Embed Size (px)
Citation preview
1
Beppe Mazzocchi – Quality Operations Director
Merck Sharp & Dohme Pavia
Università di Milano, 22 Aprile 2013
Esperienza di produzione, analisi e
rilascio di un farmaco QbD/RTRT
2
Agenda
• Introduzione
• Esperienza di produzione
• Esperienza di analisi
• Esperienza di rilascio
3
Caratteristiche di Januvia
• Indicazioni
Diabete mellito di tipo II
• Registrazione
US (2006), ROW (es. EU 2007)
• Wikipedia
“In 2006, Merck & Co.’s Januvia became the first product approved based upon such an application.”
• Drug substance
Stabile, molto solubile
• Drug product
Compresse rivestite a rilascio immediato, dissoluzione rapida
3 dosaggi, multipli di peso
Processo di compressione diretta
4
Esperienza di produzione
• Applicazione di QbD e PAT durante sviluppo e produzione
Processo robusto fin dall’inizio, ottima performance e possibilità di controllo durante la produzione
• Performance (Titolo e Uniformità di Dosaggio)
contenuto di principio attivo per compressa
peso delle compresse
• Controllo per es. tramite
Process Monitoring
Quality Risk Management
5
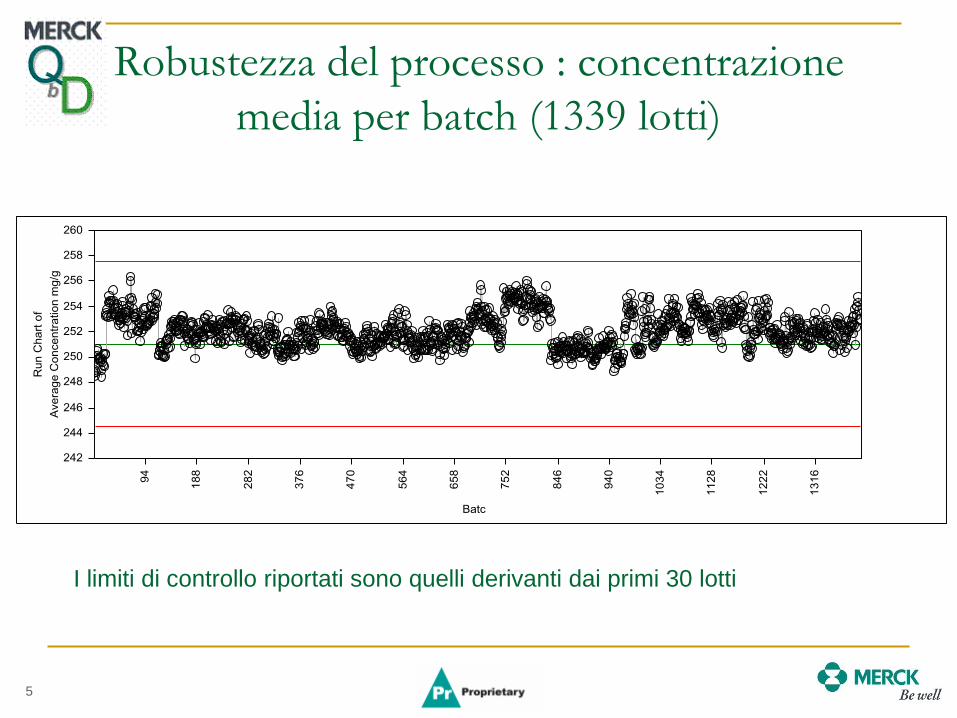
Robustezza del processo : concentrazione
media per batch (1339 lotti)
I limiti di controllo riportati sono quelli derivanti dai primi 30 lotti
6
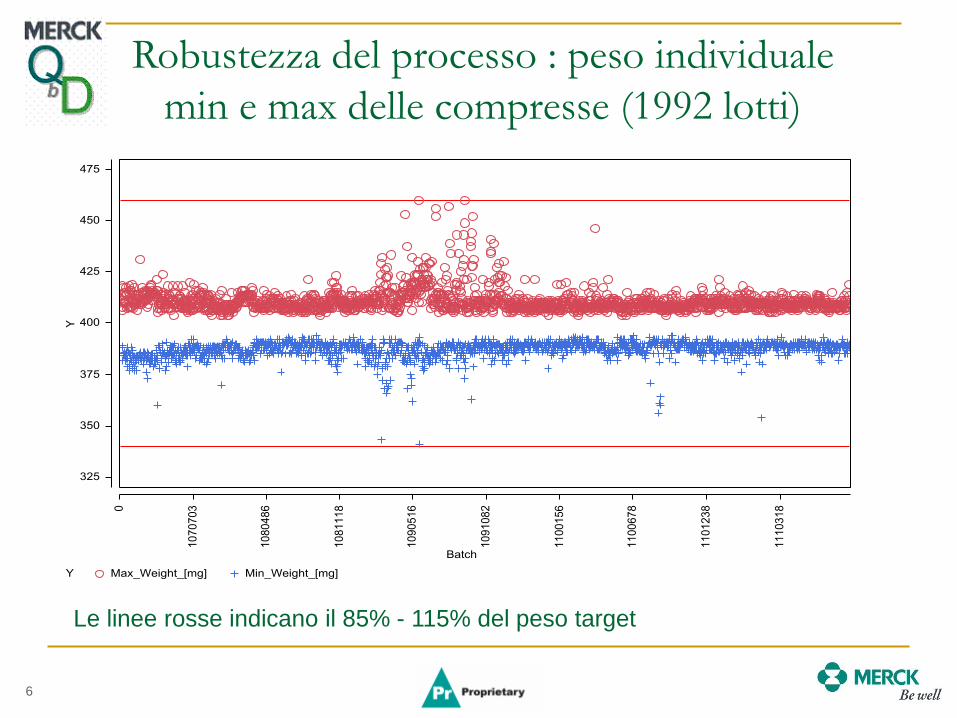
Le linee rosse indicano il 85% - 115% del peso target
Robustezza del processo : peso individuale
min e max delle compresse (1992 lotti)
7
Nuovi sistemi di controllo
• Process Monitoring : è una valutazione in continuo del processo
basata su strumenti statistici (SPC) che ha l’obiettivo di
identificare potenziali trend o shift del processo o degli attributi di
qualità e le relative cause. Come risultato, la variabilità e i
conseguenti problemi di performance e qualità vengono
identificati e prevenuti in maniera proattiva.
• Vedi FDA Guidance su Process Validation datata January 2011 :
“Stage 3 – Continued Process Verification” (Stage 1 è Process
Design e Stage 2 è Process Qualification).
“continual assurance that the process remains in a state of
control (the validated state) ... A system or systems for detecting
unplanned departures from the process as designed …”.
