Embed Size (px)
Citation preview

Surface & Coatings Technology 236 (2013) 531–539
Contents lists available at ScienceDirect
Surface & Coatings Technology
j ourna l homepage: www.e lsev ie r .com/ locate /sur fcoat
Effect of Roughness and Surface Topography on Adhesion of PVB toAA2024-T3 using the Blister Test
B.C. Rincon Troconis ⁎, G.S. FrankelFontana Corrosion Center, Department of Materials Science and Engineering, The Ohio State University, Columbus, OH 43210, United States
⁎ Corresponding author.E-mail address: [email protected] (B.C. Rinco
0257-8972/$ – see front matter © 2013 Elsevier B.V. All rihttp://dx.doi.org/10.1016/j.surfcoat.2013.10.046
a b s t r a c t
a r t i c l e i n f oArticle history:Received 6 August 2013Accepted in revised form 22 October 2013Available online 30 October 2013
Keywords:AdhesionBlister testRoughnessPolyvinyl butyralSurface topographyAdhesion strength indicatorSurface Treatment
Corrosion protection through protective coatings depends on the adhesion of the coating system to the basemetal, which is controlled by surface treatments. Measuring adhesion strength is a challenging task. However,the Blister Test (BT) is a quantitative and reproducible technique not exploited in the corrosion field. In this in-vestigation, the effect of roughness and surface topography is studied using this technique. Samples were abrad-edusing SiC paper up to 120, 180, 600 and 1200 in a randomly or alignedmanner to obtain different topographiesand roughness levels in the range of 0.026 to 1.324 μm. The surfaces were characterized using OpticalProfilometry before polyvinyl butyral (PVB) coating was applied. Then the adhesion strength was determinedusing the BT. The substrates abraded randomly presented lower average roughness than the ones abraded inan aligned manner due to continual cross abrasion of grooves. The adhesion strength results from the BT werereproducible and could rank different mechanical treatments. Roughness degree and surface topography werefound to be very important factors for adhesion strength. Adhesion strength was found to increase with rough-ness for both abrasionmethods; however the random samples exhibited the highest adhesion strength at similarroughness values. The groove peaks were found to be stronger barriers than the groove valleys as a result of ahigher peeling angle needed for delamination to take place, increasing the energy used for plastic deformationand therefore decreasing the energy available for blister growth. An adhesion strength indicator (AS)was definedbased on peeling rate and found to be effective in sensing adhesion strength.
© 2013 Elsevier B.V. All rights reserved.
1. Introduction
Coatings on metals are often designed to provide corrosion protec-tion to the underlyingmetal [1], but a key parameter for coating perfor-mance is adhesion [2–4]. The coating can act as a barrier and also as asource of inhibitors to mitigate corrosion. However, even if a coatingsystem contains the most efficient corrosion inhibitor species, limitedprotection is imparted if the primer is not well adhered to the substrate.
It is important to understand the difference between “fundamentaladhesion” and “practical adhesion” [5]. Fundamental adhesion is relatedto the energy to break the combined bonding of all the interatomicforces that keep two surfaces together divided by area, while practicaladhesion iswhat is obtained fromadhesion tests regardless of the failurelocus. The practical adhesion is the fundamental adhesion plus any otherphenomena taking place during the test that consume energy, such ascoating or substrate plastic deformation, stress stored in the coating,and test geometry. However, if coating rupture occurs during the test,the practical adhesion will underestimate fundamental adhesion sincethe adhesion strength is not reached. Therefore, details of the approachshould be considered when selecting an adhesion test to use.
n Troconis).
ghts reserved.
Measuring adhesion is a complex task [6]. Numerous techniqueshave been developed in the last decades to measure the adhesionstrength of coatings to metals [5]. Nonetheless, these techniques arecharacterized by at least one of the following disadvantages: they arenon-quantitative, non-reproducible, performed in dry conditions, oroverestimate adhesion as a result of energy consumption by other phe-nomena, such as plastic deformation [7–9].
ASTM D3359 [10], known as “The Tape Test,” comprises two differ-ent testmethods depending on the test site (field or laboratory). In gen-eral, incisions are made into the coating to reach the substrate. Theincisions can be performed on samples pre-exposed towater or a corro-sive environment or without pre-exposure. After the incisions aremadeand the debris cleaned, a piece of tape is pressed against the coating.Then the tape is removed quickly at a 180° angle in onemotion. Finally,the panel is classified depending on the percent of delaminated area.Even though this technique is widely used in industry, it only providesa fail/no-fail result and is thus extremely qualitative [8].
ASTMD4541 [11] is the most commonly used technique in industryfor assessing adhesion because it is easy to perform. In this technique astud or dolly is adhered to the coating and then pulled off at a specificrate while the force is measured. However, the failure mode in thistest is usually characterized by a mixture of adhesive and cohesive fail-ure or cohesive failure only [4,12], making the measurement non-

532 B.C. Rincon Troconis, G.S. Frankel / Surface & Coatings Technology 236 (2013) 531–539
representative of the adhesion at the coating/substrate interface. Also,the chemical components of the adhesive used to attach the studcould affect the coating/substrate interface [13]. Finally, the measure-ments are performed in dry conditions, which do not simulate reality.The presence ofwater in the coating/substrate interface is known to de-crease adhesion, producing what is called “wet adhesion” [14].
