Embed Size (px)
DESCRIPTION
Tesis
Citation preview
UNIVERSIDAD NACIONAL DEL CENTRO DEL PERÚ
FACULTAD DE INGENIERÍA METALÚRGICA Y DE
MATERIALES
TESIS:
“ESTUDIO METALÚRGICO PARA LA SEPARACIÓN PLOMO-COBRE EN EL CIRCUITO DE FLOTACIÓN BULK
EN LA PLANTA CONCENTRADORA “SAN JUAN” TAMBORAQUE”
PRESENTADO POR:
Bach. GARAY ALMONACID, Gilmer Joel Bach. MUÑOZ ARECHE, Abel
PARA OPTAR EL TÍTULO PROFESIONAL DE INGENIERO METALURGISTA Y DE MATERIALES
HUANCAYO – JUNIO
2012
ASESOR:
Ing. GUSTAVO ASTUHUAMAN PARDAVE

DEDICATORIA

AGRADECIMIENTO
ÍNDICE
DEDICATORIA
AGRADECIMIENTO
INTRODUCCIÓN
RESUMEN
CAPITULO I
UBICACIÓN DEL LUGAR DE ESTUDIO
1.1.- UBICACIÓN
1.2.- ACCESIBILIDAD
1.3. FISIOGRAFÍA
1.4.- CLIMATOLOGÍA
1.5.- GEOLOGÍA
1.6. RECURSOS DE AGUA SUPERFICIAL.-
1.7. DESCRIPCIÓN DE LA MINA
1.7.1 FASES DEL PLAN DE MINADO
1.8.- DESCRIPCIÓN DE LA PLANTA CONCENTRADORA
1.8.1. CARACTERÍSTICAS PRINCIPALES PLANTA
CAPITULO II
DISEÑO DE LA INVESTIGACIÓN
2.1. PLANTEAMIENTO DEL PROBLEMA:
2.1.1. DESCRIPCIÓN DEL PROBLEMA:
2.1.2. FORMULACIÓN DEL PROBLEMA:
2.2. JUSTIFICACIÓN:
2.3.- OBJETIVOS:
2.3.1. OBJETIVO GENERAL:
2.3.2 OBJETIVOS ESPECÍFICOS:
2.4. FORMULACIÓN DE LA HIPÓTESIS:
2.4.1. HIPÓTESIS GENERAL:
2.4.2. HIPÓTESIS ESPECÍFICOS:
2.5. VARIABLES DE LA INVESTIGACIÓN
2.5.1. VARIABLE INDEPENDIENTE (X)
2.5.2. VARIABLE DEPENDIENTE (Y)
2.6. OPERACIONALIZACION DE LAS VARIABLES ( INDICADORES)
2.6.1.-VARIABLE INDEPENDIENTE (X)
2.6.2.- VARIABLE DEPENDIENTE (Y)
2.7. EXPLICACIÓN DEL MÉTODO DE TRABAJO:
CAPITULO III
FUNDAMENTO TEÓRICO Y CONCEPTUAL DE LA INVESTIGACIÓN
3.1. EL PROCESO DE CIANURACION
3.2. LIXIVIACIÓN POR AGITACIÓN
3.3. LIXIVIACIÓN POR PERCOLACIÓN LIXIVIACIÓN EN PILAS
3.4. ASPECTOS FENOMENOLOGICOS DE LA ETAPA DE
CIANURACION
3.5. REACCIONES DE CIANURACION
3.5.1. DIAGRAMA AU-CN-H2O
3.5.2. DIAGRAMA CN-H2O
3.5.3. DIAGRAMA AU-H2O
3.6. ASPECTOS TERMODINAMICOS
3.7. ASPECTOS CINETICOS
3.8. CALCULO VOLUMEN DEL TANQUE
3.9. EXTRACCION EN CIANURACION
3.10. CONCENTRACIÓN DEL CIANURO
3.11. EFECTO DEL OXIGENO Y ALCALINIDAD DE LA SOLUCION
3.11.1 EFECTO DEL OXIGENO
3.11.2 EFECTO DE LA ALCALINIDAD DE LA SOLUCION
3.12. RECUPERACIÓN DEL ORO Y DE LA PLATA DE LAS
SOLUCIONES CIANURADAS
CAPITULO IV
PRUEBAS EXPERIMENTALES A NIVEL DE LABORATORIO
4.1. GENERALIDADES
4.2. CARACTERIZACIÓN DEL MINERAL
4.3. ANÁLISIS DE CABEZA POR MALLA VALORADAS
4.4. PREPARACIÓN DE LAS MUESTRAS
4.5. PRUEBAS DE MOLIENDA
4.6.- PRUEBAS DE SEPARACIÓN SÓLIDO / LÍQUIDO
4.7. PRUEBAS DE SEPARACIÓN SÓLIDO / LÍQUIDO
FILTRACIÓN EN VACÍO
4.8 PRUEBAS DE CIANURACIÓN CON RESPECTO A LA
GRANULOMETRÍA.
4.9. PRUEBAS DE LIXIVIACIÓN CON REACTIVO HP80 A 100PPM
4.10. PRUEBAS COMPARATIVAS CP12 Y HP80 A 80% -200M
4.11. PRUEBAS CON ETAPAS DE LAVADO SUCESIVO
412. PRUEBAS DE PRECIPITACIÓN DE PLATA
4.13. PRUEBAS DE ADSORCIÓN EN CARBÓN ACTIVADO
CAPITULO V
ANÁLISIS Y DISCUSIÓN DE LOS RESULTADOS
5.1. COMENTARIOS Y ANÁLISIS DE LAS PRUEBAS
EXPERIMENTALES
5.2. PRUEBAS DE CORRECCIÓN DEFINITIVAS A NIVEL DE PILOTAJE
5.3. RESULTADOS DE LAS PRUEBAS DE SEDIMENTACION
5.3.1 RESULTADOS DE LA PRUEBA DE SEDIMENTACIÓN
ADICIÓN DE SULFATO
5.3.2 CINÉTICA DEL POLICLORURO
5.3.4 PRUEBAS CON LA ADICION DEL AF 205
5.4. PROPUESTA DEL DIAGRAMA DE FLUJO DEFINITIVO DEL
TRATAMIENTO DE LOS RELAVES ANTIGUOS DE PLATA
CONCLUSIONES
RECOMENDACIONES
BIBLIOGRAFÍA
INTRODUCCIÓN
Concentrados de Plomo con más de 3% Cu ya son considerados bulk y
es necesario hacer separación por razones económicas; siempre son mejores
dos concentrados bien separados que comercializar un bulk. En este caso, no
debe preocuparnos el Arsénico y Antimonio en el Concentrado de Cu porque
son cobres grises con Plata, típico mineral peruano, como es el caso de
Atacocha, Huarón, Morococha; sólo los cobres primarios o calcopirita no tienen
plata y en tal caso los concentrados de cobre no tienen un buen valor en la
minería polimetálica (Raura, Milpo) y requieren de una minería de gran tonelaje
para ser rentables (Toquepala, Cuajone y muchas otras minas en Chile).
La separación de un Bulk Plomo-Cobre por flotación ha tenido un
cambio importante desde el año 2000, los parámetros de control ahora están
mucho más claros y es posible escalar de una prueba de laboratorio a lo que
ocurrirá en el nivel industrial con una buena precisión. El cambio fundamental
radicó en una extracción inicial, mayormente, de plomo grueso desde las
cargas circulantes de molienda, posteriormente se genera un Bulk Plomo-
Cobre con menores consumos de Bicromato de potasio (depresor de Plomo)
que se agrega en mezcla adicional 20% de CMC ( Carboxil Motil Celulosa) y
20% de Fosfato Mono sódico, este es un importante aporte del Sr. S. Bulatovic
utilizada en todas las concentradoras que hacen separación Pb-Cu y que
atenuó la contaminación con 40% menos de iónes cromo evacuados al medio
ambiente, logrando concentrados de Cobre mayores a 27% Cu por una
separación más limpia, precisa y rentable.
En el presente informe que como paso inicial se recomienda hacer
Microscopia para determinar qué tipos de cobre están contenidos en el
concentrado Bulk actual y definir así si estamos en el caso de lograr
concentrados de Cobre-Plata debido a la presencia de cobres grises
(Tetrahedrita) con alto As y Sb, pero con importante presencia de Plata que
atenúa comercialmente cualquier castigo por estos elementos. Establecidos los
tipos de minerales presentes en el Bulk de Concentradora San Juan y una
relación en peso 3.4:1 (Pb:Cu), se desarrollan pruebas de separación por
depresion de plomo con la mezcla Bicromato, CMC, Fosfato monosódico en la
relación 60:20:20, pruebas posteriores reemplazarían completamente el
Bicromato de sodio por Bisulfito de sodio manteniendo la proporción y cantidad
de CMC y Fosfato Monosódico ratificando que si es posible hacer una
separación económica de Plomo-Cobre en concentradora San Juan con una u
otra mezcla de reactivos.
LOS AUTORES
RESUMEN
La planta Tamboraque de Compañía minera San Juan S.A. Inició
operaciones a fines del mes de Abril del 2007. Dicha Unidad de Producción se
encuentra ubicada en el distrito de San Mateo de Huanchor, provincia de
Huarochirí, departamento de Lima; a una distancia aproximada de 90 Km. al
Nor-Este de Lima y a una altura de 2918 msnm.; siendo su acceso por la
Carretera Central y / o por el Ferrocarril Central. Hay dos alternativas que se
pueden dar con el circuito de separación Pb- Cu. Primero flotando plomo y
deprimiendo al cobre y la segunda flotando cobre y deprimiendo al plomo.
Finalmente el que dio mejores resultados después de realizada las pruebas
experimentales es la segunda alternativa pero el aporte principal de este
trabajo es que se bajo considerablemente el uso del bicromato de sodio siendo
reemplazado este por el uso del Bisulfito de sodio, mezclado conjuntamente
con el carboxil metil celulosa y el Fosfato mono sódico con lo cual se bajo
considerablemente la emanación en los efluentes del cromo en valencia 6, de
esta manera se disminuye considerablemente los impactos ambientes
producidos por el uso del bicromato de sodio. Para complementar el trabajo de
investigación se realizarón pruebas de remolienda y flotación a partir de relave
rougher de pb- cu, para minimizar las concentraciones de pb, cu y zn en el
circuito bulk aspy-py, así mismo para mejorar la recuperación de oro en todo el
proceso. Todo ello orientado a disminuir y recuperar los valores de Pb, Cu y Zn
que se desplazan a Biox en el concentrado bulk AsPy-Py mediante remolienda
partiendo del relave rougher del circuito bulk Pb-Cu y también mejorar la
recuperación de oro en el proceso.
El valor de Plomo que se desplace a Biox es perjudicial para las bacterias
generando baja actividad de las bacterias en este proceso llegando a que las
bacterias se pasiven y lo otro es recuperar el oro en el proceso mediante
remolienda por presencia de partículas mixtas (no liberadas).
Se hizo una evaluación integral para determinar los requerimientos
necesarios para poner operativo óptimamente el circuito de separación plomo-
cobre con los parámetros obtenidos en laboratorio los cuales son:
Greiten para completar todos los accesos necesarios así como
barandas. Reparación de dos árboles de las celdas instalación de un reductor
para la paleta de espumas, reparación de las canaletas de espumas, tuberías y
accesorios para líneas de agua, planchas de fierro para fabricación de cajones
de descarga entrada de las celdas, el acondicionador que se requiere se
podría utilizar el del circuito de separación pirita-arsenopirita, las dos Bombas
a usar serian la: B1 Y B2, las cuales se disponen en el circuito de limpieza de
Plomo, tuberias HDPE usados de 4" y 2", para transportar los flujos que se
requieran. fabricación o compra de toberas y finalmente chupones
desarenadores el diámetro esta por avaluarse.
Para hacer más didáctico el presente trabajo se dividió en cinco
capítulos, el primero trata acerca de la descripción del lugar donde se realizo
los trabajos, el segundo el diseño de la investigación, el tercero trata acerca del
fundamento de la separación de plomo-cobre en los circuitos de flotación de
minerales sulfurados, el cuarto la descripción de las diferentes pruebas
experimentales y finalmente el quinto capítulo trata del análisis y discusión de
los resultados.
EL AUTOR
CAPITULO I
UBICACIÓN DEL LUGAR DE ESTUDIO
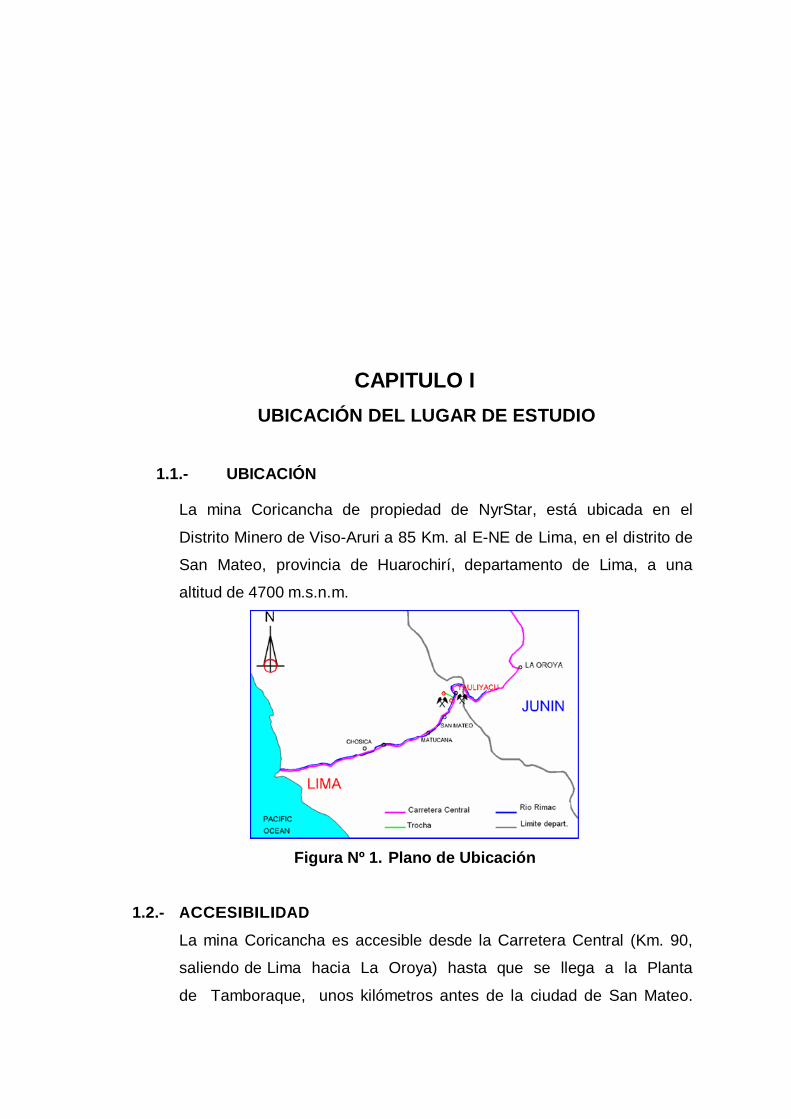
1.1.- UBICACIÓN
La mina Coricancha de propiedad de NyrStar, está ubicada en el
Distrito Minero de Viso-Aruri a 85 Km. al E-NE de Lima, en el distrito de
San Mateo, provincia de Huarochirí, departamento de Lima, a una
altitud de 4700 m.s.n.m.
Figura Nº 1. Plano de Ubicación
1.2.- ACCESIBILIDAD
La mina Coricancha es accesible desde la Carretera Central (Km. 90,
saliendo de Lima hacia La Oroya) hasta que se llega a la Planta
de Tamboraque, unos kilómetros antes de la ciudad de San Mateo.
Desde ese poblado, se accede a la mina por medio de una trocha de 25
Km. Que asciende vertiginosamente hasta alcanzar el campamento
minero por las laderas de un valle abrupto modelado por el río Aruri.
1.3.- CLIMA
El clima está caracterizado por temperaturas que oscilan los 5ºC - 13ºC
durante los meses de enero a julio, la presencia de heladas se
manifiestan durante los meses de julio y agosto. Durante los meses de
setiembre y octubre las lluvias son esporádicas, siendo los meses de
noviembre a marzo los meses de mayor incidencia pluvial.
1.4.- RELIEVE
Este distrito presenta una topografía muy abrupta producto de la
erosión típica del terreno volcánico., en donde el valle del Río Rímac
forma una quebrada profunda que va desde los 2900 m.s.n.m hasta
los 4450 m.s.n.m, cumbre de la veta Constancia.
1.5 ANTECEDENTES MINEROS
El distrito minero Viso-Aruri comenzó el beneficio de los yacimientos
filoneanos a mediados del siglo IX, explotándose inicialmente las zonas
ricas en plata en la veta Colquipallana; incluso el científico y explorador A.
Raymondi (1862) describe la metalurgia de Parac. La tenacidad y el
impulso de Don Lisandro A. Proaño permiten que, en el año 1906 se
iniciaran las primeras fundiciones en Tamboraque, si bien, estas
operaciones fueron paralizadas debido a la contaminación que producía el
arsénico. Finalmente, en la década de 1930, se instalaron las primeras
celdas de flotación para separar arsenopirita y minerales de plomo-
lata, recuperándose también pequeñas cantidades de oro en los
concentrados.
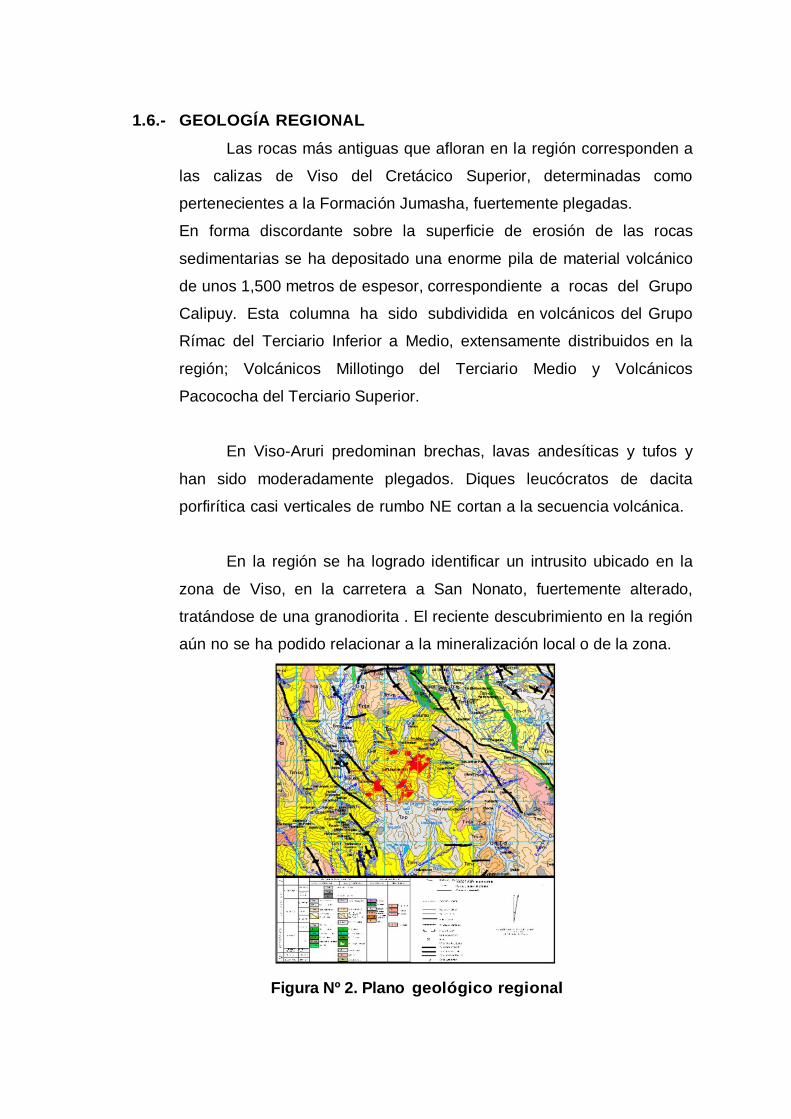
1.6.- GEOLOGÍA REGIONAL
Las rocas más antiguas que afloran en la región corresponden a
las calizas de Viso del Cretácico Superior, determinadas como
pertenecientes a la Formación Jumasha, fuertemente plegadas.
En forma discordante sobre la superficie de erosión de las rocas
sedimentarias se ha depositado una enorme pila de material volcánico
de unos 1,500 metros de espesor, correspondiente a rocas del Grupo
Calipuy. Esta columna ha sido subdividida en volcánicos del Grupo
Rímac del Terciario Inferior a Medio, extensamente distribuidos en la
región; Volcánicos Millotingo del Terciario Medio y Volcánicos
Pacococha del Terciario Superior.
En Viso-Aruri predominan brechas, lavas andesíticas y tufos y
han sido moderadamente plegados. Diques leucócratos de dacita
porfirítica casi verticales de rumbo NE cortan a la secuencia volcánica.
En la región se ha logrado identificar un intrusito ubicado en la
zona de Viso, en la carretera a San Nonato, fuertemente alterado,
tratándose de una granodiorita . El reciente descubrimiento en la región
aún no se ha podido relacionar a la mineralización local o de la zona.
Figura Nº 2. Plano geológico regional
1.7. GEOLOGÍA DEL YACIMIENTO CORICANCHA
1.7.1 Geología Local
Al Sur de la quebrada Aruri, flora toda la secuencia de los
volcánicos andesíticos del grupo Rímac; consisten de brechas
volcánicas en los niveles inferiores adyacentes a la quebrada
Aruri hasta derrames andesíticos potentes y aglomerados
volcánicos y tobas hacia las partes altas de la sierra.
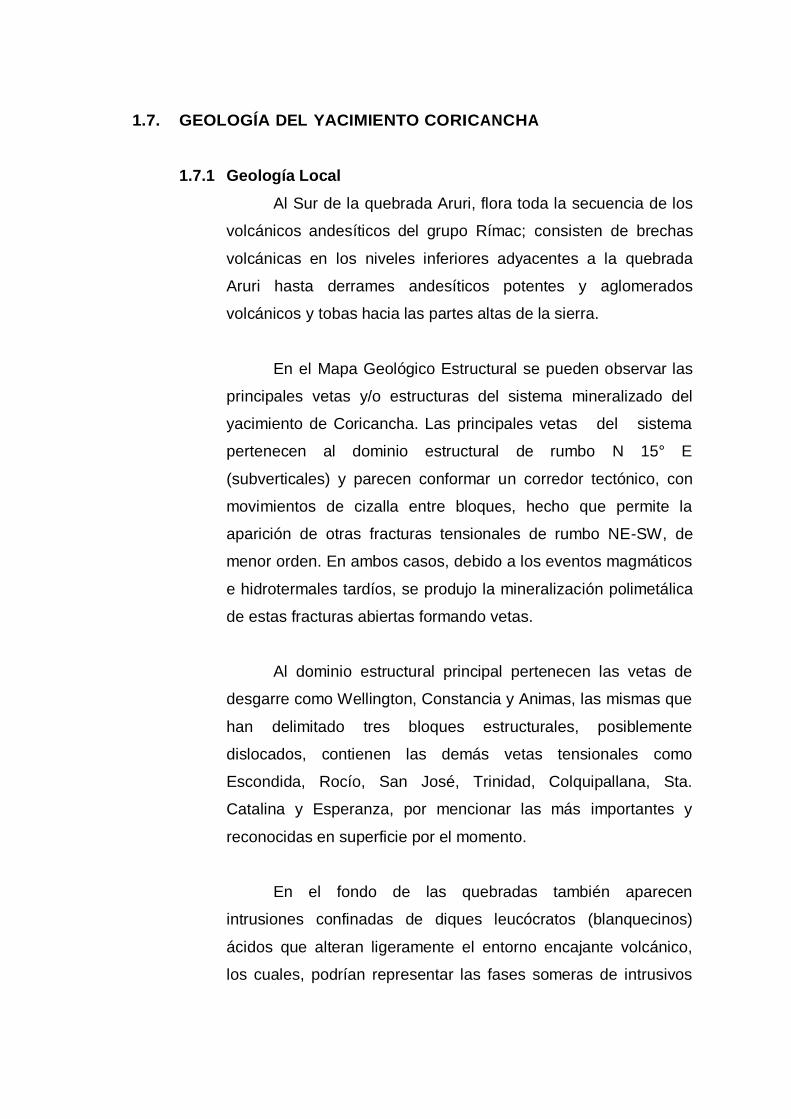
En el Mapa Geológico Estructural se pueden observar las
principales vetas y/o estructuras del sistema mineralizado del
yacimiento de Coricancha. Las principales vetas del sistema
pertenecen al dominio estructural de rumbo N 15° E
(subverticales) y parecen conformar un corredor tectónico, con
movimientos de cizalla entre bloques, hecho que permite la
aparición de otras fracturas tensionales de rumbo NE-SW, de
menor orden. En ambos casos, debido a los eventos magmáticos
e hidrotermales tardíos, se produjo la mineralización polimetálica
de estas fracturas abiertas formando vetas.
Al dominio estructural principal pertenecen las vetas de
desgarre como Wellington, Constancia y Animas, las mismas que
han delimitado tres bloques estructurales, posiblemente
dislocados, contienen las demás vetas tensionales como
Escondida, Rocío, San José, Trinidad, Colquipallana, Sta.
Catalina y Esperanza, por mencionar las más importantes y
reconocidas en superficie por el momento.
En el fondo de las quebradas también aparecen
intrusiones confinadas de diques leucócratos (blanquecinos)
ácidos que alteran ligeramente el entorno encajante volcánico,
los cuales, podrían representar las fases someras de intrusivos
profundos (ocultos en este sector de Coricancha) como los
responsables de los focos mineralizados a nivel distrital. No
existen estudios geológicos ni estructurales serios y detallados
que nos permitan confirmar y correlacionar las secuencia de
eventos estructurales, magmáticos, volcánicos, geoquímicos,
acerca de los diversos tipos de alteración hidrotermal en relación
con las mineralizaciones polimetálicas ocurridas en el lugar.
1.7.2.- Tipo de Yacimiento, Mineralizacion y Alteraciones
La mina Coricancha está caracterizada por ser un
yacimiento de vetas polimetálicas, de relleno hidrotermal en
fracturas tensionales y de cizalla, que atraviesan los
volcánicos andesíticos del grupo Rímac. Las vetas tienen hasta
120 cm. de ancho, presentando ensanchamientos locales de
hasta 2 metros y lazos cimoides. La mineralización está
conformada de pirita, esfalerita ferrífera (marmatita), galena
argentífera, calcopirita, cuarzo y arsenopirita como los minerales
más importantes; algo de tetraedrita también está presente.
El oro refractario está dentro de la arsenopirita
principalmente, con la pirita en menor grado, mientras que con
la plata, galena y la esfalerita (marmatita) se encuentra muy
escaso; los contenidos de cobre (calcopiritas) son también
escasos. No obstante, existen estudios (L. de Montreuill,
1978 y 1980) que indican claramente la existencia de oro
nativo, visible solo en microscopio (<20 micras) y entremezclado
con las fases sulfuradas polimetálicas; en el 70% de los casos
aparece junto a la pirita, 15% con la galena y 10 % con la
arsenopirita. También se ha observado la presencia de minerales
argentíferos como pirargirita y freibergita como portadores de
plata junto a la bismutita y jamesonita.
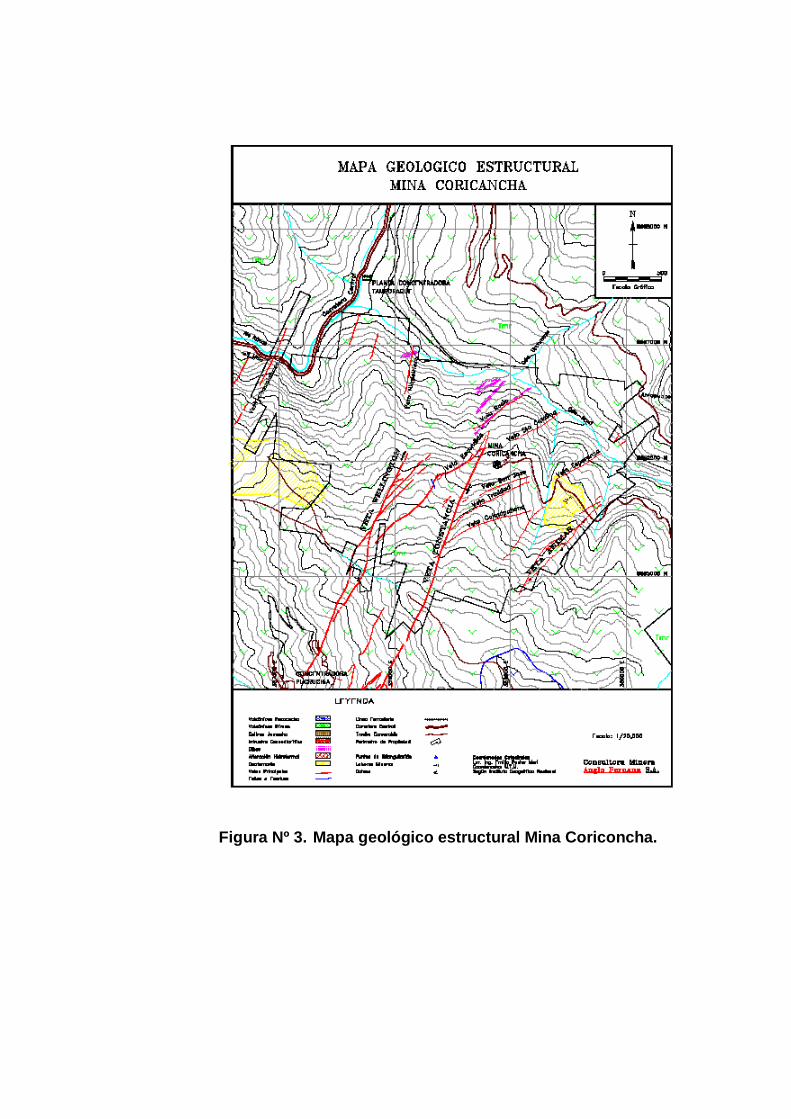
Figura Nº 3. Mapa geológico estructural Mina Coriconcha.
