Embed Size (px)
Citation preview

NORDSON ENGINEERING GMBH � LÜNEBURG � GERMANY
Ergime yapıştırma maddesi aplikatörleriSpeed-Coat®
Kullanma kılavuzu P/N 7192922_05- Turkish -
Yayın tarihi 03/12

P/N 7192922_05 � 2012 Nordson CorporationSpeed‐Coat
NotBu doküman tüm modeller için geçerlidir.
Sipariş numarasıP/N = Nordson ürünleri için sipariş numarası
NotBu kullanma kılavuzunun telif hakkı Nordson firmasına aittir. Telif Hakkı � 2003.
Bu doküman Nordson firmasından yazılı izin alınmadan - özet olarak bile olsa - hiçbir şekilde kopya edilemez, çoğaltılamaz ve başka dillere tercüme edilemez.
Nordson firması önceden haber vermeye gerek duymaksızın değişiklik yapma hakkına sahiptir.
� 2012 Tüm hakları mahfuzdur.- Orijinal Çeviri -
Ticari MarkalarAccuJet, AeroCharge, Allegro, Apogee, AquaGuard, Artiste, Asymtek, Automove, Autotech, Baitgun, Blue Box, BM-32, BM-58, BM-63, Bowtie, Build‐A‐Part,CanWorks, Century, CF, CleanSleeve, CleanSpray, Color‐on‐Demand, ColorMax, Contour, Control Coat, Coolwave, Cross‐Cut, CrystallCut, cScan+, Dage,Dispensejet, DispenseMate, DuraBlue, DuraDrum, Durafiber, DuraPail, Dura‐Screen, Durasystem, Easy Coat, Easymelt, Easymove Plus, Ecodry, Econo‐Coat,e.dot, EFD, Eliminator, Emerald, Encore, Equatherm, ESP, e-stylized, ETI‐stylized, Excel 2000, Fibrijet, Fillmaster, FlexiCoat, Flexi‐Spray, Flex‐O‐Coat, FlowSentry, Fluidmove, FoamMelt, FoamMelt - stylized, FoamMix, F.R. Gross, Freedom, Fulfill, GreenUV, HDLV, Heli‐flow, Helix, Horizon, Hot Shot, iControl, iDry,iFlow, Isocoil, Isocore, Iso‐Flo, iTRAX, JR, KB30, Kinetix, KISS, Lean Cell, Little Squirt, LogiComm, Magnastatic, March, Maverick, MEG, Meltex, MicroCoat,MicroMark, Micromedics, Micro‐Meter, MicroSet, Microshot, Millenium, MiniBlue, Mini Squirt, Moist‐Cure, Mountaingate, MultiScan, NexJet, No‐Drip, Nordson,Nordson - stylized, Nordson and Arc, nXheat, OptiMix, Optimum, Package of Values, Paragon, PatternView, PermaFlo, PICO, PicoDot, Plasmod, PluraFoam,Poly-Check, Porous Coat, PowderGrid, Powderware, Precisecoat, PRIMARC, Printplus, Prism, ProBlue, Prodigy, Pro‐Flo, Program‐A‐Bead, Program‐A‐Shot,Program‐A‐Stream, Program‐A‐Swirl, ProLink, Pro‐Meter, Pro‐Stream, Pulsar, Quantum, RBX, Rhino, Saturn, Saturn with rings, Scoreguard, SC5, S. designstylized, Seal Sentry, Sealant Equipment & Engineering, Inc., SEE and design, See‐Flow, Select Charge, Select Coat, Select Cure, Servo‐Flo, Shot‐A‐Matic,Signature, Signature - stylized, Slautterback, Smart‐Coat, Smart‐Gun, Solder Plus, Spectrum, Speed‐Coat, Spirex, Spraymelt, Spray Squirt, StediFlo,Stratablend, Super Squirt, SureBead, Sure Clean, Sure Coat, Sure‐Max, SureWrap, TAH, Tela‐Therm, Tip‐Seal, Tracking Plus, TRAK, Trends, Tribomatic,Trilogy, TrueBlue, TrueCoat, Tubesetter, Ultra, UniScan, UpTime, U‐TAH, Value Plastics, Vantage, Veritec, VersaBlue, Versa‐Coat, VersaDrum, VersaPail,Versa‐Screen, Versa‐Spray, VP Quick Fit, VP Quick-Fit stylized, VP stylized, Walcom, Watermark, When you expect more., X‐Plane, Xaloy, Xaloy - stylized,YesTech Nordson Corporation'ın kayıtlı ticari markalarıdır - ® -.
Accubar, Active Nozzle, Advanced Plasma Systems, AeroDeck, AeroWash, AltaBlue, AltaSlot, Alta Spray, AquaCure, ATS, Auto‐Flo, AutoScan, Axiom, BestChoice, BetterBook, Blue Series, Bravura, CanNeck, CanPro, Celero, Chameleon, Champion, Check Mate, ClassicBlue, Classic IX, Clean Coat, Cobalt, Concert,ContourCoat, Controlled Fiberization, Control Weave, CPX, cSelect, Cyclo‐Kinetic, DispensLink, DropCure, Dry Cure, DuraBraid, DuraCoat, e.dot+, E‐Nordson,Easy Clean, EasyOn, EasyPW, Eclipse, EdgeControl, Equalizer, Equi=Bead, Exchange Plus, FillEasy, Fill Sentry, FlexSeam, Flow Coat, Fluxplus, G‐Net, G‐Site,Genius, Get Green With Blue, Gluie, Ink‐Dot, IntelliJet, iON, Iso‐Flex, iTrend, KVLP, Lacquer Cure, Maxima, Mesa, MicroFin, MicroMax, Mikros, MiniEdge,Minimeter, MiniPUR, MonoCure, Multifil, MultiScan, Myritex, Nano, OmniScan, OptiStroke, Optix, Origin, Partnership+Plus, PatternJet, PatternPro, PCI,PharmaLok, Pinnacle, PluraMix, Powder Pilot, Powder Port, Powercure, Process Sentry, Pulse Spray, PURBlue, PUReOne, PURJet, PurTech, Quad Cure, ReadyCoat, RediCoat, RollVIA, Royal Blue, Select Series, Sensomatic, Shaftshield, SheetAire, Smart, Smartfil, SolidBlue, Spectral, Spectronic, SpeedKing, SprayWorks, StediTherm, StrokeControl, Summit, Sure Brand, SureFoam, SureMix, SureSeal, Swirl Coat, Tempus, ThruWave, TinyCure, Trade Plus, Trio, TruFlow,Ultra FoamMix, UltraMax, Ultrasaver, Ultrasmart, Universal, ValueMate, Versa, VersaPUR, Viper, Vista, Web Cure, 2 Rings (design) Nordson Corporation'’ın ticarimarkalarıdır- � -.
Bu dokümantasyondaki çizim ve karakteristik özellikler marka bünyesinde olup bunların üçüncü kişiler tarafındankullanımı ve kullanmayı amaçlamaları marka sahiplerinin haklarına zarar verebilir.

Íçindekiler I
P/N 7192922_05� 2012 Nordson Corporation Speed‐Coat
Íçindekiler
Nordson International O‐1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Europe O‐1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Distributors in Eastern & Southern Europe O‐1. . . . . . . . . . . . . . . . .Outside Europe O‐2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Africa / Middle East O‐2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Asia / Australia / Latin America O‐2. . . . . . . . . . . . . . . . . . . . . . . . . .China O‐2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Japan O‐2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .North America O‐2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Çalışma materyallerinin kullanımıyla ilgili genel açıklamalar 0‐3Tanım belirlenmesi 0‐3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Üretici firma açıklamaları 0‐3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Sorumluluk 0‐3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Yanma tehlikesi 0‐3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Buhar ve gazlar 0‐4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Taban 0‐4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .İşlem sıcaklığı 0‐4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Poliüretan çalışma materyallerinde (PUR) önemli hususlar 0‐4. . . . .
Emniyetle ilgili açıklamalar 1‐1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Emniyetle ilgili simgeler 1‐1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Cihaz sahiplerinin sorumluluğu 1‐2. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Emniyet bilgileri 1‐2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Talimatlar, talepler ve yönetmelikler 1‐2. . . . . . . . . . . . . . . . . . . . . .Kullanıcı nitelendirme 1‐3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Endüstride uygulanması gereken emniyet tedbirleri 1‐3. . . . . . . . . . .Cihazların yönetmeliğe uygun kullanımı 1‐3. . . . . . . . . . . . . . . . . . .Talimatlar ve emniyet uyarıları 1‐4. . . . . . . . . . . . . . . . . . . . . . . . . . .Kuruluma yönelik uyarılar 1‐4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .İşletime yönelik uyarılar 1‐4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Bakım ve onarıma yönelik uyarılar 1‐5. . . . . . . . . . . . . . . . . . . . . . . .
Cihaz emniyet bilgileri 1‐5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Cihazın kapatılması 1‐6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Yapıştırma maddesi basıncının sistemden çıkarılması 1‐6. . . . .Sistemin kapatılması 1‐6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Aplikatörlerin kapatılması 1‐6. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Genel emniyet uyarıları: UYARI ve DİKKAT 1‐6. . . . . . . . . . . . . . . .Diğer emniyet tedbirleri 1‐10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .İlk yardım 1‐10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .

ÍçindekilerII
P/N 7192922_05 � 2012 Nordson CorporationSpeed‐Coat
Giriş 2‐1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Usul ve nizamına uygun kullanım 2‐1. . . . . . . . . . . . . . . . . . . . . . . . . . .
Usul ve nizamına uygun olmayan kullanım - Örnekler - 2‐1. . . . . .Diğer tehlikeler 2‐2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Kullanma kılavuzu hakkında 2‐2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Model tanımlarının açıklanması 2‐2. . . . . . . . . . . . . . . . . . . . . . . . . . . . .Bileşenlerin tanımı / Fonksiyon şekli 2‐3. . . . . . . . . . . . . . . . . . . . . . . . .
SCSM aplikatör tipi, X hidrolik versiyonu (standart) 2‐3. . . . . . . . .SCSM aplikatör tipi, O veya M hidrolik versiyonu 2‐4. . . . . . . . . . .V ana gövdeli SCSM aplikatör tipi, O veya M hidrolik versiyonu 2‐5SCDM aplikatör tipi 2‐6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Yapıştırma maddesi akışı 2‐7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Enjektör 2‐7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Mesafe saçı 2‐7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Üç mesafe saclı enjektör 2‐8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .V yapı şeklinin özelliği 2‐8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Speed-Coat kumanda parçası 2‐9. . . . . . . . . . . . . . . . . . . . . . . . . . .Isıtma 2‐10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Filtre elemanı 2‐10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Özel donanımlar 2‐10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Tip etiketi 2‐11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Sıcaklık işareti olan manyetik subaplar için uyarılar 2‐12. . . . . . . . . . . .
Montaj 3‐1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Cihazın ambalajından çıkarılması 3‐1. . . . . . . . . . . . . . . . . . . . . . . . . . .Nakliye 3‐1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Depolama 3‐1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Cihazın imhası 3‐1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Takma 3‐2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Yapıştırma maddesi buharlarının emilmesi 3‐2. . . . . . . . . . . . . . . . .Elektrik bağlantıları 3‐3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Kablo döşeme 3‐3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Aplikatör ısıtmasının bağlanması 3‐3. . . . . . . . . . . . . . . . . . . . . . . . .Manyetik supapların bağlantısı 3‐3. . . . . . . . . . . . . . . . . . . . . . . . . . .
Örnek: Nordson ES 90 kumanda cihazı üzerinden kumanda 3‐3Pnömatik bağlantılar 3‐4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Yağsız basınçlı hava ile çalıştırma 3‐4. . . . . . . . . . . . . . . . . . . . . . . .Basınçlı havayı hazırlayın 3‐4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Basınçlı hava bağlantısı 3‐4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Isıtılmış hortumun takılması 3‐5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Vidalama 3‐5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Vidayı sökme 3‐5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Basıncın çıkarılması 3‐5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .İkinci vida anahtarının kullanımı 3‐5. . . . . . . . . . . . . . . . . . . . . . . .
Tek tararlı beslenen aplikatörler 3‐6. . . . . . . . . . . . . . . . . . . . . . . . . .Hortum filtre kombinasyonunu dikkate alın 3‐6. . . . . . . . . . . . . .Yan değişim 3‐6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .

Íçindekiler III
P/N 7192922_05� 2012 Nordson Corporation Speed‐Coat
İşletme 4‐1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Manyetik supap kumandası 4‐1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Sıcaklık ayarı 4‐1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Kontrol havası basıncını ayarlama 4‐1. . . . . . . . . . . . . . . . . . . . . . . . . .Yapıştırma maddesi basıncı ayarı 4‐2. . . . . . . . . . . . . . . . . . . . . . . . . . .
Maksimum yapıştırma maddesi basıncı 4‐2. . . . . . . . . . . . . . . . . . .Aplikatörün pozisyonlanması 4‐2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Kontak yönteminde uygulama 4‐3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Hat gerilimine karşı uygulama 4‐3. . . . . . . . . . . . . . . . . . . . . . . . . . .Bir makaraya karşı uygulama 4‐3. . . . . . . . . . . . . . . . . . . . . . . . . . . .
Yapıştırma maddesi miktarının hesaplanması 4‐4. . . . . . . . . . . . . . . .Hesaplama örneği 4‐4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Müşteriye özgü değerler 4‐4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Ayar protokolü 4‐5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Ayar protokolü - Yedek kopya 4‐6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Bakım 5‐1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .PUR-Yapıştırma maddeleri 5‐1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Basıncın çıkarılması 5‐2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Günlük bakım 5‐3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Bakım tabloları 5‐3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Kumanda parçasının kontrol edilmesi 5‐3. . . . . . . . . . . . . . . . . . . . .Dış yüzeyde hasar olup olmadığının kontrolü 5‐3. . . . . . . . . . . . . . .Dış temizlik 5‐3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Yapıştırma maddesi çeşidinin değiştirilmesi 5‐4. . . . . . . . . . . . . . . .Temizlik maddesiyle çalkalama 5‐4. . . . . . . . . . . . . . . . . . . . . . . . . .
Düzenli bakım 5‐5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Bakım tabloları 5‐5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Manyetik subabın değiştirilmesi 5‐6. . . . . . . . . . . . . . . . . . . . . . . . . .Enjektörlerinin sökülmesi ve temizliği 5‐7. . . . . . . . . . . . . . . . . . . . .Enjektörünün monte edilmesi 5‐7. . . . . . . . . . . . . . . . . . . . . . . . . . . .Yeni mesafe saçının takılması 5‐8. . . . . . . . . . . . . . . . . . . . . . . . . . .Enjektörün tekrar bilenmesi 5‐9. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Enjektörün sınır ölçüsünün ölçülmesi 5‐9. . . . . . . . . . . . . . . . . . .Tiple-Shim enjektörün monte edilmesi 5‐10. . . . . . . . . . . . . . . . . . . .Kumanda parçasını değiştirin 5‐12. . . . . . . . . . . . . . . . . . . . . . . . . . . .
Kumanda parçasının çıkarılması 5‐13. . . . . . . . . . . . . . . . . . . . . . .Kumanda parçasının takılması 5‐13. . . . . . . . . . . . . . . . . . . . . . . . .
Filtre elemanının temizliği 5‐14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Filtre elemanının çıkarılması 5‐14. . . . . . . . . . . . . . . . . . . . . . . . . . .Filtre dokusunu değiştirin 5‐15. . . . . . . . . . . . . . . . . . . . . . . . . . . . .Filtre elemanının takılması 5‐15. . . . . . . . . . . . . . . . . . . . . . . . . . . .
Bakım protokolü 5‐16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Hata arama 6‐1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Giriş 6‐1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Hata arama tablosu 6‐2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Yedek parçalar 7‐1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Resimlendirilen yedek parça listesinin kullanılması 7‐1. . . . . . . . . . .
Bağlantı elemanları 7‐1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .İşletme aracının karakteristiği 7‐1. . . . . . . . . . . . . . . . . . . . . . . . . . . .

