es conocido como el ángulo microfibrilar.
Cada microfibrilla tiene un diámetro típico entre 10-30 nm y están hechos por encima de 30-100
moléculas de celulosa en una cadena extendida, el cual provee la resistencia mecánica a la fibra. La
fase amorfa en la pared celular, consiste básicamente de hemicelulosa, lignina, y algunos casos de
pectinas. Las moléculas de hemicelulosa son hidrógeno enlazados a la celulosa y actúa como una
matriz fortalecedora.
15
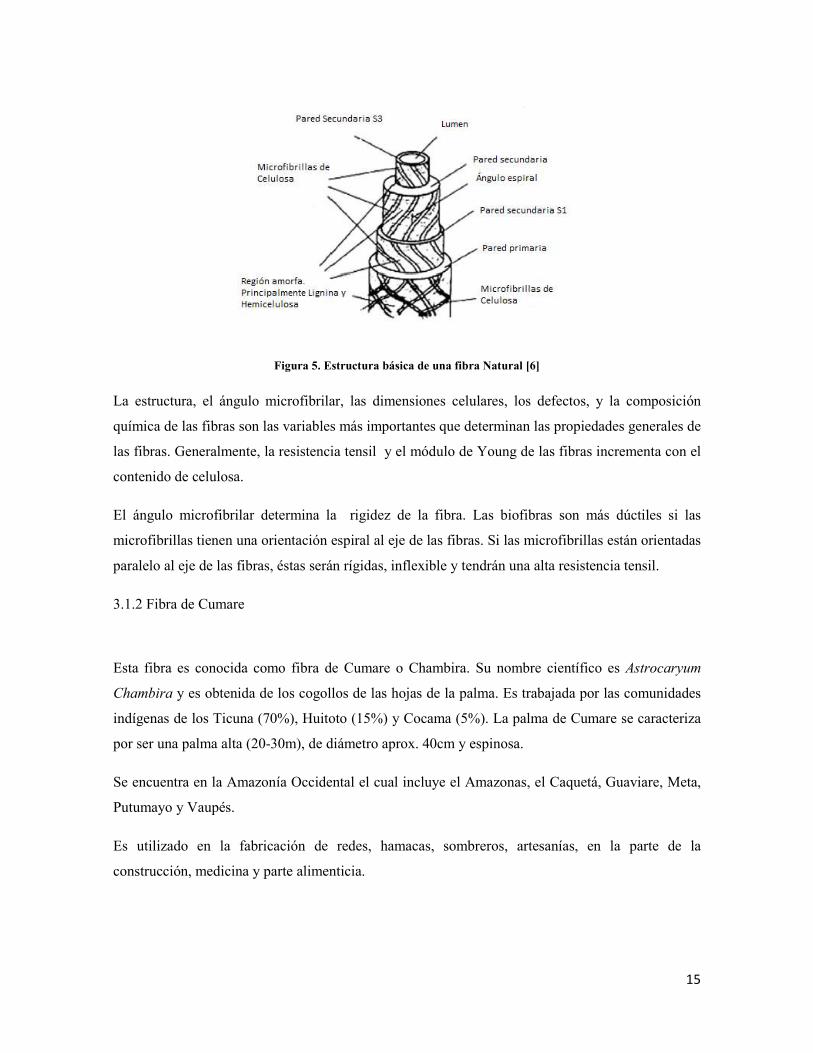
Figura 5. Estructura básica de una fibra Natural [6]
La estructura, el ángulo microfibrilar, las dimensiones celulares, los defectos, y la composición
química de las fibras son las variables más importantes que determinan las propiedades generales de
las fibras. Generalmente, la resistencia tensil y el módulo de Young de las fibras incrementa con el
contenido de celulosa.
El ángulo microfibrilar determina la rigidez de la fibra. Las biofibras son más dúctiles si las
microfibrillas tienen una orientación espiral al eje de las fibras. Si las microfibrillas están orientadas
paralelo al eje de las fibras, éstas serán rígidas, inflexible y tendrán una alta resistencia tensil.
3.1.2 Fibra de Cumare
Esta fibra es conocida como fibra de Cumare o Chambira. Su nombre científico es Astrocaryum
Chambira y es obtenida de los cogollos de las hojas de la palma. Es trabajada por las comunidades
indígenas de los Ticuna (70%), Huitoto (15%) y Cocama (5%). La palma de Cumare se caracteriza
por ser una palma alta (20-30m), de diámetro aprox. 40cm y espinosa.
Se encuentra en la Amazonía Occidental el cual incluye el Amazonas, el Caquetá, Guaviare, Meta,
Putumayo y Vaupés.
Es utilizado en la fabricación de redes, hamacas, sombreros, artesanías, en la parte de la
construcción, medicina y parte alimenticia.
16
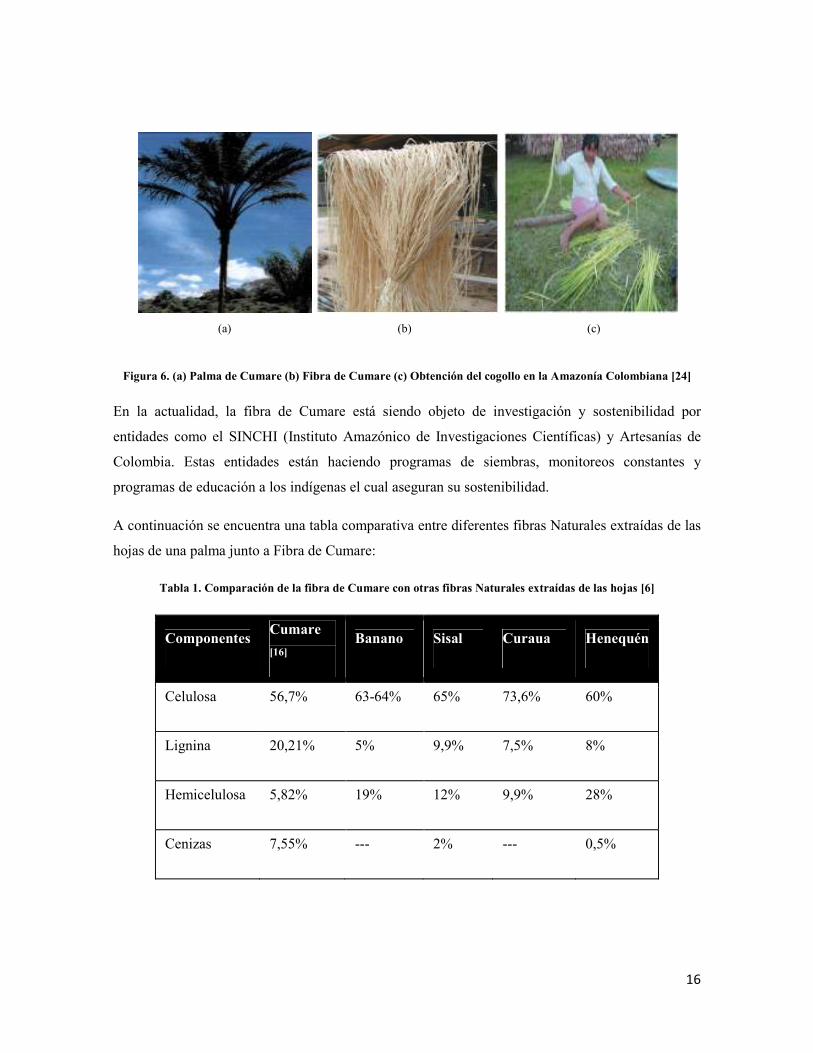
Figura 6. (a) Palma de Cumare (b) Fibra de Cumare (c) Obtención del cogollo en la Amazonía Colombiana [24]
En la actualidad, la fibra de Cumare está siendo objeto de investigación y sostenibilidad por
entidades como el SINCHI (Instituto Amazónico de Investigaciones Científicas) y Artesanías de
Colombia. Estas entidades están haciendo programas de siembras, monitoreos constantes y
programas de educación a los indígenas el cual aseguran su sostenibilidad.
A continuación se encuentra una tabla comparativa entre diferentes fibras Naturales extraídas de las
hojas de una palma junto a Fibra de Cumare:
Tabla 1. Comparación de la fibra de Cumare con otras fibras Naturales extraídas de las hojas [6]
Componentes Cumare
[16] Banano Sisal Curaua Henequén
Celulosa 56,7% 63-64% 65% 73,6% 60%
Lignina 20,21% 5% 9,9% 7,5% 8%
Hemicelulosa 5,82% 19% 12% 9,9% 28%
Cenizas 7,55% --- 2% --- 0,5%
(a) (b) (c)
17
3.2 Matrices Biodegradables
En los últimos años, matrices poliméricas biodegradables han tenido grandes avances en cuanto a su
finalidad de biodegradación y al mejoramiento de sus propiedades mecánicas.
Tienen propiedades comparables con las matrices poliméricas sintéticas en cuanto a sus propiedades
químicas, alta rigidez específica, alta resistencia y alto contenido de absorción al sonido [3].
3.2.1 Ácido poliláctico (PLA)
El ácido poliláctico o más conocido como PLA (por sus siglas en inglés), es un poliéster alifático,
biodegradable, obtenido básicamente de la fermentación del maíz y otros productos ricos en
almidón como la remolacha, el trigo y la papa, entre otros.
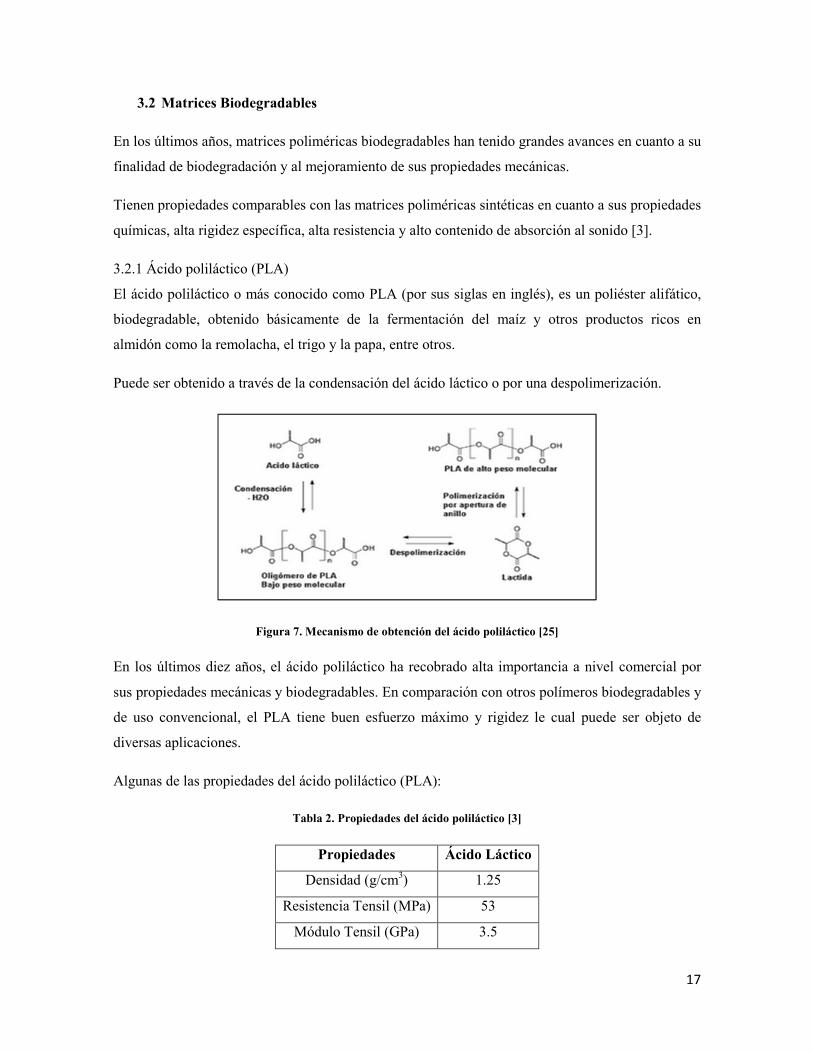
Puede ser obtenido a través de la condensación del ácido láctico o por una despolimerización.
Figura 7. Mecanismo de obtención del ácido poliláctico [25]
En los últimos diez años, el ácido poliláctico ha recobrado alta importancia a nivel comercial por
sus propiedades mecánicas y biodegradables. En comparación con otros polímeros biodegradables y
de uso convencional, el PLA tiene buen esfuerzo máximo y rigidez le cual puede ser objeto de
diversas aplicaciones.
Algunas de las propiedades del ácido poliláctico (PLA):
Tabla 2. Propiedades del ácido poliláctico [3]
Propiedades Ácido Láctico
Densidad (g/cm3) 1.25
Resistencia Tensil (MPa) 53
Módulo Tensil (GPa) 3.5
18
Elongación (%) 5
Temp fusión (°C) 55
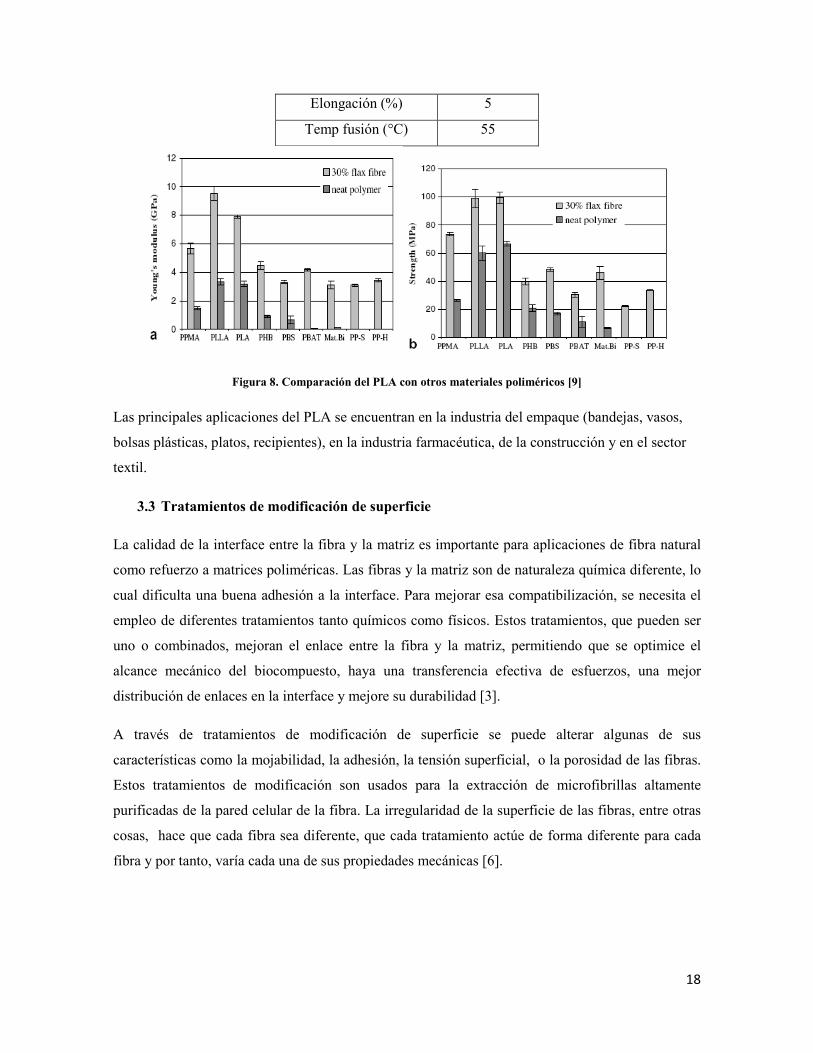
Figura 8. Comparación del PLA con otros materiales poliméricos [9]
Las principales aplicaciones del PLA se encuentran en la industria del empaque (bandejas, vasos,
bolsas plásticas, platos, recipientes), en la industria farmacéutica, de la construcción y en el sector
textil.