19
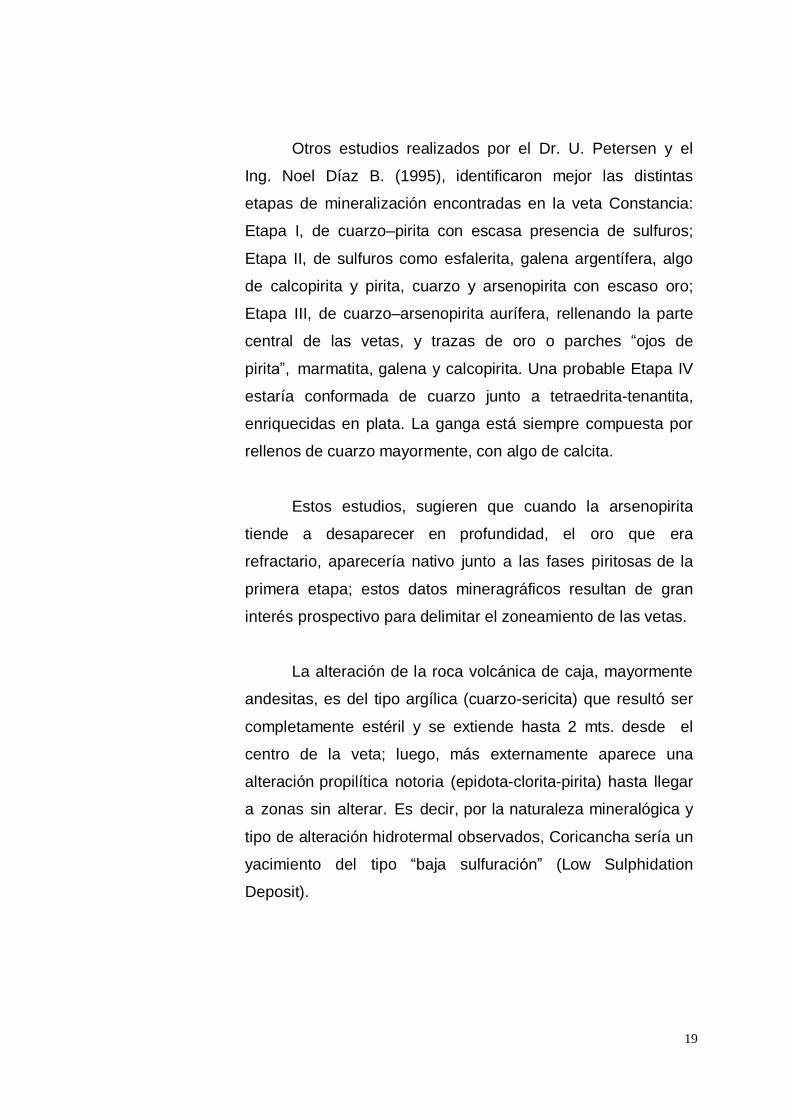
Otros estudios realizados por el Dr. U. Petersen y el
Ing. Noel Díaz B. (1995), identificaron mejor las distintas
etapas de mineralización encontradas en la veta Constancia:
Etapa I, de cuarzo–pirita con escasa presencia de sulfuros;
Etapa II, de sulfuros como esfalerita, galena argentífera, algo
de calcopirita y pirita, cuarzo y arsenopirita con escaso oro;
Etapa III, de cuarzo–arsenopirita aurífera, rellenando la parte
central de las vetas, y trazas de oro o parches “ojos de
pirita”, marmatita, galena y calcopirita. Una probable Etapa IV
estaría conformada de cuarzo junto a tetraedrita-tenantita,
enriquecidas en plata. La ganga está siempre compuesta por
rellenos de cuarzo mayormente, con algo de calcita.
Estos estudios, sugieren que cuando la arsenopirita
tiende a desaparecer en profundidad, el oro que era
refractario, aparecería nativo junto a las fases piritosas de la
primera etapa; estos datos mineragráficos resultan de gran
interés prospectivo para delimitar el zoneamiento de las vetas.
La alteración de la roca volcánica de caja, mayormente
andesitas, es del tipo argílica (cuarzo-sericita) que resultó ser
completamente estéril y se extiende hasta 2 mts. desde el
centro de la veta; luego, más externamente aparece una
alteración propilítica notoria (epidota-clorita-pirita) hasta llegar
a zonas sin alterar. Es decir, por la naturaleza mineralógica y
tipo de alteración hidrotermal observados, Coricancha sería un
yacimiento del tipo “baja sulfuración” (Low Sulphidation
Deposit).
20
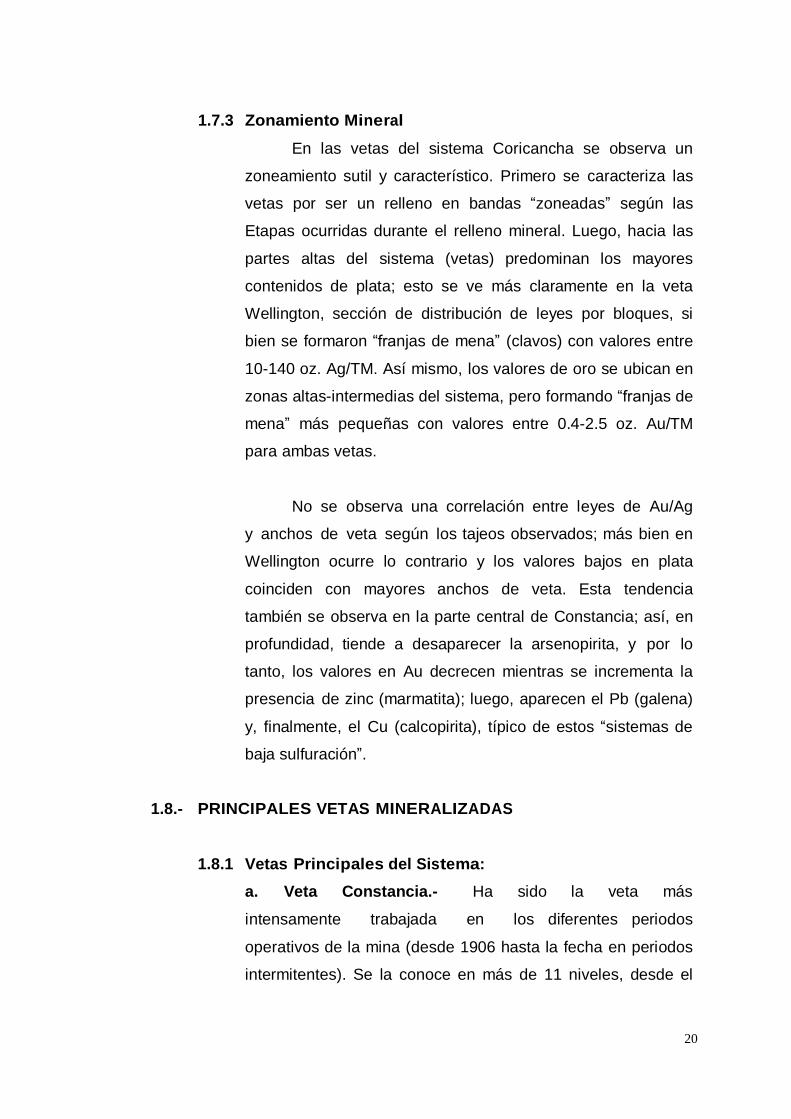
1.7.3 Zonamiento Mineral
En las vetas del sistema Coricancha se observa un
zoneamiento sutil y característico. Primero se caracteriza las
vetas por ser un relleno en bandas “zoneadas” según las
Etapas ocurridas durante el relleno mineral. Luego, hacia las
partes altas del sistema (vetas) predominan los mayores
contenidos de plata; esto se ve más claramente en la veta
Wellington, sección de distribución de leyes por bloques, si
bien se formaron “franjas de mena” (clavos) con valores entre
10-140 oz. Ag/TM. Así mismo, los valores de oro se ubican en
zonas altas-intermedias del sistema, pero formando “franjas de
mena” más pequeñas con valores entre 0.4-2.5 oz. Au/TM
para ambas vetas.
No se observa una correlación entre leyes de Au/Ag
y anchos de veta según los tajeos observados; más bien en
Wellington ocurre lo contrario y los valores bajos en plata
coinciden con mayores anchos de veta. Esta tendencia
también se observa en la parte central de Constancia; así, en
profundidad, tiende a desaparecer la arsenopirita, y por lo
tanto, los valores en Au decrecen mientras se incrementa la
presencia de zinc (marmatita); luego, aparecen el Pb (galena)
y, finalmente, el Cu (calcopirita), típico de estos “sistemas de
baja sulfuración”.
1.8.- PRINCIPALES VETAS MINERALIZADAS
1.8.1 Vetas Principales del Sistema:
a. Veta Constancia.- Ha sido la veta más
intensamente trabajada en los diferentes periodos
operativos de la mina (desde 1906 hasta la fecha en periodos
intermitentes). Se la conoce en más de 11 niveles, desde el
21
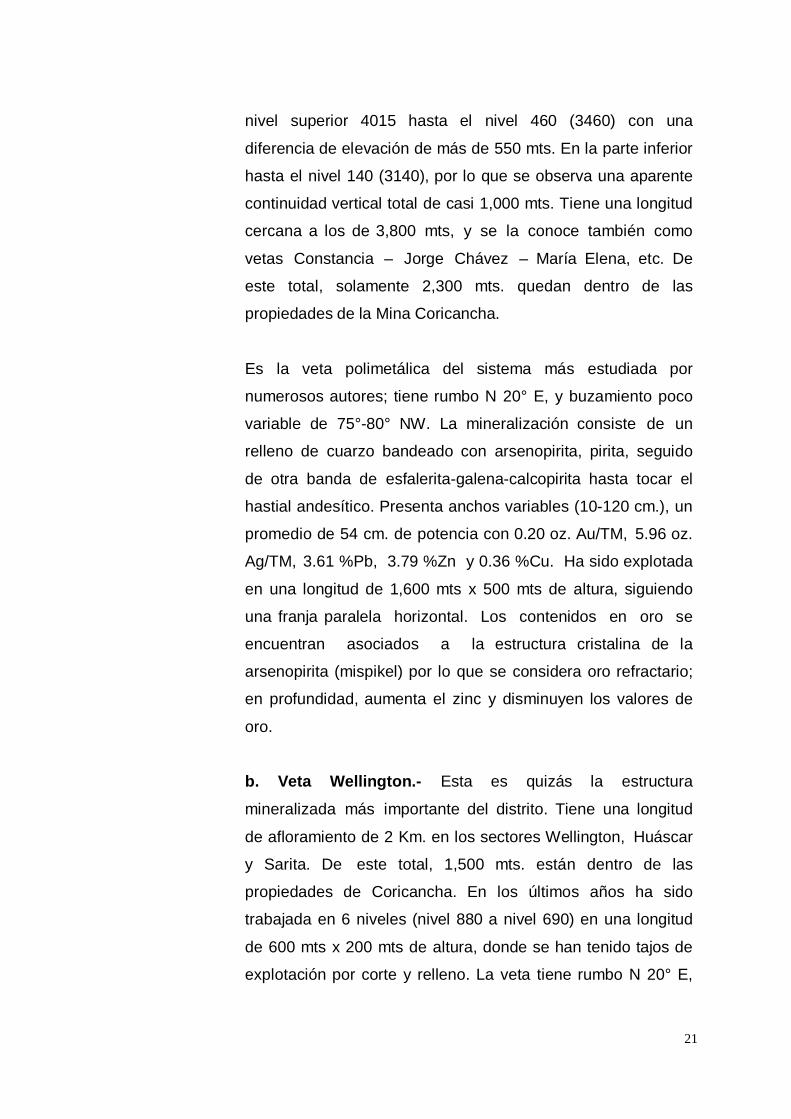
nivel superior 4015 hasta el nivel 460 (3460) con una
diferencia de elevación de más de 550 mts. En la parte inferior
hasta el nivel 140 (3140), por lo que se observa una aparente
continuidad vertical total de casi 1,000 mts. Tiene una longitud
cercana a los de 3,800 mts, y se la conoce también como
vetas Constancia – Jorge Chávez – María Elena, etc. De
este total, solamente 2,300 mts. quedan dentro de las
propiedades de la Mina Coricancha.
Es la veta polimetálica del sistema más estudiada por
numerosos autores; tiene rumbo N 20° E, y buzamiento poco
variable de 75°-80° NW. La mineralización consiste de un
relleno de cuarzo bandeado con arsenopirita, pirita, seguido
de otra banda de esfalerita-galena-calcopirita hasta tocar el
hastial andesítico. Presenta anchos variables (10-120 cm.), un
promedio de 54 cm. de potencia con 0.20 oz. Au/TM, 5.96 oz.
Ag/TM, 3.61 %Pb, 3.79 %Zn y 0.36 %Cu. Ha sido explotada
en una longitud de 1,600 mts x 500 mts de altura, siguiendo
una franja paralela horizontal. Los contenidos en oro se
encuentran asociados a la estructura cristalina de la
arsenopirita (mispikel) por lo que se considera oro refractario;
en profundidad, aumenta el zinc y disminuyen los valores de
oro.
b. Veta Wellington.- Esta es quizás la estructura
mineralizada más importante del distrito. Tiene una longitud
de afloramiento de 2 Km. en los sectores Wellington, Huáscar
y Sarita. De este total, 1,500 mts. están dentro de las
propiedades de Coricancha. En los últimos años ha sido
trabajada en 6 niveles (nivel 880 a nivel 690) en una longitud
de 600 mts x 200 mts de altura, donde se han tenido tajos de
explotación por corte y relleno. La veta tiene rumbo N 20° E,
22
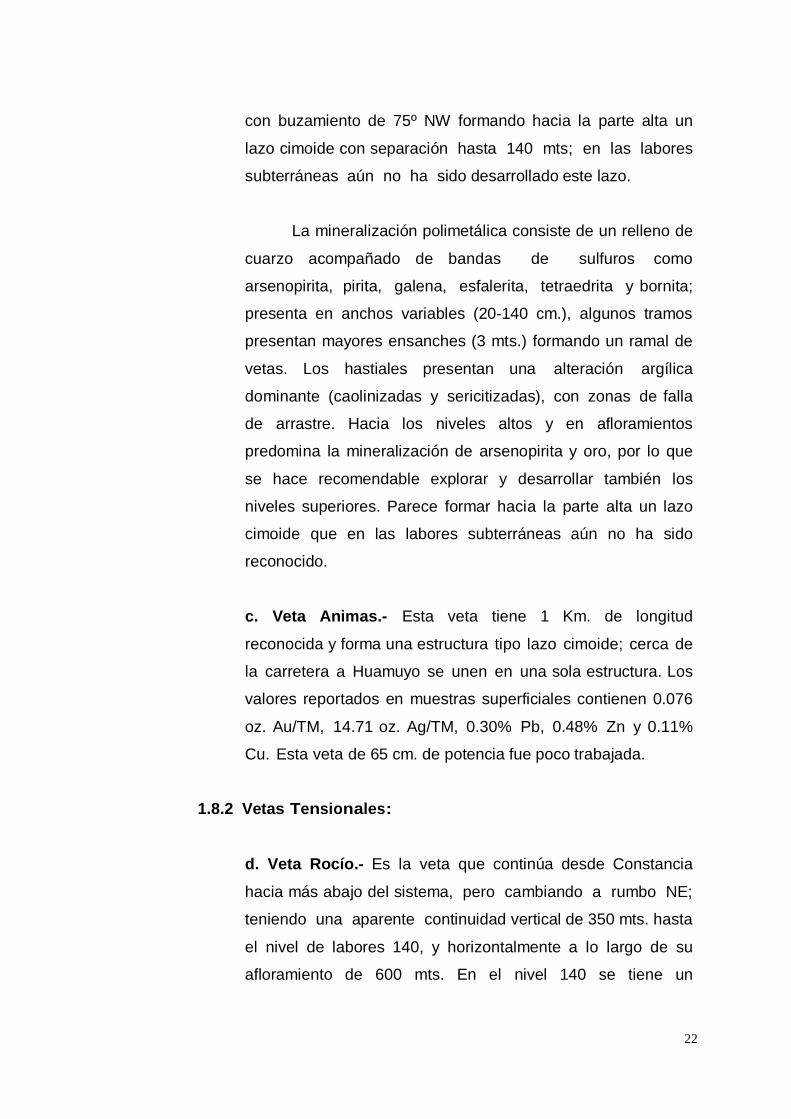
con buzamiento de 75º NW formando hacia la parte alta un
lazo cimoide con separación hasta 140 mts; en las labores
subterráneas aún no ha sido desarrollado este lazo.
La mineralización polimetálica consiste de un relleno de
cuarzo acompañado de bandas de sulfuros como
arsenopirita, pirita, galena, esfalerita, tetraedrita y bornita;
presenta en anchos variables (20-140 cm.), algunos tramos
presentan mayores ensanches (3 mts.) formando un ramal de
vetas. Los hastiales presentan una alteración argílica
dominante (caolinizadas y sericitizadas), con zonas de falla
de arrastre. Hacia los niveles altos y en afloramientos
predomina la mineralización de arsenopirita y oro, por lo que
se hace recomendable explorar y desarrollar también los
niveles superiores. Parece formar hacia la parte alta un lazo
cimoide que en las labores subterráneas aún no ha sido
reconocido.
c. Veta Animas.- Esta veta tiene 1 Km. de longitud
reconocida y forma una estructura tipo lazo cimoide; cerca de
la carretera a Huamuyo se unen en una sola estructura. Los
valores reportados en muestras superficiales contienen 0.076
oz. Au/TM, 14.71 oz. Ag/TM, 0.30% Pb, 0.48% Zn y 0.11%
Cu. Esta veta de 65 cm. de potencia fue poco trabajada.
1.8.2 Vetas Tensionales:
d. Veta Rocío.- Es la veta que continúa desde Constancia
hacia más abajo del sistema, pero cambiando a rumbo NE;
teniendo una aparente continuidad vertical de 350 mts. hasta
el nivel de labores 140, y horizontalmente a lo largo de su
afloramiento de 600 mts. En el nivel 140 se tiene un
23
desarrollo de 630 mts. que se encuentra parcialmente
explotado y en el nivel 330 se desarrollo 320 mts, además
cuenta con una chimenea de comunicación hacia la veta
Constancia. Los datos de muestreos referenciales de tajeos
nos indican valores de 0.118 oz. Au/TM, 5.60 oz. Ag/TM,
2.19% Pb, 4.94% Zn y 0.60% Cu para 74 cm. de veta.
e. Veta Colquipallana.- Es la primera veta que fue explotada
por plata desde antaño; aflora al Este de constancia por casi
800 mts. de longitud con rumbo NE. Por información de la
mina, ya que las labores están inaccesibles, se sabe que
esta veta tuvo un “clavo” mineralizado parcialmente explotado
de 500 m horizontales por 200 m verticales. Las leyes
obtenidas fueron tomadas referencialmente de tajeos antiguos
que reportan 0.305 oz. Au/TM, 7.05 oz. Ag/TM, 3.59% Pb y
4.10% Zn sobre 48 cm. de ancho de veta.
f. Veta Escondida.- La veta Escondida es una estructura
mineralizada de unión entre las vetas Wellington y Constancia.
Tiene rumbo N 60°-65º E y buzamiento de 85° SE. Presenta
una longitud de afloramiento segmentado de 1,200 mts. En
general, gran parte de la veta está cubierta, y el afloramiento
tiene un ancho variables de 20-40 cm., con algunos tramos de
ramales que suman un ancho de estructura 1.60 mts,
incluyendo alteraciones. Solamente se le conoce en
pequeñas labores (cateos), en el nivel 800 se ha desarrollado
200 m y siendo explotado parcialmente en 10m de altura.
Contiene principalmente mineralización de cuarzo–
arsenopirita que en intemperismo formó una pátina de
escorodita. También tiene leyes referenciales de gran interés
potencial con 0.156 oz. Au/TM, 9.07 oz. Ag/TM, 2.92% Pb,
3.85% Zn y 0.43% Cu para 24 cm. de ancho de veta y 800
24
mts. de longitud reconocida.
g. Veta San José.- Tiene un afloramiento bien marcado de
230 m con anchos cercanos a los 4 mts. en algunos tramos.
Presenta cateos y en el nivel 760 se realizó un avance de 350
m, siendo explotada parcialmente; en el nivel 695 una galería
de 170 mts. La mineralización es generalmente de cuarzo
arsenopirita con poco sulfuros básicos; en superficie se nota
que la veta es persistente y los muestreos en superficie
fueron reportados (Ing. Pelayo López, 2002)
conteniendo 0.127 oz. Au/TM, 4.47 oz. Ag/TM, 11.14% Pb
junto a Zn-Cu (<1%), para 40 cm. de ancho de veta y 450
mts. de longitud aproximada.
h. Veta Huamantanga.- Tiene un afloramiento a 60 metros
de bocamina del Nv. 710 con un ancho promedio de 0.20
metros y conteniendo 2.22 %Pb, 4.83 %Zn, 29.70
Ag(gr/Tm), 3.00 Au(gr/Tm). La Veta Huamantanga es una
estructura tensional de Rumbo N 40º E y buzamiento 78º NW
1.8.3 Otras Vetas Menores del Sistema:
Vetas como Trinidad (250 mts. largo), que tiene una
explotación en tajo abierto, sin relleno, cercano al nivel
Desgraciados de la veta Constancia, así como las vetas
Carolina, Esperanza, son vetas delgadas de 30 cm. de
ancho con algunos ensanchamientos locales por la presencia
de ramales. Estas vetas tienen una mineralogía similar a las
otras vetas del sistema tensional.
Otra estructura menor es la Veta Huayna Cápac
que es paralela a la veta Escondida y está unida a la veta
Constancia. Una labor de más de 100 mts. de longitud ha
25
mostrado que la veta Huayna Cápac es de poca potencia (< 30
cm.) con mineralización de arsenopirita – cuarzo –
esfalerita, similar a las demás vetas de la mina Coricancha.
FIGURA Nº 4 Vista de la Planta concentradora “Coricancha”
FIGURA Nº 5 Circuito de remolienda de la planta concentradora

26
FIGURA Nº 6. Laboratorio metalúrgico
FIGURA Nº 6. Circuito de Flotación
27
1.9 DESCRIPCIÓN DE LA PLANTA DE PROCESOS
1.9.1 CIRCUITO DE CHANCADO
La etapa de chancado empieza una vez que el mineral
proveniente de mina ha sido descargado en la tolva de
gruesos, y luego depositado por medio del Pan Feeder SFK
modelo SNL 511-609 de dimensiones 1.80x0.92x0.43 cuya
capacidad es de 0.5Tn el cual tiene un movimiento de vaivén
sobre una faja transportadora #1 de 36” de ancho, 45m de
longitud, 14º de inclinación y cuya velocidad es de 1m/s, esta
faja lleva el mineral hacia un electroimán ERIEZ MAGNETICS
de dimensiones 38”x40” situado en parte superior y final de la
faja, cuya finalidad es capturar materiales no deseados como
partes de herramientas, madera o alambres provenientes de la
extracción del mineral en los niveles 550 y 140, al pasar por
este electroimán el mineral es depositado en una faja #2 de 24”
de ancho, 34m de longitud, 12º de inclinación y velocidad de
1.36m/s, a los 6.10m de esta faja se encuentra un detector de
metales ERIEZ MAGNETICS el cual se encarga de encontrar
pedazos de acero que no han sido capturados por el
electroimán, este detector tiene un sistema el cual paraliza la
faja #1 y el Pan feeder #1 en caso de encontrar una fracción
acero que el electroimán no haya detectado, si se da el caso de
encontrar un algún tipo de acero, este se tendrá que retirar
manualmente, es decir el operador se encargara de realizar
dicha acción, el mineral de la faja #2 es transportado hacia el
shut de descarga el cual depositará el mineral en la faja #3 de
24” de ancho, 51.1m de longitud, 13º de inclinación y velocidad
1.10m/s, esta faja transporta el mineral hacia un Grizzly de
acero de 4x3ft y cuya abertura es de 11/2”, el oversize del
grizzly pasa a la Chancadora de Quijada FIMA de 15”x24”, el
cual tiene un set es de 2”, este material cae a una faja
transportadora #4 de 24” de ancho, 43.4m de longitud, 15º de
28
inclinación y velocidad 1.14m/s, junto con el undersize del
grizzly para poder así alimentar a la Zaranda Vibratoria FACO-
SVEDALA modelo XHDD-6x14, de dimensiones 6x14ft en la
cual están instaladas 3 mallas de 1.80x1.40m y abertura de
11/2”x 1/2” cada una, el oversize de la zaranda vibratoria es
depositado sobre la faja #5 de 24” de ancho, 30m de longitud,
16º de inclinación y velocidad 1.13m/s, el cual alimentará a la
Chancadora Cónica ALLIS-FACO modelo 90RBS, cuyo set es
1/2”, descargando el material triturado sobre la faja #4 cerrando
así el circuito de Chancado, el undersize de la zaranda
vibratoria es transportado por medio de la faja #6 de 24” de
ancho, 240m de longitud, 18º de inclinación y velocidad
1.14m/s hacia la tolva de finos terminando así el circuito de
chancado.
1.9.2 CIRCUITO DE MOLIENDA
El mineral proveniente del circuito de chancado es
depositado por medio de la faja #6 en la Tolva de Finos de
7.70m de diámetro y 9.10m de altura cuyo volumen es de
424m3 y capacidad de 600Tn, junto con el oversize de la
zaranda zip 1/32, estos productos son transportados por medio
de 2 fajas transportadoras A y B, debido al diseño de la tolva
de finos, de la faja transportadora #6 y de la zaranda zip, el
mineral de la faja #6, (mineral más grueso) va hacia el lado del
shut de descarga de la faja A, mientras que el mineral del
oversize del zip va hacia el lado de la descarga del shut de la
faja B, teniendo así en la faja A mineral más grueso y en la faja
B mineral más fino, ambas fajas descargan el material sobre la
faja #7 de velocidad 0.72m/s, el cual es transportado hacia el
molino de bolas FIMA 8x12, esta es bombeada desde un
tanque de 2.45m x 2.40m por medio de una bomba Warman
3x11/2, a la entrada del molino se encuentra el Trunion de carga
29
que normalmente se encuentra a una temperatura de 39.3ºC -
39.4ºC, el mineral es molido en dentro del molino de bolas a un
52% menos malla 200, es importante saber que el amperaje
de trabajo del molino esta alrededor de 90 a 95A, si el
amperaje baja significa que en su interior faltan bolas, entonces
se adicionarán hasta obtener el amperaje indicado, a su salida
del molino se encuentra el trunion de descarga que se
encuentra a una temperatura promedio de 54ºC, el producto
pasa por un Tromel de malla 1/2, el oversize del tromel es un
producto llamado granza, el cual vuelve a la tolva de gruesos
para su posterior chancado, mientras que el undersize del
tromel cae hacia el cajón de descarga junto con el alimento del
tanque de lamas el cual es bombeado por medio de una bomba
Warman 4x3, el producto del cajón de descarga es bombeado
por medio de 2 bombas Vulco 6x4, hacia 2 hidrociclones de 15”
y 20”, pero de los cuales solo una bomba esta operativa el cual
descarga en el hidrociclón de 15” el cual se encarga de
clasificar la pulpa en el overflow y underflow, el overflow es
conducido hacia un cajón de descarga , para luego ser
bombeado por medio de 2 bombas Warman 4x3, de las cuales
una esta operativa mientras que la otra se usa en caso de
algún imprevisto, la pulpa con una densidad promedio entre
1250 gr/lt y 1300 gr/lt, es bombeada a través de un
mineroducto, una tubería de 4” de diámetro, la cual llega hasta
la planta concentradora y llega al tanque de acondicionamiento
para la flotación de plomo; el underflow del hidrociclon, retorna
como alimento para el molino de bolas cerrando así el circuito
de molienda.
En el circuito de molienda también se encuentran 2
bombas verticales, una bomba Warman 3x3 al pie del cajón de
descarga del minero ducto el cual bombea la pulpa que cae
30
nuevamente al cajón de descarga del molino de bolas y la otra
bomba vertical o sumidero Warman 3x3, que está situada al pie
del tanque de lamas el cual se encarga de bombear las
perdidas finas de las fajas de vuelta hacia el tanque de lamas.
1.9.3 CIRCUITO DE FLOTACION BULK PLOMO - COBRE
El proceso de flotación del plomo empieza con el
acondicionamiento de la pulpa de mineral que proviene del
área de molienda por medio del mineroducto de 4” de diámetro,
esta pulpa llega a un tanque acondicionador de 1.80m de
diámetro por 2.10m de altura cuya capacidad de
almacenamiento es de 5.34m3, el flujo que llega a este tanque
es en promedio 50m3/h con una densidad de 1320 a 1340
Tn/m3, ZnSO4, luego esta carga es bombeada por medio de
una bomba vertical WARMAN modelo VC-40SPR hacia un
segundo tanque de acondicionamiento de 4.10m de diámetro
por 4.00m de altura, este tanque tiene un volumen de 52.8 m3,
en este acondicionador se le adiciona de complejo, junto con
metabisulfito de sodio y cal para acondicionar la pulpa a un pH
de 8.5 a 9, esta pulpa llega al cajón de entrada del banco de
celdas Rougher FIMA-DENVER modelo DR-100 de medidas
1.54 x 1.41 x 1.30m por medio de una tubería de 8” de
diámetro al cajón de las celdas rougher, se adiciona colector
Z-6, y MIBC , luego pasan a las 5 celdas de este banco en el
donde las espumas pasan al banco de celdas de limpieza
FIMA DENVER SUB A-21 de medidas 1.0 x 1.20 x 1.10m, este
banco de limpieza posee 5 celdas, las 3 primeras conforman la
1era limpieza, la 4ta celda conforma la 2da limpieza y la 5ta
celda conforma la 3ra limpieza, en este caso las espumas del
Rougher entran a la 3ra celda de la 1era limpieza junto con la
adición de complejo y de ZnSO4 , cuyas espumas pasan a la
2da limpieza donde se adiciona ZnSO4 y complejo, las
31
espumas de la 2da limpieza pasan a la 5ta celda o 3era
limpieza, las espumas de la tercera limpieza se van a una
bomba WARMAN Froth Pump de 3x2 la cual bombea el
concentrado hacia un tanque de agitación de 4.20m de
diámetro por 4.25m de altura cuya capacidad es de 58.8m3, la
carga del tanque es bombeada por medio de una bomba
peristáltica BREDEEL SP40, hacia el área de filtrado para
obtener el concentrado de Pb ó producto final, el producto
final es un concentrado de Pb con 5% de Cu.
Debajo de los bancos de flotación se tiene una bomba
vertical WARMAN SUMP PUMP la cual bombea la pulpa que
se pueda encontrar en los alrededores producto de derrames
las cuales bombea la carga hasta el acondicionador de 4.10m
de diámetro por 4.00m de altura.
El relave de la flotación de Pb sale por la última celda
del Scavenger hacia un cajón de descarga en el que se
adiciona cal y CuSO4 ,esta se convierte en la cabeza de
flotación de zinc.
1.9.4 CIRCUITO DE FLOTACION DE ZINC
La concentración del Zn, comienza al igual que el Pb con
el acondicionamiento de la pulpa o cabeza proveniente del
cajón de descarga del relave de Pb que en promedio debe
tener un pH de 10.5 – 11, el cual es transportado por medio de
una bomba VULCO 4x4, hacia 2 tanques gemelos de 2.20m de
diámetro y 2.60m de altura, la pulpa del primer tanque pasa por
medio de gravedad hacia el tanque 2, para luego pasar por
medio de una tubería de 8” hacia un tanque acondicionador de
2.95m de diámetro y 3.25m de altura cuya capacidad de
32
almacenamiento es de 22, esta carga acondicionada llega por
medio de una tubería de 8” hacia el cajón de entrada al banco
de 5 celdas Rougher FIMA-DENVER modelo DR-100 en este
cajón también se le adiciona MIBC, las espumas del Rougher
junto con la adición de cal para controlar el pH van hacia el
banco celdas de limpieza FIMA-DENVER SUB A-21, la cual
consta de 5 celdas y se divide en 3 limpiezas, en la 1era
limpieza; las espumas de la 2da y 3ra celda de la 1era limpieza
van hacia la 2da limpieza y las espumas de la 1era celda de la
1era limpieza van hacia la 3era limpieza junto con las espumas
de la 2da limpieza, en la entrada de la 3era limpieza se
adiciona cal para controlar el pH y evitar la flotación de la pirita,
el concentrado proveniente de la 3ra limpieza llega a un cajón
de descarga y se bombea hacia un tanque de agitación de
4.20m de diámetro por 4.25m de altura cuya capacidad es de
58.8m3 por medio de una bomba WARMAN FROTH PUMP 3x2
para luego ser llevado al filtro de discos y obtener el
concentrado con un porcentaje de humedad aceptable.
