Embed Size (px)
DESCRIPTION
ingenieria
Citation preview

EXTRUSION Y ESTIRADO (TREFILADO) DE METALES
Guevara Ticlla Arnaldo Carlos
EXTRUSION Y TREFILADOINTRODUCCION:
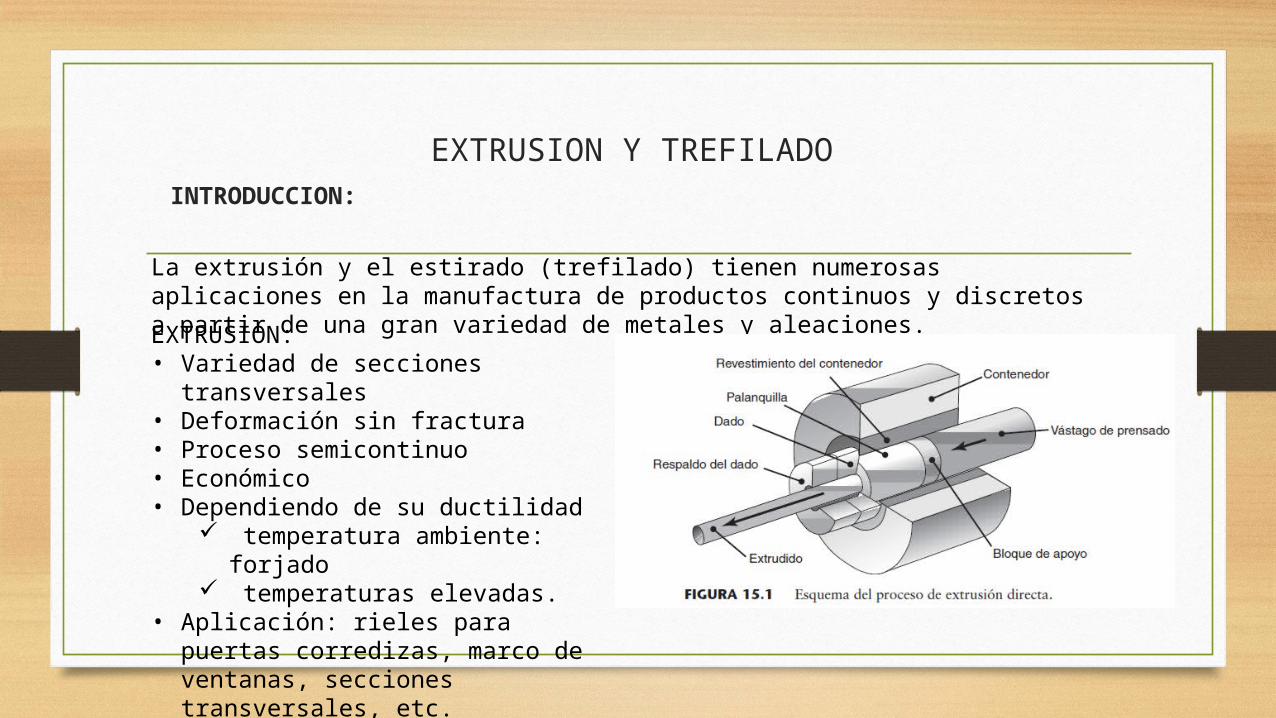
La extrusión y el estirado (trefilado) tienen numerosas aplicaciones en la manufactura de productos continuos y discretos a partir de una gran variedad de metales y aleaciones.EXTRUSION:• Variedad de secciones transversales• Deformación sin fractura• Proceso semicontinuo• Económico• Dependiendo de su ductilidad
temperatura ambiente: forjado temperaturas elevadas.
• Aplicación: rieles para puertas corredizas, marco de ventanas, secciones transversales, etc.
EXTRUSION Y TREFILADOINTRODUCCION:
