Embed Size (px)
Citation preview

EESSTTUUDDIIOO CCOOMMPPAARRAATTIIVVOO DDEELL AASSEERRRRÍÍOO DDEE EENNCCIINNOO YY PPIINNOO EENN EELL
AASSEERRRRAADDEERROO CCOOMMUUNNAALL DDEE CCAAPPUULLAALLPPAAMM DDEE MMÉÉNNDDEEZZ,, OOAAXXAACCAA..
TTEESSIISS PPRROOFFEESSIIOONNAALL
Que como requisito parcial
para obtener el título de
Ingeniero Forestal Industrial
Presenta:
Herenoldo González Martínez
Chapingo, Texcoco, Estado de México
Julio de 2008

v
El presente trabajo de tesis intitulado “Estudio comparativo del aserrío de
encino y pino en el aserradero comunal de Capulalpam de Méndez, Oaxaca”
fue dirigido por el Dr. Rogelio Flores Velázquez y asesorado por la Dra. Martha
Elena Fuentes López. Ha sido revisado y aprobado por el siguiente Comité Revisor
como requisito parcial para obtener el título de:
Ingeniero Forestal Industrial
Comité Revisor:
Presidente ______________________________
Dr. Rogelio Flores Velázquez
Secretario ______________________________
Dra. Martha Elena Fuentes López
Vocal ______________________________
Dr. Leonardo Sánchez Rojas
Suplente ______________________________
M. C. Juan Quintanar Olguín
Suplente ______________________________
M. C. Juan Carlos Tamarit Urias
Julio de 2008

vi
AGRADECIMIENTO
A mis padres: Nicolás González Pacheco y Aniceta Martínez Salinas por darme la
vida, el apoyo moral y económico para salir adelante y que con sus consejos
guiaron mi camino hacia la superación personal.
A mis hermanos: Donata, Enedino y Araceli que siempre estuvieron a mi lado en
los momentos difíciles y me dieron su apoyo tanto moral como económico.
A mi Comité Revisor: Dr. Rogelio Flores Velázquez, Dr. Martha Elena Fuentes
López, Dr. Leonardo Sánchez Rojas, M. C. Juan Quintanar Olguín y M. C. Juan
Carlos Tamarit Urías por sus sabio consejos.
A todos mis compañeros de la Generación 2003-2007 de la carrera de Ingeniero
Forestal Industrial por ser los mejores y acompañarme en los momentos tristes y
felices.
A mi alma mater la Universidad Autónoma Chapingo por aceptarme dentro de sus
instalaciones y muy en especial a la División de Ciencias Forestales por crear la
carrera de Ingeniero Forestal Industrial y ayudarme a formarme profesionalmente.
Al Instituto Nacional de Investigaciones Forestales Agrícolas y Pecuarias (INIFAP)
por adquirir el material para llevar a cabo la toma de datos que requirió éste
trabajo.
Al fondo sectorial CONAFOR-CONACYT por la beca otorgada.
A las autoridades responsables de la Unidad de Aprovechamiento Forestal San
Mateo Capulalpam por otorgar las facilidades para la realización del estudio dentro
de sus instalaciones.

vii
DEDICATORIA
A mis padres por ayudarme a comprender lo duro que es el camino hacia el éxito y
por estar siempre a mi lado.
A mis hermanos por estar siempre a mi lado y ayudarme en los momentos más
difíciles de mi desarrollo como ser humano.
A la Ingeniero Forestal Industrial Idalia Zaragoza Hernández que siempre estuvo a
mi lado y nunca dejó de apoyarme en los momentos de desesperación y felicidad.
A la Ingeniero Forestal Industrial Maria Luisa Acevedo Guerra y al Ingeniero
Forestal Industrial José Rafael Sánchez Domínguez por ayudarme en la toma de
datos.
A todos mis amigos y amigas que tuve durante los siete años dentro de la
Universidad Autónoma Chapingo y muy en especial a la mejor generación de
Ingeniería Forestal Industrial: Gabriel, Maria Luisa, Aideé, Beatriz, Diego, Marisela,
Pedro, Roberto, Oscar, Hugo, Bartolomé, Idalia, Imelda, Rafael y Fabián.
También al 1° 05, 2°05 y 3°05 de la Preparatoria Agrícola.

viii
CONTENIDO PÁG.
ÍNDICE DE FIGURAS ......................................................................................................... ix
ÍNDICE DE CUADROS ........................................................................................................ x
RESUMEN ............................................................................................................................ xi
ABSTRACT ......................................................................................................................... xii
1. INTRODUCCIÓN .......................................................................................................... 1
2. OBJETIVOS ................................................................................................................... 7
2.1. Objetivo general. .................................................................................................. 7
2.2. Objetivos particulares. .......................................................................................... 7
3. REVISIÓN BIBLIOGRÁFICA ...................................................................................... 8
3.1. Variables medidas. ............................................................................................... 8
3.2. Factores que intervienen en el aserrío. ............................................................... 13
3.3. Sierra banda. ....................................................................................................... 15
3.4. El diagrama de corte. .......................................................................................... 19
3.5. Movimientos en el proceso de aserrío. ............................................................... 21
3.5.1. Velocidad de corte. ..................................................................................... 21
3.5.2. Velocidad de alimentación. ......................................................................... 21
4. MATERIALES Y MÉTODOS ..................................................................................... 23
4.1. Descripción del área de estudio. ......................................................................... 23
4.2. Materiales. .......................................................................................................... 24
4.2.1. Características del aserradero. .................................................................... 25
4.2.1.1. Características de las sierras utilizadas. ............................................ 26
4.3. Métodos. ............................................................................................................. 26
4.3.1. Identificación de las especies. ..................................................................... 26
4.3.2. Características de las trozas. ....................................................................... 27
4.3.3. Tipo de corte. .............................................................................................. 28
4.3.4. Velocidad de corte y alimentación. ............................................................. 29
4.3.5. Variables medidas en el aserradero............................................................. 30
4.3.6. Análisis de datos. ........................................................................................ 40
5. RESULTADOS Y DISCUSIÓN .................................................................................. 41
5.1. Especies de encino y pino estudiadas. ................................................................ 41
5.2. Contenido de humedad (CH). ............................................................................. 41
5.3. Aserrío. ............................................................................................................... 42
5.3.1. Coeficiente de aprovechamiento (CA)........................................................ 42

ix
5.3.2. Tiempo efectivo de corte (TEC). ................................................................ 45
5.3.3. Tiempo muerto (TM). ................................................................................. 52
6. CONCLUSIONES. ....................................................................................................... 55
7. RECOMENDACIONES. ............................................................................................. 57
8. LITERATURA CITADA (BIBLIOGRAFÍA CONSULTADA) ................................. 58
9. ANEXOS ...................................................................................................................... 63
ÍNDICE DE FIGURAS
FIGURA PÁGINA
Figura 1. Características de la sierra. .................................................................................... 15
Figura 2. Ubicación de Capulalpam de Méndez, Oaxaca..................................................... 23
Figura 3. Diagrama de corte en cuatro caras. ....................................................................... 28
Figura 4. Corte en cuatro caras. ............................................................................................ 29
Figura 5. Cubicación de trozas por la fórmula de Smalian. ................................................. 31
Figura 6. Al fondo toma de tiempos efectivos y muertos de corte. ...................................... 33
Figura 7. Medición de la madera aserrada. ........................................................................... 35
Figura 8. Cubicación de tablas por la forma del paralelepípedo. ......................................... 36
Figura 9. Muestras para contenido de humedad de la madera.............................................. 39

x
ÍNDICE DE CUADROS
CUADRO PÁGINA
Cuadro 1. Características de las sierras utilizadas. ............................................................... 26
Cuadro 2. Coeficientes de aprovechamiento para las cinco sierras utilizadas. .................... 42
Cuadro 4. Comparación de medias con GLM (por sus siglas en inglés) para los coeficientes
de aprovechamiento de cinco sierras en el aserrío de encino y pino. ................. 44
Cuadro 7. Tiempo efectivo de corte en minutos de acuerdo al volumen aserrado, especie y
número de trozas. ................................................................................................ 48
Cuadro 8. Número de cortes con respecto al tiempo efectivo de corte, volumen aserrado y
especie. ............................................................................................................... 49
Cuadro 9. Tiempo efectivo de corte y velocidad de alimentación promedio para encino y
pino. .................................................................................................................... 50
Cuadro 10. Tiempo muerto en función del número de cortes y volumen aserrado. ............. 52
xi
RESUMEN
Se realizó un estudio comparativo del aserrío de la madera de encino y pino
utilizando el sistema de corte tangencial en el aserradero propiedad de la Unidad
de Aprovechamiento Forestal San Mateo Capulalpam en Capulalpam de Méndez,
Oaxaca. El aserradero utilizado tiene un ancho de pista de 12.7 cm (5 pulgadas) y
una capacidad de producción de 9.2 m3 (4000 pt) de madera de pino por turno.
Para determinar las diferencias existentes entre el proceso de aserrío de encino y
de pino, se realizó una comparación entre el coeficiente de aprovechamiento,
tiempo efectivo de corte y tiempo muerto utilizando cinco sierras: una sierra testigo
empleada para aserrar encino y cuatro para pino, todas con características
apropiadas para trabajar pino. El volumen real total con corteza de madera de
encino fue de 1.44 m3 y para pino de 2.8 m3. En promedio para madera de encino
se obtuvo un coeficiente de aprovechamiento de 49.33 % y para pino de 62.23 %
con diferencia estadística significativa. En encino se presentó un tiempo efectivo
de corte total de 42.98 minutos, realizándose 99 cortes y un total de 49.64 minutos
de tiempo muerto; mientras que en pino las cuatro sierras cortaron en promedio
12.49 minutos, realizando 123 cortes y 30.8 minutos de tiempo muerto. La
velocidad de alimentación utilizada en el aserrío de encino fue de 6.6 m/min y en la
madera de pino se utilizó una velocidad de 33.9 m/min en promedio. El contenido
de humedad de la madera en rollo de 107.4 % y 80.2 % en pino y encino
respectivamente no afectó el proceso de aserrío.

xii
PALABRAS CLAVE
Aserrío, madera de pino y encino, coeficiente de aprovechamiento, tiempo efectivo
de corte
ABSTRACT
It evaluated him the system of tangential sawing in which it is used logs of oak and
pine of different diameters in the property sawmill of the Unit of Production Forest
Saint Mateo Capulalpam in Capulalpam of Méndez, Oaxaca. The sawmill which
used has a width of track of 12.7 cm (5 inches) and a capacity of production of
9.2m3 (4000 foot/board) of wood of pine by turn. To determine the differences
between the process of sawing of oak and pine, was make a comparison between
the coefficient of profitably, time effective of cut and lose time and the differences
they exist during your sawing using five saws, a witness saw employed to saw oak
and four for pine, all are of exclusive use to work pine. It worked to him a real
volume of wood with cortex in oak of 1.44 m3 and for pine of 2.8 m3. In average for
wood of oak is obtained a coefficient of profitably real of 49.33 % and for pine of
62.23 %, with difference statistical. In oak presented an effective time of total cut of
42.98 minutes, carrying 99 cutting edges and a total 49.64 minutes of lose time; in
pine the four saws cutting 12.43 minutes in total, carrying 123 cutting edges and
30.8 minutes of lose time. The velocity of feeding used in the sawing of oak went of
6.6 m/min and the wood of pine used a velocity of 33.9 m/min in average. The
content of moisture of 107.4% in pine and 80.2 % in oak not affected the process of
sawing.
KEY WORDS
Sawing, wood of pine and oak, coefficient of profitably, effective time of cut, lose
time.