As discussed in the last paragraphs, there are issues with the well-known and practical techniques, leaving a large gap between funda-mental adhesion and practical adhesion. In this study, the BT is usedtomeasure adhesion strength. The principal advantage of this techniqueis that it provides a measure of the normalized energy needed to initi-ate/propagate a crack at the substrate/polymer interface [15]. This is aquantitative measurement that is not given by any other technique.Also, the BT can be performed in the presence or absence of a wettingliquid, there is no system contamination from an adhesive, and it offersthe ability to study the effects of a range of parameters [16]. Further-more, the amount of plastic deformation during the test is minimizedbecause the peeling angle is kept lower than 90° [17]. In addition, theBT simulates the actual stress situation in the coating/substrate interface[18,19], the need for which has been discussed [20]. Finally, the BT hasbeen shown to be reproducible [16].
The BT was first reported in 1961 by Dannenberg [21] and thenWilliams [22] developed the analysis further using fracture mechanics.This test has been used for adhesion measurement of different inter-faces such as silica/polystyrene [16], silica/polymethylmethacrylate,varnish/stainless steel [21], pressure-sensitive tape/plexiglass [23],and pressure-sensitive tape/carbon steel [24]. The test consists of pres-surizing the interface between a rigid substrate and a flexible coatingthrough a hole in the substrate to produce a blister in the coating [21].Blister radius and pressure are recorded with time. It is known that acrack will not propagate until a critical energy release rate is achieved,the adhesion strength Ga. Different equations [22,23,25,26] have beenderived from linear elastic fracture mechanics (LEFM), depending onthe principal deformation modes that the flexible material, the coating,experiences during the blister test. Using an energy criterion where theenergy supplied to the system is used in the delamination process, andtaking into account the elastic energy changes in the coating, the follow-ing equation was derived [23],
Ga ¼Prð Þ4
17:4Et
" #1=3
ð1Þ
where P is the blister pressure, r is the blister radius, E is the coatingYoung's Modulus, and t is the coating thickness. This equation was de-rived using LEFM since the coating behaves as an elastic membranewhen the blister diameter is much larger than the coating thickness.
Surface preparation prior to coating application is critically impor-tant for controlling adhesion [27]. There are general types of surfacepreparation used to improve adhesion, mechanical and chemical treat-ments [8]. Mechanical treatment involves increasing the roughness ofthe surface to increase the interlocking of the primerwith the substrate,while chemical treatment increases the bonding energy of the coatingto the substrate. Increasing the roughness increases the surface areaand also facilitates the flow of the coating around the substrate features[27]. Theoretical analyses [28] suggest that an increase in roughness im-proves adhesion strength not only by increasing surface area, but also byenhancing the processes that induce energy dissipation in the interfaceduring delamination. In addition, an increase in roughness results in anincrease in specific surface energy, which is believed to positively affectadhesion of organic polymers to metal by increasing the number of ac-tive sites and the effective area for bonding to occur [29]. For example,increasing the roughness of a carbon steel substrate was found to in-crease the adhesion of chlorinated rubber varnish coating [29]. Otherauthors [30] showed how the adhesion strength of thermally sprayedcoatings on steel increased with roughness produced by sandblasting.
In the present investigation, the BT is used to study the effect ofroughness and surface topography on the adhesion strength of polyvinylbutyral (PVB) to AA2024-T3 abraded using SiC paper.
2. Experimental
The BT uses a fluid to pressurize a coating covering a hole in a sub-strate and thereby create a blister at the substrate/coating interface.During this process, the diameter of the blister and its pressure are re-corded until complete delamination of the coating occurs. A schematicof the setup is shown in Fig. 1. This setup is an improved version ofthe one used by Kappes et al. [24]. A programmable syringe pump (KDScientific) in a vertical configuration, to facilitate purging of air bubblesfrom the system,was connected to the sample holder by a stainless steeltube. A T-valve was used between these two parts of the setup to feedthe syringe with electrolyte when the BT needed to be conditioned fora new test. The pressure was recorded versus time by a pressure trans-ducer (fromOmegadyne). The polycarbonate sample holder had a cubicshape and connections for the syringe pump and the pressure transduc-er as well as reference and counter electrodes for electrochemical mea-surements. The largest hole was for attachment of the coated sample,which was tightened down with the help of a plastic coated C-shapedstainless steel plate and four bolts. All tubing and tubing accessorieswere made of stainless steel.
The setup also had a polycarbonate environmental chamber that canbe attached to the top of the sample holder and sealed against the sam-ple holder using an o-ring. The relative humidity of the air flowingthrough the chamber could be controlled and measured by a sensor ina downstream mini-chamber. Water-saturated air was pumpedthrough the chamber using an aquariumpump and twowashing bottlesduring the BT experiments.
The environmental chamber had a quartz window in the upper faceto allow viewing and recording of the blister growth with a Charge-Coupled Device (CCD) camera attached to a face-down stereoscopicmi-croscope (SZX12 OLYMPUS). The blister had a non-planar geometry sothat incident light did not reflect back to the microscope, producing ahigh-contrast black circle in the recorded video image, which facilitatedmeasurement of the blister radius. The syringe pump was controlledby a DasyLab software program. The BT could be operated in constantinfusion (CI) rate mode or constant pressure (CP) mode. The infusion/withdrawal rates, target pressure, and other variables can be adjustedin the program. The experiments presented here were performed in CImode at an infusion rate of 0.050 mL/h, using deionized (DI) water asthe pressurizingfluid. This infusion ratewas chosen tominimize coatingrupture, which occurs more readily at higher infusion rates.
