-
0
ESCUELA POLITÉCNICA NACIONAL
FACULTAD DE INGENIERÍA QUÍMICA Y AGROINDUSTRIA
“ESTUDIO DEL PROCESAMIENTO DE UN MINERAL DE
APATITAS URANÍFERAS DE LA ZONA DEL PUYANGO”
PROYECTO PREVIO A LA OBTENCIÓN DEL TÍTULO DE INGENI ERA
QUÍMICA
DIANA RAQUEL CELI TOAPANTA [email protected]
DIRECTOR: ING. MARCELO LOZADA
[email protected]
Quito, Junio 2011
-
1
© Escuela Politécnica Nacional (2011)
Reservados todos los derechos de reproducción
-
2
DECLARACIÓN
Yo, Diana Raquel Celi Toapanta, declaro que el trabajo aquí
descrito es de mi
autoría; que no ha sido previamente presentado para ningún grado
o calificación
profesional; y, que he consultado las referencias bibliográficas
que se incluyen en
este documento.
La Escuela Politécnica Nacional puede hacer uso de los
derechos
correspondientes a este trabajo, según lo establecido por la Ley
de Propiedad
Intelectual, por su Reglamento y por la normativa institucional
vigente.
_______________________
Diana Raquel Celi Toapanta
-
3
CERTIFICACIÓN
Certifico que el presente trabajo fue desarrollado por Diana
Raquel Celi Toapanta,
bajo mi supervisión.
__________________________ Ing. Marcelo Lozada Msc.
DIRECTOR DE PROYECTO
-
4
AUSPICIO
La presente investigación contó con el auspicio financiero del
Proyecto Regional
del Organismo Internacional de Energía Atómica (IAEA) RLA-3010
“Mejoramiento
Regional de la Exploración y Explotación de Uranio y de las
Técnicas de
Producción de Yellowcake Teniendo en Cuenta Problemas
Ambientales” a través
la Escuela Politécnica Nacional, que se ejecuta en el
Departamento de Metalurgia
Extractiva.
-
5
AGRADECIMIENTOS
En primer lugar, agradezco a mi familia, a mi mami por ser la
persona que me ha
dado todo su apoyo sacrificando sus sueños por los míos, a mi
papi por haberme
dado todo lo necesario para efectuar mis estudios y a mi hermano
por ser mi
consejero, mi ejemplo aunque a la vez mi mayor detractor. A mi
abuelito José que
aunque ya no está conmigo me supo enseñar que todo logro en la
vida lleva
consigo muchos sacrificios.
Al Ing. Marcelo Lozada, por su apoyo y colaboración en esta
investigación.
A los Ing. Alicia Guevara y Ernesto de la Torre por su gran
ayuda, comprensión,
colaboración y tiempo, por haberme tendido una mano amiga sin
pedir nada a
cambio, por ser las personas que me impulsaron a seguir adelante
y no rendirme
durante este proyecto, porque a pesar de las adversidades
demostraron su
profesionalismo.
A la Secretaría de Ciencia Investigación y Aplicaciones
Nucleares, en especial a
los Ing. Geovanna Lucio, Marco Fajardo y Marco García por su
soporte técnico y
al Ing. Luis López por su apoyo y amistad.
A mi mejor amiga, mi hermana de vida, Paulina González por estar
ahí siempre y
compartir conmigo mis alegrías y tristezas, por confiar en
mí.
A mi querido novio por todo su amor, confianza, compresión,
cariño, tiempo y
amistad de forma sincera y desinteresada.
A mis compañeros, mis hermanos politécnicos, Santy, Sebas, Mauri
y Rodri
porque sin ustedes todo la lucha y sacrificio no tendrían el
mismo sabor, por sus
ánimos en los momentos más difíciles y por siempre arrancarme
una sonrisa con
sus ocurrencias.
-
6
A mi gran amigo Isaac que supo estar conmigo siempre que le
necesité y cuando
no también, comprensión, paciencia, por ser una de las personas
que más creyó
en mí.
A mis amigos Cris Sotomayor, Fernando Acuña y Gaby León porque
con sus
experiencias me enseñaron a actuar de mejor manera.
A mis amig@s DEMEX Pauli Ibujés, Cris Llumiquinga, Majito
Rivera, Ricky
Montero, Dorita Morales, Angelita Quishpe, Ely Manangón,
Angelita Fajardo, Pepe
Lucho, Xavier T y Fer Iza por las lecciones y la amistad que me
brindaron.
A la Sra. Verito por sus consejos de amiga y madre, a Eve por
cuidarnos siempre
y querer que hagamos lo mejor, a Don Kleberito por su gran ayuda
y aliento y a mi
Maguita por tratarme como una hija y quererme tanto.
A todos quienes de una u otra manera me brindaron su cariño y
parte de su
tiempo para ayudarme a culminar este gran sueño.
MUCHAS GRACIAS
-
7
DEDICATORIA
A mi mami Inesita por ser la guía de toda mi vida, mi ejemplo y
la
persona que más amo en el mundo por sacrificar todo de ella por
sus
hijos y a mi hermano Byron porque gracias a su carácter y
sus
consejos he buscado nuevos rumbos.
-
ii
ÍNDICE DE CONTENIDOS
PÁGINA
RESUMEN INTRODUCCIÓN
1. REVISIÓN BIBLIOGRÁFICA
1.1 El uranio como mineral estratégico.
1.1.1 Generalidades. 1.1.2 Minerales primarios y secundarios de
uranio.
1.1.2.1 Minerales primarios de uranio. 1.1.2.2 Minerales
secundarios de uranio. 1.1.2.3 Tipos de yacimientos de uranio.
1.1.3 Importancia del uranio como un elemento estratégico.
1.1.3.1 El uranio como combustible nuclear para la generación
de energía. 1.1.3.2 El combustible nuclear sobre otras fuentes
de generación
de energía. 1.1.3.3 Generación de energía nuclear.
1.2 Procesos industriales de beneficio para minerales de uranio.
1.2.1 Procesamiento de uranio por lixiviación oxidante en medio
ácido. 1.2.1.1 Cinética de los procesos de lixiviación con
ácido
sulfúrico. 1.2.2 Procesamiento del uranio por lixiviación en
medio alcalino.
1.2.2.1 Recuperación de uranio a como subproducto de la
producción de ácido fosfórico.
1.2.2.2 Recuperación de uranio de agua de mar.
1.3 Técnicas de recuperación de uranio de minerales fosfato
carbonatados.
1.3.1 Flotación de minerales fosfatados que poseen gangas
carbonatadas
1.3.2 Procesos de lixiviación para fosfatos de minerales fosfato
carbonatados.
1.3.2.1 Uso de ácido clorhídrico en la lixiviación de fosfatos.
1.3.2.2 Lixiviación de fosfatos con ácido nítrico. 1.3.2.3
Lixiviación de fosfatos con ácido oxálico.
1.3.3 Tostación de fosfatos.
1.4 Exploración de uranio en el Ecuador 2. METODOLOGÍA
EXPERIMENTAL
2.1 Caracterización físico, química y mineralógica.
xv xvi
1
1 1 2 2 4 4 7
8
9 12
13
14
18 20
22 26
27
28
31 32 32 33 33
34
39
42
-
iii
2.1.1 Carecterización física. 2.1.1.1 Muestreo y preparación de
la muestra. 2.1.1.2 Determinación de densidad aparente y densidad
real. 2.1.1.3 Determinación del pH. 2.1.1.4 Determinación de los
contenidos de humedad, volátiles,
cenizas y carbón fijo. 2.1.1.5 Análisis granulométrico de la
muestra inicial. 2.1.1.6 Curva de molienda del mineral del
Puyango.
2.1.2 Caracterización química. . 2.1.2.1 Fusión alcalina.
2.1.2.2 Ensayo al fuego. 2.1.2.3 Análisis por Microscopía
Electrónica de Barrido (MEB).
2.1.3 Caracterización mineralógica. .
2.2 Ensayos de flotación. 2.2.1 Condiciones de molienda. 2.2.2
Condiciones de los ensayos de flotación.
2.2.2.1 Determinación del contenido de carbonatos en el relave y
en el concentrado de flotación.
2.2.2.2 Determinación del contenido U3O8 y P2O5 en el relave y
en el concentrado de flotación.
2.2.2.3 Influencia del d80 o tamaño de partícula sobre la
flotación de apatitas con depresión de carbonatos.
2.2.2.4 Influencia del pH sobre la flotación de apatitas con
depresión de carbonatos.
2.2.2.5 Influencia del porcentaje de sólidos. 2.2.2.6 Influencia
de la velocidad de agitación en la flotación. 2.2.2.7 Influencia en
el tiempo de acondicionamiento. 2.2.2.8 Influencia de la cantidad
de colector en la flotación. 2.2.2.9 Influencia de la cantidad de
espumante de la flotación. 2.2.2.10 Influencia de la cantidad de
colector en la flotación . 2.2.2.11 Influencia el tipo y la
cantidad de depresor en la
flotación.
2.3 Ensayos de lixiviación ácida y básica del mineral. 2.3.1
Ensayos de lixiviación ácida del material.
2.3.1.1 Pruebas ácidas preliminares. 2.3.1.2 Análisis de
[PO4]
3- en HACH. 2.3.1.3 Lixiviación con ácido sulfúrico para el
mineral del
Puyango. 2.3.1.3.1 Influencia de la concentración de ácido
sulfúrico 2.3.1.3.2 Influencia del porcentaje de sólidos en la
lixiviación con ácido sulfúrico. 2.3.1.3.3 Influencia del tamaño
de partícula en la
lixiviación con ácido sulfúrico. 2.3.1.3.4 Influencia de la
temperatura en la lixiviación con
ácido sulfúrico. 2.3.1.3.5 Influencia de la adición de otros
agentes a la
lixiviación con ácido sulfúrico.
42 44 44 45
46 47 48 48 49 49 50 51
51 51 51
54
55
55
55 56 56 57 57 57 57
58
58 58 58 60
60 60
61
61
61
62
-
iv
2.3.1.4 Lixiviación con ácido oxálico para el mineral del
Puyango.
2.3.1.4.1 Influencia de la concentración de ácido oxálico en la
lixiviación del mineral del Puyango.
2.3.1.4.2 Influencia del tamaño de partícula en la lixiviación
con ácido oxálico .
2.3.1.4.3 Influencia de la temperatura en la lixiviación con
ácido oxálico.
2.3.1.4.4 Influencia de la adición de agentes oxidantes en la
lixiviación con ácido oxálico.
2.3.2 Ensayos de lixiviación básica del mineral del Puyango.
2.3.2.1 Pruebas de lixiviación con agentes básicos
preliminares.
2.3.2.1.1 Influencia de la concentración de carbonato de sodio
en la lixiviación del mineral del Puyango.
