Embed Size (px)
DESCRIPTION
© Publindústria, Lda.
Citation preview

������������� ��������������������������������������������������
�
�� �
����
���
����!
����
!���
���
� ���
�����
�" !!
#
���������������� ���������������������� ����
������������������
��������������������������� �������
��������������� ����
��������������������������������������������
$��%��&'������������$���&'
�������������������������������� �
�����
����������������� �������������
��$��� ��

1_eq
FICHA TÉCNICA
EditorCarla Santos Silva
DirectorEugénio C. Ferreira
Directora ExecutivaMarta Martins
Conselho CientíficoAntónio Salvador Pinheiro (Galp),
João A. A. Lourenço (INETI), João Bordado (UTL)João Goulão Crespo (UNL),
José António Magalhães (Quimitécnica Ambiente), José Ataíde (Portucel), José Cruz Pinto (UA),
Margarida Figueiredo (UC), Rogério Pratas (CIRES), Sebastião Feyo de Azevedo (UP)
Redacção Marta Martins
DesignJorge Pereira,
em colaboração com Publindústria, [email protected]
Consultoria Comercial | PublicidadeVera Oliveira
MarketingRui Santos
Edição | Propriedade | AdministraçãoPublindústria, Edições Técnicas
Praça da Corujeira, 38 - 4300-144 Porto - PortugalTel. +351 225 899 620 - Fax +351 225 899 629
[email protected] - www.publindustria.pt
ImpressãoPublindústria, Artes Gráficas
Publicação PeriódicaRegisto no ICS n.º 124755
ISSN1646-284X
Depósito Legal230523/05
Tiragem3000 exemplares
Os artigos inseridos são da exclusiva responsabilidade dos seus autores.
Fotografia da Capa © International Rice Research Institute (IRRI)
www.irri.org
3 editorial biotecnologia
4 coluna canivetes suíços
6 notícias
14 eventos calendário de feiras e formação
16 mercado
23 reportagem mesa redonda – marketing industrial: que futuro?
dossier: biotecnologia26 reactores de microalgas para a produção de metabolitos com aplicabilidade prática 34 produção de vacinas de dna
40 estratégias para produção de bioplásticos a partir de melaços de cana-de-açúcar
ensino48 sobre a continuidade do uso do método de mccabe e thiele
prevenção e controlo da poluição54 a incineração de resíduos sólidos urbanos e a produção de resíduos perigosos
60 estante | internet

2_eq

3_eq
editorial
A presente edição da Engenharia Química é dedicada ao tema da Biotecnologia. A Biotecnologia não é uma novidade, é usada pelo homem há milhares de anos na produção de vinhos e de queijos. A Biotecnologia utiliza microorganismos (leveduras, bactérias, fungos) como fábricas celulares ou enzimas (obtidas de microorganismos). A moderna Biotecnologia nasce em 1976 com o desenvolvimento da tecnologia de ADN recombinante pela empresa Americana Genentech. A biotecnologia produz praticamente 2% do PIB da União Europeia, sendo comparável aos sectores industriais europeus de maior importância, empregando directamente 96500 pessoas, principalmente em PMEs (acrescido de emprego indirecto em indústrias que utilizam biotecnologia). O número de biofármacos no mercado mais que duplicou nos últimos 10 anos e o número de empresas biofarmacêuticas europeias aumentou de 37 (1996) para 143 (2005). Nas agroindústrias, cerca de 20% do volume de negócios está actualmente relacionado com a biotecnologia, e no âmbito da biotecnologia industrial, a União Europeia produz cerca de 75% das enzimas comercializadas no mundo.
Os efeitos ambientais das aplicações industriais são notáveis: a substituição de um método químico por um método biotecnológico de uma larga gama de antibióticos resultou numa redução de 37% na utilização de electricidade, de praticamente 100% no consumo de solventes ambientalmente nocivos e de 90% no volume de efl uentes produzidos. Outras aplicações industriais, tais como plásticos e embalagens biodegradáveis, têm o potencial de originar benefícios semelhantes. A designada Biotecnologia branca ou industrial é utilizadora de recursos naturais, diminuindo a dependência de combustíveis fósseis, apresentando benefícios de redução das emissões de gases com efeito de estufa e redução dos consumos de energia e água, originando processos mais verdes e mais limpos. Vitaminas, fármacos, enzimas (detergentes; aplicações têxteis) e polímeros constituem exemplos de produtos obtidos por Biotecnologia branca.
Tal como referimos no editorial da anterior edição da Engenharia Química a necessidade premente de encontrar novas alternativas à economia do petróleo está na ordem do dia. A Biotecnologia, com as ferramentas da Engenharia (Bio)Química, desempenhará certamente um papel importante na mudança de paradigma da “economia dos hidrocarbonetos” para a “economia dos hidratos de carbono”.
Os artigos técnico-científi cos deste 7º número ilustram algumas perspectivas e contributos da Engenharia Química para a Biotecnologia: produção de bio-plásticos tendo como matéria-prima melaços de cana-de-açúcar; produção de vacinas de DNA; e produção de metabolitos em reactores de microalgas.
A revista reserva ainda espaço para dois artigos fora do dossier “Biotecnologia”, procurando dar seguimento à publicação de trabalhos que não se enquadram no planeamento de números temáticos previstos para o corrente ano, que serão dedicados aos temas, “Gestão da Produção, Logística e Automação” e “Plásticos e Polímeros”. Aqui fi cam as nossas propostas de leitura, acreditando no vosso interesse e crescente adesão.
O Director, Eugénio Campos Ferreira
biotecnologia Eugénio Campos Ferreira
PUB
coluna[ canivetes suíços ]
4_eq
canivetes suíços
E quando, na sessão de boas vindas aos novos alunos de biotecnologia, lhes disse que a minha expectativa era que se tornassem em bons canivetes suíços os seus rostos iluminaram-se num misto de espanto e humor...
Creio que todos temos noção de que vivemos tempos interessantes. O mundo tal como o conhecíamos está em mutação acelerada resultado de movimentos sociais, políticos e tecnológicos que se têm desencadeado e convergido nas últimas duas décadas. Apercebi-me que este ano alguns dos alunos que entraram na universidade nasceu já depois do 9/11. Não aquele da queda das torres mas o da queda do muro, em Berlim. Para a minha geração, e para as anteriores, aquele dia marcou o fi m de uma era. Muitos vêm essa data como o fi nal do século XX e Thomas Friedman, na sua obra “O Mundo é Plano” toma esse momento como o acontecimento #1 dos que contribuíram para aplanar o mundo. Aqueles jovens já não conheceram outro mundo e este, em que vão viver, está em mutação tão acelerada que temos difi culdade em lhes aconselhar rumos. Na sua visão deste novo mundo plano, discutível talvez mas interpelante e portadora de desassossego, Friedman enumera uma série de competências que se exigirão aos profi ssionais do futuro. Necessitaremos “que seja um bom colaborador, alavancador, explicador, sintetizador, localizador, personalizador e adaptador”. Não me deterei, como faz ele, na discussão de cada uma destas competências e por que razão as considera ele vitais para a sobrevivência no mercado-mundo que construímos. Os interessados poderão encontrar isto em detalhe no seu livro. Pessoalmente revi-me no conceito do grande adaptador e na imagem do canivete suíço que ele lhe associa. Um mundo em mutação acelerada necessita de profi ssionais versáteis. Não de especialistas de conhecimentos profundos mas pouco abrangentes, nem generalistas de conhecimentos abrangentes mas superfi ciais, antes de pessoas “versáteis capazes de aplicar conhecimentos profundos a um leque cada vez mais alargado de situações, obtendo novas competências e assumindo novos papeis”.
As características mais diferenciadoras e enriquecedoras da Engenharia Química, têm sido por um lado o seu carácter multidisciplinar, que, ao contrário de outras engenharias que se vão especializando cada vez mais, tem-se alargado a novos campos, a novas áreas do conhecimento que ainda há não muitos anos lhe eram alheias como as biologia ou os materiais, e por outro a forma como é capaz de pensar a múltiplos níveis dimensionais: da molécula, à operação unitária, à empresa, até à cadeia de abastecimentos integrando-os numa visão coerente mais completa e profunda da realidade. Este tipo de formação tem sido a chave do sucesso da Engenharia Química num país como o nosso tradicionalmente parco em indústria química e em que nos surpreendemos a encontrar colegas nos lugares mais inesperados das empresas mais díspares ou nas actividades mais implausíveis.
João Araújo Pereira CoutinhoCICECO, Departamento de Química da Universidade de Aveiro
João A. P. Coutinho é Engenheiro Químico licenciado pela FEUP e doutorado pela Universidade Técnica da Dinamarca. Tem desenvolvido investigação na área da Termodinâmica Aplicada e em Biotecnologia, liderando um grupo de investigação nestes domínios. É actualmente Professor Associado no Departamento de Química da Universidade de Aveiro desenvolvendo funções docentes na licenciatura em Engenharia Química desta Universidade.

5_eq
Refl ecti muito sobre esta mais-valia da formação do Engenheiro Químico enquanto participava no desenho do currículo da nova licenciatura em Biotecnologia, criada na Universidade de Aveiro no âmbito da reestruturação curricular promovida pelo processo de Bolonha. Tive oportunidade de comparar currículos e tradições de vários países neste domínio e perceber que naqueles em que a disciplina tinha mais sucesso, a formação não assentava na especialização numa área específi ca mas contemplava a tríade (bio)química/biologia/Engenharia. Esta é aliás a recomendação dos relatórios dos organismos internacionais que, refl ectindo sobre o desenvolvimento desta área disciplinar, recomendam a criação de graus multidepartamentais pese embora a difi culdade de articular interesses e linguagens nem sempre muito compatíveis (os interessados podem consultar o Relatório Técnico da Comissão de Biotecnologia da IUPAC (Pure & Appl. Chem., Vol. 66, No. 1, pp. 117-136, 1994 e o relatório da Comissão Europeia “Biotechnology 2020” no capítulo relativo à Educação em www.i-s-b.org). Tomando tudo isto em consideração a proposta de um novo curso não se poderia deixar de contemplar a versatilidade e a multidisciplinaridade.
Este ano corresponde também a uma mudança de paradigma a nível de formação universitária. Se estes últimos anos tinham acabado com a ideia de emprego para toda a vida, com as novas licenciaturas de Bolonha o conceito de curso para a vida também terminou. Estas licenciaturas curtas vão exigir uma nova fl exibilidade mental da parte dos estudantes e dos seus futuros empregadores. Parece-me essencial que estas formações curtas em lugar de fechar portas sirvam para alargar horizontes. Permitam uma formação sólida mas abrangente, capaz de formar profi ssionais empreendedores e versáteis, capazes de se adaptar ao mundo em mudança acelerada em que a biotecnologia, mais do que qualquer outra área de trabalho, os vai envolver.
E assim, quando lhes disse que gostaria que se tornassem em bons canivetes suíços e os seus rostos se iluminaram num misto de espanto e humor, era bem mais do que uma provocação de boas vindas o que lhes queria deixar com as minhas palavras... Era um mapa para o seu incerto futuro...
PUB
6_eq
Qualidade da Licenciatura em Química da UA reconhecida a nível europeu
A atribuição do Chemistry Eurobachelor® Label à Licenciatura em Química da Universidade de Aveiro, já adaptada ao modelo de Bolonha, foi votada favoravelmente pelo «ECTNA Label Committee». Graças a este certifi cado, este curso passa a ser reconhecido por várias universidades europeias, facultando acesso automático aos licenciados em Química a programas de mestrado dessas instituições. Este galardão, atribuído pela European Chemistry Thematic Network Association (ECTNA) e reconhecido pela European Association for Chemical and Molecular Sciences (EuCheMS), resulta da avaliação efectuada, por esta instituição, à qualidade pedagógica e científi ca do curso, bem como à qualidade das infra-estruturas e do corpo docente do Departamento de Química da UA.A Universidade de Aveiro associa-se, assim, a um conjunto de 22 universidades europeias já reconhecidas, incluindo, entre outras, a Universidade de Helsínquia, a Universidade Técnica de Viena, a Universidade de Bolonha e a Universidade de Amsterdão. Em Portugal, apenas as Universidades de Aveiro e de Lisboa têm licenciaturas autenticadas com o Chemistry Eurobachelor® Label.
www.dq.ua.pt
BP Statistical Review of World Energy 2007: reservas actuais de Petróleo acima dos 40 anos
As reservas mundiais de petróleo e gás permaneceram estáveis em 2006, com o ratio das reservas para produção acima dos 40 anos para o petróleo e 60 anos para o gás.Apesar de um pequeno declínio em 2006, as reservas de petróleo estão ainda 15% acima dos valores verifi cados há uma década, com 1 208 mil milhões de barris. As reservas globais de gás foram ligeiramente superiores, com 181 triliões de metros cúbicos. De acordo com Peter Davies, Chief Economist da BP, considerando os níveis de procura de produtos petrolíferos a nível mundial, o esgotamento das jazidas de petróleo a nível mundial não terá início nas próximas décadas. Peter Davies apresentou no passado dia 10 de Julho em Portugal o Statistical Review of World Energy 2007, o relatório da BP sobre o panorama energético mundial.O ano de 2006 foi um período de preços altos e voláteis no sector da energia, mas apesar dos elevados preços, o crescimento do consumo energético a nível mundial permaneceu acima da média. No ano passado, os mercados energéticos voltaram a estar no centro das atenções, atraindo o interesse de políticos, consumidores e líderes de opinião. A utilização de todas as formas de energia por parte da China cresceu ao longo do ano, fazendo corresponder a sua quota mundial de consumo a mais de 15%. A manutenção dos preços elevados da energia resultou num crescimento mais lento do consumo entre os principais importadores, particularmente por parte dos Estados Unidos, onde o consumo de energia primária caiu 1% em 2006, em comparação com 2005. A utilização de petróleo, gás natural e carvão foi reduzida, enquanto a de energia nuclear e hidroeléctrica aumentou ligeiramente.A queda do consumo nos países da OCDE em 400 mil barris por dia, o maior declínio neste grupo de países em mais de 20 anos, revela o impacto do crescimento dos preços do petróleo. A produção global aumentou 0,4%, para 81.7 milhões de barris por dia. Face a uma fraca procura, a OPEP cortou a produção no fi nal de 2006, pela primeira vez em quase dois anos. Ainda assim, no conjunto do ano, a OPEP aumentou a sua produção em cerca de 130 mil barris por dia, para uma média de 34.2 milhões de barris diários.www.bp.com
notícias

7_eq
PUB
EDP estabelece acordo com MARTIFER
No dia 27 de Junho de 2007 foi celebrado um acordo de princípios entre a a EDP - Energias de Portugal S.A. e a EVIVA ENERGY S.A., sociedade detida a 100% pela MARTIFER SGPS S.A, relativo ao desenvolvimento de projectos de produção hidroeléctrica nas bacias hidrográfi cas dos rios Vouga e Paiva. O referido Acordo tem por base as linhas gerais sobre o estabelecimento de uma cooperação empresarial cuja fi nalidade será a identifi cação,
análise e eventual desenvolvimento de oportunidades de execução conjunta de projectos de produção hidroeléctrica, no âmbito das bacias hidrográfi cas daqueles dois rios.No âmbito do referido Acordo, cada projecto será realizado através de uma sociedade comercial específi ca, sendo o capital social repartido entre a EDP Produção com 55% e a Eviva Energy com 45%.Este acordo enquadra-se no plano de desenvolvimento de novos projectos hidroeléctricos em Portugal, através do qual a EDP planeia aumentar a sua actual capacidade hidroeléctrica instalada de 4.405MW em cerca de 1.000MW até 2015.
www.edp.pt
APCER certifica Sistema de Gestão da Responsabilidade Social da CITRUP de acordo com a norma SA 8000
A CITRUP, Centro Integrado de Tratamento de Resíduos Últimos do Porto, Lda., que já tinha os seus Sistemas de Gestão da Qualidade, Ambiente e Segurança e Saúde no Trabalho certifi cados pela APCER, vê agora juntar-se a estas certifi cações a do Sistema de Gestão da Responsabilidade Social, segundo a norma SA 8000, para o âmbito da “deposição controlada em aterro de resíduos sólidos provenientes da central de valorização energética e de resíduos sólidos urbanos, durante os períodos de
paragem da mesma, assim como todas as operações relacionadas com esta actividade”.Criada em 2000, a CITRUP resultou de um consórcio entre a RESIN, a FRANCE DECHETS, a ENGIL e a SERURB para a concepção, construção e exploração do aterro sanitário anexo à central de valorização de resíduos da Lipor. Responsável pela gestão do Aterro Sanitário da Maia, a CITRUP é actualmente gerida pela CESPA Portugal e pela SERURB (Grupo SUMA).A cerimónia de entrega do certifi cado, que decorreu no passado dia 29 de Maio, nas instalações do AEP, em Leça da Palmeira, contou com a presença, entre outros, de um representante da Lipor, Abílio de Almeida, de Gerentes da CITRUP, Ana Bela de Carvalho e Pinto Barriga e do Responsável do Sistema de Gestão Integrado da CITRUP, Celso Rocha. Por parte da APCER, estiveram presentes Miranda Coelho, Membro do Conselho de Administração, José Leitão, CEO e Gonçalo Pires, Gestor de Cliente.
www.citrup.pt

notícias
8_eq
10 anos de gás natural em Portugal
A Portgás assinalou, a 27 de Junho, o 10.º aniversário do gás natural em Portugal. A concessionária ligou o 1.º cliente de gás natural do país no 2.º trimestre de 1997, na Maia.Numa comemoração realizada na Fundação de Serralves, a Portgás atribuiu, simbolicamente, dois prémios: um ao primeiro cliente ligado ao gás natural, em 1997, outro ao último cliente a aderir a esta energia na data em que se comemorou a efeméride.Desde 1997, a Portgás distribui o gás natural a um número crescente de consumidores, que se aproxima agora dos 160
mil. Com mais de 2.600 quilómetros de rede construída, a Portgás disponibiliza o gás natural em 21 concelhos abrangidos pela área de concessão: Barcelos, Braga, Esposende, Fafe, Guimarães, Vila Nova de Famalicão, Vizela (distrito de Braga), Gondomar, Maia, Matosinhos, Paredes, Penafi el, Porto, Póvoa de Varzim, Santo Tirso, Trofa, Valongo, Vila do Conde, Vila Nova de Gaia (distrito do Porto), Ponte de Lima e Viana do Castelo (distrito de Viana do Castelo).Desde 1994 (ano em que foi iniciada a construção da rede de distribuição de gás natural) e até ao fi nal de 2006, a concessionária investiu 324 milhões de euros no projecto. Em 2007, estão previstos investimentos superiores a 24 milhões de euros.
www.portgas.pt
Prémio CUF 2007
O Prémio CUF tem contado, desde a sua primeira edição em 2002, com o apoio da Fundação para a Ciência e Tecnologia, e tem como objectivo estimular as iniciativas individuais que contribuam directamente para o avanço da Ciência, da Tecnologia e das suas aplicações à indústria portuguesa.
A CUF - Companhia União Fabril, SGPS, SA atribuirá este ano mais um prémio, dando continuidade à aposta na capacidade de Portugal na área da inovação e desenvolvi-mento tecnológico, contribuindo assim para o futuro das empresas nacionais e do País, como tem vindo a fazer ao longo da sua história.O Prémio CUF/2007 será atribuído às três melhores teses de doutoramento concluí-das por doutorados de nacionalidade por-tuguesa nas áreas de Engenharia Química, Engenharia Biológica, Engenharia do Am-biente ou Fertilidade do Solo e Fertilização, cujo grau académico tenha sido obtido em Universidades nacionais ou estrangeiras no ano de 2006, e que perspectivem aplicações práticas aos processos industriais existentes em Portugal. Também se poderão candida-tar os doutorados de outras nacionalidades, nos casos em que o grau de doutor tenha sido obtido em Universidades nacionais no ano de 2006, e desde que as restantes condições sejam também obedecidas.O 1º Prémio terá o valor de 7500 Euros e serão ainda atribuídos dois diplomas de menção honrosa, no valor de 2500 Euros cada.
www.fct.mctes.pt/pt/premios/cuf2007/
IUPAC propõe 2011 como Ano Internacional da Química
A IUPAC – União Internacional de Química Pura e Aplicada – anunciou na sua página da internet que vai formalizar junto da UNESCO a proposta de des-ignação de 2011 como Ano Internacional da Química.Numa missiva enviada a 24 de Agosto a todas as Or-ganizações Nacionais Aderentes e Associadas dos 5 continentes, o Presidente da IUPAC pediu o apoio de todos para o sucesso desta iniciativa, salientando que esta é “uma oportunidade única na vida” para que as sociedades científi cas nacionais e regionais, os educa-
dores, e as associações industriais, entre outros, se juntem para “elevar o reconhecimento da Química em todo o mundo” e para comunicar à sociedade “a importância central da Química em todos os aspectos da vida moderna”.Com esta proposta, a IUPAC pretende dar uma contribuição relevante para a Década da Educação para o Desenvolvimento Sustentável (DEDS) das Nações Unidas (2005-2014) e sa-lientar o inestimável contributo da Química para a realização dos “Objectivos do Milénio”. A Sociedade Portuguesa de Química – Organização Nacional Aderente da IUPAC desde 1924 – deu já início ao processo de recolha de apoios, nomeadamente através do contacto com o Comissão Nacional da UNESCO e com a Delegação Permanente de Portugal junto da UNESCO, em Paris.
www.spq.pt | www.iupac.org

9_eq
PUB
CEQUAL promove o dia da Qualidade/Ambiente/Segurança
O dia da Qualidade/Ambiente/Segurança é um produto inteiramente novo em Portugal no âmbito da animação, informação e formação nestas áreas. É um evento com a duração de um dia de trabalho, a ser organizado intra-empresa com total apoio e coordenação do CEQUAL – Centro de Formação para a Qualidade. Integra um pacote de actividades cuidadosamente preparadas com fi ns didácticos, além de jogos extremamente divertidos e pedagógicos sobre o tema. Os objectivos deste dia são motivar, informar e consciencializar, atingindo colaboradores de todos os níveis hierárquicos da organização, bem como criar oportunidades de participação, discussão e análise de temas relacionados com a Qualidade, Ambiente e Segurança. Os destinatários desta acção são empresas de todos os sectores de actividade. A CEQUAL possui um conjunto de actividades destinadas a este dia, tais como um ciclo de vídeo, mesas redondas, laboratório de ideias, etc. No entanto a organização poderá optar pelas actividades que entender mais adequadas às suas necessidades.
www.cequal.pt
Hovione recebe prémio VPP Star da OSHAO Centro de Transferência de Tecnologia (TTC) da Hovione, sedeado em Nova Jersey, USA, recebeu o mais alto galardão do Programa de Protecção Voluntária (VPP Star) promovido pela OSHA - Occupational Safety & Health Administration. A cerimónia de entrega do galardão VPP Star e respectiva bandeira teve lugar no passado dia 11 de Outubro, nas instalações do Hovione New Jersey. A OSHA, organismo governamental americano, criou em 1980 o programa VPP com o intuito de estabelecer parcerias com empresas que implementam sistemas excepcionais de gestão da segurança e de saúde ocupacional nos seus locais de trabalho, aceitando cumprir voluntariamente regras que vão muito além da conformidade com a regulamen-tação da OSHA. Actualmente, existem apenas 44 fábricas em New Jersey com a insígnia VPP Star. Para alcançarem este galardão, as empresas têm de apresentar registos de pelo menos 3 anos de laboração com perfeito cumprimento das normas de segurança e de higiene no trabalho. A Hovione New Jersey iniciou operações há 6 anos e a OSHA aceitou o pedido da Hovione para integrar o grupo das VPP Star em menos de 12 meses.O processo de reconhecimento VPP dá particular ênfase à responsabilização dos gestores
COLUNA DE LEGISLAÇÃO E NORMAS
Acidentes Graves com Substâncias Perigosas Portaria n.º 830/2007 - I Série n.º 147, de 1/08Estabelece, no âmbito do regime jurídico relativo à prevenção de acidentes graves que envolvam substâncias perigosas (Seveso), previsto no Decreto-Lei n.º 254/2007, de 12 de Julho, o regime de cobrança de taxas pelos actos praticados pela Agência Portuguesa do Ambiente (APA).
Emissões de Compostos Orgânicos VoláteisDespacho n.º 17 141/2007 do Ministério do Ambi-ente - II Série n.º 149, de 3/08Estabelece o Programa de controlo de emissões de compostos orgânicos voláteis (COV), com o objectivo de limitar o teor total de COV que pode ser utilizado em determi-nadas tintas e vernizes e em produtos de re-toque de veículos.
no que toca à segurança e saúde dos seus colaboradores, através de objectivos men-suráveis, identifi cação e eliminação con-tinuada de riscos e envolvimento dos tra-balhadores na sua própria protecção.
www.hovione.pt

notícias
10_eq
Alstom compra a espanhola Ecotècnia e entra no mercado da energia eólica
A Alstom deu um passo signifi cativo na área da geração de energia eólica com a assinatura de um acordo para aquisição da companhia espanhola de turbinas eólicas, a Ecotècnia, no valor de 350 milhões de euros.A Ecotècnia, com sede em Barcelona, desenha, monta e instala uma vasta gama de turbinas eólicas que podem ir de 640KW aos 2MW. A empresa está a desenvolver novas turbinas eólicas com capacidade até 3MW. A Ecotècnia teve um papel muito importante no desen-
volvimento do mercado espanhol de energia eólica, o 2º a nível Europeu, e actualmente 50% das suas vendas são realizadas noutros países europeus.Até este momento, a Ecotècnia instalou, ou está em vias de instalar mais de 1500 turbi-nas eólicas em 72 parques eólicos, correspondendo a uma capacidade total de 1,433MW (cerca de 2% da potência instalada a nível mundial). A aquisição da Ecotècnia, pela Alstom, estará concluída depois de terminada a consulta legal e os procedimentos necessários para a alteração da estrutura da empresa. A Ecotèc-nia é actualmente uma cooperativa e será transformada numa sociedade “limitada”, antes da conclusão da operação de aquisição por parte da Alstom.A Ecotècnia irá benefi ciar do facto de a Alstom ser uma empresa global e ter uma marca-da presença industrial, incluindo capacidades de gestão da cadeia de fornecedores, bem como do acesso aos recursos tecnológicos do Grupo. Logo que concluída, esta aquisição irá consolidar a posição da Alstom como a empresa com a mais ampla e completa gama de produtos e sistemas para a geração de energia, incluindo gás, carvão, energia hídrica, eólica, solar e partes convencionais para centrais de energia nuclear. Irá ainda reforçar a oferta da Alstom na área das energias renováveis, incluindo a energia hidroeléctrica.
www.ecotecnia.com
ETA do Alto Rabagão inaugurada
Teve lugar no passado dia 23 de Junho, em Montalegre, a inauguração da Esta-ção de Tratamento de Água (ETA) do Alto Rabagão, numa cerimónia presidida pelo Primeiro-Ministro, José Sócrates.
A infra-estrutura, integrada no sistema da empresa intermunicipal de Águas de Trás-os-Montes e Alto Douro (ATMAD), vai ser responsável pelo abastecimento das populações dos concelhos de Montalegre (87%), Boticas (90%), Chaves (84%) e Ribeira de Pena (14%). O investimento to-tal de 25 milhões de euros, fi nanciado em 85 por cento pelo Fundo de Coesão, in-clui, além da ETA, a execução de condutas adutoras, estações elevatórias e ligações a reservatórios existentes. A ETA do Alto Rabagão tem capacidade para tratar um caudal de 828m3 de água por hora e om capacidade para servir, em 2031, cerca de 104.500 pessoas. Esta ETA integra uma linha líquida, de trata-mento de água bruta,e uma linha sólida, de tratamento das lamas produzidas nas etapas de decantação e fi ltração da água. A Águas de Trás-os-Montes e Alto Douro assume uma forte preocupação com a qualidade da água para consumo. Esta ETA possui um laboratório próprio que efectua rigorosos e constantes programas de monitorização. Este controlo garante que a água tratada cumpre todos os parâ-metros de qualidade, sendo segura para consumo. Para assegurar o efi ciente fun-cionamento da infra-estrutura e dos seus equipamentos, esta ETA dispõe ainda de um sistema de gestão e controlo.
www.aguas-tmad.pt
Comissão Europeia publica um relatóriosobre a aplicação da Biotecnologia
A Comissão Europeia publicou um relatório sobre o estado da aplicação da biotecnologia no território comunitário, quais as contribuições do sector para o crescimento económico, protecção ao ambiente e saúde dos cidadãos.O documento reporta às três principais áreas utilizadoras da biotecnologia: a produção primária e agro-alimentar, os processos industriais e de energia e o ambiente. Concluiu-se que a biotecnologia representa 1,69% do Produto Interno Bruto (PIB) da União Europeia, um valor que é semelhante ao da totalidade do sector agrícola.O executivo comunitário concluiu ainda que a biotecnologia tem contribuído signifi cativa-mente para o aumento da produtividade do sector industrial, assim como para a redução do consumo de energia e de água e para o decréscimo das emissões de gases com efeito de estufa. No que se refere a aplicações agro-alimentares da biotecnologia, a Comissão Euro-peia mostra que se melhorou a efi ciência da produção agrícola e da segurança alimentar, e que se reduziram as emissões de gases com efeito de estufa.
www.agrodigital.org

