Embed Size (px)
Citation preview

Estudio de las propiedades de dureza y resistencia del acero trefilado y la relación que
existe entre el ensayo de dureza y los ensayos de compresión, flexión y tracción
Propuesta de Investigación
Trabajo de grado para optar por el título de
Ingeniero Industrial
DIANA GISSEL LEYVA VARGAS
JORGE IVÁN SALGADO CUEVAS
Directora
MARTHA RUTH MANRIQUE
PONTIFICIA UNIVERSIDAD JAVERIANA
FACULTAD DE INGENIERÍA
INGENIERÍA INDUSTRIAL
BOGOTÁ D.C.
2016
Resumen ejecutivo
Este proyecto parte de la necesidad de encontrar la mejor forma de adaptar nuevas
tecnologías para su uso en la industria, con el fin de modificar procesos y transformarlos de
forma gradual en procesos más eficientes y sostenibles; esto desde la perspectiva de la
industria Metalmecánica en Colombia que requiere modificar la metodología que usa para
evaluar las características de las materias primas, específicamente de la aleación de acero,
con el fin de reducir la cantidad de materia prima que se expone a experimentos
destructivos, permitiendo que la evaluación de las materias primas sea eficiente, económica
y efectiva para esta actividad económica industrial.
Existen diferentes tipos de ensayos mecánicos para los materiales metálicos que
permiten medir la capacidad de un material para soportar un esfuerzo, estos pueden ser de
tipo destructivo o no destructivo y permiten determinar las carteristas del material en
función de su deterioro; actualmente el acero SAE/AISI 1016 se expone a cuatro tipos de
ensayo de tracción, compresión, flexión y dureza, aplicados a probetas del material de
estudio, para medir su capacidad y determinar el nivel de usabilidad en la industria lo que
implica una alta inversión en cuanto a tiempo y alta generación de residuos en razón a que
de los cuatro ensayos aplicados tres resultan ser de carácter destructivo
Para realizar la relación de los ensayos de resistencia y el ensayo de dureza, se
diseñó un experimento para caracterizar las variables, tomando en cuenta las muestras y las
herramientas estadísticas para poder concluir de forma certera sobre la relación de las
propiedades, a partir de esta relación se diseñó un nuevo ensayo no destructivo para
caracterizar el acero trefilado sin desperdiciar material.
Justificación
La industria Metalmecánica en Colombia, representaba uno de los eslabones más
eficientes en la cadena productiva de nuestro país teniendo un papel determinante en el
desarrollo económico e industrial, especialmente durante los últimos años presentado su
mayor crecimiento; según cifras publicadas por ProColombia entidad encargada de
promover la inversión extranjera en Colombia, la industria metalmecánica nacional ha
tenido un crecimiento del 11% des el año 2013, exporta más de 363.00 toneladas al año,
representa cerca de 14% de la productividad nacional y aporta el 13% del empleo dentro
del PIB industrial (PROCOLOMBIA, 2016).
Basado en esto el gobierno nacional por medio del plan de transformación
productiva, ha enfocado sus esfuerzos en fomentar el crecimiento de esta industria en razón
a que ve en esta la capacidad de jalonar la productividad nacional, lo que quiere decir que
es capaz de demandar y producir bienes para sí mismo y para otros sectores económicos, lo
que le permite tener una amplia gama de oportunidades de crecimiento a nivel nacional e
internacional, le meta que se ha establecido para el sector metal metalmecánico es triplicar
sus ingresos y generar al menos 100.000 empleos; la estrategia para alcanzar estas metas es
incentivar a los empresarios del sector, mediante reconocimientos económicos, a mejorar
estrategias de funcionamiento, desarrollando sus actividades por medio de procesos más
eficientes . (Programa para la Transformacion Productiva, 2016), En la mayoría de los
casos la alternativa predilecta para la mejora de procesos es la automatización de procesos
por medio de inclusión de maquinarias tecnológicas, de igual otra de las opciones que tiene
la industria metalmecánica para optimizar sus procesos es mejorar el aprovechamiento de
sus materias primas en razón a que genera un ahorro en recursos valiosos como tiempo
dinero, al reducir los reprocesos y el nivel de desperdicios, a causa de por deficiencias en
las características de los materiales.
De acuerdo a esto se plantea la necesidad de conocer las características de los
materiales, que serán dispuestos para los procesos productivos de esta industria, en el caso
específico de nuestro caso de estudio será acero de bajo contenido de carbono aleado ,
materia prima en el proceso de fabricación de productos forjados y estampados en frio,
esto por medio del estudio de las principales variables de influencia implicadas en ensayos
mecánicos, a los que se someterán probetas de dicho material, con el fin de determinar la
capacidad del acero SAE/AISI 1016 para soportar esfuerzos de tracción, compresión,
flexión y dureza, con el fin de establecer una relación entre los indicadores de dureza
respecto a las otras propiedades, esto en razón a que el ensayo mecánico de dureza es en
este caso el único aplicado que no es de carácter destructivo, lo que permitirá delimitar las
capacidades del acero a la hora de ingresar al proceso productivo, disminuyendo el tiempo
de los ensayos requeridos para su caracterización y la cantidad de material usado con el
mismo objetivo, lo que facilitara la selección del material para el proceso productivo y les
permitirá a esta industria aspirar al nivel de mejoramiento en sus procesos requerido para
alcanzar el incentivo propuesto por el gobierno nacional
Objetivos
General:
Estudiar la influencia de las variables en los ensayos mecánicos de tracción,
compresión, flexión y dureza del acero SAE/AISI 1016 en la eficiencia del proceso de
producción de elementos forjados y estampados en frio y establecer la relación entre dureza,
respecto a tracción, compresión y flexión.
Específicos:
Realizar la caracterización del acero SAE/AISI 1016 en el proceso de producción
de elementos forjados y estampados en frio y la influencia de las propiedades mecánicas del
material en la eficiencia del proceso con el fin de establecer los parámetros recomendados
para las mejores prácticas del mismo.
Desarrollar ensayos mecánicos de tracción, compresión, flexión y dureza con la
aleación de acero SAE/AISI 1016 con el fin de documentar el comportamiento de las
propiedades del material.
Establecer una correlación entre la propiedad de dureza respecto a la compresión,
flexión y tracción de la aleación del acero SAE/AISI 1016, con el fin de desarrollar una
prueba que determine si el acero tiene las características óptimas para el proceso productivo
de elementos forjados y estampados en frio.
Pregunta de investigación
¿Cuál es la correlación entre los ensayos mecánicos de tracción, compresión, flexión
y dureza del acero SAE/AISI 1016 respecto a la eficiencia del proceso de fabricación de
productos forjados y estampados en frio?
Requerimientos
Determinantes
- Espacio del Centro Tecnológico de Automatización Industrial.
- Máquina universal de ensayos.
- Durómetro para micro dureza vickers.
- Pulidora de probetas.
Requerimientos
- Préstamo del espacio de un laboratorio en la Pontificia Universidad Javeriana
con los equipos requeridos.
- Los equipos detallados anteriormente en perfecto estado y funcionamiento.
- Probetas de acero trefilado de calidad industrial, preferiblemente entregados por
una empresa que trabaje con este material para sus procesos.
Restricciones
- La disponibilidad de laboratorios en la Pontificia Universidad Javeriana con los
equipos especializados requeridos.
- La disponibilidad de los equipos especializados, cualquier falla de estos equipos
puede perjudicar el proyecto.
Declaración de Estándares
Norma Técnica Colombiana 3353
El Instituto Colombiano de Normas Técnicas y Certificación (ICONTEC) crea la
norma técnica 3353 “SIDERURGIA. DEFINICIONES Y MÉTODOS PARA LOS
ENSAYOS MECÁNICOS DE PRODUCTOS DE ACERO” como equivalente en
Colombia de la norma a 370 “Test Methods and Definitions for Mechanical Testing of
Steel Products” creada por ASTM internacional, en razón a que el proceso de trasformación
de materia primas, en productos que llegaran a las manos del consumidor, en sector
siderúrgico y metalmecánico, implica el cumplimiento de una serie de requisitos para que
dicha transformación se lleve a cabo de la mejor forma. (American Society for Testing
Materials, 2016) (ICONTEC Internacional, 1997) (ICONTEC Internacional, 1997)
Esta norma establece los parámetros específicos para los procedimientos y
definiciones requeridas para los ensayos de tipo mecánico aplicados en productos de acero,
usados como materia prima, con el fin de generar una guía que evite las variaciones en los
métodos usados para el desarrollo de los ensayos y permita que los datos generados a través
de estos sean confiables, reproducibles y fácilmente comparables.
En el caso específico de este estudio se dará uso a estos métodos de prueba, de
acuerdo a los parámetros señalados, con el objetivo de determinar las propiedades
mecánicas del material, enfocándose principalmente en los datos que permitan establecer la
relación de entre el ensayo de dureza y los ensayos de compresión, flexión y tracción.
Antecedentes
Los procesos de prensado para la fabricación de productos forjados y estampados
en frio, utilizan acero trefilado, el cual pierde sus propiedades por las altas presiones a las
que es sometido para ser transformado en barras de diámetros pequeños, aunque luego sean
de nuevo calentados en hornos el proceso no es homogéneo, partes del acero pierden las
propiedades iniciales y son importantes para el proceso de prensado. Esto trae como
consecuencia problemas en las máquinas y en la calidad de los productos, las empresas
usualmente desarrollan cuatro ensayos en los metales: dureza, compresión, flexión y
tracción en los diferentes rollos de hilo de acero; sin embargo, tres de las cuatro pruebas
son destructivas (Raj, Rao, & Bhaduri, 2015), sumado al costo elevado del material se
puede determinar como un desperdicio, si de alguna forma se pudiera relacionar la prueba
de dureza que es no destructiva con las otras tres pruebas, de tal modo que se pueda
determinar la calidad de una muestra simplemente con este ensayo, significaría una
disminución en costos en las empresas.
Actualmente existen métodos no destructivos para determinar las propiedades de los
materiales como el ensayo miniatura de punzonamiento, que utiliza unos radios muy
pequeños para determinar las propiedades de aceros estructurales (Autillo, Contreras,
Betegón, & Rodríguez, 2006), aunque no haya una relación directa entre los ensayos de
dureza con los ensayos de resistencia, las mismas pruebas determinan que se está
caracterizando la resistencia, la maleabilidad, la rigidez y la tenacidad desde algún nivel,
por lo que es posible determinar una relación entre los resultados obtenidos con dos
ensayos (Nuñez, Roca, & Jorba, 2013).
Metodología
Preparación de laboratorio
Se realizó la recolección de las probetas de ensayos del material Acero AISI 1016,
se adquirieron 63 lotes, cada uno con 4 probetas, con un total de 252 muestras.
Prueba de microdureza
Foto 1. Microhardness Tester - Microdurómetro
La prueba inicial que se realizó fue la de microdureza, ésta consiste en punzar la
superficie de la muestra usando un diamante con forma de rombo y luego medir las
diagonales del hundimiento para determinar la dureza del material, la máquina utilizada es
el microdurómetro (microhardness tester) que se encuentra en el Centro Tecnológico de
Automatización Industrial, el cual se puede observar en la foto 1, esta prueba se realizó a
todas las probetas de todos los lotes.
El procedimiento para realizar la prueba de microdureza fue el siguiente:
- Preparar la pieza, antes de iniciar se debe limpiar la superficie donde se realiza el
punzonamiento para que la prueba obtenga los resultados con la mayor precisión posible.
- Ubicar la pieza, Se colocó la pieza en la prensa y se centró en el medio de la luz que
genera el microscopio para garantizar que el punzonamiento se realice en la superficie más
alta de la curva. Esto se hizo debido a la forma de la muestra, usualmente la prueba de
microdureza se realiza sobre superficies planas; sin embargo, la probeta tiene forma
cilíndrica por lo cual es importante centrar el foco para que la marca que deja el diamante
sea lo más nítida posible.
- Definir los parámetros, la máquina permite definir los parámetros con los cuales se
requiere hacer la prueba, en el caso de la prueba realizada para este análisis se fijaron los
parámetros 0,5 N de fuerza, 5 segundos de punzonamiento y HV (Hardness Vickers) para el
resultado de la dureza.