En este circuito el relave de la limpieza pasa a un
banco de 2 celdas Scavenger de limpieza FIMA-DENVER SUB
A-21 cuyas espumas pasan a la celda de la segunda limpieza,
mientras que el reave de estas celdas pasa al cajón de
descarga (conjuntamente con el relave scavenger de plomo)
junto con las espumas del banco de celdas Scavenger FIMA-
DENVER modelo DR-100, en la entrada del banco Scavenger
se adiciona colector Z-6, mientras que el relave final sale por la
ultima celda de este banco hacia un tanque acondicionador de
Aspy para su flotación posterior.
Debajo de los bancos de flotación se tiene una bomba
vertical WARMAN SUMP PUMP la cual bombea la pulpa que
se pueda encontrar en los alrededores producto de derrames
33
en las celdas o las bombas hacia el tanque acondicionador de
plomo.
1.9.5 CIRCUITO DE FLOTACION ASPY
El circuito de flotación de Aspy comienza con el
acondicionamiento del relave proveniente de la flotación del Zn
en un tanque 4.0m de diámetro por 7m de alto, cuya capacidad
de almacenamiento es de 88m3, en este tanque se adiciona
H2SO4 para bajar el pH hasta un rango de 9.8-10.2 CuSO4 para
activar la pirita y la arsenopirita, esta pulpa ya acondicionada
llega por medio de una tubería de 8” de diámetro al cajón de
carga del banco de 3 celdas Rougher FIMA-DENVER modelo
DR-300 , a la entrada del banco se agrega colector Z-6 y MIBC,
la pulpa también pasa al banco de 2 celdas Scavenger FIMA-
DENVER modelo SUB A-21 (anteriormente en la entrada a la
1era celda de este banco se adiciona colector Z-6 y MIBC), las
espumas del Rougher van hacia un cajón de descarga en
donde se bombea la pulpa (concentrado Bulk) y el concentrado
scavenger se bombea al cajon de las celdas rougher. Luego
por gravedad esta carga llega hasta las 6 celdas de limpieza de
FIMA-DENVER SUB A-21, las espumas de la 1er y 2da celda
van hacia la 4ta celda, las espumas de la 3era, 4ta y 5ta celda
son llevadas hacia la 6ta celda, la flotación de esta ultima celda
es el concentrado Py el cual se va a un espesador de 30x10 ft
DENVER modelo M815, la carga es transportado hacia un
cajón de descarga al pie del molino 5x8ft FIMA-DENVER en el
cual se hace la remolienda del concentrado Aspy
obteniéndose un producto 90% malla -325, esta carga pasa por
un tromel, el oversize del tromel se descarta mientras que el
undersize cae en el cajón de descarga y es bombeado junto
con el concentrado Aspy proveniente del espesador 30x10ft
hacia un hidrociclon D-6 por medio de una bomba VULCO 3x2,
34
el overflow va hacia la zaranda de limpieza el undersize de la
zaranda cae en el Tanque Pulmón que se encuentra en el área
de Biox, mientras que el underflow del ciclón regresa al molino
para la remolienda.
El relave final sale por medio de la última celda del
banco Scavenger hacia un tanque de descarga y este es
bombeado por una bomba WARMAN 4” x 3” hacia el
espesador de relave de 55x12 ,la descarga del espesador va
hacia la bomba peristaltica SP30 y esta envía el material hacia
la bomba intermedia centrifuga 5x4 , esta bomba envia el
material hacia el Holding Tank 2 para su posterior filtrado en el
filtro prensa Nº2.
1.9.6 CIRCUITO DE CIANURACION
El circuito de Cianuración empieza con el envió de la
carga del CCD3 del lavado en contracorriente, el cual en
promedio envía carga a razón de 3.25m3/h y con una densidad
de 1.40gr/cc, la cual es transportada por medio una bomba
peristáltica BREDEL SP50 hacia un tanque acondicionador N°1
FIMA 57.8m3 que se encuentra en el área de cianuración de
medidas 2.70m de diámetro por 3.0m de altura, para luego
pasar hacia el tanque Nº2 y luego al tanque Nº3 por gravedad,
cuando se envía carga a estos tanques de acondicionamiento
se les adiciona cianuro de sodio (CNNa) al 0.10% en el 2do y
3er tanque de acondicionamiento por medio de una tubería de
3/4, también se agrega lechada de cal (Cal disuelta en agua)
en los 3 acondicionadores para controlar el pH el cual debe de
estar en un rango de 10.0 a 10.5 antes de pasar a los reactores
de cianuración.
Antes de entrar al primer tanque reactor la carga
35
cianurada y acondicionada a pH 10.0 a 10.5 pasa por un tromel
de 2x3ft el cual separa la carga de cualquier tipo de suciedad
que pueda contener dentro de ella, el oversize del tromel pasa
a un cajón de desechos y el undersize pasa al Tanque reactor
Nº1 de medidas 3.95m de diámetro por 4.40m de altura, para
luego pasar al Nº2, Nº3, Nº4, Nº5,Nº6, Nº7 de iguales medidas
y finalmente al cajón de descarga de relave el cual se envía por
medio de una bomba WARMAN 3x3 hacia los tanques de
destrucción de Cianuro ubicados en el area de TRIANA previa
adición de lechada de cal.
Estos tanques contienen en su interior carbón activado,
el cual se encarga de capturar el oro y la plata que se
encuentran en la solución, el trasvase de estos (Carbon
activado) se hace de atrás hacia adelante, es decir si el tanque
reactor Nº1 no contiene carbón se le adiciona el carbón
proveniente de cualquiera de los reactores Nº2 ó Nº3, esto
dependerá de los trasvases anteriores de los reactores, es
decir si se estuvo trasvasando carbón de los reactores pares,
se tendrá que trasvasar el Nº3 y viceversa. Cuando el carbón
tiene una ley de 0.9kg oro/tn de carbón, o más se procede a la
cosecha la cual consiste en trasvasar el carbón del tanque
reactor Nº1 hacia una zaranda vibratoria de 3x6ft marca FIMA
junto con la adición de agua para su lavado de este, el carbón
semilavado cae a una tolva.
En el piso de los reactores se encuentra una bomba
vertical o sumidero WARMAN modelo QV 3x3 el cual bombea
la carga hacia el cajón de relave para ser transportado hacia el
área de destrucción de CN.
36
1.9.7 CIRCUITO DE DESTRUCCION DE CIANURO
Después del proceso de cianuración-Adsorción (CIL) en
donde se han recuperado en gran parte los valores de oro y
plata, los relaves de este proceso, que contienen complejos
metálicos de cianuro libre, cianuro Wad y tiocianatos como
elementos residuales y contaminantes deben ingresar a una
etapa de destrucción de cianuro con el uso de peróxido de
hidrogeno y acido sulfúrico, de manera siguiente : entra el
relave de Cil al tanque de agitación Nº1, seguido por gravedad
entra al tanque de agitación Nº2 y de este pasa también por
gravedad al tanque de agitación Nº3 con la finalidad de reducir
las concentraciones de estos contaminantes por debajo de los
límites permisibles. Este proceso de destrucción arroja valores
de cianuro total por debajo de los LMP. Esta carga cae por
gravedad hacia un Espesador de lodos de 9m , donde la
solución clara del overflow de este espesador se va hacia el
tanque de recepción de aguas claras, el cual va ser el efluente
final ..
1.9.8 NEUTRALIZACION DE LOS PRODUCTOS LIQUIDOS DEL
BIOX Y AGUA ACIDA PROVENIENTE DE MINA.
El circuito de neutralización esta conformado por dos
etapas que operan en paralelo, una se encarga de la
neutralización del agua ácida que proviene de mina y la otra de
la neutralización del agua de lavado en contracorriente (CCD)
del producto BIOX.
Este circuito consta de los siguientes equipos
principales:
5 Tanques de neutralización para tratamiento de agua de
37
lavado CCD del producto BIOX. Marca FIMA con capacidad
de 31.3 m3.
6 Tanques de neutralización para tratamiento de agua ácida
de mina de 3.5 x 4.15m resistentes a pH ácido.
2 Bombas WARMAN, horizontales de 5x4 que bombean la
carga saliente del circuito hacia la bomba intermedia y dos
bombas de sumidero peristálticas WARMAN de 3x3.
Del producto del lavado en contracorriente, se recupera
una solución con alta concentración de hierro y arsénico en el
rango de 5000ppm. Esta solución es tratada con cal en la
planta de neutralización, donde se obtienen lodos estables,
compuestos de arseniato de calcio y hierro, este compuesto es
enviado hacia un espesador de 9m para su separación en dos
fases liquida y sólida, la solución clara es enviada hacia la
salida de efluentes con un pH de 9 y contenido menor a los
LMP de iones metálicos. Los precipitados obtenidos son
enviados hacia el área de tratamiento de relaves para su
posterior filtrado.
El agua ácida de mina con pH aprox. de 3, llega a un
tanque mixer de 0.75m de diámetro por 1.10m para luego
comenzar su proceso de neutralización con la adición de cal.
Para ambos casos la cal es adicionada en forma de
lechada de cal en el primer tanque de tratamiento tanto para
agua rebose de CCD, como para agua de mina. Por fines de
control automático, cada circuito tiene en sus primeros tanques
de tratamiento medidores electrónicos de pH seteados los
cuales activan la inyección de cal al circuito según estos
valores. Debido a que el agua de lavado CCD viene con aprox.
pH de 1.5, con la finalidad de neutralizar eficientemente se han
38
instalado los medidores de
pH seteados en los dos primeros tanques, esto debido a
que el exceso de flujo rebose CCD que puede ocurrir en
algunos casos, originaría que parte de la carga pase el primer
tanque sin haberse neutralizado completamente. Para este
caso en el segundo tanque controlado automáticamente se
atienden estas contingencias.
Los flujos salientes del circuito (de ambos: agua de mina
y rebose CCD), son recepcionados en un cajón de descarga el
cual alimenta a dos bombas WARMAN de 6x4 modelo DAH,
tipo horizontal las cuales por cuestiones de distancia llevan la
carga hacia una bomba intermedia centrífuga de 5x4 la cual
bombea dicha carga hacia un espesador de 9m.
La planta trabajando a plena capacidad, esta diseñada
para tratar 1560m3/día de efluentes ácidos y puede soportar
incrementos de flujos hasta un 25% de su capacidad instalada.
1.9.9 CIRCUITO DE CCD
El circuito del CCD o Lavado en Contracorriente
empieza con la salida del rebose de la pulpa oxidada
proveniente del reactor secundario numero 3 (S3) del circuito
de BIOLIXIVIACION hacia el espesador CCD1 de su tanque
de mezclado o mixer de 0.73m de diámetro por 1.0m de altura,
luego la carga mezclada es enviado por una bomba peristaltica
por una tubería de 4” de diámetro hacia el mixer del CCD2 de
marca OUTOKUMPU de 8.0m de diámetro por 5.0m de altura,
la descarga del CCD2 es enviado por medio de una bomba
peristaltica hacia el mixer del CCD3,la función principal de este
circuito de CCD es lavar los elementos disueltos por el H2SO4
39
(Acido sulfúrico) producido por la oxidación de la bacterias
como son el Arsénico (As) y Hierro (Fe), para que estos
elementos no lleguen al circuito de cianuración y no se tenga
una recuperación baja de oro dentro de este circuito.
Cuando la carga del CCD1 se encuentra con una
densidad de 1.300 a 1.400gr/cc se hace un trasvase desde
este CCD hacia el CCD2 el cual es un espesador
OUTOKUMPU de dimensiones similares al Nº1, por medio de
una bomba peristáltica marca BREDEL modelo SP50 hacia un
tanque mixer de 0.73m de diámetro por 1.0m de altura, la
tubería que lleva esta carga es de 2”, mientras que el rebose
del CCD3 cae dentro del otro mixer del CCD2 y el rebose del
CCD2 se envia por medio de una bomba warman BGP75 al
mixer del CCD1 de dimensiones 1.0m de diámetro por 1.20m
de altura para luego el rebose ser bombeado hacia el circuito
de neutralización por medio de una bomba WARMAN modelo
BGP75 la cual tiene su STAND BY del mismo modelo. En el
piso de estos espesadores se encuentra una bomba sumidero
marca WARMAN vertical modelo SPR VD65, la cual lleva lo
bombeado hacia el tanque mixer Nº1.
En cada espesador o CCD como usualmente se les
llama se encuentra una tablero de control de torque (Fuerza
que ejerce los brazos del espesador que se encargan de
mover la carga), carga (Cantidad de material que hay dentro
del espesador), presión (La presión que ejerce la carga hacia
la parte inferior del espesador) y la altura de la rastra (la cual
indica la altura que se encuentra la rastra con respecto de la
base del espesador).Todos estos parámetros se controlan
automáticamente. En este lavado el promedio de captación de
As (Arsénico) es de aproximadamente 5000ppm el cual se llega
40
a cantidades mínimas dentro del circuito de neutralización
1.9.10 CIRCUITO DE CIANURACION
El circuito de Cianuración empieza con el envió de la
carga del CCD3 del lavado en contracorriente, el cual en
promedio envía carga a razón de 3.25m3/h y con una densidad
de 1.40gr/cc, la cual es transportada por medio una bomba
peristáltica BREDEL SP50 hacia un tanque acondicionador N°1
FIMA 57.8m3 que se encuentra en el área de cianuracion de
medidas 2.70m de diámetro por 3.0m de altura, para luego
pasar hacia el tanque Nº2 y luego al tanque Nº3 por gravedad,
cuando se envía carga a estos tanques de acondicionamiento
se les adiciona cianuro de sodio (CNNa) al 0.10% en el 2do y
3er tanque de acondicionamiento por medio de una tubería de
3/4, tambien se agrega lechada de cal (Cal disuelta en agua)
en los 3 acondicionadores para controlar el pH el cual debe de
estar en un rango de 10.0 a 10.5 antes de pasar a los reactores
de cianuracion.
Antes de entrar al primer tanque reactor la carga
cianurada y acondicionada a pH 10.0 a 10.5 pasa por un tromel
de 2x3ft el cual separa la carga de cualquier tipo de suciedad
que pueda contener dentro de ella, el oversize del tromel pasa
a un cajón de desechos y el undersize pasa al Tanque reactor
Nº1 de medidas 3.95m de diámetro por 4.40m de altura, para
luego pasar al Nº2, Nº3, Nº4, Nº5,Nº6, Nº7 de iguales medidas
y finalmente al cajón de descarga de relave el cual se envía por
medio de una bomba WARMAN 3x3 hacia los tanques de
destrucción de Cianuro ubicados en el area de TRIANA previa
adición de lechada de cal.
41
Estos tanques contienen en su interior carbón activado,
el cual se encarga de capturar el oro y la plata que se
encuentran en la solución, el trasvase de estos (Carbon
activado) se hace de atrás hacia adelante, es decir si el tanque
reactor Nº1 no contiene carbón se le adiciona el carbón
proveniente de cualquiera de los reactores Nº2 ó Nº3, esto
dependerá de los trasvases anteriores de los reactores, es
decir si se estuvo trasvasando carbón de los reactores pares,
se tendrá que trasvasar el Nº3 y viceversa. Cuando el carbón
tiene una ley de 0.9kg oro/tn de carbón, o más se procede a la
cosecha la cual consiste en trasvasar el carbón del tanque
reactor Nº1 hacia una zaranda vibratoria de 3x6ft marca FIMA
junto con la adición de agua para su lavado de este, el carbón
semilavado cae a una tolva.
En el piso de los reactores se encuentra una bomba
vertical o sumidero WARMAN modelo QV 3x3 el cual bombea
la carga hacia el cajón de relave para ser transportado hacia el
área de destrucción de CN.
1.9.11. CIRCUITO DE DESTRUCCION DE CIANURO
Después del proceso de cianuración-Adsorción (CIL) en
donde se han recuperado en gran parte los valores de oro y
plata, los relaves de este proceso, que contienen complejos
metálicos de cianuro libre, cianuro Wad y tiocianatos como
elementos residuales y contaminantes deben ingresar a una
etapa de destrucción de cianuro con el uso de peróxido de
hidrogeno y acido sulfúrico, de manera siguiente : entra el
relave de Cil al tanque de agitación Nº1, seguido por gravedad
entra al tanque de agitación Nº2 y de este pasa también por
gravedad al tanque de agitación Nº3 con la finalidad de reducir
las concentraciones de estos contaminantes por debajo de los
42
límites permisibles. Este proceso de destrucción arroja valores
de cianuro total por debajo de los LMP. Esta carga cae por
gravedad hacia un Espesador de lodos de 9m , donde la
solución clara del overflow de este espesador se va hacia el
tanque de recepción de aguas claras, el cual va ser el efluente
final ..
1.9.12 FILTRADO DE RELAVES
El producto proveniente del espesador 55x12 ft (Relave
Aspy) es enviado hacia el área de TRIANA por medio de una
bomba Warman, este material se almacena en el Holding Tank
Nº2, también a este tanque ingresa un flujo discontinuo de la
descarga del Espesador de 9m (Underflow); este Espesador es
utilizado para la separación sólido-liquido de los Relaves
obtenidos en el área de Neutralización.
El Holding Tank Nº2 posee ambas cargas (Relave Aspy
y Relave Neutralización), estas cargas mezcladas se envían
hacia los filtros Prensa Nº1 y Nº2 para realizar la operación
correspondiente de filtrado.
El relave seco es trasladado hacia la relavera de Chin
Chan para su disposición final. El traslado se realiza a través
de vagones de tren.
Tratamiento de Relaves:
1 Tanque espesador High Rate de 9.0x 3.0m con
sistema de arrastre de 1.5HP y de izaje de 0.5HP.
1 Filtro Prensa Manual 1560 x 2000 (Filtro Nº1)
1 Filtro Prensa Automático Cidelco 2000x2000 (Filtro
Nº2).
2 Bombas Peristálticas Bredel
43
1 Bomba de vacío de 750 CFM
1 Soplador de 120 HP.
1 Clarificador de Aguas
1 Holding Tank Nº1 10x8 m
1 Holding Tank Nº2 5x5 m
44
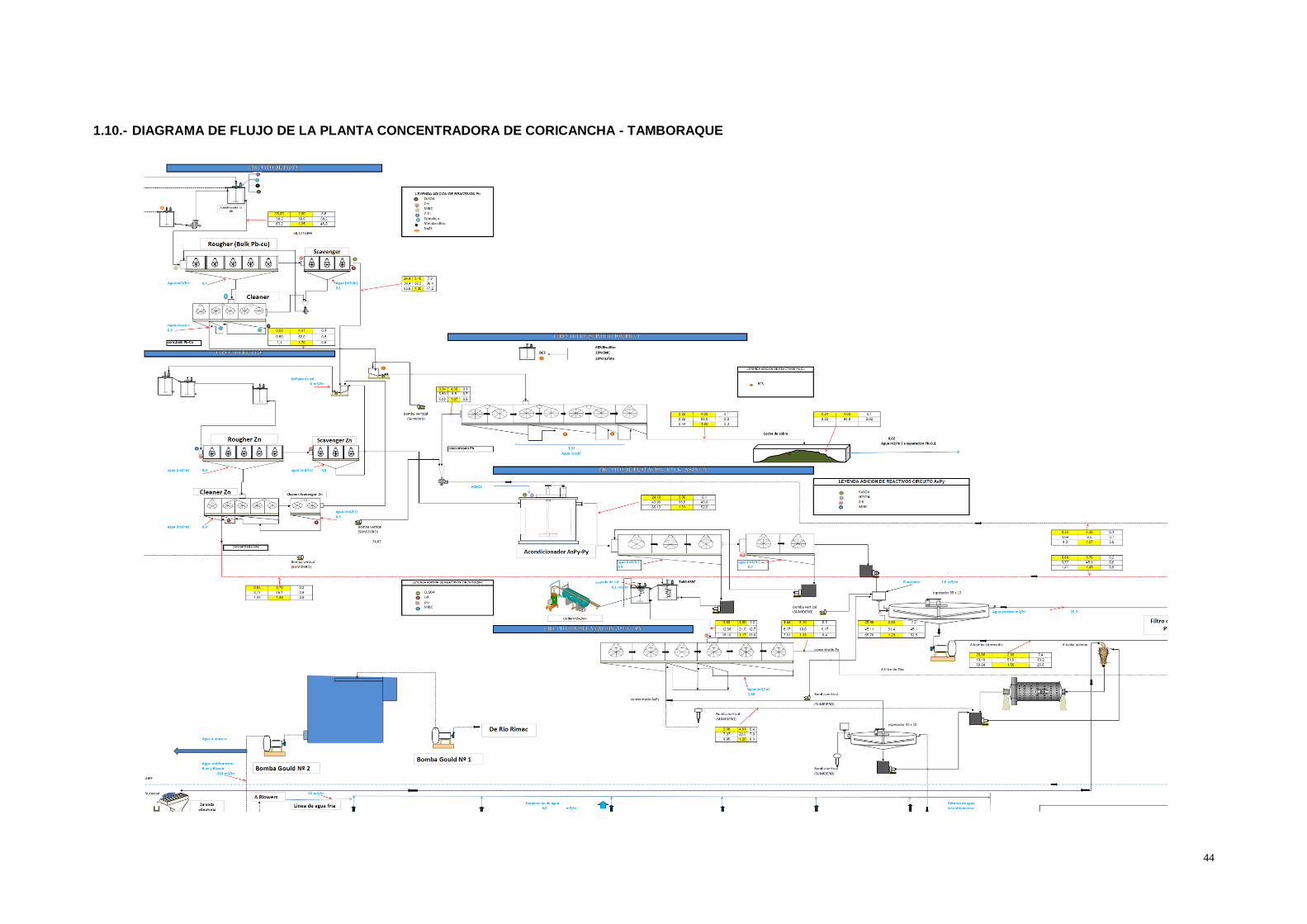
1.10.- DIAGRAMA DE FLUJO DE LA PLANTA CONCENTRADORA DE CORICANCHA - TAMBORAQUE
45
CAPITULO II
DISEÑO DE LA INVESTIGACIÓN
2.1 PLANTEAMIENTO DEL PROBLEMA:
La separación de un concentrado Bulk Plomo-Cobre por
flotación ha tenido un cambio importante en el Perú desde el año
2000, los parámetros de control ahora están mucho más claros y es
posible escalar de una prueba de laboratorio a lo que ocurrirá en el
nivel industrial con una buena precisión. El cambio fundamental radicó
en una extracción inicial, mayormente, de plomo grueso desde las
cargas circulantes de molienda, posteriormente se genera un Bulk
Plomo-Cobre con menores consumos de Bicromato de potasio
(depresor de Plomo) que se agrega en mezcla adicional 20% de CMC
( Carboxil Metyl Celulosa) y 20% de Fosfato mono sódico, este es un
importante aporte del Sr. S. Bulatovic utilizada en la mayoría de las
concentradoras que hacen separación Pb-Cu y que ayudo a la
mitigación de la contaminación ambiental con 40% menos de iones
cromo evacuados al medio ambiente, logrando concentrados de
Cobre mayores a 27% de Cu por una separación más limpia, precisa
y rentable.
46
En el presente trabajo como paso inicial se realizara un
análisis microscópico a muestras del concentrado bulk plomo-cobre
para determinar qué tipos de cobre están contenidos en el
concentrado Bulk actual y definir así si se puede lograr obtener
concentrados de Cobre-Plata debido a la presencia de cobres grises
(Tetrahedrita) con alto As y Sb, pero con importante presencia de
Plata que atenúa comercialmente cualquier castigo por estos
elementos. Establecidos los tipos de minerales presentes en el Bulk
de la planta concentradora San Juan y una relación en peso 3.4:1
(Pb:Cu), se desarrollan pruebas de separación por depresión de
plomo con la mezcla Bicromato, CMC, Fosfato monosódico en la
relación 60:20:20, pruebas posteriores reemplazarían completamente
el Bicromato de sodio por Bisulfito de sodio manteniendo la proporción
y cantidad de CMC y Fosfato Monosódico ratificando que si es
posible hacer una separación económica de Plomo-Cobre en la planta
concentradora San Juan con una u otra mezcla de reactivos.
2.1.1 Descripción del problema:
Concentrados de Plomo con más de 3% de Cobre ya
son considerados bulk y es necesario hacer la separación por
razones económicas; siempre son mejores dos concentrados
bien separados que comercializar un bulk. En este caso, no
debe preocuparnos el contenido de arsénico y antimonio en el
concentrado de cobre porque son cobres grises con alto
contenido de plata, típico mineral peruano, como es el caso de
las minas de; Atacocha, Huarón, Morococha; etc., etc. sólo los
cobres primarios o calcopirita no tienen plata y en tal caso los
concentrados de cobre no tienen un buen valor en la minería
polimetálica (Raura, Milpo) y requieren de una planta
concentradora de gran tonelaje para ser rentables (Toquepala,
Cuajone y muchas otras minas en Chile).
47
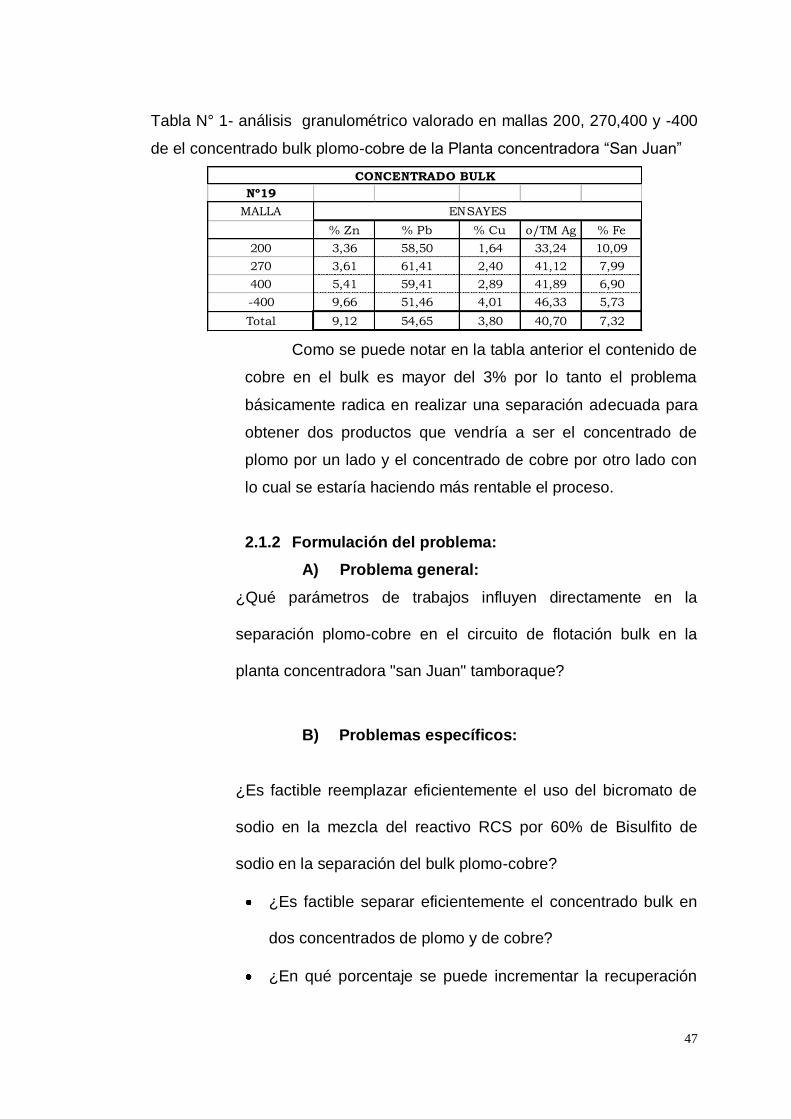
Tabla N° 1- análisis granulométrico valorado en mallas 200, 270,400 y -400
de el concentrado bulk plomo-cobre de la Planta concentradora “San Juan”
Nº19
MALLA
% Zn % Pb % Cu o/TM Ag % Fe
200 3,36 58,50 1,64 33,24 10,09
270 3,61 61,41 2,40 41,12 7,99
400 5,41 59,41 2,89 41,89 6,90
-400 9,66 51,46 4,01 46,33 5,73
Total 9,12 54,65 3,80 40,70 7,32
CONCENTRADO BULK
ENSAYES
Como se puede notar en la tabla anterior el contenido de
cobre en el bulk es mayor del 3% por lo tanto el problema
básicamente radica en realizar una separación adecuada para
obtener dos productos que vendría a ser el concentrado de
plomo por un lado y el concentrado de cobre por otro lado con
lo cual se estaría haciendo más rentable el proceso.
2.1.2 Formulación del problema:
A) Problema general:
¿Qué parámetros de trabajos influyen directamente en la
separación plomo-cobre en el circuito de flotación bulk en la
planta concentradora "san Juan" tamboraque?
B) Problemas específicos:
¿Es factible reemplazar eficientemente el uso del bicromato de
sodio en la mezcla del reactivo RCS por 60% de Bisulfito de
sodio en la separación del bulk plomo-cobre?
¿Es factible separar eficientemente el concentrado bulk en
dos concentrados de plomo y de cobre?
¿En qué porcentaje se puede incrementar la recuperación
48
de la plata tanto en el concentrado de plomo como en el
concentrado de cobre?
49
2.2. JUSTIFICACIÓN:
En estos momentos actuales donde la minería a nivel mundial está
considerada como una de las industrias extractivas que más
contaminada y degrada el medio ambiente entonces se hace necesario
investigar más profundamente para encontrar tecnologías más
apropiadas y limpia que puedan reemplazar a las ya usadas
tradicionalmente y de esta manera mitigar los impactos ambientales o en
todo caso evitar en lo posible la degradación del ecosistema y como
nuestro proyecto está orientado a realizar la separación plomo-cobre del
concentrado bulk de la planta concentradora "San Juan" de tamboraque
reemplazando el uso del bicromato de sodio por el uso del bisulfito de
sodio y del CMC, ya que como es sabido el bicromato de sodio es un
reactivo contaminante al ser expulsado al medio ambiente debido aque
el cromo cambia de valencia de 3 a 6 y este se vuelve químicamente
inestable, por lo tanto se estaría evitando la contaminación del medio
ambiente entonces el desarrollo de '^muestra investigación queda
plenamente justificada.
2.3. OBJETIVOS:
2.3.1. Objetivo general:
Determinar los parámetros de trabajo óptimo para una
separación adecuada de plomo-cobre, deprimiendo el plomo y
flotando Cobre.
2.3.2 Objetivos específicos:
Reemplazar eficientemente el uso del bicromato de sodio en la
mezcla de! reactivo RCS por 60% de Bisulfito de sodio en la
separación de! bulk plomo-cobre.
50
Separar eficientemente el concentrado bulk en dos concentrados
de plomo y de cobre
Incrementar la recuperación de la plata tanto en el concentrado de
plomo.
Incrementar la recuperación de la plata tanto en el concentrado de
cobre.
2.4. FORMULACIÓN DE LA HIPÓTESIS:
2.4.1 Hipótesis General:
Los parámetros de trabajos que probablemente influyen directamente
en la separación plomo-cobre en el circuito de flotación bulk en la planta
concentradora "san Juan" tamboraque son el tipo de reactivo colector
utilizado, el tipo de reactivo depresor utilizado y la cinética de flotación.
2.4.2 Hipótesis específicas:
Si es factible reemplazar eficientemente el uso del bicromato de
sodio en la mezcla del reactivo RCS por 60% de Bisulfito de sodio en
la separación del bulk plomo-cobre.
• Si es factible separar eficientemente el concentrado bulk en dos
concentrados de plomo y de cobre.