8
Process Monitoring Plan • Controllo inter e intra batch per es. di :
Tablet Weights
Batch Average
Batch Standard Deviation
Number of Tablets Outside of Fette T1 Limits
Concentration
Batch Average
Batch Standard Deviation
Within Batch: concentration and standard deviation by location and
side of press
Disintegration Time
Batch Average
Batch Standard Deviation
9
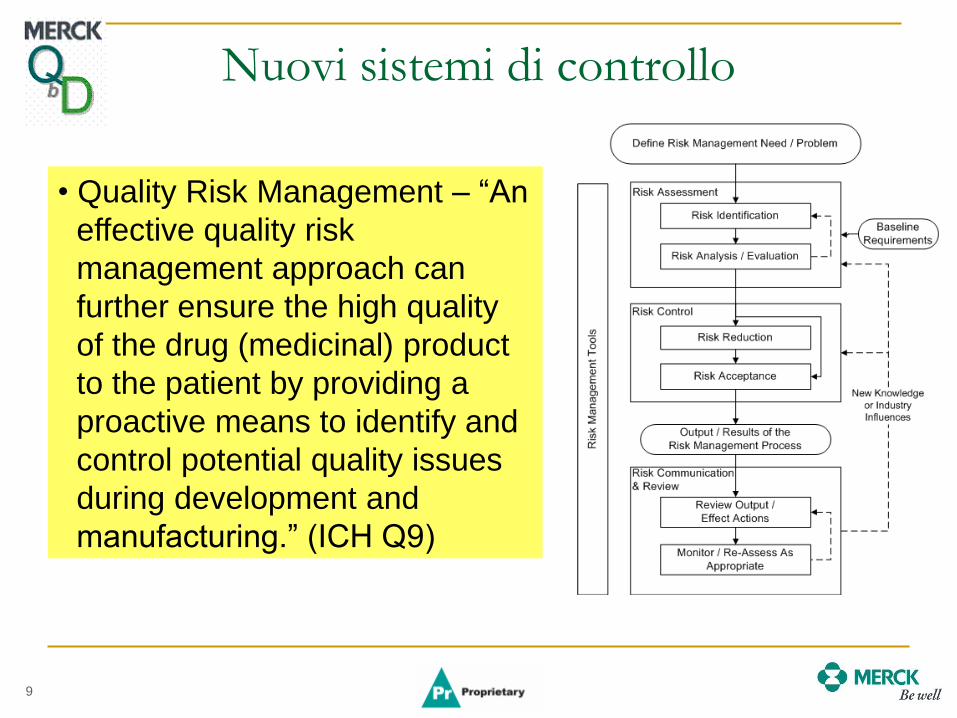
Nuovi sistemi di controllo
• Quality Risk Management – “An
effective quality risk
management approach can
further ensure the high quality
of the drug (medicinal) product
to the patient by providing a
proactive means to identify and
control potential quality issues
during development and
manufacturing.” (ICH Q9)
10
Risk Management
• Risk Assessment : metodologia chiara (spiegazione di risk
ranking e score, definizione della soglia di rischio); tutti i fattori di
rischio rilevanti devono essere valutati, tenendo in
considerazione CQA e QTTP; le valutazioni di rischio devono
essere supportate da dati adeguati (utilizzo anche di prior
knowledge
• Control Strategy : legame robusto con il Risk Assessment;
definizione dei punti dove servono controlli, del tipo di controlli e
dei limiti adeguati
• frequenza predefinita per riesecuzione ed aggiornamento
• deviazioni, cambi, etc.
11
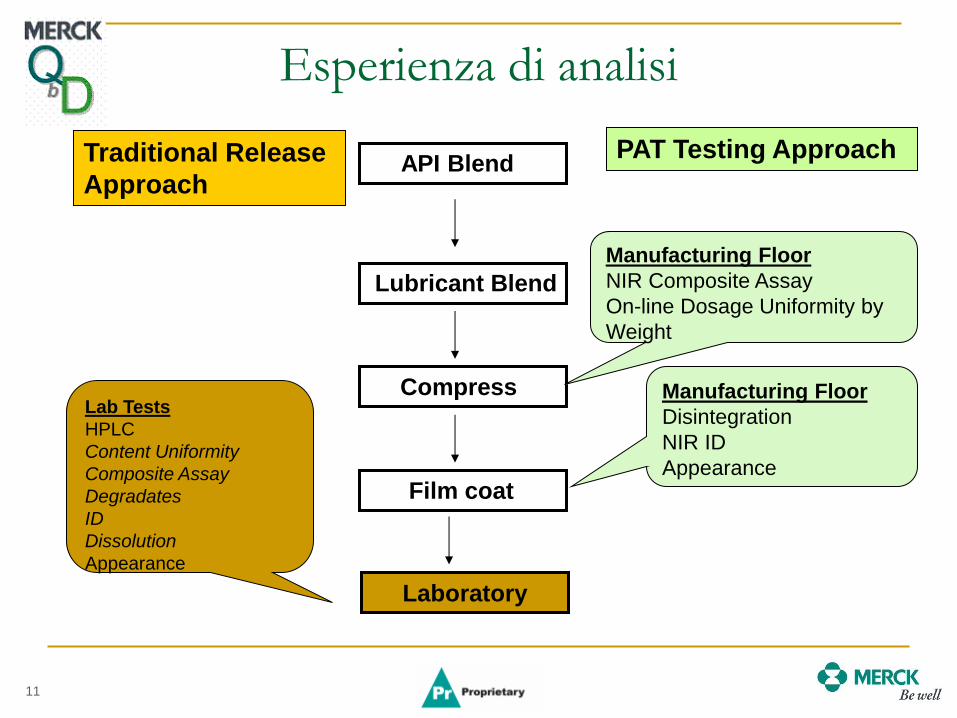
Esperienza di analisi
API Blend
Lubricant Blend
Compress
Film coat
PAT Testing Approach
Manufacturing Floor
Disintegration
NIR ID
Appearance
Manufacturing Floor