2.3.2.1.2 Influencia del porcentaje de sólidos en la lixiviación
con carbonato de sodio.
2.3.2.1.3 Influencia del tamaño de partícula en la lixiviación
con carbonato de sodio.
2.3.2.1.4 Influencia de la temperatura en la lixiviación con
carbonato de sodio.
2.3.2.1.5 Influencia de la adición de bicarbonato de sodio en la
lixiviación con bicarbonato de sodio.
2.4 Ensayos de pre-tratamientos térmicos y lixiviación ácida y
básica. 2.4.1 Pre-tratamiento térmico. 2.4.2 Lixiviacion ácida del
mineral del Puyango con pre-tratamiento
térmico. 2.4.2.1 Influencia de la concentración, tiempo de
molienda y
temperatura en la lixiviación con ácido sulfúrico y ácido
oxálico.
2.4.3 Lixiviacion básica del mineral del Puyango con
pre-tratamiento térmico.
2.4.3.1 Influencia de la concentración, tiempo de molienda y
temperatura en la lixiviación con carbonato de sodio.
2.4.3.2 Lixiviación con carbonato de sodio y bicarbonato de
sodio.
2.4.3.3 Influencia del tiempo de agitación en la lixiviación con
carbonato de sodio.
2.4.3.4 Influencia en la combinación de temperatura en la
lixiviación con carbonato de sodio
2.5 Ensayos de tostación con adición de carbonato de sodio y
lixiviación ácida y básica.
2.5.1 Tostación con carbonato de sodio y sílice. 2.5.2
Lixiviacion ácida del mineral del Puyango tostado con carbonato
de sodio y sílice. 2.5.2.1 Influencia de la concentración,
tiempo de molienda y
temperatura en la lixiviación con ácido sulfúrico y ácido
oxálico.
62
62
63
63
64 65 65
66
66
67
67
68
68 68
69
69
70
70 71
72
72
73 73
73
73
-
v
2.5.3 Lixiviacion básica del mineral del Puyango con
pre-tratamiento térmico.
2.5.3.1 Influencia de la concentración, tiempo de molienda y
temperatura en la lixiviación con carbonato de sodio.
2.5.3.2 Lixiviación con carbonato de sodio y bicarbonato de
sodio
2.5.3.3 Influencia del tiempo en la lixiviación con carbonato de
sodio
2.5.3.4 Análisis de uranio en las soluciones y tortas de
lixiviación.
3. RESULTADOS EXPERIMENTALES.
3.1 Resultados de la caracterización físico, química y
mineralógica del
mineral de la zona del Puyango. 3.1.1 Resultados de la
carecterización física.
3.1.1.1 Densidad aparente y densidad real. 3.1.1.2 pH. 3.1.1.3
Contenidos de volátiles, cenizas y carbón fijo. 3.1.1.4 Análisis
granulométrico inicial. 3.1.1.5 Calibración en molino de bolas del
mineral de la zona del
Puyango. 3.1.2 Resultados de la caracterización química.
3.1.2.1 Análisis de vanadio por fusión alcalina. 3.1.2.2
Análisis de oro y plata por ensayo al fuego. 3.1.2.3
Caracterización química por espectroscopía de rayos X.
3.1.3 Resultados de la caracterización mineralógica. 3.1.3.1
Difracción de rayos X. 3.1.3.2 Microscopía Electrónica de
Barrido.
3.2 Resultados de los ensayos de flotación para la flotaciòn de
apatitas
con depresiòn de carbonatos 3.2.1 Pruebas de flotación.
3.2.1.1 Influencia del d80 o tamaño de partícula. 3.2.1.2
Influencia del pH. 3.2.1.3 Influencia del porcentaje de sólidos.
3.2.1.4 Influencia de la velocidad de agitación en la flotación.
3.2.1.5 Influencia en el tiempo de acondicionamiento. 3.2.1.6
Influencia de la cantidad de colector en la flotación. 3.2.1.7
Influencia de la cantidad de espumante de la flotación. 3.2.1.8
Influencia el tipo y la cantidad de depresor en la
flotación. 3.2.1.9 Definición de parámetros para la flotación de
apatitas
uraníferas.
3.3 Resultados de los ensayos de lixiviación ácida y básica del
mineral sin tratamiento.
3.3.1 Resultados de la lixiviación ácida del material sin
tratamiento. 3.3.1.1 Pruebas ácidas preliminares.
74
74
74
74
75
76
76 76 76 78 78 80
81 82 82 83 83 85 85 87
91
91 91 93 95 96 97 98 99
100
101
103 103 103
-
vi
3.3.1.2 Lixiviación con ácido sulfúrico para el mineral del
Puyango sin tratamiento.
3.3.1.2.1 Influencia de la concentración de ácido sulfúrico
3.3.1.2.2 Influencia del porcentaje de sólidos en la
lixiviación con ácido sulfúrico. 3.3.1.2.3 Influencia del tamaño
de partícula en la
lixiviación con ácido sulfúrico. 3.3.1.2.4 Influencia de la
temperatura en la lixiviación con
ácido sulfúrico. 3.3.1.2.5 Influencia de la adición de otros
agentes a la
lixiviación con ácido sulfúrico. 3.3.1.3 Lixiviación con ácido
oxálico para el mineral del
Puyango sin tratamiento. 3.3.1.3.1 Influencia de la
concentración de ácido oxálico. 3.3.1.3.2 Influencia del tamaño de
partícula en la
lixiviación con ácido oxálico. 3.3.1.3.3 Influencia de la
temperatura en la lixiviación con
ácido oxálico. 3.3.1.3.4 Influencia de la adición de agentes
oxidantes en la
lixiviación con ácido oxálico. 3.3.2 Resultados de la
lixiviación básica del material sin tratamiento.
3.3.2.1 Rruebas básicas preliminares. 3.3.2.1.1 Influencia de la
concentración de carbonato de
sodio en la lixiviación del mineral del Puyango sin
tratamiento.
3.3.2.1.2 Influencia del porcentaje de sólidos en la lixiviación
con carbonato de sodio.
3.3.2.1.3 Influencia del tamaño de partícula en la lixiviación
con carbonato de sodio.
3.3.2.1.4 Influencia de la temperatura en la lixiviación con
carbonato de sodio.
3.3.2.1.5 Influencia de la adición de bicarbonato de sodio en la
lixiviación con bicarbonato de sodio.
3.4 Resultados de los ensayos de lixiviación ácida y básica del
material con pre-tratamiento térmico a 650°C.
3.4.1 Resultados de la lixiviacion ácida del mineral del Puyango
con pre-tratamiento térmico a 650°C.
3.4.1.1 Influencia de la concentración de ácido oxálico y ácido
sulfúrico a 20 y 90°C.
3.4.2 Resultados de la lixiviacion básica del mineral del
Puyango con pre-tratamiento térmico a 650°C.
3.4.2.1 Influencia de la concentración, tiempo de molienda y
temperatura en la lixiviación con carbonato de sodio.
3.4.2.2 Lixiviación con carbonato de sodio y bicarbonato de
sodio.
3.4.2.3 Influencia del tiempo de lixiviación con carbonato de
sodio.
3.4.2.4 Influencia en la combinación de temperatura en la
105
105
106
107
108
109
111 111 112
113
114 116 116
117
118
119
120
121
123
124
124
126
126
128 130
-
vii
lixiviación con carbonato de sodio.
3.5 Resultados de los ensayos de lixiviación ácida y básica del
material tostado con carbonato de sodio y sílice a 850°C.
3.5.1 Resultados de la lixiviacion ácida del mineral del Puyango
tostado con carbonato de sodio y sílice.
3.5.1.1 Influencia de la concentración, tiempo de molienda y
temperatura en la lixiviación con ácido sulfúrico y ácido
oxálico.
3.5.2 Resultados de la lixiviacion básica del mineral del
Puyango tostado con carbonato de sodio y sílice a 850°C.
3.5.2.1 Influencia en el tipo de lixiviante básico. 3.5.2.2
Influencia de la concentración, tiempo de molienda y
temperatura en la lixiviación con carbonato de sodio. 3.5.2.3
Lixiviación con carbonato de sodio y bicarbonato de
sodio. 3.5.2.4 Influencia del tiempo en la lixiviación con
carbonato de
sodio. 3.5.3 Recuperación de uranio las soluciones de
lixiviación de del
material tostado con carbonato de sodio y sílice a 850°C.
3.6 Diseño conceptual para el procesamiento del mineral del
Puyango a escala de laboratorio.
3.6.1 Condiciones de operación para la recuperación de las
apatitas uraníferas de la zona del Puyango.
4. CONCLUSIONES Y RECOMENDACIONES.
4.1 Conclusiones 4.2 Recomendaciones
REFERENCIAS BIBLIOGRÁFICAS. ANEXOS.
131
131
132
132
134 134
135
138
139
140
141
143
145
145 147
150
156
-
viii
ÍNDICE DE FIGURAS
PÁGINA
Figura 1.1: Mineral de Pechblenda 3 Figura 1.2: Producción y
requerimiento mundial de uranio en toneladas
entre 1945 – 2007
8 Figura 1.3: Evolución Histórica y Tendencia Futura de
Participación de
distintas formas de generación de energía
11 Figura 1.4: Reacción nuclear de fisión inducida por neutrones
sobre
núcleos de uranio
12 Figura 1.5: Diagrama de flujo de procesamiento de uranio por
lixiviación
ácida 15
Figura 1.6: Proceso de recuperación de uranio como subproducto
de la producción de ácido fosfórico
23
Figura 1.7: Diagrama del proceso de extracción por solventes de
uranio DEPA-TOPO
24
Figura 1.8: Proceso de recuperación de uranio como subproducto
de la producción de ácido fosfórico
26
Figura 1.9: Esquema de comparación entre la recuperación de
uranio del agua de mar y la recuperación de uranio de baja ley de
un proceso convencional
27
Figura 1.10: Compuesto típico de quebracho 31 Figura 1.11:
Síntesis de prospecciones uraníferas y anomalías de uranio 37
Figura 2.1: Diagrama de flujo de procesos empleado para el estudio
del
mineral extraído de la zona del Puyango
41 Figura 2.2: Caracterización geológica de las zonas de
muestreo 43 Figura 2.3: Esquema de reducción de tamaño del mineral
del Puyango
desde 40 cm hasta < 1,2 mm
44 Figura 2.4: Diagrama de bloques del proceso de flotación 52
Figura 3.1: Fotografía del mineral luego de ser tostado a 850°C
con
Na2CO3 y SiO2
78 Figura 3.2: Análisis granulométrico inicial 81 Figura 3.3:
Curva de calibración de molienda para el mineral de la zona
del Puyango
82 Figura 3.4: Fotografías a) Del mineral de la zona de Puyango,
b) Mineral
con pre-tratamiento térmico a 650°C y c) Mineral tostado a 850°C
con Na2CO3 y SiO2
86
Figura 3.5: a) Fotografía del mineral a 250x b) Distribución de
O, Ca, C y Si
88
Figura 3.6: a) Distribución entre P, O y C a 800x b)
Distribución entre P y Si a 800x
88
Figura 3.7: a) Distribución entre Ca, O, C, Si y P a 44x b)
Distribución de P a 400x.