• Se puede incrementar la recuperación de la plata tanto en el
concentrado de plomo como en el concentrado de cobre
2.5 MATERIALES Y MÉTODOS
EL trabajo será puramente experimental utilizando la metodología
analítica y deductiva, las pruebas se realizaran en el laboratorio
Metalúrgico de la planta Concentradora para los cuales se
utilizaran, muestras del circuito bulk plomo-cobre y los equipos a
51
pequeña escala, como chancadora de quijadas molino de bolas,
celdas de flotación, rotámetro, secadora de muestras, bandejas,
collar de bolas, paletas, pizzetas y otros que coadyuvaran a
obtener muestras tanto de los concentrados como de los relaves
los que serán analizadas en el laboratorio químico con cuyos datos
se evaluaran los resultados, obviamente se utilizaran los reactivos
en estudio para la determinación adecuada de la separación
plomo-cobre..
52
2.6. VARIABLES DE LA INVESTIGACIÓN
2.6.1 VARIABLE INDEPENDIENTE (X)
Parámetros de trabajo
2.6.2 VARIABLE DEPENDIENTE (Y)
Productividad
2.7. OPERACIONALIZACIÓN DE LAS VARIABLES DE LA
INVESTIGACIÓN (INDICADORES)
2.7.1 VARIABLE INDEPENDIENTE (X)
Calidad y cantidad de colector
Calidad y Cantidad de depresor
Cinética de Flotación
2.7.2 VARIABLE DEPENDIENTE (Y)
Calidad de los concentrados
Porcentaje de recuperaciones
53
CAPITULO III
MARCO TEÓRICO Y CONCEPTUAL DE LA INVESTIGACIÓN
3.1. USO DE LA CARBOXIMETIL CELULOSA (CMC) EN SEPARACIÓN
DE MINERALES DE PLOMO-COBRE
Una de las aplicaciones de la Carboximetil Celulosa (CMC) en minería
se realiza en el proceso de flotación para la separación Plomo-Cobre
y donde tenemos las siguientes etapas: Flotación Bulk Pb-Cu:
En esta etapa se flotan el Cu y el Pb y se deprime el Zn, el cual
continúa hacia otro circuito. Las condiciones generales de trabajo para
esta etapa de flotación Bulk son las siguientes:
Densidad de pulpa: 1300 - 1400 gr/lt
pH (ideal): 7.5 - 8.5 (natural sin cal)
Colectores recomendados: Xantato Z 11 , Tionocarbamato
Espumante: MIBC (metil isobutil-carbinol)
Depresor de Zinc y Hierro: Cianuro de sodio; Bisulfito de sodio;
Sulfato de Zinc.
3.1.1 Separación Pb - Cu:
De la primera flotación donde se obtuvo la espuma
cargada en Pb-Cu, se continúa a una segunda etapa de
flotación donde son separados. Es en esta etapa que la
54
Carboximetil Celulosa (CMC) actúa como parte del reactivo
depresor de Plomo. Las condiciones generales de trabajo para
esta etapa son las siguientes:
Densidad de pulpa: 1200 a 1300 g/lt
pH (ideal): 7.0 - 8.2 (natural sin cal)
Modificador: Carbón Activado en solución al 2% para
eliminar el exceso de reactivos.
Reactivos: Espumante MIBC en el arranque y colector
Tionocarbamato en el agotamiento. Es muy importante el
tiempo de acondicionamiento. Reactivo depresor de plomo:
Bicromato de sodio (60%)
Carboximetil Celulosa (20%) y
Fosfato monosódico (20%)
El procedimiento de preparación del reactivo depresor
de Plomo es:
a. Disolver: inicialmente la CMC por alrededor de
120 minutos con agitación, aproximadamente unos
600 rpm. La CMC se va agregando poco a poco en el
vórtice a fin de que no se formen grumos.
b. Una vez disuelta la CMC adicionar el fosfato monosódico
y el Bicromato de sodio continuar con la agitación por 30
minutos más, y se tiene la solución lista en una
concentración aproximada de 4% en peso
c. La dosificación debe ser continua con un buen sistema de
adición. Los consumos serán típicos para cada operación,
pero un consumo promedio es de 2,000 gramos de
mezcla por cada tonelada de Bulk a separar.
La CMC actúa como un promotor de mezcla, sola no
deprime el Plomo, facilita si la función del Bicromato de sodio
sobre las superficies del plomo fino (depresor neto de galena) y
55
la del Fosfato Monosodico que es un dispersor.
Esta es una conclusión muy importante ya que la acción
de la CMC en mezclas de reactivos de flotación parece una
evidencia del futuro próximo.
La CMC (Carboximetil Celulosa de Sodio) es un
polímero aniónico soluble en agua. Este éter celulósico se
produce haciendo reaccionar álcalicelulosa con
monocloroacetato de sodio bajo estrictas condiciones de
proceso.
En la reacción se obtienen como subproductos cloruro
de sodio y glicolato de sodio, estas sales son posteriormente
removidas obteniéndose la carboximetilcelulosa de sodio
altamente purificada.
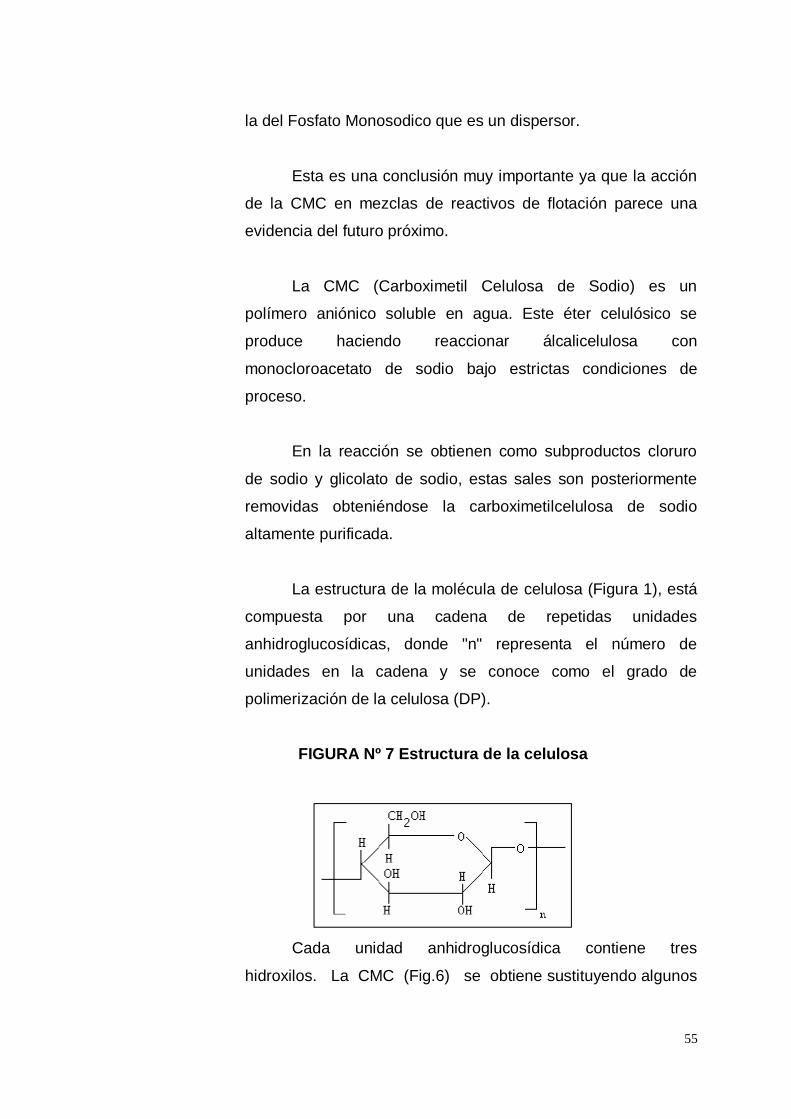
La estructura de la molécula de celulosa (Figura 1), está
compuesta por una cadena de repetidas unidades
anhidroglucosídicas, donde "n" representa el número de
unidades en la cadena y se conoce como el grado de
polimerización de la celulosa (DP).
FIGURA Nº 7 Estructura de la celulosa
Cada unidad anhidroglucosídica contiene tres
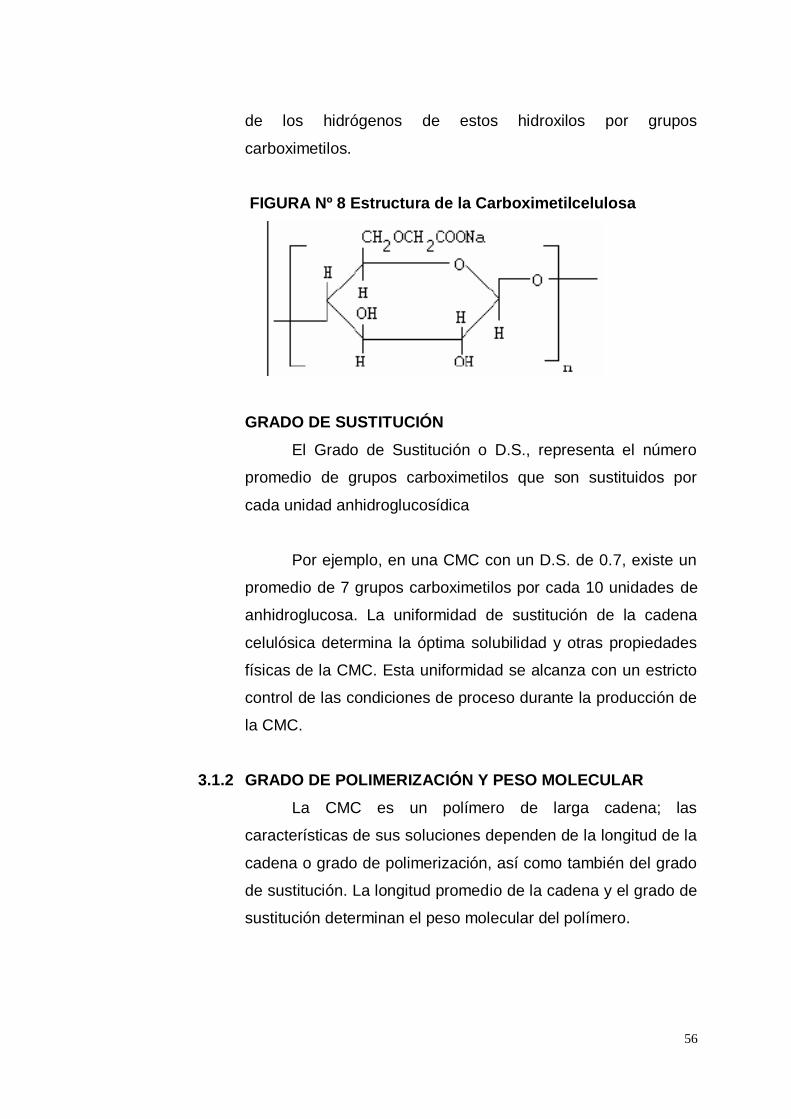
hidroxilos. La CMC (Fig.6) se obtiene sustituyendo algunos
56
de los hidrógenos de estos hidroxilos por grupos
carboximetilos.
FIGURA Nº 8 Estructura de la Carboximetilcelulosa
GRADO DE SUSTITUCIÓN
El Grado de Sustitución o D.S., representa el número
promedio de grupos carboximetilos que son sustituidos por
cada unidad anhidroglucosídica
Por ejemplo, en una CMC con un D.S. de 0.7, existe un
promedio de 7 grupos carboximetilos por cada 10 unidades de
anhidroglucosa. La uniformidad de sustitución de la cadena
celulósica determina la óptima solubilidad y otras propiedades
físicas de la CMC. Esta uniformidad se alcanza con un estricto
control de las condiciones de proceso durante la producción de
la CMC.
3.1.2 GRADO DE POLIMERIZACIÓN Y PESO MOLECULAR
La CMC es un polímero de larga cadena; las
características de sus soluciones dependen de la longitud de la
cadena o grado de polimerización, así como también del grado
de sustitución. La longitud promedio de la cadena y el grado de
sustitución determinan el peso molecular del polímero.
57
3.1.3 VISCOSIDAD DE LA CMC
Con el fin de satisfacer las necesidades de la industria,
Química Amtex produce la CMC en variados grados de pureza
y sustitución y además puede ofrecer en cada uno de estos
tipos de CMC una amplia y variada gama de viscosidades.
3.1.4 PRINCIPALES PARÁMETROS DE CMC:
Producto Gelycel T2-30 especificación 10308
o Pureza (W/W) : 100%
o Humedad (W/W) : 10%
o Viscosidad LVF 3%, 25°C : 1.38
o pH, 25° C : 8
o Densidad promedio : 1250
o Granulometría, retención : 45%
ECOLOGIA
o 70 % (mínimo)
o 0.59 a 0.63
o 8 % (máximo)
o 180 a 220 cps
o 8.0 a 10.5
o 0.90 g/cc
o Malla 40: 16% (max) ; Malla 80: 34.6 % (máx.).
La demanda biológica de oxígeno después de cinco días
de incubación de la CMC es de aproximadamente 20 mg. de
oxigeno dependiendo de la viscosidad del producto. El límite de
tolerancia media al cuarto día (TL50) de trucha arco iris bajo
condiciones estáticas es mayor de 100 partes de CMC por
millón de partes de agua. Además no se presentan reacciones
adversas en peces que hayan sido expuestos a la CMC. Estos
resultados demuestran que la CMC sódica tiene un bajo grado
58
de toxicidad sobre los peces.
El grupo AMTEX es el más grande productor de la
CARBOXIMETILCELULOSA DE SODIO - CMC, en América
Latina, operando desde hace 40 años y hoy con tres
plantas productivas ubicadas estratégicamente en México,
Colombia y Argentina. Contamos con la producción de CMC en
tres grados de pureza:
3.1.5 Técnico, Purificado y alimenticio.
Dentro de cada grado de pureza existen diferentes tipos
de CMC, variando su viscosidad, grado de sustitución, tamaño
de partícula, o de acuerdo a los requerimientos de cada cliente,
supliendo cualquier necesidad específica de los productos.
La aplicación de la CMC en la industria en general es
como; agente de suspensión; estabilizador, dispersante de
polvos, aglutinante de sólidos y en minería como reactivo de
flotación.
En la industria de los insecticidas actúa como
estabilizador de las emulsiones y dispersiones y adhiere los
ingredientes activos al lugar de su aplicación.
3.1.6 OTROS DESARROLLOS
El desarrollo de reactivos para el procesamiento de
minerales por flotación y conociendo que los materiales
orgánicos (dextrina, guar, CMC, almidón y otros polisacáridos)
están actualmente adquiriendo importante rol en las
investigaciones para el futuro de la flotación; esta desarrollando
un modificador del comportamiento del colector universal
Xantato para mejorar su selectividad; este reactivo está en la
59
etapa de pruebas de laboratorio nivel batch y pronto en
pruebas industriales,.
3.2. MÉTODOS DE SEPARACIÓN : COBRE-PLOMO
3.2.1. Estudio y optimización en el proceso de extracción plomo -
cobre (flotación) determinando los parámetros, relaciones
y las interacciones en los compuestos de la solución
utilizada (rcsc) *
En la extracción de cobre deprimiendo Plomo
mayormente sólo se utiliza una solución de 2-5% de bicromato
de sodio, Na2Cr2O7 aún cuando el proceso era duramente
criticado por los ambientalistas esta era la única manera que
existía para la obtención de Cobre. En la actualidad existen
otros medios de extracción los cuales no son exentos de
producir contaminación. Conociendo la problemática de la
extracción de Cobre (sulfuros primarios) al contener minerales
adjuntos como el caso de la Galena (PbS) o el mismo caso de
la esfalerita (ZnS) es que el tema presentado a continuación
debe ser analizado al nivel de laboratorio para su posterior
aplicación.
Las condiciones de separación si es que existiese un
amarre Galena - Chalcopirita es con la ayuda de bicromato de
sodio, sin embargo ya hace algunos años atrás se modificó
este proceso de flotación añadiendo CMC
(CarboxiMetilCelulosa), fosfato monosódico y carbón activado;
a dicha mezcla se le denomina RCSC (solución que ayuda en
el proceso de extracción de Cobre deprimiendo el Plomo). La
caracterización de los anteriores compuestos (granulometría, %
de disolución, reología, grado de sustitución) así como la
60
proporción es vital (actualmente en algunas mineras ya se ha
introducido estos aditivos sin embargo la proporción en que la
hacen es equitativas) para su mejor comprensión y
optimización se deberá realizar procesos de investigación.
Los resultados de esta investigación demuestran que
técnicamente la adición de promotores en la separación plomo-
cobre es beneficiosa disminuye el consumo de dicromato y no
afecta en la extracción de cobre. El efecto depresor de la
Carboximetil Celulosa y del Silicato de Potasio queda
confirmado, aportando a la depresión de la Galena, sin
embrago el exceso de el mismo (más de 1.0534 gr./0.5 Kg.
Bulk.) conlleva a la amalgamación de el Bulk en el fondo de la
celda. El dicromato de Potasio es el principal depresor de la
galena según el diseño experimental realizado. Este es el único
estadísticamente significativos con un nivel de confianza de
95%.
Asimismo se sugiere realizar experiencias con mayor
cantidad de Meta bisulfito de Potasio, siendo comprobada su
importancia en la eliminación de Cromo en los relaves.
3.2.2. Separación de cobre-plomo con el método de adición de
cemento Pórtland para eliminar el uso de bicromato de
sodio **
En la extracción de cobre deprimiendo plomo mayormente solo
se utiliza una solución de 2-5% de bicromato de Sodio, aun
cuando el proceso era duramente criticado por los
ambientalistas esta era la única manera que existía para la
obtención de Cobre. En la actualidad existen otros medios de
extracción los cuales no son exentos de producir
61
contaminación.
Existe muy poca literatura, respecto al uso de Cemento
Pórtland (PC) en la depresión de minerales sulfurados; aunque
algunos de sus componentes (por ejemplo: sulfato de calcio
CaSO4) afecta a la flotabilidad de la galena. El cemento
Pórtland tiene por función (o alguno de sus componentes en
particular) incrementar la hidratación del mineral, además de
incrementar el campo de fuerza fijado por los átomos en la
superficie de la galena cuando se adhiere a este.
Una primera explicación inferida para el efecto depresor
del cemento Pórtland sobre la flotabilidad de la galena, es la
adsorción física (fuerzas de Van der Waals) entre partículas de
galena y partículas finas hidrolizadas de aluminato tricálcico
3CaO.Al2O3 o aluminato tricálcico y hierro 3CaO.Al2O3.Fe2O3.
Asimismo, la precipitación de sulfato de calcio CaSO4, en la
superficie de la galena, contribuye al efecto depresor del
cemento Pórtland. Algunos de sus componentes (por ejemplo:
sulfato de calcio CaSO4) afecta a la flotabilidad de la galena.
Los tipos de cementos Pórtland establecidos en la presente
NTP (Norma Técnica peruana), están clasificados de acuerdo a
sus propiedades específicas. Cemento Pórtland Tipo I.
Los resultados de análisis químico no reflejan una buena
recuperación en el concentrado de Cu, debido a una baja
separación Plomo-Cobre. Paralelamente se realizo un análisis
del grado de liberación a partir de secciones pulidas, para
descartar la posibilidad de que la galena no se encuentre
completamente liberada, teniendo como resultado que la
galena si se encuentra liberada para poder realizar una
separación plomo - cobre. Al parecer la galena se encuentra
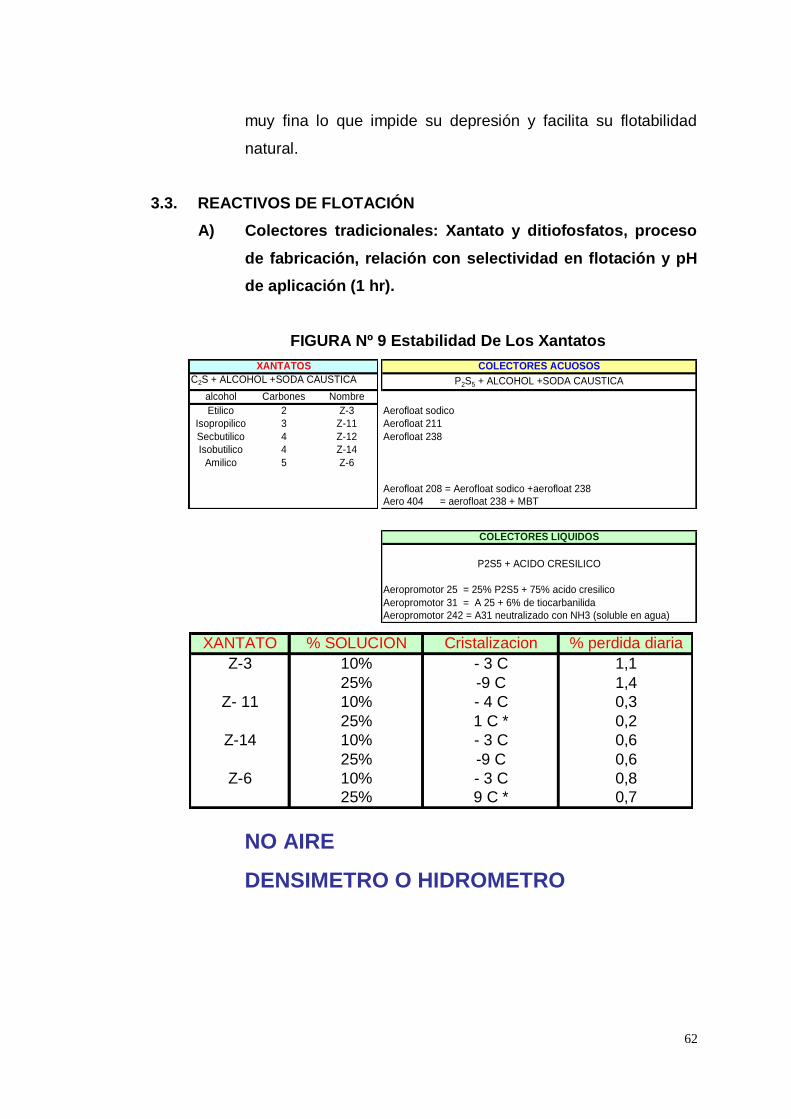
62
muy fina lo que impide su depresión y facilita su flotabilidad
natural.
3.3. REACTIVOS DE FLOTACIÓN
A) Colectores tradicionales: Xantato y ditiofosfatos, proceso
de fabricación, relación con selectividad en flotación y pH
de aplicación (1 hr).
FIGURA Nº 9 Estabilidad De Los Xantatos
C2S + ALCOHOL +SODA CAUSTICA
alcohol Carbones Nombre
Etilico 2 Z-3
Isopropilico 3 Z-11
Secbutilico 4 Z-12
Isobutilico 4 Z-14
Amilico 5 Z-6
XANTATOS
Aerofloat sodico
Aerofloat 211
Aerofloat 238
Aerofloat 208 = Aerofloat sodico +aerofloat 238
Aero 404 = aerofloat 238 + MBT
COLECTORES ACUOSOS
P2S5 + ALCOHOL +SODA CAUSTICA
Aeropromotor 25 = 25% P2S5 + 75% acido cresilico
Aeropromotor 31 = A 25 + 6% de tiocarbanilida
Aeropromotor 242 = A31 neutralizado con NH3 (soluble en agua)
P2S5 + ACIDO CRESILICO
COLECTORES LIQUIDOS
NO AIRE
DENSIMETRO O HIDROMETRO
XANTATO % SOLUCION Cristalizacion % perdida diaria
Z-3 10% - 3 C 1,1
25% -9 C 1,4
Z- 11 10% - 4 C 0,3
25% 1 C * 0,2
Z-14 10% - 3 C 0,6
25% -9 C 0,6
Z-6 10% - 3 C 0,8
25% 9 C * 0,7
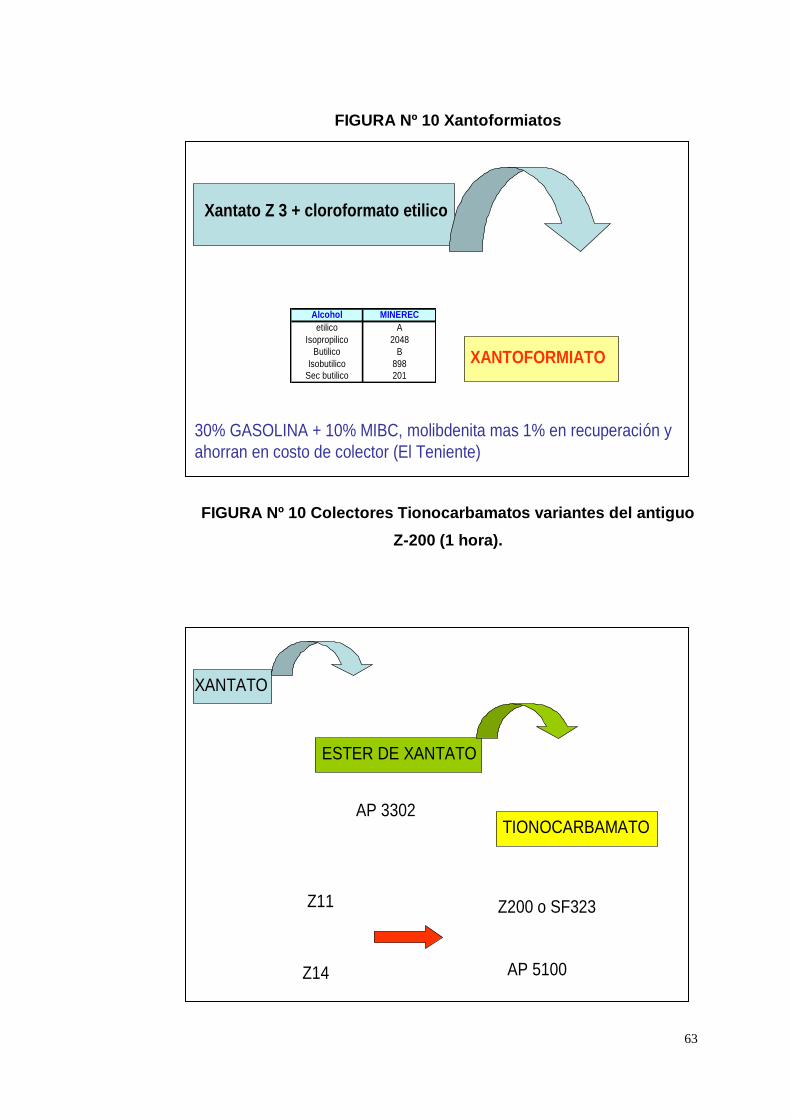
63
FIGURA Nº 10 Xantoformiatos
Xantato Z 3 + cloroformato etilico
XANTOFORMIATO
30% GASOLINA + 10% MIBC, molibdenita mas 1% en recuperación y
ahorran en costo de colector (El Teniente)
Alcohol MINEREC
etilico A
Isopropilico 2048
Butilico B
Isobutilico 898
Sec butilico 201
FIGURA Nº 10 Colectores Tionocarbamatos variantes del antiguo
Z-200 (1 hora).
XANTATO
ESTER DE XANTATO
TIONOCARBAMATOAP 3302
Z11 Z200 o SF323
Z14 AP 5100
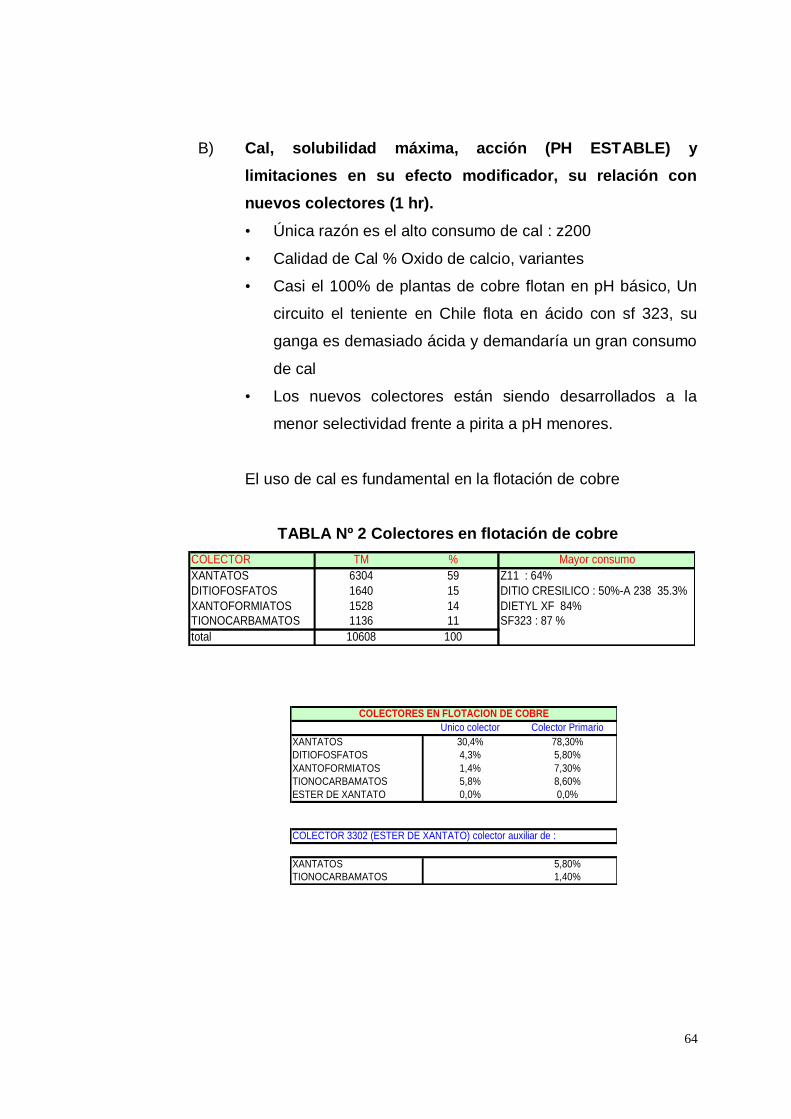
64
B) Cal, solubilidad máxima, acción (PH ESTABLE) y
limitaciones en su efecto modificador, su relación con
nuevos colectores (1 hr).
• Única razón es el alto consumo de cal : z200
• Calidad de Cal % Oxido de calcio, variantes
• Casi el 100% de plantas de cobre flotan en pH básico, Un
circuito el teniente en Chile flota en ácido con sf 323, su
ganga es demasiado ácida y demandaría un gran consumo
de cal
• Los nuevos colectores están siendo desarrollados a la
menor selectividad frente a pirita a pH menores.