ÍçindekilerIV
P/N 7192922_05 � 2012 Nordson CorporationSpeed‐Coat
Teknik özellikler 8‐1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Genel özellikler 8‐1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Sıcaklıklar 8‐1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Hava basıncı 8‐1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Elektriksel özellikler 8‐2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Ebatlar ve ağırlıklar 8‐2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Yardımcı maddeler 8‐2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .

O‐1Introduction
��2012 Nordson CorporationAll rights reserved
NI_Q-1112-MX
Nordson International
http://www.nordson.com/Directory
Country Phone Fax
EuropeAustria 43‐1‐707 5521 43‐1‐707 5517
Belgium 31‐13‐511 8700 31‐13‐511 3995
Czech Republic 4205‐4159 2411 4205‐4124 4971
Denmark Hot Melt 45‐43‐66 0123 45‐43‐64 1101
Finishing 45‐43‐200 300 45‐43‐430 359
Finland 358‐9‐530 8080 358‐9‐530 80850
France 33‐1‐6412 1400 33‐1‐6412 1401
Germany Erkrath 49‐211‐92050 49‐211‐254 658
Lüneburg 49‐4131‐8940 49‐4131‐894 149
Nordson UV 49‐211‐9205528 49‐211‐9252148
EFD 49‐6238 920972 49‐6238 920973
Italy 39‐02‐216684‐400 39‐02‐26926699
Netherlands 31‐13‐511 8700 31‐13‐511 3995
Norway Hot Melt 47‐23 03 6160 47‐23 68 3636
Poland 48‐22‐836 4495 48‐22‐836 7042
Portugal 351‐22‐961 9400 351‐22‐961 9409
Russia 7‐812‐718 62 63 7‐812‐718 62 63
Slovak Republic 4205‐4159 2411 4205‐4124 4971
Spain 34‐96‐313 2090 34‐96‐313 2244
Sweden 46‐40-680 1700 46‐40‐932 882
Switzerland 41‐61‐411 3838 41‐61‐411 3818
UnitedKingdom
Hot Melt 44‐1844‐26 4500 44‐1844‐21 5358
IndustrialCoatingSystems
44‐161‐498 1500 44‐161‐498 1501
Distributors in Eastern & Southern Europe
DED, Germany 49‐211‐92050 49‐211‐254 658

O‐2 Introduction
��2012Nordson CorporationAll rights reserved
NI_Q-1112-MX
Outside Europe
For your nearest Nordson office outside Europe, contact the Nordsonoffices below for detailed information.
Contact Nordson Phone Fax
Africa / Middle EastDED, Germany 49‐211‐92050 49‐211‐254 658
Asia / Australia / Latin America
Pacific South Division,USA
1‐440‐685‐4797 -
ChinaChina 86-21-3866 9166 86-21-3866 9199
JapanJapan 81‐3‐5762 2700 81‐3‐5762 2701
North AmericaCanada 1‐905‐475 6730 1‐905‐475 8821
USA Hot Melt 1‐770‐497 3400 1‐770‐497 3500
Finishing 1‐880‐433 9319 1‐888‐229 4580
Nordson UV 1‐440‐985 4592 1‐440‐985 4593

Giriş 0‐3
HMIPUR01_TU_C-0108� 2012 Nordson Corporation
Çalışma materyallerinin kullanımıylailgili genel açıklamalar
(PUR çalışma materyallerine yönelik uyarılarla)
Tanım belirlenmesi
Metnin ilerleyen sayfalarında materyal olarak tanımlanacak olan çalışmamateryalleri burada örneğin termoplastik eritme yapıştırıcılar, yapıştırıcımaddeler, conta maddeleri, soğuk tutkallar ve buna benzer çalışmamateryalleridir.
NOT: Nordson ürünüyle hangi materyallerin işlenmesi gerektiği konusukullanma kılavuzunda Usul ve nizamına uygun kullanım ve Usul ve nizamınauygun olmayan kullanım başlıkları altında anlatılmaktadır. Şüphe duyduğunuzdurumlarda lütfen Nordson temsilciliğine baş vurunuz.
Üretici firma açıklamaları
Materyaller sadece ürünle ilgili açıklamalar ve üretici firmanın emniyetkonusundaki açıklamaları göz önünde tutularak işlenmelidir.
Bu açıklamalar ürünün doğru şekilde işlenmesi, nakliyesi, depolanması veimhası konularını da kapsamaktadır. Ayrıca, ürünün tekrar işlenmesi ve olasıtehlikeli ayrışımı, zehir özellikleri, alevlenme noktaları, vs. hakkındakibilgilerde burada yer almaktadır.
Sorumluluk
Nordson firması materyallerden dolayı oluşabilen tehlike veya hasarlardansorumlu tutulamaz.
Yanma tehlikesi
Sıcak materyallerle çalışmaktan dolayı yanma tehlikesi ortaya çıkabilir.Çalışırken dikkatli olun ve uygun korunma donanımlarına sahip olun.

Giriş0‐4
HMIPUR01_TU_C-0108 � 2012 Nordson Corporation
Buhar ve gazlar
Buhar ve gazların belirtilmiş olunan limit değerleri aşmamasını emniyet altınaalın. Buhar ve gazların gerektiğinde uygun mekanizmalarla emilmesinisağlayın ve/veya çalışma alanını yeterli derecede havalandırın.
Taban
Tabanda toz, yağ ve nem olmamalıdır. Deneyerek uygun materyali seçin, enmükemmel çalışma koşullarını belirleyin ve muhtemelen taban için gerekliolan hazırlıkları tespit edin.
İşlem sıcaklığı
Tempere edilmiş materyallerde işin kalitesi için belirlenmiş olunan işletmesıcaklığına uyulması karar verici bir etkendir. Bu sıcaklığın aşılmamasıgerekir! Aşırı sıcaklıklar materyalin kömürleşmesine veya ayrışımına sebepolacağından bunun sonuncunda işletme arızaları veya makinenin bozulmasıdurumu ortaya çıkabilir.
Materyal prensipte itinalı bir şekilde eritilmelidir. Uzun süren, gereksiz fazlasıcaklıktan kaçınılmalıdır. İşe ara verildiğinde sıcaklığın düşürülmesi gerekir.Makine deposundaki sıcaklığın materyal tüketimine uyumlu olması gerekir.Bundan dolayı sıcaklık yüksek ölçüde materyal tüketiminde belirtilmiş olunanişletme sıcaklığına yakın bir ölçüde, daha az bir tüketimde ise buna uygundüşük bir ölçüde ayarlanmalıdır.
Materyaller soğuk olarak işlendiğinde kesme sıcaklığının ve çevre sıcaklığınınetkisi göz önünde tutulmalı ve gerekirse soğutulmalıdır.
Poliüretan çalışma materyallerinde (PUR) önemlihususlar
Poliüretan çalışma materyalleri (PUR) ile çalışırken ilaveten aşağıdakihususlara muhakkak dikkat edilmelidir:
� Maksimum geçerli zararlı madde yoğunlukları aşıldığında solunumkoruma donanımlarının kullanılması gerekir.
� Üretim kesintilerinde veya çalışmaya ara verildiğinde sıcaklığı düşürün vesürme kafalarının enjektörlerini vazelinle kaplayın veya uygun bir yağabatırın.
� Sürme sisteminin uzun süre çalışmaması durumunda uygun deterjanlatemizleyin. Sadece üretici firma tarafından tavsiye edilen temizlikmaddesini kullanın.
� Açık materyal bağlantı yerlerini hava girmeyecek şekilde kapatın.

Emniyetle ilgili açıklamalar 1‐1
� 2012 Nordson Corporation Safe_PPA1011LUE_TU
Bölüm 1
Emniyetle ilgili açıklamalar
Cihazı işletime almadan önce bu bölümü okuyun. Bu bölüm bu dokümandatanımlanan ürünün (aşağıda "cihaz" olarak tanımlanır) güvenli kurulumu,kumandası ve bakımı (aşağıda "kullanım" olarak tanımlanır) için tavsiyeler veuyarılar içermektedir. Eyleme özgü uyarı notları şeklindeki diğer güvenlikbilgileri bu dokümandaki ilgili yerlerde görülür.
UYARI! Bu kullanma kılavuzunda yer alan güvenlik uyarılarının, tavsiyelerinve kazaların önlenmesine yönelik tedbirlerin dikkate alınmaması durumundayaralanma tehlikesi ve hayati tehlike ya da cihaz hasarı tehlikesi sözkonusudur.
Emniyetle ilgili simgeler
Aşağıdaki güvenlik sembolleri ve sinyal kelimeler okuyucuya kişisel güvenlikrisklerini göstermek ya da cihazlara ya da diğer maddi hasarlara nedenolabilecek koşulları belirtmek için kullanılmıştır. Sinyal kelime uyarınca tümgüvenlik bilgilerini mutlaka dikkate alın.
UYARI! Önlenmediği takdirde ağır yaralanmalara ya da ölüme nedenolabilecek potansiyel tehlike durumlarına işaret etmektedir.
DİKKAT! Önlenmediği takdirde hafif ya da orta derece yaralanmaları içerenolası bir tehlike uyarısı.
DİKKAT! (Güvenlik uyarı sembolü olmadan kullanım) Önlenmediği takdirdecihaz ya da diğer maddi hasarlara neden olabilecek potansiyel tehlikeli birduruma işaret eder.

Emniyetle ilgili açıklamalar1‐2
� 2012 Nordson CorporationSafe_PPA1011LUE_TU
Cihaz sahiplerinin sorumluluğu
Cihaz sahipleri emniyet bilgilerinin yönetimiyle sorumludur. Bu sırada tümyönetmeliklerin ve cihaz kullanımı için kurumsal gereksinimlerin dikkatealınması sağlanmalıdır. Tüm potansiyel kullanıcılar uygun bir şekilde eğitişmişolmalıdır.
Emniyet bilgileri� Cihaz sahibine özgü güvenlik yönetmelikleri dahil tüm uygun kaynakların
emniyet bilgilerini, kanıtlanmış endüstriyel yöntemleri, geçerliyönetmelikleri, materyal üreticisinin ürün bilgilerini ve bu dokümanıaraştırıp değerlendirin.
� Emniyet bilgilerini cihaz kullanıcılarına geçerli talimatlar uyarıncaerişilebilir hale getirin. İlgili bilgileri ilgili kurumdan alabilirsiniz.
� Cihazlarda takılı emniyet etiketleri dahil güvenlik bilgilerini okunaklıdurumda tutun.
Talimatlar, talepler ve yönetmelikler� Cihazları bu dokümandaki bilgiler, geçerli yönetmelikler ve talimatlar ve
kanıtlanmış yöntemler uyarınca kullanın.
� Cihazların ilk kurulumundan önce veya ilk defa işletmeye almadan öncegerekirse tesis tekniği veya emniyet bölümünün veya benzer birfonksiyonu olan bir birimin onayını alın.
� Uygun acil durum ve ilk yardım donanımlarını hazırda bulundurun.
� Gerekli yöntemlere uyulmasını sağlamak için güvenlik muayenelerigerçekleştirin.
� İşlemde ya da cihazda değişiklik yapılacaksa güvenlik yöntemlerini vetalimatlarını yeniden değerlendirin.

Emniyetle ilgili açıklamalar 1‐3
� 2012 Nordson Corporation Safe_PPA1011LUE_TU
Kullanıcı nitelendirmeCihazın sahipleri, kullanıcıların:
� Geçerli yönetmelikler ve kanıtlanmış endüstriyel yöntemler uyarıncaeylemlerine uygun olan emniyet eğitimini vermekle
� Cihaz sahiplerinin güvenlik ve kaza önleme yönetmeliklerinibilmesiyle
� Kalifiye bir kişi tarafından cihaza ve eyleme özgü bir eğitimalınmasıyla
NOT: Nordson, kurulum, işletme ve bakım için cihaza özgü bir eğitimsunmaktadır. Gerekli bilgileri Nordson temsilcinizden alabilirsiniz.
� Endüstriye ve branşa özgü özelliklerin ya da eylemlerine uyguntecrübelere sahip olmasıyla
� Bedensel olarak eylemlerini gerçekleştirme kapasitesine sahipolmasını ve zihinsel ve bedensel özelliklerini önleyecek maddelerinetkisi altında olmamasını sağlamakla sorumludur
Endüstride uygulanması gereken emniyet tedbirleri
Aşağıdaki emniyet tedbirleri, cihazların yönetmeliğe göre bu dokümandatanımlanan kullanımı için geçerlidir. Bu dokümanda sunulan bilgiler olası tümgüvenlik yöntemlerini içermemektedir, aksine benzeri branşta kullanılanbenzeri tehlike potansiyeline sahip cihazlar için kanıtlanmış güvenlikyöntemleri sunmaktadır.
Cihazların yönetmeliğe uygun kullanımı� Cihazlar sadece bu dokümanda tanımlanan amaçlar için ve bu
dokümanda belirtilen sınırlamalar çerçevesinde kullanılabilir.
� Cihazı değiştirmeyin.
� Uyumsuz materyallerin ve onaysız ilave cihazların kullanımı yasaktır.Materyal uyumluluğu hakkında ya da standartlaştırılmamış ilace cihazlarınkullanımı hakkındaki sorularınız için lütfen Nordson firmasının ilgilitemsilciliğine başvurun.

Emniyetle ilgili açıklamalar1‐4
� 2012 Nordson CorporationSafe_PPA1011LUE_TU
Talimatlar ve emniyet uyarıları� Bu dokümandaki ve burada belirtilen diğer dokümanlardaki talimatları
okuyun ve bunlara uyun.
� Cihazlarda takılı emniyet etiketlerinin ve uyarı çıkartmalarının konumunuve anlamını öğrenin. Bu bölümün sonundaki Emniyet etiketleri veçıkartmaları kısmına bakın.
� Cihazların nasıl kullanılacağından emin değilseniz ilgili Nordsontemsilciliğine başvurun.
Kuruluma yönelik uyarılar� Cihazı bu dokümandaki ve ilave cihazlarla teslim edilen dokümanlardaki
talimatlara uygun olarak kurun.
� Cihazın kullanım için öngörülen çevre için onaylı olduğundan emin olun.Bu cihaz ne ATEX patlama koruması yönetmeliği uyarınca ne de yanıcıdeğil olarak sertifikalandırılmamıştır ve potansiyel patlama tehlikeliçevrede kurulmamalıdır.
� Materyalin işleme karakteristiğinin tehlikeli atmosfer oluşturmamasınısağlayın. Bu materyale yönelik güvenlik veri sayfasını (MSDS) dikkatealın.
� Gerekli kurulum konfigürasyonu kurulum kılavuzlarına aykırıysa ilgiliNordson temsilciliğine başvurun.
� Cihazları güvenli bir işletim mümkün olacak şekilde düzenleyin. Cihazlarve diğer objeler arasındaki mesafeler ile ilgili gereksinimlere uyun.
� Cihazların ve bağımsız beslenen tüm ilave cihazların ayrılması içinkapatılabilir bir ayırma şalteri kullanın.
� Tüm cihazlar doğru topraklanmış olmalıdır. Özel gereksinimleri lütfen ilgiliyapı denetimine sorun.
� Doğru tipe ve nominal değere sahip sigortaları emniyete alınmış cihazatakın.
� Kurulum onayları ya da muayeneler için gereksinimlere yönelik bilgileriilgili kurumdan alabilirsiniz.
İşletime yönelik uyarılar� Tüm güvenlik tertibatlarının ve göstergelerinin konumunu ve kumandasını
öğrenin.
� Tüm güvenlik tertibatları da (koruma tertibatları, kilitler vs.) dahil olmaküzere cihazların işlevsel olup olmadığını ve gerekli çevre koşullarınınsağlanıp sağlanmadığını kontrol edin.
� İlgili eylem için belirtilen kişisel koruyucu donanımı (KKD) kullanın. KKDgereksinimine yönelik bilgileri cihaz emniyet bilgilerinde ya da materyalüreticisinin kılavuzlarında ve güvenlik veri sayfalarında bulabilirsiniz.
� Hatalı işlevli ya da potansiyel hatalı işlev belirtili cihazlar kullanılmamalıdır.

