Embed Size (px)
Citation preview

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 1/88
T.C.
DOKUZ EYLÜL ÜNĠVERSĠTESĠ
MÜHENDĠSLĠK FAKÜLTESĠ
MAKĠNE MÜHENDĠSLĠĞĠ BÖLÜMÜ
KOMPOZİT MALZEMELERİN MEKANİK
ÖZELLİKLERİNİN BELİRLENMESİ VE ANSYS 10
PROGRAMI İLE ISIL GERİLME ANALİZİ
BĠTĠRME PROJESĠ
EREN VATANGÜL
Projeyi Yöneten
Prof. Dr. Onur SAYMAN
Haziran,2008
İZMİR
8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 2/88
1
TEZ SINAV SONUÇ FORMU
Bu çalıĢma … / … / …. günü toplanan jürimiz tarafından BĠTĠRME PROJESĠ
olarak kabul edilmiĢtir.
Yarıyıl içi baĢarı notu 100 (yüz) tam not üzerinden ……… ( …………….…. ) dir.
Başkan Üye Üye
Makine Mühendisliği Bölüm BaĢkanlığına,
2002508078 numaralı Eren VATANGÜL jürimiz tarafından … / … / ….. günü saat
…… da yapılan sınavda 100 (yüz) tam not üzerinden ……. almıĢtır.
Başkan Üye Üye
ONAY

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 3/88
2
TEġEKKÜRLER
Bu çalıĢmanın hazırlanmasından bitimine kadar her aĢamada çalıĢmayı yönlendiren,
özverili yardımlarını esirgemeyen, projeyi yöneten değerli hocam Sayın Prof. Dr. Onur
SAYMAN‟ a, çekme deneylerinin yapılmasında yardımlarını esirgenmeyen Aras. Gör.
Semih BENLĠ‟ ye ve Aras. Gör. Yusuf ARMAN‟ a teĢekkürlerimi sunarım.
Son olarak beni sürekli destekleyen ve yanımda olan, maddi ve manevi desteğini
esirgemeyen aileme teĢekkürü bir borç bilirim.
Eren VATANGÜL

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 4/88
3
ÖZET
Genellikle yapısal özellikleri nedeniyle kullanılan kompozit malzemeler, iki veya daha
fazla malzemenin kombinasyonundan meydana gelmektedir. Kompozitler matriks
malzemeye bir veya daha fazla destekleyici malzeme ilavesiyle oluĢan malzemelerdir.
Bu projenin ilk kısmında, kompozit malzemelerin mekanik özelliklerinin mukavemetdeneyleri ile tespit edilmesi çalıĢması yapılmıĢtır. Oryantasyon açısı değiĢtirilerek
malzemenin farklı oryantasyonlardaki davranıĢı ve dayanımı incelenmiĢtir.
Projenin ikinci kısmında, deneyler sonucu belirlenen mekanik özellikler kullanılarak
farklı oryantasyon açılarında, kompozit malzemenin ANSYS 10 programı yardımı ile
modellenmesi ve ısıl gerilme analizi yapılmıĢtır.
Son olarak çalıĢmamızın genel değerlendirilmesi yapılarak proje tamamlanmıĢtır.

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 5/88
4
ĠÇĠNDEKĠLER
Sayfa No
Ġçindekiler Listesi……....…………………………………………………………………………………………………..4
ġekil Listesi …………………………………………..…………………………………………………..……….………….9
Tablo Listesi …………………………………………..……………………………………………………………………...9
Bölüm Bir
GĠRĠġ
1.1. GiriĢ ………………………………..…………………................……………………12
Bölüm Ġki
KOMPOZĠT MALZEME TANIMI VE KULLANIMI
2.1. Kompozit Malzemelerin Tanımı……............................................................................13
2.2. Kompozit Malzemelerin Avantaj ve Dezavantajları.......................................................14
2.1.1. Yüksek Mukavemet ...............................................................................................14
2.1.2. Kolay ġekillendirme................................................................................................15
2.1.3. Elektriksel Özellikler...............................................................................................15
2.1.4. Isıya ve AteĢe Dayanıklılık.....................................................................................15
2.1.5. TitreĢim Sönümleme...............................................................................................15
2.1.6. Korozyona ve Kimyasal Etkilere KarĢı Dayanıklılık..............................................15
2.1.7. Kalıcı ġekillendirme................................................................................................15

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 6/88
5
2.1.8. Kompozit Malzemenin Dezavantjları.....................................................................15
2.3. Kompozit Malzemelerin Kullanım Alanları...................................................................16
2.3.1. Havacılık Sanayi.....................................................................................................17
2.3.2. Denizcilik Sanayi....................................................................................................17
2.3.3. Spor Araçları...........................................................................................................17
2.3.4. Sağlık ......................................................................................................................18
2.3.5. Otomotiv.................................................................................................................18
2.3.6. Formula1 Arabaları.................................................................................................19
2.3.7. Müzik Aletleri.........................................................................................................19
2.3.8. Yapı Sektörü...........................................................................................................20
2.4. Kompozit Malzemelerin Sınıflandırılması......................................................................21
2.4.1. Yapılarını OluĢturan Malzemeye Göre...................................................................21
2.4.1.1. Plastik-Plastik Kompozitler.............................................................................21
2.4.1.2. Plastik-Metal Kompozitler...............................................................................22
2.4.1.3. Plastik-Cam Elyaf Kompozitler.......................................................................22
2.4.1.4. Plastik-Köpük Kompozitler.............................................................................22
2.4.1.5. Metal Matrisli kompozitler..............................................................................22
2.4.1.6. Seramik Kompozitler.......................................................................................23
2.4.2. Yapı BileĢenlerinin ġekline Göre............................................................................23
2.4.2.1. Partikül Esaslı Kompozitler.............................................................................23
2.4.2.2. Lamel Esaslı Kompozitler................................................................................23
2.4.2.3. Fiber Esaslı Kompozitler..................................................................................24
2.4.2.4. Dolgu Kompozitler...........................................................................................25
2.4.2.5. Tabaka Yapılı Kompozitler..............................................................................25
2.5. Kompozit Malzeme Yapımında Kullanılan Temel Maddeler.........................................25
2.5.1. Matris Malzemeleri..................................................................................................25
2.5.2. Reçine ve Özellikleri................................................................................................26
2.5.2.1. Epoksi Reçineler..............................................................................................26

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 7/88
6
2.5.2.2. Polyesterler......................................................................................................26
2.5.2.3. Üretan Reçineler..............................................................................................26
2.5.2.4. Fenolik Reçineler.............................................................................................27
2.5.3. Elyaf ÇeĢitleri ve Özellikleri...................................................................................27
2.5.3.1. Cam Elyaf.......................................................................................................28
2.5.3.2. Bor Elyaf.........................................................................................................30
2.5.3.3. Silisyum Karbür Elyaf.....................................................................................30
2.5.3.4. Alümina Elyaflar .............................................................................................30
2.5.3.5. Grafit Elyaflar.................................................................................................31
2.5.3.6. Aramid Elyaflar...............................................................................................32
2.6. Kompozit Malzeme Üretim Yöntemleri.........................................................................33
2.6.1. Elle Yatırma Yöntemi.............................................................................................33
2.6.2. Püskürtme Yöntemi................................................................................................34
2.6.3. Elyaf Sarma Yöntemi..............................................................................................34
2.6.4. RTM Yöntemi.........................................................................................................35
2.6.5. Profil Çekme Yöntemi............................................................................................36
2.6.6. Hazır Kalıplama Yöntemi.......................................................................................36
2.6.6.1. Hazır Kalıplama Pestili..................................................................................37
2.6.6.2. Hazır Kalıplama Hamuru...............................................................................37
2.6.7. Vakum Yöntemi......................................................................................................37
2.6.8. Otoklav Yöntemi ....................................................................................................38
2.6.9. Preslenebilir Takviye...............................................................................................39
Bölüm Üç
KOMPOZĠT MALZEME ÇEKME DENEYLERĠ
3.1. Deney Düzeneği..............................................................................................................39
3.1.1. Kompozit Levha......................................................................................................39

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 8/88
7
3.1.2. Strain_Gage.............................................................................................................40
3.1.3. Switch Balance Unit ve Strain Ġndicator.................................................................40
3.2. Deneyin Yapılması.........................................................................................................41
3.3. Deney Sonuçları..............................................................................................................43
3.3.1. Cam Epoksi için Deney Sonuçları...........................................................................43
3.3.2. Karbon Epoksi için Deney Sonuçları.......................................................................45
Bölüm Dört
ANSYS 10 PROGRAMI ĠLE ISIL GERĠLME ANALĠZĠ
4.1. Ansys 10 Programının BaĢlatılması...............................................................................48
4.2. Analiz Türünün Belirlenmesi.........................................................................................49
4.3. Malzeme ġeklinin Tanımlanması...................................................................................49
4.4. Analiz Ayarlarının Yapılması.........................................................................................50
4.5. Tabakalandırma ĠĢlemi...................................................................................................51
4.6. Malzeme Özelliklerinin Belirtilmesi...............................................................................52
4.7. Termal Katsayıların Belirtilmesi.....................................................................................52
4.8. Modelin OluĢturulması...................................................................................................53
4.9. Mesh Boyutunun Belirtilmesi.........................................................................................54
4.10. Mesh iĢleminin GerçekleĢtirilmesi................................................................................55
4.11. Sıcaklık Değerlerinin Belirtilmesi.................................................................................55
4.12. Çözümün Yapılması......................................................................................................56
4.13. Sonuçların Görüntülenmesi için Ayarların Yapılması..................................................57
4.14. Sonuçların Görüntülenmesi...........................................................................................57

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 9/88
8
Bölüm BeĢ
ANALĠZĠN SONUÇLARI VE GRAFĠKLER
5.1. (0/45/45/0) Oryantasyonu...............................................................................................60
5.2. (0/90/0/90) Oryantasyonu...............................................................................................62
5.3. (0/90/90/0) Oryantasyonu...............................................................................................64
5.4. (0/-45/-45/0) Oryantasyonu............................................................................................66
5.5. (45/0/0/45) Oryantasyonu...............................................................................................68
5.6. (90/0/0/90) Oryantasyonu...............................................................................................70
5.7. (0/-45/45/0) Oryantasyonu..............................................................................................72
5.8. (-45/0/0/45) Oryantasyonu..............................................................................................74
5.9. (0/90/45/0/90/45) Oryantasyonu.....................................................................................76
5.10. (0/90/45/45/90/0)Oryantasyonu.....................................................................................78
5.11. (0/90/-45/45/90/0) Oryantasyonu..................................................................................80
5.12. (0/90/-45/0/90/45) Oryantasyonu..................................................................................82
5.13. (0/90/-45/0/90/-45) Oryantasyonu................................................................................84
Bölüm Altı
SONUÇ
6.1. Sonuç..............................................................................................................................86
Kaynaklar
Kaynaklar...............................................................................................................................87

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 10/88
9
TABLO LĠSTESĠ
Sayfa No
Tablo 2.3 1991-1994 yılları arasında kompozit malzeme ithalatı........................................................16
Tablo 2.5.3.1 Cam elyafların mekanik özellikleri ve bileĢimleri.........................................................29
Tablo 2.5.3.5 Karbon Elyafın Sınıfları.................................................................................................32
ġEKĠL LĠSTESĠ
ġekil 2.3.6. Formula arabasını ön jantları..............................................................................19
ġekil 2.3.8. Yapı malzemesi kompozit lifler .........................................................................20
ġekil 2.4.2.2. Açılı tabakaların ayrı gösterimi.......................................................................23
ġekil 2.4.2.3. DeğiĢik tipte fiber kompozitler .....................................................................................24
ġekil 2.5.3. Elyaf Dokuma Türler i......................................................................................................27
ġekil 2.5.3.1. Cam elyafı üretimi (Phillips, 1989)...............................................................................28
ġekil 2.5.3.5. Karbon Elyaf Örnekleri.................................................................................................31
ġekil 2.5.3.6. Elyaf ve matris malzemelerin gerilme uzama diyagramı.............................................33

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 11/88
10
Şekil 2.6.2. Püskürtme Yöntemi.........................................................................................................34
Şekil 2.6.3. Elyaf sarma Makinesi .....................................................................................................35
Şekil 2.6.4 RTM yöntemi...................................................................................................................36
Şekil 2.6.7. Vakum bagging................................................................................................................38
Şekil 3.1.2. strain-gage .......................................................................................................................40
Şekil 3.1.3. Strain indicator ve Switch Balance Unit..........................................................................41
Şekil 3.2.1. Quarter Bridge Bağlantısı................................................................................................42
Şekil 3.2.2 Ġnstron 1440 çekme cihazı.................................................................................................42
Şekil 3.2.3 Cihaz çeneleri....................................................................................................................43
Şekil 3.2.4 Gage Factor Ayarlama.......................................................................................................43
Şekil 4.1 Programın ÇalıĢtırılması.......................................................................................................48
Şekil 4.2 Analizin tanımlanması..........................................................................................................49
Şekil 4.3 Malzeme ġekil Seçimi..........................................................................................................49
Şek il 4.4 Analiz Ayarlarının Yapılması..............................................................................................50
Şekil 4.5 Malzeme Tabaka Açılarının Girilmesi.................................................................................51
Şekil 4.6 Malzeme Özelliklerinin Programa Tanıtılması.....................................................................52
Şekil 4.7 Isıl Katsayıların Tanımlanması.............................................................................................53
Şekil 4.8.1 Model Boyutlarının Girilmesi...........................................................................................53
Şekil 4.8.2 100*100*0,4 (mm) boyutlarındaki modelimiz..................................................................54
Şekil 4.9 Mesh boyutunun seçimi........................................................................................................54
Şekil 4.10 Modelimizin mesh iĢlemi sonrasındaki durumu.................................................................55
Şekil 4.11 Oda sıcaklığının ve referans sıcaklığın girilmesi................................................................56
Şekil 4.12 Çözümün BaĢlatılması........................................................................................................56

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 12/88
11
Şekil 4.13 Sonucunu Göreceğimiz Tabakanın Seçimi.........................................................................57
Şekil 4.14.1 Sonuçları ekrana yansıtma..............................................................................................58
Şekil 4.14.2 X ekseninde oluĢan gerilme dağılımı..............................................................................58
Şekil 4.14.3 Y ekseninde oluĢan gerilme dağılımı..............................................................................59
Şekil 4.14.4 Tabakanın üç boyutlu görünüĢü.......................................................................................69
Şekil 5.1. (0/45/45/0)s oryantasyonu...................................................................................................61
Şekil 5.2. (0/90/0/90)s oryantasyonu...................................................................................................63
Şekil 5.3. (0/90/90/0)s oryantasyonu...................................................................................................65
Şekil 5.4. (0/-45/-45/0)s oryantasyonu................................................................................................67
Şekil 5.5. (45/0/0/45)s oryantasyonu...................................................................................................69
Şekil 5.6. (0/90/0/90)s oryantasyonu....................................................................................................71
Şekil 5.7. (0/-45/45/0)s oryantasyonu..................................................................................................73
Şekil 5.8. (-45/0/0/45)s oryantasyonu..................................................................................................75
Şekil 5.9. (0/90/45/0/90/45)s oryantasyonu.........................................................................................77
Şekil 5.10. (0/90/45/45/90/0)s oryantasyonu........................................................................................79
Şekil 5.11. (0/90/45/-45/90/0)s oryantasyonu......................................................................................81
Şekil 5.12. (0/90/-45/0/90/45)s oryantasyonu......................................................................................83
Şekil 5.13. (0/90/-45/0/90/45)s oryantasyonu......................................................................................85
8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 13/88
12
BÖLÜM BĠR
GĠRĠġ
1.1. Giriş
20. yüzyılın ikinci yarısından itibaren tekniğin hızla geliĢmesi, beraberinde sanayinin
temel girdisi olan malzeme ve malzeme biliminde de geliĢmelerin hızlanmasını sağlamıĢtır.Fakat yeryüzünde ana malzemelerin sınırlı olmasından dolayı, malzemeler ve bu
malzemelerin özellikleri teknolojinin geliĢimine ayak uyduramamıĢtır. Uzay araçlarının
yapımına geçilen geçen asırda, bilim adamları çağın yenilikleri ile birlikte mevcut
malzemelerin özelliklerinden, bilimin geliĢmesi paralelinde günün Ģartlarına uyacak Ģekilde
gerek ekonomik gerekse teknik yönden daha uygun malzemeler imal etme yolunu
seçmiĢlerdir.
Dolayısıyla hem ekonomik hem daha yüksek mukavemetli ve hem de çok hafif malzemelerin oluĢturulması için yapılan çalıĢmalar yoğunlaĢtırılmıĢtır. Böylece malzemeyi
teĢkil eden bileĢenlerin, özellikleri farklı olan kombinasyonlarının verdikleri, kompozit
malzemeler, büyük bir önem kazanmıĢtır.
Son zamanlarda yüksek mukavemet / ağırlık, katılık / ağırlık oranlarına sahip olan fiber
takviyeli reçine kompozitleri, uçak ve uzay taĢıtları gibi ağırlığa hassas uygulamalarda
önemli kullanım sahaları bulmuĢlardır. Düne kadar saçtan tahtadan yapılan tekneler, yatlar
yerlerini artık polyester - cam elyaftan yapılan benzerlerine bırakıyorlar. Bakım-onarım bakımından daha avantajlı olan kompozit malzemeden yapılan tekneler aynı zamanda daha
hafif, uzun ömürlü ve süratli olmaları bakımından tercih edilmektedirler. Ġmalat
sanayisinde artık birçok parça kompozit malzemeden yapılmaktadır.
Bu çalıĢmada kompozit malzemenin çekme deneyi ile mekanik özellikleri tespit edilip,
daha sonra Ansys 10 programı yardımı ile 260C den 150
0C ye artırılan sıcaklıkta
malzemenin içinde tabakalarda oluĢan gerilmeler tespit edilmeye çalıĢılmıĢtır.