El uso de cal es fundamental en la flotación de cobre
TABLA Nº 2 Colectores en flotación de cobre
COLECTOR TM % Mayor consumo
XANTATOS 6304 59 Z11 : 64%
DITIOFOSFATOS 1640 15 DITIO CRESILICO : 50%-A 238 35.3%
XANTOFORMIATOS 1528 14 DIETYL XF 84%
TIONOCARBAMATOS 1136 11 SF323 : 87 %
total 10608 100
Unico colector Colector Primario
XANTATOS 30,4% 78,30%
DITIOFOSFATOS 4,3% 5,80%
XANTOFORMIATOS 1,4% 7,30%
TIONOCARBAMATOS 5,8% 8,60%
ESTER DE XANTATO 0,0% 0,0%
COLECTOR 3302 (ESTER DE XANTATO) colector auxiliar de :
XANTATOS 5,80%
TIONOCARBAMATOS 1,40%
COLECTORES EN FLOTACION DE COBRE
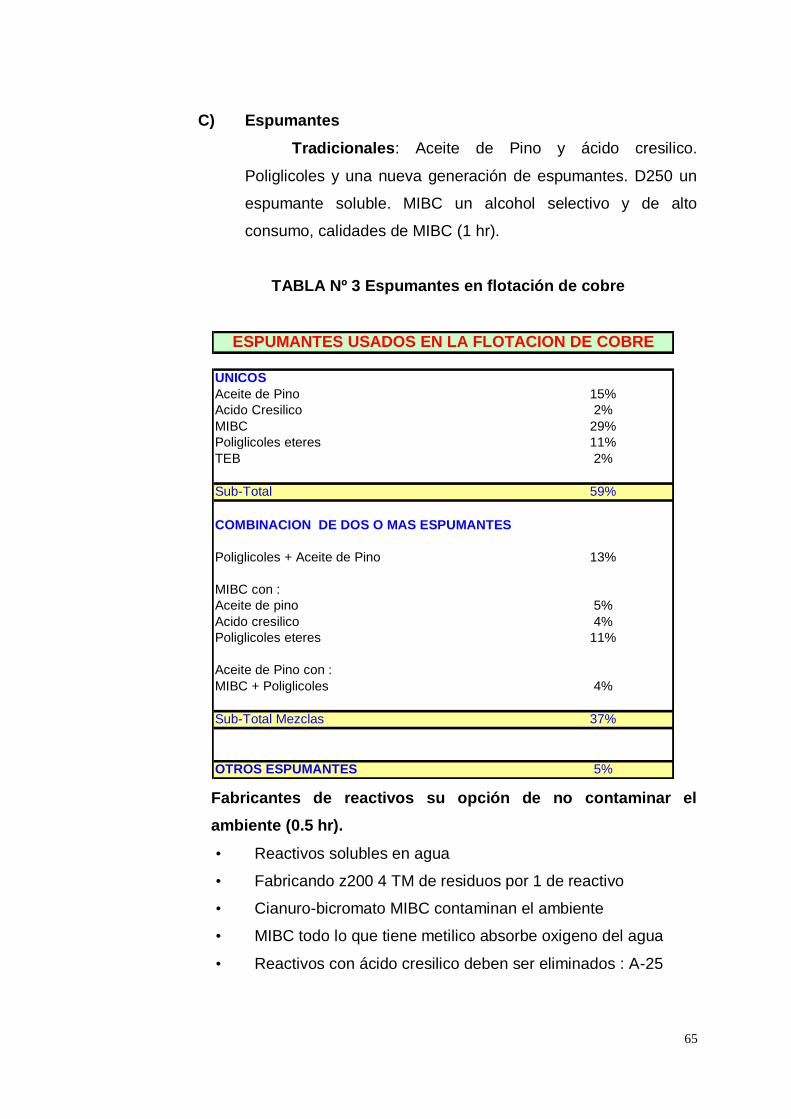
65
C) Espumantes
Tradicionales: Aceite de Pino y ácido cresilico.
Poliglicoles y una nueva generación de espumantes. D250 un
espumante soluble. MIBC un alcohol selectivo y de alto
consumo, calidades de MIBC (1 hr).
TABLA Nº 3 Espumantes en flotación de cobre
UNICOS
Aceite de Pino 15%
Acido Cresilico 2%
MIBC 29%
Poliglicoles eteres 11%
TEB 2%
Sub-Total 59%
COMBINACION DE DOS O MAS ESPUMANTES
Poliglicoles + Aceite de Pino 13%
MIBC con :
Aceite de pino 5%
Acido cresilico 4%
Poliglicoles eteres 11%
Aceite de Pino con :
MIBC + Poliglicoles 4%
Sub-Total Mezclas 37%
OTROS ESPUMANTES 5%
ESPUMANTES USADOS EN LA FLOTACION DE COBRE
Fabricantes de reactivos su opción de no contaminar el
ambiente (0.5 hr).
• Reactivos solubles en agua
• Fabricando z200 4 TM de residuos por 1 de reactivo
• Cianuro-bicromato MIBC contaminan el ambiente
• MIBC todo lo que tiene metilico absorbe oxigeno del agua
• Reactivos con ácido cresilico deben ser eliminados : A-25
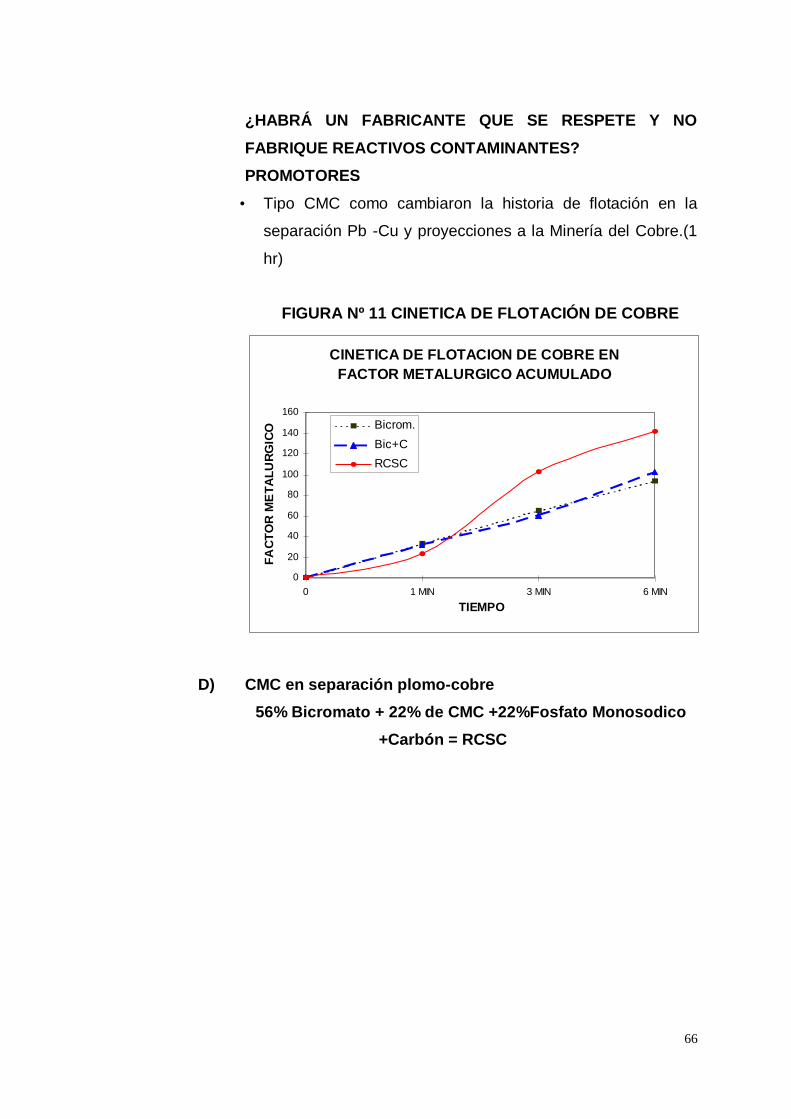
66
¿HABRÁ UN FABRICANTE QUE SE RESPETE Y NO
FABRIQUE REACTIVOS CONTAMINANTES?
PROMOTORES
• Tipo CMC como cambiaron la historia de flotación en la
separación Pb -Cu y proyecciones a la Minería del Cobre.(1
hr)
FIGURA Nº 11 CINETICA DE FLOTACIÓN DE COBRE
CINETICA DE FLOTACION DE COBRE EN
FACTOR METALURGICO ACUMULADO
0
20
40
60
80
100
120
140
160
0 1 MIN 3 MIN 6 MIN
TIEMPO
FA
CT
OR
ME
TA
LU
RG
ICO Bicrom.
Bic+C
RCSC
D) CMC en separación plomo-cobre
56% Bicromato + 22% de CMC +22%Fosfato Monosodico
+Carbón = RCSC
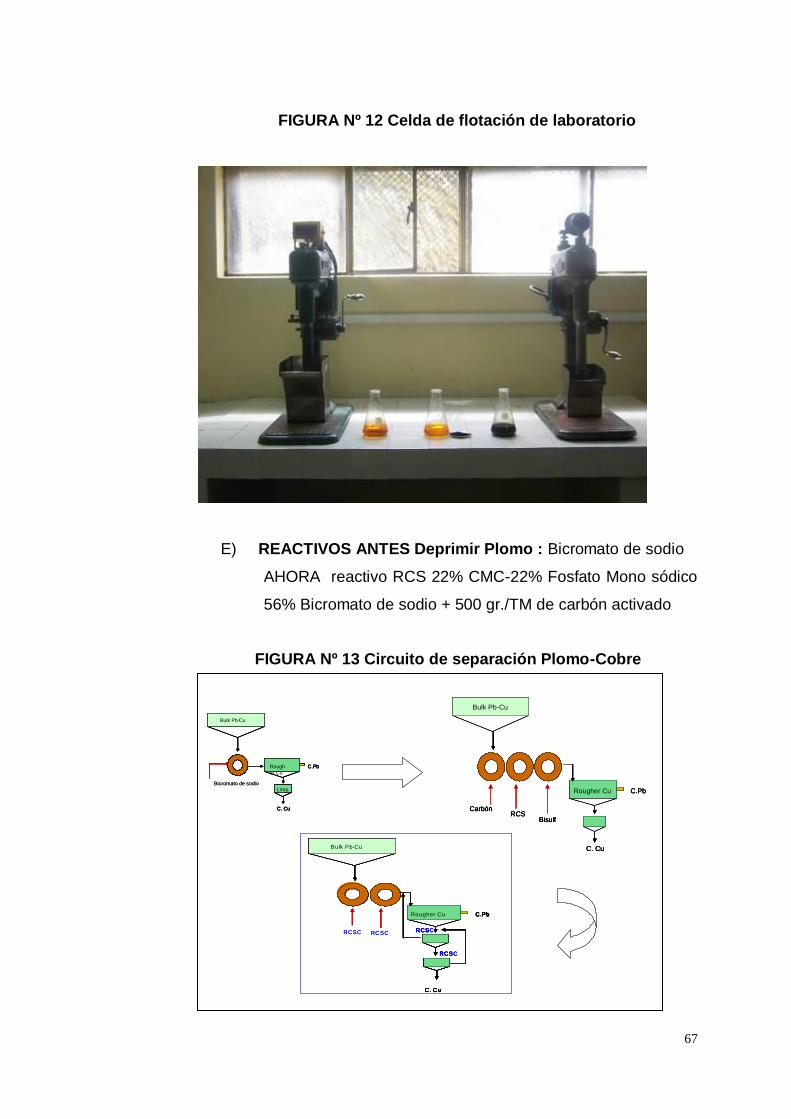
67
FIGURA Nº 12 Celda de flotación de laboratorio
E) REACTIVOS ANTES Deprimir Plomo : Bicromato de sodio
AHORA reactivo RCS 22% CMC-22% Fosfato Mono sódico
56% Bicromato de sodio + 500 gr./TM de carbón activado
FIGURA Nº 13 Circuito de separación Plomo-Cobre
Limp.
Rougher Cu
Bulk Pb-Cu
C. Cu
C.Pb
Bicromato de sodio
Limp.
Rougher Cu
Bulk Pb-Cu
C. Cu
C.Pb
Limp.
Rougher Cu
Bulk Pb-Cu
C. Cu
C.Pb
Limp.
Rough
er Cu
Bulk Pb-Cu
C. Cu
C.Pb
Bicromato de sodio
Limp.
Rougher Cu
Bulk Pb-Cu
C. Cu
C.Pb
Bicromato de sodio
Limp.
Rougher Cu
Bulk Pb-Cu
C. Cu
C.Pb
Limp.
Rougher Cu
Bulk Pb-Cu
C. Cu
C.Pb
Limp.
Rough
er Cu
Bulk Pb-Cu
C. Cu
C.Pb
Bicromato de sodio
Bulk Pb-Cu
Rougher Cu C.Pb
C. Cu
BisulfRCS
Carbón
Bulk Pb-Cu
Rougher Cu C.Pb
C. Cu
BisulfRCS
Carbón
Bulk Pb-Cu
Rougher Cu C.Pb
C. Cu
BisulfRCS
Carbón
Bulk Pb-Cu
RCSC
Bulk Pb-Cu
RCSC
Rougher Cu C.Pb
C. Cu
RCS
RCS
Rougher Cu C.Pb
C. Cu
RCSC
RCSC
Bulk Pb-Cu
RCSC
Bulk Pb-Cu
RCSC
Rougher Cu C.Pb
C. Cu
RCS
RCS
Rougher Cu C.Pb
C. Cu
RCSC
RCSC
Rougher Cu C.Pb
C. Cu
RCS
RCS
Rougher Cu C.Pb
C. Cu
RCSC
RCSC
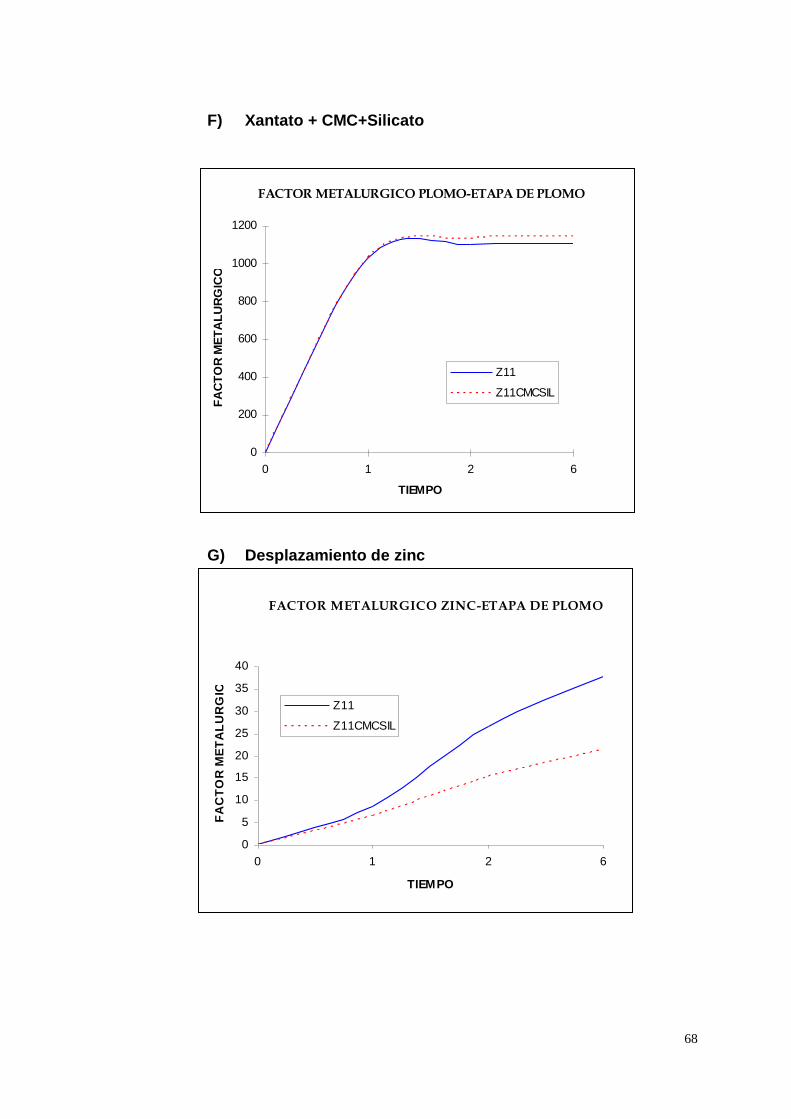
68
F) Xantato + CMC+Silicato
FACTOR METALURGICO PLOMO-ETAPA DE PLOMO
0
200
400
600
800
1000
1200
0 1 2 6
TIEMPO
FA
CT
OR
ME
TA
LU
RG
ICO
Z11
Z11CMCSIL
G) Desplazamiento de zinc
FACTOR METALURGICO ZINC-ETAPA DE PLOMO
0
5
10
15
20
25
30
35
40
0 1 2 6
TIEMPO
FA
CT
OR
ME
TA
LU
RG
ICO
Z11
Z11CMCSIL
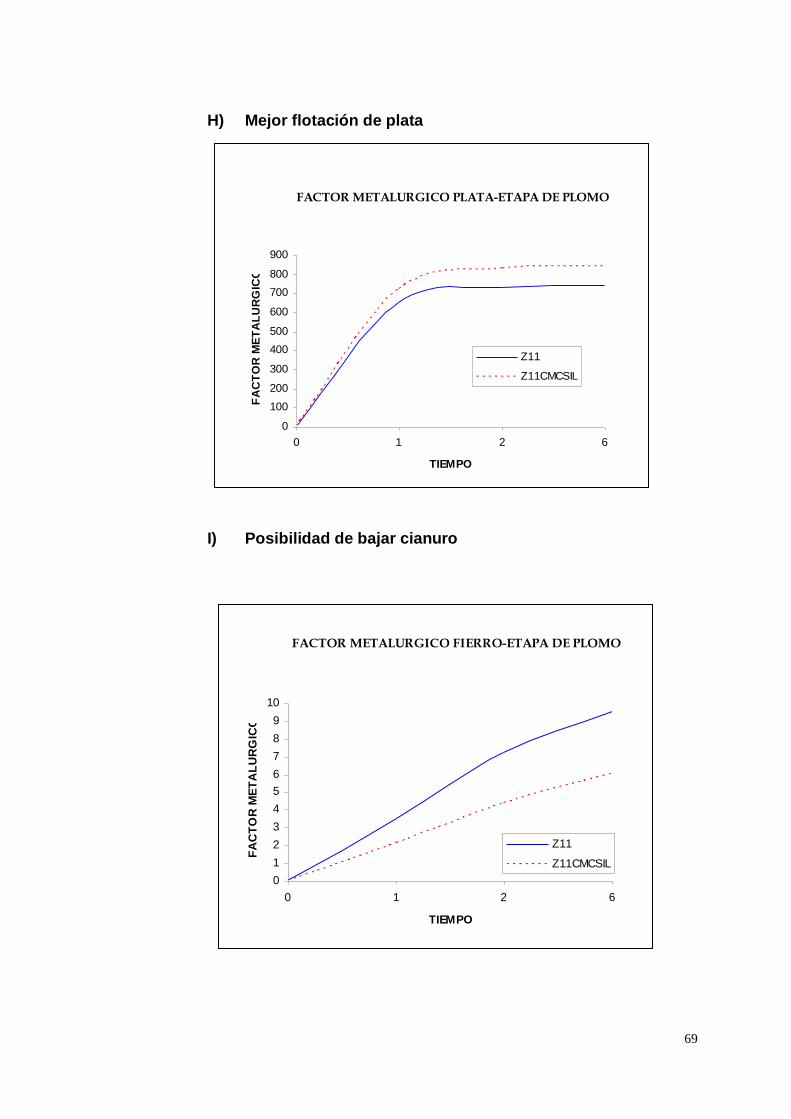
69
H) Mejor flotación de plata
FACTOR METALURGICO PLATA-ETAPA DE PLOMO
0
100
200
300
400
500
600
700
800
900
0 1 2 6
TIEMPO
FA
CT
OR
ME
TA
LU
RG
ICO
Z11
Z11CMCSIL
I) Posibilidad de bajar cianuro
FACTOR METALURGICO FIERRO-ETAPA DE PLOMO
0
1
2
3
4
5
6
7
8
9
10
0 1 2 6
TIEMPO
FA
CT
OR
ME
TA
LU
RG
ICO
Z11
Z11CMCSIL
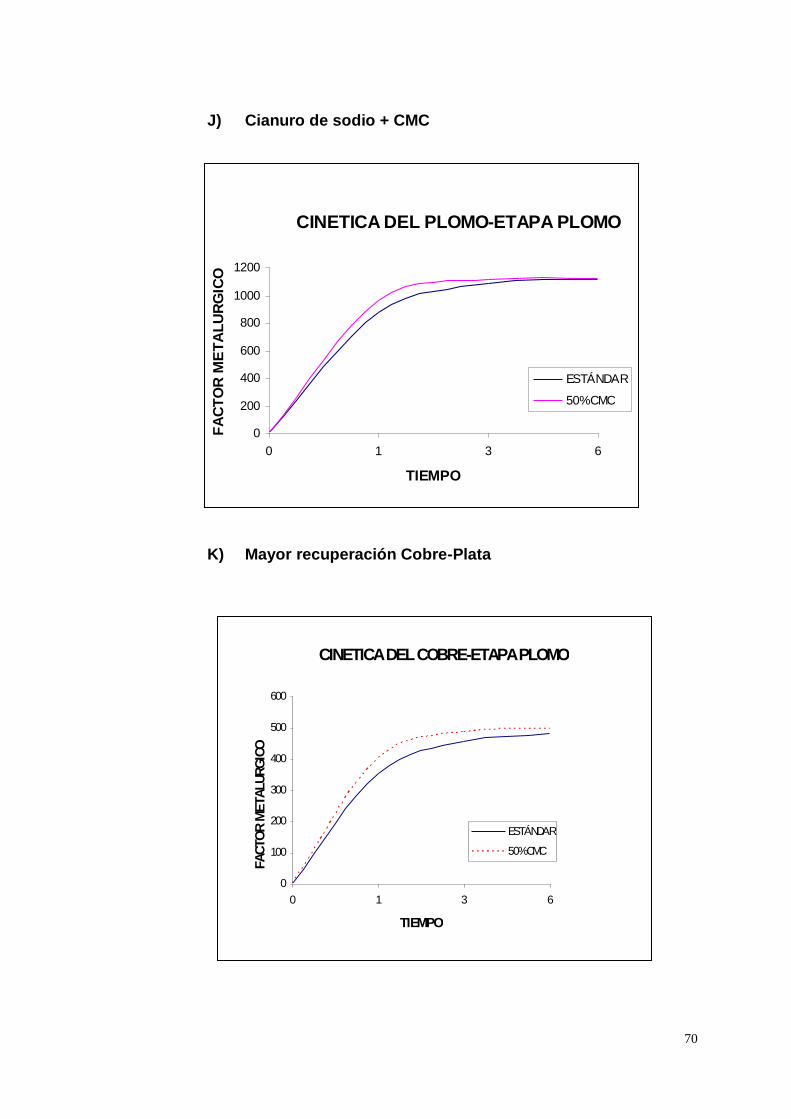
70
J) Cianuro de sodio + CMC
CINETICA DEL PLOMO-ETAPA PLOMO
0
200
400
600
800
1000
1200
0 1 3 6
TIEMPO
FA
CT
OR
ME
TA
LU
RG
ICO
ESTÁNDAR
50%CMC
K) Mayor recuperación Cobre-Plata
CINETICA DEL COBRE-ETAPA PLOMO
0
100
200
300
400
500
600
0 1 3 6
TIEMPO
FAC
TO
R M
ETA
LUR
GIC
O
ESTÁNDAR
50%CMC
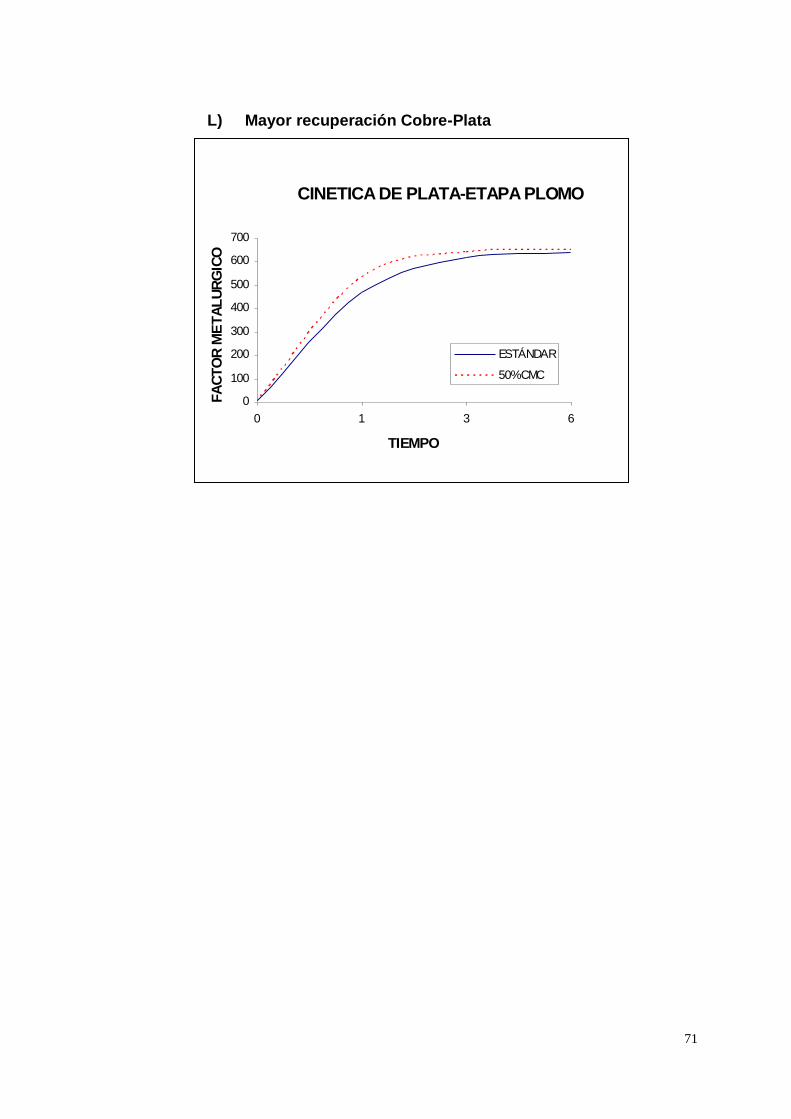
71
L) Mayor recuperación Cobre-Plata
CINETICA DE PLATA-ETAPA PLOMO
0
100
200
300
400
500
600
700
0 1 3 6
TIEMPO
FA
CT
OR
ME
TA
LU
RG
ICO
ESTÁNDAR
50%CMC
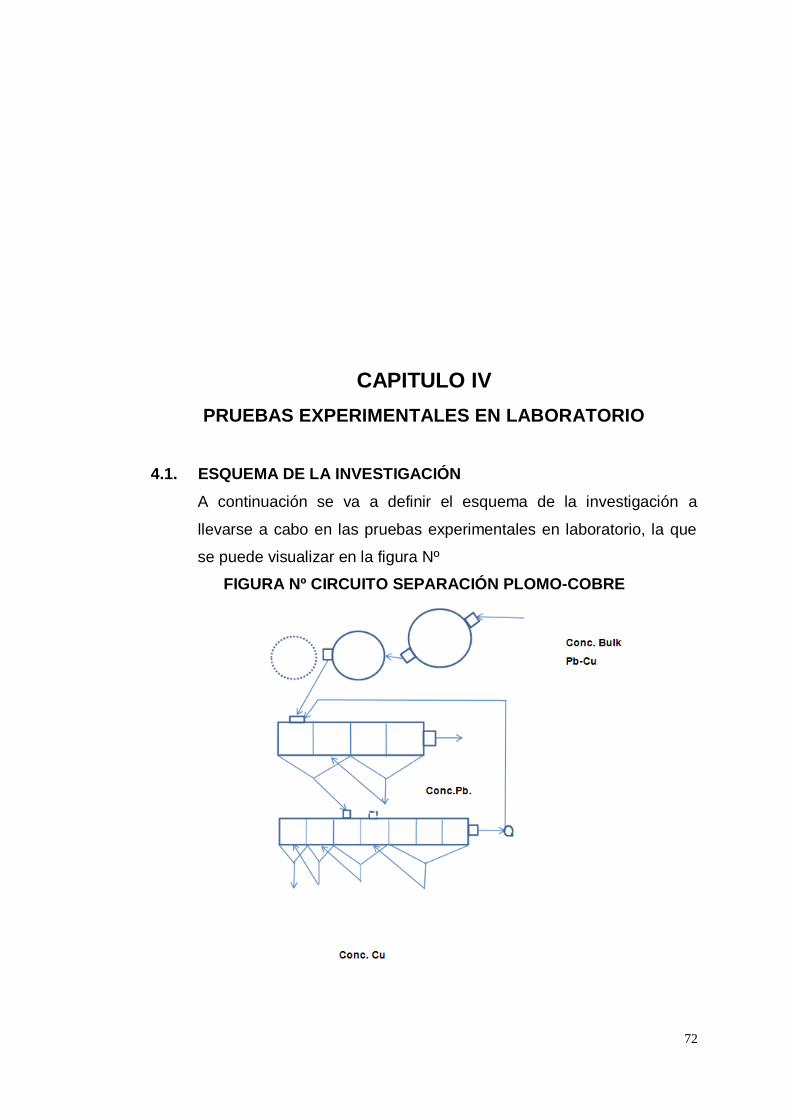
72
CAPITULO IV
PRUEBAS EXPERIMENTALES EN LABORATORIO
4.1. ESQUEMA DE LA INVESTIGACIÓN
A continuación se va a definir el esquema de la investigación a
llevarse a cabo en las pruebas experimentales en laboratorio, la que
se puede visualizar en la figura Nº
FIGURA Nº CIRCUITO SEPARACIÓN PLOMO-COBRE
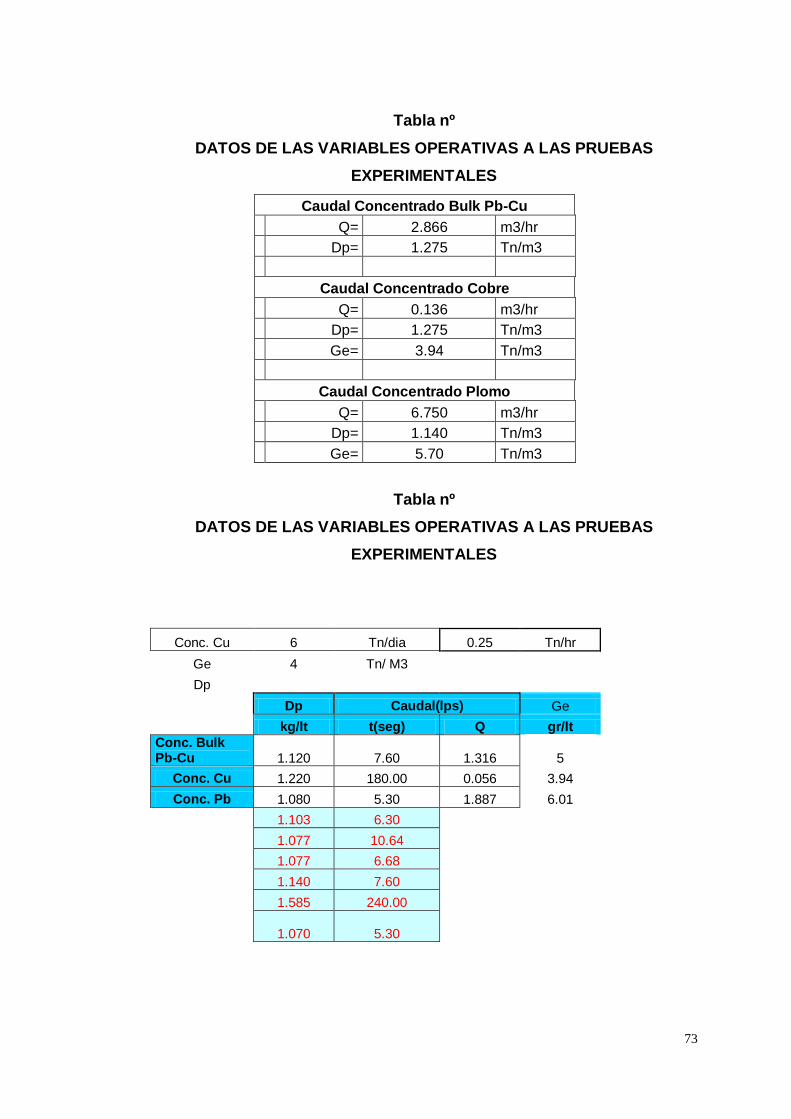
73
Tabla nº
DATOS DE LAS VARIABLES OPERATIVAS A LAS PRUEBAS
EXPERIMENTALES
Caudal Concentrado Bulk Pb-Cu
Q= 2.866 m3/hr
Dp= 1.275 Tn/m3
Caudal Concentrado Cobre
Q= 0.136 m3/hr
Dp= 1.275 Tn/m3
Ge= 3.94 Tn/m3
Caudal Concentrado Plomo
Q= 6.750 m3/hr
Dp= 1.140 Tn/m3
Ge= 5.70 Tn/m3
Tabla nº
DATOS DE LAS VARIABLES OPERATIVAS A LAS PRUEBAS
EXPERIMENTALES
Conc. Cu 6 Tn/dia 0.25 Tn/hr
Ge 4 Tn/ M3 Dp
Dp Caudal(lps) Ge
kg/lt t(seg) Q gr/lt
Conc. Bulk Pb-Cu 1.120 7.60 1.316 5
Conc. Cu 1.220 180.00 0.056 3.94
Conc. Pb 1.080 5.30 1.887 6.01
1.103 6.30
1.077 10.64
1.077 6.68
1.140 7.60
1.585 240.00
1.070 5.30
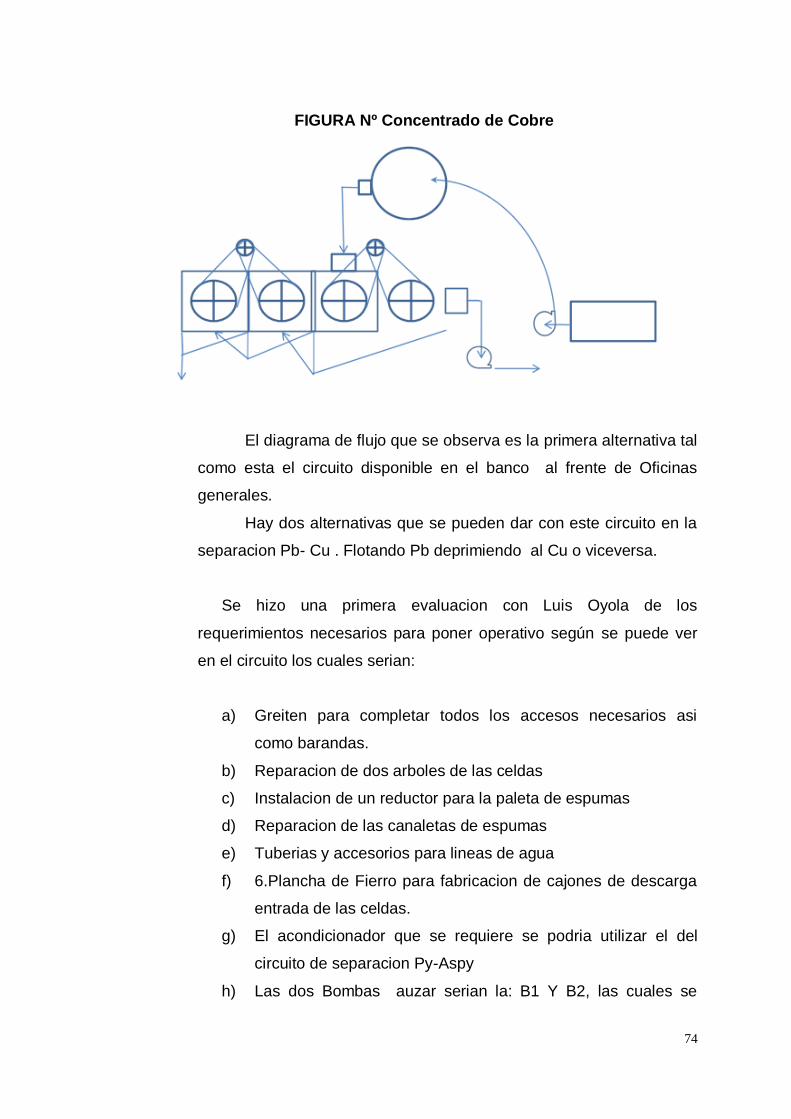
74
FIGURA Nº Concentrado de Cobre
El diagrama de flujo que se observa es la primera alternativa tal
como esta el circuito disponible en el banco al frente de Oficinas
generales.