3.3 Tratamientos de modificación de superficie
La calidad de la interface entre la fibra y la matriz es importante para aplicaciones de fibra natural
como refuerzo a matrices poliméricas. Las fibras y la matriz son de naturaleza química diferente, lo
cual dificulta una buena adhesión a la interface. Para mejorar esa compatibilización, se necesita el
empleo de diferentes tratamientos tanto químicos como físicos. Estos tratamientos, que pueden ser
uno o combinados, mejoran el enlace entre la fibra y la matriz, permitiendo que se optimice el
alcance mecánico del biocompuesto, haya una transferencia efectiva de esfuerzos, una mejor
distribución de enlaces en la interface y mejore su durabilidad [3].
A través de tratamientos de modificación de superficie se puede alterar algunas de sus
características como la mojabilidad, la adhesión, la tensión superficial, o la porosidad de las fibras.
Estos tratamientos de modificación son usados para la extracción de microfibrillas altamente
purificadas de la pared celular de la fibra. La irregularidad de la superficie de las fibras, entre otras
cosas, hace que cada fibra sea diferente, que cada tratamiento actúe de forma diferente para cada
fibra y por tanto, varía cada una de sus propiedades mecánicas [6].
19
3.3.1 Tratamientos físicos
Algunos métodos físicos incluyen fibrilación de superficie, descarga eléctrica (Corona, Plasma en
frío), explosión de vapor, entre otros.
Estos tratamientos cambian la estructura y las propiedades superficiales de la fibra, lo cual influye
en el enlace mecánico con la matriz [3].
• Plasma en frío
El tratamiento por plasma en frío causa principalmente implantación química, polimerización,
formación de radicales libres, cristalización, formación de agua, los cuales trae, principalmente,
cambios físicos como rugosidad en la superficie, lo que conduce al mejoramiento de la adhesión
[3].
La técnica de plasma en frio puede envolver componentes como electrones, iones, radicales,
moléculas excitadas producidas por descargas eléctricas. La acción de estos plasmas envuelve
abstracción de protones y creación de radicales inestables en grupos funcionales como alcoholes,
aldehídos, cetonas y ácidos carboxílicos.
• Descargas eléctricas
El métodos de las descargas eléctricas son utilizadas para la modificación de la celulosa en la fibra
para decrecer la viscosidad del biocompuesto y mejorar sus propiedades mecánicas. Por ejemplo, el
tratamiento Corona es una de técnicas más interesantes para la activación de la oxidación de la
superficie. Esto cambia la energía superficial de las fibras celulósicas, el cual afecta la viscosidad
del biocompuesto.
• Explosión de vapor
La explosión de vapor, es uno de los métodos de pre tratamiento más recientemente utilizados,
aunque fue introducido por Mason en 1927 para desfibrar la madera. Este tratamiento consiste en
someter a las fibras a una alta presión de vapor, por cortos periodos de tiempo, seguido por una de
repente descompresión (conocido como explosión), el cual representa una fibrilación por acción
química y mecánica [12]. Después de la explosión de vapor, ocurre un sustancial rompimiento de la
estructura lignocelulósica, una hidrólisis de la fracción de la hemicelulosa, una despolimerización
de los componentes de la lignina y una desfibrilación.
20
Marchessault et. al [13] define el tratamiento por explosión de vapor como un proceso de auto
hidrólisis, el cual hace efecto en la biomasa porque hace:
� Rompimiento de algunos enlaces glicosídicos
� Rompimiento de enlaces β- éter de la lignina
� Rompimiento de los enlaces complejos de los carbohidratos de la Lignina
� Modificación química de la Lignina y carbohidratos.
Sin embargo, Saha et. al [14] demuestra que para obtener mejores resultados sobre la adhesión y
sobre las propiedades mecánicas de la fibra de Jute, es necesario hacer un pre tratamiento químico
alcalino que retire las impurezas en la superficie de la fibra y rompa los enlaces de la lignina. Estos
tratamientos modifican la superficie de la fibra y alteran la estructura de la celulosa, principal
componente de la fibra natural [4].
3.3.2 Tratamientos químicos
La naturaleza hidrofílica de la fibra y el carácter hidrofóbico de la matriz hacen que no haya buena
compatibilización entre éstos dos. Es por esto, que para mejorar la interface entre la fibra y la
matriz, es necesario la incorporación de un recubrimiento, por lo general hidrofóbico, de un
polímero compatible en la superficie antes del desarrollo del biocompuesto, con el fin de volver
menos hidrofílica la fibra. Estos agentes de acople o agentes compatibilizantes introducen enlaces
químicos entre la fibra y la matriz, lo cual facilita la optimización en la transferencia de esfuerzos a
la interface.
Este agente de acople primero reacciona con los grupos OH de la celulosa y luego reacciona con los
grupos funcionales de la matriz.
La selección del agente de acople dependerá de las propiedades que pueda generar éste en el
biocompuesto como rigidez y resistencia, el grado de compatibilización y otros factores como
concentración, organofuncionalidad, acidez, homogeneidad, toxicidad, costo, manejo,
disponibilidad, entre otros.
Los agentes de acoples más conocidos son los alcalinos, silanos, isocianatos, la acetilación y
compuestos basados en titanatos.
21
• Tratamiento Alcalino
El tratamiento alcalino, también conocido como mercerización, consiste de un lavado a las fibras
celulósicas, el cual depende del tipo y la concentración de la solución alcalina, el tiempo de
inversión de las fibras y la temperatura.
La reacción que ocurre a través de este tratamiento:
����� − �� + ��� → ����� − � �� + ���(1)
La acción del tratamiento puede ser visto:
� Físicamente: elimina la lignina y la hemicelulosa de la fibra y causa fibrilación en los
cuales incrementa el área disponible por contacto con la matriz. La resina es viable para
penetrar mucho mejor a través de la superficie de la fibra y este factor mejora la interacción
en la interfaz del compuesto.
� Químicamente: la fibra tiene grupos OH por la celulosa, pero con el tratamiento alcalino la
red de enlaces de hidrogeno serán rotos y los grupos hidroxilo de la celulosa vendrán a ser
más activos y este factor mejorará la hidrofilicidad de la fibra junto con la hidrofilicidad de
la resina, y por tanto, la compatibilidad [5].
El efecto del tratamiento alcalino sobre las fibras, consiste primero en una reacción de
hinchamiento, donde se relaja la estructura natural cristalina de la celulosa. Este hinchamiento
dependerá del tipo de alcalino (KOH, LiOH, NaOH) y su concentración[6]. Sin embargo, se ha
encontrado que el tratamiento alcalino con NaOH puede causar una completa transformación de red
de celulosa I a celulosa II, el cual es más estable termodinámicamente [4]. La celulosa II es
obtenida después de lavar con agua y retirar las moléculas de sodio en la fibra.
La obtención de celulosa II dependerá del tiempo de inmersión y la concentración de NaOH [7].
Por medio del tratamiento alcalino, la celulosa experimenta estructuras intermedias de acuerdo a
concentraciones de NaOH. La celulosa puede llegar a tomar entre 4-5 estructuras durante el proceso
de mercerización, conocidas como: Na-Celulosa I, IIA, IIB, III, IV. Cada estructura presenta un
grado de cristalinidad y un grado de orientación en la fibra, lo cual hace que cambien sus
propiedades mecánicas [10], [11].
22
• Tratamiento con Silanos
El silano, como agente de acople, es el responsable de mejorar las propiedades mecánicas y
alcanzar estabilidad higrotérmica al biocompuesto. A través de la teoría del enlace químico, las
moléculas bifuncionales del silano actúan como un enlace entre la resina y la celulosa por medio de
enlaces químicos con la superficie de la celulosa a través de puentes de siloxanos mientras su grupo
organofuncional enlaza a la resina.
La fórmula química del silano es: ���� − �
R es un grupo que puede reaccionar con la resina, mientras que X puede hidrolizar para formar un
grupo silanol en solución acuosa, y ese reactivo reacciona con el grupo hidroxil de la superficie de
la celulosa. R puede ser grupos vinilos, γ- aminopropilo, �- metacreloxipropino, entre otros. X
puede ser cloro, grupos metoxi, grupos etoxi, entre otros.
Una vez las reacciones ocurren, el silano funciona como un puente que enlaza las fibras de celulosa
a la resina mejorando su adhesión, a través de un enlace primario fuerte. La efectividad de la
prueba depende de varios factores como el tiempo de hidrólisis, su organofuncionalidad,
temperatura y pH.
• Tratamiento con Isocianato
El isocianato más conocido como agente de acople es el polimetil polifenil isocianato (PMPPIC).
Éste, tiene influencia en las propiedades del compuesto, incrementando su estabilidad térmica,
reduce su contenido de absorción de agua. El PMPPIC es químicamente enlazado a la matriz de
celulosa a través de enlaces covalentes fuertes. El grupo –N=C=O del PMPPIC es altamente
reactivo con el grupo –OH de la celulosa y se forma un enlace de uretano.
• Acetilación
La acetilación es un método de transformación química conocida por modificar la superficie de las
fibras naturales y hacerlas más hidrofóbicas. El principio del método consiste en la reacción de los
grupos hidroxilo (OH) de la fibra con el grupo acetiil (CH3OH), volviendo la superficie de la fibra
más hidrofóbica. Los grupos hidroxilo que reaccionan son aquellos de los menores constituyentes
como lignina y hemicelulosa.
La reacción que ocurre en la acetilación es la siguiente:
23
����� − �� + ����� − � − �� − ������������������������������������� − � − �� − ���
+ �������(2)
El tratamiento químico por acetilación reduce el contenido de absorción de humedad de las fibras
naturales [4].
24
4. Metodología y procedimiento experimental
4.1 Tratamientos superficiales
4.1.1 Tratamiento Alcalino
Se trabajó a cuatro concentraciones de hidróxido de sodio: 5, 10,15 y 20% (w/w) NaOH. Se
emplearon en una relación de 1:50 (w/w) fibra- solución, por un tiempo de inmersión de 30
minutos. Transcurrido ese tiempo, la fibra fue neutralizada con ácido acético (1% w/w) por muy
pocos minutos, y lavado con agua destilada. Fue secada a temperatura ambiente por un tiempo de
24 horas.
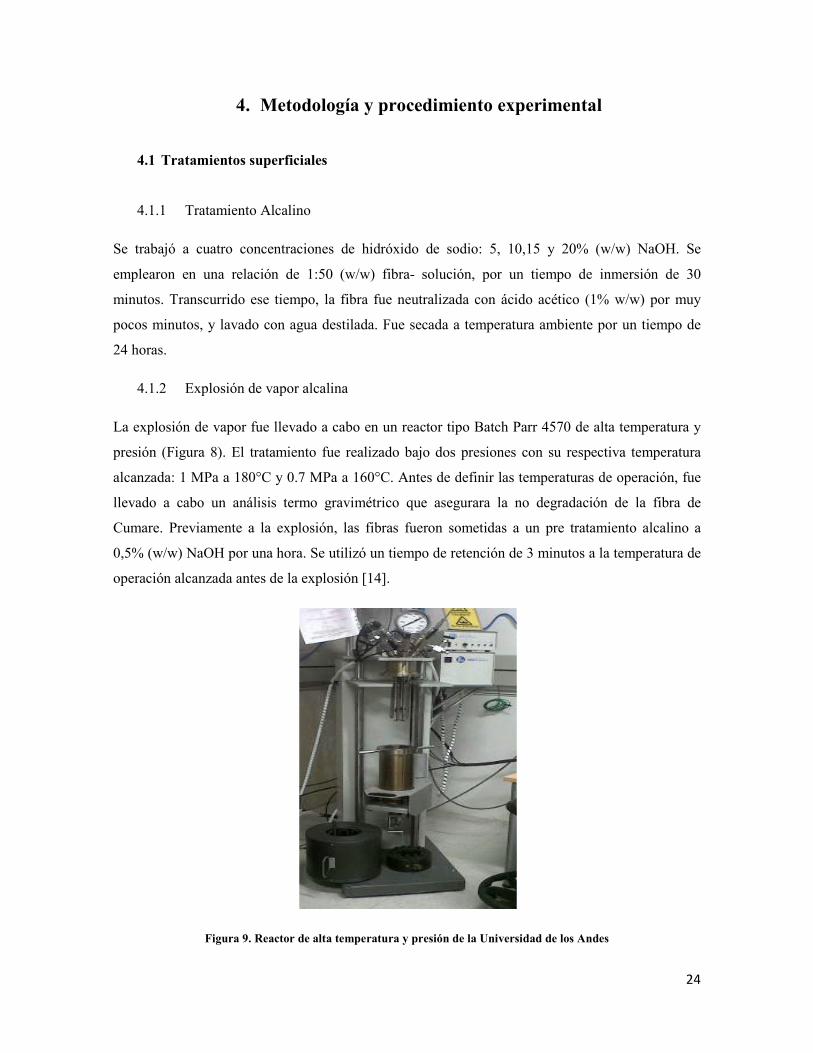
4.1.2 Explosión de vapor alcalina
La explosión de vapor fue llevado a cabo en un reactor tipo Batch Parr 4570 de alta temperatura y
presión (Figura 8). El tratamiento fue realizado bajo dos presiones con su respectiva temperatura
alcanzada: 1 MPa a 180°C y 0.7 MPa a 160°C. Antes de definir las temperaturas de operación, fue
llevado a cabo un análisis termo gravimétrico que asegurara la no degradación de la fibra de
Cumare. Previamente a la explosión, las fibras fueron sometidas a un pre tratamiento alcalino a
0,5% (w/w) NaOH por una hora. Se utilizó un tiempo de retención de 3 minutos a la temperatura de
operación alcanzada antes de la explosión [14].