xiii

1
1. INTRODUCCIÓN
El bosque visto desde diferentes enfoques tiene infinidad de usos para todo ser
vivo en la tierra. Sin embargo, su aprovechamiento ha sido irracional e inadecuado
desde el inicio de la humanidad, alcanzando la etapa más crítica con la revolución
industrial donde las máquinas empezaron a sustituir al hombre causando daños
principalmente a la naturaleza. Con el uso de máquinas destinadas al sector e
industria forestal se incrementó su aprovechamiento enfocada a especies fáciles
de trabajar como es el caso de las coníferas.
Hoy en día se observa que en los bosques ya son cada vez menos los árboles de
coníferas, los que se pueden utilizar comercialmente, esto debido a que los
diámetros son cada vez más reducidos, pero he aquí la contrariedad porque
existen especies de latifoliadas con diámetros mayores que no se usan y que
según los poseedores de los bosques en México no sirven. Especies como el
encino (Quercus sp.) son convertidos en leña o carbón o simplemente desechados
para generar materia orgánica en los suelos.
Existen muchas diferencias entre las especies de pino y las de encino y sin
embargo, el proceso de aserrío se realiza tradicionalmente con la misma técnica,
utilizando las mismas sierras que para aserrar pino. Un estudio comparativo entre
estas dos especies, nos permitirá identificar el comportamiento de las sierras
usadas normalmente para aserrar pino con respecto a la madera de encino y así

2
determinar si existen diferencias importantes en rendimiento y eficiencia al utilizar
sierras que son utilizadas normalmente en un aserradero destinado a aserrar pino
que para trabajar encino u otras especies existentes en el bosque.
A pesar de que los encinos están considerados en México como el grupo forestal
más importante después de las coníferas, su aprovechamiento ha sido muy
reducido e inadecuado debido principalmente al desconocimiento taxonómico y
tecnológico de las especies existentes; lo cual ha traído como consecuencia una
baja utilización, que no está de acuerdo con las excelentes características que
presentan varias de las especies arbóreas que integran este grupo.
En el municipio de Capulalpam de Méndez, Oaxaca se aprovechan volúmenes
significativos de pino, los cuales se transforman en productos aserrados. Se quiere
aserrar al encino igual que el pino lo que traerá como consecuencia productos de
calidad apenas aceptable en cuanto a rendimiento se refiere. El propósito de este
trabajo es determinar el rendimiento del aserrío y los tiempos de corte en los
productos aserrados de encino y pino.
El aprovechamiento adecuado de cualquier recurso natural se traduce en una
fuente de riqueza y mejoramiento económico para el país que sepa utilizarlo. En el
caso del recurso forestal maderable, por ser renovable, es inagotable, siempre y
cuando su manejo sea racional (SEMARNAP, 1999).

3
En México durante el período 1995-2004 la producción forestal maderable ha
variado, de 6.3 millones de m3r en 1995 a 9.4 millones de m3r en 2000. De 1996
hasta el 2000 se logró una tendencia creciente, decayendo nuevamente en el
2001 y 2002 a 8.1 y 6.7 millones de m3r respectivamente; para el año 2003,
alcanzó un volumen de 7 millones de m3r lo que representa un aumento de la
producción con respecto a la cifra reportada el año anterior. Para el año 2004 hubo
una disminución en el volumen en relación con el año anterior, siendo de 6.7
millones de m3r; presentando el aserrío para el 2003 una producción de 4,805,571
m3r y para el 2004 un total de 4,863,432 m3r lo que representa una variación de
1.2 % entre estos años. El 72.4 % de la producción total de la madera en rollo de
2004 se destinó al aserrío, el 10.6 % a productos celulósicos y el restante 17 % a
tableros, postes, pilotes, morillos y combustibles (SEMARNAT, 2007).
En el ámbito económico, el Programa Nacional Forestal 2001-2006 establece la
necesidad de desarrollar acciones orientadas a incrementar la participación del
sector forestal en la economía nacional, mediante la extracción comercial de la
madera, en base a un aprovechamiento sustentable del potencial productivo
existente. El producto interno bruto (PIB), indica que en el período 2000-2004 el
sector forestal decreció en promedio 0.6 %, mientras que la variación del año 2003
al 2004 incrementó 3.1 % ubicándose en 24,508 millones de pesos con respecto a
los 23,770 millones del 2003; participando en la economía nacional con un PIB del
1.4 % (SEMARNAT, 2007).

4
El aserrío es considerado una de las actividades más importantes de la industria
forestal y es la forma más simple de transformación de la madera a partir de la
troza, por medio de una gran variedad de máquinas y herramientas que van desde
el aserrío manual en donde dos hombres con una hoja de sierra con mangos en
ambos extremos van cortando tablas, hasta los grandes aserraderos sumamente
automatizados que pueden producir hasta 2,500 m3 de producto final en un sólo
turno (Sánchez, 2004; Zamudio, 1986).
Aserrío de madera es el proceso de transformación primaria de las trozas o
madera en rollo en productos útiles para el hombre como son: tablas, tablones,
polines, tiras, costeras, vigas, viguetas y muchos más productos; usando
máquinas automáticas y semiautomáticas cuyo principio es el corte de la madera
usando una hoja con dientes llamada sierra.
El rendimiento de madera aserrada se define como la proporción de madera en
escuadría que resulta al aserrar una unidad de volumen de trozas, a éste se le
conoce como coeficiente de aserrío o coeficiente de aprovechamiento (Ferreira et
al., 2004). El volumen de madera aserrada puede ser afectado por el tipo y tamaño
del equipo de aserrío, las especies, las técnicas utilizadas y la destreza y
capacitación de los operarios responsables del proceso (De Oliveira et al., 2003;
Nájera et al., 2006; Rocha y Tomaselli, 2001).

5
Las especies de coníferas son las más utilizadas por la industria del aserrío, ya
que del volumen total procesado por ésta, el 90.7 % corresponde a estas especies,
y le siguen los encinos con el 5 %, lo que no refleja la importancia del género
Quercus; ya que a pesar de conformar el recurso maderable más abundante
después de los pinos en los bosques de clima templado de la Republica Mexicana
no se aprovechan en su totalidad. Es de notar que este género se encuentra
distribuido en todo el país, creciendo en las regiones semiáridas (Rzedowski,
1978), así como en las zonas más altas donde predominan los climas templados e
incluso en climas tropicales a nivel del mar como Q. oleoides y Q. sapoteifolia
(Aguilar y De La Paz, 1978; Pennington y Sarukhán, 1998; Zavala, 1995).
Algunos factores que han limitado el aprovechamiento industrial de los encinos se
relacionan directamente con las características tecnológicas de su madera y con
los equipos y técnicas de los procesos de transformación. Respecto al proceso de
aserrío, una tendencia general es procesar las trozas en la misma forma que la del
pino. No obstante existen diferencias muy marcadas y que están presentes entre
ambos grupos de especies, entre estas diferencias destacan la densidad, que se
manifiesta en un mayor peso y dureza, así como la estructura anatómica de la
madera, en especial los vasos y radios. Además, para el proceso de aserrío
influyen en el desgaste del filo de las sierras: la dureza de la madera y la presencia
de taninos y tílides (Zavala, 2003).

6
En México existe muy poca información sobre el aserrío de maderas duras, es por
eso que se hace necesario realizar la comparación del proceso de aserrío de
encino con otras maderas duras, las maderas tropicales por ejemplo.

7
2. OBJETIVOS
2.1. Objetivo general.
2.1.1. Determinar las diferencias entre el proceso de aserrío de encino y
de pino en la “Unidad de Producción Forestal San Mateo
Capulalpam” en Capulalpam de Méndez, Ixtlán, Oaxaca.
2.2. Objetivos particulares.
2.2.1 Realizar un análisis comparativo al relacionar las variables:
características de sierra, características del aserradero y especie
con respecto a tiempo efectivo de corte y tiempo muerto en el
aserrío de encino y pino.
2.2.2. Determinar el coeficiente de aprovechamiento en el aserrío de
encino y pino.
8
3. REVISIÓN BIBLIOGRÁFICA
3.1. Variables medidas.
Para Koch (1964), las características más comunes de los dientes de las sierras
banda de 20.32 cm (8 pulgadas) de ancho utilizados en Estados Unidos de
América para aserrar maderas blandas son: paso de diente 7.62 cm (3 pulgadas),
profundidad de garganta 3.81 cm (1 ½ pulgadas), ángulo de corte 30 grados,
ángulo de diente 44 grados, ángulo libre 16 grados y calibres de 16 a 14. Así
mismo, se recomiendan algunas características con respecto a los dientes que han
dado buenos resultados para aserrar maderas duras del oeste de Virginia con
similitudes a las de México: paso de diente 5.08 cm (2 pulgadas), profundidad de
garganta 2.54 cm (1 pulgada), ángulo de corte 30 grados, ángulo de diente 45
grados, ángulo libre 15 grados, características utilizadas en sierras de 15.24 cm (6
pulgadas) de ancho y calibres de 16 a 18; también en sierras de 17.78 cm (7
pulgadas) de ancho y calibres de 15 a 17.
Alemán (1992), determinó el coeficiente de aserrío en el aserradero La Mesilla
propiedad de la Compañía Maderera Guerrero S.A. de C.V., ubicado en Zaragoza,
Nuevo León; es un aserradero marca Louis Brenta para sierras banda de 25.4 cm
(10 pulgadas) de ancho. Utilizó 100 trozas con corteza y de características
representativas de la materia prima que se trabaja en dicho aserradero. El
volumen de trozas fue de: 45.487m3 rollo con corteza y 41.171m3 rollo sin corteza.

9
Después de aserrada la madera, se dividió en grupos y se realizaron mediciones a
10 piezas que sirvieron como muestra. El coeficiente de aserrío real obtenido fue
de 61.73 %.
Para conocer el comportamiento que presentan distintos aserraderos con respecto
al coeficiente de aprovechamiento, Zavala (1992a) analizó el proceso de aserrío
en trozas de pino en seis aserraderos de sierra banda: dos de 15.24 cm (6
pulgadas), dos de 20.32 cm (8 pulgadas) y dos de 25.4 cm (10 pulgadas) de
ancho. Encontró una variación en el coeficiente de aserrío nominal de 41.5 % a
44.16 % y para el coeficiente de aserrío real variación de 54.96 % a 61.63 %.
Zavala (1992b) determinó el coeficiente de aprovechamiento real y nominal de la
trocería de pino en dos aserraderos banda del estado de Tlaxcala, evaluando la
influencia del diámetro y calidad de las trozas en el rendimiento de madera
aserrada. El número de trozas analizado fue de 279 en un aserradero de
Nanacamilpa y de 249 en un aserradero de San Andrés Ahuahuastepec. El
coeficiente de aprovechamiento nominal varió de 39.44 % a 40.85 % y el
coeficiente de aprovechamiento real de 51.83 % a 54.44 %, para el aserradero de
Nanacamilpa y San Andrés respectivamente. Sin embargo, con respecto a otros
resultados obtenidos en otros trabajos se consideran bajos afectados
principalmente porque los diámetros fueron inferiores a 30 cm (12 pulgadas): en
79.29 % para el aserradero de Nanacamilpa y 74.88 % para San Andrés
Ahuahuastepec. Con respecto a la calidad de la trocería: 67.32 % fue de 4ª y 5ª
10
para Nanacamilpa y 66.53 % de 4ª y 5ª para San Andrés. Cabe destacar que el
diámetro y la calidad de la trocería son determinantes en el coeficiente de
aprovechamiento y en la calidad de madera aserrada que se obtiene.
Al probar dos sierras banda de 12.7 cm (5 pulgadas) de ancho para aserrar
encino, una con dientes recubiertos con estelite No. 12 y la otra con dientes sin
recubrimiento, con características de las sierras: calibre 18, paso de diente de
3.175 cm (1 ¼ pulgadas), profundidad de garganta de 1.111 cm (7/16 pulgada),
ángulo de ataque 30 grados, ángulo de diente 44 grados y ángulo de salida 16
grados. Las trozas fueron aserradas en cuadrados con dimensiones uniformes de
20 cm por lado (8 pulgadas) de ancho y 2.44 m (8 pies) de longitud. Durante el
aserrío se tomaron varios datos de variables que permitieron evaluar la eficiencia
de corte de cada una de las sierras, siendo: desafilado de los dientes, velocidad de
alimentación, tiempo efectivo de corte, contenido de humedad y consumo de
energía. El resultado fue que el desafilado de la sierra con dientes recalcados
siempre fue mayor que el que se presenta en la sierra con los dientes recubiertos
con estelite 12 hasta cuatro veces más (Flores, et al., 1998).
Al analizar el comportamiento del proceso de aserrío para Dialium guianense que
es una madera con dureza similar al encino, se llevó a cabo un experimento en
dos aserraderos de Costa Rica tomando como factores a estudiar el tiempo
efectivo por área de corte. Fueron usadas dos sierras por cada aserradero: una sin
recubrimiento y otra con estelite 12; ambas con las mismas características, ancho