90
Figura 3.8: a) Distribución de Ca, C, Si y P a 500x b)
Distribución de Si y P a 500 x c) Distribución de C y P a 500x
90
Figura 3.9: Porcentaje de recuperación en la flotación de P2O5 y
U3O8 en el concentrado con respecto a distintos tiempos de
molienda
-
ix
de 20, 30 y 40 min. 92 Figura 3.10: Porcentaje contenido de
CaCO3 del concentrado luego de la
flotación con respecto al tiempo de molienda (20, 30 y 40
min).
92
Figura 3.11: Porcentaje de recuperación en la flotación de P2O5
y U3O8 en el concentrado con respecto al pH (6, 8 y 11)
94
Figura 3.12: Porcentaje de recuperación en la flotación de P2O5
y U3O8 en el concentrado con respecto al porcentaje de sólidos en
la flotación (20, 33,3 y 40%)
95 Figura 3.13: Porcentaje contenido de CaCO3 en el concentrado
luego de la
flotación con respecto al porcentaje de sólidos (20, 33,3 y
40%)
96
Figura 3.14: Porcentaje contenido de CaCO3 en el concentrado
luego de la flotación con respecto a la velocidad de agitación
(1600, 1700 y 1800 rpm)
97 Figura 3.15: Porcentaje contenido de CaCO3 en el concentrado
luego de la
flotación con respecto al tiempo de acondicionamiento (2, 5 y 8
min)
98 Figura 3.16: Porcentaje contenido de CaCO3 en el concentrado
luego de la
flotación con respecto a los g/ton del colector oleato de sodio
(100, 200, 300 y 1500 g/ton)
99 Figura 3.17: Porcentaje contenido de CaCO3 en el concentrado
luego de la
flotación con respecto a los g/ton de espumante aceite de pino
(100,150 y 250 g/ton)
100 Figura 3.18: Porcentaje contenido de CaCO3 en el concentrado
luego de la
flotación con respecto a los g/ton de depresor.
101 Figura 3.19: Recuperación de [PO4]
3- en soluciones ácidas de 50 y 100 g/L de H2SO4, HCl, HNO3, Ác.
Cítrico, Ác. Acético y de 25 y 50 g/L de Ác. Oxálico.
104 Figura 3.20: Recuperación de [PO4]
3- en soluciones de 20, 30, 50, 75, 100, 150 y 300 g/L de
H2SO4
105
Figura 3.21: Recuperación de [PO4]3- en soluciones de 25 g/L de
ácido
oxálico con un d80 = 44µm añadiendo agentes lixiviantes KMnO4,
KClO3 y H-COOH a 90°C
107 Figura 3.22: Recuperación de [PO4]
3- en soluciones de 25 g/L de H2SO4 al 20% de sólidos a tiempos
de molienda del mineral de 0, 15, 30, 40 y 50 min
108 Figura 3.23: Recuperación de [PO4]
3- en soluciones de 25 g/L de H2SO4 al 20% con un d80 de 145 µm
con respecto a temperaturas de 20 y 90°C.
109
Figura 3.24: Recuperación de [PO4]3- en soluciones de 25 g/L de
H2SO4 al
20% con un d80 = 145 µm con adición de HCl y H2O2 en
concentraciones de 12,5 y 25 g/L a temperaturas de 20 y 90°C
110 Figura 3.25: Recuperación de [PO4]
3- en soluciones de 10, 20, 25, 40 y 50 g/L de Ác. Oxálico
111
Figura 3.26: Recuperación de [PO4]3-en soluciones de 25 g/L de
ácido
oxálico a tiempos de molienda del mineral de 0, 15, 30, 40 y 60
min
113
-
x
Figura 3.27: Recuperación de [PO4]3- en soluciones de 25 g/L de
ácido
oxálico con un d80 = 44 µm a temperaturas de 20 a 90°C
113 Figura 3.28: Recuperación de [PO4]
3- en soluciones de 25 g/L de ácido oxálico con un d80 = 44 µm
añadiendo agentes oxidantes H2O2, KMnO4, KClO3 y H-COOH a 20°C
114 Figura 3.29: Recuperación de [PO4]
3- en soluciones de 25 g/L de ácido oxálico con un d80 = 44µm
añadiendo agentes lixiviantes KMnO4, KClO3 y H-COOH a 90°C
115 Figura 3.30: Recuperación de [PO4]
3- en soluciones de 50 y 100 g/L de Na2CO3, (NH4)C6H6O7,
(NH4)2CO3 y NaOH
116
Figura 3.31: Recuperación de [PO4]3- en soluciones 10, 20, 25,
40, 50, 100
y 200 g/L de Na2CO3.
118 Figura 3.32: Recuperación de [PO4]
3- en soluciones de Na2CO3 de 200 g/Kg de mineral respecto a
porcentajes de sólidos de 20, 33 y 50%
119
Figura 3.33: Recuperación de [PO4]3- en soluciones de 100 g/L de
Na2CO3
al 33% de sólidos respecto a tiempos de molienda del mineral de
0, 15, 30, 40 y 60 min
120 Figura 3.34: Recuperación de [PO4]
3- en soluciones de 100 g/L de Na2CO3 con tamaños de partícula
de 44 y
-
xi
y 50 g/L de ácido oxálico y 50 y 100 g/L de H2SO4 a 20°C del
mineral tostado con Na2CO3 y SiO2 a 850°C
132
Figura 3.45: Recuperación de [PO4]3- en soluciones en soluciones
de de 25
y 50 g/L de ácido oxálico y 50 y 100 g/L de H2SO4 a 90°C del
mineral tostado con Na2CO3 y SiO2 a 850°C
133 Figura 3.46: Recuperación de [PO4]
3- en soluciones en soluciones de de 10, 30 y 50 g/L en
soluciones de Na2CO3 y citrato de amonio del mineral tostado con
Na2CO3 y SiO2 a 850°C
135 Figura 3.47: Recuperación de [PO4]
3- en solucione de de 10,20, 30, 40, 50, 60, 80 y 100 g/L de
Na2CO3 a 20°C del mineral tostado con Na2CO3 y SiO2 a 850°C
136 Figura 3.48: Recuperación de [PO4]
3- en soluciones de 20, 40, 60, 80 y 100 g/L de Na2CO3 a 90°C
del mineral tostado con Na2CO3 y SiO2 a 850°C
137
Figura 3.49: Recuperaciones de [PO4]3- en soluciones de 25 y 50
g/L de
Na2CO3 combinadas con NaHCO3 en concentraciones de 25 y 50 g/L a
20°C del mineral tostado con Na2CO3 y SiO2 a 850°C
138
Figura 3.50: Recuperaciones de [PO4]3- en soluciones de 25 y 50
g/L de
Na2CO3 combinadas con NaHCO3 en concentraciones de 25 y 50 g/L a
90°C del mineral tostado con Na2CO3 y SiO2 a 850°C
139
Figura 3.51: Recuperación de [PO4]3- en soluciones de 50 g/L de
Na2CO3
en tiempos de 0,5, 1, 2, 4, 24 y 48 h del mineral tostado con
Na2CO3 y SiO2 a 850°C
140 Figura 3.52: Recuperaciones de U y [PO4]
3- en soluciones de 10, 30 y 50 g/L Na2CO3 a 20°C del material
tostado a un dp = 44 µm del mineral tostado con Na2CO3 y SiO2 a
850°C
141 Figura 3.53: Diagrama de flujo del proceso de recuperación
de apatitas
uraníferas del mineral de la zona del Puyango
142
-
xii
ÍNDICE DE TABLAS
PÁGINA
Tabla 1.1: Propiedades del uranio 1 Tabla 1.2: Abundancia y vida
media de los isótopos naturales del Uranio 2 Tabla 1.3:
Concentraciones de uranio en ppm en materiales naturales 7 Tabla
1.4: Comparación del uso de las diferentes fuentes de energía
alrededor del mundo 10 Tabla 1.5: Energía suministrada por
diferentes tipos de combustible para
la generación 13 Tabla 1.6: Reactivos colectores de fosfatos y
carbonatos 29 Tabla 1.7: Reactivos depresores de fosfatos y
carbonatos 30 Tabla 2.1: Serie de tamices empleada para el análisis
granulométrico
inicial 47 Tabla 2.2: Dosis y función de los reactivos añadidos
para la flotación de
apatitas uraníferas 53 Tabla 2.3: Variación de los valores de pH
para la flotación de apatitas
uraníferas 55 Tabla 2.4: Cantidad de agua y material necesario
para porcentajes de
sólido de 20, 33 y 40% en la flotación de apatitas uraníferas 56
Tabla 2.5: Condiciones de operación de lixiviación ácida del
mineral del
Puyango 59 Tabla 2.6: Concentraciones de los agentes oxidantes
para la lixiviación
del mineral del Puyango con ácido oxálico 25 g/L a 20°C y 24 h
de agitación 64
Tabla 2.7: Concentraciones de los agentes oxidantes para la
lixiviación del mineral del Puyango con ácido oxálico 25 g/L a 90°C
y 4 h de agitación 65
Tabla 2.8: Condiciones de operación de la lixiviación con
agentes lixiviantes básicos del mineral del Puyango 66
Tabla 2.9: Combinación en las concentraciones de carbonato de
sodio y bicarbonato de sodio en g/L para la lixiviación del mineral
del Puyango 68
Tabla 2.10: Condiciones operativas para las lixiviaciones del
mineral del Puyango con pre-tratamiento térmico con ácido sulfúrico
y ácido oxálico 70
Tabla 2.11: Condiciones operativas para las lixiviaciones del
mineral del Puyango con pre-tratamiento térmico con carbonato de
sodio 71
Tabla 2.12: Concentraciones combinadas de carbonato y
bicarbonato de sodio para la lixiviación del mineral del Puyango
con pre-tratamiento térmico 72
Tabla 3.1: Resultados experimentales de la densidad real y
densidad aparente del mineral de la zona del Puyango 76
Tabla 3.2: Densidad real del mineral luego de recibir
pre-tratamiento térmico a 650°C y del mineral tostado a 850°C con
Na2CO3 y SiO2 77
-
xiii
Tabla 3.3: Porcentaje contenido de humedad a 60°C del mineral de
la zona del Puyango, con pre-tratamiento térmico a 650°C y tostado
a 850°C 79
Tabla 3.4: Resultados de material volátil, cenizas y carbón fijo
para el mineral de la zona del Puyango, con pre-tratamiento térmico
a 650°C y tostado a 850°C 79
Tabla 3.5: Resultados del análisis granulométrico del mineral de
la zona del Puyango 80
Tabla 3.6: Resultados de la curva de calibración 82 Tabla 3.7:
Análisis de metales preciosos por ensayo al fuego 83 Tabla 3.8:
Resultados de análisis químico por espectroscopía de rayos X
de los elementos que se encuentran en mayor cantidad 84 Tabla
3.9: Resultados de análisis químico por espectroscopía de rayos
X
de los elementos que se encuentran en menor cantidad 84 Tabla
3.10: Resultados de difracción de rayos X para el mineral de la
zona
del Puyango 85 Tabla 3.11: Resultados de difracción de rayos X
para el mineral luego de
recibir pre-tratamiento térmico a 650°C y tostado a 850°C molido
a 40 y 60 min. 87
Tabla 3.12: Análisis químico de la zona analizada en la figura