Hay dos alternativas que se pueden dar con este circuito en la
separacion Pb- Cu . Flotando Pb deprimiendo al Cu o viceversa.
Se hizo una primera evaluacion con Luis Oyola de los
requerimientos necesarios para poner operativo según se puede ver
en el circuito los cuales serian:
a) Greiten para completar todos los accesos necesarios asi
como barandas.
b) Reparacion de dos arboles de las celdas
c) Instalacion de un reductor para la paleta de espumas
d) Reparacion de las canaletas de espumas
e) Tuberias y accesorios para lineas de agua
f) 6.Plancha de Fierro para fabricacion de cajones de descarga
entrada de las celdas.
g) El acondicionador que se requiere se podria utilizar el del
circuito de separacion Py-Aspy
h) Las dos Bombas auzar serian la: B1 Y B2, las cuales se
75
disponen en el circuito de limpieza de Pb.
i) Tuberias HDPE usados de 4" y 2", para transportar los flujos
que se requieran.
j) Fabricacion o compra de toberas.
k) Chupones desarenadores el diametro esta por avaluarse.
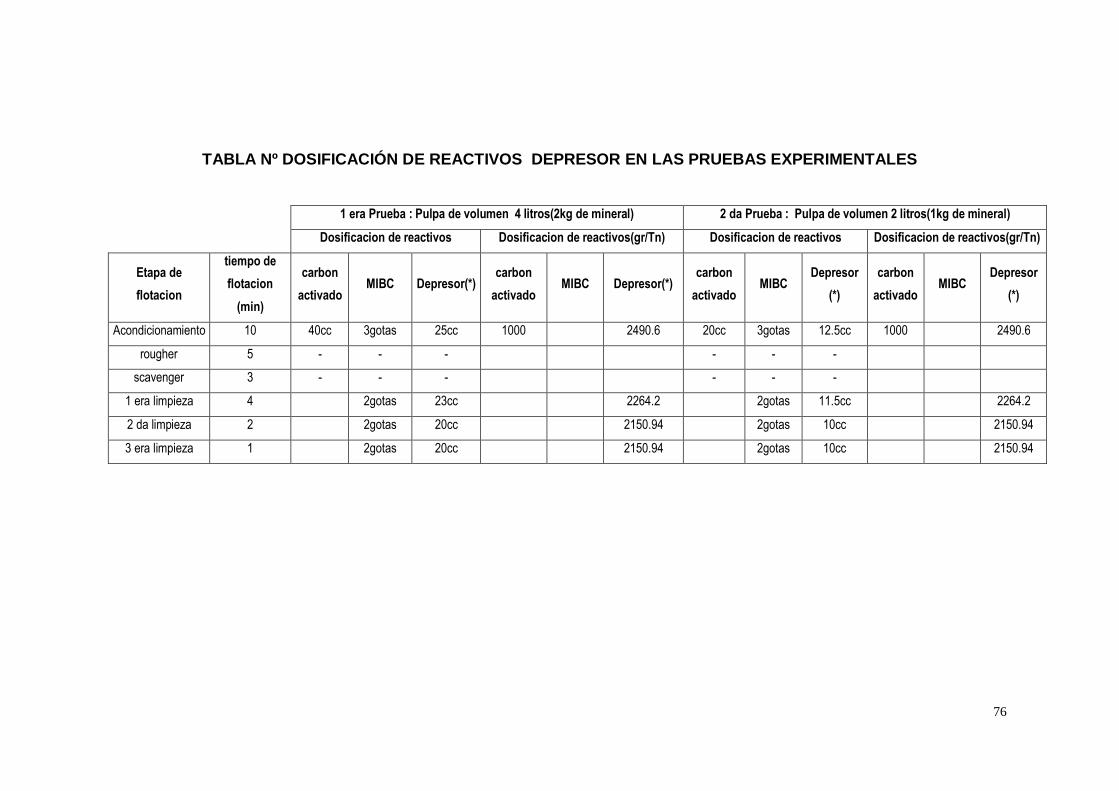
76
TABLA Nº DOSIFICACIÓN DE REACTIVOS DEPRESOR EN LAS PRUEBAS EXPERIMENTALES
1 era Prueba : Pulpa de volumen 4 litros(2kg de mineral) 2 da Prueba : Pulpa de volumen 2 litros(1kg de mineral)
Dosificacion de reactivos Dosificacion de reactivos(gr/Tn) Dosificacion de reactivos Dosificacion de reactivos(gr/Tn)
Etapa de
flotacion
tiempo de
flotacion
(min)
carbon
activado MIBC Depresor(*)
carbon
activado MIBC Depresor(*)
carbon
activado MIBC
Depresor
(*)
carbon
activado MIBC
Depresor
(*)
Acondicionamiento 10 40cc 3gotas 25cc 1000 2490.6 20cc 3gotas 12.5cc 1000 2490.6
rougher 5 - - - - - -
scavenger 3 - - - - - -
1 era limpieza 4 2gotas 23cc 2264.2 2gotas 11.5cc 2264.2
2 da limpieza 2 2gotas 20cc 2150.94 2gotas 10cc 2150.94
3 era limpieza 1 2gotas 20cc 2150.94 2gotas 10cc 2150.94
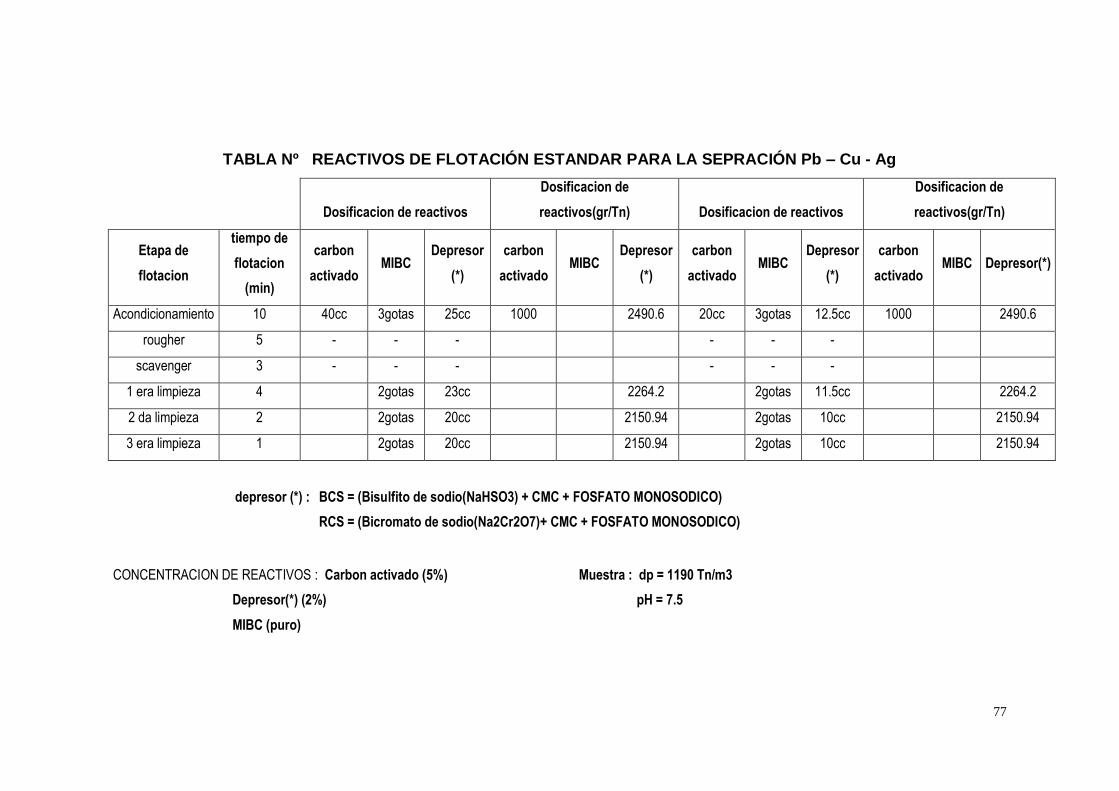
77
TABLA Nº REACTIVOS DE FLOTACIÓN ESTANDAR PARA LA SEPRACIÓN Pb – Cu - Ag
Dosificacion de reactivos
Dosificacion de
reactivos(gr/Tn) Dosificacion de reactivos
Dosificacion de
reactivos(gr/Tn)
Etapa de
flotacion
tiempo de
flotacion
(min)
carbon
activado MIBC
Depresor
(*)
carbon
activado MIBC
Depresor
(*)
carbon
activado MIBC
Depresor
(*)
carbon
activado MIBC Depresor(*)
Acondicionamiento 10 40cc 3gotas 25cc 1000 2490.6 20cc 3gotas 12.5cc 1000 2490.6
rougher 5 - - - - - -
scavenger 3 - - - - - -
1 era limpieza 4 2gotas 23cc 2264.2 2gotas 11.5cc 2264.2
2 da limpieza 2 2gotas 20cc 2150.94 2gotas 10cc 2150.94
3 era limpieza 1 2gotas 20cc 2150.94 2gotas 10cc 2150.94
depresor (*) : BCS = (Bisulfito de sodio(NaHSO3) + CMC + FOSFATO MONOSODICO)
RCS = (Bicromato de sodio(Na2Cr2O7)+ CMC + FOSFATO MONOSODICO)
CONCENTRACION DE REACTIVOS : Carbon activado (5%) Muestra : dp = 1190 Tn/m3
Depresor(*) (2%)
pH = 7.5
MIBC (puro)
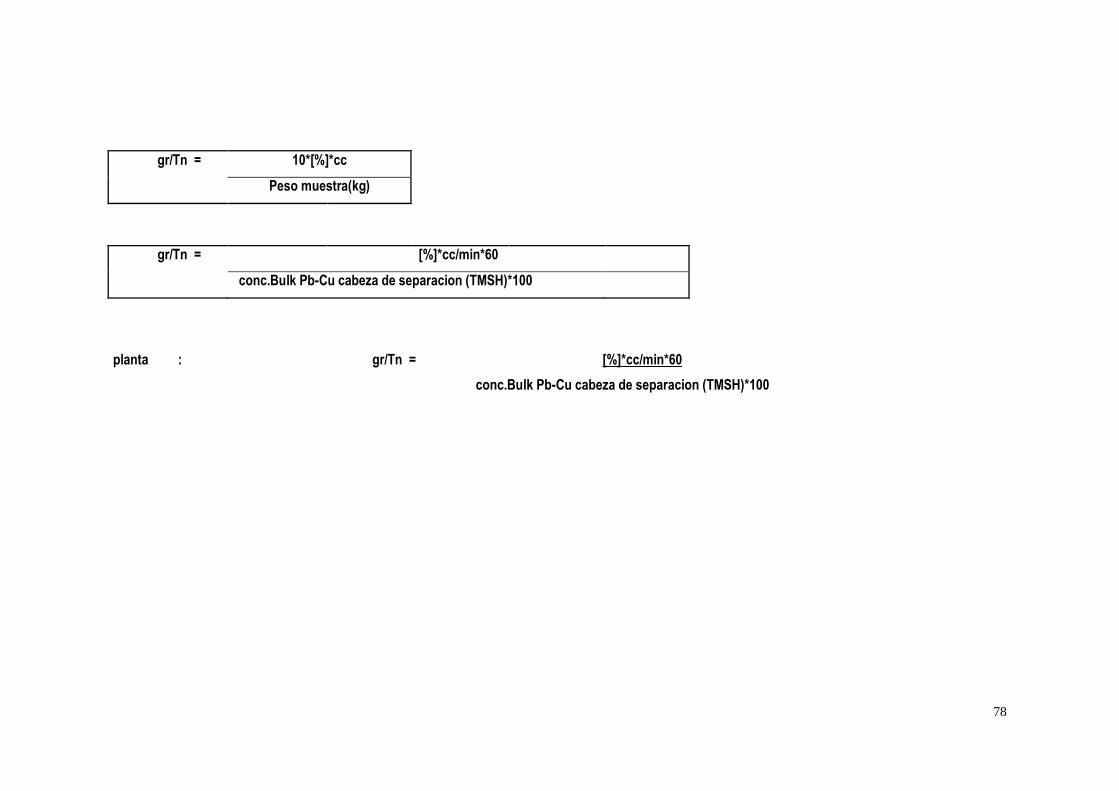
78
gr/Tn = 10*[%]*cc
Peso muestra(kg)
gr/Tn = [%]*cc/min*60
conc.Bulk Pb-Cu cabeza de separacion (TMSH)*100
planta :
gr/Tn = [%]*cc/min*60
conc.Bulk Pb-Cu cabeza de separacion (TMSH)*100
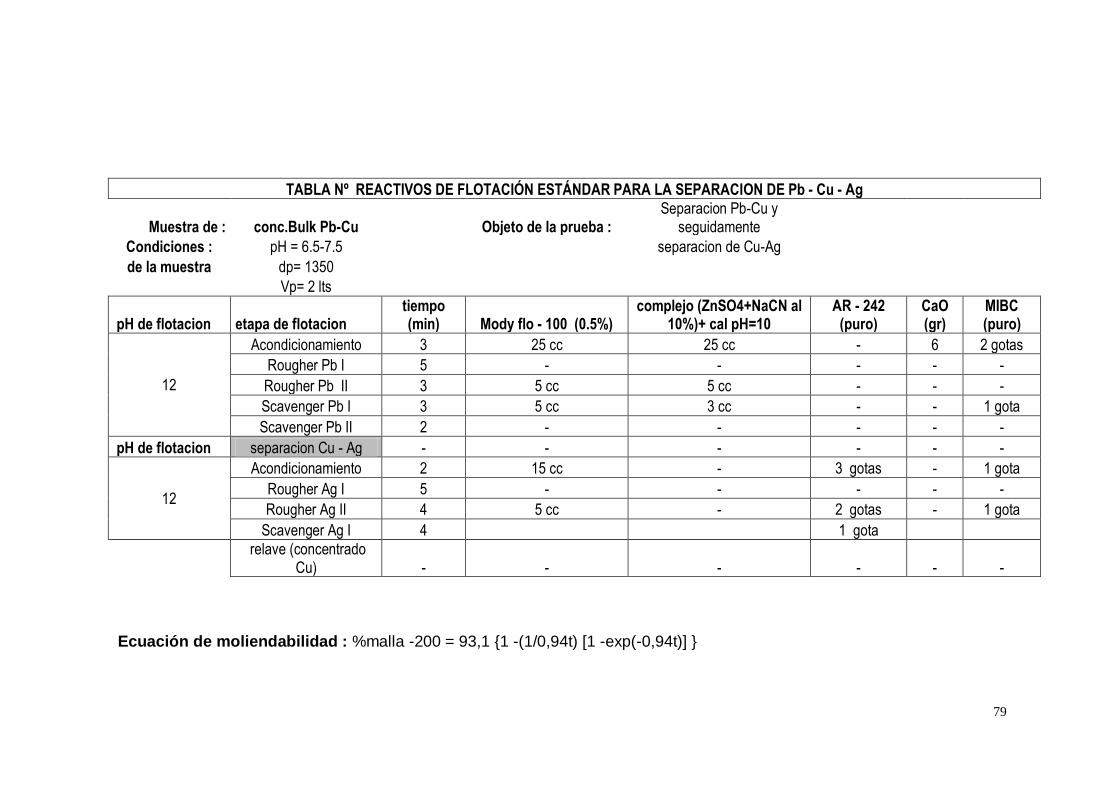
79
TABLA Nº REACTIVOS DE FLOTACIÓN ESTÁNDAR PARA LA SEPARACION DE Pb - Cu - Ag
Muestra de : conc.Bulk Pb-Cu Objeto de la prueba : Separacion Pb-Cu y
seguidamente
Condiciones : pH = 6.5-7.5 separacion de Cu-Ag
de la muestra dp= 1350
Vp= 2 lts
pH de flotacion etapa de flotacion tiempo (min) Mody flo - 100 (0.5%)
complejo (ZnSO4+NaCN al 10%)+ cal pH=10
AR - 242 (puro)
CaO (gr)
MIBC (puro)
12
Acondicionamiento 3 25 cc 25 cc - 6 2 gotas
Rougher Pb I 5 - - - - -
Rougher Pb II 3 5 cc 5 cc - - -
Scavenger Pb I 3 5 cc 3 cc - - 1 gota
Scavenger Pb II 2 - - - - -
pH de flotacion separacion Cu - Ag - - - - - -
12
Acondicionamiento 2 15 cc - 3 gotas - 1 gota
Rougher Ag I 5 - - - - -
Rougher Ag II 4 5 cc - 2 gotas - 1 gota
Scavenger Ag I 4 1 gota
relave (concentrado
Cu) - - - - - -
Ecuación de moliendabilidad : %malla -200 = 93,1 {1 -(1/0,94t) [1 -exp(-0,94t)] }
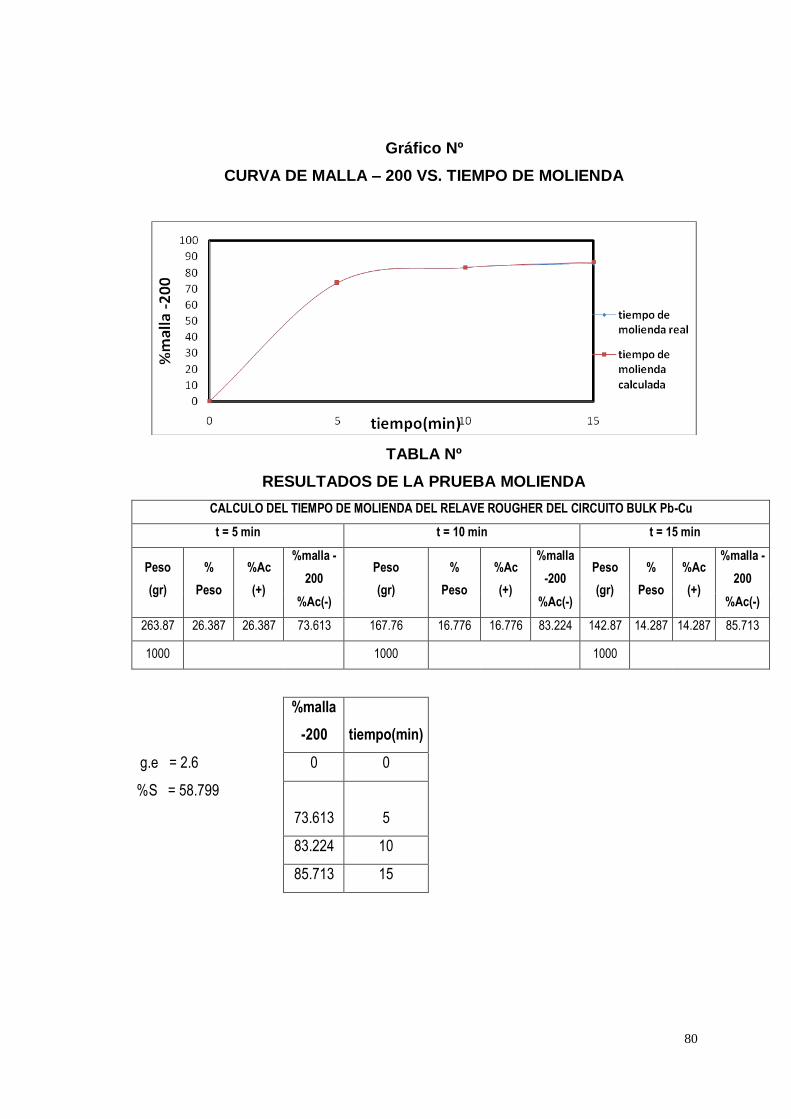
80
Gráfico Nº
CURVA DE MALLA – 200 VS. TIEMPO DE MOLIENDA
TABLA Nº
RESULTADOS DE LA PRUEBA MOLIENDA
CALCULO DEL TIEMPO DE MOLIENDA DEL RELAVE ROUGHER DEL CIRCUITO BULK Pb-Cu
t = 5 min t = 10 min t = 15 min
Peso
(gr)
%
Peso
%Ac
(+)
%malla -
200 Peso
(gr)
%
Peso
%Ac
(+)
%malla
-200 Peso
(gr)
%
Peso
%Ac
(+)
%malla -
200
%Ac(-) %Ac(-) %Ac(-)
263.87 26.387 26.387 73.613 167.76 16.776 16.776 83.224 142.87 14.287 14.287 85.713
1000 1000 1000
%malla
-200 tiempo(min)
g.e = 2.6
%S = 58.799
0 0
73.613 5
83.224 10
85.713 15
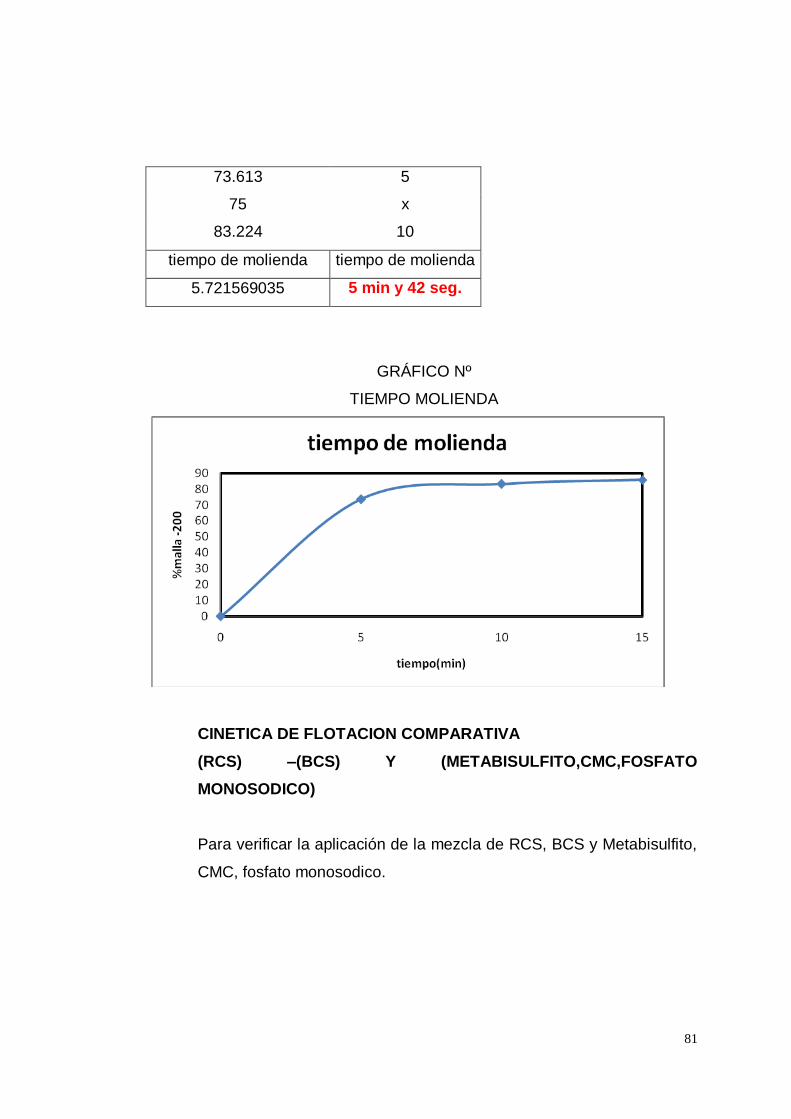
81
73.613 5
75 x
83.224 10
tiempo de molienda tiempo de molienda
5.721569035 5 min y 42 seg.
GRÁFICO Nº
TIEMPO MOLIENDA
CINETICA DE FLOTACION COMPARATIVA
(RCS) –(BCS) Y (METABISULFITO,CMC,FOSFATO
MONOSODICO)
Para verificar la aplicación de la mezcla de RCS, BCS y Metabisulfito,
CMC, fosfato monosodico.
82
Se toma la muestra composito flotada que es espuma bulk Pb-Cu
ensaya lo siguiente:
TABLA Nº
Muestras % Cu % Pb % Zn Ag g/tm Au g/tm % Fe
Compósito
Bulk Pb-Cu 8.50 39.02 6.00 4373.40 13.77 13.79
La prueba estándar de SAN JUAN para separación Pb-Cu con
cinética de flotación 0.5, 3, 6, 10 minutos se muestra en el cuadro
siguiente :
Dosificación de reactivos en
gr/TM dosificación de reactivos en CC
Etapa tiempo CARBON MIBC DEPRESOR CARBON MIBC DEPRESOR
Acondicionamiento 12 1000 20 1500 10 2gotas 15
rougher I 0.5
rougher II 2.5
scavenger I 3 500 10 1gota 5
scavenger II 4
Cinética de flotación
Las espumas extraídas y relave de cada prueba sirven para un
balance metalúrgico que figura en el anexo I. El análisis se hace
considerando el termino “factor metalúrgico”, el cual resulta de
multiplicar Grado por Recuperación y luego dividir entre cabeza. El
análisis grafico para la flotación de cobre y depresión de plomo es el
siguiente:
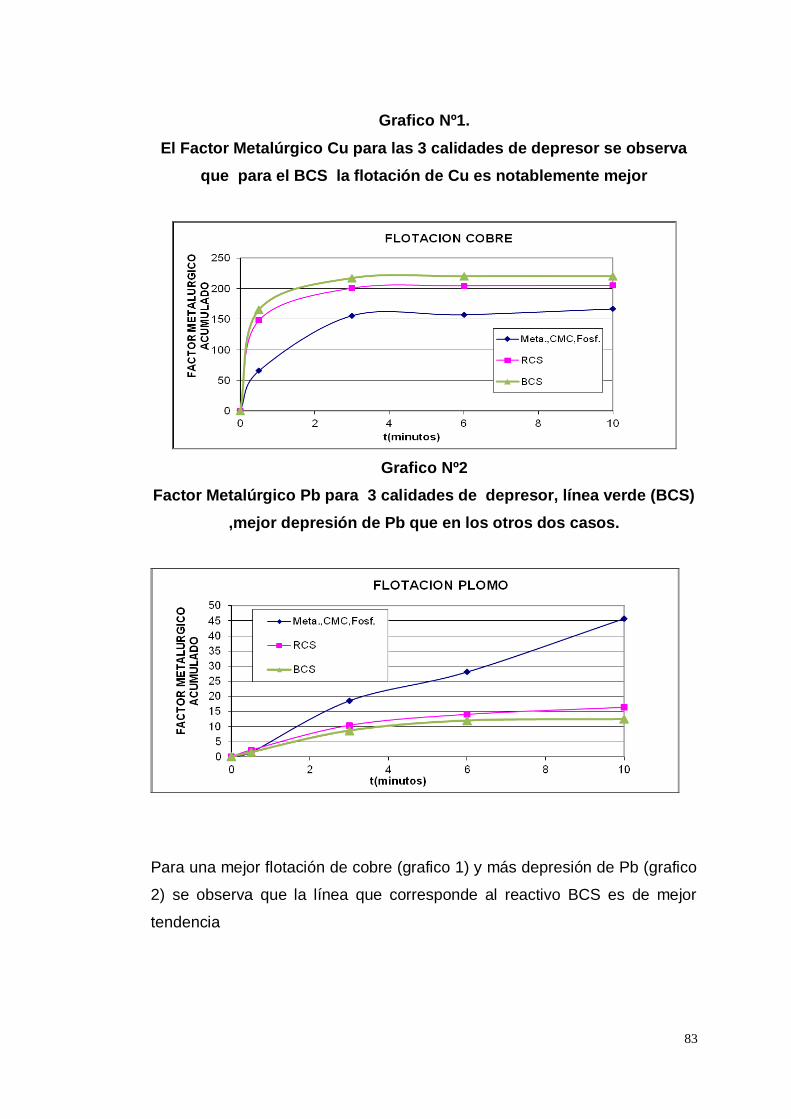
83
Grafico Nº1.
