Embed Size (px)
Citation preview

CORPORACIÓN MEXICANA DE INVESTIGACIÓN EN MATERIALES
DIVISIÓN DE ESTUDIOS DE POSGRADO
EFECTOS DE LAS VARIABLES DEL PROCESO DE SOLDADURA GMAW
ENFOCADAS A LA DISTORSIÓN GENERADAS EN ENSAMBLES DE ACEROS
AL CARBONO ASTM A36
POR
ING. EDUARDO CORTÉS GRIJALVA
MONOGRAFÍA
EN OPCIÓN COMO ESPECIALISTA EN TECNOLOGÍA
DE LA SOLDADURA INDUSTRIAL
SALTILLO, COAHUILA, 21 DE DICIEMBRE DE 2009

CORPORACIÓN MEXICANA DE INVESTIGACIÓN EN MATERIALES
DIVISIÓN DE ESTUDIOS DE POS-GRADO
EFECTOS DE LAS VARIABLES DEL PROCESO DE SOLDADURA GMAW
ENFOCADAS A LA DISTORSIÓN GENERADAS EN ENSAMBLES DE ACEROS
AL CARBONO ASTM A36
POR
ING. EDUARDO CORTÉS GRIJALVA
MONOGRAFÍA
EN OPCIÓN COMO ESPECIALISTA EN TECNOLOGÍADE LA SOLDADURA INDUSTRIAL
SALTILLO, COAHUILA, MÉXICO 21 DE DICIEMBRE DE 2009

Corporación Mexicana de Investigación en Materiales
Gerencia de Desarrollo Humano
División de Estudios de Postgrado
Los miembros del Comité Tutorial recomendamos que la Monografía
"EFECTOS DE LAS VARIABLES DEL PROCESO DE SOLDADURA GMAW
ENFOCADAS A LA DISTORSIÓN GENERADAS EN ENSAMBLES DE ACEROS
AL CARBONO ASTM A36", realizada por el alumno (a) EDUARDO CORTÉS
GRIJALVA, con número de matrícula 08-ES072 sea aceptada para su defensa
como Especialista en Tecnología de la Soldadura Industrial.
El Comité Tutorial
rto AguiIng. Roberto Aguillón Ortiz¿Tutor en Planta
M.C. Claudia
Co
García Cerecero
Académico
M.C. Marco Aurelio González Albarrán
Asesor
zález Rodríguezé Posgrado

Corporación Mexicana de Investigación en Materiales
Gerencia de Desarrollo Humano
División de Estudios de Postgrado
Los abajo firmantes, miembros del Jurado del Examen de
especialización del alumno EDUARDO CORTÉS GRIJALVA, una vez leída y
revisada la Monografía titulada "EFECTOS DE LAS VARIABLES DEL
PROCESO DE SOLDADURA GMAW ENFOCADAS A LA DISTORSIÓN
GENERADAS EN ENSAMBLES DE ACEROS AL CARBONO ASTM A36",
aceptamos que la referida monografía revisada y corregida, sea presentada por
el alumno para aspirar al grado de Especialista en Tecnología de la Soldadura
Industrial durante la defensa de la monografía correspondiente.
Y para que así conste firmamos la presente a los 21 días del mes de diciembre
del 2009.
Dr.drücíano Eliezer Ramírez VidaurriPresidente
M.C. G
M.C. Víctor Hugo López CortezSecretario
flelyGarcía Cerecerofocal

DEDICATORIAS Y AGRADECIMIENTOS
Dedico el presente trabajo a mis padres, hermanos mi esposa y mis dos
enanos por el apoyo y paciencia que me han demostrado en el logro de este
objetivo, así como a mi asesor el M.C. Gabriel Garda Cerecero por todos los
aportes tanto de valor académico como personal y a cada uno de los
catedráticos que nos aportaron el conocimiento para poder desarrollar con
éxito el siguiente contenido.

ÍNDICE
SÍNTESIS 1
1 CAPÍTULO 1 INTRODUCCIÓN 2
1.1 ANTECEDENTES 3
1.2 PLANTEAMIENTO DEL PROBLEMA 5
1.3 OBJETIVO 5
1.4 JUSTIFICACIÓN 5
1.5 BENEFICIOS DEL PROYECTO 6
1.6 ALCANCE DEL PROYECTO 6
2 CAPÍTULO 2 MARCO TEÓRICO 7
2.1 PROCESOS DE SOLDADURA GMAW 7
2.2 CLASIFICACIÓN DE LOS ACEROS ASTM A36 17
2.3 EFECTO DE LAS VARIABLES EN GMAW 21
2.4 FORMAS COMUNES DE DISTORSIÓN 25
2.5 MEDICIÓN DE LAS VARIABLES 32
2.6 DISTORSIÓN 49
2.7 CONTROL DIMENSIONAL 50
3 CAPÍTULO 3 ANÁLISIS DE LA BIBLIOGRAFÍA 58
4 CAPÍTIULO 4 CONCLUSIONES 60
BIBLIOGRAFÍA 62
LISTA DE TABLAS 64
LISTADO DE FIGURAS 65

SÍNTESIS
El conocimiento de las variables en procesos de soldadura por arco eléctrico
puede ser de gran beneficio para las compañías que están dedicadas a la
manufactura, diseño y/o reparación.
La comprensión de cómo se comportará un material de acero estructural
soldado, permite tener un panorama más claro sobre la problemática de la
distorsión térmica. Muchos autores han estudiado las posibles causas que
generan las distorsiones, luego de analizar los diferentes modos de falla, han
llegado a las conclusiones de que existen alternativas para controlar la
distorsión.
Los efectos de los tratamientos térmicos en las soldaduras y las
consideraciones apropiadas de los parámetros de las variables tales como, el
calor de entrada, velocidad de avance, y las características eléctricas de voltaje
y corriente, entre otras, todo esto en función del las propiedades físicas y
químicas del tipo de material base así como del material de aporte, permitirá
que la distorsión de entrada se reduzca considerablemente.
Por otra parte los avances en este campo de estudio han permitido en la
actualidad contar con programas que permiten realizar la simulación de una
junta o ensamble de un proceso de soldadura sin tener que invertir en pruebas
con el material, siendo este uno de los desarrollos importantes en cuestión de
disminuir costos en los procesos de manufactura.

CAPITULO 1
INTRODUCCIÓN
La gran cantidad de diferencias que se pueden presentar, entre una soldadura y
otra, hacen pensar de acuerdo a la numerosa gama de variables que pueden
afectar la aplicación de la misma; que si esto lo viéramos en un ensamble de
una máquina o equipo de la industria de la minería, se tendría una gran
cantidad de metros lineales soldados; esto conllevaría a preguntarse como se
aplica una soldadura y qué elementos la componen, así como el tipo de proceso
de soldadura y los efectos en el material a depositar.
El alcance de este tema está definido únicamente para el proceso GMAW
aplicado a ensambles de aceros ASTM A36.
Los conceptos relacionados tanto con el proceso de soldadura así como con los
aceros se desarrollaran mas adelante y son la en base para entender las
variables a tratar en este estudio y así definir claramente cuáles de estas
variables impactan notablemente en el comportamiento del acero al aplicarle
soldadura; enfocado al costo que esto genera al presentarse alguna distorsión
que pueda llegar a afectar la fabricación del producto final.

1.1. Antecedentes (D
El origen de la soldadura como tecnología para la unión de materiales metálicos
se remonta hasta la Edad del Bronce, donde se encuentran los primeros
vestigios de procesos de soldadura utilizados para fines ornamentales. En la
Edad del Hierro se han encontrado piezas de hierro forjado que habrían sido
unidas calentándolas y martillándolas juntas, desarrollándose así la soldadura
por forjado. En la Edad Media la soldadura en fase sólida se utilizaba para
reducir el mineral de hierro a hierro metálico sin necesidad de fundirlo.
Sin embargo, el problema de unir chapa fue solucionado por la soldadura por
fusión, en la cual una fuente de calor suficientemente intensa como para fundir
los bordes de ambas chapas a unir es desplazada a lo largo de la junta.
Fuentes de calor suficientemente intensas estuvieron disponibles a escala
industrial recién al final del siglo XIX, cuando hicieron su aparición la soldadura
oxi-gas, la soldadura por arco eléctrico y la soldadura por resistencia.
La soldadura por arco eléctrico con electrodo consumible, es el más importante
de los procesos de soldadura por fusión, es más complejo que los otros, por lo
que su desarrollo se produjo con mayor lentitud. Inicialmente, se utilizaron
electrodos de alambre desnudo pero el metal de soldadura resultante contenía
alto nitrógeno que le confería fragilidad. Recubriendo el alambre con asbesto o
papel se mejoraron las propiedades de los depósitos soldados.
La factibilidad de este proceso surge del descubrimiento de Sir Humphry Davy,
en 1809 (2), según el cual la electricidad puede ser conducida a través del aire
entre dos electrodos de carbono (grafito) conformando lo que hoy conocemos
como descarga gaseosa. Posteriormente en 1885, Bemados y Olszewski (2)
patentaron un proceso donde era posible reproducir este fenómeno entre un
electrodo de carbono y una pieza metálica. Como consecuencia del calor
generado se logra una fusión localizada que puede ser utilizada para unir

piezas. Se encontró necesario aportar metal adicional para llenar el hueco
existente entre las dos chapas a unir a través de una varilla hundida dentro de
la pileta líquida.
En 1892, Slawianoff (2) pensó que si la varilla de aporte fuera usada como
cátodo en lugar del electrodo de carbono, ésta se fundiría por el calor generado
en el cátodo y una mucha mayor proporción del calor disipado en el arco
eléctrico entraría a la soldadura. Sin embargo, las soldaduras producidas por
esta técnica eran de muy baja calidad debido a la reacción del metal fundido
con la atmósfera del arco a alta temperatura. En este sentido parece haber sido
fortuito el éxito de la soldadura por arco con electrodo de carbono, ya que éste
al establecerse el arco generaba una atmósfera de CO2 y CO que protegía la
pileta líquida del aire, rico en oxígeno y nitrógeno.
Esto llevó a la idea de aplicar recubrimientos protectores al electrodo, siendo las
primeras patentes en 1907 adjudicadas al sueco O. Kjellberg (2).
Posteriormente fue quien fundó la empresa ESAB (2). Una técnica inicial fue
desarrollada en Bretaña utilizando una tela impregnada con asbestos alrededor
del alambre metálico proveyendo una mejor protección contra la contaminación.
En Estados Unidos, para la Primera Guerra Mundial no se contaba con
asbestos, utilizándose como sustituto fibras de algodón impregnadas en silicato
de sodio húmedo. Este revestimiento era capaz de estabilizar el arco, crear una
atmósfera protectora del oxígeno y del nitrógeno del aire y una escoria, que son
los principales requerimientos de un revestimiento moderno. De hecho los
electrodos celulósicos se siguen utilizando hasta la actualidad.
Así la soldadura adquiría una posición de importancia central en la construcción
de estructuras de ingeniería. Esta tendencia ha continuado y desde la
invención, en 1943, del proceso de soldadura con protección por gas inerte los
procesos de soldadura se han desarrollado y multiplicado a una gran velocidad,
dando como resultado que la gran mayoría de los materiales metálicos

utilizados actualmente en la industria puedan ser soldados por algunos de los
procesos de soldadura existentes (2).
1.2. Planteamiento del problema
La presencia de distorsiones al momento de aplicar una soldadura con un
material de aporte sobre un material base involucra conocer cada una de las
variables que pueden incidir en el proceso.
Actualmente uno de los principales costos más altos en una compañía son los
retrabajos, por lo anterior el conocer los distintos puntos de vista de cada uno
de los autores que han realizado estudios permitirán comprender de una
manera sustentada en base a investigación el cómo contrarrestar los efectos
ocasionados por la distorsión,
1.3. Objetivo
Realizar un estudio bibliográfico sobre los principales efectos de los parámetros
de las variables de soldadura en la generación de las distorsiones en aceros
estructurales, para desarrollar métodos más robustos que puedan minimizar las
deformaciones que se ocasionan en las estructuras, componentes o ensambles.
1.3.1 Objetivos específicos
a) Comprensión de las generalidades sobre la distorsión en ensambles
fabricados por procesos de soldadura por arco eléctrico,
c) Revisión documental de la aplicación de programas de simulación aplicados
a juntas de soldadura.
1.4. Justificación
El aplicar un caso de estudio en los efectos de las variables que contribuyen a
la generación de una distorsión permitirá obtener el conocimiento para poder

limitar la presencia de deformaciones las cuales ocasionan constantes
retrabajos que son contabilizados en un alto costo tanto en mano de obra,
consumibles y energía eléctrica.
1.5. Beneficios del proyecto
El conocimiento sobre las principales causas de distorsión en ensambles
robustos de aceros estructurales, permitirá la correcta selección de los
parámetros de las variables en los procesos de soldadura.
La aplicación de programas de simulación de soldadura permitirá la exploración
de las propiedades mecánicas obtenidas en los ensambles y evaluación de
métodos que algunos autores mencionan permitirá tener un panorama más
claro al respecto obteniendo con esto no solo un ahorro económico si no
también la formación de empleados con conocimientos que permitirán tener
sistemas de calidad, de Ingeniería, Diseño mas robustos.
1.6. Alcances del proyecto
El alcance de este proyecto es conocer las posibles variables que se puedan
presentar en la generación de las distorsiones, en procesos de soldadura por
arco eléctrico en aceros estructurales.

