Embed Size (px)
DESCRIPTION
Guía Práctica para desarrollar un "WPS"
Citation preview
ESPECIFICACION DE PROCEDIMIENTOS DE SOLDADURAS
W.P.S. SEGUN CODIGO D1.1-2010
A.N.S.I./A.W.S.
Preparado por: Ing. William José Mendoza
CAPITULO I
LAS ESPECIFICACIONES DE LOS PROCEDIMIENTOS DE SOLDADURA SON
EXPLICADOS PARA AYUDAR A LOS INGENIEROS DE DISEÑO DE ACUERDO CON EL
CÓDIGO DE SOLDADURA ESTRUCTURAL EN ACERO D1.1-2010 ANSI / AWS.
I.1.- LO QUE TODO INGENIERO DEBE CONOCER ACERCA DE PROCEDIMIENTOS DE
SOLDADURAS.
La especificación de procedimiento de soldadura (W.P.S) significa la combinación
de las variables usadas para realizar cierta soldadura. Los términos “procedimiento
de soldadura”, o procedimiento también se pueden usar.
Como mínimo, la W.P.S depende del proceso, especificación, clasificación y
diámetro del electrodo; características eléctricas, especificación del metal base;
temperatura mínima de precalentamiento entre pasadas; corriente de soldadura;
voltaje del arco, velocidad de avance; posición de la soldadura; tratamiento
térmico post soldadura, velocidad de flujo y tipo de gas de protección y detalles del
diseño de la junta.
I.2.- EFECTOS DE LAS VARIABLES DE SOLDADURAS
Los efectos de las variables son algo dependiente del proceso de soldadura que se
usa, pero generalmente tiende a aplicar a todos los procesos. Es importante
distinguir entre corrientes constantes (cc) y voltaje constante (cv) en los sistemas
eléctricos de soldaduras. En la soldadura por arco con electrodos revestidos -
S.M.A.W- siempre se realiza con sistemas de corrientes continuas. La soldadura por
arco con electrodo tubular – F.C.A.W- y la soldadura al arco con metal y protección
de gas – G.M.A.W- generalmente son desarrolladas con sistemas de voltaje
constante. La soldadura por arco sumergido – S.A.W- puede utilizar ambos.
AMPERAJE: es una medida de la cantidad de corriente que fluye a través del
electrodo y la pieza a soldar. Es una variable primaria en el cálculo de la entrada de
calor (H). Generalmente un aumento en el amperaje significa mayor velocidad de
deposición, penetración más profunda y más dilución. El amperaje puede ser
medido con un amperímetro o un reóstato (derivación eléctrica). El rol del
amperaje es mejor comprendido en el contexto de las consideraciones de la
entrada de calor y la densidad de corriente. Para soldaduras con voltaje constante,
un aumento en la velocidad de alimentación del alambre directamente aumentara
el amperaje. Para el proceso de S.M.A.W. con corriente constante, el selector de la
maquina determina el amperaje básico, aunque cambie con la longitud del arco
(controlada por el soldador) cambiará el amperaje. Mayores longitudes de arco
reduce el amperaje.
VOLTAJE DEL ARCO: está directamente relacionado con la longitud del arco.
Cuando la longitud del arco aumenta el voltaje aumenta, así como lo demanda la
protección del arco. Para soldaduras de voltaje constante, el voltaje es inicialmente
determinado por el selector de la máquina, así la longitud del arco es
relativamente fija. Para el proceso de S.M.A.W en sistema con corriente constante
el voltaje del arco se determina por la longitud del arco el cual es manipulado por
el soldador. Cuando las longitudes del arco son incrementadas en el proceso
S.M.A.W. el voltaje del arco aumenta y el amperaje disminuye y cuando las
longitudes del arco disminuyen el voltaje del arco disminuye y el amperaje
aumenta. El voltaje del arco también controla el ancho del cordón de la soldadura,
con voltajes mayores se generan cordones de soldaduras más anchos. El voltaje del
arco tiene un efecto directo en el cálculo de la entrada de calor (H).
El voltaje en un circuito de soldadura no es constante, pero se compone de una
serie de caídas de voltajes. Por ejemplo, asuma que una fuente de energía
suministra un voltaje total al sistema de 40 Voltios. Entre la fuente de energía y la
pinza de soldar existe una caída de voltaje de tal vez de 3V asociado con la entrada
de la resistencia del cable desde el punto de la conexión del cable de tierra al
Terminal de la fuente de potencia, existe una caída de voltaje adicional de 7
Voltios, restando 3 y 7V de los 40V originales nos da 30V para el arco.
Sin embargo es importante que los voltajes usados para monitorear los
procedimientos de soldadura se reconozcan aproximadamente cualquier pérdida
en el circuito de soldadura.
La forma más precisa para determinar el voltaje del arco es midiendo la caída del
voltaje entre el tubo de contacto y la pieza a soldar. Esto no es práctico para la
soldadura semiautomática, así que el voltaje es típicamente desde un punto en el
alimentador de alambre (donde se realiza la conexión de la pistola con el cable) a
la pieza a soldar. Para el proceso de S.M.A.W. el voltaje no es usualmente
monitoreado, dado que cambia constantemente y no puede ser controlado a
excepción por el soldador.
VELOCIDAD DE AVANCE: se mide en pulgadas/min., es la velocidad a la cual el
electrodo se desplaza con respecto a la junta. Las otras variables permanecen
iguales, la velocidad de avance tiene un efecto inverso en la dimensión de los
cordones de soldadura. Cuando la velocidad de avance aumenta el tamaño del
cordón disminuye. La velocidad de avance es una variable clave en el conjunto de
la entrada de calor, reduciendo la velocidad de avance aumenta la entrada de
calor.
VELOCIDAD DE ALIMENTACIÓN DEL ALAMBRE (WFS): es una medida de velocidad
a la cual el electrodo pasa a través de la pistola de soldar y es suministrado al arco,
medido típicamente en pulgadas por minuto, la velocidad de deposición es
directamente proporcional a la velocidad de alimentación del alambre, y
relacionada directamente al amperaje.
Cuando todas las demás condiciones se mantienen constantes (por ejemplo; el
mismo tipo de electrodo, diámetro y extensión y el voltaje del arco), un
incremento en la velocidad de alimentación del alambre directamente conducirá a
un aumento del amperaje. Para menores velocidades de alimentación de alambre,
la relación de la velocidad de alimentación del alambre con respecto al amperaje
es relativamente lineal y constante. Para velocidades de alimentación mayores,
esta relación puede aumentar, resultando una velocidad de deposición mayor por
amperio pero a expensas de la penetración.
La velocidad de alimentación del alambre (Wire feed speed, W.F.S) es el método
preferido de los procedimientos de soldadura que mantienen los procesos de
voltaje constante. La W.F.S puede ser ajustada independientemente, y medida
directamente, indiferente de las otras condiciones de la soldadura. Es posible usar
amperaje como una alternativa para la W.F.S., aunque el amperaje resultante para
una W.F.S. dada puede variar, dependiendo de la polaridad diámetro del
electrodo, tipo de electrodo y extensión del electrodo. Muchos códigos siguen
reconociendo el amperaje como el método primario para la documentación de los
procedimientos. El código D1.1 permite el uso del control de la W.F.S en vez del
amperaje proporcionando una tabla que relaciona al amperaje con la velocidad de
alimentación del alambre la cual es disponible para la comparación.