11_eq
Ineos Technologies vende a tecnologia em fase gasosa ‘Innovene G’ à Repsol YPF
A INEOS Technologies vende à Repsol Polímeros, Lda., a licença do seu processo “Innovene G” para a nova fábrica de Polietileno Linear de Baixa Densidade, prevista para o complexo petroquímico da Repsol YPF em Sines, Portugal.A fábrica produzirá 300.000 toneladas por ano de uma gama completa de produtos de Ziegler-Natta e metaloceno Linear de Baixa Densidade de alto desempenho. A tecnologia de INEOS complementará a gama actual de Polietileno da Química da Repsol YPF e ampliará a sua capacidade de produção, assegurando a competitividade a longo prazo e favorecendo o aumento da sua quota de mercado.A Repsol YPF torna-se, desta forma, na vigésima nona empresa licenciada com a tecnologia em fase gasosa de “Innovene G”. Assim, a fábrica de Sines incorporará os mais recentes avanços tecnológicos incluindo o ‘Clean Loop Design’, ‘Enhanced High Productivity’ e as mais modernas plataformas catalíticas de Ziegler-Natta e de metaloceno.Peter William, da INEOS Technologies, manifestou: “Estamos muito orgulhosos de participar com a Repsol neste importante projecto de expansão do seu Complexo de Sines. A tecnologia Innovene G teve um desenvolvimento substancial nos últimos anos e esta adjudicação por parte da Repsol YPF, depois de uma avaliação rigorosa e exaustiva, é o reconhecimento do valor que a tecnologia oferece a todas as empresas nossas licenciadas e aos seus clientes”.O Director da Química da Repsol YPF, Benjamín Palomo, expressou: “Consideramos que a INEOS é um parceiro que nos proporciona uma tecnologia completa e avançada e com quem podemos desenvolver uma relação com interesses comuns a longo prazo. Esta fábrica faz parte do Projecto de Sines anunciado há um ano por Antonio Brufau, Presidente Executivo da Repsol YPF.”Ambas as empresas já iniciaram a fase de engenharia do projecto e prevê-se que a fábrica comece a funcionar em meados de 2010.
Universidade do Minho cria Agência para a Energia e o Ambiente (AUMEA)
A Universidade do Minho aprovou um Programa Energético e um Plano de Curto e Médio Prazo para a Energia e o Ambiente, onde se estebelecem objectivos específi cos, estratégias e acções que permitirão fazer da Universidade uma Instituição de Referência na área da energia e do ambiente. Na sequência deste trabalho foi criada a AUMEA - Agência UM para a Energia e o Ambiente.A Reitoria da Universidade do Minho criou um documento intitulado “Oportunidades e Estratégias da Universidade do Minho na Área da Energia e do Ambiente”, elaborado para responder ao desafi o de identifi cação de oportunidades, e de estabelecimento de estratégias e acções decorrentes dessas estratégias, que permitissem fazer a UMinho, a curto/médio prazo, uma instituição de referência no domínio da energia e do ambiente. Desse documento consta um “Programa Energético da Universidade do Minho” (PEUM) e um “Plano a Curto e Médio Prazo da Universidade do Minho para a Energia e o Ambiente” (PCM-E), o primeiro estabelece os objectivos da UMinho nas áreas em questão e as estratégias a seguir para os atingir, e o segundo aponta as acções concretas decorrentes dessas estratégias.À “Agência UM para a Energia e o Ambiente” (AUMEA) compete desempenhar o papel de “pivot” da actividade da UMinho nessas áreas, integrando as diferentes competências e tendências que existem dentro da Universidade nesses domínios e, a partir daí, formar uma visão UMinho do “Plano Energético Nacional”.www.uminho.pt
www.repsolypf.com
notícias
12_eq
Pan-Eco Ambisousa inaugura central de valorização energética do biogás
A Pan-Eco Ambisousa Energias Renováveis, que surgiu na sequência do acordo estabelecido entre a Ambisousa e a empresa italiana Marcopolo Engineering, inaugurou, no passado dia 12 de Julho,
uma central de valorização energética de biogás, em Rio Mau. Em declarações ao AmbienteOnline, Macedo Dias, presidente da Ambisousa, referiu que o projecto de produção de energia a partir de resíduos do Aterro de Penafi el, gerido pela Ambisousa, signifi cou um investimento de um milhão de euros. A exploração de biogás a partir dos resíduos depositados no aterro de Penafi el, explorado pela Ambisousa, vai signifi car a produção de 4,7 milhões de kWh, o que corresponde ao consumo médio anual de energia de 500 habitações. A Ambisousa é responsável pelo tratamento e gestão dos Resíduos Sólidos Urbanos dos cerca de 330 mil habitantes de toda a região do Vale do Sousa. Já a Marcopolo Engineering – Sistemi Ecologi - iniciou a sua actividade em 1978, dedicando-se principalmente à produção de energia eléctrica através do biogás. É responsável pela redução de 175 toneladas/hora de emissões de CO2 para a atmosfera e tem uma capacidade instalada de 50 MW, fornecendo electricidade para cerca de 83 mil habitações.
www.ambisousa.pt
Plataforma tecnológica associada ao hidrogénio
O Primeiro-Ministro lançou no passado dia 7 de Outubro, em Montemor-o-Velho, uma plataforma tecnológica na área das energias associadas ao hidrogénio, investi-mento na ordem dos 69 milhões de euros, que inclui a construção de uma fábrica e de um centro de investigação. Aprovado em Conselho de Ministros no dia 29 de Setembro, o investimento envolve o Estado Português e a AGNI - empresa considerada líder no desenvolvimento e no fabrico de células de combustível e de outros processos de alta tecnologia que permitem recorrer ao hidrogénio enquan-to vector energético para a promoção de sistemas energéticos sustentáveis. No fi nal desse Conselho de Ministros, o titular da pasta da Presidência, Pedro Silva Pereira, salientou que a futura plataforma tecnológica destina-se, entre outras fun-ções, “à produção de pilhas de combustív-el, sistemas de processamento de hidro-carbonetos e produção de energia”. O projecto prevê a construção de uma plataforma tecnológica com cerca de 16 mil metros quadrados de área: a fábrica com 8800 metros quadrados; o centro de investigação e desenvolvimento com 7200 metros quadrados. Entre os 225 postos de trabalho que serão criados com a construção e funcionamen-to da plataforma tecnológica, 41 serão ocupados por indivíduos doutorados, 36 com mestrado e 45 com licenciatura. Com este investimento, a AGNI diz pre-tender contribuir para a “consolidação e internacionalização de um cluster energé-tico de alta tecnologia em Portugal”, assim como “apostar no desenvolvimento de uma alta tecnologia que permita mudar o actu-al paradigma energético para um sistema energético sustentável baseado na utiliza-ção de energias renováveis e sistemas de produção descentralizados, baseados em redes energéticas inteligentes que aprox-imem a conversão de energia do utilizador fi nal”.
www.cienciahoje.pt
Águas do Algarve, S.A. tem um forte compromisso com a Segurança Alimentar
A segurança alimentar ao longo de toda a cadeia de distribuição é um requisito primário e fundamental, sendo cada vez mais uma exigência quer das entidades governamentais, quer dos próprios consumidores, sendo inclusivamente solicitadas provas desta Segurança. Para a
Águas do Algarve, S.A. é também o comprovativo inequívoco da Qualidade da água que é distribuída a todos os 16 municípios algarvios.Embora a norma ISO 9001:2000 seja dirigida à satisfação das necessidades dos clientes no que respeita ao fornecimento de água tratada, com características adequadas ao consumo humano, a Águas do Algarve, S.A. quis ir mais além das rotinas já existentes na Empresa, através da implementação do “Plano de Segurança da Qualidade da Água, e do Sistema de Segurança Alimentar”, baseado em análises sistemáticas de eventuais perigos para a saúde pública existentes no sistema de produção e adução de água para consumo humano e em processos de gestão necessários ao seu efectivo controlo; A Certifi cação agora obtida no Sistema de Gestão da Segurança Alimentar, conforme a norma NP EN ISO 22000:2005, permite demonstrar o compromisso com a segurança alimentar e a satisfação dos clientes e consumidores. São requisitos da ISO 22000:2005 a conformidade com a metodologia HACCP e o cumprimento integral da legislação em vigor. A Águas do Algarve, S.A. confi rma agora o cumprimento destes requisitos através da certifi cação do seu sistema de gestão da segurança alimentar, de acordo com a ISO 22000:2005, através da Associação Portuguesa de Certifi cação – APCER.
www.adp.pt

13_eq

eventos[ calendário de feiras e formação ]
14_eq
feira temática local data informações
7ªS JORNADAS DO Inovações Tecnológicas na Engenharia Porto 6 Novembro 2007 www.fe.up.pt/jornadas/
DEPARTAMENTO DE Portugal
ENGENHARIA QUÍMICA
5º DEDQ 5º Encontro Nacional da Divisão de Ensino Braga 8 a 10 Novembro 2007 http://www.spq.pt/congressos/5dedq/
e Divulgação da Química Portugal
SIBAQO I Primeiro Simpósio Iberoamericano de Mar del Plata 11 a 15 Novembro 2007 https://woc.uc.pt/quimica/
Química Orgânica Argentina
22º SIMEI Salone Internazionale Macchine per Milão 13 a 17 Novembro 2007 http://www.simei.it
Enologia e Imbottigliamento Itália
1ST INTERNATIONAL O papel da Produção Mais Limpa no São Paulo, 21 a 23 Novembro 2007 http://www.advancesincleanerproduction.net
WORKSHOP: ADVANCES Desenvolvimento das Sociedades Modernas Brasil
IN CLEANER PRODUCTION
INTEGRAÇÃO DE A Integração de Processos como metodologia Tomar 23 Novembro 2007 http://gnip.widescopedesign.com/
PROCESSOS, COGERAÇÃO de optimização energética e ambiental Portugal singleEvents.do?id=9
E BIOMASSA
4TH ECEMEI Congresso Europeu sobre Ecomonia e Porto 27 a 30 Novembro 2007 http://www.cenertec.pt/ecemei/
Gestão da Energia na Indústria Portugal
7ª CONFERÊNCIA DE Conferência que aborda todos os temas Fátima 30 Novembro e http://www2.fc.up.pt/7confQI/
QUÍMICA INORGÂNICA da Química Inorgânica Pura e Aplicada Portugal 1 Dezembro 2007
MICRO´07 Congresso Nacional de Microbiologia Lisboa 30 Novembro a http://www.microbiotec07.info
BIOTEC´07 e Biotecnologia Portugal 2 Dezembro 2007
ENERGY EXPO 2007 Conferência Mundial Sobre Energia Ahmedabad 7 a 9 Dezembro 2007 http://www.energyexpo.biz
Índia
5º ENCONTRO NACIONAL Amostragem, Tecnologia e Técnicas de Aveiro 10 a 12 Dezembro 2007 http://quimica.fc.ul.pt/
DE CROMATOGRAFIA Cromatografia Portugal 5_EncontroNacionalCromatografia/index.htm
2º BRMASS Congresso de Espectrometria de Massas São Paulo 8 a 11 Dezembro 2007 www.brmass.com.br
Brasil

15_eq
PUB
7as Jornadas de Dep. de Engenharia Química da FEUP
No próximo dia 6 de Novembro terão lugar na Faculdade de Engenharia da Universidade do Porto as 7ªs Jornadas do Departamento de Engenharia Química. Este evento tem como objectivo debater temas relacio-nados com as inovações tecnológicas na Engenharia. Com um leque notável de oradores serão abordados os seguintes temas: novos desafi os tecnológicos para a engenharia química, aplicações da biotecnologia no
quotidiano, nanotecnologia e estratégias energéticas para Portugal.
www.fe.up/jornadas
Congresso Nacional MICRO’07 BIOTEC’07
Após o sucesso da primeira edição conjunta dos con-gressos MICRO e BIOTEC, em 2005, a SPM (Sociedade Portuguesa de Microbiologia) e a SPBT (Sociedade Portuguesa de Biotecnologia) têm o prazer de se jun-tar este ano à SPG (Sociedade Portuguesa de Gené-tica) e incluir as Jornadas Portuguesas de Genética num congresso nacional único, que congregará as três sociedades, num esforço conjunto.
O congresso decorrerá de 30 de Novembro a 2 de Dezembro 2007, em Lisboa, nas insta-lações da Faculdade de Ciências da Universidade de Lisboa e contará com 5 Conferências Plenárias e 9 Simpósios Temáticos, distribuídos pelos 3 dias de congresso, dedicados às várias áreas de investigação e aplicação da microbiologia, biotecnologia e genética. O congresso conta já com uma extraordinária adesão da comunidade científi ca nacional, que apresentará mais de 350 trabalhos integrados nos 9 simpósios temáticos propostos para este evento. As sessões plenárias, orientadas para temas emergentes e de fronteira nas ciên-cias da vida, serão também momentos a marcar a excelência deste congresso.
www.microbiotec07.info
Seminário Integração de Processos, Cogeração e Biomassa
O Seminário “Integração de Processos, Cogeração e Biomassa”, irá decorrer no Hotel dos Templários em Tomar no dia 23 de Novembro de 2007, numa organização do GNIP (Gru-po Nacional para a Integração de Processos) com a coordenação executiva do IST-DEQB e INETI-DEECA. A Integração de Processos é uma metodologia de optimização energética e ambiental, de importância fundamental para assegurar uma mais efi ciente utilização das fontes de energia primária, contribuindo assim para um aumento da competitividade da economia portuguesa. Esta Conferência trata portanto de questões tecnológicas, económicas e estratégicas fundamentais da nossa actualidade, e que se revestem da maior importância para Portugal e para toda a engenharia portuguesa, e muito em especial para os engenheiros químicos, fl orestais, ambiente, mecânicos e electrotécnicos.

16_eq
Biotrend implementa plataforma de “high-throughput screening” para melhoramento de estirpes e rastreio de biocatalizadores de elevado desempenho
Como parte integrante da sua estratégia de desenvolvimento, a Biotrend acaba de implementar uma plataforma tecnológica que lhe permite testar em simultâneo centenas de reacções biológicas para rastreio ou melhoria de biocatalizadores. A plataforma da Biotrend inclui a realização da reacção biológica em placas de 96 poços de elevada profundidade e com um desenho que lhes permite proporcionar elevadas taxas de transferência de massa, comparáveis com as possíveis, por exemplo, em reactores mecanicamente agitados com escalas de várias ordens de grandeza mais elevadas. O sistema implementado está em interface com sistemas automatizados de análise e permite à Biotrend testar, no mínimo, 10000 condições ou reacções por ano. Os dados recolhidos são tratados por algoritmos desenvolvidos internamente e por técnicas quimiométricas para selecção dos sistemas com melhor desempenho, os quais serão depois testados nos biorreactores controlados da Biotrend para validação dos resultados, optimização do processo e recolha de dados para aumento de escala.Actualmente, esta plataforma está a ser utilizada pela Biotrend para a optimização dos seus próprios processos e para a melhoria das estirpes da sua colecção, mas no futuro será disponibilizada a entidades que pretendam desenvolver testes de rastreio em massa de biocatalizadores ou microrganismos. www.biotrend.biz
Novo evaporador paralelo BUCHI Modelo MultivaporTM P-12 da Rotoquimica
A Rotoquimica começou a comercializar o Multivapor P-12 da Buchi, um aparelho com-pacto para evaporação paralela de até 12 amostras sob vácuo. Desenhado para optimizar os processos e fl uxos de trabalho, este equipamento permite a rápida evaporação, pelo efeito do movimento vortex e do vácuo aplicado.Quando usado em combinação com o Rotavapor, observa-se um aumento de funciona-lidade, pois permite trabalhar até 12 amostras ao mesmo tempo num pequeno espaço ocupado. Não existindo o Rotavapor, o conjunto “stand alone” permite uma boa alterna-tiva com o mesmo espaço.
www.rotoquimica.pt
Kit Contenção de Derrames da Galp Energia
Com o objectivo de conservar os recursos naturais de possíveis derrames acidentais foi criado o Kit Contenção de Derrames. Este Kit é composto por um saco portátil que permite uma rápida deslocação até ao local do acidente, impedindo a proliferação do derrame. Os seus materiais são leves e absorvem rapidamente grandes quantidades de óleos derramados (até 130 lt). Deve ser utilizado em locais onde se usam óleos, como por exemplo armazéns de serviço, estações de serviço, ofi cinas, viaturas de transportes de óleos ou empilhadores que façam o manuseamento de embalagens de óleo.O Kit Contenção de Derrames proporciona uma efi cácia superior aos métodos normal-mente utilizados, como trapos, desperdício ou serradura pois é composto por produtos hidrófugos, com grande capacidade de absorção e não de humidade. www.galpenergia.com
mercado

17_eq
Medidores Multiparamétricos: Elevada Tecnologia num elegante Corpo Metálico
A M.T.Brandão acaba de apresentar os Medidores Multiparamétricos de Bancada da Schott Instruments, cujo design foi concebido para as exigentes condições higiénicas das Indústrias Química, Farmacêutica e Alimentar. A superfície é uma combinação perfeita entre o vidro e o teclado membrana, podendo assim ser facilmente desinfectado. O excelente display gráfi co está encaixado sob um robusto corpo metálico e coberto por um único fi lme de vidro (placa de espessura reduzida), fazendo com que a massa do aparelho seja apenas de 2.5kg garantindo, mesmo assim, uma elevada estabilidade. O suporte S4D pode ser colocado sem o uso de qualquer ferramenta em ambos os lados do medidor, tornando-o uma unidade totalmente imóvel.Os Medidores da série ProLab incorporam todas as funcionalidades necessárias para obedecer aos regulamentos e normas legais, nomeadamente a identifi cação do utilizador (Assinatura Electrónica de acordo com a norma 21 CFR, parte 11), permitindo que seja registado o nome do utilizador em cada valor medido. A identifi cação automática e a dotação defi nitiva de Eléctrodos para cada utilizador, através da mais recente tecnologia apresentada no seu detector tipo “Receptor-
Lançamento do NI Multisim e Ultiboard 10.0 em Portugal
A National Instruments Electronics Workbench Group anunciou recentemente o lançamento do Multisim e Ultiboard 10.0. Tratam-se das mais recentes versões do software interactivo de simulação e análise de circuitos utilizado para aquisições esquemáticas, simulação interactiva, layout de placas PCB e teste integrado.Com NI Multisim 10.0 é possivel criar de forma interactiva circuitos esquemáticos e simular o comportamento destes; este abstrai-se da complexidade da simulação SPICE de forma a que os seus utilizadores não necessitem de ser especilistas para, de forma rápida, simular e analisar novos circuitos. O Multisim 10.0 e o Ultiboard 10.0 introduzem um largo número de características de concepção profi ssional, dando especial atenção a ferramentas de simulação avançadas - uma optimizada base de dados de componentes com respectivas footprints e uma larga comunidade de utilizadores. A base de dados de componentes inclui mais de 1.200 novos componentes e mais de 500 novos modelos SPICE de fornecedores. Optimizações adicionais incluem um novo Assistente de Convergência que ajusta automativamente parâmetros SPICE para corrigirem erros de simulação, o que permite a optimização da visualização de dados e análises incluindo um instrumento probe para corrente e uma probe estática actualizada para medidas diferenciais. .O National Instruments Ultiboard 10.0 fornece uma plataforma intuitiva de fácil utilização para desenhar o layout e traçar o reteamento de placas PCB. O processo de layout completo, desde a colocação até ao roteamento do cobre, fi ca completo num ambiente de programação fl exível que permite optimizar a velocidade e o controlo. O NI Ultiboard 10.0 inclui signifi cativas melhorias ao nível da velocidade, quando colocados e movimentados componentes e o respectivo roteamento. As optimizações efectuadas fazem a transição de esquemas de placas para placas reais de forma mais fácil e mais rápida, considerando melhorias no fi nal do desenho PCB.
www.ni.com/portugal
Transmissor”, reduzem drasticamente os erros sistemáticos do utilizador, sendo a base da grande fi abilidade do sistema.
www.mtbrandao.com
mercado
18_eq
Novo Medidor de Nível por Radar para aplicações em sólidos
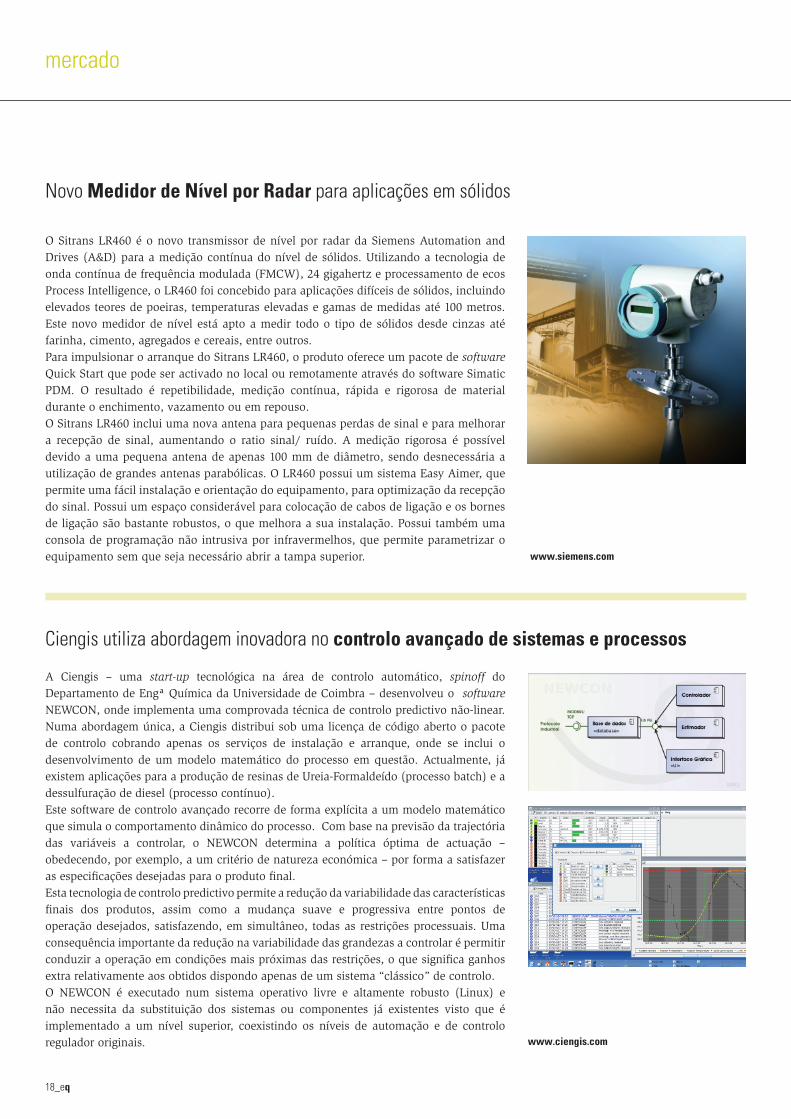
O Sitrans LR460 é o novo transmissor de nível por radar da Siemens Automation and Drives (A&D) para a medição contínua do nível de sólidos. Utilizando a tecnologia de onda contínua de frequência modulada (FMCW), 24 gigahertz e processamento de ecos Process Intelligence, o LR460 foi concebido para aplicações difíceis de sólidos, incluindo elevados teores de poeiras, temperaturas elevadas e gamas de medidas até 100 metros. Este novo medidor de nível está apto a medir todo o tipo de sólidos desde cinzas até farinha, cimento, agregados e cereais, entre outros.Para impulsionar o arranque do Sitrans LR460, o produto oferece um pacote de software Quick Start que pode ser activado no local ou remotamente através do software Simatic PDM. O resultado é repetibilidade, medição contínua, rápida e rigorosa de material durante o enchimento, vazamento ou em repouso.O Sitrans LR460 inclui uma nova antena para pequenas perdas de sinal e para melhorar a recepção de sinal, aumentando o ratio sinal/ ruído. A medição rigorosa é possível devido a uma pequena antena de apenas 100 mm de diâmetro, sendo desnecessária a utilização de grandes antenas parabólicas. O LR460 possui um sistema Easy Aimer, que permite uma fácil instalação e orientação do equipamento, para optimização da recepção do sinal. Possui um espaço considerável para colocação de cabos de ligação e os bornes de ligação são bastante robustos, o que melhora a sua instalação. Possui também uma consola de programação não intrusiva por infravermelhos, que permite parametrizar o equipamento sem que seja necessário abrir a tampa superior.
Ciengis utiliza abordagem inovadora no controlo avançado de sistemas e processos
A Ciengis – uma start-up tecnológica na área de controlo automático, spinoff do Departamento de Engª Química da Universidade de Coimbra – desenvolveu o software NEWCON, onde implementa uma comprovada técnica de controlo predictivo não-linear. Numa abordagem única, a Ciengis distribui sob uma licença de código aberto o pacote de controlo cobrando apenas os serviços de instalação e arranque, onde se inclui o desenvolvimento de um modelo matemático do processo em questão. Actualmente, já existem aplicações para a produção de resinas de Ureia-Formaldeído (processo batch) e a dessulfuração de diesel (processo contínuo).Este software de controlo avançado recorre de forma explícita a um modelo matemático que simula o comportamento dinâmico do processo. Com base na previsão da trajectória das variáveis a controlar, o NEWCON determina a política óptima de actuação – obedecendo, por exemplo, a um critério de natureza económica – por forma a satisfazer as especifi cações desejadas para o produto fi nal.Esta tecnologia de controlo predictivo permite a redução da variabilidade das características fi nais dos produtos, assim como a mudança suave e progressiva entre pontos de operação desejados, satisfazendo, em simultâneo, todas as restrições processuais. Uma consequência importante da redução na variabilidade das grandezas a controlar é permitir conduzir a operação em condições mais próximas das restrições, o que signifi ca ganhos extra relativamente aos obtidos dispondo apenas de um sistema “clássico” de controlo.O NEWCON é executado num sistema operativo livre e altamente robusto (Linux) e não necessita da substituição dos sistemas ou componentes já existentes visto que é implementado a um nível superior, coexistindo os níveis de automação e de controlo regulador originais.
www.siemens.com
www.ciengis.com

19_eq
Termómetros para Segurança Alimentar FoodPro e FoodPro Plus da Fluke
A nova série de termómetros Fluke FoodPro constitui uma solução completa de medição e monitorização de temperatura para profi ssionais da área alimentar. Inclui duas úteis ferramentas de verifi cação de temperatura, concebidas para permitir aos profi ssionais medir com rapidez e precisão a temperatura dos alimentos e para ajudar a detectar potenciais problemas relacionados com segurança alimentar.Através da utilização de uma técnica de medição sem contacto por infravermelhos, o termómetro FoodPro de elevada precisão lê rapidamente as temperaturas da superfície, permitindo efectuar medições rápidas e frequentes. O Fluke FoodPro Plus inclui o mesmo scanner de medição por infravermelhos da temperatura da superfície, bem como um termómetro de sonda e um temporizador de contagem decrescente integrado, para a realização de inspecções completas da temperatura de alimentos e monitorização da cozedura e dos intervalos de arrefecimento. Ambos os termómetros são laváveis à mão e dispõem de luzes de verifi cação exclusivas APPCC, que indicam de imediato temperaturas de conservação seguras ou potencialmente não seguras a verde ou a vermelho. Estes termómetros têm como aplicações úteis a recepção, conservação e inspecção de alimentos, assim como a calibração de equipamentos.www.fluke.pt
DOCOL Roll, aço de elevada resistência, especificamente desenvolvido para a perfilagem
A SSAB Swedish Steel desenvolveu o aço Docol Roll, o primeiro aço de elevada resistên-cia do mundo, especifi camente desenvolvido para a perfi lagem.O novo aço de elevada resistência Docol Roll, laminado a frio, caracteriza-se pela sua elevada tensão de cedência, pela boa estabilidade dimensional após a perfi lagem, e pela sua aptidão para ser conformado com um raio pequeno. O aço é produzido em duas qualidades: o Docol Roll 800, com uma tensão de ruptura mínima de 800 N/mm2, e o Docol Roll 1000, com uma tensão de ruptura mínima de 1000 N/mm2.Para além da elevada tensão de ruptura, o aço Docol Roll tem uma elevada tensão de cedência e a diferença entre ambas é pequena. Razão pela qual este aço é apropriado à perfi lagem. Consequentemente, os perfi s produzidos têm uma boa planicidade e uma forma dimensional estável, com pequenas diferenças de tensão no corte transversal.“O Docol Roll minimiza o risco de dobragem ou torção do perfi l,” explica Karl-Inge Nils-son, Product Manager do Docol. “O material pode ainda ser conformado com raios muito apertados, impossíveis de se conseguir no passado com aços desta classe de resistência. O aço Docol Roll possui uma elevada pureza que, combinada com um novo processo de recozimento, permite a perfi lagem de peças com um raio muito pequeno”, explica Karl-Inge Nilsson. O principal interesse da indústria automóvel pela perfi lagem deve-se ao facto deste pro-cesso oferecer elevada produtividade e custos de produção reduzidos. A produção de chassis e peças de segurança é uma área na qual se espera que o aço Docol Roll consiga maiores resultados.Actualmente, o Docol Roll está a ser promovido em todo o mundo, e estará disponível através das subsidiárias da SSAB.
www.ssab.com

mercado
20_eq
Nova gama de electrobombas submersíveis DLC, DLV, DLS, e DLG
A Lowara conseguiu mais um avanço tecnológico com o lançamento da nova gama de electrobombas submersíveis DL.A Lowara, empresa que se dedica ao fabrico de electrobombas adequadas para aplica-ções domésticas, agrícolas, comerciais e industriais, desenhou esta gama, para trabalhar com águas sujas, esgotos e lamas industriais, drenagem em locais inundados e terrenos lamacentos. Foi levado ao mais alto nível os limites técnicos desta gama, optimizando a prestação das electrobombas e reduzindo o consumo de energia. Estas irão satisfazer as mais variadas necessidades em condições extremas.A gama consiste dos seguintes modelos DLC (Turbina de canal), DLV (Turbina Vortex), DLS (Turbina auto limpeza) e DLG (Trituradora). Cada electrobomba tem uma construção sólida em ferro fundido com uma combinação de vedantes em carboneto de silício, cerâmica, nitrilo, e podem ser instaladas em tanques, sistemas de esgotos municipais bem como em muitos outros locais. As apliacações são várias, desde recuperação da água da chuva, lavagem industrial, fi ltração, entre outras. A gama DL substitui a gama de elec-trobombas submersíveis FDL, FDLV e FDLT.
Heliflex Atóxico Premium – Tubo para Condução de Produtos Alimentares
A Helifl ex apresenta como novidade deste ano o Helifl ex Atóxico Premium, um tubo fl exível completamente transparente, reforçado com espiral rígida anti stress-cracking, com excelente resistência ao choque, e elevada resistência aos álcoois. Este tubo pode ser usado para a condução e transferência de produtos alimentares, tais como vinhos, cervejas, vinagre e álcoois. A temperatura de utilização pode ir dos -20ºC aos 60ºC; no caso dos álcoois a temperatura pode ir até aos 28ºC. O Helifl ex Atóxico Premium não contém ftalatos, é construído em PVC fl exível e rígido com resistência UV, é resistente ao choque e ao esmagamento e é 100% atóxico.Está disponível numa gama de diâmetros internos que vai dos 20 aos 60mm, o que cor-responde a diferentes diâmetros externos e raios de curvatura. O preço será, obviamente, função destes parâmetros. www.heliflex.pt
www.lowara.pt
Novas Câmaras Termográficas Irisys
A Irisys, nova representada da F.Fonseca S.A, lançou uma câmara termográfi ca de alta resolução e baixo custo, a IRI 4010. Concebida para a termografi a geral, engenheiros de manutenção e outros técnicos com requisitos de identifi cação, medição e gravação de temperaturas de 10ºC até +250ºC, com uma resolução de 160x120 pixel, produzindo imagens nítidas de alta resolução. A Irisys tornou isso possível incorporando na IRI 4010 um display LCD de 3 ½“ com retroiluminação a LED. Até 1000 imagens de alta qualidade podem ser armazenadas (com possibilidade de recuperação, com resolução digital total) no cartão SD. Dois cursores de medida salientam as temperaturas e diferenças de temperatura, enquanto o laser Classe II aponta a área de medição central para facilitar a identifi cação de pontos quentes específi cos. A câmara, com uma lente que proporciona um campo de visão de 20º x 15º, tem um foco mínimo de 30 cm, e dispõe de ajuste manual ou automático de imagem. www.ffonseca.com

21_eq
Microfluorescência de Raio-X
A Bióptica, representante exclusiva da Horiba Jobin Yvon acaba de lançar o XGT-5000, um sistema para análise elementar não destrutiva na escala microscópica.A resolução espacial de 10µm abre novas possibilidades para a caracterização estrutural e elementar dos materiais.O sistema XGT reúne simplicidade de utilização, rapidez de análise e qualidade de medida para além de um software de utilização intuitivo.Permite um funcionamento único à pressão atmosférica ou em vazio, a caracterização elementar qualitativa (11Na a 92U) e quantitativa (percentagem/ppm) e a análise pontual e multi-pontual automática. Possui uma imagem de transmissão de raios-X de alta intensidade e um diâmetro de feixe de 10µm a 1.2mmEste equipamento pode ser aplicado em diversas áreas, tais como Arqueologia, Biologia/Biomedicina, Ambiente, Geologia, Materiais e Mineralogia, entre outras. [email protected]
NEOTRON implementa método inovador para análise de resíduos de pesticidas em alimentos
A NEOTRON implementou, adaptou e acreditou um método inovador para a análise de resíduos de pesticidas em alimentos - QuEChERS Combined QC (acrónimo para Quick, Easy, Cheap, Effective, Rugged and Safe).Agora é possível controlar mais e novas moléculas (num total de cerca de 500) num só ensaio (recorrendo a GC-MS/MS e LC-MS/MS) com níveis de detecção na ordem dos 10 ppb (ou inferior em alguns casos), com especial interesse para os fabricantes de alimentos infantis, em diversos tipos de matrizes como: vegetais, frutos, cereais, especiarias, etc.Estra metodologia encontra-se disponível em duas versões base de cerca de 170 ou 275 principios activos, consoante as necessidades dos clientes, complementadas por diversos grupos de moléculas com diferentes níveis de prioridade. A sugestão de compostos activos a controlar baseia-se na legislação, larga experiência do laboratório, alertas, etc. Uma das vantagens deste método é a possibilidade de recuperação de pesticidas ácidos e básicos, mesmo para valores de pH onde seria de esperar que existissem predominante-mente na forma ionizada. A outra grande vantagem é que a utilização deste método permite reduzir drasticamente o consumo de solvente durante a análise residual do pes-ticida. Através deste método é possível a análise de 8 amostras em menos de 30 minutos;
trata-se, portanto, de um método bastante rápido, de fácil execução, e que abrange uma gama alargada de pesticidas.Trata-se de um método ofi cial AOAC (nº 2007.01).
www.quechers.com
Hörmann lança novo envidraçado sintético
A Hörmann iniciou a comercialização em Portugal de um novo envidraçado sintético, o Duratec, utilizado nas portas seccionais industriais, que se distingue pela segurança, durabilidade e transparência duradoura que proporciona.De material semelhante ao utilizado em faróis de automóveis, este produto assegura uma maior resistência contra as intempéries e acidentes que possam causar a quebra dos vi-dros e riscos na superfície. Por outro lado, este novo envidraçado mantém a sua transpar-ência mesmo após limpezas intensivas e sucessivas.“O Duratec destina-se sobretudo ao sector industrial que necessita de muita luminosidade nas suas instalações, está sujeito a um maior número de colisões com portas e requer limpe-za intensiva, sendo esta solução de maior durabilidade e resistência face aos envidraçados usuais”, salienta o Director Comercial da Hörmann Portugal, Diogo Tamagnini.
A comercialização do Duratec começou agora em Portugal, sendo este produto for-necido de série sem qualquer acréscimo de preço. “Este novo envidraçado constitui uma mais-valia no reforço da comprovada qualidade Hörmann, pelo que esperamos obter um aumento signifi cativo nas vendas dos produtos fornecidos com o mesmo”, conclui Diogo Tamagnini.
www.hoermann.pt

mercado
22_eq
ANIPLA anuncia certificação do primeiro fato de protecção para aplicadores de produtos fitofarmacêuticos
A ANIPLA – Associação Nacional da Indústria para a Protecção das Plantas, no âmbito da Campanha Cultivar a Segurança, anunciou a certifi cação do primeiro fato de protecção destinado exclusivamente à aplicação de produtos fi tofarmacêuticos. Trata-se do fato, produzido em Braga, com base no tecido Resist Spills® - algodão e po-liester com acabamento Nanopel, produzido na Alemanha - que foi aprovado nos testes de conforto e de exposição pelos laboratórios Sachisches Textilforschungsinstitut e.V. da Alemanha, quer para a norma alemã DIN 32781 quer para a norma portuguesa NP 4462: 2007. Através de uma estreita colaboração entre a ANIPLA, a DGPC (Direcção Geral para a Protecção das Culturas) e o IPQ/CITEVE (Centro Tecnológico das Indústrias Têxtil e do Vestuário de Portugal), foi possível transcrever para a legislação nacional a norma alemã DIN 32781. O desenvolvimento em Portugal do projecto Cultivar a Segurança, visa reduzir a exposição dos aplicadores de produtos fi tofarmacêuticos. Os fatos de protecção, no caso concreto da aplicação deste tipo produtos, devem satisfazer um conjunto de requisitos fundamentais, nomeadamente ao nível da efi cácia na protecção e conforto de quem manuseia produtos fi tofarmacêuticos no campo, da sua disponibilidade a um preço acessível junto do ag-ricultor e de estarem certifi cados como forma de garantir a segurança do utilizador nas pulverizações agrícolas.Lançado pela Indústria Europeia para os Países do Mediterrâneo (Safe Use Initiative) o projecto “Utilização Segura – Protecção das Plantas”, tem o apoio da ECPA – European Crop Protection Association, e está igualmente em desenvolvimento noutros países do Sul da Europa, tais como Espanha, Itália, Grécia e França. www.anipla.com
Intermec lança terminal portátil mais seguro do mercado
A Intermec, parceiro Identisis para o mercado nacional, acaba de lançar o terminal portátil mais seguro do mercado, dirigido a ambientes de alta perigosidade. O CK32IS é o terminal portátil com o maior número de certifi cações internacionais incluindo ATEX para uma utilização na denominada “Zona 0” (gases) e Zona 20 (pó e fi bras), as máximas certifi cações que pode obter um dispositivo informático, e a certifi cação IEC, pelo que pode operar em qualquer lugar do mundo. Foi concebido para ser utilizado em atmosferas explosivas e ambientes de alta perigosidade, necessárias nas industrias de gás, petróleo, químico-farmacêutica, têxtil ou no interior de minas, entre outras. Dispõe, por exemplo, de um circuito encapsulado de dupla protecção que impede a geração de “faíscas” perante falhas de hardware ou software. Todos os acessórios do terminal cumprem com as mesmas certifi cações de modo a proporcionar o mesmo nível de segurança.Este equipamento standard é leve e robusto, baseia-se no sistema operativo Windows Mobile, integra um processador Intel Xscale PXA270 e conta com 128 MB de memória DRAM e 64 MB de memória Flash não volátil. Outras funcionalidades destacáveis deste equipamento são as suas capacidades áudio que permitem a interactividade de voz sobre internet (VoIP), aplicações rádio do tipo “walkie-talkie” e gravação de voz em formatos digitais, graças ao seu microfone e alta voz integrados.www.identisis.com

