Embed Size (px)
Citation preview

MASAS DE MOLDEO ELASTOSIL® M FÁCIL PRECISIÓN.
CREATING TOMORROW’S SOLUTIONS

Índice
Técnicas de moldeo 4
Elección de la técnica adecuada 6
Preparación del modelo 8
Preparación del material 10
Molde macizo de una pieza
(colada, impresión) 12
Molde macizo de dos piezas
(colada, impresión) 16
Molde de película de una pieza
(colada, pincel) 22
Molde de película de dos piezas
(colada, pincel) 28
Elaboración de copias 42
Materiales 44
Reproducción 46
ELASTOSIL® M 50
Características 52
Consejos y trucos 54
Glosario 56
Wacker Chemie AG 62

33
PREGUNTAR NO CUESTA NADA.
Las masas de moldeo ELASTOSIL® Mson cauchos bicomponentes de siliconaque reticulan a temperatura ambiente>(RTV-2). Su principal característica esla gran precisión de reproducción queofrecen con todo tipo de modelos y>materiales de reproducción, ya se tratede cera, yeso, hormigón, resinas decolada o aleaciones metálicas de bajopunto de fusión.
Su gran >flexibilidad y excelentes pro-piedades antiadherentes permiten unfácil desmoldeo de los >cauchos vulca-nizados fabricados con ELASTOSIL® M.Su buena resistencia garantiza una largadurabilidad de los moldes.
Todas estas ventajas de procesamientoconvierten a ELASTOSIL® M en un producto imprescindible para el moldeo,tanto industrial como artesanal.
Con este manual deseamos ofrecer res-puestas rápidas a preguntas concretasde profesionales y aficionados al moldeo.¿Qué tipos de moldes existen? ¿Quétécnica es la más adecuada en cadacaso? ¿Qué material es el más idóneo?
Y si no llegara a encontrar la respuestaque busca en el manual, nuestro serviciotécnico estará encantado de ayudarle.
Llámenos, le asesoraremos con muchogusto.
ELASTOSIL® M es una marca registrada de Wacker Chemie AG.

La primera capa de caucho de silicona apli-cada sobre los detalles más finos delmodelo es decisiva para la exactitud de lareproducción. De ahí que deba prestárseleespecial atención.
Índice
Técnicas de moldeo
Elección de la técnica adecuada 6
Preparación del modelo 8
Preparación del material 10
Molde macizo de una pieza
(colada, impresión) 12
Molde macizo de dos piezas
(colada, impresión) 16
Molde de película de una pieza
(colada, pincel) 22
Molde de película de dos piezas
(colada, pincel) 28
Elaboración de copias 42
Materiales 44
Reproducción 46
ELASTOSIL® M 50
Características 52
Consejos y trucos 54
Glosario 56
Wacker Chemie AG 62

5

6
¿QUÉ TÉCNICA ES LA MÁS ADECUADA?
Las masas ELASTOSIL® M pueden utili-zarse con todas las técnicas de moldeoy con todo tipo de originales, incluso losmás complicados. El tamaño y el mate-rial del modelo son los principales facto-res a tener en cuenta a la hora de elegirla técnica de moldeo.
La tabla que aparece a continuaciónmuestra los tipos más comunes demodelo y sirve de guía para la selecciónde la técnica de moldeo más apropiada.
Índice
Técnicas de moldeo 4
Elección de la técnica adecuada
Preparación del modelo 8
Preparación del material 10
Molde macizo de una pieza
(colada, impresión) 12
Molde macizo de dos piezas
(colada, impresión) 16
Molde de película de una pieza
(colada, pincel) 22
Molde de película de dos piezas
(colada, pincel) 28
Elaboración de copias 42
ELASTOSIL® M 50
Glosario 56
Wacker Chemie AG 62

7
Modelo Ejemplo Técnica Ventajas Inconvenientes
Medallas
Relieves
Prototipos para
la industria
Trofeos,
estatuillas
Fósiles,
monedas
Estatuas
grandes
– Revés plano
– sin o con pocos >detalles
– para modelos no
demasiado grandes
– Revés plano
– detalles pronunciados
– para >modelos de
todos los tamaños
– Bulto redondo
– forma compleja
– >detalles pronunciados
– para modelos no
demasiado grandes
– Peana o pie de base plana
– forma compleja
– >detalles pronunciados
– para modelos no
demasiado grandes
– Bulto redondo
– sin o con pocos >detalles
– para modelos no
demasiado grandes
– Bulto redondo
– forma compleja
– detalles pronunciados
– para modelos de
todos los tamaños
– >Molde macizo de una pieza
– moldeo por colada o impresión
– >Molde de película de una pieza
– moldeo por colada o con pincel
– >Molde macizo de una pieza
– desmoldeo cortando por una
línea divisoria
– utilizado como molde macizo de
dos o más piezas
– moldeo por colada
(>desaireación si procede)
– >Molde de película de una pieza
– desmoldeo por corte lateral
– utilizado como >molde articulado
de película de una pieza
– moldeo por colada o con pincel
– >Molde macizo de dos
o más piezas
– moldeo por colada o impresión
– >Molde de película de dos
o más piezas
– moldeo por colada o con pincel
– Fácil de realizar
– moldes muy estables
– Desmoldeo fácil
– consumo relativamente
reducido de caucho de
silicona
– Más fácil que con el
>molde macizo
de dos piezas
– moldes muy estables
– Más fácil que con el
>molde de película
de dos piezas
– desmoldeo fácil
– consumo relativamente
reducido de caucho de
silicona
– Moldes muy estables
– Desmoldeo fácil
– consumo relativamente
reducido de caucho de
silicona
– Consumo relativamente
elevado de caucho de
silicona
– Más complicado que
con el >molde macizo
(requiere >carcasa de
soporte)
– Consumo relativamente
elevado de caucho de
silicona
– Más complicado que
con el >molde macizo
(requiere >carcasa de
soporte)
– Bastante complicado
– consumo relativamente
elevado de caucho de
silicona
– Más complicado que
con el >molde macizo
(requiere >carcasa de
soporte)

8
¿QUÉ DEBO TENER EN CUENTA AL PREPARAR EL MODELO?
Aunque las masas de moldeo ELASTOSIL® M no se adhieren a la ma-yoría de los materiales de los originales,recomendamos en la mayoría de loscasos tratar previamente las superficiesde los modelos.
Pasos– Eliminar por completo las impurezas
como polvo, suciedad, grasa, etc., sin olvidar de limpiar también bien losrecovecos.
– Guardar o asegurar bien las partessueltas o que no estén bien pegadas.
– Sellar con plastilina o masilla las grietasy fisuras superficiales para evitar el anclaje mecánico de la masa de moldeo.
Índice
Técnicas de moldeo 4
Elección de la técnica adecuada 6
Preparación del modelo
Preparación del material 10
Molde macizo de una pieza
(colada, impresión) 12
Molde macizo de dos piezas
(colada, impresión) 16
Molde de película de una pieza
(colada, pincel) 22
Molde de película de dos piezas
(colada, pincel) 28
Elaboración de copias 42
ELASTOSIL® M 50
Glosario 56
Wacker Chemie AG 62
Resinas sintéticas hidrosolubles como
metilcelulosa (cola para empapelar) o alcohol
polivinílico en diluciones acuosas
(de 4 a 10 partes en peso de materia sólida
en 100 partes en peso de agua)
Soluciones concentradas de jabón o humec-
tantes (lavavajillas, etc.)
Cera o parafina: líquidas o
en soluciones del 5 al 10% en xileno o
bencina sin azufre (bencina terapéutica)
Vaselina (de calidad farmacéutica)
Película protectora Wacker SF 18
sí sí
si fuera necesario sí si fuera necesario
sí sí
sí sí
si fuera necesario si fuera necesario
Material de preparación plastilina arcilla sin cocer yeso cera madera metales

9
–Sellar o cubrir con una lámina lassuperficies porosas o absorbentes.
–Cubrir todas las superficies que pue-dan dañarse fácilmente para evitar quese ensucien, tiñan o se estropeen.Taparlas, por ejemplo, con una láminao tratarlas con un producto apropiado.
–Proteger, con una capa de vaselina uotro material, los materiales que reac-cionen químicamente con el caucho desilicona. Entre otros, el vidrio, la porce-lana, la cerámica y el caucho de silicona.
–Las superficies lisas que no son poro-sas no suelen necesitar ser tratadaspreviamente con un desmoldeante.
No obstante, tras aplicaciones sucesi-vas puede quedar silicona en lassuperficies de los modelos. En estoscasos se recomienda protegerlas conuna capa de desmoldeante.
–Los modelos que hayan sido reprodu-cidos previamente con cauchos de>reticulación por condensación puedenalterar la >vulcanización de las masasde >reticulación por adición que seusen posteriormente: la superficie delmolde que está en contacto con la delmodelo permanece pegajosa. En estoscasos se cubrirá la superficie crítica conla película protectora Wacker SF 18.
AvisoEl tratamiento previo de las superficiesde los modelos puede alterar sus pro-piedades: oscurecimiento de la maderao coloración de la piedra natural o artificial. Por lo tanto, recomendamos siempre realizar ensayos previos enalgún lugar no muy visible del modelo. Al mismo tiempo podrá comprobarse elpoder desmoldeante del molde de >caucho vulcanizado al retirarlo de lasuperficie de ensayo.
1 Arcilla cocida, hormigón, piedra natural y artificial, porcelanasin esmaltar, huesos, etc.
2 Vidrio, porcelana, cerámica esmaltada
3 Numerosos tipos de plastilina, >cauchos orgánicos, resinasepoxídicas de endurecimiento en frío, resinas de poliéster,poliuretanos, cauchos bicomponentes RTV-2 de siliconaque reticulan por condensación, etc.
sí recomendado
sí sí si fuera necesario
sí sí recomendado sí
sí sí sí si fuera necesario sí
sí
superficies porosas1 superficies lisas2 cuero plásticos caucho de silicona materiales inhibidores3

10
– Las masas o >componentes de coladadeben removerse bien, preferentementecon un agitador mecánico, antes deser extraídos del envase, a fin de garantizar una distribución uniforme delas cargas que contienen.
– Removiendo los productos de altaresistencia al desgarro progresivopuede restituirse la fluidez perdidadurante el almacenamiento.
¿CÓMO SE PREPARA LA MASA DE MOLDEO?
1 Remover los componentes¿Qué necesitamos?– Báscula con una precisión de 1/10 g o
recipiente graduado (pipeta, jeringuilladesechable)
– Recipientes limpios de metal o de plás-tico, preferentemente de polietileno,para realizar la mezcla
– Espátula de metal, madera o plástico– Pincel de cerda dura y corta – Agitador mecánico: taladro con agita-
dor de paletas (sistema de rodillos oamasadora para las masas moldea-bles)
– >Bomba de vacío (bomba de chorro deagua o de aceite) y recipiente de vacío(>desecador de vidrio o plástico, etc.)
– Disolvente de grasa: bencina, acetona,etc.
Índice
Técnicas de moldeo 4
Elección de la técnica adecuada 6
Preparación del modelo 8
Preparación del material
Molde macizo de una pieza
(colada, impresión) 12
Molde macizo de dos piezas
(colada, impresión) 16
Molde de película de una pieza
(colada, pincel) 22
Molde de película de dos piezas
(colada, pincel) 28
Elaboración de copias 42
ELASTOSIL® M 50
Glosario 56
Wacker Chemie AG 62