Figura 9. Reactor de alta temperatura y presión de la Universidad de los Andes
25
4.2 Pruebas realizadas
4.2.1 Densidad volumétrica
La densidad volumétrica fue calculada a través de la norma ASTM D792, por medio del principio
de Arquímedes. Se tomaron 20 muestras por concentración y temperatura y se obtuvo una
confiabilidad del 98% en los datos.
4.2.2 Densidad Lineal
La densidad lineal fue calculada a través de la norma ASTM C 1577 como el cociente entre la masa
de la fibra sobre una longitud determinada.
Puede ser un indicativo de la finura de las fibras, y de la cantidad de material no celulósico retirado.
También se obtuvo una confiabilidad del 98% con 20 muestras/ tratamiento.
4.2.3 Área transversal
El área transversal de la fibra fue calculado como:
Á�������� ����! = #$%&'($#)*$+,é-.%/( (2)
4.2.4 Prueba de tensión
La prueba de tensión se realizó bajo la norma ASTM C1557 en la Instron Universal 3367 de la
Universidad de los Andes, con una velocidad de 100 mm/min y una distancia entre mordaza de 100
mm para 20 fibras/ concentraciones y temperatura.
Debido a que las densidades lineales y volumétricas no fueron calculadas de las fibras que fueron
falladas a tensión, fue necesario realizar un análisis Montecarlo el cual permitiera tomar números
aleatorios con 10000 iteraciones. Fue realizado un análisis de sensibilidad, el cual comprueba que
este número aleatorio es suficiente para el estudio.
4.2.5 Módulo de Young (E)
El módulo de Young fue calculado a través de la pendiente de la curva esfuerzo- deformación
obtenida a través de la prueba de tensión en las fibras con y sin tratamiento.

26
4.2.6 Espectroscopia de Infrarrojo (FTIR)
La prueba de FTIR fue realizada tanto para la fibra sin tratar como para las fibras tratadas tres veces
para cada concentración y temperatura. El rango de la longitud de onda fue entre 400-4000 cm-1.
Los picos de mayor interés fueron: 3600-3300 cm-1: enlace de OH característico de la celulosa.
Entre 2950-2800 cm-1: vibración de C-H de lignina y cenizas. Entre 1700-1800 cm-1: presencia de
un éster debido a la Hemicelulosa. En 1509 hay un anillo aromático de la Lignina. Entre 1000-1100
cm-1: movimiento de carbonos de la celulosa, entre otros [2], [8], [17], [18], [19].
4.2.7 Difracción de Rayos X (DRX)
El DRX fue realizado a una longitud de onda aprox. de 1,542 A, bajo una radiación de CuKα1, un
barrido entre 5-50° para 20, dos veces para cada concentración y temperatura.
El índice de Cristalinidad fue calculado según la ecuación empírica de Segal et al (1957) [20] como:
12 = (3445 367)3445
∗ 100% (3)
Para un 2θ de 22,5°, es considerado una intensidad cristalina y 18,5° una intensidad amorfa [7], [8],
[14], [22].
4.2.8 Microscopia de barrido Electrónico (SEM)
Bajo un recubrimiento en oro preliminar a la observación, las muestras fueron condicionadas a bajo
vacío, con detector de electrón secundario y voltaje entre 10-20 kV.
4.2.9 Prueba de extracción (Pull-out)
Esta prueba fue realizada con el fin de conocer el grado de adhesión entre la fibra y la matriz a
través del esfuerzo interfacial de adhesión (IFFS). Se realizó bajo la norma ASTM C1557 en la
Instron Universal 3367, con una velocidad de 2 mm/min y una distancia entre mordazas (una fija y
la otra móvil) de 30 mm. Se analizó para diferentes longitudes de embebido, quedando un rango de
desadhesión para la fibra sin tratar de 3-7 mm y 2-5 mm para la fibra con los dos tratamientos.
Se escogió una longitud de embebido de 4 mm para analizar el efecto de los dos tratamientos sobre
la prueba de Extracción. Se utilizaron cuatro capas de PLA como matriz (dos arriba y dos abajo,
tipo sándwich), y una temperatura de operación de 160°C en la prensa manual de la Universidad de
los Andes.
27
Figura 10. Elaboración de las probetas de Pull- out
Fue necesario secar el PLA a 60°C para evitar la formación de burbujas como concentradores de
esfuerzos en la interface. Se analizó el comportamiento del esfuerzo interfacial de adhesión a través
del análisis estadístico de Montecarlo para una distribución de Weibull de dos parámetros. Se
tomaron 11 muestras por concentración y temperatura.
El esfuerzo interfacial de adhesión fue calculado como:
;3<<= : 2(.?(@'.í,'-.*∗$*&?',A (4)
El perímetro fue calculado a través del Estereoscopio Olympus SZX9. La carga a través de la
prueba de tensión y la longitud de embebido a través de un calibrador.
Para fijar la longitud de embebido en la probeta, fueron realizados huecos en la probeta por medio
de la fresa mecánica. Cada una de las probetas fue analizada en un estereoscopio, para verificar que
la fresa no dañada ni jalara la fibra, y por tanto, alteraran los resultados.
Figura 11. Fijación de la longitud de embebido sobre una probeta de Pull-out
28
Figura 12. Montaje para el ensayo de Pull-out. Fibra de Cumare embebido en una matriz de PLA
4.3 Manejo Estadístico
4.3.1 Distribución de Weibull
Como no se conocía qué distribución iban a presentar las propiedades de la fibra y de la interface, a
través de la herramienta computacional Minitab 16 Statistical Software se probaron diferentes
distribuciones, y con un mejor ajuste de datos y un coeficiente de correlación mayor, la distribución
de Weibull fue la distribución más idónea para el manejo estadístico de los datos (Figura 13).
Figura 13. Diferentes distribuciones al esfuerzo máximo de la fibra de Cumare sin tratamiento
29
La distribución de Weibull se caracteriza por ser la distribución que ajusta otras distribuciones a
través de su parámetro de forma, el cual le permite ser flexible a otras distribuciones. Puede
presentarse de dos o tres parámetros. El modelo utilizado en el presente trabajo, siempre consistió
de Weibull dos parámetros definidos a través del parámetro de forma o módulo de Weibull (β) y el
parámetro de escala o característico (α). El parámetro característico denota el 63.2% de la
población, a diferencia de la distribución normal.
Figura 14. Histograma del esfuerzo máximo de la fibra de Cumare sin tratamiento
Su función de probabilidad está dada por:
B(C%) = %D�E = 1 − exp I JJKL
, (3)
m= 1 Distribución exponencial
m= 2 Distribución Rayleigh
1<m<3.6 Distribución de Log normal
3<m<4 Distribución normal
La varianza:
M(N) = O� IP Q1 + �RS − P�(1 + E
R)L (4)
11209608006404803201600
700
600
500
400
300
200
100
0
Esfuerzo (MPa)
Frecuencia
Forma 3,16
Escala 399,8
N 10000
Histograma de Esfuerzo (MPa)Weibull

30
La media de Weibull:
T(N) = U + OP I1 + ERL (5)
4.3.2 Simulación Montecarlo
Como la densidad lineal y la densidad volumétrica fueron calculados a través de fibras diferentes a
las falladas en la prueba de tensión, fue necesario incorporar una simulación Montecarlo, que
permitiera hacer los datos lo más aleatorios posibles.
Se siguió la simulación Montecarlo con números aleatorios de Weibull:
VW = XY−Z�(1 − �%)[(\7) (4)
Donde σ es el parámetro característico y m es el módulo de Weibull. Ri son los números aleatorios.
La simulación Montecarlo fue realizada para los esfuerzos máximos de la fibra y el esfuerzo
interfacial de adhesión. Se hizo con 10000 iteraciones a través de un análisis de sensibilidad, donde
un número mayor a éste, no aportaba cambio significativo alguno.
Figura 15. Simulación Montecarlo con números aleatorios Weibull
Por medio de la simulación, se encontraron los parámetros de Weibull para el esfuerzo interfacial de
adhesión y esfuerzos máximos a las diferentes condiciones (concentraciones y temperaturas) por
medio de un programa de iteraciones aleatorias.
0 2 4 6 8 10 12 14 16 180
500
1000
1500
2000
2500
Bin Count: 2.46e+003
Bin Center: 1.27
Bin Edges: [1.11, 1.43]
Esfuerzo de desadhesión (MPa)
Distribución de Weibull
Esfuerzo de desadhesión fibra sin tratamiento
100
101
0.001
0.003
0.01
0.02
0.05
0.10
0.25
0.50
0.75
0.900.960.990.999
Data
Pro
bability
Weibull Probability Plot
31
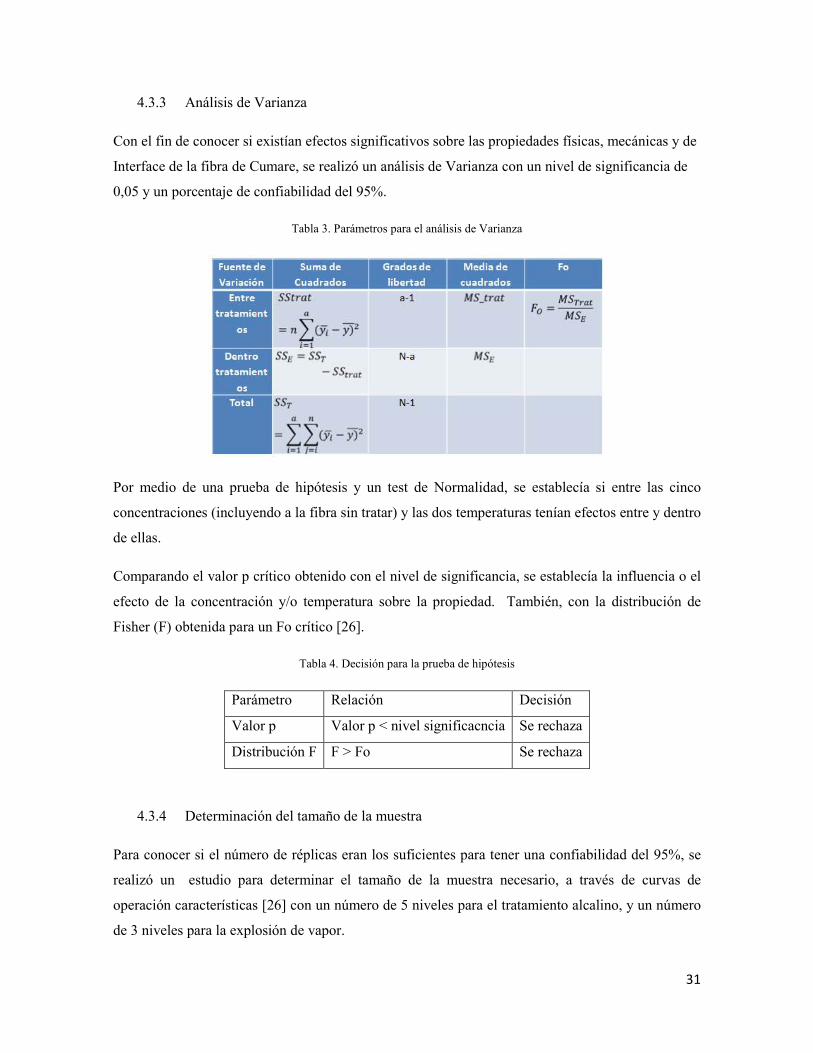
4.3.3 Análisis de Varianza
Con el fin de conocer si existían efectos significativos sobre las propiedades físicas, mecánicas y de
Interface de la fibra de Cumare, se realizó un análisis de Varianza con un nivel de significancia de
0,05 y un porcentaje de confiabilidad del 95%.
Tabla 3. Parámetros para el análisis de Varianza
Por medio de una prueba de hipótesis y un test de Normalidad, se establecía si entre las cinco
concentraciones (incluyendo a la fibra sin tratar) y las dos temperaturas tenían efectos entre y dentro
de ellas.
Comparando el valor p crítico obtenido con el nivel de significancia, se establecía la influencia o el
efecto de la concentración y/o temperatura sobre la propiedad. También, con la distribución de
Fisher (F) obtenida para un Fo crítico [26].
Tabla 4. Decisión para la prueba de hipótesis
Parámetro Relación Decisión
Valor p Valor p < nivel significacncia Se rechaza
Distribución F F > Fo Se rechaza
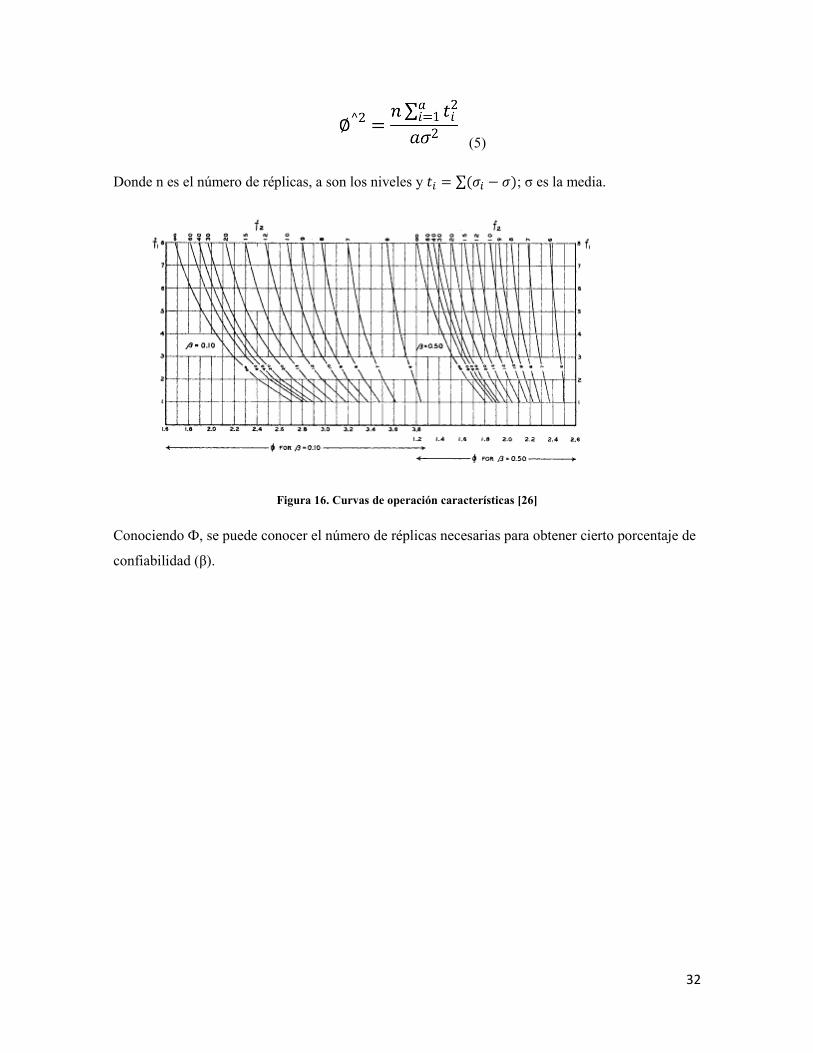
4.3.4 Determinación del tamaño de la muestra
Para conocer si el número de réplicas eran los suficientes para tener una confiabilidad del 95%, se
realizó un estudio para determinar el tamaño de la muestra necesario, a través de curvas de
operación características [26] con un número de 5 niveles para el tratamiento alcalino, y un número
de 3 niveles para la explosión de vapor.