23_eq
tema partilhada pelos intervenientes do debate. As empresas funcionam como um todo e, segundo Graça Guedes, todos os funcionários da mesma devem ter noções de como satisfazer o potencial cliente, uma vez que “marketing não é vender, mas sim compreender”. E nada melhor do que compreender o que o cliente deseja, na fase mais primitiva da concepção de um produto: a fase da manufacturação industrial.
mesa redondamarketing industrial: que formação?
Texto: Ana Maria OliveiraFotografia: Tiago Côrte-Real
“Marketing é compreender”Um dos principais objectivos da mesa re-donda “Marketing Industrial - refl exos e envolvências” foi defi nir o que é o mar-keting industrial e obter respostas para as questões levantadas pelo moderador da mesa redonda, António Malheiro. Será que pode haver uma aliança entre marke-ting e indústria? Será que essa fusão de conceitos pode trazer mais valias para as empresas? A conclusão que gerou mais consenso entre os participantes no de-bate foi de que o marketing, por si só, é uma área complexa que abraça diferentes esferas de acção. Para haver marketing, é necessário ter em conta duas noções: a de produtos e a de serviços, e sendo a indústria uma transformação de matérias primas em produtos, podemos, desde já, fazer uma aproximação teórica entre os dois conceitos. A ideia de que o marketing industrial é importante nas empresas também foi um
IDEIAS-CHAVE:
> IMPORTÂNCIA DO MARKETING ENQUANTO ESTRATÉGIA DE INOVAÇÃO INDUSTRIAL
> INOVAÇÃO PELO DESIGN, AMBIENTE E DISTRIBUIÇÃO SÃO FACTORES CRÍTICOS DE COMPETITIVIDADE
> MARKETING COMO MÉTODO DE ANÁLISE DOS MERCADOS
Uma mesa participada
Presente na mesa redonda esteve a Dra. Graça Guedes, da Universidade do Minho, cujos trabalhos se centram na perspectiva do mercado. Ferreira Teixeira veio em representação da ESTEM, a única escola no país a leccionar o curso de marketing industrial. Também na área do ensino, mas da ATEC - Academia de Formação, esteve Ricardo Gonçalves, coordenador
LINKS ÚTEIS:
> WWW.PUBLINDUSTRIA.PT
> WWW.ATEC.PT
> WWW.IPAM.PT
> WWW.AFTEM.PT
> WWW.CATIM.PT
> WWW.ADIRA.PT
> WWW.ENG.UMINHO.PT
de marketing da ATEC a nível nacional. Do IPAM esteve presente o Daniel Sá, director do pólo de Matosinhos. Luís Ramos, veio trazer as suas ideias inovadoras da empresa Adira, na qual é responsável pela área do marketing. António Malheiro, que veio em representação da Publindústria moderou o debate, sob o acolhimento de Francisco Alba, director do CATIM, que cedeu as suas instalações.
reportagem

reportagem[ mesa redonda – marketing industrial: que formação? ]
24_eq
“Nós fazemos o ‘Taylor Made’”
Ferreira Teixeira, da ESTEM (Escola Tecnológi-ca Mecânica) explica que a ideia de market-ing industrial já foi pensada há alguns anos atrás. “A ideia foi pegar no curso de tecnologia mecânica e dar-lhe uma vertente comercial, de-pois, a ideia foi-se desenvolvendo e decidimos dar uma vertente não comercial, mas de mar-keting, que é muito mais complexa”, explica o director da ESTEM. O director de Marketing da empresa Adira - A. Dias Ramos, Luís Ramos, explica mesmo que o marketing industrial tem funcionado como estratégia de sobrevivência na empresa que está na sua família há gerações. “Por vezes só o facto de termos a nacionalidade portuguesa somos prejudicados em termos de mercado”,
Fenómeno integradorGraça Guedes salienta que quando se fala em “querer abraçar e tocar a máquina” estão em causa factores estéticos motiva-dos por um conjunto de elementos psi-cológicos (a maior parte deles ao nível do subconsciente) que conferem fi abilidade ao produto. O design comporta, desta maneira, um sentido de funcionalidade, com segurança e confi ança - qualidades que são indispensáveis a um produto bem conseguido e que são uma indiscutível forma de diferenciação do mesmo. É esta
Marketing para todos
Do ponto de vista do director do Insti-tuto Português de Administração e Mar-keting (IPAM) não existe um marketing industrial, mas sim um marketing geral, de massas, complexo e amplo, aplicável às mais diferentes áreas de abrangência. Daniel Sá explica mesmo que o que acon-tece no IPAM é que são os próprios enge-nheiros e empresários, ligados à indústria, que procuram a instituição no sentido de colmatar falhas a nível pessoal, de conhe-
confessa o empresário. O paradigma do marketing industrial é muito parecido com o do marketing de massas. Luís Ra-mos explica que a Adira teve de inovar através da aposta no design: inovar não no interior das máquinas, mas no exterior. “É necessário ter um bom produto de tec-nologia, mas também é necessário ter um produto que se queira ‘tocar’ e ‘abraçar’”. Um jovem projectista tem de ter presente a ideia de marketing, uma vez que ele tem de projectar aquilo que o cliente deseja, aquilo que os mercados exigem. A solução é adaptar sempre o produto ao que o cli-ente precisa.
Daniel Sá, director do IPAM de Matosinhos
e Ricardo Gonçalves, da Academia de
Formação ATEC
“Na minha opinião, não há um casamento
entre marketing e indústria, mas sim um
marketing aplicado a diferentes áreas”
Daniel Sá
a área de actuação do marketing industri-al: conhecer aquilo que o potencial cliente deseja, numa fase de transformação da matéria prima em produto vendável. Por outro lado, segundo Graça Guedes, não podemos descurar o conceito emergente de mercado global que torna a tarefa de marketing mais desafi antes. A empresa deve obedecer a um grupo de normas uma vez que todas elas vão mostrar uma identidade da empresa que representam, a nível interno e externo.
cimentos na área do marketing. Depois, associam os conhecimentos obtidos num plano geral, a cada situação particular da empresa na qual estão inseridos. Para Daniel Sá, o marketing é um fenóme-no demasiado complexo para ter divisões, uma vez que ele já se fragmenta em disci-plinas como marketing relacional, market-ing operativo, marketing estratégico como aplicações do marketing industrial.
António Malheiro, da Publindústria e
Francisco Alba, director do Catim
25_eq
Um abismo por resolver
Fernando Alba, director do CATIM acre-dita também num marketing geral, que se subdivide em várias áreas de acção: “hoje em dia justifi ca-se uma formação em mar-keting; antigamente o sector estava todo muito compartimentado, mas hoje em dia é necessário o negócio não é só do ponto de vista técnico, mas também do ponto de vis-ta da gestão e do marketing”. Deste modo, o anfi trião do espaço do debate considera importante haver formação ao nível do marketing nos cursos tecnológicos e superi-ores para complementar a “desorganização e falta de estruturação no que diz respeito ao marketing industrial nas empresas”.Com uma perspectiva diferente do resto dos participantes no debate, temos o tes-temunho do director de marketing da
Falta de apostasA procura de pessoas especializadas em marketing industrial pelas empre-sas pode passar pela escassez de cursos que oferecem essa formação; assim, esta situação funciona como “fenómeno bola de neve”. A falta de especialistas faz com que o marketing industrial não seja uma prioridade para as qualidades a recrutar numa empresa industrial, relegando-as para segundo plano. As palavras de Gra-ça Guedes refl ectem isso mesmo, quando explica que “o público-alvo dos cursos
Uma meta a atingir
Com o conceito de marketing industrial, pretende-se que esse mesmo marketing seja aplicado a produtos industriais, na junção de duas realidades. Mas esses dois conceitos só estarão a funcionar se, na verdade, se conjugarem e mantiverem uma relação estreita. E pode dizer-se que a disparidade de ideias que surgiu ao longo do debate se revelou saudável e demon-strou, de certo modo, o refl exo de uma ligação que ainda não está consolidada,
Adira, que já anteriormente mostrou a aplicabilidade do conceito na sua própria empresa. No entanto, com o decorrer do debate, pudemos constatar que o caso da Adira é uma excepção à regra.Ricardo Gonçalves, da academia de for-mação ATEC, diz mesmo que a instrução dada aos seus formandos passa por um marketing “mais geral”, uma vez que alu-nos mais tarde não irão “possuir lugares de decisão”. Ora, isto vem contrariar um pou-co a visão de marketing industrial como relação de proximidade entre produção e cliente, criando um distanciamento da “empresa ideal como um todo”. O que acontece nas empresas portuguesas é que não há espaço para peritos em mar-keting industrial, o que é confi rmado por
Engenheiro Luís Ramos, responsável pelo
Marketing na empresa Adira
“Há uma procura de cursos relacionados com
marketing industrial, o que acontecia era que nos estávamos a enganar no público-alvo desses cursos”
Graça Guedes
ligados ao marketing industrial não são os jovens, mas sim pessoas já formadas que adoptam os cursos em modelo noc-turno disponíveis”. A falta de visão a médio/longo prazo da sociedade indus-trial portuguesa conduz a que o market-ing industrial não se traduza num curso “popular” entre os jovens, daí a falta de procura. Postular o marketing industrial para segundo plano pode levar a conse-quências de peso nas estratégias de sus-tentabilidade das empresas.
quer na mentalidade portuguesa, quer na mentalidade das empresas. Há escolas a formar, de facto, trabalhadores capazes de actuar ao nível do marketing industrial que acabam por não exercer as devidas competências para as quais se dedicaram. E há, também, uma falta de aposta na for-mação no que diz respeito ao “marketing para todos” ao nível das empresas, situa-ção que traria benefícios para a indústria e para o consumidor.
Graça Guedes, da Universidade do Minho, e
Ferreira Teixeira, director da ESTEM
Ferreira Teixeira ao dizer que, mais tarde, os seus alunos do curso de marketing in-dustrial acabam por realizar funções ou dirigidas só para o marketing, ou funções meramente técnicas.