Las hojas de especificación suministradas por el fabricante de los metales de
relleno proveen datos de estas relaciones.
EXTENSIÓN DEL ELECTRODO (ESO): Es la distancia desde el tubo de contacto hasta
el extremo del electrodo. Esto solo se adapta a los sistemas de soldaduras que
usan sistemas automáticos de alimentación del alambre. Cuando la extensión del
electrodo aumenta en sistema de voltaje constante, la resistencia eléctrica del
electrodo aumenta, causando que el electrodo se caliente. Esto se conoce como
calentamiento por resistencia, o “I2 R heating”. Cuando la cantidad de
calentamiento aumenta, la energía requerida del arco para fundir el electrodo
disminuye y la deposición aumenta. Cuando la extensión del electrodo es
aumentada sin ningún cambio en la W.F.S; el amperaje disminuirá. Esto origina
menor penetración y menor dilución. Con el aumento de la extensión del
electrodo, es común aumentar el voltaje de la máquina, regulando para compensar
las caídas de voltajes mayores que atraviesan el electrodo.
En sistemas de voltajes constantes, es posible aumentar simultáneamente tanto la
extensión del electrodo y la velocidad de alimentación del alambre y mantener la
corriente constante. Esto produce velocidades de deposición mayores. Otras
variables de soldaduras tales como voltaje y velocidad de avance pueden ser
ajustadas para mantener un arco estable y para asegurar una soldadura de calidad.
La extensión variable del electrodo debe estar siempre dentro del manejo
recomendado por el fabricante.
DIÁMETRO DEL ELECTRODO: Es otra variable crítica. Electrodos con diámetros
mayores transportan mayores corrientes de soldadura. Para un amperaje fijo, sin
embargo, los electrodos de diámetros menores producen mayores velocidades de
deposición.
POLARIDAD: Es la dirección del flujo de corriente. Polaridad positiva se logra
cuando el cable del electrodo o pinza porta-electrodo se conecta al Terminal o polo
positivo en máquinas de corriente directa (DC). La polaridad negativa ocurre
cuando el cable de la pieza a soldar se conecta al Terminal o polo positivo y el cable
de la pinza porta-electrodo al Terminal negativo. Cuando se usa corriente alterna
(A.C.) no se mantiene la polaridad dado que el electrodo es alternativamente
positivo en medio ciclo de la onda y negativo en la otra media onda.
El proceso por arco sumergido S.A.W es el único proceso que comúnmente usa
polaridad negativa o positiva para el mismo tipo de electrodo. La corriente alterna
también puede ser usada.
Para una W.F.S fija, un electrodo por arco sumergido S.A.W requiere más amperaje
con polaridad positiva que con negativa. La corriente alterna muestra ambas
características de las polaridades negativas y positivas.
El campo magnético que rodea cualquier conductor de corriente directa (DC)
puede causar un fenómeno conocido como soplo de arco, donde el arco es
físicamente desviado. El problema es mayor para corrientes más altas. La corriente
alterna es menos propensa al soplo del arco y se usa algunas veces para corregir
este fenómeno.
ENTRADA DE CALOR: Es proporcional al amperaje de la soldadura, multiplicado por
el voltaje del arco, dividido por la velocidad de avance. Mayores entradas de calor
corresponden a áreas de sección transversal de soldaduras mayores, y zonas
afectadas por el calor, (H.A.Z.) mayores, las cuales pueden afectar negativamente
las propiedades mecánicas en esa región. Entrada de calor mayor generalmente
causa una disminución leve en la resistencia a la fluencia y a la tracción en el metal
de la soldadura, y generalmente menor tenacidad debido a la interacción del
tamaño del cordón y la entrada de calor.
DENSIDAD DE CORRIENTE: Se determina dividiendo la intensidad de la corriente
de soldadura entre el área de la sección transversal del electrodo. Para electrodos
sólidos, la densidad de la corriente es proporcional a I/d2. Para electrodos
tubulares, donde la corriente es conducida por la envoltura tubular metálica, y es
relacionada al área de la sección transversal metálica. Cuando la densidad de
corriente aumenta, la velocidad de deposición y la penetración aumenta. Esto es
llevado a cabo por el aumento del amperaje o disminución del tamaño del
electrodo. Una pequeña disminución en el diámetro afecta significativamente la
velocidad de deposición y la penetración.
TEMPERATURA DE PRECALENTAMIENTO Y ENTRE PASADAS: Se usa para controlar
las tendencias al agrietamiento, típicamente en el metal base. Para la mayoría de
los aceros al carbono-magnesio-silicio, una temperatura entre pasadas moderada
facilita buena resistencia a la tenacidad. Las temperaturas de precalentamiento y
entre pases mayores de 550 ºF pueden afectar negativamente la tenacidad.
Cuando el metal base recibe poco o nada de pre enfriamiento rápido resultante
puede conducir al deterioro de la tenacidad. El control cuidadoso de la
temperatura de precalentamiento entre pases es crítico.
I.3.- PROPÓSITO DE LAS ESPECIFICACIONES DE PROCEDIMIENTOS DE
SOLDADURAS.
Los valores particulares para las variables discutidas antes tienen un efecto
significante en la calidad de la soldadura, propiedades mecánicas y la
productividad. Es sin embargo, crítico que aquellos valores de procedimientos
usados en la fabricación y montaje sean apropiados para los requerimientos
específicos del código aplicable y las especificaciones del trabajo. Muchos puntos
deben ser considerados cuando se seleccionan los valores de los procedimientos
de soldaduras. Mientras todas las soldaduras deben alcanzar la fusión para
asegurar su resistencia, el nivel requerido de penetración es una función del diseño
de la junta en el tipo de soldadura. Todas las soldaduras son requeridas para
entregar una cierta resistencia a la tracción y/o fluencia. No todas las soldaduras
son requeridas para entregar niveles mínimos específicos de tenacidad. Los niveles
aceptados de socavación y porosidad son una función del tipo de carga aplicada a
la soldadura. Los medios más eficientes para presentar estas condiciones pueden
determinarse por técnicos de soldaduras expertos e ingenieros quienes producen
especificación de procedimientos de soldaduras escritos y comunican aquellos
requerimientos a los soldadores por medio de estos documentos. La W.P.S es la
herramienta primaria usada para comunicar al soldador, supervisor e inspector
como una soldadura específica debe realizarse. La conveniencia de una soldadura
realizada por un soldador diestro de acuerdo con los requerimientos de una W.P.S
solo puede ser tan buena como la W.P.S. misma.
La habilidad de un soldador para seguir las instrucciones en una W.P.S escrita es
determinada por los ensayos de la calificación del soldador (D1.1- 2010, parágrafo
C-4.2.2) pág. 461. El soldador no debe conocer como o porque cada variable en
particular fue seleccionada, aunque estos valores deben ser usados en la
producción de la soldadura. El inspector es requerido para asegurar que toda la
soldadura se realiza de acuerdo con la W.P.S., observando la técnica de cada
soldador en un periodo básico (D1.1-2010, parágrafo 6.5.2) pág. 220.