3.6 89 Tabla 3.13: Análisis químico de la zona analizada en la
figura 3.7 90 Tabla 3.14: Análisis químico de la zona analizada en
la figura 3.8 en el
punto 1 91 Tabla 3.15: Resultados de difracción de rayos X para
las pruebas de
flotación realizadas a pH = 6 94 Tabla 3.16: Parámetros de
flotación que presentaron los mejores
resultados 102 Tabla 3.17: Contenido de CaCO3 en el relave y
concentrado con los
mejores valores de variables obtenidos en los ensayos de
flotación 102
Tabla 3.18: Resultados de Difracción de Rayos X para tortas de
lixiviación tratadas a concentraciones de H2SO4 de 100, 150 y 300
g/L 106
Tabla 3.19: Resultados de difracción de rayos X para las tortas
de lixiviación con ácido oxálico para concentraciones de 25 y 50
g/L 112
Tabla 3.20: Resultados de recuperación de [PO4]3- cuando el
material pre-
tratado ha sido lixiviado a 20 y 90°C del material con
pre-tratamiento térmico a 650°C. 131
Tabla 3.21: Características del material luego de los procesos
de molienda 143 Tabla 3.22: Condiciones para la tostación del
mineral 143 Tabla 3.23: Condiciones de operación para la
lixiviación del material
tostado 144 Tabla 3.24: Balance de masa a escala de laboratorio
para la recuperación
de apatitas uraníferas 144 Tabla 3.25: Recuperación de Uranio y
[PO4]
3- en las soluciones de lixiviación 144
-
xiv
ÍNDICE DE ANEXOS
PÁGINA
ANEXO I Resultados de la caracterización química 155 ANEXO II
Fichas técnicas de los ensayos de flotación 173 ANEXO III Fichas
técnicas de los ensayos de lixiviación del mineral de la zona del
Puyango con pre-tratamiento térmico a 650°C 175 ANEXO IV Ensayos de
calcinación para los relaves y concentrados de flotación para
determinar el carbonato de calcio remanente en las muestras 203
ANEXO V Fichas técnicas de los ensayos de lixiviación del mineral
de la zona del Puyango sin tratamiento 205 ANEXO V I Fichas
técnicas de los ensayos de lixiviación del mineral de la zona del
Puyango con pre-tratamiento térmico a 650°C 221 ANEXO VI I Fichas
técnicas de los ensayos de lixiviación del mineral de la zona del
Puyango con tostado a 850°C con Na2CO3 y SiO2 227 ANEXO VII I Ficha
técnica del los balance metalúrgico de uranio en las soluciones de
lixiviación del mineral de la zona del Puyango con tostado a 850°C
con Na2CO3 y SiO2 en las lixiviaciones de Na2CO3 236
-
xv
RESUMEN
Este trabajo de investigación tuvo por objeto, estudiar el
procesamiento de un
mineral de apatitas uraníferas de la zona del Puyango, evaluando
los métodos de
flotación y lixiviación para la recuperación de fosfatos.
Dentro de la caracterización química y mineralógica realizadas
se encontró un
contenido de CaCO3 del 80%, Ca5(PO4)3F del 7%, Ca5(PO4)3OH del
2% y SiO2
del 2% como componentes minerales principales, además contenidos
de 327
g/ton de U y 0,22% de V.
En los ensayos de flotación se varió el tiempo de molienda (20,
30 y 40 min),
porcentaje de sólidos (20, 33 y 40%), pH (6, 8 y 11), la
velocidad de agitación
(1600,1700 y 1800 rpm), tiempo de acondicionamiento (2, 5 y 8
min). Sin embargo
debido a problemas de liberación del material apatito, el
comportamiento
superficial similar de los carbonatos y las apatitas, y la alta
asociación entre los
diferentes minerales en el material original la concentración de
P2O5 alcanzó un
valor máximo de recuperación en el concentrado de 6,17%.
Se realizaron ensayos de lixiviación del material sin
tratamiento, con pre-
tratamiento térmico a 650°C y del material contrata miento
pirogénico a 850°C con
Na2CO3 y SiO2. Dentro de estos ensayos se varió principalmente
el tipo y la
concentración de agente lixiviante empleando ácidos sulfúrico
(10-100 g/ton) y
oxálico (25 y 50 g/ton) y carbonato de sodio (10-100 g/ton), la
temperatura
(Tambiente y 90°C) y el tiempo de molienda del mine ral (40 y 60
min).
De los tres tipos de materiales empleados aquel que recibió el
tratamiento
pirogénico empleando 50 g del mineral con un 50% w/w de Na2CO3 y
2% w/w de
SiO2 a 850°C por 2h y posterior lixiviación con Na 2CO3 a una
concentración de 50
g/L se obtuvo recuperaciones en solución de [PO4]3- y U de 70,09
y 49,43%
respectivamente siendo este el tratamiento que mejores
resultados presentó.
-
xvi
INTRODUCCIÓN
El Gobierno de Ecuador considera que la producción de petróleo
decrecerá en el
futuro, por lo que se debe suplir la demanda energética,
mediante otras fuentes.
Entre las fuentes de energía no renovable, la energía nuclear ha
sido considerada
como una alternativa a ser desarrollada en los próximos 15 años.
Las previsiones
indican que esta demanda, a nivel mundial, se doblará entre 2001
y 2030 para
poder satisfacer las necesidades de una población en expansión y
de un
crecimiento económico sostenido (Foro de la Industria Nuclear
Española, 2008).
La implementación de esta tecnología, requerirá un programa
intenso de
exploración de minerales radiactivos, así como desarrollar la
minería,
procesamiento, metalurgia, seguridad y tratamiento ambiental,
para explotar los
recursos uraníferos para producir yellowcake necesario para
obtener uranio
enriquecido.(MEER, 2008).
De los estudios geológico-uraníferos realizados por la Comisión
Ecuatoriana de
Energía Atómica (CEEA) se destacan los resultados de
prospecciones realizadas
en el Sector El Limo-La Sota (Provincias Loja - El Oro) cuyos
alcances justifican
su clasificación como distrito uranífero con expectativas de
ubicar reservas de
interés.
Dentro del Distrito se destaca a su vez la presencia del
yacimiento “Puyango”
donde se identificaron dos niveles de lutitas negras Cretácicas
de 1 a 3 m de
espesor y continuidad de centenares de metros sobre rumbo, con
mineralización
estratoligada singenética de: U3O8 (300-1000 ppm), P2O5 (5-15%)
y V2O5 (2-6 %).
(Fajardo, 2008)
Los recursos no convencionales de uranio son aquellos
recuperables solo en una
producción menor, en estos casos se tiene uranio asociado a
rocas fosfóricas,
minerales no ferrosos, carbonatos y lignitas. Dentro de los
depósitos
sedimentarios y mayormente en los de fosfatos el uranio se
encuentra en
concentraciones que oscilan entre las 50 y 300 ppm. (López, L.
2009, Nuclear
-
xvii
Energy Agengy, 2008). En el caso de Ecuador en el mineral de
Puyango se tiene
una media de uranio de 330 ppm lo cual hace a este yacimiento
muy atractivo
para su estudio como parte de los recursos no convencionales de
uranio para
Sudamérica.
Dentro de la flotación de rocas fosfóricas el gran inconveniente
es la presencia de
ganga carbonatada debido a su comportamiento superficial
similar, lo cual es un
problema a escala mundial ya que no se cuenta con la tecnología
adecuada para
su procesamiento en la actualidad. (Sis, Chander, 2003). En este
caso en
particular la presencia de material carbonatado es mayor al 80%
lo cual hace que
el estudio de técnicas de separación sea esencial.
En la mayoría de este tipo de yacimientos el uranio se obtiene
como subproducto
de la producción de ácido fosfórico obtenido de la roca
fosfórica, su base de
trabajo es la lixiviación con ácido sulfúrico y para que este
sea un proceso
rentable requiere un porcentaje mínimo de 25% de P2O5 presente
en el mineral a
tratar y un bajo contenido de calizas (menor al 10%).
El tratamiento pirogénico es otra opción de tratamiento para las
materias primas
fosfatados ya que, permite la fabricación de fosfatos (P2O5)
básicos conocidos
como fosfatos alcalinos y carbonatados solubles en ácido cítrico
o citrato de
amonio. Este procedimiento permite el procesamiento de
materiales fosfatados
con bajas leyes de fósforo, así como menas que contengan hierro,
alúmina o altos
niveles de sílice que constituyen la parte principal del mineral
fosfatado.(De la
Torre y Guevara, 2009).
-
1
1. REVISIÓN BIBLIOGRÁFICA
1.1 EL URANIO COMO MINERAL ESTRATÉGICO
1.1.1 GENERALIDADES
El uranio es el último elemento natural y a la vez el más pesado
de la tabla
periódica y en la Tierra se encuentra en una proporción de 2,7
ppm lo que es
comparable con otros metales como estaño, tungsteno y molibdeno.
Tiene un
color blanco plateado, es pirofórico, es decir, se inflama
espontáneamente en
contacto con el aire cuando está finamente dividido. Es
maleable, dúctil, y
ligeramente paramagnético. En el aire, el metal se recubre de
una capa de óxido.
Los ácidos disuelven el metal, pero no se ve afectada por los
álcalis.
Las propiedades más importantes del uranio se presentan a
continuación en la
tabla 1.1:
Tabla 1.1. Propiedades del uranio
Propiedad Valor
Número atómico 92
Peso atómico (g/mol) 238,07
Punto de fusión (K) 1133
Punto de ebullición (K) 3500
Densidad (g/ml) 18,485 (13/4)
Estados de oxidación U4+, U5+, U+6 (UO2)2+
(Perry, 1999)
Su nivel de actividad radiactiva es bajo, muy inferior al de
otros elementos, lo que
facilita su extracción, transformación y fabricación como
combustible nuclear.