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 14/88
13
BÖLÜM ĠKĠ
KOMPOZĠT MALZEME TANIMI VE KULLANIMI
2.1. Kompozit Malzemelerin Tanımı:
Kompozit malzemeler; iki ya da daha fazla malzemenin uygun özelliklerini tek
malzemede toplayarak veya yeni bir özellik çıkarmak amacıyla makro düzeyde birleĢtirilmesi sonucu oluĢturulan malzemelerdir. Genel olarak bu malzemelerde hacimsel
olarak %50„nin üzerinde fiber bulunur. Kompozit malzeme kullanılarak üretilecek olan
parçalar tasarlanırken, parçanın hangi alanda kullanılacağı ve kullanıma yönelik spesifik
ihtiyaçların neler olduğunun bilinmesi gereklidir.
Kompozit bir parça tasarlanırken maliyet, ham malzeme özellikleri, çevre koĢullarının
parçaya etkisi, imalat yöntemi, kalite kontrol metotları gibi bir dizi faktör birlikte
değerlendirilmelidir. Tasarımda en büyük zorluklardan birisi kompozit malzemelerin
izotropik özellikler göstermemesidir. Bu yüzden tasarımcı, parçaya her yönden ne kadar
yük geleceğini ve parçanın hangi noktasında ne kadar mukavemete ihtiyaç olduğunu iyi
anlayıp, fiberlerin yerleĢim açılarını ona göre hesaplamalıdır.
Kompozit malzemelerde çekirdek olarak, bir fiber malzeme ve bu malzemenin
çevresinde hacimsel olarak çoğunluğu oluĢturan bir matris malzeme bulunmaktadır. Burada
fiber malzeme, kompozit malzemenin mukavemet ve yük taĢıma özelliğini sağlamaktadır.
Matris malzeme ise, plastik deformasyona geçiĢte oluĢabilecek çatlak ilerlemelerini önler
ve kompozit malzemenin kopmasını geciktirmektedir. Matris olarak kullanılan malzemenin
diğer bir amacı da, fiber malzemeleri yük altında bir arada tutabilmek ve yükü lifler
arasında homojen olarak dağıtmaktır. Böylelikle fiber malzemelerde plastik deformasyon
gerçekleĢtiğinde ortaya çıkacak çatlak ilerlemesi olayının önüne geçilmiĢ olunur.
Kompozit malzemelerin, parça bütünlüğü, hafiflik, yüksek mukavemet, darbe dayanımı
ve uzun kullanım ömrü gibi özellikleri, geniĢ kullanım alanlarında avantajlar

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 15/88
14
sağlamaktadır. Cam elyafı elastik bir malzemedir. Yük altında düzgün olarak kopma
noktasına kadar uzayan cam elyafı, çekme yükünün kalkması sonucunda herhangi bir akma
özelliği göstermeden baĢlangıç boyutuna döner. Diğer metallerde ve organik liflerde
bulunmayan bu elastiklik ve yüksek mukavemet özellikleri; cam elyafına büyük miktardaenerjiyi, kayıpsız olarak depolama ve bırakma olanağı sağlamaktadır. Bu özellik, dinamik
yorulma dayanımı, aĢınmaya karĢı korunması koĢulu ile otomobil, kamyon amortisör
yayları ve mobilya yayları gibi ürünlerin cam elyafı takviyeli plastik malzemeden
yapılabilmesini sağlamaktadır. Cam elyafı takviyeli plastiklerde, cam elyafı takviyesinin
yönü önemli bir etkendir ve bu, cam elyafının reçine ile kaplanabilirliğini de etkiler.
Dolayısıyla takviye miktarının artıĢı ile birlikte cam elyafının mukavemeti de artar.
Kompozit malzemelerin bu üstün özelliklerine rağmen, yük taĢıma kabiliyetinde zamanla
azalma görülmektedir. Bu nedenle, tasarım yapılırken uygun bir emniyet faktörü ön
görülerek, ani kırılmaların önüne geçilmesi gereklidir. Zamana bağlı olarak mukavemetin
azalması, çekme dayanımının baĢlangıç değerinin 2/3'üne çok kısa sürede düĢmesi ve
1/2'sine 50 yıl gibi bir sürede düĢmesi Ģeklinde görülmektedir.
2.2. Kompozit Malzemelerin Avantaj ve Dezavantajları
Kompozit malzemelerin özgül ağırlıklarının düĢük oluĢu, hafif yapılarda büyük avantaj
sağlar. Bunun yanında fiber takviyeli kompozit malzemelerin korozyona dayanımları, ısı,
ses ve elektrik yalıtımı sağlamaları da ilgili kullanım alanları için önemli bir üstünlük
sağlamaktadır.
Kompozit malzemelerin dezavantajlı yanlarını ortadan kaldırmaya yönelik teorik
çalıĢmaların olumlu sonuçlanması halinde kompozit malzemeler, metalik malzemelerin
yerini alabilecektir. Kompozit malzemelerin avantalarını Ģöyle sıralayabiliriz:
2.2.1. Yüksek Mukavemet
Kompozit malzemelerin çekme ve eğilme mukavemetleri, birçok metalik malzemeye
göre çok daha yüksektir. Ayrıca kaplama özelliklerinden dolayı, kompozitlere istenen
yönde ve istenen bölgede gerekli mukavemet verilebilir. Böylelikle malzemeden tasarruf
yapılarak, daha hafif ve ucuz ürünler elde edilebilir.

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 16/88
15
2.2.2. Kolay Şekillendirme
Kompozit malzeme kullanılarak yapılan büyük ve kompleks parçalar, tek iĢlemle bir
parça halinde kalıplanabilir. Bu da malzeme ve iĢçilikten kazanç sağlar.
2.2.3. Elektriksel Özellikler
Uygun malzemelerin seçilmesiyle, çok üstün elektriksel özelliklere sahip kompozit
ürünler elde edilebilir.
2.2.4. Isıya ve Ateşe Dayanıklılık
Isı iletim katsayısı düĢük malzemelerden oluĢan kompozitlerin ısıya dayanıklılık
özellikleri, yüksek ısı altında kullanabilmesine olanak tanımaktadır. Bazı özel katkı
maddeleri ile kompozit malzemenin ısıya dayanımı arttırılabilir.
2.2.5. Titreşim Sönümleme
Kompozit malzemelerin sünekliği nedeniyle, doğal bir titreĢim sönümleme ve Ģok
yutabilme özelliği vardır. Bu sayede çatlak yürümesi olayı da engellenmiĢ olur.
2.2.6. Korozyona ve Kimyasal Etkilere Karşı Dayanıklılık
Kompozitler malzemeler, hava etkilerinden, korozyondan ve çoğu kimyasal etkilerden
zarar görmezler. Bu özellikleri nedeniyle kompozit malzemeler, kimyevi madde tankları,
boru ve aspiratörleri, tekne ve deniz araçları yapımında güvenle kullanılmaktadır.
2.2.7. Kalıcı Renklendirme
Kompozit malzemelere, kalıplama esnasında reçineye ilave edilen pigmentler sayesinde
istenen renk verilebilir. Bu iĢlem ek bir masraf ve iĢçilik gerektirmez. Kompozit
malzemeler, aĢağıda belirtilecek olan dezavantajlara rağmen çelik ve alüminyuma göre
birçok avantaja sahiptir. Bu nedenle kompozitler; kimyasal madde depolarında, karayolu
tankerlerinde, bina cephe ve panolarında, otomobil gövde ve tamponlarında, deniz
teknelerinde, komple banyo ünitelerinde, ev eĢyalarında, tarım araçları gibi birçok sanayi
alanında kullanılabilecek bir malzemedir.
2.2.8. Kompozit malzemelerin Dezavantajları ;
1. Hammaddenin pahalı olması; Uçaklarda kullanılabilecek kalitede karbon m2‟lik
kumaĢının maliyeti yaklaĢık 50 $' dır.

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 17/88
16
2. Lamine edilmiĢ kompozitlerin özellikleri her zaman ideal değildir, kalınlık yönünde
düĢük dayanıklılık ve katlar arası düĢük kesime dayanıklık özelliği bulunmaktadır
3. Malzemenin kalitesi üretim yöntemlerinin kalitesine bağlıdır, standartlaĢmıĢ bir kalite
yoktur.
4. Kompozitler kırılgan (gevrek) malzeme olmalarından dolayı kolaylıkla zarar görürler,
onarılmaları yeni problemler yaratabilir.
Malzemelerin sınırlı raf ömürleri vardır. Bazı tür kompozitlerin soğutularak
saklanmaları gerekmektedir. Sıcak kurutma gerekmektedir. Kompozitler onarılmadan önce
çok iyi olarak temizlenmeli ve kurutulmalıdır. Bazı durumlarda bu zor olabilir. Bazı
kurutma teknikleri uzun zaman alabilmektedir
2.3. Kompozit Malzemelerin Kullanım Alanları;
Kompozit malzemeler artık gittikçe artan oranlarda ve yeni sektörlerde kullanılmaya
baĢlanmıĢtır. Uzun zaman uçak sanayisindeki ihtiyaçların yönlendirdiği kompozit malzeme
geliĢimleri son dönemde yeni birçok sektörde birçok farklı amaç için kullanılmaktadır.
Tablo 2.3. 1991-1994 yılları arasında cinsinden kompozit malzeme ithalatı
Pazar 1991 1992 1993 1994
Uçak ve Uzay sanayi 17.6 14.7 11.5 11.0
Ticaret gereçleri 61.3 65.0 66.9 72.9
İnşaat 190.5 219.1 240.4 270.7
Tüketici Ürünleri 67.4 73.6 75.2 79.3
Korozyona Dayanıklı Ürünler 161.0 150.7 159.7 170.7
Elektrik 104.8 117.9 124.7 135.8
Deniz 124.7 138.1 144.8 164.9
Ulaşım 309.4 340.2 372.9 428.9
Diğer 33.5 37.8 40.5 46.2

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 18/88
17
2.3.1. Havacılık Sanayi
Özellikle ileri kompozit malzemeler havacılık sanayinde çok geniĢ uygulama alanları
bulmaktadır. Komposite malzemelerinin hafifliklerine oranla üstün mekanik özellikleriuçaklarda ve helikopterlerde sadece içi mekân değil yapısal parçalarını da polimer esaslı
kompozitlerle üretilmesine neden olmaktadır.
B2 bombardıman uçağı gövde panelleri; karbon fiber+epoksi
A380 yolcu uçağı kanat panelleri ve flapler; karbon fiber+epoksi
A380 yolcu uçağı burun bölümü (radome); CTP
A380 yolcu uçağı dikey stabilizer; Aramid fiber+epoksi
Zemin Plakası; Airbus 300/600 uçaklarında kullanılan karbon takviyeli Polieterimid
Uçak EAPS kapağı; (Karbon Elyafı+PEEK)
2.3.2. Denizcilik Sanayi
Yelkenli Gövdesi; CTP, Balsa ve polimer köpük üstüne cam, aramid karbon
dokumaları ile kaplanması
Yat, Tekne Arkası Platform
Basamaklar; CTP
Yelken Direği; Kevlar+Epoksi
2.3.3. Spor Araçları
Kompozit malzemelerin popüler olduğu yeni sektörler arasında spor araç ve gereçleri
her geçen gün daha da öne çıkmaktadır. Özellikle ağırlığın azalması, dolayısıyla hareket
kabiliyetinin artması ve dayanıklılığın artmasına neden olan cam ve karbon elyafı takviyeli
kompozitler kullanılmaktadır.
Kompozitler kano, sörf ve yatlar için çok önemli olan malzeme yoğunluğu ve darbe
dayanımı konusunda üstün özelliklere sahiptirler. Dağ bisikletleri en iyi katılık/ağırlık oranı
ve en düĢük ağırlık özellikleri kazanmak için karbon elyafı ile üretilmektedir. Korozyona
dayanım, Ģok emme ve sağlamlık gibi üstün özellikler kazandırmaktadır.
Ayrıca golf sopası, tenis raketi gibi spor ürünlerinde ağırlığı düĢürmek için karbon
elyafı takviyeli kompozit malzemelerden üretilmektedirler.

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 19/88
18
Su kayağı; Termoplastik prepreg
Kar kayağı; AhĢap üzerine sarılmıĢ karbon, aramid, cam elyafı karıĢımı+epoksi
Kano küreği; (%33 Cam+Poliftalamid)
Su kaydırakları: CTPSörf Tahtaları:; CTP
Bisiklet; (Karbon+Poliamid 6), yaklaĢık 1kg ağırlığında
Reebook Spor Ayakkabı; termoplastik poliüretan, petek (honeycomb)
Golf Sopası; Karbon Fiber+Epoksi
Tenis Raketi; Aramid (Kevlar)+Epoksi
Zıpkın Gövdesi; Karbon Fiber+Epoksi
Palet; Karbon Fiber+Epoksi
2.3.4. Sağlık
Tekerlekli sandalye; Cam veya Karbon Elyaf takviyeli Polyester
Tıbbi Tetkik Cihazları DıĢ Muhafazaları; CTP
2.3.5. Otomotiv
Otomobil firması müĢterilerinin ihtiyaçlarına karĢılık vermek çevresel Ģartların baskısı
altında daha hafif otomobiller üretmektedirler. Hafifi otomobiller daha çabuk hızlanabilen,
daha çabuk durabilen ilerlemek için daha küçük bir motora ve daha az benzine ihtiyaç
duyan araç anlamına gelmektedir.
Cam Sileceği; %30 Cam+PBT
Fitre Kutusu; Mercedes, %35 Cam+Poliamid 66
Pedallar; %40 Cam+Poliamid 6
Dikiz Aynası; %30 Cam+ABS
Far Gövdesi; BMW, %30 Cam+PBT
Hava GiriĢ Manifoldu; BMW, Ford, Mercedes, %30 Cam+Poliamid 6
Otomobil Gösterge Paneli; GMT
Otomobil Spoiler; CTP
Otomobil Yan Gövde Ġskeleti; Ford, CTP

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 20/88
19
2.3.6. FORMULA 1 Arabaları;
Formula 1 arabalarının yapımına ait düzenlemeler çok özeldir ve titizlikle
uygulatılmaktadır. Arabanın tüm ağırlığı 605 kilogramı aĢmamalıdır. Tasarım mühendislerien az ağırlıkla en sağlam çözümü bulmak durumundadırlar. Daha önceleri yarıĢ
arabalarında hafif bir metal olan alüminyum kullanılmaktaydı artık kompozit malzemeler
çok daha düĢük ağırlıklarla serlik ikiye katlanabilmektedir. Ayrıca karmaĢık parçaların
kompozit malzemelerle üretilebilmesi F1 otomobillerin üretiminde gerekli parça sayısı
azaltılabilmektedir. Alüminyumla 200'den fazla parçayla üretilen gövde ve Ģase beĢ
parçaya düĢürülmüĢtür. Kompozit malzemeler metal cıvatalar gibi bağlantı parçaları ile
birleĢtirilmek yerine epoksi reçinesi ile birbirlerine bağlanmaktadır. F1 arabalarında
aĢağıda belirtilenlerle beraber birçok parça kompozit malzeme kullanılmaktadır.
Motor kaplaması
Burun kapağı
Ön ve arka kanatlar, spoiler
Ana gövde. Mühendislik
Elektrik dağıtım Panoları; CTP
Şekil 2.3.6. Formula arabasının ön jantları
2.3.7. Müzik aletleri
London College of Furniture ve diğer bazı yerlerde ileri kompozit malzemelerle
müzikal enstrümanlar yapılması üzerine çalıĢmalar bulunmaktadır. Ġleri kompozit

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 21/88
20
malzemelerle yapılan yaylı sazlarda boyun kısmının tellerin gerilmesinden dolayı deforme
olması karĢılaĢılan temel sorunlardandır.
Keman; Karbon Fiber+EpoksiGitar; Karbon lamine tabakalar arası polimer köpük
Akustik Gitar; Grafit-Epoksi
Çello; Karbon + Epoksi
2.3.8. Yapı sektörü
Köprü Tabanı; CTP
Trabzanı; CTP
Yürüme yolları; CTP
TaĢıyıcı Konstrüksiyon; CTP
Bina Balkon Korkuluğu; CTP
Kapı; CTP
TaĢıyıcı Konstrüksiyon, Yüzme Havuzu, Kapı Saçağı, Yer karoları; SMC
Bina Kaplama Panelleri: CTP
Küvet; CTP
Lavabo; CTP
Sokak Lambası; CTP
Şekil 2.3.8. Yapı malzemesi kompozit lifler