El código de soldadura estructural en acero requiere procedimientos de soldaduras
escritos para toda la fabricación ejecutada. Estas W.P.S. requieren que sean por
escrito, indiferente de que estén precalificadas o calificadas mediante ensayos.
Cada constructor o fabricante es responsable del desarrollo de las W.P.S.
aparentemente aún existe confusión acerca de este asunto. Un concepto falso
predominante es que si los parámetros actuales bajo el cual la soldadura será
desarrollada presentan todas las condiciones de estatus “precalificado”, las W.P.S
escritas no son requeridas. Esto no es cierto.
Las W.P.S son los medios primarios de comunicación para todas las partes
involucradas. Por consiguiente deben estar disponibles para los capataces,
inspectores y soldadores. Existen muchas maneras para suministrarlas, pero
indiferentemente del método, las W.P.S. deben estar disponibles para aquellas
personas autorizados para utilizarlas.
En consideración a calidad y productividad, es la mejor intención del contratista
asegurar que se mantenga comunicación eficiente con todas las partes
involucradas. En cuanto a calidad, los límites de la operación apropiada del proceso
de soldadura en particular y el electrodo para el acero, diseño de junta y posición
de la soldadura debe ser comprendido. Obviamente el electrodo en particular
empleado para operar con la polaridad apropiada, uso apropiado de gases de
protección y mantener los niveles de amperaje apropiados para el diámetro del
electrodo y para el espesor del material sobre el cual la soldadura se va a
desarrollar. Otro asunto que no puede ser tan obvio, por ejemplo, el
precalentamiento requerido para una aplicación en particular es una función de los
grados del acero involucrado, los espesores del material y el tipo de electrodo
empleado (con bajo hidrogeno o no). Todo esto puede ser comunicado por escrito
por medio de la W.P.S.
La falta de conformidad con los parámetros trazados en la W.P.S. puede resultar en
una soldadura que no presenta los requerimientos de calidad impuestos por el
código o las especificaciones del trabajo.
Para evitar actividades innecesarias tales como la remoción y reemplazo de una
soldadura inaceptable, by clear communication has obvious quality and economic
ramifications.
Existen otros factores económicos a considerar también en una manera más
general, el costo de la soldadura es inversamente proporcional a la velocidad de
deposición. La velocidad de deposición en cambio está directamente vinculada a
W.F.S. de la soldadura semiautomática.
Si es aceptable por ejemplo realizar una soldadura dada con una W.F.S. de 200pulg
/ min., por tanto una soldadura hecha a 160 pulg / min. (La cual puede presentar
todos los requerimientos de calidad) costaría aproximadamente 25% más que la
soldadura realizada con procedimiento óptimo. De acuerdo con los valores la
W.P.S. ayudan a asegurar la calidad de la soldadura y la construcción económica.
De acuerdo con los requerimientos mínimos del código no puede ser adecuado, y
los requerimientos adicionales, tales como impuestos por un contrato, pueden ser
comunicados a través de la W.P.S. Por ejemplo, el código D1.1-2010 permite el uso
de un E71T-11 F.C.A.W. para soldaduras de pasadas múltiples sin ninguna
restricción en el espesor de la plancha. El electrodo E71T-11 de la Lincoln Electric
tiene un máximo de restricción de un espesor impuesto por el fabricante de ½
pulgadas (12,7mm). Este requerimiento adicional puede ser incorporado en la
aplicación de la W.P.S. Otras recomendaciones que pueden ser impuestas por el
fabricante del acero, fabricante del electrodo u otros pueden y deberían ser
documentados en la W.P.S.
I.4.- ESPECIFICACIONES DE PROCEDIMIENTOS DE SOLDADURA PRECALIFICADO.
El código D1.1 AWS permite el uso de W.P.S precalificado. Las W.P.S precalificadas
son aquellas que el comité del D1.1 AWS ha determinado que tiene una historia de
ejecución aceptable, y no están sometidas a una calificación impuesta por otros
procedimientos de soldadura. El uso de W.P.S. precalificado no excluye los
requerimientos en un formato escrito y que sean usados soldadores debidamente
calificados.
Todos los suministros de destrezas impuestos en la sección de fabricación del
código aplican a las W.P.S. precalificadas. El único requerimiento del código que se
exceptúa para la precalificación es el ensayo mecánico y no destructivo requerido
para ensayo de calificación de procedimientos de soldaduras.
Los procedimientos de soldaduras precalificados deben estar de acuerdo con todos
los requerimientos precalificados en el código. La falla se ajusta con una simple
condición de precalificada que elimina la oportunidad para que el procedimiento
de soldadura sea precalificado. A fin de que una W.P.S. sea precalificada, las
siguientes condiciones deben ser conocidas: El proceso de soldadura debe ser
precalificado. Solo S.M.A.W, S.A.W., G.M.A.W. y F.C.A.W. (excepto G.M.A.W-S)
pueden ser precalificados (D1.1-2010, parágrafo 3.2.1) pag. 59.
La combinación del metal base/relleno debe ser precalificado. Los metales
base precalificados, metales de relleno y las combinaciones son mostrados
en D1.1-2010, parágrafo 3.3 pág. 59, tabla 3.1 págs. 64, 65, 66, 67.
El precalentamiento mínimo y temperatura entre pasadas prescrito en
D1.1-2010, parágrafo 3.5 pág. 60, tabla 3.2 pág. 68 debe ser empleado.
Requerimientos específicos para varios tipos de soldaduras debe
mantenerse. Las soldaduras de filetes deben ser de acuerdo con D1.1-2010
parágrafo 3.9, pág. 61 Las soldaduras de tapón y acanaladas de acuerdo con
D1.1-2010 parágrafo 3.10 pág. 61, Para soldaduras de ranuras, si la
penetración de la junta es parcial o completa, las dimensiones requeridas
se muestran en D1.1-2010, parágrafo 3.11 pág. 61.
Aun si los detalles de juntas precalificados son empleados, el procedimiento de
soldadura debe ser calificado mediante ensayos si otras condiciones precalificadas
no se conocen. Por ejemplo, si un detalle precalificado es usado en un acero que
no figure en ninguna lista, los procedimientos deben ser calificados mediante
ensayos. El estatus de precalificado requiere estar de acuerdo a una variedad de
parámetros procedimentales ampliamente contenido en D1.1-2010, tabla 3.7 pag.
73, incluyendo diámetros máximos de electrodos, corriente de soldadura, espesor
del pase de raíz, espesor del pase de relleno, tamaño de la soldadura de filete
pasada simple y capas de soldadura pasada simple. En adición a los requerimientos
precedentes, la soldadura desarrollada con W.P.S. precalificada debe estar de
acuerdo con las otras provisiones del código contenido en la sección de fabricación
de D1.1-2010, pag. 193.
El código no supone que una W.P.S. automáticamente alcanzará las condiciones de
calidad requeridas por el código. Es responsabilidad del contratista asegurar que
los parámetros particulares relacionados dentro de los requerimientos de W.P.S.
precalificados son apropiados para la aplicación específica.