32
(5)
Donde n es el número de réplicas, a son los niveles y �% = ∑(X% − X); σ es la media.
Figura 16. Curvas de operación características [26]
Conociendo Ф, se puede conocer el número de réplicas necesarias para obtener cierto porcentaje de
confiabilidad (β).
33
5. Resultados y discusión de Resultados
5.1 Tratamiento Alcalino
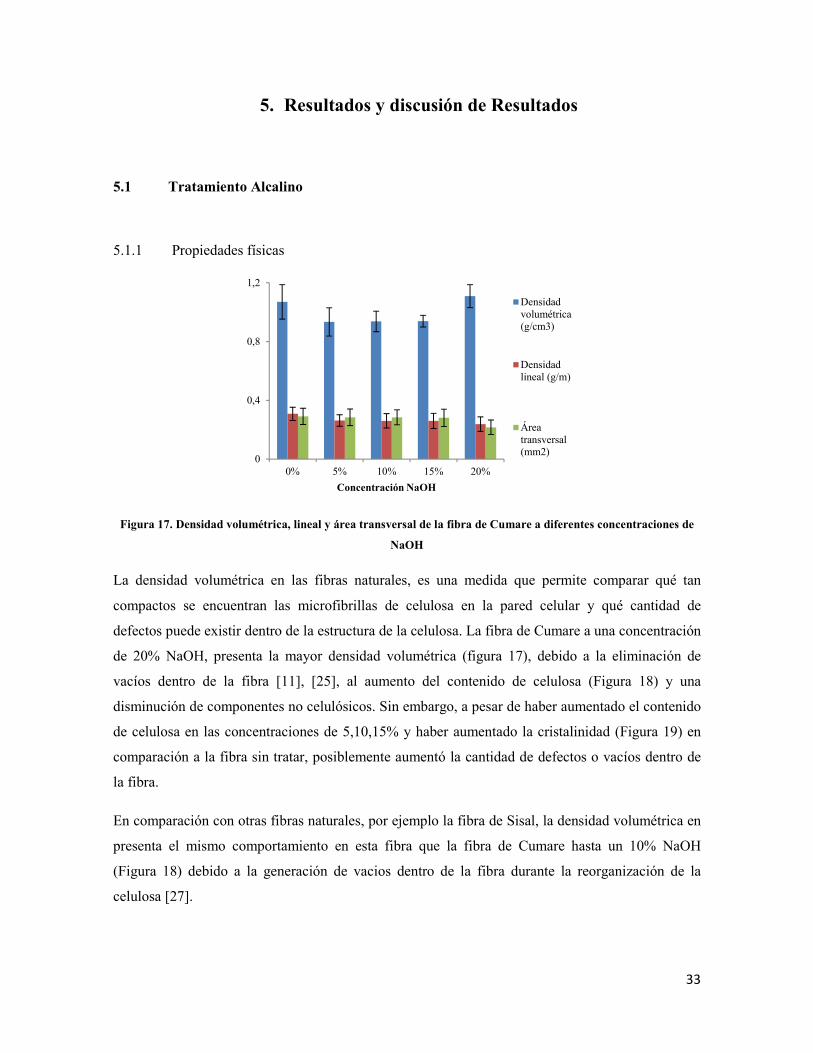
5.1.1 Propiedades físicas
Figura 17. Densidad volumétrica, lineal y área transversal de la fibra de Cumare a diferentes concentraciones de
NaOH
La densidad volumétrica en las fibras naturales, es una medida que permite comparar qué tan
compactos se encuentran las microfibrillas de celulosa en la pared celular y qué cantidad de
defectos puede existir dentro de la estructura de la celulosa. La fibra de Cumare a una concentración
de 20% NaOH, presenta la mayor densidad volumétrica (figura 17), debido a la eliminación de
vacíos dentro de la fibra [11], [25], al aumento del contenido de celulosa (Figura 18) y una
disminución de componentes no celulósicos. Sin embargo, a pesar de haber aumentado el contenido
de celulosa en las concentraciones de 5,10,15% y haber aumentado la cristalinidad (Figura 19) en
comparación a la fibra sin tratar, posiblemente aumentó la cantidad de defectos o vacíos dentro de
la fibra.
En comparación con otras fibras naturales, por ejemplo la fibra de Sisal, la densidad volumétrica en
presenta el mismo comportamiento en esta fibra que la fibra de Cumare hasta un 10% NaOH
(Figura 18) debido a la generación de vacios dentro de la fibra durante la reorganización de la
celulosa [27].
0
0,4
0,8
1,2
0% 5% 10% 15% 20%
Concentración NaOH
Densidadvolumétrica(g/cm3)
Densidadlineal (g/m)
Áreatransversal(mm2)
34
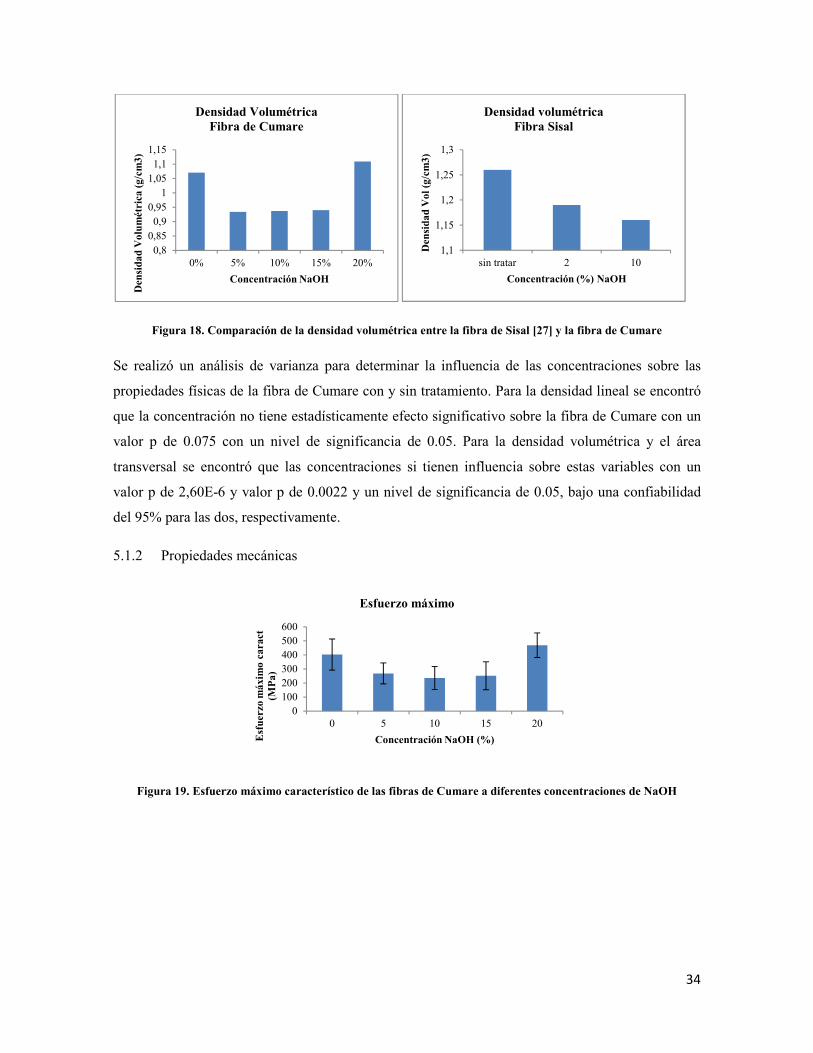
Figura 18. Comparación de la densidad volumétrica entre la fibra de Sisal [27] y la fibra de Cumare
Se realizó un análisis de varianza para determinar la influencia de las concentraciones sobre las
propiedades físicas de la fibra de Cumare con y sin tratamiento. Para la densidad lineal se encontró
que la concentración no tiene estadísticamente efecto significativo sobre la fibra de Cumare con un
valor p de 0.075 con un nivel de significancia de 0.05. Para la densidad volumétrica y el área
transversal se encontró que las concentraciones si tienen influencia sobre estas variables con un
valor p de 2,60E-6 y valor p de 0.0022 y un nivel de significancia de 0.05, bajo una confiabilidad
del 95% para las dos, respectivamente.
5.1.2 Propiedades mecánicas
Figura 19. Esfuerzo máximo característico de las fibras de Cumare a diferentes concentraciones de NaOH
0,80,850,9
0,951
1,051,1
1,15
0% 5% 10% 15% 20%
Densidad
Volumétrica (g/cm
3)
Concentración NaOH
Densidad VolumétricaFibra de Cumare
1,1
1,15
1,2
1,25
1,3
sin tratar 2 10
Densidad
Vol (g/cm
3)
Concentración (%) NaOH
Densidad volumétricaFibra Sisal
0100200300400500600
0 5 10 15 20
Esfuerzo máxim
o caract
(MPa)
Concentración NaOH (%)
Esfuerzo máximo
35
Figura 20. Módulo de Young característico de las fibras de Cumare a diferentes concentraciones de NaOH
Figura 21. Deformación máxima característica de las fibras de Cumare a diferentes concentraciones
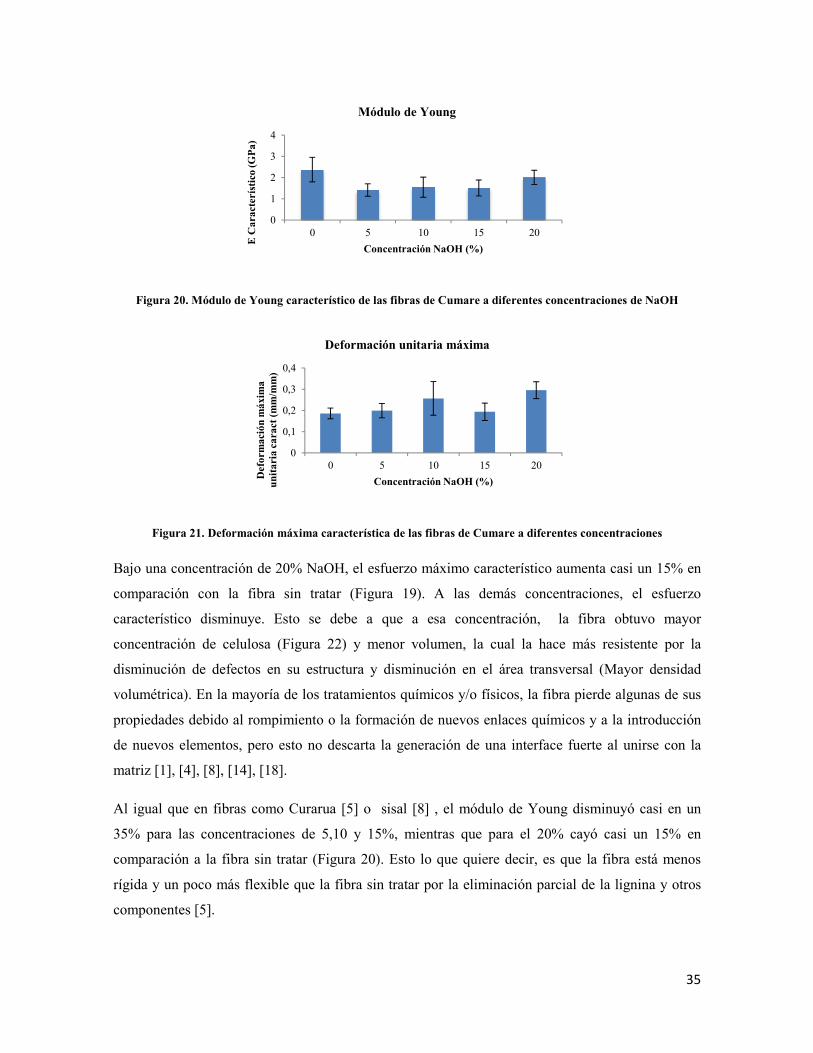
Bajo una concentración de 20% NaOH, el esfuerzo máximo característico aumenta casi un 15% en
comparación con la fibra sin tratar (Figura 19). A las demás concentraciones, el esfuerzo
característico disminuye. Esto se debe a que a esa concentración, la fibra obtuvo mayor
concentración de celulosa (Figura 22) y menor volumen, la cual la hace más resistente por la
disminución de defectos en su estructura y disminución en el área transversal (Mayor densidad
volumétrica). En la mayoría de los tratamientos químicos y/o físicos, la fibra pierde algunas de sus
propiedades debido al rompimiento o la formación de nuevos enlaces químicos y a la introducción
de nuevos elementos, pero esto no descarta la generación de una interface fuerte al unirse con la
matriz [1], [4], [8], [14], [18].
Al igual que en fibras como Curarua [5] o sisal [8] , el módulo de Young disminuyó casi en un
35% para las concentraciones de 5,10 y 15%, mientras que para el 20% cayó casi un 15% en
comparación a la fibra sin tratar (Figura 20). Esto lo que quiere decir, es que la fibra está menos
rígida y un poco más flexible que la fibra sin tratar por la eliminación parcial de la lignina y otros
componentes [5].
0
1
2
3
4
0 5 10 15 20
E Característico (G
Pa)
Concentración NaOH (%)
Módulo de Young
0
0,1
0,2
0,3
0,4
0 5 10 15 20
Deformación m
áxim
a unitaria caract (m
m/m
m)
Concentración NaOH (%)
Deformación unitaria máxima
36
Por otro lado, la ductilidad de la fibra de Cumare aumentó al aumentar la concentración de NaOH.