El Factor Metalúrgico Cu para las 3 calidades de depresor se observa
que para el BCS la flotación de Cu es notablemente mejor
Grafico Nº2
Factor Metalúrgico Pb para 3 calidades de depresor, línea verde (BCS)
,mejor depresión de Pb que en los otros dos casos.
Para una mejor flotación de cobre (grafico 1) y más depresión de Pb (grafico
2) se observa que la línea que corresponde al reactivo BCS es de mejor
tendencia
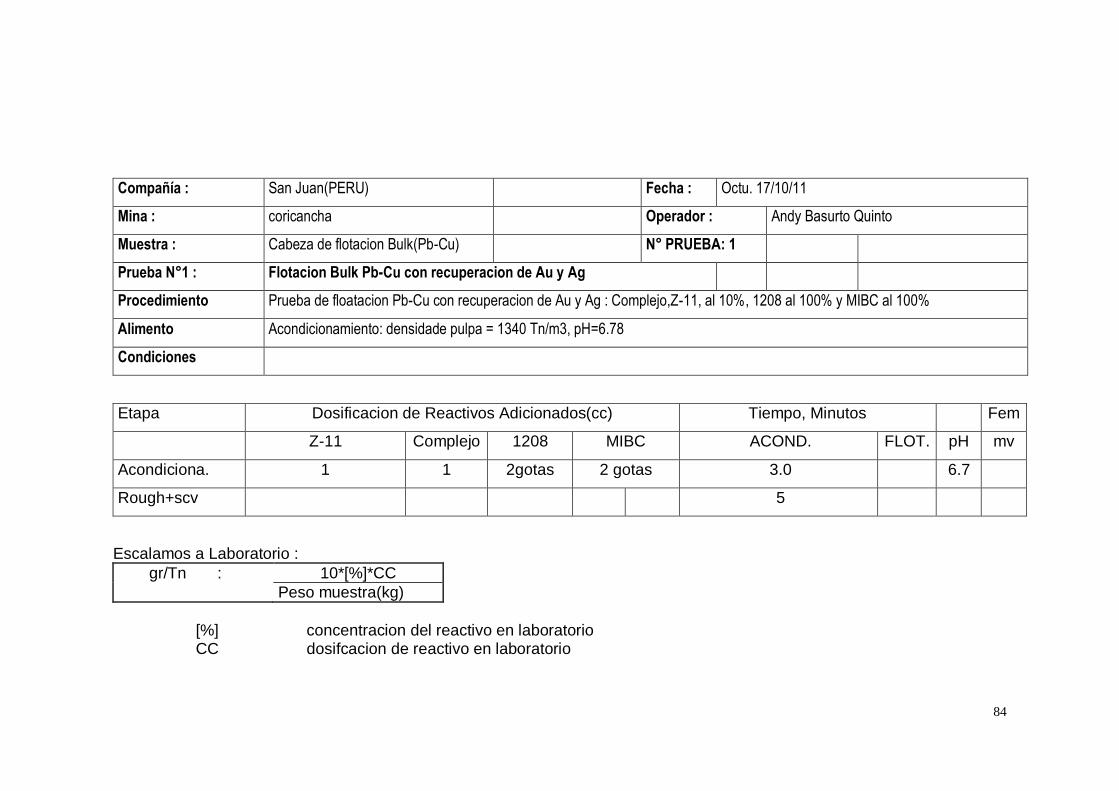
84
Compañía : San Juan(PERU)
Fecha : Octu. 17/10/11
Mina : coricancha
Operador : Andy Basurto Quinto
Muestra : Cabeza de flotacion Bulk(Pb-Cu)
N° PRUEBA: 1
Prueba N°1 : Flotacion Bulk Pb-Cu con recuperacion de Au y Ag
Procedimiento Prueba de floatacion Pb-Cu con recuperacion de Au y Ag : Complejo,Z-11, al 10%, 1208 al 100% y MIBC al 100%
Alimento Acondicionamiento: densidade pulpa = 1340 Tn/m3, pH=6.78
Condiciones
Etapa Dosificacion de Reactivos Adicionados(cc) Tiempo, Minutos Fem
Z-11 Complejo 1208 MIBC ACOND. FLOT. pH mv
Acondiciona. 1 1 2gotas 2 gotas 3.0 6.7
Rough+scv
5
Escalamos a Laboratorio :
gr/Tn : 10*[%]*CC
Peso muestra(kg)
[%] concentracion del reactivo en laboratorio CC dosifcacion de reactivo en laboratorio
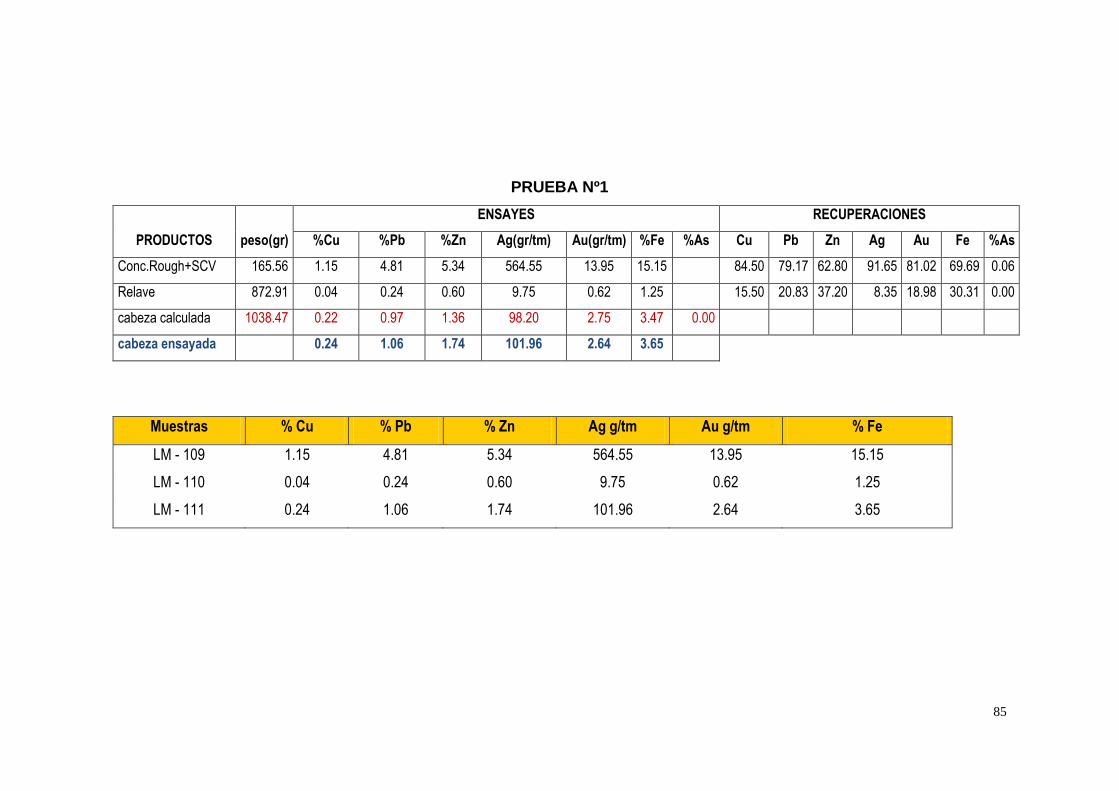
85
PRUEBA Nº1
PRODUCTOS peso(gr)
ENSAYES RECUPERACIONES
%Cu %Pb %Zn Ag(gr/tm) Au(gr/tm) %Fe %As Cu Pb Zn Ag Au Fe %As
Conc.Rough+SCV 165.56 1.15 4.81 5.34 564.55 13.95 15.15 84.50 79.17 62.80 91.65 81.02 69.69 0.06
Relave 872.91 0.04 0.24 0.60 9.75 0.62 1.25 15.50 20.83 37.20 8.35 18.98 30.31 0.00
cabeza calculada 1038.47 0.22 0.97 1.36 98.20 2.75 3.47 0.00
cabeza ensayada 0.24 1.06 1.74 101.96 2.64 3.65
Muestras % Cu % Pb % Zn Ag g/tm Au g/tm % Fe
LM - 109 1.15 4.81 5.34 564.55 13.95 15.15
LM - 110 0.04 0.24 0.60 9.75 0.62 1.25
LM - 111 0.24 1.06 1.74 101.96 2.64 3.65
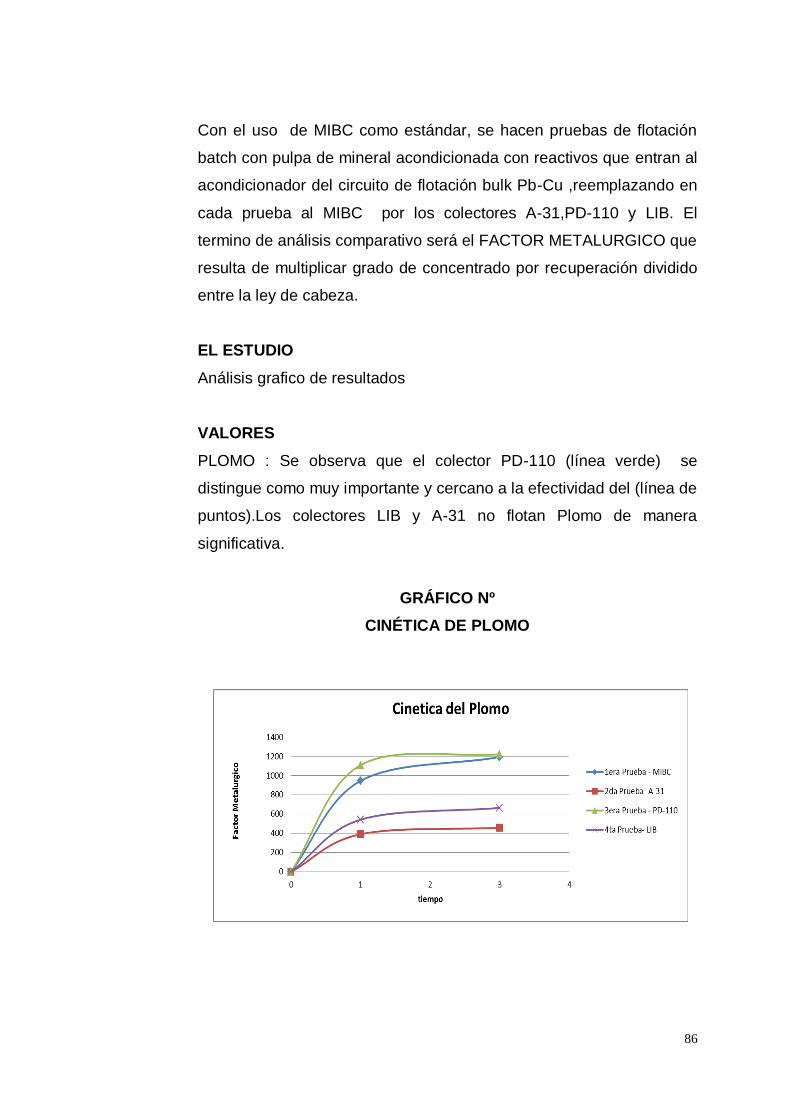
86
Con el uso de MIBC como estándar, se hacen pruebas de flotación
batch con pulpa de mineral acondicionada con reactivos que entran al
acondicionador del circuito de flotación bulk Pb-Cu ,reemplazando en
cada prueba al MIBC por los colectores A-31,PD-110 y LIB. El
termino de análisis comparativo será el FACTOR METALURGICO que
resulta de multiplicar grado de concentrado por recuperación dividido
entre la ley de cabeza.
EL ESTUDIO
Análisis grafico de resultados
VALORES
PLOMO : Se observa que el colector PD-110 (línea verde) se
distingue como muy importante y cercano a la efectividad del (línea de
puntos).Los colectores LIB y A-31 no flotan Plomo de manera
significativa.
GRÁFICO Nº
CINÉTICA DE PLOMO
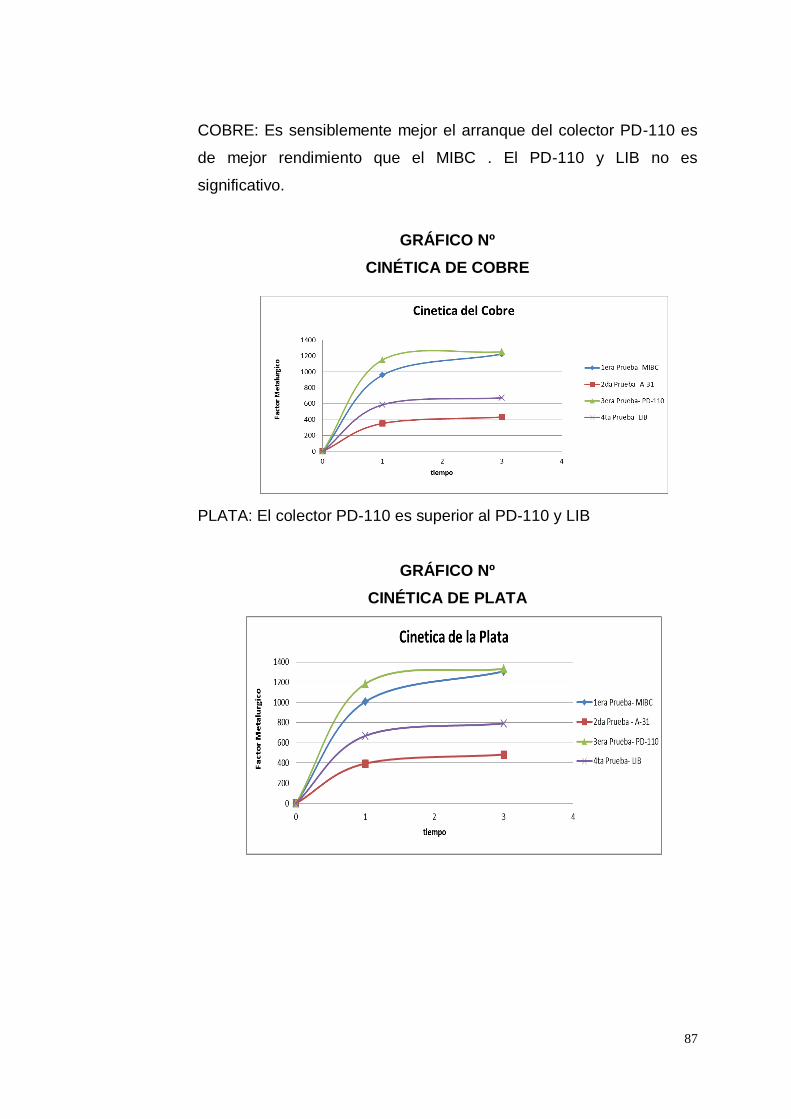
87
COBRE: Es sensiblemente mejor el arranque del colector PD-110 es
de mejor rendimiento que el MIBC . El PD-110 y LIB no es
significativo.
GRÁFICO Nº
CINÉTICA DE COBRE
PLATA: El colector PD-110 es superior al PD-110 y LIB
GRÁFICO Nº
CINÉTICA DE PLATA
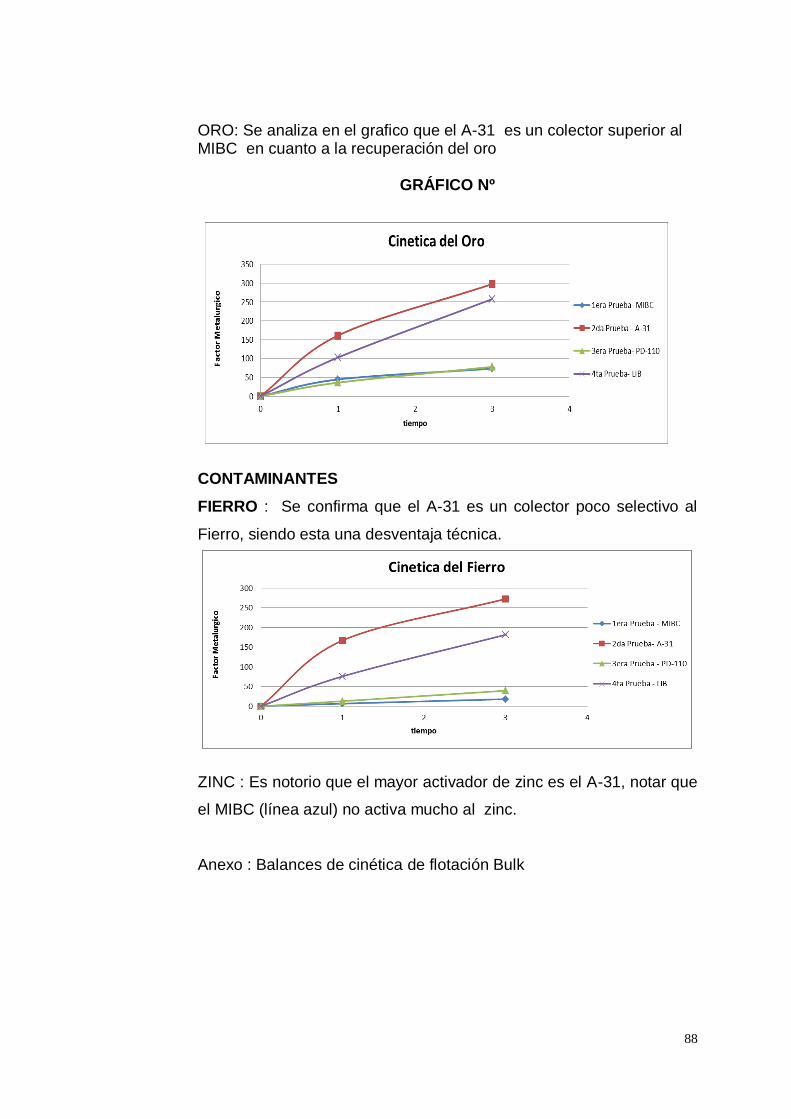
88
ORO: Se analiza en el grafico que el A-31 es un colector superior al MIBC en cuanto a la recuperación del oro
GRÁFICO Nº
CONTAMINANTES
FIERRO : Se confirma que el A-31 es un colector poco selectivo al
Fierro, siendo esta una desventaja técnica.
ZINC : Es notorio que el mayor activador de zinc es el A-31, notar que
el MIBC (línea azul) no activa mucho al zinc.
Anexo : Balances de cinética de flotación Bulk
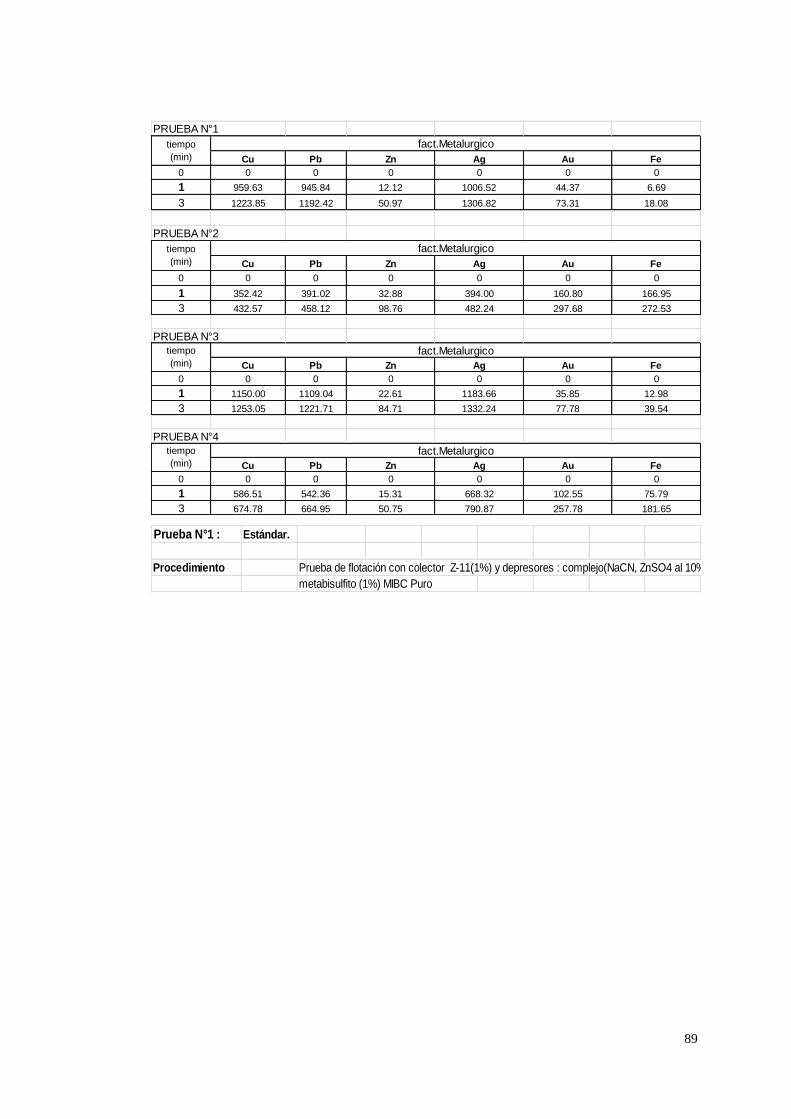
89
PRUEBA N°1
Cu Pb Zn Ag Au Fe
0 0 0 0 0 0 0
1 959.63 945.84 12.12 1006.52 44.37 6.69
3 1223.85 1192.42 50.97 1306.82 73.31 18.08
PRUEBA N°2
Cu Pb Zn Ag Au Fe
0 0 0 0 0 0 0
1 352.42 391.02 32.88 394.00 160.80 166.95
3 432.57 458.12 98.76 482.24 297.68 272.53
PRUEBA N°3
Cu Pb Zn Ag Au Fe
0 0 0 0 0 0 0
1 1150.00 1109.04 22.61 1183.66 35.85 12.98
3 1253.05 1221.71 84.71 1332.24 77.78 39.54
PRUEBA N°4
Cu Pb Zn Ag Au Fe
0 0 0 0 0 0 0
1 586.51 542.36 15.31 668.32 102.55 75.79
3 674.78 664.95 50.75 790.87 257.78 181.65
tiempo
(min)
fact.Metalurgico
fact.Metalurgicotiempo
(min)
tiempo
(min)
fact.Metalurgico
tiempo
(min)
fact.Metalurgico
Prueba N°1 : Estándar.
Procedimiento Prueba de flotación con colector Z-11(1%) y depresores : complejo(NaCN, ZnSO4 al 10%)
metabisulfito (1%) MIBC Puro
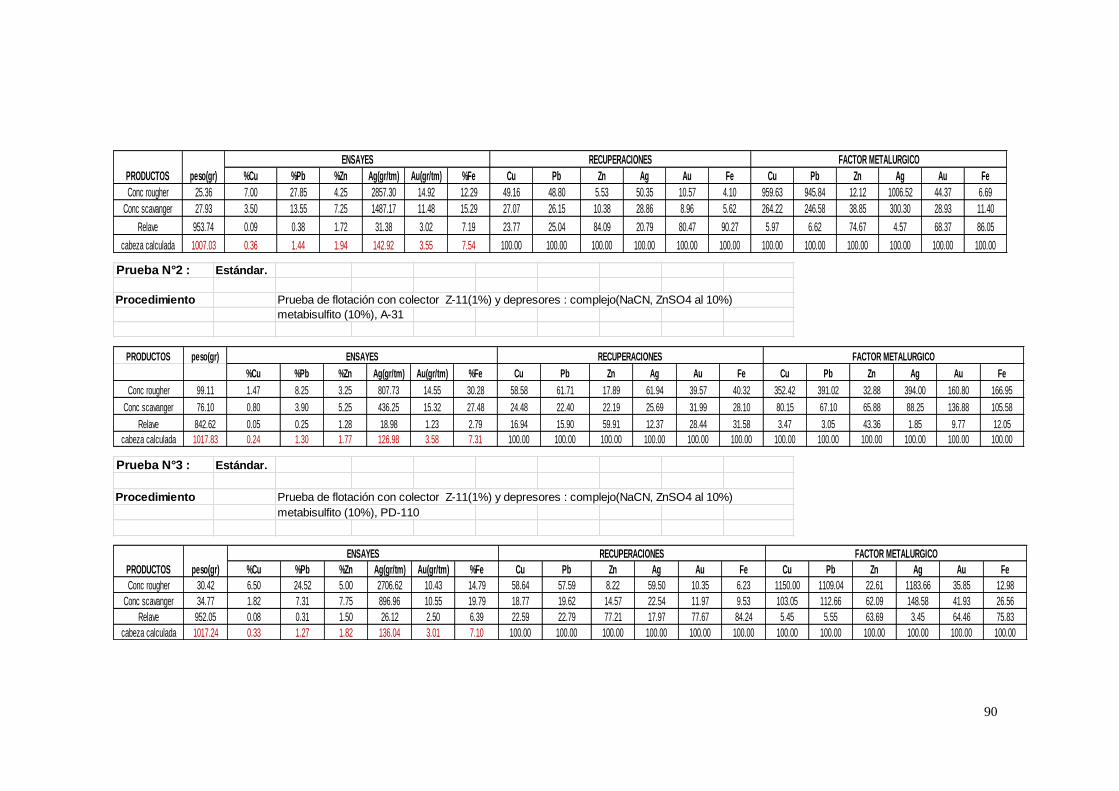
90
%Cu %Pb %Zn Ag(gr/tm) Au(gr/tm) %Fe Cu Pb Zn Ag Au Fe Cu Pb Zn Ag Au Fe
Conc rougher 25.36 7.00 27.85 4.25 2857.30 14.92 12.29 49.16 48.80 5.53 50.35 10.57 4.10 959.63 945.84 12.12 1006.52 44.37 6.69
Conc scavanger 27.93 3.50 13.55 7.25 1487.17 11.48 15.29 27.07 26.15 10.38 28.86 8.96 5.62 264.22 246.58 38.85 300.30 28.93 11.40
Relave 953.74 0.09 0.38 1.72 31.38 3.02 7.19 23.77 25.04 84.09 20.79 80.47 90.27 5.97 6.62 74.67 4.57 68.37 86.05
cabeza calculada 1007.03 0.36 1.44 1.94 142.92 3.55 7.54 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00
PRODUCTOS peso(gr)
ENSAYES RECUPERACIONES FACTOR METALURGICO
Prueba N°2 : Estándar.
Procedimiento Prueba de flotación con colector Z-11(1%) y depresores : complejo(NaCN, ZnSO4 al 10%)
metabisulfito (10%), A-31
PRODUCTOS peso(gr)
%Cu %Pb %Zn Ag(gr/tm) Au(gr/tm) %Fe Cu Pb Zn Ag Au Fe Cu Pb Zn Ag Au Fe
Conc rougher 99.11 1.47 8.25 3.25 807.73 14.55 30.28 58.58 61.71 17.89 61.94 39.57 40.32 352.42 391.02 32.88 394.00 160.80 166.95
Conc scavanger 76.10 0.80 3.90 5.25 436.25 15.32 27.48 24.48 22.40 22.19 25.69 31.99 28.10 80.15 67.10 65.88 88.25 136.88 105.58
Relave 842.62 0.05 0.25 1.28 18.98 1.23 2.79 16.94 15.90 59.91 12.37 28.44 31.58 3.47 3.05 43.36 1.85 9.77 12.05
cabeza calculada 1017.83 0.24 1.30 1.77 126.98 3.58 7.31 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00
FACTOR METALURGICOENSAYES RECUPERACIONES
Prueba N°3 : Estándar.
Procedimiento Prueba de flotación con colector Z-11(1%) y depresores : complejo(NaCN, ZnSO4 al 10%)
metabisulfito (10%), PD-110
%Cu %Pb %Zn Ag(gr/tm) Au(gr/tm) %Fe Cu Pb Zn Ag Au Fe Cu Pb Zn Ag Au Fe
Conc rougher 30.42 6.50 24.52 5.00 2706.62 10.43 14.79 58.64 57.59 8.22 59.50 10.35 6.23 1150.00 1109.04 22.61 1183.66 35.85 12.98
Conc scavanger 34.77 1.82 7.31 7.75 896.96 10.55 19.79 18.77 19.62 14.57 22.54 11.97 9.53 103.05 112.66 62.09 148.58 41.93 26.56
Relave 952.05 0.08 0.31 1.50 26.12 2.50 6.39 22.59 22.79 77.21 17.97 77.67 84.24 5.45 5.55 63.69 3.45 64.46 75.83
cabeza calculada 1017.24 0.33 1.27 1.82 136.04 3.01 7.10 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00
PRODUCTOS peso(gr)
ENSAYES RECUPERACIONES FACTOR METALURGICO
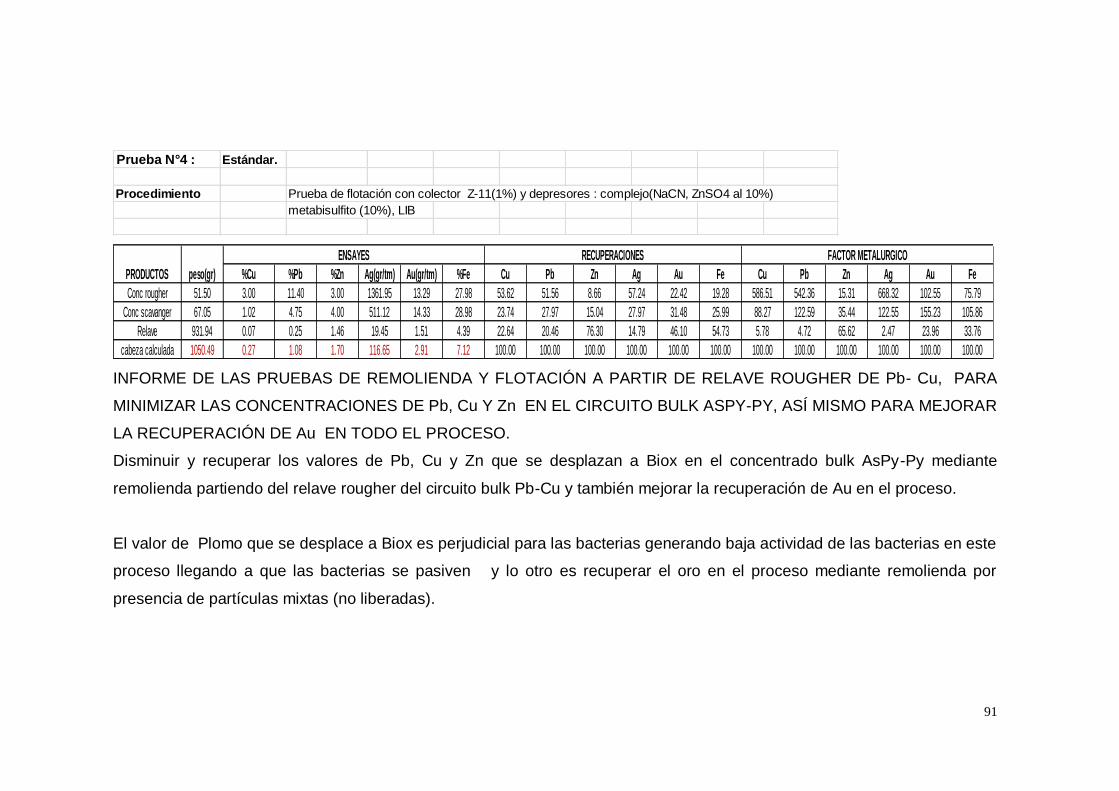
91
Prueba N°4 : Estándar.