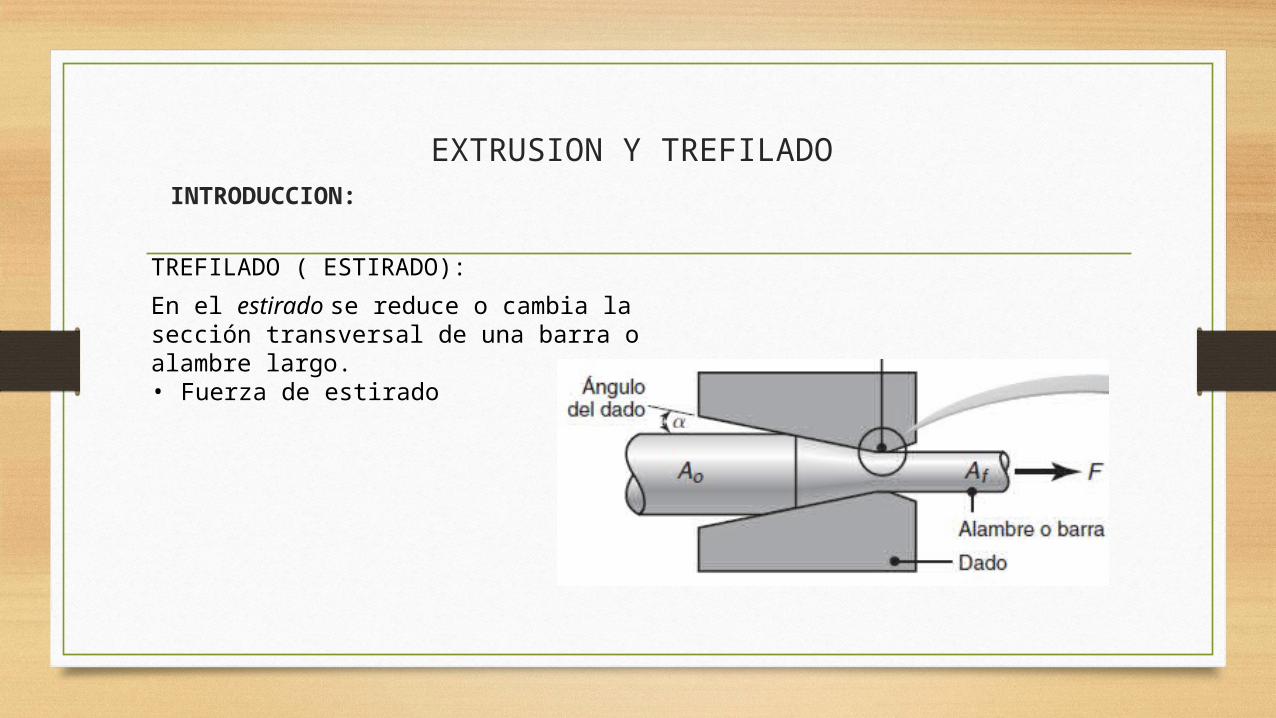
TREFILADO ( ESTIRADO):
En el estirado se reduce o cambia la sección transversal de una barra o alambre largo.• Fuerza de estirado
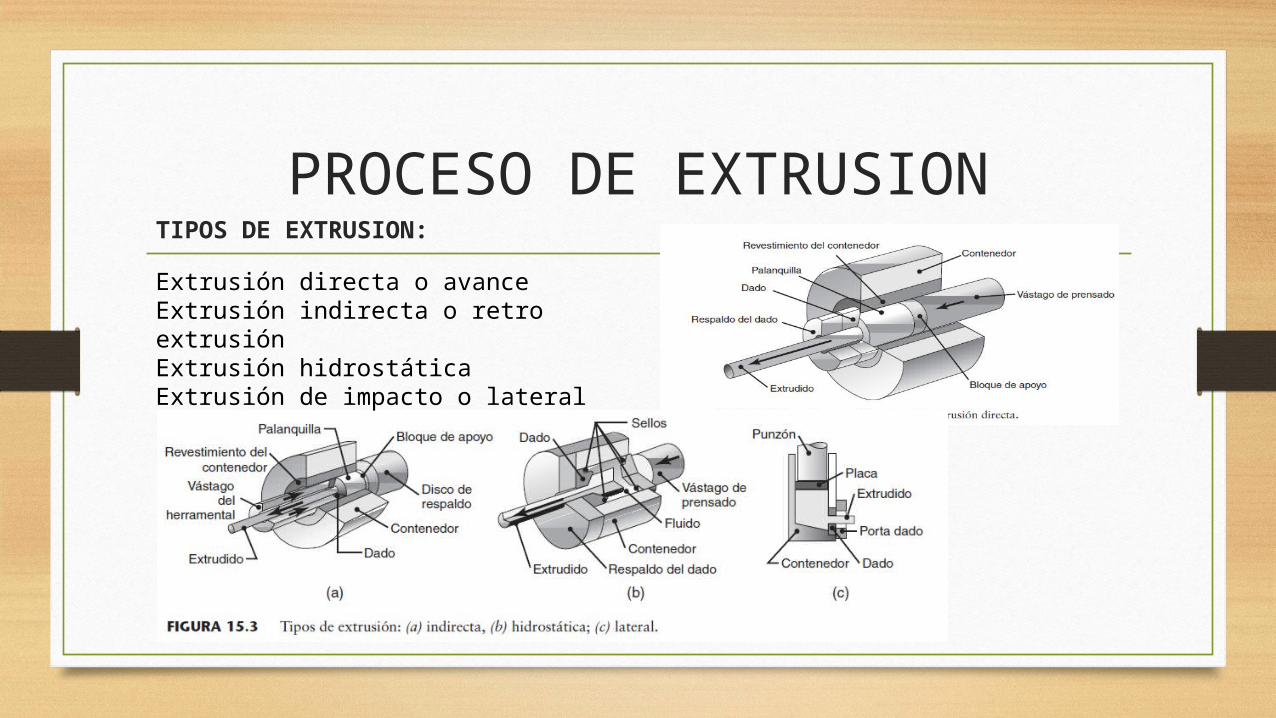
PROCESO DE EXTRUSIONTIPOS DE EXTRUSION:
Extrusión directa o avanceExtrusión indirecta o retro extrusiónExtrusión hidrostáticaExtrusión de impacto o lateral
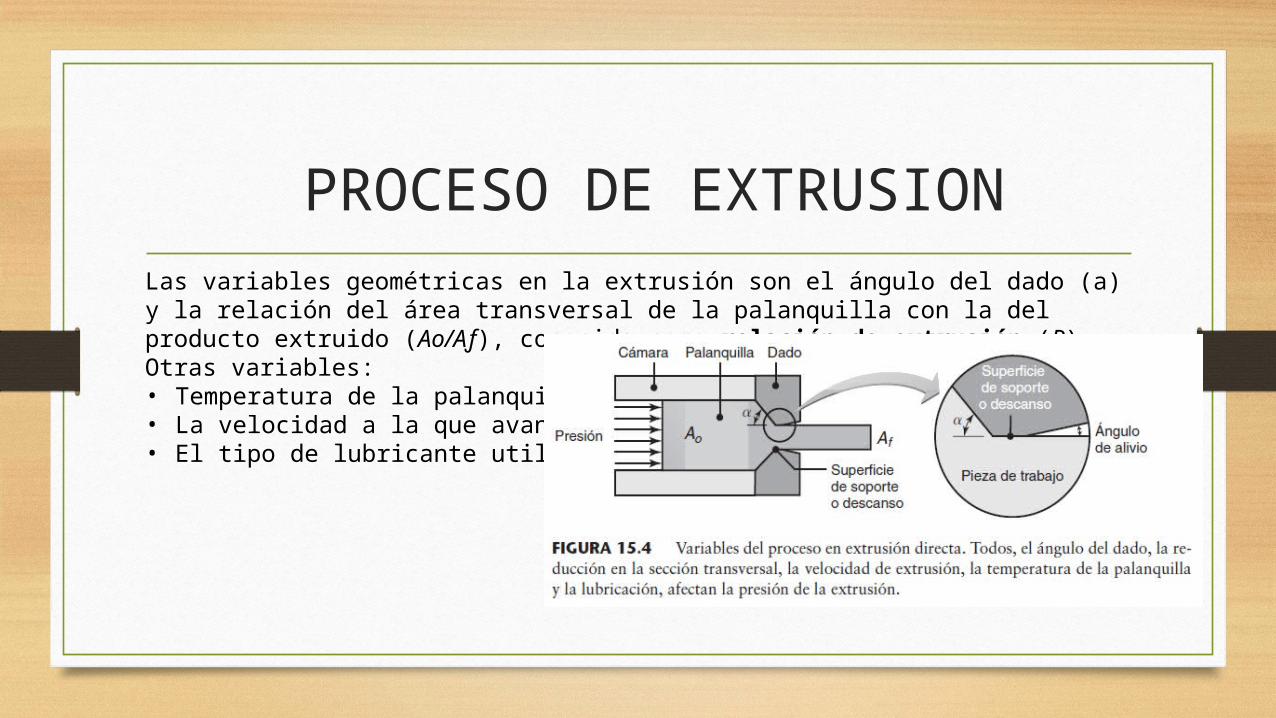
Las variables geométricas en la extrusión son el ángulo del dado (a) y la relación del área transversal de la palanquilla con la del producto extruido (Ao/Aƒ), conocida como relación de extrusión (R).Otras variables:• Temperatura de la palanquilla• La velocidad a la que avanza el pistón• El tipo de lubricante utilizado.