Para una concentración de 20%, se aumentó la ductilidad casi en un 38% (Figura 21). Este
incremento en la ductilidad, es debido a la eliminación de componentes no celulósicos (Figura 22),
el cual genera deslizamientos dentro de la fibra y hace reajustes en la cadena de la celulosa, el cual
mejora su flexibilidad [11]. Este comportamiento se presenta en casi todas las fibras naturales [5],
[7], [8].
El 10% y 20% presentan un comportamiento más notorio que las otras concentraciones, porque al
10% se encuentra la transición de celulosa I a celulosa II, y al 20% ya se encuentra la celulosa II
(Figura 25 y 29) el cual es más amorfa y permite que los deslizamientos en la cadena de celulosa
sea mayor [5].
Estadísticamente, el esfuerzo máximo, el módulo de Young y la deformación unitaria máxima
tienen efectos significativos entre ellas.
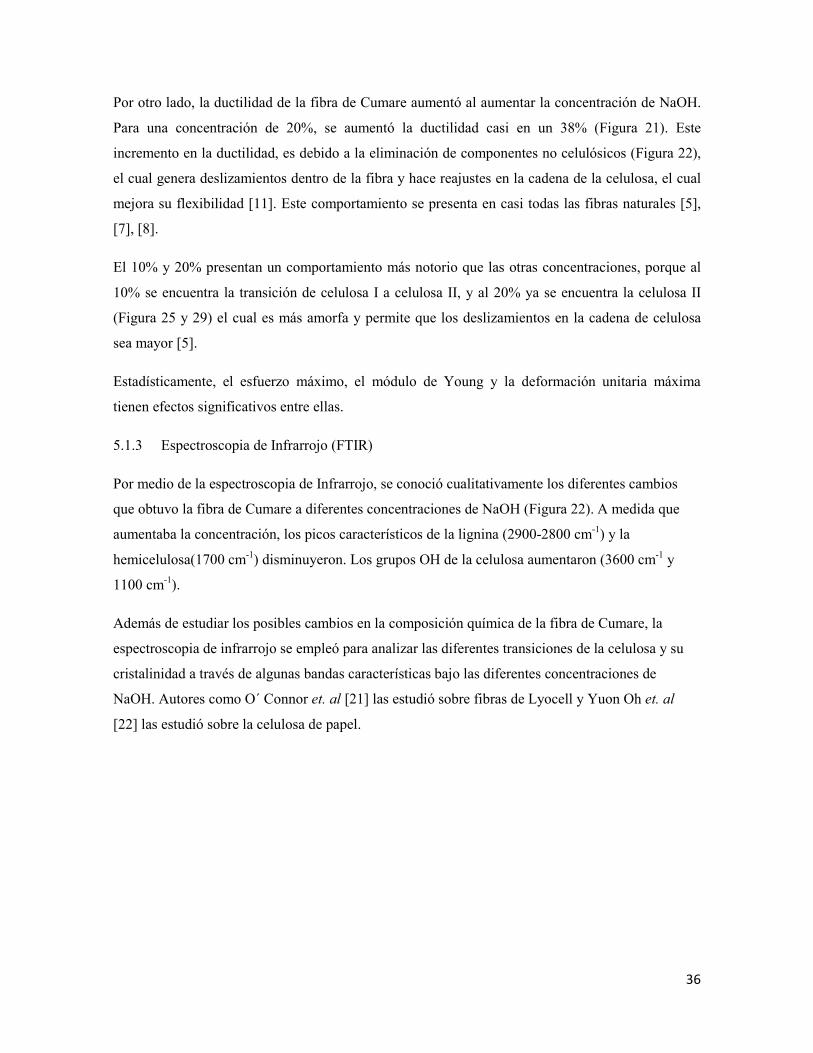
5.1.3 Espectroscopia de Infrarrojo (FTIR)
Por medio de la espectroscopia de Infrarrojo, se conoció cualitativamente los diferentes cambios
que obtuvo la fibra de Cumare a diferentes concentraciones de NaOH (Figura 22). A medida que
aumentaba la concentración, los picos característicos de la lignina (2900-2800 cm-1) y la
hemicelulosa(1700 cm-1) disminuyeron. Los grupos OH de la celulosa aumentaron (3600 cm-1 y
1100 cm-1).
Además de estudiar los posibles cambios en la composición química de la fibra de Cumare, la
espectroscopia de infrarrojo se empleó para analizar las diferentes transiciones de la celulosa y su
cristalinidad a través de algunas bandas características bajo las diferentes concentraciones de
NaOH. Autores como O´ Connor et. al [21] las estudió sobre fibras de Lyocell y Yuon Oh et. al
[22] las estudió sobre la celulosa de papel.
37
Para una longitud de onda de 983 cm-1 se evidencia la presencia de celulosa II para el 15 y 20%
(aumento del pico) y para 1429 cm-1 hay una disminución (Figura 22). A través de una relación de
983 cm-1 /1429 cm-1 se puede conocer la cristalinidad de la fibra [11]. La relación de estas dos
bandas demuestra la presencia de celulosa II para estas dos concentraciones. Para las
concentraciones de 0 y 5%, esta relación es nula, pues tan sólo hace presencia de celulosa I. La
longitud de onda de 1420 cm-1 es indicativo que la cristalinidad de la fibra disminuye debido a la
presencia de la celulosa II [21].
Existen otros picos que revelan las transiciones de celulosa I a celulosa II como 1375 cm-1, 1335
cm-1, 1315 cm-1, 1277 cm-1, entre otros [11], [21], [22].
Figura 22. Espectroscopia de Infrarrojo de la fibra de Cumare bajo diferentes concentraciones de NaOH
38
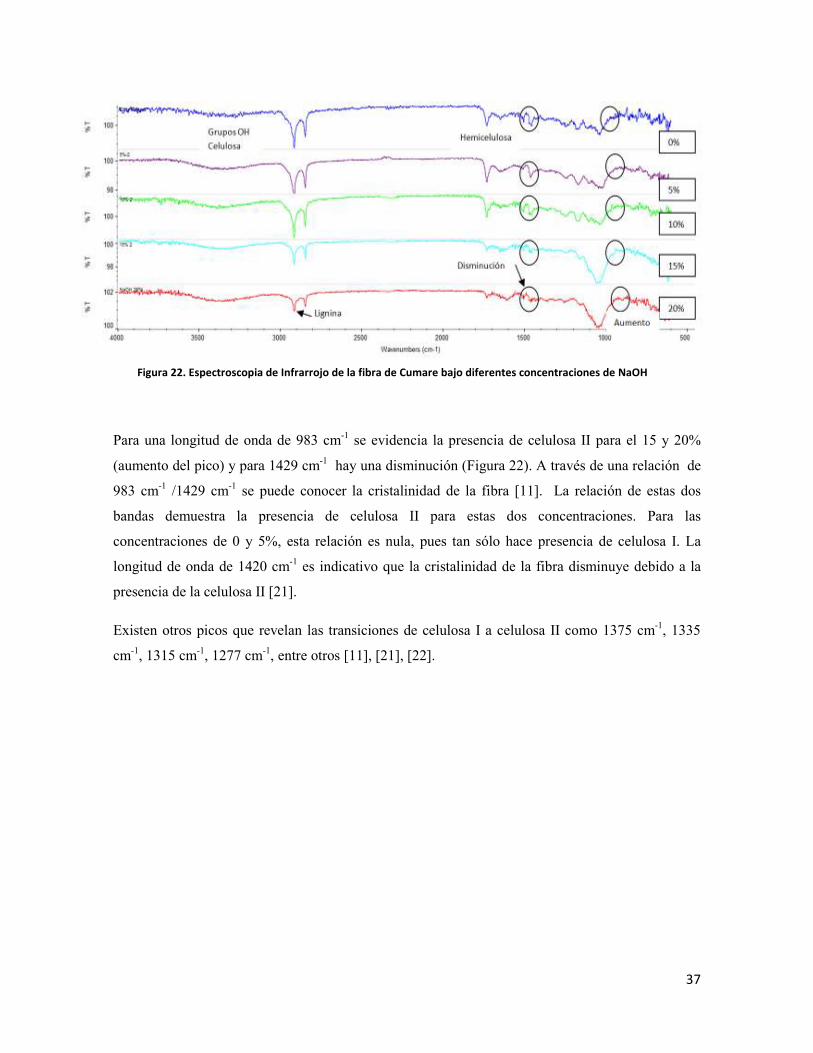
Figura 23. Comparación de FTIR entre las fibras de Cumare y fibras de Celulosa de Papel [22]
A través de los picos encerrados, se compara el FTIR de la fibra de Cumare con las fibras de
celulosa de Papel [22] (Figura 23). En ellas se evidencia el mismo comportamiento con
concentraciones de 5,10,15 y 20% NaOH, las mismas empleadas en la fibra de Cumare.
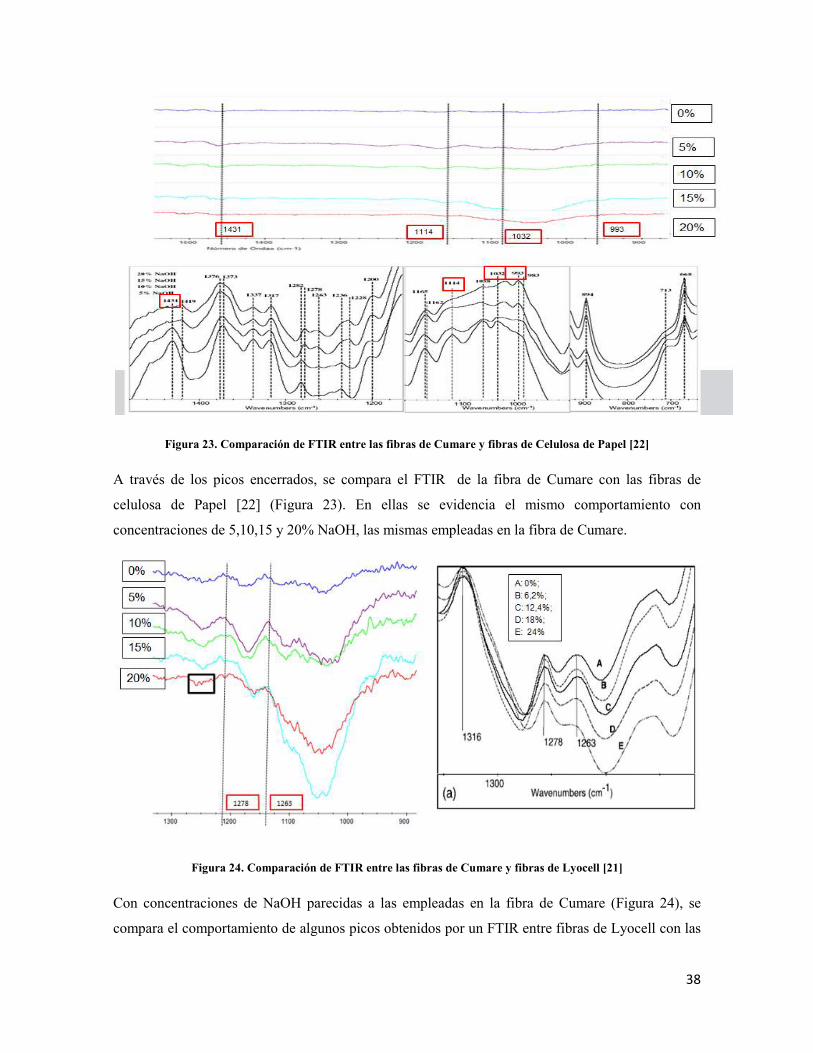
Figura 24. Comparación de FTIR entre las fibras de Cumare y fibras de Lyocell [21]
Con concentraciones de NaOH parecidas a las empleadas en la fibra de Cumare (Figura 24), se
compara el comportamiento de algunos picos obtenidos por un FTIR entre fibras de Lyocell con las
39
de Cumare. A concentraciones parecidas presentan el mismo comportamiento, lo cual evidencian y
ratifican nuevamente, la presencia de Celulosa I y Celulosa II en las concentraciones de 15 y 20%
NaOH.
Por otro lado, la prueba de FTIR también descarta la presencia de nuevos enlaces o nuevos
componentes diferentes a los de la fibra.