dossier biotecnologia[ reactores de microalgas para a produção de metabolitos com aplicabilidade prática ]
26_eq
reactores de microalgas para a produção de metabolitos com aplicabilidade prática
ResumoEnquanto que a utilização de microalgas como alimento por algumas populações decorre desde há muito tempo (p. ex. Nostoc na Ásia e Spirulina em África e na América do Norte), a sua potencial aplicação em biotecnologia só começou a ser estu-dada algumas décadas atrás. As aplicações cada vez mais vastas do cultivo industrial de microalgas requerem, na maior parte dos casos, um controlo apertado de todo o processo – o que torna inviáveis as configurações de reactores em sistema aberto; consequentemente, a investigação e desenvolvim-ento de novos reactores tem-se focado essencial-mente em configurações fechadas.Para atingir a produtividade máxima num reactor, torna-se necessário controlar e optimizar diversos parâmetros – nomeadamente, teor em nutrientes, temperatura, pH, agitação, trocas gasosas e intensidade luminosa. Enquanto que alguns (p. ex. teor em nutrientes, temperatura e pH) são relativamente fáceis de controlar, outros (p. ex. trocas gasosas e intensidade luminosa) revelam-se extremamente complicados, no sentido de assegurar uma estabilidade ao longo do tempo e/ou uniformidade ao longo do reactor. De facto, a maioria dos chamados novos modelos de reactores consistem apenas em alternativas que visam melhorar o controlo destes dois últimos parâmetros. Neste artigo, apresentam-se e discutem-se vários tipos de reactores fechados utilizados no cultivo de microalgas – com ênfase especial nos itens relacionados com as trocas gasosas. O corpo do texto está subdividido em secções relativas a configurações do reactor e parâmetros de processamento, as quais por sua vez incluem: transferências gasosas (fornecimento de CO2 e remoção de O2), agitação do meio e fornecimento de luz.
Ana P. Carvalho & F. Xavier Malcata*Escola Superior de Biotecnologia, Universidade Católica PortuguesaRua Dr. António Bernardino de Almeida, 4200-072 Porto;Tel: 22 558 0004; Email: [email protected]*Autor para contacto
AbstractAlthough the utilization of microalgae as food by several populations is centuries old (e.g. Nostoc in Asia and Spirulina in Africa and North America), their potential application in biotechnology has been studied only for a few decades now. The in-creasingly larger applications of industrial microal-gal cultivation require, in most cases, strict control of the whole process – which would be unfeasible, if open reactor configurations were sought; conse-quently, research and development of new reactors has focused mainly on closed configurations.In order to attain the highest productivity in a reac-tor, it is necessary to control and optimize several parameters – viz. nutrient levels, temperature, pH, mixing, gaseous transfers and light intensity. Some of those (e.g. nutrient levels, temperature and pH) are relatively easy to control, whereas others (e.g. gaseous transfers and light intensity) are extreme-ly difficult to keep stable throughout time, and/or uniform throughout reactor space. In fact, most of the so-called novel reactors actually attempt to present suitable alternatives to surpass the control of the latter two parameters. In this manuscript, several types of closed reactors used in microal-gal cultivation are presented and discussed, with special emphasis on items related to gaseous transfers. The body of the text is thus subdivided in sections regarding reactor configuration and processing parameters – which include gaseous exchange (supply of CO2 and removal of O2), mixing and light supply.
27_eq
INTRODUÇÃOAs microalgas constituem um grupo muito variado de organismos, caracterizados ainda assim por algumas semelhanças: com efeito, para ser designado como microalga, o organismo deve possuir dimensões muito reduzidas (microscópicas), ser foto-autotrófi co (típica, mas não necessariamente, de forma permanente), ser unicelular (embora possa existir em colónias, desde que o grau de diferenciação celular seja reduzido ou mesmo inexistente) e possuir cor (devido à existência de pigmentos fotossintéticos e acessórios). Filogeneticamente, as microalgas podem ser classifi cadas como eucariotas ou procariotas, dado que são bastante díspares em termos de composição intracelular – o que as torna reservatórios naturais de diversos compostos químicos com interesse comercial [1,2].A utilização de microalgas em biotecnologia obedece essencialmente aos mesmos pres-supostos que serviram de base à agricultura tradicional: uso da sua capacidade fotossin-tética para produzir biomassa, a qual pode ser utilizada como fonte de alimento, energia ou de compostos químicos específi cos.A efi ciência das microalgas como dispositivos fotossintéticos na conversão de energia so-lar em biomassa torna-se evidente pela constatação de que pântanos ou charcos de água podem, “da noite para o dia”, transformar-se em “sopas verdes”; igualmente, em lagoas ou zonas costeiras marinhas, desenvolvem-se ocasionalmente “marés vermelhas”, pro-venientes da proliferação excessiva de microalgas vermelhas [3]. Dado que podem conter até 65% do seu peso seco em proteínas (incluindo aminoácidos essenciais), até 75% em lípidos (ricos em ácidos gordos polinsaturados) e até 58% em hidratos de carbono – para além de uma série de vitaminas, clorofi las, carotenóides, enzimas, hidrocarbonetos e compostos com actividade farmacológica [3], as microalgas possuem um enorme poten-cial de aplicabilidade prática.Os primeiros estudos sobre a utilização de microalgas ao nível industrial decorreram imediatamente após a Segunda Guerra Mundial, e visavam sobretudo utilizar a biomassa algal como fonte de proteína, em substituição das proteínas de origem animal, que eram escassas na altura [3]. Mais tarde, em plena crise petrolífera dos anos 70, a investiga-ção redireccionou-se no sentido do cultivo de microalgas como biomassa para produzir metano [4].Hoje em dia, são vastas as (potenciais) aplicações de microalgas descritas na literatura: utilização em aquacultura; suplemento dietético da alimentação humana; produção de pigmentos, aditivos alimentares, metabolitos secundários e agentes reguladores de crescimento; tratamento de efl uentes líquidos; produção de compostos com actividades antibacteriana, antifúngica, antitumoral e antiviral; obtenção de isótopos, hidrocarbonetos e polissacarídeos; sequestração de CO2 e remoção de óxidos azotados de efl uentes gasosos; produção de biodiesel; recuperação de metais pesados a partir de efl uentes líquidos; e desenvolvimento de tecnologias adequadas à vida no espaço [4-8].Não obstante tal multiplicidade de aplicações, o número de espécies que atingiu a escala industrial é bastante reduzido: desde as primeiras produções em larga escala de Chlorella no Japão, durante os anos 60, apenas Spirulina sp. (para síntese de fi cocianina – pigmento azul usado na indústria alimentar e cosmética), Scenedesmus sp. (para o mercado dos suplementos alimentares), Haematococcus pluvialis (para produção de astaxantina – corante alimentar) e Dunaliella salina (para produção de beta-caroteno – precursor da vitamina A e corante alimentar) apresentaram até à data níveis de exploração comercialmente sustentáveis. Por outro lado, Crypthecodinium cohnii e Schizochytrium sp. são também usadas em grande escala para produção de ácidos gordos polinsaturados de cadeia longa (p. ex. ácido docosahexaenóico), embora seguindo uma via fermentativa [9,10].Esta discrepância entre as aplicações possíveis e as utilizações reais prende-se com a ver-tente económica dos respectivos processos produtivos: os produtos derivados de microal-gas (tal como os derivados de muitos outros microorganismos) estão associados a custos de produção elevados, principalmente quando se utilizam reactores fechados; o que faz
com que a competitividade económica de tais processos só exista quando os produ-tos fi nais possuem um valor de mercado assaz elevado.O metabolismo das microalgas apresenta oportunidades enquanto fonte de novas drogas, na medida em que (ao contrário da síntese química) aquelas oferecem maior diversidade; adicionalmente, os seus me-tabolitos possuem outras propriedades in-trínsecas, tais como solubilidade em água, permeabilidade através da membrana ce-lular e biodisponibilidade – parâmetros que necessitam de ser previstos e espe-cifi camente desenvolvidos nos químicos sintéticos (por tentativa e erro) [1].
DESENVOLVIMENTODe modo a que uma cultura de microalgas seja economicamente sustentável, os prin-cipais factores que afectam o processo de-vem ser previamente identifi cados, e a sua contribuição devidamente estudada – de modo a conseguir maximizar a produtivi-dade e minimizar os custos associados.As mais antigas confi gurações de reacto-res usadas para o cultivo de microalgas correspondem a tanques abertos, sendo ainda bastante utilizadas hoje em dia. Consistem geralmente em tanques circula-res, com um braço rotativo para misturar a cultura, ou canais longos, segundo uma confi guração de “loop” simples ou múlti-plo, agitados por pás. Os principais prob-lemas associados a este tipo de confi gu-ração prendem-se com a impossibilidade de controlar efi cazmente a contaminação, difi culdade em manter as condições de cultura constantes e custo da fase da col-heita [11].Face a tais difi culdades, emergiu a hipótese de utilizar reactores fechados – os quais são particularmente apropriados para es-pécies sensíveis a variações ambientais. Tal tipo de confi guração torna o controlo de eventuais contaminações muito mais fácil, permitindo assim a cultura em modo autotrófi co, heterotrófi co ou mixotrófi co; adicionalmente, dadas as elevadas produ-tividades celulares obtidas (até 3 vezes su-periores às obtidas em sistemas abertos) [4], os custos de colheita são signifi cativa-
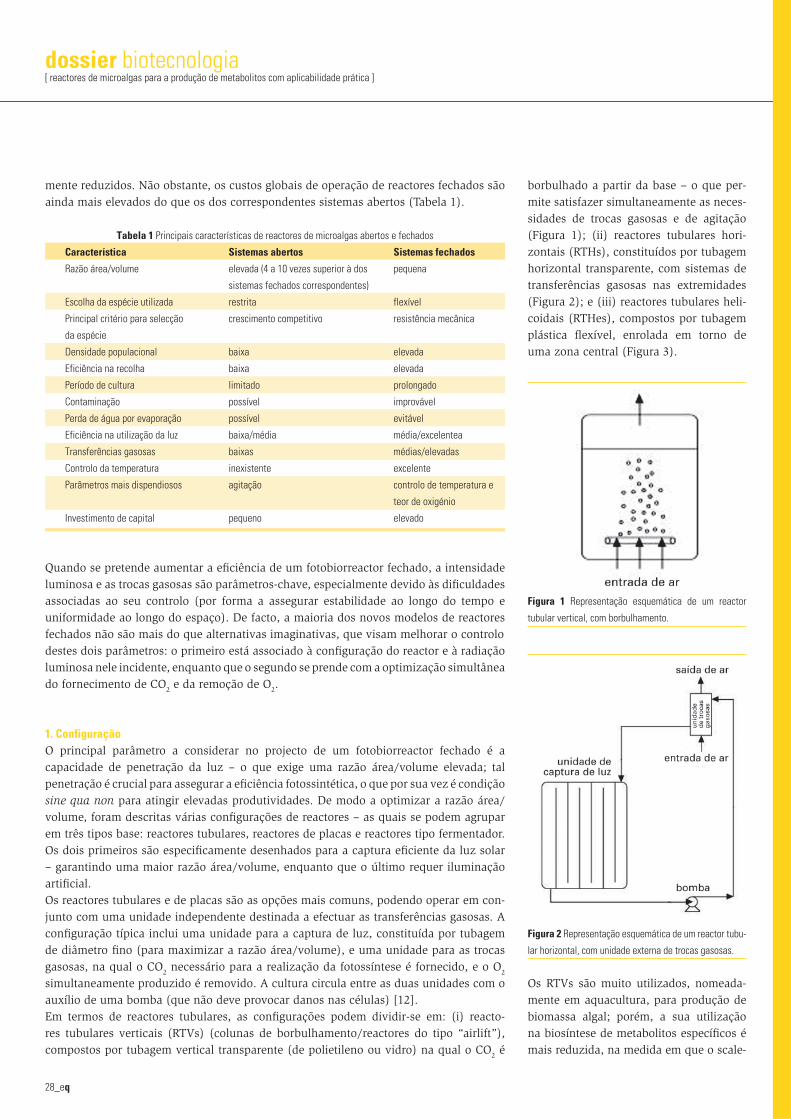
dossier biotecnologia[ reactores de microalgas para a produção de metabolitos com aplicabilidade prática ]
28_eq
mente reduzidos. Não obstante, os custos globais de operação de reactores fechados são ainda mais elevados do que os dos correspondentes sistemas abertos (Tabela 1).
Tabela 1 Principais características de reactores de microalgas abertos e fechados
Característica Sistemas abertos Sistemas fechados
Razão área/volume elevada (4 a 10 vezes superior à dos pequena
sistemas fechados correspondentes)
Escolha da espécie utilizada restrita flexível
Principal critério para selecção crescimento competitivo resistência mecânica
da espécie
Densidade populacional baixa elevada
Eficiência na recolha baixa elevada
Período de cultura limitado prolongado
Contaminação possível improvável
Perda de água por evaporação possível evitável
Eficiência na utilização da luz baixa/média média/excelentea
Transferências gasosas baixas médias/elevadas
Controlo da temperatura inexistente excelente
Parâmetros mais dispendiosos agitação controlo de temperatura e
teor de oxigénio
Investimento de capital pequeno elevado
Quando se pretende aumentar a efi ciência de um fotobiorreactor fechado, a intensidade luminosa e as trocas gasosas são parâmetros-chave, especialmente devido às difi culdades associadas ao seu controlo (por forma a assegurar estabilidade ao longo do tempo e uniformidade ao longo do espaço). De facto, a maioria dos novos modelos de reactores fechados não são mais do que alternativas imaginativas, que visam melhorar o controlodestes dois parâmetros: o primeiro está associado à confi guração do reactor e à radiação luminosa nele incidente, enquanto que o segundo se prende com a optimização simultânea do fornecimento de CO2 e da remoção de O2.
1. ConfiguraçãoO principal parâmetro a considerar no projecto de um fotobiorreactor fechado é a capacidade de penetração da luz – o que exige uma razão área/volume elevada; tal penetração é crucial para assegurar a efi ciência fotossintética, o que por sua vez é condição sine qua non para atingir elevadas produtividades. De modo a optimizar a razão área/volume, foram descritas várias confi gurações de reactores – as quais se podem agrupar em três tipos base: reactores tubulares, reactores de placas e reactores tipo fermentador. Os dois primeiros são especifi camente desenhados para a captura efi ciente da luz solar – garantindo uma maior razão área/volume, enquanto que o último requer iluminação artifi cial.Os reactores tubulares e de placas são as opções mais comuns, podendo operar em con-junto com uma unidade independente destinada a efectuar as transferências gasosas. A confi guração típica inclui uma unidade para a captura de luz, constituída por tubagem de diâmetro fi no (para maximizar a razão área/volume), e uma unidade para as trocas gasosas, na qual o CO2 necessário para a realização da fotossíntese é fornecido, e o O2 simultaneamente produzido é removido. A cultura circula entre as duas unidades com o auxílio de uma bomba (que não deve provocar danos nas células) [12].Em termos de reactores tubulares, as confi gurações podem dividir-se em: (i) reacto-res tubulares verticais (RTVs) (colunas de borbulhamento/reactores do tipo “airlift”), compostos por tubagem vertical transparente (de polietileno ou vidro) na qual o CO2 é
borbulhado a partir da base – o que per-mite satisfazer simultaneamente as neces-sidades de trocas gasosas e de agitação (Figura 1); (ii) reactores tubulares hori-zontais (RTHs), constituídos por tubagem horizontal transparente, com sistemas de transferências gasosas nas extremidades (Figura 2); e (iii) reactores tubulares heli-coidais (RTHes), compostos por tubagem plástica fl exível, enrolada em torno de uma zona central (Figura 3).
Figura 1 Representação esquemática de um reactor
tubular vertical, com borbulhamento.
Figura 2 Representação esquemática de um reactor tubu-
lar horizontal, com unidade externa de trocas gasosas.
Os RTVs são muito utilizados, nomeada-mente em aquacultura, para produção de biomassa algal; porém, a sua utilização na biosíntese de metabolitos específi cos é mais reduzida, na medida em que o scale-
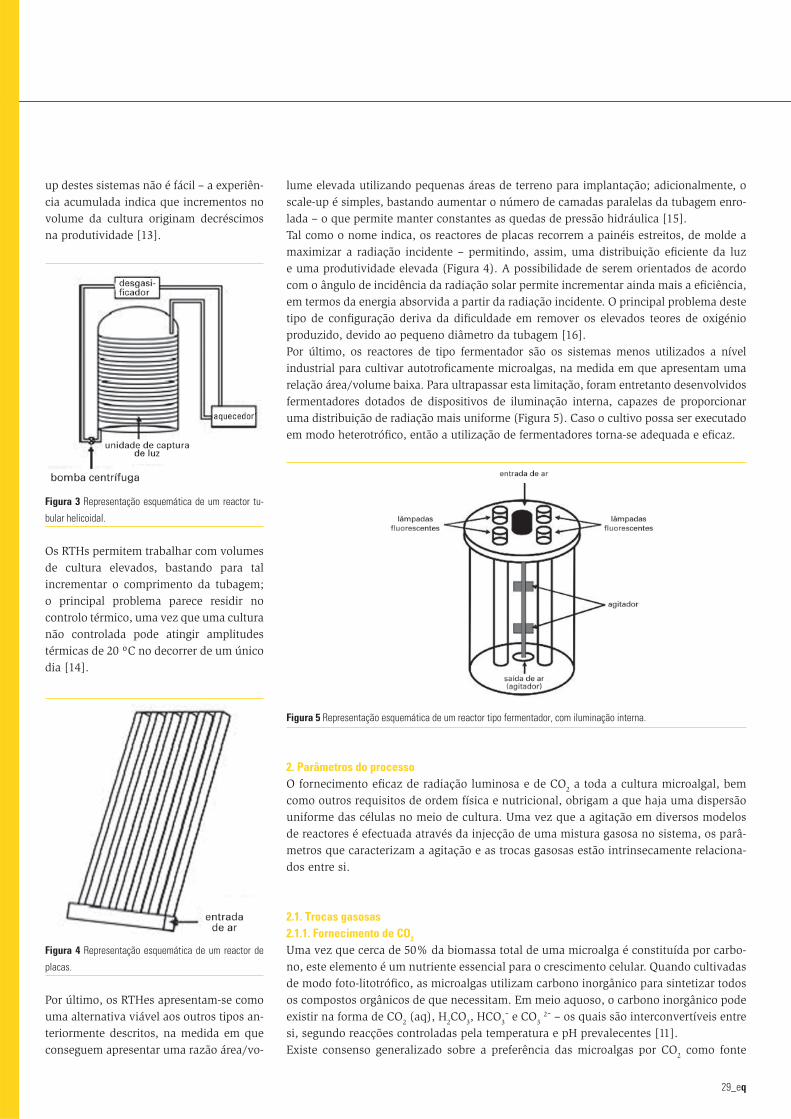
29_eq
up destes sistemas não é fácil – a experiên-cia acumulada indica que incrementos no volume da cultura originam decréscimos na produtividade [13].
Figura 3 Representação esquemática de um reactor tu-
bular helicoidal.
Os RTHs permitem trabalhar com volumes de cultura elevados, bastando para tal incrementar o comprimento da tubagem; o principal problema parece residir no controlo térmico, uma vez que uma cultura não controlada pode atingir amplitudes térmicas de 20 ºC no decorrer de um único dia [14].
Figura 4 Representação esquemática de um reactor de
placas.
Por último, os RTHes apresentam-se como uma alternativa viável aos outros tipos an-teriormente descritos, na medida em que conseguem apresentar uma razão área/vo-
lume elevada utilizando pequenas áreas de terreno para implantação; adicionalmente, o scale-up é simples, bastando aumentar o número de camadas paralelas da tubagem enro-lada – o que permite manter constantes as quedas de pressão hidráulica [15].Tal como o nome indica, os reactores de placas recorrem a painéis estreitos, de molde a maximizar a radiação incidente – permitindo, assim, uma distribuição efi ciente da luz e uma produtividade elevada (Figura 4). A possibilidade de serem orientados de acordo com o ângulo de incidência da radiação solar permite incrementar ainda mais a efi ciência, em termos da energia absorvida a partir da radiação incidente. O principal problema deste tipo de confi guração deriva da difi culdade em remover os elevados teores de oxigénio produzido, devido ao pequeno diâmetro da tubagem [16].Por último, os reactores de tipo fermentador são os sistemas menos utilizados a nível industrial para cultivar autotrofi camente microalgas, na medida em que apresentam uma relação área/volume baixa. Para ultrapassar esta limitação, foram entretanto desenvolvidos fermentadores dotados de dispositivos de iluminação interna, capazes de proporcionar uma distribuição de radiação mais uniforme (Figura 5). Caso o cultivo possa ser executado em modo heterotrófi co, então a utilização de fermentadores torna-se adequada e efi caz.
Figura 5 Representação esquemática de um reactor tipo fermentador, com iluminação interna.
2. Parâmetros do processoO fornecimento efi caz de radiação luminosa e de CO2 a toda a cultura microalgal, bem como outros requisitos de ordem física e nutricional, obrigam a que haja uma dispersão uniforme das células no meio de cultura. Uma vez que a agitação em diversos modelos de reactores é efectuada através da injecção de uma mistura gasosa no sistema, os parâ-metros que caracterizam a agitação e as trocas gasosas estão intrinsecamente relaciona-dos entre si.
2.1. Trocas gasosas2.1.1. Fornecimento de CO2
Uma vez que cerca de 50% da biomassa total de uma microalga é constituída por carbo-no, este elemento é um nutriente essencial para o crescimento celular. Quando cultivadas de modo foto-litotrófi co, as microalgas utilizam carbono inorgânico para sintetizar todos os compostos orgânicos de que necessitam. Em meio aquoso, o carbono inorgânico pode existir na forma de CO2 (aq), H2CO3, HCO3
- e CO3 2- – os quais são interconvertíveis entre
si, segundo reacções controladas pela temperatura e pH prevalecentes [11].Existe consenso generalizado sobre a preferência das microalgas por CO2 como fonte
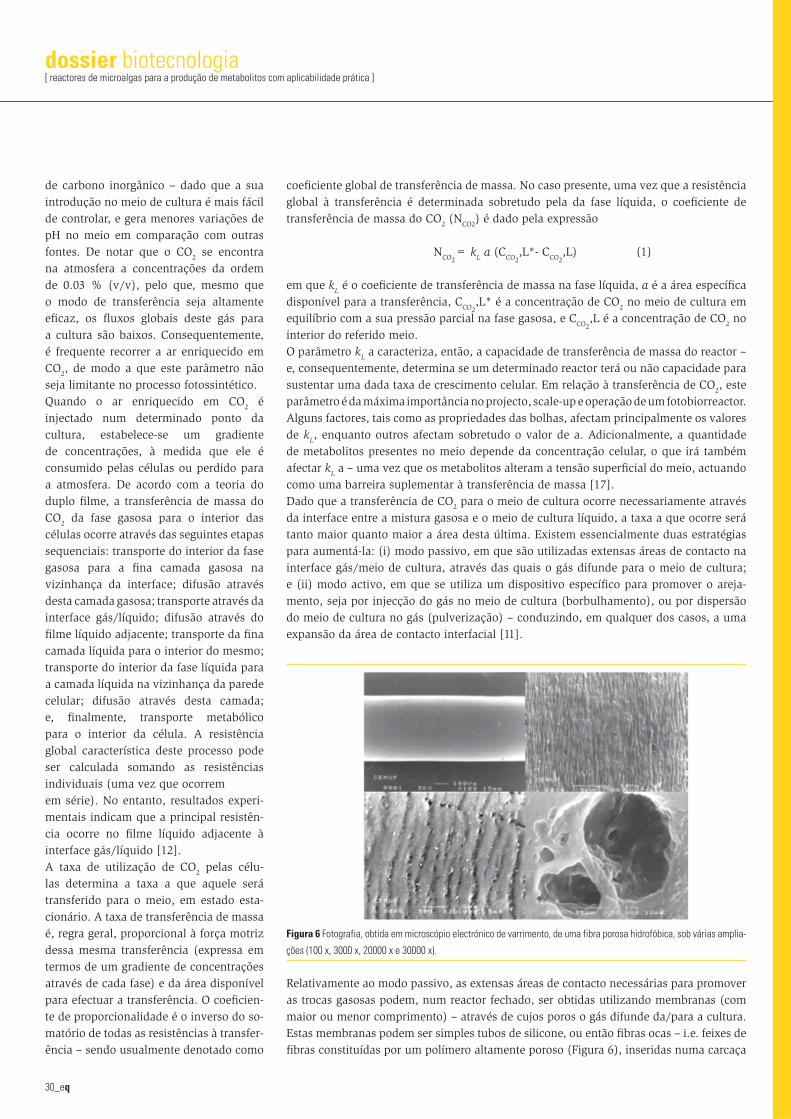
dossier biotecnologia[ reactores de microalgas para a produção de metabolitos com aplicabilidade prática ]
30_eq
de carbono inorgânico – dado que a sua introdução no meio de cultura é mais fácil de controlar, e gera menores variações de pH no meio em comparação com outras fontes. De notar que o CO2 se encontra na atmosfera a concentrações da ordem de 0.03 % (v/v), pelo que, mesmo que o modo de transferência seja altamente efi caz, os fl uxos globais deste gás para a cultura são baixos. Consequentemente, é frequente recorrer a ar enriquecido em CO2, de modo a que este parâmetro não seja limitante no processo fotossintético.Quando o ar enriquecido em CO2 é injectado num determinado ponto da cultura, estabelece-se um gradiente de concentrações, à medida que ele é consumido pelas células ou perdido para a atmosfera. De acordo com a teoria do duplo fi lme, a transferência de massa do CO2 da fase gasosa para o interior das células ocorre através das seguintes etapas sequenciais: transporte do interior da fase gasosa para a fi na camada gasosa na vizinhança da interface; difusão através desta camada gasosa; transporte através da interface gás/líquido; difusão através do fi lme líquido adjacente; transporte da fi na camada líquida para o interior do mesmo; transporte do interior da fase líquida para a camada líquida na vizinhança da parede celular; difusão através desta camada; e, fi nalmente, transporte metabólico para o interior da célula. A resistência global característica deste processo pode ser calculada somando as resistências individuais (uma vez que ocorremem série). No entanto, resultados experi-mentais indicam que a principal resistên-cia ocorre no fi lme líquido adjacente à interface gás/líquido [12].A taxa de utilização de CO2 pelas célu-las determina a taxa a que aquele será transferido para o meio, em estado esta-cionário. A taxa de transferência de massa é, regra geral, proporcional à força motriz dessa mesma transferência (expressa em termos de um gradiente de concentrações através de cada fase) e da área disponível para efectuar a transferência. O coefi cien-te de proporcionalidade é o inverso do so-matório de todas as resistências à transfer-ência – sendo usualmente denotado como
coefi ciente global de transferência de massa. No caso presente, uma vez que a resistência global à transferência é determinada sobretudo pela da fase líquida, o coefi ciente de transferência de massa do CO2 (NCO2) é dado pela expressão
NCO2= kL a (CCO2
,L*- CCO2,L) (1)
em que kL é o coefi ciente de transferência de massa na fase líquida, a é a área específi ca disponível para a transferência, CCO2
,L* é a concentração de CO2 no meio de cultura em equilíbrio com a sua pressão parcial na fase gasosa, e CCO2
,L é a concentração de CO2 no interior do referido meio.O parâmetro kL a caracteriza, então, a capacidade de transferência de massa do reactor – e, consequentemente, determina se um determinado reactor terá ou não capacidade para sustentar uma dada taxa de crescimento celular. Em relação à transferência de CO2, este parâmetro é da máxima importância no projecto, scale-up e operação de um fotobiorreactor. Alguns factores, tais como as propriedades das bolhas, afectam principalmente os valores de kL, enquanto outros afectam sobretudo o valor de a. Adicionalmente, a quantidade de metabolitos presentes no meio depende da concentração celular, o que irá também afectar kL a – uma vez que os metabolitos alteram a tensão superfi cial do meio, actuando como uma barreira suplementar à transferência de massa [17].Dado que a transferência de CO2 para o meio de cultura ocorre necessariamente através da interface entre a mistura gasosa e o meio de cultura líquido, a taxa a que ocorre será tanto maior quanto maior a área desta última. Existem essencialmente duas estratégias para aumentá-la: (i) modo passivo, em que são utilizadas extensas áreas de contacto na interface gás/meio de cultura, através das quais o gás difunde para o meio de cultura; e (ii) modo activo, em que se utiliza um dispositivo específi co para promover o areja-mento, seja por injecção do gás no meio de cultura (borbulhamento), ou por dispersão do meio de cultura no gás (pulverização) – conduzindo, em qualquer dos casos, a uma expansão da área de contacto interfacial [11].
Figura 6 Fotografia, obtida em microscópio electrónico de varrimento, de uma fibra porosa hidrofóbica, sob várias amplia-
ções (100 x, 3000 x, 20000 x e 30000 x).
Relativamente ao modo passivo, as extensas áreas de contacto necessárias para promover as trocas gasosas podem, num reactor fechado, ser obtidas utilizando membranas (com maior ou menor comprimento) – através de cujos poros o gás difunde da/para a cultura. Estas membranas podem ser simples tubos de silicone, ou então fi bras ocas – i.e. feixes de fi bras constituídas por um polímero altamente poroso (Figura 6), inseridas numa carcaça
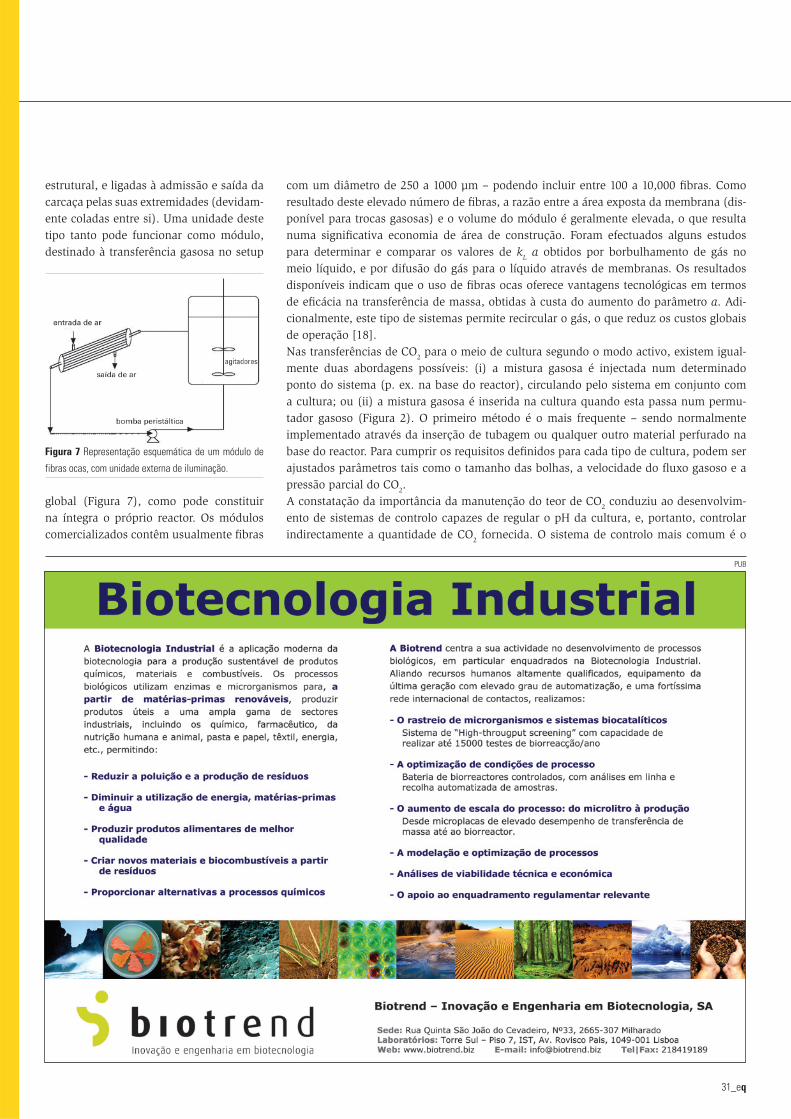
31_eq
estrutural, e ligadas à admissão e saída da carcaça pelas suas extremidades (devidam-ente coladas entre si). Uma unidade deste tipo tanto pode funcionar como módulo, destinado à transferência gasosa no setup
Figura 7 Representação esquemática de um módulo de
fibras ocas, com unidade externa de iluminação.
global (Figura 7), como pode constituir na íntegra o próprio reactor. Os módulos comercializados contêm usualmente fi bras
com um diâmetro de 250 a 1000 µm – podendo incluir entre 100 a 10,000 fi bras. Como resultado deste elevado número de fi bras, a razão entre a área exposta da membrana (dis-ponível para trocas gasosas) e o volume do módulo é geralmente elevada, o que resulta numa signifi cativa economia de área de construção. Foram efectuados alguns estudos para determinar e comparar os valores de kL a obtidos por borbulhamento de gás no meio líquido, e por difusão do gás para o líquido através de membranas. Os resultados disponíveis indicam que o uso de fi bras ocas oferece vantagens tecnológicas em termos de efi cácia na transferência de massa, obtidas à custa do aumento do parâmetro a. Adi-cionalmente, este tipo de sistemas permite recircular o gás, o que reduz os custos globais de operação [18].Nas transferências de CO2 para o meio de cultura segundo o modo activo, existem igual-mente duas abordagens possíveis: (i) a mistura gasosa é injectada num determinado ponto do sistema (p. ex. na base do reactor), circulando pelo sistema em conjunto com a cultura; ou (ii) a mistura gasosa é inserida na cultura quando esta passa num permu-tador gasoso (Figura 2). O primeiro método é o mais frequente – sendo normalmente implementado através da inserção de tubagem ou qualquer outro material perfurado na base do reactor. Para cumprir os requisitos defi nidos para cada tipo de cultura, podem ser ajustados parâmetros tais como o tamanho das bolhas, a velocidade do fl uxo gasoso e a pressão parcial do CO2.A constatação da importância da manutenção do teor de CO2 conduziu ao desenvolvim-ento de sistemas de controlo capazes de regular o pH da cultura, e, portanto, controlar indirectamente a quantidade de CO2 fornecida. O sistema de controlo mais comum é o
PUB
dossier biotecnologia[ reactores de microalgas para a produção de metabolitos com aplicabilidade prática ]
32_eq
das válvulas on/off – no qual o CO2 é injectado na cultura enquanto o seu pH se encontra abaixo de um determinado valor pré-defi nido. Este modo de controlo é caracterizado por um tempo de resposta longo, devido à própria dinâmica do meio de cultura (p. ex. tempos de mistura elevados). Em alternativa, pode recorrer-se aos modelos de controlo preditivo – os quais se baseiam num modelo matemático capaz de prever o comportamento do sistema, o qual é permanentemente ajustado à medida que novos pontos experimentais vão sendo recolhidos [19]. Outros tipos de modelos matemáticos conseguem simular a taxa fotossintética, baseados nas velocidades de produção de O2 e de consumo de CO2; tais modelos permitem igualmente uma determinação exacta do CO2 exigido pela cultura, optimizando assim a sua utilização como nutriente.
2.1.2. Remoção de oxigénioConforme referido atrás, a intensidade da radiação incidente é um item essencial nos sistemas microalgais, não sendo, no entanto, o único factor limitante na fotossíntese, a qual é descrita, em termos químicos, como
Energia + CO2 + H2O ⇔ glucose + O2 (2)
De facto, se ocorrer acumulação de O2, começa a ser signifi cativa a taxa de ocorrência da reacção inversa, diminuindo assim a efi ciência fotossintética global. Para a maioria das espécies de microalgas, teores em oxigénio superiores aos do ar inibem a fotossíntese – podendo inclusive tornar-se tóxicos [20]. A acumulação de O2 decorrente da actividade fotossintética é, por isso, um problema grave ao nível industrial, especialmente nos reactores caracterizados por elevadas razões área/volume (de entre os quais os RTHs são apontados como particularmente problemáticos). Várias alternativas para a resolução deste problema têm sido discutidas, mas até à data nenhuma se revelou particularmente efi caz em todas as situações; uma possibilidade, sobretudo para os sistemas industriais de elevadas dimensões, consiste em usar borbulhamento – uma vez que assim se elimina a necessidade de usar os (ainda) inefi cientes sistemas de transferênciagasosa para a desgasifi cação. Outra alternativa envolve membranas de fi bras ocas – dado que estes sistemasconseguem baixar as concentrações de O2 dissolvido de forma ai-nda mais efi caz do que os sistemas com borbulhamento. O uso de vários reactores de pequeno volume, em vez de um único de volume maior, pode também ajudar a resolver o problema. No entanto, são ainda necessários estudos suplementares, de modo a ajustar com exactidão a quantidade de CO2 fornecida ao sistema à quantidade requerida pela microalga em causa, bem como o teor de O2 removido ao produzido pela fotossíntese.
2.2. AgitaçãoOs principais dispositivos de agitação/recirculação utilizados comercialmente podem ser divididos em: bombagem (usada quando o sistema de cultivo inclui mais do que uma unidade); agitação mecânica (usada quando o sistema consiste apenas numa unidade); e turbilhão (em que um gás – p. ex. ar enriquecido em CO2, é injectado na cultura, pro-movendo uma mistura turbulenta da mesma e a consequente circulação) [12].
2.3. Radiação luminosaA radiação luminosa é a fonte de energia básica para os microrganismos fotoautotrófi cos – como é o caso da maioria das microalgas. Deste modo, ao conceber um reactor, é importante garantir o máximo partido da luz disponível – a qual depende da confi guração e localização do reactor. Se o reactor estiver exposto à radiação solar, a radiação incidente total máxima depende por sua vez da latitude onde ele estiver implantado – podendo
ser controlada variando a sua inclinação em relação ao sol. No caso de iluminação artifi cial, a radiação incidente máxima é defi nida pela natureza, intensidade e posição relativa da fonte de luz – parâmetros que podem ser devidamente manipulados, e eventualmente optimizados.Porém, a energia luminosa disponível para cada célula na cultura depende não só da radiação incidente total máxima fornecida ao reactor, mas também da con-centração de biomassa existente. Vários autores demonstraram que um aumento da intensidade luminosa promove um au-mento na taxa de crescimento só até um determinado patamar de saturação – ac-ima do qual não se observam benefícios extra em fornecer mais luz. De realçar que a luz infl uencia não só a quantidade de biomassa produzida, mas também a sua composição bioquímica [21].
CONCLUSÕESDurante o século passado, foram desen-volvidas várias tecnologias de cultivo, as quais são em essência utilizadas na actua-lidade para a produção de biomassa micro-algal: tanques abertos, reactores fechados e reactores de fermentação [1]. Apesar de muitas confi gurações terem sido projecta-das, construídas e testadas com sucesso, poucas conseguiram ter aplicação a nível industrial.Os tanques circulares, ou com confi gura-ção de “loop”, são os principais sistemas abertos utilizados comercialmente para a produção de microalgas; porém, não exis-te uma confi guração preferencial única, em termos de reactores fechados. Estes são, regra geral, mais complexos, exigin-do tecnologias mais sofi sticadas e por isso incorrendo em custos mais elevados (de investimento e operação); por outro lado, possuem a vantagem de permitir um controlo mais apurado dos parâmetros de-terminantes no processo operativo, o que potencia aumentos de produtividade. O principal desafi o que se coloca hoje à co-munidade científi ca consiste na concepção de um sistema fechado no qual a efi cácia em termos de produtividade de biomassa e de metabolitos consiga ultrapassar os
33_eq
REFERÊNCIAS[1] Olaizola, M. “Commercial development of microalgal biotechnology: from the test tube to the marketplace”,
Biomolecular Engineering, 20, 459-466, 2003.[2] Henriques, N., Navalho, J., Varela, J., Cancela, M. “Dunaliella: uma fonte natural de beta-caroteno com poten-
cialidades de aproveitamento biotecnológico”, Boletim de Biotecnologia, 61, 12-18, 1998.[3] Shelef, G., Soeder, C., “Algal Biomass”, Elsevier/North-Holland Biomedical Press, 1980.[4] Chaumont, D. “Biotechnology of algal biomass production: a review of systems for outdoor mass culture”,
Journal of Applied Phycology, 5, 593-604, 1993.[5] Wang, G., Chen, H., Li, G., Chen, L., Li, D., Hu, C., Chen, K., Liu, Y. “Population growth and physiological charac-
teristics of microalgae in a miniaturized bioreactor during space flight”, Acta Astronautica, 58, 264-269, 2006.[6] Travieso, L., Pellón, A., Benítez, F., Sánchez, E., Borja, R., O’Farrill, N., Weiland, P. “BIOALGA reactor: preliminary
studies for heavy metal removal”, Biochemical Engineering Journal, 12, 87-91, 2002.[7] Nagase, H., Yoshihara, K., Eguchi, K., Okamoto, Y., Murasaki, S., Yamashita, R., Hirata, K., Miyamoto, K. “Uptake
pathway and continuous removal of nitric oxide from flue gas using microalgae”, Biochemical Engineering Journal, 7, 241-246, 2001.
[8] Acién-Fernández, F., Férnandez-Sevilla, J., Egorova-Zachernyuk, T., Molina-Grima, E. “Costeffective production of 13C, 15N stable isotope-labelled biomass from phototrophic microalgae for various biotechnological applica-tions”, Biomolecular Engineering, 22, 193-200, 2005.
[9] Borowitzka, M. “Commercial production of microalgae: ponds, tanks, tubes and fermenters”, Journal of Biotech-nology, 70, 313-321, 1999.
[10] Becker, C., Kyle, D. “Developing functional foods containing algal docosahexaenoic acid”, Food Technology, 52, 68-71, 1998.
[11] Becker, E., “Microalgae: Biotechnology and Microbiology”, Cambridge University Press, 1994.[12] Carvalho, A., Meireles, L., Malcata, F. X. “Microalgal reactors: a review of enclosed system designs and perfor-
mances”, Biotechnology Progress, 22, 1490-1506, 2006.[13] Martínez-Jerónimo, F., Espinosa-Chavez, F. “A laboratory-scale system for mass culture of freshwater microal-
gae in polyethylene bags”, Journal of Applied Phycology, 6, 423-425, 1994.[14] Zittelli, C., Lavista, F., Bastianini, A., Rodolfi, L., Vincenzini, M., Tredici, M. “Production of eicosapentaenoic acid
by Nannochloropsis sp. cultures in outdoor tubular photobioreactors”, Journal of Biotechnology, 70, 299-312, 1999.
[15] Borowitzka, M. “Closed algal photobioreactors: design considerations for large-scale systems”, Journal of Marine Biotechnology, 4, 185-191, 1996.
[16] Tredici, M., Zittelli, C., Biagiolini, S., Materassi, R. “Novel photobioreactor for the mass cultivation of Spirulina spp.”, Bulletin de l’Institut Océanographique du Monaco, 89-96, 1993.
[17] Grima, M., Sanchez-Perez, J., Garcia-Camacho, F., Robles-Medina, A. “Gas-liquid transfer of atmospheric CO2 in microalgal cultures”, Chemical Technology & Biotechnology, 56, 329-337, 1993.
[18] Carvalho, A., Malcata, F. X. “Transfer of carbon dioxide within cultures of microalgae: plain bubbling versus hollow-fiber modules”, Biotechnology Progress, 17, 265-272, 2001.
[19] Sánchez, G., Berenguel, M., Rodríguez, F., Sevilla, J., Alias, C., Fernández, F. “Minimization of carbon losses in pilot-scale outdoor photobioreactors by model-based predictive control”, Biotechnology and Bioengineering, 84, 533-543, 2003.
[20] Richmond, A., “CRC Handbook of Microalgal Mass Culture”, CRC Press, 1986.[21] You, T., Barnett, S. “Effect of light quality on production of extracellular polysaccharides and growth rate of
Porphyridium cruentum”, Biochemical Engineering Journal, 19, 251-258, 2004.[22] Sandnes, J., Ringstad, T., Wenner, D., Heyerdahl, P., Källqvist, T., Gisler¢d, H. “Real-time monitoring and
automatic density control of large-scale microalgal cultures using near infrared (NIR) optical density sensors”, Journal of Biotechnology, 122, 209-215, 2006.
[23] Li, J., Xu, N., Su, W. “Online estimation of stirred-tank microalgal photobioreactor cultures based on dissolved oxygen measurement”, Biochemical Engineering Journal, 14, 51-65, 2003.
custos inerentes envolvidos – tornando-se, assim, economicamente competitivo.Para aumentar a produtividade, torna-se necessário controlar vários parâmetros – nomeadamente o nível de nutrientes, temperatura, pH, agitação, intensidade lu-minosa e remoção de oxigénio. Das várias confi gurações apresentadas até à data, não existe nenhuma que permita controlar si-multânea e efi cazmente todos estes parâ-metros: algumas confi gurações permitem uma captação de luz melhorada, mas difi -cultam as trocas gasosas, enquanto outras permitem elevadas taxas de transferência de gases, mas possuem uma capacidade de captação de luz reduzida [12].Quando o objectivo se centra no aumento da efi ciência de um fotobiorreactor fechado, a intensidade luminosa e as trocas gaso-sas constituem parâmetros-chave – em especial devido às difi culdades associadas ao seu controlo. A maioria dos chama-dos novos modelos de reactores mais não faz do que propôr alternativas que visam melhorar o controlo daqueles parâmetros. Infelizmente, a tecnologia disponível para promover as trocas gasosas dentro dos reactores está ainda pouco desenvolvida, em contraste com o grau de conhecimento derivado da manipulação genética das es-pécies. Por outro lado, embora por vezes seja possível ultrapassar o problema da iluminação recorrendo ao uso de culturas em modo heterotrófi co, nem todas as mi-croalgas (ou o metabolito que interessa produzir) podem ser cultivadas (produzi-dos) deste modo.Na tentativa de optimizar os processos produtivos através de um controlo mais apertado da sua evolução, foram condu-zidos nos últimos anos estudos utilizando sensores específi cos – que representam abordagens inovadoras à monitorização contínua no reactor, permitindo assim a estimação de parâmetros tais como den-sidade de biomassa, taxa de crescimento específi ca, concentração de oxigénio dis-solvida, efi ciência fotossintética e inten-sidade luminosa média [22,23]. Este tipo de controlo poderá ajudar a diminuir os custos de operação, através do reajuste contínuo dos parâmetros da cultura às ne-cessidades da mesma.
Finalmente, note-se que das dezenas de milhar de espécies de microalgas que se crê existirem, apenas alguns milhares são correntemente mantidas em algotecas, apenas algumas centenas foram investigadas em termos do seu conteúdo químico, e apenas algumas unidades foram cultivadas em quantidades industrialmente signifi cativas (da ordem de ton/ano). Porque estão ainda largamente inexploradas, as microalgas representam uma janela de oportunidades na senda de novos produtos naturais.

dossier biotecnologia[ produção de vacinas de dna ]
34_eq
produção de vacinas de dna ResumoAs vacinas de DNA são uma alternativa credível na prevenção de doenças infecciosas e outras. A demonstração recente da eficácia de uma vacina de DNA anti-gripal em humanos, aponta também para a sua utilização no combate a uma pandemia de gripe. Vários estudos descrevem como produzir DNA plasmídico (pDNA), o componente activo das vacinas de DNA, crescendo células bacterianas até densidades celulares elevadas (upstream processing) e acoplando uma sequência de operações unitárias de purificação (downstream processing). No entanto, a optimização e intensificação de processos são fundamentais para ultrapassar as restrições que tornam a produção de quilogramas de pDNA actualmente impraticável. Estas restrições encontram-se no downstream processing, e prendem-se, entre outras, com: i) a conformação peculiar do pDNA, ii) o elevado tamanho do pDNA, que se traduz em difusividades baixas e capacidades limitadas dos adsorventes convencionais, iii) a viscosidade elevada das correntes obtidas a partir de soluções com densidades celulares elevadas, iv) a presença de impurezas (RNA, DNA genómico) com propriedades análogas ao pDNA. Além disso, sendo a maioria dos custos de produção atribuíveis ao downstream processing será necessária uma nova geração de processos de produção, que deverão ser caracterizados por: i) menores tempos de produção, ii) maiores rendimentos, iii) menores consumos, especialmente de agentes mássicos de separação, iv) menor impacto ambiental, v) menor tamanho de fábrica, vi) redução de custos de produção e de capital, e vii) facilidade de aumento de escala e de validação.
Duarte Miguel F. Prazeresc, Gabriel A. MonteiroIBB - Instituto de Biotecnologia e Bioengenharia, Centro de Engenharia Biológica e Química,Instituto Superior Técnico, Av. Rovisco Pais, 1049-001 Lisboac autor correspondentee-mail: [email protected]
Abstract Vaccines based on plasmid DNA (DNA vaccines) offer a credible alternative for the prevention of infectious diseases and others. The first successful demonstration of the immunogenicity of an influenza DNA vaccine in humans also supports claims that DNA vaccines may be the best way to respond to an influenza pandemic. Although a number of publications describe how to produce plasmid DNA (pDNA) by growing an Escherichia coli host to high cell densities (upstream processing), and how to purify it by coupling unit operations (downstream processing), process optimization and intensification approaches are required to overcome the bottlenecks that make the production of kg of pDNA currently unpractical. These bottlenecks are found mostly in the downstream processing, and are related to: i) the peculiar shape and conformation of pDNA, ii) the large size of pDNA which translates into low diffusion coefficients and small binding capacities with conventional sorbents, iii) the unusually high viscosity of lysates generated from high cell density solutions, and iv) the presence of impurities (e.g. RNA, genomic DNA) with properties similar to pDNA. Furthermore, the downstream processing also accounts for the majority of manufacturing costs (50-80%). A new generation of pDNA manufacturing processes is thus required that should be characterized by: i) decreased manufacturing time, ii) higher yields, iii) lower inventory, specifically of mass separating agents, iv) environmental benefits, v) lower plant size, vi) capital and manufacturing cost reduction, vii) scalability and viii) easier validation.