Emniyetle ilgili açıklamalar 1‐5
� 2012 Nordson Corporation Safe_PPA1011LUE_TU
Bakım ve onarıma yönelik uyarılar� Cihaz sadece uygun şekilde eğitilmiş ve tecrübeli personel tarafından
işletilebilir ve bakımı yapılabilir.
� Bu dokümanda belirtilen zaman aralıklarına göre planlı bakım yapın.
� Cihaz üzerindeki bakım çalışmalarından önce hidrolik ya da pnömatikbasıncı sistemden boşaltın.
� Bakım çalışmalarından önce tesisi ve tüm ilave cihazları kapatın.
� Sadece Nordson tarafından onaylı yeni yedek parçalar ya da fabrikatarafından işlenmiş parçalar kullanın.
� Üretici talimatlarını ve cihaza yönelik temizlik maddeleri ile birlikte teslimedilen güvenlik veri sayfalarını okuyup dikkate alın.
NOT: Nordson tarafından satılan temizlik maddelerine yönelik güvenlikveri sayfaları www.nordson.com adresi altından ya da Nordson firmasınınilgili temsilciliği üzerinden temin edilebilir.
� Cihazların tekrar işletime alınmasından önce güvenlik tertibatlarının doğruişlevini kontrol edin.
� Artık kullanılamayan temizlik maddelerini ve işlem materyali kalıntılarınıgeçerli yönetmelikler uyarında tasfiye edin. Bununla ilgili diğer bilgileriilgili güvenlik veri sayfalarında bulabilirsiniz ya da ilgili kurumdan talepedebilirsiniz.
� Makinelerdeki emniyet etiketlerini temiz tutun. Aşınmış ya da hasarlıetiketleri değiştirin.
Cihaz emniyet bilgileri
Cihaz emniyet bilgiler aşağıdaki Nordson cihaz tipleri için geçerlidir:
� Ergime yapıştırma maddesi ve soğuk tutkal sürme cihazları ve tümaksesuarlar
� Mesafe kumandaları, zaman kumandaları, tespit ve denetlemesistemleri

Emniyetle ilgili açıklamalar1‐6
� 2012 Nordson CorporationSafe_PPA1011LUE_TU
Cihazın kapatılmasıBu dokümanda tanımlanan çalışmaların güvenli bir şekilde gerçekleştirilmesiiçin cihaz önceden kapatılmalıdır. Kapatmanın türü ve şekli kullanılan cihaztipine ve uygulanacak çalışmaya bağlıdır. Gerektiğinde çalışma talimatının başında kapatmaya yönelik talimatlar yeralmaktadır. Kapatmanın çeşitli düzlemleri:
Yapıştırma maddesi basıncının sistemden çıkarılmasıBir yapıştırma maddesi bağlantısının ya da contanın sökülmesinden öncesistemin yapıştırma maddesi basıncını tamamen boşaltın. Yapıştırmamaddesi sistem basıncının boşaltılmasına yönelik talimatlar için bkz. ergimecihazının işletim kılavuzu.
Sistemin kapatılmasıKorumasız tüm yüksek gerilim hatlarına ya da bağlantı noktalarına her girişöncesinde sistemi (ergime cihazı, hortumlar, aplikatörler ve opsiyonelcihazlar) tüm gerilim kaynaklarından ayırın.
1. Cihazı ve cihaza (sistem) bağlı tüm ilave cihazları kapatın.
2. Cihazın istenmeden çalıştırılmasını önlemek için, cihaza ve opsiyonelilave cihazlara yönelik gerilim beslemesi için ayırma şalterlerini ya dasigortaları kapatın, ayırın ve işaretleyin.
NOT: Devlet talimatlarını ve endüstriyel normları tehlikeli gerilimkaynaklarının izolasyonu için özel gereksinimleri belirler. Bkz. ilgilitalimatlar ya da normlar.
Aplikatörlerin kapatılmasıNOT: Yapıştırma maddesi aplikatörleri bazı eski yayınlarda "sürme kafalarıya da tabancalar" olarak tanımlanmıştır.
Aplikatörlere, aplikatör manyetik valflerine ya da ergime cihazı pompalarınabir etkinleştirme sinyali veren tüm elektrikli ya da mekanik cihazlar, basınçaltında olan bir sisteme bağlı bir aplikatör üzerinde ya da yakınında çalışmagerçekleştirmeden önce devre dışı bırakılmalıdır.
1. Aplikatörlere yönelik kumanda tertibatlarını kapatın ya da sökün (mesafekumandası, zaman kumandası, PLC vs.)
2. Aplikatörlerin manyetik valflerine yönelik giriş sinyali kablosunu çıkarın.
3. Manyetik valflere yönelik hava basıncını sıfır olarak ayarlayın, daha sonraregülatör ve aplikatör arasında kalan basıncı boşaltın.
Genel emniyet uyarıları: UYARI ve DİKKATTablo 1‐1 Nordson ergime yapıştırma maddesi ve soğuk tutkal cihazları içingenel emniyet uyarılarını içermektedir. Tabloyu gezin ve bu kullanmakılavuzunda tanımlanan cihazlar için geçerli tüm emniyet uyarılarını dikkatli birşekilde okuyun.

Emniyetle ilgili açıklamalar 1‐7
� 2012 Nordson Corporation Safe_PPA1011LUE_TU
Cihaz tipleri tabloda 1‐1 aşağıdaki gibi işaretlenmiştir:
HM = Hot melt = Ergime yapıştırma maddesi (ergime cihazları, hortumlar,aplikatörler vb.)
PC = Process control = Süreç Kontrolü
CA = Cold adhesive = Soğuk tutkal (sevk pompaları, basınç haznesi veaplikatörler)
Tablo 1‐1 Genel emniyet uyarıları
Cihaz tipi Uyarı veya Dikkat
HM
UYARI! Tehlikeli buharlar! Tepkili poliüretan ergime yapıştırmamaddelerinin (SAF) ya da çözelti maddesi bazlı materyalin uyumlu birNordson ergime cihazında işlenmesinden önce materyale yönelikMSDS'yi okuyup buna uyun. Materyalin işleme sıcaklığının ve parlamanoktasının aşılmamasını ve güvenli kullanım, havalandırma, ilk yardımve koruyucu donanım için tüm gereksinimlerin yerine getirilmesinisağlayın. MSDS uyarınca gereksinimlerin dikkate alınmamasıdurumunda yaralanma ya da hayati tehlike söz konusu olabilir.
HM
UYARI! Reaktif materyal! Asla alüminyum bileşenleri veya Nordsoncihazlarını halojenli karbon suyu maddeli çözelti maddeleriyletemizlemeyin veya çalkalamayın. Nordson ergime cihazları veaplikatörler halojenli karbon suyu maddesine yapışkan reaksiyongösteren alüminyum bileşenler içermektedir. Nordson cihazlarındahalojenli karbon suyu maddesinin kullanılmasında yaralanmalar ya dahayati tehlike söz konusu olabilir.
HM, CAUYARI! Sistem basınç altında! Bir hidrolik bağlantıyı veya contayıaçmadan önce sistem basıncını çıkartın. Dikkate almama ergimeyapıştırma maddesinin ya da soğuk yapıştırma maddesininkontrolsüzce fırlamasına ve insanların yaralanmasına neden olabilir.
Devamı...

Emniyetle ilgili açıklamalar1‐8
� 2012 Nordson CorporationSafe_PPA1011LUE_TU
Genel emniyet uyarıları: UYARI ve DİKKAT (devamı)
Tablo 1‐1 Genel emniyet uyarıları (devamı)
Cihaz tipi Uyarı veya Dikkat
HMUYARI! Ergimiş materyal! Eriyik yapıştırma maddeli cihazlarınbakımında göz ya da yüz koruması, çıplak cildin korunması için kıyafetve ısı koruma eldivenleri kullanın. Ergime yapıştırma maddesi bizzatbaşlatma durumunda dahi yanmalara neden olabilir. Kişisel koruyucukıyafetin kullanılmaması yaralanmalara neden olabilir.
HM, PC
UYARI! Cihazlar otomatik olarak harekete geçer! Otomatik ergimeyapıştırma maddesi aplikatörlerinin kumandası için uzaktan devreyesokmaya yönelik cihazlar kullanılmalıdır. Bir aplikatör yakınındaki ya daüzerindeki çalışmalardan önce aplikatörün devre tertibatını devre dışıbırakın ve aplikatörün manyetik valflerine yönelik hava beslemesinikesin. Aplikatörün devreye girme cihazı devre dışı değilse ve manyetikvalflere yönelik hava beslemesi kesilmezse yaralanma tehlikesi sözkonusu olabilir.
HM, CA, PC
UYARI! Ölüm sonuçlu elektrik çarpma tehlikesi! Cihaz kapalı ve ayırmaşalteri ya da sigorta cihazı ile gerilim beslemesinden ayrılmış olsa dagerilim ileten ilave cihazlar bağlı olabilir. Cihaz üzerindeki bakımçalışmalarından önce tüm ilave cihazları kapatın ve gerilimbeslemesinden ayırın. İlave cihazlara yönelik gerilim beslemesicihazdaki bakım çalışmalarından önce ayrılmazsa yaralanma ya dahayati tehlike söz konusu olabilir.
HM, CA, PC
UYARI! Yangın ya da patlama tehlikesi! Nordson yapıştırma maddesiişleme cihazları ne patlama tehlikeli çevredeki kullanım için onaylıdır nede patlama koruma yönetmeliği uyarınca yanıcı değil olaraksertifikalıdır. Ayrıca bu cihaz, işleme sırasında patlama tehlikeli biratmosfer oluşturabilecek çözelti maddesi bazlı yapıştırma maddeleri ilekullanılmamalıdır. Bkz. işleme maddesi özellikleri ve sınırlamalar içinyapıştırma maddesinin MSDS'’si. Çözelti maddesi bazlı uyumsuzyapıştırma maddelerinin kullanımında ya da çözelti maddesi bazlıyapıştırma maddelerinin yanlış işlenmesinde yaralanma tehlikeleri yada hayati tehlike söz konusu olabilir.
Devamı...

Emniyetle ilgili açıklamalar 1‐9
� 2012 Nordson Corporation Safe_PPA1011LUE_TU
Tablo 1‐1 Genel emniyet uyarıları (devamı)
Cihaz tipi Uyarı veya Dikkat
HM, CA, PCUYARI! Sadece uygun eğitimli ve tecrübeli personel cihazı kumandaedebilir ya da buna bakım yapabilir. Cihazın işletilmesi ve bakımısırasında eğitimsiz veya tecrübesiz personelin kullanılmasıyaralanmalara veya ölüme ve cihazın hasarlanmasına yol açabilir.
HMDİKKAT! Sıcak üst yüzeyler! Aplikatörlerin, hortumların ve ergimecihazının belirli bileşenlerinin sıcak metal üst yüzeyleri ile temasıönleyin. Temas önlenemiyorsa sıcak cihazların yakınındakiçalışmalarda ısı koruma eldivenleri ve kıyafetleri kullanın. Sıcak üstyüzeylerle temas durumunda yaralanma tehlikesi söz konusu olabilir.
HM
DİKKAT! Bazı Nordson ergime cihazları reaktif poli üretan ergimeyapıştırma maddelerinin (PUR) işlenmesi için özel olarak tasarlanmıştır.Bu amaç için tasarlanmamış olan PUR'’un cihazlarda işlenmesinideneme durumunda cihaz hasar görebilir ve ergime yapıştırmamaddesi zamanından önce reaksiyon gösterebilir. Cihazınızın PURişlemesi için uygun olup olmadığından emin değilseniz lütfen Nordsontemsilcisine başvurun.
HM, CA
DİKKAT! Cihaz üzerinde ya da içerisinde temizlik ve durulamasıvılarının kullanılmasından önce üretici talimatlarını ve sıvı ile birlikteteslim edilen güvenlik veri sayfalarını okuyup bunlara uyun. Bazıtemizlik sıvıları ergime yapıştırma maddesi ya da soğuk tutkala karşıtahmin edilemeyen reaksiyonlar gösterebilir ve böylece cihaza hasarverebilir.
HM
DİKKAT! Nordson ergime yapıştırma maddesi cihazları fabrikadaNordson temizlik sıvıları (tip R) ile test edilir. Bu sıvı polyester adipatyumuşatıcı içerir. Belirli ergime yapıştırma maddeleri R tipine aittemizlik sıvısına reaksiyon gösterebilir ve cihazı tıkayan sert bir lastikşeklinde materyal oluşturabilir. Cihazın kullanımından önce ergimeyapıştırma maddesinin R tipine ait temizlik sıvısı ile uyumlu olduğundanemin olun.

Emniyetle ilgili açıklamalar1‐10
� 2012 Nordson CorporationSafe_PPA1011LUE_TU
Diğer emniyet tedbirleri� Ergime yapıştırma maddesi sisteminin bileşenlerini açık alev ile ısıtmayın.
� Yüksek basınç hortumlarını her gün aşınma, hasar ya da sızdırmazlıkbelirtileri yönünden kontrol edin.
� Montaj tabancasını kendinize veya başka birine kesinlikle doğrultmayın.
� Montaj tabancalarını öngörülen askı tertibatlarına asın.
İlk yardımErimiş ergime yapıştırma maddesi ile cilt temasında:
1. Erimiş ergime yapıştırma maddesini derinizden çıkarmayı KESİNLİKLEdenemeyin.
2. Ergime yapıştırma maddesi soğuyuncaya kadar ilgili alanı hemen temiz,soğuk suya daldırın.
3. Sertleşmiş ergime yapıştırma maddesini derinizden çıkarmayıKESİNLİKLE denemeyin.
4. Ağır yanmalarda şok tedavisi uygulayın.
5. Hemen kalifiye doktor yardımı alın. Tedaviyi yapan tıbbi personele ergimeyapıştırma maddesine yönelik materyal güvenlik veri sayfasını (MSDS)verin.