-
2
Está compuesto por tres isótopos, de los cuales solamente el
isótopo 235U es
empleado para la generación de energía nuclear y se presentan a
continuación
en la tabla 1.1:
Tabla 1.2. Abundancia y vida media de los isótopos naturales del
Uranio
Isótopo Abundancia (%) Vida Media (años)
238U 99,284 4,46 x 109
235U 0,711 7,04 x 108
234U 0,0085 2,46 x 105
(López, 2009)
1.1.2 MINERALES PRIMARIOS Y SECUNDARIOS DE URANIO
1.1.2.1 Minerales primarios de uranio
Los minerales primarios de uranio, es decir, aquellos que tienen
una gran
estabilidad y por lo cual han permanecido inalterables en los
depósitos originales
desde su formación, por lo general no se hallan en rocas
superficiales expuestas
a la intemperie, son de colores pardos oscuros o negros y
perceptiblemente
pesados (V. G. Z. ,2008). Por lo común estos minerales se
encuentran en vetas o
en pegmatitas. Entre los principales minerales primarios de
uranio tenemos:
Pechblenda
La pechblenda (UO2) es el más importante de todos los minerales
de Uranio.
Esencialmente es un óxido de uranio y es el componente principal
en casi todas
las menas de ley elevada. Se halla por lo general en vetas, a
menudo asociada
con sulfuros de minerales de metales como plata, cobalto,
níquel, hierro, plomo,
zinc, bismuto y cobre. En la figura 1.1 se puede observar un
mineral de
pechblenda que resalta por su color amarillo.
-
3
Figura 1.1. Mineral de Pechblenda
Uraninita
Este mineral es del mismo color y tiene casi todas las
propiedades y
características de la pechblenda. Se presenta en forma de
pequeños cristales
cúbicos. Su composición química es mayormente dióxido de uranio
(UO2) pero
también contiene trióxido de uranio (UO3), óxido de plomo, torio
y tierras raras. La
uraninita desgastada por el tiempo tiende a transformarse en
minerales como la
Autunita y la torbenita así como silicatos uraníferos.
Otros minerales uraníferos primarios
Otros minerales primarios son los óxidos uraníferos de columbio,
tántalo y titanio,
tales como la betafita ((Ca,U,)2(Ti,Nb,Ta)2(O,OH)7),
euxenita
((Y,Ca,Ce,U,Th)(Nb,Ta,Ti)2O6) y samarsquita
((Y,Ce,U,Fe,Nb)(Nb,Ta,Ti)O4). La
mayor parte de los colombatos y tantalatos son minerales
refractarios y aunque
han sido explotados en menor escala, en alguna parte del mundo,
por su
contenido de uranio, el proceso de beneficio resulta costoso. La
euxenita, la
betafita y la samarsquita se encuentra asociadas con cuarzo,
feldespato,
columbita, tantalita, monacita y otros minerales de tierras
raras. (Amethyst
Galleries' Mineral Gallery, 1995; Management Information
Network, 2000).
-
4
1.1.2.2 Minerales secundarios de uranio
Los minerales secundarios de Uranio que resultan de la
descomposición de los
minerales primarios y recombinación de los productos, se
caracterizan
usualmente por su color amarillo, anaranjado y verde brillante.
Se presentan en
casi todos los tipos de rocas y pueden o no hallarse asociados
con los minerales
primarios, son menos abundantes y por lo general los procesos de
extracción de
uranio son más difíciles. Los principales minerales secundarios
son: Carnotita
(K2(UO2)2(V2O8)1-3H2O), Tyuyamunita (Ca(UO2)2(V2O8)5-8H2O),
Autunita
(Ca(UO2)2(PO4)2·11H2O) , Metatorbernita (Cu(UO2)2(PO4)2·8H2O) y
Torbernita
(Cu(UO2)2(PO4)2·10H2O) ; Hay muchos otros minerales secundarios
de Uranio,
pero en su mayoría son muy raros y cuando ocurren, se encuentran
usualmente
asociados con las especies comunes nombradas anteriormente.
La estructura de la Autunita, torbenita y metatorbenita está
compuesta de
tetraedros de fosfato vinculados a los grupos de oxígeno de
uranio que forman
octaedros distorsionados. Los fosfatos y los grupos de uranio se
encuentran
débilmente unidos por moléculas de agua. La Meta-torbernita es
un producto de la
deshidratación de la torbernita.
Carnotita es un mineral relativamente raro, pero lo
suficientemente común como
para ser un importante mineral de uranio y vanadio. Se encuentra
asociada a
depósitos de areniscas coligados con árboles petrificados y
otros fósiles. Carnotita
es un mineral de uranio poco frecuente e interesante que puede
cubrir las rocas
de acogida con un polvo amarillo atractivo. (Amethyst Galleries'
Mineral Gallery,
1995).
1.1.2.3 Tipos de yacimientos de uranio
Los principales yacimientos en los que se sabe que se puede
encontrar depósitos
de uranio son:
-
5
En vetas
Una veta o vena está compuesta de minerales formados a lo largo
de fracturas o
rajaduras de las rocas. La pechblenda y uraninita, los
principales minerales de
uranio de alta ley, se halla frecuentemente en vetas, y puede
ocurrir en casi
cualquier tipo de roca. Junto con la pechblenda, en las vetas,
se hallan plata
nativa y minerales que contienen cobalto, níquel y cobre.
Depósitos en rocas sedimentarias
Ciertas rocas sedimentarias notablemente las areniscas, lutitas
y fosforitas
pueden contener depósitos de uranio cuyas características son
únicas para el tipo
de roca en que ocurren. Tales depósitos, generalmente con ley
inferior a los de
las vetas, pueden ser clasificados como sigue:
• Depósitos en areniscas
Los yacimientos uraníferos en rocas de este tipo están
usualmente diseminados
sin continuidad sobre áreas relativamente grandes. En general
forman lentes de
mineral bien definidos los cuales están diseminados sin
continuidad sobre áreas
relativamente grandes. Estas masas de mineral contienen
comúnmente
minerales secundarios, fácilmente reconocibles por su color
brillante. Además se
presentan dos subdivisiones conocidos como yacimientos tabulares
y tipo roll.
• Depósitos de cobre-uranio
El Uranio ocurre en variados minerales, pero principalmente en
la torbernita y en
una pechblenda negra pulverizada, estando generalmente asociados
con
minerales primarios y secundarios de cobre. Los depósitos son
concentraciones
desordenadas, pero que están distribuidas a lo largo de
formaciones fácilmente
identificables.
• Depósitos en Lutitas y Fosfatos
-
6
Estos depósitos como aquellos de areniscas, ocurren en zonas muy
extensas; sin
embargo, se diferencian de ellos, en que se hallan usualmente
esparcidos de
manera continua por toda una capa y tienen un espesor y ley más
bien uniformes.
Los depósitos de este tipo son por lo general de una ley mucho
más baja, pero
más continuos. El control de deposición de fosfatos es muy
delicado y puede
depender, bien de una disminución de la acidez en las aguas de
arrastre, al entrar
en rocas básicas o en calizas, bien de la saturación de la
disolución como
consecuencia de la evaporación. Además, la aparición de fosfato
de uranio no
indica necesariamente la presencia próxima de un yacimiento
beneficiable.
Yacimientos en placeres
Como la mayoría de los minerales uraníferos no son resistentes a
la
descomposición, rara vez se hallan en cantidades importantes en
este tipo de
depósito. Sin embargo, los minerales de Torio a menudo se hallan
en placeres, y
algunos de estos especialmente la torianita (ThO2) y la torita
((Th, U)SiO4) pueden
contener tanto Uranio como Torio.
Yacimientos en pegmatitas
Los constituyentes principales son similares a los del granito,
excepto que
usualmente ocurren en cristales más grandes. En las pegmatitas
ocurren
asimismo cantidades muy pequeñas de la mayoría de los minerales
uraníferos
primarios, incluyendo uraninita, betafita, euxenita, fergusonita
((Ce,La,Nd)NbO4) y
samarsquita. (IAEA, 2000; World Nuclear Association y Hore,
2010)
La tabla 1.3 presenta la concentración de uranio en distintos
materiales naturales.
-
7
Tabla 1.3. Concentraciones de uranio en ppm en materiales
naturales
MATERIAL ppm MATERIAL ppm
Corteza Promedio 1,7 Granito Promedio 3,8
Corteza Oceánica 0,5 Sienita Nefelínica 200 - 600
Corteza Continental
Superior 2,7 Lutita Común 3,7
Peridotita 0,003 – 0,05 Lutita Negra 3 - 1250
Eclogita 0,013 – 0,8 Arenisca 0,45 – 3,2
Basalto Promedio 0,07 – 0,1 Roca Carbonática Media 2,2
Andesita Continental 0,5 – 1,0 Rocas Fosfáticas Marinas 50 -
300
Andesita de Arco de Isla 0,2 – 0,4 Rocas Evaporíticas 0,01 –
0,43
Granodiorita Promedio 2,0 Agua de Mar 0,003
Lutita Negra 3 - 1250 Roca Carbonática Media 2,2
Arenisca 0,45 – 3,2
(Schnell, 2009)
1.1.3 IMPORTANCIA DEL URANIO COMO UN ELEMENTO ESTRATÉGIC O
El principal uso del uranio en la actualidad es como combustible
para los
reactores nucleares. El 238U se convierte en plutonio en los
reactores
reproductores y puede ser usado en armas nucleares. El uranio
empobrecido es
usado en la producción de municiones perforantes y blindajes de
alta resistencia.
Por su alta densidad, se utiliza el uranio en la construcción de
estabilizadores
para aviones, satélites artificiales y veleros. Su alto peso
atómico hace que el 238U
pueda ser utilizado como un eficaz blindaje contra las
radiaciones de alta
penetración. (Ledesma, 2010)
-
1.1.3.1 El uranio como combustible nuclear
A inicios de los años 50´s el requerimiento de uranio no era
importante es más
hasta inicios de los 90´s existía una sobreproducción de uranio
lo cual llevó a un
declive en la producción hasta inicios del 2000 y un
precio. Más, en los últimos años debido al auge de la energía
nuclear por la
búsqueda de nuevos tipos de generación energética ha llevado a
la producción de
uranio como un pilar fundamental en el desarrollo mundial. Al 1
de ene
2007, había un total de 435 reactores nucleares en operación en
30 países y 27
reactores más en construcción. El requerimiento anual de uranio
se incremento de
66 500 toneladas en el 2006 a un estimado de 69 119 toneladas
para el 2011.
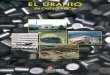
En la figura 1.2 se puede observar la producción y requerimiento
de uranio en
toneladas entre 1945 y 2007 en donde se puede observar a fines
de los 80´s un
decremento en la producción mundial de uranio pero siempre con
un crecimiento
constante en el requerimiento mund
una brecha creciente entre la oferta y demanda de uranio.