The substrates were AA2024-T3 with dimensions 30 mm ×30 mm × 1.3 mm. Different approaches were attempted [31] for prep-aration of a through-hole in samples for the BT. The goal was to have ahigh quality coating spanning a through-hole in the sample. The combi-nation of milling and electrodissolution, described presently, was foundto give the best results.
A 3 mm diameter hole was milled in the center of one side of thesubstrate to a depth of about 0.9 mm (leaving about 0.4 mm in thick-ness under the hole). The other side of the substrate was then preparedfor coating. Some samples were abraded randomly or in an alignedmanner using silicon carbide papers grit of 120, 180, 600, or 1200 grit,depending on the scope of the specific experiment. A MultiPrep™System with DP-Lubricant Blue (Struers) was used for abrasion. TheMultiPrep™ System has two rotatory parts, the abrasion wheel andthe sample holder arm. The abrasion wheel was set to 100 rpm for allsamples. For the randomly abraded samples, the sample holder armwas configured to continuously rotate and oscillate radially across thewheel for 5 min. For aligned samples, the process consisted of randomabrasion for 1 min followed by 4 min with the arm kept in a fixed posi-tion for the final grit. After abrasion, samples were ultrasonicallycleaned in acetone for 1 min and then stored in a desiccator.

Syringe pumpSample holderPressure transducer
Stereoscopic Microscope
Coating
Substrate with through-hole (AA 2024-T3)
Fluid
Environmental Chamber
rr
Pressure control Program and frame
grabber
Fig. 1. Schematic of the blister test.
533B.C. Rincon Troconis, G.S. Frankel / Surface & Coatings Technology 236 (2013) 531–539
A solution composed of 15 wt.% PVB and 85 wt.% methanol was ap-plied to the substrate using a draw-down bar. Electrical tape was ap-plied to the edges to increase thickness. After the sample was cured(14 days in air) the bottom of the milled hole was dissolved to createa through-hole using an electrodissolution process. A potential of2.125 V SCE was applied to the AA2024-T3 sample in 0.5 M NaCl solu-tion. The sample wasmasked by first placing a sticker of 3 mm in diam-eter inside the hole. The hole perimeter was highlighted using a markerand the sticker was then removed. The area outside the drawn hole wasthen masked with red Miccroshield Stop-off lacquer carefully using avery fine brush. A stainless steel rod coated on the side, but with abare tip, was used as a counter electrode. The counter electrodewas po-sitioned very close to the area to be electrodissolved without touchingit. Short electrodissolution steps were performed with rotation of theflat cell between steps to ensure a more rounded hole. The first stepwas approximately 70 s and the following steps were 5–30 s long.Once the through-hole was achieved, the size was measured betweenevery step using an optical microscope until a diameter of 3 mm wasachieved.
The coating Young's modulus is needed to calculate the adhesionstrength of PVB to the substrate. This parameter was determinedfrom tensile tests performed on at least four samples of PVB. Thesamples were prepared by casting in a Teflon mold with dimensions50 mm × 25 mm × 0.25 mm. After it was cured, the PVB sample wasremoved carefully using a blade and tweezers. A dog-bone shaped ten-sile sample with 2 mm × 20 mm gage length was cut using an Al tem-plate. The samples were placed between the two templates and kept inplace using two 3 mm dermal punches (Acuderm Inc.). The puncheswere introduced carefully to avoid PVB stretching. Surgical blades(Bard-Parker No. 15)were used to cut the dog bone shape using a singlecut to avoid defects that could create stress concentration sites. Beforeperforming the tensile test, the thickness of the PVB was measured.The sample was placed between two glass slides of known thicknessand the thickness wasmeasured using a digital micrometer. The tensiletest was performed using a load cell (TestResources, Model 1000R12)and a force transducer with a capacity of 50 lbf (TestResources, modelSM-50-294) at a strain rate of 0.1 min−1, as recommended by theASTMD882-10 standard test method for tensile properties of thin plas-tic sheeting [32].
A Veeco Contour GT-K optical profilometer and themetrology appli-cation Visio64™ v5.30 (Bruker) were used to assess the average rough-ness of the different substrates after abrasion. Four measurements weretaken using a 5× objective and a 1.0 multiplier, resulting in a field ofviewwith dimensions 0.96 mm × 1.28 mm. The images were adjustedby using the terms removal option in the software, specifically the tilt
only mode to produce a plane fit and avoid any calculation error dueto an inherent tilt.
Thickness measurements were performed using the Elcometer®456 Basic ferrous and non-ferrous coating thickness gage.