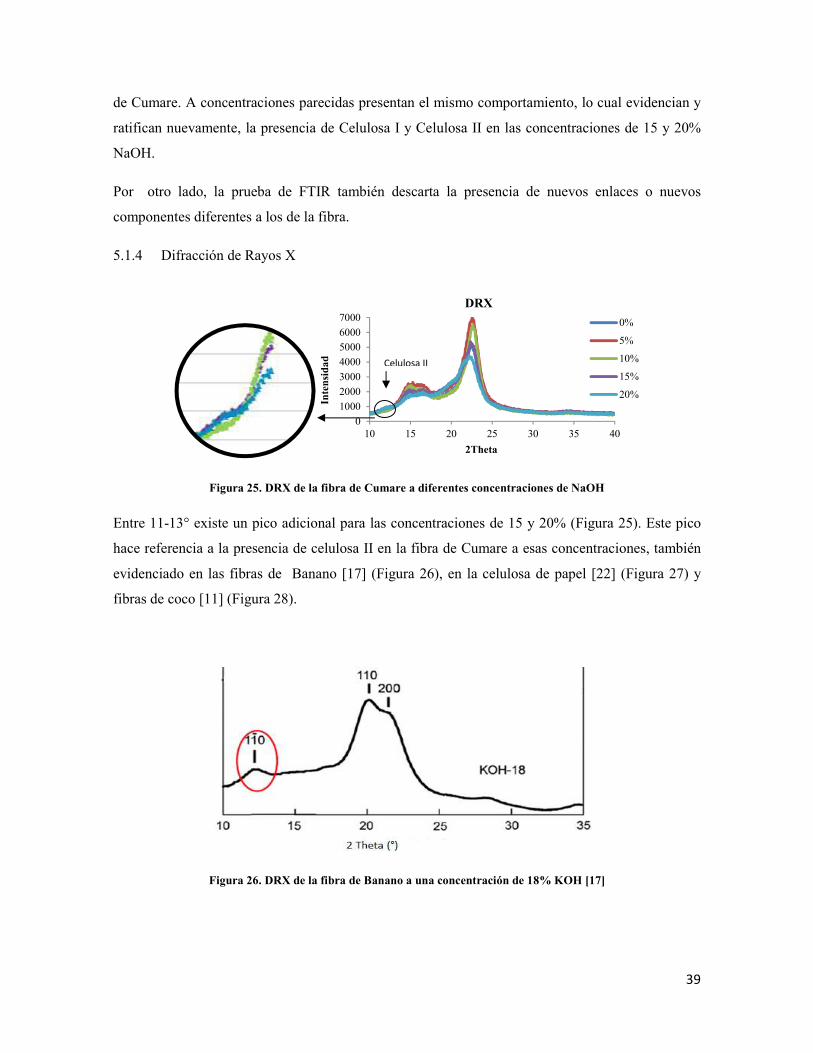
5.1.4 Difracción de Rayos X
Figura 25. DRX de la fibra de Cumare a diferentes concentraciones de NaOH
Entre 11-13° existe un pico adicional para las concentraciones de 15 y 20% (Figura 25). Este pico
hace referencia a la presencia de celulosa II en la fibra de Cumare a esas concentraciones, también
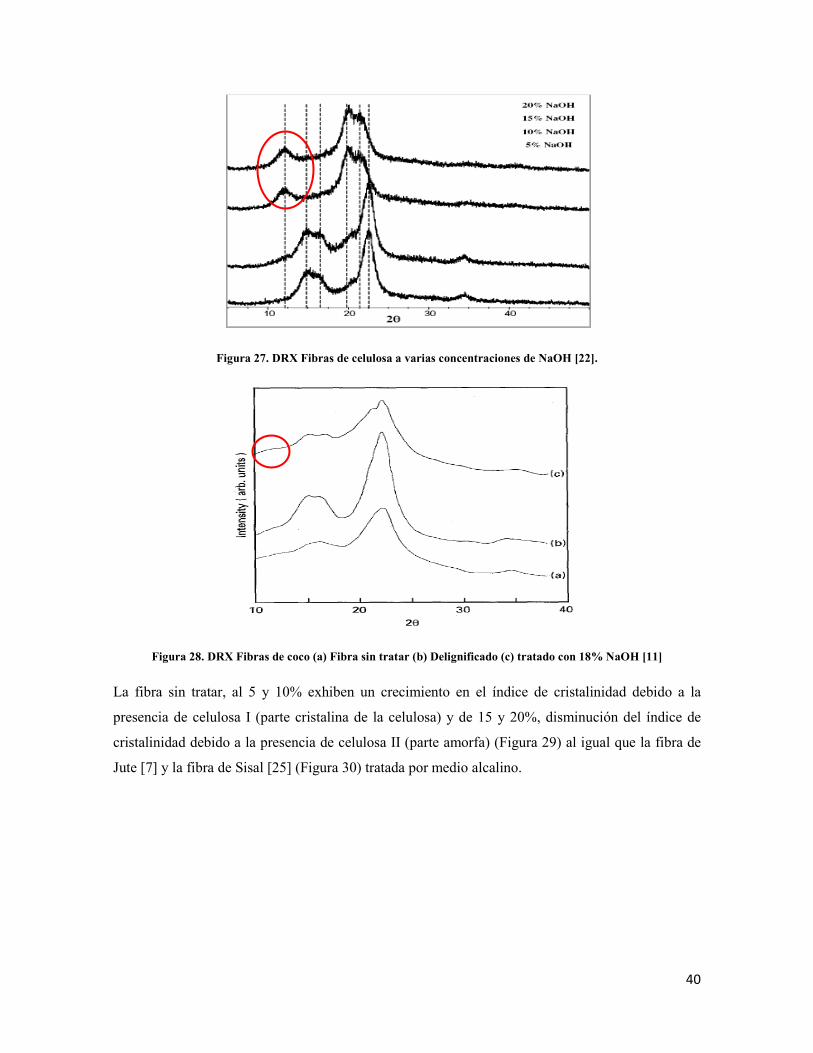
evidenciado en las fibras de Banano [17] (Figura 26), en la celulosa de papel [22] (Figura 27) y
fibras de coco [11] (Figura 28).
Figura 26. DRX de la fibra de Banano a una concentración de 18% KOH [17]
0
1000
2000
3000
4000
5000
6000
7000
10 15 20 25 30 35 40
Intensidad
2Theta
DRX
0%
5%
10%
15%
20%
Celulosa II
40
Figura 27. DRX Fibras de celulosa a varias concentraciones de NaOH [22].
Figura 28. DRX Fibras de coco (a) Fibra sin tratar (b) Delignificado (c) tratado con 18% NaOH [11]
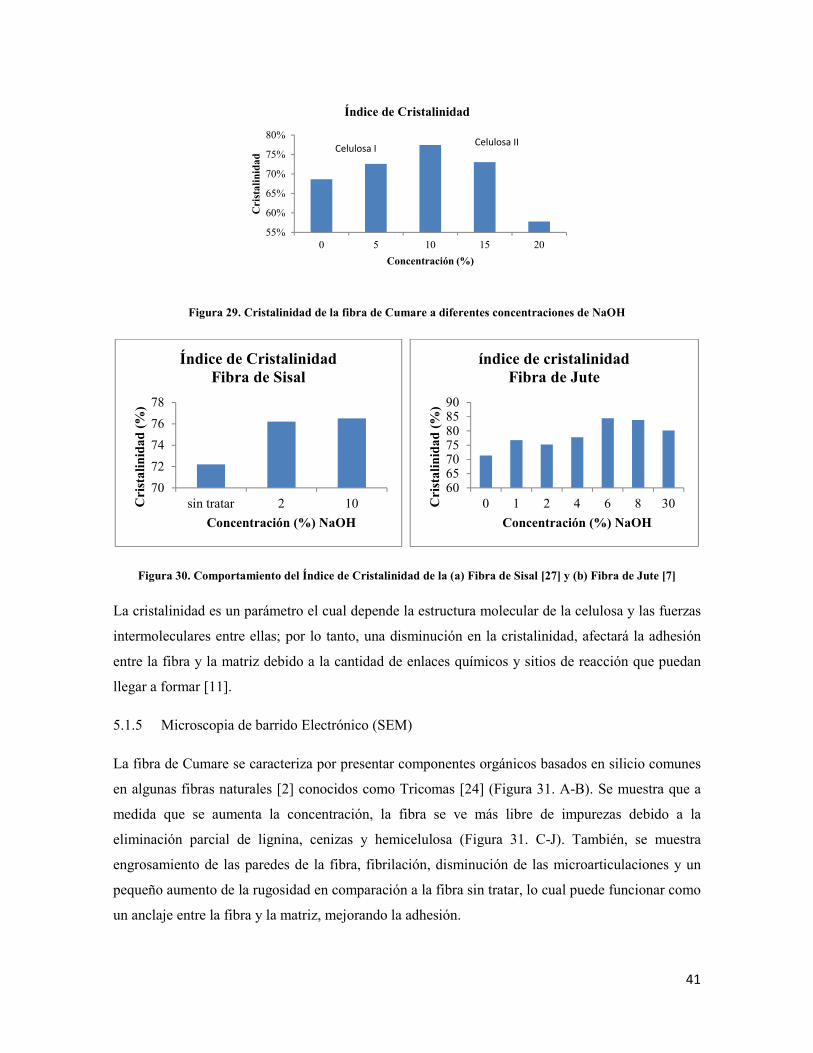
La fibra sin tratar, al 5 y 10% exhiben un crecimiento en el índice de cristalinidad debido a la
presencia de celulosa I (parte cristalina de la celulosa) y de 15 y 20%, disminución del índice de
cristalinidad debido a la presencia de celulosa II (parte amorfa) (Figura 29) al igual que la fibra de
Jute [7] y la fibra de Sisal [25] (Figura 30) tratada por medio alcalino.
41
Figura 29. Cristalinidad de la fibra de Cumare a diferentes concentraciones de NaOH
Figura 30. Comportamiento del Índice de Cristalinidad de la (a) Fibra de Sisal [27] y (b) Fibra de Jute [7]
La cristalinidad es un parámetro el cual depende la estructura molecular de la celulosa y las fuerzas
intermoleculares entre ellas; por lo tanto, una disminución en la cristalinidad, afectará la adhesión
entre la fibra y la matriz debido a la cantidad de enlaces químicos y sitios de reacción que puedan
llegar a formar [11].
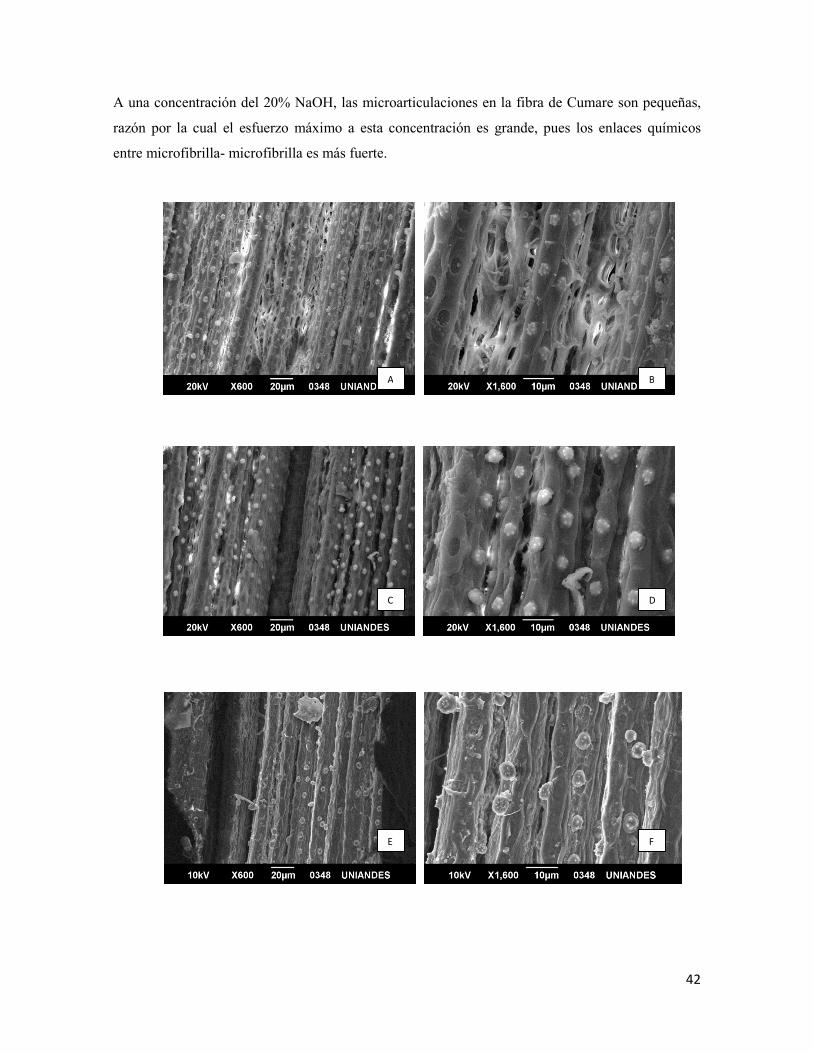
5.1.5 Microscopia de barrido Electrónico (SEM)
La fibra de Cumare se caracteriza por presentar componentes orgánicos basados en silicio comunes
en algunas fibras naturales [2] conocidos como Tricomas [24] (Figura 31. A-B). Se muestra que a
medida que se aumenta la concentración, la fibra se ve más libre de impurezas debido a la
eliminación parcial de lignina, cenizas y hemicelulosa (Figura 31. C-J). También, se muestra
engrosamiento de las paredes de la fibra, fibrilación, disminución de las microarticulaciones y un
pequeño aumento de la rugosidad en comparación a la fibra sin tratar, lo cual puede funcionar como
un anclaje entre la fibra y la matriz, mejorando la adhesión.
55%
60%
65%
70%
75%
80%
0 5 10 15 20Cristalinidad
Concentración (%)
Índice de Cristalinidad
70
72
74
76
78
sin tratar 2 10Cristalinidad
(%)
Concentración (%) NaOH
Índice de CristalinidadFibra de Sisal
60657075808590
0 1 2 4 6 8 30Cristalinidad
(%)
Concentración (%) NaOH
índice de cristalinidad Fibra de Jute
Celulosa I Celulosa II
42
A una concentración del 20% NaOH, las microarticulaciones en la fibra de Cumare son pequeñas,
razón por la cual el esfuerzo máximo a esta concentración es grande, pues los enlaces químicos
entre microfibrilla- microfibrilla es más fuerte.
A B
C D
E F

43
Los tricomas anteriormente mencionados, son comunes en algunas fibras Naturales. Por ejemplo, en
la fibra de Nuez [28] como en la fibra de Cumare, éstas funcionan como un tipo de anclaje
mecánico, el cual hace que mejore la adhesión con la matriz.
H
I J
G
Figura 31. Micrografías de la fibra de Cumare (A-B) sin tratar, (C-D) tratada al 5%, (E y F) tratada al 10%, (G-H) tratada al
15% (I-J) tratada al 20%
44
Figura 32. Micrografías de la fibra de una nuez (Betelnut) antes y después de tratamiento alcalino [28]
No se observan efectos ópticos significativos entre 5-20% NaOH (Figura 31. C-J), pero si en
comparación a la fibra sin tratar (Figura 8.A-B).
5.1.6 Prueba de extracción (Pull-out)
Figura 33. Curvas características de Carga vs. Desplazamiento bajo diferentes concentraciones de NaOH
0
10
20
30
40
50
60
0 2 4 6 8 10
Carga
(N)
Desplazamiento (mm)
Curvas de pull-out según Carga Característica
0%
5%
10%
15%
20%
Esfuerzos friccionales
45
A diferencia de la curva en la prueba de Extracción de la fibra de Cumare sin tratar, las curvas con
tratamiento presentan mayor desplazamiento, a excepción del 20% donde la adhesión no mejoró
(Figura 33 y 34). Bajo esta concentración, la fibra presentó el menor índice de cristalinidad por lo
que la adhesión disminuyó debido a la falta de sitios activos para reaccionar [12].
Figura 34. Comportamiento del esfuerzo interfacial de adhesión característico bajo diferentes concentraciones de
NaOH
Por el contrario, la concentración de 10% presenta el mayor esfuerzo interfacial de adhesión (Figura
34) con el mayor índice de cristalinidad (Figura 29), por lo que la posibilidad de formación de
puentes de hidrógeno entre fibra-fibra y fibra- matriz es mayor [1], [5].
Para el resto de concentraciones (excepto 20%), todas ayudaron a mejorar la adhesión con la matriz
de PLA, pero bajo el 10% NaOH se alcanzó a obtener un incremento de 173% en comparación a la
fibra sin tratar aunque con una dispersión bastante alta.
Estadísticamente, el tratamiento alcalino tiene efecto significativo sobre el IFFS de la fibra de
Cumare con un valor p de 0.002 y un nivel de significancia de 0.05.
En comparación con otros biocompuestos, con los tratamientos químicos se mejora la adhesión
hasta un límite, pues esto dependerá de las condiciones del tratamiento, y por supuesto, de su
severidad.