PROCESO DE EXTRUSION
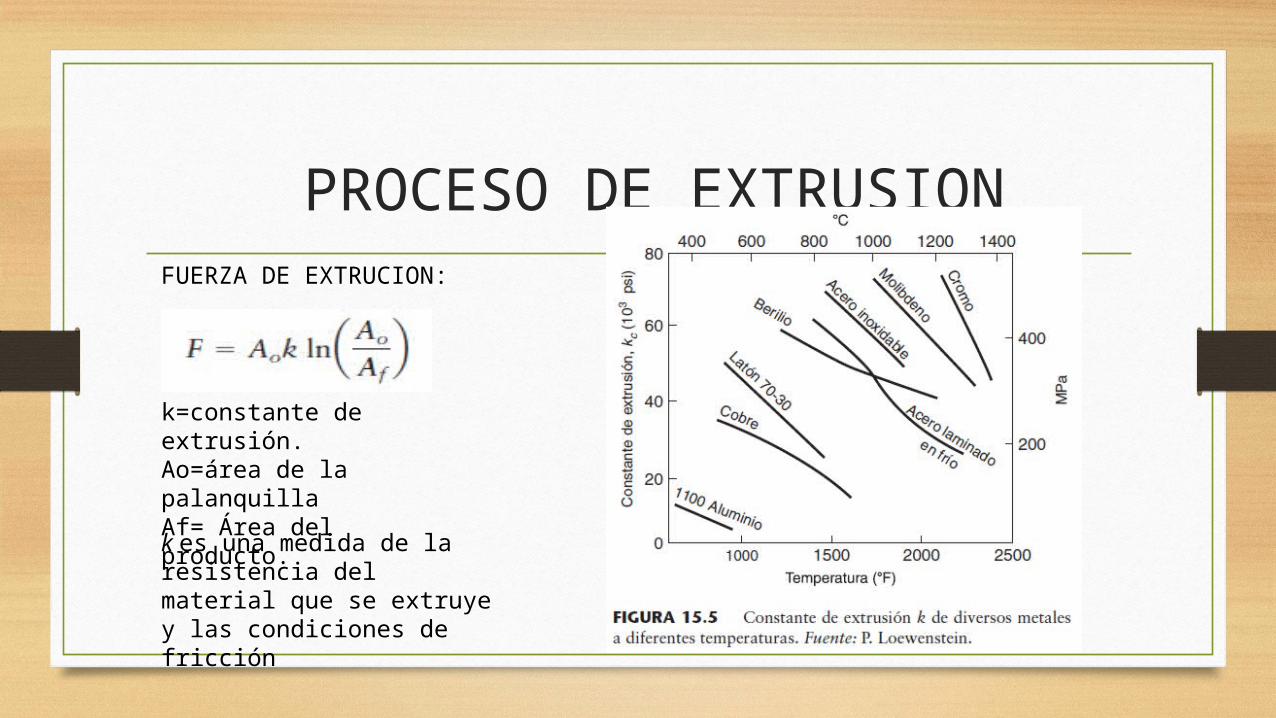
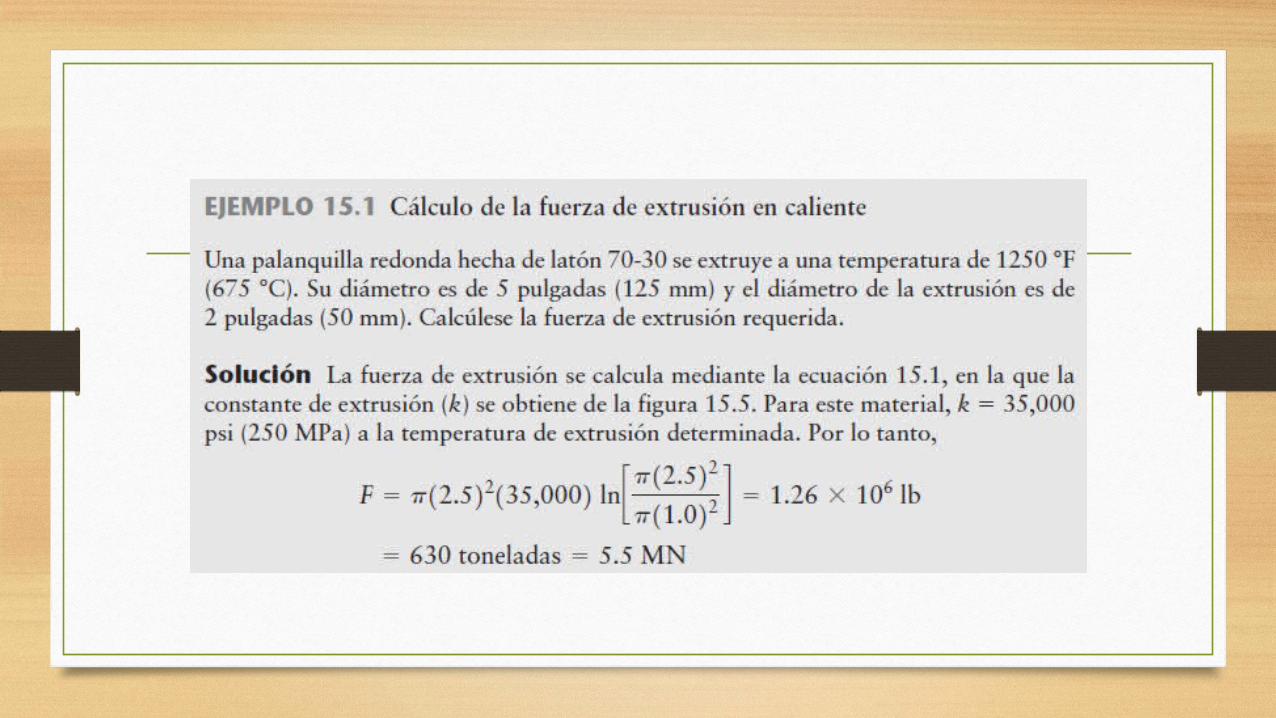
PROCESO DE EXTRUSIONFUERZA DE EXTRUCION:
k=constante de extrusión.Ao=área de la palanquillaAf= Área del producto.k es una medida de la resistencia del material que se extruye y las condiciones de fricción
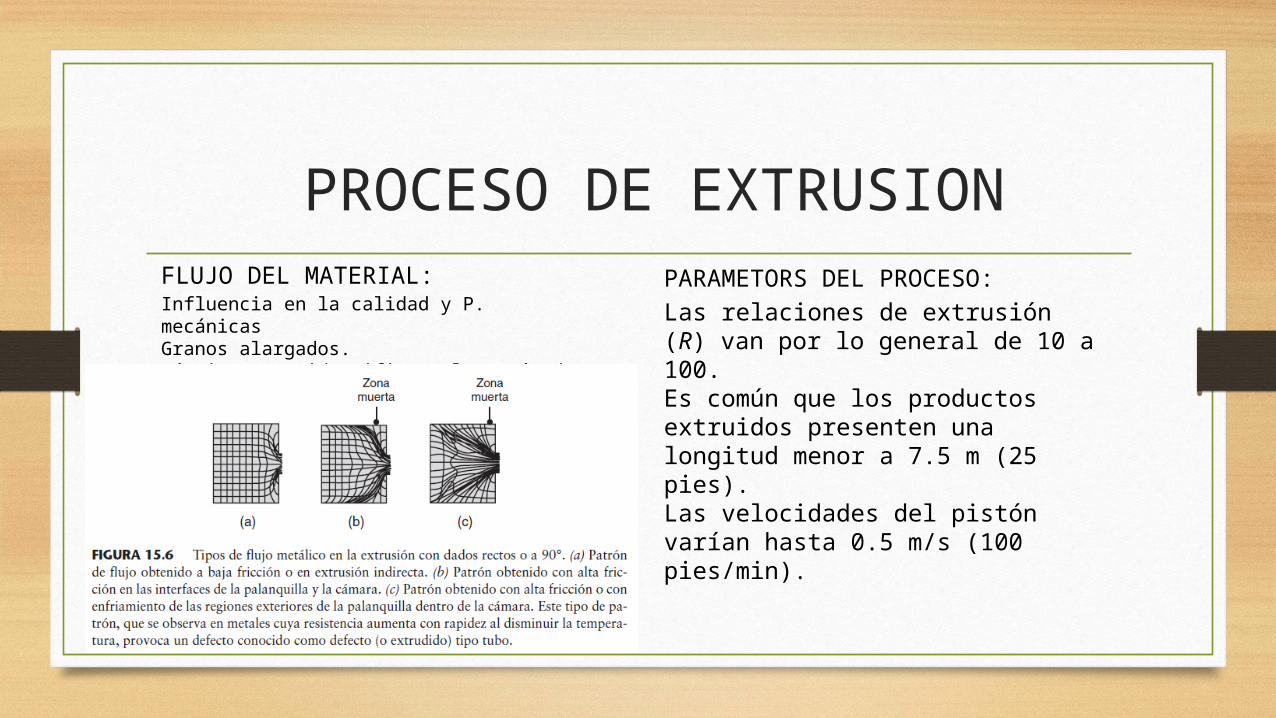
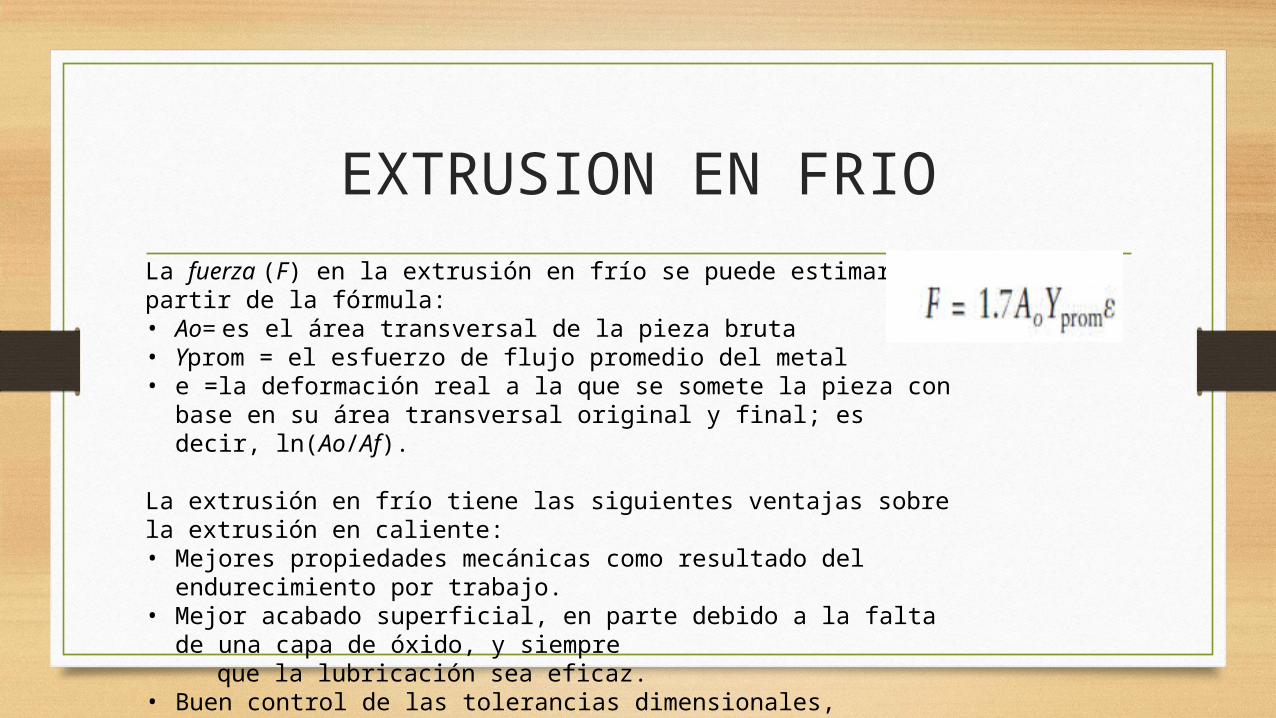
PROCESO DE EXTRUSIONFLUJO DEL MATERIAL:Influencia en la calidad y P. mecánicasGranos alargados.Técnica para identificar el patrón de flujo.
PARAMETORS DEL PROCESO:Las relaciones de extrusión (R) van por lo general de 10 a 100.Es común que los productos extruidos presenten una longitud menor a 7.5 m (25 pies).Las velocidades del pistón varían hasta 0.5 m/s (100 pies/min).