35_eq
INTRODUÇÃOA utilização de vacinas constitui um dos maiores sucessos da Medicina moderna. Numerosas vacinas surgiram na esteira do trabalho pioneiro de Edward Jenner que, em 1790, desenvolveu a imunização contra a varíola (Figura 1). A partir de meados do século XIX, os esforços lidera-dos por cientistas de renome como Louis Pasteur [2], Robert Koch [3] ou Jonas Salk [4], permitiram reduzir a mortalidade de várias doenças infecciosas, contribuindo de forma efectiva para um aumento na esperança de vida média. Nenhum outro procedimento médico levou à erradicação de uma doença -o último caso de varíola foi detectado em 1977- ou é capaz de com-petir com a vacinação em termos de cus-to/benefício – uma análise de risco atribui um custo médio por ano de vida salva de ≈ 0 € ao conjunto de vacinas pediátricas mais comuns [5-6]. Actualmente, cerca de 26 doenças infecciosas podem ser preveni-das com recurso à vacinação [6]. Embora a imunização salve cerca de 3 milhões de crianças anualmente [6], o aparecimento de doenças infecciosas novas (e.g. SIDA, gripe aviária) e re-emergentes (e.g. tu-berculose) constitui uma ameaça à saúde pública, impelindo a investigação básica e aplicada em direcção a novas estratégias de vacinação [7].
VACINAS DE DNAOs microrganismos causadores de doença induzem respostas imunitárias nos hos-pedeiros infectados através de proteínas denominadas de antigénios. Dependendo da sua força e prontidão, esta resposta pode ser sufi ciente ou não para curar ou reduzir os sintomas da doença. A resposta imune do hospedeiro é mediada quer por anticorpos (resposta humoral) quer por células (resposta celular). Simultanea-mente são também produzidas células de memória que permanecem no indivíduo prontas para responder a um novo ataque do agente infeccioso que induziu a sua produção [8]. O objectivo da vacinação é treinar e preparar o sistema imunitário do hospedeiro para combater microrganis-mos específi cos. De um modo genérico, as
vacinas mimetizam a infecção criando memória imune, prontidão e força de resposta do sistema imunitário. De acordo com a defi nição actual, uma vacina é “uma suspensão de microrganismos (e.g. bactérias, vírus) vivos (usualmente atenuados) ou inactivos, ou uma fracção deles derivada, administrada com o propósito de induzir imunidade e preve-nir doenças infecciosas ou as suas sequelas” [9]. A produção de vacinas pressupõe assim o isolamento de antigénios capazes de despoletar protecção imunitária mas sem causar doença. A produção de vacinas é habitualmente um processo complexo e oneroso, que requer instalações dedicadas e certifi cadas. Na maioria dos casos, as vacinas necessitam de armazenamento a baixas temperaturas (4 ºC).
Figura 1 Introdução das vacinas mais comuns (baseado em André [6]).
As vacinas tradicionais pressupõem a administração de antigénios que são produzidos ex-vivo, numa instalação fabril adequada, utilizando células hospedeiras adequadas. Contudo, em 1993 descobriu-se que ratos injectados com genes contendo a informação necessária para produzir antigénios virais eram capazes de desenvolver uma resposta imunitária [10]. Estava assim aberta a porta para o desenvolvimento de um tipo de vacinas totalmente novo [5,7], caracterizadas por: i) imunização de indivíduos com informação genética (i.e. genes) relativa aos antigénios alvo e ii) expressão desses antigénios in vivo nas células do indivíduo imunizado (Figura 2). Desta forma, os antigénios imunizadores seriam produzidos no interior do corpo do hospedeiro e não externamente numa fábrica. Num encontro organizado pela Organização Mundial de Saúde em Maio de 1994, o nome vacina de DNA† foi seleccionado entre outros (imunização genética, vacinas génicas, vacinas poli-nucleotídicas) para designar esta nova tecnologia de vacinação [7].Actualmente decorrem vários ensaios clínicos com base em vacinas de DNA, com o objectivo de testar a sua efi cácia na protecção de doenças como a SIDA ou a malária. Um das primeiras provas da efi cácia em humanos de uma vacina de DNA contra a gripe [11] suporta ainda a reivindicação de que estas vacinas poderão ser uma das melhores maneiras de responder a uma pandemia de gripe [12]. Estima-se também que o mercado veterinário seja enorme, existido actualmente duas vacinas de DNA com aprovação da FDA desde 2005 para imunizar salmões e cavalos contra um tipo específi co de necrose viral e contra o vírus do Nilo Oeste (West Nile), respectivamente. Uma terceira vacina contra melanoma canino recebeu aprovação condicional já este ano.
† Neste artigo utiliza-se a designação anglo-saxónica em alternativa ao acrónimo português para ácido desoxi-
ribonucleico, ADN.
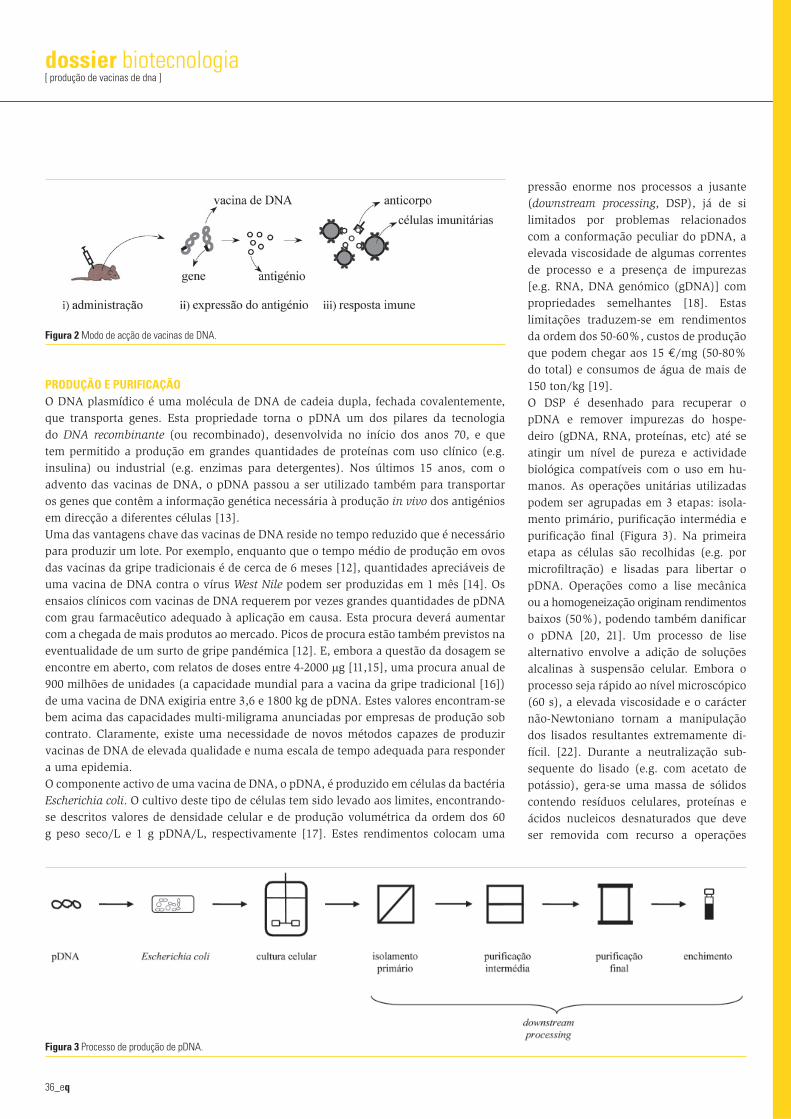
dossier biotecnologia[ produção de vacinas de dna ]
36_eq
Figura 2 Modo de acção de vacinas de DNA.
PRODUÇÃO E PURIFICAÇÃOO DNA plasmídico é uma molécula de DNA de cadeia dupla, fechada covalentemente, que transporta genes. Esta propriedade torna o pDNA um dos pilares da tecnologia do DNA recombinante (ou recombinado), desenvolvida no início dos anos 70, e que tem permitido a produção em grandes quantidades de proteínas com uso clínico (e.g. insulina) ou industrial (e.g. enzimas para detergentes). Nos últimos 15 anos, com o advento das vacinas de DNA, o pDNA passou a ser utilizado também para transportar os genes que contêm a informação genética necessária à produção in vivo dos antigénios em direcção a diferentes células [13].Uma das vantagens chave das vacinas de DNA reside no tempo reduzido que é necessário para produzir um lote. Por exemplo, enquanto que o tempo médio de produção em ovos das vacinas da gripe tradicionais é de cerca de 6 meses [12], quantidades apreciáveis de uma vacina de DNA contra o vírus West Nile podem ser produzidas em 1 mês [14]. Os ensaios clínicos com vacinas de DNA requerem por vezes grandes quantidades de pDNA com grau farmacêutico adequado à aplicação em causa. Esta procura deverá aumentar com a chegada de mais produtos ao mercado. Picos de procura estão também previstos na eventualidade de um surto de gripe pandémica [12]. E, embora a questão da dosagem se encontre em aberto, com relatos de doses entre 4-2000 µg [11,15], uma procura anual de 900 milhões de unidades (a capacidade mundial para a vacina da gripe tradicional [16]) de uma vacina de DNA exigiria entre 3,6 e 1800 kg de pDNA. Estes valores encontram-se bem acima das capacidades multi-miligrama anunciadas por empresas de produção sob contrato. Claramente, existe uma necessidade de novos métodos capazes de produzir vacinas de DNA de elevada qualidade e numa escala de tempo adequada para responder a uma epidemia.O componente activo de uma vacina de DNA, o pDNA, é produzido em células da bactéria Escherichia coli. O cultivo deste tipo de células tem sido levado aos limites, encontrando-se descritos valores de densidade celular e de produção volumétrica da ordem dos 60 g peso seco/L e 1 g pDNA/L, respectivamente [17]. Estes rendimentos colocam uma
pressão enorme nos processos a jusante (downstream processing, DSP), já de si limitados por problemas relacionados com a conformação peculiar do pDNA, a elevada viscosidade de algumas correntes de processo e a presença de impurezas [e.g. RNA, DNA genómico (gDNA)] com propriedades semelhantes [18]. Estas limitações traduzem-se em rendimentos da ordem dos 50-60%, custos de produção que podem chegar aos 15 €/mg (50-80% do total) e consumos de água de mais de 150 ton/kg [19].O DSP é desenhado para recuperar o pDNA e remover impurezas do hospe-deiro (gDNA, RNA, proteínas, etc) até se atingir um nível de pureza e actividade biológica compatíveis com o uso em hu-manos. As operações unitárias utilizadas podem ser agrupadas em 3 etapas: isola-mento primário, purifi cação intermédia e purifi cação fi nal (Figura 3). Na primeira etapa as células são recolhidas (e.g. por microfi ltração) e lisadas para libertar o pDNA. Operações como a lise mecânica ou a homogeneização originam rendimentos baixos (50%), podendo também danifi car o pDNA [20, 21]. Um processo de lise alternativo envolve a adição de soluções alcalinas à suspensão celular. Embora o processo seja rápido ao nível microscópico (60 s), a elevada viscosidade e o carácter não-Newtoniano tornam a manipulação dos lisados resultantes extremamente di-fícil. [22]. Durante a neutralização sub-sequente do lisado (e.g. com acetato de potássio), gera-se uma massa de sólidos contendo resíduos celulares, proteínas e ácidos nucleicos desnaturados que deve ser removida com recurso a operações
Figura 3 Processo de produção de pDNA.

37_eq
sólido-líquido geradoras de baixas tensões de corte. Adicionalmente, uma fracção dos sólidos fl utua, enquanto outra sedimenta, tornando a separação mais difícil ainda. A con-centração celular inicial é uma das variáveis críticas, existindo resultados que indicam que o rendimento pode ser reduzido drasticamente quando se utilizam concentrações elevadas. As quebras no rendimento podem ser atribuídas parcialmente a perdas de líquido nos sólidos e à adsorção de pDNA aos resíduos celulares. Tal como é actualmente conduzida, a operação de lise alcalina não é capaz de processar as quantidades de célu-las geradas por cultura celular com rendimentos superiores a 50%.As operações unitárias da etapa de purifi cação intermédia actuam sobre os lisados clarifi cados, concentrando o pDNA e reduzindo as impurezas. Embora a precipitação [23] seja usada com este propósito, a fi ltração com fl uxo tangencial (TFF) e os sistemas de duas fases aquosas (ATPS) têm emergido como alternativas credíveis. Estudos com poli (etileno glicol)/sal indicam que estes sistemas podem ser usados como etapa inicial de purifi cação directamente a partir de lisados, direccionando o pDNA para a fase inferior e as impurezas para a fase superior [24]. No entanto, para que os ATPS superem alternativas como a precipitação, são necessárias melhorias na selectividade como forma de aumentar rendimentos e graus de pureza. Os baixos factores de concentração obtidos e as grandes quantidades de agentes de separação mássica necessárias quando a extracção é efectuada a partir de lisados constituem outras desvantagens. Contudo, existem evidências de que estas podem ser parcialmente contornadas por incorporação de uma etapa de TFF entre a lise e a extracção (Freitas et al, resultados não publicados).O objectivo da purifi cação fi nal é remover as impurezas mais recalcitrantes como o gDNA e variantes do pDNA. Embora dominante nesta fase, a cromatografi a é confrontada com limitações associadas à natureza estrutural das fases estacionárias e das moléculas envolvidas. A baixa selectividade e a co-eluição são atribuídas às semelhanças que existem entre as impurezas e o pDNA, enquanto que a baixa capacidade e a difusão interna lenta (10-8 cm2/s) são consequência directa da grande massa molecular do pDNA (> 106 g/mol). Vários tipos de cromatografi a (exclusão molecular, permuta aniónica, interacção hidrofóbica, afi nidade) têm sido utilizados para purifi car pDNA, essencialmente em operações de leito fi xo [25]. Selectividades mais elevadas foram obtidas por introdução de amino ácidos como ligandos de pseudo afi nidade [26]. Maiores capacidades e transporte de massa interno mais rápido podem ser obtidos utilizando membranas cromatográfi cas de poro grande (até 0,8 µm), tornando este tipo de suporte uma alternativa às partículas microscópicas porosas tradicionalmente usadas em cromatografi a de leito fi xo [27]. A esterilização com recurso a fi ltros de 0,1-0,2 µm como forma de reter microrganismos ou partículas virais é o último passo do DSP. Embora tal constitua o padrão para muitos bioprodutos, o pDNA pode colmatar aqueles fi ltros e originar perdas de rendimento devido ao seu grande tamanho (> 0,2 µm). O desenvolvimento e a optimização deste passo são uma das necessidades actuais mais prementes [28].A suplantação das limitações que tornam a produção de quilogramas de pDNA actualmente impraticável exige ganhos na efi ciência dos processos, no que diz respeito ao espaço, tempo, energia, matérias-primas, custo, etc. Especifi camente, os novos processos, que se desejam escalonáveis, reprodutíveis e económicos, deverão apontar para rendimentos de DSP na ordem dos 60-70% a uma escala de 10-20 m3. Outras características chave destes processos, relevantes no contexto de uma situação de pandemia, serão a portabilidade e a utilização extensa de materiais, equipamentos e tubagens descartáveis. A primeira característica poderá facilitar uma implementação a nível mundial, enquanto que a segunda reduziria as tarefas de lavagem e validação, reduzindo o consumo de água e introduzindo a fl exibilidade necessária a eventuais aumentos de capacidade [29]. Finalmente, as vacinas de DNA, tal como qualquer produto biológico de uso humano, deverão ser produzidas de acordo com as normas cGMP (current Good Manufacturing Practices).
BIOENGENHARIA DE ÁCIDOS NUCLEICOSA linha de investigação em Bioengenharia de Ácidos Nucleicos, estabelecida à cerca de 10 anos no grupo de Engenharia Bio-química do CEBQ (Centro de Engenharia Biológica e Química), parte integrante do Instituto de Biotecnologia e Bioengenharia (IBB), tem como um dos seus objectivos a investigação científi ca de qualidade e o treino de investigadores na área das vacinas de DNA. O desenvolvimento de vacinas de DNA protótipo contra duas doenças modelo, efectuado em colabo-ração com o Laboratório Nacional de In-vestigação Veterinária (Maedi-Visna) e o Instituto de Higiene e Medicina Tropical e a Universidade de Glasgow (doença do sono), é suportado por estudos e investi-gação nas áreas da engenharia biomolecu-lar e da engenharia de processo direccio-nada ao desenvolvimento de processos de produção e de metodologias de controlo de qualidade. Estas actividades são em parte alicerçadas numa colaboração com a Universidade da Beira Interior (Instituto das Ciências da Saúde).Um dos objectivos actuais na vertente da Engenharia de Processo é desenvolver tecnologias de produção de vacinas de DNA inovadoras, que possam servir de base à criação de uma instalação fabril GMP, que, em última análise, permitirá dotar Portugal da capacidade de produzir as suas próprias vacinas, por exemplo em resposta a uma pandemia de gripe. Os esforços de I&D são dirigidos para a síntese, optimização e intensifi cação dos processos de separação, a jusante dos reactores celulares, que são necessários para produzir vacinas de DNA compatíveis com as recomendações das agências regu-ladoras. A investigação em curso foi deli-neada de modo a abordar os desafi os que se colocam em cada secção do DSP, analisando as operações unitárias mais promissoras. Processos de lise mecânica são examinados em comparação com a metodologia de lise alcalina, como forma de romper as células e libertar o pDNA. Na secção de purifi cação intermédia, a possibilidade de usar operações de fi ltração com membranas e de extracção de pseudo-afi nidade com duas fases
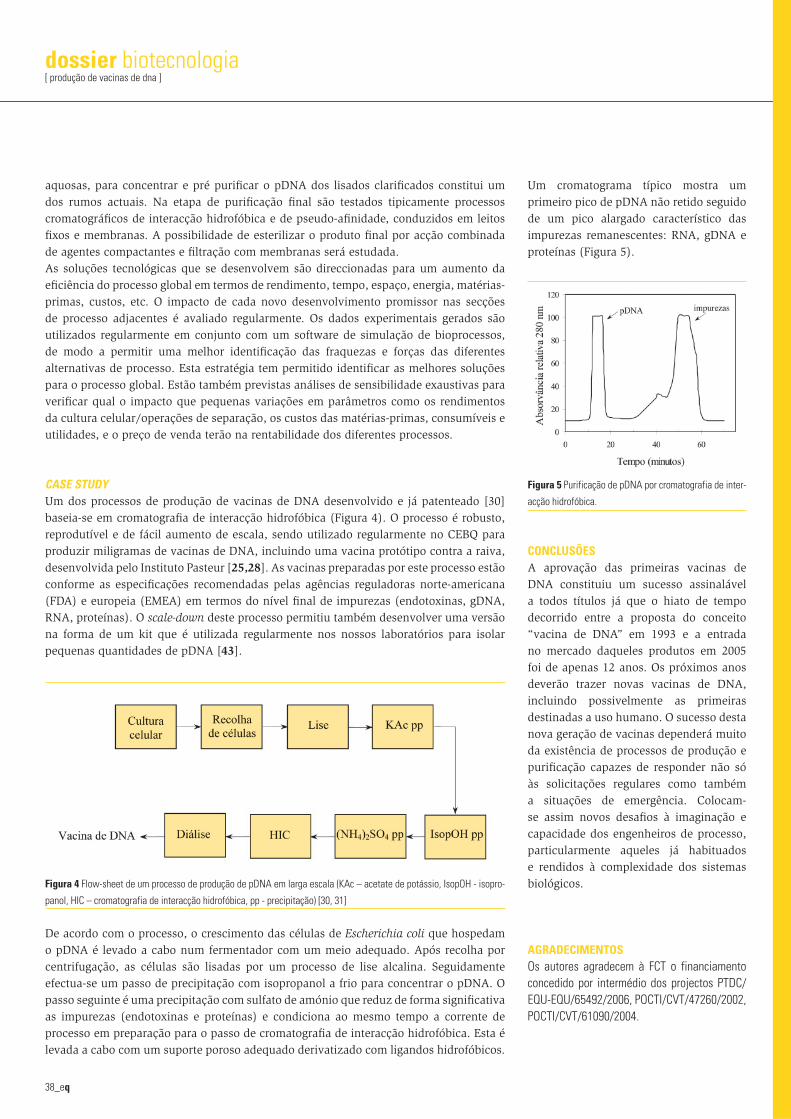
dossier biotecnologia[ produção de vacinas de dna ]
38_eq
aquosas, para concentrar e pré purifi car o pDNA dos lisados clarifi cados constitui um dos rumos actuais. Na etapa de purifi cação fi nal são testados tipicamente processos cromatográfi cos de interacção hidrofóbica e de pseudo-afi nidade, conduzidos em leitos fi xos e membranas. A possibilidade de esterilizar o produto fi nal por acção combinada de agentes compactantes e fi ltração com membranas será estudada. As soluções tecnológicas que se desenvolvem são direccionadas para um aumento da efi ciência do processo global em termos de rendimento, tempo, espaço, energia, matérias-primas, custos, etc. O impacto de cada novo desenvolvimento promissor nas secções de processo adjacentes é avaliado regularmente. Os dados experimentais gerados são utilizados regularmente em conjunto com um software de simulação de bioprocessos, de modo a permitir uma melhor identifi cação das fraquezas e forças das diferentes alternativas de processo. Esta estratégia tem permitido identifi car as melhores soluções para o processo global. Estão também previstas análises de sensibilidade exaustivas para verifi car qual o impacto que pequenas variações em parâmetros como os rendimentos da cultura celular/operações de separação, os custos das matérias-primas, consumíveis e utilidades, e o preço de venda terão na rentabilidade dos diferentes processos.
CASE STUDYUm dos processos de produção de vacinas de DNA desenvolvido e já patenteado [30] baseia-se em cromatografi a de interacção hidrofóbica (Figura 4). O processo é robusto, reprodutível e de fácil aumento de escala, sendo utilizado regularmente no CEBQ para produzir miligramas de vacinas de DNA, incluindo uma vacina protótipo contra a raiva, desenvolvida pelo Instituto Pasteur [25,28]. As vacinas preparadas por este processo estão conforme as especifi cações recomendadas pelas agências reguladoras norte-americana (FDA) e europeia (EMEA) em termos do nível fi nal de impurezas (endotoxinas, gDNA, RNA, proteínas). O scale-down deste processo permitiu também desenvolver uma versão na forma de um kit que é utilizada regularmente nos nossos laboratórios para isolar pequenas quantidades de pDNA [43].
Figura 4 Flow-sheet de um processo de produção de pDNA em larga escala (KAc – acetate de potássio, IsopOH - isopro-
panol, HIC – cromatografia de interacção hidrofóbica, pp - precipitação) [30, 31]
De acordo com o processo, o crescimento das células de Escherichia coli que hospedam o pDNA é levado a cabo num fermentador com um meio adequado. Após recolha por centrifugação, as células são lisadas por um processo de lise alcalina. Seguidamente efectua-se um passo de precipitação com isopropanol a frio para concentrar o pDNA. O passo seguinte é uma precipitação com sulfato de amónio que reduz de forma signifi cativa as impurezas (endotoxinas e proteínas) e condiciona ao mesmo tempo a corrente de processo em preparação para o passo de cromatografi a de interacção hidrofóbica. Esta é levada a cabo com um suporte poroso adequado derivatizado com ligandos hidrofóbicos.
Um cromatograma típico mostra um primeiro pico de pDNA não retido seguido de um pico alargado característico das impurezas remanescentes: RNA, gDNA e proteínas (Figura 5).
Figura 5 Purificação de pDNA por cromatografia de inter-
acção hidrofóbica.
CONCLUSÕESA aprovação das primeiras vacinas de DNA constituiu um sucesso assinalável a todos títulos já que o hiato de tempo decorrido entre a proposta do conceito “vacina de DNA” em 1993 e a entrada no mercado daqueles produtos em 2005 foi de apenas 12 anos. Os próximos anos deverão trazer novas vacinas de DNA, incluindo possivelmente as primeiras destinadas a uso humano. O sucesso desta nova geração de vacinas dependerá muito da existência de processos de produção e purifi cação capazes de responder não só às solicitações regulares como também a situações de emergência. Colocam-se assim novos desafi os à imaginação e capacidade dos engenheiros de processo, particularmente aqueles já habituados e rendidos à complexidade dos sistemas biológicos.
AGRADECIMENTOSOs autores agradecem à FCT o financiamento concedido por intermédio dos projectos PTDC/EQU-EQU/65492/2006, POCTI/CVT/47260/2002, POCTI/CVT/61090/2004.

39_eq
REFERÊNCIAS
[1] Mullin D. “Prometheus in Gloucestershire: Edward Jenner: 1749-1823”, Journal of Allergy and Clinical Immunology, 112:
810-814, 2003.
[2] Bordenave G. “Louis Pasteur (1822-1895)”, Microbes and Infection, 5: 553-560, 2003.
[3] Gradmann C. “Robert Koch and the White Death: From Tuberculosis to Tuberculin”, Microbes and Infection, 8:294-301,
2006.
[4] Pearce JMS “Salk and Sabin: Poliomyelitis Immunisation”, Journal of Neurology and Psychiatry, 75: 1552-1552, 2004.
[5] Liu MA. “Overview of DNA Vaccines”, Annals of the New York Academy of Sciences, 772: 15-20, 1995.
[6] André FE. “Vaccinology: Past Achievements, Present Roadblocks and Future Promises”, Vaccine, 21: 593-595, 2003.
[7] Robinson, HL, Ginsberg, HS, Davis, HL, Johnston, SA, Liu, MA. The Scientific Future of DNA for Immunization. Washing-
ton, American Society of Microbiology, 1997.
[8] Kubi J. Immunology. 4th edition by Goldsby RA, Kindt TJ, Osborne BA. New York, W H Freeman, 2000.
[9] Stern AM, Markel H. “The History of Vaccines and Immunization: Familiar Patterns, New Challenges”, Health Affairs, 24:
611-621, 2005.
[10] Ulmer JB, Donnelly JJ, Parker SE, Rhodes,GH, Felgner PL, Dwarki VJ, Gromkowski SH, Deck RR, DeWitt CM, Friedman
A, Hawe LA, Leander KR, Martinez D, Perry HC, Shiver JW, Montgomery DL, Liu MA. “Heterologous Protection Against
Influenza by Injection of DNA Encoding a Viral Protein”, Science, 259: 1745-1749, 1990.
[11] Drape RJ, Macklin MD, Barr LJ, et al. “Epidermal DNA Vaccine for Influenza is Immunogenic in Humans”. Vaccine,
24:4475-4481, 2006.
[12] Forde GM, “Rapid-Response Vaccines-Does DNA Offer a Solution?”, Nature Biotechnology, 3:1059-1062, 2005.
[13] Gurunathan S, Klinman DM, Seder RA. “DNA Vaccines: Immunology, Application, and Optimization”. Annual Reviews in
Immunology, 18:927-974, 2000.
[14] Ballantyne J, Klocke D, Smiley L. Production of a West Nile Virus DNA Vaccine Using Perfluorosorb S. http://www.
aldevron.com/pdf/West_Nile_Virus_Vaccine.pdf
[15] Timmerman JM, Singh G, Hermanson G, et al. “Immunogenicity of a pDNA Vaccine Encoding Chimeric Idiotype in
Patients with B-cell Lymphoma”, Cancer Research, 62:5845-5852, 2002.
[16] Hoare M, Levy MS, Bracewell DG, et al. “Bioprocess Engineering Issues that Would be Faced in Producing a DNA Vac-
cine at up to 100 m3 Fermentation Scale for an Influenza Pandemic”. Biotechnology Progress, 21:1577-1592, 2005.
[17] Carnes AE. “Fermentation design for the manufacture of therapeutic pDNA”. BioProcess Int, 3:36-, 2005.
[18] Prazeres DMF, Ferreira GNM. “Design of Flowsheets for the Recovery and Purification of Plasmids for Gene Therapy and
DNA Vaccination”, Chemical Engineering and Processing, 43:609-624, 2004
[19] Freitas S, Santos JAL, Prazeres DMF. “Plasmid DNA production”. In: Development of Sustainable Bioprocesses: Model-
ing and Assessment, A Biwer, E Heinzle, Cooney C (eds), John Wiley & Sons, New York, 271-285, 2006.
[20] Carlson A, Signs M, Liermann L. “Mechanical Disruption of Escherichia coli for Plasmid Recovery”. Biotechnology and
Bioengineering, 48:303-315, 1995.
[21] Murphy JC, Cano T, Fox GE, et al. “Compaction Agent Protection of Nucleic Acids During Mechanical Lysis”. Biotechnol-
ogy Progress, 22:519-522, 2006
[22] Levy MS, Collins IJ, Yim SSS, et al. “Effect of Shear on pDNA Solution”. Bioprocess Engineering, 20:7-13, 1999.
[23] Lander RJ, Winters MA, Meacle FJ, et al. “Fractional Precipitation of pDNA from Lysate by CTAB”. Biotechnology
Bioengineering, 79: 776-884, 2002
[24] Trindade IP, Diogo MM, Prazeres DMF, et al. “Purification of pDNA Vectors by Aqueous Two-phase Extraction and
Hydrophobic Interaction Chromatography”. Journal of Chromatography A, 1082: 176-184, 2005.
[26] Sousa F, Freitas SS, Azzonni A, et al. “Purification and Isolation of Supercoiled pDNA from Cell Lysates with a Single
Histidine-Chromatography Step”. Biotechnology and Applied Biochemistry, 45:131-140, 2006.
[27] Teeters MA, Conrardy SE, Thomas BL, et al. “Adsorptive Membrane Chromatography for Purification of pDNA”. Journal
of Chromatography A, 989:165-173, 2003.
[28] Cardona M, Allen B. “Incorporating Single-use Systems in Biopharmaceutical Manufacturing”. BioProcess International,
Supp. 3:10-, 2006.
[29] Watson PW, Winters MA, Sagar SL et al. “Sterilizing Filtration of pDNA: Effects of Plasmid Concentration, Molecular
Weigth and Conformation”. Biotechnology Progress, 22:465-470, 2006
[30] Prazeres, DMF, Diogo, MM, Queiroz, JA. “Purification of Plasmid DNA by Hydrophobic Interaction Chromatography”,
United States Patent 7,169,917, January 30, 2007.
[31] Diogo MM, Ribeiro SC, Queiroz JA, Monteiro GA, Tordo N, Perrin P, Prazeres DMF. “Production, Purification and Analy-
sis of an Experimental DNA Vaccine Against Rabies”, Journal of Gene Medicine, 3: 577-584, 2001.
[32] Diogo MM, Queiroz JA, Prazeres DMF. “Purification of Plasmid DNA Vectors Produced in Escherichia coli for Gene
Therapy and DNA Vaccine Applications”, In: Microbial Processes and Products. Methods in Biotechnology, Barredo, JL
(ed.), Totowa, Humana Press, 18, pp. 165-278, 2005.
SOBRE OS AUTORES
Duarte Miguel PrazeresLicenciado em Engenharia Química pela Univer-sidade de Coimbra em 1989, doutoramento em Engenharia Química pelo Instituto Superior Téc-nico em 1993. Professor associado com Agrega-ção no Departamento de Engenharia Química e Biológica do IST, é investigador no Instituto de Biotecnologia e Bioengenharia.
Gabriel Amaro MonteiroLicenciado em Biologia pela Universidade de Coimbra em 1988, doutoramento em Biotecno-logia pelo Instituto Superior Técnico em 1998. Professor auxiliar no Departamento de Engen-haria Química e Biológica do IST, é investigador no Instituto de Biotecnologia e Bioengenharia.