0
1
2
3
4
5
6
0 5 10 15 20IFFS característico (M
Pa)
Concentración NaOH (%)
Esfuerzo interfacial de adhesión
46
Figura 35. Esfuerzo interfacial de adhesión de un compuesto Sisal/ Poliéster [27]
La dispersión en los datos está inherente a las fibras Naturales.
5.2 Explosión de vapor alcalino
5.2.2 Propiedades físicas
Figura 36. Densidad volumétrica, densidad lineal y área transversal de la fibra de Cumare con Explosión de vapor
alcalino
Al realizarse un análisis de varianza, se encuentra que la explosión de vapor alcalino tiene
estadísticamente un efecto significativo sobre la densidad líneal y el área transversal de las fibras de
Cumare con valor p de 0.0034 y 0.036, respectivamente, ambos con un nivel de significancia de
0.05. Sin embargo, en ninguna de las propiedades físicas aquí estudiadas, se encuentran diferencias
significativas entre las fibras tratadas a 160°C y 180°C. En contraste, la densidad volumétrica de las
fibras bajo este tratamiento, no tienen estadísticamente efectos significativos, pues el rango de
0
2
4
6
8
10
sintratar
0,25 0,5 1 2 5 10
IFFS (MPa)
Concentración (%) NaOH
Compuesto Sisal/ Poliéster
0
0,4
0,8
1,2
Sin tratamiento 160 180
Temperatura (°C)
Densidadvolumétrica(g/cm3)
Densidadlineal (g/m)
Áreatransversal(mm2)
47
dispersión es tan amplio que alcanzan a solaparse las desviaciones estándar de la fibra sin tratar,
tratadas a 160°C y 180 °C (Figura 36).
La densidad lineal bajo este tratamiento es menor en comparación a las fibras sin tratar y tratadas
por medio alcalino, por lo que se llega a retirar más contenido no celulósico en la superficie de la
fibra (Figura 40) y alcanza mayor fibrilación (Figura 43).
5.2.3 Propiedades mecánicas
Figura 37. Comportamiento del esfuerzo máximo característico para la fibra sin tratar y tratada a 160°C y 180°C.
Figura 38. Comportamiento de la deformación unitaria máxima característico para la fibra sin tratar y tratada a
160°C y 180°C
0
200
400
600
800
1000
Sin tratamiento 160 °C, 0,7 180 °C, 1
Esfuerzo máx caract (M
Pa)
Temperatura y presión (°C, MPa)
Esfuerzo máximo
0
0,05
0,1
0,15
0,2
0,25
0,3
Sin tratamiento 160 °C, 0,7 180 °C, 1
Deformación unitaria m
áxim
a caract (m
m/m
m)
Temperatura y presión (°C, MPa)
Deformación unitaria máxima
48
Figura 39. Comportamiento del módulo de Young característico para la fibra sin tratar y tratada a 160°C y 180°C
A 160°C y una presión de 0,7 MPa, se obtiene el mejor esfuerzo máximo en comparación a la fibra
sin tratar y tratada por medio alcalino (Figura 19). A 180°C, las propiedades de la fibra disminuyen,
pues la fibra se deteriora un poco (Figura 43) y la temperatura puede ocasionar doblajes en la
estructura de la celulosa, el cual puede producir una aglomeración de microfibrillas que se traducen
en la disminución de las propiedades [23].
Por otro lado, la deformación unitaria máxima aumenta para las dos temperaturas en comparación
con la fibra sin tratar. A 20% NaOH se obtiene la mejor deformación unitaria máxima, pues a esta
concentración, la celulosa se encuentra en transición amorfa, el cual los deslizamientos dentro de
ella facilitan la flexibilidad (Figura 21), mientras con la explosión de vapor alcalina, la cristalinidad
aumenta (Figura 42).
Según un análisis de varianza realizada al esfuerzo máximo, la deformación unitaria máxima y el
módulo de Young, todos con un nivel de significancia de 0.05, se encontró que estadísticamente
tienen efectos significativos el esfuerzo máximo con un valor p de 6.76E-6 y la deformación
unitaria máxima con 2.77E-10, mientras el módulo de Young con este tratamiento (valor p de 0.84),
no tiene efectos significativos sobre la fibra sin tratar, al igual que la fibra de Sisal [8].
0
0,5
1
1,5
2
2,5
3
Sin tratamiento 160 °C, 0,7 180 °C, 1Mód
ulo de You
ng Caract (G
Pa)
Temperatura y presión (°C, MPa)
Módulo de Young
49
5.2.3 Espectroscopia de Infrarrojo
No se tienen diferencias significativas entre 3500-3300 cm-1 (estiramiento OH) característica de los
enlaces de la celulosa, razón por la cual el módulo de Young no cambia en las tres condiciones
(Figura 40). A diferencia del tratamiento alcalino, la explosión de vapor se caracteriza por la
hidrólisis de la hemicelulosa (1750-1500cm-1) y ruptura de los enlaces de la lignina (2850-2950cm-
1; 1200-1000 cm-1); cuando éstos fueron superpuestos con los espectros del tratamiento alcalino a
las cinco concentraciones (incluyendo a la fibra sin tratar) la intensidad de los picos de la
hemicelulosa son muchos menores que los tratados por medio alcalino. Sin embargo, se logró tan
sólo una eliminación parcial de la lignina por el pre tratamiento alcalino, otras de las razones por la
cual se mantiene un poco la rigidez en la fibra [14].
5.2.4 Difracción de Rayos X
Figura 40. Espectros de Infrarrojo para la fibra de Cumare sin tratar, a 160°C y 180°C por explosión de vapor alcalina
50
Figura 41. DRX para la fibra de Cumare sin tratar, a 160°C y 180°C
No se observan picos adicionales en las curvas obtenidas en el DRX (Figura 41) ni en el FTIR
(Figura 40), ni investigaciones anteriores que revelen la presencia de Celulosa II a través de este
tratamiento bajo estas condiciones.
A diferencia del tratamiento de mercerización, la explosión de vapor alcalino aumentó el índice de
cristalinidad de las fibras de Cumare debido a la doble acción que ejerce sobre ellas: una acción
química y una acción física el cual activa más sitios de reacción y genera mayores enlaces entre
ellas. También, este incremento es atribuido a la temperatura, el cual produce ajustes en la
estructura molecular de la celulosa [8], [14], [12].
Figura 42. Índice de Cristalinidad de la fibra de Cumare sin tratar, y tratada a 160°C y 180°C
Se tuvo un incremento del índice de cristalinidad casi del 15% con 160°C y 18% con 180°C (Figura
42).
Ibrahima et. al [29] comparó el índice de cristalinidad obtenido por medio de tratamiento alcalino
con el obtenido por la explosión de vapor alcalino sobre fibras de Banano. Se aumentó el índice de
0
1000
2000
3000
4000
5000
6000
5 25 45
Intensidad
2 Theta
DRX Para diferentes temperaturas de vapor
Sintratar160°C
180°C
60%
65%
70%
75%
80%
85%
Sin tratar 160 180
Cristalinidad
Índice de cristalinidad
Celulosa I
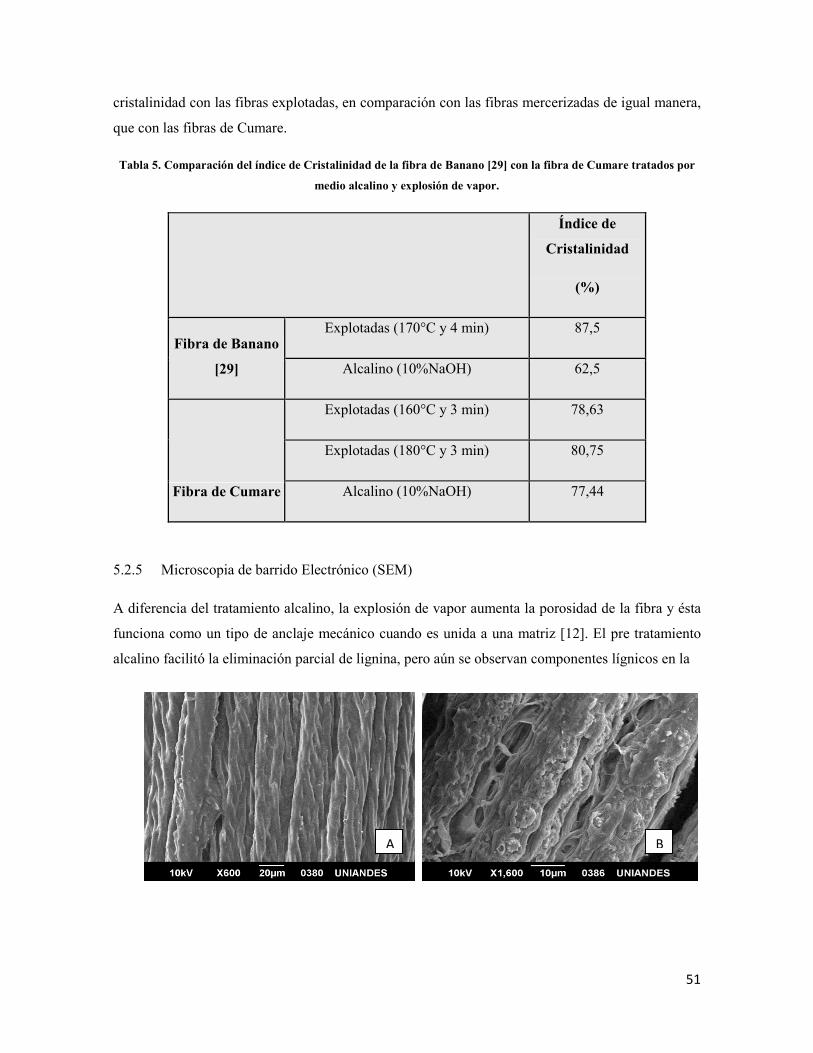
51
cristalinidad con las fibras explotadas, en comparación con las fibras mercerizadas de igual manera,
que con las fibras de Cumare.
Tabla 5. Comparación del índice de Cristalinidad de la fibra de Banano [29] con la fibra de Cumare tratados por
medio alcalino y explosión de vapor.
Índice de
Cristalinidad
(%)
Fibra de Banano
[29]
Explotadas (170°C y 4 min) 87,5
Alcalino (10%NaOH) 62,5
Fibra de Cumare
Explotadas (160°C y 3 min) 78,63
Explotadas (180°C y 3 min) 80,75
Alcalino (10%NaOH) 77,44
5.2.5 Microscopia de barrido Electrónico (SEM)
A diferencia del tratamiento alcalino, la explosión de vapor aumenta la porosidad de la fibra y ésta
funciona como un tipo de anclaje mecánico cuando es unida a una matriz [12]. El pre tratamiento
alcalino facilitó la eliminación parcial de lignina, pero aún se observan componentes lígnicos en la
A B
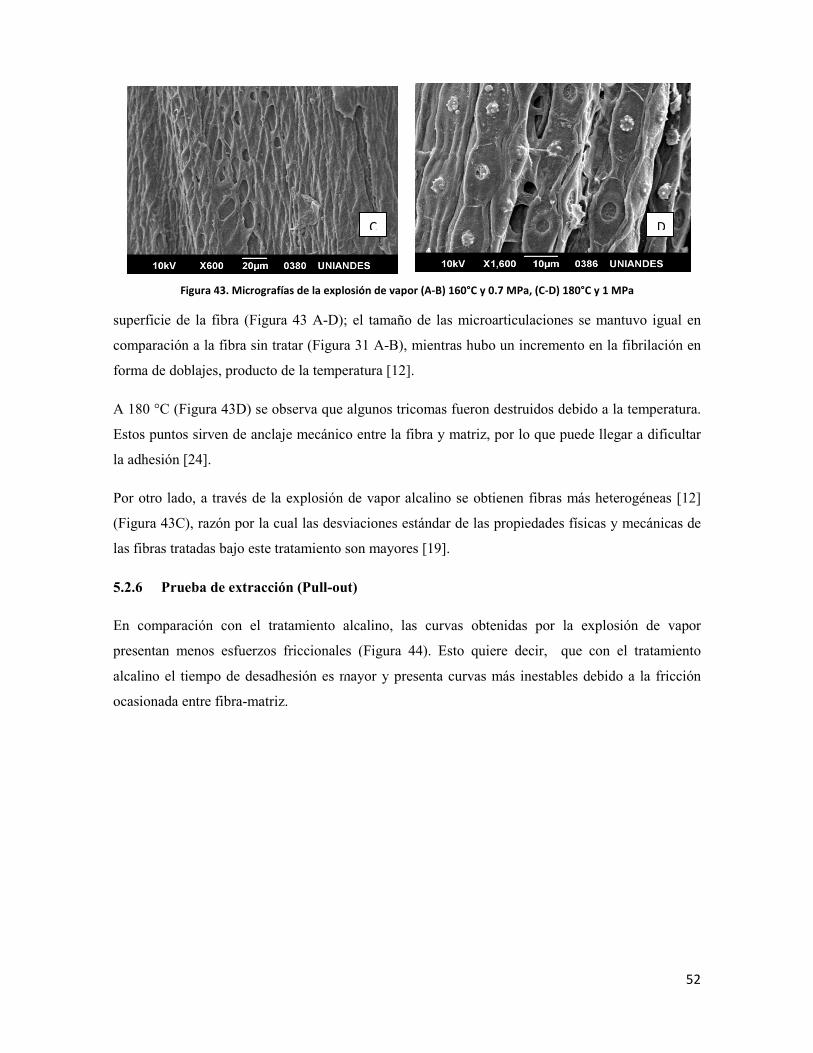
52
superficie de la fibra (Figura 43 A-D); el tamaño de las microarticulaciones se mantuvo igual en
comparación a la fibra sin tratar (Figura 31 A-B), mientras hubo un incremento en la fibrilación en
forma de doblajes, producto de la temperatura [12].
A 180 °C (Figura 43D) se observa que algunos tricomas fueron destruidos debido a la temperatura.
Estos puntos sirven de anclaje mecánico entre la fibra y matriz, por lo que puede llegar a dificultar
la adhesión [24].
Por otro lado, a través de la explosión de vapor alcalino se obtienen fibras más heterogéneas [12]
(Figura 43C), razón por la cual las desviaciones estándar de las propiedades físicas y mecánicas de
las fibras tratadas bajo este tratamiento son mayores [19].
5.2.6 Prueba de extracción (Pull-out)
En comparación con el tratamiento alcalino, las curvas obtenidas por la explosión de vapor
presentan menos esfuerzos friccionales (Figura 44). Esto quiere decir, que con el tratamiento
alcalino el tiempo de desadhesión es mayor y presenta curvas más inestables debido a la fricción
ocasionada entre fibra-matriz.