Considere una W.P.S. hipotética para realizar una soldadura de filete de ¼”de
pulgada (6,35mm) en un acero A36 de 3/8” de espesor en posición plana. El tipo de
soldadura y el acero son precalificados. Se selecciona el proceso de soldadura por
arco sumergido S.A.W. precalificado. El metal de relleno seleccionado es F7A2-EM
12K, presentando los requerimientos del D1.1-2010, tabla 3.1 pág. 64. No se
especifica precalentamiento ya que no sería requerido de acuerdo al D1.1-2010,
tabla 3.2 pág. 68. El diámetro del electrodo seleccionado es 3/32” pulgadas
(2,38mm), menor que ¼” al máximo especificado en D1.1-2010, tabla 3.7 pág. 73.
El máximo tamaño de la soldadura de filete pasada simple en la posición plana, de
acuerdo a D1.1-2010, tabla 3.7 pág. 73, es ilimitado, así que el tamaño de filete de
¼” puede ser calificado. El nivel de corriente seleccionado para hacer esta
soldadura de filete en particular es de 800 amp, menor que los 1000 amp. al
máximo especificado en D1.1-2010, tabla 3.7 pag. 73.
Sin embargo, el nivel de amperaje impuesto en el diámetro del electrodo para el
espesor del acero sobre el cual se va a realizar no presentaría los requerimientos
del D1.1-2010, parágrafo 5.3.1.2 pag. 193. Esto muestra que de acuerdo con todas
las condiciones precalificadas no garantizan que las combinaciones de las variables
seleccionadas generaran siempre una soldadura aceptable.
Es responsabilidad del contratista verificar las conveniencias de los parámetros
sugeridos antes de que el soldador aplique el procedimiento actual en un proyecto,
aunque el ensayo de comprobación no necesita ser sometido a un cambio pleno de
los ensayos de calificación de procedimientos impuestos por el código.
Los ensayos típicos serán realizados para determinar la calidad del depósito de la
soldadura (fusión, libre de inclusiones de escorias, unión de cordones de
soldaduras). La plancha podría ser examinada por ensayos no destructivos o como
comúnmente se hace, cortada, pulida, y atacada con ácido. Las soldaduras hechas
con W.P.S. precalificadas que presentan requerimientos dimensionales físicos
(tamaño de soldadura de filete, niveles máximos de refuerzos y requerimientos del
perfil superficial) y dignas de confianza (fusión adecuada, y libre de excesivas
inclusiones de escorias y porosidad) presentarían los requerimientos de resistencia
y ductilidad impuestos por el código para procedimientos de soldaduras calificados
mediante ensayos.
I.5.- GUÍA PARA PREPARAR LA ESPECIFICACIÓN DE PROCEDIMIENTOS DE
SOLDADURAS PRECALIFICADAS
Cuando se desarrolla W.P.S. precalificadas, el punto de inicio son unos parámetros
apropiados de soldaduras para la aplicación a ser considerada. Los parámetros
para soldadura sobre cabeza naturalmente variarán de aquellos requeridos para la
posición plana. El espesor del material dispone el tamaño de los electrodos y
correspondientes niveles de corrientes. Los metales de rellenos específicos
seleccionados reflejarán los requerimientos de la resistencia de la junta. Muchos
otros puntos deben ser considerados. Dependiendo del nivel de familiaridad y
comodidad que el contratista tiene con los valores particulares seleccionados, un
modelo de soldadura puede ser apropiado. Una vez que los parámetros son
establecidos, es esencial inspeccionar cada uno de los parámetros que estén de
acuerdo con el D1.1. El próximo paso es documentar por escrito, los valores de la
W.P.S. el fabricante puede utilizar cualquier formato conveniente. Un formato de
muestra es incluido en el anexo N del código D1.1-2010, pag. 354.
I.6.- PROCEDIMIENTOS DE SOLDADURAS CALIFICADOS MEDIANTE ENSAYOS
Existen dos razones primarias de el porque los procedimientos de soldadura
pueden ser calificados mediante ensayos. En primer lugar, puede ser un
requerimiento contractual. Segundo, una o más condiciones específicas
encontradas en la producción puede desviarse de los requerimientos
precalificados.
En cada caso, un ensayo de soldadura puede ser hecho antes de establecer la
W.P.S. final.
El primer paso en la calificación de un procedimiento de soldadura mediante
ensayos es determinar el procedimiento a calificar. Las mismas fuentes citadas
para los puntos de inicio de las W.P.S. precalificadas podrían ser usadas para las
W.P.S. calificadas mediante ensayos. En el caso más simple, las condiciones exactas
que serán encontradas en producción serán repetidas en el ensayo de la
calificación del procedimiento. Los parámetros para el ensayo de soldadura son
registrados en un registro de calificación de procedimiento (P.Q.R.). Los valores
actuales usados deben ser registrados en este documento.
El voltaje por ejemplo, puede ser de 30V, pero actualmente 29 Voltios fueron
usados en la plancha. Los 29V deben ser registrados.
Después que la plancha del ensayo es soldada y enfriada, es sometida a inspección
visual y no destructiva como lo prescribe el código. La calificación de los ensayos
son descritos en D1.1-2010 parágrafo 4.4, pag. 126.
Para que sean aceptables, las planchas del ensayos deben primero pasar la
inspección visual seguida de examinación no destructiva (N.D.E.) (D1.1-2010,
parágrafos 4.9.1, 4.9.2), pag. 127 y 128 respectivamente Según la opción del
contratista pueden usarse ensayos radiográficos (R.T.) o ensayo por ultrasonido
(U.T.).
Los ensayos mecánicos requeridos involucran ensayos de doblez (seguridad)
macro-ataque (seguridad) y ensayos de tracción de sección reducida (resistencia).
Para la calificación de procedimientos en acero con propiedades mecánicas
significativamente diferente, es aceptable una muestra de doblez longitudinal
(D1.1-2010, parágrafo 4.9.3.2), pag. 128. Todos los ensayos de tracción del metal
de la soldadura son requeridos para metales de relleno que no figuran en ninguna
lista.
La naturaleza de las muestras de doblez es una función del espesor del acero
involucrado. El número y tipo de ensayos requeridos están definidos en D1.1-2010,
tablas 4.2, págs. 139 y 140, y tablas 4.3 y 4.4, pag. 141.
Una vez que el numero de ensayos son determinados, la plancha de ensayo es
seccionada y las muestras maquinadas para el ensayo. Los resultados de los
ensayos son registrados en el P.Q.R. de acuerdo con el código D1.2010, si los
resultados del ensayo presentan todos los requerimientos prescritos, el ensayo es
exitoso y los procedimientos de soldadura pueden estar soportados por un P.Q.R
exitoso. Si los resultados del ensayo son desafortunados, el P.Q.R no puede ser
usado para respaldar la W.P.S.
Es importante conservar los P.Q.R de los ensayos exitosos, ya que pueden ser
valiosos en el futuro cuando otro procedimiento de soldadura similar sea
contemplado para el ensayo.