11
– Pesar exactamente los >componentes:solo con proporciones exactas demezcla es posible obtener >tiempos de procesamiento y de vulcanizaciónreproducibles, así como cauchos vulcanizados que satisfagan las especi-ficaciones.
AvisoCuando la >desaireación tenga lugar enlos recipientes de pesaje, su volumendeberá ser, como mínimo, cuatro vecesmayor al de la >masa de caucho >catali-zada.
– Con las masas ELASTOSIL® M de>reticulación por condensación semezclan el caucho y el endurecedor.Con las de >reticulación por adición se mezclan los componentes A y B.
– Mezclar uniformemente los >compo-nentes: las masas de colada y de aplicación con pincel se mezclarán amano utilizando una espátula. En casode cantidades mayores podrá utilizarseun agitador mecánico.
– Según sean las dosis, las masas moldeables se mezclarán a mano, conrodillos o con ayuda de una amasa-dora.
– Durante el mezclado se irá despegandocon regularidad la masa que vaya adhiriéndose a la pared del recipiente.
3 Mezclar los componentes 4 Desairear la masa2 Dosificar los componentes
– Para obtener >cauchos vulcanizados sin burbujas de aire, las masas fluidasse >desairearán a baja presión (de 10 a 20 mbar) en >desecadores o armariosde vacío.
– Aviso: la masa >catalizada experimentaun gran aumento de volumen durante ladesaireación. Por lo tanto, el recipienteutilizado no deberá llenarse más de uncuarto de su capacidad.
– Durante la >desaireación, la masa subey, normalmente, baja a continuaciónantes de alcanzar el borde del recipiente.Cuando exista riesgo de rebose, seventilará brevemente. Esta operaciónse repetirá tantas veces como seanecesario hasta que la masa se con-traiga por sí misma al vacío. Inmediata-mente después se interrumpirá la>desaireación.
– La desaireación no deberá prolongarsemás de 5 minutos. Bajo ningún con-cepto se continuará desaireando lamasa hasta que desaparezcan porcompleto las burbujas de aire ya quepodrían eliminarse también los compo-nentes volátiles necesarios para una>vulcanización adecuada.
12
¿CÓMO SE FABRICA UN MOLDE MACIZO DE UNA PIEZA POR LA TÉCNICA DE COLADA?
¿Qué necesitamos?– Base adecuada: lisa, plana y no
absorbente– Listones de madera, plástico o chapa
para construir la caja de moldeo– Cera adhesiva o masilla de moldeo
(plastilina, etc.) para fijar el modelo ysellar las juntas de la caja
– Si fuese necesario, pincel de cerdacorta
– Si fuese necesario, desmoldeante ylubrificante (vaselina, jabón líquido,lavavajillas) para facilitar el desmoldeo.
Índice
Técnicas de moldeo 4
Elección de la técnica adecuada 6
Preparación del modelo 8
Preparación del material 10
Molde macizo de una pieza
(colada, impresión)
Molde macizo de dos piezas
(colada, impresión) 16
Molde de película de una pieza
(colada, pincel) 22
Molde de película de dos piezas
(colada, pincel) 28
Elaboración de copias 42
ELASTOSIL® M 50
Glosario 56
Wacker Chemie AG 62

13
– Preparar el modelo (véase pág. 8).– Fijar el modelo a la base y construir la
caja: como mínimo 2 cm más ancha ymás alta que el modelo.
– Sellar con masilla las juntas entre lacaja y la base.
– Desde la menor altura posible, verter achorro fino el caucho de silicona >cata-lizado y >desaireado. El punto de ver-tido deberá mantenerse siempre fijo.Cuando no sea posible >desairear pre-viamente la masa, se aplicará primerouna capa fina de la masa catalizadautilizando un pincel de cerda corta ydura. A continuación se verterá el restode la masa desde la mayor altura posi-ble. De este modo se evita la formaciónde burbujas de aire en la superficie delmodelo.
– Verter tanto caucho de silicona comosea necesario para que el punto másalto del modelo quede cubierto conuna capa de masa de al menos 1 cmde espesor.
– Tras el >tiempo de reposo y, comomáximo tras 24 horas, se desarmará lacaja y se extraerá el modelo del molde.
1 Caja de moldeo 2 Verter el caucho de silicona 3 Desmoldear

14
¿Qué necesitamos?– Base adecuada: lisa y plana– Rodillo o prensa.
¿CÓMO SE FABRICA UN MOLDE MACIZO DE UNA PIEZA POR LA TÉCNICA DE IMPRESIÓN?
Índice
Técnicas de moldeo 4
Elección de la técnica adecuada 6
Preparación del modelo 8
Preparación del material 10
Molde macizo de una pieza
(colada, impresión)
Molde macizo de dos piezas
(colada, impresión) 16
Molde de película de una pieza
(colada, pincel) 22
Molde de película de dos piezas
(colada, pincel) 28
Elaboración de copias 42
ELASTOSIL® M 50
Glosario 56
Wacker Chemie AG 62

15
– Preparar el modelo (véase pág. 8).– Presionar desde arriba el original sobre
la lámina de caucho (copias de mone-das, joyas, llaves, etc.).
– Opcionalmente, ir presionando la láminasobre la superficie del modelo, empe-zando por uno de los extremos (figura 2 b): p. ej., copias de relieves planos.
– Tras el >tiempo de reposo y, comomáximo tras 24 horas, se desarmará lacaja y se extraerá el modelo del molde.
– Opcionalmente, se separará el moldedel modelo.
– >Estirar la masa catalizada moldeableutilizando un rodillo o una prensa hastaobtener una lámina que sea lo suficien-temente grande como para cubrir todoel modelo. La lámina obtenida deberáser al menos 1 cm más gruesa que lahendidura más profunda del modelo.
1 Preparar la lámina de caucho 2a Imprimir el modelo sobre la lámina 3a Desmoldear
3b Desmoldear2b Presionar la lámina sobre el modelo

¿Qué necesitamos?– Base adecuada: lisa, plana y no porosa– Listones de madera, plástico o chapa
para construir la caja de moldeo– Cera adhesiva o masilla (plastilina, etc.)
para fijar el modelo y sellar las juntasde la caja
– Si fuese necesario, lámina de plástico ode aluminio para cubrir el modelo
– Material de fijación: arcilla, plastilina omasilla de moldeo
– Si fuese necesario, rotulador para marcar la línea divisoria
– Si fuese necesario, tubos o varillaspara utilizarlos como cierres o para losbebederos y respiraderos
– Si fuese necesario, pincel de cerdacorta
– Desmoldeante: vaselina, solución decera, película protectora Wacker SF 18
– Si fuese necesario, taladro
16
¿CÓMO SE FABRICA UN MOLDE MACIZO DE DOS PIEZAS POR LA TÉCNICA DE COLADA?
1 Medidas preliminares
– Preparar el modelo (véase pág. 8).– Determinar el recorrido de la línea divi-
soria. Marcarla con un rotulador si lascaracterísticas del modelo lo permiten.Se recomienda que discurra por los la-terales del modelo y no por las superfi-cies lisas. Deberá servir para dividir elmodelo en dos partes lo más igualesposible y los huecos lo más simétrica-mente posible.
– Cubrir con una lámina la mitad inferiordel modelo para evitar que el materialde fijación ensucie la superficie.
– Fijar el modelo a la base y construir lacaja que deberá ser, como mínimo, 2 cmmás alta y más ancha que el modelo.
– En los modelos de base plana: colocarel pie pegado a uno de los laterales dela caja para obtener así un orificio pordonde verter posteriormente el materialde reproducción.
– Sellar con masilla las juntas entre lacaja y la base.
Primera pieza del molde macizo
Índice
Técnicas de moldeo 4
Elección de la técnica adecuada 6
Preparación del modelo 8
Preparación del material 10
Molde macizo de una pieza
(colada, impresión) 12
Molde macizo de dos piezas
(colada, impresión)
Molde de película de una pieza
(colada, pincel) 22
Molde de película de dos piezas
(colada, pincel) 28
Elaboración de copias 42
ELASTOSIL® M 50
Glosario 56
Wacker Chemie AG 62

17
Si el material de fijación no es fundible (arcilla, plastilina, etc.):– Moldear una lámina que sea un poco
más grande que el modelo, de espesoradecuado y que sea más fina por elcentro, es decir, donde vaya a colo-carse el modelo.
– Realizar cierres en forma de incisioneso introducir varillas en el material defijación para garantizar un acoplamientoóptimo posterior de las dos partes delmolde.
– Si fuese necesario, se insertarán par-cialmente tubos o varillas para losbebederos y respiraderos laterales.
2a Fijar la 1.ª mitad del modelo 2b Fijar la 1.ª mitad del modelo
Si el material de fijación es fundible (cera moldeable, etc.):– Fundir y verter material de fijación
hasta la línea divisoria, cuando searecta, o hasta el punto más alto delmodelo cuando no lo sea.
– Dejar solidificar el material y, si fuesenecesario, presionarlo sobre la líneadivisoria para ajustarlo mejor al modelo.
– Realizar cierres en forma de incisioneso introducir varillas en el material defijación para garantizar un acoplamientoóptimo posterior de las dos partes delmolde.
– Si fuese necesario, se insertarán par-cialmente tubos o varillas para losbebederos y respiraderos laterales.
3 Verter el caucho de silicona
– Para elaborar la primera pieza delmolde macizo se verterá a chorro finoel caucho catalizado y desaireado desilicona desde la menor altura posible.El punto de vertido deberá mantenersefijo durante todo el proceso.
– Cuando no sea posible desairear pre-viamente la masa, se cubrirá el modelocon una capa fina de masa catalizadautilizando un pincel de cerda corta ydura. A continuación, se verterá elresto de la masa desde la mayor alturaposible para evitar la formación de burbujas de aire en la superficie del modelo.
– Verter tanto caucho como sea nece-sario para cubrir el punto más alto delmodelo con una capa de un mínimo de1 cm de espesor.

18
– Tras el >tiempo de reposo y, comomáximo tras 24 horas, dar la vuelta almolde.
– Quitar la base de trabajo, la caja, elmaterial de fijación y la lámina. Dejar lapieza del molde sobre el modelo.
4 Retirar el material de fijación 5 Aplicar el desmoldeante
– Armar de nuevo la caja.– Aplicar una capa de desmoldeante a
todas las superficies de la primerapieza del molde que vayan a estar encontacto con la segunda pieza paraevitar que se adhieran unas a otras.
Índice
Técnicas de moldeo 4
Elección de la técnica adecuada 6
Preparación del modelo 8
Preparación del material 10
Molde macizo de una pieza
(colada, impresión) 12
Molde macizo de dos piezas
(colada, impresión)
Molde de película de una pieza
(colada, pincel) 22
Molde de película de dos piezas
(colada, pincel) 28
Elaboración de copias 42
ELASTOSIL® M 50
Glosario 56
Wacker Chemie AG 62

19
– Tras la >vulcanización de la segundapieza del molde, se desarmará la caja yse extraerá el modelo del molde de dospiezas.
– Si no se hubieran introducido tubos ovarillas para los bebederos y respi-raderos: taladrar perforaciones por lasque verter posteriormente la colada.
– Desde la menor altura posible, verter achorro fino el caucho catalizado ydesaireado. El punto de vertido deberámantenerse siempre fijo.
– Cuando no sea posible >desairear pre-viamente la masa, se aplicará primerouna capa fina de la masa catalizadautilizando un pincel de cerda corta ydura. A continuación se verterá el restode la masa desde la mayor altura posi-ble. De este modo se evita la formaciónde burbujas de aire en la superficie delmodelo.
– Verter tanto caucho de silicona comosea necesario para que el punto másalto del modelo quede cubierto conuna capa de masa de, al menos, 1 cmde espesor.
6 Verter la 2.ª pieza 7 Desmoldear 8 Perforaciones
Segunda pieza del molde macizo

20
¿Qué necesitamos?– Base adecuada: lisa y plana•Si fuera necesario, rotulador para
marcar la línea divisoria•Rodillo o prensa•Desmoldeante: solución de cera,
película protectora Wacker SF 18•Tubos o varillas para los bebederos y
respiraderos laterales, o bien para utilizarlos de >cierres.
– Preparar el modelo (véase pág. 8). Moldear una lámina de caucho quetenga un tamaño adecuado para elmodelo (véase pág. 15).
– Determinar el recorrido de la línea divi-soria. Marcarla con un rotulador si lascaracterísticas del modelo lo permiten.Se recomienda que discurra por los laterales del modelo y no por las super-ficies lisas. Deberá servir para dividir elmodelo en dos partes lo más igualesposible y los huecos lo más simétrica-mente posible.
– Imprimir el modelo sobre la lámina decaucho.
– Si fuera necesario, presionar el >cau-cho para ajustarlo a la línea divisoriadel modelo.
¿CÓMO SE FABRICA UN MOLDE MACIZO DE DOS PIEZASPOR LA TÉCNICA DE IMPRESIÓN?
1 Imprimir la 1.ª pieza
Primera pieza del molde macizo
Índice
Técnicas de moldeo 4
Elección de la técnica adecuada 6
Preparación del modelo 8
Preparación del material 10
Molde macizo de una pieza
(colada, impresión) 12
Molde macizo de dos piezas
(colada, impresión)
Molde de película de una pieza
(colada, pincel) 22
Molde de película de dos piezas
(colada, pincel) 28
Elaboración de copias 42
ELASTOSIL® M 50
Glosario 56
Wacker Chemie AG 62

21
– Alisar la superficie. – Realizar >cierres en forma de incisio-
nes o introducir varillas en el materialde fijación para garantizar un >acopla-miento óptimo posterior de las dospartes del molde.
– Si fuese necesario, se insertarán parcialmente tubos o varillas para losbebederos y respiraderos laterales.
– Tras el >tiempo de reposo, y comomáximo tras 24 horas, se cubrirán con desmoldeante las superficies de la primera pieza que vayan a estar en contacto con la segunda pieza del molde para evitar que se adhieranunas a otras.
– Imprimir la segunda lámina de cauchosobre la pieza de molde con el modelo.Comenzar por un extremo e ir presio-nando la lámina sobre el original hastaque quede completamente cubierto(figura 3).
– Tras el >tiempo de reposo y, comomáximo tras 24 horas, se extraerá elmodelo del molde de dos piezas.
– Si no se hubieran introducido tubos ovarillas para los bebederos y respirade-ros: taladrar perforaciones por las queverter posteriormente la colada.
2 Insertar cierres y varillas 3 Imprimir la 2.ª lámina 4 Desmoldear
Segunda pieza del molde macizo