- Enfocar, se debe ver la superficie de la pieza en el microscopio, se dio prioridad a la
nitidez de la imagen.
- Activar la prueba, al momento que todos los parámetros están fijos y la pieza está
centrada y enfocada, se activó la prueba, la máquina realiza el punzonamiento de forma
automática y al finalizar regresa la posición del lente para utilizar el microscopio.
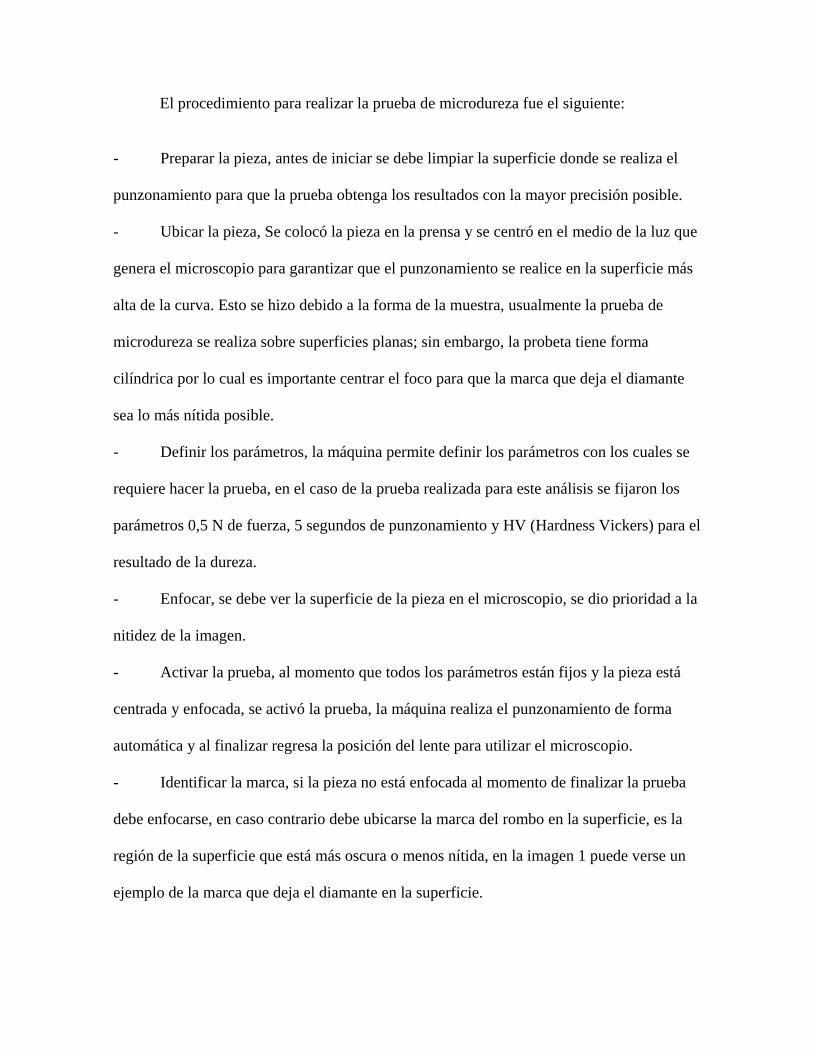
- Identificar la marca, si la pieza no está enfocada al momento de finalizar la prueba
debe enfocarse, en caso contrario debe ubicarse la marca del rombo en la superficie, es la
región de la superficie que está más oscura o menos nítida, en la imagen 1 puede verse un
ejemplo de la marca que deja el diamante en la superficie.
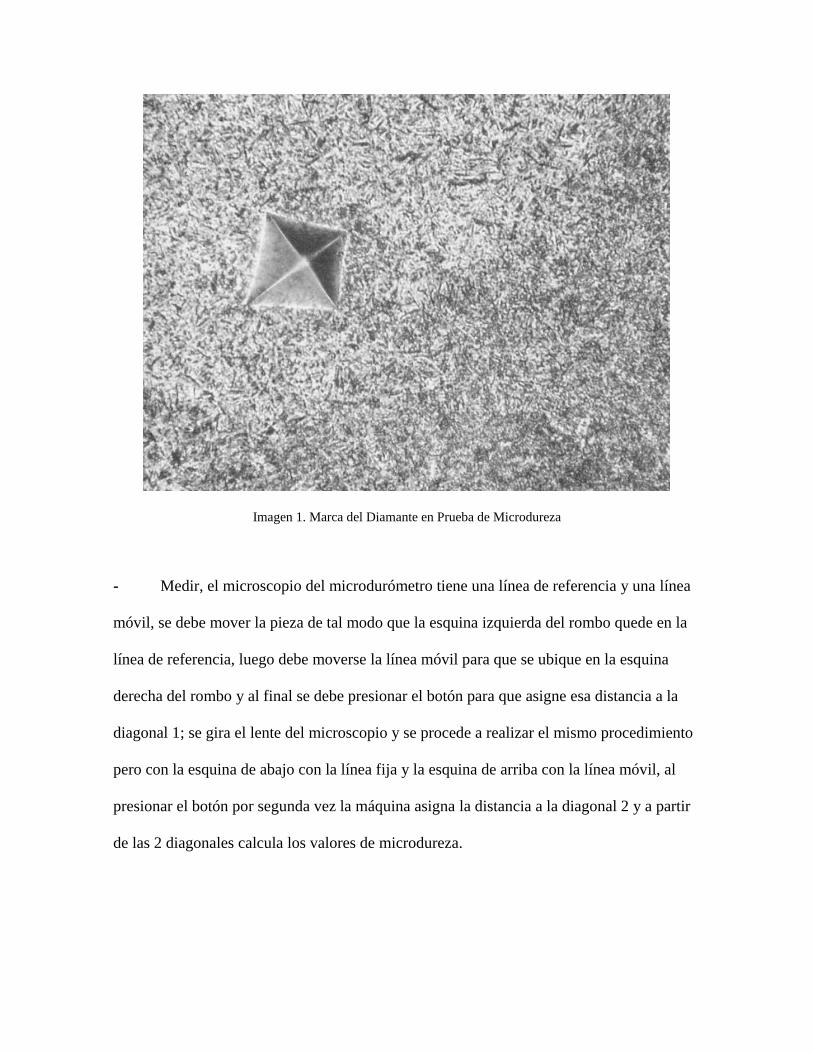
Imagen 1. Marca del Diamante en Prueba de Microdureza
- Medir, el microscopio del microdurómetro tiene una línea de referencia y una línea
móvil, se debe mover la pieza de tal modo que la esquina izquierda del rombo quede en la
línea de referencia, luego debe moverse la línea móvil para que se ubique en la esquina
derecha del rombo y al final se debe presionar el botón para que asigne esa distancia a la
diagonal 1; se gira el lente del microscopio y se procede a realizar el mismo procedimiento
pero con la esquina de abajo con la línea fija y la esquina de arriba con la línea móvil, al
presionar el botón por segunda vez la máquina asigna la distancia a la diagonal 2 y a partir
de las 2 diagonales calcula los valores de microdureza.
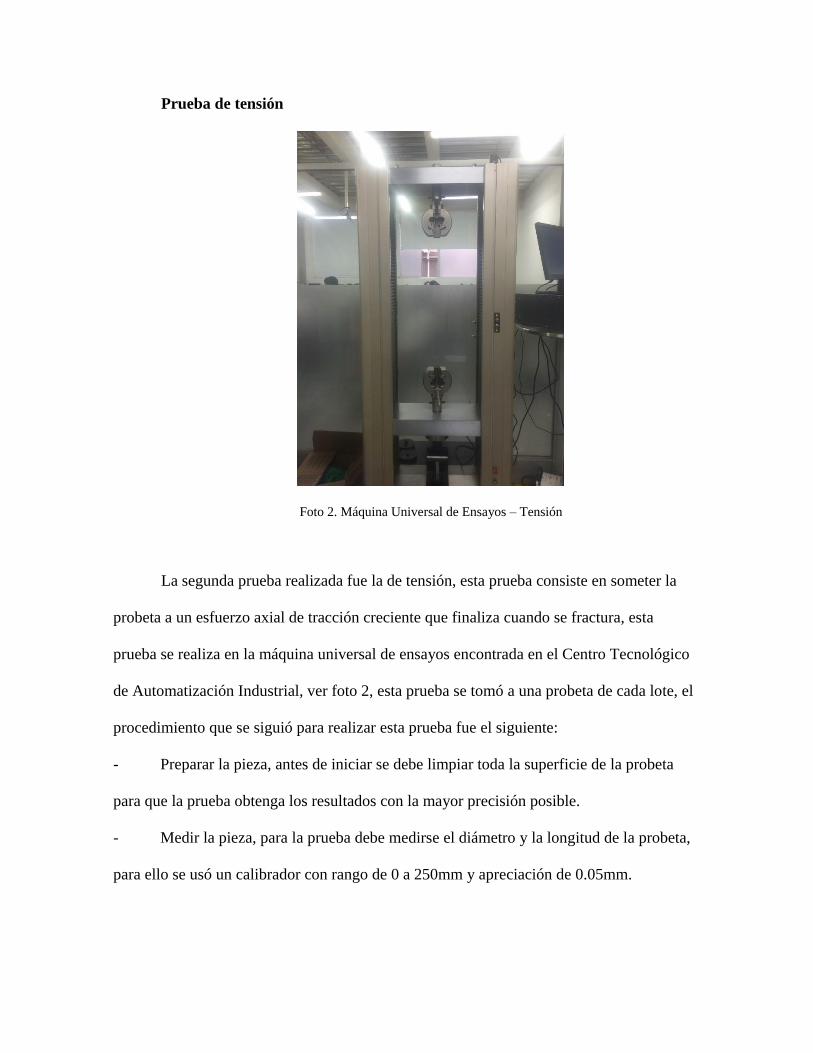
Prueba de tensión
Foto 2. Máquina Universal de Ensayos – Tensión
La segunda prueba realizada fue la de tensión, esta prueba consiste en someter la
probeta a un esfuerzo axial de tracción creciente que finaliza cuando se fractura, esta
prueba se realiza en la máquina universal de ensayos encontrada en el Centro Tecnológico
de Automatización Industrial, ver foto 2, esta prueba se tomó a una probeta de cada lote, el
procedimiento que se siguió para realizar esta prueba fue el siguiente:
- Preparar la pieza, antes de iniciar se debe limpiar toda la superficie de la probeta
para que la prueba obtenga los resultados con la mayor precisión posible.
- Medir la pieza, para la prueba debe medirse el diámetro y la longitud de la probeta,
para ello se usó un calibrador con rango de 0 a 250mm y apreciación de 0.05mm.
- Ubicar la pieza, este procedimiento consiste en colocar la pieza en las prensas de la
máquina de tal modo que tengan el mejor agarre y no permitan que la pieza se deslice
durante la prueba.
- Definir los parámetros, en el computador se deben asignar los parámetros de la
pieza del diámetro y el largo, y los parámetros de la prueba, en el caso de la prueba del
análisis se uso una velocidad de 20 mm/s.