CAPITULO 2
Marco Teórico
2.1. Procesos de soldadura GMAW
Este proceso es conocido como Gas Metal Are Welding (GMAW) es un proceso
que utiliza un arco entre un electrodo de metal de aporte continuo al charco de
soldadura protegido por un gas.
El concepto de GMAW es introducido en el año 1920, pero no fue hasta 1948
que fue fabricado y disponible comercialmente. Primero fue considerado para
ser, fundamentalmente de densidad de corriente alta, así como de diámetros
pequeños para el material de aporte, usando un gas inerte para protección del
arco. Esta primera aplicación fue para soldaduras de aluminio. Como resultado
de esto se le denomino MIG (Metal Are Welding). Procesos subsecuentes
desarrollaron operación que incluían operaciones de densidad de corrientes
bajas y pulsos de corriente directa, aplicaciones para un amplio rango de
materiales y los usos de gases reactivos (particularmente C02) y mezcla de
gases. Esto posteriormente dio como consecuencia que como se usaban tanto
gases reactivos como inertes se aceptara el término de GMAW.
Este tipo de proceso es considerado para poder ser usado en todas las
soldaduras metálicas comerciales y de aleaciones (3).
El proceso GMAW usa calor intenso de un arco eléctrico para fundir el metal
de aporte y el metal base. El alambre o electrodo sólido desnudo consumible se

8
alimenta continuamente al arco. El metal fundido de la punta del alambre-
electrodo es transferido a través del arco a la pieza de trabajo. El gas protege la
soldadura para evitar contaminaciones de la atmósfera del medio ambiente,
como se muestra en la Figura! (3)
GASPROTECTOR
METAL DE SOLDADURA FUNDIDO
METAL DE SOLDADURASOLIDIFICADO J
DIRECCldNDE AVANCE
Figura 1. Proceso de soldadura GMAW (3).
2.1.1. Equipo
El equipo requerido para soldar con GMAW es semiautomático (se muestra en
la Figura 1). Los componentes del equipo básico son: una fuente de
alimentación de corriente continua y voltaje constante, un alimentador de metal
de aporte o electrodo automático y un sistema de control, alambre-electrodo,
una pistola de soldar, cable eléctrico y un conjunto de manguera para el gas de
protección, y un suministro de gas protección (3).
La fuente de alimentación es un transformador rectificador o un generador.
Tiene un ciclo de trabajo de cien por ciento. La fuente de alimentación funciona
continuamente a cargas nominales mientras se alimenta el material de aporte al
arco. Produce voltaje casi constante con amperaje variable similar a la corriente
domestica. En las fuentes de alimentación de voltaje constante, una gran
variación del amperaje da una pequeña variación en el voltaje (3).
Una vez que la unidad de control y el alimentador de alambre están ajustados,
mantiene constante la velocidad apropiada de alimentación del alambre (3).

El amperaje es controlado por la velocidad de la alimentación del material de
aporte. Cuando mayor la velocidad de alimentación, tanto, mayor el amperaje. A
diferencia de la soldadura con electrodos revestidos, la soldadura con alambre
se ve afectada por la sobre extensión de la punta de la pistola de trabajo.
Mientras está soldando, el soldador puede ajustar la longitud de la sobre
extensión. Esto da al soldador el control preciso de todos los parámetros (3).
La pistola de soldador actúa como un conductor y control de arranque y/o
parada de la corriente. También entrega el material de aporte y gas de
protección. La pistola tiene una forma tal que puede agarrarse cómodamente
con el ángulo apropiado del material de aporte o electrodo. Los dos tipos
disponibles de pistolas son el de cuello de cisne y el tipo de tirar o jalar. Ver
Figura. 2 (3).
REGULADOR DE9AI0IPROTECCIÓN
PROVEÉDOROEELCTR000O MATERIAL
UNIDAD OE AUMENTACIÓN DE APORTEDEElECTROOOQIMMN
dh PR0VEEOOR0ECASUiüX / DE PROTECCIÓN
PISTOLA OE SOLDAR
PIEZADÉTfisRiü CIRCULACIÓN DEAGUAíOPClONAn
1.CONDUCTOR ELÉCTRICO DE TRABAJO
2.REGULADOR PARA AGUA
3.GUIA PARA EL AGUA
^.INTERRUPTOR DEL CIRCUrTO DE LA PISTOLA
5. GUIA PARA EL GAS DE PROTECCIÓN
6. ENSAMBLE DEL CABLE DE LA PISTOLA
T. CILINDRO DE GAS DE PROTECCIÓN
8. CONTROL DE LA MAQUINA SOLDADURA
3. CABLE DE LA FUENTE DE PODER
10. ENTRADA DE FUENTE DE PODER PRIMARIA
Figura. 2. Diagrama de un equipo GMAW (3).

10
2.1.3. Mecanismos de Transferencia de Metal (3)
Existen 3 tipos de transferencia de metal en el proceso de GMAW estas son:
/ Transferencia por corto circuito
•s Transferencia globular
/ Transferencia de espray
Los tipos transferencia están determinados por un número de factores, los más
influyentes son los siguientes (3):
> Magnitud y tipo de corriente
> Diámetro de electrodo o material de aporte
> Composición química del electrodo
> Extensión del electrodo
> Gas de protección
2.1.3.1. Transferencia por Corto Circuito
Este tipo de transferencia presenta bajos rangos de corriente de soldadura y
diámetros de electrodo así como una mezcla de Argón y CO2 como gases de
protección; produce contacto el electrodo o metal de aporte en el charco de
soldadura de 20 hasta 200 veces por segundo, produce un pequeño charco de
soldadura el cual es solidificado rápidamente esto es generalmente propio de
los tipos de junta de sección delgada que son óptimos para soldar por este tipo
de transferencia (3 y 4) (Ver Figura 3).
• '- . '--- i .->i
Chisporroteo
Inicio del El circuito es Gotas tocan el Gota avanzada paraformado quebrado y otra charco de alcanzar el metal
de gotas gota inicia a soldadura, base
formarse causando corto
circuito
Figura 3. Transferencia por Corto Circuito (4).

11
2.1.3.2. Transferencia Globular
Este tipo de transferencia es con la conexión electrodo al positivo y sus gases
de protección es una mezcla de Argón y CO2, ésta toma lugar cuando la
corriente es relativamente baja, esto es, sin considerar el tipo de gas de
protección. Sin embargo, con el dióxido de carbono y el Helio, este tipo de
transferencia toma lugar en todas las corrientes de soldadura, es caracterizado
por una gota de tamaño con diámetro más grande que el diámetro del electrodo
o material de aporte. Este tipo de transferencia, debido al tamaño de la gota,
cae fácilmente por gravedad, siendo esto ideal para la posición de soldar en
forma plana. El promedio de la corriente es ligeramente más alta que la usada
en corto circuito. De igual manera en esta transferencia, como en corto circuito,
se usan en todas las posiciones en materiales de espesores delgados. Ver
Figura 4. (3 y 4)
f / Chisporroteoindividual . \ /
Figura 4. Transferencia Globular. (4)
2.1.3.3. Transferencia por Espray
Con protección rica de Argón este tipo de transferencia es posible producir un
proceso de soldadura libre de chisporroteo. Éste requiere el uso de corriente
directa y un electrodo al positivo y un nivel de corriente por encima del valor
crítico llamado corriente de transición. Bajo esta corriente ocurre el modo
globular. La penetración en este tipo de transferencia es profunda, ésta puede
ser usada para soldar la mayor parte de los metales, así como aleaciones
debido a la protección del gas inerte como es el Argón. Sin embargo, aplicar
este tipo de transferencia a hojas de espesor delgado puede ser muy difícil
porque las corrientes son altas necesarias para producir el arco de espray. Por
otra parte las velocidades de deposición de material de aporte en el material

12
bases son altos por ende es posible soldar en posiciones de sobre cabeza y
verticales (3 y 4) (Ver Figura 5).
Figura 5. Transferencia por Espray. (3)
A continuación, se muestran las variables que generan la corriente de transición
para la transferencia de Globular a Espray, tomando en cuenta el diámetro del
material de aporte, así como tipo de material del electrodo, protección de gas y
corriente de arco, esto con la finalidad de poder seleccionar el tipo de electrodo
a utilizar de acuerdo a la transferencia a utilizar (Tabla. 1) (4).
Tabla 1. Elección de Electrodo de acuerdo a la corriente de transición de
Globular a Espray.
TIPO DE
ELECTRODO
GAS DE
PROTECCIÓNDIÁMETRO DEL ELECTRODO
CORRIENTE (A)
MM IN
ACERO BAJO
CARBONO
98 Ar-202
0.58 0.023 135
0.76 0.03 150
0.89 0.035 165
1.14 0.045 220
1.57 0.062 275
95 Ar-502
0.89 0.035 155
1.14 0.045 200
1.57 0.062 265
92Ar-SC02
0.89 0.035 175
1.14 0.045 225
1.57 0.062 290
85AM5C02
0.89 0.035 180
1.14 0.045 240
1.57 0.062 295
80Ar-20CO2
0.89 0.035 195
1.14 0.045 255
1.57 0.062 345

13
2.1.4 Gases de protección
La función primaria de los gases de protección es separar la atmósfera de
contacto con el metal de soldadura fundido. Esto es necesario porque la
mayoría de los metales cuando se calientan su aire en el punto de fundición
exhibe una fuerte tendencia a formar óxidos y, en menor cantidad nitruros. El
oxígeno también reaccionara con el carbono en el acero fundido para formar
monóxidos de carbono y dióxidos de carbono. Este tipo de situaciones antes
expuestas pueden desencadenar en soldaduras deficientes, tales como
porosidad, escoria atrapada (3).
Para tomar la opción de añadir el gas de protección para la atmósfera del medio
ambiente así como la velocidad del flujo también tiene un efecto pronunciado en
las siguientes variables (3).
2.1.5. Características del arco
S Modo de transferencia del metal
/ Penetración y perfil de la gota de soldadura
/ Velocidad de soldadura
/ Propiedades mecánicas del metal soldado
El Argón se usa para soldar metales no ferrosos. El uso de He puro es
restringido generalmente para áreas más especializadas, porque un arco de He
tiene limitaciones en la estabilidad del arco. Usando la mezcla Ar-He como gas
de protección es un plus en la mejora del perfil del cordón. En corto circuito la
mezcla de Ar-He de un 60% a un 90% de He se usa para obtener un mayor
calor de entrada al metal base, para que la fusión sea de características
mejores. El CO2 utilizado sólo como gas de protección produce un cordón de
mala apariencia así como muy sucio debido. Ver Figura 6 y Figura7 (3).

14
Figura 6. Contorno del cordón y modelos de penetración de varios gasesde protección (3).
Nariz de salida de gas
p J, f" Electrodo
V. ._ •>
Figura 7. Transferencia globular no axial. (3)
A continuación en la Tabla 2 se muestran los diferentes gases de protección,
así como las mezclas en porcentajes, espesores de material base a soldar, tipo
de material y ventajas. Esta Tabla es específicamente para el modo de
transferencia por Espray (3).

Tabla 2. Gases de Protección para transferencia de Espray. (3)
MetalGas de
ProtecciónEspesores Ventajas
Aluminio
100% Argón 0 a 1in. (0a 25 mm) Mejor transferencia de metal y1 a 3in(25 a 76 mm) estabilidad del arco, menor
chisporroteo, alta entrada de
Arriba de 3¡n(76mm) calor minimiza laporosidadExcelente acción de limpiezaMejora la estabilidad del arco,produciendo mayor fluido de
soldadura, buena coalescenciaminimiza socavaciones, alta
velocidad de soldadura
Minimiza la socavación y proveeuna buena apariencia
Mejora la estabilidad del arco,produce una más fluida
soldadura buena coalescencia
alrededor de la gota, minimizaArriba de 1/8in(3.2mm) la socavación en a. inoxidable
Provee buena soldadura,
disminuye el fluido del
metal de soldadura
Alta entrada de calor de 50 a
75% Helio
Mezclado, buena estabilidad delarco,
mínima contaminación de la
soldadura
35% Argón65%Helio
25%Argón
75%Helio
Acero al
Carbono
Magnesio
100%Argón
95%Argón
3.5%Oxígeno
90%Argón
8/10% C02
Acero BajaAleación
98% Argón
2%Oxígeno
Aceros
Inoxidables
99%Argón
1%Oxígeno
98% Argón
?%Argón
98%Argón
2%Oxígeno
Níquel,Cobre y
otras
aleaciones
100%Argón
Argón
Helio
Titanio 100%Argón
15
2.1.6. Electrodos
El proceso de GMAW puede usar una amplia variedad de metales y
configuraciones. Esta exitosa aplicación está en función de las propiedades que
a continuación se describen (3):
1) Electrodo: Composición, diámetro y empaque.
2) Gas de protección y velocidad del flujo.
3) Variables de proceso, incluyendo amperaje, voltaje, velocidad de traslado
y modo de transferencia.
4) Diseño de Junta
5) Equipo, incluye fuente de poder, pistola y alimentación del cable.