11
de sierra de 22.86 cm (9 pulgadas), paso de diente de 3.81 cm (1 ½ pulgadas),
profundidad de garganta de 1.693 cm (2/3 pulgada), calibre 17, ángulo de corte 25
grados, ángulo de diente 48 grados, ángulo libre 17 grados. La sierra sin estelite
12 presentó en promedio un tiempo efectivo de aserrío total de 6.41 minutos con
una área aserrada de 4.37 m2 (el tiempo efectivo representó el 25 % del tiempo
total de asierre). Mientras que la sierra con estelite 12 presentó en promedio un
tiempo efectivo total de aserrío de 21.12 minutos en un área de 31.70 m2 (García y
Moya, 1998).
Zavala y Hernández (2000), determinaron un tamaño de muestra de 87 trozas para
tener confiabilidad del 95 % en el aserrío de pino, con base en la variación del
coeficiente de aserrío de una premuestra de 30 trozas. De la trocería utilizada, 43
% fue clasificada como de alta calidad, 26 % de clase media y 31 % de baja
calidad. Respecto al diámetro, el 89.65 % se ubicó en un rango de 30 a 55 cm (12
a 22 pulgadas). El coeficiente de aprovechamiento nominal que se determinó fue
del 51 %, la proporción de costeras y recortes fue del 27 % y el porcentaje de
aserrín de 22 %.
En un aserradero de Guanaseví, Dgo., se determinó el coeficiente de aserrío real
con una muestra de 200 trozas del género Pinus de medidas comerciales y con
características representativas de la materia prima que se utiliza en dicho
aserradero. Se le tomaron por troza dos medidas diamétricas con corteza. De la
madera que entró al proceso de transformación, el diámetro promedio de ambos

12
extremos de las trozas fue de 37.20 cm (15 pulgadas). El largo medio de las trozas
fue de 5.43 m (18 pies). El coeficiente de aserrío real con corteza fue de 60.54 % y
de 66.49 % sin corteza. Los productos finales fueron largas y cortas dimensiones
como tablas de 2.22 cm (7/8 pulgada) y tablones de 3.18 cm (5/4 pulgada) y 3.81
cm (6/4 pulgada), polines, vigas y durmientes, palillos, tiras y pedacería (Chan y
Morales, 2001).
Para determinar el coeficiente de aserrío para el Sur de Jalisco se estudiaron
cuatro aserraderos banda, en cada aserradero se utilizaron 120 trozas de diferente
diámetro y 2.44 m (8 pies) de longitud, seleccionadas al azar y divididas en lotes
de 30 trozas. La cubicación de las trozas se realizó con y sin corteza utilizando la
fórmula de Smalian. Se obtuvieron tablas de 1.905 cm (3/4 pulgada) y tablones de
3.81 cm (1½ pulgadas) de espesor, en cortas dimensiones y en calidad mill–run. El
coeficiente de aserrío nominal fue del 44.58 % y el real del 61.72 % (García, et. al.,
2001).
Para analizar el control de calidad del proceso de aserrío de encino se compararon
el sistema de corte tradicional con el radial y su efecto en los coeficientes de
aprovechamiento, en los tiempos de procesamiento y en la proporción de
dimensiones en anchos de la madera generada; procesándose trocería de
Quercus laurina, Q. candicans y Q. acutifolia en un aserradero banda de 20.32 cm
(8 pulgadas), con sierras tradicionales para pino. El coeficiente de aserrío con el
sistema tradicional fue de 55.83 % y para el radial del 52.31 %. El tiempo de

13
aserrío para procesar 2.3 m3 (1000 pt) en el sistema tradicional fue de 73 minutos
y en el radial de 103 minutos, lo que representa un 41 % más del tradicional. Con
el sistema de aserrío radial, se generó una proporción alta (77 %) de tablas de
10.16 cm (4 pulgadas) y 15.24 cm (6 pulgadas), y 23 % de tablas con anchos
mayores de 20.32 (8 pulgadas). Con el aserrío tradicional, las proporciones se
invierten significativamente (Zavala, 2003).
Nájera, et al. (2006), evaluaron tres sistemas de aserrío (tangencial, radial y mixto)
en un aserradero de 20.32 cm (8 pulgadas), utilizándose 78 trozas de encino rojo
(Quercus sideroxyla Hump & Bompl.) de la región de El Salto, Dgo., para
determinar el rendimiento, la calidad y los tiempos del proceso. Los resultados
muestran que el mejor rendimiento en madera aserrada se consiguió con el
sistema de aserrío tangencial con 67.98 %, mientras que el menor rendimiento se
observó en el sistema radial con 46.99 %. El menor tiempo para procesar 1000
pies tabla se logró utilizando el sistema de aserrío tangencial con 44.65 minutos
por 74.20 minutos del radial. La velocidad de alimentación promedio utilizada fue
de 28.4 m/min.
3.2. Factores que intervienen en el aserrío.
Álvarez y Andrade (2002), determinaron y caracterizaron los principales factores
que influyen en el rendimiento de la madera aserrada en diferentes aserraderos de
Cuba. Obtuvieron que el diámetro, longitud y conicidad de las trozas; así como el

14
tipo de sierra, calidad de la troza y esquema de corte, son los factores en orden de
importancia, que más influyen sobre el rendimiento de madera aserrada.
Flores y Fuentes (2002) señalan que las características y propiedades de la
madera más importantes que influyen en la calidad de superficie maquinada son:
la densidad, el contenido de humedad, la dirección del hilo, textura, porosidad,
contenido de extractivos, elasticidad, número de anillos de crecimiento por
centímetro y temperatura. Aunque estas características también influyen de
manera directa en el aserrío por ser el proceso de transformación primaria de la
madera.
Según la relación entre: calibre de la sierra, paso de diente y velocidad de corte,
las características de los aserraderos de Estados Unidos que más se acercan a los
de México son: ancho de sierra 17.78 cm (7 pulgadas), calibre 18, paso de diente
de 3.18 cm (1 ¼ pulgadas) y velocidad de 7000 pies periféricos por minuto (PPPM)
(Quelch, 1962).
El aprovechamiento óptimo de la madera en forma cuantitativa y cualitativa es el
principio fundamental del proceso de aserrío. Con el fin de lograr este objetivo, se
requieren no sólo máquinas modernas de alto rendimiento y precisión, sino
también, sierras de primera calidad debidamente preparadas o acondicionadas
para los trabajos específicos que deben realizar (Schrewe, 1983).

15
3.3. Sierra banda.
La sierra banda es el principal componente en el proceso de aserrío, sus
características que representan mayor importancia para incrementar el volumen de
madera procesada son las que se muestra en la Figura 1.
Figura 1. Características de la sierra.
Paso de diente: En el caso del aserrío de la madera de encino se ha establecido
un estándar de 3.175 cm a 5.715 cm (1 ¼ pulgadas a 2 ¼ pulgadas) de acuerdo
con el calibre de la sierra, porque a menor espesor de la sierra, le corresponde un
menor paso de diente (Flores y Fuentes, 2002; Schrewe, 1983).
Profundidad de garganta: En el aserrío de maderas duras con dientes
recalcados, se recomienda utilizar una profundidad de garganta de 1/3 del paso de
diente como máximo en el aserrío de maderas duras con dientes recalcados
(Becerra, 1976; Flores y Fuentes, 2002; Schrewe, 1983; Sierras y Maquinaria S.
A., 2005).

16
Ancho de corte: Para el caso de encino se recomienda que sea de 2 a 4 décimas
de milímetro menor que el ancho de corte utilizado para el aserrío de pino (0.6-0.8
mm + espesor de la sierra), ó 50 % mayor que el grosor de la misma, esto se
consigue con el trabado o recalcado de los dientes, con el recalcado se está en
posibilidad de aumentar la velocidad de alimentación y con ello la producción
(Enríquez, 2004; Flores y Fuentes, 2002).
Ángulo de corte: Es recomendable que para aserrar encino el ángulo de corte
sea de 15 grados a 20 grados en dientes trabados y de 20 grados a 30 grados en
dientes recalcados en las sierras bandas (Becerra, 1976; Flores y Fuentes, 2002;
Sánchez, 1994). Se recomienda para maderas densas y duras usar ángulos de
corte de 22 grados a 24 grados, para maderas suaves a ligeramente densas un
ángulo de 30 grados (Sierras y Maquinaria S. A., 2005).
Ángulo de diente: El encino por ser una madera dura requiere para su aserrío
dientes con un ángulo del cuerpo del diente que se encuentre entre los 45 grados
y 60 grados (Becerra, 1976; Flores y Fuentes, 2002). Un ángulo que oscile entre
los 56 grados y 60 grados es el más recomendado para maderas duras y para
maderas suaves o de densidad media un ángulo de 49 grados (Sierras y
Maquinaria S. A., 2005).
Ángulo de limpieza: En el aserrío de encino se ha establecido que los ángulos de
limpieza varían entre 7 grados y 20 grados, aunque lo más recomendable es de 8
17
grados a 12 grados (Flores y Fuentes, 2002; Sánchez, 1994). Para maderas duras
un ángulo de limpieza de 10 grados es el más indicado y para maderas suaves es
de 16 grados (Sierras y Maquinaria S. A., 2005).
Bejar (1982), probó cuatro sierras, tres sin recubrimiento y una con recubrimiento
de estelite 12, con diferentes características; todo ello con el objetivo de encontrar
la sierra apropiada en el aserrío de encino, basando el estudio en tiempo total de
operación, tiempo efectivo de corte y volumen de madera aserrada; aserrando
7.78 m3 de madera de encino en rollo y encontrando que el tipo de sierra que dio
mejores resultados fue la sierra con estelite 12, ancho de sierra 20.32 cm (8
pulgadas), calibre 16, paso de diente 4.445 cm (1 ¾ pulgadas), profundidad de
garganta 1.27 cm (½ pulgada), ángulo de ataque 16 grados, ángulo de diente 58
grados, ángulo de incidencia 16 grados; aserrando en un lapso de 3 horas, 31
minutos y 42 segundos registró un tiempo efectivo de corte de 1 hora, 4 minutos y
38 segundos, en total aserró 2.778 m3 de madera de encino. Mientras que para las
sierras sin recubrimiento la que dio mejores resultados fue una sierra banda de
20.32 cm (8 pulgadas), calibre 16, paso de diente 3.81 cm (1 ½ pulgadas),
profundidad de garganta 1.27 cm (½ pulgada), ángulo de ataque 28 grados,
ángulo de diente 50 grados y ángulo de incidencia 12 grados.
Las características de la sierra banda para llevar a buen término el aserrío de la
madera de encino son dientes recubiertos con estelite 12, ángulo de corte de 15
grados a 30 grados, ángulo de diente entre 45 grados y 60 grados, ángulo de

18
limpieza de 8 grados a 12 grados, paso de diente de 3.18 cm (1 ¼ pulgadas) a
5.72 cm (2 ¼ pulgadas), profundidad de garganta 0.85 cm (1/3 pulgada) del paso
de diente o no mayor de 10 veces el espesor de la sierra (Quintanar, 1996).
Flores, et. al. (2001), indican que la dificultad para aserrar encinos está
relacionada con la utilización de sierras banda que no reúnen las especificaciones
necesarias para este tipo de madera y en la inadecuada combinación de la
geometría de los dientes (ángulo de corte, ángulo de diente, ángulo libre, paso de
diente, profundidad de garganta y espacio libre lateral).
Enríquez (2004), aserró trocería de encino proveniente de los estados de Hidalgo y
Oaxaca con cinco sierras banda diferentes, en un aserradero de 12.7 cm (5
pulgadas) propiedad del Instituto Nacional de Investigaciones Forestales Agrícolas
y Pecuarias (INIFAP) en San Martinito, Tlahuapan, Puebla; para determinar el
desgaste de las mismas, midiendo el desafilado de los dientes en intervalos de 2.3
m3 (1000 pt) hasta terminar el filo. Dos sierras contaron con dientes recubiertos de
estelite 12, mientras que las tres restantes tuvieron solamente dientes recalcados;
encontrándose que el desafilado fue menor en la sierra con estelite 12; en el caso
de los dientes recalcados el desafilado se incrementó. Respecto al tiempo efectivo
de corte, este fue mayor para las sierras con estelite 12. El contenido de humedad
no tuvo influencia sobre el comportamiento del desafilado de las cinco sierras.