dossier biotecnologia[ estratégias para produção de bioplásticos a partir de melaços de cana-de-açúcar ]
40_eq
estratégias para produção de bioplásticos a partir de melaços de cana-de-açúcar
ResumoOs polihidroxialcanoatos (PHA) são potenciais candidatos à substituição de plásticos convencionais por polímeros biodegradáveis. Actualmente, os custos de produção destes polímeros de síntese biológica são ainda muito elevados para que estes se apresentem como um material de custo competitivo. O uso de cul-turas microbianas mistas, associado à utilização de substratos de baixo custo, obtidos a partir de resíduos ou sub-produtos agrícolas ou industriais, poderão contribuir para reduzir significativamente os custos de produção dos PHAs. Neste estudo foi investigado o uso de um sub-produto da indústria de refinação de açúcar, melaços de cana-de-açúcar, para a produção de polihidroxialcanoatos por culturas microbianas mistas. Foi desenvolvido um processo de produção em três etapas incluindo: (1) a fermentação acidogénica do melaço a ácidos orgânicos voláteis, (2) a selecção de uma cultura acumuladora de PHAs em regime de “fome-fartura” e (3) a produção de PHAs em descontínuo, usando a cultura enriquecida em (2) alimentada com o fermentado de melaços produzido em (1). Relativamente à fermentação acidogénica dos melaços, foi estudado o efeito do pH (7 – 5) na composição em ácidos orgânicos. Foi avaliado o efeito do perfil dos ácidos orgânicos na composição do polímero produzido de forma a demonstrar a possibilidade de manipular a composição dos PHAs actuando sobre o pH da etapa de fermentação. Estes ensaios foram realizados com uma cultura enriquecida em acetato, obtendo-se um rendimento máximo em polímero por substrato de 0.62 Cmmol PHA/Cmmol VFA e uma produtividade volumétrica de 0.53 g PHA/l.h. Em paralelo, foi enriquecida uma cultura com capacidade de acumulação de PHAs usando o fermentado de melaços como fonte de carbono. Para esta cultura, o rendimento máximo de acumulação de polímero obtido foi de 0.59 Cmmol PHA/Cmmol VFA, correspondendo a uma produtividade volumétrica de 0.49 g PHA/l.h.Palavras-chave Melaços; Fermentação acidogénica; Ácidos orgânicos voláteis; Bioplásticos; Polihidroxi-alcanoatos; Selecção de culturas; Fome-fartura; Alimentação dinâmica em aerobiose
Abstract Polyhydroxyalkanoates (PHA) are considered to be good candidates for biodegradable plastics. At present their production costs are still too high for them to become competitive commodity plastic materials. The use of mixed culture processes coupled to the use of low-cost substrates based on agricultural or industrial wastes or by-products can contribute to significantly reducing PHA production costs. In this study the use of sugar cane molasses was investigated for the production of bioplastics by mixed microbial cultures. A three-step process was implemented comprising: (1) the acidogenic fermentation of the molasses, (2) PHA-accumulating culture selection under “feast and famine” conditions and (3) PHA batch production using the enriched sludge and fermented molasses produced in the acidogenic reactor. The work developed comprised the optimisation of the molasses acidogenic fermentation, namely studying the effect of pH (7 – 5) on sugar to VFA conversion yields and on organic acids concentration profiles. The effect of the organic acids distribution on polymer composition was assessed in order to demonstrate the possibility of manipulating PHA composition by acting on fermentation pH. These assays were carried out by feeding the fermented molasses produced at different pH to a PHA-accumulating culture selected with acetate under “feast and famine” conditions. Polymer yields on substrate of up to 0.62 Cmmol PHA/Cmmol VFA and volumetric productivities of up to 0.53 g PHA/l.h were observed. Simultaneously, a culture with PHA accumulation capacity was selected under “feast and famine” conditions using fermented molasses as feedstock. For this culture, the highest polymer storage yield obtained was 0.59 Cmmol PHA/Cmmol VFA, corresponding to a volumetric productivity of 0.49 g PHA/l.h.
M.G.E. Albuquerque e M.A.M. ReisREQUIMTE/CQFB, Departamento de Química, FCT, Universidade Nova de Lisboa, 2829-516 Caparica, Portugal E-mail: [email protected]
41_eq
INTRODUÇÃOO uso de plásticos sintéticos gera anual-mente cerca de 25 milhões de toneladas de resíduos na Europa e Estados Unidos da América, dos quais apenas 20% são re-ciclados ou incinerados, sendo a restante fracção deposta em aterros ou ambientes marinhos (Braunegg et al. 1998). A subs-tituição, ainda que parcial, dos plásticos de síntese química por plásticos biode-gradáveis poderá representar uma redução do volume de resíduos produzidos de quase 20% (EPA 2000). Os polihidroxialcanoatos (PHAs) são polímeros de síntese biológica que se apresentam como fortes candidatos para a substituição dos plásticos conven-cionais por plásticos biodegradáveis. Estes poliésteres são termoplásticos produzidos e acumulados intracelularmente por bac-térias como reservas de carbono e de en-ergia. Possuem propriedades mecânicas e estruturais semelhantes às dos plásticos convencionais, nomeadamente às do poli-propileno, com a vantagem de serem to-talmente biodegradáveis, biocompatíveis e de poderem ser produzidos a partir de fontes renováveis, permitindo processos de produção sustentáveis.Actualmente, os PHAs são produzidos in-dustrialmente por culturas puras, reque-rendo condições de esterilidade na etapa de fermentação. Os custos de produção dos PHAs (associados nomeadamente aos custos dos substratos utilizados, da fer-mentação e da recuperação de polímero) são ainda demasiado elevados para que estes polímeros se apresentem como um material de custo competitivo. O uso de culturas microbianas mistas (requerendo geralmente menores custos de investi-mento e de operação - não necessitam de condições assépticas) associado ao uso de substratos de baixo custo, obtidos a par-tir de resíduos ou sub-produtos agrícolas ou industriais, poderão contribuir para reduzir signifi cativamente os custos de produção destes biopolímeros. As culturas microbianas mistas são constituídas por uma população de composição desconhecida, seleccionada pelas condições operacionais impostas ao sistema (não necessitando por isso de esterilidade). A acumulação intracelular de
PHAs por culturas mistas (tais como os sistemas de lamas activadas usados tipicamente no tratamento de efl uentes) ocorre em condições de disponibilidade transiente de fonte de carbono externa (Majone et al. 1996). Este processo é designado por “fome-fartura” ou alimentação dinâmica em aerobiose (ADF, do inglês aerobic dynamic feeding). Durante a fase de excesso de fonte de carbono externa (fartura), o consumo do substrato é canalizado principalmente para acumulação de polímero, sendo apenas uma pequena fracção usada para crescimento celular. Após a exaustão da fonte de carbono externa (fome), o polímero acumulado pode ser usado como fonte de carbono e energia para manutenção e crescimento celular.A grande maioria dos estudos efectuados sobre a produção de PHAs por culturas mistas usa um sistema designado por “side-stream” (Dias et. al. 2006), em que o enriquecimento em microorganismos com capacidade de acumulação de PHA (geralmente em reactores descontínuos sequenciais sujeitos a condições ADF) e a produção de PHAs são efectuados em duas etapas distintas: na primeira, a cultura é enriquecida sendo continuamente sujeita a ciclos de “fome-fartura”, na segunda, a cultura, assim seleccionada, é alimentada com uma concentração elevada de fonte de carbono de forma a saturar as células em polímero intracelular. A maior parte dos estudos publicados referem o uso de substratos simples, nomeadamente ácidos orgânicos sintéticos como o acetato, o propionato, o butirato e o valerato (Beun et al. 2002; Beccari et al. 2002; Dionisi et al. 2004; Serafi m et al. 2004; Lemos et al. 2006). Serafi m et al. (2004) demonstraram que uma cultura mista alimentada com acetato, em regime de “fome-fartura”, pode acumular polihidroxibutirato (PHB) até 65% do peso celular seco. Este valor é comparável aos valores obtidos por culturas microbianas puras.Apenas alguns trabalhos descrevem a produção de PHAs a partir de substratos de baixo custo, obtidos a partir de resíduos ou sub-produtos agrícolas ou industriais, tais como resíduos alimentares (Rhu et al. 2003), efl uentes de lagares de azeite (Dionisi et al. 2005), efl uentes da indústria do papel (Bengtsson et al. 2007) e melaços de cana-de-açúcar (Albuquerque et al. 2007). Ao contrário das culturas microbianas puras, as culturas mistas não produzem PHA a partir de hidratos de carbono, mas antes glicogénio (Dircks et al. 2001). Por isso, a produção de PHAs a partir de substratos ricos em hidratos de carbono requer uma etapa prévia de fermentação anaeróbia, de forma a transformar o conteúdo em açúcares em ácidos orgânicos voláteis (VFAs, do inglês volatile fatty acids), que podem ser convertidos em PHAs por culturas mistas seleccionadas.É importante salientar que a composição dos polímeros produzidos (fracção relativa dos diferentes monómeros constituintes) depende directamente do tipo de ácidos usados como substrato. Por outro lado, as propriedades mecânicas destes biopolímeros – e logo as suas possíveis aplicações – dependem da sua composição. Sabe-se, por exemplo, que co-polímeros de hidroxibutirato e hidroxivalerato, P(HB-co-HV), possuem propriedades mecânicas mais vantajosas (são menos quebradiços e mais moldáveis) que o homopolímero de PHB. Poderá, por isso, ser interessante manipular as condições de fermentação acidogénica de forma a controlar o tipo de ácidos orgânicos produzidos e, consequentemente, a composição do polímero obtido a partir destes.Os melaços de cana-de-açúcar são um subproduto das refi narias de açúcar com um conteúdo muito elevado em açúcares (mais de 50% w/w) e de custo relativamente baixo. Neste estudo, foi investigado o uso de melaços de cana-de-açúcar para produção de PHAs por culturas mistas. Para tal, foi desenvolvido um processo de produção em três etapas: (1) fermentação acidogénica dos melaços, (2) selecção de cultura acumuladora de PHAs em regime de “fome-fartura” (usando alternativamente acetato ou fermentado de melaços) e (3) produção de PHAs em descontínuo usando como inóculo uma das duas culturas seleccionadas em (2) e como substrato o fermentado de melaços produzido em (1).
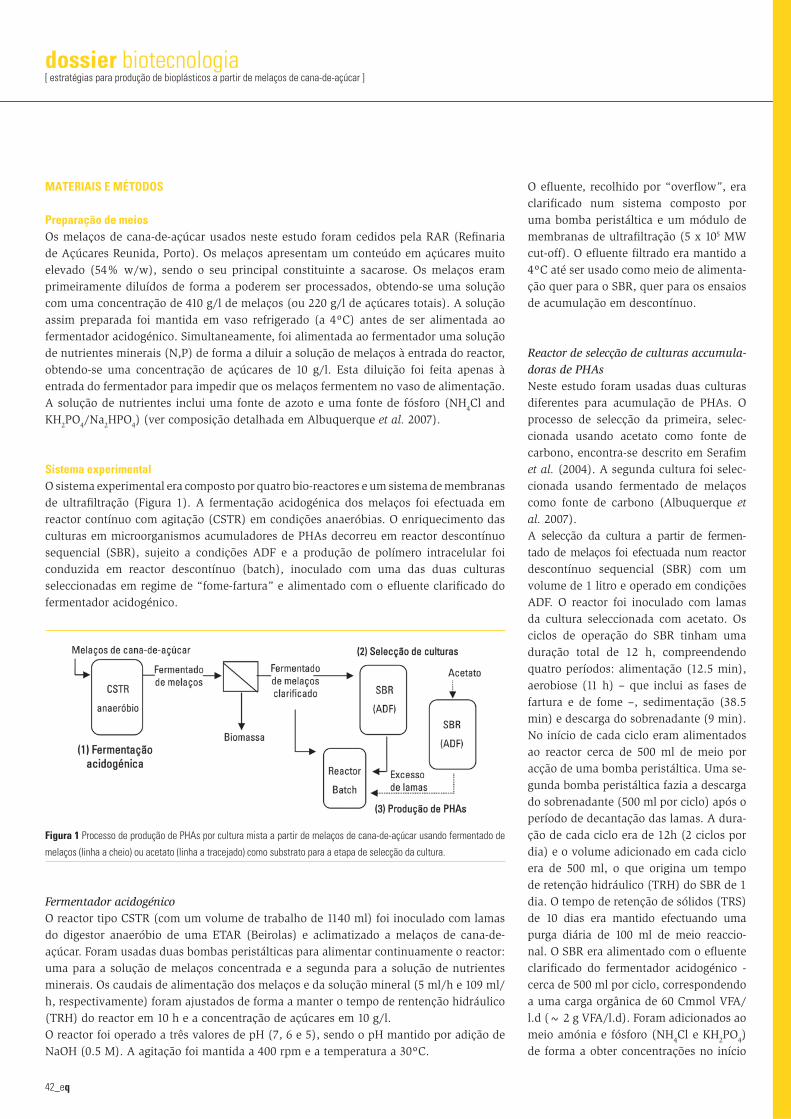
dossier biotecnologia[ estratégias para produção de bioplásticos a partir de melaços de cana-de-açúcar ]
42_eq
MATERIAIS E MÉTODOS
Preparação de meiosOs melaços de cana-de-açúcar usados neste estudo foram cedidos pela RAR (Refi naria de Açúcares Reunida, Porto). Os melaços apresentam um conteúdo em açúcares muito elevado (54% w/w), sendo o seu principal constituinte a sacarose. Os melaços eram primeiramente diluídos de forma a poderem ser processados, obtendo-se uma solução com uma concentração de 410 g/l de melaços (ou 220 g/l de açúcares totais). A solução assim preparada foi mantida em vaso refrigerado (a 4ºC) antes de ser alimentada ao fermentador acidogénico. Simultaneamente, foi alimentada ao fermentador uma solução de nutrientes minerais (N,P) de forma a diluir a solução de melaços à entrada do reactor, obtendo-se uma concentração de açúcares de 10 g/l. Esta diluição foi feita apenas à entrada do fermentador para impedir que os melaços fermentem no vaso de alimentação. A solução de nutrientes inclui uma fonte de azoto e uma fonte de fósforo (NH4Cl and KH2PO4/Na2HPO4) (ver composição detalhada em Albuquerque et al. 2007).
Sistema experimentalO sistema experimental era composto por quatro bio-reactores e um sistema de membranas de ultrafi ltração (Figura 1). A fermentação acidogénica dos melaços foi efectuada em reactor contínuo com agitação (CSTR) em condições anaeróbias. O enriquecimento das culturas em microorganismos acumuladores de PHAs decorreu em reactor descontínuo sequencial (SBR), sujeito a condições ADF e a produção de polímero intracelular foi conduzida em reactor descontínuo (batch), inoculado com uma das duas culturas seleccionadas em regime de “fome-fartura” e alimentado com o efl uente clarifi cado do fermentador acidogénico.
Figura 1 Processo de produção de PHAs por cultura mista a partir de melaços de cana-de-açúcar usando fermentado de
melaços (linha a cheio) ou acetato (linha a tracejado) como substrato para a etapa de selecção da cultura.
Fermentador acidogénicoO reactor tipo CSTR (com um volume de trabalho de 1140 ml) foi inoculado com lamas do digestor anaeróbio de uma ETAR (Beirolas) e aclimatizado a melaços de cana-de-açúcar. Foram usadas duas bombas peristálticas para alimentar continuamente o reactor: uma para a solução de melaços concentrada e a segunda para a solução de nutrientes minerais. Os caudais de alimentação dos melaços e da solução mineral (5 ml/h e 109 ml/h, respectivamente) foram ajustados de forma a manter o tempo de rentenção hidráulico (TRH) do reactor em 10 h e a concentração de açúcares em 10 g/l.O reactor foi operado a três valores de pH (7, 6 e 5), sendo o pH mantido por adição de NaOH (0.5 M). A agitação foi mantida a 400 rpm e a temperatura a 30ºC.
O efl uente, recolhido por “overfl ow”, era clarifi cado num sistema composto por uma bomba peristáltica e um módulo de membranas de ultrafi ltração (5 x 105 MW cut-off). O efl uente fi ltrado era mantido a 4ºC até ser usado como meio de alimenta-ção quer para o SBR, quer para os ensaios de acumulação em descontínuo.
Reactor de selecção de culturas accumula-doras de PHAs Neste estudo foram usadas duas culturas diferentes para acumulação de PHAs. O processo de selecção da primeira, selec-cionada usando acetato como fonte de carbono, encontra-se descrito em Serafi m et al. (2004). A segunda cultura foi selec-cionada usando fermentado de melaços como fonte de carbono (Albuquerque et al. 2007).A selecção da cultura a partir de fermen-tado de melaços foi efectuada num reactor descontínuo sequencial (SBR) com um volume de 1 litro e operado em condições ADF. O reactor foi inoculado com lamas da cultura seleccionada com acetato. Os ciclos de operação do SBR tinham uma duração total de 12 h, compreendendo quatro períodos: alimentação (12.5 min), aerobiose (11 h) – que inclui as fases de fartura e de fome –, sedimentação (38.5 min) e descarga do sobrenadante (9 min). No início de cada ciclo eram alimentados ao reactor cerca de 500 ml de meio por acção de uma bomba peristáltica. Uma se-gunda bomba peristáltica fazia a descarga do sobrenadante (500 ml por ciclo) após o período de decantação das lamas. A dura-ção de cada ciclo era de 12h (2 ciclos por dia) e o volume adicionado em cada ciclo era de 500 ml, o que origina um tempo de retenção hidráulico (TRH) do SBR de 1 dia. O tempo de retenção de sólidos (TRS) de 10 dias era mantido efectuando uma purga diária de 100 ml de meio reaccio-nal. O SBR era alimentado com o efl uente clarifi cado do fermentador acidogénico - cerca de 500 ml por ciclo, correspondendo a uma carga orgânica de 60 Cmmol VFA/l.d (~ 2 g VFA/l.d). Foram adicionados ao meio amónia e fósforo (NH4Cl e KH2PO4) de forma a obter concentrações no início
43_eq
de cada ciclo de 2.5 Nmmol/l e 0.32 Pmmol/l. De forma a inibir a nitrifi cação foi ainda adicionada tiureia. O pH do meio foi ajustado a 8 ± 0.05 antes deste ser alimentado ao reactor de selecção.O arejamento foi efectuado por meio de um compressor através de um dispersor cerâmico introduzido dentro do reactor. A agitação foi mantida a 500 rpm e a temperatura a 23 ºC. Os valores de pH e oxigénio dissolvido no reactor foram monitorizados em contínuo.
Ensaios de acumulação de PHAs em descontínuoOs ensaios de acumulação de PHAs foram efectuados em reactor descontínuo, usando como substrato fermentado de melaços produzido a diferentes condições de operação do fermentador acidogénico (pH 7 a 5) e como inóculo as culturas seleccionadas em regime de “fome-fartura” a partir de acetato (Serafi m et al. 2004) ou de fermentado de melaços.O reactor possuía um volume útil de 600 ml. Em cada ensaio, cerca de 200 ml de lamas recolhidas dos SBR no fi nal de cada ciclo (após decantação e descarga) eram adicionados a 400 ml de fermentado de melaços clarifi cado (pH previamente ajustado a 7). O arejamento era efectuado por um compressor, sendo o ar fornecido através de um dispersor cerâmico colocado no reactor. A agitação era feita por agitação magnética. No decorrer destes ensaios eram recolhidas amostras a intervalos regulares de forma a monitorizar o consumo de ácidos orgânicos e de amónia, o crescimento celular e a acumulação de PHAs. A taxa de consumo de oxigénio era também monitorizada ao longo do tempo por um eléctrodo de oxigénio introduzido num respirómetro. O meio reaccional era continuamente recirculado através do respirómetro e, em intervalos regulares (nos momentos correspondentes à recolha de amostras), a recirculação era desligada (cerca de 2 minutos) observando-se um decréscimo da concentração de oxigénio dissolvido ao longo do tempo, correspondente à taxa de consumo de oxigénio da cultura naquele momento. Os ensaios de acumulação foram conduzidos a 23 ºC.
Procedimentos analíticosA concentração de biomassa foi determinada usando o método de quantifi cação dos sólidos suspensos voláteis (SSV) descrito em Standard Methods (1995). A concentração de ácidos orgânicos (acetato, propionato, butirato, valerato e lactato) foi determinada por HPLC, usando um detector de UV e uma coluna e pré-coluna Aminex HPX-87H (BioRad). O eluente usado foi ácido sulfúrico 0.01 N a um caudal de 0.6 ml/min e a uma temperatura de 50 ºC. Foi usado um comprimento de onda do detector de 210 nm. As concentrações dos respectivos ácidos orgânicos foram calculadas através de rectas de calibração obtidas a partir de padrões (25 – 1000 mg/l). A concentração de açúcares totais foi determinada pelo método de Morris (1948), com modifi cações por Koehler (1952), Bailey (1958) e Gaudy (1962). Este método baseia-se na reacção entre os hidratos de carbono a analisar e antrona em meio fortemente ácido, desenvolvendo-se um produto de cor verde, que é medido por espectrofotometria (λ = 625 nm). A concentração de açúcares foi calculada através de uma recta de calibração obtida a partir de padrões de sacarose (10 – 100 mg/l).A concentração de polihidroxialcanoatos foi determinada por cromatografi a gasosa usando o método descrito em Serafi m et al. (2004) e Lemos et al. (2006). Este método consiste na destruição das membranes celulares, seguida da hidrólise das cadeias de polímero e metilação dos monómeros assim obtidos. Os monómeros metilados são então extraídos para clorofórmio e a fase orgânica é injectada no cromatógrafo. As concentrações de hidroxibutirato e hidroxivalerato foram calculadas através de curvas de calibração obtidas a partir de padrões de P(HB-HV) (70%/30%) (Sigma) e corrigidas usando heptadecano como padrão interno. A concentração de amónia foi determinada usando um eléctrodo de amónia (ThermoOrion
9512), que mede o potencial eléctrico (fun-ção da concentração de NH4
+). A concen-tração de amónia foi calculada através de uma curva de calibração obtida a partir de padrões de NH4Cl (0.01 – 10 Nmmol/l).O carbono orgânico total (TOC) foi analisado em amostras clarifi cadas num analisador de TOC Shimadzu. O TOC foi determinado por diferença entre carbono total (TC) e carbono inorgânico (IC). Foram usados padrões de hidrogenoftalato de potássio (20 – 500 mg/l), hidrogenocarbonato de sódio e carbonato de sódio (1 – 25 mg/l e 20 – 500 mg/l) para obter as rectas de calibração de TC e IC.
CálculosO conteúdo celular em polímero foi calcu-lado como percentagem mássica dos SSV (%PHA = PHA/VSS*100, em g PHA/g SSV), em que os SSV incluem biomassa activa (X) e PHAs.As taxas específi cas máximas de consumo de substrato (-qS em Cmmol VFA/Cmmol X.h) e de produção de polímero (qP in Cmmol PHA/Cmmol X.h) foram determi-nadas ajustando uma função linear aos valores experimentais das concentrações de VFAs e PHAs em função do tempo, calculando a primeira derivada no tempo zero e dividindo o valor obtido pela con-centração inicial de biomassa activa. A concentração de VFAs, correspondente à soma das concentrações dos vários ácidos orgânicos ([VFA], expressa em Cmmol/l, é igual a Σ [Hac], [Hprop], [Hbut], [Hval], [Hlac], expressas em Cmmol/l). A con-centração de PHAs (em Cmmol/l) cor-responde à soma das concentrações dos monómeros de HB e HV (em Cmmol/l).Os rendimentos de polímero (YP/S em Cmmol PHA/Cmmol VFA) e em biomassa activa (YX/S em Cmmol X/Cmmol VFA) por substrato consumido, foram calculados di-vidindo a quantidade de PHA ou biomassa formados pela quantidade total de ácidos orgânicos consumidos.O rendimento de respiração, correspon-dendo ao consumo de oxigénio por subs-trato consumido (YO/S em Cmmol/Cmmol VFA), foi calculado integrando a curva dos valores experimentais obtidos para a
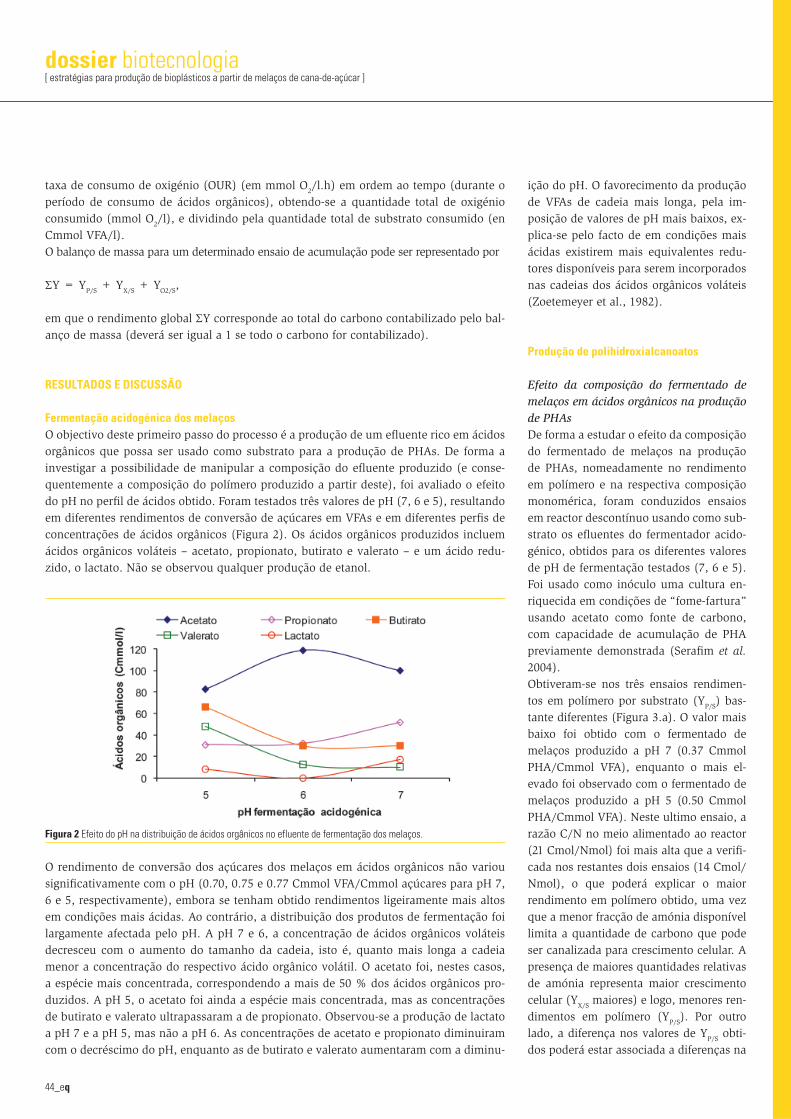
dossier biotecnologia[ estratégias para produção de bioplásticos a partir de melaços de cana-de-açúcar ]
44_eq
taxa de consumo de oxigénio (OUR) (em mmol O2/l.h) em ordem ao tempo (durante o período de consumo de ácidos orgânicos), obtendo-se a quantidade total de oxigénio consumido (mmol O2/l), e dividindo pela quantidade total de substrato consumido (en Cmmol VFA/l).O balanço de massa para um determinado ensaio de acumulação pode ser representado por
ΣY = YP/S + YX/S + YO2/S,
em que o rendimento global ΣY corresponde ao total do carbono contabilizado pelo bal-anço de massa (deverá ser igual a 1 se todo o carbono for contabilizado).
RESULTADOS E DISCUSSÃO
Fermentação acidogénica dos melaçosO objectivo deste primeiro passo do processo é a produção de um efl uente rico em ácidos orgânicos que possa ser usado como substrato para a produção de PHAs. De forma a investigar a possibilidade de manipular a composição do efl uente produzido (e conse-quentemente a composição do polímero produzido a partir deste), foi avaliado o efeito do pH no perfi l de ácidos obtido. Foram testados três valores de pH (7, 6 e 5), resultando em diferentes rendimentos de conversão de açúcares em VFAs e em diferentes perfi s de concentrações de ácidos orgânicos (Figura 2). Os ácidos orgânicos produzidos incluem ácidos orgânicos voláteis – acetato, propionato, butirato e valerato – e um ácido redu-zido, o lactato. Não se observou qualquer produção de etanol.
Figura 2 Efeito do pH na distribuição de ácidos orgânicos no efluente de fermentação dos melaços.
O rendimento de conversão dos açúcares dos melaços em ácidos orgânicos não variou signifi cativamente com o pH (0.70, 0.75 e 0.77 Cmmol VFA/Cmmol açúcares para pH 7, 6 e 5, respectivamente), embora se tenham obtido rendimentos ligeiramente mais altos em condições mais ácidas. Ao contrário, a distribuição dos produtos de fermentação foi largamente afectada pelo pH. A pH 7 e 6, a concentração de ácidos orgânicos voláteis decresceu com o aumento do tamanho da cadeia, isto é, quanto mais longa a cadeia menor a concentração do respectivo ácido orgânico volátil. O acetato foi, nestes casos, a espécie mais concentrada, correspondendo a mais de 50 % dos ácidos orgânicos pro-duzidos. A pH 5, o acetato foi ainda a espécie mais concentrada, mas as concentrações de butirato e valerato ultrapassaram a de propionato. Observou-se a produção de lactato a pH 7 e a pH 5, mas não a pH 6. As concentrações de acetato e propionato diminuiram com o decréscimo do pH, enquanto as de butirato e valerato aumentaram com a diminu-
ição do pH. O favorecimento da produção de VFAs de cadeia mais longa, pela im-posição de valores de pH mais baixos, ex-plica-se pelo facto de em condições mais ácidas existirem mais equivalentes redu-tores disponíveis para serem incorporados nas cadeias dos ácidos orgânicos voláteis (Zoetemeyer et al., 1982).
Produção de polihidroxialcanoatos
Efeito da composição do fermentado de melaços em ácidos orgânicos na produção de PHAsDe forma a estudar o efeito da composição do fermentado de melaços na produção de PHAs, nomeadamente no rendimento em polímero e na respectiva composição monomérica, foram conduzidos ensaios em reactor descontínuo usando como sub-strato os efl uentes do fermentador acido-génico, obtidos para os diferentes valores de pH de fermentação testados (7, 6 e 5). Foi usado como inóculo uma cultura en-riquecida em condições de “fome-fartura” usando acetato como fonte de carbono, com capacidade de acumulação de PHA previamente demonstrada (Serafi m et al. 2004).Obtiveram-se nos três ensaios rendimen-tos em polímero por substrato (YP/S) bas-tante diferentes (Figura 3.a). O valor mais baixo foi obtido com o fermentado de melaços produzido a pH 7 (0.37 Cmmol PHA/Cmmol VFA), enquanto o mais el-evado foi observado com o fermentado de melaços produzido a pH 5 (0.50 Cmmol PHA/Cmmol VFA). Neste ultimo ensaio, a razão C/N no meio alimentado ao reactor (21 Cmol/Nmol) foi mais alta que a verifi -cada nos restantes dois ensaios (14 Cmol/Nmol), o que poderá explicar o maior rendimento em polímero obtido, uma vez que a menor fracção de amónia disponível limita a quantidade de carbono que pode ser canalizada para crescimento celular. A presença de maiores quantidades relativas de amónia representa maior crescimento celular (YX/S maiores) e logo, menores ren-dimentos em polímero (YP/S). Por outro lado, a diferença nos valores de YP/S obti-dos poderá estar associada a diferenças na

45_eq
composição em ácidos orgânicos. Para os primeiros dois ensaios (fermentado de melaços obtidos a pH 7 e 6), em que a razão C/N usada foi a mesma, o rendimento em polímero (0.37 e 0.45 Cmmol PHA/Cmmol VFA, respectivamente) aumentou com o aumento da soma das fracções molares de acetato e propionato. Sendo que, nos vários ensaios efectua-dos, estes dois ácidos – acetato e o propionato – foram preferencialmente consumidos por esta cultura (as taxas de consumo de butirato e de valerato são inicialmente muito baixas, subindo apenas após a exaustão dos dois primeiros VFAs), e que a maior parte da produção de polímero ocorreu em simultâneo com o seu consumo, faz sentido que o aumento da fracção molar destes dois ácidos resulte num aumento do rendimento em polímero.A composição dos polímeros produzidos (fracção Cmolar de HB e HV) variou de forma linear com a fracção (Cmolar) dos diferentes ácidos orgânicos (Figura 3.b). Enquanto as fracções Cmolar de ácidos orgânicos (Ac+But)/(Prop+Val+Lac) no fermentado de melaço variaram entre 0.79/0.21 (a pH 6) e 0.51/0.49 (a pH 5), a composição dos polímeros (CmolHB:CmolHV) variou entre 66:34 e 27:73. De facto, a fracção Cmolar de monómeros de 3HB é directamente proporcional à fracção Cmolar de acetato e buti-rato no substrato (ácidos orgânicos com número par de carbonos), enquanto a fracção Cmolar de 3HV é directamente proporcional à fracção Cmolar de propionato, valerato e lactato (ácidos orgânicos com número ímpar de carbonos). Este resultado é consistente com as vias metabólicas que estão descritas para a síntese de PHAs por culturas puras e que se usam geralmente para prever o comportamento de culturas mistas acumuladoras de PHAs (Lemos et al. 2006). Estes ensaios demonstram claramente que a composição de polímero pode ser manipulada actuando sobre o pH da fermentação acidogénica.
Figura 3 (a) Efeito do pH de fermentação acidogénica dos melaços no rendimento de polímero (YP/S) por substrato e (b)
composição de polímero (CmolHB:CmolHV) em função da composição em ácidos orgânicos (Cmol/Cmol), obtidos usando
fermentado de melaços produzido a diferentes pH de fermentação como substrato para produção de PHAs.
Acumulação de PHAs usando culturas seleccionadas a partir de diferentes substratosA mesma cultura usada nos ensaios acima descritos, foi usada como inóculo num en-saio em que se pretendeu maximizar as condições de acumulação de polímero. Para tal, minimizou-se a concentração de amónia alimentada à cultura de forma a limitar o cresci-mento celular e assim maximizar o carbono canalizado para acumulação de polímero. Para obter uma menor concentração de amónia no fermentado de melaços, a razão C:N usada na fermentação acidogénica foi alterada de 100:6 para 100:3 Cmol:Nmol, de modo a que a concentração de amónia residual fosse inferior ou igual a 1 Nmmol/l. A concentração inicial de amónia usada no ensaio foi de 0.1 Nmmol/l, tendo-se obtido um rendimento em polímero por substrato (YP/S) de 0.62 Cmmol PHA/Cmmol VFA, o que representou um aumento considerável face aos ensaios anteriormente descritos (e em que as concentrações de amónia usadas variaram entre 7 – 8 Nmmol/l).A selecção de uma cultura mista acumuladora de PHAs usando fermentado de melaços como fonte de carbono foi efectuada por Albuquerque et al. (2007) num reactor descon-tínuo sequencial sujeito a condições de fome-fartura. Neste estudo foi avaliada a infl uên-
cia de parâmetros operacionais, tais como a carga orgânica (60 – 120 Cmmol VFA/l.d) e a razão C/N (12 – 43 Cmol/Nmol) na selecção de culturas. Esta cultura se-leccionada foi usada como inóculo para produção de PHAs a partir de fermentado de melaços e o seu desempenho, em termos de acumulação de PHA, foi comparado com o da cultura seleccionada usando acetato como fonte de carbono (resultados apre-sentados na Tabela I).Para a cultura seleccionada com acetato, observou-se um consumo preferencial de acetato e propionato, sendo as taxas de consumo destes dois ácidos orgânicos mais elevadas que as dos restantes ácidos. As taxas de consumo de butirato e de valerato são inicialmente muito baixas, subindo apenas após exaustão do acetato e butirato. Verifi cou-se ainda que a maior parte da produção de polímero ocorreu em simultâneo com o consumo de acetato e propionato, estando maioritariamente associada ao consumo destes dois ácidos orgânicos.A cultura seleccionada a partir de fermen-tado de melaços teve um comportamento diferente. Todos os ácidos orgânicos foram consumidos em simultâneo (Figura 4), indicando que a cultura está, de facto, aclimatizada a uma mistura de substratos (presentes no fermentado de melaços) em vez de a um único substrato, como era o caso da cultura seleccionada em acetato. Os valores dos rendimentos de acumulação de polímero (0.44 e 0.62 Cmmol PHA/Cmmol VFA, respectivamente) e das taxas de produção específi cas máximas (0.12 e 0.23 Cmmol PHA/Cmmol X.h, respecti-vamente) obtidos foram menores para a cultura seleccionada com fermentado de melaços que para a cultura seleccionada usando acetato, em ensaios com concen-trações iniciais de fonte de carbono seme-lhantes (90 e 100 Cmmol VFA/l, respec-tivamente). Por outro lado, o rendimento de respiração (YO/S) foi mais elevado no caso da cultura seleccionada com fer-mentado de melaços e observou-se uma fase de adaptação na curva de consumo do acetato. Estas observações parecem indicar que a cultura enriquecida a partir de fermentado de melaços é inibida pela