NIR Composite Assay
On-line Dosage Uniformity by
Weight
Traditional Release
Approach
Laboratory
Lab Tests
HPLC
Content Uniformity
Composite Assay
Degradates
ID
Dissolution
Appearance

12
Esperienza di analisi
NIR Transmittance
for Assay
Un modello specifico sviluppato per ogni dosaggio
Definito un piano di campionamento rappresentativo
dell’intera popolazione del lotto (es. 72 compresse testate
durante la compressione di un lotto del dosaggio 100 mg)
DU by weight
variation
Compresse pesate direttamente dal check master (es.
230 compresse pesate durante la compressione di un
lotto del dosaggio 100 mg)
13
Spettroscopia NIR
• Vantaggi
Data acquisition & analisi sono veloci
Gli spettri possono essere usati in diversi modi
Buon campionamento delle matrici solide; non è richiesta diluizione o preparazione del campione
Costruzione di modelli matematico statistici; preparazione giornaliera di standard di riferimento non necessaria
• Svantaggi : predizione, non lettura
Influenza delle proprietà fisiche (per es. morfologia, particle size)
Ampiezza delle bande di assorbimento (possibili sovrapposizioni
• Strumenti per verificare e gestire i metodi
Elaborazioni matematico-statistiche degli spettri (modelli multivariati), outlier diagnostics, altro (es. instrument verification)
14
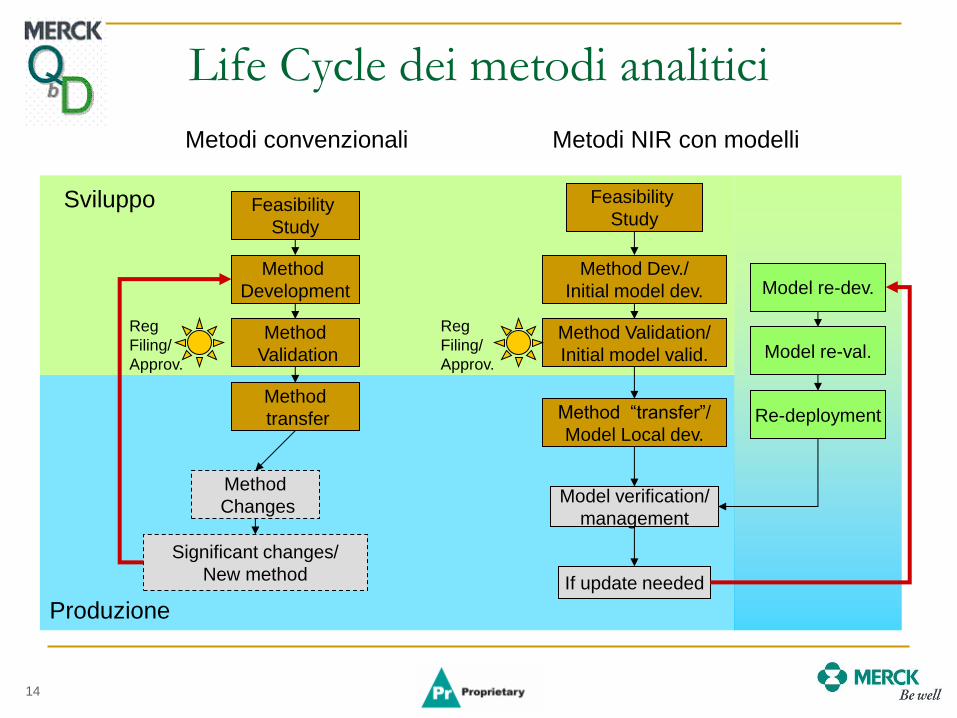
Life Cycle dei metodi analitici
Feasibility
Study
Method
Development
Method
Validation
Method
transfer
Method
Changes
Significant changes/
New method
Reg
Filing/
Approv.