19
Ramos (2006), probó cinco diferentes sierras banda con el objetivo de seleccionar
una sierra eficiente para el aserrío de encino (Quercus sideroxyla) en la región
forestal Tutuaca en el estado de Chihuahua. Dos fueron endurecidas en sus
dientes con estelite 12, dos sin recubrimiento en sus dientes, y la sierra testigo fue
la que tradicionalmente usan los aserraderos de la región. Las sierras fueron
probadas en producción de 2.3 m3 (1000 pt) en series sucesivas hasta su
desafilado. Las variables que midió fueron: coeficiente de aserrío, variación en el
grosor de la madera, tiempo efectivo de corte, pérdida de recalcado y consumo de
energía. Obteniendo como resultado que la sierra testigo se desafiló más
rápidamente y mostró valores indeseables en las variables evaluadas; mientras
que las características de la sierra con mejores resultados fueron: profundidad de
garganta 1.27 cm (½ pulgada), paso de diente 3.81 cm (1 ½ pulgadas), ángulo de
ataque 25 grados, ángulo de diente 45 grados, ángulo de incidencia 20 grados,
recubrimiento del diente con estelite 12.
3.4. El diagrama de corte.
El diagrama de corte es un perfil anticipado de las piezas que resultan de aserrar
una troza, es decir es la vista de la sección transversal en el extremo de la troza,
donde puede verse el corte de la sierra y las dimensiones de la madera aserrada a
obtener. El objetivo es obtener el mejor coeficiente de aserrío que sea posible
(optimizar la materia prima); para ello se sugiere que de las trozas de coníferas se

20
saquen tablas de albura y en trozas de hojosas tablas de duramen (Sánchez,
1994).
Para Quintanar (1996), es recomendable usar el diagrama de corte en cuartos. El
diagrama de corte consiste básicamente en esquematizar los cortes programados
en la sección transversal en cada troza para obtener las piezas aserradas que se
consideren más adecuadas, según los requerimientos de tipos de productos y las
características que presenta la troza. En la mayor parte de los aserraderos de
México, el diagrama de corte y los métodos de asierre se utilizan de manera
empírica; siendo el diagrama de corte en cuatro caras el más usado, el cual
consiste en ir volteando la troza en el carro; además se utiliza el diagrama de corte
en cuartos para obtener más cortes radiales. La técnica de diagramas de corte
permite la optimización de la producción con respecto a calidad y cantidad de
productos terminados; además su uso permite adecuarse al grado de
mecanización del aserradero y a la especie que se trabaje (Flores y Fuentes,
2002).
Para Díaz (2004), no hay una regla fija para aserrar las trozas, no obstante el uso
de los diagramas de corte permite inducir a un aumento en el aprovechamiento de
la materia prima.

21
3.5. Movimientos en el proceso de aserrío.
3.5.1. Velocidad de corte.
Se sugiere que la madera de pino se asierre a velocidades que oscilen entre 8000
y 10000 pies/minuto y la madera dura como el encino se asierre a velocidades que
oscilen alrededor de los 6000 pies/minuto. Para calcular la velocidad de corte de la
sierra se sugiere que, una vez conociendo el diámetro de los volantes y velocidad
de giro de estos (rpm), se utilice la siguiente fórmula (Flores y Fuentes, 2002;
Zamudio, 1986):
pies)(en volantedel diámetro x 3.1416 x volantedel rpm corte de Velocidad
Y cuando no se tienen las rpm del volante, se utiliza la siguiente fórmula (Flores y
Fuentes, 2002):
receptora polea la de diámetro
motor del rpm x impulsora polea la de diámetro volantedel rpm
3.5.2. Velocidad de alimentación.
Para Quelch (1962) cuanto más lenta sea la alimentación de la troza en su asierre,
menos pies periféricos por minuto (PPPM). Entonces se supondría que para

22
obtener una alimentación más alta sería necesario incrementar los PPPM de la
sierra. Esto no es posible porque hay mayor vibración a velocidades más altas,
además de mayor flexión sobre los volantes, con esto una sierra cinta se ve mucho
más expuesta a agrietamientos.
La velocidad de alimentación para encino oscila entre 20 y 25 m/min (Quintanar,
1996). Sin embargo se debe emplear una velocidad cercana a los 25 m/min para el
aserrío de encino. En México, equivocadamente se pretende aserrar a los encinos
a la misma velocidad que se asierra el pino, lo cual trae consigo serios problemas
para la industrialización de la madera de dichas especies (Enríquez, 2004;
Jiménez, 1985). La velocidad de alimentación se calcula con la fórmula (Flores y
Fuentes, 2002):
p
E x Vc Va
Donde:
Va: Velocidad de alimentación en metros/minuto.
Vc: Velocidad de corte en metros/minuto.
E: Espesor del aserrín en milímetros.
P: Paso de diente en milímetros.

23
4. MATERIALES Y MÉTODOS
4.1. Descripción del área de estudio.
El estudio se realizó en el municipio de Capulalpam de Méndez (Figura 2).
Figura 2. Ubicación de Capulalpam de Méndez, Oaxaca.
El aserradero de la Unidad de Aprovechamiento Forestal San Mateo Capulalpam
se encuentra en el municipio de Capulalpam de Méndez, Oaxaca, éste se localiza
en la región de la Sierra Norte o Sierra Juárez, pertenece al Distrito de Ixtlán de
Juárez. Se ubica en las coordenadas: Latitud norte 17° 18’, Longitud oeste 96° 27’,
a una altitud de 2,040. Su principal recurso es el forestal y el tipo de suelo

24
localizado es el luvisol vértico (Gobierno del Estado de Oaxaca, 2007). Tiene una
extensión de 7,300 ha (INE, 2005).
El clima predominante es el frío-húmedo, aunque en temporadas del año se vuelve
templado. (Gobierno del Estado de Oaxaca, 2007).
La flora del bosque está compuesta por los géneros: pino (Pinus spp.), encino
(Quercus spp.), fresno (Fraxinus spp.), madroño (Arbutus spp.) y otros (Gobierno
del Estado de Oaxaca, 2007).
El aprovechamiento forestal colectivo ha fortalecido a la comunidad para
desarrollar el manejo forestal, el cuidado del bosque y la gestión de la empresa
forestal (INE, 2005).
4.2. Materiales.
a) Madera en rollo de encino.
b) Madera en rollo de pino.
c) Formatos de captura (Anexos 1, 2, 3, 4 y 5).
d) Tablas de apoyo.
e) Cronómetros.
f) Flexómetros.
g) Vernier digital y manual.

25
h) Crayones industriales.
i) Papelería.
j) Tacómetro.
k) 5 Sierras con diente recalcado de 12.7 cm (5 pulgadas).
l) Guantes de carnaza.
m) Pintura en aerosol.
4.2.1. Características del aserradero.
El estudio se realizó en el aserradero propiedad de la Unidad de Aprovechamiento
Forestal San Mateo Capulalpam. La capacidad de producción del aserradero es de
9.2 m3 (4,000 pt) de madera de pino por turno de 8 horas.
La sierra principal consiste en una sierra tabletera adaptada para tal fin, con 700
revoluciones por minuto, cuya velocidad de corte es de 2200 m/min (7200
pies/minuto). Diámetro de los volantes de 1 m (39 pulgadas), separación máxima
entre volantes de 1.5 m (59 pulgadas), ancho de pista de 11.43 cm (4 ½ pulgadas).
El motor de la torre es marca Perkins de 98 HP con una velocidad de giro de 1750
revoluciones por minuto. Diámetro de polea impulsora de 20.32 cm (8 pulgadas) y
de polea receptora de 50.8 cm (20 pulgadas).

26
4.2.1.1. Características de las sierras utilizadas.
Se utilizaron cinco sierras con características semejantes, como se muestra en el
Cuadro 1, todas calibre 17 y sin recubrimiento de estelite.
Cuadro 1. Características de las sierras utilizadas.
Sierra Profundidad de garganta (pulgadas)
Paso de diente
(pulgadas)
Ángulo de
ataque (grados)
Ángulo de
diente (grados)
Ángulo de
incidencia (grados)
T2 5/8 1 ½ 30 44 16
1 5/8 1 ½ 30 44 16
2 5/8 1 ½ 30 44 16
3 5/8 1 ½ 30 44 16
4 5/8 1 ½ 30 44 16
T2: Sierra testigo número 2.
La sierra T2 fue utilizada sólo para aserrar trocería de encino, en tanto que las
sierras 1 a la 4 se utilizaron sólo para aserrar pino.
4.3. Métodos.
4.3.1. Identificación de las especies.
Sólo se colectaron muestras botánicas en el bosque de Capulalpam de Méndez en
asociaciones de encino-pino, las muestras fueron obtenidas de todos los árboles

27
que se utilizaron para obtener la trocería para el proceso de aserrío. Cada una de
ellas fue identificada en el herbario del CENID-COMEF del INIFAP.
Las trozas fueron marcadas con una clave para tener bien identificado el número
de árbol al cuál pertenecieron y el número de troza correspondiente
4.3.2. Características de las trozas.
La trocería consistió en 2.8 m3 (1217 pt) de madera en rollo de pino y 1.8 m3 (783
pt) de madera en rollo de encino. El volumen de madera de encino se conformó
con trozas de 2.64 m (8 pies) de longitud promedio y diámetros promedio máximos
y mínimos de 50 cm y 28 cm (20 pulgadas y 11 pulgadas), respectivamente. La
madera de pino con trozas de 2.62 m (8 pies) de longitud en promedio, diámetros
promedio máximos y mínimos de 56 cm y 18 cm (22 pulgadas y 7 pulgadas),
respectivamente.
La madera fue apilada en el patio de trocería del aserradero y recibió un baño de
agua a diario para evitar su rápida deshidratación.
La alimentación de la madera en rollo a la rampa del aserradero se realizó de
forma manual con ayuda de ganchos troceros.

28
4.3.3. Tipo de corte.
El método de asierre que se usó fue el corte de cuatro caras (Figura 3 y 4), el cual
consiste en ir volteando la troza en el carro para seleccionar los cortes con el
objetivo de maximizar la producción de madera aserrada. Éste diagrama es el que
mejor se adapta a las condiciones y maquinaria que se tienen en el aserradero de
Capulalpam.
Figura 3. Diagrama de corte en cuatro caras.

29
Figura 4. Corte en cuatro caras.
4.3.4. Velocidad de corte y alimentación.
La madera de pino se aserró con una velocidad de corte de 2200 m/min y
velocidad de alimentación promedio de 33.1 m/min, mientras que el encino se
aserró con la misma velocidad de corte que el pino, pero a una velocidad de
alimentación de 6.6 m/min. Al no contar con el espesor del aserrín en el aserrado
de la trocería, la velocidad de alimentación fue determinada por medio de la
fórmula:
t
d V
Donde:
V: Velocidad (velocidad de alimentación) en metros/minuto.
d: Distancia (longitud de la troza) en metros.

30
t: Tiempo (tiempo efectivo de corte) en metros.
4.3.5. Variables medidas en el aserradero.
Cubicación de la trocería. Teniendo la madera en el patio de trocería, se llevaron a
cabo las mediciones de la madera en rollo y registro de las mismas de acuerdo
con el Anexo 2 para su posterior cubicación con ayuda del programa Microsoft
Excel®.
Jiménez (1985), recomienda que para la cubicación de trocería se calculen las
áreas de los cabezales de las trozas tomando dos mediciones en total para
sustituir los valores en la fórmula de Smalian; una modificación en la metodología
fue la usada tomando un total de cuatro mediciones en cada cabezal para a partir
de las ellas poder determinar valores promedio y tener medidas más exactas.
Para ello, se tomaron dos mediciones para el diámetro mayor y dos para el
diámetro menor en ambos cabezales de cada troza, teniendo un total de cuatro
medidas en diámetro con corteza y cuatro sin corteza; lo anterior con el fin de
obtener la media de los diámetros en cada cabezal y así, tener una medida más
exacta debido a que las trozas no son uniformes en los extremos (B y b).