16
En la Ingeniería de Soldadura, los objetivos para seleccionar el metal de relleno
producirán un depósito de soldadura con dos características básicas que a
continuación se describen (3):
1) Un deposito que contenga las propiedades físicas y mecánicas del metal
base o provee un aumento en el material base, aun contra la corrosión.
2) Un depósito de soldadura libre de discontinuidades.
En el primer caso el deposito de soldadura la composición debe ser muy
cercanamente idéntica al del metal base. Éste depende de factores los cuales
darán la entrada a la energía y la configuración de la gota o el cordón.
La segunda característica es generalmente lograda por medio del uso de una
formulación de electrodo del metal relleno, uno conteniendo desoxidantes que
produce un depósito relativamente libre de defectos.
A continuación se muestra la Tabla 3 donde se presenta la recomendación
adecuada para utilizar el electrodo tomando en cuenta el tipo y clasificación del
material de aporte (3).

Tipo
Aluminio
y
Aleación de
Aluminio
(ASTM StandardsVol. 2.02)
Aleaciones de
Magnesio(ASTM Standards
Vol. 2.02)
Cobre yaleaciones
de Cobre
(ASTM StandardsVol. 2.01)
Tabla 3 Recomendaciones de electrodo para GMAW (3)
Clasificación
1100
3003, 3004
5052, 5454
5083, 5086
5456
6061,6063
AZ10A
AZ31B, A261A
AZB0A
ZE10A
ZK21A
AZ63A.AZ81A
AZ91C
AZ92A.AM100A
HK31A.HM21A
HM31A
LA141A
Puro
Latón
Cu-Ni aleación
Mn, Bronce
Al,Bronce
Bronce
Clasificación de
electrodos
ER4D43
ER5356
DR5554.ER5558
O ER5183
ER5556 O ER5356
ER4D43 O ER5356
ERAZ81A.ERAZ92A
ERAZ61A.ERAZ92A
ERAZ61A.ERAZ92A
ERAZ92A
EREZ33A
EREZ33A
EREZ33A
EREZ33A
ERCu
ERCuSi-A. ERCuSn-A
ERCuNi
ERCUAI-A2
ERCUAI-A2
ERCu-A
Especificación de electrodos(AWS)
A5.18
Ni y Puro ERNí
Aleaciones de Ni Ni-Cu Aleación ERNiCu-7
(ASTM Standards Ni-Cr-Fe Aleación ERNiCu-Fe-5 A5.14
Vol. 2.04)
Titanio Puro ERTi-1-2-3-4
y Aleaciones Ti-6. AI-4V ERTÍ-8AI-4V
de Titanio T¡-0,15Pd ERTi-0.2Pd A5.16
(ASTM Standards TÍ-5AI-2 5Sn ERTi-5AI-2.5Sn
Vol. 2.04) Ti-13V-11Cr-3AI ERTi-13V-11Cr-3AI
Aceros Inox. Tipo 201Austeniticos Tipo 301,302(ASTM Standards 304 y 308Vol. 1.04) Tipo 3041
Tlpo 310Tipo 316
Tipo 321
Tipo 347
Aceros al
Carbono
Rolado
en caliente
y en frió
ER308
ER308
ER308L
ER310
ER316
ER321
ER347
E70S-3 o E70S-1
E70S-2, E70S-4
E70S-5, E70S-6
A5.9
A5.18
17
2.2. Clasificación de los aceros estructurales ASTM A36
El método más popular para especificar un metal es por medio del número de la
American Society for Testing and Materials (ASTM), la cual publica cada 2
años un libro de normas, que consiste por lo menos en 33 partes. Siete partes
especifican los metales (6):
Parte 1: Tubería de acero, tubo y piezas de unión.Parte 2: Fundiciones ferrosas-ferroaleaciones.
Parte 3: Láminas de acero, tiras, barras, varillas, alambres, etc.Parte 4: Acero estructural, planchas de acero, rieles de acero, ruedas.Parte 5: Cobre y aleaciones de cobre.Parte 6: Metales de fundición a troquel, metales ligeros y aleaciones.Parte 7: Metales no ferrosos y aleaciones, etc. (6).

18
2.2.1. Generales de los aceros ASTM
Los aceros medio carbono son similares a los aceros de bajo carbono, excepto
que los rangos de carbono son de 0.25% a 0.90% y los rangos de Mn van
desde 0.60% a 1.65%. Incrementando el contenido de carbono en
aproximadamente 0.5% e incrementando la aleación del Mn en los aceros
medio carbono puede ser usado en condiciones de tratamientos térmicos como
el templado y revenido. Los usos de este tipo de acero pueden ser para flechas,
acoplamientos, cigüeñales, engranes, etc. Los aceros en el rango de 0.40% al
0.60% C son usados para carriles de ferrocarril (6).
2.2.2. Composición Química
En la Tabla 4 se presenta la composición química de placas de acero
estructural ASTM A36, con relación al espesor (5)
Tabla 4. Composición química de un acero ASTM A36 (5).
Producto Forma Placa Barras
Espesor(mm) todos 3/4 1 y2 2 1/2 4
arriba
de 4 3/4 1 1/2 4
arriba de
4
Carbono máx.
% 0.26 0.25 0.25 0.26 0.27 0.29 0.26 0.27 0.28 0.29
Manganeso % 0.8-1.20
0.8-
1.20
0.85-
1.20
0.85-
1.20 0.6-0.9 0.6-0.9 0.6-0.9
Fosfato máx
% 0.04 0.04 0.04 0.04 0.04 0.04 0.04 0.04 0.04 0.04
Sulfuro máx
% 0.05 0.05 0.05 0.05 0.05 0.05 0.05 0.05 0.05 0.05
Silicio 0.40máx 0.40máx 0.40máx
0.15-
0.40
0.15-
0.40
0.15-
0.40 0.40máx 0.40máx 0.40máx 0.40máx
Cobre máx. %
cuando
el cobre es
especificadoen el acero
0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2
2.2.3. Propiedades Físicas
En la Tabla 5 se presentan las propiedades físicas de placas de acero
estructural ASTM A36 con relación al espesor. (5)

" ver la onentación de la sub. secaón en las prueoas oe tensio
B Para formas anchas de orejas opestañas con espesores por encima de 3in.(75mm),los 80Ksi(550Mpa) de esfuerzos de tensión máxima no aplica yun mínimo de elongación de 2in.(50mm) de 19% aplica,
^ El punto de cedencia es de 32KSI (220Mpa) para placas encima de 8in(220mm)en espesoresD Elongación no requerida para ser determinada por el piso de la placa
f Para más anchos que 24in. (600mm), el requerimiento de elongación es reducido 2puntos porcentuales. Ver la subseccion deelongación requerida adjunta bajo la sección de la prueba de tensión de especificación A6/A 6M.
Tabla 5. Propiedades físicas de un acero ASTM A36 (5).
Requerimientos de Tensión
Placas! formas:
Esfuerzos de Tensión 50-80(400-500)
Cedencia . EPlacas ybarras:Elongación enElongación enForma:
36(250)C
20
23
ElengacionenóEleongacionenó ?
19

20
2.2.4. Diagrama Fe-C y microestructura
El diagrama hierro carbono (Figura 8) representa el comportamiento de la
aleación de Fe con el incremento del %C con respecto a la temperatura,
evidencia las fases de los aceros durante el calentamiento o enfriamiento. Se
indica la transformación durante el enfriamiento lento (línea punteada) para un
acero ASTM A36 con 0.26%C, la microestructura final corresponde a granos
equiaxiales de ferrita más perlita, ver Figura 9.
Perlita +Cementita
Ia * f<5C
I
0.26% . e i ? 4 5% en peso de Carbono
Figura 8. Diagrama Fe-C. (6)
6

Figura.9 Microestructura de granos equiaxiales de ferrita más perlitade un acero estructural ASTM A36 (7).
21
2.3. Variables del proceso de soldadura GMAW que pueden afectar en la
generación de contracciones en los aceros estructurales.
Existen una gran cantidad de variables que pueden llegar a influir en una
contracción dimensional en un proceso de soldadura GMAW en un acero al
soldarlo en un ensamble, máquina o equipo, sin embargo, en las construcciones
metálicas que se obtienen mediante la aplicación de soldadura, está presente la
posibilidad en mayor o menor grado de la pérdida de la forma geométrica de la
estructura, contracciones, desplazamientos apreciables, etc.
El desarrollo de esfuerzos residuales puede ser considerado para explicar las
contracciones por calentamientos y enfriamientos. (8)
En el metal de soladura o aporte y el metal base se generan esfuerzos de
tensión y compresión, esto es porque la expansión y contracción de la región
fundida y el metal base adyacente son sujetados por las áreas más lejanas del
cordón depositado. Consecuentemente, después de enfriar a la temperatura del
medio ambiente, los esfuerzos de tensión residual existen en el cordón y en el

22
metal base; mientras que el esfuerzo de contracción residual existe en las áreas
más lejanas del metal de soldadura, ver Figura 10 (8).
Metal de soldadura y el metal base adyacente:Esfuerzos residuales a tensión
Áreas más lejanas del metal de soldadura:Esfuerzos residuales a compresión
i
i i
Figura 10.Esfuerzos residuales en soldadura. (8)
Debido al calentamiento no uniforme que se manifiesta durante la realización de
la junta en el cordón y zonas próximas al mismo. Al emplear una fuente de calor
móvil fuertemente concentrada, como puede ser un arco eléctrico, ocurren
procesos físico-químicos, estructurales y termo-deformaciones de diversa
índole que provocan el surgimiento de tensiones residuales, particularmente en
el cordón y en la zona afectada por el calor (ZAC), por lo anterior se presentan
los distintos tipos de esfuerzos en una distorsión generada por el cordón de
soldadura.
2.3.1. Tipos de esfuerzos en una distorsión
Existen dos (2) tipos de distribuciones de los esfuerzos; longitudinales y
transversales.
a) Distribución de tensiones residuales longitudinales y transversales desoldadura.
En la figura 11a se muestra un cordón de soldadura sobre un material base el
cual presenta definidos los esfuerzos tanto de tensión como de compresión,
muestra 3 áreas definidas (B1, B2, A) transversales al cordón de soldadura

23
como se muestra en la Figura 11a así como longitudinales en la Figura 11b,
este análisis permite visualizar el efecto que genera la elevada entrada de calor
tanto en el eje de las x con respecto al cordón y de igual manera en el eje de las
y paralelo al cordón
Tensión
Compresión
Esfuerzos residuales
Longitudinales
Esfuerzos residuales
Transversales
Figura 11. Esfuerzos Residuales y transversales (9).
En la figura 12 podemos observar que la sección A-A representa el material a la
temperatura uniforme inicial y por lo tanto no habrá ni variaciones de
temperatura ni tensiones que tengan alguna relación térmica. La sección B-B
representa el material cuando es alcanzado por la pileta líquida de modo que
experimentará un pico de temperatura pero como el material en estado líquido
no puede transmitir esfuerzos, las tensiones en ese punto del cordón serán
nulas. El material sólido adyacente al cordón tenderá sin embargo a dilatarse
por la alta temperatura y esta dilatación será impedida por el material más frío
que se encuentra en la región más alejada del cordón, lo que genera tensiones

24
de compresión en las adyacencias del cordón y de tracción en el material que
está más alejado (9).
Esfuerzo = 0
Tensión
Compresión
Figura 12. Esfuerzos residuales y transversales (9).
La sección C-C representa el material durante el enfriamiento. El cordón ya
solidificado y sus adyacencias tienden a contraerse pero esta contracción es
impedida por el material que se encuentra más alejado. Esto comienza a
generar tensiones de tracción en el cordón de soldadura y el material adyacente
al mismo y de compresión en el material más alejado del cordón. Este proceso
continúa hasta que el material alcanza la condición representada por la sección