Emniyetle ilgili açıklamalar 1‐11
P/N 7192922_05� 2012 Nordson Corporation Speed‐Coat
Özel emniyet uyarıları
Aplikatörlerdeki emniyet etiketleriAşağıdaki emniyet etiketleri aplikatöre takılmıştır:
UYARI: Tehlikeli elektrik gerilimi. Bu açıklamalara uyulmamasıyaralanmalara, ölüme ve/veya cihazın ve aksesuarlarının hasar görmesineyol açabilir.
DİKKAT: Sıcak üst yüzey. Buna uyulmaması yanmalara sebep olabilir.
Kullanma kılavuzundaki emniyet uyarılarıAşağıdaki piktogramlar ve ilgili emniyet uyarıları kullanma kılavuzundakullanılmaktadır:
UYARI: Tehlikeli elektrik gerilimi. Bu açıklamalara uyulmamasıyaralanmalara, ölüme ve/veya cihazın ve aksesuarlarının hasar görmesineyol açabilir.
UYARI: Sıcak! Yanma tehlikesi. Sıcaklıktan koruyucu eldiven takınız.
UYARI: Sıcak! Yanma tehlikesi. Koruyucu gözlük takınız ve sıcaklıktankoruyucu eldiven taşıyınız.
UYARI: Sistem ve yapıştırma maddesi basınç altında. Sistemdeki basıncıçıkarın. Buna uyulmaması ağır yanmalara sebep olabilir.
DİKKAT: Buna uyulmaması cihazın ve aksesuarlarının hasar görmesine yolaçabilir.

Emniyetle ilgili açıklamalar1‐12
P/N 7192922_05 � 2012 Nordson CorporationSpeed‐Coat
Bu sayfa kasıtlı olarak boş bırakıldı.

Giriş 2‐1
P/N 7192922_05� 2012 Nordson Corporation Speed‐Coat
Bölüm 2
Giriş
Usul ve nizamına uygun kullanımSpeed-Coat ® yapı serisi ergime yapıştırma maddesi aplikatörleri sadeceergime yapıştırma maddelerinin ve benzer ergime malzemesinin temasyüzeyine sürülmesi için kullanılabilir. Maksimum materyal basıncının 60 bar'’ı(6 MPa / 870 psi) aşmaması gerekir.
Bunun haricindeki tüm kullanım usul ve nizamına uygun olmayan kullanımolarak kabul edilir ve Nordson firması kişilere ve mala gelecek bir zarardansorumlu tutulamaz.
Usul ve nizamına uygun kullanım kapsamına ayrıca Nordson firmasınınemniyetle ilgili açıklamaları da dahildir. Nordson kullanılacak olan materyallerhakkında tam olarak bilgi edinmenizi tavsiye eder.
Usul ve nizamına uygun olmayan kullanım - Örnekler -
Aplikatör aşağıdaki durumlarda kullanılmamalıdır:
� Keyfi olarak değişiklik veya tadilat yapılmışsa
� Cihaz mükemmel bir durumda bulunmuyorsa
� Patlama olasılığı yüksek ortamlarda
� Teknik özellikler bölümünde belirtilmiş olunan değerlere uyulmamasıdurumunda.
Aplikatör aşağıdaki materyallere sürülmemelidir:
� Patlayıcı ve yanma özelliği olan tehlikeli materyaller
� Erozyon ve aşınma özelliği olan materyaller
� Yiyecek maddeleri.

Giriş2‐2
P/N 7192922_05 � 2012 Nordson CorporationSpeed‐Coat
Diğer tehlikelerPersoneli büyük ölçüde olası tehlikelerden korumak için konstrüktif olarak herşey yapılmıştır. Bu tehlikelerden bazıları buna rağmen kaçınılmazdır.Personel aşağıdaki hususlara büyük önem vermelidir:
� Yanma tehlikesi! Aplikatör sıcak.
� Yanma tehlikesi! Enjektörden çıkan ergime yapıştırma maddesi sıcak.
� Isınmış olan hortumların çıkarılması ve takılması durumunda yanmatehlikesi.
� Bakım ve tamir çalışmalarında aplikatörün sıcak olması gerekmesindendolayı yanma tehlikesi.
� Yapıştırma maddesi buharları sağlığa zararlı olabilir. İçinize çekmektenkaçının.
Kullanma kılavuzu hakkında� Özel modelli aplikatörde bu kullanma kılavuzu gerektiğinde müşteriye
özel tanımlar ve/veya bilgilerle tamamlanır. İlgili teknik çizimler ve yedekparça listeleri bu el kitabında bulunmaktadır.
� Şekillerin pozisyon sayıları teknik çizimlerdeki ve yedek parçalistelerindeki pozisyon sayılarıyla bir uyumluluk göstermezler.
� Şekiller sadece aplikatörün önemli bileşenlerini göstermektedir.
� SCSM... tipi aplikatör için ayrı resimli yedek parça listesi bu el kitabındabulunmaktadır.
� SCDM tipi aplikatörler için ayrı teknik çizimler ve yedek parça listeleri buel kitabında bulunmaktadır.
Model tanımlarının açıklanmasıÖrnek: SCSM-50 ... X/O/M ... ve SCDM-50 ... X/O/M ...
SC Speed-Coat
SM Tek modül tasarımı:
Enjektör için her yapıştırma maddesi pompaya giriş deliği başına birSpeed-Coat kumanda parçası
... X ... Tüm kumanda parçaları için bir hidrolik bölgesi (maks. 2 filtre elemanı)
... O ... Her hidrolik bölge başına (= her filtre elemanı başına) her bir kumandaparçası için
... M ... Birden çok (çoklu) hidrolik bölge (kumanda parçası grupları için)
DM Çift modül tasarımı:
Enjektör için her yapıştırma maddesi pompaya giriş deliği başına birSpeed-Coat kumanda parçası çifti
50 mm olarak enjektör uzunluğu

Giriş 2‐3
P/N 7192922_05� 2012 Nordson Corporation Speed‐Coat
Bileşenlerin tanımı / Fonksiyon şekli
SCSM aplikatör tipi, X hidrolik versiyonu (standart)Tüm kumanda parçaları malzeme ile bir yapıştırıcı kanalını besler.
4
5
7
6
11
1 2 3
8
10
9
Şekil 2‐1 Örnek gösterim (standart)
1 Manyetik supap2 Elektro bağlantısı (manyetik
supap)3 Elektro bağlantısı (ana gövde
ısıtması)4 Kumanda havası bağlantısı
5 Speed-Coat kumanda parçası6 Filtre7 Enjektör8 Ana gövde
9 Elektro kapak10 Montaj tutucusu11 Hortum bağlantısı (yapıştırma
maddesi)

Giriş2‐4
P/N 7192922_05 � 2012 Nordson CorporationSpeed‐Coat
Bileşenlerin tanımı / Fonksiyon şekli (devamı)
SCSM aplikatör tipi, O veya M hidrolik versiyonuBir kumanda parçası veya bir kumanda parçası grubu malzeme ile anagövdede hidrolik bir bölgeyi besler.
4
5
6
32
7
8
1
11 10 9
12
Şekil 2‐2 Örnek gösterim (O hidrolik versiyonu)
1 Filtre2 Hortum bağlantısı (yapıştırma
maddesi)3 Speed-Coat kumanda parçası4 Elektro bağlantısı (ana gövde)
5 Elektro bağlantısı (manyetiksupap)
6 Manyetik supap7 Hortum bağlantısı (kontrol havası)8 Montaj tutucusu
9 Enjektör (boru ağzı ve yuvası)10 Ana gövde11 Elektro kapak12 Hortum bağlantısı (yapıştırma
maddesi)

Giriş 2‐5
P/N 7192922_05� 2012 Nordson Corporation Speed‐Coat
V ana gövdeli SCSM aplikatör tipi, O veya M hidrolik versiyonuV şeklindeki ana gövdenin her iki tarafına kumanda parçaları takılmıştır. Boruağzında ve boru ağzı yuvasında çeşitli yapıştırıcı kanallarını beslemektedir.Farklı bölgelerdeki materyal birden çok mesafe sacının (Triple-Shim düzeni)kombinasyonu ile birbirinden ayrılır.
2
1
5
3
11
9
78
4
6
4
10
Şekil 2‐3 Örnek gösterim (O hidrolik versiyonu)
1 Elektro bağlantısı (manyetiksupap)
2 Elektro bağlantısı (ana gövde)3 Hortum bağlantısı (yapıştırma
maddesi)4 Montaj tutucusu
5 Manyetik supap6 Speed-Coat kumanda parçası7 Ana gövde8 Enjektör (boru ağzı ve yuvası)
9 Filtre10 Elektro kapak (kapalı)11 Hortum bağlantısı (kontrol havası)

Giriş2‐6
P/N 7192922_05 � 2012 Nordson CorporationSpeed‐Coat
Bileşenlerin tanımı / Fonksiyon şekli (devamı)
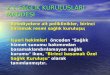
SCDM aplikatör tipiV şeklindeki ana gövdenin her iki tarafına kumanda parçaları çift halindetakılmıştır. Birlikte çalışır ve enjektördeki aynı yapıştırıcı kanalını malzeme ilebesler.
11
6
9
4
7
8
3
5
10
21
Şekil 2‐4 Örnek gösterim
1 Damlama sacı - opsiyonel2 Isıtılmış hortum3 Hortum bağlantısı (yapıştırma
maddesi)4 Manyetik supap
5 Elektro bağlantısı (ana gövde)6 Ana gövde7 Enjektör (boru ağzı ve yuvası)
8 Speed-Coat kumanda parçası9 Hortum bağlantısı (kontrol havası)
10 Filtre11 Elektro bağlantısı (manyetik
supap)

Giriş 2‐7
P/N 7192922_05� 2012 Nordson Corporation Speed‐Coat
Yapıştırma maddesi akışıYapıştırma maddesi ergime cihazından ısıtılmış bir hortum vasıtasıylaaplikatöre pompalanır ve aplikatör içinde filtre elemanından ve yapıştırmamaddesi kanallarından enjektöre akar. Kumanda parçaları enjektör içinyapıştırma maddesi girişini açar ve kapatır. Enjektör, yapıştırma maddesinitaban ile temas halinde sürer.
Sürme şekli tabanın hareket ettirildiği hıza, yapıştırma maddesinin miktarınave sıcaklığına bağlıdır. Sürme şeklinin kalitesi ayrıca enjektörü ve tabanarasındaki mesafe ve açıya bağlı olarak ta etki gösterir.
EnjektörEnjektör tabanla temas eder ve bundan dolayı doğal olarak aşınmaya maruzkalır.
Şekil 2‐5 Bir enjektör örneği
Mesafe saçıSürme şekli önemli ölçüde mesafe saçı vasıtasıyla belirlenir. Mesafe saçı,enjektör boru ağzı ve boru ağzı girişi arasında bulunur. Mesafe saçı olmazsasürme şekli enjektör boru ağzına freze edilir.
Şekil 2‐6 Farklı sürme örnekleri ile mesafe sacları için örnekler

Giriş2‐8
P/N 7192922_05 � 2012 Nordson CorporationSpeed‐Coat
Bileşenlerin tanımı / Fonksiyon şekli (devamı)
Üç mesafe saclı enjektörEnjektör bir veya üç mesafe sacı ile (Triple-Shim-versiyonu) donatılmışolabilir. Bunların ikisi sürme örneğini taşır, ortadaki ayırma sacı olarak (B, şek.2-7) örnek sacların (A, şek. 2-7) arasında işlev görür.
A
BA
Şekil 2‐7
Üç mesafe saclı enjektör iki farklı materyalin aynı taban zemini üzerine aynıanda sürülmesine imkan verir.
Ayrıca iki farklı materyal miktarının (sürme ağırlıkları veya gramajlar)sürülmesi mümkündür.
V yapı şeklinin özelliğiAplikatörün V yapı şekli sürme bölgesi başına iki kumanda parçası tahsisedilmesini mümkün kılar. Bunu yaparken yapıştırma maddesi yolları eşituzunlukta olmalıdır. Talebe bağlı olarak kumanda parçaları farklı kumandaedilir: Kumanda parçaları bir sürme bölgesini ya aynı anda ya da dönüşümlüolarak açar. Böylece iki sürme işlemi arasında kısa molaların olması mümkünolur.
V yapı şeklindeki enjektör aynı şekilde bir veya üç mesafe sacı ile donatılmışolabilir.

Giriş 2‐9
P/N 7192922_05� 2012 Nordson Corporation Speed‐Coat
Speed-Coat kumanda parçasıSpeed-Coat kumanda parçası, enjektör iğnelerinin pnömatik olarakkaldırılması veya alçaltılması sayesinde yapıştırma maddesinin sürmeenjektörlerine girişini tam olarak açar veya kapatır. Yapıştırma maddesikumanda parçasına doğru hareketi sayesinde geri emilir. Böylece yapıştırmamaddesinin tam olarak tevzisi sağlanmış olunur.
Bir basınçlı yay ile kumanda parçası çıkış deliğinin kumanda basıncı düştüğüzaman kapanması ve yapıştırma maddesinin sürülmemesi sağlanır.
Kumanda parçalarının sayısı mümkün olan maksimum sürme genişliğinegöre belirlenir.
2
5
4
1
3
Şubat 2012'’ye kadar eski versiyon Mart 2012'’den itibaren yeni versiyon
2
5
4
6
1
3
Şekil 2‐8 Speed Coat kumanda parçaları
1 Bağlantı fişli manyetik subap2 Manuel manyetik subap tetiklemesi
3 Susturucu4 Enjektör iğnesi
5 İzleme deliği6 Boşaltma vidası (OptiStroke)

Giriş2‐10
P/N 7192922_05 � 2012 Nordson CorporationSpeed‐Coat
Bileşenlerin tanımı / Fonksiyon şekli (devamı)
IsıtmaAplikatör elektrikli ısıtma fişeği ile ısıtılır. Sıcaklık sürekli olarak sıcaklıkalgılayıcılarıyla ölçülür ve elektronik sıcaklık regülatörleriyle ayarlanır.
Filtre elemanıYapıştırma maddesi filtre elemanını içerden dışarıya doğru akarak geçer. Busayede tüm kir birikintileri filtre elemanında kalır.
2 filtre örgü genişliği seçime sunulmaktadır. Mikron olarak değer (=mikrometre, �m) filtre dokusunun yanlarında işaretlenmiştir:
0,08 mm = 80 �m = 80 mikron ve
0,10 mm = 100 �m = 100 mikron
Özel donanımlarTablo şimdiye kadar teşvik edilen özel donanımları gösterir. Diğer özeldonanımlar ileride de münferit kullanma kılavuzları, müşteriye özelaçıklamalar veya tanımlarla anlatılmaktadır.
Özel donanım Kısa tanım
Opti-Stroke
(iğne kaldıracı algılaması)
Aplikatörün kumanda parçalarına foto iletkenler monte edilebilir. Kumandaparçalarındaki enjektör iğnelerinin hareketleri algılanır ve optik sinyalolarak algılama sistemine iletilir.
Optik iğne kaldıracı algılama sistemi optik sinyalleri dijital sinyallere (devresüreleri [ms]) dönüştürür. Bu veriler müşteriye ait bir kumanda tarafındantekrar işlenebilir. Ayrıca RS 232 bağlantı yerine, örneğin teşhis amacıylabir bilgisayarın bağlanması mümkündür.
Sıcaklık değiştirici Sıcaklık değiştiricide yapıştırma maddesi eşit düzeyde ısı dağılımına imkanveren uzun, yılan şeklinde işlenmiş kanallardan akar. Sıcalık değiştiricidesıcak yapıştırma maddesi istenilen işleme sıcaklığına ısıtılmaya devamedilir.
Yapıştırma maddesi giriş hortumu Montaj bölümünde açıklandığı gibimonte edilir.
Sıcaklık değiştiricinin elektrik bağlantısı da yapılmış olmalıdır. Uyarılar içinbkz. sistem planı.
Orta boy algılayıcı Orta boy algılayıcı güncel yapıştırma maddesi sıcaklığını sürmeenjektöründen hemen önce ölçer.
Devamı...