22
¿Qué necesitamos?– Base adecuada: lisa, plana y no absor-
bente– Cuando la >carcasa o molde de sopor-
te vaya a fabricarse de yeso: utilizar listones de madera, plástico o chapapara construir la caja de moldeo
– Cera adhesiva o masilla (plastilina, etc.)para fijar el modelo y sellar las juntasentre la caja y la base
– Si fuera necesario, película de plásticoo aluminio para proteger el modelo
– Si fuera necesario, tubos o varillas parautilizarlos como >cierres o para los>bebederos y respiraderos
– Arcilla o masilla de moldeo (plastilina,etc.) para la >capa de separación entrela carcasa y el modelo
– Yeso o resina reforzada con fibra devidrio, de poliéster o epoxídica, parafabricar la carcasa por colada o poraplicación con pincel o brocha
– Espátula– Si fuera necesario, pincel de cerda
corta– Si fuera necesario, taladro.
¿CÓMO SE FABRICA UN MOLDE DE PELÍCULA DE UNA PIEZAPOR LA TÉCNICA DE COLADA?
Índice
Técnicas de moldeo 4
Elección de la técnica adecuada 6
Preparación del modelo 8
Preparación del material 10
Molde macizo de una pieza
(colada, impresión) 12
Molde macizo de dos piezas
(colada, impresión) 16
Molde de película de una pieza
(colada, pincel)
Molde de película de dos piezas
(colada, pincel) 28
Elaboración de copias 42
ELASTOSIL® M 50
Glosario 56
Wacker Chemie AG 62

23
– Preparar el modelo (véase pág. 8). Fijarel modelo a la base.
– Proteger el modelo con la lámina paraevitar que el material separador ensu-cie la superficie.
– Aplicar una capa uniforme de 1 cm deespesor de arcilla o masilla: rellenar ycubrir bien los >detalles.
– Por colada: armar una caja que sea,como mínimo, 3 cm más alta y másancha que el modelo.
– Sellar con masilla las juntas entre lacaja y la base.
– Verter yeso hasta el borde de la caja. – Opcionalmente, utilizar resina reforzada
con fibra de vidrio, de poliéster o epoxídica (permite prescindir de lacaja).
– Una vez solidificada la >carcasa, desarmar la caja y marcar la posiciónexacta de la carcasa sobre la base.
– Retirar todas las capas aplicadas sobreel modelo.
1 Capa de separación 2 Carcasa por colada o con pincel 3 Retirar la carcasa y el material separador

24
– Si no se hubieran colocado >tubos o>varillas durante la fabricación de lacarcasa: realizar ahora las perforacio-nes. Los bebederos se taladrarán enlos puntos de menor altura y los respi-raderos en los de mayor altura paraevitar que penetre aire al rellenar loshuecos.
4 PerforacionesÍndice
Técnicas de moldeo 4
Elección de la técnica adecuada 6
Preparación del modelo 8
Preparación del material 10
Molde macizo de una pieza
(colada, impresión) 12
Molde macizo de dos piezas
(colada, impresión) 16
Molde de película de una pieza
(colada, pincel)
Molde de película de dos piezas
(colada, pincel) 28
Elaboración de copias 42
ELASTOSIL® M 50
Glosario 56
Wacker Chemie AG 62

25
– Cubrir el modelo con la >carcasa, colo-cándola exactamente encima de lasmarcas realizadas. Armar de nuevo lacaja.
– Verter el caucho >catalizado y >desai-reado por los bebederos moviendo ligeramente todo el conjunto para quela masa cubra bien todos los detallessin que se formen burbujas de aire.
– Continuar el vertido hasta que se veamasa por los respiraderos.
– Opcionalmente, cuando no sea posible>desairear previamente la masa, seaplicará primero una capa fina de masacatalizada utilizando un pincel de cerdacorta y dura antes de colocar la >carca-sa. A continuación se fijará la carcasa yse verterá a chorro muy fino el resto dela masa desde la mayor altura posible.De este modo se evita la formación deburbujas de aire en la superficie delmodelo.
– Tras el >tiempo de reposo, y comomáximo tras 24 horas, se retirarán delmodelo la >carcasa y el >molde depelícula.
– >Colocar el molde de película en la>carcasa, ayudándose con los pivotescomo puede verse en la figura.
¡Atención!Almacene siempre el >molde de películaen la >carcasa. De otro modo podríadeformarse irreversiblemente debido areticulaciones posteriores del >cauchorecién vulcanizado.
5 Verter el caucho de silicona 6 Desmoldear 7 Almacenar el molde

– Preprar el modelo (véase pág. 8). – Cuando el modelo pueda manipularse y
su tamaño lo permita, podrá moldearsetambién horizontalmente. En tal caso,fijar el modelo a la base.
– Aplicar el caucho >catalizado y >concapacidad de fluidez, o bien >resisten-te al descuelgue, utilizando un pincelde cerda corta y dura. El modelo deberá quedar cubierto con una capade unos 0,5–1 mm de espesor. Paraevitar la formación de burbujas de airepodrá extenderse también a mano.
•Dejar vulcanizar ligeramente entre 1 y 2 horas hasta que esta primera>capa fina no pueda ser desplazada,pero continúe siendo lo más pegajosaposible.
26
¿Qué necesitamos?– Base adecuada: lisa y plana– Cuando la >carcasa o molde de sopor-
te vaya a fabricarse de yeso: listonesde madera, plástico o chapa paraconstruir la caja de moldeo y masillapara sellar las juntas
– Cera adhesiva o masilla (plastilina, etc.)para fijar el modelo
– Yeso o resina reforzada con fibra devidrio, de poliéster o epoxídica, parafabricar la carcasa por colada o poraplicación con pincel o brocha
– Espátula– Si fuera necesario, pincel de cerda
corta – Si fuera necesario, pigmentos para
teñir la >capa de recubrimiento – Agua con jabón para alisar la superficie
de caucho– Desmoldeante: p. ej., vaselina,
solución de cera o película protectoraWacker SF 18
¿CÓMO SE FABRICA UN MOLDE DE PELÍCULA DE UNA PIEZA CON BROCHA O PINCEL?
1 Capa finaÍndice
Técnicas de moldeo 4
Elección de la técnica adecuada 6
Preparación del modelo 8
Preparación del material 10
Molde macizo de una pieza
(colada, impresión) 12
Molde macizo de dos piezas
(colada, impresión) 16
Molde de película de una pieza
(colada, pincel)
Molde de película de dos piezas
(colada, pincel) 28
Elaboración de copias 42
ELASTOSIL® M 50
Glosario 56
Wacker Chemie AG 62

27
– Si fuera necesario, teñir la masa decaucho para la >capa de recubrimientocon el fin de poder garantizar un recu-brimiento completo de la >capa fina:mezclar la masa de caucho con un 0,1–0,3% de pasta colorante FL.
– Con la espátula, aplicar una capa de 5 a 15 mm de caucho >catalizado y>resistente al descuelgue.
– Rellenar completamente los >detalles.Cuando sean pronunciados, se recu-brirá bien su superficie y colocaráncuñas en su interior antes de fabricar la >carcasa rígida.
– Si fuera necesario, se realizarán >cie-rres para encajar posteriormente el>molde de película a la >carcasa: reali-zar incisiones o colocar pivotes trape-zoidales de caucho en la >capa derecubrimiento que sirvan de cierres yfaciliten el encaje de las piezas.
– Alisar a mano el resto de la superficiede caucho utilizando agua con jabónantes de que comience la vulcaniza-ción. De esta forma se evita que la>carcasa se adhiera al >molde depelícula.
– Tras el >tiempo de reposo y, comomáximo tras 24 horas, se aplicará conun pincel el yeso para la >carcasa.
– En el caso de modelos horizontales, severterá el yeso tras haber construido la caja de moldeo.
– Opcionalmente, se utilizará resinareforzada con fibra de vidrio, depoliéster o epoxídica. En estos casosdebe cubrirse antes la superficie decaucho con una capa de vaselina.
– Una vez solidificada la >carcasa, seretirarán todas las capas aplicadassobre el modelo.
2 Capa de recubrimiento 3 Fabricar la carcasa
A continuación, se dará la vuelta a la carcasa y se colocará dentro el molde de película encajándolo bien con ayudade los cierres.
¡Atención!Almacene siempre el >molde de películaen la >carcasa. De otro modo podríadeformarse irreversiblemente debido areticulaciones posteriores del >cauchorecién vulcanizado.
4 Desmoldear
5 Almacenar el molde en la carcasa

28
¿Qué necesitamos?– Base adecuada: lisa, plana y no absor-
bente– Listones de madera, plástico o chapa
para construir la caja de moldeo– Cera adhesiva o masilla (plastilina, etc.)
para fijar el modelo y sellar las juntasde la caja
– Si fuese necesario, lámina de plástico o de aluminio para cubrir el modelo
– Material de fijación: arcilla, plastilina omasilla de moldeo
– Si fuera necesario, calzos o sepa-radores cuando el material de fijaciónsea líquido
– Si fuera necesario, rotulador para mar-car la línea divisoria
– Si fuese necesario, tubos o varillaspara utilizarlos como >cierres o paralos >bebederos y respiraderos
– Arcilla o masilla de moldeo (plastilina,etc.) para la capa de separación entrela carcasa y el modelo
– Yeso o resina reforzada con fibra devidrio, de poliéster o epoxídica, parafabricar la carcasa por colada o poraplicación con pincel o brocha
– Espátula– Si fuera necesario, pincel de cerda
corta– Si fuera necesario, taladro – Desmoldeante: vaselina, solución de
cera, película protectora Wacker SF 18– Abrazaderas o tornillos para unir las
partes de la >carcasa.
¿CÓMO SE FABRICA UN MOLDE DE PELÍCULA DE DOS PIEZAS POR LA TÉCNICA DE COLADA?
Índice
Técnicas de moldeo 4
Elección de la técnica adecuada 6
Preparación del modelo 8
Preparación del material 10
Molde macizo de una pieza
(colada, impresión) 12
Molde macizo de dos piezas
(colada, impresión) 16
Molde de película de una pieza
(colada, pincel) 22
Molde de película de dos piezas
(colada, pincel)
Elaboración de copias 42
ELASTOSIL® M 50
Glosario 56
Wacker Chemie AG 62