25
D-D en que la temperatura es nuevamente la inicial quedando la distribución de
tensiones residuales (9). Esta explicación muestra claramente el desarrollo en
el que se van formando los esfuerzos residuales tanto en el sentido de las
asíntotas y ordenadas respecto al cordón de soldadura en los cuáles se
presentara estrés en el material base, lo cual permitirá a través de el estudio
generado por S. Kou tener un panorama mas claro al momento del diseño de
experimentos que se pueda generar tanto para la fabricación del dispositivo de
sujeción de la pieza antes de soldar como para la secuencia al momento de
soldar un ensamble.
b). Distribución típica de los esfuerzos residuales en las soldaduras de
distintos elementos estructurales.
El análisis de esfuerzos residuales en una junta en "T" como se muestra en la
Figura 13a, nos permite darnos cuenta del efecto que se presentara al momento
de depositar el cordón de soldadura con respecto al estrés aplicado a la junta o
en el efecto que puede de igual manera presentarse en una junta en "H" cortada
con oxicorte. Figura 13b.
En ambos casos el factor primordial para la generación de una distorsión es en
primera instancia el calor de entrada al material base.
2.4. Formas comunes de distorsión
Existen dos (2) distorsiones importantes estas son la deformación angular y la
deformación y deformación rotacional.
2.4.1. Contracción.
Las contracciones se presentan en dos sentidos la de compresión y la de
tensión y de ambas se pueden presentar efectos de deformación ocasionados
por las contracciones longitudinales y transversales. Figura 14.

a)
- f> »iCambio Angular
Distribución de los esfuerzos
en la sección X-X
Placa cortada con
Oxi Acetileno
b)
Esfuerzos residuales en una
soldadura en "H"
Esfuerzos residuales en una
caja soldada
26
Figura13. Esfuerzos residuales y distorsión de una soldadura en forma de "T"a) y en forma de "H" y en una "caja" soldada b) (9).
Contracción
Transversal en una
junta a tope
Esfuerzos residuales
COMPRESIÓN TENSIÓN
Contracción Transversal en
una junta a tope, se muestrala distribución de los
esfuerzos longitudinales
Contracción Transversal
Contracción Longitudinal
Figura 14. Contracción longitudinal y transversal en una junta a tope (8).

27
2.4.2. Deformación Angular.
Para reducir este tipo de distorsión es recomendable usar ranuras de junta en
doble V y soldadura alternada (9), con esto permitirá que los esfuerzos de la
junta se distribuyan en toda la pieza. Ver las partes a y b de la Figura 15.
•)
JT^-H <LZ.AL
Distorsión angular concéntrica desoldadura balanceada
Soldadura balanceada dando una
distorsión mínima
b)
Distorsión angular en un panel empotrado
Longitudinal
transversal -
:jú rr3,
Distorsión angular excéntrica desoldadura desbalanceada
Soldadura desbalanceada causa
distorsión angular
Placa deformada
Distorsión angular en un panel sin restricción
Figuras 15. Distorsiones típicas de juntas soldadas. (9)
A continuación se muestra un diagrama de espesor de placa en función del
deposito de soldadura en una junta en V y evaluando ambos cordones
depositados en sentidos opuestos (8). En este diagrama se puede apreciar el
comportamiento de la gráfica en placas de menor espesor la cantidad de
deposito es menor y por consecuencia la entrada de calor es también menor

28
permitiendo este tipo de junta, la diferencia de alturas de ambas ranuras y el
espesor una deformación angular cero. Figura 16.
r
V1' f§¡ a /..~ ••"f JDeformación angular de soldadura a tope.
FUERZAS DE CONTRACCIÓN
0 gS O»
0 a)Q.-Q
2 oí1 $1 O- O<ü o
o roui Q-
Cl o>lO
-o seu en
o Q- _Ct « O
•o
1(4
0 10 20 30 40 50
pases de relleno
70
Espesor de Placa
Figura 16. Forma de ranura para una distorsión angular cero en unasoldadura a tope (8).
2.4.3. Deformación rotacional.
La deformación rotacional se presenta cuando se inicia a depositar el material
de aporte sobre la ranura de la junta generándose una contracción que se ve
reflejada en la disminución del tamaño de la ranura. Figura 17.
DIRECCIÓN DE SOLDADURA
L -z \\\\\\W\:
Espesor
Figura 17. Junta cerrada (Electrodo revestido) yjunta cerrada (arco sumergido. (8).

29
2.4.4. Influencia del tipo de junta en la generación de distorsiones (8).
La distorsión angular se produce por el desbalance de la cantidad de material
de aporte que se encuentra depositado a ambos lados del eje neutro de la
pieza. Cuanto más asimétrica sea la preparación de junta con respecto al eje
neutro de la sección, mayor será la distorsión angular. Figura 18.
TIPO DE
PREPARACIÓN
Milrvn r$h
iip .QJ ]
TENDENCIA Y
RESULTADO
«= '—• — j ;-. »DE
DISTORSIÓN
1
Figura 18. Distorsión Angular según el tipo de junta (8)
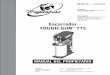
2.4.5. Peso del consumible (kg/m), necesario para rellenar los distintos
tipos de junta, en función del espesor (mm) de las piezas a soldar.
La relación del peso del material de aporte que se deposita con respecto al
espesor, en este se puede observar que entre mayor sea el peso del material
de aporte depositado mayor será el espesor de la placa. Figura 19.
o•
•Q(O
2o•(D O
Sm
O.
/
//
¡fu
r
•
••'>
W1;
/
n
•yOlí1"« -
20 40 60 80 100 120 140 160Espesor de la placa
Figura 19. Diagrama peso del consumible vs espesor (8).
30
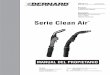
2.4.6. Técnicas para reducir la tensión
Una regla básica para minimizar la distorsión es que la dirección general de
soldadura debe ser siempre desde la parte más restringida de la pieza hacia la
menos restringida (9). Figura 20.
Figura 20. Dirección del cordón de soldadura (9).

Punteo de placas en laposición de fílete para sersoldadas
31
Figura 21. Posición y ranura (9).
Pre posicionar las partes a soldar de modo que la distorsión las lleve a la
posición final deseada. Ésta representa sin duda una solución satisfactoria al
problema de distorsión pero requiere de alguna experiencia respecto de la
forma y magnitud de la distorsión que se producirá durante la soldadura (9).
Figs. 21 y 22.
Figura 22. Dispositivos de presentación y sujeción (9).
2.4.7. Recomendaciones para disminuir la distorsión en proceso (10).
Algunas recomendaciones del autor que se deben tomar en cuenta para reducir
la deformación son las siguiente (10):
1. Utilizar el mínimo volumen de junta posible para reducir la cantidad de
material depositado.
2. Depositar material en forma simétrica al material de soldadura con respecto
al eje neutro de la junta, recurriendo a una preparación asimétrica y repelado de
raíz de ser necesario.
3. Utilizar una progresión general de soldadura desde la zona más restringida
hacia la menos restringida.

32
4. Simetrizar todo lo posible la deposición de las soldaduras. Por ejemplo,
utilizando dos soldadores simultáneamente en lados opuestos de la pieza.
5. En las soldaduras de filete, utilizar el tamaño mínimo necesario para
satisfacer los requerimientos de diseño, es decir no utilizar filetes sobre medida.
6. Reposicionar las piezas para compensar la distorsión que se producirá
durante la soldadura.
7. Si es necesario, utilizar dispositivos de sujeción para facilitar la presentación
de las partes a soldar y para limitar la deformación.
2.5. Revisión de análisis propuestos para la medición de variables en
procesos de soldadura
El análisis de evaluación estará enfocado al proceso de soldadura por medio de
un programa que permita visualizar los posibles modos de falla del proceso.
2.5.1. Modelo de Análisis Finitos (MAF)
Un cuerpo sólido que va a ser analizado mediante MAF es dividido en
pequeñas regiones, por ejemplo, triangulares, rectangulares o cuadriláteros,
denominados elementos finitos. Estos elementos se conectan entre sí a través
de puntos, generalmente situados en los vértices de los elementos y son
denominados nodos. Al conjunto de elementos con sus nodos se denomina
malla de los elementos finitos. Esta malla, más todos los datos que describen el
problema, se conoce como modelo de cálculo por elementos finitos. (7)
2.5.2. Tipos de elementos
Los elementos pueden ser lineales, triangulares, cuadriláteros, etc., en
dependencia del tipo de grupo que se escoja, (Plañe D, Shell, Solid, etc.); es
recomendable para un análisis tridimensional de la soldadura, escoger el grupo
perteneciente a sólidos (Solid), ya que implicaría emplear elementos
hexagonales tridimensionales (también llamados tipo "ladrillos') de 8-20 nodos
que tienen las áreas de sus caras bien uniformes y resultan ideales para la
aplicación del calor o carga térmica de forma discreta. Además en estos

33
elementos se representan de una forma más completa en el espacio (3D) los
esfuerzos o tensiones. Por otro lado para representar la soldadura de múltiples
pasadas en el plano (2D) con metal depositado generalmente se escoge el
grupo Plañe 2D o Shell, con elementos cuadriláteros de cuatro nodos o
triangulares de tres nodos. Como cada uno de los elementos que conforman el
modelo, interactúan con sus vecinos, la determinación del comportamiento
global del cuerpo requiere la solución de un gran número de ecuaciones
simultáneas, afortunadamente el sistema resultante de ecuaciones puede ser
resuelto con facilidad mediante las computadoras aplicando técnicas de álgebra
matricial. Los cálculos de matrices de gran tamaño debido a la cantidad de
nodos que conforman la malla y a sus respectivos grados de libertad, serían
extremadamente complicados, lo que implicaría un gran consumo de tiempo y
ser propenso a errores por cálculos analíticos convencionales. (8)
2.5.3. Método de Elementos Finitos
Como método de solución aproximada se puede plantear entonces que el MEF,
posibilita encontrar las magnitudes desconocidas (incógnitas) en determinados
puntos y con determinada cercanía a la solución exacta, precisión que, como se
ha mencionado, mejora con el aumento del número de elementos; la solución
obtenida mediante MEF sea cercará más a la solución exacta, siempre que se
aumente el número de elementos que conformará el mallado del modelo. A este
estudio previo, como se ha referido anteriormente, se le denomina análisis de la
convergencia tal y como se muestra en la Figura a. (11)

Solución del MEF ^/Solución del MEF ^f
/Solución exacta
Solución exacta
O <J> O CD CD
1 i 12 3 4 I
34
Figura 23. Forma de solución del Método de los Elementos Finitos. (11).
2.5.4. Modelación de la transferencia de calor
En el caso de la modelación de la transferencia de calor en la soldadura, se
debe analizar el mismo modelo con varias densidades de malla, hasta encontrar
los rangos de temperaturas, más exactas y precisas, así como el valor de las
deformaciones y tensiones en los nodos deseados.
Cuando se realiza el análisis de convergencia en la simulación del proceso de
soldadura, como por ejemplo en uniones a tope, es usual dividir el modelo en
varios volúmenes. Debido a que la temperatura, los esfuerzos y las
deformaciones cambian muy rápidamente cerca del cordón, resulta útil utilizar
una malla fina cercana al cordón de soldadura para lograr exactitud y
resolución, sin embargo se prefiere una malla gruesa en aquellos sitios alejados
del cordón para reducir los costos computacionales sin sacrificar la exactitud.
Ver Figura 24 (12).

35
Zona de mallado finoZona de mallado grueso
Figura 24. Diferencia de mallado para lograr mayor precisión en la zona de
cordón y la ZAT. (12).
2.5.5. Curvas de Tiempo
En un proceso de soldadura el foco de calor se desplaza siguiendo una
trayectoria que por comodidad, es conveniente hacerla coincidir con el eje del
sistema de coordenadas, ya sea en 2D como en 3D. Este movimiento en
análisis por elementos finitos se describirá de forma discreta a partir de "Curvas
de tiempo" y no continua, por lo que parecerá como que la fuente se detendrá
determinado intervalo de tiempo finito en cada elemento de la trayectoria,
debido a que está en función de la velocidad de recorrido y de la cantidad de
elementos que se encuentran en la longitud de soldadura a analizar (13).
2.5.6. Pasos para simulación de una adecuada traslación de una fuente de
calor (13).
1- Se identificaran todos los elementos (la entrada de calor por elementos es
recomendable) que se encuentren en la trayectoria de desplazamiento del foco
térmico, el orden que tiene y por tanto su número.
2- Se conocerá la orientación de las junta de todos los elementos de la
trayectoria.
3- Se tendrá el valor del flujo de calor a aplicar por cada cara del elemento.