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 22/88
21
2.4. Kompozit Malzemelerin Sınıflandırılması
Kompozit malzemeleri, yapılarını oluĢturan malzemeler ve yapı bileĢenlerinin
Ģekillerine göre iki Ģekilde sınıflandırmak mümkündür. Matris malzemesinin türüne göre(plastik kompozitler, metalik kompozitler, seramik kompozitler vb.) bir gruplandırma
yapılabildiği gibi yapı bileĢenlerinin Ģekillerine göre de (partikül esaslı kompozitler, lamel
esaslı, fiber esaslı kompozitler, dolgulu “kafes” kompozitler, tabaka yapılı kompozitler
Ģeklinde) sınıflandırılabilir.
2.4.1. Yapılarını Oluşturan Malzemelere Göre
2.4.1.1. Plastik – Plastik Kompozitler
Fiber olarak kullanılan plastik, yük taĢıyıcı bir özelliğe sahip iken, matris olarak
kullanılan plastik, esneklik verici, darbe emici ya da istenen amaca göre kullanılan plastiğin
özelliğine sahip olmaktadır. Kullanılabilecek plastik türleri de iki ayrı sınıfta incelenebilir.
Termoplastikler: Bu tür plastikler, ısıtıldığında yumuĢar ve Ģekillendirildikten sonra
soğutulduğunda sertleĢir. Bu iĢlem sırasında plastiğin mikro yapısında herhangi bir
değiĢiklik söz konusu değildir. Genellikle 5-50 oC arasındaki sıcaklıklarda kullanılabilirler.
Bu gruba giren plastikler:
a) Naylon
b) Polietilen
c) Karbonflorür
d) Akrilikler
e) Selülozikler
f) Viniller
Ģeklinde sıralanabilir.
Termoset Plastikler: Bu tip plastiklerde ise ısıtılıp Ģekillendirildikten sonra
soğutulduklarında artık mikro yapıda oluĢan değiĢim nedeniyle eski yapıya dönüĢüm
mümkün olmamaktadır. Bu grubun belli baĢlı plastikleri ise:
a) Polyesterler
b) Epoksi1er

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 23/88
22
c) Alkiter
d) Aminler
olarak verilebilir.
2.4.1.2. Plastik – Metal Fiber Kompozitler
Endüstride çok kullanılan bir tür olan metal fiber takviyeli plastikten oluĢan kompozitler
oldukça mukavemetli ve hafif bir ürün olarak karĢımıza çıkmaktadır. Bu kompozitler,
metal fiberleri (bakır, bronz, alüminyum, çelik vs.) polietilen ve polipropilen plastiklerini
takviyelendirmesi ile elde edilmekte ve kullanılmaktadır. Özellikle deformasyon yönünden
takviyelendirilme yaygın olarak kullanılmakta ve iyi bir verim alınmaktadır.
2.4.1.3. Plastik – Cam Elyaf Kompozitler
Ġsteğe göre termoplastikler veya termoset, plastikten oluĢan matris ve cam liflerin uygun
kompozisyonlarından üretilmektedir. Mekanik ve fiziksel özellikleri nedeniyle cam lifler
birçok durumda metal, asbest, sentetik elyaf ve pamuk ipliği gibi liflere tercih edilebilirler.
Ancak cam elyaflı kompozitler, büyük kuvvetleri iletmelerine rağmen camın kırılgan
olmasından dolayı çok küçük dirençlidirler. Bu tür malzemelerin fiziksel ve kimyasal
özellikleri, kullanılan plastik reçineler uygun seçilerek, arzu edilen Ģekle sokulabilir.
Plastik reçineler de, daha önce belirtildiği gibi termoplastik ve termoset türünde
olmaktadır. Termoset plastikler, fiberlerin de düzgün oryantasyonu ile yüksek mukavemete
ulaĢabilirler. Cam elyaf takviyeleri ile en çok kullanılan plastik reçineler, polyesterlerdir.
2.4.1.4. Plastik – Köpük Kompozitler
Bu tür kompozitlerde plastik, fiber olarak görev yapmakta, köpük ise matris konumunda
olmaktadır. Köpükler, hücreli yapıya sahip, düĢük yoğunlukta, gözenekli ve doğal halde
bulunduğu gibi, büyük bir kısmı sentetik olarak imal edilmiĢ hafif maddelerdir. Köpük
hücre yapısına göre sert, kırılgan, yumuĢak ya da elastik olabilmektedir. Matris olarak
kullanılan bu köpük türleri, kullanılan plastiğin de çeĢitlenebilmesiyle değiĢik özellikte
kompozit malzemelerin oluĢumunu sağlayabilmektedir.
2.4.1.5. Metal Matrisli Kompozitler
Metallerin ve metal alaĢımlarının birçoğu, yüksek sıcaklıkta bazı özellikleri
sağlamalarına rağmen kırılgan olmaktadırlar. Fakat metalik fiberler ile takviye edilmiĢ
metal matrisli kompozitler, her iki fazın uyumlu çalıĢması ile yüksek sıcaklıkta da yüksek
mukavemet özelliklerini vermektedirler. Bakır ve Alüminyum matrisli, Wolfram veya

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 24/88
23
Molibden fiberli kompozitler ve Al - Cu kompoziti, bize bu kompozisyonu veren en iyi
örneklerdir. Bu tip kompozitler, matrisin özelliklerini iyileĢtirdiği gibi bu özelliklere daha
ekonomik olarak ulaĢılmasını sağlamaktadır. Bu kompozitlerde metal matris içine gömülen
ikinci faz, sürekli lifler Ģeklinde olabildiği gibi, geliĢi güzel olarak dağıtılmıĢ küçük parçalar halinde de olabilmektedir.
2.4.1.6. Seramik Kompozitler
Metal veya metal olmayan malzemelerin birleĢimlerinden oluĢan seramik kompozitler,
yüksek sıcaklıklara karĢı çok iyi dayanım göstermekle birlikte, rijit ve gevrek bir yapıya
sahiptirler. Ayrıca elektriksel olarak çok iyi bir yalıtkanlık özelliği de gösterirler.
2.4.2. Yapı Bileşenlerinin Şekline Göre
2.4.2.1. Partikül Esaslı Kompozitler
Rijitlik ve mukavemette artıĢ sağlayan küçük granül dolgu maddesi ilavesiyle
Ģekillendirilerek üretilirler. Partikül kompozitler, bir veya iki boyutlu makroskobik
partiküllerin veya sıfır boyutlu olarak kabul edilen çok küçük mikroskobik partiküllerin
matris fazı ile oluĢturdukları malzemelerdir. Makroskobik veya mikroskobik boyutlu
partiküller kompozit malzeme özelliklerini farklı Ģekilde etkilerler. Partikül takviyeli
kompozitleri fiber ve pul kompozitlerden ayırt eden karakteristik özellikleri, partiküllerin
matris içinde tamamen rasgele dağılması ve bu nedenle malzemenin izotropik özellik
göstermemesidir. Partikül esaslı kompozitlerin maliyeti düĢük ve rijitliğide oldukça iyidir.
2.4.2.2. Lamel Esaslı Kompozitler
Yüksek yük taĢıma kabiliyeti olan büyük uzunluk / çap oranında dolgu malzemesi ilave
edilerek üretilirler. Matris içinde yer alan pulların konsantrasyonu düĢük olabileceği gibi
birbiri ile temas etmelerini sağlayacak derecede yüksek değerlerde olabilirler. Düzlemsel
yapıya sahip pullarla sıkı paketleme ile elde edilir. Pul esaslı sistemin maliyeti biraz daha
fazla, ancak mukavemet özellikleri iyidir.
Şekil 2.4.2.2. Açılı tabakaların ayrı gösterimi

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 25/88
24
2.4.2.3. Fiber Esaslı Kompozitler
Birçok özelliklerde artıĢ sağlayan, yüksek etkinliği olan liflerin ilavesiyle elde edilir.
Mühendislikte kullanılan malzemelerin pek çoğu fiber Ģeklinde üretildiklerinden
mukavemet ve rijitlikleri kütle halindeki değerlerinden çok üst düzeyde olabilmektedir.
Örneğin karbon fiberlerin çekme mukavemeti kütle halindeki grafitten 50 kat, rijitliği 3 kat
daha yüksektir. Fiberlerin bu özelliğinin fark edilmesiyle fiber kompozitlerin üretilmesi
süreci baĢlamıĢtır. Günümüzde düĢük performanslı ev eĢyalarından roket motorlarına değin
kullanım alanı bulan malzemeler olmuĢlardır. Fiberler yapı içerisinde kesintisiz uzayan
sürekli fiberler veya uzun fiberlerin kesilmesiyle elde edilen süreksiz fiberler veya elyaflar
Ģeklinde olabilirler.
Şekil 2.4.2.3. DeğiĢik tipte fiber kompozitler
a) Tek yönlü pekiĢtirilmiĢ sürekli fiber kompozit
b) Örgü formunda fiberlerle pekiĢtirilmiĢ kompozitler
c) Rastgele yönlenmiĢ süreksiz fiber kompozit
d) YönlendirilmiĢ süreksiz fiber kompozit
Fiber - matris kompozitlerinin mühendislik performansını etkileyen en önemli faktörler
fiberlerin Ģekli, uzunluğu, yönlenmesi, matrisin mekanik özellikleri ve fiber - matris ara
yüzey özellikleridir. Fiberler dairesel olduğu gibi daha nadiren dikdörtgen, hekzagonal,
poligonal ve içi boĢ dairesel kesitli olabilir. Bu kesitlerin bazı artı özellikleri olmakla
birlikte (paketleme, yüksek mukavemet vs.) dairesel kesitler maliyeti ve kullanım kolaylığı
ile üstünlük sağlar. Sürekli fiberlerle çalıĢmak genelde daha kolay olmakla beraber tasarım
serbestliği süreksizlere göre çok daha sınırlıdır. Sürekli fiberler süreksizlerden daha iyi

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 26/88
25
yönlenme göstermelerine karĢılık, süreksiz fiberlerin kullanılması daha pratik sonuçlar
vermektedir.
2.4.2.4. Dolgu Kompozitler
Üç boyutlu sürekli bir matris malzemesinin yine üç boyutlu dolgu maddesi ile
doldurulması ile oluĢan malzemelerdir. Matris çeĢitli geometrik Ģekillere sahip bir iskelet
veya Ģebeke yapısındadır. Düzgün petekler, hücreler veya süngere benzeyen gözenekli
yapılar arasında metalik, organik veya seramik esaslı dolgu maddeleri yer alabilir.
Optimum özelliklere sahip kompozitlerin üretimi için birbiri içinde çözünmeyen, kimyasal
reaksiyon vermeyen bileĢenlerin seçilmesi gerekir.
2.4.2.5. Tabaka Yapılı Kompozitler
Farklı özelliklere sahip en az iki tabakanın kombinasyonundan oluĢur. Çok değiĢik
kombinasyonlarla tabakalanmıĢ kompozitlerin üretimi mümkündür. Korozyon direnci zayıf
metaller üzerine, daha yüksek dirençli metallerin veya plastiklerin kaplanmasıyla korozyon
özelliğinin, yumuĢak metallerin sert malzemelerle birleĢtirilmesiyle sertlik ve aĢınma
direncinin, farklı fiber yönlenmesine sahip tek tabakaların birleĢtirilmesiyle çok yönlü yük
taĢıma özelliğinin geliĢtirilmesi mümkün olmaktadır.
2.5. Kompozit Malzeme Yapımında Kullanılan Temel Maddeler
2.5.1. Matris Malzemeleri
Kompozit yapılarda matrisin üç temel fonksiyonu vardır. Bunlar, elyafları bir arada
tutmak, yükü elyaflara dağıtmak ve elyafları çevresel etkilerden korumaktır. Ġdeal bir
matris malzemesi baĢlangıçta düĢük viskoziteli bir yapıda iken daha sonra elyafları sağlam
ve uygun bir Ģekilde çevreleyebilecek katı forma kolaylıkla geçebilmelidir.
Kompozit yapılarda yükü taĢıyan elyafların fonksiyonlarını yerine getirmeleri açısından
matrisin mekanik özelliklerinin rolü çok büyüktür. Örneğin matris malzemesi olmaksızın
bir elyaf demeti düĢünüldüğünde yük bir ya da birkaç elyaf tarafından taĢınacaktır.
Matrisin varlığı ise yükün tüm elyaflara eĢit olarak dağılımını sağlayacaktır. Kesme yükü
altındaki bir gerilmeye dayanım, elyaflarla matris arasında iyi bir yapıĢma ve matrisin
yüksek kesme mukavemeti özelliklerini gerektirir. Elyaf yönlenmelerine dik doğrultuda,

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 27/88
26
matrisin mekanik özellikleri ve elyaf ile matris arasındaki bağ kuvvetleri, kompozit yapının
mukavemetini belirleyici önemli hususlardır. Matris elyafa göre daha zayıf ve daha
esnektir. Bu özellik kompozit yapıların tasarımında dikkat edilmesi gereken bir husustur.
Matrisin kesme mukavemeti ve matris ile elyaf arası bağ kuvvetleri çok yüksek ise elyaf
ya da matriste oluĢacak bir çatlağın yön değiĢtirmeksizin ilerlemesi mümkündür. Bu
durumda kompozit gevrek bir malzeme gibi davrandığından kopma yüzeyi temiz ve parlak
bir yapı gösterir. Eğer bağ mukavemeti çok düĢükse elyaflar boĢluktaki bir elyaf demeti
gibi davranır ve kompozit zayıflar. Orta seviyede bir bağ muk avemetinde ise elyaf veya
matristen baĢlayan enlemesine doğrultuda bir çatlak elyaf/matris ara yüzeyine dönüp elyaf
doğrultusunda ilerleyebilir. Bu durumda kompozit sünek malzemelerin kopması gibi lifli
bir yüzey sergiler.
2.5.2. Reçineler ve Özellikleri:
2.5.2.1. Epoksi Reçineler
Epoksi reçineleri bifenol A ile epiklorhidridin reaksiyon ürünü olup sertleĢtirici
(katalist) ile karıĢtırıldığında adi sıcaklıkta veya fırınlama ile (70 – 90 derece) bir sonucu
belli bir sürede sertleĢir ve bir plastik görünümü alır. Önemli özellikleri olarak sıvı, viskoz
sıvı veya katı hallerde bulunabilmeleri, elektrik, ısı, kimyasal dirençleri ile mekanik
özelliklerinin yüksek olması, hava Ģartlarından etkilenmemeleridir. Depolanma süreleri oda
sıcaklığında 24 aydır.
2.5.2.2. Polyesterler
Dibazik asitlerle gliserin, glikol gibi polialkollerin reaksiyonundan elde edilirler. Katı,
sıvı termostat, termoplast gibi türlerde bulunur. Sıvı polyesterler, katalist ve hızlandırıcı
kullanılarak kür edilirler. Sert, kimyasal maddelere ve hava Ģartlarına direnci çok yüksektir.
Katı polisterler (LPET gibi) darbe dayanımlıdır.
2.5.2.3. Üretan Reçineleri
Bir izosiyanatla bir polialkolün oda sıcaklığında katılma polimerizasyonu ile elde
edilen üretanlar daha çok köpük lastik (esnek ve rijit) yapımında kullanılırlar. Kimya sal
direnci iyidir. Yazılım özellikleri yüksektir.