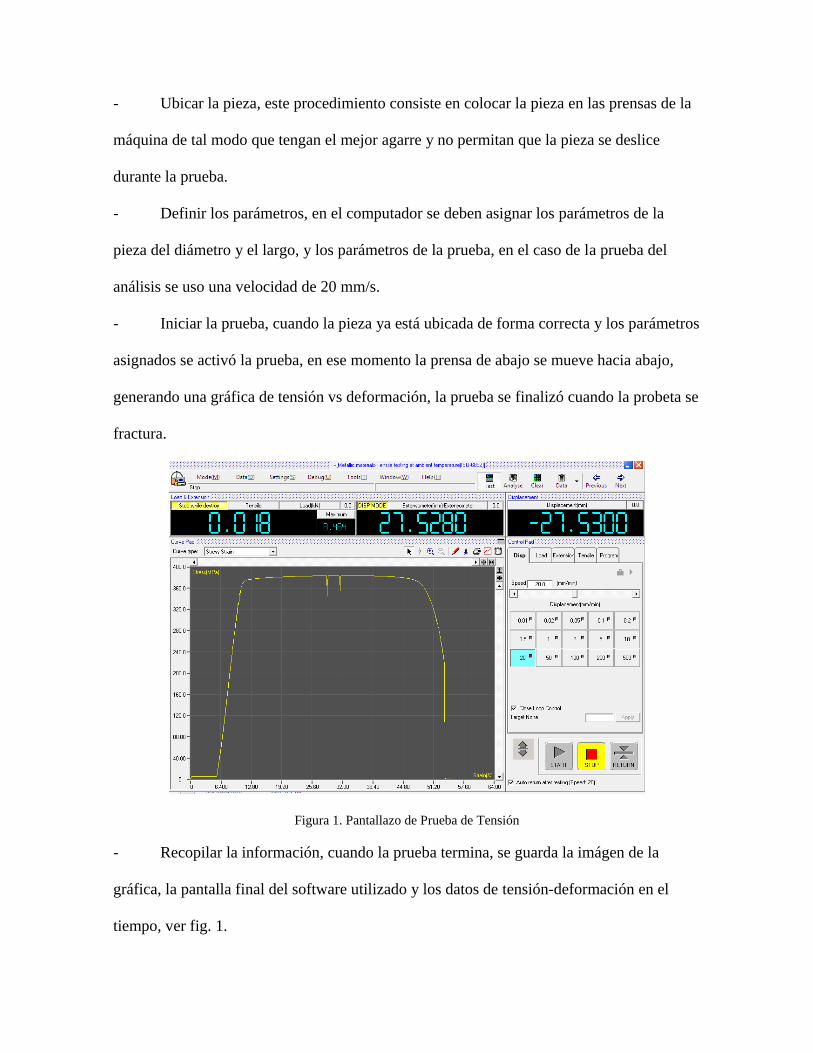
- Iniciar la prueba, cuando la pieza ya está ubicada de forma correcta y los parámetros
asignados se activó la prueba, en ese momento la prensa de abajo se mueve hacia abajo,
generando una gráfica de tensión vs deformación, la prueba se finalizó cuando la probeta se
fractura.
Figura 1. Pantallazo de Prueba de Tensión
- Recopilar la información, cuando la prueba termina, se guarda la imágen de la
gráfica, la pantalla final del software utilizado y los datos de tensión-deformación en el
tiempo, ver fig. 1.
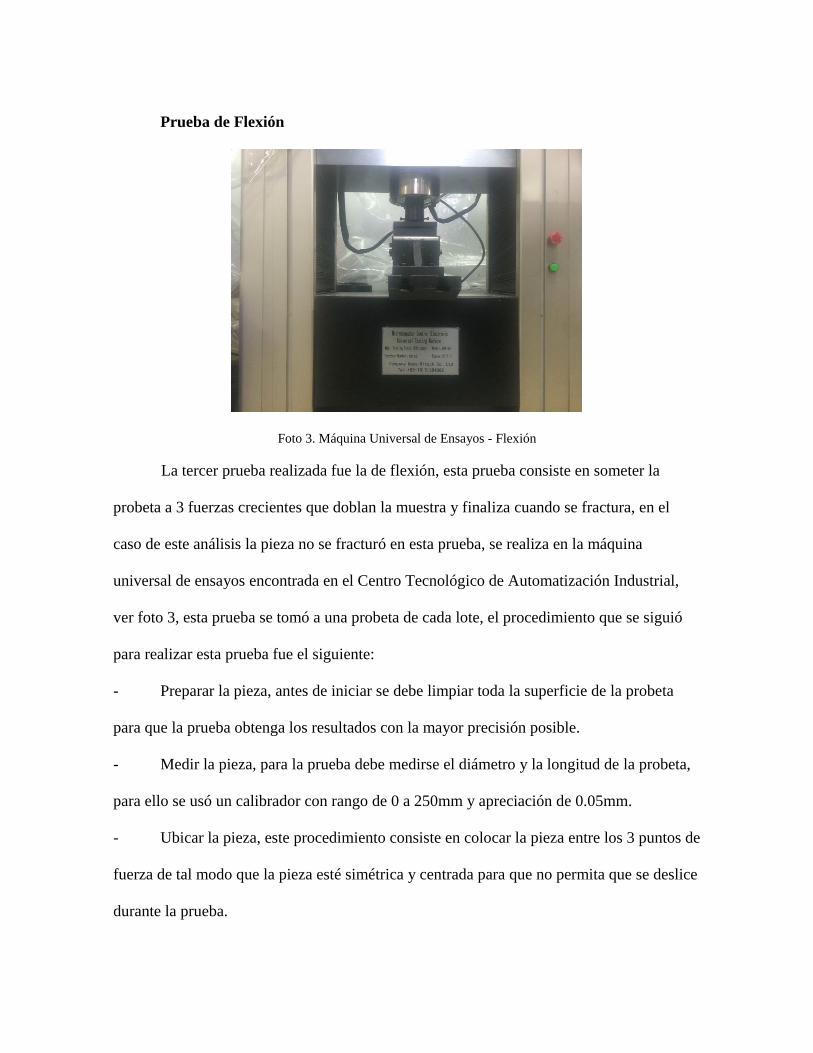
Prueba de Flexión
Foto 3. Máquina Universal de Ensayos - Flexión
La tercer prueba realizada fue la de flexión, esta prueba consiste en someter la
probeta a 3 fuerzas crecientes que doblan la muestra y finaliza cuando se fractura, en el
caso de este análisis la pieza no se fracturó en esta prueba, se realiza en la máquina
universal de ensayos encontrada en el Centro Tecnológico de Automatización Industrial,
ver foto 3, esta prueba se tomó a una probeta de cada lote, el procedimiento que se siguió
para realizar esta prueba fue el siguiente:
- Preparar la pieza, antes de iniciar se debe limpiar toda la superficie de la probeta
para que la prueba obtenga los resultados con la mayor precisión posible.
- Medir la pieza, para la prueba debe medirse el diámetro y la longitud de la probeta,
para ello se usó un calibrador con rango de 0 a 250mm y apreciación de 0.05mm.
- Ubicar la pieza, este procedimiento consiste en colocar la pieza entre los 3 puntos de
fuerza de tal modo que la pieza esté simétrica y centrada para que no permita que se deslice
durante la prueba.
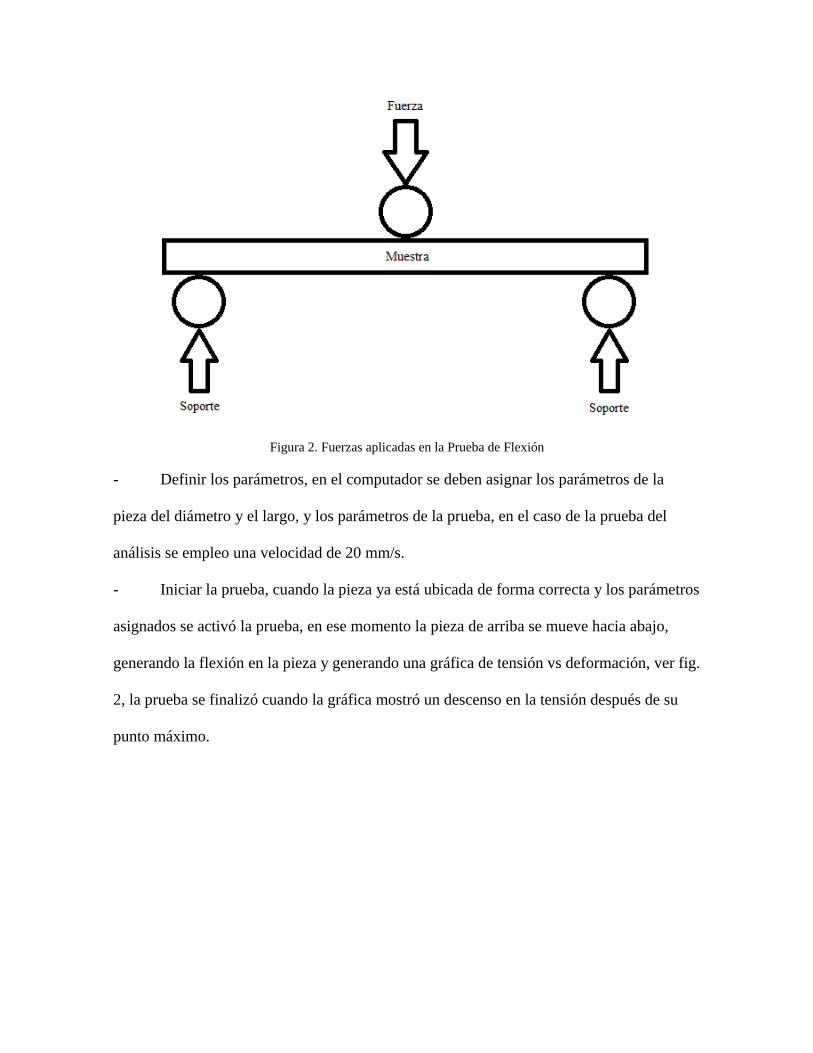
Figura 2. Fuerzas aplicadas en la Prueba de Flexión
- Definir los parámetros, en el computador se deben asignar los parámetros de la
pieza del diámetro y el largo, y los parámetros de la prueba, en el caso de la prueba del
análisis se empleo una velocidad de 20 mm/s.
- Iniciar la prueba, cuando la pieza ya está ubicada de forma correcta y los parámetros
asignados se activó la prueba, en ese momento la pieza de arriba se mueve hacia abajo,
generando la flexión en la pieza y generando una gráfica de tensión vs deformación, ver fig.
2, la prueba se finalizó cuando la gráfica mostró un descenso en la tensión después de su
punto máximo.
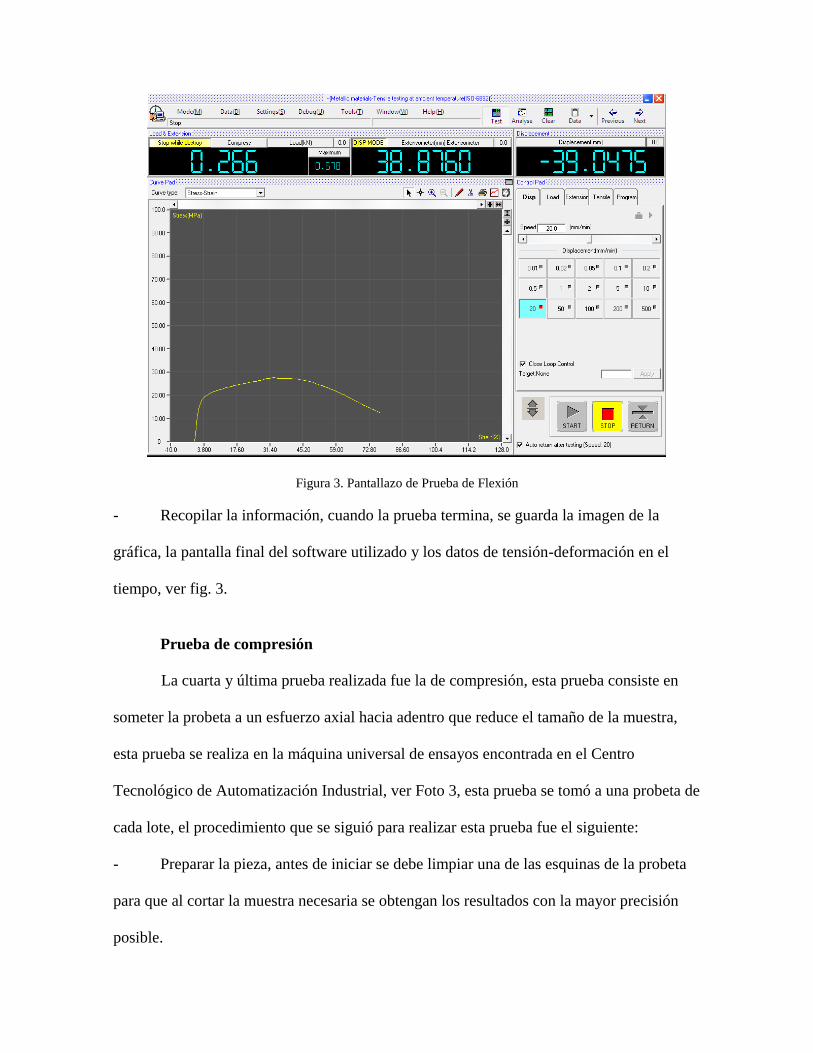
Figura 3. Pantallazo de Prueba de Flexión
- Recopilar la información, cuando la prueba termina, se guarda la imagen de la
gráfica, la pantalla final del software utilizado y los datos de tensión-deformación en el
tiempo, ver fig. 3.