Figura 1.2. Producción y requerimiento mundial de
El uranio como combustible nuclear para la generación de
energía
A inicios de los años 50´s el requerimiento de uranio no era
importante es más
hasta inicios de los 90´s existía una sobreproducción de uranio
lo cual llevó a un
declive en la producción hasta inicios del 2000 y un estrepitoso
desplome en el
precio. Más, en los últimos años debido al auge de la energía
nuclear por la
búsqueda de nuevos tipos de generación energética ha llevado a
la producción de
uranio como un pilar fundamental en el desarrollo mundial. Al 1
de ene
2007, había un total de 435 reactores nucleares en operación en
30 países y 27
reactores más en construcción. El requerimiento anual de uranio
se incremento de
66 500 toneladas en el 2006 a un estimado de 69 119 toneladas
para el 2011.
se puede observar la producción y requerimiento de uranio en
toneladas entre 1945 y 2007 en donde se puede observar a fines
de los 80´s un
decremento en la producción mundial de uranio pero siempre con
un crecimiento
constante en el requerimiento mundial y a fines de los 80´s
hasta el 2006 existe
una brecha creciente entre la oferta y demanda de uranio.
Producción y requerimiento mundial de uranio en toneladas entre
1945 (OECD, 2008)
8
para la generación de energía
A inicios de los años 50´s el requerimiento de uranio no era
importante es más
hasta inicios de los 90´s existía una sobreproducción de uranio
lo cual llevó a un
estrepitoso desplome en el
precio. Más, en los últimos años debido al auge de la energía
nuclear por la
búsqueda de nuevos tipos de generación energética ha llevado a
la producción de
uranio como un pilar fundamental en el desarrollo mundial. Al 1
de enero de
2007, había un total de 435 reactores nucleares en operación en
30 países y 27
reactores más en construcción. El requerimiento anual de uranio
se incremento de
66 500 toneladas en el 2006 a un estimado de 69 119 toneladas
para el 2011.
se puede observar la producción y requerimiento de uranio en
toneladas entre 1945 y 2007 en donde se puede observar a fines
de los 80´s un
decremento en la producción mundial de uranio pero siempre con
un crecimiento
80´s hasta el 2006 existe
uranio en toneladas entre 1945 - 2007
-
9
Al final de 2006 la capacidad nuclear mundial era de 368 GW en
el escenario de
referencia y se prevé que crezca hasta 377 GW en 2010, 454 GW en
2020 y 529
GW en 2030. El crecimiento promedio anual previsto por la WNA
(World Nuclear
Association) en todo el periodo sería del 1,5 %. En el escenario
superior los
números equivalentes serían de 382 GW en 2010 de 520 GW en 2020
y de 730
GW en 2030. (Foro de la Industria Nuclear Española, 2008).
La energía nuclear es también una de las fuentes de energía más
económicas y
menos vulnerables a las variaciones del precio de los
combustibles, protegiendo
así a las economías comunitarias de la volatilidad de los
precios de las materias
primas. Además, aumenta la seguridad del abastecimiento
energético, ya que los
proveedores de uranio están ampliamente distribuidos por todo el
mundo y en
zonas políticamente estables. (Comisión de las comunidades
europeas, 2008)
La posición de la energía nuclear en el sector energético es, en
estos momentos,
altamente favorable. Las exigencias impuestas por el protocolo
de KYOTO sobre
las emisiones de gases de efecto invernadero establecen una
clara ventaja entre
un emisor cero, como es la energía nuclear, y fuertes emisores,
como son los
combustibles fósiles.
1.1.3.2 El combustible nuclear sobre otras fuentes de generación
de energía
Alrededor del mundo el uso de energía nuclear aun es mínimo
comparado con el
carbón, el petróleo y el gas natural. A continuación en la tabla
1.4 se muestran en
porcentajes el uso de las diferentes fuentes de generación de
energía alrededor
del mundo, así como ventajas, desventajas y previsiones
existentes de los
mismos.
-
10
Tabla 1.4. Comparación del uso de las diferentes fuentes de
energía alrededor del mundo
Fuente de energía
Uso en el mundo
(%)
Recursos disponibles
Ventajas Desventajas Previsiones
Carbón 23 ~200 años Recursos abundantes. Buena distribución.
Gases de efecto invernadero
Baja
Gas natural 23 ~50 años Alto rendimiento técnico. Bajo costo
Suministro inestable
Sube
Petróleo 39 ~40 años
Suministro y precios inestables. Gases de efecto invernadero
Baja
Nuclear 7 ~200 años
(sin reciclaje)
Recursos abundantes no emite gases de efecto invernadero
Percepción social Proliferación Residuos radioactivos
Incierto
Renovables 8 Renovable Recursos abundantes. No emiten gases
Alto costo Sube
(Beceiro, 2005)
Cada año 2,4 miles de millones de toneladas de carbón son
producidas alrededor
del mundo y está proyectado que esta cifra se incremente a 7 mil
millones para el
2030. Cada tonelada de carbón produce aproximadamente 3,8
toneladas de
dióxido de carbono así como dióxido de azufre, cenizas y otras
emisiones de
metales pesados. Esto significa que el carbón produce alrededor
del mundo 9,1
miles millones de toneladas de dióxido de carbono. Si el uranio
reemplazara al
carbón se disminuiría en cerca de 6 mil millones la producción
de dióxido de
carbono. Actualmente el uranio representa la solución más limpia
para la
generación de energía eléctrica ya que no produce gases de
efecto invernadero.
Las centrales de energía nuclear proveen 10.000 veces más
energía por
kilogramo de uranio que los combustibles fósiles. Esto
representa una súper-
eficiencia de un recurso natural, este recurso puede llevar al
desarrollo de las
poblaciones más pobres y de esta manera generar economías de
crecimiento.
(Stephens, 2005).
El combustible nuclear, al ser altamente intensivo en energía,
ocupa mucho
menor volumen que los combustibles fósiles facilitando su
almacenamiento y
permitiendo así unas reservas muy superiores a las posibles con
los demás
combustibles.
-
11
Consecuentemente, si la competitividad de la energía nuclear ya
era ventajosa
frente a las demás fuentes de energía, incluyendo las energías
renovables, en la
actualidad su posición ha mejorado sustancialmente.
No obstante que sus costos de inversión duplican a los de las
plantas de
generación convencional, las centrales nucleares han resultado
una opción
atractiva principalmente por sus costos de generación, según
destaca la FERC.
En 2006 estos eran de 1,72 centavos de dólar por Kwh contra 5,5
centavos de
dólar por Kwh en base a petróleo y gas. Aun cuando los costos de
mantenimiento
son relativamente altos todavía (al menos 2.000 dólares por cada
libra de uranio
procesado en cada reactor nuclear, de acuerdo a The World
Nuclear Association)
la tecnología actual de peletización de Uranio mejoraría el uso
de este
combustible. (Marty, 2008)
Figura 1.3. Evolución Histórica y Tendencia Futura de
Participación de distintas formas de generación de energía
(Beceiro, 2005)
En la figura 1.3 se puede observar la evolución histórica y la
tendencia futura de
participación de los distintos tipos de generación de energía,
destacándose a
partir de 1970 la aparición y uso de energías renovables y
energía nuclear
además, una proyección a 50 años del uso de los distintos
combustibles donde el
-
12
petróleo que en la actualidad es la principal fuente empieza a
tener un
decaimiento existiendo un auge del uso de gas natural y las
energías antes
mencionadas.
1.1.3.3 Generación de energía nuclear
El uranio, para su empleo en los reactores nucleares
convencionales actuales
necesita ser enriquecido en el isótopo 235U, que es el que se
fisiona y, a través del
proceso de fisión, genera la energía que se extrae del
reactor.
El proceso de fabricación del combustible nuclear parte del
óxido de uranio ya
concentrado (U3O8), que se transforma en hexafluoruro de uranio
(UF6), que es
gaseoso a 60ºC. Este gas se somete a un proceso de
enriquecimiento en el 235U
aprovechando la diferencia de masa con el 238U. Se obtiene así
un producto con
mayor concentración de la que existe en la naturaleza en 235U y
otro producto
que, lógicamente, está empobrecido en 235U y que se
denomina,
consecuentemente, uranio empobrecido. (Foro Nuclear de la
Industria Española,
2008)
Figura 1.4. Reacción nuclear de fisión inducida por neutrones
sobre núcleos de uranio
(Foro Nuclear de la Industria Española, 2008)
-
13
La figura 1.4 muestra la reacción básica de fisión inducida por
neutrones sobre
núcleos de uranio
Dentro de las reacciones de fisión nuclear la energía total
desprendida inducida
por neutrones procede de la energía cinética de los productos de
fisión,
aproximadamente el 80%, y el resto debido, básicamente, a los
neutrones. Por
término medio, la fisión de un núcleo de un átomo pesado produce
una elevada
energía. Como referencia, si todos los núcleos contenidos en un
gramo de 235U
fisionaran, llegarían a producir una potencia constante de 1 MW
(1.000 Kw)
durante un día. (Foro Nuclear de la Industria Española,
2008)
Tabla 1.5. Energía suministrada por diferentes tipos de
combustible para la generación
Tipo de combustible Energía suministrada
(MJ/kg)
Uranio 500.000
Crudo 45
Gas Natural* 39
Carbón Negro 30
Madera quemada 16
Carbón café 9 *La energía suministrada por el gas natural fue
medida por metro cúbico. (World Nuclear Association, 2001)
Evidentemente la generación de energía nuclear es muchísimo más
alta que el
resto de energías ya conocidas, como se indica en la tabla 1.5
la energía
producida por kilogramo de combustibles tradicionales con
respecto al uranio
1.2 PROCESOS INDUSTRIALES DE BENEFICIO PARA
MINERALES DE URANIO
Los minerales de uranio varían considerablemente de un
yacimiento a otro y cada
planta de tratamiento se debe diseñar de manera que se adapte a
las
características específicas de los minerales que vaya a
recibir.
-
14
Los procesos industriales de beneficio para los minerales de
uranio se dividen
principalmente en dos y están dados por el tipo de lixiviación
que se utiliza dentro
del proceso de extracción, estos son: Procesamiento de uranio
por lixiviación
oxidante en medio ácido y procesamiento del uranio por
lixiviación en medio
alcalino.
En los últimos años la industrialización de procesos para
recuperar uranio como
subproducto de recursos no convencionales especialmente de
fosfatos se
encuentra en auge debido al avance de tecnologías en esta área.
Cabe también
mencionar la recuperación de uranio de agua mar ya que,
recientemente es una
de las nuevas técnicas empleadas debido a su altísima demanda
para la
generación de energía nuclear.
