Embed Size (px)
Citation preview

L e a n M a n u f a c t u r i n g
J a v i e r G a r c í aD i r . P r o d u c c i ó n

Agenda
1. Presentación Cerler Global Electronics
2. Caso Real
- Situación y objetivos
- Metodología - Metodología
- Aplicación real
- Resultados

Presentación de la Empresa

INDUCTION HOB
ELECTRODOMÉSTICOELECTRODOMÉSTICO
Investigación Desarrollo Industrialización Fabricación
Pilas de CombustiblePilas de Combustible
HidrógenoHidrógeno
Presentación de la Empresa
ActividadesActividades
IGNITORES
TAXI GPS
ENERGÍAAGUA
ILUMINACIÓNILUMINACIÓN
INDUSTRIALINDUSTRIAL
TELECOMUNICACIONESTELECOMUNICACIONES
MEDIDAMEDIDA
ELEVATORS
HidrógenoHidrógeno
H2

Caso Real: Situación y Objetivos
• Electronica Cerler, en su plan estratégico, decide implantar la innovación como motor para su visión.
• La falta de espacio en planta, debido a los
• Mejorar el suministro de materiales en planta para liberara superficie de producción.
• Extender el conocimiento de los conceptos y herramientas Lean dentro de la empresa.
Situacion Inicial Objetivos Expectativas
planta, debido a los stocks acumulados es importante.
• Se quieren acometer mejoras detectadas en la organización de la planta y el suministro de materiales interno y externo.
• Mejorar la productividad en toda la cadena de valor.
• Mejorar el suministro a CLIENTES
• Interiorizar la lógica de trabajo „lean“
• Adquirir una vision cumún y global del proceso a analisis.
• Aprender a ver
• Identificar areas y acciones concretas de mejora.

Caso Real : Metodología
METODOLOGÍA. GUERRA AL DERROCHE.Valor Añadido:Aquella operación que hace avanzar al producto hacia su función final (aporta funcionalidad).----- por lo que el cliente está dispuesto a pagar---
Despilfarro:Todo aquello más allá de la mínima cantidad de equipo, material, componentes, espacio y Todo aquello más allá de la mínima cantidad de equipo, material, componentes, espacio y tiempo de operario absolutamente esencial para añadir valor al producto.
Inserción Componentes
Soldadura Ensamblaje
Preparación línea Stock
Transporte
Espera Inspección
embalaje Stock
Stock

Sobreproducción
Stock
EsperasRechazos y retoques
Transporte
Los 7 + 1 despilfarros
Caso Real : Metodología
SMEDOTED
Kanban
Milkrun
VSM/D
HERRAMIENTAS
Esperasretoques
Movimientos inútilesProcesos inútiles
+1 : Talento desaprovechado de las personas
HerramientasLean
ProducciónCelular
TPM5S
Poka-Yoke
Kaizen

Value-tream analysis: Situación actual (flujo físico y de información)
Planificación
Suministro proveedores
Caso Real : Aplicación Real
Almacén picking
SuministroInternoMateria prima
Sincronización procesos

VSD: Flujo de valor deseado – Situación ideal (flujo físico y de información).
Caso Real : Aplicación Real

KAIZEN.
LAS REGLAS DEL JUEGO.
1- Rechaza las ideas fijas.2- Piensa en como hacer en lugar de explicar por qué no se puede hacer.
3- No pongas excusas. Cuestiona la forma actual de hacer las cosas.
LA METODOLOGÍA
Caso Real : Aplicación Real
hacer las cosas.4- No busques la perfección, hazlo incluso si sólo ganas el 40% del objetivo.
5- Corrige el error inmediatamente.6- No gastes dinero, usa el sentido común.7- Encuentra ideas en las dificultades.8- Pregunta “¿Por qué?” 5 veces y soluciona la causa última.9- Busca la experiencia de 10 personas en lugar de lagenialidad de 1 sola.
10- La mejora es infinita

Workshop Semana Kaizen
Caso Real : Aplicación Real

OBSERVACIÓN Y ANÁLISIS DE LA REALIDAD.
Caso Real : Aplicación Real

- Ir a la estación en informar a la persona.
- Observar 10 ciclos productivos y
descomponerlo en operaciones. unitarias
separando VA y no VA.
- Anotar las operaciones unitarias en la hoja
de observación.
- Observar 10 ciclos más midiendo los
tiempos de cada una.
- Dibujar el equilibrado actual de la línea.
- Medir TODOS los elementos que hay en el área a observar.
- Tomar fotos de la situación actual.
- Medir lo superficie total que ocupa el áreas a observar.
- Hacer un inventario de las piezas que se utilizan (recoger una de cada) y
los embalajes en que se suministran (medidas y cantidades)
-Hacer un esquema a escala de la distribución de los elementos en el
momento de la observación
OBSERVACION DE LA REALIDAD ACTUAL: Puestos de trabajo, aprovisionamientos, Distribución en planta
Caso Real : Aplicación Real

DISEÑO DE LA NUEVA SOLUCIÓN.
Diseño Line-Back
Caso Real : Aplicación Real
Diseño Line-Back

Tack Time / Supermercados / Milk run
Caso Real : Aplicación Real
DISEÑO DE LA NUEVA SOLUCIÓN.