31
Para determinar el largo de las trozas, sólo se tomó una medición debido a la
mínima variación que se presenta al realizar el corte transversal de la madera en
campo (L).
Para llevar a cabo el registro de forma ordenada de las trozas, se anotó la clave
que se le dio a cada una, durante el derribo y el troceo.
Las trozas de pino que se usaron para realizar la comparación con el encino
fueron las existentes en el patio de trocería. La cubicación se efectuó haciendo las
mediciones que le fueron realizadas a la madera de encino y bajo la misma
metodología usada. El registro de las trozas se llevó a cabo mediante un número
consecutivo porque no tienen una clave asignada desde el bosque.
Para obtener el volumen de cada troza que se aserró en ambos casos, es decir
encino y pino, toda la madera en rollo se cubicó con ayuda de la fórmula de
Smalian (Romanh, et al., 1987), la cual se representa a continuación (Figura 5):
L2
b BV
Figura 5. Cubicación de trozas por la fórmula de Smalian.

32
Donde:
V: Volumen de la troza en m3
B: Área de la sección mayor de la troza en m2
b: Área de la sección menor de la troza en m2
L: Longitud de la troza en metros
Cada una de las áreas se calculó con el promedio de las medidas mayor y menor
con corteza; y también sin corteza, obtenidas durante la medición de las trozas.
El volumen de la madera en rollo que se aserró, se consiguió al realizar la suma de
cada uno de los volúmenes de la trocería ayudándose del programa Microsoft
Excel®.
Tiempos de aserrío.
Tiempo muerto. Durante el aserrío de las trozas se midió el tiempo muerto durante
el proceso de corte de cada sierra como se observa en la Figura 6, esto con la
finalidad de conocer el tiempo que se perdió por paros no programados o por los
que ya son de rutina como: carga de carro, retrocesos del carro porta-trozas,
volteos de troza y cambio de sierra; cada uno de los tiempos se registró en el
Anexo 3.

33
Figura 6. Al fondo toma de tiempos efectivos y muertos de corte.
Tiempo efectivo de corte. Simultáneamente, se midió el tiempo efectivo de corte y
así se determinó el tiempo que duró cortando la sierra y el volumen de madera que
se cortó con cada sierra. El tiempo efectivo de corte total se determinó al realizar la
suma de los tiempos de corte que se registraron durante el aserrío; y el tiempo
muerto se consiguió al realizar la suma de todo el tiempo que se perdió en el
aserrío en lo concerniente a: cargas, retrocesos, término de troza y cambio de
sierra, cuyo registro se llevó en el formato que se muestra en el Anexo 4.
La toma de tiempos muertos y efectivos de corte para el aserrío de las trozas de
pino se realizó de la misma forma que para el encino. La medición se realizó
después de hacer la toma de datos del encino, esto con la finalidad de evitar la
acumulación de madera aserrada para su posterior cubicación.

34
Identificación de madera aserrada. Una vez aserrada la madera, se procedió a su
cubicación. Para ello se identificó todo el volumen de madera obtenido, esto es,
cada tablón, tabla, tableta y recortes.
Para la identificación de cada pieza escuadrada obtenida de encino se registró: el
número de sierra, número de troza y número de pieza de madera.
En tanto que para la identificación de la madera de pino sólo se usó el número de
troza y el número de pieza cortada, ya que el número de sierra se registró en las
hojas de captura de tiempos efectivos y muertos de corte. El número de trozas por
sierra presentó variación, aunque se vigiló que ésta fuera mínima.
Cubicación de tablas. Para realizar la cubicación de la madera aserrada se
tomaron diferentes mediciones en las piezas de madera, usando la metodología
recomendada por Jiménez (1985), donde se mide el grueso, ancho y largo de la
madera realizando una modificación a la misma para los diferentes largos de las
piezas. El registro de las mediciones tomadas a cada pieza de madera (Figura 7)
se hizo en el formato que se muestra en el Anexo 5.

35
Figura 7. Medición de la madera aserrada.
En cada pieza de la madera de 2.43 m y 2.13 m (ocho y siete pies) de largo se
realizaron diez mediciones. Seis mediciones correspondieron al grosor, tres de
cada canto para así obtener un grosor promedio: Estas se tomaron de manera
consistente a la mitad de la pieza y en ambos extremos a una distancia de un pie
alejada de los cabezales. Tres mediciones correspondieron al ancho de la pieza y
con ello obtener un promedio, de igual manera, las mediciones se tomaron a la
mitad de la pieza y en los extremos a la misma altura donde se tomaron los
grosores. Por último, una medición correspondió al largo de la pieza, tratando de
que fuese tomada en el centro.
A las piezas de madera de 1.83 y 1.52 m (seis y cinco pies) de largo se efectuaron
siete mediciones. Cuatro mediciones para obtener el grosor promedio, y se
realizaron en los extremos de cada uno de los cantos de la pieza a un pie de
distancia de los cabezales. Dos mediciones para determinar el ancho promedio de
las piezas, tomadas en los extremos de una cara de la pieza y alejadas a un pie de
los cabezales. La última medida correspondió al largo de la pieza.

36
A la madera de 0.61 m, 0.91 m y 1.22 m (dos, tres y cuatro pies) de largo se le
tomaron cuatro mediciones representativas. Dos de éstas para determinar el
grosor promedio de las piezas, y se hicieron en el centro de ambos cantos de la
pieza. Una medida correspondió al ancho de la pieza, la cual se hizo en el centro
de una de sus caras. La última medición se realizó para determinar el largo de la
pieza, tratando que fuese tomada en el centro.
Las medidas en grueso, ancho y largo que se tomaron para la madera aserrada de
encino fueron las mismas realizadas a la madera de pino.
Para la cubicación de la madera aserrada se consideró a los productos como un
paralelepípedo (Romahn et al., 1987) (Figura 8). El volumen de cada pieza de
madera aserrada se determinó con los valores promedio en cada caso y mediante
la fórmula:
Figura 8. Cubicación de tablas por la forma del paralelepípedo.

37
l x a x gV
Donde:
V: Volumen de cada pieza en m3.
g: Grueso de la pieza en metros
a: Ancho de la pieza en metros.
l: Longitud de la pieza en metros.
El volumen de la madera aserrada calculado fue el volumen real, el cual se
determinó a través de las dimensiones reales de las tablas en: espesor, ancho y
largo; expresado en metros (Zavala y Hernández, 2000).
Dimensiones de la madera aserrada: Los grosores a los cuales se aserró la
madera, tanto de encino como de pino, fueron de 1.905 cm (¾ pulgada), 2.54 cm
(1 pulgada), 3.175 cm (1 ¼ pulgadas) y 3.81 cm (1 ½ pulgadas); anchos de 10.16
cm (4 pulgadas), 15.24 cm (6 pulgadas), 20.32 cm (8 pulgadas), 25.4 cm (10
pulgadas) y 30.48 cm (12 pulgadas); largos de 0.61 m (2 pies), 1.22 m (4 pies),
1.52 m (5 pies), 1.83 m (6 pies), 2.13 m (7 pies) y 2.44 m (8 pies).
Coeficiente de aprovechamiento. Una vez calculado el volumen de la madera que
se aserró se determinó el coeficiente de aprovechamiento por la relación madera

38
aserrada/volumen de las trozas, en unidades métricas y expresado en porcentaje,
con ayuda de la fórmula siguiente (García et al., 2001):
100x m_rollo_madera_enVolumen_de
merrada_madera_asVolumen_dec.a.
3
3
Muestras para contenido de humedad (CH). Se determinó seleccionar una tabla
como mínimo al azar por día para determinar el contenido de humedad al cuál se
aserró; a estas tablas también se les midió: largo, ancho y grueso para su posterior
cubicación.
Para determinar el contenido de humedad de la madera durante el aserrío se usó
el método denominado gravimétrico o por pesadas el cuál se basa en la pérdida de
peso de las muestras de secado (consiste en pesar la muestra de madera cuando
se encuentra húmeda, secarla en horno a 103±2 °C hasta que alcance su peso
anhídro y luego pesarla). Con estos datos se realiza un cálculo numérico, para ello
a cada tabla seleccionada se le cortó una sección en el centro de 60 cm (23
pulgadas) de longitud obteniéndose a un lado de ésta, dos secciones de humedad
de 2.5 cm (1 pulgada) de ancho (Figura 9). Las tablas que se seleccionaron,
estuvieron libres de nudos, grietas y rajaduras en las zonas de donde se cortaron
las muestras de humedad.

39
Figura 9. Muestras para contenido de humedad de la madera.
A las muestras se les determinó el peso inicial (peso en verde) y posteriormente se
secaron en una estufa para obtener su peso final (peso seco), una vez teniendo
los datos anteriores se determinó el contenido de humedad al que se aserró la
madera en rollo; mediante la fórmula siguiente (Fuentes, et al., 1996):
100 X Po
Po - Pi CH
Donde:
CH: Contenido de humedad, expresado en porcentaje.
Pi: Peso de la madera en verde, en gramos.
Po: Peso de la madera en estado anhidro, en gramos.
Cada muestra se identificó con el número de tabla, el número de muestra y zona
de la tabla de donde se extrajo (extremo o centro). Para el caso del pino se usó el
mismo procedimiento que con encino para la obtención de muestras de humedad.
Los datos necesarios para calcular el contenido de humedad se capturaron en el
formato del Anexo 1.
40
Se cuidó que las muestras seleccionadas fueran completamente de albura o
duramen, pro no mezcladas.
4.3.6. Análisis de datos.
Una vez que se registraron los datos de las variables a estudiar en el proceso de
aserrío, el siguiente paso fue llevar a cabo su análisis estadístico con ayuda del
programa estadístico SAS (2002), mediante una prueba de comparación de
medias con PROC GLM que nos permitió conocer cuál fue el comportamiento de
cada variable analizada en el proceso.
A los coeficientes de aprovechamiento se les realizó una prueba de análisis de
varianza y una comparación de medias usando el método de Tukey con un 95 %
de confiabilidad recomendada por Infante y Zarate (1988); así mismo, se corrió
una prueba de Tukey para los tiempos efectivos de corte de acuerdo a los
coeficientes de aprovechamiento por sierra. Mientras que para el resto de las
variables se realizó la comparación sólo con valores promedios.
41
5. RESULTADOS Y DISCUSIÓN
5.1. Especies de encino y pino estudiadas.
Las especies de encino encontradas en el bosque del municipio de Capulalpam de
Méndez en el estado de Oaxaca y trabajadas en el aserradero fueron:
Quercus rugosa Neé.
Quercus laurina H. B. K.
Quercus crassyfolia Humb. & Bompl.
Quercus scytophylla Liebm
La madera en rollo de coníferas que se aserró, aparte del encino, perteneció al
género Pinus sp, destacando entre ellos:
Pinus ayacahuite Ehrenberg ex Schlechtendahl
Pinus teocote Schl. et Cham.
5.2. Contenido de humedad (CH).
El contenido de humedad afectó el aserrío de la madera principalmente en los
cabezales de las trozas de encino ya que es donde se pierde humedad más rápido
lo cual afecto la velocidad de corte y alimentación en los extremos de las tablas.