Feasibility
Study
Method Dev./
Initial model dev.
Method Validation/
Initial model valid.
Method “transfer”/
Model Local dev.
Model verification/
management
If update needed
Reg
Filing/
Approv.
Model re-dev.
Model re-val.
Re-deployment
Metodi convenzionali Metodi NIR con modelli
Sviluppo
Produzione
15
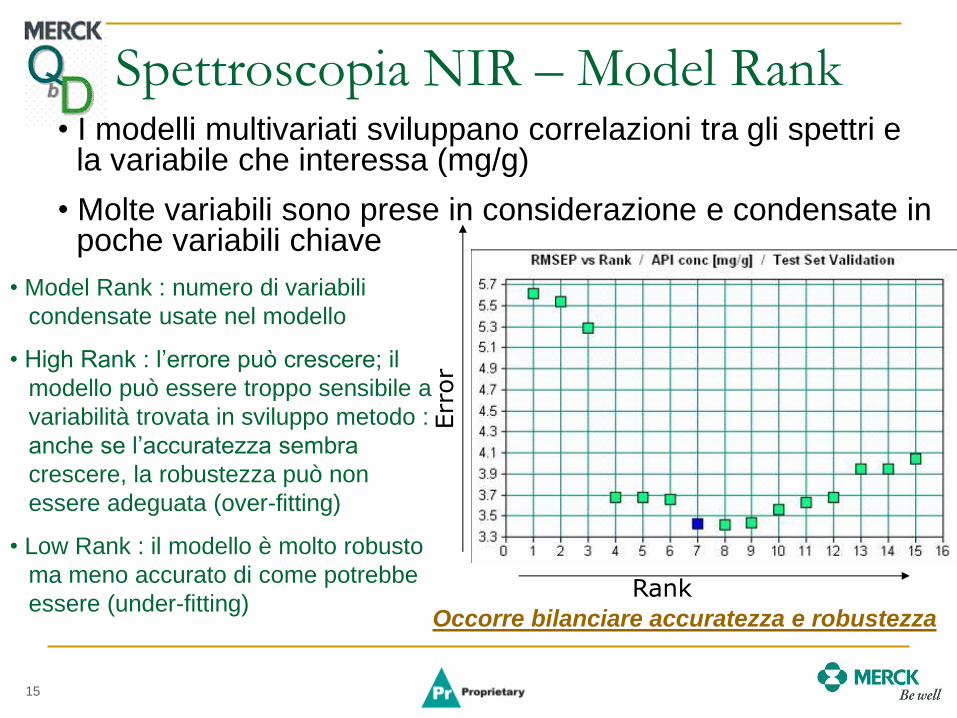
Spettroscopia NIR – Model Rank • I modelli multivariati sviluppano correlazioni tra gli spettri e la variabile che interessa (mg/g)
• Molte variabili sono prese in considerazione e condensate in poche variabili chiave
• Model Rank : numero di variabili
condensate usate nel modello
• High Rank : l’errore può crescere; il
modello può essere troppo sensibile a
variabilità trovata in sviluppo metodo :
anche se l’accuratezza sembra