Giriş 2‐11
P/N 7192922_05� 2012 Nordson Corporation Speed‐Coat
Özel donanım Kısa tanım
Geri akış kumanda parçası Geri akış kumanda parçaları aplikatörde sabit bir yapıştırma maddesibasıncı sağlar. Sürme kumanda parçaları kapanınca ve yapıştırmamaddesi sürülmeyince geri akış kumanda parçaları açılır ve yapıştırmamaddesi ergime cihazının yakıt deposuna geri akar.
Geri akış kumanda parçalarının elektrik ve pnömatik bağlantısıyapılmalıdır. Montaj bölümünden alınan uyarılar geçerlidir.
Geri akış hortumu Geri akış kumanda parçaları olan aplikatörler bir geri akış hortumuyladonatılmıştır. Bu hortum, giriş hortumlarıyla değiştirilmemelidir.
Geri akış hortumu Montaj bölümünde açıklandığı gibi monte edilir.
Her hortum bağlantısına ergime cihazında bir bağlantı soketi veya ayrı birşalter dolabı tahsis edilmiştir. Değiştirmeyin! Uyarılar için bkz. sistem planı.
Boşaltma supabı Boşaltma subapları, aplikatördeki yapıştırma maddesi basıncınınboşaltılmasını sağlar. Yapıştırma maddesi aşağıya doğru akacak şekildemonte edilmiş olmalıdır. Bir tornavida ile açılırlar. Vidayı tamamensökmeyin!
Losyon enjektörü Bir losyon enjektörü düşük akışkanlıktaki sıvıların ilave sürme havasıyardımıyla sürülmesine imkan sağlar.
Sürme havası ayrı olarak sürme enjektörüne beslenmelidir. Losyonun yağile kirlenmemesi için tammamen yağsız olmalıdır.
Sürme havası hassas bir basınçlı regülatör ile ayarlanır:
0,1 ila 0,3 bar / 10 ila 30 kPa / 1,45 ila 4,35 psi arası
Tip etiketiTip etiketi aşağıdaki bilgileri içerir:
Seri numarası
Nordson sipariş numarası ve imalat yılı
Elektriksel özellikler (gerilim / akım / frekans)
Şekil 2‐9

08/2009'a kadar
12/2010'a kadar
Giriş2‐12
P/N 7192922_05 � 2012 Nordson CorporationSpeed‐Coat
Sıcaklık işareti olan manyetik subaplar için uyarılar
NOT: Sıcaklık işaretleri 2011 başlangıcından itibaren kullanılmamaktadır.
1.1.2011'den önce üretilen aplikatörlerde manyetik subaplar Booster tipisıcaklık işaretleri ile donatılmıştır. Bu aplikatörler, manyetik subabın belirli birsıcaklığı geçici olarak aşıp aşmadığını gösterir.
Sıcaklık işareti açık renkse, sıcaklık aşılmamıştır.
Sıcaklık işareti koyu renkse, sıcaklık aşılmıştır.
NOT: Sıcaklık işareti dışarıdan istem dışı, kısa süreli bir sıcaklık etkisiolduğunda da koyu renk alır.
DİKKAT: Sıcaklığı 80 °C'yi aştığında manyetik subabın kullanım ömrüazalamaz.
Şekil 2‐10NOT: Bir sıcaklık işaretinin koyu renk alması manyetik subabın hemen işlevinikaybetmesi anlamına GELMEZ.
Nordson tarafından tavsiye edilen aplikatör işletim sıcaklığına uyulursa vemanyetik subabın ortam sıcaklığı 80 °C altındaysa, sıcaklığı 80 °C'yi aşmaz.
NOT: Nordson, ilgili manyetik subabın işlevinin renk değişiminden sonrahemen kontrol edilmesini ve hasarlı manyetik subabın hemen değiştirilmesinitavsiye etmektedir.

Montaj 3‐1
P/N 7192922_05� 2012 Nordson Corporation Speed‐Coat
Bölüm 3
Montaj
UYARI: Aşağıdaki tüm işlerin sadece nitelikli personel tarafından yapılmasıgerekir. Buradaki ve tüm dokümantasyondaki emniyetle ilgili açıklamalarabüyük önem veriniz.
Cihazın ambalajından çıkarılmasıDikkatlice çıkarın. Çıkardıktan sonra nakliye hasarlarına karşı kontrol edin.Ambalaj materyalini tekrar kulanın veya geçerli olan uygulamalara göre imhaedin.
NakliyeAplikatör büyük bir itinayla imal edilmiş değerli bir parçadır. Çok dikkatlikullanın! Enjektörü hasarlara karşı koruyun, örneğin orijinal ambalaj kullanın.
DepolamaAçık havada muhafaza etmeyin! Nemden ve tozdan koruyun. Enjektörlerinüstüne yatırmayın. Enjektörü hasarlara karşı koruyun, örneğin tekrar orijinalambalaja koyun.
Cihazın imhasıNordson marka ürününüz fonksiyonlarını kaybettiği veya başka kullanım alanıoluşmadığı zaman cihazı lütfen geçerli uygulamalara göre imha ediniz.

Montaj3‐2
P/N 7192922_05 � 2012 Nordson CorporationSpeed‐Coat
TakmaAplikatörüü takarken sonradan ortaya çıkacak sorunlardan kaçınmak içinbazı hususlara dikkat edin.
� Nemden, vibrasyondan, tozdan ve hava ceryanından koruyun.
� Bakım ve işletmeyle ilgili parçaları ulaşılır tutun.
� Aplikatörü ana makineye takın. Montaj esnasında aşağıda belirtilenleredikkat edin:
� Enjektör ve taban arasında yapıştırma maddesinin sürülmesi için enuygun olan mesafe ve gerektiğinde de açı farklılık gösterebilir
� Enjektörü öngörülen yönde tabana monte edin
� Kabloları, hava hortumlarını ve ısıtmalı hortumları bükülmeyecek,ezilmeyecek veya yırtılmayacak şekilde döşeyin.
� Manyetik subapları ısı birikimine karşı koruyun. 80 °C üzerindekisıcaklıklar manyetik subapların işlevselliği için zararlıdır. Şüpheduyduğunuz durumlarda manyetik subapların muhtemel aşırı ısınmasınıönlemek için ısı iletme sacları yerleştirilmelidir.
Yapıştırma maddesi buharlarının emilmesiYapıştırma maddesi buharlarının belirtilmiş olunan limit değerleri aşmamasınıemniyet altına alınız. Yapıştırma maddesi buharlarının gerekirse emilmesinisağlayın. Cihazın kurulu olduğu yeri yeterli derecede havalandırın.
UYARI: Poliüretan ergime yapıştırma maddeleri (PUR) işlenirken ilavegüvenlik talimatları dikkate alınmalıdır (bkz. Ergime yapıştırma maddeleri içingenel işleme uyarıları).

AÇ
kanal numarasını
48 Volt uyarımı
ESC ���
m/min
PRG 1 KAN 1A
KAPAT
Montaj 3‐3
P/N 7192922_05� 2012 Nordson Corporation Speed‐Coat
Elektrik bağlantılarıUYARI: Tehlikeli elektrik gerilimi. Bu açıklamalara uyulmamasıyaralanmalara, ölüme ve/veya cihazın ve aksesuarlarının hasar görmesineyol açabilir.
Kablo döşemeUYARI: Kabloların kıvrılmamasını sağlayın ve hasar olup olmadığını düzenliolarak kontrol ediniz. Hasar gören kabloları derhal değiştirin!
Aplikatör ısıtmasının bağlanmasıElektrik bağlantısı, bağlantı fişinin ergime cihazının veya bir klemenskutusunun ilgili bağlantı soketine takılmasıyla yapılır. Isıtma hatları yapıştırmamaddesi hortumunda entegre edilmişse ilgili soket doğrudan yapıştırmamaddesi hortumunda yer alır. Bağlantı fişini gerekirse sigorta yayıyla emniyetaltına alın.
Manyetik supapların bağlantısıKumanda parçasındaki manyetik supapların kumandası - ergime yapıştırmamaddesi sürme tesisatı modeline göre - ya ısıtılmış hortumun supap kumandahattı üzerinden, ya da harici bir besleme gerilimi, örn. bir kumanda cihazıüzerinden yapılır. Bağlantı fişini gerekirse sigorta yayıyla emniyet altına alın.
UYARI: Aplikatör mavi siyah manyetik subaplarla donatılmışsa bu manyetiksubaplar sadece stabil bir 24 VDC sinyalini aşırı uyarım olmadan gönderenprogramlanabilir mantıksal denetleyicilere (PLC) veya kumanda cihazlarınabağlanabilir. Yüksek gerilim manyetik subapların hasar görmesine nedenolur.
Örnek: Nordson ES 90 kumanda cihazı üzerindenkumandaNOT: Aplikatör mavi siyah manyetik subaplarla donatılmışsa ve ES 90 tipi birkumanda cihazı ile işletiliyorsa söz konusu 48 Volt uyarımı her kumandaparçası için kapatılabilir. Ayrıca, kullanma kılavuzuna bakın Kumanda cihazı.
1. Kapalı seçimi: � ile sola veya sağa geçiş yapın.
2. � veya � ile kanal numarasını seçin.
3. ESC ile alt menüden çıkın.
Şekil 3‐1

Montaj3‐4
P/N 7192922_05 � 2012 Nordson CorporationSpeed‐Coat
Pnömatik bağlantılarNordson kuru, ayarlanmış ve yağsız basınçlı hava ile çalışılmasını tavsiyeetmektedir.
Yağsız basınçlı hava ile çalıştırmaBir aplikatör basınçlı hava şimdiye kadar yağlanmışken bir basınçlı havabağlantısı yapıldığı zaman basınçlı havanın yağ ayarını yapmak yeterli olmaz.Basınçlı hava ağında kalan yağ artıkları manyetik supaplara ve kumandaparçalarına ulaşırlar ve fabrika tarafından yapılan gresi / yağlamayı yıkarlar,bundan dolayı dayanıklılık süresi önemli ölçüde azalır.
NOT: Aplikatörlerin basınçlı hava ikmali kesinlikle yağ içermeyen birişletmeye çevrilmesi emniyet altına alınmalıdır.
NOT: Muhtemelen arızalı bir kompresörden basınçlı hava ağına yağgelmemesi emniyet altına alınmalıdır.
NOT: Nordson firması geçerli olmayan, geçici bir yağlamadan dolayı ortayaçıkabilecek hasarlar karşısında garanti ve sorumluluk üstlenmez.
Basınçlı havayı hazırlayınBasınçlı havanın kalitesi en az ISO 8573-1'e göre sınıf 2 olmalıdır. Bununanlamı şudur:
� maks. parçacık büyüklüğü 1 �m
� maks. parçacık büyüklüğü 1 mg/m3
� maks. basınç yoğuşma noktası - 40 °C
� maks. yağ yoğunluğu 0,1 mg/m3.
Basınçlı hava bağlantısı1. Müşteri tarafındaki hava ikmalini hava bakım birimi girişiyle birleştirin.
Maksimum hava basıncı:
8 bar 0,8 MPa 116 psi
2. Speed-Coat kumanda parçalarının hava bakım birimine bağlantısınıyapın.
3. Kontrol havası basıncını ayarlama:
Yakl. 5 bar Yakl. 0,5 MPa Yakl. 72,5 psi

1 32
Montaj 3‐5
P/N 7192922_05� 2012 Nordson Corporation Speed‐Coat
Isıtılmış hortumun takılmasıUYARI: Sıcak! Yanma tehlikesi. Sıcaklıktan koruyucu eldiven takınız.
VidalamaSoğuk yapıştırma maddesi hortum bağlantı yerinde (1, 2) bulunursa, buparçaların yapıştırma maddesinin yumuşatılmasına kadar (yakl. 80 °C)ısıtılması gerekir.
1. Hortumun (3) önce elektrikle bağlantısını yapın.
2. Cihaz ve hortumu yapıştırma maddesinin yumuşamasına kadar (yakl.80 °C) ısıtın.
3. Isınmış hortumu yerine takın.
DİKKAT: Tek taraflı beslenen aplikatörler için özel uyarılar geçerlidir! Bkz.aşağıdaki sayfadaki Tek tararlı beslenen aplikatörler.
Şekil 3‐2
Vidayı sökme
Basıncın çıkarılması1. Motor devir sayısını (larını) 0 dak-1'’e ayarlayın; Motoru (ları) kapatın.
2. Kabı aplikatörün altına yerleştirin.
3. Manyetik supap(lar)ı elektrikle kumanda edin veya elle çalıştırın. Bu işlemiartık yapıştırma maddesi çıkmayıncaya kadar uygulayın.
4. Yapıştırma maddesini geçerli kurallara göre uygun şekilde imha edin.
İkinci vida anahtarının kullanımıIsıtılmış hortumu takarken ve çıkarırken ikinci bir çene anahtarını kullanın. Busayede cihaz tarafındaki hortum bağlantısının birlikte dönmesi engellenir.
Şekil 3‐3

Montaj3‐6
P/N 7192922_05 � 2012 Nordson CorporationSpeed‐Coat
Isıtılmış hortumun takılması (devamı)
Tek tararlı beslenen aplikatörler
Hortum filtre kombinasyonunu dikkate alın
DİKKAT: Isıtılmış hortumu daima filtre elemanının da yer aldığı ana gövdetarafına bağlayın. Ancak bu şekilde yapıştırma maddesinin filtrelenmesi vehiç yapıştırma maddesinin akmaması sağlanır.
Yan değişimNOT: Aplikatör 180° döndürülemez, çünkü ardından enjektör tabana doğrubir şekilde hizalanamaz. Hortum bağlantıları ve filtre pozisyonlarıdeğiştirilmelidir.
Geçerli olan: Hortum bağlantısı sağdan sola değiştirildiğinde filtre elemanınınpozisyonu da sağdan sola ve ters şekilde değiştirilmelidir. Bkz. ayrıcaaşağıdaki şekil.
UYARI: Hortum bağlantısını sökmeden, materyal deliği boşaltma vidasınısökmeden ve filtre elemanının vidalarını sökmeden önce aplikatörünbasıncını boşaltın.
1
2
1
2
Şekil 3‐4 Hortum bağlantısının (1) ve filtre elemanının (2) farklı pozisyonları

İşletme 4‐1
P/N 7192922_05� 2012 Nordson Corporation Speed‐Coat
Bölüm 4
İşletme
UYARI: Aşağıdaki tüm işlerin sadece nitelikli personel tarafından yapılmasıgerekir. Buradaki ve tüm dokümantasyondaki emniyetle ilgili açıklamalarabüyük önem veriniz.
Manyetik supap kumandasıDİKKAT: Manyetik supapları ancak aplikatör işletme sıcaklığında ısıtıldığızaman kumanda edin!
Sıcaklık ayarıNOT: Sıcaklık ayarı için ergime yapıştırma maddesi üretici firması tarafındanbelirlenmiş olunan işlem sıcaklıkları esas alınmalıdır (normal olarak 150 ila180 °C arası). Burada tanımlanmış olunan ürünün maksimum işletmesıcaklığının aşılmaması gerekir.
Aplikatör için gerekli olan sıcaklık ergime cihazında ayarlanır (maksimum200 °C).
Kontrol havası basıncını ayarlamaKontrol havası basıncı bir hava bakım biriminde uygulamalara göre ayarlanır.Basınç ayar supaplı hava bakım birimi aplikatörün bir parçası değildir.
Kontrol havası basıncını ayarlama:
Yakl. 5 ila 6 bar arası Yakl. 0,5 ila 0,6 MPaarası
Yakl. 72,5 ila 87 psiarası
Nordson firması basınç ayarının yanlış yapılmasından dolayı garanti veremezve sorumluluk üstlenemez.