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 28/88
27
2.5.2.4. Fenolik Reçineler
Fenol formaldehit kondenzasyon ürünü olup, bu ham maddelerin bazen türevlerinde
kullanılmaktadır. Katı ve sıvı türleri vardır. Yurdumuzda sıvı reçine üretimi vardır.
2.5.3. Elyaf Çeşitleri Ve Özellikleri
Matris malzeme içinde yer alan elyaf takviyeler kompozit yapının temel mukavemet
elemanlarıdır. DüĢük yoğunluklarının yanı sıra yüksek elastite modülüne ve sertliğe sahip
olan elyaflar kimyasal korozyona da dirençlidir. Günümüzde kompozit yapılarda kullanılan
en önemli takviye malzemeleri sürekli elyaflardır. Bu elyaflar özellikle modern
kompozitlerin oluĢturulmasında önemli bir yer tutarlar. Cam elyaflar teknolojide kullanılan
en eski elyaf tipleridir. Son yıllarda geliĢtirilmiĢ olan bor, karbon, silisyum karbür ve
aramid elyaflar ise geliĢmiĢ kompozit yapılarda kullanılan elyaf tipleridir. Elyafların ince
çaplı olarak üretilmeleri ile büyük kütlesel yapılara oranla yapısal hata olasılıkları en aza
indirilmiĢtir. Bu nedenle üstün mekanik özellikler gösterirler. Ayrıca, elyafların yüksek
performanslı mühendislik malzemeleri olmalarının nedenleri aĢağıda verilen özelliklere de
bağlıdır.
1. Üstün mikroyapısal özellikler, tane boyutlarının küçük oluĢu ve küçük çapta
üretilmeleri.
2. Boy/çap oranı arttıkça matris malzeme tarafından elyaflara iletilen yük miktarının
artması.
3. Elastite modülünün çok yüksek olması.
Şekil 2.5.3. Elyaf Dokuma Türleri

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 29/88
28
2.5.3.1. Cam elyaflar
Cam elyaflar, sıradan bir ĢiĢe camından yüksek saflıktaki kuartz camına kadar pek çok
ti pte imal edilirler. Cam amorf bir malzemedir ve polimerik yapıdadır. Üç boyutlu
moleküler yapıda, bir silisyum atomu dört oksijen atomu ile çevrilmiĢtir. Silisyum metalik
olmayan hafif bir malzemedir, doğada genellikle oksijenle birlikte silis (SiO2) Ģeklinde
bulunur. Cam eldesi için silis kumu, katkı malzemeleri ile birlikte kuru halde iken 1260 °C
civarına ısıtılır ve soğumaya bırakıldığında sert bir yapı elde edilir.
Cam elyafların bazı özellikleri aĢağıdaki gibi özetlenebilir :
1. Çekme mukavemeti yüksektir, birim ağırlık baĢına mukavemeti çeliğinkinden
yüksektir.
2. Isıl dirençleri düĢüktür. Yanmazlar, ancak yüksek sıcaklıkta yumuĢarlar.
3. Kimyasal malzemelere karĢı dirençlidirler.
4. Nem absorbe etme özellikleri yoktur, ancak cam elyaflı kompozitlerde matris ile cam
elyaf arasında nemin etkisi ile bir çözülme olabilir. Özel elyaf kaplama iĢlemleri ile bu etki
ortadan kaldırılabilir.
5. Elektriği iletmezler. Bu özellik sayesinde elektriksel yalıtımın önem kazandığıdurumlarda cam elyaflı kompozitlerin kullanılmasına imkân tanırlar.
Şekil 2.5.3.1. Cam elyafı üretimi (Phillips, 1989)

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 30/88
29
Cam elyaf imalinde silis kumuna çeĢitli katkı malzemeleri eklendiğinde yapı bu
malzemelerin etkisi ile farklı özellikler kazanır. Dört farklı tipte cam elyaf mevcuttur.
A (Alkali) Camı: A camı yüksek oranda alkali içeren bir camdır. Bu nedenle elektriksel
yalıtkanlık özelliği kötüdür. Kimyasal direnci yüksek, en yaygın cam tipidir.
C (Korozyon) Camı: Kimyasal çözeltilere direnci çok yüksektir.
E (Elektrik) Camı: DüĢük alkali oranı nedeniyle elektriksel yalıtkanlığı diğer cam tiplerine
göre çok iyidir. Mukavemeti oldukça yüksektir. Suya karĢı direnci de oldukça iyidir. Nemli
ortamlar için geliĢtirilen kompozitlerde genellikle E camı kullanılır.
S (Mukavemet) Camı: Yüksek mukavemetli bir camdır. Çekme mukavemeti E camına
oranla %33 daha yüksektir. Ayrıca yüksek sıcaklıklarda oldukça iyi bir yorulma direncine
sahiptir. Bu özellikleri nedeniyle havacılıkta ve uzay endüstrisinde tercih edilir. Cam elyaflar
genellikle plastik veya epoksi reçinelerle kullanılırlar.
Tablo 1.5.3.1 Cam elyafların mekanik özellikleri ve bileĢimleri
Özellikler Cam Tipi
A C E S
Özgül ağırlık (gr/cm3) 2.50 2.49 2.54 2.48
Elastik modül (GPa) - 69.0 72.4 85.5
Çekme mukavemeti(MPa) 3033.0 3033.0 3448.0 4585.0
Isıl genleĢme katsayısı8.6 7.2 5.0 5.6
YumuĢama sıcaklığı (°C) 727.0 749.0 841.0 970.0
Katkı Malzemeleri (%)
SiO2 72.0 64.4 52.4 64.4
Al2O3, Fe2O3 0.6 4.1 14.4 25.0
CaO 10.0 13.4 17.2 -
MgO 2.5 3.3 4.6 10.3
Na2O, K2O 14.2 9.6 0.8 0.3
B2O3 - 4.7 10.6 -
BaO - 0.9 - -

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 31/88
30
2.5.3.2. Bor elyaflar
Bor elyaflar aslında kendi içlerinde kompozit yapıdadırlar. Çekirdek olarak adlandırılan
ince bir flamanın üzerine bor kaplanarak imal edilirler. Çekirdek genellikle tungstendir.
Karbon çekirdek de kullanılabilir ancak bu yeni bir uygulamadır.
Bor-Tungsten elyaflar, sıcak tungsten flamanın hidrojen ve bortriklorür (BC13)
gazından geçirilmesi ile üretilirler. Böylece Tungsten flamanın dıĢında bor plaka oluĢur.
Bor elyaflar değiĢik çaplarda üretilebilirler (0.05mm ila 0.2mm). Tungsten çekirdek ise
daima 0.01 mm çapında üretilir. Bor elyaflar yüksek çekme mukavemetine ve elastik
modüle sahiptirler. Çekme mukavemetleri 2758 MPa ila 3447 MPa'dır. Elastite modülü ise400 GPa'dır. Bu değer S camının elastite modülünden beĢ kat fazladır. Üstün mekanik
özelliklere sahip olan bor elyaflar, uçak yapılarında kullanılmak üzere geliĢtirilmiĢlerdir.
Ancak, maliyetlerinin çok yüksek olması nedeniyle, son yıllarda yerlerini karbon elyaflara
bırakmıĢlardır. Bor elyafların Silisyum Karbür (SiC) veya Bor Karbür (B4C) kaplanmasıyla
yüksek sıcaklıklara dayanımı artar. Özellikle bor karbür kaplanması ile çekme mukavemeti
önemli ölçüde artırılabilir. Bor elyafların erime sıcaklıkları 2040°C civarındadır.
2.5.3.3. Silisyum karbür elyaflar
Bor gibi, Silisyum karbürün tungsten çekirdek üzerine kaplanması ile elde edilirler. 0.1
mm ila 0.14 mm çaplarında üretilirler. Yüksek sıcaklıklardaki özellikleri bor elyaflardan
daha iyidir. Silisyum karbür elyaf 1370°C'ta mukavemetinin sadece %30'nu kaybeder. Bor
elyaf için bu sıcaklık 640 °C‟tır. Bu elyaflar genellikle Titanyum matrisle kullanılırlar. Jet
motor parçalarında Titanyum, Alüminyum ve Vanadyum alaĢımlı matris ile kullanılırlar.
Ancak Silisyum karbür elyaflar Bor elyaflara göre daha yüksek yoğunluğa sahiptirler.
Silisyum karbürün karbon çekirdek üzerine kaplanması ile üretilen elyafların yoğunluğu
düĢüktür.
2.5.3.4. Alumina elyaflar
Alumina, Alüminyum oksittir (A12O3). Elyaf f ormundaki alümina, 0.02 mm çapındaki
alümina flamanın Silisyum dioksit (SiO2) kaplanması ile elde edilir. Alümina elyafların

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 32/88
31
çekme mukavemetleri yeterince yüksek değildir, ancak basma mukavemetleri yüksektir.
Örneğin, alümina epoksi kompozitlerin basma mukavemetleri 2275 ila 2413 MPa'dır.
Ayrıca, yüksek sıcaklık dayanımları nedeniyle uçak motorlarında kullanılmaktadırlar.
2.5.3.5. Grafit (Karbon) elyaflar
Karbon, yoğunluğu 2.268 gr/cm3 olan kristal yapıda bir malzemedir. Karbon elyaflar
cam elyaflardan daha sonra geliĢen ve çok yaygın olarak kullanılan bir elyaf grubudur.
Hem karbon hem de grafit elyaflar aynı esaslı malzemeden üretilirler. Bu malzemeler
hammadde olarak bilinirler. Karbon elyafların üretiminde üç adet hammadde mevcuttur.
Bunlardan ilki rayondur (suni ipek). Bu hammadde insert bir atmosferde 1000 - 3000 °Ccivarına ısıtılır ve aynı zamanda çekme kuvveti uygulanır. Bu iĢlem mukavemet ve tokluk
sağlar. Ancak yüksek maliyet nedeniyle rayon elyaflar uygun değildirler.
Elyaf imalatında genellikle rayonun yerine poliakrilonitril (PAN) kullanılır. PAN bazlı
elyaflar 2413 ila 3102 MPa değerinde çekme mukavemetine sahiptirler ve maliyetleri
düĢüktür. Petrolün rafinesi ile elde edilen zift bazlı elyaflar ise 2069 MPa değerinde çekme
mukavemetine sahiptirler. Mekanik özellikleri PAN bazlı elyaflar kadar iyi değildir ancak maliyetleri düĢüktür.
Şekil 2.5.3.5. Karbon Elyaf Örnekleri

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 33/88
32
Tablo 2.5.3.5. Karbon Elyafı Sınırları
Karbon Elyafı
Sınıfları (Grades)
Karbonizasyon Isısı
(°C) 1000'e kadar 1000-1500 1500 - 2000
(Grafit) 2000
+
Karbon elyafi sınıfı DüĢük
modülüs
Standart
Modülüs
Orta
modülüs
Yüksek
modülüs
Elastik modülüs
(GPa) 200'e kadar 200 - 250 250 - 325 325 +
Karbon elyafların en önemli özellikleri düĢük yoğunluğun yanı sıra yüksek mukavemet
ve tokluk değerleridir. Karbon elyaflar, nemden etkilenmezler ve sürünme mukavemetleri
çok yüksektir. AĢınma ve yorulma mukavemetleri oldukça iyidir. Bu nedenle askeri ve sivil
uçak yapılarında yaygın bir kullanım alanına sahiptirler. Karbon elyaflar çeĢitli plastik
matrislerle ve en yaygın olarak epoksi reçinelerle kullanılırlar. Ayrıca karbon elyaflar alüminyum, magnezyum gibi metal matrislerle de kullanılırlar.
2.5.3.6. Aramid elyaflar
Aramid "aromatik polyamid" in kısaltılmıĢ adıdır. Polyamidler uzun zincirli
polimerlerdir, aramidin moleküler yapısında altı karbon atomu birbirine hidrojen atomu ile
bağlanmıĢlardır. Ġki farklı tip aramid elyaf mevcuttur. Bunlar Du Pont firması tarafından
geliĢtirilen Kevlar 29 ve Kevlar 49'dur. Aramidin mekanik özellikleri grafit elyaflarda
olduğu gibi elyaf ekseni doğrultusunda çok iyi iken elyaflara dik doğrultuda çok zayıftır.
Aramid elyaflar düĢük ağırlık, yüksek çekme mukavemeti ve düĢük maliyet özelliklerine
sahiptir. Darbe direnci yüksektir, gevrekliği grafitin gevrekliğinin yansı kadardır. Bu
nedenle kolay Ģekil verilebilir. Doğal kimyasallara dirençlidir ancak asit ve alkalilerden
etkilenir.
8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 34/88
33
Her iki kevlarda 2344 MPa değerinde çekme mukavemetine sahiptir ve kopma uzaması
%1,8‟dir. Kevlar 49'un elastik modülü kevlar 29'unkinden iki kat fazladır. Kevlar elyafın
yoğunluğu cam ve grafit elyafların yoğunluklarından daha düĢüktür. Kevlar49/Epoksi
kompozitlerinin darbe mukavemeti grafit epoksi kompozitlere oranla yedi kat, bor/epoksi
kompozitlere oranla dört kat daha iyidir. Uçak yapılarında, düĢük basma mukavemetleri
nedeniyle, karbon elyaflarla birlikte hibrid kompozit olarak, kumanda yüzeylerinde
kullanılmaktadırlar. Aramid elyaflar elektriksel iletkenliğe sahip değildirler. Basma
mukavemetlerinin iyi olmamasının yanısır a kevlar epoksi kompozitlerinin nem absorbe
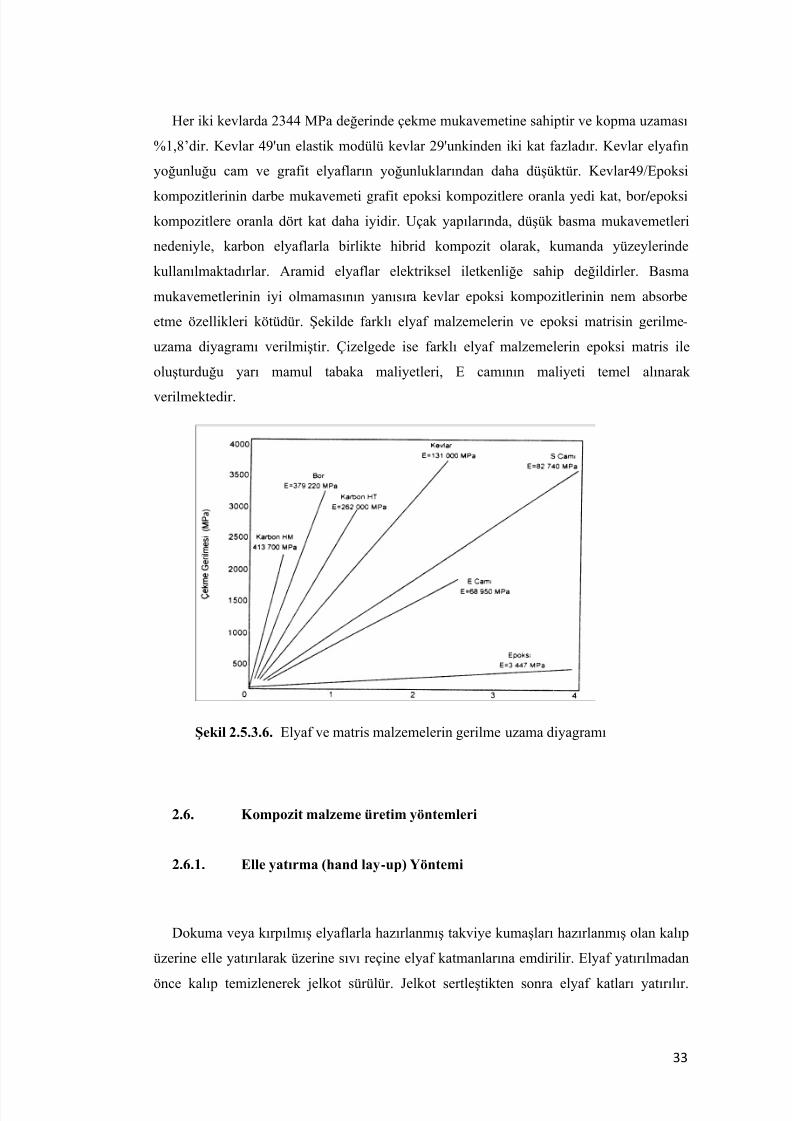
etme özellikleri kötüdür. ġekilde farklı elyaf malzemelerin ve epoksi matrisin gerilme-
uzama diyagramı verilmiĢtir. Çizelgede ise farklı elyaf malzemelerin epoksi matris ile
oluĢturduğu yarı mamul tabaka maliyetleri, E camının maliyeti temel alınarak
verilmektedir.
Şekil 2.5.3.6. Elyaf ve matris malzemelerin gerilme uzama diyagramı
2.6. Kompozit malzeme üretim yöntemleri
2.6.1. Elle yatırma (hand lay-up) Yöntemi
Dokuma veya kırpılmıĢ elyaflarla hazırlanmıĢ takviye kumaĢları hazırlanmıĢ olan kalıp
üzerine elle yatırılarak üzerine sıvı reçine elyaf katmanlarına emdirilir. Elyaf yatırılmadan
önce kalıp temizlenerek jelkot sürülür. Jelkot sertleĢtikten sonra elyaf katları yatırılır.

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 35/88
34
Reçine ise kompozit malzemenin hazır olması için en son sürülür Bu iĢlemde elyaf
kumaĢına reçinenin iyi nüfuz etmesi önemlidir. El yatırma tekniğinde en çok kullanılan
polyester ve epoksinin yanı sıra vinil ester ve fenolik reçineler de tercih edilmektedir. Elle
yatırma yoğun iĢçilik gerektirmesine rağmen düĢük sayıdaki üretimler için çok uygundur.
2.6.2. Püskürtme (spray-up) Yöntemi
Püskürtme yöntemi elle yatırma yöntemini aletli Ģekli olarak kabul edilebilir. KırpılmıĢ
elyaflar kalıp yüzeyine, içine sertleĢtirici katılmıĢ reçine ile birlikte özel bir tabanca ile
püskürtülür. Elyafın kırpılma iĢlemi tabanca üzerinde bulunan ve bağımsız çalıĢan bir
kırpıcı sayesinde yapılır. Püskürtülme iĢlemi sonrası yüzeyin bir rulo ile düzeltilmesiyle
ürün hazırlanmıĢ olur.
Şekil 2.6.2. Püskürtme Yöntemi
2.6.3. Elyaf sarma (filament winding) Yöntemi
Bu yöntem özel biçime sahip ürünlerin seri üretimine uygundur. Elyaf sarma yöntemi
sürekli elyaf liflerinin reçine ile ıslatıldıktan sonra bir makaradan çekilerek dönen bir kalıp
üzerine sarılmasıdır. Sürekli liflerin farklı açılarla kalıba sarılmasıyla farklı mekanik
özelliklerde ürünler elde edilebilir. Yeterli sayıda elyaf katının sarılmasından sonra ürün
sertleĢir. Ardından döner kalıp ayrılır. Bu yöntemle yapılan ürünler genellikle silindirik,
borular, araba Ģaftları, uçak su tankları, yat direkleri, dairesel basınç tanklarıdır.