3. Results and discussion
3.1. Characterization of treated surfaces
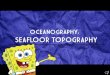
Abrasion removed the original surface on rolled AA2024-T3 sheets,leaving behind a fresh surface characterized by valleys and peaks.Fig. 2 displays the surface topography of randomly abraded samplesand aligned abraded samples to 180 grit. These surface topographiesare representative of all the abrasion degrees. The red areas representthe part of the surface with the highest height, the peaks, and the blueareas represent the part of the surface with the lowest height, the val-leys. The random abrasion produced a surface with grooves orientedin all directions, while the aligned abrasion oriented the grooves in aunidirectional manner. The surface morphology depended on the abra-sion method and grit number. Even though the same grit SiC paperswere used for the two different abrasion methods, the average rough-ness obtained was different, as shown in Fig. 3. The average roughnessranged between 0.026 and 1.324 μm. The substrates abraded in analigned manner had higher average roughness values than the sub-strates abraded randomly and the difference increased as the grit num-ber decreased. Random abrasion removes material faster than alignedabrasion because of the rotatory motion of the sample holder arm com-bined with the rotatory motion of the polisher wheel. This results incontinual cross abrasion of grooves. In contrast, the stationary position-ing of the holder during aligned abrasion prevents cross-abrasion,thereby reducing material removal.
3.2. Effect of roughness on adhesion strength
3.2.1. Random abrasionFig. 4 shows the data gathered for a sample abraded randomly using
600 grit silicon carbide paper. As will be shown below, no coating frac-ture was observed; the PVB coating delaminated cleanly from the sub-strate. The delaminated part of the substrate was observed under theoptical microscope and no polymer residue was found. During the BTexperiment, the pressure increased to a maximum value and then de-creased abruptly (Fig. 4a). At this point, the increase in radius produceda large reduction in pressure because the infusion ratewas constant andlow (0.050 mL/h). However, the radius kept increasing as shown inFig. 4b. The onset of blister growth took place before the maximum

Fig. 2. Surface morphology for (a) randomly abraded AA2024-T3 and (b) aligned abradedAA2024-T3 using 180 grit.
(a)
(b)
0
2
4
6
8
10
12
14
1.5
2
2.5
3
3.5
4
4.5
5
5.5
100 200 300 400 500
Rad
ius (m
m)
Time (s)
MaximumPressure
Onset ofdelamination
0
0.005
0.01
0.015
0.02
0.025
0.03
1.5
2
2.5
3
3.5
4
4.5
5
0 100 200 300 400 500
Rad
ius (m
m)
Time (s)
MaximumPxr
Onset ofdelamination
Pre
ssu
re (
kPa)
Pre
ssu
re x
Rad
ius
(kN
/m)
Fig. 4. Blister test data of a sample abraded using a 600 grit silicon carbide paper in arandom manner and coated with 15 wt.% PVB. (a) Pressure and radius and(b) pressure × radius product versus time.
534 B.C. Rincon Troconis, G.S. Frankel / Surface & Coatings Technology 236 (2013) 531–539
pressure and also before the maximum Pxr product was reached(Fig. 4b). The same behavior was found previously with a blank primerand also by other authors [23,24,33,34]. Nonetheless, assuming a simple
0
0.2
0.4
0.6
0.8
1
1.2
1.4
0 200 400 600 800 1000 1200 1400
Grit Number
Ave
rag
e R
ou
gh
nes
s (µ
m)
RandomAligned
Fig. 3.Average roughness of randomly and aligned abraded AA2024-T3 using different gritnumbers.
fracture criterion, the coating should start delaminatingwhen the adhe-sion strength is reached and delamination should continue while theenergy-release rate in the system is above the adhesion strength. TakingEq. (1) into consideration, this will occurwhen the Pxr product achievesa specific value, which should be constant during the delamination pro-cess and should occur at themaximumpressure as defined byGent et al.[23] and Briscoe et al. [34]. However, delaminationwas found to initiatebefore themaximum. Some authors attribute this behavior to the visco-elastic properties of the coating [24] and others to a weak adhesion atthe edges of the hole as a result of sample preparation [23]. As seen inFig. 4b, the Pxr product increased and reached a plateau but then de-creased as the radius increased further. In some cases a secondarylocal maximum was found, but it was always lower than the first max-imum. A maximum value of Pxr followed by a decrease to a constantvalue has been observed for packing tape with a propylene backing onplexiglass [23]. A similar behavior was found for a polymeric tape onpoly(methylmethacrylate); in this case the Pxr value reached a maxi-mum then decreased to a plateau and then further decreased [33]. Thedelamination kinetics, represented by the slope of the curve of radiusvs. time, shows that the delamination was slow at the beginning,increased just before the maximum pressure was reached and then

0
0.01
0.02
0.03
0.04
0.05
0.06
0.07
1.5 2 2.5 3 3.5Radius (mm)
Pre
ssu
re x
Rad
ius
(kN
/m)
R-120R-600R-180R-1200
Fig. 5. Pressure × radius values in terms of radius for samples randomly abradedwith dif-ferent grits and coatedwith 15 wt.% PVB. The R-## notation in the legend refers to the gritnumber of the final paper used in random polishing.
0
1
2
3
4
5
6
0 0.2 0.4 0.6 0.8 1 1.2 1.4
Ad
hes
ion
Str
eng
th (
J/m
2 )
Roughness (µµm)
RandomAligned
Fig. 6. Effect of roughness on adhesion strength of PVB to non-cleaned substrates abradedrandomly or in an aligned mannerAA2024-T3.