dossier biotecnologia[ estratégias para produção de bioplásticos a partir de melaços de cana-de-açúcar ]
46_eq
concentração inicial de acetato (90 Cmmo VFAl/l, que corresponde a uma concentração inicial de acetato de cerca de 70 Cmmol/l).O rendimento em polímero obtido para a cultura enriquecida em melaços (0.59 Cmmol PHA/Cmmol VFA), para uma menor concentração inicial de fonte de carbono (60 Cmmol VFA/l, dos quais 37 Cmmol/l de acetato), foi muito mais próximo do obtido com a cultura seleccionada com acetato. A taxa específi ca máxima de produção de PHAs foi, no entanto, menor que a obtida para a cultura enriquecida com acetato. Este resultado indica que a cultura seleccionada a partir de fermentado de melaços parece ser mais susceptível à inibição pelo acetato que a cultura seleccionada a partir de acetato (para a qual foi descrita inibição por acetato, mas apenas para concentrações superiores a 90 Cmmol/l, Serafi m et al. 2004). É importante salientar, no entanto, que a inibição por sub-strato pode ser ultrapassada, fornecendo o fermentado de melaços em diversoso pulsos menos concentrados.Para determinar a capacidade maxima de acumulação da cultura seleccionada com fer-mentado de melaços, realizou-se um ensaio com adição do fermentado de melaços em três pulsos de 90 Cmmol VFA/l (Figura 4). No terceiro pulso, a curva de produção de PHAs atingiu a saturação antes da deplecção completa dos ácidos orgânicos, indicando que a capacidade máxima de acumulação da cultura tinha sido atingida. O valor as-sim obtido de conteúdo máximo celular em polímero (33%) foi menor que o obtido por Serafi m et al. (2004) para a cultura seleccionada com acetato (65%). Esta menor capacidade de acumulação poderá dever-se a uma maior diversidade da cultura selec-cionada a partir de um substrato complexo. A presença de uma quantidade considerável de organismos não-acumuladores de PHA poderá resultar numa diluição da capacidade global da cultura. O menor desempenho desta cultura, quer em termos de conteúdo máximo celular em polímero (o qual condiciona o rendimento do processo de recupe-ração do polímero), quer em termos de taxa específi ca máxima de produção, deverá ser equacionado contra o menor custo de substrato para a etapa de selecção de cultura, de forma a determinar qual das duas estratégias (usar um substrato sintético para selecção e outro de baixo custo para produção, ou usar o mesmo substrato de baixo custo nas duas etapas) se revelará mais efi caz.
Figura 4 Ensaio de acumulação de PHAs usando uma cultura enriquecida a partir de fermentado de melaços, alimentada
com 3 pulsos de fermentado de melaços (90 Cmmol VFA/l).
Produção de PHAs por culturas mistas a partir de fontes de carbono sintéticas ou de resíduosA produção de PHAs a partir de fermentado de melaços (usando culturas seleccionadas
a partir de acetato ou de fermentado de melaços) é comparada com outros processos de culturas mistas usando quer substra-tos sintéticos quer outros substratos de baixo custo (Tabela I). Os rendimentos em polímero obtidos a partir de fermentado de melaços foram ligeiramente menores que os observados para uma cultura seleccio-nada com acetato e usando acetato como única fonte de carbono para a produção de PHAs (0.79 Cmmol PHA/Cmmol HAc, Serafi m et al. 2004) e na mesma gama dos obtidos (0.64 Cmmol PHA/Cmmol VFA) usando efl uentes fermentados da indús-tria do papel, (Bengtsson et al. 2007). O valor é mais baixo que os obtidos para os efl uentes de lagares de azeite fermentados (1 g PHA/g VFA, expresso como CQO,), mas em que os autores justifi cam o eleva-do rendimento pela não contabilização de todos os substratos disponíveis (Dionisi et al. 2005) As taxas específi cas máximas de produção de PHAs obtidas com fermentado de melaços (0.23 Cmmol PHA/Cmmol X.h) encontram-se entre as referidas para a cultura seleccionada com acetato, usando acetato puro para a produção de polímero (0.75 Cmmol PHA/Cmmol X.h, Serafi m et al. 2004), e as obtidas com essa mesma cultura quando alimentada com outros ácidos orgânicos sintéticos (0.10, 0.07 e 0.08 Cmmol PHA/Cmmol X.h, para propionato, butirato e valerato respectivamente, Lemoset al. 2006). Estes valores são ainda menores que os obtidos com fermentado de efl uentes de lagares de azeite (0.52 Cmmol PHA/Cmmol X.h, Dionisi et al. 2005), mas muito mais eleva-dos que os referidos para a produção de PHAs com efl uentes da indústria do papel fermentados (0.06 Cmmol PHA/Cmmol X.h, Bengtsson et al. 2007).O maior rendimento em polímero obtido a partir de fermentado de melaços (0.62 Cmmol PHA/Cmmol VFA, obtido com a cultura seleccionada com acetato) cor-respondeu a um rendimento em polímero por quantidade de melaços de 0.22 g PHA/g melaços (0.26 g PHA/g COD) e a uma produtividade volumétrica de 0.53 g PHA/l.h. Estes valores estão na gama dos referidos para a produção de PHAs a par-tir de substratos de baixo custo, quer por
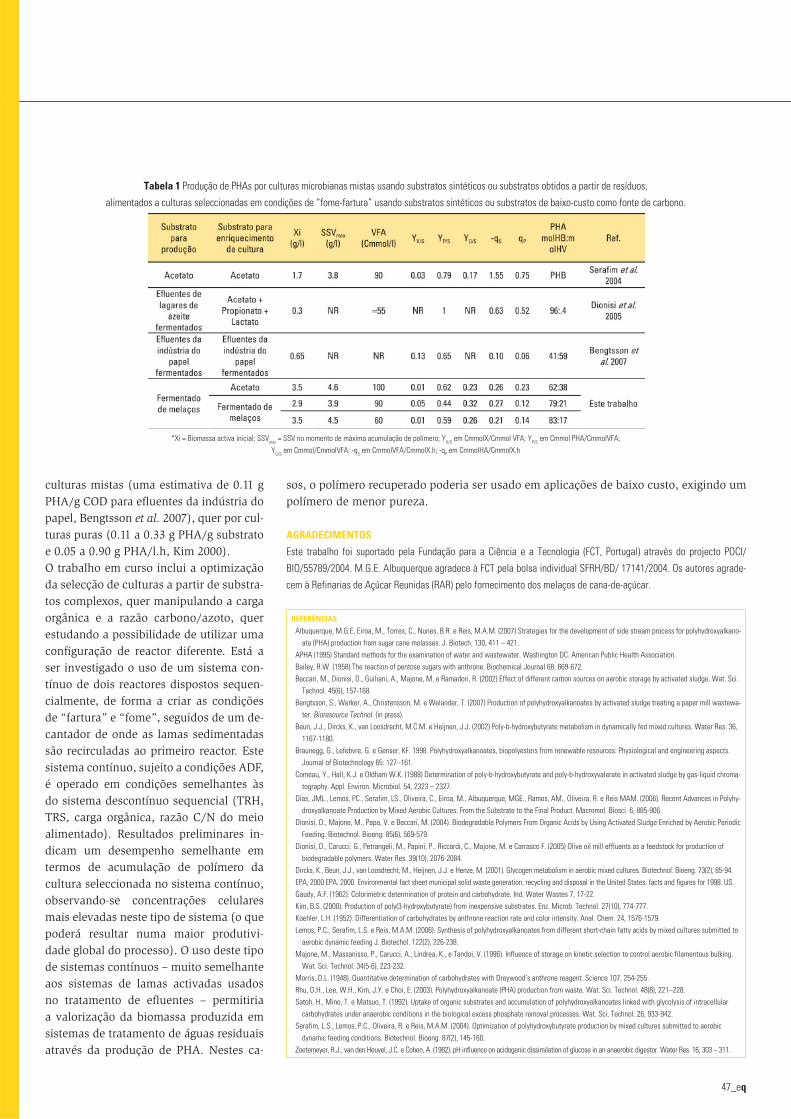
47_eq
REFERÊNCIASAlbuquerque, M.G.E, Eiroa, M., Torres, C., Nunes, B.R. e Reis, M.A.M. (2007) Strategies for the development of side stream process for polyhydroxyalkano-
ate (PHA) production from sugar cane molasses. J. Biotech. 130, 411 – 421. APHA (1995) Standard methods for the examination of water and wastewater. Washington DC. American Public Health Association.Bailey, R.W. (1958) The reaction of pentose sugars with anthrone. Biochemical Journal 68, 669-672.Beccari, M., Dionisi, D., Guiliani, A., Majone, M. e Ramadori, R. (2002) Effect of different carbon sources on aerobic storage by activated sludge. Wat. Sci.
Technol. 45(6), 157-168.Bengtsson, S., Werker, A., Christensson, M. e Welander, T. (2007) Production of polyhydroxyalkanoates by activated sludge treating a paper mill wastewa-
ter. Bioresource Technol. (in press).Beun, J.J., Dircks, K., van Loosdrecht, M.C.M. e Heijnen, J.J. (2002) Poly-b-hydroxybutyrate metabolism in dynamically fed mixed cultures. Water Res. 36,
1167-1180.Braunegg, G., Lefebvre, G. e Genser, KF. 1998. Polyhydroxyalkanoates, biopolyesters from renewable resources: Physiological and engineering aspects.
Journal of Biotechnology 65: 127–161.Comeau, Y., Hall, K.J. e Oldham W.K. (1988) Determination of poly-b-hydroxybutyrate and poly-b-hydroxyvalerate in activated sludge by gas-liquid chroma-
tography. Appl. Environ. Microbiol. 54, 2323 – 2327.Dias, JML., Lemos, PC., Serafim, LS., Oliveira, C., Eiroa, M., Albuquerque, MGE., Ramos, AM., Oliveira, R. e Reis MAM. (2006). Recent Advances in Polyhy-
droxyalkanoate Production by Mixed Aerobic Cultures: From the Substrate to the Final Product. Macromol. Biosci. 6, 885-906.Dionisi, D., Majone, M., Papa, V. e Beccari, M. (2004). Biodegradable Polymers From Organic Acids by Using Activated Sludge Enriched by Aerobic Periodic
Feeding. Biotechnol. Bioeng. 85(6), 569-579.Dionisi, D., Carucci, G., Petrangeli, M., Papini, P., Riccardi, C., Majone, M. e Carrasco F. (2005) Olive oil mill effluents as a feedstock for production of
biodegradable polymers. Water Res. 39(10), 2076-2084.Dircks, K., Beun, J.J., van Loosdrecht, M., Heijnen, J.J. e Henze, M. (2001). Glycogen metabolism in aerobic mixed cultures. Biotechnol. Bioeng. 73(2), 85-94.EPA, 2000 EPA. 2000. Environmental fact sheet municipal solid waste generation, recycling and disposal in the United States: facts and figures for 1998. US.Gaudy, A.F. (1962). Colorimetric determination of protein and carbohydrate. Ind. Water Wastes 7, 17-22. Kim, B.S. (2000). Production of poly(3-hydroxybutyrate) from inexpensive substrates. Enz. Microb. Technol. 27(10), 774-777.Koehler, L.H. (1952). Differentiation of carbohydrates by anthrone reaction rate and color intensity. Anal. Chem. 24, 1576-1579.Lemos, P.C., Serafim, L.S. e Reis, M.A.M. (2006). Synthesis of polyhydroxyalkanoates from different short-chain fatty acids by mixed cultures submitted to
aerobic dynamic feeding J. Biotechol. 122(2), 226-238.Majone, M., Massanisso, P., Carucci, A., Lindrea, K., e Tandoi, V. (1996). Influence of storage on kinetic selection to control aerobic filamentous bulking.
Wat. Sci. Technol. 34(5-6), 223-232.Morris, D.L. (1948). Quantitative determination of carbohydrates with Dreywood’s anthrone reagent. Science 107, 254-255. Rhu, D.H., Lee, W.H., Kim, J.Y. e Choi, E. (2003). Polyhydroxyalkanoate (PHA) production from waste. Wat. Sci. Technol. 48(8), 221–228.Satoh, H., Mino, T. e Matsuo, T. (1992). Uptake of organic substrates and accumulation of polyhydroxyalkanoates linked with glycolysis of intracellular
carbohydrates under anaerobic conditions in the biological excess phosphate removal processes. Wat. Sci. Technol. 26, 933-942.Serafim, L.S., Lemos, P.C., Oliveira, R. e Reis, M.A.M. (2004). Optimization of polyhydroxybutyrate production by mixed cultures submitted to aerobic
dynamic feeding conditions. Biotechnol. Bioeng. 87(2), 145-160.Zoetemeyer, R.J., van den Heuvel, J.C. e Cohen, A. (1982). pH influence on acidogenic dissimilation of glucose in an anaerobic digestor. Water Res. 16, 303 – 311.
culturas mistas (uma estimativa de 0.11 g PHA/g COD para efl uentes da indústria do papel, Bengtsson et al. 2007), quer por cul-turas puras (0.11 a 0.33 g PHA/g substrato e 0.05 a 0.90 g PHA/l.h, Kim 2000).O trabalho em curso inclui a optimização da selecção de culturas a partir de substra-tos complexos, quer manipulando a carga orgânica e a razão carbono/azoto, quer estudando a possibilidade de utilizar uma confi guração de reactor diferente. Está a ser investigado o uso de um sistema con-tínuo de dois reactores dispostos sequen-cialmente, de forma a criar as condições de “fartura” e “fome”, seguidos de um de-cantador de onde as lamas sedimentadas são recirculadas ao primeiro reactor. Este sistema contínuo, sujeito a condições ADF, é operado em condições semelhantes às do sistema descontínuo sequencial (TRH, TRS, carga orgânica, razão C/N do meio alimentado). Resultados preliminares in-dicam um desempenho semelhante em termos de acumulação de polímero da cultura seleccionada no sistema contínuo, observando-se concentrações celulares mais elevadas neste tipo de sistema (o que poderá resultar numa maior produtivi-dade global do processo). O uso deste tipo de sistemas contínuos – muito semelhante aos sistemas de lamas activadas usados no tratamento de efl uentes – permitiria a valorização da biomassa produzida em sistemas de tratamento de águas residuais através da produção de PHA. Nestes ca-
sos, o polímero recuperado poderia ser usado em aplicações de baixo custo, exigindo um polímero de menor pureza.
AGRADECIMENTOS
Este trabalho foi suportado pela Fundação para a Ciência e a Tecnologia (FCT, Portugal) através do projecto POCI/
BIO/55789/2004. M.G.E. Albuquerque agradece à FCT pela bolsa individual SFRH/BD/ 17141/2004. Os autores agrade-
cem à Refinarias de Açúcar Reunidas (RAR) pelo fornecimento dos melaços de cana-de-açúcar.
Tabela 1 Produção de PHAs por culturas microbianas mistas usando substratos sintéticos ou substratos obtidos a partir de resíduos,
alimentados a culturas seleccionadas em condições de “fome-fartura” usando substratos sintéticos ou substratos de baixo-custo como fonte de carbono.
*Xi = Biomassa activa inicial; SSVmax = SSV no momento de máxima acumulação de polímero; YX/S em CmmolX/Cmmol VFA; YP/S em Cmmol PHA/CmmolVFA; YO/S em Cmmol/CmmolVFA; -qS em CmmolVFA/CmmolX.h; -qP em CmmolHA/CmmolX.h

ensino[ sobre a continuidade do uso do método de mccabe e thiele ]
48_eq
sobre a continuidade do uso do método de mccabe e thiele
ResumoNeste artigo tecem-se considerações sobre a continuidade do ensino do método de McCabe e Thiele nos cursos de engenharia química para compreender o fenómeno do equilíbrio líquido-va-por que regula a destilação. Apresentam-se prob-lemas, leccionados nos cursos do ISEL, em que os resultados dados por este método são comparados com outros métodos analíticos. Devido à sua pre-cisão e facilidade de uso, e ainda porque este mé-todo permite uma fácil visualização da operação unitária, este método continua a ser leccionado e os alunos mostram uma grande aptidão para a sua utilização.
1. INTRODUÇÃOA edição de Junho de 1925 da revista Industrial and Engineering Chemistry publicou um famoso artigo da autoria de W.L. McCabe e E.W. Thiele, do MIT [1], intitulado “Graphical Design of Fractionating Columns” (Dimensionamento gráfi co de colunas de fraccionamento), descrito como um método gráfi co rápido e preciso de cálculo do número de pratos necessário para separar uma dada mistura binária.Apesar de o dimensionamento de colunas de destilação utilizadas na separação de misturas binárias de compostos voláteis se fazer por métodos precisos desde a publicação de um artigo de Sorel em 1889 [2], considerando que o equilíbrio entre a fase líquida e a fase de vapor que se estabelece em cada prato, assim como o enriquecimento das fases se obtém por balanços de massa e de energia efectuados prato a prato. Este modelo é aplicável a uma vasta gama de operações de destilação, contínuas e em estado estacionário, embora resulte, por vezes, em cálculos demorados. Apareceram, assim, algumas simplifi cações a este modelo como sejam as de Lewis [3] e de Peters [4], entre outras. Além dos métodos analíticos foram, igualmente, apresentados métodos gráfi cos tais como os de Ponchon [5], Rodebush [6], Savarit [7] e também o de McCabe e Thiele, naturalmente.Não deixa de ser curioso notar que, após a publicação do modelo matemático de Sorel, os restantes métodos, já citados, que permitem a resolução gráfi ca ou algébrica das equações de balanço foram propostas durante um período de cerca de 18 anos que decorreu entre 1920 e 1938, antes do aparecimento dos computadores digitais, o que veio, posteriormente, a permitir a resolução das equações para a destilação de misturas multi-componentes.Hoje em dia, o único método desenvolvido nesse tempo que ainda continua a ser uti-lizado correntemente, a ser mencionado nos principais livros de referência de Engen-
João F.P. Gomes1,2
1Centro de Engenharia Química e Biológica, IST - Instituto Superior Técnico, Torre Sul, Av. Rovisco Pais, 1, 1049-001 Lisboa, Portugal2Departmento de Engenharia Química, ISEL - Instituto Superior de Engenharia de Lisboa, R. Conselheiro Emídio Navarro, 1, 1949-014 Lisboa, PortugalEmail: [email protected]
AbstractThis paper reflects on the continuity of teaching the McCabe and Thiele method on chemical engineering courses for understanding the vapour-liquid equilibrium phenomena involved in distillation. Some exercises comparing the results obtained by this method as well as by other accurate analytical methods are presented and solved, as they are taught in ISEL courses. Because of its accuracy and easiness of use, and also because of the fact as this method allows an easy visualisation of the whole operation itself, the McCabe and Thiele method continues to be widespread used and students show a remarkable adherence to it.Keywords McCabe and Thiele method; Distillation; Chemical Engineering Teaching

49_eq
haria Química que tratam de operações unitárias [8], e a ser ensinado nos cursos de Engenharia Química, é o método de McCabe e Thiele.Na verdade, este método tem caracte-rísticas únicas que são responsáveis pela sua popularidade e que fazem com que continue a ser utilizado por engenhei-ros de projecto, em todo o mundo, para a realização de cálculos preliminares de destilação: mostra claramente a facilidade ou a difi culdade de realizar cada separa-ção, de forma gráfi ca; permite visualizar o efeito da localização da alimentação, sendo ao mesmo tempo razoavelmente preciso. Além disso, este método pode ainda ser utilizado para tratar sistemas mais complexos, como sejam a separação de azeótropos, misturas ternárias, mistu-ras multi-componentes, etc. e pode ser utilizado ainda na modelação de outras operações unitárias onde ocorram situa-ções de equilíbrio como é o caso da absor-ção e desorção gasosa e para a construção de curvas auxiliares para sistemas de ex-tracção líquido-líquido pela aplicação do método Hunter-Nash [9].
2. EXERCÍCIOS SOBRE DESTILAÇÃODe forma a ilustrar estes aspectos, nas aulas da disciplina de Processos de Separação, do último ano da licenciatura em Engenharia Química e Biológica do ISEL – Instituto Su-perior de Engenharia de Lisboa, estudam-se alguns exemplos simples de separações com o objectivo de mostrar aos alunos a facilidade e a precisão do método de McCabe e Thiele, particularmente quando este método é apli-cado a situações mais complexas do que a simples destilação de misturas binárias.O exemplo que a seguir se apresenta é particularmente útil para se poder avaliar da aplicabilidade deste método, especial-mente por comparação com outros méto-dos analíticos, tais como os de Fenske [10] e Kirkbridge [11].Considere-se o seguinte problema, basea-do em Seader e Henley [8]: pretende sepa-rar-se uma mistura de acetona (A) e água (W) a uma pressão média de 130 kPa (975 torr), num destilado contendo 95% (mo-lar) de acetona e um resíduo contendo
2% (molar) de acetona. Utilizando o método de McCabe e Thiele é possível calcular o número de andares de equilíbrio necessários para efectuar esta separação. O exercício consiste em efectuar os cálculos igualmente pela equação de Fenske e tirar as respectivas conclusões.
2.1. Análise dos dados termodinâmicosComo a pressão é próxima da atmosférica, as composições do equilíbrio líquido-vapor podem ser estimadas pela lei de Raoult modifi cada para gases ideais: Ki = γ∞
iL Psi / P Eq. (1)
As pressões de vapor podem ser obtidas pela equação de Antoine e os coefi cientes de actividade da fase líquida, a partir dos coefi cientes de actividade a diluição infi nita:γ∞acetona = 8,12 e γ∞água = 4,13A partir da equação de Van Laar com duas constantes: ln γ1 = A12 / [1+(x1A12)/(x2A21]
2 Eq. (2) ln γ2 = A21 / [1+(x2A21)/(x1A12]
2 Eq. (3)
Donde: KA = yA/xA = γAP
si / P Eq. (4)
e: KW= yWxW= γWPs
W/ P Eq. (5)
Resolvendo as equações (2) e (3) em ordem aos coefi cientes de actividade: γA = exp ( AAW / [1+ (xA AWA/xW AAW) ] Eq. (6) γW = exp ( AWA / [1+ (xW AAW/xA AWA) ] Eq. (7)
e, como: AAW = ln γ∞
A = ln (8,12) = 2,094 AWA = ln γ∞
W = ln (4,13) = 1,418
Substituindo os coefi cientes de Van Laar nas equações (6) e (7), obtém-se: γA = exp ( 2,094 / [1+ (1,477 xA /(1-xA) ]
2 Eq. (8) γW = exp ( 1,418 / [1+ (0,6772 (1-xA)/xA ]
2 Eq. (9)
Podem utilizar-se, agora, as relações entre a pressão de vapor e a temperatura, na fase gasosa, para ambas as substâncias, tal como dado pelo Perry [12]:
log PsA = 7,11714 – 1210,595 / (T+229,664) Eq. (10)
log PsW = 8,07131 – 1730,630 / (T+233,426) Eq. (11)
sendo: Psi a pressão de vapor do componente i (torr) e T a temperatura (°C).
2.2. Determinação do número mínimo de andares pela equação de FenskePara aplicar a equação de Fenske é necessário, em primeiro lugar, determinar as volatilidades relativas no topo e na base da coluna, sendo o valor médio utilizado para resolver a equação de Fenske.
2.2.1. Determinação do ponto de borbulhamento para a composição do destiladoA condição do ponto de borbulhamento é:
Σi xDi Ki = Σi xDi (γiPsi / P) = 1 Eq. (12)
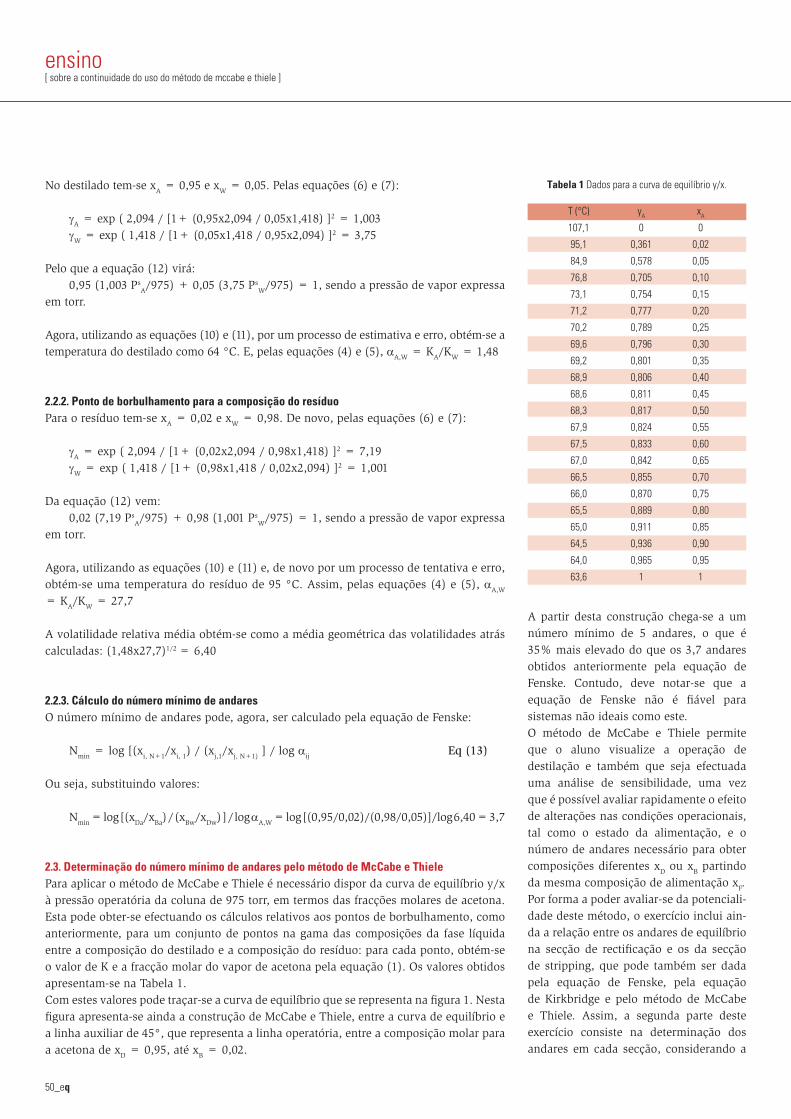
ensino[ sobre a continuidade do uso do método de mccabe e thiele ]
50_eq
No destilado tem-se xA = 0,95 e xW = 0,05. Pelas equações (6) e (7):
γA = exp ( 2,094 / [1+ (0,95x2,094 / 0,05x1,418) ]2 = 1,003 γW = exp ( 1,418 / [1+ (0,05x1,418 / 0,95x2,094) ]2 = 3,75
Pelo que a equação (12) virá: 0,95 (1,003 Ps
A/975) + 0,05 (3,75 PsW/975) = 1, sendo a pressão de vapor expressa
em torr.
Agora, utilizando as equações (10) e (11), por um processo de estimativa e erro, obtém-se a temperatura do destilado como 64 °C. E, pelas equações (4) e (5), αA,W = KA/KW = 1,48
2.2.2. Ponto de borbulhamento para a composição do resíduoPara o resíduo tem-se xA = 0,02 e xW = 0,98. De novo, pelas equações (6) e (7):
γA = exp ( 2,094 / [1+ (0,02x2,094 / 0,98x1,418) ]2 = 7,19 γW = exp ( 1,418 / [1+ (0,98x1,418 / 0,02x2,094) ]2 = 1,001
Da equação (12) vem: 0,02 (7,19 Ps
A/975) + 0,98 (1,001 PsW/975) = 1, sendo a pressão de vapor expressa
em torr.
Agora, utilizando as equações (10) e (11) e, de novo por um processo de tentativa e erro, obtém-se uma temperatura do resíduo de 95 °C. Assim, pelas equações (4) e (5), αA,W = KA/KW = 27,7
A volatilidade relativa média obtém-se como a média geométrica das volatilidades atrás calculadas: (1,48x27,7)1/2 = 6,40
2.2.3. Cálculo do número mínimo de andaresO número mínimo de andares pode, agora, ser calculado pela equação de Fenske:
Nmin = log [(xi, N+1/xi, 1) / (xj,1/xj, N+1) ] / log αij Eq (13)
Ou seja, substituindo valores:
Nmin = log [(xDa/xBa) / (xBw/xDw) ] / log αA,W = log [(0,95/0,02)/(0,98/0,05)]/log 6,40 = 3,7
2.3. Determinação do número mínimo de andares pelo método de McCabe e ThielePara aplicar o método de McCabe e Thiele é necessário dispor da curva de equilíbrio y/x à pressão operatória da coluna de 975 torr, em termos das fracções molares de acetona. Esta pode obter-se efectuando os cálculos relativos aos pontos de borbulhamento, como anteriormente, para um conjunto de pontos na gama das composições da fase líquida entre a composição do destilado e a composição do resíduo: para cada ponto, obtém-se o valor de K e a fracção molar do vapor de acetona pela equação (1). Os valores obtidos apresentam-se na Tabela 1.Com estes valores pode traçar-se a curva de equilíbrio que se representa na fi gura 1. Nesta fi gura apresenta-se ainda a construção de McCabe e Thiele, entre a curva de equilíbrio e a linha auxiliar de 45°, que representa a linha operatória, entre a composição molar para a acetona de xD = 0,95, até xB = 0,02.
Tabela 1 Dados para a curva de equilíbrio y/x.
A partir desta construção chega-se a um número mínimo de 5 andares, o que é 35% mais elevado do que os 3,7 andares obtidos anteriormente pela equação de Fenske. Contudo, deve notar-se que a equação de Fenske não é fi ável para sistemas não ideais como este.O método de McCabe e Thiele permite que o aluno visualize a operação de destilação e também que seja efectuada uma análise de sensibilidade, uma vez que é possível avaliar rapidamente o efeito de alterações nas condições operacionais, tal como o estado da alimentação, e o número de andares necessário para obter composições diferentes xD ou xB partindo da mesma composição de alimentação xF.Por forma a poder avaliar-se da potenciali-dade deste método, o exercício inclui ain-da a relação entre os andares de equilíbrio na secção de rectifi cação e os da secção de stripping, que pode também ser dada pela equação de Fenske, pela equação de Kirkbridge e pelo método de McCabe e Thiele. Assim, a segunda parte deste exercício consiste na determinação dos andares em cada secção, considerando a
T (°C)
107,1
95,1
84,9
76,8
73,1
71,2
70,2
69,6
69,2
68,9
68,6
68,3
67,9
67,5
67,0
66,5
66,0
65,5
65,0
64,5
64,0
63,6
yA
0
0,361
0,578
0,705
0,754
0,777
0,789
0,796
0,801
0,806
0,811
0,817
0,824
0,833
0,842
0,855
0,870
0,889
0,911
0,936
0,965
1
xA
0
0,02
0,05
0,10
0,15
0,20
0,25
0,30
0,35
0,40
0,45
0,50
0,55
0,60
0,65
0,70
0,75
0,80
0,85
0,90
0,95
1
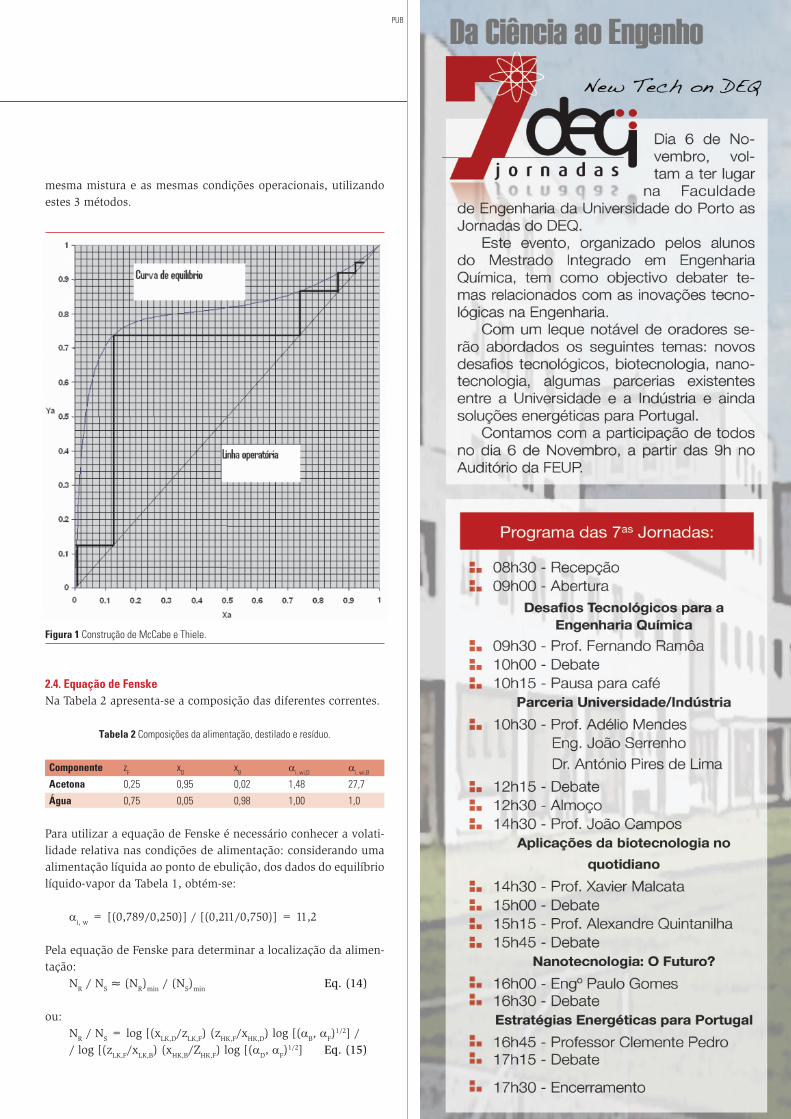
51_eq
mesma mistura e as mesmas condições operacionais, utilizando estes 3 métodos.
Figura 1 Construção de McCabe e Thiele.
2.4. Equação de FenskeNa Tabela 2 apresenta-se a composição das diferentes correntes.
Tabela 2 Composições da alimentação, destilado e resíduo.
Componente zF xD xB αi, wi,D αi, wi,B
Acetona 0,25 0,95 0,02 1,48 27,7
Água 0,75 0,05 0,98 1,00 1,0
Para utilizar a equação de Fenske é necessário conhecer a volati-lidade relativa nas condições de alimentação: considerando uma alimentação líquida ao ponto de ebulição, dos dados do equilíbrio líquido-vapor da Tabela 1, obtém-se:
αi, w = [(0,789/0,250)] / [(0,211/0,750)] = 11,2
Pela equação de Fenske para determinar a localização da alimen-tação: NR / NS ≈ (NR)min / (NS)min Eq. (14)
ou: NR / NS = log [(xLK,D/zLK,F) (zHK,F/xHK,D) log [(αB, αF)
1/2] / / log [(zLK,F/xLK,B) (xHK,B/ZHK,F) log [(αD, αF)
1/2] Eq. (15)
PUB

ensino[ sobre a continuidade do uso do método de mccabe e thiele ]
52_eq
Substituindo valores:
NR / NS = log [(0,95/0,25)(0,75/0,05)] log [(27,7x11,2)1/2)] / / log [(0,25/0,02)(0,98/0,75)] log [(1,48x11,2)1/2] = 2,96
2.5. Equação de KirkbridgeComo a equação de Fenske não é fi ável a não ser para alimentações e separações simétricas, pode obter-se uma boa aproximação à localização do andar de alimentação pela equação empírica de Kirkbridge [11]:
NR / NS = [(zHK,F/zLK,F) (xLK,B/xHK,D)2 (B/D)]0,206 Eq. (16)
Fazendo balanço de massas à acetona e à água, tem-se:
B/D = 0,753/0,247 = 3,05
Substituindo valores:
NR / NS = [(0,75/0,25) (0,02/0,05)2 (3,05)]0,206 = 1,08
2.6. Método de McCabe and ThielePela construção gráfi ca de McCabe e Thiele que se apresenta na fi gura 1, tem-se que o número mínimo total de andares é 5, e os andares em cada secção obtém-se igualmente do gráfi co: NR / NS = 4,2/0,8 = 5,25
Neste exemplo, em particular, o método de McCabe e Thiele é o mais preciso. A equação de Fenske dá melhores resultados do que a equação de Kirkbridge, uma vez que esta última não toma em consideração as diferenças drásticas de volatilidade relativa que ocorrem entre as correntes de destilado e de resíduo, conforme mencionado por Oliver [13].
3. CONCLUSÃOEste exercício permite mostrar aos alunos que, quando se pode admitir que se tem fl uxo molar constante em ambas as secções da coluna de destilação, o método gráfi co de McCabe e Thiele é adequado para determinar o número de andares e a razão de refl uxo. Este método permite visualizar facilmente a própria operação e localizar adequadamente o andar de alimentação. Podem apresentar-se, ainda, outros exemplos da aplicação do método que permitem considerar a efi ciência de Murphree [14], correntes laterais, entradas de vapor, ebulidores e condensadores. Da opinião dos alunos desta licenciatura do ISEL conclui-se também que se justifi ca o esforço para aprender este método, principalmente porque fornece uma “ferramenta” única para resolução de problemas relativos a operações unitárias da engenharia química que envolvam equilíbrio de fases.Julga-se que este aspecto é responsável pela continuidade da utilização deste método e pelo seu ensino nos cursos de engenharia química, como um meio de compreender o funcionamento das ferramentas avançadas de simulação e optimização de engenharia química baseadas em sistemas computacionais.
BIBLIOGRAFIA [1] McCabe, W.L., Thiele, E.W., Ind. Eng. Chem., 17,
605-611 (1925)
[2] Sorel, Comptes Rendus, 58, 1128 (1889)
[3] Lewis, Ind. Eng. Chem., 14 (1922)
[4] Peters, Chem. Met. Eng., 28, 207 (1923)
[5] Ponchon, M., Tech. Moderne, 13, 20, 55 (1921)
[6] Rodebush, 14, 1036 (1922)
[7] Savarit, R., Arts et Metiers, Special No. 737-56,
May, 1923
[8] Seader, J.D., Henley, E.J., Separation Process
Principles, 2nd Edition, John Wiley & Sons,
New York, 2006
[9] Hunter, T.G., Nash, A.W., J. Soc. Chem. Ind., 53,
95T-102T (1934)
[10] Fenske, M.R., Ind. Eng. Chem., 24, 482-485 (1932)
[11] Kirkbridge, C.G., Petroleum Refiner, 23(9),
87-102 (1944)
[12] Perry’s Chemical Engineers’ Handbook, Perry,
R.H., Green, D.W., McGraw Hill, New York, 1999
[13] Oliver, E.D., Diffusional Separation Processes:
Theory, Design and Evaluation, John Wiley & Sons,
New York, 1996
[14] Murphree, E.V., Ind. Eng. Chem., 17, 747 (1925)