A continuación se presentan distintos procesos industriales de
beneficio para
minerales de uranio:
1.2.1 PROCESAMIENTO DE URANIO POR LIXIVIACIÓN OXIDANTE EN
MEDIO ÁCIDO
Las etapas básicas para el procesamiento de uranio por
lixiviación ácida son:
Trituración y molido, lixiviación ácida, separación de sólidos y
líquido y lavado;
extracción por solventes o intercambio iónico, precipitación y
secado de la torta
amarilla.
En la figura 1.5 que se presenta a continuación se puede
observar un diagrama
de flujo base del procesamiento de uranio por lixiviación
oxidante en medio ácido.
-
15
Figura 1.5. Diagrama de flujo de procesamiento de uranio por
lixiviación ácida. (Burkin, 1980)
Las menas extraídas de la mina, que en algunos casos pueden
incluir fragmentos
de 25 cm o más de diámetro, se trituran y se muelen hasta lograr
la granulometría
de arena fina. Como la mayoría de los minerales que se someten
actualmente a
tratamiento contienen de 0,02 a 0,2% de uranio extraíble, es
necesario tratar de
500 a 5000 kg de minerales por cada kilogramo de uranio
extraído.
MOLIENDA
PRECIPITACIÓN Y PURIFICACIÓN
LIXIVIACIÓN ÁCIDA
SEPARACIÓN SÓLIDO-LÍQUIDO
PURIFICACIÓN Y
CONCENTRACIÓN
FILTRACIÓN
SECADO Y EMPACADO
Agua
H2SO4 Oxidantes
Agua o soluciones estériles de
recirculación
Relaves estériles
NH3 u otro precipitante
Solución estéril
YELLOW CAKE
Mineral
-
16
En la mayoría de las plantas de tratamiento se utiliza la
molienda húmeda, y se
conducen los lodos resultantes al circuito de lixiviación, donde
se añade ácido
sulfúrico.
El consumo de ácido no depende del tenor de uranio del mineral,
sino de los
elementos que constituyen la ganga. Los carbonatos presentes
son
frecuentemente los principales consumidores de ácido. El total
del consumo de
ácido sulfúrico puede variar entre 10 y 100 kilogramos por
tonelada de mena. El
tiempo de lixiviación puede variar entre un reducido número de
horas a todo un
día.
En el caso de ciertos minerales se puede reducir notablemente el
tiempo de
lixiviación calentando el mineral molido mezclado con el ácido,
en varias plantas
de tratamiento se utilizan temperaturas entre 40 y 60°C.
Numerosos minerales requieren que se agregue un oxidante tal
como el dióxido
de manganeso o el clorato de sodio para lograr una extracción
satisfactoria del
uranio. El oxidante es necesario porque la mayoría de los
minerales contienen
uranio en la forma reducida o tetravalente. El uranio reducido
es solo ligeramente
soluble en los licores de lixiviación ácidos; el oxidante aporta
los elementos
necesarios para convertir el uranio al estado hexavalente que es
fácilmente
soluble.
La recuperación de las soluciones de lixiviación varían
normalmente entre el 85 y
95%, y los licores de lixiviación resultantes son soluciones
relativamente diluidas,
aunque complejas, de sulfatos ácidos que contienen una gran
variedad de iones.
Los iones metálicos presentes corrientemente comprenden: uranio,
hierro,
aluminio, magnesio, vanadio, calcio, molibdeno, cobre y, algunas
veces, selenio.
La concentración común del uranio es 1 a 2 g/litro; las
concentraciones de los
demás iones pueden variar notablemente según la composición del
mineral
específico que se haya tratado.
-
17
Después de la lixiviación, se separan del líquido los sólidos,
que se lavan para
recuperar los restos de licor de lixiviación adherido. En la
mayoría de las plantas
de tratamiento, la operación de lavado se efectúa en circuitos
de espesadores en
contracorriente. Tanto las técnicas de espesadores y de
floculación desarrolladas
para su utilización en las plantas de tratamiento de uranio se
emplean ahora
generalmente en otras industrias hidrometalúrgicas. Los
floculantes son agentes
químicos que pueden capturar partículas en suspensión para
formar corpúsculos
que se depositan mucho más rápidamente que las partículas
aisladas. Por
consiguiente, el empleo de floculantes reduce el tamaño de los
coagulantes
necesarios para los circuitos de lavado. Los floculantes ayudan
igualmente a
mantener limpios los licores de lixiviación excedentes.
El uranio se separa de la solución de lixiviación mediante su
extracción con un
solvente o por intercambio iónico. La industria del uranio ha
sido la primera
industria hidrometalúrgica que ha recurrido extensamente a la
utilización de estas
dos operaciones. El agente activo del proceso de extracción por
disolución
consiste generalmente en una sal aminoinorgánica diluida en
querosén, que
puede extraer selectivamente los iones de uranio para formar un
complejo
orgánico insoluble en agua. La fase orgánica se separa de la
fase acuosa
mediante técnicas de deposición y decantación continuas. El
uranio es eluido del
complejo orgánico lavándolo con una solución de sal inorgánica,
tal como el
fluoruro de sodio o el sulfato de amonio. La torta amarilla se
precipita de la
solución eluente, se seca y el sólido resultante se acondiciona
para el envió a
plantas de refinación.
En general, se han encontrado métodos satisfactorios para
controlar y recudir al
mínimo las desviaciones de la solución. Cuando dichas soluciones
de lixiviación
se desvían de los canales previstos es posible rectificar su
curso modificando los
procedimientos de inyección y de bombeo de recuperación.
Una vez terminada la lixiviación es preciso restaurar la calidad
del agua dentro de
la capa freática para ajustará a las normas establecidas por el
organismo
reglamentario competente. Teniendo en cuenta que tanto la
calidad del agua
-
18
antes de iniciarse las actividades mineras como la composición
mineralógica en el
seno de la capa freática pueden variar considerablemente de un
yacimiento a
otro, los procedimientos de restauración se adaptarán a los
requisitos específicos
para cada emplazamiento. (Burkin, 1980; Seidel, 1981; IAEA
2001)
En ciertos yacimientos, puede ser suficiente una operación
relativamente sencilla
de lavado, en tanto que en otros se requieren combinaciones
notablemente más
complicadas de lavado y tratamiento químico.
1.2.1.1 Cinética de los procesos de lixiviación con ácido
sulfúrico
Generalmente el ácido se utiliza en soluciones diluidas para
minerales normales y
en soluciones concentradas cuando se tiene minerales de carácter
refractario. Las
reacciones parciales de lixiviación con ácido sulfúrico son:
Reacción de disolución:
��� � ����� � 2� [1.1]
Reacción de oxidación:
2� � �� �� � 2� � �� [1.2]
Reacción neta:
��� � 2� � �� �� � ����� � �� [1.3] El ion UO���, forma con el
ion sulfato un complejo de 4 cargas negativas, llamado sulfato de
uranilo. (Domic, 2001; IAEA 2001)
Adición de agentes oxidantes a la lixiviación de uranio con
ácido sulfúrico
-
19
Los compuestos de uranio hexavalentes se disuelven fácilmente
mientras que los
de uranio tetravalente primero deben ser oxidados por un
oxidante adecuado al
estado hexavalente antes de producirse el proceso de
lixiviación. La disolución de
uranio tetravalente, caracterizado por UO2, en presencia de un
oxidante es un
proceso de reacción electroquímica que suponen una reducción
catódica del
oxidante y una oxidación anódica del UO2 (Nicol et al, 1975).
Dentro de los
procesos de oxidación de minerales uraníferos se dan las
siguientes reacciones:
Reacción anódica:
2��� � 2����� � 4� [1.4]
Reacción catódica:
�� � �� � 4� � 4� [1.5]
Reacción neta:
2��� � �� � �� � 2����� � 4� [1.6]
Dentro de los oxidantes más usados tenemos: agua oxigenada y
clorato de sodio.
Lixiviación con acido sulfúrico y agua oxigenada
En años recientes, el uso de peróxido de hidrógeno se ha visto
como una
alternativa limpia para la oxidación de uranio. Las reacciones
que se producen
durante el proceso de lixiviación entre el peróxido de hidrógeno
y el ácido sulfúrico
están descritas en la ecuación 1.7:
��� � ���� � ���� � �� [1.7]
Este método permite la reducción en el consumo de ácido sobre
todo cuando se
tiene menas con contenidos altos de carbonato de calcio, además
reduce los
-
20
procesos de neutralización de las soluciones obtenidas. Entre
otros también se
tiene que este es un proceso que se puede controlar de mejor
manera, el oxidante
es de fácil manipulación, y la producción directa de UO4H2O2
evita el uso de
amonio para la precipitación de uranio ya que se obtiene
directamente el
complejo. (Venter y Boylett, 2009; Eligwe y Torma 1981)
Lixiviación con clorato de sodio
Para trabajar con clorato de sodio dentro de los procesos de
lixiviación se
requiere la presencia de iones ferrosos como se muestra en la
ecuación química
1.8.
6���� � ������ � 6� � 6���� � ���� � 3�� [1.8]
El clorato se sodio se añade a la mezcla de la lixiviación acido
y es necesario
efectuar el proceso en caliente a 75°C. Durante la reacción en
la lixiviación, los
iones cloruro en solución pueden causar efectos adversos sobre
las reacciones
de intercambio iónico. Los iones nitrato producen las siguientes
reacciones dentro
del proceso de lixiviación. (Venter y Boylett, 2009; Demec
2001).
4� � 2��� � 2� � 2��� � �� [1.9]
Produciendo una reacción equivalente que se indica en la
ecuación química 1.10.
��� � 4��� � ��������� � 2��� � 2�� [1.10]
1.2.2 PROCESAMIENTO DEL URANIO POR LIXIVIACIÓN EN MEDIO
ALCALINO
El diagrama de flujo utilizado es similar al presentado en la
figura 1.6 solo que en
este caso el agente lixiviante utilizado es carbonato de
sodio.
-
21
En el pasado el proceso con carbonato de sodio era selectivo
cuando el consumo
de ácido sulfúrico excedía los 100 Kg/ton Otro factor tomado en
cuenta para el
uso de carbonato de sodio en la lixiviación de uranio son sus
múltiples ventajas
sobre la lixiviación ácida en este caso son ventajas
ambientales, de salud y
seguridad, y la baja contaminación del agua.
La lixiviación alcalina de minerales de uranio es posible porque
en condiciones de
oxidación se pueden formar complejos solubles de carbonato de
uranio aniónico.