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 36/88
35
Şekil 2.6.3. Elyaf sarma Makinesi
2.6.4. Reçine transfer kalıplama RTM / reçine Enjeksiyonu Yöntemi
Bu kompozit üretim yönteminde elle yatırma sistemlere daha hızlı ve uzun ömürlü
olmakla birlikte iki parçalı kalıp kullanmak gereklidir. Kalıbın kompozit malzemeyle
yapılması çelik kalıp maliyetine göre daha düĢük kalmasına neden olmaktadır.
RTM yöntemi çoğunluk jel kotlu veya jel kotsuz her iki yüzeyinde düzgün olması
istenen parçalarda kullanılır. Takviye malzemesi kuru olarak keçe, kumaĢ veya ikisinin
kombinasyonu kullanılır. Takviye malzemesi önceden kalıp boĢluğu doldurulacak Ģekilde
kalıba yerleĢtirilir ve kalıp kapatılır. Elyaflar matris içinde geç çözünen reçinelerle
kaplanarak kalıp içerisinde sürüklenmesi önlenir. Reçine basınç altında kalıba pompalanır.
Bu süreç daha fazla zaman ister. Matris enjeksiyonu soğuk, ılık veya en çok 80ºC' ye kadar
ısıtılmıĢ kaplarda uygulanabilir. Bu yöntemde içerideki havanın dıĢarı çıkarılması vereçinenin elyaf içine iyi iĢlemesi için vakum kullanılabilir. Elyafın kalıba yerleĢtirilmesini
gerektirmesinden dolayı uzun sayılabilecek bir iĢçilik gerektirir. Kalıp kapalı olduğu için
ise zararlı gazlar azalır ve gözeneksik bir ürün elde edilebilir. Bu yöntemle karmaĢık
parçalar üretilebilir. Concorde uçaklarında, F1 arabalarında bazı parçalar bu yöntemle
hazırlanmaktadır.

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 37/88
36
Şekil 2.6.4 RTM yöntemi
2.6.5. Profil çekme / pultruzyon (pultrusion) Yöntemi
Pultruzyon iĢlemi sürekli sabit kesitli kompozit profil ürünlerin üretilebildiği düĢük
maliyetli seri üretim yöntemidir. Pull ve Extrusion kelimelerinden türetilmiĢtir. Sisteme
beslenen sürekli takviye malzemesi reçine banyosundan geçirildikten sonra 120-150 ºC'ye
ısıtılmıĢ Ģekillendirme kalıbından geçilerek sertleĢmesi sağlanır. Kalıplar genellikle krom
kaplanmıĢ parlak çelikten yapılmaktadır. Sürekli elyaf kullanılmasından dolayı takviye
yönünde çok yüksek mekanik mukavemet elde edilir. Enine yükleri karĢılayabilmek için
özel dokumalar kullanmak gerekmek tedir.
2.6.6. Hazır kalıplama / compression molding (SMC, BMC) Yöntemi
Hazır kalıplama bünyesinde cam elyafı, reçine, katkı ve dolgu malzemeleri içeren
kalıplamaya hazır, hazır kalıplama bileĢimleri olarak adlandırılan kompozit malzemelerin
(SMC, BMC) sıcak pres kalıplarla ürüne dönüĢtürülmesidir. KarmaĢık Ģekillerinüretilebilmesi, metal parçaların bünye içine gömülebilmesi, farklı cidar kalınlıkları gibi
avantajları bulunmaktadır. Ayrıca ürünün iki yüzüde kalıp ile Ģekillenmektedir. Diğer
kompozit malzeme üretim tekniklerinin olanak vermediği delik gibi komplike Ģekiller elde
edilebilmektedir. Iskarta oranı düĢüktür. Bu yöntemin dezavantajları kalıplama
bileĢimlerinin buzdolaplarında saklanmaları gerekliliği, kalıpların metal olmasından dolayı
diğer kalıplardan daha maliyetli olması ve büyük parçaların üretimi için büyük ve pahalı
preslere ihtiyaç olmasıdır.

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 38/88
37
Hazır kalıplama yönteminde kullanılan bileĢimler içeriklerine göre çeĢitlilik
göstermekle beraber en çok iki tür hazır kalıplama bileĢimi kullanılmaktadır;
2.6.6.1. Hazır kalıplama pestili / SMC (Sheet Moulding Composites)
SMC takviye malzemesi olarak kırpılmıĢ lif ile dolgu malzemesi içeren bir reçinenin
önceden birleĢtirilmesi ile oluĢan pestil biçiminde malzemedir. Sürekli lifler, 25-50 mm
kırpılmıĢ olarak ve kompozitin toplam ağırlığının %25-30 oranında kullanılır. Genellikle
1m geniĢliğinde ve 3mm kalınlığında üretilir.
2.6.6.2. Hazır kalıplama hamuru / BMC (Bulk Moulding Composites)
BMC takviye malzemesi olarak kırpılmıĢ lif ve dolgu malzemesi içeren bir reçineninönceden birleĢtirilmesi ile oluĢan hamur biçiminde malzemedir.
Hazır kalıplama bileĢimlerinin avantajları;
Çok geniĢ tasarım esnekliği
Düzgün yüzey
Kolayca laklanabilme, boyanabilme ve kalıp içinde yüzeyin kaplanabilmesi
Geri dönüĢtürülebilme ve hazırlığında geri dönüĢümü malzeme kullanabilmeMetal gömme parçaların yerleĢtirilmesi ile montaj kolaylığı
Yüksek alev dayanımı
Sıcaklık dayanımı
Soğukta kırılgan olmamalı enjeksiyon kalıplama (injection moulding)
Bu yöntem RTM'ye benzer bir yöntemdir. Farklılığı reçine/elyaf karıĢımın kalıp
dıĢarısında karıĢmıĢ ve eritilerek basınç altında boĢ kalıp içine enjekte ediliyor
olmasındadır. Sadece düĢük viskoziteye sahip termoset reçineler bu yöntemde
kullanılabilir. Diğer yöntemlere göre daha hızlıdır. Çocuk oyuncaklarından uçak
parçalarına kadar birçok ürün bu yöntemle üretilebilmektedir.
2.6.7. Vakum bonding / vakum bagging Yöntemi
Kompozit malzeme (genellikle geniĢ sandviç yapılar) önce bir kalıba yerleĢtirilir,
ardından bir vakum torbası en üst katman olarak yerleĢtirilir. Ġçerideki havanın emilmesiyle

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 39/88
38
vakum torbası, yatırılan malzemenin üzerine 1 atmosferlik basınç uygulayarak aĢağıya
çekilir. Sonraki aĢamada tüm bileĢim bir fırına yerleĢtirilerek reçinenin kür iĢlemi için
ısıtılır. Bu yöntem sıklıkla elyaf sarma ve yatırma teknikleri ile bağlantılı olarak uygulanır.
Kompozit malzeme tamir iĢlemlerinde de vakum bagging yöntemi kullanılmaktadır.
Şekil 2.6.7. Vakum bagging
2.6.8. Otoklav / autoclave bonding Yöntemi
Termoset kompozit malzemelerin performanslarını artırmak için elyaf/reçine oranını
artırmak ve malzeme içinde oluĢabilecek hava boĢluklarını tamamen gidermek
gerekmektedir. Bunun sağlanması için malzemeyi yüksek ısı ve basınca uygulayarak
sağlanabilir. Vakum bagging yöntemindeki gibi sızdırmaz bir torba ile elyaf/reçine
yatırmasına basınç uygulanabilir. Fakat 1 atmosferden fazla düzenli ve kontrol edilebilir bir
basıncın uygulanabilmesi için dıĢsal basınca ihtiyaç duyulur. Bu uygulama için, otoklav
yönteminde de uygulanan ve kompleks Ģekillerde en çok kontrol edilebilen metot, dıĢarıdan
sıkıĢtırılmıĢ gazın kompozit malzemenin içinde bulunduğu kaba verilmesidir.
Otoklav kesin basıncın, ısının ve emiĢin kontrol edilebildiği basınçlı bir kaptır. Vacuum
bagging yöntemi ile benzerdir. Fırın yerine bir otoklav kullanılır. Böylece özel amaçlar için
yüksek kalitede kompozit üretebilmek için kür Ģartları tam olarak kontrol edilebilir. Bu
yöntem diğerlerine oranla daha uzun sürede uygulanaır ve daha pahalıdır.

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 40/88
39
2.6.9. Preslenebilir takviyeli termoplastik/glass mat reinforced thermoplastics (GMT)
Keçe türünde elyaf takviyesi içeren termoplastik reçine ile yapılmıĢ plaka Ģeklinde
preslenebilir kalıplamaya hazır özel amaçlı bir takviyeli termoplastik çeĢidinitanımlamaktadır. GMT‟ nin hazırlanması SMC ye benzemektedir. Ekstrude ederken
çekilen bir termoplastik levha üzerine yumuĢak haldeyken bir elyaf takviyesi yerleĢtirilir.
Bu katmanların üzerine bir diğer termoplastik levhada yumuĢakken yerleĢtirilerek soğuk
hadde silinirlerinin arasından geçirilir. SertleĢen plakalar kesilerek preslenmeye hazır
duruma getirilir.
BÖLÜM ÜÇ
KOMPOZĠT MALZEME ÇEKME DENEYLERĠ
Bu deneysel çalıĢmamızda kompozit bir malzemenin çekme deneyi yardımı ile elastisite
modulü, poisson oranı ve kayma modülünün tespiti ve termal fırın yardımı ile ısıl genleĢme
katsayısının tespiti yapılmaya çalıĢılmıĢtır.
3.1. Deney Düzeneği
3.1.1. Kompozit levha
Deneyimiz bir kompozit malzeme üzerinde gerçekleĢtirilecektir. Deney sonucunda 1 ve
2 yönündeki verileri bulmak istediğimizden önce 1 yönüne daha sonra da 2 yönüne
bakacak Ģekilde strain-gauge yapıĢtırmasını yapıyoruz ve iki çekme düzeneği ayarlayarak
8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 41/88
40
deneylere hazır hale getiriyoruz. Malzememiz çekme aparatına bağlanacaktır. Fakat aparata
bağlama sırasında malzemeyi sabitlemek için uygulanacak olan bası kuvveti alacağımız
verilerin etkilenmesine neden olacaktır. Bunu minimum seviyeye indirgemek amacıyla
çubuğumuzun ön ve arka kısımlarına tutma kafası yapmalıyız. Bu Ģekilde hem daha hassas bir sonuç alırız hem de malzemeyi bağlamamız daha kolay olur.
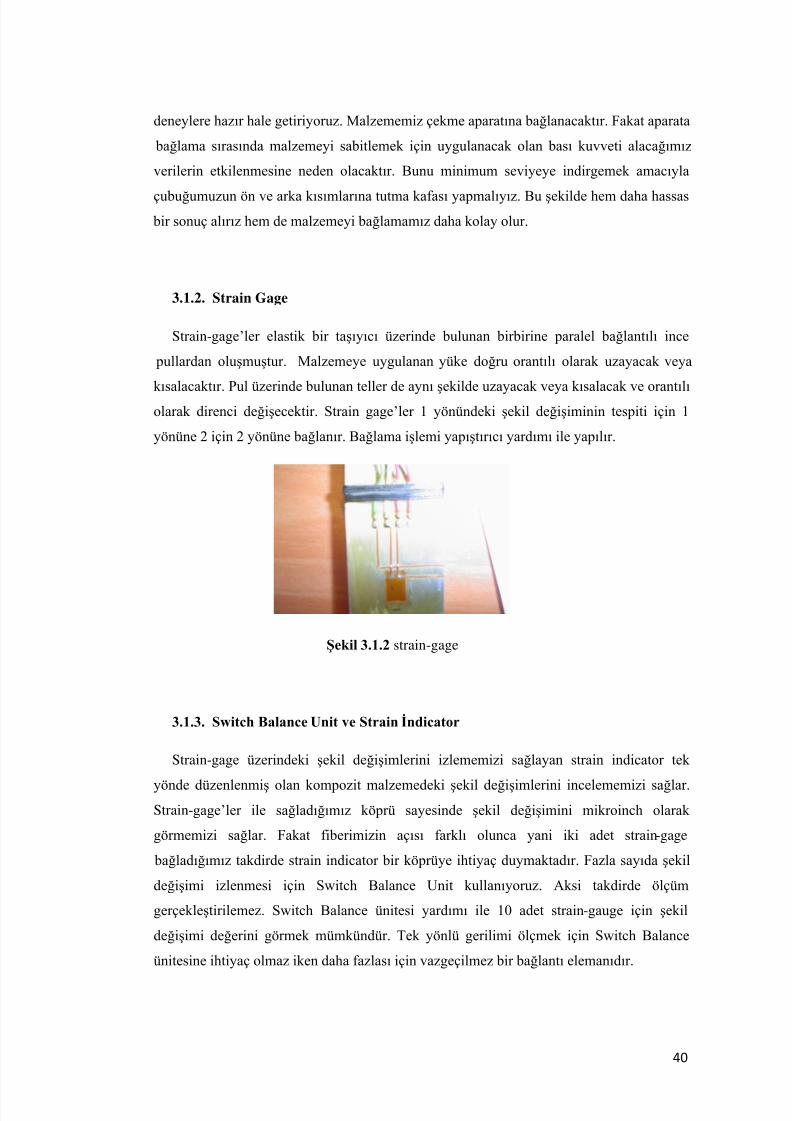
3.1.2. Strain Gage
Strain-gage‟ler elastik bir taĢıyıcı üzerinde bulunan birbirine paralel bağlantılı ince
pullardan oluĢmuĢtur. Malzemeye uygulanan yüke doğru orantılı olarak uzayacak veya
kısalacaktır. Pul üzerinde bulunan teller de aynı Ģekilde uzayacak veya kısalacak ve orantılıolarak direnci değiĢecektir. Strain gage‟ler 1 yönündeki Ģekil değiĢiminin tespiti için 1
yönüne 2 için 2 yönüne bağlanır. Bağlama iĢlemi yapıĢtırıcı yardımı ile yapılır.
Şekil 3.1.2 strain-gage
3.1.3. Switch Balance Unit ve Strain İndicator
Strain-gage üzerindeki Ģekil değiĢimlerini izlememizi sağlayan strain indicator tek
yönde düzenlenmiĢ olan kompozit malzemedeki Ģekil değiĢimlerini incelememizi sağlar.Strain-gage‟ler ile sağladığımız köprü sayesinde Ģekil değiĢimini mikroinch olarak
görmemizi sağlar. Fakat fiberimizin açısı farklı olunca yani iki adet strain-gage
bağladığımız takdirde strain indicator bir köprüye ihtiyaç duymaktadır. Fazla sayıda Ģekil
değiĢimi izlenmesi için Switch Balance Unit kullanıyoruz. Aksi takdirde ölçüm
gerçekleĢtirilemez. Switch Balance ünitesi yardımı ile 10 adet strain-gauge için Ģekil
değiĢimi değerini görmek mümkündür. Tek yönlü gerilimi ölçmek için Switch Balance
ünitesine ihtiyaç olmaz iken daha fazlası için vazgeçilmez bir bağlantı elemanıdır.