36
4- Se seleccionará las caras a utilizar de cada elemento para aplicar el flujo de
calor proveniente de la fuerte térmica de soldadura.
Además en este paso se necesita conocer: Tipo de proceso de soldadura
utilizado, este dato brinda los valores de, Corriente, Voltaje y Eficiencia del
proceso de soldadura empleado respectivamente, necesarios para obtener la
carga térmica (Heat input).
2.5.7. Valor del coeficiente de convección
También se debe tener presente el valor del coeficiente de convección, se
puede tomar por ejemplo para ambientes controlados sin turbulencia, 5W/m2 K
(5 J/sm2 °C) para las superficies externas y laterales que están en contacto con
el aire circundante y para la superficie inferior la cual se encuentra entre una
película de aire y la mesa de trabajo, el coeficiente de convección puede ser de
9 W/ m2 K (9 J/sm2 ° C), (12). Del mismo modo se puede despreciar o no la
conducción del calor por radiación, según sea el caso. Luego de obtener los
resultados térmicos, se asocian las cargas térmicas al régimen de
embridamiento o rigidez de las juntas mediante la restricción de los
desplazamientos, paso indispensable para lograr los desplazamientos,
deformaciones y tensiones residuales. En el caso de no obtener adecuados
valores de tensiones residuales se puede tratar de ajustar variables del régimen
tecnológico, tal como disminuir calor de entrada: disminuyendo la intensidad de
corriente, aumentando la velocidad de soldadura; precalentamiento inicial y/o
disminuir las condiciones de rigidez siempre que_sea posible y volver a
reevaluar la simulación para determinar finalmente si se decide reparar (13).
En la figura 25 se muestran una unión en T (figura d) de aceros ASTM A-36 con
espesores de 12 mm, realizados por proceso manual por arco eléctrico (SMAW)
con corriente de 120 A, voltaje de 22 V y se parte de la temperatura ambiente:
30 °C.

Zona de alto
embridameiento
37
r\Deformaciones en la
zona de menor
rigidez
• •
Zona de menor
embrídamiento: 0.01 mm
Figura 25. Modelo geométrico embridado mediante MEF, deformación
desplazamientos obtenidos en la unión T (13).
2.5.8. Ejemplo de una valoración de un Análisis a través de método finito
Procedimiento combinado para evaluación del ciclo térmico en un proceso de
soldadura industrial, a través de simulación computacional (métodos de
elementos finitos) y soluciones analíticas. Comparación experimental mediante
el uso de termocuplas.
2.5.9. Evaluación del proceso de soldadura
Todos los procesos de soldadura inducen deformaciones y tensiones de origen
térmico, los cuales deben ser evaluados, ya que pueden comprometer la
integridad estructural de un componente.

38
A fin de mostrar los últimos avances en esta especialidad, se presentan
diferentes procedimientos de evaluación para determinar la distribución de
temperaturas que se desarrolla en un proceso de soldadura por arco eléctrico
con protección gaseosa (GMAW), aplicado en la unión de chapas estructurales
utilizadas en la fabricación de cañerías de uso en poliductos.
En este documento, se presentan los resultados obtenidos mediante un
procedimiento de evaluación de este ejemplo el cual nos dará una panorámica
más amplia de la utilización del método de elementos finitos:
Soluciones Analíticas realizadas por Nguyen, Ohta, Matsuoka, Suzuki y Taeda
(13), en donde han desarrollado un procedimiento analítico consistente en
resolver el campo de temperatura de una fuente radiante tridimensional de
geometría doble elipsoide en movimiento rectilíneo a velocidad constante.
1) Detalle del procedimiento de soldadura
La soldadura que plantea el trabajo es la realizada en la unión de dos chapas
de 700 x 500 mm y un espesor de 4,8 mm, correspondientes a un acero
estructural microaleado de laminado termo controlado (TMCP) API 5L X65 cuya
composición química y carbono equivalente (según IIW y Pcm) se indican en las
Tablas 6 y 7, respectivamente.
Tabla 6. Composición Química del Material (14). Tabla 7. Determinación del
carbón equivalente
Elemento (%ep) Elemento (%ep) Elemento (%ep) CEq (%)C 0,13 Si 0,16 Al 0,0038 Pcm CE (IIW)
Mn 1,21 Cu 0,016 Nb 0,029 0,20 0,339
P 0,011 Ti 0,0028 Co 0.03
S 0,003 N 0.023 V 0,03

39
CE: Carbono Equivalente
Pcm= C + Si/30 + (Mn + Cu + Cr)/20 + Ni/60 + V/10 + 5B
CE||w= C+ Mn/6 + (Cr + Mo +V)/5 +(Cu + Ni)/15
2) Evaluación de la soldadura
La Figura 26 permite observar la configuración de la soldadura, a partir de la
cual se efectuará el estudio térmico y un esquema general del diseño de la
junta, con las dimensiones principales y la indicación del punto (A) de
evaluación, en donde posteriormente se realiza la medición con termocupla.
OB
Figura 26. Vista de la unión soldada con esquema de la soldadura y punto de
evaluación "A"
3) Datos del procedimiento de soldadura
A continuación se presentan los datos de la experimentacióno
Temperatura de precalentamiento, T 30 C
Tensión de soldadura, V22 Volt
Corriente de soldadura, /190 Amper
Eficiencia de soldadura,n 0.85
Velocidad avance del electrodo, u 48-60 cm/min
Velocidad alimentación, u' 4.4-5.5 m/min

40
La secuencia del procedimiento de soldadura aplicado, consistió en la
realización de dos pasadas de soldadura GMAW, utilizando un alambre macizo
de diámetro 1,2 mm, clasificado según la norma AWS A5.28 como ER80S-D2.
El aporte térmico (Q) de la soldadura, en términos de potencia disipada efectiva,esta dado por [14]:
Potencia = I . V . rj = 22 A 190 V 0.85 = 3553 Watt (2)
Es decir, el Calor entregado es 3553 Joule / s
El desarrollo realizado por Nguyen, Ohta, Matsuoka, Suzuki y Taeda (14),ofrece un modelo analítico consistente en resolver el campo de temperatura de
una fuente radiante tridimensional de geometría doble elipsoide en movimiento
rectilíneo a velocidad constante.
En la Figura 27 se presenta el esquema utilizado por los investigadores en su
desarrollo, en donde a priori, teniendo en cuanta el tipo de proceso empleado,
proponen los radios de las elipses, en las tres direcciones.
*
Figura 27. Parámetros geométricos y modelo de la fuente calórica. (14).
4) Planteamiento Analítico
Considerando un sistema de coordenadas local/temporal con variables x, y, z yt, correspondiente, las tres primeras, a los diferentes puntos sobre la cañería y

n41
la última al tiempo, Figura 27, se selecciona una función de campo de lastemperaturas en el continuo correspondiente a una fuente de calor cuyadistribución es del tipo
:(.y - .008)2 ^ ((;.' - 0.08) - rf)T == ffl 4- L.
20e7t\'7t Jff -í — «V4 VUZíKf-í'j +e,,] v'[12d(f -• r') +,l;,J v112¿(r-r'¡ +b;,] °
Donde: x, y, z: Coordenadas del punto donde se determina el valor deTemperatura, a b c Amplitudes de las elipses en las tres direcciones.
La solución del problema consiste en determinar adecuadamente ya priori, losvalores de dichas amplitudes que mejor respondan a la forma de las isotermasdel correspondiente procedimiento de soldadura empleado, alrededor de lafuente de calor. En este último sentido, el coeficiente ch, se reemplaza por dostérminos, uno por delante "Front"
Ch-Front y detráS "BaCk" VBack'
respectivamente, que determinan el contorno de la distribución de lasisotermas.
5) Comportamiento térmico de la soldadura
Una vez determinado, comparado con ensayos de laboratorio, se podrápredecir con anticipación, con un grado de exactitud aceptable, elcomportamiento térmico del componente mientras se desarrolla elprocedimiento de soldadura.
En la Figura 28 se muestra la evolución térmica, calculada para el punto "A" yque corresponde a la primera pasada y utilizando los valores de a b c v
h' h' h-Front y
Ch-Back' que meJ°r resPonden a solución.
Los resultados ysus gráficos fueron obtenidos a través de la implementación dela expresión (3), en el programa de cálculo Matemática (15).

1400
1200
1ÍX10
400
O
i v.
10 70 •K
IMHV* ¡*»"J|
Figura 28. Punto "A": Evolución térmica. (14).
42
50
Los resultados obtenidos por Nguyen, Ohta, Matsuoka, Suzuki y Taeda (14),
han demostrado que dependiendo del estado final del cordón de soldadura
(traslapes, socavaduras, etc.), la Evolución Térmica cambia notablemente, por
lo que es fundamental una buena relación entre los resultados obtenidos a partir
de la propuesta analítica y los ensayos.
6) Planeación del modelo computacional
Teniendo en cuenta las dimensiones de la cañería, confinando el modelo a un
marco local y despreciando el radio de curvatura, se propone un modelo
tridimensional de placa plana utilizando elementos sólidos cuyas dimensiones,
largo y ancho, en el plano de la placa, están lo suficientemente alejados de la
pileta líquida para no afectar los resultados obtenidos en la zona de interés.
En la Figura 29 se presenta el MC empleado, haciendo uso del programa de
elementos finitos COSMOS/M (14) conformado por 80340 nodos y 72522
elementos del tipo SOLID (sólido de 8 nodos).

43
Figura 29. Modelo propuesto de las placas a soldar y de la zona de unión. (14).
7) Método de depósito de la soldadura
El aporte de material de soldadura se efectúa en dos capas o pasadas,
ejecución de cordones de soladura hasta alcanzar la superficie superior, según
el procedimiento de soldadura indicado y que responde al estándar utilizado en
API 1104 (15). Al final de proceso se determina la distribución de temperatura
que caracteriza al procedimiento.
Una vez encontrada esta distribución de temperaturas, se analizan los
resultados obtenidos, debiéndose elegir aquella distribución en la cual el
gradiente de temperaturas sea máxima. Este gradiente será el que ocasione
mayores distorsiones sobre la cañería, cuando la misma se enfríe y para este
caso se producirán durante la primera pasada, ya que el gradiente de
temperaturas de la capa sucesiva es menor y no influyen en los resultados
finales del análisis.
8) Modelado del primer pase de soldadura
Para esta primer pasada, la geometría del cordón de soldadura fue modelada
por 24 elementos sólidos "Volumen de Carga" (volumen que representa la
cantidad de material de aporte incorporado), identificados con un punto en la
Figura 30.

44
Figura 30. Generación interna de calor en la zona de aporte -Primer pasada
Punto "A". (15)
9) Avance del electrodo
El proceso de avance del electrodo se representa mediante funciones
temporales, adecuadamente definidas y que actúan en forma sucesiva en los
volúmenes de carga, los cuales en su conjunto, conforman o representan el
aporte de soldadura que corresponde a la primera capa, es decir funciones que
toman un valor máximo del aporte calórico durante un determinado instante de
tiempo, mientras el electrodo pasa por dicho Volumen, teniendo en cuenta la
velocidad del electrodo de 60 cm/min.
En la zona en donde se instala la pileta líquida (aporte de material), se densifica
la cantidad de elementos para mejorar la precisión en la representación de los
altos gradientes térmicos.
En este estudio simplificado, el mecanismo de transferencia de calor esta dado
solo por efectos de conducción, no considerando los fenómenos de radiación y
cambios de fase, es decir los parámetros físicos que intervienen en el problema,
conductividad y calor específico se consideran constantes e independientes de
la temperatura, simulando que el proceso se desarrolla rápidamente, es decir,
las transformaciones producidas en el material debido a los cambios de fase no
producen modificaciones de sus propiedades, tanto para el material de aporte,