535B.C. Rincon Troconis, G.S. Frankel / Surface & Coatings Technology 236 (2013) 531–539
slowed down, probably due to a lack of driving force associatedwith thelow fluid infusion rate of 0.050 mL/h. The same behavior was exhibitedby all the samples. As noted above, in some situations a second localmaximumwas observed. The energy available in the system to producedelamination decreases after the maximum value of Pxr is achieved be-cause of the delamination that takes place after that point. As a result, afurther increase in pressure might be needed for coating delaminationto continue, as shown in Fig. 4a at approximately 400 s. Fig. 5 displaysthe results of the Pxr product for the randomly abraded samples usingdifferent grit papers. The results of repeated experiments with thesame conditionswere found to be very reproducible. The effect of differ-ent surface roughness is evident and will be discussed below.
The adhesion strength was calculated using Eq. (1) and is presentedin Table 1 alongwith themeasured values of Pxr, coating thickness, androughness. Different conventions have been adopted by differentauthors. Gent et al. [23] and Briscoe et al. [34] used the Pxr product atthe maximum P to calculate adhesion strength, while Wang et al. [33]used the Pxr value at the onset of delamination, and Kappes et al. [24]used the maximum Pxr value. The latter convention will be used inthis analysis.
Fig. 3 shows that the R-120 (random abrasion at 120 grit) samplesexhibited the highest roughness and R-1200 samples showed the low-est roughness. The grit number is inversely proportional to the gritsize. The roughness difference between R-180 and R-600 is very small,even though the silicon carbide particles are very different in size. Asshown in Fig. 6, the adhesion strengthwas lowest for the smoothest sur-face, R-1200. However, the adhesion strength for the R-600 sampleswas somewhat larger than that for the R-180 samples, even though
Table 1Surface roughness, coating thickness, product of pressure × radius, and adhesion strength,Ga, of randomly abraded samples testedwith the BT. Repeatedmeasurements for each gritare shown.
Samples Roughness (μm) Coating thickness (μm) Pxr (N/m) Ga (J/m2)
R-120 0.781 11.76 64.07 4.97R-120 0.762 12.88 68.07 5.23R-180 0.353 10.13 18.82 0.89R-180 0.417 11.88 20.50 0.97R-600 0.327 11.90 22.33 1.24R-600 0.306 12.73 23.84 1.14R-1200 0.036 12.88 10.15 0.27R-1200 0.026 12.88 6.909 0.18
the R-180 samples were only slightly rougher. It is expected that adhe-sion strength should increase with increasing roughness and it is un-known why the measured adhesion strength was larger for the R-600sample, compared to R-180. However, the adhesion strength washighest for the roughest surface, R-120, as shown in Fig. 6. It is possiblethat the results for the R-180 and R-600 samples represent scatter andthat the roughness and adhesion strengths are not statistically different.
3.2.2. Aligned abrasionTable 2 shows the roughness, coating thickness, measured values of
Pxr, and adhesion strength for samples abraded in an aligned mannerwith 180, 600, and 1200 grit paper. The behavior of these sampleswas similar to that of randomabraded samples in that the blister startedgrowing before the maximum pressure was reached. The plot of Pxrproduct vs. radius is shown in Fig. 7. In this case, the adhesion strengthincreased monotonically with roughness, as expected. The roughnessvalues for samples abraded with 600 and 180 grit papers in an alignedfashion were significantly different, unlike what was found for the ran-domly abraded samples. The expected relationship between roughnessand adhesion strength was observed, as shown in Fig. 6.
3.2.3. Comparison between random and aligned abrasionAs shown above, random and aligned abraded samples had different
average roughness (Fig. 3) and adhesion strength (Figs. 6). Fig. 8 showsthat the abrasion details also influenced the blister shape. In the case ofsamples abraded in an alignedmanner, the unidirectional grooves led tofaster growth in the abrasion direction than in the perpendicular direc-tion, resulting in elongated blisters. In contrast, the samples abraded in a
Table 2Surface roughness, coating thickness, product of pressure × radius, and adhesion strength,Ga, of aligned abraded samples tested with the BT. Repeated measurements for each gritare shown.
Samples Roughness (μm) Coating thickness (μm) Pxr (N/m) Ga (J/m2)
A-180 1.236 12.5 32.98 1.76A-180 1.324 13.95 37.85 2.04A-600 0.551 13.10 25.66 1.24A-600 0.433 11.1 15.40 0.66A-1200 0.095 10.13 5.38 0.17A-1200 0.169 11.23 3.89 0.11

0
0.005
0.01
0.015
0.02
0.025
0.03
0.035
0.04
1.5 2 2.5 3 3.5Radius (mm)
Pre
ssu
re x
Rad
ius
(kN
/m)
A-180A-600A-1200
Fig. 7. Pressure × radius values in terms of radius for samples abraded in an alignedman-ner with different grits and coated with 15 wt.% PVB. The A-## notation in the legend re-fers to the grit number of the final paper used in aligned polishing.