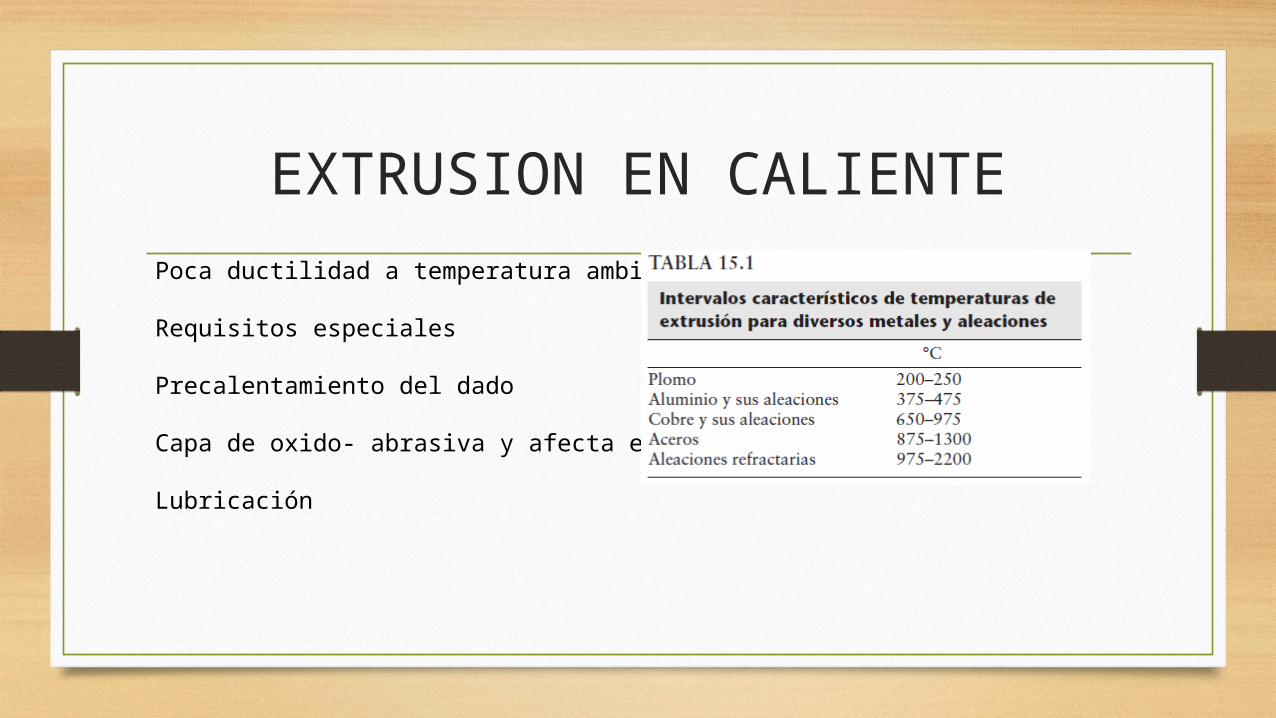
EXTRUSION EN CALIENTEPoca ductilidad a temperatura ambiente
Requisitos especiales
Precalentamiento del dado
Capa de oxido- abrasiva y afecta el flujo patrón
Lubricación
EXTRUSION EN FRIO
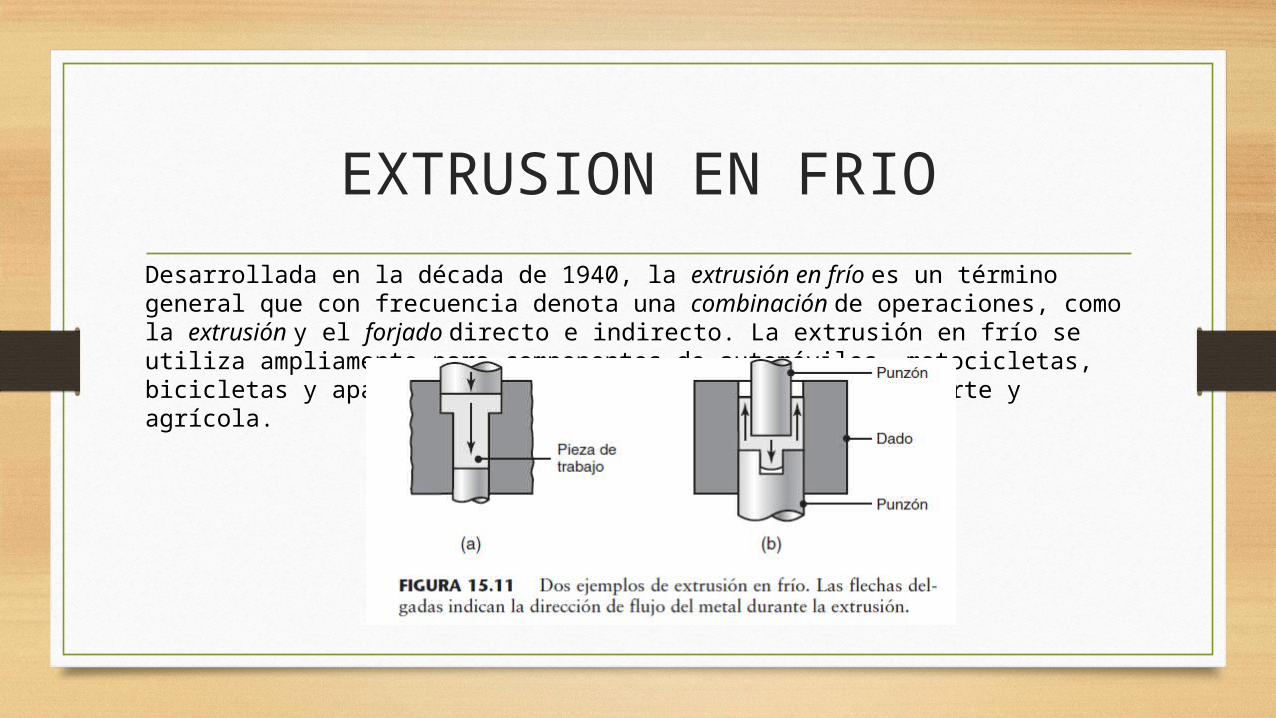
Desarrollada en la década de 1940, la extrusión en frío es un término general que con frecuencia denota una combinación de operaciones, como la extrusión y el forjado directo e indirecto. La extrusión en frío se utiliza ampliamente para componentes de automóviles, motocicletas, bicicletas y aparatos eléctricos, y en equipo de transporte y agrícola.
EXTRUSION EN FRIO
La fuerza (F) en la extrusión en frío se puede estimar a partir de la fórmula:• Ao= es el área transversal de la pieza bruta• Yprom = el esfuerzo de flujo promedio del metal• e =la deformación real a la que se somete la pieza con base en
su área transversal original y final; es decir, ln(Ao/Af).
La extrusión en frío tiene las siguientes ventajas sobre la extrusión en caliente:• Mejores propiedades mecánicas como resultado del
endurecimiento por trabajo.• Mejor acabado superficial, en parte debido a la falta de una
capa de óxido, y siempre que la lubricación sea eficaz.• Buen control de las tolerancias dimensionales, reduciendo la
necesidad de operaciones de maquinado o acabado posteriores.