42
El contenido de humedad al cual se aserró la madera de encino fue de 80.2 % en
promedio, con una máxima de 137.5 % y una mínima de 50.4 %. Mientras que
para el pino fue en promedio de 107.4 %, con un máximo de 116.7 % y un mínimo
de 100.8 %.
5.3. Aserrío.
5.3.1. Coeficiente de aprovechamiento (CA).
Después de obtener el volumen de la trocería con corteza y de la madera aserrada
que se trabajó por sierra para cada especie se obtuvieron los coeficientes de
aprovechamiento, los cuales se muestran en el Cuadro 2.
Cuadro 2. Coeficientes de aprovechamiento para las cinco sierras utilizadas.
Sierra Especie Coeficiente de aprovechamiento
(%)
T2 Encino 49.33
1 – 4 Pino 62.22
Una vez teniendo los coeficientes de aprovechamiento de las cinco sierras
probadas en el proceso de aserrío (T2, 1, 2, 3, 4), se realizó el análisis de varianza
con un modelo completamente aleatorio para determinar si existen diferencias
entre las sierras con respecto a un 95% de confiabilidad. Este resultado a su vez,
se consideró como una variable a tomar en cuenta en la comparación del estudio

43
entre el proceso de aserrío de encino y de pino. El Cuadro 3 muestra el análisis de
varianza para las cinco sierras utilizadas.
Cuadro 3. Análisis de varianza para el coeficiente de aprovechamiento de las cinco sierras en el aserrío de encino y pino.
Fuente de variación
G. L. Suma de cuadrados
Cuadrado de la media
F-Valor
Modelo 1 146.7736200 146.7736200 30.36
Error 3 14.5029000 4-8343000
Total 4 161.2765200
G. L.: Grados de libertad. F-Valor: Diferencia mínima entre los promedios.
El análisis estadístico mostró una diferencia significativa entre los coeficientes de
aprovechamiento de las cuatro sierras para pino y el coeficiente de
aprovechamiento de la sierra para encino con un valor de F tabulado de 30.36 y el
valor de R-cuadrado de 0.91. Se corrió una prueba de comparación de medias
usando el método de Tukey para coeficiente de aprovechamiento. El resultado se
muestra en el Cuadro 4.
Así, se tiene que existe diferencia estadística altamente significativa entre los
coeficientes de aprovechamiento de las sierras utilizadas para aserrar encino y
pino. Al realizar la comparación de medias con la prueba de Tukey, se indica que
los promedios representados con la misma letra b, no son diferentes
estadísticamente. La sierra T2 representada con la letra a muestra diferencias
estadísticas con respecto a las cuatro sierras utilizadas para pino.

44
Cuadro 4. Comparación de medias con GLM (por sus siglas en inglés) para los coeficientes de aprovechamiento de cinco sierras en el aserrío de encino y pino.
Tratamiento Especie Coeficiente de aprovechamiento
(%)
Sierra T2 Encino 49.33a*
Sierra 1 - 4 Pino 62.22b
*Promedios seguidos de la misma letra no son diferentes estadísticamente. Tukey a P<0.05. GLM: Modelo Lineal General.
Entre los coeficientes de aprovechamiento de las sierras utilizadas para pino,
estadísticamente no hay diferencias significativas, esto es que la variación en el
volumen aserrado con cualquiera de ellas, estadísticamente son equivalentes. Sin
embargo, la sierra utilizada para aserrar encino mostró estadísticamente que
existe una diferencia significativa en su coeficiente de aprovechamiento con
respecto a cualquiera de las sierras para pino.
Para la madera de encino, el coeficiente de aprovechamiento fue bajo, porque el
volumen que se obtuvo de madera aserrada fue poco con respecto a la madera en
rollo que se aserró, lo que puede explicarse porque una proporción alta de las
trozas aserradas presentaba torceduras, ramificaciones y malformaciones,
mientras que las trozas de pino no presentaron las anteriores características, lo
cual explica el porqué el coeficiente de aprovechamiento fuera mayor.
El coeficiente de aprovechamiento de 49.33 % para encino obtenido es bajo con
respecto al obtenido por Nájera et al. (2005), con un rendimiento de madera

45
aserrada para Quercus laeta de la región de El Salto, Durango de 51 % para el
sistema de corte tangencial; al coeficiente de aprovechamiento de 55.83 %
obtenido por Zavala (2003), en madera de Quercus laurina, Q. candicans y Q.
acutifolia; al obtenido por Nájera et al. (2006), con un rendimiento en Quercus
sideroxyla en El Salto, Durango de 67.98 % para el mismo sistema de corte. La
influencia que presenta la calidad de las trozas es determinante, ya que a medida
que se presentan mejores calidades de trocería, se incrementa el rendimiento de
la madera aserrada.
El coeficiente de aprovechamiento de pino que varió de 59.02 % a 63.92 % con un
promedio de 62.23 % es similar al conseguido por García et. al. (2001), con un
rendimiento de 61.72 % en cuatro aserraderos banda del Sur de Jalisco. Alto con
respecto al 51 % obtenido en Oaxaca por Zavala y Hernández (2000), presentando
la calidad de las trozas como el principal factor a considerar en tal variación, ya
que la trocería de mejor calidad presenta coeficientes más altos.
5.3.2. Tiempo efectivo de corte (TEC).
Una vez teniendo el tiempo efectivo de corte (TEC) total para cada una de las
sierras utilizadas en el proceso de aserrío se relacionó con el coeficiente de
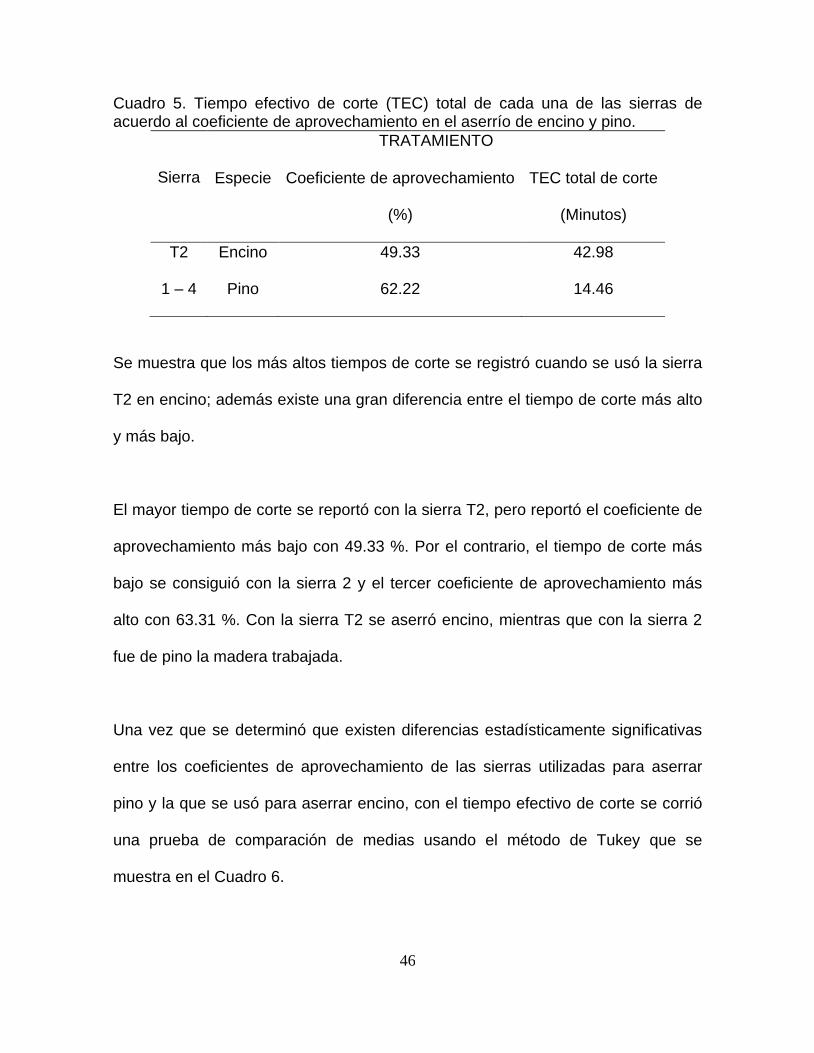
aprovechamiento, mostrándose los valores en el Cuadro 5.
46
Cuadro 5. Tiempo efectivo de corte (TEC) total de cada una de las sierras de acuerdo al coeficiente de aprovechamiento en el aserrío de encino y pino.
Sierra
TRATAMIENTO
Especie Coeficiente de aprovechamiento
(%)
TEC total de corte
(Minutos)
T2 Encino 49.33 42.98
1 – 4 Pino 62.22 14.46
Se muestra que los más altos tiempos de corte se registró cuando se usó la sierra
T2 en encino; además existe una gran diferencia entre el tiempo de corte más alto
y más bajo.
El mayor tiempo de corte se reportó con la sierra T2, pero reportó el coeficiente de
aprovechamiento más bajo con 49.33 %. Por el contrario, el tiempo de corte más
bajo se consiguió con la sierra 2 y el tercer coeficiente de aprovechamiento más
alto con 63.31 %. Con la sierra T2 se aserró encino, mientras que con la sierra 2
fue de pino la madera trabajada.
Una vez que se determinó que existen diferencias estadísticamente significativas
entre los coeficientes de aprovechamiento de las sierras utilizadas para aserrar
pino y la que se usó para aserrar encino, con el tiempo efectivo de corte se corrió
una prueba de comparación de medias usando el método de Tukey que se
muestra en el Cuadro 6.

47
Cuadro 6. Prueba de GLM con el método de Tukey para el tiempo efectivo de corte de las cinco sierras usadas en el proceso de aserrío.
Tratamiento Especie Tiempo efectivo de corte
(%)
Sierra T2 Encino 42.98a*
Sierra 1 – 4 Pino 14.46b
*Promedios seguidos de la misma letra no son diferentes estadísticamente. Tukey a P<0.05. GLM: Modelo Lineal General.
Se observa que existe diferencia estadísticamente significativa entre el tiempo
efectivo de corte de la sierra utilizada para aserrar encino y los tiempos de corte de
las sierras para pino.
La diferencia tan marcada que existe entre los tiempos de corte de la sierra T2 y
las otras cuatro sierras se debe, aún cuando las trozas fueron extraídas del mismo
lugar y se aserraron al azar, principalmente a la dureza alta que presenta la
madera de encino, así como a las características que presentó la sierra usada
para encino, las cuales no fueron las adecuadas, lo que provocó que la velocidad
de alimentación se viera disminuida al cortar provocando que el tiempo de corte
aumentara; mientras que en pino se eleva la velocidad de alimentación y los
tiempo de corte disminuyen.
El tiempo efectivo de corte (TEC) corresponde en orden descendente a las sierras:
T2 y el promedio entre las cuatro sierras para pino, tal y como se muestra en el
Cuadro 7.

48
Cuadro 7. Tiempo efectivo de corte en minutos de acuerdo al volumen aserrado, especie y número de trozas.
Sierra
No. De trozas
Especie
Volumen rollo con corteza
(m3) TEC
(minutos)
T2 5 Encino 1.444 42.98
1 – 4 13 Pino 2.837 14.46
El tiempo efectivo de corte de 42.98 minutos para 612 pies tabla en madera de
encino se considera alto con respecto a lo obtenido por Nájera et al. (2006), donde
encontraron que para aserrar 2.3 m3 (1,000 pies tabla) en Quercus sideroxyla con
el sistema de corte tangencial en se requirió un tiempo de 44.65 minutos. También
en otro estudio se requirió en promedio 56.78 minutos para aserrar 1,000 pies
tabla, el asierre tangencial requirió 60 % menos tiempo que el radial. Nájera et al.
(2005), encontraron un tiempo de 45.40 minutos para aserrar 1,000 pies tabla de
Quercus laeta con el sistema de corte tangencial; se considera bajo con respecto a
lo obtenido por Zavala (2003), ya que determinó que el tiempo de aserrío para
procesar 1000 pies tabla de Quercus laurina, Q. candicans y Q. acutifolia en el
sistema tradicional fue de 73 minutos; también se considera bajo con relación a lo
conseguido por Bejar (1982), el cual aserró 2.778 m3 de madera de encino en el
aserradero de la Productora Forestal de Acuitzio y Villa Madero, S. de R. L. de C.
V., y requirió 1 hora, 4 minutos y 38 segundos. El tiempo de corte para encino
determinado en el presente estudio presenta resultados diferentes a lo reportado
en los estudios anteriores debido principalmente a que las características del
aserradero así como de las sierras fueron diferentes.