İşletme4‐2
P/N 7192922_05 � 2012 Nordson CorporationSpeed‐Coat
Yapıştırma maddesi basıncı ayarıYapıştırma maddesi basıncı ergime cihazının pompalarından oluşur.Yapıştırma maddesi basıncı bir basınç algılayıcısı tarafından bağlantısıyapılmış basınç kumanda cihazı ile (örn. B. ES 80) kontrol edilebilir.
Böylece yapıştırma maddesi basıncının aplikatöründe her zaman sabit olmasısağlanmış olunur:
Aplikatördekiyapıştırma maddesi
basıncı
Pompa devir sayısı Sonuç: Yapıştırmamaddesi basıncı
Çok düşük Yükseltme Yükseliyor
Çok yüksek Düşürün Düşüyor
Maksimum yapıştırma maddesi basıncıMaksimum yapıştırma maddesi basıncının aşılmaması gerekir. Bakınız,Teknik özellikler.
Aplikatörün pozisyonlanmasıAplikatörün optimal ayar açısının müşteriye özel farklı büyüklüklere bağlıolmasından dolayı bunun önceden belirlenmesi mümkün olmaz.
Aplikatör hemen hemen dikey olarak tabana pozisyonlandırıldığında iyi birsürme işlemine ve yapıştırma maddesi tevzisine ulaşılır. Açının yakl. 80° ila100° arasındaki bir alan içersinde değiştirilmesi mümkün olur.
Aplikatörün ayar açısı tabana göre çok büyükse tevzi kenarında doğrudandoğruya bir yapıştırma maddesi kabarıklığı oluşur. Bu çok yakında yapıştırmamaddesinin eşit olmayacak şekilde sürülmesine ve sürme örneğinin pulluşekilde olmasına neden olur.
Şekil 4‐1 Yapıştırma maddesikabarıklığı
NOT: Aplikatörün optimal pozisyonu müşteriye özel uygulamalardankaynaklanan birçok faktöre bağlıdır. Bundan dolayı her zaman deneyimedayalı olarak tespit edilmelidir. Prensipte aşağıdaki durumlar arasında birayırım yapılır:
� Açık gözenekli tabana yapıştırma maddesinin sürülmesi (örn. Vlies)
� Kapalı gözenekli tabana yapıştırma maddesinin sürülmesi (örn. folyo).

İşletme 4‐3
P/N 7192922_05� 2012 Nordson Corporation Speed‐Coat
Kontak yönteminde uygulama
Hat gerilimine karşı uygulamaAplikatörün enjektörü giriş ve çıkış makarasının arasında, ancak çıkışmakarasının mümkün olduğunca yanında konumlandırılmalıdır.
Kaplama işlemi makaraya karşı değil, bilakis gerdirilmiş tabana karşı yapılır.Aplikatör yaklaşık 1 ila 5 mm taban hattına dalar. Tabanın maksimum gerigetirme kuvveti bu şekilde elde edilir. Yapıştırma maddesi bu şekildeenjektörden sıyrılır.
90° < 90°
> 90°
Şekil 4‐2 Aplikatörün pozisyonlanması
Bir makaraya karşı uygulamaNOT: Speed-Coat aplikatörleri genel olarak bir makaraya karşıkonumlandırılmaz. Bu makara kusursuz bir şekilde dairesel dönüş yapmalıdırve aplikatöre karşı titrememeli ve çarpmamalıdır. Aksi halde enjektör çokaşınır ve uygulamanın kalitesi daha da kötüleşir.

İşletme4‐4
P/N 7192922_05 � 2012 Nordson CorporationSpeed‐Coat
Yapıştırma maddesi miktarının hesaplanması
Hesaplama örneğiNordson firması aplikatörün işletilmeye başlamasından önce hesaplamaörneğine uyulmasını ve uygulamaya göre sürme ağırlığı ve genişliği, tabanhızı ve pompaların taşıma kapasitesi için değerlerin Müşteriye özgü değerlertablosunda not edilmesini tavsiye etmektedir.
Bu değerler vasıtasıyla pompa devir sayısı ve yapıştırma maddesi miktarıhesaplanabilir.
Nordson ayrıca hesaplama sonuçlarının aynı şekilde tabloya kaydedilmesinitavsiye etmektedir. Bu sayede tüm değerlerin her zaman tekrar kullanılmasımümkün olur.
NOT: Fasılalı çalışmada aynı şekilde materyal miktarının sürekli materyalçalışması için hesaplanması gerekir.
Sürme ağırlığı (Gramaj) m = 20 g/m2
Yapıştırma maddesi izi b başına sürme genişliği = 10 mm = 0,01 m
Taban hızı v = 500 m/dak
Yapıştırma maddesi miktarı M = m � b � v = 20 g/m2 � 0,01 m � 500 m/dak = 100,0 g/dak
Pompa taşıma kapasitesi D = 2,4 g/Devir hızı
Pompa devir sayısı n = M � D = 100,0 g/dak � 2,4 g/Devir hızı � 42 D/dak
Müşteriye özgü değerler
Sürme ağırlığı (Gramaj) m
Sürme genişliği b
Taban hızı v
Yapıştırma maddesi miktarı M =m � b � v
Pompa taşıma kapasitesi D
Pompa devir sayısı n = M � D

İşletme 4‐5
P/N 7192922_05� 2012 Nordson Corporation Speed‐Coat
Ayar protokolüÜretimle ilgili veriler
Yapıştırma maddesi Üretici firma
Maks. işletme sıcaklığı
Viskozite
Temizlik maddesi Üretici firma
Parlama noktası
Temel ayarlar Sürme ağırlığı (Gramaj)
Sürme genişliği
Taban hızı
Yapıştırma maddesi miktarı
Taşıma kapasitesi
Aplikatördeki hava basıncı Kontrol havası
Sıcaklık temel ayarları (ısıtmabölgeler)
Aplikatör ana gövdesi
Isıtılmış hortum
Pompa devir sayıları Ergime cihazı
Motor ayarı (istenilen değer)
Yapıştırma maddesi basıncı Ergime cihazı
Motor ayarı (istenilen değer)
Notlar
Formu dolduran kişi:
Adı Tarih

İşletme4‐6
P/N 7192922_05 � 2012 Nordson CorporationSpeed‐Coat
Ayar protokolü - Yedek kopyaÜretimle ilgili veriler
Yapıştırma maddesi Üretici firma
Maks. işletme sıcaklığı
Viskozite
Temizlik maddesi Üretici firma
Parlama noktası
Temel ayarlar Sürme ağırlığı (Gramaj)
Sürme genişliği
Taban hızı
Yapıştırma maddesi miktarı
Taşıma kapasitesi
Aplikatördeki hava basıncı Kontrol havası
Sıcaklık temel ayarları (ısıtmabölgeler)
Aplikatör ana gövdesi
Isıtılmış hortum
Pompa devir sayıları Ergime cihazı
Motor ayarı (istenilen değer)
Yapıştırma maddesi basıncı Ergime cihazı
Motor ayarı (istenilen değer)
Notlar
Formu dolduran kişi:
Adı Tarih

Bakım 5‐1
P/N 7192922_05� 2012 Nordson Corporation Speed‐Coat
Bölüm 5
Bakım
UYARI: Aşağıdaki tüm işlerin sadece nitelikli personel tarafından yapılmasıgerekir. Buradaki ve tüm dokümantasyondaki emniyetle ilgili açıklamalarabüyük önem veriniz.
NOT: Bakım çalışmaları, işletme emniyetinin sağlanması ve aplikatörün uzunömürlü olması için önemli, koruyucu bir tedbirdir. Bakım çalışmaları kesinlikleihmal edilmemelidir.
PUR-Yapıştırma maddeleriPoliüretan ergime yapıştırma maddeleri (PUR) işlenirken ilave güvenliktalimatlarını ve materyal (MSDS) üreticisinin emniyet veri sayfasını dikkatealın.
Bir PUR yapıştırma maddesi kullanıldığında aplikatördeki termik yüklerdendolayı tepki göstermesinden kaçınılmalıdır.
DİKKAT: 30 dakikadan daha uzun süren her üretim kesintisinden öncesıcaklığı düşürün.
Sertleşmiş reaktif yapıştırma maddeleri (PUR) yumuşatılamaz.
PUR ergime yapıştırma maddeleri tekrar kullanılamaz!
Aplikatör her gün iş bitiminden sonra temizlenmelidir. Temizlik maddesihemen bir sonraki üretimden önce temizlenmelidir.

Bakım5‐2
P/N 7192922_05 � 2012 Nordson CorporationSpeed‐Coat
Basıncın çıkarılmasıUYARI: Sistem ve yapıştırma maddesi basınç altında. Isıtılmış hortumların veergime yapıştırma maddesi aplikatörlerinin vidalarını sökmeden öncesistemdeki basıncın çıkarılması gerekir. Buna uyulmaması ağır yanmalarasebep olabilir.
UYARI: Sıcak! Yanma tehlikesi. Koruyucu gözlük takınız ve sıcaklıktankoruyucu eldiven taşıyınız.
1. Ergime yapıştırma maddesi taşıyan cihazın motor devir sayısını 0 dak-1'’eayarlayın; motoru (ları) kapatın.
2. Kabı aplikatörün altına yerleştirin.
3. Basıncın çıkarılması:
a. Sistem henüz basınçlı hava ile beslenmiyorsa: Manyetik supaplarıelektrik kumandalı çalıştırın veya elle işletin (şekle bakınız). Sivrinesneler kullanmayın! Bu işlemi artık yapıştırma maddesiçıkmayıncaya kadar tekrarlayın.
Şekil 5‐1 Manyetik valfin elle kumanda edilmesi
b. Sistem artık basınçlı hava ile beslenmiyorsa: Aplikatördeki yapıştırmamaddesi basıncı sadece tüm filtre elemanlarının basınç boşaltmavidaları ile boşaltılabilir. Bu bölümde Filtre elemanının çıkarılması nebakın.
c. Boşaltma subaplı aplikatörlerde (özel donanım) yapıştırma maddesiboşaltma subaplarından dışarı akabilir.
4. Yapıştırma maddesini geçerli kurallara göre uygun şekilde imha edin.

Bakım 5‐3
P/N 7192922_05� 2012 Nordson Corporation Speed‐Coat
Günlük bakım
Bakım tabloları
Cihaz parçası İşlem Bakım aralıkları Bakınız
Kumanda parçaları Sızıntı olup olmadığınıkontrol edin
Günlük Sayfa 5-3
Komple aplikatör Hasar olup olmadığınınkontrolü
Günlük Sayfa 5-3
Dış temizlik Günlük Sayfa 5-3
Temizlik maddesiyleçalkalama
PUR yapıştırmamaddesinin kullanımındaher gün
Sayfa 5-4
Kumanda parçasının kontrol edilmesiİzleme deliğinden aşırı miktarda yapıştırma maddesi sızıyorsa, iç kısımdakicontalar aşınmıştır ve kumanda parçası değiştirilmelidir. Bkz. Düzenli bakım,Kumanda parçasının değiştirilmesi.
Dış yüzeyde hasar olup olmadığının kontrolü
DİKKAT: Hasar gören parçalar aplikatörün işletme emniyetini ve/veyapersonel emniyetini tehlikeye sokocak boyutta olursa aplikatörü veya sürmesistemini kapatın ve hasar gören parçaların nitelikli teknik personel tarafındandeğiştirilmesini sağlayın. Sadece Nordson orijinal yedek parçaları kullanın.
Dış temizlikDış temizlik üretim esnasında oluşan kirlerin işletme arızalarına sebepolmasını engeller.
Temizlik maddelerini kullanırken üretici firmanın açıklamalarına muhakkakdikkat edin!
1. Aplikatör soğuksa yapıştırma maddesi sıvı hale gelinceye kadar elektrikleısıtın.
2. Sıcak yapıştırma maddesini bir temizlik maddesiyle ve/veya yumuşak birbezle esaslıca temizleyin.
3. Tozları, tüy parçacıkarı, vs. bir emici tertibatla alın veya yünlü olmayanyumuşak bir bezle silin.
DİKKAT: Uyarı levhalarına zarar vermeyin veya bunları çıkarmayın. Hasargören veya çıkarılmış olunan uyarı levhalarının yerine yenileri takılmalıdır.

Bakım5‐4
P/N 7192922_05 � 2012 Nordson CorporationSpeed‐Coat
Yapıştırma maddesi çeşidinin değiştirilmesiNOT: Yapıştırma maddesi çeşidini değiştirmeden önce yeni yapıştırmamaddesinin eski yapıştırma maddesiyle karıştırılıp karıştırılmayacağıaraştırılmalıdır.
� Karıştırılmasında sakınca yoksa: Eski yapıştırma maddesi artıklarının yeniyapıştırma maddesiyle yıkanıp temizlenmesi gerekir.
� Karıştırılmasında sakınca varsa: Yapıştırma maddesi üretici firmasıtarafından tavsiye edilen bir temizlik maddesiyle essaslıca temizlenmesigerekir.
NOT: Yapıştırma maddesini ve temizlik maddesini geçerli olan uygulamalaragöre imha edin.
Temizlik maddesiyle çalkalamaDİKKAT: Sadece yapıştırma maddesi üretici firması tarafından tavsiyeedilen temizlik maddelerini kullanın. Temizlik maddesi firmasının emniyetleilgili açıklamalarına dikkat edin.
NOT: Bir PUR yapıştırma maddesi kullanıldığında aplikatördeki termikyüklerden dolayı tepki göstermesinden kaçınılmalıdır. Aplikatör her gün işbitiminden sonra temizlenmelidir. Temizlik maddesi hemen bir sonrakiüretimden önce temizlenmelidir.
1. Sıcaklığı muhafaza edin.
2. Kabı enjektörün altına yerleştirin.
3. Basıncı boşaltın (bakın, sayfa 5-1).
4. Isınmış hortumu aplikatörden çıkartın (bakınız, Kurma).
5. Gerekirse ergime cihazını ve ısınmış hortumu çalkalayın (bkz. münferitkullanma kılavuzları).
6. Durulama hortumunu aplikatöre bağlayın.
7. Yapıştırma maddesi tamamen değiştirinceye kadar aplikatörü temizleyin.
NOT: PUR yapıştırma maddeleri kullanıldığında ancak bir sonraki üretimdenönce devam edin.
8. Durulama hortumunu sökün.
9. Isıtılmış hortumu tekrar aplikatöre vidalayın.
10. Temizlik maddesini tamamen temizlemek için aplikatörü (ve gerekliolursa ergime cihazını ve hortumu) güncel olarak kullanılan yapıştırmamaddesiyle temizleyin.
NOT: Temizlik maddesini geçerli olan uygulamalara göre imha edin.