EXTRUSION POR IMPACTO
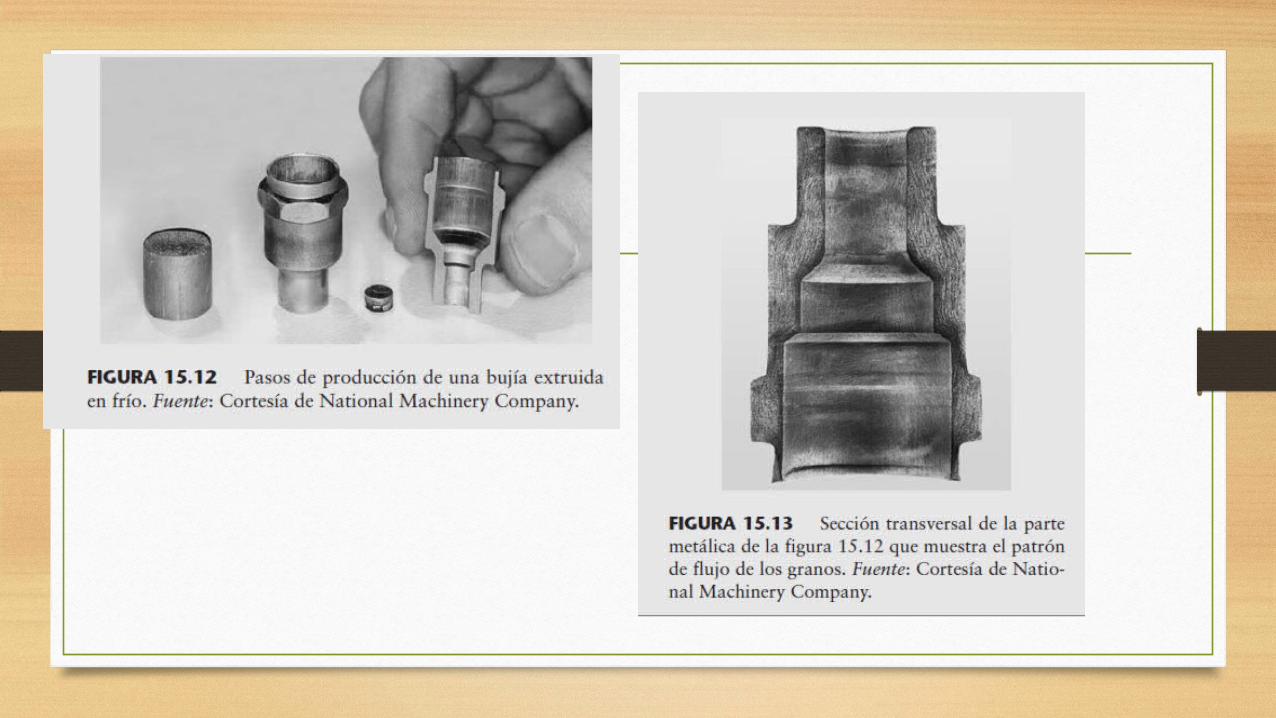
La extrusión por impacto es similar a la extrusión indirecta y con frecuencia el procesose incluye en la categoría de extrusión en frío.
EXTRUSION POR IMPACTO
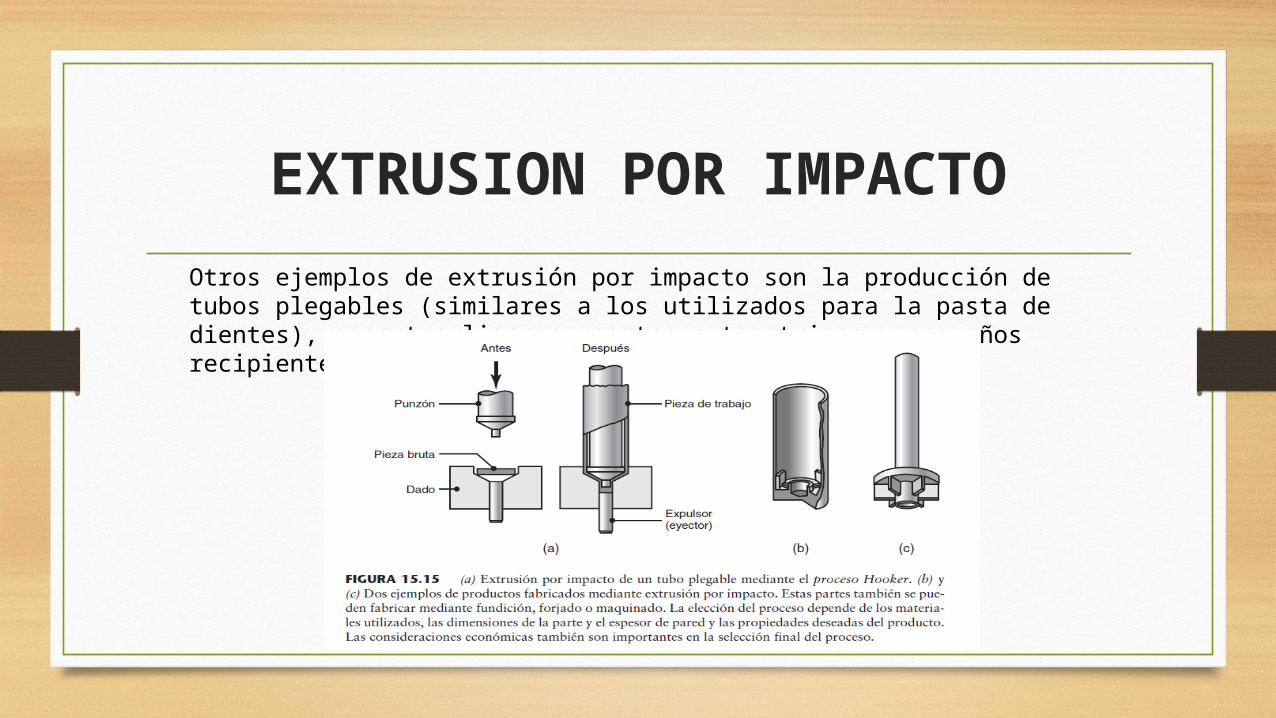
Otros ejemplos de extrusión por impacto son la producción de tubos plegables (similares a los utilizados para la pasta de dientes), soportes ligeros, partes automotrices y pequeños recipientes a presión.
EXTRUSION HIDROSTATICA
La presión requerida en la cámara se suministra mediante un pistón a través de un medio fluido incompresible que rodea la palanquilla.Las presiones son del orden de 1400 Mpa.Es común efectuar la extrusión hidrostática a temperatura ambiente, por lo regular mediante aceites vegetales como fluido (en particular aceite de ricino, ya que es un buen lubricante y su viscosidad no se ve muy afectada por la presión).Por este método se pueden extruir materiales quebradizos, ya que la presión hidrostática aumenta la ductilidad del material.