Prueba de compresión
La cuarta y última prueba realizada fue la de compresión, esta prueba consiste en
someter la probeta a un esfuerzo axial hacia adentro que reduce el tamaño de la muestra,
esta prueba se realiza en la máquina universal de ensayos encontrada en el Centro
Tecnológico de Automatización Industrial, ver Foto 3, esta prueba se tomó a una probeta de
cada lote, el procedimiento que se siguió para realizar esta prueba fue el siguiente:
- Preparar la pieza, antes de iniciar se debe limpiar una de las esquinas de la probeta
para que al cortar la muestra necesaria se obtengan los resultados con la mayor precisión
posible.
- Cortar la muestra, la muestra necesaria para esta prueba es más corta que la probeta,
se requiere que tenga 15 mm de largo, por lo cual es necesario cortar y tornear cada una de
las muestras, para el corte se utilizó el equipo Mototool con los discos para cortar, ver Foto
4.
- Tornear la muestra, la muestra debe tener los bordes lisos, por lo cual debe pasarse
por el torno para que la superficie quede uniforme, esto se realizó utilizando uno de los
tornos que se encuentran en el Centro Tecnológico de Automatización Industrial, ver foto
5.
- Medir la pieza, para la prueba debe medirse el diámetro y la longitud de la probeta,
para ello se usó un calibrador con rango de 0 a 250mm y apreciación de 0.05mm.
- Ubicar la pieza, este procedimiento consiste en colocar la pieza en el medio del
soporte inferior, la pieza debe ser colocada sobre la superficie circular que fue torneada. Es
importante que la pieza esté simétrica y centrada para que no permita que se deslice durante
la prueba.
- Iniciar la prueba, cuando la pieza ya está ubicada de forma correcta y los parámetros
asignados se activó la prueba, en ese momento la pieza de arriba se mueve hacia abajo,
generando la compresión en la pieza y generando una gráfica de tensión vs deformación, la
prueba se detiene justo antes que la máquina llegue a su esfuerzo máximo.
- Recopilar la información, cuando la prueba termina, se guarda la imagen de la
gráfica, la pantalla final del software utilizado y los datos de tensión-deformación en el
tiempo, ver fig. 4.
Análisis estadístico
Los resultados de cada una de las pruebas de microdureza fueron recopilados en una
hoja de impresión que genera la máquina, los resultados de cada una de las pruebas de
tensión, flexión y compresión fueron recopilados en imágenes y archivos de texto, por lo
cual antes de realizar el análisis estadístico fue necesario pasar la información a Excel y
ordenarla, de tal modo que todos los datos estuvieran en un mismo archivo para poder
generar los análisis, estos documentos se encuentran en los anexos apartes del documento
principal en formato Excel con los nombres “Dureza”, “Tensión”, “Flexión” y
“Compresión”.
Los datos de interés de cada prueba fueron los siguientes:
Tabla 1 Variables de interés de cada prueba (Fuente Propia)
En la tabla 1 se pueden observar las variables de interés de cada prueba, aquí se
encuentra la descripción a detalle cada de ellas, la dureza es la resistencia que tiene un
material a ser rayado por otro, la tensión de fluencia, el límite elástico de flexión y el límite
elástico de compresión son la tensión máxima al final del módulo de Young de cada
prueba; es decir, la tensión final antes que el material pase de su fase plástica a la fase
donde la deformación es permanente, la tensión de rotura, la carga máxima de flexión y la
carga máxima de compresión son la tensión máxima que soporta el material durante la
respectiva prueba, la tensión de fractura es la tensión final que soporta el material antes de
romperse.
El primer paso que se realizó posterior a la organización de la información fue
calcular la media de la dureza de cada lote a partir de las 4 probetas, con estos datos se
calculó la media de toda la muestra y se observó el comportamiento de todas las variables
de todas las pruebas.
Con los datos de cada una de las variables se realizaron las correlaciones de las
interacciones de dureza con todas las demás variables con el fin de determinar si existía
alguna relación entre los datos.
Diseño de ensayo
Con los datos obtenidos en las pruebas y las correlaciones de las variables con la
dureza, se seleccionaron los valores más fieles a la prueba, de esta forma se tomaron los
valores máximos de tensión de las pruebas.
El diseño de experimentos escogido fue 2 elevado a la 3, tomando como factores de
análisis la tensión de rotura (Tensión), la carga máxima de flexión (Flexión) y la carga
máxima de compresión (Compresión), la variable de análisis es la dureza, cada uno de los
factores tiene 2 niveles, el primero son los valores por debajo de la media y el segundo los
valores por encima de la media.
A partir de esto se clasificaron por colores los valores que son de primer y segundo
nivel y se generaron las 8 combinaciones, con estas combinaciones se seleccionaron dos
valores de dureza aleatorios asignados a cada combinación.
Se desarrolló el diseño de experimentos y se realizó el análisis de cada factor, para
concluir con la ecuación de la dureza con base en la tensión, flexión y compresión.
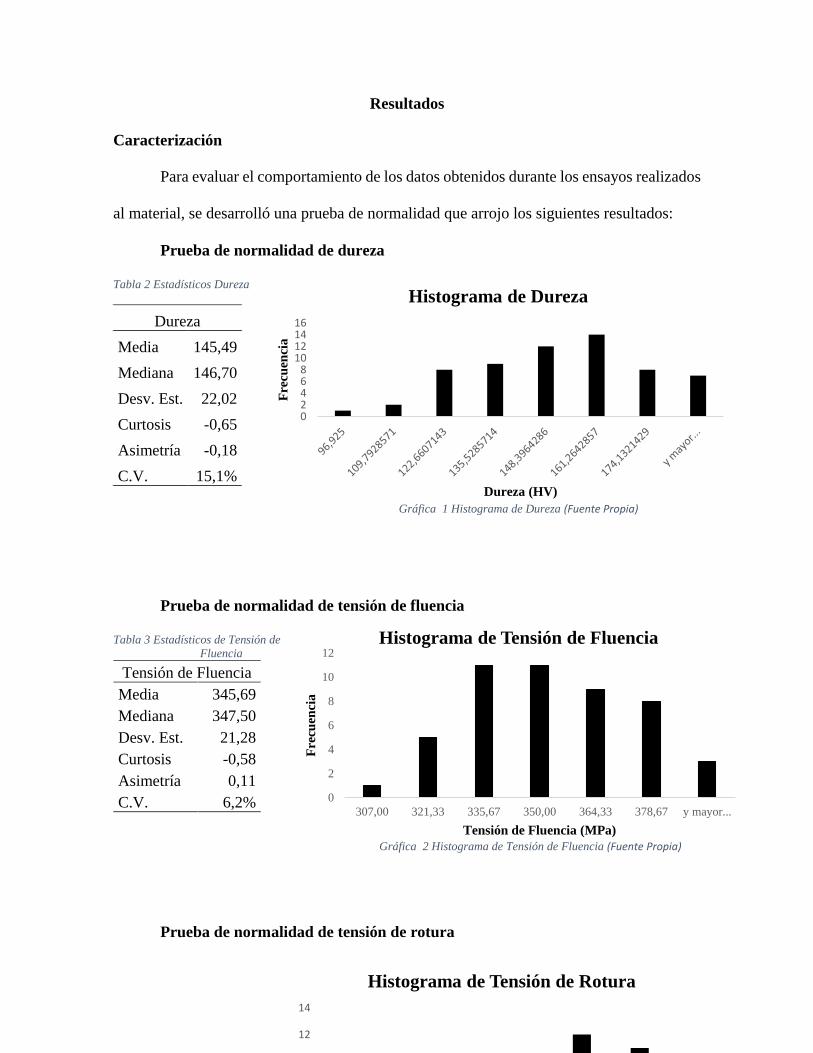
Resultados
Caracterización
Para evaluar el comportamiento de los datos obtenidos durante los ensayos realizados
al material, se desarrolló una prueba de normalidad que arrojo los siguientes resultados:
Prueba de normalidad de dureza
Tabla 2 Estadísticos Dureza
Dureza
Media 145,49
Mediana 146,70
Desv. Est. 22,02
Curtosis -0,65
Asimetría -0,18
C.V. 15,1%
Prueba de normalidad de tensión de fluencia
Tabla 3 Estadísticos de Tensión de
Fluencia
Tensión de Fluencia
Media 345,69
Mediana 347,50
Desv. Est. 21,28
Curtosis -0,58
Asimetría 0,11
C.V. 6,2%
Prueba de normalidad de tensión de rotura
Gráfica 2 Histograma de Tensión de Fluencia (Fuente Propia)
02468
10121416
Fre
cuen
cia
Dureza (HV)
Histograma de Dureza
0
2
4
6
8
10
12
307,00 321,33 335,67 350,00 364,33 378,67 y mayor...
Fre
cuen
cia
Tensión de Fluencia (MPa)
Histograma de Tensión de Fluencia
10
12
14
Histograma de Tensión de Rotura
Gráfica 1 Histograma de Dureza (Fuente Propia)
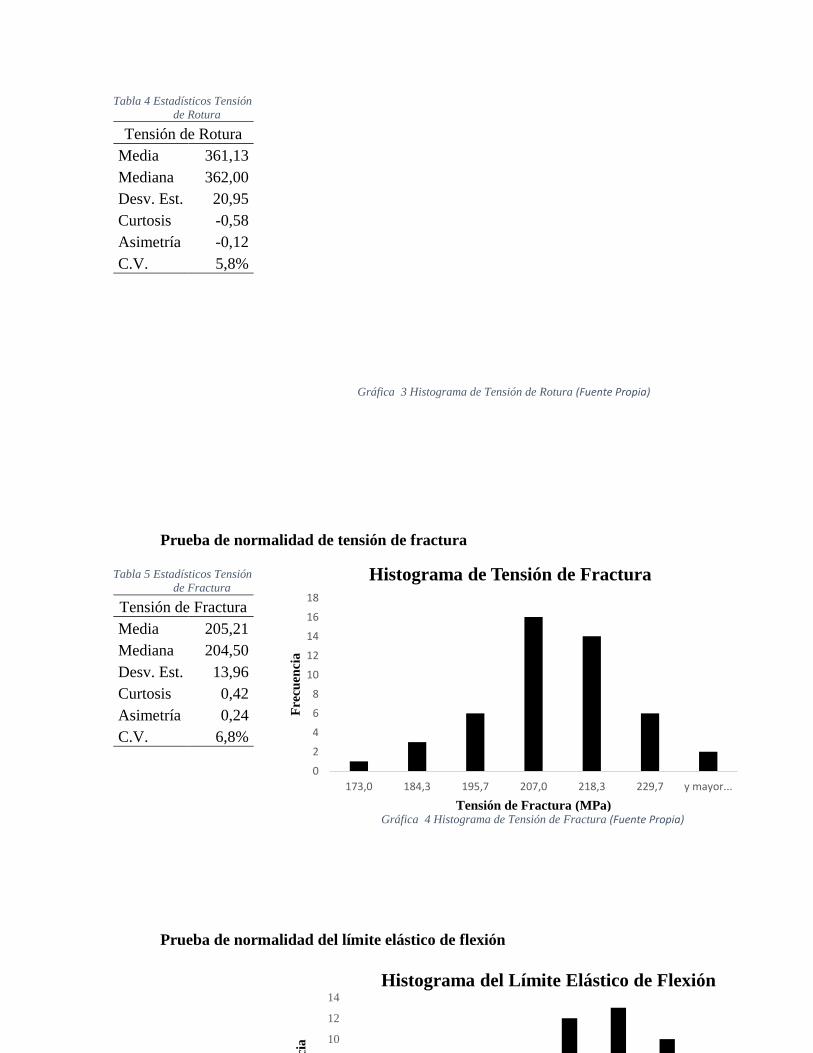
Tabla 4 Estadísticos Tensión
de Rotura
Tensión de Rotura
Media 361,13
Mediana 362,00
Desv. Est. 20,95
Curtosis -0,58
Asimetría -0,12
C.V. 5,8%
Prueba de normalidad de tensión de fractura
Tabla 5 Estadísticos Tensión
de Fractura
Tensión de Fractura
Media 205,21
Mediana 204,50
Desv. Est. 13,96
Curtosis 0,42
Asimetría 0,24
C.V. 6,8%
Prueba de normalidad del límite elástico de flexión
0
2
4
6
8
10
12
14
16
18
173,0 184,3 195,7 207,0 218,3 229,7 y mayor...