29
– Preparar el modelo (véase pág. 8).– Determinar el recorrido de la línea divi-
soria. Marcarla con un rotulador si lascaracterísticas del modelo lo permiten.Se recomienda que discurra por los laterales del modelo y no por las super-ficies lisas. Deberá servir para dividir elmodelo en dos partes lo más igualesposible y los huecos lo más simétrica-mente posible.
– Cubrir con una lámina la mitad inferiordel modelo para evitar que el materialde fijación ensucie la superficie.
– Fijar el modelo a la base y construir lacaja que deberá ser, como mínimo, 3 cm más alta y más ancha que elmodelo.
– En los modelos de base plana: colocarel pie pegado a uno de los laterales dela caja para obtener así un orificio pordonde verter posteriormente el >mate-rial de reproducción.
– Sellar con masilla las juntas entre lacaja y la base.
Si el material de fijación no es fundible(arcilla, plastilina, etc.):– Moldear una lámina que sea un poco
más grande que el modelo, de espesoradecuado y que sea más fina por elcentro, es decir, donde vaya a colocar-se el modelo.
– Colocar la lámina en la caja y ajustarlaa las dimensiones de la misma.
Si el material de fijación es fundible (cera moldeable, etc.):– Fundir y verter material de fijación
hasta la línea divisoria, cuando searecta, o hasta el punto más alto delmodelo cuando no lo sea.
– Dejar solidificar el material y, si fuesenecesario, presionarlo sobre la líneadivisoria para ajustarlo mejor al modelo.
– Realizar >cierres en forma de incisio-nes o introducir varillas en el materialde fijación para garantizar un >acopla-miento óptimo posterior de las dospartes del molde.
– Si fuese necesario, se insertarán par-cialmente tubos o varillas para losbebederos y respiraderos laterales.
2a Fijar el modelo 2b Fijar el modelo1 Medidas preliminares
30
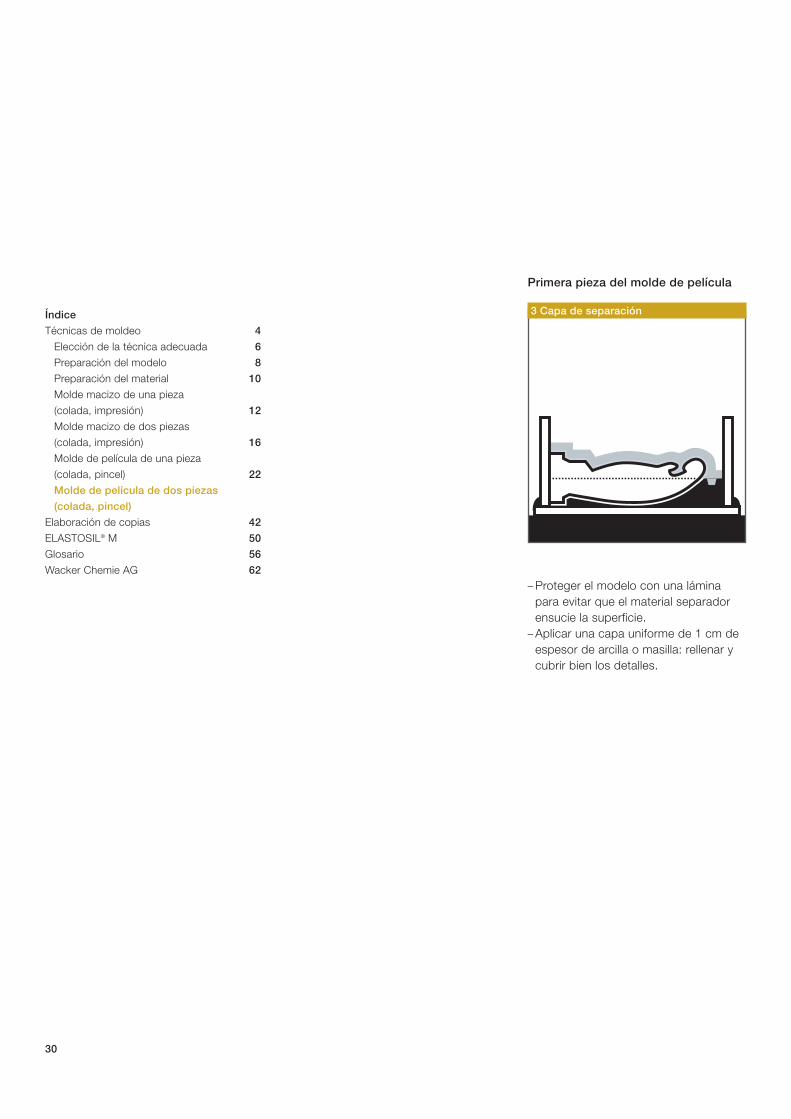
3 Capa de separación
– Proteger el modelo con una láminapara evitar que el material separadorensucie la superficie.
– Aplicar una capa uniforme de 1 cm deespesor de arcilla o masilla: rellenar ycubrir bien los detalles.
Primera pieza del molde de película
Índice
Técnicas de moldeo 4
Elección de la técnica adecuada 6
Preparación del modelo 8
Preparación del material 10
Molde macizo de una pieza
(colada, impresión) 12
Molde macizo de dos piezas
(colada, impresión) 16
Molde de película de una pieza
(colada, pincel) 22
Molde de película de dos piezas
(colada, pincel)
Elaboración de copias 42
ELASTOSIL® M 50
Glosario 56
Wacker Chemie AG 62

31
– Verter el yeso en la caja de moldeo. – Opcionalmente, utilizar resina reforzada
con fibra de vidrio, de poliéster o epoxídica (permite prescindir de lacaja).
– Una vez solidificada la carcasa, desar-mar la caja.
– Retirar todas las capas aplicadas sobreel modelo.
– Si no se hubieran colocado >tubos o>varillas durante la fabricación de lacarcasa: realizar ahora las perforacio-nes. Los bebederos se taladrarán en los puntos de menor altura y losrespiraderos en los de mayor alturapara evitar que penetre aire al rellenarlos huecos.
– Armar de nuevo la caja y colocar la>carcasa sobre el modelo prescindien-do esta vez de la >capa de separación.
– Verter el caucho >catalizado y >desai-reado por los bebederos moviendo ligeramente todo el conjunto para quela masa cubra bien todos los detallessin que se formen burbujas de aire.
– Continuar el vertido hasta que se veamasa por los respiraderos.
– Alternativamente, cuando no sea posi-ble >desairear previamente la masa,aplicar primero una capa fina de masa>catalizada utilizando un pincel decerda corta y dura antes de colocar la>carcasa. A continuación se fijará lacarcasa y se verterá a chorro muy fino elresto de la masa desde la mayor alturaposible. De este modo se evita la forma-ción de burbujas de aire en la superficiedel modelo.
4 1.ª pieza de la carcasa 5 Desmoldear la carcasa, perforaciones 6 Verter la 1.ª pieza del molde

32
– Tras el >tiempo de reposo y, comomáximo tras 24 horas, se desarmará lacaja y se dará la vuelta al molde.
– Retirar la base y el material de fijación.– Dejar la carcasa y la pieza del molde
de película sobre el modelo.
7 Retirar el material de fijaciónÍndice
Técnicas de moldeo 4
Elección de la técnica adecuada 6
Preparación del modelo 8
Preparación del material 10
Molde macizo de una pieza
(colada, impresión) 12
Molde macizo de dos piezas
(colada, impresión) 16
Molde de película de una pieza
(colada, pincel) 22
Molde de película de dos piezas
(colada, pincel)
Elaboración de copias 42
ELASTOSIL® M 50
Glosario 56
Wacker Chemie AG 62

33
– Verter el yeso en la caja. – Opcionalmente, utilizar resina reforzada
con fibra de vidrio, de poliéster o epoxídica (permite prescindir de lacaja).
8 Capa de separación 9 Verter la 2.ª pieza de la carcasa
– Una vez solidificada la >carcasa, desarmar la caja.
– Retirar la segunda pieza de la carcasa,la capa de >material separador y lalámina protectora.
Segunda pieza del molde de película
– Armar de nuevo la caja para fabricar lasegunda pieza de la carcasa.
– Cubrir la superficie del modelo, envuel-to en la lámina de protección, con unacapa uniforme de 1 cm de espesor dearcilla o masilla: rellenar y cubrir bienlos >detalles.
10 Retirar la capa de separación

34
11 Aplicar desmoldeante, perforaciones
– Armar de nuevo la caja.– Aplicar una capa de desmoldeante a
todas las superficies de la primerapieza del molde y de la primera piezade la carcasa que vayan a estar encontacto con las segundas piezas paraevitar que se adhieran unas a otras.
– Si no se hubieran colocado >tubos o>varillas durante la fabricación de lacarcasa: realizar ahora las perforacio-nes para los bebederos y respiraderos.
Índice
Técnicas de moldeo 4
Elección de la técnica adecuada 6
Preparación del modelo 8
Preparación del material 10
Molde macizo de una pieza
(colada, impresión) 12
Molde macizo de dos piezas
(colada, impresión) 16
Molde de película de una pieza
(colada, pincel) 22
Molde de película de dos piezas
(colada, pincel)
Elaboración de copias 42
ELASTOSIL® M 50
Glosario 56
Wacker Chemie AG 62

35
– Colocar la >carcasa sobre el modeloprescindiendo esta vez de la capa deseparación.
– Verter el caucho >catalizado y >desai-reado por los bebederos moviendo ligeramente todo el conjunto para quela masa cubra bien todos los detallessin que se formen burbujas de aire.
– Continuar el vertido hasta que se veamasa por los respiraderos.
– Opcionalmente, cuando no sea posible>desairear previamente la masa,aplicar primero una capa fina de masacatalizada utilizando un pincel de cerdacorta y dura antes de colocar la >car-casa. A continuación se fijará la car-casa y se verterá el resto de la masadesde la mayor altura posible. De estemodo se evita la formación de burbujasde aire en la superficie del modelo.
– Una vez >vulcanizada la segunda piezadel molde de película, se desarmará lacaja y se retirarán las dos piezas de lacarcasa.
– Extraer el modelo del molde de películade dos piezas.
– Dar la vuelta a las piezas de la carcasay colocar dentro de cada una las respectivas piezas del molde de pelícu-la. Los pivotes formados al endurecer-se el caucho que queda en los orificiosservirán de >cierres y facilitarán elencajado de las piezas.
– Ensamblar con exactitud las piezas dela carcasa y sujetarlas con abrazaderas.
– Alternativamente, si se utilizan lamina-dos de resina de poliéster o epoxídica,atornillar las dos piezas.
¡Atención!Almacene siempre el >molde de películaen la >carcasa. De otro modo podríadeformarse irreversiblemente debido areticulaciones posteriores del >cauchorecién vulcanizado.
12 Verter la 2.ª pieza del molde 13 Desmoldear 14 Encajar las piezas del molde en las dela carcasa

36
¿Qué necesitamos?– Base adecuada: lisa, plana y no
absorbente– Listones de madera, plástico o chapa
para construir la caja de moldeo– Cera adhesiva o masilla (plastilina, etc.)
para fijar el modelo y sellar las juntasde la caja
– Material de fijación o de delimitación:arcilla o masilla de moldeo
– Si fuera necesario, rotulador para marcar la línea divisoria
– Si fuese necesario, tubos o varillaspara utilizarlos como >cierres o paralos >bebederos y respiraderos
– Yeso o resina reforzada con fibra devidrio, de poliéster o epoxídica, parafabricar la carcasa por colada o poraplicación con pincel o brocha
– Espátula– Si fuera necesario, pincel de cerda
corta – Si fuera necesario, taladro– Si fuera necesario, pigmentos para
teñir la >capa de recubrimiento– Agua con jabón para alisar la superficie
de caucho– Desmoldeante: vaselina, solución de
cera, película protectora Wacker SF 18– Abrazaderas o tornillos para unir las
partes de la >carcasa.
¿CÓMO SE FABRICA UN MOLDE DE PELÍCULA DE DOS PIEZASCON PINCEL O BROCHA?
Índice
Técnicas de moldeo 4
Elección de la técnica adecuada 6
Preparación del modelo 8
Preparación del material 10
Molde macizo de una pieza
(colada, impresión) 12
Molde macizo de dos piezas
(colada, impresión) 16
Molde de película de una pieza
(colada, pincel) 22
Molde de película de dos piezas
(colada, pincel)
Elaboración de copias 42
ELASTOSIL® M 50
Glosario 56
Wacker Chemie AG 62

37
– Preparar el modelo (véase pág. 8).– Determinar el recorrido de la línea divi-
soria. Marcarla con un rotulador si lascaracterísticas del modelo lo permiten.Se recomienda que discurra por loslaterales del modelo y no por las super-ficies lisas. Deberá servir para dividir elmodelo en dos partes lo más igualesposible y los huecos lo más simétrica-mente posible.
– Si se >fija el modelo, cubrir la mitadinferior del modelo con una lámina paraevitar que el material de fijación ensu-cie la superficie.
– Para fijar modelos pequeños síganse lasinstrucciones de las páginas 16 y 17.
– Los modelos grandes se moldearán depie. Fijar el modelo a la superficie.
Los modelos de mayor tamaño se mol-dearán en posición vertical, para lo cualse >delimitarán de la forma siguiente:– Colocar una tira de masilla de 5 cm de
altura y 1 ó 2 cm de ancho a lo largode la línea divisoria.
– Comprobar que el material de delimita-ción coincida exactamente con la líneadivisoria y presionarlo sobre el modelo.
– Realizar >cierres en el material de fija-ción o de delimitación para garantizarque las dos partes del molde encajenluego perfectamente. Realizar incisio-nes (ranura longitudinal, etc.) o colocarvarillas.
– Si fuera necesario, insertar parcialmentetubos o varillas para los bebederos yrespiraderos laterales.
1 Medidas preliminares
Primera pieza del molde de película
2 Moldeo de pie 3 Cierres

38
4 Capa fina
– Sobre la primera mitad del modelo ylas superficies colindantes de materialde fijación y de delimitación, aplicaruna capa de 0,5 a 1 mm de caucho>catalizado, fluido o ligeramente>resistente al descuelgue, utilizando unpincel de cerda corta y rígida. Tambiénpodrá extenderse a mano para evitar la formación de burbujas de aire en lasuperficie del modelo.
– Dejar vulcanizar ligeramente durante 1 a 2 horas hasta que esta primera>capa fina no pueda ser desplazada,pero continúe siendo lo más pegajosaposible.
Índice
Técnicas de moldeo 4
Elección de la técnica adecuada 6
Preparación del modelo 8
Preparación del material 10
Molde macizo de una pieza
(colada, impresión) 12
Molde macizo de dos piezas
(colada, impresión) 16
Molde de película de una pieza
(colada, pincel) 22
Molde de película de dos piezas
(colada, pincel)
Elaboración de copias 42
ELASTOSIL® M 50
Glosario 56
Wacker Chemie AG 62