536 B.C. Rincon Troconis, G.S. Frankel / Surface & Coatings Technology 236 (2013) 531–539
random manner exhibited rounder and more uniform blisters. Mea-surements of the blister radius with time in parallel and perpendiculardirections with respect to the abrasion grooves are shown in Fig. 9.The delamination rate in the parallel direction is always larger than inthe perpendicular direction, creating elongated blisters as mentionedpreviously. The difference between the blister growth rate in differentdirections is much less for the A-1200 samples as a result of low surfaceroughness. The calculation of adhesion strength requires the blister ra-dius. Adhesion strength is directly proportional to the Pxr product. P isthe same everywhere inside the blister as measured by the pressuretransducer. Therefore, if the surface is isotropic, there will be a higherdriving force for blister growth in any region of the blister edge withhigher radius of curvature. However, the surface is anisotropic as a re-sult of aligned polishing. For these elongated blisters, the adhesionstrength measurement cannot be isolated for both directions because
(a.1) (a.2
(b.1) (b.2
Fig. 8. Blister shape during the BT for samples (a.1) randomly abraded 180 grit, (a.2) rando(b.2) aligned abraded 600 grit, and (b.3) aligned abraded 1200 grit.
coating delamination occurs along the weakest path. The maximumpressurewill always depend on the delamination onset through the val-leys as explained in the following paragraphs. This underestimates themaximumpressure needed for delamination onset in the perpendiculardirection, producing a lower value of the adhesion strength in this direc-tion. The opposite behavior would occur for the parallel direction.Therefore, an average radius determined from the blister area wasused to assess the average adhesion strength. An adhesion indicatorwill be defined below and used to address the adhesion difference be-tween the parallel and perpendicular directions.
The groove peaks are stronger barriers for delamination than thegroove valleys. The peeling angle was shown by Gent and Hamed to af-fect the amount of plastic strain in the primer [35]. Fig. 10a and b areschematic representations of the portion of the primer under plasticstrain for peeling angles of 90° and 180°, respectively. The highlightedareas represent the portions of the coating that are placed in tension.The primer peeled at 90° experiences less plastic tensile strain thanthe primer peeled at 180°. These two cases show that the plastic strainincreases with the peeling angle.
Delamination in a valley and up the side of a peak in an alignedabraded sample are shown schematically in Fig. 10c and d, respectively.The peeling angle is larger when the blister is growing towards a peakthan when the blister is growing through a valley. Therefore, whenthe blister is growing towards a peak, more energy from fluid pressuri-zation is used to plastically deform the paint than when the blister isgrowing through a valley. Less energy remains to produce delaminationso the delamination rate is slower up peaks than along the valleys andthe blisters become elongated in shape.
Fig. 6 displays the adhesion strength as a function of roughness forsampleswith aligned and randomabrasion. The randomly abraded sam-ples exhibited the higher adhesion strength at similar levels of rough-ness. As shown previously, the valleys are the preferred pathways forblister growth and the peaks are barriers due to the higher plastic strainexperimented by the PVB under these circumstances. Fig. 2a shows thatthe grooves for a randomly abraded sample were oriented in all direc-tions. If a blister grows from the center of the figure, its leading edgewill encounter grooves in all orientations, includingmany oriented per-pendicularly or at an angle to the blister growth path. The presence ofthese barriers will increase the energy needed for delamination to
) (a.3)
) (b.3)
mly abraded 600 grit, (a.3) randomly abraded 1200 grit, (b.1) aligned abraded 180 grit,

1
2
3
4
5
6
7
0 200 400 600 800 1000
Rad
ius
(mm
)
Time (s)
1
2
3
4
5
6
7
0 200 400 600 800 1000
Rad
ius
(mm
)
Time (s)
1
2
3
4
5
6
7
0 200 400 600 800 1000
Rad
ius
(mm
)
Time (s)
1
2
3
4
5
6
7
0 200 400 600 800 1000
Rad
ius
(mm
)
Time (s)
1
2
3
4
5
6
7
0 200 400 600 800 1000
Rad
ius
(mm
)
Time (s)
1
2
3
4
5
6
7
0 200 400 600 800 1000
Rad
ius
(mm
)
Time (s)
ParallelPerpendicular
A-180C ParallelPerpendicular
A-180D
ParallelPerpendicular
A-600C ParallelPerpendicular
A-600D
ParallelPerpendicular
A-1200C ParallelPerpendicular
A-1200D
Fig. 9.Blister radius in parallel and perpendicular directionwith respect to abrasion grooveswith respectwith time for thedifferent aligned samples. The A-##notation in the legend refersto the grit number of the final paper used in aligned polishing.
537B.C. Rincon Troconis, G.S. Frankel / Surface & Coatings Technology 236 (2013) 531–539
happen. In contrast, a blister growing in an aligned abrasion will en-counter perpendicular grooves on two sides and parallel grooves ontwo sides. Since parallel grooves represent blister growth through avalley, preferred pathways, the energy needed for delamination totake place will be significantly reduced compared to randomly abradedsamples, as shown by the adhesion strength measurements.
As mentioned in the Introduction, an increase of adhesion strengthwith roughness is linked to an increase in surface area [28], surfaceenergy [29], bonding interaction, tortuosity in crack propagation [19],and an increase in energy dissipation processes [28] such as plastic de-formation. The plastic deformation taking place during the BT simulateswhat would occur when a blister is created in service since it has thesame geometry. Therefore, the adhesion strength values reported in
this investigation represent realistic practical adhesion values that donot incorporate overestimation due to test geometry.