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 42/88
41
Şekil 3.1.3. Strain indicator ve Switch Balance Unit
3.2. Deneyin Yapılması
Kompozit malzeme üzerine malzememizin özelliğini bulmak istediğimiz yöne bakacak
Ģekilde Strain-gage‟leri düzgün Ģekilde yapıĢtırıyoruz. Daha sonra uygun biçimde Switch
Balance ünitesi ile bağlantısını yapıyoruz. Strain- Gage‟ lerden çıkan her kablonun uygun
Ģekilde üniteye bağlantısını yapmamız gerekmektedir. Bağlantı olarak çeyrek köprü bağlantısını kullanıyoruz ġekil 3.2.1. Her kablonun bağlanacağı yeri ünitenin üzerinde
görebilmekteyiz. Aksi takdirde ölçme sinyalinde hatalar oluĢacaktır.
Kompozit malzeme kullandığımız için indicator‟e direkt bağlantı yapamıyoruz. Araya
yardımcı ünite olarak switch balance ünitesini eklememiz gerekmektedir. Bağlantısı
yapılmıĢ olan kompozit çubuk daha sonra Instron-Model 114 çekme cihazına bağlanıyor
ġekil 3.2.2.
Bağlama makinenin çeneleri yardımıyla gerçekleĢtiriliyor. Çenelerin sıkma durumu iyi
ayarlanmalıdır. Fazla sıkılırsa malzemede deformasyona neden olur ve artık gerilme olarak
karĢımıza çıkar, az sıkılır ise malzeme çenelerden ayrılabilir ve uygulanan kuvvet tam
performansına ulaĢamaz. Çene bağlantısı yapıldıktan sonra kompozit çubuk üzerine kuvvet
uygulanacaktır. Fakat ilk baĢta yapıĢtırıcı, sıcaklık ve çenelere uygulanmıĢ olan kuvvet
nedeniyle oluĢan Ģekil değiĢimi kuvvet uygulanmadan ölçülmelidir. Kuvvetin ilk artımının
düzenli olması gerekmektedir. Bu nedenle ilk önce ön yükleme yapılır ve kuvvet çok yavaĢ
olarak artırılır. Daha sonra kol çekilir ve düzenli bir Ģekilde kuvvet artırılmaya baĢlanır.
8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 43/88
42
Belirli aralıklarla çekme cihazı durdurulur ve Strain gage üzerinde oluĢmuĢ olan
deformasyonlar not edilir. Ölçümün en sağlıklı Ģekli Strain indicator üzerinde gage factor
butonunu ayarlayarak ibrenin 0 olduğu anı yakaladığımızda gerçekleĢir. Belirli kuvvetler
arasında cihaz durdurulur ve strain gage üzerinde oluĢan Ģekil değiĢimi ölçülür. Daha sonraölçülen bu Ģekil değiĢimlerinin ortalaması alınarak asıl Ģekil değiĢiminin kuvvete orantısı
belirlenmiĢ olunur.
Şekil 3.2.1. Quarter Bridge Bağlantısı
Şekil 3.2.2 Ġnstron 1440 çekme cihazı

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 44/88
43
Şekil 3.2.3 Cihaz çeneleri Şekil 3.2.4 Gage Factor Ayarlama
3.3. Deney Sonuçları
3.3.1. Cam Epoksi Deney Sonuçları
E₁ ve ν₁₂ için
P ε₁ ε₂
1 1275 303 -1604
2 2236 1511 -2294
3 3080 2473 -2544
4 3827 3227 -2734
Bu sonuçlar doğrultusunda;
Ve formülleri kullanılarak malzemenin elastisite modülü
hesaplanabilir.
1.E₁= 49903 MPa
2.E₁= 49315 MPa
3.E₁= 46292 MPa

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 45/88
44
E₁= 47902 MPa olarak hesaplanır.
ν₁₂= -( ε₁/ε₂)
1.ν₁₂= 0,254
2. ν₁₂=0,252
3. ν₁₂=0,257
4. ν₁₂=0,251
ν₁₂ = 0,253 olarak hesaplanır.
E₂ ve ν₂₁ için
P ε
1 58 -2404
2 530 -2044
3 598 -1647
4 883 -1267
5 1228 -978
1. E₂=20354 MPa
2. E₂=18186 MPa
3. E₂=20204 MPa
4. E₂=22838 MPa
E₂ = 20395,25 MPa olarak bulunur.
ν₂₁ = 0,106 olarak bulunur.

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 46/88
45
Ex değerinin bulunması
1. Ex=16260 MPa
2. Ex=15676 MPa
3. Ex=14952 MPa
4. Ex=14921 MPa
Ex=15283 MPa olarak bulunur
G bulunması
G = 4941 MPa olarak bulunur.
3.3.2. Carbon Epoksi için Deney sonuçları
E₁ ve ν₁₂ için
P ε₁ ε₂
1 49 -717 -1912
2 667 -1373 -2019
3 1020 -1191 -2074
4 1520 -976 -2138
P εx
1 107 -2310
2 343 -1919
3 549 -1565
4 912 -911
5 1246 -308

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 47/88
46
Bu sonuçlar doğr ultusunda;
Ve formülleri kullanılarak malzemenin elastisite modülü
hesaplanabilir.
1.E₁= 138095 MPa
2.E₁= 143007 MPa
3.E₁= 152659 MPa
E₁= 150905,25 MPa olarak hesaplanır.
ν₁₂= -( ε₁/ε₂)
1.ν₁₂= 0,315
2. ν₁₂=0,294
3. ν₁₂=0,286
4. ν₁₂=0,296
ν₁₂ = 0,2965 olarak hesaplanır.
E₂ ve ν₂₁ için
P ε
1 29 -1375
2 288 -722
3 430 -834 588 396
1. E₂=10658 MPa
2. E₂=11392,5 MPa
3. E₂=11713,5 MPa
E₂=11254,6 MPa olarak bulunur.

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 48/88
47
ν₂₁ = 0,0216 olarak bulunur.
Ex değerinin bulunması
1. Ex=16078 MPa
2. Ex=15130 MPa
3. Ex=15197 MPa
4. Ex=12050 MPa
Ex=14350 MPa olarak bulunur
G bulunması
G = 5344,58 MPa olarak bulunur.
P εx
1 215 -1198
2 402 -785
3 598 -325
4 794 1335 1020 799

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 49/88
48
BÖLÜM DÖRT
ANSYS 10 PROGRAMI ĠLE ISIL GERĠLME
ANALĠZĠ
4.1. ANSYS PROGRAMININ BAŞLATILMASI
Programı “Ansys Product Launcher “ menüsünü tıklayarak açıyoruz. Aslında Direk
Ansys‟i tıklayarak açabiliriz. Fakat kaydetmek istediğimiz yeri ve dosya isimlerini
ayarlamak için buradan açılması daha güvenli olacaktır.
Şekil 4.1 Programın ÇalıĢtırılması
Gerilme analizi yapacağımız için Multiphysics bölümünde çalıĢmamız gerekmektedir.
Daha sonra ise Run komutu ile Ansys programına giriĢ yapıyoruz.

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 50/88
49
4.2. Analiz Türünün Belirlenmesi
PREFERENCES / Structural
Şekil 4.2 Analizin tanımlanması
4.3. Malzeme Şeklinin Tanımlanması
ANSYS MAİN MANU/ PREPROCESSOR/ ELEMENT TYPE/ ADD-EDİT-
DELETE/ ADD
Şekil 4.3 Malzeme Şekil Seçimi

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 51/88
50
Çıkan pencerede Add butonunu tıklayarak yeni bir eleman seçimini yapacağız. Daha
sonra ise bize sunacağı seçeneklerden Solid – Layered 46 elemanını seçerek malzeme
Ģeklimizi belirtmiĢ oluyoruz.
4.4. Analiz Ayarlarının Yapılması
ANSYS MAİN MANU/ PREPROCESSOR/ ELEMENT TYPE/ ADD-EDİT-
DELETE/ OPTİONS
Type 1 seçili iken Options kısmını seçiyoruz. Çıkan pencereyi OK diyerek diğer
seçimlere geçiyoruz.
Şekil 4.4 Analiz Ayarlarının Yapılması
Bu kısımda K5 “output both” ve K8 “All layers” olarak seçiliyor.

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 52/88
51
4.5. Tabakalandırma İşlemi
ANSYS MAİN MANU/ PREPROCESSOR/ REAL CONSTANTS / ADD-EDİT-
DELETE/ ADD
Daha önce tanımlamıĢ olduğumuz Set1 malzemesini tabakalara ayırmak bu kısımdan
yapılabilir.
Şekil 4.5 Malzeme Tabaka Açılarının Girilmesi
Set 1 seçili durumda iken Add butonu tıklanıp açılan pencerede malzemenin fiber açıları
ve tabakaların kalınlıkları tek tek girilebilir. Bu örnek analizimizde (0/90/0/90)santisimetrik malzeme oryantasyonu kullanılacak ve her tabakanın kalınlığı 0.1 mm
alınacaktır. Açılan pencerede bize sunmuĢ olduğu materyal numarası sadece bir malzeme
tanımladığımız için boĢ bırakılabilir. Fakat birden fazla malzeme tanımlamıĢ olsaydık bu
kısma malzemenin materyal numarasını girmemiz gerekirdi.
Ok diyerek pencereleri kapatıyoruz.

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 53/88
52
4.6. Malzeme Özelliklerinin Belirtilmesi
ANSYS MAİN MANU/ PREPROCESSOR/ MATERİAL PROPS /
STRUCTURAL/ LİNEAR/ ELASTİC/ ORTHOTROPİC
Bu kısımda malzemenin özelliklerini giriyoruz. Malzeme elastik malzeme olup cam
epoksi kullanılmaktadır. Malzemenin elastisite modülü, poisson oranı ve kayma modülü
girilerek açılan pencere kapatılır.
Şekil 4.6 Malzeme Özelliklerinin Programa Tanıtılması
4.7. Termal Katsayıların Belirtilmesi
ANSYS MAİN MANU/ PREPROCESSOR/ MATERİAL PROPS /
STRUCTURAL/ THERMAL EXPANSİON/ SECANT COEFFİCİENT/
ORTHOTROPİC

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 54/88
53
Şekil 4.7 Isıl Katsayıların Tanımlanması
Bu kısımda malzemenin ısıl genleĢme katsayıları belirtilir. Cam epoksi malzemesine ait
ısıl genleĢme katsayıları girildikten sonra pencereler kapatılır.
4.8. Modelin Oluşturulması
ANSYS MAİN MANU/ PREPROCESSOR/ MODELİNG/ CREATE/ VOLUMES/
BLOCK/ BY DİMENSİONS
Bu kısımda modelimizi oluĢturacağız. Model 100*100*0,4 (mm) boyutlarındadır.
Koordinat eksenini ortalamak amacıyla resimde görüldüğü üzere boyutları giriyoruz.
Şekil 4.8.1 Model Boyutlarının Girilmesi

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 55/88
54
Şekil 4.8.2 100*100*0,4 (mm) boyutlarındaki modelimiz.
4.9. Mesh Boyutunun Belirtilmesi
ANSYS MAİN MANU/ PREPROCESSOR/ MESHİNG/ SİZE CONTROLS/
MANUAL SİZE/ GLOBAL/ SİZE
Mesh boyutunun küçük tutulması analiz kısmında hassasiyeti sağlar. Fakat bazı
durumlarda gerilme değerleri çok küçük olduğu için hata verebilir. Bu durumda mesh
boyutunu artırmamız gerekmektedir. Analizimizde mesh size 5 seçilmiĢtir.
Şekil 4.9 Mesh boyutunun seçimi

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 56/88
55
4.10. Mesh işleminin Gerçekleştirilmesi
ANSYS MAİN MANU/ PREPROCESSOR/ MESHİNG/ MESH/ VOLUMES/
MAPPED/ 4 TO 6 SİDED
Açılan konut penceresinde pick all seçimi ile modelimizin mesh iĢlemi gerçekleĢtirilmiĢ
olur.
Şekil 4.10 Modelimizin mesh iĢlemi sonrasındaki durumu
4.11. Sıcaklık Değerlerinin Belirtilmesi
ANSYS MAİN MENU/ SOLUTİON/ DEFİNE LOADS/ SETTİNGS/ UNİFORM
TEMP
Analizde kullanılacak sıcaklık değerleri bu kısımda belirtilir. Malzemenin ilk sıcaklığı
23 ⁰C alınmıĢtır. Yükseltilecek sıcaklık ise 150 ⁰C alınmıĢtır.

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 57/88
56
Şekil 4.11 Oda sıcaklığının ve referans sıcaklığın girilmesi
4.12. Çözümün yapılması
ANSYS MAİN MENU/ SOLUTİON/ SOLVE/ CURRENT LS
Analizin çözümü bu kısım kullanılarak gerçekleĢtirilir. Açılan pencereler ok tıklanarak
kapatılır ve çözüm yapılmıĢ olur.
Şekil 4.12 Çözümün BaĢlatılması

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 58/88
57
4.13. Sonuçların Görüntülenmesi için Ayarların Yapılması
ANSYS MAİN MENU/ GENERAL POSTPROC/ OPTİONS FOR OUTPUT
Analizin sonucunda çözümlerin her tabaka için ayrı görüntülenmesini istediğimizden bu
kısımda Specified layer number kutusuna sonucunu görmek istediğimiz tabakanın
numarasını yazıyoruz.
Şekil 4.13 Sonucunu Göreceğimiz Tabakanın Seçimi
4.14. Sonuçların Görüntülenmesi
ANSYS MAİN MENU/ GENERAL POSTPROC/ PLOT RESULTS/ CONTOUR
PLOT/ NODAL SOLUTİON
Sonuçları ayrıntısı ile görsel olarak görebileceğimiz bu kısımda yukarıdaki yol
izlendikten sonra sonucunu görmek istediğimiz kısmı tıklıyoruz. Biz analizimizde her
tabakada oluĢan gerilmeleri inceleyeceğimiz için açılan pencerede Stress kısmında
çalıĢacağız.

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 59/88
58
Şekil 4.14.1 Sonuçları ekrana yansıtma
X ekseninde oluĢacak olan gerilmeleri görüntülemek amacıyla X-Component of stress
seçimini yapıyoruz.
Şekil 4.14.2 X ekseninde oluĢan gerilme dağılımı

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 60/88
59
Şekil 4.14.3 Y ekseninde oluĢan gerilme dağılımı
Ansys programının sunduğu bu görsel sonuç Z ekseninin baĢlangıcını dikkate alarak
gösterilmektedir. Yani mavi olarak gösterilen değer tabakanın en alt kısmı, kırmızı ile
gösterilen değer tabakanın en üst kısmının gerilme değerlerini ifade etmektedir.
Şekil 4.14.4 Tabakanın üçboyutlu görünüĢü

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 61/88
60
BÖLÜM BEġ
ANALĠZLERĠN SONUÇLARI VE GRAFĠKLERĠ
5.1. (0/45/45/0)S Oryantasyonu
-10,000
-5,000
0,000
5,000
10,000
0,0 0,1 0,2 0,3 0,4
G e r i l m e D e ğ e r i ( M P a )
Tabaka Kalınlığı (mm)
Cam Epoksi Sx
Sx
-10,000
-5,000
0,000
5,000
10,000
0,0 0,1 0,2 0,3 0,4
G e r i l m e D e ğ e r i ( M P a )
Tabaka Kalınlığı (mm)
Cam Epoksi Sy
Sy
cam Sx Sy
0.1 -6,332 6,332
0.1 -6,332 6,3320.2 6,332 -6,332
0.2 6,332 -6,332
0.3 6,332 -6,332
0.3 6,332 -6,332
0.4 -6,332 6,332
0.4 -6,332 6,332
karbon Sx Sy
0.1 -6,64 6,64
0.1 -6,64 6,64
0.2 6,64 -6,64
0.2 6,64 -6,64
0.3 6,64 -6,64
0.3 6,64 -6,64
0.4 -6,64 6,64
0.4 -6,64 6,64

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 62/88
61
Şekil 5.1. (0/45/45/0)s oryantasyonu
-8,000
-6,000
-4,000
-2,000
0,000
2,000
4,000
6,000
8,000
0 0,1 0,2 0,3 0,4
G e r i l m e D e ğ e r i ( M P a )
Tabaka Kalınlığı (mm)
Karbon Epoksi Sx
Sx
-8,000
-6,000
-4,000
-2,000
0,000
2,000
4,000
6,000
8,000
0 0,1 0,2 0,3 0,4
G e r i l m e D e ğ e r i ( M P a )
Tabaka Kalınlığı (mm)
Karbon Epoksi Sy
Sy
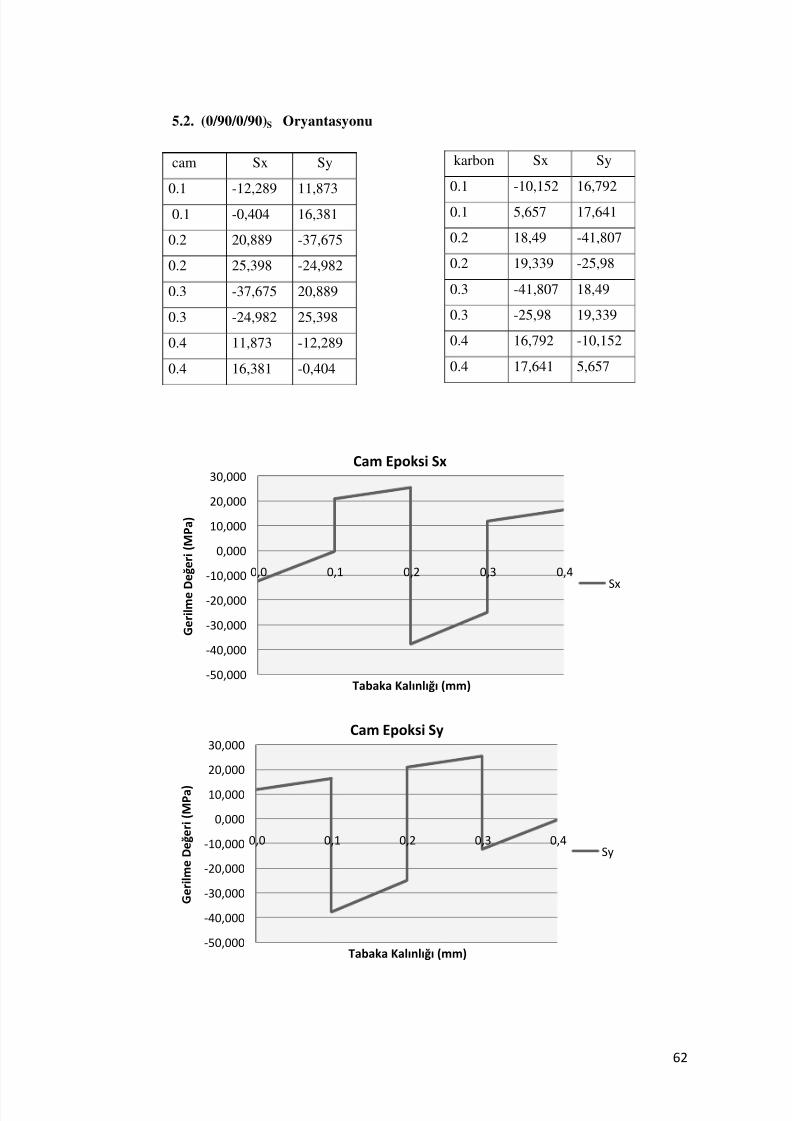
8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 63/88
62
5.2. (0/90/0/90)S Oryantasyonu
-50,000
-40,000
-30,000
-20,000
-10,000
0,000
10,000
20,000
30,000
0,0 0,1 0,2 0,3 0,4
G e r i l m e D e ğ e r i ( M P a )
Tabaka Kalınlığı (mm)
Cam Epoksi Sx
Sx
-50,000
-40,000
-30,000
-20,000
-10,000
0,000
10,000
20,000
30,000
0,0 0,1 0,2 0,3 0,4
G e r i l m e D e ğ e r i ( M P a )
Tabaka Kalınlığı (mm)
Cam Epoksi Sy
Sy
cam Sx Sy
0.1 -12,289 11,873
0.1 -0,404 16,381
0.2 20,889 -37,675
0.2 25,398 -24,982
0.3 -37,675 20,889
0.3 -24,982 25,398
0.4 11,873 -12,289
0.4 16,381 -0,404
karbon Sx Sy
0.1 -10,152 16,792
0.1 5,657 17,641
0.2 18,49 -41,807
0.2 19,339 -25,98
0.3 -41,807 18,49
0.3 -25,98 19,339
0.4 16,792 -10,152
0.4 17,641 5,657