45
como el de base. En un estudio posterior se debería evaluar la hipótesis
adoptada.
10) Condiciones del contorno
Se presentaran las dos condiciones de contorno estas son la adiabática y la
temporal en función de las condiciones en las cuales se realiza la evaluación.
11) Condición adiabática
En todas las superficies exteriores de la placa. Esta condición es conservativa,
no hay pérdida de calor al medio externo. En esta etapa se determina la
distribución aproximada de temperatura que caracteriza al proceso (15).
¿» (3)
12) Condiciones temporales
Como condición temporal se plantea que en el proceso en el instante inicial, la
temperatura de la
To = 30 C =>t = 0segundos (4)
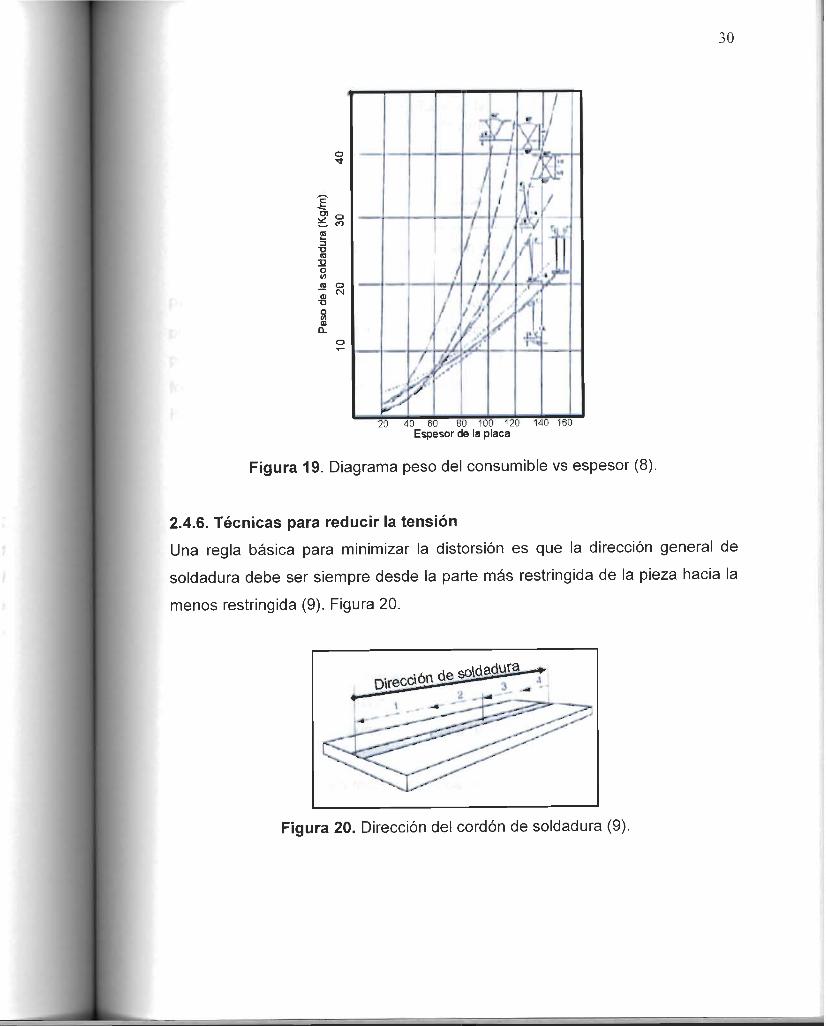
13) Resultados
El calor generado, expresado como densidad de potencia, es de 3553-9 3
W/2.77x10 m (volumen del conjunto de 24 elementos de cada fila). En las
figuras 31 se presentan los resultados obtenidos de la distribución de
temperaturas, isotermas, que se desarrollan sobre la placa en los instantes 2
seg. y 4 seg, como resultado del proceso soldadura.
Debido a las condiciones adiabáticas adoptadas en el modelo, en donde no hay
transferencia de calor al ambiente exterior, se deberá descontar de los valores
máximos de temperaturas nodales, la correspondiente temperatura residual
almacenada en la placa, del orden de los 250 °C, es decir,
46
Figura 31. Distribución térmica para tiempo "t" de 2 y 4 segundos. (15).
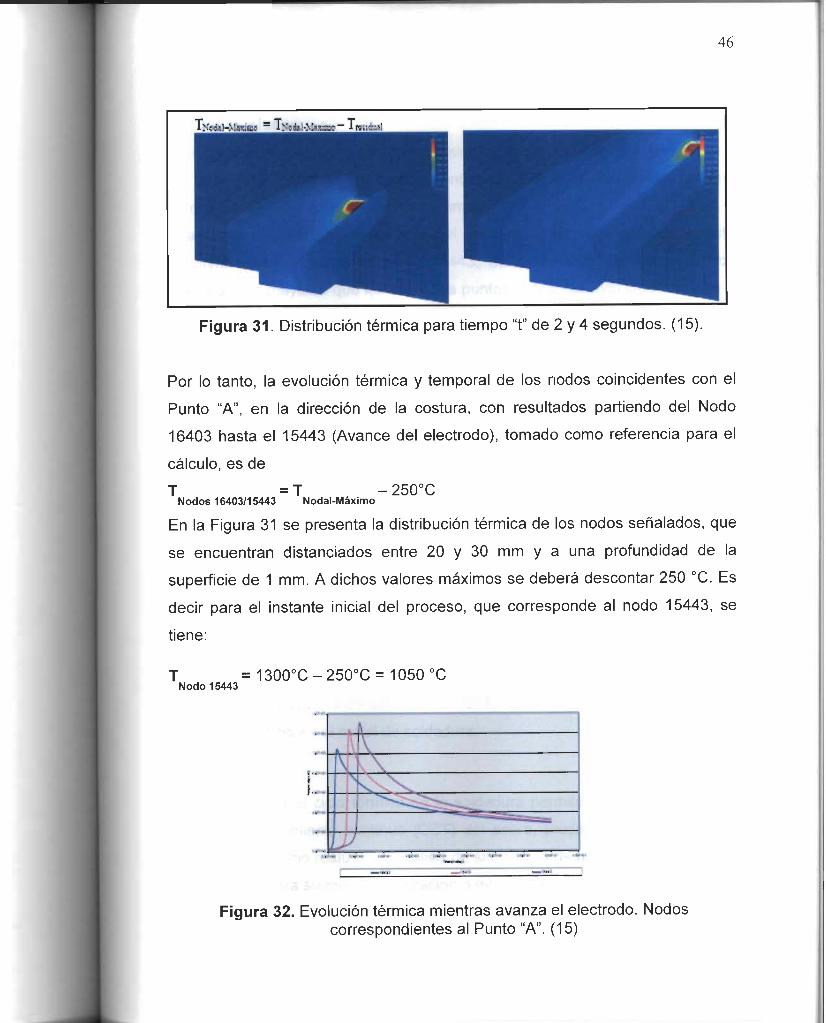
Por lo tanto, la evolución térmica y temporal de los nodos coincidentes con el
Punto "A", en la dirección de la costura, con resultados partiendo del Nodo
16403 hasta el 15443 (Avance del electrodo), tomado como referencia para el
cálculo, es de
T = T - 250°CNodos 16403/15443 Nodal-Máximo
En la Figura 31 se presenta la distribución térmica de los nodos señalados, que
se encuentran distanciados entre 20 y 30 mm y a una profundidad de la
superficie de 1 mm. A dichos valores máximos se deberá descontar 250 °C. Es
decir para el instante inicial del proceso, que corresponde al nodo 15443, se
tiene:
= 1300°C-250°C = 1050 °CNodo 15443
Figura 32. Evolución térmica mientras avanza el electrodo. Nodoscorrespondientes al Punto "A". (15)

47
14) Conclusiones
El autor concluye que las máximas tensiones de origen térmico sobre la placase producirán cuando el componente se enfríe y su valor máximo
corresponderá al gradiente térmico máximo.
Analizando el gráfico, se observa que el gradiente máximo se produce durante
el último instante, sobre el nodo 15443, en el instante de 7.5 seg., contemperaturas mayores que los otros dos puntos anteriores evaluados, ya que a
medida que avanza el electrodo el material por delante es precalentado. Esta
información es de importancia para facilitar la comparación con el ensayo.
15) Procedimiento experimental en laboratorio
Se han utilizado los resultados experimentales realizados para esta unión en
trabajos de laboratorio (15), donde se realiza una medición del ciclo térmico por
medio de un sistema de adquisición de datos utilizando termocuplas, ubicadas
en la zona del material base adyacente a la línea de fusión de la junta. Latemperatura de precalentamiento utilizada de 30 °C y el procedimiento de
soldadura aplicado permitieron obtener óptimas condiciones para minimizar laformación de zonas locales frágiles (LBZ).
El tiempo de enfriamiento entre 800 y 500 °C ("t ") es un parámetro8/5
fundamental para establecer las transformaciones de fase que pueden dar lugara los conocidos fenómenos de fisuración en frío tanto en la zona afectada por elcalor (ZAC) como en el metal de soldadura.
De esta manera el ciclo térmico de la soldadura permite, en conjunto con las
curvas de enfriamiento continuo (CCT) del acero, predecir la microestructura
resultante así como realizar un análisis de simulación de un dado procedimiento
de soldadura para su mejor optimización o evaluación.

48
En la Figura 33 se presenta la distribución de temperaturas obtenida con lamedición de la termocupla, ubicada en el punto "A".
Tiempo :«
Figura 33.Temperatura en Función del Tiempo, medida con la termocupla (15).
16) Comparación y conclusión de resultados
Los resultados obtenidos por el autor mediante los procedimientos analítico y
computacional son comparados con resultados experimentales utilizandomediciones con termocuplas, que fueron realizados durante la ejecución de la
soldadura y considerando el tiempo de enfriamiento entre 800 °C y 500 °C (tg/¡.)
como parámetro de comparación, Figura 34.
Figura 34. Comparación de la Temperatura en Función del Tiempo para lostres procedimientos (15).

49
Con respecto a las temperaturas máximas alcanzadas, se observa un grado desimilitud aceptable comparando los procedimientos analíticos y numéricos conlos del ensayo, del orden de los 1100-1200 °C. En cuanto al parámetro "t%", seobserva que la variación de temperatura en el MC es alcanzada en un tiempodel orden de los 10 segundos, comparada con los resultados del ensayo, quees del orden de los 10-15 segundos, mientras que el tiempo obtenido en elmétodo analítico, es mucho más corto del orden de los 5 y 6 segundos. Lasmáximas temperaturas obtenidas, a través de la Simulación computacional,como así también el parámetro "t8/5", son aproximadamente del mismo orden,comparadas con los resultados del ensayo, lo cual la convierte en una
excelente e interesante metodología para encarar el estudio térmico como el
propuesto, a pesar de las simplificaciones propuestas en el planteamiento delMC.
2.6. Distorsión
La distorsión es un problema común el cual se experimenta en la fabricación desoldadura de estructuras de paneles de paredes delgadas. Los factores deseveridad que influyen en la estrategia del control de la distorsión pueden serclasificados dentro de las variables de diseño y proceso. Esto significa que lasvariables de diseño incluyen detalles de juntas de soldadura, espesores deplaca, transiciones de espesores si la consistencia de la junta de la placa es dediferente espesor, sujetadores espaciados, construcciones corrugadas,condiciones de de fijación mecánica, secuencia de ensamble y planeación deconstrucción completa, Las variables importantes del proceso de soldadura son
el calor de entrada, velocidad y secuencia de soldadura. En principio, lasprácticas del control de la distorsión de soldadura de una placa estructural depared delgada pueden ser clasificadas de la siguiente manera:
Usando prácticas de diseño se fabrican distorsiones libres en placas fáciles deproducir. Estas prácticas de diseño incluyen la elección de la placa conespesores apropiados, reduciendo sujetadores espaciados, usando un bisel en

so
T, optimizando la secuencia de ensamble, propiamente aplicando plantillas y
dispositivos usándolos en la construcción de la técnica. (13)
El mejor control de ciertas variables de soldadura eliminarán las condiciones
que promuevan una distorsión. Estas incluyen reducción de tamaños y
longitudes de soldadura de filetes así como punteo, usando una técnica de
repasos y balanceando el calor cerca de la placa del eje neutro en una junta de
soldadura a tope
2.6.1. Secuencia de soldadura óptima para un Método de junta rígida (14).
Una junta rígida puede estar definida como la resistencia para un ángulo de
dobles de una junta en T bajo una unidad de momento aplicado en la junta. Una
unidad de momento aplicada en la mitad de la junta de una placa resulta en una
rotación angular corta de la placa superficial a la junta que aplica la misma
unidad de momento para la junta en T. (14)
2.7. Control Dimensional de la soldadura usando relevado de Esfuerzos
por vibración
En este estudio se evaluó la efectividad de la aplicación de los procesos
vibratorios sobre el control de deformaciones causadas por las tensiones
internas en platinas debido a un proceso de soldadura. Se evaluó la magnitud
de la distorsión producida en tres series de especímenes tratándolas con
vibraciones durante y después del procedimiento de soldadura. Los
especímenes consistieron de platinas de acero inoxidable autentico, los cuales
tienen gran tendencia a la deformación debido a un alto coeficiente de dilatación
y contracción y a una baja conductividad térmica durante los procesos de
soldadura por arco. La deformación fue cuantificada midiendo la distancia que
se levanta el extremo de la platina después de aplicar un cordón de soldadura.
Se midió también la magnitud de los esfuerzos generados por efecto de la
vibración de una platina. Los resultados mostraron una evidente reducción de la
deformación final en las platinas tratadas con respecto a las no tratadas. Se
encontró además que la efectividad del tratamiento con vibraciones no es