39
– Tras el >tiempo de reposo y, comomáximo tras 24 horas, se aplicará conuna espátula el yeso para la >carcasa.
– Si los originales se moldean en hori-zontal, se verterá el yeso tras haberconstruido la caja de moldeo.
– Opcionalmente, se utilizará resinareforzada con fibra de vidrio, depoliéster o epoxídica. En estos casosdebe cubrirse antes la superficie decaucho con una capa de vaselina.
– Dejar solidificar el material de la >carcasa.
– En los modelos >delimitados: retirar elmaterial de delimitación.
– En los modelos >fijados: dar la vuelta almolde, desarmar la caja y quitar labase, el material de fijación y la láminaprotectora. Dejar el molde de película yla carcasa sobre el modelo.
– Cubrir con desmoldeante todas lassuperficies de la primera pieza delmolde de película y de la carcasa paraevitar que se adhieran a las segundaspiezas.
5 Capa de recubrimiento
– Si fuera necesario, teñir la masa decaucho para la >capa de recubrimientocon el fin de poder garantizar unrecubrimiento completo de la >capafina: mezclar la masa de caucho conun 0,1–0,3% de pasta colorante FL.
– Con la espátula, aplicar una capa de 5 a 15 mm de caucho >catalizado y>resistente al descuelgue.
– Rellenar completamente los >detalles.Cuando sean pronunciados, serecubrirá bien su superficie y colocaráncuñas en su interior antes de fabricar la >carcasa rígida.
– Si fuera necesario, se realizarán >cierrespara encajar posteriormente el >moldede película a la >carcasa: realizar inci-siones o colocar pivotes trapezoidalesde caucho en la >capa de recubrimien-to que sirvan de cierres y faciliten elencaje de las piezas.
– Alisar a mano el resto de la superficiede caucho utilizando agua con jabónantes de que comience la vulcaniza-ción. De esta forma se evita que la>carcasa se adhiera al >molde depelícula.
6 1.ª pieza de la carcasa 7 Retirar el material de fijación y de delimitación

40
– Si fuera necesario, teñir la masa decaucho para la >capa de recubrimientocon el fin de poder garantizar un recu-brimiento completo de la >capa fina:mezclar la masa de caucho con un0,1–0,3% de pasta colorante FL.
– Con la espátula, aplicar una capa de 5 a 15 mm de caucho >catalizado y>resistente al descuelgue.
– Rellenar completamente los >detalles.Cuando sean pronunciados, se recu-brirá bien su superficie y colocaráncuñas en su interior antes de fabricar la >carcasa rígida.
– Si fuera necesario, se realizarán >cie-rres para encajar posteriormente el>molde de película a la >carcasa: reali-zar incisiones o colocar pivotes trape-zoidales de caucho en la >capa derecubrimiento que sirvan de cierres yfaciliten el encaje de las piezas.
– Alisar a mano el resto de la superficiede caucho utilizando agua con jabónantes de que comience la vulcaniza-ción. De esta forma se evita que la>carcasa se adhiera al >molde de película.
8 Capa fina 9 Capa de recubrimiento
Segunda pieza del molde de película
– Sobre la segunda mitad del modelo ytodas las superficies colindantes dematerial de fijación y de delimitación,se aplicará una capa de 0,5 a 1 mm decaucho >catalizado, fluido o ligeramente>resistente al descuelgue, utilizando unpincel de cerda corta y dura. También podrá extenderse a manopara evitar la formación de burbujas deaire en la superficie del modelo.
– Dejar vulcanizar ligeramente durante 1 a 2 horas hasta que esta primera>capa fina no pueda ser desplazada,pero continúe siendo lo más pegajosaposible.
Índice
Técnicas de moldeo 4
Elección de la técnica adecuada 6
Preparación del modelo 8
Preparación del material 10
Molde macizo de una pieza
(colada, impresión) 12
Molde macizo de dos piezas
(colada, impresión) 16
Molde de película de una pieza
(colada, pincel) 22
Molde de película de dos piezas
(colada, pincel)
Elaboración de copias 42
ELASTOSIL® M 50
Glosario 56
Wacker Chemie AG 62

41
– Tras el >tiempo de reposo y, comomáximo tras 24 horas, aplicar con unaespátula el yeso para la >carcasa.
– Si los originales se moldean en hori-zontal, verter el yeso tras haber cons-truido la caja de moldeo.
– Alternativamente, utilizar resina reforza-da con fibra de vidrio, de poliéster oepoxídica. En estos casos debe cubrirse antes lasuperficie de caucho con una capa devaselina.
– Dejar solidificar el material de la >carcasa.
– Dar la vuelta a las piezas de la carcasay colocar dentro las piezas correspon-dientes del molde de película ayudán-dose de los >cierres.
– Ensamblar con exactitud las piezas de la carcasa y sujetarlas con abraza-deras.
– Si se utilizan laminados de resina depoliéster o epoxídica, atornillar las dospiezas de la carcasa.
– Si no se hubieran colocado >tubos o>varillas durante la fabricación de la>carcasa o si no se hubiera fijado elmodelo a uno de los laterales de lacaja: realizar ahora las perforacionespara los bebederos y los respiraderosatravesando la carcasa y el molde depelícula. De este modo se evita quepenetre aire al rellenar los huecos.
¡Atención!Almacene siempre el >molde de películaen la >carcasa. De otro modo podríadeformarse irreversiblemente debido areticulaciones posteriores del >cauchorecién vulcanizado.
10 2.ª pieza de la carcasa 11 Desmoldear el molde de película
– Quitar las piezas de la carcasa y extraer el modelo de las piezas delmolde de película.
12 Almacenar el molde de película

Aunque se trate únicamente de una copia,en el momento en el que se extrae por primera vez del molde, se convierte en unoriginal que lleva el sello de su creador.
Índice
Técnicas de moldeo 4
Elección de la técnica adecuada 6
Preparación del modelo 8
Preparación del material 10
Molde macizo de una pieza
(colada, impresión) 12
Molde macizo de dos piezas
(colada, impresión) 16
Molde de película de una pieza
(colada, pincel) 22
Molde de película de dos piezas
(colada, pincel) 28
Elaboración de copias
Materiales 44
Reproducción 46
ELASTOSIL® M 50
Características 52
Consejos y trucos 54
Glosario 56
Wacker Chemie AG 62


44
aparecer sedimentaciones blancas en lasuperficie de los vaciados causadas porlos productos alcalinos de disociaciónde la silicona. Por este motivo se reco-mienda utilizar en estos casos las masasde moldeo ELASTOSIL® M de >reticula-ción por adición, más resistentes a losálcalis, en lugar de las masas de >reticu-lación por condensación.
Resinas de coladaEn general, las resinas de colada son elmaterial que más ataca a los moldes decaucho de silicona. La >durabilidad delos moldes depende mayoritariamentedel tipo de resina utilizada. Las más co-rrosivas son, de menor a mayor agresivi-dad, las de poliéster, seguidas de las depoliuretano y las epoxídicas y, a continua-ción, de las de metacrilato. Así mismo, ladurabilidad de los moldes disminuyecuanto:– menor sea el contenido de cargas de la
resina– menor sea la velocidad de solidifica-
ción de la resina– mayor sea la temperatura de solidifica-
ción de la resina– mayor sea la complejidad y el tamaño
de la copia– mayor sea el número de copias realiza-
das.
La elección del caucho más adecuado,una preparación óptima del modelo (v.pág. 46) y una conservación correcta delos moldes permite maximizar el númerode copias. Se recomienda eliminar siem-pre que sea posible los restos de resinade colada que queden adheridos a losmoldes, templándolos a 100–150 ºCdurante los descansos o por la noche.
CeraLas ceras apenas dañan los moldes elaborados con ELASTOSIL® M. Noobstante, el caucho de silicona absorbecada vez una cierta cantidad de cera deforma que, tras haberse utilizado variasveces, los moldes presentan restos deeste material en su superficie. Dichasimpurezas, en forma de escamas, redu-cen la calidad de la reproducción y elpoder desmoldeante. Aunque es posibleeliminar tales restos limpiando con cui-dado el molde con un disolvente (benci-na, etc.), tan sólo se consigue una rege-neración total del molde extrayendo lacera absorbida en un armario térmico a150 ºC. A este propósito, se recomiendacolocar el molde invertido sobre unabase para recoger la cera derretida.Antes del moldeo, deberá calentarse elmolde a una temperatura superior alpunto de fusión de la cera utilizada paraque su fluidez sea máxima.
YesoEl yeso apenas deteriora los moldes ela-borados con ELASTOSIL® M. Con losmoldes recién fabricados se forman aveces burbujas de aire en la superficiede los primeros vaciados. Esto se debea una humectación insuficiente de lasuperficie por la solución de yeso. Esteefecto puede evitarse fácilmente tratandoantes el molde con una solución con-centrada de jabón lubrificante, lavavaji-llas o una solución de yeso. Tras los primeros vaciados podrá prescindirse de esta medida preventiva.
Mezclas de cemento blanco, hormi-gón y piedra artificialEn general, estos materiales se compor-tan igual que el yeso. No obstante, enlos sistemas muy alcalinos, como sueleser el caso de la piedra artificial, pueden
¿QUÉ DEBO TENER EN CUENTA CON CADA MATERIAL?
Índice
Técnicas de moldeo 4
Elaboración de copias 42
Materiales
Reproducción 46
ELASTOSIL® M 50
Glosario 56
Wacker Chemie AG 62

45
Resinas de poliéster insaturadasCuanto mayor sea su contenido de esti-reno y su temperatura de solidificación,más atacan los moldes. En estos casos,es posible aumentar la durabilidad de losmoldes si se recuecen con regularidadpara eliminar el estireno que haya podi-do infiltrarse.
Resinas de poliuretano y espumasLas más corrosivas para el caucho desilicona son las resinas de poliuretano y,a continuación, las espumas blandas yduras. Las espumas son además máscorrosivas cuanto mayor sea el conteni-do de hinchante.
Para el procesamiento de espumas senecesitan moldes resistentes a la pre-sión y, dependiendo de lo pronunciadosque sean los detalles, serán necesariostambién productos especiales de lagama ELASTOSIL® M. Les rogamosconsulten a nuestros especialistas.
Resinas epoxídicasLas resinas que vulcanizan a altas tem-peraturas y aquéllas sin cargas deterio-ran en mucho mayor grado los moldesque las de vulcanización en frío y aqué-llas con un alto contenido de cargas.Antes del primer uso, los moldes reciénfabricados con las masas ELASTOSIL® Mde >reticulación por condensacióndeberán ser templados a unos 150 ºCtras su almacenamiento a temperaturaambiente.
Resinas de metacrilatoLos moldes de caucho de silicona nopueden utilizarse con metacrilatos sincargas ya que, normalmente, ni siquieraes posible >desmoldear la primera cola-da. Incluso cuando el contenido de car-
gas es alto, el número de vaciados nosuele superar los diez.
Aleaciones metálicas y galvanoplásticosLos moldes de caucho de silicona pue-den utilizarse con aleaciones metálicascon puntos de fusión inferiores a 300 ºC.Cuando los puntos de fusión sobrepa-sen este límite tan sólo podrá utilizarseel método de fundición “a la cera perdi-da”.
Los cauchos ELASTOSIL® M de altaconductividad térmica son los productosidóneos para la colada de metales.Sobre todo si se utilizan moldes depared fina, que se colocan sobre unabase de alta termoconductividad (placametálica) durante la colada. Dado que elcaucho de silicona se dilata en granmedida debido al elevado coeficiente dedilatación térmica, se recomienda dejarloenfriar de vez en cuando.
Para que el metal líquido pueda penetrarhasta las estructuras más finas, deberárecubrirse la superficie del molde alma-cenado y >templado con una capa muyfina de talco, carburo de silicio, grafito uotro tipo de hollín antiestático. A pesarde todo, los primeros vaciados suelenser inservibles ya que los moldes aúnliberan gases, con la consecuente for-mación de marcas en las superficies.La galvanoplastia es un método alterna-tivo para las reproducciones de metal.En estos casos, hay que conferir propie-dades conductoras a la superficie delmolde de ELASTOSIL® M: se recomien-da utilizar un aerosol de plata, de ventaen distribuidores de productos odontoló-gicos, o grafito. Este último, sin embar-go, no es tan eficaz como la plata. Para
los baños galvánicos pueden utilizarselíquidos galvanizantes ligeramente áci-dos o alcalinos con temperaturas lo másbajas posibles. Los electrodos deberánhacer contacto con la mayor superficieposible del molde.
Productos alimentariosA menudo se utilizan los moldes deELASTOSIL® M para el moldeo de ali-mentos como el chocolate, el mazapány los helados. En estos casos deberánobservarse las regulaciones de cadapaís. Antes de usar los moldes por primera vez y a fin de eliminar todos loscomponentes volátiles se templarándurante cuatro horas a 200 ºC con laventilación adecuada. Nuestro equipotécnico les informará con mucho gusto.