Bakım 5‐5
P/N 7192922_05� 2012 Nordson Corporation Speed‐Coat
Düzenli bakım
Bakım tabloları
Cihaz parçası İşlem Bakım aralıkları Bakınız
Manyetik supap Değiştirin Arızalı ise Sayfa 5-6
Enjektör Sökme ve temizleme Düzenli olarak veya sürmeşekli kötüleştiği zaman
Sayfa 5-7
Mesafe saçını değiştirin Hasarlı ise Sayfa 5-8
Enjektörün tekrar bilenmesi
Tavsiye: EnjektörünNordson tarafındanbilenmesini sağlayın.
Hasarlı ise Sayfa 5-9
Tiple-Shim enjektörünmonte edilmesi
Gerekirse Sayfa 5-10
Kumanda parçaları Değiştirin Arızalı ise Sayfa 5-12
Filtre elemanı Filtre elemanının temizliği Yapıştırma maddesininkirlilik derecesine bağlıolarak.
Tavsiye: Her 100 işletmesaatinde bir.
Sayfa 5-14
Filtre dokusunu değiştirin Sayfa 5-15

Bakım5‐6
P/N 7192922_05 � 2012 Nordson CorporationSpeed‐Coat
Düzenli bakım (devamı)
Manyetik subabın değiştirilmesiGerekli parçalar: Manyetik subap, O conta / şekilli conta ve susturucu
1. Manyetik subap kumandasını kapatın ve manyetik subap soketini (1)çekerek çıkarın.
2. Vidaları (F11) veya (F12) çözün ve manyetik subabı (2) kumandaparçasından çıkarın.
3. İzolasyon plakasını (3) sökün ve her iki şekilli contayı (4) değiştirin.
4. İzolasyon plakasını (3) tekrar monte edin.
5. Susturucuyu (5) aynı şekilde değiştirin.
6. Yeni manyetik subabı (2) vidalayın.
7. Manyetik subap soketini tekrar takın ve kumanda cihazını çalıştırın.
Tip Booster Tip Non-Booster
3
4
5
2
1
4
3
4
5
2
1
4
F12
F11
Şekil 5‐2 2 farklı manyetik subap tipi

ÁÁ
1 2
46
78
3
5
Bakım 5‐7
P/N 7192922_05� 2012 Nordson Corporation Speed‐Coat
Enjektörlerinin sökülmesi ve temizliği
UYARI: Sıcak! Yanma tehlikesi. Sıcaklıktan koruyucu eldiven takınız.
Enjektör düzenli olarak münferit parçalar halinde (boru ağzı, mesafe saçı veboru ağzı girişi) sökülmeli ve temizlenmelidir. Yapıştırma maddesi tortularısürme şeklinin kalitesini etkilemektedir. Bunların çıkarılması gerekir.
1. Yapıştırma maddesi yumuşayıncaya kadar aplikatörü ısıtın.
2. Bağlantı vidalarını (8) gevşetin ve enjektörünü ana gövdeden çıkarın.
3. Bağlantı vidalarını (2) sökün ve boru ağzını (4) boru ağzı girişinden (7)dışarı bastırmak için baskı vidasını (3) içeri vidalayın.
NOT: Boru ağzının boru ağzı girişine olan pozisyonu silindir pimleri (6)vasıtasıyla belirlenir.
4. Silindir pimlerini parça parça işlemeyle ve çekiçle delik tarafından vurun.
5. Yapışmış olan ergime yapıştırma maddelerini uygun iş aletleriyle (delici,rayba) deliklerden ve kanallardan temizleyin.
6. Mekanik olarak çıkartılmayan yapıştırma maddesi artıklarını bir temizlikmaddesiyle çıkarın.
Şekil 5‐3 EnjektörNOT: Temizlik maddesini ve ergime yapıştırma maddesi tortularını geçerliolan uygulamalara göre imha edin.
DİKKAT: Sadece yapıştırma maddesi üretici firması tarafından tavsiyeedilen temizlik maddelerini kullanın. Temizlik maddesinin emniyet datasayfasına (MSDS) dikkat edin.
Enjektörünün monte edilmesi1. Boru ağzı girişini (7), mesafe saçını (5) ve boru ağzını (4) cıvata ile
tutturun ve vidalayın. Bunun için pimler boru ağzının üst kenarıylaörtüşene kadar silindir pimlere (6) bir çekiçle vurun.
NOT: Enjektörün üç mesafe sacı (Triple-Shim) ile montajında boru ağzının,boru ağzı girişinin ve her bir ilgili mesafe sacının düzenini dikkate alın. Budüzen boru ağzı girişindeki ve boru ağzındaki delik şemalarından ortayaçıkmaktadır.
2. Conta halkalarını (1) yerleştirin.
3. Komple enjektörü bağlantı vidalarıyla (8) tekrar ana gövdeye vidalayın.

Bakım5‐8
P/N 7192922_05 � 2012 Nordson CorporationSpeed‐Coat
Düzenli bakım (devamı)
Yeni mesafe saçının takılmasıMesafe sacınının değiştirilmesi için enjektörün aplikatörden sökülmesi veçıkartılması gerekir. Bakınız, Enjektörlerinin sökülmesi ve temizliği.
1. Enjektörü parçalarına ayırın. Eski mesafe sacını imha edin.
2. Tüm münferit parçaları iyice temizleyin ve kurutun.
3. Yeni mesafe saçı uygun şekilde boru ağzı ve boru ağzı girişi arasınakonulmalıdır. Mesafe saçı iki veya daha fazla silindir pimi tarafındantutulur.
NOT: SCDM enjektörünün Triple-Shim ile montajında boru ağzının, boru ağzıgirişinin ve her bir ilgili mesafe sacının düzenini dikkate alın. Bu düzen boruağzı girişindeki ve boru ağzındaki delik şemalarından ortaya çıkmaktadır.
4. Enjektör iki eşit parçasını birlikte vidalayın.
NOT: Mesafe sacı 0,3 mm'ye kadar enjektörden çıkıntılı olabilir.
5. Mesafe saçının boru ağzı ve boru ağzı girişiyle geçerli bir şekildeörtüşecek konumda bileylenmesi gerekir.
Mesafe sacı paslanmaz çelikten meydana gelmektedir ve eğe, bıçak veyazımpara kağıdı ile işlem yapılmamalıdır. Bileme için gerekli olan makineseramik bir bileme diski ile donatılmış olmalıdır.
Şekil 5‐4 Enjektörün bir bileme makinesinde bilenmesi
6. Enjektörü tekrar sürme kafasına monte edin.

0,5 mm0,02”
25,0 mm -0,5 -> 24,30 mm
Bakım 5‐9
P/N 7192922_05� 2012 Nordson Corporation Speed‐Coat
Enjektörün tekrar bilenmesiEnjektör tabana temas etmektedir ve bu nedenle eskimektedir. Ayrıca uygunbir sürme şeklinin elde edilmesi için enjektör sonradan bilenmelidir.
NOT: Nordson firması muhtemelen yanlış bileme çalışmalarından dolayıortaya çıkan hasarlar karşısında sorumluluk üstlenmez ve garanti veremez.Enjektör bileme işlemi için Nordson'’a gönderilmelidir.
Enjektörün sınır ölçüsünün ölçülmesi
Enjektör eşit olmayan bir şekilde (dalgalı) eskir.
4 ölçüm noktası
Şekil 5‐5 Boru ağzındaki ve boru ağzı girişindeki ölçüm noktaları
Sınır ölçüsü boru ağzının ve boru ağzı girişinin tüm boyu üzerindeki 4 farklıyerden ölçülmelidir.
Bu esnada sınır ölçüsü belirlemesi için en derin kertik açılmalıdır.
NOT: Speed-Coat enjektör için sınır ölçüsü: 24,30 mm.
Sınır ölçüsüne ulaşılmışsa veya hatta altına inilmişse enjektör artık bilenemezveya kullanılmaya devam edilemez. Nordson'’a bir enjektör siparişedilmelidir.
Üretimin kesilmesinden kaçınmak için Nordson, komple bir enjektörünyedekte bulundurulmasını tavsiye eder.
Şekil 5‐6Sınır değerine ulaşılmamışsa enjektör hala bilenebilir.
1. Yarı çapı bileyin
2. Tevzi kenarını bileyin
3. Altlık genişliğinin korunmasını sağlayın
4. Dalma derinliğinin korunmasını sağlayın Bu derinlik aplikatörün ayarınaetki eder.

Bakım5‐10
P/N 7192922_05 � 2012 Nordson CorporationSpeed‐Coat
Düzenli bakım (devamı)
Triple-Shim enjektörün monte edilmesi1. Boru ağzı girişini temiz, düz bir yüzeye yatırın. İlk mesafe sacını yapıştırıcı
kanalına uygun bir şekilde üzerine koyun.
Şekil 5‐7 Geniş yapıştırıcı kanalları üst sağ ve soldadır
2. Aralık sacını boru ağzı girişi ve mesafe sacı kombinasyonunun üzerinekoyun.
Şekil 5‐8 Mesafe sacı
3. İkinci mesafe sacını boru ağzındaki yapıştırıcı kanalına uygun bir şekildeboru ağzı girişi, mesafe sacı ve aralık sacı kombinasyonunun üzerinekoyun.
Şekil 5‐9 Her iki dar yapıştırıcı kanalı üst sağ ve soldadır.
4. Enjektör boru ağzı son olarak komple kombinasyonun üzerine konulur.

Bakım 5‐11
P/N 7192922_05� 2012 Nordson Corporation Speed‐Coat
5. Tüm enjektör parçalarını birbiri ile cıvatalayın.
Şekil 5‐10 Cıvatalanmış enjektör
6. Enjektörü yumuşak çeneleri olan bir mengeneye sıkıştırın ve yeni, keskinbir matkap ile pim delikleri açın:
a. 5'’lik bir matkapla enjektörün içinden 4 mm'’den 5 mm'’ye kadarmesafe saclarına 4'’er delik açın.
b. 6'’lik bir matkapla enjektörün içinden 5 mm'’den 6 mm'’ye kadarmesafe saclarına 5'’er delik açın.
Şekil 5‐11 Pim deliklerinin açılması

Bakım5‐12
P/N 7192922_05 � 2012 Nordson CorporationSpeed‐Coat
Düzenli bakım (devamı)
Triple-Shim enjektörün monte edilmesi (devamı)
7. Saplama pimlerini deliklerden geçirin.
Şekil 5‐12 Enjektör pimlerinin takılması
Artık enjektörün pimleri sabit bir şekilde takılmıştır ve sonraki bakımçalışmalarında tekrar sökülebilir. Doğru yuvası artık tekrar bulunabilir.
NOT: Mesafe sacı 0,3 mm'ye kadar enjektörden çıkıntılı olabilir.
8. Mesafe saçının boru ağzı ve boru ağzı girişiyle geçerli bir şekildeörtüşecek konumda montajı tamamlanan enjektör ile bilenmesi gerekir.
NOT: Bu bölümün devamında Yeni mesafe saçının takılması altındaki aynıuyarılar geçerlidir.
Kumanda parçasını değiştirinÜretimin kesilmesinden kaçınmak için Nordson, kumanda parçalarınınyedekte bulundurulmasını tavsiye eder (bakınız, Yedek parça listesi).
UYARI: Sıcak! Yanma tehlikesi. Koruyucu gözlük takınız ve sıcaklıktankoruyucu eldiven taşıyınız.
DİKKAT: Kumanda parçası büyük bir itinayla imal edilmiş değerli bir parçadır.Çok dikkatli kullanın!

Bakım 5‐13
P/N 7192922_05� 2012 Nordson Corporation Speed‐Coat
Kumanda parçasının çıkarılması1. Basıncı boşaltın.
2. Hava bağlantısını ve elektrik bağlantısını sökün.
3. Vidayı (M4) gevşetin ve sıcak aplikatörden kumanda parçasını dışarıçıkarın.
Kumanda parçasının takılmasıNOT: Gerekli alet:
Tork anahtarı (örneğin 0,8 - 4 Nm / 7 - 35 lbin),
Alyan Bit 3 mm (0,12 inç).
1. Yüksek sıcaklık yağı (bkz. Yardımcı maddeler, bölüm Teknik özellikler)sürün (ok, bkz. yandaki şekil):
� O halkalı contalara,� vida dişlerine,� vida başlarının altına.
2. Yeni kumanda parçasını tam uyacak şekilde yerleştirin, kenarı üzerinedikmeyin.
NOT: Kumanda parçası ana gövdeye doğru itildiği zaman her bir O halkalıconta aşılması gereken belirli bir mesafe sunar. Ancak silindirik parça izlemedelikleri ile ana gövdeye tam olarak oturduğunda kumanda parçası yeterliderecede derin şekilde yerleştirilmiştir.
3. Vidaları dönüşümlü olarak elle takın. Iyice sıkmayın!
Şekil 5‐134. Ardından vidaları şu şekilde sıkın:
1. adım: Tork anahtarını 0,9 Nm (8 lbin) değerine ayarlayın ve vidayı sıkın.Bunu ikinci vida için tekrarlayın.
2. adım: Tork anahtarını 1,8 Nm (16 lbin) değerine ayarlayın ve vidayı iyicesıkın. Bunu ikinci vida için tekrarlayın.
3. adım: Tork anahtarını 2,7 Nm (24 lbin) değerine ayarlayın ve vidayı iyicesıkın. Bunu ikinci vida için tekrarlayın.
5. Aplikatörü tekrar basınçlı hava beslemesine bağlayın:
Maks. hava basıncı: 6 bar / 0,6 MPa / 87 psi
6. Aplikatörün tekrar elektrik bağlantısını yapın.
NOT: Manyetik supabın tip etiketinde bulunan gerilimle ilgili açıklamalaradikkat edin.

1
2
Bakım5‐14
P/N 7192922_05 � 2012 Nordson CorporationSpeed‐Coat
Düzenli bakım (devamı)
Filtre elemanının temizliğiNOT: Filtre elemanını sadece aplikatör sıcakken ve basınç yokken çıkarın.Takma işlemini sadece aplikatör sıcakken yapın.
UYARI: Sıcak! Yanma tehlikesi. Koruyucu gözlük takınız ve sıcaklıktankoruyucu eldiven taşıyınız.
UYARI: Sistem ve yapıştırma maddesi basınç altında. Filtre elemanınıdeğiştirmeden önce sistemdeki basıncı çıkarın. Buna uyulmaması ağıryanmalara sebep olabilir.
Filtre elemanının çıkarılması1. Gerekirse kabı filtre deliğinin altına yerleştirin.
NOT: Basınç bırakma vidalarını takarken ve sökerken (1, şekil 5-14) ikinci birvida anahtarı kullanın. Böylece filtre elemanının birlikte dönmesi (2, şekil5-14) engellenir.
2. Basınç bırakma vidasını yapıştırma maddesi dışarı çıkıncaya kadar filtreelemanının dışına doğru döndürün.
3. Filtre elemanını aynı anda ...
Şekil 5‐14a. içeriye bastırın,
b. saat dönüş yönünün tersine döndürün (süngü kilit),
c. ardından dışarı çekin.
Gerekirse vida anahtarı veya duy anahtarı (SW 17) kullanın.
NOT: Filtre elemanı filtre deliğinde sabit şekilde oturmuşsa filtre elemanını (2,şek. 5-14) bir penseyle tutarak dışarı çekin.
4. Filtre deliğini pompayı kısa bir süre çalıştırarak yapıştırma maddelerindentemizleyin. Böylece muhtemelen hala filtre deliğinde bulunan kirparçacıkları temizlenmiş olur.
5. Yapıştırma maddesini geçerli kurallara göre uygun şekilde imha edin.