Defectos de la extrusión
Agrietamiento de la superficie. Si la temperatura de extrusión, la fricción o la velocidad son demasiado elevadas, las temperaturas de la superficie pueden aumentar considerablemente, lo que provocaría que la superficie se agrietase y desgarrase.Tubo. El tipo de patrón de flujo del metal en la extrusión en la que tiende a acumular los óxidos e impurezas de la superficie en el centro de la palanquilla, de manera parecida a la de un embudo.Agrietamiento interno. El centro del producto extruido puede desarrollar grietas, conocidas como agrietamiento central, reventón central, fractura de punta de flecha o agrietamiento tipo Chevron o en forma de V invertida. Estas grietas se atribuyen a un estado de esfuerzo de tensión hidrostática en el eje central de la zona de deformación en la matriz
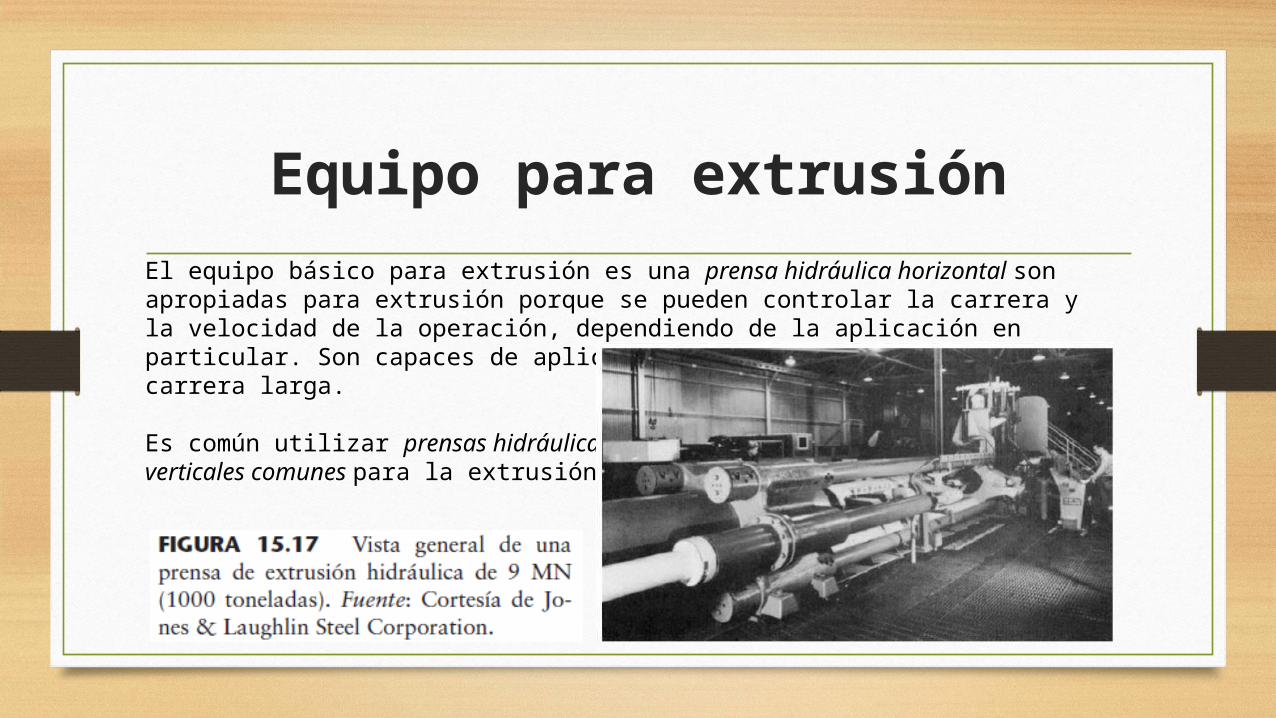
Equipo para extrusiónEl equipo básico para extrusión es una prensa hidráulica horizontal son apropiadas para extrusión porque se pueden controlar la carrera y la velocidad de la operación, dependiendo de la aplicación en particular. Son capaces de aplicar una fuerza constante en una carrera larga.
Es común utilizar prensas hidráulicas verticales comunes para la extrusión en frío.
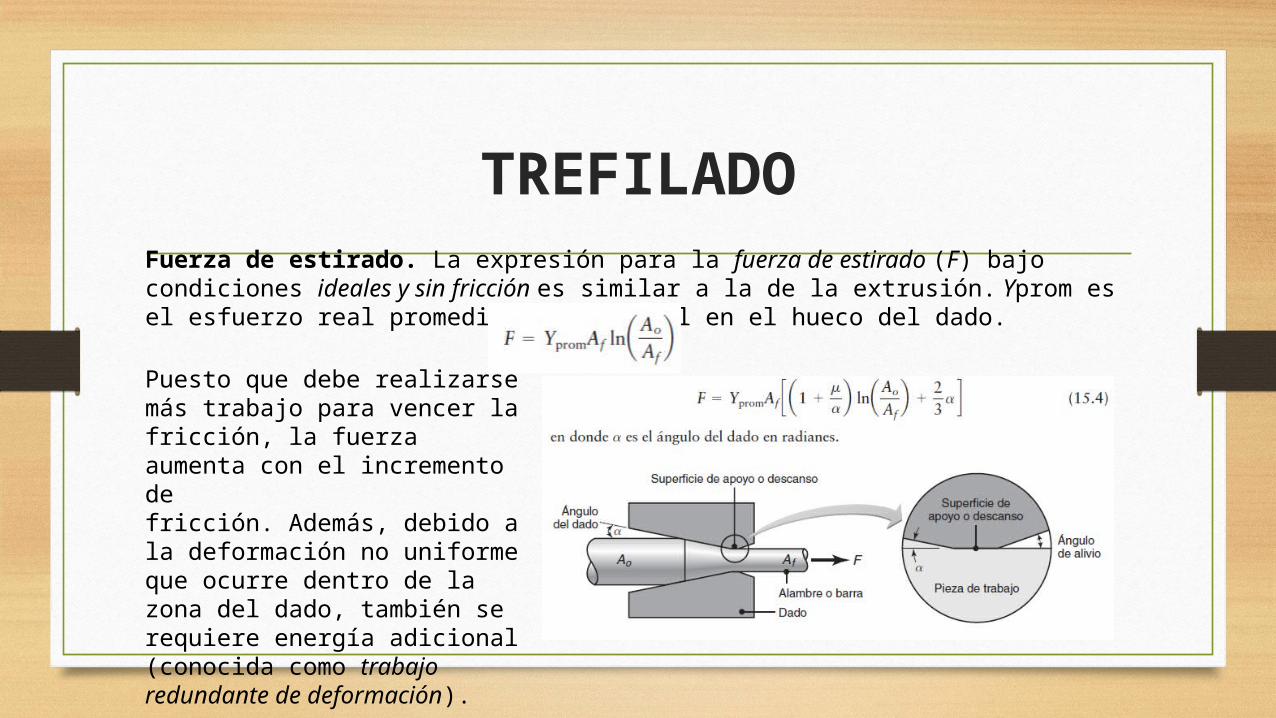
TREFILADOFuerza de estirado. La expresión para la fuerza de estirado (F) bajo condiciones ideales y sin fricción es similar a la de la extrusión. Yprom es el esfuerzo real promedio del material en el hueco del dado.
Puesto que debe realizarse más trabajo para vencer la fricción, la fuerza aumenta con el incremento defricción. Además, debido a la deformación no uniforme que ocurre dentro de la zona del dado, también se requiere energía adicional (conocida como trabajo redundante de deformación).