Reproducciones con >moldes macizos de una pieza – Colocar el molde listo para usar sobre
una base apropiada: horizontal o unpoco inclinada.
– >Si fuera necesario, desairear el>material de reproducción y verterlodespacio moviendo ligeramente elmolde para que la masa cubra bientodos los detalles sin que se formenburbujas de aire.
– Una vez solidificado el >material dereproducción, desmoldear el vaciadoflexionando el molde hacia fuera.
Primero, poner a punto los moldesLos moldes fabricados con las masas demoldeo ELASTOSIL® M de >reticulaciónpor condensación cumplen con lasespecificaciones una vez liberados los>productos de reacción del >cauchovulcanizado: alcoholes de bajo pesomolecular mayoritariamente.
Las masas ELASTOSIL® M de >reticula-ción por adición, por el contrario, pue-den usarse inmediatamente después deldesmoldeo.
Los moldes fabricados con los cauchosELASTOSIL® M de >reticulación porcondensación deben almacenarse antesde poder comenzarse con el vertido dela colada de los >materiales de repro-ducción: a temperatura ambiente duran-te un periodo de 48 a 72 horas segúnsea el grosor del molde, o bien tras 24 horas a temperatura ambiente y untemplado posterior en un armario térmico con una buena ventilación, a unmáximo de 70 ºC. El tiempo de templa-do depende, a su vez, del grosor de lapared del molde. Por lo general, suelenser necesarias unas 6 horas por centí-metro de espesor.
46
¿CÓMO HACER UNA REPRODUCCIÓN?
Índice
Técnicas de moldeo 4
Elaboración de copias 42
Materiales 44
Reproducción
ELASTOSIL® M 50
Glosario 56
Wacker Chemie AG 62

47
>Reproducciones con moldes macizos de dos piezas– Ensamblar perfectamente las piezas
del molde listas para usar utilizando>cierres. Unirlas mediante abrazaderaso con una cinta de tela.
– Si fuera necesario, >desairear el>material de reproducción y verterlodespacio moviendo ligeramente elmolde para que la masa cubra bientodos los detalles sin que se formenburbujas de aire. Para facilitar el vertidose colocarán embudos en los bebe-deros.
– Continuar el vertido hasta que salgamasa por los respiraderos.
– Una vez solidificado el >material dereproducción, se extraerá la copia delmolde.
2a Desmoldeo
1a Colada de un molde macizo de unapieza
2b Desmoldeo
1b Colada de un molde macizo de dos piezas

48
>Reproducciones con moldes de película de una pieza – Colocar el molde listo para usar y la
>carcasa sobre una base apropiada:horizontal o un poco inclinada.
– Si fuera necesario, >desairear el>material de reproducción y verterlodespacio moviendo ligeramente elmolde para que la masa cubra bientodos los detalles sin que se formenburbujas de aire.
– Una vez solidificado el >material dereproducción, desmoldear el vaciadoretirando la carcasa y el molde de película.
Índice
Técnicas de moldeo 4
Elaboración de copias 42
Materiales 44
Reproducción
ELASTOSIL® M 50
Glosario 56
Wacker Chemie AG 62

49
>Reproducciones con moldes de película de dos piezas – Ensamblar perfectamente las carcasas
con las piezas del molde listas parausar utilizando >cierres. Fijar las car-casas de yeso mediante abrazaderas.Las de laminados de resina de poliés-ter y epoxídicas se atornillarán o seatarán con una cinta de tela.
– Si fuera necesario, >desairear el>material de reproducción y verterlodespacio moviendo ligeramente elmolde para que la masa cubra bientodos los detalles sin que se formenburbujas de aire. Para facilitar el vertidose colocarán embudos en los bebe-deros.
– Continuar el vertido hasta que salgamasa por los respiraderos.
– Una vez solidificado el >material dereproducción, se extraerá la copia delmolde y de la carcasa.
2a Desmoldeo
1a Colada de un molde de película de una pieza
2b Desmoldeo
1b Colada de un molde de película de dos piezas

Merece la pena calcular bien las dosis. Es la única forma de prever el resultado.
Índice
Técnicas de moldeo 4
Elección de la técnica adecuada 6
Preparación del modelo 8
Preparación del material 10
Molde macizo de una pieza
(colada, impresión) 12
Molde macizo de dos piezas
(colada, impresión) 16
Molde de película de una pieza
(colada, pincel) 22
Molde de película de dos piezas
(colada, pincel) 28
Elaboración de copias 42
Materiales 44
Reproducción 46
ELASTOSIL® M
Características 52
Consejos y trucos 54
Glosario 56
Wacker Chemie AG 62


52
¿QUÉ DEBO SABER SOBRE LAS MASAS DE MOLDEO ELASTOSIL® M?
SeguridadLas fichas de seguridad suministradascon los productos ELASTOSIL® M lesofrecen información más detallada. Encaso de haberlas perdido, solicítenlas asu distribuidor.
AlmacenajeLos componentes A y B de las masasELASTOSIL® M de >reticulación por adi-ción, así como las masas de caucho de>reticulación por condensación debenalmacenarse en los envases cerradosherméticamente a una temperatura entre5 y 30 ºC. Tras extraer caucho, volverána cerrarse herméticamente cuantoantes, es decir, no deberán permanecermucho tiempo abiertos ni con la tapa-dera floja. Especialmente en el caso delos cauchos de silicona RTV-2 de >reti-culación por condensación, las masasnecesitan cantidades mínimas de hume-dad para que la vulcanización posteriorpueda ser óptima. La pérdida de dichahumedad al abrir o cerrar mal los enva-ses se traduce en tiempos mayores deprocesamiento y >alteraciones de la vul-canización. Para rehidratar las masas decaucho se añadirán de 1 a 2 gramos deagua por kilogramo de masa y se dejaráreposar la masa en el envase bien cerra-do durante 24 horas. Los endurecedoresde la serie T, por el contrario, reaccionancon la humedad y forman un sedimentofloculento. De ahí que se recomiendealmacenarlos en un lugar lo más frescoposible, a una temperatura entre 5 y 25 ºC. La presencia de sedimentosno posee efecto alguno sobre las pro-piedades del >caucho vulcanizado.
>ConsistenciaSegún la consistencia del caucho se distingue entre productos de colada,moldeables, de aplicación con pincel o
brocha, y de aplicación con pincel y>resistentes al descuelgue. La >viscosi-dad de la masa expresa la fluidez de losproductos ELASTOSIL® M. Cuantomayor sea el valor expresado, mayorserá también la viscosidad de la masade colada o de aplicación con pincel obrocha. Los productos de aplicación conpincel que también son resistentes aldescuelgue presentan una viscosidadmás alta que los productos solo de apli-cación con pincel. Es decir, al aplicarlossobre superficies verticales, no solo nogotean, sino que el espesor de la capano rebasa un cierto límite (normalmentehasta un máximo de 10 mm).
ReactividadLa reactividad de las masas de moldeoELASTOSIL® M viene expresada por lostiempos de procesamiento y de vulcaniza-ción.Generalmente se llama tiempo de proce-samiento al intervalo durante el cual la>masa de caucho >catalizada puede trabajarse adecuadamente. Tanto en lasmasas ELASTOSIL® M de >reticulaciónpor adición como en las de >reticulaciónpor condensación, este valor dependeprincipalmente de la temperatura: unaumento de 7 ºC lo reduciría a la mitad y,viceversa, una disminución similar lo dupli-caría. Un comportamiento similar seobserva también en relación a los tiemposde vulcanización. Respecto a esta magni-tud se distingue entre el intervalo hastaque el >caucho vulcanizado deja de serpegajoso y el intervalo hasta haber con-cluido la vulcanización. Por lo general, lasespecificaciones incluyen solo el primerdato. El caucho vulcanizado a temperatu-ra ambiente tarda varios días en adquirirsus propiedades finales. De hecho, inclu-so los cauchos vulcanizados fabricados aaltas temperaturas suelen experimentar
Índice
Técnicas de moldeo 4
Elaboración de copias 42
ELASTOSIL® M 50
Características
Consejos y trucos 54
Glosario 56
Wacker Chemie AG 62

53
distintos grados de >reticulación duranteel almacenamiento posterior a temperatu-ra ambiente. Los tiempos de procesa-miento y de vulcanización pueden modifi-carse añadiendo aditivos acelerantes oretardantes de estos procesos.
Propiedades del caucho vulcanizadoLos valores mecánicos son algunas delas propiedades más importantes de los>cauchos vulcanizados. Uno de ellos, elíndice de dureza, se expresa en puntosde dureza Shore A (mayor cuanto máspuntos). Otro de ellos es la resistencia aldesgarro: un caucho es muy >resistentecuando el valor de su resistencia al des-garro progresivo supera los 10 N/mm. La mayoría de las propiedades de procesamiento y del caucho vulcanizadodependen principalmente del tipo dereticulación.
>Reticulación por condensaciónLa vulcanización del caucho de silicona>RTV-2 que >reticula por condensacióntiene lugar al añadir un >endurecedorlíquido o pastoso a la masa de caucho.Los números de lote de las masas decaucho y de los endurecedores sonsiempre diferentes. Según el tipo y lacantidad de endurecedor utilizados seobtienen mayores o menores tiempos deprocesamiento y de vulcanización. Paracada caucho de silicona existen >endurecedores y márgenes de dosifica-ción predeterminados. La adición decantidades de endurecedor inferiores osuperiores a las establecidas impediríauna vulcanización adecuada de la masao incluso la inhibiría por completo. Lavulcanización de los cauchos de siliconaRTV-2 que reticulan por condensacióntiene lugar a temperaturas entre 0 y unmáximo de 70 ºC. Cuando las tempera-turas superan los 80 ºC, la reacción de
reticulación se revierte y el sistemapermanece o se vuelve pegajoso o líqui-do. Para que la vulcanización sea ade-cuada, estos sistemas bicomponentesde >reticulación por condensación nece-sitan la presencia de cantidades reduci-das de humedad. Cuando la humedadrelativa del aire sea inferior a un 40%, las superficies del caucho vulcanizadoexpuestas al aire pueden permanecerpegajosas o incluso líquidas. En estoscasos deberá aumentarse la humedadambiente utilizando, por ejemplo, unvaporizador, un nebulizador, pañoshúmedos, etcétera. La adición de agua ala masa no sería eficaz en estos casos.Durante la >reticulación se forma unalcohol de bajo peso molecular, normal-mente etanol o propanol. El >cauchovulcanizado no podrá utilizarse hastaque se haya evaporado completamenteel alcohol formado. Dicha volatilizaciónconlleva una pérdida másica responsa-ble de una >contracción tridimensionaldel >caucho vulcanizado inferior al 5%del volumen.
>Reticulación por adiciónLos cauchos de silicona >RTV-2 quereticulan por adición vulcanizan al mezclar los >componentes A y B. Los >componentes utilizados debenposeer siempre el mismo número de loteya que, de lo contrario, podrían alterarsesustancialmente las propiedades delproducto. La mezcla de los mismos serealizará única y exclusivamente a lasproporciones preestablecidas. De locontrario, la vulcanización será por logeneral insuficiente. Los cauchos de silicona RTV-2 que reticulan por adiciónpueden vulcanizar a temperaturas entre10 y 200 ºC. Dado que durante esta>reticulación no se forman productosvolátiles de disociación, no existe riesgo
de reversión de la reacción a altas tem-peraturas ni de >contracción del cauchovulcanizado por una pérdida de masa.De ahí que los cauchos de silicona RTV-2 vulcanizados puedan utilizarse inme-diatamente después del desmoldeo.
Alteraciones de la vulcanizaciónEn los >cauchos de silicona RTV-2 quereticulan por adición puede producirseuna >alteración o >inhibición de la reti-culación cuando el caucho sin vulcanizarentra en contacto con ciertas sustanciaso materiales que alteran la acción delcatalizador de complejo de platino. Tales sustancias pueden encontrarse enalguna de las superficies que vayan aestar en contacto con la masa de cau-cho (modelo, herramientas, etc.) perotambién en el ambiente (interior de hor-nos de templado o armarios calefactoresen los que se hubieran endurecido resi-nas de colada que liberan sustanciasinhibidoras). Las principales >sustanciasinhibidoras son:– Azufre, ciertos compuestos de azufre
como los polisulfuros, las polisulfonas yotros materiales que contengan azufrecomo sería el caso de los cauchos naturales y algunos de los sintéticos(EPDM, etc.).
– Aminas, uretanos y sustancias conamina como las resinas epoxídicasendurecidas con amina, ciertos poliu-retanos, etc.
– Compuestos organometálicos, sobretodo los compuestos orgánicos decinc, y aquellos materiales que los contengan (cauchos vulcanizados y endurecedores de los cauchos de sili-cona RTV-2 que reticulan por conden-sación, etc.).
Por esta razón, se recomienda ensayarpreviamente el efecto >inhibidor de losmateriales que vayan a emplearse.

