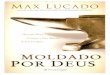
Esquema1Esquema Mquina de Moldar Contrafortes - 1 Esquema
1 -Colocar Contraforte = 10 (Homem)2 -Pegar e Posicionar no
"Quente" = 11 (Homem)3 -Moldar a quente = 40 (Tempo Mquina)4 -Pegar
e Posicionar no "Frio" = 8 (Homem)5 -Moldar a Frio = 50 (Mquina)6
-Tira Sapato Pronto e Pousa = 5 (Homem)1 Par
101110XXXXXXXXXXXXX11810XXXXXXXXX111085XXXXXXX111085XXXXXXX111085XXXXXXX
4040404040
50505050
NT =11 + 10 + 8 + 5 = 33 X 2 = 66TP =11 + 40 = 51 X 2 = 102
S = 66 : 102 = 0,647 --> 65%
TM (Q) =40 + 40 = 80TM (F) = 50 + 50 = 100
U=80 : 102 = 0,784 --> 78%U= 100 : 102 = 0,98 --> 98%
Quantidade Pares/Hora = 6000 : 102 = 59 pares
Este o mtodo que deveria ser adotado visto que a quantidadede
pares produzidos maior do que no mtodo do 2 esquema
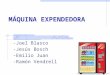
Esquema 2Esquema Mquina de Moldar Contrafortes - 2 Esquema
1 -Colocar Contraforte = 10 (Homem)2 -Pegar e Posicionar no
"Quente" = 11 (Homem)3 -Moldar a quente = 40 (Tempo Mquina)4 -Pegar
e Posicionar no "Frio" = 8 (Homem)5 -Moldar a Frio = 50 (Mquina)6
-Tira Sapato Pronto e Pousa = 5 (Homem)1 Par
101110XXXXXXXXXXXXX81110XXXXXXXXXXXXX581110XXXXXXXXXXXXX581110XXXXXXXXXXXXX581110XXXXXXXXXXXXX
4040404040
50505050
NT =5 + 8 + 11 + 10 = 33 X 2 = 66TP =13 + 40 = 53 X 2 = 106
S = 66 : 106 = 0,623 --> 62%
TM (Q) =40 + 40 = 80TM (F) = 50 + 50 = 100
U=80 : 106 = 0,755 --> 76%U= 100 : 106 = 0,943 --> 94%
Quantidade Pares/Hora = 6000 : 106 = 56 pares
Folha3