LINE BACK DESIGN. Mejora en 48 horas. Ejemplo.
Caso Real : Resultados

Primeros Resultados : Lay Out Fabricación, Stocks Materia Prima en planta
Caso Real : Resultados

Primeros Resultados : Puestos de trabajo, Line back desing, Gestión Visual
Caso Real : Resultados

Primeros Resultados : Producto Terminado
Caso Real : Resultados

Buenas Prácticas
Caso Real : Resultados

Caso Real : Resultados
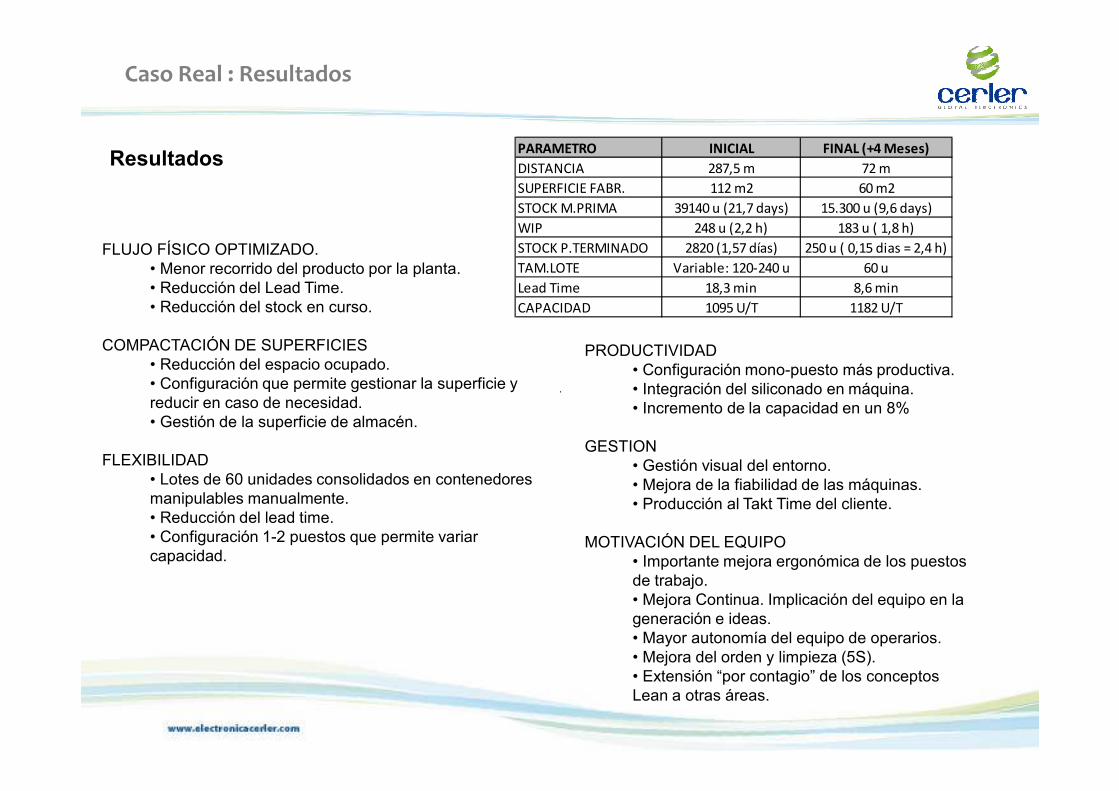
Resultados
FLUJO FÍSICO OPTIMIZADO. • Menor recorrido del producto por la planta. • Reducción del Lead Time. • Reducción del stock en curso.
COMPACTACIÓN DE SUPERFICIES • Reducción del espacio ocupado. • Configuración que permite gestionar la superficie y reducir en caso de necesidad.
PRODUCTIVIDAD • Configuración mono-puesto más productiva. • Integración del siliconado en máquina.
Caso Real : Resultados
PARAMETRO INICIAL FINAL (+4 Meses)
DISTANCIA 287,5 m 72 m
SUPERFICIE FABR. 112 m2 60 m2
STOCK M.PRIMA 39140 u (21,7 days) 15.300 u (9,6 days)
WIP 248 u (2,2 h) 183 u ( 1,8 h)
STOCK P.TERMINADO 2820 (1,57 días) 250 u ( 0,15 dias = 2,4 h)
TAM.LOTE Variable: 120-240 u 60 u
Lead Time 18,3 min 8,6 min
CAPACIDAD 1095 U/T 1182 U/T
reducir en caso de necesidad. • Gestión de la superficie de almacén.
FLEXIBILIDAD • Lotes de 60 unidades consolidados en contenedores manipulables manualmente. • Reducción del lead time. • Configuración 1-2 puestos que permite variar capacidad.
• Integración del siliconado en máquina. • Incremento de la capacidad en un 8%
GESTION • Gestión visual del entorno. • Mejora de la fiabilidad de las máquinas. • Producción al Takt Time del cliente.
MOTIVACIÓN DEL EQUIPO • Importante mejora ergonómica de los puestos de trabajo. • Mejora Continua. Implicación del equipo en la generación e ideas. • Mayor autonomía del equipo de operarios. • Mejora del orden y limpieza (5S). • Extensión “por contagio” de los conceptos Lean a otras áreas.

G R A C I A S
Si buscas resultados distintos, no hagas siempre lo mismo. Albert Einstein 1879-1955