Porosidad
Lignina
C D
Figura 43. Micrografías de la explosión de vapor (A-B) 160°C y 0.7 MPa, (C-D) 180°C y 1 MPa
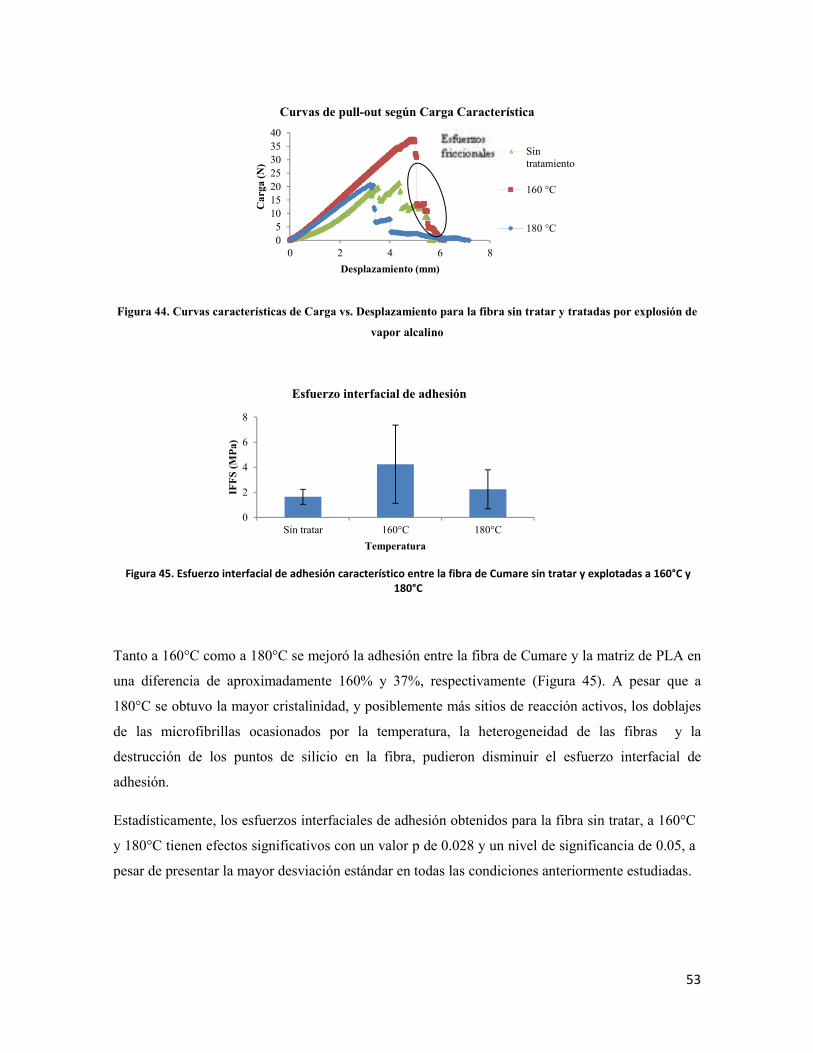
53
Figura 44. Curvas características de Carga vs. Desplazamiento para la fibra sin tratar y tratadas por explosión de
vapor alcalino
Tanto a 160°C como a 180°C se mejoró la adhesión entre la fibra de Cumare y la matriz de PLA en
una diferencia de aproximadamente 160% y 37%, respectivamente (Figura 45). A pesar que a
180°C se obtuvo la mayor cristalinidad, y posiblemente más sitios de reacción activos, los doblajes
de las microfibrillas ocasionados por la temperatura, la heterogeneidad de las fibras y la
destrucción de los puntos de silicio en la fibra, pudieron disminuir el esfuerzo interfacial de
adhesión.
Estadísticamente, los esfuerzos interfaciales de adhesión obtenidos para la fibra sin tratar, a 160°C
y 180°C tienen efectos significativos con un valor p de 0.028 y un nivel de significancia de 0.05, a
pesar de presentar la mayor desviación estándar en todas las condiciones anteriormente estudiadas.
05
10152025303540
0 2 4 6 8Carga
(N)
Desplazamiento (mm)
Curvas de pull-out según Carga Característica
Sintratamiento
160 °C
180 °C
0
2
4
6
8
Sin tratar 160°C 180°C
IFFS (MPa)
Temperatura
Esfuerzo interfacial de adhesión
Figura 45. Esfuerzo interfacial de adhesión característico entre la fibra de Cumare sin tratar y explotadas a 160°C y
180°C
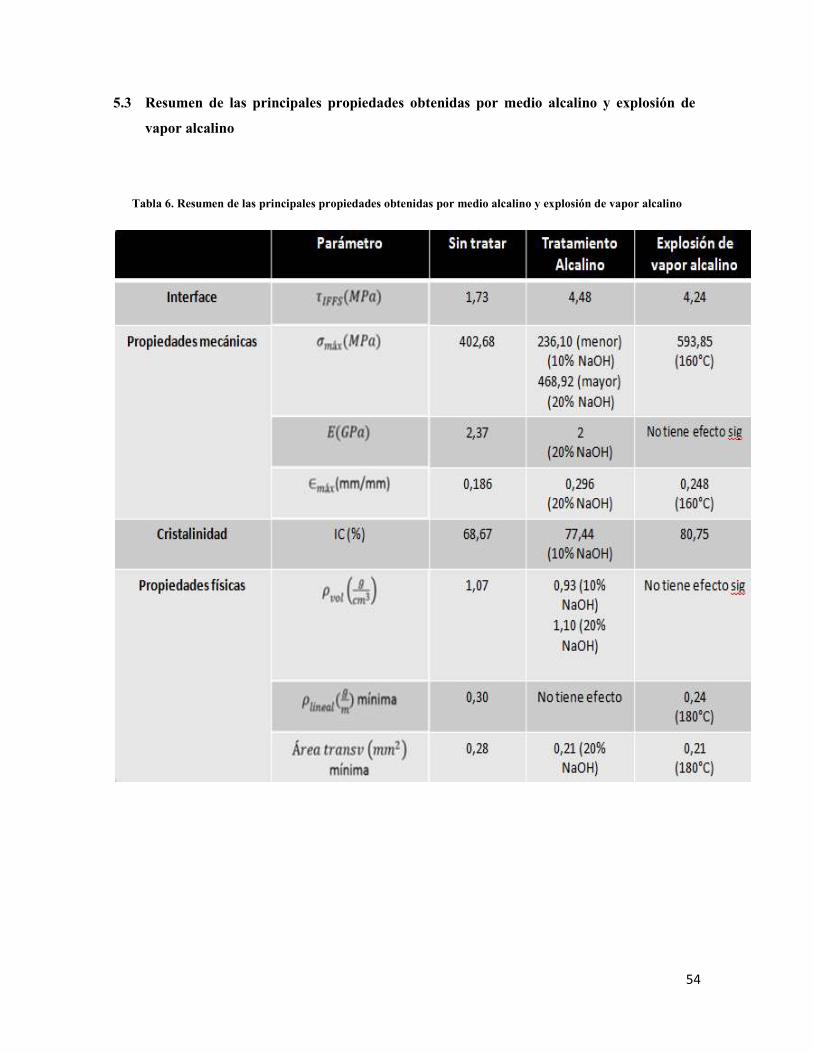
54
5.3 Resumen de las principales propiedades obtenidas por medio alcalino y explosión de
vapor alcalino
Tabla 6. Resumen de las principales propiedades obtenidas por medio alcalino y explosión de vapor alcalino
55
6. Trabajo Futuro
Como trabajo futuro se espera la aplicación de estos dos tratamientos sobre la fibra de Cumare al
10% (w/w) NaOH y 160°C y 0,7 MPa.
7. Conclusiones
Se evaluó el efecto del tratamiento superficial (físico y químico) sobre la interface entre la fibra de
Cumare y la matriz de PLA. Los tratamientos superficiales evaluados modificaron la superficie de
la fibra y ocasionaron cambios estructurales en la celulosa, dependiendo de variables como la
temperatura, la concentración y el tiempo.
Se mejoró la adhesión con el tratamiento alcalino porque actuó sobre los enlaces de hidrógeno de la
fibra y la matriz, y con la explosión de vapor alcalino porque produjo aumento de porosidades y
cristalinidad.
Con una concentración de 10% (w/w) NaOH se obtiene el mejor esfuerzo interfacial de adhesión,
pero el menor esfuerzo máximo de la fibra.
A 160°C con explosión de vapor alcalino se alcanza el mejor esfuerzo máximo de la fibra y un
incremento de 145% en el esfuerzo interfacial de adhesión. Sin embargo, bajo esta condición se
obtiene una dispersión bastante alta.
56
8. Bibliografía
[1] Bachtiar, S. (2008). The effect of alkaline treatment on tensile properties of sugar palm fibre
reinforced epoxy composites. Materials and Design 29 , 1285–1290.
[2] Alawar, A. M.-K. (2009). Characterization of treated date palm tree fiber as composite
reinforcement. Composites: Part B 40 , 601–606.
[3] Jayamol, M. S. (2001). A Review on Interface Modification and Characterization of Natural
Fiber Reinforced Plastic Composites. Polymer Enginnering and science, 1471-1485.
[4] Van de Weyenberg, T. C. (2006). Improving the properties of UD flax fibre reinforced
composites by applying an alkaline fibre treatment. Composites: Part A 37 , 1368–1376.
[5] Gomes, T. M. (2007). Development and effect of alkali treatment on tensile properties of
curaua fiber green composites. Composites: Part A 38 , 1811–1820.
[6] Maya, S. T. (2008). Biofibres and biocomposites. Carbohydrate Polymers 71 , 343–364.
[7] Mwaikambo, A. (2002). Chemical Modification of Hemp, Sisal, Jute, and Kapok Fibers by
Alkalization. Journal of Applied Polymer Science, Vol. 84, 2222–2234.
[8] Rong, M. Z. (2001). The effect of fiber treatment on the mechanical properties of unidirectional
sisal- reinforced epoxy composites. Composites Science and technology 61, 1437-1447.
[9] Maya, S. T. (2008). Biofibres and biocomposites. Carbohydrate Polymers 71 , 343–364
[10] Okano, S. (1984). Mercerization of Cellulose. I. X-Ray Diffraction Evidence for Intermediate
Structures*. Journal of Applied Polymer Science, Vol. 29, , 4175-4182.
[11] Sreenivasan, B. I. (1996). Influence of delignification and alkali treatment on the fine
structure of coir fibres (Cocos Nucifera). Journal of materials science 31, 721-726.
[12] Deepa, E. A. (2010). Structure, morphology and thermal characteristics of banana nano fibers
obtained by steam explosion. Bioresource Technology , 1-10.
[13] Marchessault, R.H., 1991. Steam explosion: a refining process for lignocellulosics. In: Focher,
B., Marzetti, V., Crescenci, V. (Eds.), Steam Explosion Techniques: Fundamentals and Industrial
Applications. Gordon and Breach Science Publishers, Philadelphia, pp. 1–19.
57
[14] Saha, S. M. (2010). Enhancement of tensile strength of lignocellulosic jute fibers by alkali-
steam treatment. Bioresource Technology 10, 3182–3187.
[15] Satyanarayana, K. S. (1990). Natural Fibre-Polymer Composites. Cement & Concrete
Composites 12, 117-136.
[16] Páez, D. (2011). Caracterización Micromecánica Interfacial de un Compuesto de Ácido
Láctico Reforzado con Fibras Naturales de Cumare. Bogotá: Tesis de Maestría de la Universidad
de los Andes
[17] Zuluaga, J. L. (2009). Cellulose microfibrils from banana rachis: Effect of alkaline treatments
on structural and morphological features. Carbohydrate Polymers 76 , 51–59
[18] Gañan. (2007). Determination of optimal alkaline treatment conditions for fique fiber bundles
as reinforcement of composites materials. Revista Técnica de la Facultad de Ingeniería
Universidad del Zulia, 1-10
[19] Xu, G. K. (2006). Modification of wool fiber using steam explosion. European Polymer
Journal 42 , 2168–2173
[20] Segal, L. and Conrad, C. M., Characterization of cellulose derivatives by means of the x-ray
diffractometer, AmericanDyestuff Reporter, 46, 637-642 (1957).
[21] O´ Connor R.T. Relation of Certain Infrared Bands to Cellulose Crystallinity and Crystal
lattice type. Part II. A new Infrared ratio for estimation of Crystallinity in Cellulosa I and II,
Journal or Applied Polymer Science, Vol. 8, 1325-1341, 1964.
[22] Youn Oh, D. I. (2005). FTIR analysis of cellulose treated with sodium hydroxide and carbon
dioxide. Carbohydrate Research 340, 417–428
[23] Zhao, K. Z. (2007). Studying cellulose fiber structure by SEM, XRD, NMR and acid
hydrolysis. Carbohydrate Polymers 68 , 235–241.
[24] Nirmal, N. S. (2011). On the effect of different polymer matrix and fibre treatment on single
fibre pullout test using betelnut fibres. Materials and Design, 1-10.
[25] ] Sydenstricker, S. M. (2003). Pull-out and other evaluations in sisal-reinforced polyester.
Polymer Testing 22 , 375–380
[26] Montgomery, Douglas. Design and Analysis of Experiments, 5th edition. Wiley, USA, 1997.
58
[27] Sydenstricker, S. M. (2003). Pull-out and other evaluations in sisal-reinforced polyester.
Polymer Testing 22 , 375–380.
[28] Nirmal, N. S. (2011). On the effect of different polymer matrix and fibre treatment on single
fibre pullout test using betelnut fibres. Materials and Design, 1-10.
[29] Ibrahima, A. D.-Z. (2010). Banana fibers and microfibrils as lignocellulosic reinforcements in
polymer. Carbohydrate Polymers 81, 811–819
[30] Han, J. D. (2010). Effect of steam explosion treatment on characteristics of wheat straw.
Industrial Crops and Products 31, 28–33
[31] Vignon, D. D.-J. (1996). MORPHOLOGICAL CHARACTERIZATION OF STEAM
EXPLODED HEMP FIBERS AND THEIR UTILIZATION IN. Bioresource Tecllll%gy 58, 203-
215.
[32] Li, C. H. (2008). Interfacial studies of sisal fiber reinforced high density polyethylene (HDPE)
composites. Composites: Part A 39 , 570–578.
[33] Shao, G. W. (2008). Changes in chemical characteristics of bamboo (Phyllostachys
pubescens) components during steam explosion. Wood Sci Technol, 439–451.
[34] KESSLER, U. B. (1998). STEAM EXPLOSION OF FLAX Ð A SUPERIOR TECHNIQUE
FOR UPGRADING FIBRE VALUE. Biomass and Bioenergy Vol. 14, 237-249.