51
afectada considerablemente por la magnitud del esfuerzo generado durante lavibración.
2.7.1. Procesos de Soldadura
Los procesos de soldadura por arco inducen esfuerzos residuales que afectan
la vida en fatiga y las tolerancias dimensionales de los elementos estructurales
o de máquinas (16). La magnitud y distribución de estos esfuerzos dependen:
del material base y de aporte, el proceso de soldadura, las restricciones de la
pieza y la geometría, entre otras (17). La manera convencional de reducir estos
esfuerzos residuales es por medio de tratamiento térmico post soldadura.
Young et al. (18) reportan que los esfuerzos residuales son el factor más
importante para la resistencia a fatiga en soldaduras de aceros inoxidables
dúplex y que el tratamiento térmico post-soldadura es un método eficaz de
redistribuir estos esfuerzos y mejorar la resistencia al crecimiento de fisuras.
Sin embargo los tratamientos térmicos son costosos en términos de equipos y
consumo de energía, lo cual a su vez afecta de manera negativa al ambiente.
Además, los tratamientos térmicos no siempre efectivos en la disminución de
esfuerzos residuales, como lo reportan Sedek et al. (18), para el caso de
soldadura de materiales disímiles, debido a la diferencia de coeficientes de
dilatación térmica de los dos materiales.
2.7.2. Tipos de tratamientos mecánicos de alivio de tensiones
Ante las anteriores limitantes de los tratamientos térmicos, surgen los
tratamientos mecánicos de alivio de tensiones, como son el tratamiento de
preestirado (19) y el alivio de tensiones mediante vibraciones (20). En el
conjunto de los tratamientos para el alivio de esfuerzos residuales, los procesos
vibratorios VSR (Vibratory Stress Relief) han desempeñado un papel
importante. Aunque aparecieron en los años cincuenta, estos tratamientos no
cuentan con suficiente reconocimiento en la Industria local, pero se sabe que la

52
aplicación en la que han demostrado mayor efectividad es en la estabilización
dimensional de estructuras soldadas (20). La estabilización dimensional (o
control dimensional) que consiste en la reducción de las alteraciones en la
forma o variaciones en las medidas de las partes construidas mediante
soldadura, condición provocada por las dilataciones y contracciones del cordón
y la zona térmicamente afectada (ZTA).
2.7.3. Definición de material y proceso de soldadura
Aunque existen varias investigaciones sobre la efectividad del tratamiento VSR
(21), en las cuales se ha establecido una metodología clara y confiable, esta
metodología implica la utilización de tecnología costosa y fuera del alcance de
muchos centros de investigación local. Por tal motivo, en este trabajo se evaluó
la capacidad de los procesos vibratorios en el control dimensional de piezas de
acero inoxidable 304 soldadas con el proceso de soldadura con electrodo
revestido utilizando una metodología sencilla y de bajo costo.
2.7.4. Procedimiento experimental
Se emplearon platinas de acero inoxidable 304 de dimensiones 240 mm x 100
mm x 9,5 mm, que se montaron en voladizo sobre la estructura vibratoria, como
se muestra en la Figura 35.
La tendencia a la distorsión fue cuantificada midiendo la distancia que se
levanta al borde de la platina (5, en la Figura 35) por efecto del cordón de
soldadura.
El cordón de soldadura se aplicó sobre la superficie de las platinas, justo al
borde del apoyo, en donde los especímenes están sometidos a esfuerzos de
tracción y compresión debido a la vibración.

Cotfdói^.— 1 A-
1<4 ;\|iv.v Wfeffteión 1
Figura 35. Montaje Experimental. (22).
53
2.7.5. Evaluación de especímenes
Se evaluaron tres series de especímenes: la serie de control dimensional, una
serie vibrada, y otra serie vibrada aumentándola amplitud de esfuerzo durante
el tratamiento. Las amplitudes de esfuerzo aplicado estuvieron entre 0-50 MPa.
El acero utilizado fue inoxidable austenítico AISI 304, de alto coeficiente de
dilatación (aacero=1.17X10-5 m/°C; ainox =1.6X10-5m/°C) y menor capacidad
para transferir calor (conductividad kacero=0.12; kinox=0.04).
Los parámetros del proceso de soldadura fueron los siguientes: se aplicó un
solo cordón de soldadura SMAW de 1 cm de ancho con electrodo AWS E308L
de 5/32 pulg. de diámetro, sobre la superficie de las platinas (bead-on-plate), en
el lugar de interés mencionado. La corriente durante la soldadura fue de 125 A;
el voltaje, 18 V; la velocidad de avance del cordón, 0.002 m/s; y el Heat Input,
1125 kJ/m.
2.7.6. Medición de resultados de la prueba
El proceso vibratorio se realizó inmediatamente finalizada la soldadura con un
proceso vibratorio automático que pasó por tres frecuencias diferentes en un
tiempo total de tratamiento de 15 minutos. Se sabe que un tiempo adicional de
tratamiento no produce ningún efecto (23). La primera serie de platinas (2
platinas) fue la de control, que únicamente será soldada y servirá como
referencia en el experimento. La segunda serie (2 platinas) fue soldada y
tratada con el proceso vibratorio automático del equipo sin aplicar peso
adicional a la probeta. La tercera serie (3 platinas) fue en la cual se aumentó la
amplitud del esfuerzo, colocando cargas de 1,035, 2.13 y 2.91 Kg. en el

54
voladizo de las platinas soldadas. El tratamiento vibratorio también fue
automático. La idea fue constatar si al aumentar los esfuerzos aplicados
durante el tratamiento, mejora el efecto de las vibraciones.
La medición del esfuerzo debido a la vibración se realizó con un strain gage
pegado en el lugar donde se depositará el cordón de soldadura en dirección
longitudinal. En la Figura 36 se muestra la probeta con el strain gage. La
adquisición de datos se efectuó con un equipo Smart dynamic strain recorder a
una velocidad de adquisición de 10.000 datos/segundo.
Detector de
vibraciones
Punto para adicionar
Figura 36. Medición de esfuerzos. (23).
2.7.7. Equipo de medición
Para la aplicación de los tratamientos vibratorios se utilizó el equipo "Fórmula
62" (ver Figura 37). El tratamiento durante la soldadura se ajustó manualmente
(de manera que permita el soldeo) y el tratamiento vibratorio automático
posterior pasó por tres frecuencias características: 16, 27 y 45 Hz.
Luego del procedimiento, se midió el levantamiento 5 a una distancia paralela
del cordón de soldadura (90 mm y 140mm), lo que permitió comparar el efecto
de las vibraciones sobre el control dimensional
55
Figura 37. Montaje y Equipo. (23).
2.7.8. Comparativos
En la Figura 38 se muestra la variación de esfuerzos con el tiempo para tres
frecuencias de ensayo y con una carga de 2,91 Kg. Se observa un claro
aumento de la amplitud del esfuerzo con el aumento de la frecuencia. En la
Tabla 8 se despliegan los valores de esfuerzo medio y máximo para cada una
de las frecuencias ensayadas y cada uno de los pesos externos agregados en
el extremo de la probeta. En dicha Tabla se observa que tanto el esfuerzo
medio como el máximo aumentan al incrementarse la frecuencia y la carga.
Estos valores indican variación del esfuerzo con la frecuencia y con la carga,
mas no es de esperar que estos mismos valores de esfuerzo se presenten en
las probetas soldadas debido a los cambios de propiedades que sufre el acero
al calentarse.
2.7.9. Resultado de deformaciones
Puesto que la probeta estaba apoyada en su extremo y la soldadura se aplicó
cerca al apoyo, como se muestra en la figura 39, se observó que por la
contracción del metal debido al enfriamiento se produce un levantamiento de la
platina en voladizo. En la Tabla 9 se muestran los resultados del levantamiento
£ medidos a una distancia de 90 mm y 140 mm del apoyo.

^
56
Tabla 8. Resultados de esfuerzos (Mpa). (23)
Carga(Kg)
Frecuencia(Hz)
16 27 45
Esf. Medio Esf. Max Esf. Medio Esf. Max Esf. Medio Esf. Max
1.035 1.21 3.6 1.2 3.8 1.21 22.2
2.18 1.84 5.4 1.82 6.4 1.84 40.6
2.91 2.62 6.6 2.6 10.4 2.61 48.4
Tabla 9. Levantamiento (mm) debido a la distorsión. (23)
Probeta 90mm 140mm
No vibrada 3.8 5.35
No vibrada 3.55 5.2
Vibrada 2.2 3.6
Vibrada 2.85 4.55
Vibrada+ 1.035kg 2.25 3.2
Vibrada+2.13kg 2.8 4.1
Vibrada+2.91kg 2.85 4.45
2.7.10. Evaluación de las Probetas con carga y sin carga
En la anterior Tabla se aprecia que existe una clara reducción de la distorsión
de las probetas vibradas con respecto a las no vibradas. Sin embargo, no existe
una diferencia marcada entre las vibradas sin carga y las vibradas con los tres
niveles de carga adicional. De hecho la probeta vibrada con la mayor carga en
la cual se produce el mayor esfuerzo presentó mayor distorsión que las
vibradas con carga menor e igual distorsión que una de las vibradas sin carga
adicional. En ningún caso se logró eliminar totalmente la distorsión. Los
resultados son coherentes con lo reportado en la literatura (24) en lo referente a
que un pequeño esfuerzo inducido durante las vibraciones produce una
disminución o redistribución importante de los esfuerzos residuales en
elementos soldados, y que un incremento en los esfuerzos no necesariamente
genera reducción adicional.

57
Figura 38. Variación de esfuerzos en el tiempo para tres niveles de frecuencia.
(24)
2.7.11. Magnitud de esfuerzos
En cuanto a la magnitud de los esfuerzos, Bouhlier et al. (25) reportan que los
tratamientos vibratorios producen alivio de hasta 100% cuando los esfuerzos
residuales son de compresión. Claramente, niveles de alivio tan alto no se
lograron en el presente estudio puesto que en todas las platinas ensayadas se
presentó una deformación final, lo cual indica un esfuerzo residual. La reducción
de la distorsión en las probetas ensayadas está en alrededor de 30%. Niveles
similares de alivio fueron logrados para un eje en el cual se presentan esfuerzos
residuales debido al proceso de conformado en caliente, posterior enfriamiento
y transformaciones microestructurales.
El autor concluye que los tratamientos vibratorios aplicados durante la
soldadura por arco redujeron las alteraciones dimensionales en un 30%. El
autor comprueba que el control dimensional en el proceso de soldadura es una
escogencia experimental acertada para ser tratada mediante vibraciones.
El tratamiento de alivio de tensiones por medio de vibraciones es una opción
que puede ser considerada viable para sustituir al tratamiento térmico.

CAPÍTULO 3
ANÁLISIS DE LA BIBLIOGRAFÍA
58
De acuerdo a la bibliografía consultada para generar este trabajo, se pudieron
ver distintas maneras de poder controlar las deformaciones, la primera de ellas
es la del análisis de las variables tales como, el calor de entrada, velocidad de
avance, y las características eléctricas de voltaje y corriente. Además, los
materiales de aporte, metal base, tipo de junta y diseño de ranura.
Diversos autores (Kou S., Devedia L. A., Dolgak J.) coinciden en que se debe
de realizar un análisis global de los elementos que participan en un proceso de
soldadura antes de aplicar alguna técnica para contrarrestar la distorsión.
Los efectos de los tratamientos térmicos antes y después de la aplicación de la
soldadura y las consideraciones de los parámetros óptimos de las variables de
soldadura mencionadas anteriormente, en función de las propiedades físicas y
químicas del tipo de material base, así como del material de aporte, permitirá
que la distorsión del ensamble se reduzca notablemente.
Una de las metodologías que se estudiaron en este trabajo (Kou S, 2003)
permite una buena práctica, mediante la experimentación aplicando la
soldadura alternada o secuencíal, lo cual permite empatar los esfuerzos de
tensión y compresión tanto transversales como longitudinales. Asimismo
recomienda utilizar dispositivos de sujeción para reducir el nivel de distorsión.
Tomando en cuenta la experiencia y las metodologías que se presentan en

59
campo es una de las técnicas más empleadas en procesos de soldadura por la
practicidad que se tiene debido a las innumerables evaluaciones
experimentales que se han realizado al respecto.
Los esfuerzos operativos en manufactura de componentes estructurales, por
obtener un resultado óptimo al eliminar o minimizar los altos porcentajes de las
distorsiones implican costos elevados, siendo ésta una limitante para la
productividad.
Otra de las metodologías (Goldak J., Moashi Gu., 1999) permite dar una
valoración por medio de un programa, para visualizar las variables que se
presentan en el proceso, sin llevar a cabo la experimentación en campo. De
esta manera el costo de una evaluación es menor y se puede obtener un
resultado que permita eliminar la posible falla, con una inversión mínima.
Esta metodología tiene una inversión alta al inicio debido a la adquisición del
programa y capacitación del mismo sin embargo la recuperación que muestran
los casos de estudio aquí vistos puede verse que la rentabilidad del uso de esta
técnica será la más utilizada en un futuro próximo.
En acuerdo a lo descrito anteriormente es importante mencionar que existen
variables de soldadura que se pueden omitir según la metodología aplicada, sin
embargo del universo de las variables que pudieran influir en la generación de
distorsiones, seria de una incertidumbre menor a la de otras técnicas.