Fre
cuen
cia
Tensión de Fractura (MPa)
Histograma de Tensión de Fractura
8
10
12
14
Fre
cuen
cia
Histograma del Límite Elástico de Flexión
Gráfica 3 Histograma de Tensión de Rotura (Fuente Propia)
Gráfica 4 Histograma de Tensión de Fractura (Fuente Propia)
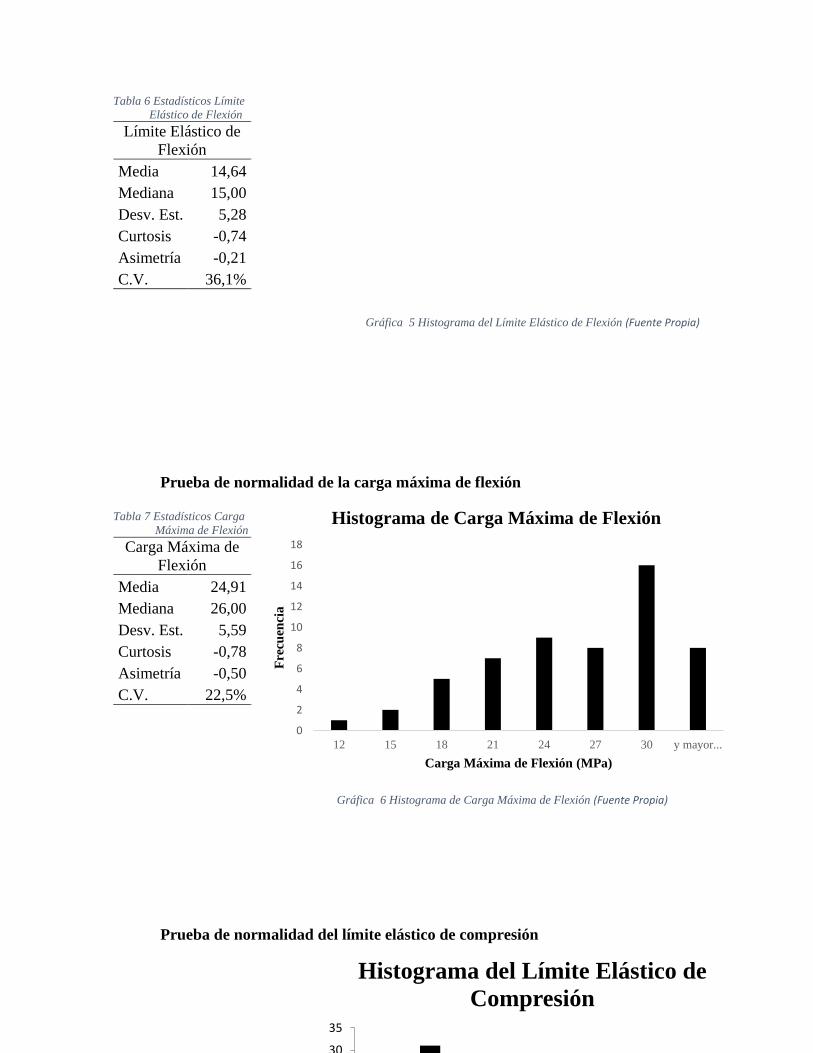
Tabla 6 Estadísticos Límite
Elástico de Flexión
Límite Elástico de
Flexión
Media 14,64
Mediana 15,00
Desv. Est. 5,28
Curtosis -0,74
Asimetría -0,21
C.V. 36,1%
Prueba de normalidad de la carga máxima de flexión
Tabla 7 Estadísticos Carga
Máxima de Flexión
Carga Máxima de
Flexión
Media 24,91
Mediana 26,00
Desv. Est. 5,59
Curtosis -0,78
Asimetría -0,50
C.V. 22,5%
Prueba de normalidad del límite elástico de compresión
0
2
4
6
8
10
12
14
16
18
12 15 18 21 24 27 30 y mayor...
Fre
cuen
cia
Carga Máxima de Flexión (MPa)
Histograma de Carga Máxima de Flexión
Gráfica 5 Histograma del Límite Elástico de Flexión (Fuente Propia)
Gráfica 6 Histograma de Carga Máxima de Flexión (Fuente Propia)
30
35
Histograma del Límite Elástico de
Compresión
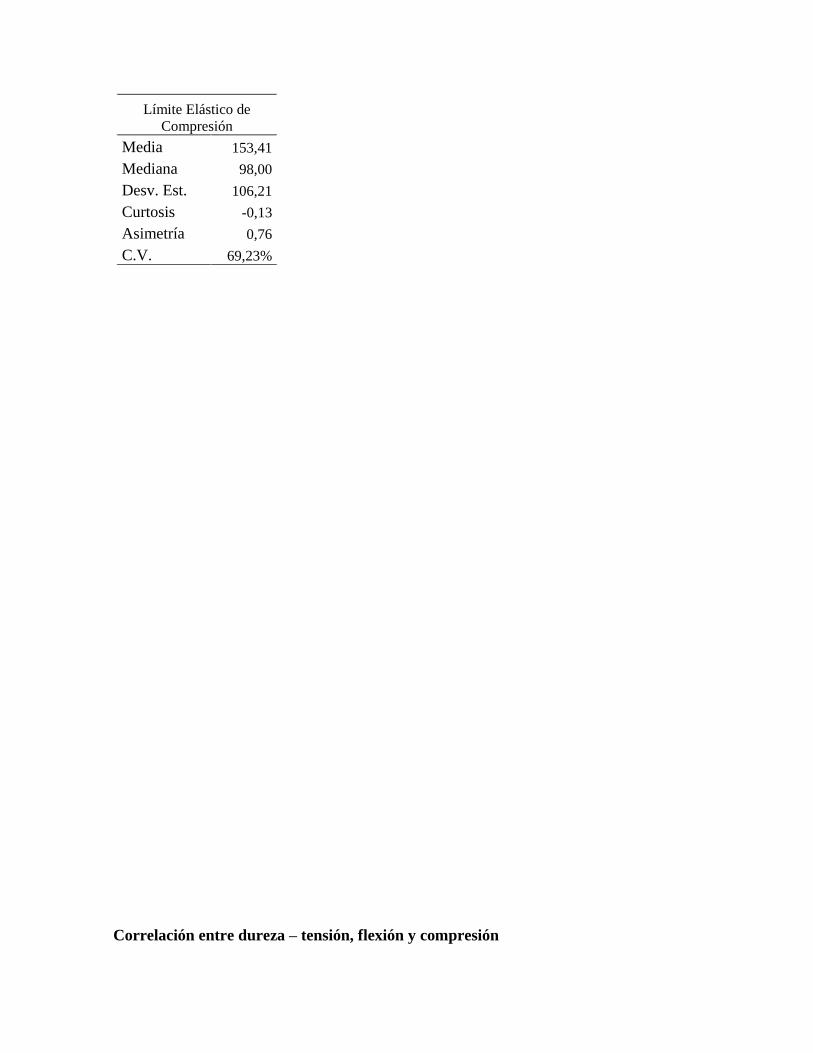
Límite Elástico de
Compresión
Media 153,41
Mediana 98,00
Desv. Est. 106,21
Curtosis -0,13
Asimetría 0,76
C.V. 69,23%
Correlación entre dureza – tensión, flexión y compresión
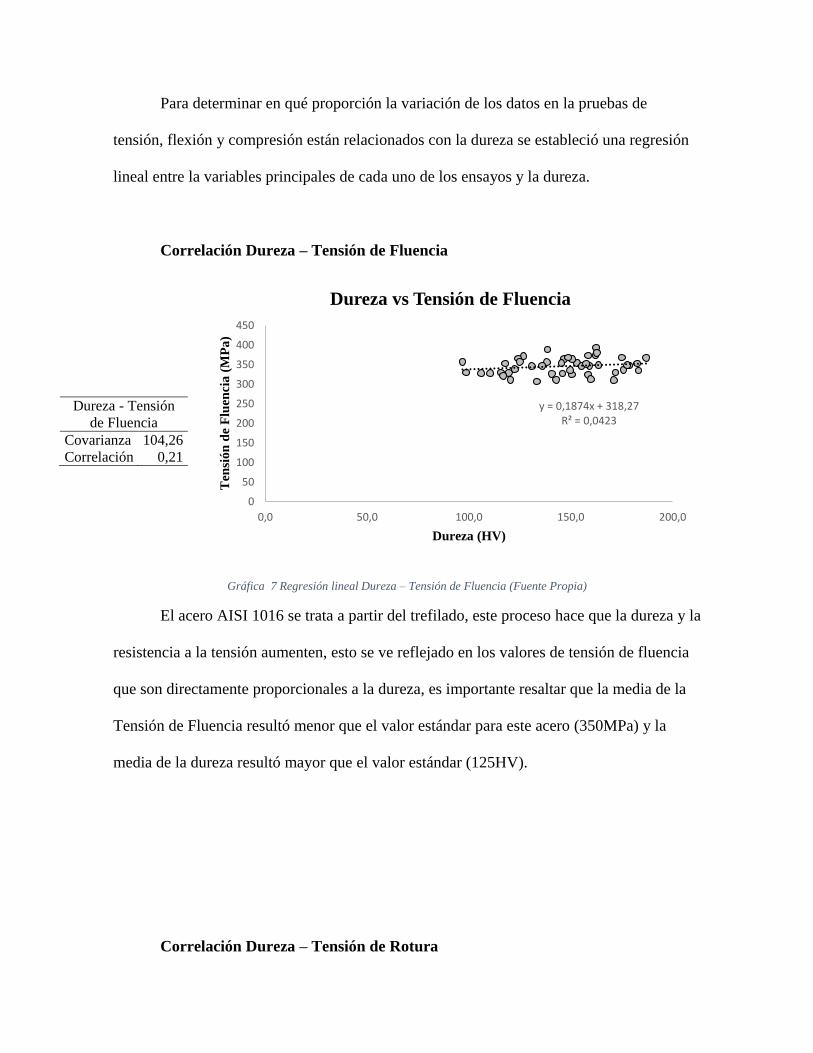
Para determinar en qué proporción la variación de los datos en la pruebas de
tensión, flexión y compresión están relacionados con la dureza se estableció una regresión
lineal entre la variables principales de cada uno de los ensayos y la dureza.
Correlación Dureza – Tensión de Fluencia
Gráfica 7 Regresión lineal Dureza – Tensión de Fluencia (Fuente Propia)
El acero AISI 1016 se trata a partir del trefilado, este proceso hace que la dureza y la
resistencia a la tensión aumenten, esto se ve reflejado en los valores de tensión de fluencia
que son directamente proporcionales a la dureza, es importante resaltar que la media de la
Tensión de Fluencia resultó menor que el valor estándar para este acero (350MPa) y la
media de la dureza resultó mayor que el valor estándar (125HV).