Defectos del estirado y esfuerzos residuales
Los defectos típicos en una barra o un alambre estirado son similares a los observados enla extrusión, en particular el agrietamiento central.Otro tipo principal de defecto en el estirado son los traslapes, raspaduras o dobleces longitudinales en el material que se pueden abrir durante operaciones posteriores de formado (como recalcado, cabeceado, laminación de roscas o doblado de barra o alambre) y pueden provocar serios problemas en el control de calidad.Las barras y los tubos que no son suficientemente rectos (o se suministran en rollo) pueden enderezarse pasándolos a través de un arreglo de rodillos colocados en diferentes ejes.
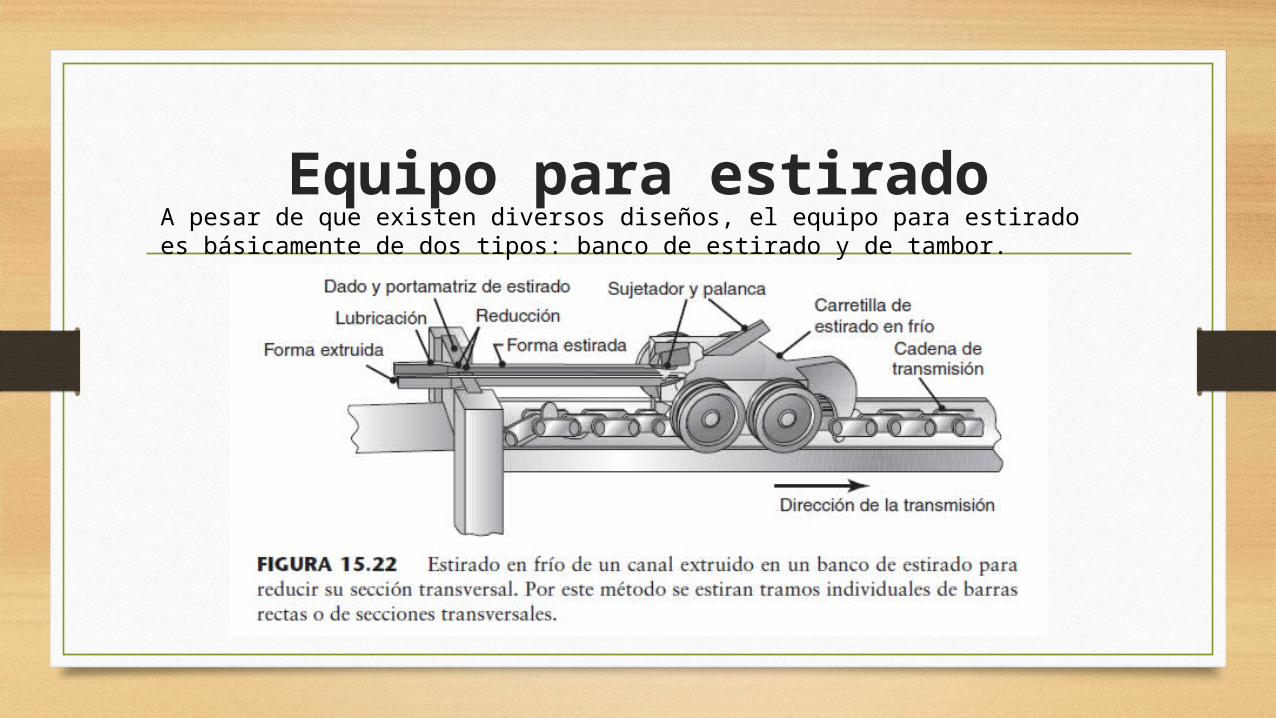
Equipo para estiradoA pesar de que existen diversos diseños, el equipo para estirado es básicamente de dos tipos: banco de estirado y de tambor.
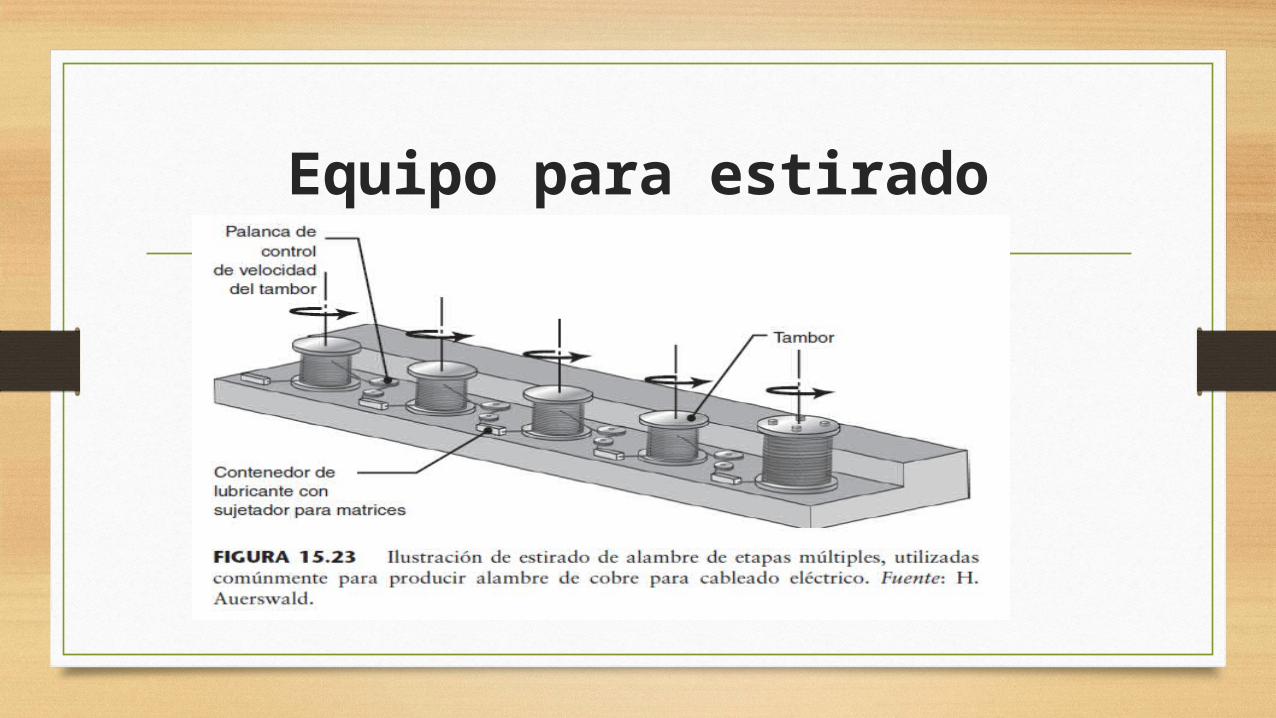
Equipo para estirado