El criterio de aceptación para varios ensayos está prescrito en el Código. Los limites
específicos en el tamaño, ubicación, distribución y tipo de indicación de las
muestras de doblez están prescritos en D1.1-2010, parágrafo 4.9.3.3, pag. 128.
I.7.- ESCRITURA DE LAS W.P.S DE PQR EXITOSOS
Cuando los ensayos requeridos son exitosos, los procedimientos de soldaduras
pueden ser escritos del P.Q.R. los valores registrados en el P.Q.R. son transcritos en
un formato separado, ahora conocido como W.P.S.
Es posible escribir una o más W.P.S de un P.Q.R. exitoso. Los procedimientos de
soldaduras que son lo suficientemente similar para aquellos ensayados pueden ser
soportados por el mismo P.Q.R. variaciones importantes de aquellas condiciones,
sin embargo requiere calificación adicional del ensayo.
Cambios lo suficientemente significativos para garantizar ensayos adicionales
(recalificación) son considerados variables esenciales, y estas aparecen en D1.1-
2010, tablas 4.5, págs. 142,143 y 144 y tabla 4.6, pag. 145 y tabla 4.7 págs. 146 y
147.
Por ejemplo, considere un procedimiento calificado S.M.A.W. mediante ensayo
usando un E-8018-C3 de ese ensayo es posible escribir una W.P.S. que use E-7018
(ya que existe una disminución de la resistencia del electrodo); pero no sería
admisible escribir una W.P.S que use un E-9018-G.
El rango de los tipos de soldaduras y las posiciones calificadas por varios ensayos
listados en D1.1-2010, tabla 4.10, pag. 150. Esta es la mejor tabla usada, no tanto
como un hecho después de la evaluación de la aplicabilidad de los ensayos ya
realizados, pero si para la planificación de los ensayos de calificación.
Por ejemplo, una plancha de ensayo conducida en la posición 2G califica la W.P.S.
para usarse en cada posición 1G y 2G. Aun cuando el primer uso anticipado de la
W.P.S. puede ser para la posición 1G, puede ser aconsejable calificar en la posición
2G para obtener uso adicional de esta plancha de ensayo.
Similarmente, D1.1-2010, tabla 4.7, págs. 146 y 147 define que los cambios pueden
ser realizados en los metales base usados en producción vs. Ensayos de
calificación. Un acero alterno puede ser seleccionado para el ensayo de calificación
debido al esfuerzo de flexibilidad adicional para aplicaciones futuras.
Si la calificación de la W.P.S desarrollada en una geometría de la junta no
precalificada comprueba que es aceptable, las W.P.S. pueden escribirse de ese
P.Q.R. utilizando cualquiera de las geometrías de juntas precalificadas (D1.1-2010,
tabla 4.5, item 32), págs. 142, 143 y 144.
I.8.- EJEMPLOS DE ESPECIFICACIONES DE PROCEDIMIENTOS DE SOLDADURAS -
W.P.S. –
Los dos ejemplos dados anteriormente muestras que las condiciones de las
aplicaciones específicas disponen el desarrollo de la W.P.S. separadas para cada
situación.
SITUACIÓN UNO. Una soldadura de filete de cateto (leg) 5/16” conecta una “SHEAR
TAB” a una columna. Esta soldadura será realizada en el taller con la columna en la
posición horizontal. La soldadura de filete es aplicada a ambos lados de una “Shear
Tab” de ½”, la cual es soldada a una columna W14x311 con una base de 2¼”. La
“Shear Tab” se hace con un acero A36, mientras la columna es de A572 Gr50. El
ingeniero en soldadura reconoce que por los grados de los aceros involucrados y
por el tipo de soldadura especificada se podría escribir una W.P.S. precalificada. El
proceso seleccionado es soldadura al arco con electrodo tubular protegido con gas
F.C.A.W- GS.
Un proceso de soldadura precalificado. De la tabla 3.1, págs. 64, 65, 66, 67 del
código D1.1-2010, una lista de metales de relleno precalificado es suministrada. Un
electrodo E70T-1 es seleccionado debido a uso económico, velocidad de
deposición y mínimo tiempo de limpieza. El electrodo opera con corriente directa
DC y polaridad positiva EP. De la experiencia del ingeniero el sabe que un diámetro
del electrodo de 3/32” es apropiado para la aplicación, y especifica que el gas de
protección sería CO2 sobre la recomendación del fabricante del electrodo y de su
bajo costo. De la tabla 3.2, págs. 68, 69, 70 del código D1.1-2010, se selecciona el
precalentamiento. Es controlado por el espesor del acero, que es la base de la
columna y el precalentamiento mínimo requerido debe ser de 150 ºF (65,56 ºC)
dado que el espesor de la base de la columna es de 2 ¼”. De las recomendaciones
del fabricante de electrodo, se selecciona 460 amperios y 31 voltios. Basado en la
experiencia, se usa una velocidad de soldadura de aproximadamente 15-17
pulg/min. Si existe alguna duda, se ensaya una soldadura de filete para verificar la
velocidad de avance para un amperaje dado.
SITUACIÓN DOS. La segunda soldadura es también una soldadura de filete de 5/16”
pero será realizada en el campo entre la “Shear Tab” descrita anteriormente y el
alma de la viga. La viga es W36x150, de acero A36. La soldadura debe ser hecha en
posición vertical.
El ingeniero en soldadura reconoce que la W.P.S. para esta aplicación podría ser
precalificada si todas las condiciones aplicables son conocidas. El proceso de
soldadura al arco con electrodo tubular (F.C.A.W) es seleccionado para asegurar
soldaduras de calidad bajo condiciones expuestas al viento.
En el código D1.1-2010, tabla 3.1, pags. 64, 65, 66, 67 el ingeniero ubica el metal de
relleno apropiado y selecciona un electrodo tubular con fundente interno E71T-8,
el cual opera con corriente directa, polaridad negativa.
Debido a que la soldadura es en posición vertical, se especifica un electrodo de
diámetro de 0,068” (1,73mm). Se selecciona un rango medio apropiado para el
procedimiento de la soldadura en posición vertical, se especifican los parámetros
de 250 amperios 19-21 voltios y una velocidad de avance de 5,5 - 6,5 pulg/min.
La variable que controla es el espesor del alma de la viga, la cual es de 5/8”
(15,88mm). En esta situación la tabla 3.2, págs. 68, 69, 70 del código D1.1-2010 no
requiere ningún precalentamiento mínimo.
Las dos soldaduras son extraordinariamente similares, aun así los valores de la
W.P.S. especificados son significativamente diferentes. Para asegurar que la
calidad de las soldaduras suministradas sea un tanto económica, es imperativo que
un conocedor individual establezca los valores de la W.P.S y deban ser cumplidas
durante la fabricación y montaje.
I.9.- REVISIÓN Y APROBACIÓN DE LAS W.P.S.
Después que una W.P.S es desarrollada por el constructor, el inspector debe
verificar que todas las W.P.S. han sido aprobadas por el ingeniero (A.W.S. D1.1-
2010, parágrafo 6.3.1 y 6.3.2, pag. 220). Esto aplica si la W.P.S ha sido calificada por
ensayos para ser conformadas por el ingeniero para su aprobación (D1.1-2010,
parágrafo 4.2.1) pag.125.