Correlación Dureza – Tensión de Rotura
y = 0,1874x + 318,27R² = 0,0423
0
50
100
150
200
250
300
350
400
450
0,0 50,0 100,0 150,0 200,0
Ten
sión
de
Flu
enci
a (
MP
a)
Dureza (HV)
Dureza vs Tensión de Fluencia
Dureza - Tensión
de Fluencia
Covarianza 104,26
Correlación 0,21
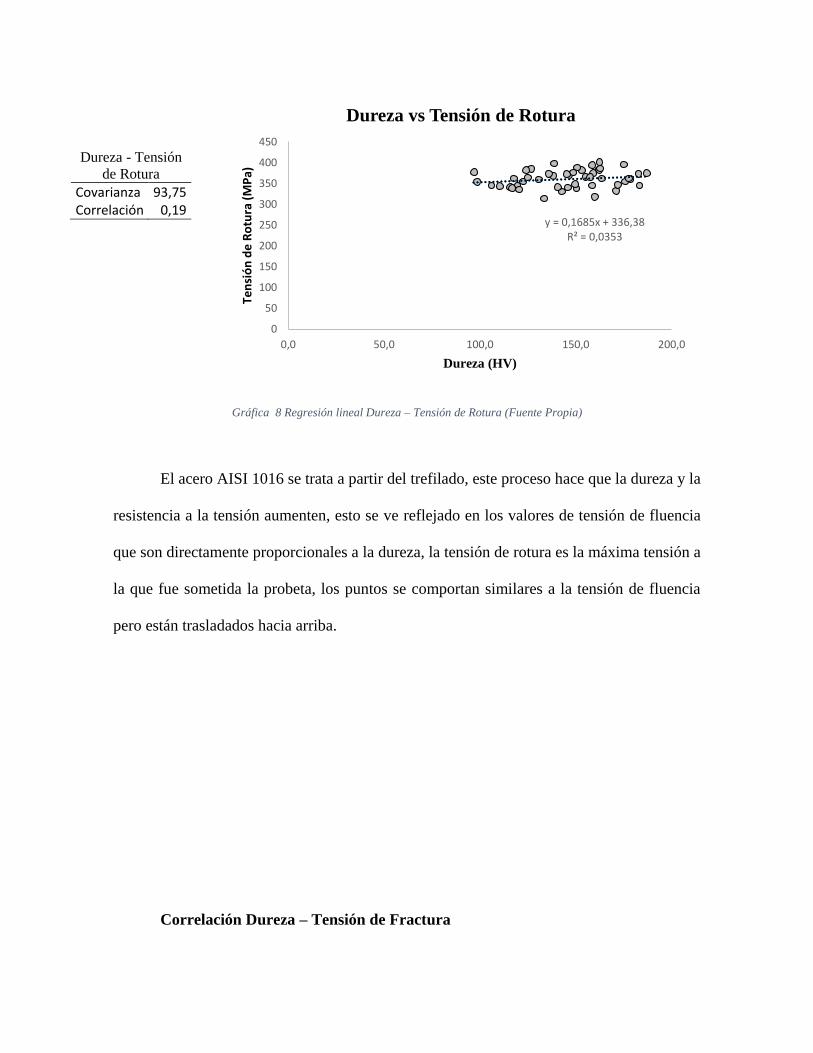
Gráfica 8 Regresión lineal Dureza – Tensión de Rotura (Fuente Propia)
El acero AISI 1016 se trata a partir del trefilado, este proceso hace que la dureza y la
resistencia a la tensión aumenten, esto se ve reflejado en los valores de tensión de fluencia
que son directamente proporcionales a la dureza, la tensión de rotura es la máxima tensión a
la que fue sometida la probeta, los puntos se comportan similares a la tensión de fluencia
pero están trasladados hacia arriba.
Correlación Dureza – Tensión de Fractura
y = 0,1685x + 336,38R² = 0,0353
0
50
100
150
200
250
300
350
400
450
0,0 50,0 100,0 150,0 200,0
Ten
sió
n d
e R
otu
ra (
MP
a)
Dureza (HV)
Dureza vs Tensión de Rotura
Dureza - Tensión
de Rotura
Covarianza 93,75 Correlación 0,19
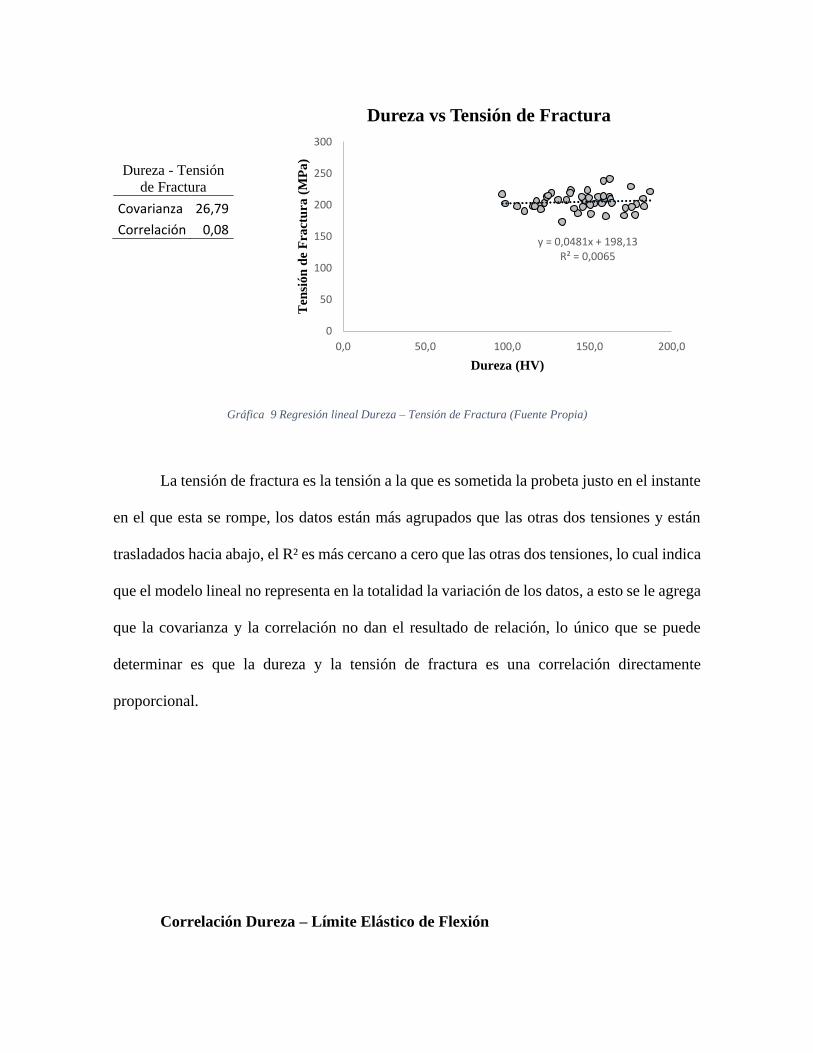
Gráfica 9 Regresión lineal Dureza – Tensión de Fractura (Fuente Propia)
La tensión de fractura es la tensión a la que es sometida la probeta justo en el instante
en el que esta se rompe, los datos están más agrupados que las otras dos tensiones y están
trasladados hacia abajo, el R² es más cercano a cero que las otras dos tensiones, lo cual indica
que el modelo lineal no representa en la totalidad la variación de los datos, a esto se le agrega
que la covarianza y la correlación no dan el resultado de relación, lo único que se puede
determinar es que la dureza y la tensión de fractura es una correlación directamente
proporcional.
Correlación Dureza – Límite Elástico de Flexión
y = 0,0481x + 198,13R² = 0,0065
0
50
100
150
200
250
300
0,0 50,0 100,0 150,0 200,0
Ten
sión
de
Fra
ctu
ra (
MP
a)
Dureza (HV)
Dureza vs Tensión de Fractura
Dureza - Tensión
de Fractura
Covarianza 26,79
Correlación 0,08
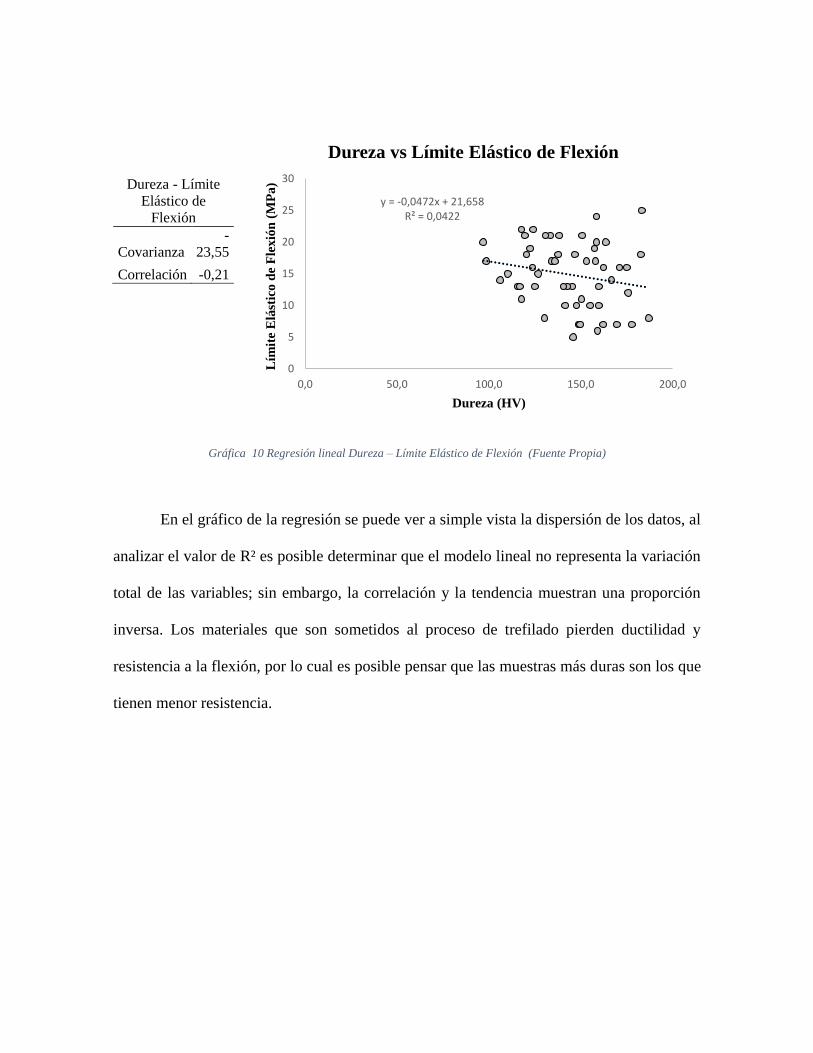
Gráfica 10 Regresión lineal Dureza – Límite Elástico de Flexión (Fuente Propia)
En el gráfico de la regresión se puede ver a simple vista la dispersión de los datos, al
analizar el valor de R² es posible determinar que el modelo lineal no representa la variación
total de las variables; sin embargo, la correlación y la tendencia muestran una proporción
inversa. Los materiales que son sometidos al proceso de trefilado pierden ductilidad y
resistencia a la flexión, por lo cual es posible pensar que las muestras más duras son los que
tienen menor resistencia.