53_eq
prevenção e controlo da poluição[ a incineração de resíduos sólidos urbanos e a produção de resíduos perigosos ]
54_eq
a incineração de resíduos sólidos urbanos e a produção de resíduos perigosos
ResumoA incineração de Resíduos Sólidos Urbanos (RSU) é uma realidade em Portugal apenas desde 1999, estando presentemente em funcionamento duas instalações industriais de grande capacidade (Valorsul - Lisboa e Lipor - Porto) e uma de menor di-mensão na Madeira (Valor Ambiente - Meia Serra). Apesar de este ser um método usado na maioria dos países desenvolvidos (permite reduzir o volume de resíduos em 90% e a massa em cerca de 70%), apresenta contudo alguns aspectos negativos. De facto, uma das principais desvantagens deste processo é a produção de resíduos sólidos, nome-adamente cinzas volantes e escórias. As cinzas volantes são actualmente consideradas como um resíduo perigoso, sendo objecto de estudo neste trabalho. A recolha de algumas amostras ao longo de um ano, permitiu efectuar estudos ao nível da caracterização física e química, bem como analisar o comportamento de lixiviação das cinzas tal qual e de cinzas tratadas através de um método de solidi-ficação/estabilização. Os resultados mostram que as cinzas volantes são constituídas por partículas pequenas, com uma área específica de cerca de 6 m2/g. Os conteúdos totais em relação a ele-mentos muito solúveis (Na, K e Cl) são elevados, contendo quantidades significativas de metais potencialmente tóxicos (Pb, Cd, Cr, Cu, Ni, Zn). Os elementos mais problemáticos, devido à potencial facilidade com que podem lixiviar são o Pb, Cr e os sais solúveis, sendo estes últimos os responsáveis pela elevada fracção solúvel observada, mesmo depois do tratamento. O uso de cimento Portland revela-se satisfatório para tratar este resíduo, per-mitindo a imobilização dos metais pesados.
INTRODUÇÃOO processo de incineração como forma de tratar os RSU tem essencialmente três vantagens face a outros métodos: conduz a uma considerável redução de massa e volume, permite o aproveitamento energético dos resíduos e destrói os agentes patogénicos presentes nos lixos. Quando a queima é feita em massa, a incineração é sem dúvida um método bas-
Margarida J. Quina (*), João C.M. Bordado (**), Rosa M. Quinta-Ferreira (*)(*) GERSE – Group on Environment, Reaction and Separation Engineering – Departamento de Engenharia Química, Universidade de Coimbra, Polo II – Rua Sílvio Lima; 3030-290 Coimbra – Portugal(**) Departamento de Engenharia Química, Instituto Superior Técnico, Av. Rovisco Pais, 1049-001 Lisboa – Portugal
AbstractThe Municipal Solid Waste (MSW) incineration is a reality in Portugal since 1999, being in operation three plants in the urban area of Lisbon, Oporto and in Madeira Island. Although this method is used in most of developed countries (allowing 90% of volume reduction and about 70% in mass), it has also some disadvantages. In fact, the incineration produces fly ashes, Air Pollution Control (APC) residues and bottom ashes. The APC residues, which are hazardous wastes, were those considered in our study. Some samples collected in an industrial plant were characterized at physical and chemical level. The leaching behaviour before and after the solidification/stabilization treatment was also evaluated. The results showed that the APC residues are a very fine particulate material, with a specific surface area of about 6 m2/g. The total content of elements associated with soluble salts (Na, K, Cl and Ca) is very high, and significant amounts of toxic heavy metals were also found (Pb, Cd, Cr, Cu, Ni, Zn). The most concerning heavy metals are Pb and Cr, and a major problem of this residue is also the high content of soluble salts (high concentration of total dissolved solids). The treatment of this residue with Portland cement reveals to be satisfactory regarding heavy metals, but lower performance is found concerning soluble salts.

55_eq
tante atractivo, uma vez que o lixo pode ser queimado sem qualquer espécie de tri-agem prévia à sua combustão, permitindo em simultâneo uma recuperação de calor. Contudo, para além dos eventuais aspec-tos problemáticos das emissões gasosas (dioxinas/furanos, metais pesados e gases ácidos), são também produzidos resíduos sólidos, os quais podem ser subdivididos em dois subgrupos: as escórias e as cinzas volantes. As escórias são recolhidas na base da câmara de combustão, e são es-sencialmente constituídas por matéria inorgânica e materiais ferrosos (posteri-ormente recuperados). As cinzas volan-tes são pequenas partículas arrastadas pelos gases de combustão nas quais vão condensar alguns elementos previamente volatilizados na zona de combustão. Os conteúdos em metais pesados, compostos orgânicos e sais solúveis conferem a estes resíduos um carácter perigoso ao nível da toxicidade, devendo ser tratados antes da sua deposição em aterro [1-3]. Neste trabalho foram feitos alguns estudos ao nível da caracterização física (distri-buição do tamanho de partículas e área de superfície específi ca) e da caracterização química (determinação do conteúdo to-tal, quantidade potencialmente lixiviável, avaliação de conformidade). Para a carac-terização química, os processos de lixivi-ação são fundamentais, e apesar da diver-sidade de normas de lixiviação ser muito grande, tem vindo a ser feito um esforço nos últimos anos na tentativa de sistem-atizar/harmonizar os diferentes métodos [4]. No presente estudo foi considerada a norma NEN 7341 [5] para determinar a quantidade potencialmente lixiviável, e a norma DIN 38414 [6] para avaliar a con-formidade do resíduo e tomar opções face ao destino que lhe deverá ser dado.O tratamento deste resíduo mais usado nos processos industriais de incineração consiste na adição de cimento Portland comercial e água, com o intuito de conferir um carácter sólido e em simultâneo estabilizar os elementos potencialmente problemáticos para o meio ambiente, sendo por esta razão, conhecido por tratamento de solidifi cação/estabilização. De um modo geral, com a excepção dos
elementos provenientes dos sais solúveis (Cl, Na e K) o tratamento é efi caz permitindo a imobilização dos metais pesados (Pb, Cd, Cr, Ni, Cu, etc.). Uma das suas principais desvantagens reside no aumento signifi cativo da quantidade de material a depositar em aterro, devido à adição de cimento e água. O método de lixiviação usado para avaliar a desempenho deste tratamento foi a norma AFNOR X31-211 [7].
O PROCESSO INDUSTRIAL DE INCINERAÇÃOO processo de incineração nacional, donde foram recolhidas as amostras de cinzas volantes estudadas no presente trabalho, pode ser esquematicamente representado de acordo com a Figura 1. Os resíduos sólidos urbanos (RSU) são introduzidos num forno onde são queimados a altas temperaturas, sendo o calor libertado durante o processo de combustão aproveitado para produzir vapor, o qual por sua vez é conduzido a um turbo-gerador para produzir electricidade. Durante o processo de combustão são produzidas grandes quantidades de gases que arrastam pequenas partículas, sendo parte dessas partículas removidas na zona da caldeira, dando origem à corrente (1). Os gases passam através de um reactor de absorção, onde é adicionado leite de cal e carvão activado com o fi m de neutralizar os gases ácidos (HCl, HF, etc) e de remover outros elementos/compostos que eventualmente se encontrem em fase gasosa (Hg, Pb, dioxinas e furanos). Nesta unidade são também removidas cinzas volantes, juntamente com os aditivos introduzidos (corrente (2)). Os gases são posteriormente conduzidos a um fi ltro de mangas, para remover as partículas que ainda restam na corrente gasosa (corrente (3)), para fi nalmente serem eliminados para o exterior através de uma chaminé, devendo obedecer aos limites legais em relação aos gases ácidos (HCl, NOx, SOx, HF), metais pesados (Cd, Pb, Cr, Ni, Mn, Hg, As, Cu), compostos orgânicos (PCDD, PCDF, PCB, PAH)1, quantidade de partículas sólidas e CO.
Figura 1 Diagrama do processo industrial da incineração de RSU.
De acordo com o esquema da Figura 1, as cinzas volantes analisadas neste trabalho foram recolhidas após o silo na corrente (4), tendo por isso, proveniências de três correntes distintas que incluem os aditivos adicionados no processo de lavagem de gases. Este é um aspecto importante a considerar, quando se pretende comparar os resultados obtidos com os publicados na literatura, uma vez que os processos de incineração são diversifi cados, podendo ser também diferentes as composições das várias correntes.
1 PCDD - polychlorinated dibenzo-p-dioxin; PCDF - polychlorinated dibenzo-furan; PCB - Polichlorinated Biphenyls;
PAH - Polyaromatic Hydrocarbons.
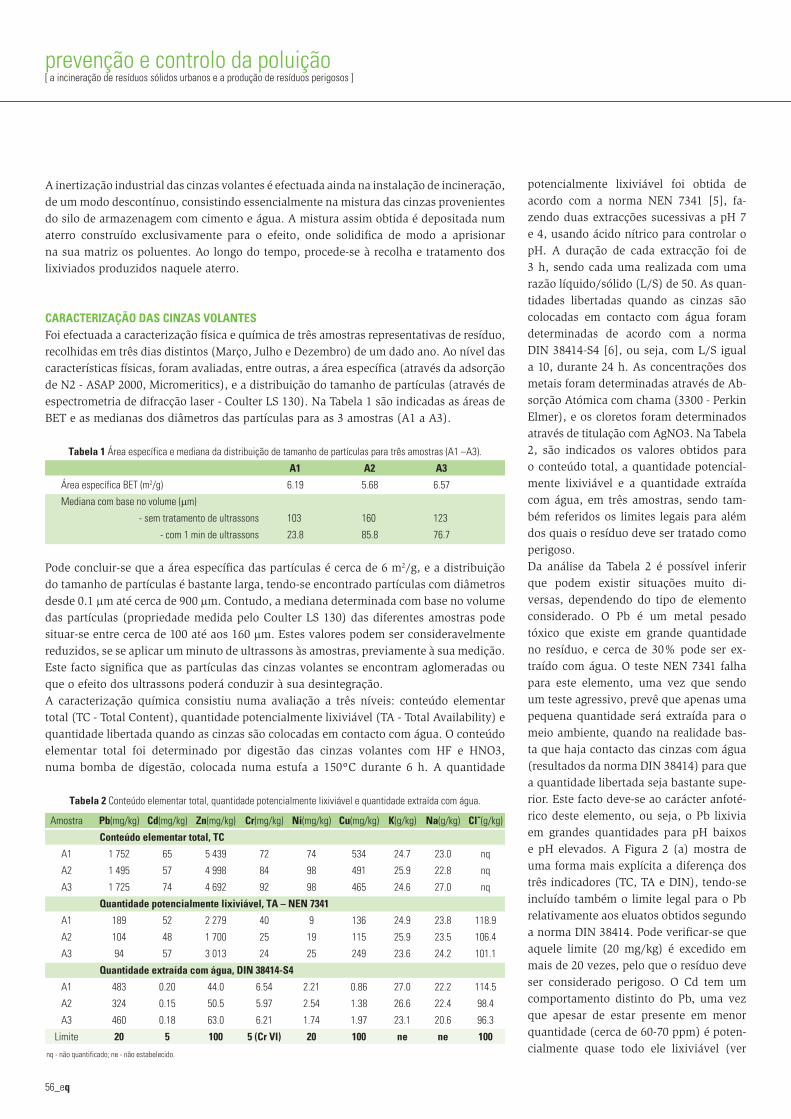
prevenção e controlo da poluição[ a incineração de resíduos sólidos urbanos e a produção de resíduos perigosos ]
56_eq
A inertização industrial das cinzas volantes é efectuada ainda na instalação de incineração, de um modo descontínuo, consistindo essencialmente na mistura das cinzas provenientes do silo de armazenagem com cimento e água. A mistura assim obtida é depositada num aterro construído exclusivamente para o efeito, onde solidifi ca de modo a aprisionar na sua matriz os poluentes. Ao longo do tempo, procede-se à recolha e tratamento dos lixiviados produzidos naquele aterro.
CARACTERIZAÇÃO DAS CINZAS VOLANTESFoi efectuada a caracterização física e química de três amostras representativas de resíduo, recolhidas em três dias distintos (Março, Julho e Dezembro) de um dado ano. Ao nível das características físicas, foram avaliadas, entre outras, a área específi ca (através da adsorção de N2 - ASAP 2000, Micromeritics), e a distribuição do tamanho de partículas (através de espectrometria de difracção laser - Coulter LS 130). Na Tabela 1 são indicadas as áreas de BET e as medianas dos diâmetros das partículas para as 3 amostras (A1 a A3).
Tabela 1 Área específica e mediana da distribuição de tamanho de partículas para três amostras (A1 –A3).
A1 A2 A3
Área específica BET (m2/g) 6.19 5.68 6.57
Mediana com base no volume (µm)
- sem tratamento de ultrassons 103 160 123
- com 1 min de ultrassons 23.8 85.8 76.7
Pode concluir-se que a área específi ca das partículas é cerca de 6 m2/g, e a distribuição do tamanho de partículas é bastante larga, tendo-se encontrado partículas com diâmetros desde 0.1 µm até cerca de 900 µm. Contudo, a mediana determinada com base no volume das partículas (propriedade medida pelo Coulter LS 130) das diferentes amostras pode situar-se entre cerca de 100 até aos 160 µm. Estes valores podem ser consideravelmente reduzidos, se se aplicar um minuto de ultrassons às amostras, previamente à sua medição. Este facto signifi ca que as partículas das cinzas volantes se encontram aglomeradas ou que o efeito dos ultrassons poderá conduzir à sua desintegração.A caracterização química consistiu numa avaliação a três níveis: conteúdo elementar total (TC - Total Content), quantidade potencialmente lixiviável (TA - Total Availability) e quantidade libertada quando as cinzas são colocadas em contacto com água. O conteúdo elementar total foi determinado por digestão das cinzas volantes com HF e HNO3, numa bomba de digestão, colocada numa estufa a 150ºC durante 6 h. A quantidade
Tabela 2 Conteúdo elementar total, quantidade potencialmente lixiviável e quantidade extraída com água.
Conteúdo elementar total, TC
Quantidade potencialmente lixiviável, TA – NEN 7341
Quantidade extraída com água, DIN 38414-S4
potencialmente lixiviável foi obtida de acordo com a norma NEN 7341 [5], fa-zendo duas extracções sucessivas a pH 7 e 4, usando ácido nítrico para controlar o pH. A duração de cada extracção foi de 3 h, sendo cada uma realizada com uma razão líquido/sólido (L/S) de 50. As quan-tidades libertadas quando as cinzas são colocadas em contacto com água foram determinadas de acordo com a norma DIN 38414-S4 [6], ou seja, com L/S igual a 10, durante 24 h. As concentrações dos metais foram determinadas através de Ab-sorção Atómica com chama (3300 - Perkin Elmer), e os cloretos foram determinados através de titulação com AgNO3. Na Tabela 2, são indicados os valores obtidos para o conteúdo total, a quantidade potencial-mente lixiviável e a quantidade extraída com água, em três amostras, sendo tam-bém referidos os limites legais para além dos quais o resíduo deve ser tratado como perigoso.Da análise da Tabela 2 é possível inferir que podem existir situações muito di-versas, dependendo do tipo de elemento considerado. O Pb é um metal pesado tóxico que existe em grande quantidade no resíduo, e cerca de 30% pode ser ex-traído com água. O teste NEN 7341 falha para este elemento, uma vez que sendo um teste agressivo, prevê que apenas uma pequena quantidade será extraída para o meio ambiente, quando na realidade bas-ta que haja contacto das cinzas com água (resultados da norma DIN 38414) para que a quantidade libertada seja bastante supe-rior. Este facto deve-se ao carácter anfoté-rico deste elemento, ou seja, o Pb lixivia em grandes quantidades para pH baixos e pH elevados. A Figura 2 (a) mostra de uma forma mais explícita a diferença dos três indicadores (TC, TA e DIN), tendo-se incluído também o limite legal para o Pb relativamente aos eluatos obtidos segundo a norma DIN 38414. Pode verifi car-se que aquele limite (20 mg/kg) é excedido em mais de 20 vezes, pelo que o resíduo deve ser considerado perigoso. O Cd tem um comportamento distinto do Pb, uma vez que apesar de estar presente em menor quantidade (cerca de 60-70 ppm) é poten-cialmente quase todo ele lixiviável (ver
Amostra
A1
A2
A3
A1
A2
A3
A1
A2
A3
Limite
Pb(mg/kg)
1 752
1 495
1 725
189
104
94
483
324
460
20
Cd(mg/kg)
65
57
74
52
48
57
0.20
0.15
0.18
5
Zn(mg/kg)
5 439
4 998
4 692
2 279
1 700
3 013
44.0
50.5
63.0
100
Cr(mg/kg)
72
84
92
40
25
24
6.54
5.97
6.21
5 (Cr VI)
Ni(mg/kg)
74
98
98
9
19
25
2.21
2.54
1.74
20
Cu(mg/kg)
534
491
465
136
115
249
0.86
1.38
1.97
100
K(g/kg)
24.7
25.9
24.6
24.9
25.9
23.6
27.0
26.6
23.1
ne
Na(g/kg)
23.0
22.8
27.0
23.8
23.5
24.2
22.2
22.4
20.6
ne
Cl-(g/kg)
nq
nq
nq
118.9
106.4
101.1
114.5
98.4
96.3
100
nq - não quantificado; ne - não estabelecido.

57_eq
Tabela 2). Contudo, como se ilustra na Figura 2 (b), a quantidade extraída através da lixiviação com água é um valor extremamente baixo. Deste modo, apesar do teste DIN não prever problemas com o Cd, a norma 7341 permite prever que se o resíduo contactar com água com pH baixo (da ordem de 4) este elemento pode causar problemas ambien-tais (valor TA muito superior ao limite legal de 5 mg/kg).
Figura 2 Comparação do conteúdo elementar total (TC), quantidade potencialmente lixiviável (TA) e quantidade extraída
com água (DIN), (a) Pb e (b) Cd.
Analisando a Tabela 2, verifi ca-se que o Zn está presente em grandes quantidades, pode ser potencialmente lixiviável até cerca de 60%, sendo extraído em quantidades relativamente baixas quando colocado em contacto com água (menor que o limite legal). Relativamente ao Cr, apesar do conteúdo total não ser muito elevado, a quantidade extraída com água pode exceder o limite legal estabelecido para o Cr (VI), pelo que este deverá ser um dos elementos considerados importantes para avaliar o impacte ambiental. O contacto das cinzas com água só permite lixiviar uma pequena fracção do Ni e do Cu, pelo que estes elementos não serão problemáticos. Contrariamente aos elementos anteriormente referidos, o K, Na e Cl- são maioritários neste resíduo, podendo representar mais de 15% da sua massa total. Estes elementos são facilmente libertados para os meios líquidos e constituem um dos aspectos de difícil resolução, uma vez que mesmo depois de se efectuar o tratamento do resíduo, os sais solúveis podem continuar a constituir um problema para o meio ambiente.
TRATAMENTO DAS CINZAS VOLANTESDe acordo com as propriedades acima referidas, as cinzas volantes provenientes do processo de incineração de RSU são consideradas como resíduo perigoso, pelo que terão que ser tratadas antes de serem depositadas em aterro. Os tipos de tratamento adequados para este tipo de resíduo são:— processos de separação, em que os componentes que conferem a toxicidade são
separados do resíduo por processos físico-químicos;— processos de solidifi cação/estabilização, que envolvem a imobilização dos poluentes
por processos de micro ou macro-encapsulação (solidifi cação) e/ou por processos químicos (estabilização).
— processos térmicos (vitrifi cação, fusão ou sinterização), os quais permitem reduzir consideravelmente a lixiviação, bem como o volume fi nal.
No presente estudo foi considerado um processo de solidifi cação/estabilização, o qual se baseia nos processos de tratamento utilizados nas indústrias nacionais e na grande maio-ria dos processos mundiais, consistindo essencialmente na adição de água e cimento Port-land, por forma a obter um material sólido. A adição de cimento permite a imobilização dos poluentes por via física e química [8-9]. Os principais mecanismos de imobilização dos metais pesados são a adsorção, sorpção, precipitação, troca-iónica, complexação de
superfície, micro-encapsulação e incorpo-ração nos hidratos obtidos pela reacção do cimento com água [10]. Para avaliar o desempenho do tratamento, foram realizados alguns testes de lixiviação de acordo com a norma AFNOR X31-211 (1994), a qual consiste em realizar três extracções sucessivas com água a provetes cilíndricos (com diâmetro de 4 cm e altura 8 cm), numa razão líquido/sólido de 10. As extracções são realizadas mantendo o líquido agitado, num reservatório fechado, durante 16 h. Os resultados obtidos em três provetes fornecidos por uma unidade industrial são indicados na Figura 3. Na Figura 3-(a) é indicado o valor do pH nos eluatos das três lixiviações sucessivas, o qual é sempre francamente básico (próximo de 12). Esta elevada alcalinidade, resulta do facto de, quer o resíduo a tratar (o qual contém Ca(OH)2), quer o agente solidifi cante (cimento) serem materiais básicos. O pH é um dos parâmetros que mais infl uência tem nos processos de extracção, sendo o comportamento de lixiviação para a maioria dos metais principalmente determinado pelo pH da solução lixiviante. Assim, existem metais que são muito solúveis para pH baixo e para pH elevado (elementos anfotéricos - Pb e Zn), elementos que apresentam solubilidade máxima para pH neutros (oxi-aniões - cromatos), e elementos cuja solubilidade é independente do pH (K, Na). Deste modo, a elevada alcalinidade apresentada pelo resíduo tratado pode ser muito vantajosa em relação a alguns elementos, e eventualmente comprome-tedora em relação a outros. De acordo com a Figura 3-(b) verifi ca-se que o Pb é lixiviado entre 2 a 9 mg/kg (base seca), o que corresponde a uma baixa quantidade quando comparado com os cerca de 420 mg/kg que são libertados das cinzas antes de serem tratadas (ver Tabela 2). Mesmo se se contabilizar o factor de diluição devido à quantidade de cimento usado no processo de tratamento (cerca de 38% da quantidade de cinza volantes), e admitindo que o cimento não tem Pb, a quantidade lixiviada deveria ser acrescida de cerca de 5 mg/kg no máximo, o que continua a não ser signifi cativo.
(a) (b)

prevenção e controlo da poluição[ a incineração de resíduos sólidos urbanos e a produção de resíduos perigosos ]
58_eq
resultante do tratamento é quase 2,5 vezes superior à inicial e por outro lado, os sais solúveis presentes inicialmente no resíduo não são aprisionados de forma efectiva no sólido, tendo-se observado uma perda de massa dos provetes relativamente elevada (podendo ser superior a 8 %).
Figura 3 Resultados obtidos para três provetes de acordo com a norma AFNOR X31-211, durante os 3 ciclos de lixiviação.
(a)-pH; (b)- Pb; (c)-Zn; (d)-Na. × - provete 1; - provete 2 e - provete 3
Situação semelhante pode ser observada em relação ao Zn (Fig.3-(c)), ou seja, dos cerca de 50 mg/kg extraídos com água, quando a cinza é submetida ao teste DIN 38414, apenas 3 mg/kg (base seca) são no máximo extraídos depois das cinzas serem tratadas pelo método de solidifi cação/estabilização acima descrito. Já em relação ao Na, cujo comportamento de lixiviação se mostra na Figura 3-(d), cerca de 11 g/kg podem ser libertados depois dos 3 ciclos de 16 h cada. Se se atender aos teores anteriormente indicados na Tabela 2 para o Na, os quais se situavam na ordem dos 20 a 22 g/kg, verifi ca-se que uma grande parte foi libertada. De facto, este elemento (à semelhança do Cl- e do K) pode ser considerado um “inerte” em relação à matriz obtida pela adição do cimento. Desta forma, este tipo de elementos não são efectivamente aprisionados no sólido, sendo os responsáveis pela elevada fracção solúvel que estes produtos poderão apresentar. Na realidade, foram determinados valores superiores a 8 % de perda de massa durante as lixiviações. Nestas determinações, podem surgir de facto, diferenças signifi cativas à medida que decorre a cura do material obtido com o cimento, dado que a matriz se vai tornando cada vez mais densa e portanto menos porosa, o que difi culta a libertação dos diferentes elementos, inclusive os sais solúveis.
CONCLUSÕESNeste estudo foram caracterizadas cinzas volantes resultantes da incineração de RSU, antes e depois de serem tratadas por um método de solidifi cação/estabilização. Como principais conclusões deste estudo salientam-se o facto das cinzas volantes serem partículas com uma área específi ca de cerca de 6 m2/g, e cuja mediana dos diâmetros das partículas pode ser signifi cativamente inferior aos 100 µm (após tratamento com 1 min com ultrassons). Este resíduo possui quantidades apreciáveis de elementos considerados ambientalmente perigosos, tais como Pb, Cd, Zn, Cr, Ni, Cu, sendo o K, Na e Cl elementos maioritários. Ao nível ambiental os elementos mais problemáticos são o Pb (que pode exceder em cerca de 20 vezes os limites estabelecidos para os lixiviados da norma DIN 38414), os sais solúveis (principalmente Cl-) e eventualmente o Cr.Após o tratamento de solidifi cação/estabilização os diferentes metais pesados são retidos na matriz por processos físicos e/ou químicos, podendo o método ser considerado efi ciente. Contudo, dois aspectos poderão ser referidos como menos positivos: por um lado a massa
BIBLIOGRAFIA [1] Ibánez, R, Andrés, A., Viguri, J.R., Ortiz, I., Irabien,
J.A., Characterisation and Management of Incinera-
tor Wastes, J. Hazard. Mater., A79, 215-227 (2000).
[2] Alba, N., Gasso, S., Lacorte, T., Baldasano, J.M.,
Characterization Of Municipal Solid Waste Incinera-
tion Residues from Facilities With Different Air Pollu-
tion Control Systems, J. Air Waste Manage. Assoc.,
47(11),1170-1179 (1997).
[3] Chandler, A.J., Eighmy, T.T., Hartlén, O., Kosson, D.,
Sawell, S.E., van der Sloot, H., Vehlow, J., Municipal
Solid Waste Incinerator Residues, Studies in Environ-
mental Science, Vol. 67, Elsevier Science, Amsterdam
(1997).
[4] van der Sloot, H.A., Heasman, L., Quevauviller, Ph,
Harmonization of Leaching Extraction Tests, Studies
in Environmental Science, Vol. 70, Elsevier Science,
Amsterdam (1997).
[5] NEN 7341, Leaching characteristics of solid (earthy
and stony) building and waste materials. Leaching
tests. Determination of the availability of inorganic
components for leaching, Netherlands Standardisa-
tion Institute, March (1995).
[6] DIN 38414-S4, German Standard method for the ex-
amination of water, wastewater and sludge, Sludge
and sediments (group S). Determination of leachabil-
ity by water (S4). Deutche Norm, Teil 4 Okt, 464-475,
(1984).
[7] AFNOR, Association Francaise de Normalisation,
X31-211, Essai de lessivage d’un déchet solide initial-
ment massif ou généré par un procédé de solidifica-
tion, Août (1994).
[8] Glasser, F.P., Fundamental aspects of cement solidi-
fication and stabilization, J. Hazard. Mater., 52, 151-
170 (1997).
[9] Glasser, F.P., Immobilisation Potential of Cementi-
tious Materials, WASCON ‘94-Environmental As-
pects of Construction with Waste Materials, Elsevier,
p.77-86 (1994).
[10] Li, X.D., Poon, C.S., Sun, H., Lo, I.M.C., Kirk, D.W.,
Heavy metal speciation and leaching behaviors in ce-
ment based solidified/stabilized waste materials, J.
Hazard. Mater., A82, 215-230 (2001).

59_eq

60_eq
TERMODINÁMICA QUÍMICAEste livro reúne num único volume os princípios básicos da termodinâmica química. É um livro de texto, mas também uma obra de consulta. Cada capítulo foi ilustrado com gráfi cos, esquemas, exemplos e problemas resolvidos; inclui também um apêndice com tabelas de unidades de medida, valores de constantes físicas e funções termodinâmicas de uso frequenteAnalisa os critérios de equilíbrio e espontaneidade: energia livre de Gibbs e Hemloltz, signifi cado e propriedades das funções de energia livre e equilíbrio de fases. Trata os temas sistemas termodinâmicos, equilíbrio termodinâmico e terminologia.Autor Lígia Gargallo, Deodato Radic F. Data de Edição 2000 ISBN 970-15-0433-X Idioma Espanhol Editora Alfao-
mega Nº Páginas 384 Preço 23,75 euros, à venda em www.publindustria.pt
QUÍMICA ANALÍTICA QUANTITATIVA ELEMENTARNeste livro os autores apresentam os conceitos básicos de química analítica clássica: gravimetria e volumetria. O tratamento estatístico dos dados analíticos é considerado à parte e discutido com alguns detalhes. As instruções práticas incluem todas as informações necessárias para que sejam bem conduzidas experimentalmente. Muitos dos exercícios foram adicionados para ajudar os estudantes no entendimento de problemas analíticos. A teoria e prática mostrada neste texto didático proporcionam uma experiência segura em análise química fundamental, especialmente útil em laboratórios de ensino, de pesquisa e de apoio industrial. Autores N. Baccan, J. Andrade, J. Barone, O. Godinho Data de Edição 2001 ISBN 85-212-0296-2 Idioma Português
(Brasil) Editora Edgard Blucher Nº Páginas 324 Preço 31,92 euros, à venda em www.publindustria.pt
HANDBOOK OF ANALYTICAL INSTRUMENTSEste livro oferece a cientistas e engenheiros um guia completo dos princípios e blocos constituintes dos instrumentos de alta tecnologia actualmente, a fi m de poderem seleccionar as ferramentas analíticas correctas para optimizar projectos e pesquisa. Este recurso especializado cobre toda a instrumentação básica e mais recente, como por exemplo os biossensores, colorímetros e espectrofotómetros, cromatógrafos, medidores de ph, sistemas de análise automatizados, analisadores de gás industriais, circuitos digitais e muito mais.Autor R S Kandhpur Data de Edição 2006 ISBN 007-148-746-8 Idioma Inglês Editora McGraw-Hill Nº Páginas 770
Biotec-Zone: o 1º Portal de Biotecnologia em Portugal
O portal www.Biotec-Zone.net disponibiliza notícias em destaque, artigos publicados, informação sobre eventos, bibliografi a e um fórum sobre o tema Biotecnologia. O Biotec-Zone pretende promover a divulgação do conhecimento científi co e tecnológico da Biotecnologia em Portugal, assim como as empresas, organizações, marcas, produtos e serviços portugueses cujos objectivos se dirijam para o mercado da Biotecnologia. Por último, e não menos importante, as instituições que leccionam este curso, actualmente, em Portugal.A iniciativa da criação deste portal partiu de dois alunos do curso de Biotecnologia da Escola Superior Agrária do Instituto Politécnico de Viana do castelo, criado no ano lectivo passado. O portal servirá, ainda, como via para organizar encontros de estudantes de Biotecnologia de todo o país, visitas de estudo a laboratórios, jornadas de Biotecnologia, entre outras iniciativas…
www.biotec-zone.net
estante | internet