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 64/88
63
Şekil 5.2. (0/90/0/90)s oryantasyonu
-50,000
-40,000
-30,000
-20,000
-10,000
0,000
10,000
20,000
30,000
0 0,1 0,2 0,3 0,4
G e r i l m e D e ğ e r i ( M P a )
Tabaka Kalınlığı (mm)
Karbon Epoksi Sx
Sx
-50,000
-40,000
-30,000
-20,000
-10,000
0,000
10,000
20,000
30,000
0 0,1 0,2 0,3 0,4
G e r i l m e D e ğ e r i ( M P a )
Tabaka Kalınlığı (mm)
Karbon Epoksi Sx
Sy

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 65/88
64
5.3. (0/90/90/0)s Oryantasyonu
-30,000
-20,000
-10,000
0,000
10,000
20,000
30,000
0,0 0,1 0,2 0,3 0,4
G e r i l m e D e ğ e r i ( M P a )
Tabaka Kalınlığı (mm)
Cam Epoksi Sx
Sx
-30,000
-20,000
-10,000
0,000
10,000
20,000
30,000
0,0 0,1 0,2 0,3 0,4
G e r i l m e D e ğ e r i ( M P a )
Tabaka Kalınlığı (mm)
Cam Epoksi Sy
Sy
cam Sx Sy
0.1 -22,221 22,221
0.1 -22,221 22,221
0.2 22,221 -22,221
0.2 22,221 -22,221
0.3 22,221 -22,221
0.3 22,221 -22,221
0.4 -22,221 22,221
0.4 -22,221 22,221
karbon Sx Sy
0.1 -19,138 19,138
0.1 -19,138 19,138
0.2 19,138 -19,138
0.2 19,138 -19,138
0.3 19,138 -19,138
0.3 19,138 -19,138
0.4 -19,138 19,138
0.4 -19,138 19,138

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 66/88
65
Şekil 5.3. (0/90/90/0)s oryantasyonu
-25,000
-20,000
-15,000
-10,000
-5,000
0,000
5,000
10,000
15,000
20,000
25,000
0 0,1 0,2 0,3 0,4
G e r i l m e D e ğ e r i ( M P a )
Tabaka Kalınlığı (mm)
Karbon Epoksi Sx
Sx
-25,000
-20,000
-15,000
-10,000
-5,000
0,000
5,000
10,000
15,000
20,000
25,000
0 0,1 0,2 0,3 0,4
G e r i l m e D e ğ e r i ( M P a )
Tabaka Kalınlığı (mm)
Karbon Epoksi Sy
Sy
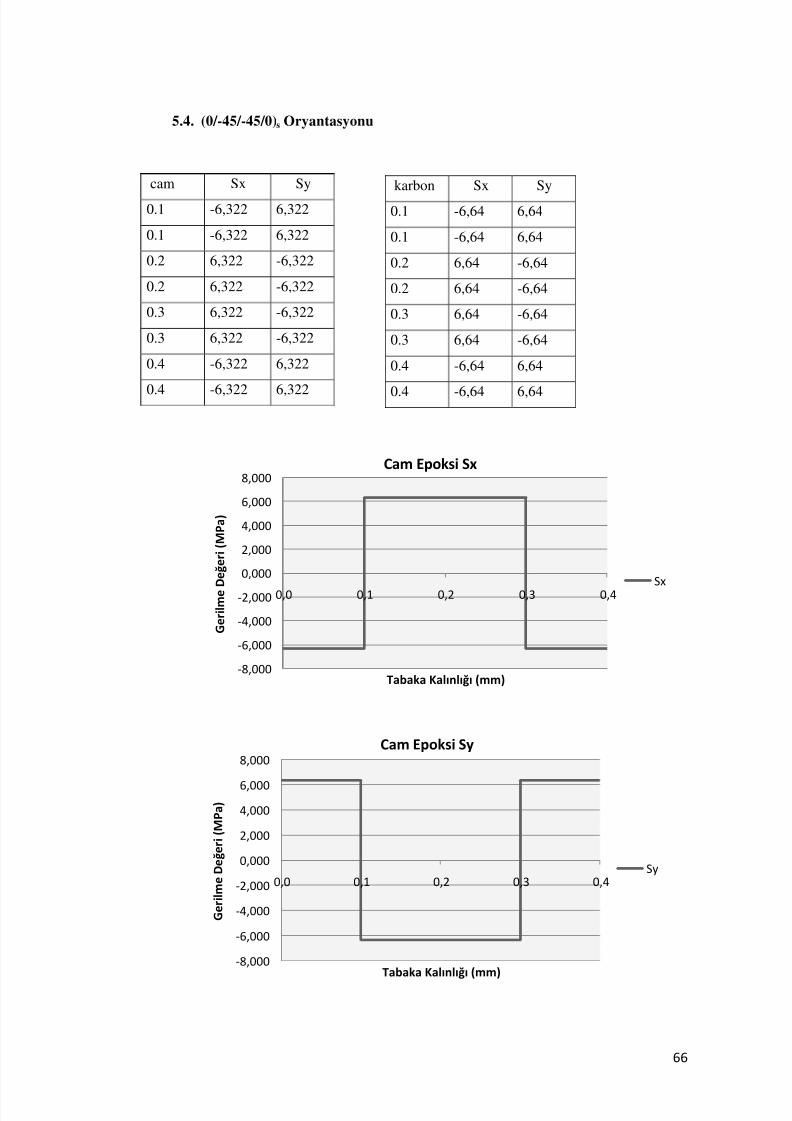
8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 67/88
66
5.4. (0/-45/-45/0)s Oryantasyonu
-8,000
-6,000
-4,000
-2,000
0,000
2,000
4,000
6,000
8,000
0,0 0,1 0,2 0,3 0,4
G e r i l m e D e ğ e r i ( M P a )
Tabaka Kalınlığı (mm)
Cam Epoksi Sx
Sx
-8,000
-6,000
-4,000
-2,000
0,000
2,000
4,000
6,000
8,000
0,0 0,1 0,2 0,3 0,4
G e r i l m e D e ğ e r i ( M P a )
Tabaka Kalınlığı (mm)
Cam Epoksi Sy
Sy
cam Sx Sy
0.1 -6,322 6,322
0.1 -6,322 6,322
0.2 6,322 -6,322
0.2 6,322 -6,322
0.3 6,322 -6,322
0.3 6,322 -6,322
0.4 -6,322 6,322
0.4 -6,322 6,322
karbon Sx Sy
0.1 -6,64 6,64
0.1 -6,64 6,64
0.2 6,64 -6,64
0.2 6,64 -6,64
0.3 6,64 -6,64
0.3 6,64 -6,64
0.4 -6,64 6,64
0.4 -6,64 6,64

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 68/88
67
Şekil 5.4. (0/-45/-45/0)s oryantasyonu
-8,000
-6,000
-4,000
-2,000
0,000
2,000
4,000
6,000
8,000
0 0,1 0,2 0,3 0,4
G e r i l m e D e ğ e r i ( M P a )
Tabaka Kalınlığı (mm)
Karbon Epoksi Sx
Sx
-8,000
-6,000
-4,000
-2,000
0,000
2,000
4,000
6,000
8,000
0 0,1 0,2 0,3 0,4
G e r i l m e D e ğ e r i ( M P a )
Tabaka Kalınlığı (mm)
Karbon Epoksi Sy
Sy
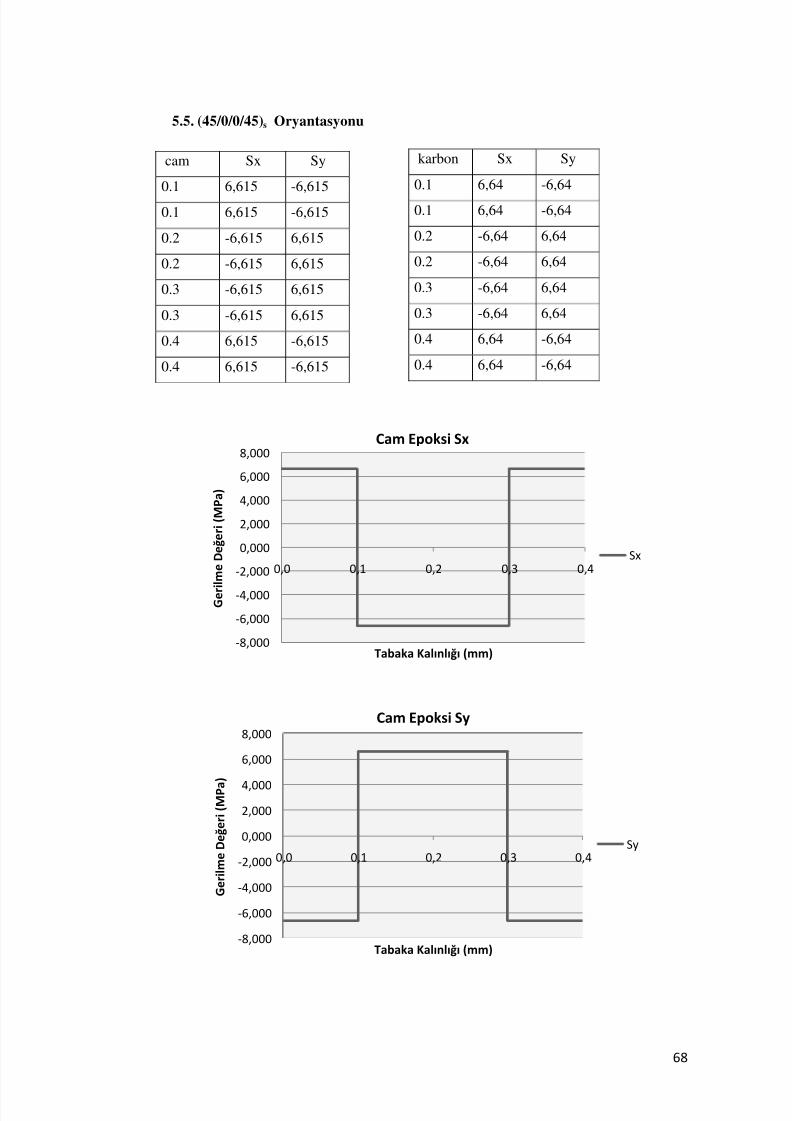
8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 69/88
68
5.5. (45/0/0/45)s Oryantasyonu
-8,000
-6,000
-4,000
-2,000
0,000
2,000
4,000
6,000
8,000
0,0 0,1 0,2 0,3 0,4
G e r i l m e D e ğ e r i ( M P a )
Tabaka Kalınlığı (mm)
Cam Epoksi Sx
Sx
-8,000
-6,000
-4,000
-2,000
0,000
2,000
4,000
6,000
8,000
0,0 0,1 0,2 0,3 0,4
G e r i l m e D e ğ e r i ( M P a
)
Tabaka Kalınlığı (mm)
Cam Epoksi Sy
Sy
cam Sx Sy
0.1 6,615 -6,615
0.1 6,615 -6,615
0.2 -6,615 6,615
0.2 -6,615 6,615
0.3 -6,615 6,615
0.3 -6,615 6,615
0.4 6,615 -6,615
0.4 6,615 -6,615
karbon Sx Sy
0.1 6,64 -6,64
0.1 6,64 -6,64
0.2 -6,64 6,64
0.2 -6,64 6,64
0.3 -6,64 6,64
0.3 -6,64 6,64
0.4 6,64 -6,64
0.4 6,64 -6,64

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 70/88
69
Şekil 5.5. (45/0/0/45)s oryantasyonu
-8,000
-6,000
-4,000
-2,000
0,000
2,000
4,000
6,000
8,000
0 0,1 0,2 0,3 0,4
G e r i l m e D e ğ e r i ( M P a )
Tabaka Kalınlığı (mm)
Karbon Epoksi Sx
Sx
-8,000
-6,000
-4,000
-2,000
0,000
2,000
4,000
6,000
8,000
0 0,1 0,2 0,3 0,4 G e r i l m e D e ğ e r i ( M P a )
Tabaka Kalınlığı (mm)
Karbon Epoksi Sy
Sy

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 71/88
70
5.6. (90/0/0/90)s Oryantasyonu
-25,000
-20,000
-15,000
-10,000
-5,000
0,000
5,000
10,000
15,000
20,000
25,000
0,0 0,1 0,2 0,3 0,4
G e r i l m e D e ğ e r i ( M P a )
Tabaka Kalınlığı (mm)
Cam Epoksi Sx
Sx
-25,000
-20,000
-15,000
-10,000
-5,000
0,000
5,000
10,000
15,000
20,000
25,000
0,0 0,1 0,2 0,3 0,4
G e r i l m e D e ğ e
r i ( M P a )
Tabaka Kalınlığı (mm)
Cam Epoksi Sy
Sy
cam Sx Sy
0.1 22,221 -22,221
0.1 22,221 -22,221
0.2 -22,221 22,221
0.2 -22,221 22,221
0.3 -22,221 22,221
0.3 -22,221 22,221
0.4 22,221 -22,221
0.4 22,221 -22,221
karbon Sx Sy
0.1 19,138 -19,138
0.1 19,138 -19,138
0.2 -19,138 19,138
0.2 -19,138 19,138
0.3 -19,138 19,138
0.3 -19,138 19,138
0.4 19,138 -19,138
0.4 19,138 -19,138

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 72/88
71
Şekil 5.6. (0/90/0/90)s oryantasyonu
-25,000
-20,000
-15,000
-10,000
-5,000
0,000
5,000
10,000
15,000
20,000
25,000
0 0,1 0,2 0,3 0,4
G e r i l m e D e ğ e r i ( M P a )
Tabaka Kalınlığı (mm)
Karbon Epoksi Sx
Sx
-25,000
-20,000
-15,000
-10,000
-5,000
0,000
5,000
10,000
15,000
20,000
25,000
0 0,1 0,2 0,3 0,4
G e r i l m e D e ğ e r i ( M P a )
Tabaka Kalınlığı (mm)
Karbon Epoksi Sy
Sy

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 73/88
72
5.7. (0/-45/45/0)s Oryantasyonu
-4,000
-2,000
0,000
2,000
4,000
6,000
8,000
0,0 0,1 0,2 0,3 0,4 G e r i l m e D
e ğ e r i ( M P a )
Tabaka Kalınlığı (mm)
Cam Epoksi Sx
Sx
-15,000
-10,000
-5,000
0,000
5,000
10,000
15,000
0,0 0,1 0,2 0,3 0,4
G e r i l m e D e ğ e r i ( M P a )
Tabaka Kalınlığı (mm)
Cam Epoksi Sy
Sy
cam Sx Sy
0.1 -3,000 9,043
0.1 -3,000 9,043
0.2 0,401 -11,642
0.2 5,599 -6,445
0.3 0,401 -11,642
0.3 5,599 -6,445
0.4 -3,000 9,043
0.4 -3,000 9,043
Sx Sy
0.1 3,705 12,371
0.1 3,705 12,371
0.2 -16,122 -24,788
0.2 8,712 0,045
0.3 -16,122 -24,788
0.3 8,712 0,045
0.4 3,705 12,371
0.4 3,705 12,371

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 74/88
73
Şekil 5.7. (0/-45/45/0)s oryantasyonu
-20,000
-15,000
-10,000
-5,000
0,000
5,000
10,000
0 0,1 0,2 0,3 0,4
G e r i l m e D e ğ e r i ( M P a )
Tabaka Kalınlığı (mm)
Karbon Epoksi Sx
Sx
-30,000
-25,000
-20,000
-15,000
-10,000
-5,000
0,000
5,000
10,000
15,000
0 0,1 0,2 0,3 0,4
G e r i l m e D e ğ e r i ( M P a )
Tabaka Kalınlığı (mm)
Karbon Epoksi Sy
Sy