3.3. Adhesion strength dependence on peeling rate
The equation used to calculate adhesion strength (Eq. (1)) showsthat adhesion strength is proportional to the pressure and radius, anddoes not include the effect of peeling rate, dA/dt. However, Kappeset al. [24] have shown that the Pxr product during the fast blister growthstage increaseswith log dA/dt. Therefore, adhesion strength depends onpeeling rate. Experiments performed by Kappes et al. at different infu-sion rates showed that measured adhesion strength and peeling rateboth increase with infusion rate. This could be in part related to the

Fig. 10. Schematics of the dependence of the portion of the primer under plastic strain on the peeling angle for (a) 90° angle, (b) 180° angle, and the peeling angle of twodifferent scenariosduring the BT: (c) blister growing through the valleys and (d) blister growing towards the peaks.Schematics (a) and (b) were redrawn and modified based on Fig. 2 of A. N. Gent and G. R. Hamed, Journal of Adhesion 7, 91–95 (1975) [35].
0
0.2
0.4
0.6
0.8
1
1.2
0 0.2 0.4 0.6 0.8 1 1.2 1.4
x 10 9
Ad
hes
ion
Ind
icat
or
[max
. P/(
dA
/dt)
] (k
g/m
3 s)
Roughness (µµm)
ParallelPerpendicular
Fig. 11. Dependence of adhesion indicator on roughness and blister growth direction foraligned abraded samples.
538 B.C. Rincon Troconis, G.S. Frankel / Surface & Coatings Technology 236 (2013) 531–539
dependence of the polymer mechanical properties on strain rate. Whenthe infusion rate is increased during the BT, the slope of pressure versustime increases thus the strain rate also increases. If the polymer is amor-phous and the test is performed below the glass transition temperature,the Young'smodulus is kept constant, but the yield stress and toughnessincrease [36]. If the coating undergoes plastic deformation, then the dis-sipated energy increases with strain-rate, producing an increase in thepractical adhesion strength. Therefore, Eq. (1) should bemodified to in-clude peeling rate.
It is useful to define a parameter to illustrate the importance of peel-ing rate on adhesion strength and to differentiate the adhesion strengthbetweenparallel and perpendicular directions for aligned polished sam-ples. Eq. (1) shows that adhesion strength is directly proportional to theproduct Pxr. Furthermore, it has been noticed that adhesion strength in-creaseswith roughness (Fig. 6) and that the blister peeling rate,which isdirectly proportional to the growth rate (the slope of the curves inFig. 9), increases as roughness decreases. The peeling rate is defined as,
dAdt
¼ ddt
πr2� �
¼ 2πrdrdt
¼ 2πrr2−r1ð Þt2−t1ð Þ : ð2Þ
Therefore, Pxr / (dA/dt) at maximum Pxr during BT has been de-fined as an adhesion strength indicator from the blister test, AS:
AS ¼ PxrdA=dtð Þ
� �max Pxr:j ð3Þ
AS values as a function of roughness for blister growth in the paralleland perpendicular directions are presented in Fig. 11. As roughness in-creased, the blister growth kinetics between parallel and perpendiculardirections became more different. When the Pxr is evaluated in the
parallel direction for A-600 and A-180 grit samples two or more Pxrmaxima can be observed (Fig. 12). The first maximum was related tothe blister growth in the parallel direction while the second maximumwas related to the blister growth in the perpendicular direction as a re-sult of the blister growth initiation order depending on direction(Fig. 9). Therefore, the first maximum will be used for the calculation

0
0.01
0.02
0.03
0.04
0.05
0.06
1 2 3 4 5 6Radius (mm)
First Maximum
Pre
ssu
re x
Rad
ius
(kN
/m)
Fig. 12. Pxr behavior in the parallel direction for A-180 sample.
539B.C. Rincon Troconis, G.S. Frankel / Surface & Coatings Technology 236 (2013) 531–539
of AS in this direction. In contrast, when Pxr is evaluated for the perpen-dicular direction, only one maximum is observed. AS increases withroughness for blister growth in both directions, which agrees with theadhesion strength behavior observed in Fig. 6. Furthermore, the adhe-sion in the perpendicular direction is higher than for the parallel direc-tion,which agreeswith the trends observed in Fig. 9. These observationsverify the effectiveness of this indicator in sensing adhesion strengthand therefore imply that Eq. (1) should bemodified to include the effectof peeling rate on adhesion strength.
4. Conclusion
The investigation presented herein addressed the effects of rough-ness on the adhesion strength of 15 wt.% PVB on AA2024-T3 using theBT. From the results; the following conclusions can be stated:
• Random abrasion generated a surface with lower average roughnessdue to the continual cross abrasion of the grooves.
• Adhesion strength results from the BT were reproducible and help todiscern the effects of different mechanical treatments.
• Roughness degree and surface topography are very important factorsfor adhesion strength. Adhesion strength increased with roughnessdue to an increase in area available for bonding at the primer/substrateinterface, increase in the tortuosity of the path for crack propagation,and an increase in plastic deformation microscopically. Randomly
abraded samples had higher adhesion strength than aligned abradedsamples.
• Peeling rate is important for the calculation of adhesion strength. TheAS indicator is effective in sensing adhesion strength.