49
En el Cuadro 8 se muestra que las sierras para pino fueron las que presentaron
mayor número de cortes; mientras que el menor número de cortes lo registró la
sierra T2 con 99, ya que fue usada para aserrar encino y en el asierre de la quinta
troza se quedó sin suaje debido a que las características de la sierra utilizada
fueron las usadas en sierras para aserrar pino.
El principal factor que influyó en el número de cortes registrado por cada una de
las sierras fue el volumen aserrado de cada especie: para encino el volumen fue
menor por lo tanto el número de cortes fue menor; mientras que en pino se trabajó
un volumen mayor y por lo tanto el número de cortes fue mayor.
Cuadro 8. Número de cortes con respecto al tiempo efectivo de corte, volumen aserrado y especie.
Sierra
Especie
Volumen rollo con corteza
(m3) TEC
(minutos)
No. De cortes
T2 Encino 1.444 42.98 99
1 – 4 Pino 2.837 14.46 183
El número de cortes que presentaron las sierras usadas para encino y pino de
acuerdo al TEC registrado se considera alto al compararlo con lo reportado por
García y Moya (1998), en su estudio con Dialium guianense, donde usaron una
sierra sin recubrimiento; el número de cortes fue de 7 en un TEC de 6.41 minutos
para una longitud en promedio de 3.36 m (11’). La diferencia en el número de

50
cortes por TEC se debe primordialmente a que la madera de Dialium guianense es
considerada extremadamente dura y muy abrasiva.
En el Cuadro 9 se presenta la velocidad de alimentación promedio para cada
especie que se trabajó, así como el tiempo efectivo de corte por corte para cada
sierra y espcie que se trabajó en el aserradero.
La sierra 3 usada para aserrar pino presentó el TEC promedio más pequeño y la
velocidad de alimentación promedio más rápida, mientras que la sierra T2 utilizada
para trabajar madera de encino, tuvo el TEC promedio más alto y la velocidad de
alimentación más lenta; lo anterior se debe a que el pino se puede aserrar a
velocidades más rápidas por la menor dureza que presenta a ello se debe que al
aumentar la velocidad de alimentación el corte sea más rápido y disminuya el TEC;
mientras que en el encino ocurre todo lo contrario, es decir, por ser madera
altamente dura no permite usar velocidades altas y por lo tanto el TEC se
incrementa.
Cuadro 9. Tiempo efectivo de corte y velocidad de alimentación promedio para encino y pino.
Sierra Especie TEC promedio por corte
(segundos)
Velocidad de alimentación promedio
(metros/minutos)
T2 Encino 26.60 6.6
1 - 4 Pino 4.67 33.9

51
El promedio entre las cuatro sierras usadas para aserrar madera de pino fue de
33.9 m/min entre las cuatro sierras usadas para aserrar madera de pino. Con los
valores anteriores, principalmente el promedio de velocidades se tiene que la
velocidad de alimentación está por debajo de lo establecido por Arellano et al.
(1999) donde determinaron para un aserradero de 14.5 cm (6 pulgadas) de ancho
de pista una velocidad de alimentación de 61 m/min; dicha diferencia se presenta
por el tipo de aserradero que se utilizó.
Para encino la velocidad de alimentación es baja con respecto a lo establecido por
Quintanar (1996), quien señala que para aserrar madera de encino debe estar en
un rango entre 20 y 25 m/min por tratarse de madera dura.
La velocidad de alimentación promedio para encino es baja al conseguido por
Nájera et al. (2006), quienes registraron una velocidad de alimentación promedio
con Quercus sideroxyla de 32.4 m/min; también es baja a la reportada por Nájera
et al. (2006), donde al aserrar madera de Quercus sideroxyla consiguieron una
velocidad de alimentación de 28.4 m/min, para este caso el sistema de asierre
tangencial presentó la mayor velocidad de alimentación. Es muy bajo a lo
reportado para aserrar Quercus laeta con el sistema de corte tangencial con una
velocidad de alimentación de 55.9 m/min, 45.3 m/min para el sistema mixto y 25.8
metros/minuto para el radial, no obstante, la velocidad influyó en la alta variación
en el grueso de las tablas que obtuvieron (Nájera et al., 2005).

52
5.3.3. Tiempo muerto (TM).
El análisis del tiempo muerto promedio (TM) en cada una de las sierras estudiadas
se realizó en función: del tiempo muerto por corte y la especie que se trabajó.
En el Cuadro 10 se muestra el comportamiento de las sierras y comparando el
tiempo muerto (TMC) con respecto al número de cortes, en forma descendente se
encuentran las sierras T2 y el promedio de las cuatro sierras usadas para pino.
Cuadro 10. Tiempo muerto en función del número de cortes y volumen aserrado.
Sierra
Especie
Volumen rollo con corteza
(m3)
No. De cortes
Tiempo muerto total
(minutos)
Tiempo muerto por corte (minutos)
T2 Encino 1.444 99 49.64 0.50
1 – 4 Pino 2.837 183 30.83 0.17
La diferencia que existe entre el mayor y menor tiempo muerto total es de 14.22
minutos y un promedio de 30.82 minutos en las sierras usadas para aserrar pino.
Por corte, el promedio de tiempo muerto se ubica en los 0.17 minutos con una
diferencia entre el mayor y el menor tiempo muerto de corte de 0.03 minutos en
madera de pino.
El principal factor determinante en la diferencia de tiempos muertos se debe a que
la sierra T2 que presentó más tiempo muerto por corte, aserró trocería con forma
heterogénea. Es decir, los fustes estaban con malformaciones como torceduras y

53
ramificaciones, además cargarlas al carro portatrozas se dificultó porque eran
pesadas, lo que ocasionó que su acomodo en el carro se retardara generando
tiempos muertos prolongados.
Las sierras usadas en pino resultaron con tiempos muertos en promedio similares
porque aserraron volúmenes de madera y diámetros semejantes, es decir se
aserraron trozas uniformes y sin malformaciones, teniendo menos tiempo muerto
en su acomodo en el carro.
Las diferencias que se presentan se deben principalmente a la forma de la trocería
que se aserró. En la sierra usada para aserrar encino se presentó un tiempo
muerto promedio por corte muy elevado, con respecto a las sierras usadas para
aserrar pino, porque la forma de la trocería no fue de fustes rectos por lo que se
requirieron más cortes para obtener madera aceptable presentando más tiempo
muerto, en cambio en la madera de pino se realizaron menos cortes por unidad de
volumen aserrado, por lo que los tiempos muertos se redujeron ya que la trocería
fue más homogénea.
El tiempo muerto de corte en promedio con valor de 49.64 minutos para el asierre
de 612 pies tabla de encino se considera alto con relación al obtenido por Nájera
et al. (2006), en asierre de 2.3 m3 (1,000 pies tabla) de Quercus sideroxyla con
tres sistemas de asierre, el cual tuvo un promedio de 56.78 minutos: con el
sistema de asierre tangencial 44.65 minutos; 74.20 minutos con el sistema radial; y

54
51.50 minutos para el asierre mixto, lo anterior presenta como factor principal que
la trocería de encino no tiene una forma recta lo cual provoca que el tiempo muerto
se incremente por la dificultad que se tiene al acomodar la trocería en el carro;
haciendo la comparación de encino contra pino el valor promedio de tiempo
muerto para pino de 30.8 minutos es bajo comparado con lo reportado por los
autores referidos.

55
6. CONCLUSIONES.
El contenido de humedad promedio al cual fue aserrada la madera de encino fue
de 80.2 % en promedio y 107.4 % en pino.
El coeficiente de aprovechamiento obtenido con la sierra para aserrar encino fue
de 49.33 % debido a la forma irregular de las trozas y variación de diámetros;
mientras que con las cuatro sierras usadas para aserrar pino se obtuvo un
promedio de 62.22 % por la buena calidad de la trocería.
El aumento del TEC no implica necesariamente que el volumen aserrado sea
mayor porque el factor determinante a considerar es la velocidad de alimentación,
ya que al disminuir ésta el TEC aumenta y viceversa.
La velocidad de alimentación promedio de las cuatro sierras para pino fue de 33.9
m/min, mientras que la velocidad de alimentación en encino fue de 6.6 m/min. Con
respecto al tiempo de corte en las sierras para pino se tuvo un promedio de 4.67
segundos y en encino de 26.60 segundos. Lo anterior es debido a que el pino se
puede aserrar a velocidades más rápidas por la menor densidad y dureza de la
madera, es por eso que al aumentar la velocidad de alimentación disminuye el
TEC, en encino ocurre lo contrario por ser madera dura.

56
El tiempo muerto se ve influenciado por la forma de la trocería ya que al haber
marcada diferencia en los diámetros y al ser deformes los fustes en la madera de
encino se requiere más tiempo para su acomodo en el carro así como su asierre lo
que aumenta los tiempos muertos; en pino es más fácil su adecuación por la forma
más homogénea de las trozas. Así, al aserrar 1.465 m3 de madera en rollo de
encino se pierden 49.64 minutos; por el contrario en 4.058 m3 de madera en rollo
de pino se desperdician 40.92 minutos.

57
7. RECOMENDACIONES.
La madera debe aserrarse recién extraída del bosque o bien que sea hidratada
con baños de agua a diario para que no disminuya su contenido de humedad
principalmente en los cabezales y por lo tanto la reducción en la velocidad de
alimentación sea mínima.
Se debe cuidar que la madera de encino a aserrar sea de buena calidad y
homogénea en la forma del fuste y en los diámetros, con la finalidad de obtener
coeficientes de aprovechamiento más elevados y aprovechar de mejor manera la
trocería que se trabaje.
Se recomienda realizar este mismo estudio con un volumen mayor de trocería de
encino y utilizando más de una sierra en el aserrío de la misma.

58
8. LITERATURA CITADA (BIBLIOGRAFÍA CONSULTADA)
Arellano C., J. C.; J. C. Echevarría G. y O. Flores L. 1999. Diagnóstico tecnológico del aserradero de la Unión de Ejidos Cofre de Perote, Perote, Veracruz. División de Ciencias Forestales. Universidad Autónoma Chapingo. Chapingo, México. Inédito. 68 p.
Aguilar E., L. y C. De La P. Pérez O. 1978. Diferencias morfológicas externas y
anatómicas de la madera de los encinos blancos y rojos. Secretaría de Agricultura y Recursos Hidráulicos. Boletín técnico No. 59. México, DF. 19 p.
Alemán G., S. 1992. Determinación del coeficiente de aserrío del aserradero La
Mesilla, propiedad de la Compañía Maderera de Guerrero. Unidad de Conservación y Desarrollo Forestal No. 1 “Galeana”. Galeana, Nuevo León. Inédito. 10 p.
Álvarez L., D. y E. Andrade F. 2002. Factores fundamentales para aumentar los
rendimientos de madera aserrada en aserraderos con sierras de banda. Universidad de Pinar del Río, Cuba. Sitio Web: http://www.avances.pinar.cu/No.2002-2/index.htm. 12 de agosto de 2007.
Becerra M., J. 1976. Importancia y cuidados en los dientes de la sierra cinta.
Ciencia Forestal 1(4): 17-29. Bejar M., G. 1982. Aserrío de la madera de encino. Instituto Nacional de
Investigaciones Forestales. Boletín divulgativo No. 62. México, DF. Chan R., C. V. R. y L. Morales Q. 2001. Coeficiente de aserrío para un aserradero
fijo con sierra banda en Guanasevi, Durango. In: Memoria del V Congreso Mexicano de Recursos Forestales. Guadalajara, Jalisco, México. pp 31-32.
De Oliveira D, A.; E. Pacelli M.; J. R. Soares S.; J. L. Pereira R. y A. Nogueira De
S. 2003. Viabilidade economica de sarrarias que processam Madeira de florestas natives-o caso do municipio de Jara, Estado de Rodonia. CERNE 9(1): 001-015. Sitio Web: http://www.dcf.ufla.br/cerne/rev-v9n1-2003.htm. 21 de enero de 2008.
Díaz F., A. R. 2004. Sistema de cómputo para la optimización de diagramas de
corre en el aserrío. Tesis de Maestría. División de Ciencias Forestales. Universidad Autónoma Chapingo. Chapingo, México. 63 p.
Enríquez, P. A. 2004. Evaluación del desafilado de cinco sierras banda en el
aserrío de cuatro especies de encino. Tesis de Licenciatura. Universidad Autónoma Chapingo. Chapingo, México. 52 p.