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 75/88
74
5.8. (-45/0/0/45)s Oryantasyonu
-10,000
-8,000
-6,000-4,000
-2,000
0,000
2,000
4,000
6,000
8,000
10,000
12,000
0,0 0,1 0,2 0,3 0,4
G e r i l m e D e ğ e r i ( M P a )
Tabaka Kalınlığı (mm)
Cam Epoksi Sx
Sx
-10,000
-8,000
-6,000
-4,000
-2,000
0,000
2,000
4,000
6,000
8,000
0,0 0,1 0,2 0,3 0,4
G e r i l m e D e ğ e r i ( M P a )
Tabaka Kalınlığı (mm)
Cam Epoksi Sy
Sy
Cam Sx Sy
0.1 4,510 -8,807
0.1 10,316 -3,000
0.2 -7,413 5,904
0.2 -7,413 5,904
0.3 -7,413 5,904
0.3 -7,413 5,904
0.4 4,510 -8,807
0.4 10,316 -3,000
Karbon Sx Sy
0.1 -7,929 -22,221
0.1 25,746 11,455
0.2 -8,908 5,383
0.2 -8,908 5,383
0.3 -8,908 5,383
0.3 -8,908 5,383
0.4 -7,929 -22,221
0.4 25,746 11,455

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 76/88
75
Şekil 5.8. (-45/0/0/45)s oryantasyonu
-15,000
-10,000
-5,000
0,000
5,000
10,000
15,000
20,000
25,000
30,000
0 0,1 0,2 0,3 0,4
G e r i l m e D e ğ e r i ( M P a )
Tabaka Kalınlığı (mm)
Karbon Epoksi Sx
Sx
-25,000
-20,000
-15,000
-10,000
-5,000
0,000
5,000
10,000
15,000
0 0,1 0,2 0,3 0,4
G e r i l m e D e ğ e r i ( M P a )
Tabaka Kalınlığı (mm)
Karbon Epoksi Sy
Sy

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 77/88
76
5.9. (0/90/45/0/90/45)s Oryantasyonu
-40,000
-30,000
-20,000
-10,000
0,000
10,000
20,000
30,000
0,0 0,1 0,2 0,3 0,4 0,5 0,6
G e r i l m e D e ğ e r i ( M P a )
Tabaka Kalınlığı (mm)
Cam Epoksi Sx
Sx
-40,000
-30,000
-20,000
-10,000
0,000
10,000
20,000
30,000
0,0 0,1 0,2 0,3 0,4 0,5 0,6
G e r i l m e D e ğ e r i ( M P a )
Tabaka Kalınlığı (mm)
Cam Epoksi Sy
Sy
Sx Sy
0.1 -12,092 18,258
0.1 2,052 18,401
0.2 18,369 -32,949
0.2 19,337 -30,96
0.3 8,665 8,325
0.3 8,769 9,59
0.4 -54,523 17,831
0.4 -40,379 17,974
0.5 15,346 -26,983
0.5 16,354 -24,994
0.6 8,978 12,121
0.6 9,083 13,386
cam Sx Sy
0.1 -14,828 17,462
0.1 -8,176 18,579
0.2 22,141 -32,040
0.2 24,693 -28,362
0.3 2,704 1,970
0.3 3,516 3,479
0.4 -34,784 20,814
0.4 -28,132 21,931
0.5 14,485 -21,005
0.5 17,037 -17,327
0.6 0,266 6,496
0.6 1,079 8,004

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 78/88

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 79/88
78
5.10. (0/90/45/45/90/0)s Oryantasyonu
-30,000
-20,000
-10,000
0,000
10,000
20,000
30,000
0,0 0,1 0,2 0,3 0,4 0,5 0,6
G e r i l m e D e ğ e r i ( M P a )
Tabaka Kalınlığı (mm)
Cam Epoksi Sx
Sx
-30,000
-20,000
-10,000
0,000
10,000
20,000
30,000
0,0 0,1 0,2 0,3 0,4 0,5 0,6
G e r i l m e D e ğ e r i ( M P a )
Tabaka Kalınlığı (mm)
Cam Epoksi Sy
Sy
Karbon Sx Sy
0.1 -29,346 18,172
0.1 -29,346 18,172
0.2 18,172 -29,346
0.2 18,172 -29,346
0.3 11,174 11,174
0.3 11,174 11,174
0.4 11,174 11,174
0.4 11,174 11,174
0.5 18,172 -29,346
0.5 18,172 -29,346
0.6 -29,346 18,172
0.6 -29,346 18,172
Cam Sx Sy
0.1 -25,178 20,794
0.1 -25,178 20,794
0.2 20,794 -25,178
0.2 20,794 -25,178
0.3 4,384 4,384
0.3 4,384 4,384
0.4 4,384 4,384
0.4 4,384 4,384
0.5 20,794 -25,178
0.5 20,794 -25,178
0.6 -25,178 20,794
0.6 -25,178 20,794

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 80/88
79
Şekil 5.10. (0/90/45/45/90/0)s oryantasyonu
-40,000
-30,000
-20,000
-10,000
0,000
10,000
20,000
30,000
0 0,1 0,2 0,3 0,4 0,5 0,6
G e r i l m e D e ğ e r i ( M P a )
Tabaka Kalınlığı (mm)
Karbon Epoksi Sx
Sx
-40,000
-30,000
-20,000
-10,000
0,000
10,000
20,000
30,000
0 0,1 0,2 0,3 0,4 0,5 0,6
G e r i l m e D e ğ e r i ( M P a )
Tabaka Kalınlığı (mm)
Karbon Epoksi Sy
Sy

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 81/88
80
5.11. (0/90/45/-45/90/0)s Oryantasyonu
-30,000
-20,000
-10,000
0,000
10,000
20,000
30,000
0,0 0,1 0,2 0,3 0,4 0,5 0,6
G e r i l m e D e ğ e r i ( M P a )
Tabaka Kalınlığı (mm)
Cam Epoksi Sx
Sx
-30,000
-20,000
-10,000
0,000
10,000
20,000
30,000
0,0 0,1 0,2 0,3 0,4 0,5 0,6
G e r i l m e D e ğ e r i ( M P a )
Tabaka Kalınlığı (mm)
Cam Epoksi Sy
Sy
Karbon Sx Sy
0.1 -20,936 18,968
0.1 -20,936 18,968
0.2 18,968 -20,936
0.2 18,968 -20,936
0.3 -0,984 -0,984
0.3 4,922 4,922
0.4 -0,984 -0,984
0.4 4,922 4,922
0.5 18,968 -20,936
0.5 18,968 -20,936
0.6 -20,936 18,968
0.6 -20,936 18,968
Cam Sx Sy
0.1 -22,594 22,042
0.1 -22,594 22,042
0.2 22,042 -22,594
0.2 22,042 -22,594
0.3 -0,275 -0,275
0.3 1,380 1,380
0.4 -0,275 -0,275
0.4 1,380 1,380
0.5 22,042 -22,594
0.5 22,042 -22,594
0.6 -22,594 22,042
0.6 -22,594 22,042

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 82/88
81
Şekil 5.11. (0/90/45/-45/90/0)s oryantasyonu
-25,000
-20,000
-15,000
-10,000
-5,000
0,000
5,000
10,000
15,000
20,000
25,000
0 0,1 0,2 0,3 0,4 0,5 0,6
G e r i l m e D e ğ e r i ( M P a )
Tabaka Kalınlığı (mm)
Karbon Epoksi Sx
Sx
-25,000
-20,000
-15,000
-10,000
-5,000
0,000
5,000
10,000
15,000
20,000
25,000
0 0,1 0,2 0,3 0,4 0,5 0,6
G e r i l m e D e ğ e r i ( M P a )
Tabaka Kalınlığı (mm)
Karbon Epoksi Sy
Sy

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 83/88
82
5.12. (0/90/-45/0/90/45) Oryantasyonu
-40,000
-30,000
-20,000
-10,000
0,000
10,000
20,000
30,000
0,0 0,1 0,2 0,3 0,4 0,5 0,6
G e r i l m e D e ğ e r i ( M P a )
Tabaka Kalınlığı (mm)
Cam Epoksi Sx
Sx
-40,000
-30,000
-20,000
-10,000
0,000
10,000
20,000
30,000
0,0 0,1 0,2 0,3 0,4 0,5 0,6
G e r i l m e D e ğ e r i ( M P a )
Tabaka Kalınlığı (mm)
Cam Epoksi Sy
Sy
Karbon Sx Sy
0.1 -11,319 18,347
0.1 0,904 18,373
0.2 18,661 -31,961
0.2 19,445 -28,933
0.3 -1,908 -1,198
0.3 11,557 11,169
0.4 -47,991 18,296
0.4 -35,767 18,295
0.5 16,078 -22,877
0.5 16,922 -19,849
0.6 3,061 5,966
0.6 10,395 14,398
Cam Sx Sy
0.1 -14,508 17,425
0.1 -8,318 18,750
0.2 22,514 -31,683
0.2 24,850 -27,643
0.3 -1,370 -0,632
0.3 3,962 2,401
0.4 -33,079 21,345
0.4 -26,889 22,643
0.5 15,507 -19,565
0.5 17,843 -15,525
0.6 -0,974 4,363
0.6 0,464 8,097

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 84/88
83
Şekil 5.12. (0/90/-45/0/90/45)s oryantasyonu
-60,000
-50,000
-40,000
-30,000
-20,000
-10,000
0,000
10,000
20,000
30,000
0 0,1 0,2 0,3 0,4 0,5 0,6
G e r i l m e D e ğ e r i ( M P a )
Tabaka Kalınlığı (mm)
Karbon Epoksi Sx
Sx
-40,000
-30,000
-20,000
-10,000
0,000
10,000
20,000
30,000
0 0,1 0,2 0,3 0,4 0,5 0,6
G e r i l m e D e ğ e r i ( M P a )
Tabaka Kalınlığı (mm)
Karbon Epoksi Sy
Sy

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 85/88
84
5.13. (0/90/-45/0/90/-45) Oryantasyonu
-40,000
-30,000
-20,000
-10,000
0,000
10,000
20,000
30,000
0,0 0,1 0,2 0,3 0,4 0,5 0,6
G e r i l m e D e ğ e r i ( M P a )
Tabaka Kalınlığı (mm)
Cam Epoksi Sx
Sx
-40,000
-30,000
-20,000
-10,000
0,000
10,000
20,000
30,000
0,0 0,1 0,2 0,3 0,4 0,5 0,6
G e r i l m e D e ğ e r i ( M P a )
Tabaka Kalınlığı (mm)
Cam Epoksi Sy
Sy
Sx Sy
0.1 -12,092 18,258
0.1 2,052 18,401
0.2 18,369 -32,949
0.2 19,337 -30,96
0.3 8,665 8,325
0.3 8,769 9,59
0.4 -54,523 17,831
0.4 -40,379 17,974
0.5 15,346 -26,983
0.5 16,354 -24,994
0.6 8,978 12,121
0.6 9,083 13,386
Sx Sy
0.1 -14,828 17,462
0.1 -8,176 18,579
0.2 22,141 -32,040
0.2 24,693 -28,362
0.3 2,704 1,970
0.3 3,516 3,479
0.4 -34,784 20,814
0.4 -28,132 21,931
0.5 14,485 -21,005
0.5 17,037 -17,327
0.6 0,266 6,496
0.6 1,079 8,004
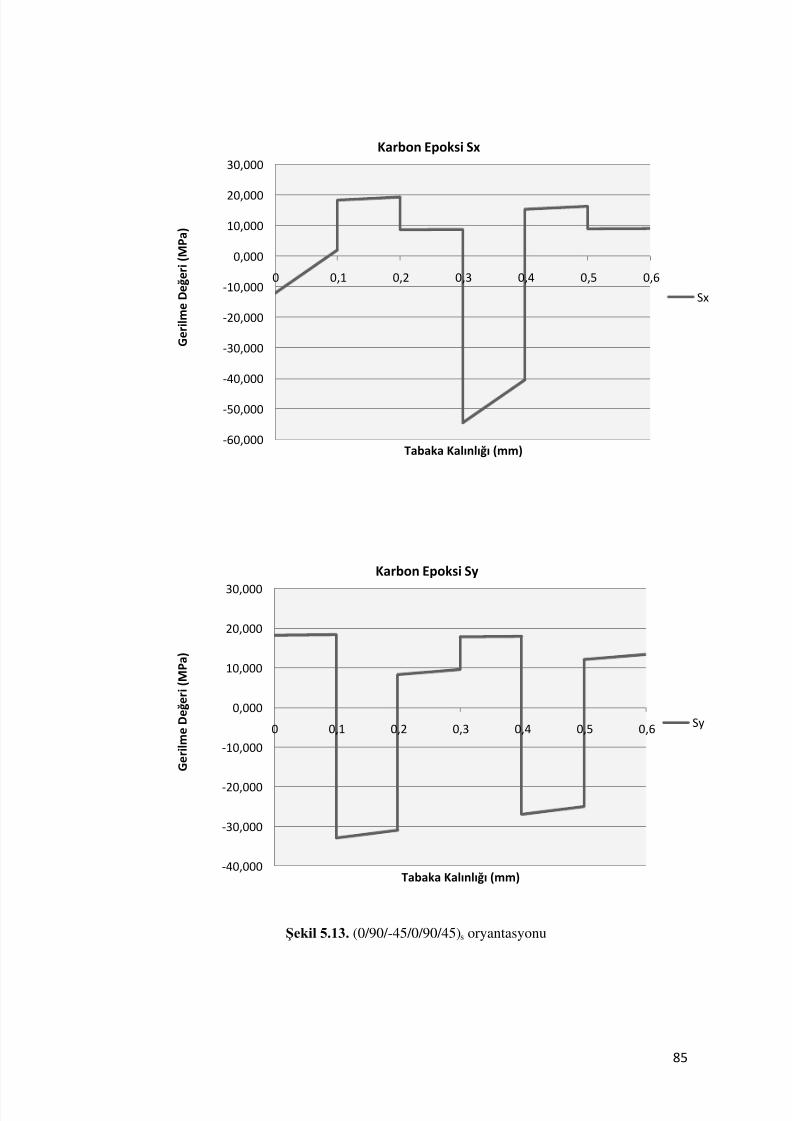
8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 86/88
85
Şekil 5.13. (0/90/-45/0/90/45)s oryantasyonu
-60,000
-50,000
-40,000
-30,000
-20,000
-10,000
0,000
10,000
20,000
30,000
0 0,1 0,2 0,3 0,4 0,5 0,6
G e r i l m e D e ğ e r i ( M P a )
Tabaka Kalınlığı (mm)
Karbon Epoksi Sx
Sx
-40,000
-30,000
-20,000
-10,000
0,000
10,000
20,000
30,000
0 0,1 0,2 0,3 0,4 0,5 0,6
G e r i l m e D e ğ e r i ( M P a )
Tabaka Kalınlığı (mm)
Karbon Epoksi Sy
Sy

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 87/88
86
BÖLÜM ALTI
SONUÇ
YapmıĢ olduğumuz çalıĢma karbon ve cam epoksi kullanılan kompozit levhalarda simetrik
ve anti-simetrik fiber açılarının aralarındaki iliĢkiyi göstermektedir.
Simetrik olarak tabakalandırılmıĢ olan malzemede tabaka boyunca gerilme dağılımının
sabit olduğu görülmektedir. Kuvvetin değiĢimi kalınlık boyunca olan gerilme değiĢimini aynı
oranda etkilemektedir. Artırılan sıcaklığa rağmen farklı tabakalar aynı açılara sahipse gerilme
değerleri de aynı olduğu gözlenmiĢtir.
Anti-simetrik fiber açısına sahip olan kompozit malzemede ise gerilme değerinin lineer
olarak değiĢtiği görülmektedir. Son derece tehlikeli bir durum olmakla beraber sıcaklığın daha
fazla artırılması durumunda aynı ölçüde etkilenmedikleri gözlenmiĢtir. Böyle bir durum tek bir
ta baka için her noktada farklı gerilme değerine sahip olması anlamındadır. Gerilmenin bu
Ģekilde tabaka boyunca lineer olarak değiĢmesi tabakalar arasında ayrılmalara neden olabilir.
Ayrıca tabaka içi gerilmelerin çok farklılık göstermesi de tabaka içinde ve tabakalar arasında
deliminasyonlara neden olabilir.

8/3/2019 EREN_VATANGUL_2002508078 kompozit
http://slidepdf.com/reader/full/erenvatangul2002508078-kompozit 88/88
KAYNAKLAR
[1] ANSYS 10.0 Tutorials
[2] BEER, F., P. Ve JOHNSTON, E., R., Jr., Mechanics of Materials, Second
Edition in SI unit, Mc. Graw Hill Book Company
[3] SAYMAN,O. KOMPOZĠT MALZEMELER DERS NOTLARI, D.E.Ü
Makine Mühendisliği Bölümü, 2007





