I.10.- APROBACIÓN DE LAS W.P.S. PRECALIFICADAS.
Las W.P.S precalificadas son necesarias que sean revisadas por el inspector. Los
procedimientos de soldaduras calificados mediante ensayos, a excepción de una
W.P.S precalificada, son necesarias que sean revisadas por el ingeniero (D1.1-2010,
parágrafo 4.1.1, pag. 125.). Sin embargo, el uso de una junta precalificada no
exceptúa al ingeniero del uso de su criterio de ingeniero en la determinación de la
conveniencia de la aplicación para estas juntas (D1.1-2010, parágrafo 3.1, pag. 59).
El código es claro en que el inspector es necesario para inspeccionar todas las
W.P.S. Para W.P.S precalificadas, La revisión requerida por el inspector no exige
específicamente una determinación en cuanto a la conveniencia del procedimiento
para la aplicación en particular, pero más bien necesita que el procedimiento se
ajuste a los requerimientos del código. Como se estableció anteriormente, el
ingeniero no esta exceptuado de ejercitar un criterio de ingeniería cuando se usan
detalles de juntas precalificadas.
I.11.- REVISIÓN Y APROBACIÓN DE LA W.P.S. CALIFICADAS MEDIANTE ENSAYOS.
El código exige que el inspector revise todas las W.P.S. calificadas mediante
ensayos y también exige la aprobación del ingeniero. La lógica detrás de estas
aproximaciones de aprobación es que mientras las W.P.S. precalificadas están
basadas sobre practicas de soldaduras documentadas, bien establecidas y
comprobadas por largo tiempo, las W.P.S calificadas mediante ensayos pueden
utilizar nuevos, conceptos controversiales y algunas veces no comprobados. Las
acero de 1”, aunque la aplicación actual utiliza un acero de 4” de espesor. La
configuración de la junta actual usada para la calificación del ensayo es una junta a
tope con ranura en V doble, soldadas por ambos lados.
La plancha del ensayo no es precalentada antes de la fabricación (aunque a
temperatura ambiente) donde se desarrolla la calificación del ensayo es de 70ºF
[21,1ºC]). Después que se aplica el primer pase de soldadura, la temperatura del
acero aumenta muy por encima de la temperatura ambiente. Se aplica un segundo
pase de soldadura al primer lado. De inmediato la plancha es invertida y el pase de
raíz es sacado. Mientras la temperatura entre pasadas esta todavía por encima del
ambiente, se suelda el segundo lado de la junta. Finalmente, la plancha es volteada
una o más veces, y el primer lado de la junta se suelda hasta culminarlo.
La plancha de ensayo es sometida a todos los ensayos que rige el código, y
afortunadamente satisface los requerimientos del código. El contratista presenta el
procedimiento al ingeniero para su aprobación, afirmando que estos ensayos han
comprobados su soldabilidad del nuevo acero y que no requiere precalentamiento.
Mientras es cierto que los requerimientos regidos por el código fueron ejecutados,
la conveniencia de este procedimiento de soldadura para la fabricación actual no
fue establecida.
Las dimensiones relativamente pequeñas asociadas con la placa de ensayo (1” de
espesor por 14” de ancho mínimo por 30” de longitud [2,54x35, 56x76, 2cm] de
acuerdo al código D1.1-2010) no son suficiente para duplicar la restricción o
velocidad de enfriamiento encontrada en la estructura. Estos resultados
impactarán la micro estructura de la zona afectada por el calor (H.A.Z.), la
velocidad de difusión del hidrogeno y los niveles de esfuerzos residuales – todos
estos elementos afectan el agrietamiento de la soldadura. En adición, excepto el
pase de raíz, todos los pases de soldadura tuvieron el beneficio de la temperatura
entre pasadas más altas. Además, el pase de raíz hecho sin precalentamiento, fue
sacado cuando el segundo lado era soldado. Aunque no fue aplicado
precalentamiento, el acero que estaba en el taller a temperatura ambiente,
efectivamente califica para una temperatura de precalentamiento de 70ºF.
El ingeniero puede ver la segunda W.P.S. con un mayor grado de evaluación que la
primera. Seria razonable exigir ensayos de soldabilidad a fin de comprender mejor
el comportamiento probable de este procedimiento de soldadura propuesto. Una
escala mayor de un modelo restringido seria necesario para evaluar la restricción
actual y condiciones de enfriamiento Cuando las W.P.S calificadas mediante
ensayos son revisadas, existen tres elementos distintos a revisar. Primero, el
registro de calificación de procedimiento (P.Q.R.) es evaluado para asegurar que
todos los ensayos requeridos fueron desarrollados, verificando que el espesor
apropiado del material, posiciones de la soldadura y número de ensayos
requeridos fueron desarrollados.
Segundo, los resultados de los ensayos son examinados para estar seguros que los
requerimientos del código fueron cubiertos.
Finalmente la W.P.S se compara con el P.Q.R. Esto consiste en una comparación de
los requerimientos del D1.1-2010, tabla 4.5, págs. 142, 143 y 144 así lo relaciona
para cualquier diferencia entre el P.Q.R y la W.P.S. en cuanto a los requerimientos
de los aceros usados en el ensayo versus aquellos listados en la W.P.S son
indicados en D1.1-2010 tabla 4.6, págs. 145.
I.12.- AYUDAS ANALÍTICAS BASADAS EN PROCEDIMIENTOS DE SOLDADURAS
DOCUMENTADOS SON OFRECIDOS A LOS INGENIEROS PARA EVALUAR LAS W.P.S.
Para proyectos de acero estructural, el código que típicamente rige es el D1.1
Structural Welding Code-steel y las especificaciones de procedimientos de
soldaduras W.P.S. que son la parte central para controlar la calidad de la soldadura
en estas aplicaciones. Aunque el contratista escribe la W.P.S como propósito
primario para instruir al soldador. Es necesario que un ingeniero revise los datos
para emitir algún comentario y su aprobación. Este informe contiene algunas
herramientas para ayudar al ingeniero en este proceso. No es la intención de los
autores proveer una lección exhaustiva sobre como revisar las W.P.S., sino más
bien suministrar unas pocas nuevas herramientas analíticas para el uso de los
críticos. Mientras se basan en el código A.W.S. D1.1- 2010, estas herramientas son
también aplicables a otras situaciones de soldaduras. Estas herramientas están
basadas en aproximadamente 270 procedimientos de soldaduras diferentes
documentados (Ref. 2,3). Procedimientos que fueron incluidos para: S.M.A.W.,
G.M.A.W., F.C.A.W.-S, F.C.A.W.-G. y S.A.W. con electrodo simple, paralelo y
múltiple. Esta base de datos es en general representativa de los procedimientos
típicos de fabricación en acero estructural y fue usada para desarrollar las
ecuacioneI.13.- ENTRADA DE CALOR
Cuando se evalúan procedimientos de soldadura, tal vez el aspecto de mayor
dificultad es determinar la combinación de amperaje, voltaje y velocidad de avance
que será aceptable para una aplicación dada.