Acknowledgments
The funding for this work was from the Strategic EnvironmentalResearch and Development Program, Project WP 1620.
References
[1] S.D. Cramer, B.S.J. Covino (Eds.), Corrosion: Fundamentals, Testing, and Protection,ASM, 2003.
[2] C.K. Lin, C.C. Berndt, J. Therm. Spray Technol. 3 (1994) 75–104.[3] R.A. Dickie, Prog. Org. Coat. 25 (1994) 3–22.[4] W. Funke, Prog. Org. Coat. 31 (1997) 5–9.[5] K.L. Mittal, in: K.L. Mittal (Ed.), Adhesion Measurement of Films and Coatings, 1,
1995, pp. 1–13.[6] B.N. Chapman, J. Vac. Sci. Technol. 11 (1974) 106–113.[7] F. Deflorian, L. Fedrizzi, J. Adhes. Sci. Technol. 13 (1999) 629–645.[8] Y. Liu, Q. Gan, S. Baig, E. Smela, J. Phys. Chem. C 111 (2007) 11329–11338.[9] P.D. Mumbauer, D.H. Carey, G.S. Ferguson, Chem. Mater. 7 (1995) 1303–1314.
[10] D3359 Standard Test Methods for Measuring Adhesion by Tape Test, ASTMInternational, 2009.
[11] D4541 Standard Test Methods for Pull-Off Strength of Coatings Using PortableAdhesion Testers, ASTM Standard, 2009.
[12] L. Fedrizzi, F.J. Rodriguez, S. Rossi, F. Deflorian, R.D. Maggio, Electrochim. Acta 46(2001) 3715–3724.
[13] P.R. Chalker, S.J. Bull, D.S. Rickerby, Mater. Sci. Eng. A 140 (1991) 583–592.[14] W. Funke, Prog. Org. Coat. 9 (1981) 29.[15] M. Arrigoni, S. Barradas, M. Braccini, M. Dupeux, M. Jeandin, M. Boustie, C. Bolis, L.
Berthe, J. Adhes. Sci. Technol. 20 (2006) 471–487.[16] J.A. Hinkley, J. Adhes. 16 (1983) 115–126.[17] K.T. Wan, Y.W. Mai, Acta Metall. Mater. 43 (1995) 4109–4115.[18] H.K. Pulker, A.J. Perry, R. Berger, Surf. Technol. 14 (1981) 25–39.[19] P.M. Martin (Ed.), Handbook of Deposition Technologies for Films and Coatings —
Science, Applications and Technology, William Andrew Publishing, 2010.[20] W. Funke, H. Leidheiser, R.A. Dickie, H. Dinger, W. Fischer, H. Haagen, K. Hermann,
H.G. Mosle, W.P. Oechsner, J. Ruf, J.S. Scantlebury, M. Svoboda, J.M. Sykes, J. Coat.Technol. 58 (1986) 79–86.
[21] H. Dannenberg, J. Appl. Polym. Sci. V (1961) 125–134.[22] M.L. Williams, J. Appl. Polym. Sci. 13 (1969) 29–40.[23] A.N. Gent, L.H. Lewandowski, J. Appl. Polym. Sci. 33 (1987) 1567–1577.[24] M. Kappes, G.S. Frankel, N. Sridhar, Prog. Org. Coat. 69 (2010) 57–62.[25] M.L. Williams, Proc. 5th U. S. Natl. Congr. Appl. Mech, 1966, p. 451.[26] M.G. Allen, S.D. Senturia, J. Adhes. 25 (1988) 303–315.[27] P. Molitor, V. Barron, T. Young, Int. J. Adhes. Adhes. 21 (2001) 129–136.[28] D.E. Packham, Int. J. Adhes. Adhes. 23 (2003) 437–448.[29] P.R. Sere, A.R. Armas, C.I. Elsner, A.R.D. Sarli, Corros. Sci. 38 (1996) 853–866.[30] S.K. Asl, M.H. Sohi, Surf. Interface Anal. 42 (2010) 551–554.[31] B.C. Rincon Troconis, Materials Science and Engineering, The Ohio State University,
Columbus, 2013, p. 219, (Vol. Ph.D.).[32] D882 Standard Test Methods for Tensile Properties of Thin Plastic Sheeting, ASTM
Standard, 2002.[33] C. Wang, J. Appl. Polym. Sci. 73 (1999) 1899–1912.[34] B.J. Briscoe, S.S. Panesar, Proc. R. Soc. Lond. AMath. Phys. Eng. Sci. 433 (1991) 23–43.[35] A.N. Gent, G.R. Hamed, J. Adhes. 7 (1975) 91–95.[36] E.M. Arruda, M.C. Boyce, R. Jayachandran, Mech. Mater. 19 (1995) 193–212.








![Topography [m] Phase [cyc] · 200 300 400 500 Topography [m] Topography [m] ... [WYh.dsf [^ g]Kdsf [QZa_FfgX no]FWYbY]= fg`cb VQWo Z\ ... UM [eQoQ QoQ QoQ Q](https://img.pdfslide.tips/doc/110x75/5b509d097f8b9a5a6f8ed326/topography-m-phase-cyc-200-300-400-500-topography-m-topography-m-.jpg)