y = -0,0472x + 21,658R² = 0,0422
0
5
10
15
20
25
30
0,0 50,0 100,0 150,0 200,0
Lím
ite
Elá
stic
o d
e F
lexió
n (
MP
a)
Dureza (HV)
Dureza vs Límite Elástico de Flexión
Dureza - Límite
Elástico de
Flexión
Covarianza
-
23,55
Correlación -0,21
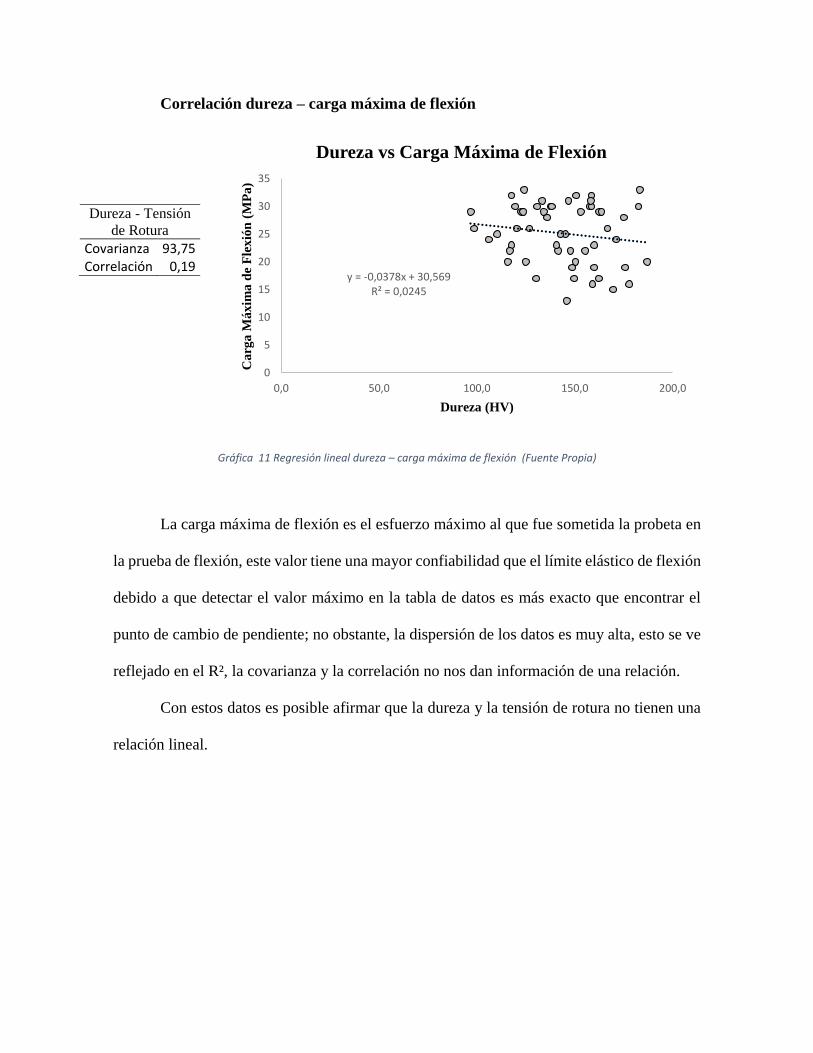
Correlación dureza – carga máxima de flexión
Gráfica 11 Regresión lineal dureza – carga máxima de flexión (Fuente Propia)
La carga máxima de flexión es el esfuerzo máximo al que fue sometida la probeta en
la prueba de flexión, este valor tiene una mayor confiabilidad que el límite elástico de flexión
debido a que detectar el valor máximo en la tabla de datos es más exacto que encontrar el
punto de cambio de pendiente; no obstante, la dispersión de los datos es muy alta, esto se ve
reflejado en el R², la covarianza y la correlación no nos dan información de una relación.
Con estos datos es posible afirmar que la dureza y la tensión de rotura no tienen una
relación lineal.
y = -0,0378x + 30,569R² = 0,0245
0
5
10
15
20
25
30
35
0,0 50,0 100,0 150,0 200,0
Carg
a M
áxim
a d
e F
lexió
n (
MP
a)
Dureza (HV)
Dureza vs Carga Máxima de Flexión
Dureza - Tensión
de Rotura
Covarianza 93,75 Correlación 0,19
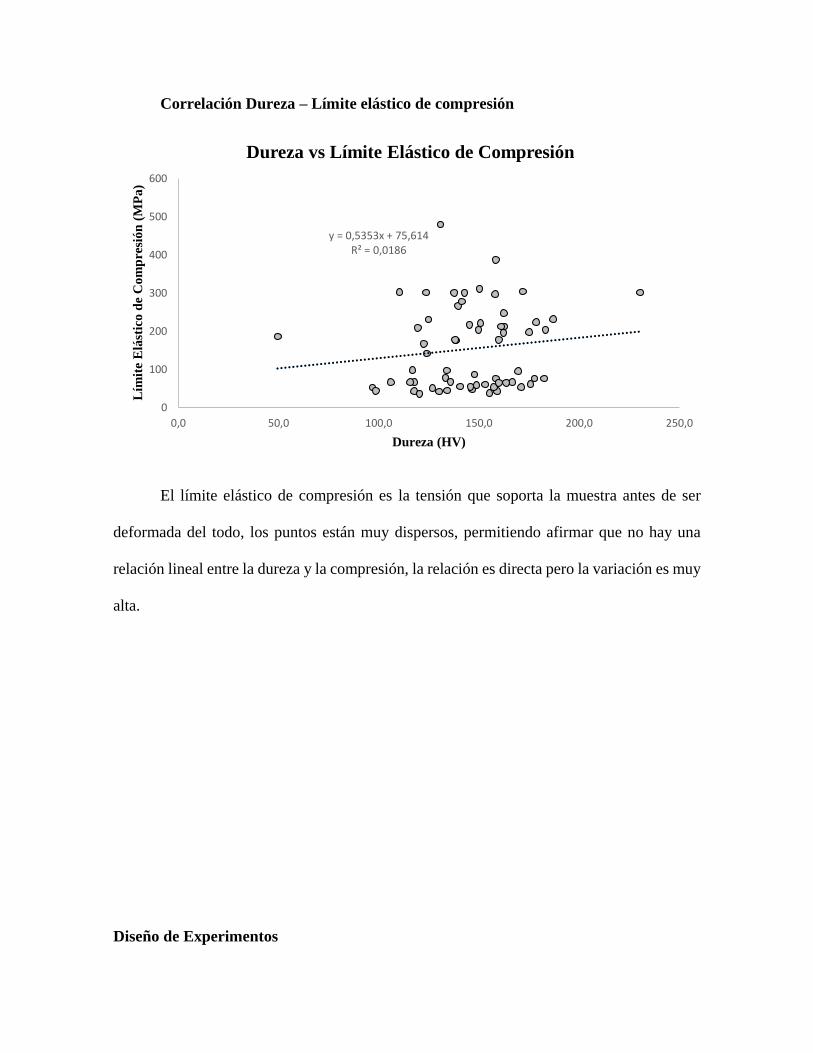
Correlación Dureza – Límite elástico de compresión
El límite elástico de compresión es la tensión que soporta la muestra antes de ser
deformada del todo, los puntos están muy dispersos, permitiendo afirmar que no hay una
relación lineal entre la dureza y la compresión, la relación es directa pero la variación es muy
alta.
Diseño de Experimentos
y = 0,5353x + 75,614R² = 0,0186
0
100
200
300
400
500
600
0,0 50,0 100,0 150,0 200,0 250,0
Lím
ite
Elá
stic
o d
e C
om
pre
sión
(M
Pa)
Dureza (HV)
Dureza vs Límite Elástico de Compresión
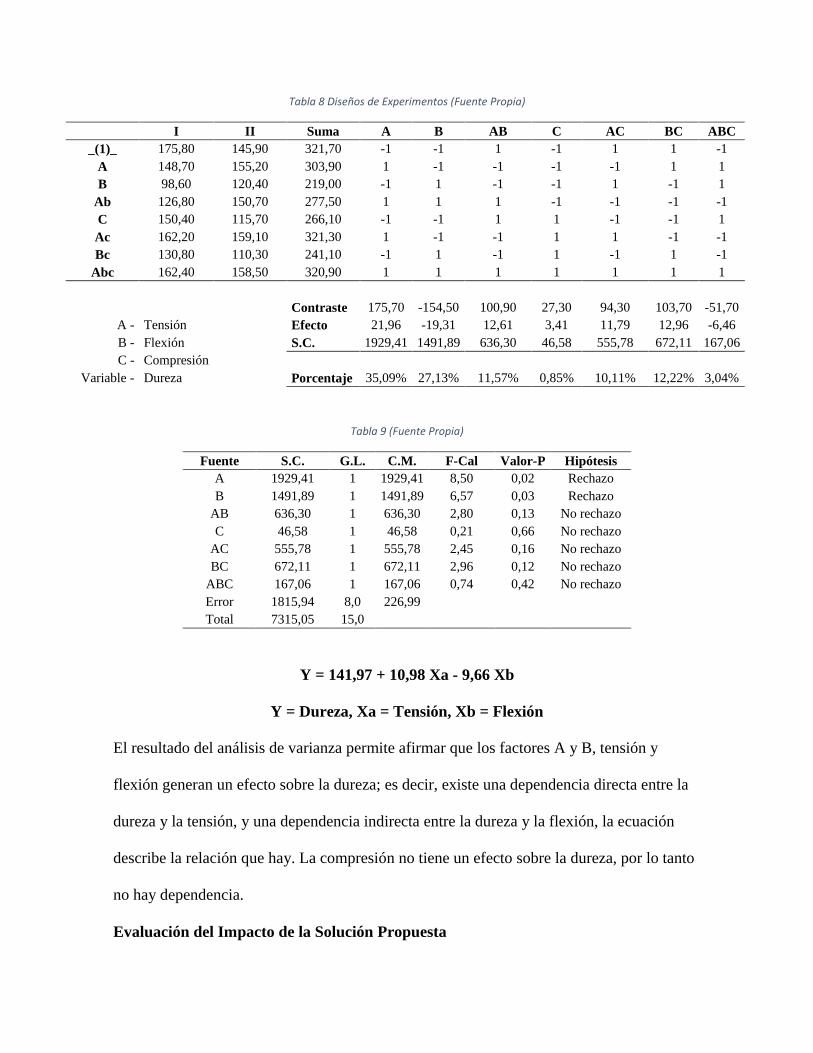
Tabla 8 Diseños de Experimentos (Fuente Propia)
I II Suma A B AB C AC BC ABC
_(1)_ 175,80 145,90 321,70 -1 -1 1 -1 1 1 -1
A 148,70 155,20 303,90 1 -1 -1 -1 -1 1 1
B 98,60 120,40 219,00 -1 1 -1 -1 1 -1 1
Ab 126,80 150,70 277,50 1 1 1 -1 -1 -1 -1
C 150,40 115,70 266,10 -1 -1 1 1 -1 -1 1
Ac 162,20 159,10 321,30 1 -1 -1 1 1 -1 -1
Bc 130,80 110,30 241,10 -1 1 -1 1 -1 1 -1
Abc 162,40 158,50 320,90 1 1 1 1 1 1 1
Contraste 175,70 -154,50 100,90 27,30 94,30 103,70 -51,70
A - Tensión Efecto 21,96 -19,31 12,61 3,41 11,79 12,96 -6,46
B - Flexión S.C. 1929,41 1491,89 636,30 46,58 555,78 672,11 167,06
C - Compresión
Variable - Dureza Porcentaje 35,09% 27,13% 11,57% 0,85% 10,11% 12,22% 3,04%
Tabla 9 (Fuente Propia)
Fuente S.C. G.L. C.M. F-Cal Valor-P Hipótesis
A 1929,41 1 1929,41 8,50 0,02 Rechazo
B 1491,89 1 1491,89 6,57 0,03 Rechazo
AB 636,30 1 636,30 2,80 0,13 No rechazo
C 46,58 1 46,58 0,21 0,66 No rechazo
AC 555,78 1 555,78 2,45 0,16 No rechazo
BC 672,11 1 672,11 2,96 0,12 No rechazo
ABC 167,06 1 167,06 0,74 0,42 No rechazo
Error 1815,94 8,0 226,99
Total 7315,05 15,0
Y = 141,97 + 10,98 Xa - 9,66 Xb
Y = Dureza, Xa = Tensión, Xb = Flexión
El resultado del análisis de varianza permite afirmar que los factores A y B, tensión y
flexión generan un efecto sobre la dureza; es decir, existe una dependencia directa entre la
dureza y la tensión, y una dependencia indirecta entre la dureza y la flexión, la ecuación
describe la relación que hay. La compresión no tiene un efecto sobre la dureza, por lo tanto
no hay dependencia.
Evaluación del Impacto de la Solución Propuesta
La ecuación resultante del diseño de experimentos permite determinar un rango de
dureza en el cual se puede garantizar una flexión y una tensión correspondiente, la relación
directa con la tensión es más fuerte que la relación indirecta con la flexión.
Las empresas que utilicen el acero AISI 1016 trefilado como insumo deben tener en
cuenta que el proceso de normalización genera una variación fuerte en los parámetros de
dureza, tensión, flexión y compresión, estos valores están alejados a los valores estándar del
acero crudo, por lo cual para estos procesos de producción se debe tomar en cuenta esta
variación.