Adherencia a >cauchos vulcanizadosde caucho de siliconaCon los >cauchos vulcanizados de cau-cho de silicona no es posible utilizar lasimprimaciones corrientes. No obstante,los cauchos de silicona ELASTOSIL® Mque reticulan por condensación suelenadherirse suficientemente al vulcanizarsobre cauchos de silicona también dereticulación por condensación siempre ycuando la vulcanización de los mismoshaya sido relativamente reciente y sehayan limpiado con acetona o bencina(adhesión entre capas).En el caso de los cauchos de siliconaELASTOSIL® M que reticulan por adiciónes necesario adoptar medidas especia-les. Nuestros expertos les asesoraráncon mucho gusto en cada caso.
Adhesión a materiales que no seansiliconasLos cauchos de silicona ELASTOSIL® Mvulcanizados pueden pegarse a otrosmateriales utilizando adhesivos especia-les de caucho de silicona.– Preparar y aplicar una imprimación a la
superficie del material en cuestión ylimpiar con acetona o bencina la super-ficie de caucho de silicona.
– Aplicar adhesivo de cauchos de sili-cona a ambas superficies y unirlasinmediatamente.
– Si fuera necesario, rectificar la unióndeslizando las mitades sin separarlas.
– Retirar el exceso de adhesivo quesobresalga por los bordes.
– La adherencia suele ser satisfactoriatras 1 ó 2 días y depende del espesorde la capa, de la humedad ambiental y de la temperatura.
– El olor a ácido acético desprendidodurante la reticulación del adhesivodesaparece tras finalizar la >vulcaniza-ción.
54
Adherencia a materiales que no seande siliconaDado su extraordinario poder desmolde-ante, los >cauchos de silicona RTV-2 nose adhieren –o solo insuficientemente– a otros materiales. Cuando sea necesa-rio obtener una unión fuerte y duradera,podrá tratarse previamente la superficiedel material con un agente adherenteespecial o una imprimación. Las impri-maciones son soluciones de baja visco-sidad de resinas de silicona o silanosreactivos. Una vez volatilizado el disol-vente, el principio activo reacciona conla humedad del aire formándose unapelícula de resina que sirve de uniónentre el molde de caucho y el soporte.La imprimación más adecuada en cadacaso depende del tipo de soporte(absorbente o poco absorbente) y de la masa de caucho ELASTOSIL® M utilizada.Para mejorar la adherencia se recomienda:– Aumentar en la medida de lo posible la
rugosidad de la superficie: con papelde lija, chorro de arena, etcétera.
– Una vez eliminado el polvo formadodurante el tratamiento abrasivo, desen-grasar cuidadosamente la superficiecon acetona o bencina.
– Aplicar la imprimación: con pincel, porpulverización o por inmersión.
– Dejar secar durante una hora aproxi-madamente a temperatura ambiente yuna humedad relativa mínima del 40%.
Los mejores resultados de adherencia se obtienen cuando el caucho vulcanizalo más lentamente posible. En estoscasos, la adherencia máxima no sealcanza hasta haber transcurrido almenos 72 horas. Si desean obtenerinformación adicional les rogamos soliciten en nuestras oficinas la ficha titulada “Imprimaciones para los cauchosde silicona RTV-2 de WACKER”.
¿Y QUÉ MÁS?
Índice
Técnicas de moldeo 4
Elaboración de copias 42
ELASTOSIL® M 50
Características
Consejos y trucos 54
Glosario 56
Wacker Chemie AG 62

55
Adhesión a >cauchos vulcanizadosde caucho de siliconaAplicar una capa lo más fina posible deadhesivo monocomponente de cauchode silicona sobre las superficies previa-mente limpiadas con acetona o bencinay unirlas inmediatamente. Por lo demás,se procederá igual que para pegar >cau-chos vulcanizados de silicona a materia-les que no contengan siliconas.
Reparación de moldes deterioradosLos moldes fabricados con las masasELASTOSIL® M de >reticulación por adición pueden repararse con adhesivosmonocomponentes especiales de cau-cho de silicona RTV-1. Estos pegamen-tos, inicialmente pastosos, se transfor-man en goma de silicona al reaccionarcon la humedad del aire. El olor a ácidoacético desprendido durante este proce-so desaparece al concluir la >vulcaniza-ción.Los moldes deteriorados que hayan sidofabricados con las masas ELASTOSIL® Mde >reticulación por condensación pue-den repararse utilizando mezclas reciénhechas de este mismo tipo. A este fin:– Limpiar a fondo las superficies
dañadas utilizando acetona o bencina– Abrir con cuidado las grietas– Aplicar una capa fina de caucho
>catalizado en las dos superficies yjuntarlas
– Eliminar el exceso de masa.
ColoraciónLos cauchos de silicona RTV-2 con un color base adecuado pueden teñirse añadiendo un máximo de un 4% en peso de una pasta colorante ELASTOSIL® FL.
Aceleradores e inhibidores de la reactividadLos tiempos de procesamiento y de vul-canización pueden modificarse añadien-do aditivos para acelerar o ralentizarestos procesos. Les rogamos consultena nuestros especialistas.
Eliminación de restos de cauchoLos restos de masa de moldeo ELASTOSIL® M sin vulcanizar que que-den en los envases o en la ropa puedenlimpiarse fácilmente utilizando disolven-tes de grasa como la bencina o la ace-tona. Los restos que queden en los recipientes de trabajo podrán dejarsevulcanizar y limpiarse posteriormente sindificultad. Una vez finalizada la vulcani-zación no es posible disolver el produc-to, de ahí que sólo puedan eliminarse losrestos hinchándolos primero con uno delos disolventes ya mencionados y reti-rándolos después mecánicamente. Serecomienda tener en cuenta este hechoa la hora de elegir la indumentaria detrabajo.
Ampliaciones y reduccionesLas propiedades de hinchamiento de loscauchos de silicona, así como de contracción de los moldes de caucho desilicona que contienen disolventes, pue-den aprovecharse para realizar vaciadosde mayor tamaño con los moldes dilata-dos o bien de menor tamaño, una vezevaporado el disolvente. Utilizando positivos intermedios es posible variar eltamaño sin peligro de deformaciones.Nuestro tríptico titulado “Ampliaciones yreducciones” les ofrece información adi-cional sobre esta práctica y los factoresa tener en cuenta. Si lo desean, consul-ten a nuestros expertos.
Aditivos espesantesEstos aditivos se utilizan para modificarla fluidez o resistencia al descuelgue delas masas de colada ELASTOSIL® M queposean una alta resistencia al desgarroprogresivo. Esta aditivación es necesariaa veces, por ejemplo en la fabricación de>moldes de película, cuando la masa decaucho de silicona debe aplicarse conpincel o una espátula sobre superficiesverticales o inclinadas sin que el materialgotee o se deforme. Dependiendo de lacantidad de aditivo empleada en cadacaso podrán obtenerse masas de cau-cho de silicona desde poco fluidas hastacompletamente resistentes al descuel-gue. Les rogamos consulten a nuestrosexpertos.
Aumento de la durabilidadA menudo, es posible mejorar la dura-bilidad de los moldes fabricados conELASTOSIL® M utilizando un desmolde-ante adecuado. El desmoldeante másapropiado en cada caso depende delmaterial de reproducción utilizado y deltipo de aplicación. La forma más sencillaconsiste en tratar el molde con un líquido lavavajillas o aceite de silicona debaja viscosidad. Así mismo, es posibleutilizar ceras disueltas en disolventes oaceites de silicona de viscosidad alta. En ciertas aplicaciones pueden obtener-se excelentes resultados con capas debarrera (barrier-coats), que pasan a for-mar parte del vaciado. Si desean recibirinformación adicional, les rogamos sepongan en contacto con nuestro equipode expertos.

La relación laboral y el contacto personalque nos une desde hace muchos años conla mayoría de nuestros clientes nos permite atender mejor sus necesidades.
Índice
Técnicas de moldeo 4
Elección de la técnica adecuada 6
Preparación del modelo 8
Preparación del material 10
Molde macizo de una pieza
(colada, impresión) 12
Molde macizo de dos piezas
(colada, impresión) 16
Molde de película de una pieza
(colada, pincel) 22
Molde de película de dos piezas
(colada, pincel) 28
Elaboración de copias 42
Materiales 44
Reproducción 46
ELASTOSIL® M 50
Características 52
Consejos y trucos 54
Glosario
Wacker Chemie AG 62


58
>Acoplamiento exactoAjuste exacto de las dos piezas delmolde para evitar una línea divisoria quepudiera estorbar, o colocación exactadel molde de película en la carcasa.
>Alteración de la vulcanizaciónReticulación insuficiente o ausencia dereticulación que se manifiesta en unadisminución de la dureza o incluso, encasos extremos, en la presencia de partículas pegajosas o líquidas en elcaucho.
>Bomba de vacíoInstrumento para bombear el aire con elobjetivo de producir un vacío.
>Capa de recubrimientoSegunda capa de caucho de silicona,que se aplica encima de la primera capafina en la fabricación de moldes de película. Normalmente se trata de uncaucho ELASTOSIL® M con propiedadestixotrópicas o de resistencia al descuel-gue.
>Capa de separaciónEn los moldes de película, capa demasilla de moldeo para separar el mode-lo de la carcasa. Dicha capa se retiraantes de verter la masa de caucho.
>Capa finaPrimera capa de caucho de silicona apli-cada en la fabricación de moldes depelícula: por lo general suele utilizarseuna masa de caucho fluida o ligeramen-te >tixotrópica que se aplica con un pin-cel sobre el modelo para evitar la forma-ción de burbujas de aire en la superficie.
¿QUIÉN ME EXPLICA LOS TÉRMINOSTÉCNICOS DEL TEXTO?
Índice
Técnicas de moldeo 4
Elaboración de copias 42
ELASTOSIL® M 50
Glosario
Wacker Chemie AG 62

59
>CarcasaTambién se denomina soporte. Se tratade un molde de material rígido (yeso oresina de colada) que sirve para estabili-zar el molde de película cuando se vierteel material de reproducción o durante elalmacenamiento.
>CatalizadorSustancia con capacidad de acelerar la reticulación: compuestos orgánicos de estaño en las masas de moldeo ELASTOSIL® M que reticulan porcondensación y compuestos de com-plejos de platino en el caso de lasmasas de moldeo ELASTOSIL® M quereticulan por adición.
>CatalizarMezclar la masa de caucho con el en-durecedor o con los componentes A y Bpara obtener una masa de caucho tra-bajable.
>Caucho de silicona RTV-1Caucho monocomponente que reticula atemperatura ambiente (RTV). Puede utili-zarse también para pegar cauchos vul-canizados fabricados con el caucho desilicona RTV-2.
>Caucho de silicona RTV-2 Caucho bicomponente que reticula atemperatura ambiente (RTV).
>Caucho vulcanizadoCaucho vulcanizado o reticulado.
>CierresPivotes e incisiones realizados en lassuperficies de los moldes para garantizarun acoplamiento óptimo de las dos par-tes del molde.
>ComponenteElemento de un sistema bi- o multicom-ponente: masa de caucho y endurece-dor en las masas de moldeoELASTOSIL® M que reticulan por con-densación y componentes A y B en lasmasas de moldeo ELASTOSIL® M quereticulan por adición.
>ContracciónPérdida de masa originada al despren-derse el alcohol durante la vulcanización(solo en el caso de las masas de ELASTOSIL® M que reticulan por con-densación).
>ConsistenciaPropiedades de fluidez y deformación delos materiales.
>DelimitarEn los moldes de dos o más piezas:acción de colocar una tira de masilla demoldeo (arcilla, plastilina) a lo largo de lalínea divisoria del modelo para delimitarlas distintas piezas del molde.
>DesairearEliminar el aire incorporado a la masa demoldeo durante la mezcla de la masa decaucho y del endurecedor, o bien de loscomponentes A y B.
>Desairear en vacío Eliminar mediante vacío el aire de lamasa catalizada de caucho.
>DesecadorRecipiente resistente a la presión, devidrio o plástico, que se utiliza para des-airear la masa de caucho catalizado desilicona mediante una bomba de vacío.
>DetallesSalientes o hendiduras en la superficiedel modelo cuyo diámetro interior oexterior disminuye hacia la superficie.
>Dureza ShoreMedida de dureza de un caucho vulcani-zado (resistencia a la penetración) quese expresa en dos escalas diferentes:Shore A para el nivel de dureza usual delcaucho, Shore 00 para el nivel de durezaextremadamente bajo.
>Elasticidad, elásticoCapacidad de un material de recuperarel estado original después de haber sidosometido a una deformación.
>EndurecedorEn las masas de moldeo ELASTOSIL® Mde reticulación por condensación:segundo componente que contiene elagente reticulante y el catalizador.
>Fijación del modeloEn los moldes de dos o más piezas:acción de cubrir la segunda pieza o lasdemás partes del modelo aplicando overtiendo masa hasta la línea o las líneasdivisorias.
>Fundición a la cera perdidaMétodo para elaborar reproducciones apartir de metales de alto punto de fusión(> 400 °C) que no pueden fabricarsedirectamente en un molde de caucho desilicona RTV-2.
60
>InhibiciónAlteración de la vulcanización cuandolos cauchos de silicona RTV-2 que reticulan por adición entran en contactocon ciertas sustancias que alteran totalo parcialmente la acción del catalizadorde platino. Dichas sustancias puedenser:– Azufre, muchos compuestos de azufre
y otros materiales que contengan azu-fre como cauchos naturales y sintéti-cos (EPDM, etc.).
– Aminas, uretanos y sustancias conamina como poliuretanos, resinasepoxídicas endurecidas con amina,etc.
– Compuestos organometálicos, sobretodo los compuestos orgánicos deestaño, y aquellos materiales que loscontengan (cauchos vulcanizados yendurecedores de los cauchos de sili-cona RTV-2 que reticulan por conden-sación, etc.).
>Material de reproducciónMaterial del que se elabora o del queestá compuesta la reproducción.
>Molde de películaMolde de pared delgada de menos de 2 cm, que se elabora por colada o apli-cación con brocha o pincel. Los moldesde película se estabilizan siempre conuna carcasa de soporte.
>Molde macizo Molde de pared gruesa de más de 3 cmque se forma por colada o impresión yque gracias a la estabilidad propiapuede prescindir de una carcasa desoporte.
Índice
Técnicas de moldeo 4
Elaboración de copias 42
ELASTOSIL® M 50
Glosario
Wacker Chemie AG 62