crescere, la robustezza può non
essere adeguata (over-fitting)
• Low Rank : il modello è molto robusto
ma meno accurato di come potrebbe
essere (under-fitting) Rank
Err
or
Occorre bilanciare accuratezza e robustezza
16
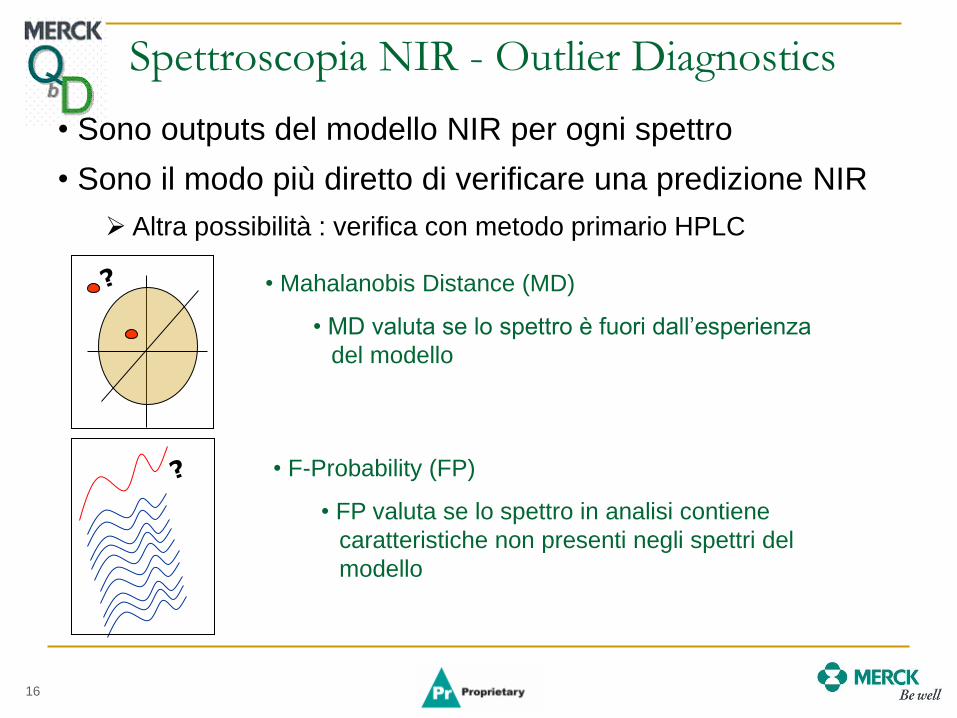
• Sono outputs del modello NIR per ogni spettro
• Sono il modo più diretto di verificare una predizione NIR
Altra possibilità : verifica con metodo primario HPLC
• Mahalanobis Distance (MD)
• MD valuta se lo spettro è fuori dall’esperienza
del modello
• F-Probability (FP)
• FP valuta se lo spettro in analisi contiene
caratteristiche non presenti negli spettri del
modello
Spettroscopia NIR - Outlier Diagnostics
17
Esperienza di rilascio
• Ottima performance del processo, maggiore conoscenza e possibilità di controllo