59
Ferreira, S., Lima, J. T., Da Silva, S. y P.F. Trugilho. 2004. Influência de métodos de desdobro tangenciais no rendimento e na qualidade da madeira de clones de Eucalyptus spp. Cerne, Lavras, 10(1):10-21
Flores V., R. y M. E. Fuentes L. 2002. Aserrío de la madera de encinos. Libro
Técnico No. 2. Instituto Nacional de Investigaciones Forestales Agrícolas y Pecuarias. Campo Experimental San Martinito. México. pp. 149-162.
Flores V., R.; M. E. Fuentes L. y J. Quintanar O. 2001. Desafilado de sierras banda
en el aserrío de encinos. Ciencia Forestal 26 (90): 55-77. Flores V., R.; M. E. Fuentes L. y J. Quintanar O. 1998. Desafilado de sierras banda
en el aserrío de encinos. In: Memoria del II Congreso Mexicano de Tecnología de Productos Forestales. Universidad Michoacana de San Nicolás de Hidalgo, Morelia, Michoacán. pp. 24.
Flores V., R.; J. C. Tamarit U. y J. R. Goche T. 1997. Diseño de elementos de
corte. Inédito. 61 p. Fuentes T., F. J.; J. A. Silva G. y E. Montes R. 1996. Manual del secado técnico
convencional de la madera. Universidad de Guadalajara. Jalisco, México. 122 p.
García R., J. D.; L. Morales Q. y S. Valencia M. 2001. Coeficientes de aserrío para
cuatro aserraderos banda en el Sur de Jalisco. Foresta-AN. Nota técnica No. 5. Universidad Autónoma Agraria Antonio Narro, Saltillo, Coahuila. 12 p.
García S., R. y R. Moya R. 1998. El aserrío de Dialium guianense (Aubl) Sandwith
en Costa Rica. Madera y Bosques 4(1): 41-51. Gobierno del Estado de Oaxaca. 2007. Capulalpam de Méndez. Instituto Nacional
para el Federalismo y el Desarrollo Municipal. Enciclopedia de los Municipios de México. Sitio Web: http://www.e-local.gob.mx/work/templates/enciclo/oaxaca/municipios/20247a.htm. 08 de agosto de 2007.
Infante G., S. y G. P. Zarate de L. 1988. Métodos estadísticos: un enfoque
interdisciplinario. Editorial TRILLAS, 3era. Edición. México, DF. 643 p. INE. 2005. La comunidad de Capulalpam de Méndez, Oaxaca. Secretaría de
Medio Ambiente y Recursos Naturales. 30 de octubre de 2005. Sitio Web: http://www.ine.gob.mx/ueajei/publicaciones/libros/431/cap7.html. 08 de agosto de 2007.
Jiménez Ch., G. 1985. Aserraderos, operación y mantenimiento. Editorial Trillas.
Primera edición. México, DF. 302 p.

60
Koch, P. 1964. Wood machining processes. The Ronald press company. New
York, United States of America. 530 p. Nájera L. J. A.; I. Rodríguez R.; J. Méndez, G.; J. De J. Graciano L.; F. Rosas G. y
F. Javier H. 2006. Evaluación de tres sistemas de asierre en Quercus sideroxyla Humb & Bompl. de El Salto, Durango. Ra Ximhai 6 (2): 497-513.
Nájera, J. A.; R. De La Cruz; C. Pairán; J. Méndez; J. J. Graciano y J. J. Návar.
2005. Ensayo de aserrío en Quercus laeta de la región de El Salto, Dgo. Agrofaz 5(1): 763-773.
Nájera, J. A.; J. Méndez y J. J. Graciano. 2005. Calidad del aserrío en Quercus
laeta y Quercus sideroxyla de la región de El Salto, Dgo. In: Memoria del VII Congreso Mexicano de Recursos Forestales. Chihuahua, México. pp. 370-375.
Pennington T., D. y J. Sarukhán K. 1998. Árboles tropicales de México. Manual
para la identificación de las principales especies. Facultad de Ciencias. Universidad Nacional Autónoma de México. México, DF. 521 p.
Quelch, P. S. 1962. Manual del afilador. Talleres Bolívar, S. A. México, DF. 91 p. Quintanar O., J. 2002. Características, propiedades y procesos de transformación
de la madera de los encinos de México. Instituto Nacional de Investigaciones Forestales Agrícolas y Pecuarias-Centro de Investigación de la Región Centro. Campo Experimental San Martinito, Tlahuapan, Puebla, México. Libro Técnico No. 2. 194 p.
Quintanar O. J. 1996. Los encinos de México: características tecnológicas. In:
Memoria del I Congreso Mexicano de Tecnología de Productos Forestales. Xalapa, Veracruz. pp. 19a-19b.
Ramos N., I. 2006. Selección de sierras banda para el aserrío de encino en el
estado de Chihuahua. Tesis de Licenciatura. División de Ciencias Forestales. Universidad Autónoma Chapingo. Chapingo, México. 44 p.
Rocha, M. P e I. Tomaselli. 2001. Efeito do modelo de corte nas dimensões de
madeira serrada de Eucalyptus grandis e Eucalyptus dunnii. Floresta e Ambiente 8(1)94-103. Sitio Web: http://www.if.ufrrj.br/revista/volume8.html. 21 de enero de 2008.
Romahn De La V., C. F.; H. Ramírez M. y J. L. Treviño G. 1987. Dendrometría.
Universidad Autónoma Chapingo. Chapingo, México. 387 p. Rzedowski, J. 1978. Vegetación de México. Limusa. México, DF. 432 p.

61
Sánchez R., L. 2004. La industria de la madera. División de Ciencias Forestales.
Universidad Autónoma Chapingo. Chapingo, México. 175 p. Sánchez R., L. 1994a. Manual de mantenimiento de sierras cinta o banda.
Departamento de Productos Forestales. No. 1. Universidad Autónoma Chapingo. Chapingo, México. 86 p.
Sánchez R., L. 1994b. Técnicas de aserrío. División de Ciencias Forestales.
Universidad Autónoma Chapingo. Chapingo, México. 133 p. SAS. 2002. Statistics Analysis System: Versión 9.0. Institute Inc. Cary, USA. Schrewe, H. 1983. Manual de acondicionamiento y mantenimiento de la sierra
cinta. Food Agriculture Organization. Lima, Perú. 92 p.
SEMARNAP. 1999. Estadísticas del Sector Forestal. Dirección General Forestal.
Año 2, No. 1, Agosto 1999. Secretaría de Medio Ambiente Recursos Naturales y Pesca – Dirección General Forestal. México, DF. 4 p.
SEMARNAT. 2007. Anuario estadístico de la producción forestal 2004. Dirección
General de Gestión Forestal y de Suelos. Sitio Web: http://148.223.105.188:2222/snif_portal/administrator/sistemas/archivoslasdemas/1160594898_anuario_2004.pdf. Agosto de 2007. 159 p.
Sierras Y Maquinaria, S. A. De C. V. 2005. Sierras banda. Fichas técnicas. Sierras
y Maquinaria, S. A. México, DF. 43 p. Zamudio, S. E. 1986. Manual de la industria maderera. Dirección de Difusión
Cultural. Chapingo, México. 389 p. Zavala, D. 2003. Efecto del sistema de aserrío tradicional en las características de
la madera de encinos. Madera y Bosques 9(2): 29-39. Zavala, D. y R. Hernández. 2000. Análisis del rendimiento y utilidad del proceso de
aserrío de trocería de pino. Madera y Bosques 6(2): 41-55. Zavala, D. 1996. Coeficiente de aprovechamiento de trocería de pino en
aserraderos banda. Ciencia Forestal en México 21(79):165-181. Zavala, D. 1992a. Coeficiente de aprovechamiento de aserraderos de distintas
características. In: Memoria de la Tercera reunión científica forestal y agropecuaria. Instituto Nacional de Investigaciones Forestales Agrícolas y Pecuarias-Centro de Investigaciones de la Región Centro. Campo Experimental Coyoacán. México, DF. pp. 24.

62
Zavala, D. 1992b. Análisis del coeficiente de aprovechamiento en dos aserraderos del Estado de Tlaxcala. In: Memoria de la Tercera reunión científica, forestal y agropecuaria. Instituto Nacional de Investigaciones Forestales Agrícolas y Pecuarias-Centro de Investigaciones de la Región Centro. Campo Experimental Coyoacán. México, DF. pp. 79-81.
Zavala Ch., F. 1995. Encinos y robles, notas fitogeográficas. División de Ciencias
Forestales. Universidad Autónoma Chapingo. Chapingo, México. 44 p.
63
9. ANEXOS
Anexo 1. Formato para la captura y cálculo de humedad de la madera.
INSTITUTO NACIONAL DE INVESTIGACIONES FORESTALES AGRÍCOLAS Y PECUARIAS
CAMPO EXPERIMENTAL SAN MARTINITO, PUEBLA. REGISTRO DE DATOS DE SECCIONES DE HUMEDAD DE ASERRIO*
FECHA: ESPECIE: GRUPO:
SECCIONES DE HUMEDAD DE ASERRIO*
MUESTRA Pi (gr) Po (gr) CH (%)
Orilla Centro
* El formato fue usado para capturar la humedad de encino y pino por separado.
64
Anexo 2. Formato para la captura de medidas de las trozas, cuya cubicación se
realizó con la fórmula L*2
bBV *.
INSTITUTO NACIONAL DE INVESTIGACIONES FORESTALES AGRÍCOLAS Y PECUARIAS
CAMPO EXPERIMENTAL SAN MARTINITO, PUEBLA. REGISTRO DE DATOS DE MEDIDAS DE TROZAS.
FECHA: ESPECIE: GRUPO:
No.Troza D1 sc D2 sc D3 sc D4 sc D1 cc D2 cc D3 cc D4 cc Longitud
* Usada para capturar los diámetros de trozas de encino y pino.

65
Anexo 3. Formato para la toma de tiempos muertos de corte.
INSTITUTO NACIONAL DE INVESTIGACIONES FORESTALES AGRÍCOLAS Y PECUARIAS
CAMPO EXPERIMENTAL SAN MARTINITO, PUEBLA. REGISTRO DE DATOS DE TIEMPOS MUERTOS DE CORTE*.
FECHA: ESPECIE: GRUPO: LUGAR:
Sierra No. Troza
TIEMPO (Segundos) No. Corte
Tipo de Corte
Observaciones y otros tiempos
muertos** Carga Retroceso Término de troza
* Captura de tiempos muertos para el aserrío de encino y pino, por separado.
** Los tiempos muertos por cambio de sierra y no justificados se anotaron en el cuadro de “observaciones y otros tiempos muertos”.

66
Anexo 4. Formato para capturar el tiempo efectivo de corte.
INSTITUTO NACIONAL DE INVESTIGACIONES FORESTALES AGRÍCOLAS Y PECUARIAS
CAMPO EXPERIMENTAL SAN MARTINITO, PUEBLA. REGISTRO DE DATOS DE TIEMPOS EFECTIVOS DE CORTE*.
ESPECIE: GRUPO: FECHA: LUGAR:
Sierra No. Troza
No. Corte Tiempo
Piezas por troza Sierra
No. Troza
No. Corte Tiempo
Piezas por troza
* Formato usado para capturar tiempos de corte para aserrío de encino y pino desde la colocación
de la sierra hasta terminar el filo de la misma.

67
Anexo 5. Formato para capturar las medidas de la madera aserrada.
INSTITUTO NACIONAL DE INVESTIGACIONES FORESTALES AGRÍCOLAS Y PECUARIAS
CAMPO EXPERIMENTAL SAN MARTINITO, PUEBLA. REGISTRO DE DATOS PARA CUBICACIÓN DE TABLAS*.
FECHA: ESPECIE: GRUPO: LUGAR DE PROCEDENCIA:
Sierra No.Troza Y Tabla Longitud G1A G2A G3A G4B G5B G6B An1 An2 An3
* Formato usado para tomar medidas de madera aserrada de encino y pino.





