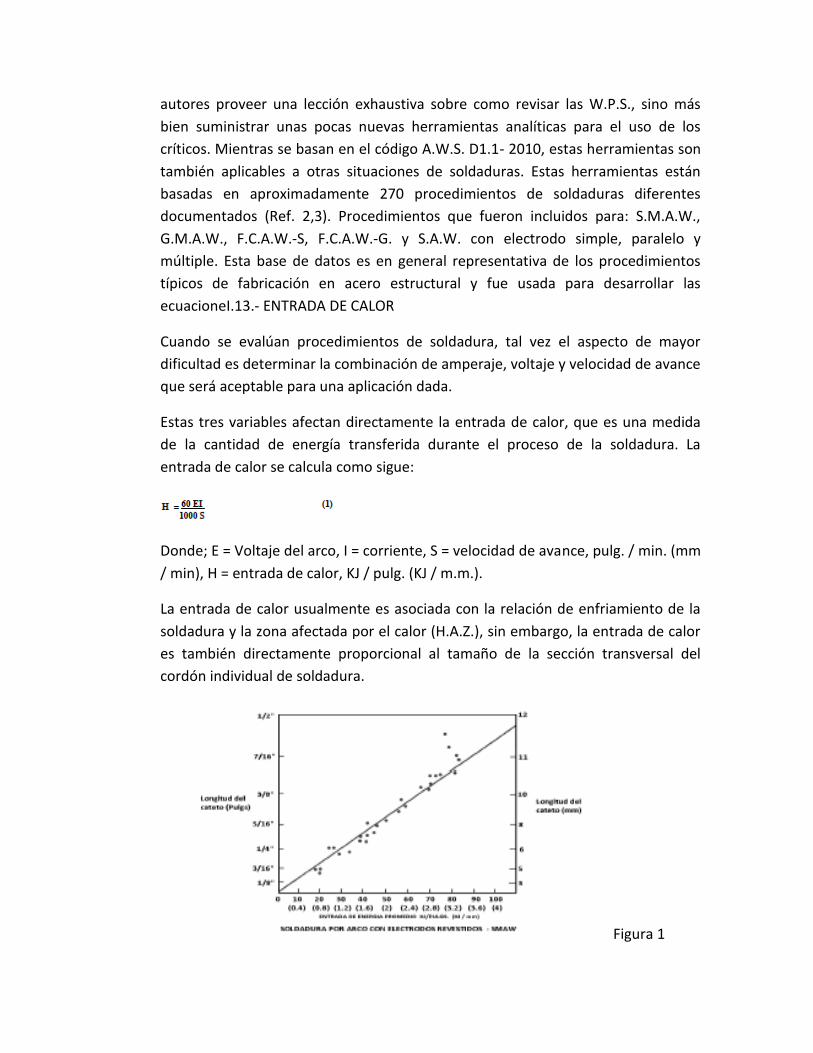
Estas tres variables afectan directamente la entrada de calor, que es una medida
de la cantidad de energía transferida durante el proceso de la soldadura. La
entrada de calor se calcula como sigue:
Donde; E = Voltaje del arco, I = corriente, S = velocidad de avance, pulg. / min. (mm
/ min), H = entrada de calor, KJ / pulg. (KJ / m.m.).
La entrada de calor usualmente es asociada con la relación de enfriamiento de la
soldadura y la zona afectada por el calor (H.A.Z.), sin embargo, la entrada de calor
es también directamente proporcional al tamaño de la sección transversal del
cordón individual de soldadura.
Figura 1
La figura 1 muestra el tamaño del incremento de la soldadura de filete tanto como
el incremento de la entrada de calos y los tópicos presentados aquí. I .14.-
TAMAÑO DE LA SOLDADURA DE FILETE
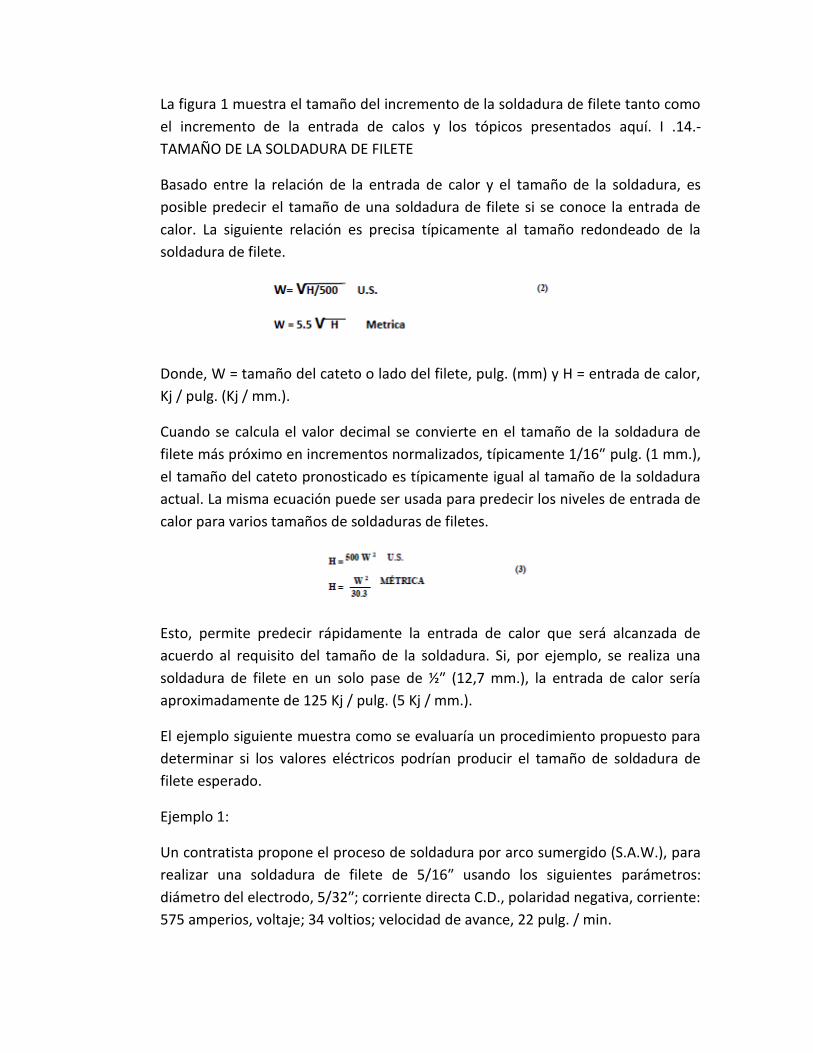
Basado entre la relación de la entrada de calor y el tamaño de la soldadura, es
posible predecir el tamaño de una soldadura de filete si se conoce la entrada de
calor. La siguiente relación es precisa típicamente al tamaño redondeado de la
soldadura de filete.
Donde, W = tamaño del cateto o lado del filete, pulg. (mm) y H = entrada de calor,
Kj / pulg. (Kj / mm.).