• Necessità di approccio innovativo nella gestione dei risultati
• Per es. : Test di Uniformità di Dosaggio su popolazioni numerose (Dati di peso delle compresse, n > 100)
Pesare n unità
Esprimere ogni risultato individuale come % label claim
Contare il numero di risultati fuori da 85-115% LC
Il lotto è in specifica se non più di c unità sono fuori da 85-115% LC (No zero tolerance criterion)
18
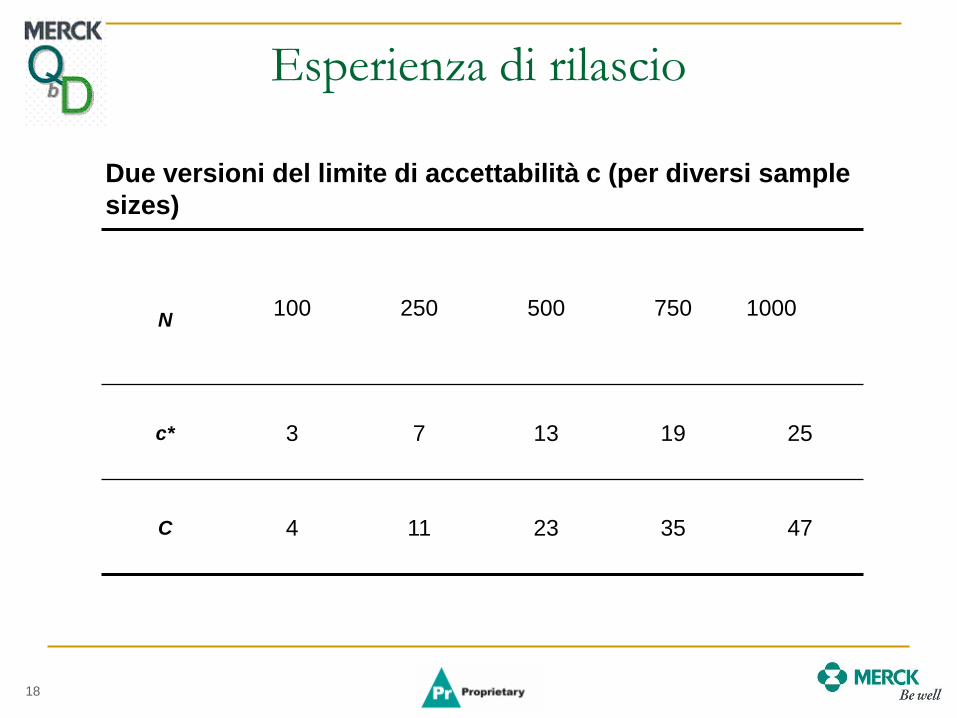
Due versioni del limite di accettabilità c (per diversi sample
sizes)
N 100 250 500 750 1000
c* 3 7 13 19 25
C 4 11 23 35 47
Esperienza di rilascio
19
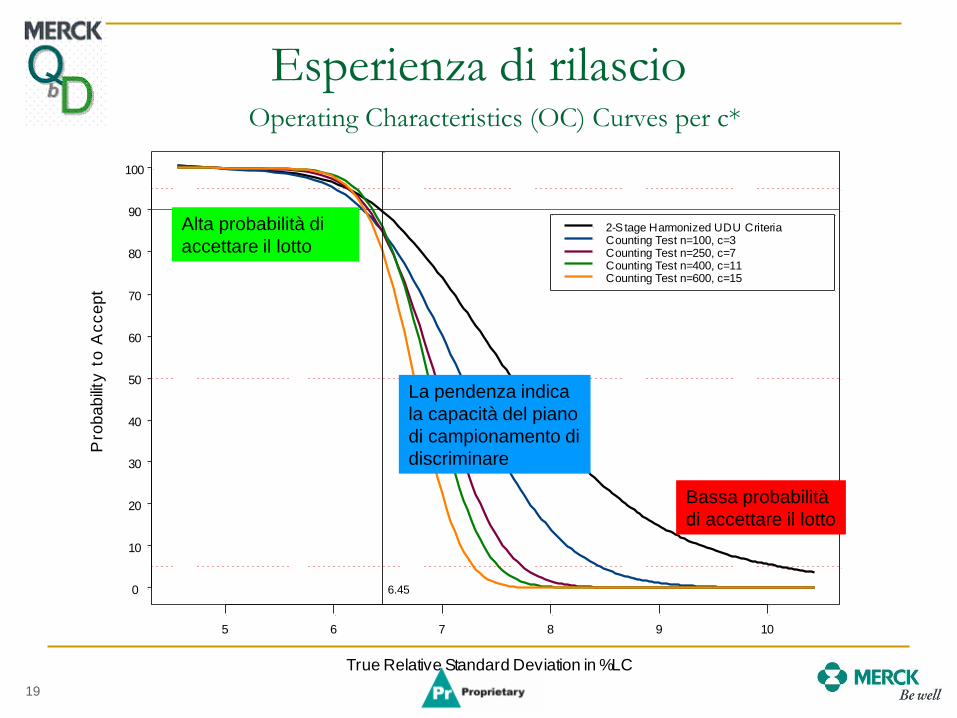
Operating Characteristics (OC) Curves per c*
True Relative Standard Deviation in %LC
Pro
ba
bili
ty t
o A
cc
ep
t
0
10
20
30