Para lograr rendimientos razonables de esta lixiviación se
necesitan altas
temperaturas, por lo que casi todas las plantas de lixiviación
alcalina utilizan
sistemas de lixiviación a presión que permiten obtener
temperaturas superiores a
100°C. El uranio se extrae de los licores de lixivi ación
añadiendo hidróxido de
sodio para elevar el pH. Con ello se destruye el complejo
aniónico y el uranio se
precipita en forma de una torta amarilla de diurinato de sodio,
que se lava, se
seca y se acondiciona para el transporte. (Burkin, 1980; Seidel,
1981)
Cinética de lixiviación en medio alcalino
La cinética de reacción de la lixiviación de uranio con
carbonato de sodio está
dada por las siguientes reacciones:
��� � ����� � 2� [1.1]
����� � 3���� � ������������ [1.12] �� �� � �� � 2� � 2� [1.2]
��� � 3���� � �� � �� �� � ������������ � 2� [1.13]
Con el afán de prevenir que valor de PH aumente debido a la
generación de iones
OH- y que esto genere la precipitación de uranatos insolubles es
necesario en
ciertos casos la adición de bicarbonato de sodio en proporciones
1:1, 2:1 o 1:2
-
22
con respecto al carbonato. De esta manera se da la siguiente
reacción de
equilibro durante el proceso. (IAEA, 2001; Bajwa 2000).
2������������ � �6��� � ������ � 6������ � 3�� [1.14]
Entre los oxidantes más utilizados para la lixiviación en medio
alcalino se
encuentra el permanganato de potasio cuyo principal problema es
el impedimento
de determinar uranio o fosfato por métodos volumétricos. (Murty
et al, 1995).
1.2.2.1 Recuperación de uranio a como subproducto de la
producción de ácido
fosfórico
Su base de trabajo es la lixiviación con ácido sulfúrico y para
que este sea un
proceso rentable requiere un porcentaje mínimo de 25% de P2O5
presente en el
mineral a tratar.
La roca fosfórica se hace reaccionar con acido sulfúrico (73%
w/w) en un reactor
de lixiviación (lixiviación I) continua durante un periodo
aproximado de 5 horas.
De este proceso se obtiene una mezcla de ácido fosfórico y
sulfato de calcio
dihidratado o también conocido como fosfogypsum o fosfoyeso.
Parte de la
solución de ácido fosfórico obtenida es recirculada a la etapa
de lixiviación
(lixiviación II) y el fosfoyeso es separado por filtración.
Dentro del reactor de
lixiviación las reacciones que se dan están descritas en la
ecuación 1.15.
���!�"���6�� � 10���� � 20���10�����. 2�� � �"�� � 2� [1.15] El
uranio es recuperado de la oxidación del acido fosfórico mediante
procesos de
extracción por solventes o por resinas de intercambio iónico.
(Fernandes y
Franklin, 2009, Soldenoff 2009).
En la figura 1.6 se muestra un diagrama de flujo de las fases
principales de este
proceso de recuperación.
-
23
Figura 1.6. Proceso de recuperación de uranio como subproducto
de la producción de ácido fosfórico.
Para la fase de sepación y recuperación de las soluciones ricas
en uranio lel
método más utilizado a nivel industrial es la extración por
solventes empleando el
proceso DEPA-TOPO (di(2 etil-hexil) ácido fosfórico – y el oxido
de trioctilfosfina)
que consiste en lo siguiente:
En la figura 1.7 podemos observar el diagrama del proceso de
extracción por
solventes para uranio DEPA-TOPO.
LIXIVIACIÓN I
LIXIVIACIÓN II
PRE-TRATEMIENTO
RECUPERACIÓN DE
URANIO
POST-TRATAMIENTO
Roca Fosfórica
H2SO4
Solución diluida
Fosfogypsum
Solución recirculada
Sol. de ácido fosfórico libre de U
Solución rica en U
Ácido fosfórico
-
Figura 1.7. Diagrama del proceso de extracción por solventes de
uranio DEPA
A continuación se describen cada una de las etapas del proceso
DEPA
Primero, se pone en contracto la solución de ácido fosfórico con
un extracto
orgánico compuesto por DEPA
modo que se extrae el uranio de la solución de á
parte de la solución orgánica extractante.
En una segunda etapa se remueve el uranio de la solución
orgánica extractante
con una solución de ácido fosfórico, esta solución contiene
cuales reducen los iones uranilo en el extractante a iones
uranosos en la solución
de remoción, la concentración de ácido fosfórico en la solución
de remoción debe
ser de por lo menos 8 molar. Posteriormente se separa
de la solución orgánica extractante.
Diagrama del proceso de extracción por solventes de uranio
DEPA
(Soldenhoff, 2009)
describen cada una de las etapas del proceso DEPA
Primero, se pone en contracto la solución de ácido fosfórico con
un extracto
orgánico compuesto por DEPA-TOPO disuelto en un solvente
orgánico, de tal
modo que se extrae el uranio de la solución de ácido fosfórico y
este pasa a ser
parte de la solución orgánica extractante.
En una segunda etapa se remueve el uranio de la solución
orgánica extractante
con una solución de ácido fosfórico, esta solución contiene
iones ferrosos
cuales reducen los iones uranilo en el extractante a iones
uranosos en la solución
de remoción, la concentración de ácido fosfórico en la solución
de remoción debe
molar. Posteriormente se separa la solución de remoción
ución orgánica extractante.
24
Diagrama del proceso de extracción por solventes de uranio
DEPA-TOPO
describen cada una de las etapas del proceso DEPA-TOPO:
Primero, se pone en contracto la solución de ácido fosfórico con
un extracto
TOPO disuelto en un solvente orgánico, de tal
cido fosfórico y este pasa a ser
En una segunda etapa se remueve el uranio de la solución
orgánica extractante
iones ferrosos los
cuales reducen los iones uranilo en el extractante a iones
uranosos en la solución
de remoción, la concentración de ácido fosfórico en la solución
de remoción debe
la solución de remoción
-
25
En la tercera etapa se pone en contacto la solución de remoción
con un agente
oxidante el cual convierte al U4+ en U6+. Finalmente, se diluye
la solución de
remoción de acido fosfórico con agua a un nivel en el cual el
uranio hexavalente
contenido en ella sea eficientemente extractable en la solución
orgánica
extractante, esta solución pasa a un segundo ciclo de de
extracción por solventes
en el cual el uranio es removido de la fase orgánica con una
solución acuosa de
carbonato de amonio para producir un producto que esencialmente
consiste de
tricarbonato uranil amonio. (IAIE, 1989)
Efecto de la temperatura en la lixiviación de apatitas en las
soluciones de ácido
fosfórico.
Estudios realizados en el ataque de apatitas mediante soluciones
de ácido
fosfórico entre temperaturas de 25 y 65°C demostrar on que la
entalpia molar se
incrementa hasta los 45°C y luego disminuye. Esto s e atribuye a
los cambios en el
mecanismo de reacción reduciendo la recuperación del material
apatito en
solución. (Brahim, at, 2007).
Tostación oxidante de menas uraníferas
Este proceso se realiza con el fin de aumentar la solubilidad
del uranio variando
las características químicas del mineral aumentando la
decantabilidad y la
capacidad de filtración por la disminución de arcillas. Además
elimina el carbón
orgánico evitando la contaminación de las soluciones.
La temperatura de trabajo recomendada para este trabajo está
alrededor de
650°C ya que el UO 3 es estable entre 450 y 650°C, el proceso de
oxidac ión se da
de la siguiente manera como se indica en la ecuación 1.16
3��� � �� � ���& [1.16]
Donde el uranio pasa de uranio tetravalente a uranio
hexavalente. (Stakebake, J.,
1994)
-
1.2.2.2 Recuperación de uranio de agua de mar
La concentración de uranio en la agua de mar es baja, pero la
cantidad de este
recurso es gigantesca y algunos científicos creen que este
recurso es
prácticamente ilimitado con respecto a demanda
porción del uranio en el
generación de la energía atómica del mundo entero se podría
proporcionar sobre
un período a largo plazo.
En el establecimiento de la invest
del instituto de investigación de la energía atómica de Japón ha
culminado en la
producción de un adsorbente por la irradiación de una fibra del
polímero. Se han
sintetizado los adsorbentes que tienen un grupo
que fija selectivamente los metales pesados por adsorción. La
capacidad de
adsorción de uranio en las fibras de este polímero es muy alta
a
4 veces más alto que aquella que se conseguía con óxido de
titanio. (Noriaki
2003). En la figura 1.8
obtención de la fibra polimérica que adsorbe uranio.
Figura 1.8. Esquema de irradiación del polietilen
Recuperación de uranio de agua de mar
La concentración de uranio en la agua de mar es baja, pero la
cantidad de este
recurso es gigantesca y algunos científicos creen que este
recurso es
prácticamente ilimitado con respecto a demanda mundial. Es
decir, si incluso una
el agua de mar podría ser utilizada el combustible de la
generación de la energía atómica del mundo entero se podría
proporcionar sobre
un período a largo plazo.
En el establecimiento de la investigación de la química de
radiación de Takasaki
del instituto de investigación de la energía atómica de Japón ha
culminado en la
producción de un adsorbente por la irradiación de una fibra del
polímero. Se han
sintetizado los adsorbentes que tienen un grupo funcional (grupo
del amidoxima
que fija selectivamente los metales pesados por adsorción. La
capacidad de
adsorción de uranio en las fibras de este polímero es muy alta
a
veces más alto que aquella que se conseguía con óxido de
titanio. (Noriaki
se representa como es irradiado el polietileno para la
obtención de la fibra polimérica que adsorbe uranio.
Esquema de irradiación del polietileno para la obtención de la
fibra
que para la adsorción de uranio. (Tamada, 2009)
26
La concentración de uranio en la agua de mar es baja, pero la
cantidad de este
recurso es gigantesca y algunos científicos creen que este
recurso es
mundial. Es decir, si incluso una
agua de mar podría ser utilizada el combustible de la
generación de la energía atómica del mundo entero se podría
proporcionar sobre
igación de la química de radiación de Takasaki
del instituto de investigación de la energía atómica de Japón ha
culminado en la
producción de un adsorbente por la irradiación de una fibra del
polímero. Se han
grupo del amidoxima)
que fija selectivamente los metales pesados por adsorción. La
capacidad de
adsorción de uranio en las fibras de este polímero es muy alta
aproximadamente
veces más alto que aquella que se conseguía con óxido de
titanio. (Noriaki et al,
se representa como es irradiado el polietileno para la
o para la obtención de la fibra polimérica
-
27
La cantidad total de uranio recuperada a partir de tres cajas
que contenían 350
kilogramos de tela era mayor a 1 kilogramo de yellowcake después
de 240 días
de submisión en el océano. (Tamada, 2009; OCDE, 2008).
En la figura 1.9 podemos observar un esquema de comparación
entre la
recuperación de uranio del agua de mar y la recuperación de
uranio de baja ley de
un proceso convencional
Figura 1.9. Esquema de comparación entre la recuperación de
uranio del agua de mar y la
recuperaci