CAPÍTULO 4
CONCLUSIONES
60
Los efectos de las distorsiones ocasionadas por la soldadura en los aceros
estructurales robustos (espesores de 1" a 4") son de un alto costo para la
industria metal-mecánica, sin embargo, el análisis, la investigación, la aplicación
y la selección adecuada de sus propiedades mecánicas; serán determinantes
en los resultados que impactan los costos de la productividad.
La elección adecuada de un proceso de soldadura permitirá conocer una de las
variables de mayor influencia en la generación de distorsiones, esta variable es
el calor de entrada. En el caso particular de esta investigación se presentaron
las distintas variables del proceso de soldadura por arco de metal y gas, GMAW
en la aparición de una distorsión. Este proceso presenta una alta densidad de
corriente y diámetros pequeños del electrodo, el calor de entrada a la pieza de
trabajo es alto, lo cual repercute directamente en el ensamble en los esfuerzos
residuales.
La especificación comercial ASTM A36 corresponde a un acero estructural de
alta demanda en la industria metal-mecánica, dadas sus buenas propiedades
de tenacidad. La composición química promedio es de 0.15 a 0.25%C y de 0.55
a 1.65%Mn, aunados a otros elementos se logra tener las propiedades
mecánicas ideales para estructuras donde los esfuerzos cíclicos se presentan
con frecuencia, aplicaciones tales, como construcción de edificios, puentes,
naves industriales y estructuras de transporte de equipo pesado.

61
Los aceros estructurales al ser soldados con proceso GMAW permiten una
distorsión de mayor o menor grado, dependiendo de las variables que se han
considerado en el procedimiento calificado al momento de soldar, esto conduce
a la diversidad de conclusiones de los distintos investigadores, donde se
concluye que, el cuidado pertinente en las variables de diseño y proceso
permitirán tener un mayor control en las afectaciones de las distorsiones y por
ende, su impacto productivo será menor.
Dos metodologías son apropiadas para la evaluación de los efectos de las
variables de soldadura y los esfuerzos residuales.
Una que permite una buena práctica, mediante la experimentación aplicando la
soldadura alternada o secuencíal, lo cual permite empatar los esfuerzos de
tensión y compresión tanto transversales como longitudinales. La otra permite
dar una valoración por medio de un programa, para visualizar las variables que
se presentan en el proceso, sin llevar a cabo la experimentación en campo.
RECOMENDACIONES
Es posible la realización de un análisis exhaustivo de las principales variables
del proceso de soldadura por GMAW, con respecto a la distorsión en los aceros
estructurales, Aplicando metodologías de control y experimentación nos
aproxima a la solución adecuada. Con lo anterior habrá beneficios importantes
en los costos operativos, ya que se puede establecer un control desde el
diseño, la aplicación de la soldadura y el acabado del ensamble, hasta producto
terminado.

62
BIBLIOGRAFÍA
1. González V J.L. 2003. Metalurgia mecánica, p. 14-16.
2. L. A. de Vedia, H. G Svoboda. 2004. Introducción a la metalurgia de la
soldadura, p. 2-4.
3. Welding Handbook AWS, P.I.Temple, Detroit Edison, Gas Metal Are
Welding, 1997.
4. ASM Handbook, Vol. 6, Welding Brazing and Soldering, 1993.
5. Annual Book of ASTM Standards, Marzo 1, 2005, A36/A 36M-04.
6. ASM Handbook, Edición 10, Vol 1. Properties and Selection: Irons, Steels,
and High Performance Alloys, 1990.
7. ASM Handbook, Vol 9, Metallography and Microstructures, 2004.
8. Ansys Incorporated. NATEC, 2003;Goicolea José Ma., 2003.
9. Goldak J., Moashi Gu. Numerical Aspect of modelling weld. Carleton,
University. ASM Handbook, Vol. 6 Welding, Brazing and Soldering. 1999.
10. Ansys Incorporated. NATEC Ingenieros. 2003. Simulación térmica y
mecánica mediante el MEF del proceso de soldadura multipasos.
11. Metals Handbook, 8th ed., Vol. 8, American Society for Metals, Metals
Park, OH, Park, 1973, p. 291.7
12. Kou, Sindo. 2003. Welding metallurgy, 2da. Edición.
13. Handbook of residual stress and deformation, G. Totten, M. Howes, Edition
p. 183-186, 2002.
14. Terai, K., and Kurioka, T. 1969. Future Shipbuilding Methods. Kawasaki
Heavy Industries, Ltd.
15. Guan, Q., Brown, K. W., Guo, D., et al. 1988. International patent
specification No. PCT/GB88/00136.

63
16. Bouhelier, C, Barbain, P., Deville, J., Miege, B., Vibrationstress relief of
welded parts. Mechanical Relaxation ofResidual Stresses, ASTM STP
Mordfin, Ed., American Society for Testing and Materials, Philadelphia,
1988, pp.58-71.
17. Gnirss, G. 1988. Vibration and vibratory stress relief. Historical
development, theory and practical application., Welding in the World. Vol.
26 the World. Vol 26, No 11/12, p. 284 - 291.
18. James, M. N., Hughes, D. J., Chen, Z., Lombard, H.,Hatt¡ngh, D. G.,
Asquith, D., Yates, J. R., Webster, P. J.. 2007. Residual stresses and
fatigue performace., Engineering Failure Analysis, Vol. 14, p. 384-395.
19. Leggatt, R. H. 2008 .Residual stresses in welded structures., International
Journal of Pressure Vessels and Piping, Vol. 85, p. 144-151
20. Munsi, A., Waddell, A., Walker, C. 2000. Vibratory weld conditioning:
treatment of specimens during cooling. Proc Instn.Mech. Engrs. Vol. 214,
p. 129-137.
21. Munsi, A., Waddell, A., Walker, C, 2001. Vibration stress relief,
investigation of the torsional stress effect in welded shafts., Journal of
Strain Analysis, Vol. 36, No 5, p. 453-464.
22. Rao, D., Wang, D., Chen, L., Ni, C. 2007. The effectiveness evaluation of
314L stainless steel vibratory stress relief by dynamic stress. International
Journal of Fatigue, Vol. 29, p. 192-196.
23. Sun, M. C, Sun, Y. H., Wang, R. K. 2004. Vibratory stress relieving of
welded sheet steels of low alloy high strength steel, Materials Letters, Vol.
58, p. 1396-1399.
24. Sun, M., Sun, Y., Wang, R. 2004. The vibratory stress relief of a marine
shafting of 35# bar steel. Materials Letters, Vol. 58, p. 299-303.
25. Young, M. C, Tsay, L. W., Shin, C. S., Chan, S.L. 2007. The effect of short
time post-weld heat treatment on the fatigue crack growth of 2205 dúplex
stainless steel welds., International Journal of Fatigue, Vol. 29, p. 2156-
2162.

LISTADO DE TABLAS
Tabla
Tabla 1. Elección de Electrodo de acuerdo a la corriente
de transición de Globular a Espray.
Tabla 2.Gases de Protección para transferencia de
espray. (3)
Tabla 3.Recomendaciones de electrodo para GMAW
Tabla 4. Composición química de un acero ASTM A36 (5).
Tabla 5. Propiedades físicas de un acero ASTM A36 (5).
Tabla 6. Composición Química del Material.
Tabla 7. Determinación del Carbono Equivalente
Tabla 8. Resultados de esfuerzos (Mpa) (23).
Tabla 9. Levantamiento (mm) debido a la distorsión. (23)
64
Pagina
11
14
16
17
18
39
39
58
58

LISTADO DE FIGURAS
Figura 1. Proceso de soldadura GMAW (3). 7
Figura 2. Diagrama de un equipo GMAW (3). 8
Figura 3. Transferencia por Corto Circuito (4). 9
Figura 4. Transferencia Globular (4). 10
Figura 5. Transferencia por Espray (3). 11
Figura 6. Contorno del cordón y modelos depenetración de varios gases de protección (3). 13
Figura 7. Transferencia globular no axial (3). 13
Figura 8. Diagrama Fe-C (6). 19
Figura 9. Microestructura de un acero ASTM A36estructural que muestra ferrita + perlita (7). 20
Figura 10. Esfuerzos residuales en soldadura (8). 21
Figura 11. Esfuerzos Residuales y transversales (9). 22
Figura 12. Esfuerzos Residuales y transversales (9). 23
Figura 13. Esfuerzos residuales y distorsión de unasoldadura en T (11). 25
Figura 14. Esfuerzos residuales y distorsión de unasoldadura en H y en una caja soldada (9). 26
Figura 15. Distorsiones típicas de juntas soldadas (9). 27
Figura 16. Forma de ranura para una distorsión angularcero en una soldadura a tope (8). 28
Figura 17. Junta cerrada (Electrodo revestido) y juntacerrada (arco sumergido) (8). 29
Figura 18. Distorsión Angular según el tipo de junta (8). 29
Figura 19. Diagrama peso del consumible vs espesor(8).
30
Figura 20. Dirección del cordón de soldadura (9). 30
Figura 21. Posición y ranura (9).
Figura 22. Dispositivos de presentación y sujeción (9). 31
Figura 23. Forma de solución del Método de losElementos Finitos (11).
34
65

Figura 24. Diferencia de mallado para lograr mayorprecisión en la zona de cordón y la ZAT (12). 35
Figura 25. Modelo geométrico embridado medianteMEF, deformación desplazamientos obtenidos en launión T (13).
37
Figura 26. Vista de la unión soldada con esquema de lasoldadura y punto de evaluación "A" 40
Figura 27. Parámetros geométricos y modelo de lafuente calórica (14). 41
Figura 28. Punto "A": Evolución térmica (14). 43
Figura 29. Modelo propuesto de las placas a soldar yde la zona de unión (14). 44
Figura 30. Generación interna de calor en la zona deaporte Primer pasada Punto "A" (15). 45
Figura 31. Distribución térmica para tiempo "t" de 2 y 4segundos (15). 47
Figura 32. Evolución térmica mientras avanza elelectrodo. Nodos correspondientes al Punto "A" (15). 48
Figura 33.Temperatura en Función del Tiempo, medidacon la termocupla (15). 49
Figura 34. Comparación de la temperatura en funcióndel tiempo para los tres procedimientos (15). 50
Figura 35. Montaje Experimental (22). 54
Figura 36. Medición de esfuerzos (23). 56
Figura 37 Montaje y Equipo (23). 57
Figura 368 Variación de esfuerzos en el tiempo paratres niveles de frecuencia
59
66

63
16. Bouhelier, O, Barbain, P., Deville, J., Miege, B., Vibrationstress relief of
welded parts. Mechanical Relaxation ofResidual Stresses, ASTM STP
Mordfin, Ed., American Society for Testing and Materials, Philadelphia,
1988, pp.58-71.
17. Gnirss, G. 1988. Vibration and vibratory stress relief. Historical
development, theory and practical application., Welding in the World. Vol.
26 the World. Vol 26, No 11/12, p. 284 - 291.
18. James, M. N., Hughes, D. J., Chen, Z., Lombard, H.,Hattingh, D. G.,
Asquíth, D., Yates, J. R., Webster, P. J.. 2007. Residual stresses and
fatigue performace., Engineering Failure Analysis, Vol. 14, p. 384-395.
19. Leggatt, R. H. 2008 .Residual stresses in welded structures., International
Journal of Pressure Vessels and Piping, Vol. 85, p. 144-151
20. Munsi, A., Waddell, A., Walker, C. 2000. Vibratory weld conditioning:
treatment of specimens during cooling. Proc Instn.Mech. Engrs. Vol. 214,
p. 129-137.
21. Munsi, A., Waddell, A., Walker, O, 2001. Vibration stress relief,
investigation of the torsional stress effect in welded shafts., Journal of
Strain Analysis, Vol. 36, No 5, p. 453-464.
22. Rao, D., Wang, D., Chen, L, Ni, C. 2007. The effectiveness evaluation of
314L stainless steel vibratory stress relief by dynamic stress. International
Journal of Fatigue, Vol. 29, p. 192-196.
23. Sun, M. C, Sun, Y. H., Wang, R. K. 2004. Vibratory stress relieving of
welded sheet steels of low alloy high strength steel, Materials Letters, Vol.
58, p. 1396-1399.
24. Sun, M., Sun, Y., Wang, R. 2004. The vibratory stress relief of a marine
shafting of 35# bar steel. Materials Letters, Vol. 58, p. 299-303.
25. Young, M. C, Tsay, L. W., Shin, O S., Chan, S.L. 2007. The effect of short
time post-weld heat treatment on the fatigue crack growth of 2205 dúplex
stainless steel welds., International Journal of Fatigue, Vol. 29, p. 2156-
2162.