Cuando se calcula el valor decimal se convierte en el tamaño de la soldadura de
filete más próximo en incrementos normalizados, típicamente 1/16″ pulg. (1 mm.),
el tamaño del cateto pronosticado es típicamente igual al tamaño de la soldadura
actual. La misma ecuación puede ser usada para predecir los niveles de entrada de
calor para varios tamaños de soldaduras de filetes.
Esto, permite predecir rápidamente la entrada de calor que será alcanzada de
acuerdo al requisito del tamaño de la soldadura. Si, por ejemplo, se realiza una
soldadura de filete en un solo pase de ½″ (12,7 mm.), la entrada de calor sería
aproximadamente de 125 Kj / pulg. (5 Kj / mm.).
El ejemplo siguiente muestra como se evaluaría un procedimiento propuesto para
determinar si los valores eléctricos podrían producir el tamaño de soldadura de
filete esperado.
Ejemplo 1:
Un contratista propone el proceso de soldadura por arco sumergido (S.A.W.), para
realizar una soldadura de filete de 5/16″ usando los siguientes parámetros:
diámetro del electrodo, 5/32″; corriente directa C.D., polaridad negativa, corriente:
575 amperios, voltaje; 34 voltios; velocidad de avance, 22 pulg. / min.
¿Es esta combinación de variables, viable para este tamaño de la soldadura de
filete?
DATOS
Proceso: S.A.W.
Tamaño Cateto: 5/16 pulgadas.
Ø elect: 5/32 pulgadas
Corriente: 575 amperios CD
Polaridad: negativa
Voltaje: 34 voltios
Velocidad de Avance: 22 pulg. / mm.
El procedimiento propuesto es capaz de producir la soldadura requerida.
I.15.- SOLDADURA DE RANURA DE BORDES RECTOS
Con objeto de minimizar los costos de preparación de la junta, pueden emplearse
soldaduras de ranura en juntas de bordes rectos. Este elemento de penetración
completa en la junta (C.J.P) no esta precalificado según el código A.N.S.I / A.W.S. D
1.1- 2010. Para alcanzar con éxito la fusión completa a través de la sección
transversal debe lograrse un equilibrio para obtener penetración adecuada y evitar
aún fundir a través de la junta. Si no se aplica respaldo a la junta, generalmente es
difícil evitar fundir a través de la junta si el nivel de penetración excede
aproximadamente el 60 % de la sección transversal, particularmente cuando se
suelda el primer lado. El segundo lado es más resistente a la fusión a través de la
sección; el factor del 60 % es todavía una buena regla general. Obviamente si
alcanza una penetración menor del 50 % de cada lado, no se puede lograr una
penetración completa en la junta (C.J.P). Con el 60 % de cada lado, habrá
aproximadamente un 20 % de solapamiento entre los dos pases, suficiente para
garantizar la C.J.P.
La máxima entrada de calor que puede ser aplicada mediante el primer pase de
soldadura sin fundir a través de la junta puede ser estimada como sigue:
Hmax1 = 130t - 15 U.S. (5)
Hmax1 = 0.23t - 60 METRICA
Donde, H = entrada de calor, Kj / pulg. (Kj / mm.) y t = espesor de la plancha, pulg.
(mm.).
Mientras la soldadura del otro lado puede tolerar entradas de calor mayores hasta:
Hmax2 = 140t - 15 U.S. (6)
Hmax2 = 0.22t – 0.60 METRICA
Cuando evaluamos las W.P.S podemos usar simplemente máxima absoluta para
prevenir la fusión a través de la junta.
Hmax = 150t U.S. (7)
Hmax = 0.23t METRICA
Las relaciones anteriores están basadas en el proceso S.A.W con corriente continua
polaridad positiva, el cual es el proceso típicamente empleado cuando es necesaria
la penetración profunda para lograr soldaduras de penetración completa en la
junta (CJP), en juntas a tope con bordes rectos.
La figura 2 muestra 42 procedimientos de soldadura por arco sumergido, las juntas
de la referencia 3 y las ecuaciones indicadas anteriormente.
Esto nos da alguna idea de las entradas máximas de calor que pueden ser toleradas
para evitar fundir a través de la junta pero con objeto de alcanzar la penetración
apropiada, la entrada de calor debería ser al menos el 70 % del valor máximo. Ver
el ejemplo siguiente.
afectada por el calor (H.A.Z.). Como ha sido demostrado previamente, es posible
estimar la entrada de calor requerida para realizar una dimensión de soldadura de
filete dado. Así, para un espesor de plancha dado, es posible estimar la mínima
entrada de calor necesaria con objeto de lograr el requisito mínimo de las
dimensiones de las soldaduras de filetes. El procedimiento más directo es el
método en el código, que es para especificar el tamaño mínimo de la soldadura de
filete. Sin embargo, para soldaduras de pasadas múltiples, es igualmente
importante que la entrada de calor para cada pase de soldadura dado sea lo
suficientemente alta tanto como para asegurar la fusión y evitar la evolución de
durezas inaceptables en la zona afectada por el calor (H.A.Z.). La siguiente relación
ha sido derivada a fin de estimar el nivel mínimo de entrada de calor necesario,
basada sobre el espesor de acero el cual va a ser soldado.
Donde H = entrada de calor, Kj / pulg. (Kj / mm.) y t = espesor de la plancha en
pulg. (mm.).
Puesto que es una ecuación para evaluar la entrada de calor, y dado que el asunto
aquí es el mínimo nivel de entrada de calor, la ecuación ha sido basada sobre el
menor nivel de entrada de calor asociado con las soldaduras de filete de pasada
simple.
En caso de que no sea necesario aumentar la entrada de calor más allá del nivel de
50 Kj / pulg. (2 Kj / m.m.), suministrar electrodos de bajo hidrogeno esto es
consistente con el mandato del código que la soldadura de filete no sea mayor de
5/16" (8 mm.), indiferente del espesor de la plancha, cuando se usen electrodos de
bajo hidrogeno y los procesos que sean usados.
I.17.- NÚMERO DE PASES DE SOLDADURAS REQUERIDOS
Cuando un detalle de junta dado ha sido establecido, es posible estimar con
razonable precisión el número de pases que son anticipados para completar la
junta soldada. Para determinar analíticamente el número de pases, se puede usar
la siguiente ecuación.
Donde Wt = peso de metal de soldadura por longitud de soldadura, libras / pie (Kg
/ mm.).

Ejemplo 3
Una WPS propuesta utiliza una entrada de calor de 240 Kj / pulg. (9,5 Kj / m.m.), y
sugiere una soldadura de filete de 1, 75 pulg. (44 mm.) La cual puede ser efectuada
en 7 pases. Es esto válido? tal soldadura de filete requiere aproximadamente 5,7
libras de metal de soldadura por pies.
I.18.- ESPESOR DEL PASE DE RAÍZ
El pase de raíz de una soldadura de ranura es usualmente el pase de mayor dificultad de
realizar y puede ser la parte más crítica de la soldadura, dependiendo de la aplicación de
la junta.
Pases de raíz excesivamente gruesos a menudo contienen inclusiones de escoria y
penetración incompleta. El espesor del pase de raíz en soldaduras de ranuras basada
en la entrada de calor calculada de los parámetros de soldadura puede ser estimada
de la siguiente relación.