61
>Polímero de siliconaCompuestos formados por cadenas largas de átomos de oxígeno y silicio(cada uno de éstos últimos es portadorde dos restos orgánicos) con un gruporeactivo en cada extremo de la cadena.
>Producto de reacciónSustancia que se desprende en unareacción (alcohol volátil en la reticulaciónpor condensación, etc.).
>ReproducciónCopia idéntica de un modelo.
>ReproducirElaborar una copia idéntica de un mo-delo.
>Resistente a la entalladura Propiedad de los cauchos vulcanizadoscon alta resistencia al desgarro pro-gresivo.
>Resistente al descuelgueMasas de caucho catalizadas que nogotean al ser aplicadas sobre superficiesverticales o inclinadas, sino que conser-van su forma y espesor en el lugar de laaplicación.
>ReticulaciónReacción química entre el agente reticu-lante y los extremos de tres cadenas de>polímero de silicona como mínimo. Estareacción transforma la masa de cauchode silicona en un material elástico.
>Reticulación por adiciónReacción química para el vulcanizado deun caucho de silicona RTV-2 en la cualno se forman productos volátiles dedisociación. El caucho vulcanizado no secontrae, por lo que puede utilizarseinmediatamente después del desmoldeo.>Reticulación por condensación Vulcanización de un caucho de siliconaRTV-2 a través de una reacción químicaen la que se desprende alcohol de bajopeso molecular como producto residualvolátil.
>Reticulante (agente)Sustancia que contiene 3 grupos reacti-vos como mínimo, que reacciona con el>polímero de silicona y produce una reti-culación tridimensional.
>Templar, recocerTratamiento térmico al que se somete aun molde de caucho tras el desmoldeopara que el caucho vulcanizado obtengaasí sus propiedades finales.
>Tiempo de reposoIntervalo tras el cual el modelo puedeextraerse del molde de caucho sin peli-gro de que se deteriore.
>TixotrópicoMasas de caucho de fluidez limitada:desde ligeramente viscosas a completa-mente resistentes al descuelgue.
>Tubos, varillasPiezas que se insertan en el material defijación para obtener moldes con orificiosque sirvan de bebederos y respiraderoslaterales.
>VacíoEspacio exento prácticamente de aireque se origina al extraer el aire con unabomba de vacío. Para desairear lasmasas de moldeo ELASTOSIL® M serequiere un vacío con una presión resi-dual máxima de 20 mbar.
>ViscosidadMagnitud con la que se describe la con-sistencia: colable, pastosa o moldeable.La viscosidad se expresa en milipascal-segundo [mPa s]. Cuanto mayor sea elvalor, menor es la viscosidad.
>VulcanizaciónVéase >reticulación.


WACKERAUF EINEN BLICK
CREATING TOMORROW’S SOLUTIONS
SILTRONICist einer der Weltmarktführer für Wafer aus Reinstsilicium und Partner vieler füh-render Chiphersteller. Siltronic entwickelt und produziert Wafer mit Durchmessern bis zu 300 mm an Standorten in Europa, Asien und USA. Siliciumwafer sind die Grundlage der modernen Mikro- und Nanoelektronik – z. B. für Computer, Telekommunikation, Automobile, Medizintechnik, Consumerelektronik und Steuerungssysteme.
WACKER SILICONESist ein führender Anbieter von silicon-basierten Gesamtlösungen aus Produkten, Services und Konzepten. Als Lösungs-partner unterstützt der Bereich seine Kunden dabei, ihre Innovationen voran-zutreiben, ihre Märkte weltweit voll aus-zuschöpfen und ihre Geschäftsprozesse zu optimieren, um ihre Gesamtkosten zu senken sowie ihre Produktivität weiter zu erhöhen. Silicone bilden die Basis für Produkte mit hoch differenzierten Eigen-schaften und nahezu unbegrenzten Ein-satzmöglichkeiten. Das Einsatzspektrum reicht von der Automobil-, Bau-, Chemie-, Elektro- und Elektronikindustrie über Kosmetik, Consumer Care, Maschinen- und Metallbau bis hin zu Papier, Textil und Zellstoff.
WACKER POLYMERShält bei hochwertigen Bindemitteln und polymeren Additiven die Spitzenposition auf dem Weltmarkt. Der Bereich umfasst die Geschäftsfelder bauchemische Pro-dukte, funktionelle Polymere für Beschich-tungen, Lacke und weitere industrielle Anwendungen sowie Grundchemikalien (Acetyls). Dispersionspulver, Dispersio-nen, Festharze, Bindepulver und Lack-harze von WACKER POLYMERS finden
bei Unternehmen der Bau-, Automobil-, Papier- und Klebstoffindustrie sowie bei Herstellern von Druckfarben und Industrie-lacken Verwendung.
WACKER POLYSILICONproduziert seit über 50 Jahren hochreines Silicium für die Halbleiter- und Photovol-taikindustrie. Als einer der weltweit größ-ten Hersteller von polykristallinem Silicium beliefert WACKER POLYSILICON füh-rende Wafer- und Solarzellenhersteller.
WACKER FINE CHEMICALSAls Experte in Biotechnologie, organischer Synthese und Silanchemie liefert WACKER FINE CHEMICALS weltweit innovative Biotech-Produkte und che-mische Katalog-Produkte für Kunden der Life Science- und Consumer Care-Indus-trie. Zum Produktportfolio gehören unter anderem Cyclodextrine und Cystein, organische Zwischenprodukte sowie Acetylaceton. Ein besonderer Schwer-punkt liegt in der Auftragsherstellung von Pharmaproteinen mit mikrobiellen Systemen.
WACKERist ein Technologieführer in der Chemieund Halbleiter-Industrie und weltwei-ter Innovationspartner von Kunden in einer Vielzahl globaler Schlüsselindus-trien. Der Konzern erwirtschaftete mit 15.900 Mitarbeitern einen Umsatz von 4,3 Mrd. € in 2008. Davon entfielen auf Deutschland 22 %, auf Europa (ohne Deutschland) 23 %, auf Nord- und Südamerika 20 % sowie auf die Region Asien-Pazifik inklusive der übrigen Länder 35 %.Mit 27 Produktionsstätten und mehr als 100 Vertriebsgesellschaften ist der Konzern weltweit präsent. Konzernsitz ist München.
03.
09
WACKER es una empresa líder en tecnología delas industrias química y de semicon-ductores, así como un socio interna-cional innovador para los clientes denumerosas industrias globales clave.Con una plantilla de 15 900 empleados,el Grupo movió una cifra de negociosde 4 300 millones de euros en el ejercicio 2008. De esta cifra, el 22%se facturó en Alemania, el 23% enEuropa (sin Alemania), el 20% enAmérica y el 35% en la región Asia-Pacífico y el resto del mundo. La presencia internacional de WACKERestá asegurada a través de sus 27centros de producción y sus más de100 filiales y representaciones. Lasede central del Grupo está ubicadaen Múnich.
SILTRONICes uno de los principales fabricantesmundiales de obleas de silicio hiperpuroy socio de numerosos fabricantes dechips. Desarrollamos y fabricamosobleas de hasta 300 mm de diámetro en nuestros centros de producción deEuropa, Asia y EE. UU. Las obleas desilicio son la base de la micro- y la nano-electrónica modernas, fundamentalesen, por ejemplo, las telecomunicaciones,la informática, la electrónica de consumo,la automoción, la tecnología médica ylos sistemas de control.
WACKER SILICONESofrece soluciones personalizadas e inte-grales que incorporan productos de sili-cona, tecnologías y servicios. WACKERSILICONES asiste a sus clientes a la horade promover las innovaciones técnicaspropias, explotar al máximo los mercadosinternacionales y optimizar sus procesospara reducir costes y aumentar aún másla productividad. Las siliconas constituyenla base para obtener productos conpropiedades altamente específicas yaplicaciones casi ilimitadas en industriastan diversas como la química, auto-movilística, de la construcción, eléctrica,electrónica, cosmética, metalúrgica, deingeniería mecánica, papelera, textil, de la celulosa, así como de productosde limpieza y mantenimiento de usodoméstico.
WACKER POLYMERSse sitúa a la cabeza en los mercadosmundiales de ligantes de alta calidad yde aditivos poliméricos. Los campos deactuación abarcan los productos para elsector químico de la construcción, los
polímeros funcionales para recubrimientos,las pinturas y barnices, y otras aplica-ciones industriales, así como los produc-tos químicos básicos en forma de acetilos.Los polvos poliméricos dispersables, las dispersiones, las resinas sólidas, los ligantes en polvo y las resinas pararecubrimientos de WACKER POLYMERSse utilizan en la construcción, la auto-moción, las industrias papelera y deadhesivos, así como en las tintas deimpresión y los recubrimientos industri-ales.
WACKER POLYSILICONproduce, desde hace más de 50 años,silicio hiperpuro para la industria desemiconductores y fotovoltaica. WACKER POLYSILICON es uno de los mayores fabricantes de silicio poli-cristalino del mundo y proveedor de los principales fabricantes de obleas y células solares.
WACKER FINE CHEMICALSes un experto en síntesis orgánica,silanos y biotecnología, que ofrece inno-vadores productos biotecnológicos yestándar a las industrias internacionalesde las Ciencias de la vida y de los pro-ductos de limpieza y mantenimiento deuso doméstico. La gama de productosincluye, entre otros, ciclodextrinas y cis-teínas, productos intermedios orgánicosy acetilacetona. Asimismo, estamosespecializados en la síntesis de proteí-nas terapéuticas a partir de sistemasmicrobianos.
WACKER ENBREVE

6007
sp/0
5.09
Wacker Chemie AGHanns-Seidel-Platz 481737 München, [email protected]
www.wacker.com
La información presentada en este folleto ha sido actualizadaconforme a los datos que disponemos. No obstante, el usuariodeberá realizar siempre pruebas cuidadosas de entrada. Nosreservamos el derecho de cambiar la clave característica delproducto, ya sea por el progreso técnico o por otro desarrolloocasionado en la fabricación. Las recomendaciones dadas eneste folleto exigen de todo el que las utilice, pruebas y ensayospropios en razón de factores ajenos y especialmente en con-sideración con la utilización de materias primas de terceros.Nuestras recomendaciones no eximen al usuario de la obliga-ción de comprobar por sí mismo si existe lesión eventual delos derechos de terceros y, en su caso, eliminarlos previamente.Las recomendaciones de empleo dadas no suponen unagarantía, explícita ni implícita, de la idoneidad y aptitud delproducto para una aplicación en particular. Este prospecto vadirigido a mujeres y hombres por igual. Tan solo se ha recurridoal género masculino como genérico para simplificar la lectura(cliente, empleado, etc.).Este prospecto va dirigido a mujeres y hombres por igual. Tansolo se ha recurrido al género masculino como genérico parasimplificar la lectura (cliente, empleado, etc.).





