40
50
60
70
80
90
100
5 6 7 8 9 10
2-S tage Harmonized UDU CriteriaCounting Test n=100, c=3Counting Test n=250, c=7Counting Test n=400, c=11Counting Test n=600, c=15
6.45
Alta probabilità di
accettare il lotto
Bassa probabilità
di accettare il lotto
La pendenza indica
la capacità del piano
di campionamento di
discriminare
Esperienza di rilascio
20
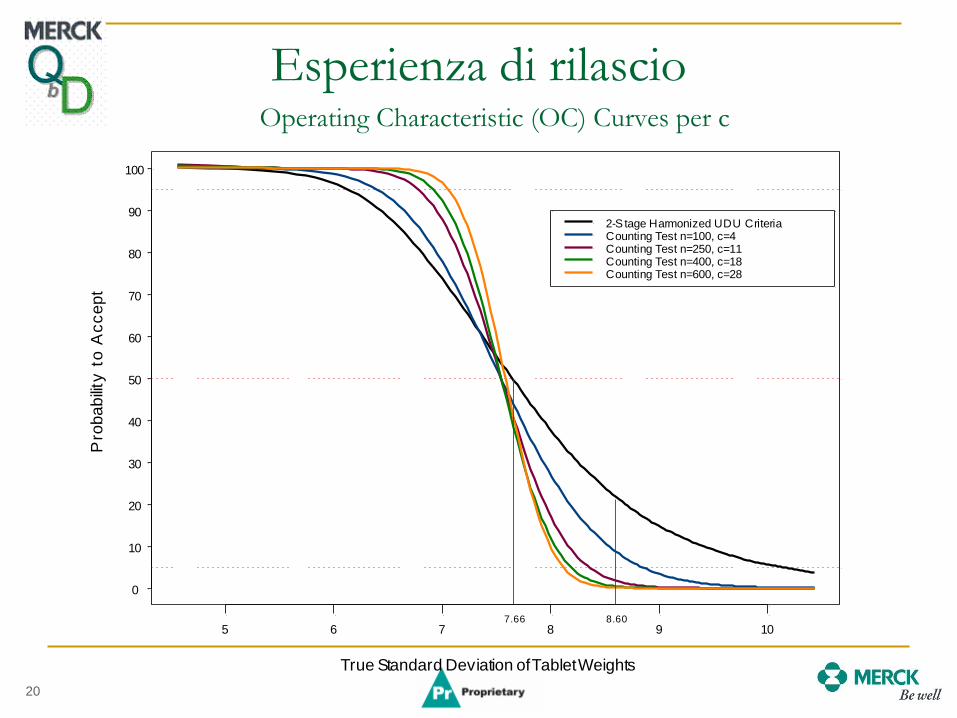
Operating Characteristic (OC) Curves per c
True Standard Deviation of Tablet Weights
Pro
ba
bili
ty t
o A
cc
ep
t
0
10
20
30
40
50
60
70
80
90
100
5 6 7 8 9 107.66 8.60
2-S tage Harmonized UDU CriteriaCounting Test n=100, c=4Counting Test n=250, c=11Counting Test n=400, c=18Counting Test n=600, c=28
Esperienza di rilascio
21
Grazie per l’attenzione !





