De acuerdo al análisis estadístico la media de la dureza es de 145 HV con una
desviación estándar de 22 HV, es muy importante tomar en cuenta la variación dependiendo
del proceso al que será sometido el material, un paso de material con valores extremos de las
propiedades puede significar un paro del trabajo.
Conclusiones
A partir de estos resultados pudimos clasificar el acero de acuerdo a su dureza y la
aplicación en la industria, los datos que tenemos de la industria son:
Elasticidad: Entre mayor elasticidad funcionan mejor todo tipo de clavos; sin embargo,
material con elasticidad baja es deseable para clavos cortos.
Material Deseable -> Dureza menor a 150HV
Material Utilizable para Clavos Cortos -> Dureza mayor a 150HV
Flexión: A mayor flexibilidad funciona mejor en la máquina ya que no requiere tanto
esfuerzo.
Material Deseable -> Dureza menor a 135HV
Material que requiere cambio -> Dureza mayor a 135HV
Compresión: A mayor compresibilidad es mejor procesar por laminado, a menor
compresibilidad es mejor procesar por estampado en frio.
Material por Estampado en Frío -> Dureza menor a 160HV
Material por Laminado -> Dureza mayor a 160HV
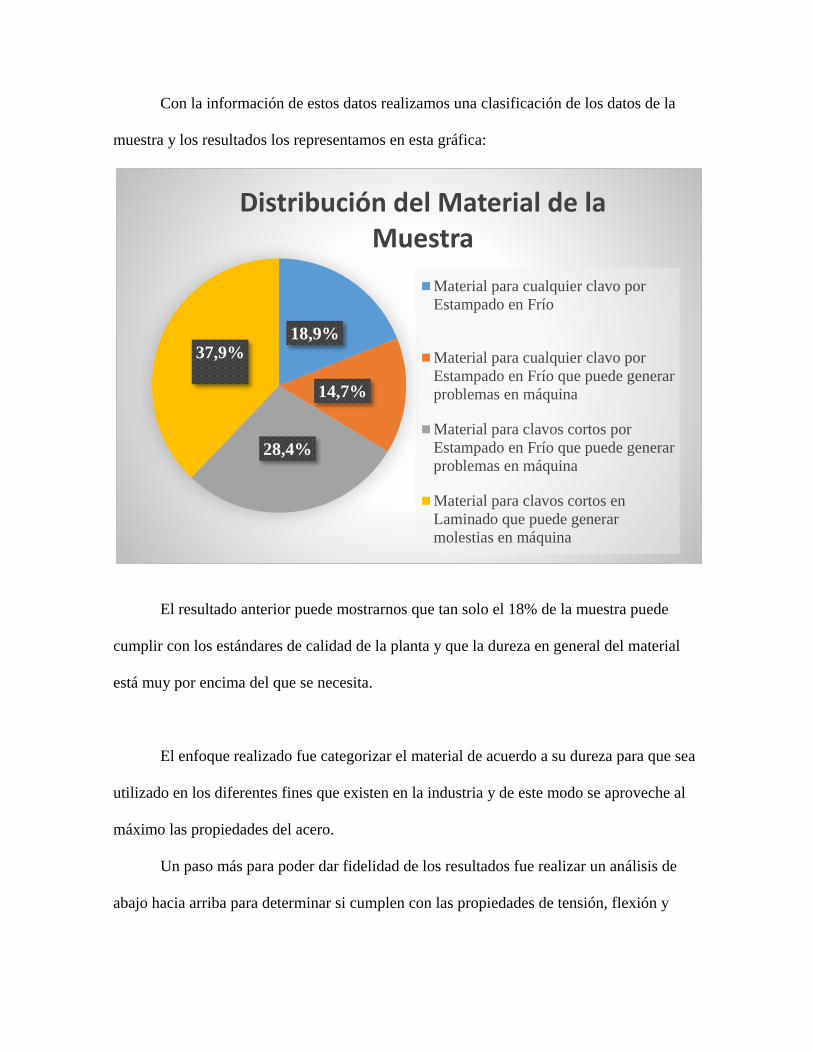
Con la información de estos datos realizamos una clasificación de los datos de la
muestra y los resultados los representamos en esta gráfica:
El resultado anterior puede mostrarnos que tan solo el 18% de la muestra puede
cumplir con los estándares de calidad de la planta y que la dureza en general del material
está muy por encima del que se necesita.
El enfoque realizado fue categorizar el material de acuerdo a su dureza para que sea
utilizado en los diferentes fines que existen en la industria y de este modo se aproveche al
máximo las propiedades del acero.
Un paso más para poder dar fidelidad de los resultados fue realizar un análisis de
abajo hacia arriba para determinar si cumplen con las propiedades de tensión, flexión y
18,9%
14,7%
28,4%
37,9%
Distribución del Material de la Muestra
Material para cualquier clavo por
Estampado en Frío
Material para cualquier clavo por
Estampado en Frío que puede generar
problemas en máquina
Material para clavos cortos por
Estampado en Frío que puede generar
problemas en máquina
Material para clavos cortos en
Laminado que puede generar
molestias en máquina
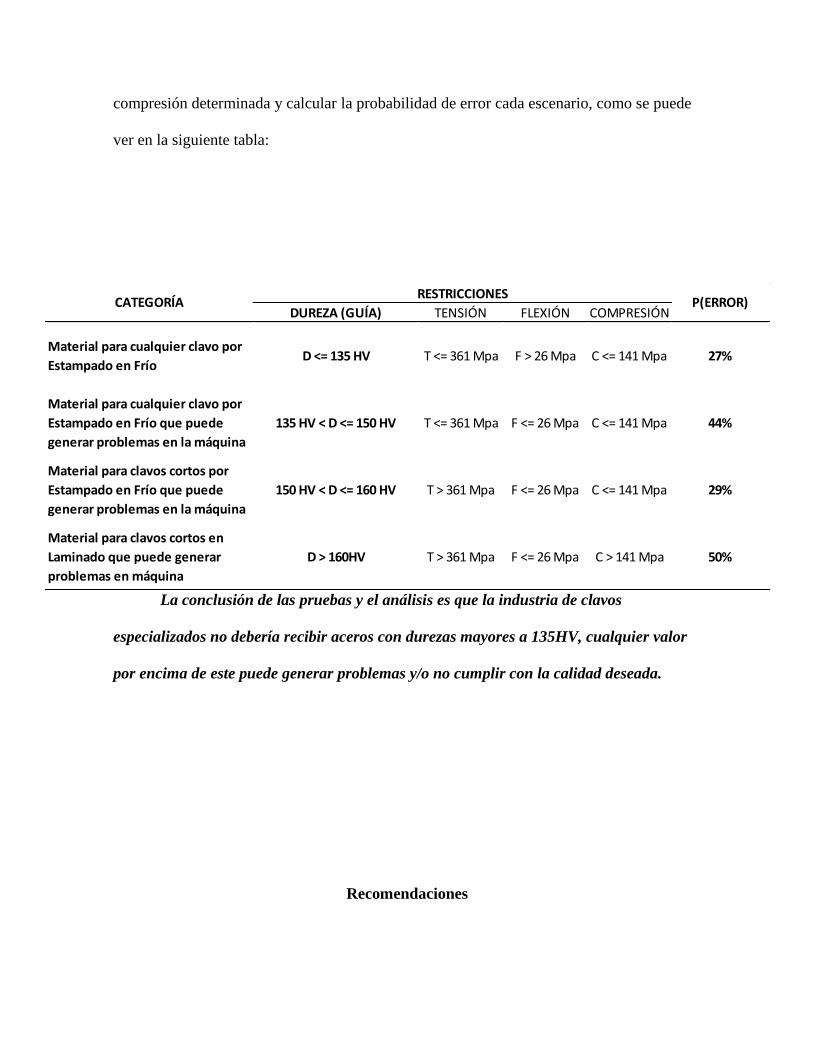
compresión determinada y calcular la probabilidad de error cada escenario, como se puede
ver en la siguiente tabla:
La conclusión de las pruebas y el análisis es que la industria de clavos
especializados no debería recibir aceros con durezas mayores a 135HV, cualquier valor
por encima de este puede generar problemas y/o no cumplir con la calidad deseada.
Recomendaciones
DUREZA (GUÍA) TENSIÓN FLEXIÓN COMPRESIÓN
Material para cualquier clavo por
Estampado en FríoD <= 135 HV T <= 361 Mpa F > 26 Mpa C <= 141 Mpa 27%
Material para cualquier clavo por
Estampado en Frío que puede
generar problemas en la máquina
135 HV < D <= 150 HV T <= 361 Mpa F <= 26 Mpa C <= 141 Mpa 44%
Material para clavos cortos por
Estampado en Frío que puede
generar problemas en la máquina
150 HV < D <= 160 HV T > 361 Mpa F <= 26 Mpa C <= 141 Mpa 29%
Material para clavos cortos en
Laminado que puede generar
problemas en máquina
D > 160HV T > 361 Mpa F <= 26 Mpa C > 141 Mpa 50%
RESTRICCIONESCATEGORÍA P(ERROR)
Se recomienda realizar una réplica de las pruebas, debido a que el proceso de toma y
registro de datos en los cuatro ensayos efectuados, tuvo una duración muy extensa, respecto
a la proyectada esto debido a los diferentes requerimientos de cada una de las pruebas y a la
capacidad del equipo en el que se ejecutan.
Es importante realizar una prueba en planta con la clasificación del material de
acuerdo al análisis de dureza, para evaluar la efectividad de la categorización.
El dato de dureza obtenido en la ficha técnica del acero 1016 es menor que la media
de la muestra, es importante aclarar que las fichas técnicas describen las propiedades del
material sin ningún tratamiento; es decir, el acero crudo, mientras que el material de las
muestras sobre las que se desarrollaron los ensayos, era un acero trefilado y posteriormente
era normalizado, el valor alto de dureza es el resultado del proceso de trefilado y la
variación de la dureza se puede atribuir al proceso de normalización que no es uniforme en
todo el hilo.
El diseño de experimentos permitió determinar que los factores que afectan en la
dureza son la flexión y la tensión, la ecuación resultante representa el valor de la dureza a
partir de las dos propiedades restantes, la compresión no tiene un efecto suficientemente
representativo en la dureza, la relación entre dureza y flexión es independiente y la relación
entre la dureza y la tensión es dependiente.
El material AISI 1016 estudiado es un acero que pasa por el proceso de trefilado, el
cual endurece el material y luego pasa por el proceso de normalizado que debe ablandarlo;
sin embargo, este último no es uniforme generando una variabilidad en el mismo rollo, los
resultados muestran este efecto, a mayor dureza hay mayor tensión y menor flexión, lo cual
permite notar que el proceso de normalizado genera variabilidad y la variabilidad responde
a los mismos efectos del proceso.

Es importante caracterizar los materiales después de los tratamientos, para poder
definir los rangos máximo y mínimo de la máquina, con esto se puede garantizar los niveles
de productividad en los procesos a partir de la variabilidad de las propiedades del material
que afectan el mismo.
Bibliografía
American Society for Testing Materials. (2016). Anual book of of ASTM standards.
Autillo, J., Contreras, M. A., Betegón, C., & Rodríguez, C. (2006). Utilización del ensayo de
punzonamiento (Small Punch Test) en la caracterización mecánica de aceros. Anales de la
Mecánica de la Fractura Vol. 1.
ICONTEC Internacional. (1997). NTC 3353 SIDERURGIA. DEFINICIONES Y MÉTODOS PARA LOS
ENSAYOS MECÁNICOS DE PRODUCTOS DE ACERO.
Nuñez, C., Roca, A., & Jorba, J. (2013). Comportamiento mecánico de los materiales Volumen II
Ensayos mecánicos no destructivos. Barcelona: Universidad de Barcelona.
PROCOLOMBIA. (2016). PROOLOMBIA. Obtenido de http://www.colombia.co/exportaciones/8-
avances-de-la-industria-metalmecanica-en-colombia.html
Programa para la Transformacion Productiva. (2016). Obtenido de
https://www.ptp.com.co/categoria/metalmecanico.aspx
Raj, B., Rao, K. B., & Bhaduri, A. K. (2015). Mechanical Testing, Overview.
Anexos