Bakım 5‐15
P/N 7192922_05� 2012 Nordson Corporation Speed‐Coat
Filtre dokusunu değiştirinUYARI: Sıcak! Yanma tehlikesi. Sıcaklıktan koruyucu eldiven takınız.
1 2 3 4 5
Şekil 5‐15
1 Basınç bırakma vidası2 O halkalı conta3 Filtre vidası
4 O halkalı conta5 Yaylı filtre dokusu
1. Yapıştırma maddesi sıvı hale gelinceye kadar filtre elemanını ısıtın.
2. Birimi basınç boşaltma vidasından, filtre dokusunu ve yayı saatistikametinin tersine olarak filtre vidasından döndürün ve değiştirin.
NOT: Üretim kesintilerinden kaçınmak için Nordson, değiştirme filtreelemanlarının mevcut sayısının belirlenmesini tavsiye etmektedir.
Filtre elemanının takılması1. Yapıştırma maddesi sıvı hale gelinceye kadar aplikatörü ısıtın.
2. Yüksek sıcaklık yağını O halka üzerine sürün, bkz. Teknik özellikler,Yardımcı maddeler.
3. Filtre elemanını filtre deliğine yerleştirin.
NOT: Filtre elemanını değiştirirken filtre deliğine hava girmiştir. Aplikatörbasınç bırakma vidası vasıtasıyla havalandırılır.
4. Basınç havalandırma vidasını biraz dışarıya doğru çevirin.
5. Yapıştırma maddesi dışarı çıkıncaya kadar pompayı biraz çalıştırın.Böylece hava dışarıya doğru bastırılır.
6. Dışarı çıkan yapıştırma maddesi kabarcıksızsa, basınç havalandırmavidasını saat istikameti yönünde stopere kadar vidalayın.

Bakım5‐16
P/N 7192922_05 � 2012 Nordson CorporationSpeed‐Coat
Bakım protokolüCihaz parçası İşlem Tarih Adı Tarih Adı
Aplikatör Dış yüzeyde kontrol vedış temizlik
Manyetik supap Değiştirin
Enjektör Temizlik
Enjektörü değiştirin
Mesafe saçını değiştirin
Kumanda parçası Dış temizlik
Kumanda parçasınıdeğiştirin
Filtre elemanı Filtre dokusunudeğiştirin

Hata arama 6‐1
P/N 7192922_05� 2012 Nordson Corporation Speed‐Coat
Bölüm 6
Hata arama
UYARI: Aşağıdaki tüm işlerin sadece nitelikli personel tarafından yapılmasıgerekir. Buradaki ve tüm dokümantasyondaki emniyetle ilgili açıklamalarabüyük önem veriniz.
GirişHata arama tabloları nitelikli personel için oryantasyon yardımı olarak yöngösterir, fakat hedefli bir şekilde hata aramada örn. bağlantı şemalarının veölçüm cihazlarının yerini tutmayabilir. Ayrıca, olası tüm hatalar bu tablodaolmayabilir, sadece tipik hataları bu tabloda bulabilirsiniz.
Aşağıdaki hatalar hata arama tablolarında normal olarak göz önündetutulmazlar:
� Kurma hatası
� İşletme hatası
� Arızalı kablo
� Gevşek fiş ve/veya vida bağlantıları.
Yardım kısmında arızalı parçaların değiştirilmesi gerektiği konusundakiaçıklamalardan ağırlıklı olarak kaçınılacaktır.

Hata arama6‐2
P/N 7192922_05 � 2012 Nordson CorporationSpeed‐Coat
Hata arama tablosu
Problem Muhtemel sebepler Yardım Bakınız
Yapıştırmamaddesi yok
Ergime cihazı yakıt deposu boş Doldurun Kılavuz Ergimecihazı
Ergime cihazının motoruçalıştırılmadı
Açın Kılavuz Ergimecihazı
Ergime cihazı pompasıfonksiyonunu yerine getirmiyor
Kontrol edin Kılavuz Pompa
Aplikatör henüz işletmesıcaklığında değil
Sıcaklığa ulaşıncaya kadarbekleyin, gerekirse sıcaklıkayarını kontrol edin
Kılavuz Sıcaklıkregülatörüü
Aplikatör soğuk veya yeterliderecede sıcak değil
Bakınız, Aplikatör ısıtmıyorkısmı
- -
Basınçlı hava bağlanmadı Bağlantısını yapın Sayfa 3-4
Enjektör tıkalı Enjektörü temizleyin Sayfa 5-7
Enjektör iğnesi sabit duruyor Kumanda parçasını değiştirin Sayfa 5-12
Filtre elemanı tıkalı Temizleyin, gerekirse filtredokusunu değiştirin
Sayfa 5-14
Manyetik supaplar açılmıyor Bakınız, Manyetik supaplaraçılmıyor kısmı
- -
Çok az yapıştırmamaddesi
Hortum ve filtre, sürmekafasının iki farklı tarafınamonte edilmiştir. Filtredeliğindeki boşaltma vidasıyapıştırma maddesi akışınıönler.
Hortumu ve filtreyi aplikatörünbir ve aynı tarafına monte edin.
Sayfa 3-5
Aplikatör ısıtmıyor Sıcaklık ayarlanmamış Sıcaklık regülatöründenayarlayın
Kılavuz Sıcaklıkregülatörüü
Fiş takılı değil Bağlantısını yapın Sayfa 3-3
Ergime cihazındaki sigortalararızalı
Cihazı şebeke gerilimindenayırın, sigortaları kontrol edin,gerekirse değiştirin
- -
Aplikatördeki ısıtma fişeği (leri)arızalı
Değiştirin - -
Aplikatörayarlanansıcaklığaulaşmıyor
Aplikatördeki ısıtma fişeği (leri)arızalı
Değiştirin - -
Çevre sıcaklığı çok düşük Çevre sıcaklığını arttırın - -
Devamı...

Hata arama 6‐3
P/N 7192922_05� 2012 Nordson Corporation Speed‐Coat
Problem Muhtemel sebepler Yardım Bakınız
Manyetik supaplaraçılmıyor
Kumanda cihazı açık değil Açın Kılavuz Kumanda cihazı
Fiş takılı değil veya yeterincesıkı takılı değil
Fiş bağlantılarının tam oturupoturmadığını kontrol edin
Sayfa 3-3
Manyetik subapüzerindeki sıcaklıkişareti koyu
(Hala mevcutsa)
Manyetik subap(lar) çokısınmıştır veya muhtemelenarızalıdır
Manyetik subapların işlevinikontrol edin ve arızalı manyetiksubapları değiştirin
Sayfa 5-6
Aplikatör ana gövdesinden ısıyayılması veya konveksiyon
Sıcak hava için iletme saclarınıaplikatöre monte edin
Ortam sıcaklığını düşürün
Sayfa 3-2
Sürme şekliningirişindeyapıştırıcıkoyuluğu
Not: Yapıştırıcı koyulaşması önlemez, ancak sadece azaltılabilir.
İğne kaldıracı çok büyük Piston ve sökülebilir gövdearasındaki iğne kaldıracınıkontrol edin
İstenen: 0,3 � 0,01 mm
- -
Geri akış basıncı çok yüksek Uygulama basıncını kontroledin ve geri akış basıncınıyeniden ayarlayın
- -
Mola süresi çok uzun Uygulama geri akışla birliktehareket etmelidir
- -
Sürme şekli tamdeğil
Ergime cihazındaki sıcaklıktam ayarlı değil
Ayarı düzeltin Kılavuz Ergimecihazı
Aplikatör sıcaklığı tam ayarlıdeğil
Ayarı düzeltin Sayfa 4-1
Yapıştırma maddesi taşımamiktarı/basınç tam ayarlı değil
Ayarı düzeltin Sayfa 4-2
Enjektör/Taban mesafesidoğru değil
Mesafeyi düzeltin Sayfa 4-3
Kumanda cihazı doğruprogramlanmadı
Programlamayı düzeltin Kılavuz Kumanda cihazı
Enjektör dış yüzeyleri kirli Temizleyin Sayfa 5-7
Enjektör iç yüzeyleri kirli Temizleyin Sayfa 5-7
Enjektör hasarlı Enjektörü değiştirin - -
Sürme miktarı ve taban akışhızı birbiriyle uyumlu değil
Ayarları kontrol edin, gerekirsebirbirleriyle uyumlu olacakşekilde değiştirin
- -
Yapıştırma maddesi uygundeğil
Üretici firmaya sorun Yapıştırma maddesi üretici
firmasının verisayfaları
Devamı...

Hata arama6‐4
P/N 7192922_05 � 2012 Nordson CorporationSpeed‐Coat
Hata arama tablosu (devamı)
Problem Muhtemel sebepler Yardım Bakınız
Mola süresi çokuzun
Kumanda parçasındakisusturucular tıkalı
Susturucuları değiştirin Sayfa 5-6
Açık zaman* çokuzun
Çalışma sıcaklığı çok yüksek Sıcaklığı daha düşük olarakayarlayın
Kılavuz Sıcaklıkregülatörüü
Yapıştırma maddesi uygundeğil
Üretici firmaya sorun Yapıştırma maddesi üretici
firmasının verisayfaları
Açık zaman* çokkısa
Çalışma sıcaklığı çok düşük Sıcaklığı daha yüksek olarakayarlayın
Kılavuz Sıcaklıkregülatörüü
Yapıştırma maddesi uygundeğil
Üretici firmaya sorun Yapıştırma maddesi üretici
firmasının verisayfaları
* Ergime yapıştırma maddesinin açık zamanı ergime yapıştırma maddesininenjektörden çıktığı tabanda katılaştığı süredeki zamandır.

Yedek parçalar 7‐1
P/N 7192922_05� 2012 Nordson Corporation Speed‐Coat
Bölüm 7
Yedek parçalar
Resimlendirilen yedek parça listesinin kullanılması
Parts List (Yedek parça listesi) özel dokümanındaki yedek parça listeleriaşağıdaki sütunlara ayrılmıştır:
Item (Poz.) - Nordson tarafından bakımı yapılabilir, resimleri gösterilmişparçaları tanımlar.
Part (P/N) - resimde gösterilen bakımı yapılabilir her yedek parça içinNordson yedek parça numarası. Part (P/N) sütunundaki bir seri ince çizgi(- - - - -) parçanın ayrı olarak sipariş edilemeyeceği anlamına gelmektedir.
Description (Adlandırma) - Bu sütun yedek parçanın ismini vegerektiğinde boyutlarını ve diğer özellikleri içermektedir. Description(Adlandırma) sütunundaki noktalar yapı grupları, alt yapı grupları ve yedekparçalar arasındaki ilişkiyi göstermektedir.
Quantity (Sayı) - Her bir cihaz, yapı grubu veya alt yapı grubu için gereklimiktardır. AR kısaltması (gerektiğinde) eğer ticari mallarda demetbüyüklükleri söz konusu olursa veya her bir yapı grubu sayısı ürünversiyonuna veya modele bağlı ise kullanılmaktadır.
NOT: Metinler sadece İngilizce dilinde mevcuttur. P/N 7156778 numaralıParts List (Yedek parça listesi) özel dokümanına bakın.
Bağlantı elemanlarıBağlantı elemanları her resimde uyuşmaya göre Fx ifade edilmektedir, ayrıcabağlantı elemanının numarası "x" ayrı bir dokümanın sonundaki Schedule ofFasteners, Part List listesindedir.
İşletme aracının karakteristiğiElektrikli bileşenler DIN 40719, Bölüm 2'’ye uygun olarak karakterizeedilmiştir.

Yedek parçalar7‐2
P/N 7192922_05 � 2012 Nordson CorporationSpeed‐Coat

Teknik özellikler 8‐1
P/N 7192922_05� 2012 Nordson Corporation Speed‐Coat
Bölüm 8
Teknik özellikler
Genel özelliklerIsıtma şekli Elektrikli direnç ısıtma elemanları
Olası sıcaklık sensörleri FeKo termo elemanı Pt 100 Ni 120
Basınç havası içermeyen maks.kapama basıncı
(1. nesil)
8 bar 0,8 Mpa 116 psi
(2. nesil) 12 bar 1,2 Mpa 174 psi
Basınç havası içeren maks. kapamabasıncı
(1. + 2. nesil)
45 - 70 bar 4,5 - 7 Mpa 650 - 1015 psi
Basınç havası içermeyen maks. tutmabasıncı
(1. nesil)
80 bar 8 Mpa 1160 psi
(2. nesil) 100 bar 10 Mpa 1450 psi
Basınç havası içeren maks. tutmabasıncı
(1. + 2. nesil)
100 bar 10 Mpa 1450 psi
Maks. işlenmiş viskozite 80000 mPas 80000 cP
Maks. sürme genişliği 500 mm
Kumanda parçası başına maks. sürmegenişliği
50 mm
Min. kumanda parçası mesafesi 25 mm
SıcaklıklarMaks. çevre sıcaklığı 60 °C 140 °F
Manyetik supaplar için maks. işletmesıcaklığı
80 °C 176 °F
Aplikatörün maks. işletim sıcaklığı 200 °C 392 °F
Hava basıncıKontrol havası Yakl. 5 ila 6 bar Yakl. 0,5
ila 0,6Mpa Yakl. 72,5
ila 87psi

Teknik özellikler8‐2
P/N 7192922_05 � 2012 Nordson CorporationSpeed‐Coat
Elektriksel özelliklerUYARI: Aplikatör sadece bir işletme gerilimiyle donatılmıştır. Donanımısadece tip etiketinde belirtilmiş olunan işletme gerilimiyle çalıştırınız.
İşletme gerilimi 230 VAC
İşletme gerilimi frekansı 50/60 Hz
Manyetik supap gerilimi Tip Booster
yeni: P/N 7157157
(eski: P/N 396250,
P/N 1064268)
Tip Non-Booster
P/N 460246
maks. 24 VDC 24 / 48 VDC
Aşırı uyarım yok! Aşırı uyarım: 3 ms
Kumanda cihazı ile veyadoğrudan kumandadakullanımda
Ayrıca bkz. bölüm 3 Montaj: Manyetik supapların bağlantısı
Çalıştırma akımı ION Manyetik subap 11/2009'’dan itibaren:P/N 7157157
P/N 460246
2 A 0,1 A
10/2009'a kadar:P/N 396250,P/N 1064268
1 A
Enerji sarfiyatı
Her 50 mm sürme genişliği başına Watt
SCSM 150 W SCDM 225 W
Koruma şekli IP 30
Ebatlar ve ağırlıklar
Ebatlar Bakın, teknik çizim
Ağırlık Bakın, nakliye evrakları
Yardımcı maddeler
Adlandırma Sipariş numarası Kullanım amacı
Yüksek sıcaklık yağı O halkalara ve vida dişlerine sürmekiçin
NOT: Yağ, başka yağlamamaddeleri ile karıştırılamaz.Uygulamadan önce yağlı parçalartemizlenmelidir.
� Doz 10 g P/N 394769
� Tüp 250 g P/N 783959
� Kartuş 400 g P/N 402238