Procedimiento Prueba de flotación con colector Z-11(1%) y depresores : complejo(NaCN, ZnSO4 al 10%)
metabisulfito (10%), LIB
%Cu %Pb %Zn Ag(gr/tm) Au(gr/tm) %Fe Cu Pb Zn Ag Au Fe Cu Pb Zn Ag Au Fe
Conc rougher 51.50 3.00 11.40 3.00 1361.95 13.29 27.98 53.62 51.56 8.66 57.24 22.42 19.28 586.51 542.36 15.31 668.32 102.55 75.79
Conc scavanger 67.05 1.02 4.75 4.00 511.12 14.33 28.98 23.74 27.97 15.04 27.97 31.48 25.99 88.27 122.59 35.44 122.55 155.23 105.86
Relave 931.94 0.07 0.25 1.46 19.45 1.51 4.39 22.64 20.46 76.30 14.79 46.10 54.73 5.78 4.72 65.62 2.47 23.96 33.76
cabeza calculada 1050.49 0.27 1.08 1.70 116.65 2.91 7.12 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00
PRODUCTOS peso(gr)
ENSAYES RECUPERACIONES FACTOR METALURGICO
INFORME DE LAS PRUEBAS DE REMOLIENDA Y FLOTACIÓN A PARTIR DE RELAVE ROUGHER DE Pb- Cu, PARA
MINIMIZAR LAS CONCENTRACIONES DE Pb, Cu Y Zn EN EL CIRCUITO BULK ASPY-PY, ASÍ MISMO PARA MEJORAR
LA RECUPERACIÓN DE Au EN TODO EL PROCESO.
Disminuir y recuperar los valores de Pb, Cu y Zn que se desplazan a Biox en el concentrado bulk AsPy-Py mediante
remolienda partiendo del relave rougher del circuito bulk Pb-Cu y también mejorar la recuperación de Au en el proceso.
El valor de Plomo que se desplace a Biox es perjudicial para las bacterias generando baja actividad de las bacterias en este
proceso llegando a que las bacterias se pasiven y lo otro es recuperar el oro en el proceso mediante remolienda por
presencia de partículas mixtas (no liberadas).
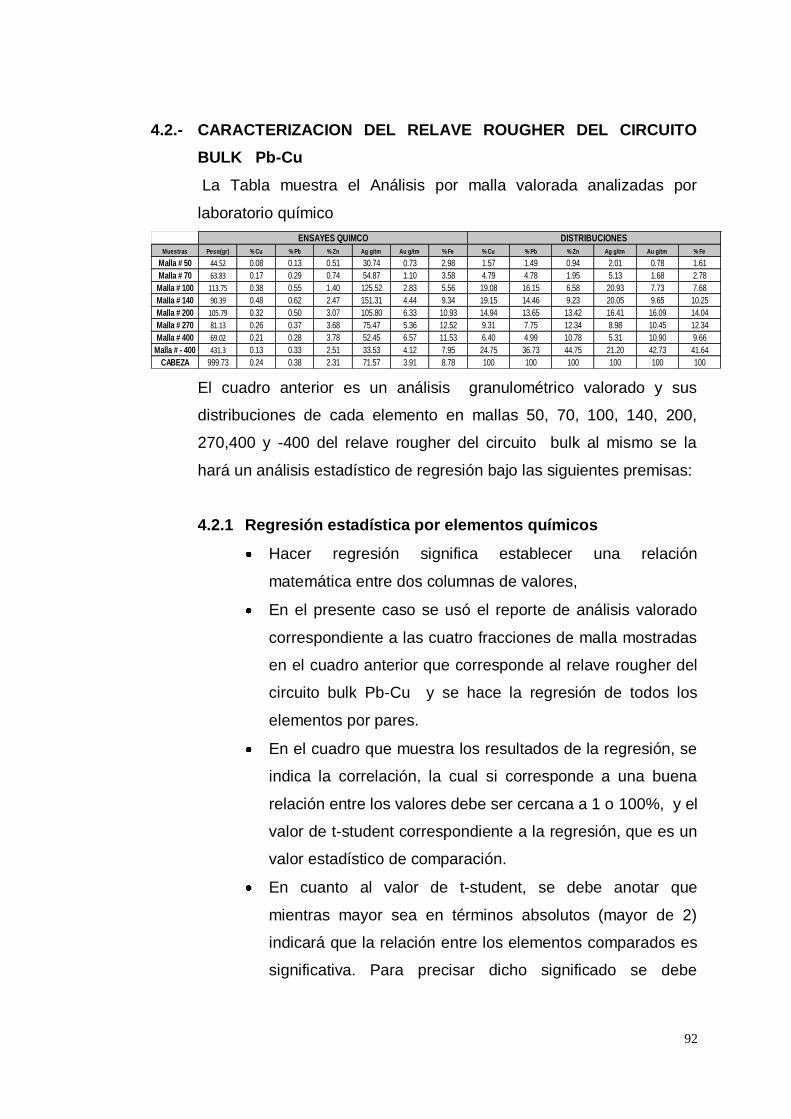
92
4.2.- CARACTERIZACION DEL RELAVE ROUGHER DEL CIRCUITO
BULK Pb-Cu
La Tabla muestra el Análisis por malla valorada analizadas por
laboratorio químico
Muestras Peso(gr) % Cu % Pb % Zn Ag g/tm Au g/tm % Fe % Cu % Pb % Zn Ag g/tm Au g/tm % Fe
Malla # 50 44.52 0.08 0.13 0.51 30.74 0.73 2.98 1.57 1.49 0.94 2.01 0.78 1.61
Malla # 70 63.83 0.17 0.29 0.74 54.87 1.10 3.58 4.79 4.78 1.95 5.13 1.68 2.78
Malla # 100 113.75 0.38 0.55 1.40 125.52 2.83 5.56 19.08 16.15 6.58 20.93 7.73 7.68
Malla # 140 90.39 0.48 0.62 2.47 151.31 4.44 9.34 19.15 14.46 9.23 20.05 9.65 10.25
Malla # 200 105.79 0.32 0.50 3.07 105.80 6.33 10.93 14.94 13.65 13.42 16.41 16.09 14.04
Malla # 270 81.13 0.26 0.37 3.68 75.47 5.36 12.52 9.31 7.75 12.34 8.98 10.45 12.34
Malla # 400 69.02 0.21 0.28 3.78 52.45 6.57 11.53 6.40 4.99 10.78 5.31 10.90 9.66
Malla # - 400 431.3 0.13 0.33 2.51 33.53 4.12 7.95 24.75 36.73 44.75 21.20 42.73 41.64
CABEZA 999.73 0.24 0.38 2.31 71.57 3.91 8.78 100 100 100 100 100 100
DISTRIBUCIONESENSAYES QUIMCO
El cuadro anterior es un análisis granulométrico valorado y sus
distribuciones de cada elemento en mallas 50, 70, 100, 140, 200,
270,400 y -400 del relave rougher del circuito bulk al mismo se la
hará un análisis estadístico de regresión bajo las siguientes premisas:
4.2.1 Regresión estadística por elementos químicos
Hacer regresión significa establecer una relación
matemática entre dos columnas de valores,
En el presente caso se usó el reporte de análisis valorado
correspondiente a las cuatro fracciones de malla mostradas
en el cuadro anterior que corresponde al relave rougher del
circuito bulk Pb-Cu y se hace la regresión de todos los
elementos por pares.
En el cuadro que muestra los resultados de la regresión, se
indica la correlación, la cual si corresponde a una buena
relación entre los valores debe ser cercana a 1 o 100%, y el
valor de t-student correspondiente a la regresión, que es un
valor estadístico de comparación.
En cuanto al valor de t-student, se debe anotar que
mientras mayor sea en términos absolutos (mayor de 2)
indicará que la relación entre los elementos comparados es
significativa. Para precisar dicho significado se debe
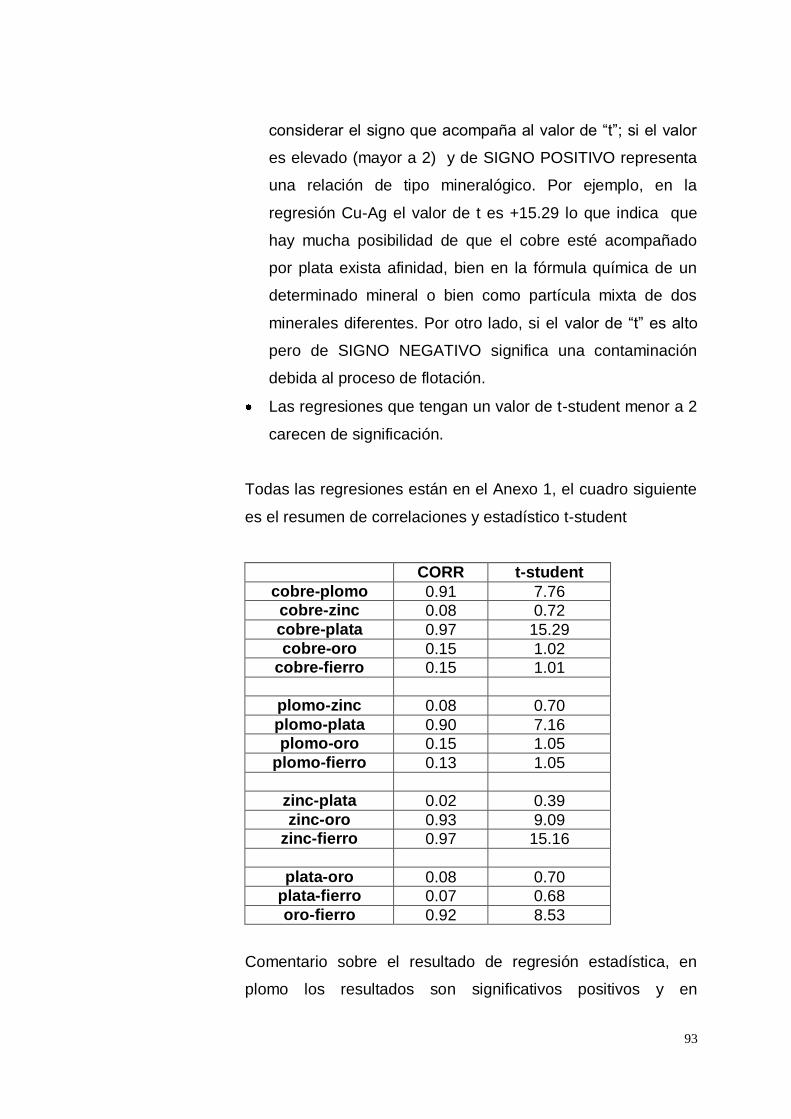
93
considerar el signo que acompaña al valor de “t”; si el valor
es elevado (mayor a 2) y de SIGNO POSITIVO representa
una relación de tipo mineralógico. Por ejemplo, en la
regresión Cu-Ag el valor de t es +15.29 lo que indica que
hay mucha posibilidad de que el cobre esté acompañado
por plata exista afinidad, bien en la fórmula química de un
determinado mineral o bien como partícula mixta de dos
minerales diferentes. Por otro lado, si el valor de “t” es alto
pero de SIGNO NEGATIVO significa una contaminación
debida al proceso de flotación.
Las regresiones que tengan un valor de t-student menor a 2
carecen de significación.
Todas las regresiones están en el Anexo 1, el cuadro siguiente
es el resumen de correlaciones y estadístico t-student
CORR t-student
cobre-plomo 0.91 7.76 cobre-zinc 0.08 0.72
cobre-plata 0.97 15.29
cobre-oro 0.15 1.02 cobre-fierro 0.15 1.01
plomo-zinc 0.08 0.70
plomo-plata 0.90 7.16 plomo-oro 0.15 1.05
plomo-fierro 0.13 1.05
zinc-plata 0.02 0.39
zinc-oro 0.93 9.09 zinc-fierro 0.97 15.16
plata-oro 0.08 0.70 plata-fierro 0.07 0.68
oro-fierro 0.92 8.53
Comentario sobre el resultado de regresión estadística, en
plomo los resultados son significativos positivos y en
94
anaranjado los resultados no son significativos, de los
anteriores resultados se permiten afirmar lo siguiente:
Hay una alta relación Cobre-plomo (+7.76) que estaría
indicando partículas mixtas ya sea que no esté liberado
estos dos(ensamble mineralógico).
Se detecta una alta relación Cobre-Plata(+15.29), que
estaría indicando la presencia de cobres grises
(Tetraedrita), y también que la plata en estado nativo tiene
mucha afinidad al cobre, también se detecta en la relación
plomo-plata(+7.16) que hay afinidad la plata al plomo pero
no es tan significativa al del cobre-plata por ser la t-student
mucho mayor
También se establece que hay relación mineralógica
directa entre zinc-oro (+9.09)por que el oro como se sabe
esta ocluido dentro de la pirita y arsenopirita por efecto la
relación es alta entre zinc-fierro(+15.16)
4.3. PRUEBAS DE FLOTACION EXPERIMENTAL FLOTACION
SCAVENGER Pb-Cu, ROUGHER, SCAVENGER DE ZINC ,
ROUGHER , SCAVENGER DE BULK AsPy-Py
4.3.1. Objetivo
Determinar las condiciones iniciales para las recuperaciones de
Plomo-Cobre, y Zinc remoliendo este relave rougher para
liberar la posibilidad de que exista partículas mixtas y así
también poder mejor la recuperación de oro en todo el proceso
de flotación..
4.3.2. Toma de muestra
Se realizó un muestreo cada hora a partir de las 2pm del día
16-11-11 y se terminó con el muestreo de la pulpa del relave
rougher a las 6am el día 17-11-11.
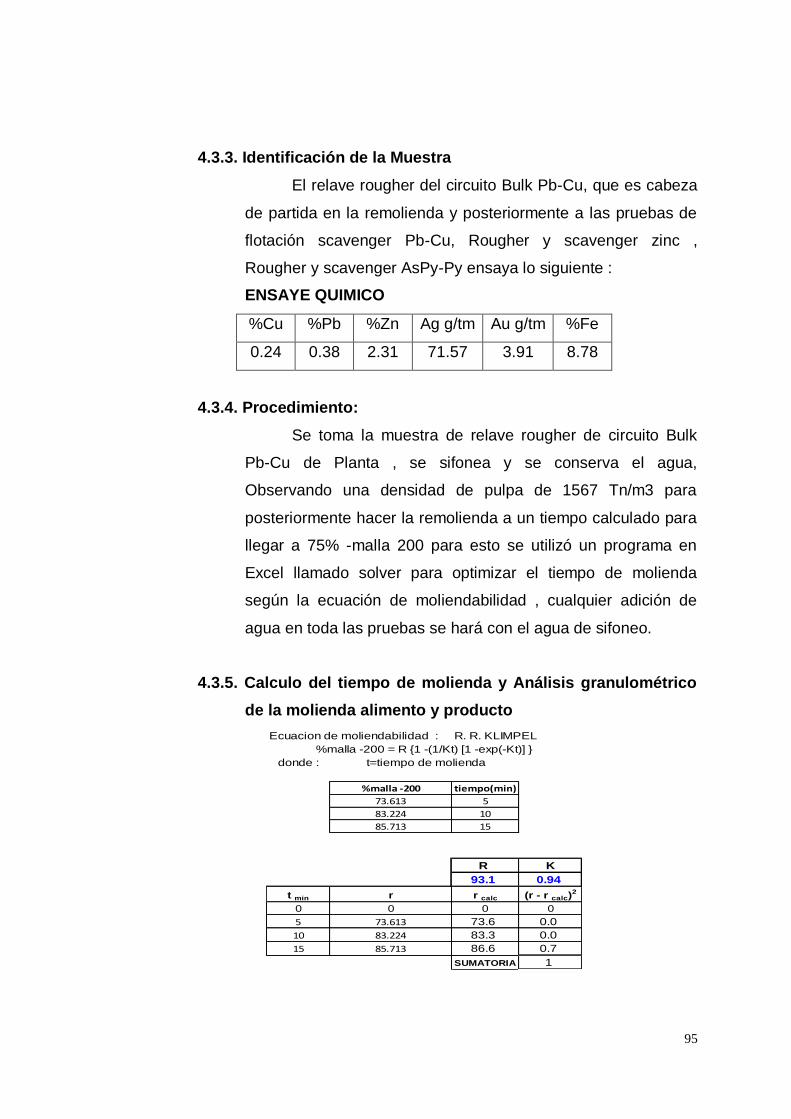
95
4.3.3. Identificación de la Muestra
El relave rougher del circuito Bulk Pb-Cu, que es cabeza
de partida en la remolienda y posteriormente a las pruebas de
flotación scavenger Pb-Cu, Rougher y scavenger zinc ,
Rougher y scavenger AsPy-Py ensaya lo siguiente :
ENSAYE QUIMICO
%Cu %Pb %Zn Ag g/tm Au g/tm %Fe
0.24 0.38 2.31 71.57 3.91 8.78
4.3.4. Procedimiento:
Se toma la muestra de relave rougher de circuito Bulk
Pb-Cu de Planta , se sifonea y se conserva el agua,
Observando una densidad de pulpa de 1567 Tn/m3 para
posteriormente hacer la remolienda a un tiempo calculado para
llegar a 75% -malla 200 para esto se utilizó un programa en
Excel llamado solver para optimizar el tiempo de molienda
según la ecuación de moliendabilidad , cualquier adición de
agua en toda las pruebas se hará con el agua de sifoneo.
4.3.5. Calculo del tiempo de molienda y Análisis granulométrico
de la molienda alimento y producto
Ecuacion de moliendabilidad : R. R. KLIMPEL
donde :
%malla -200 tiempo(min)
73.613 5
83.224 10
85.713 15
R K
93.1 0.94
t min r r calc (r - r calc)2
0 0 0 0
5 73.613 73.6 0.0
10 83.224 83.3 0.0
15 85.713 86.6 0.7
SUMATORIA 1
%malla -200 = R {1 -(1/Kt) [1 -exp(-Kt)] }
t=tiempo de molienda
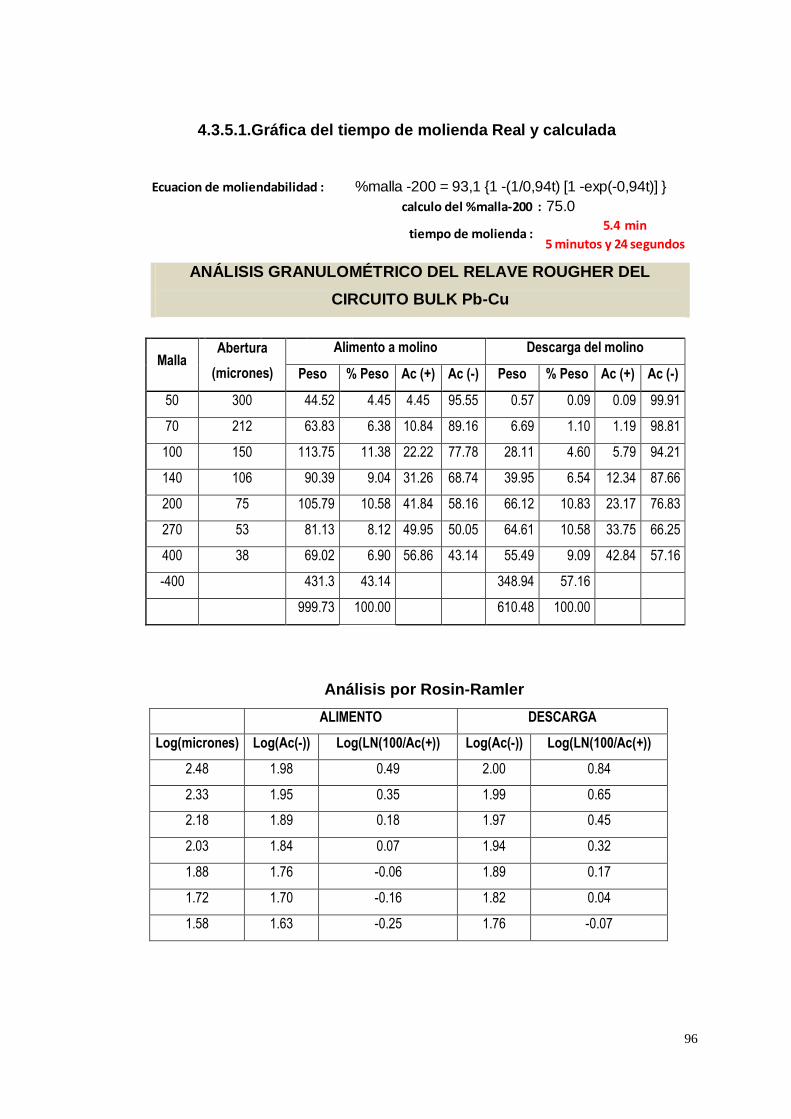
96
4.3.5.1.Gráfica del tiempo de molienda Real y calculada
calculo del %malla-200 : 75.0
5.4 min
5 minutos y 24 segundos
%malla -200 = 93,1 {1 -(1/0,94t) [1 -exp(-0,94t)] }Ecuacion de moliendabilidad :
tiempo de molienda :
ANÁLISIS GRANULOMÉTRICO DEL RELAVE ROUGHER DEL
CIRCUITO BULK Pb-Cu
Malla
Abertura
(micrones)
Alimento a molino Descarga del molino
Peso % Peso Ac (+) Ac (-) Peso % Peso Ac (+) Ac (-)
50 300 44.52 4.45 4.45 95.55 0.57 0.09 0.09 99.91
70 212 63.83 6.38 10.84 89.16 6.69 1.10 1.19 98.81
100 150 113.75 11.38 22.22 77.78 28.11 4.60 5.79 94.21
140 106 90.39 9.04 31.26 68.74 39.95 6.54 12.34 87.66
200 75 105.79 10.58 41.84 58.16 66.12 10.83 23.17 76.83
270 53 81.13 8.12 49.95 50.05 64.61 10.58 33.75 66.25
400 38 69.02 6.90 56.86 43.14 55.49 9.09 42.84 57.16
-400 431.3 43.14 348.94 57.16
999.73 100.00 610.48 100.00
Análisis por Rosin-Ramler
ALIMENTO DESCARGA
Log(micrones) Log(Ac(-)) Log(LN(100/Ac(+)) Log(Ac(-)) Log(LN(100/Ac(+))
2.48 1.98 0.49 2.00 0.84
2.33 1.95 0.35 1.99 0.65
2.18 1.89 0.18 1.97 0.45
2.03 1.84 0.07 1.94 0.32
1.88 1.76 -0.06 1.89 0.17
1.72 1.70 -0.16 1.82 0.04
1.58 1.63 -0.25 1.76 -0.07
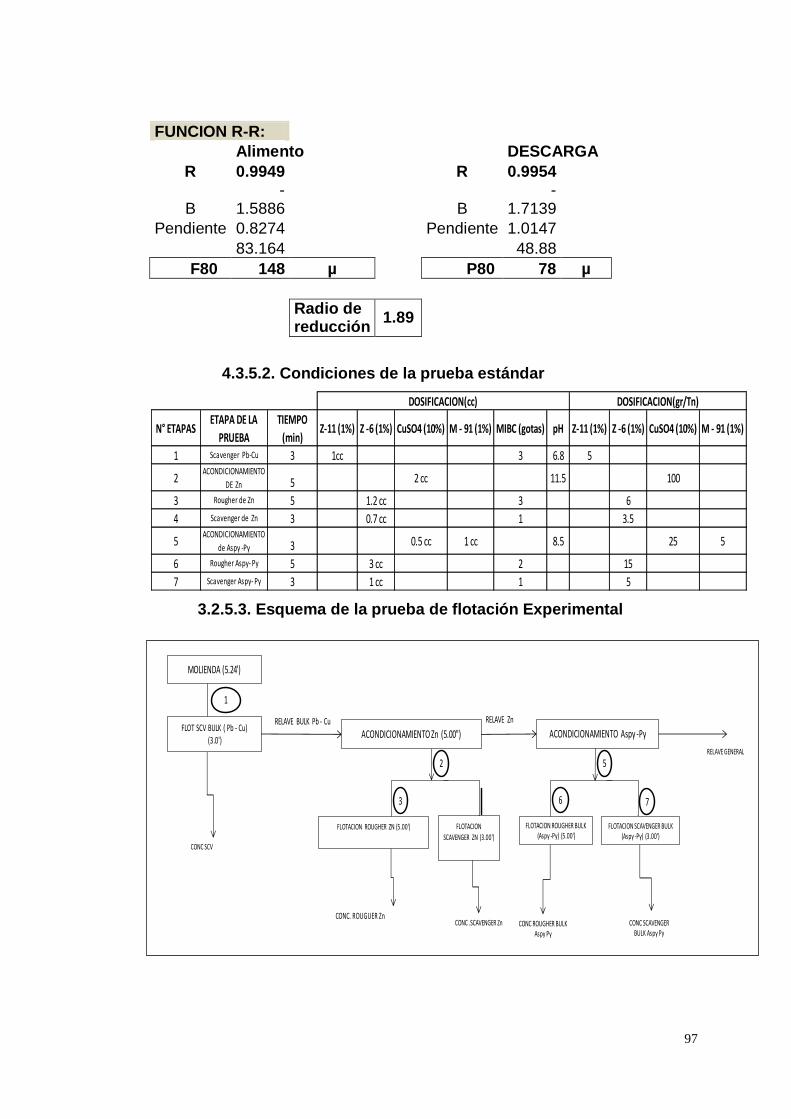
97
FUNCION R-R:
Alimento
DESCARGA
R 0.9949
R 0.9954
B -
1.5886
B -
1.7139 Pendiente 0.8274
Pendiente 1.0147
83.164
48.88
F80 148 µ
P80 78 µ
Radio de reducción
1.89
4.3.5.2. Condiciones de la prueba estándar
N° ETAPASETAPA DE LA
PRUEBA
TIEMPO
(min)Z-11 (1%) Z -6 (1%) CuSO4 (10%) M - 91 (1%) MIBC (gotas) pH Z-11 (1%) Z -6 (1%) CuSO4 (10%) M - 91 (1%)
1 Scavenger Pb-Cu 3 1cc 3 6.8 5
2ACONDICIONAMIENTO
DE Zn 5 2 cc 11.5 100
3 Rougher de Zn 5 1.2 cc 3 6
4 Scavenger de Zn 3 0.7 cc 1 3.5
5ACONDICIONAMIENTO
de Aspy -Py 3 0.5 cc 1 cc 8.5 25 5
6 Rougher Aspy- Py 5 3 cc 2 15
7 Scavenger Aspy- Py 3 1 cc 1 5
DOSIFICACION(cc) DOSIFICACION(gr/Tn)
3.2.5.3. Esquema de la prueba de flotación Experimental
MOLIENDA (5.24')
FLOT SCV BULK ( Pb - Cu)(3.0')
ACONDICIONAMIENTO Zn (5.00")
FLOTACION
SCAVENGER ZN (3.00')FLOTACION ROUGHER ZN (5.00')
CONC SCV
ACONDICIONAMIENTO Aspy -Py
FLOTACION SCAVENGER BULK (Aspy -Py) (3.00')
FLOTACION ROUGHER BULK (Aspy -Py) (5.00')
CONC. ROUGUER Zn CONC .SCAVENGER Zn CONC SCAVENGER
BULK Aspy PyCONC ROUGHER BULK
Aspy Py
RELAVE GENERAL
1
2
3
5
6 7
RELAVE BULK Pb - Cu RELAVE Zn
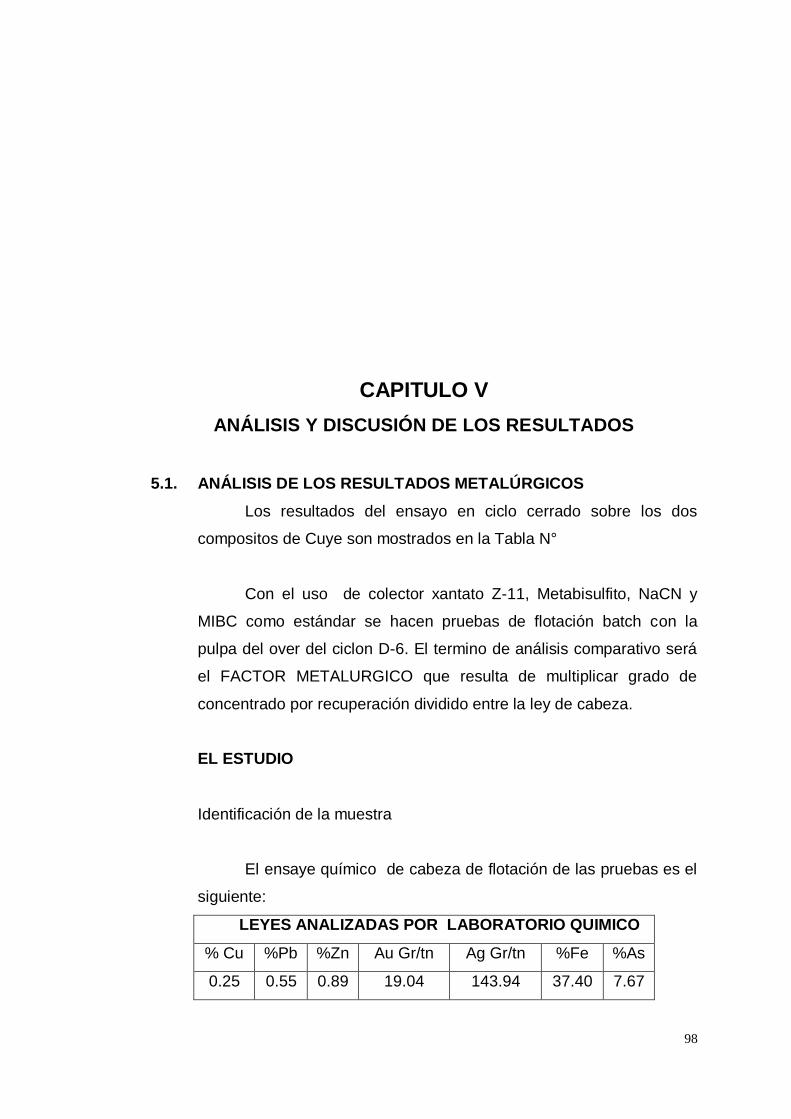
98
CAPITULO V
ANÁLISIS Y DISCUSIÓN DE LOS RESULTADOS
5.1. ANÁLISIS DE LOS RESULTADOS METALÚRGICOS
Los resultados del ensayo en ciclo cerrado sobre los dos
compositos de Cuye son mostrados en la Tabla N°
Con el uso de colector xantato Z-11, Metabisulfito, NaCN y
MIBC como estándar se hacen pruebas de flotación batch con la
pulpa del over del ciclon D-6. El termino de análisis comparativo será
el FACTOR METALURGICO que resulta de multiplicar grado de
concentrado por recuperación dividido entre la ley de cabeza.
EL ESTUDIO
Identificación de la muestra
El ensaye químico de cabeza de flotación de las pruebas es el
siguiente:
LEYES ANALIZADAS POR LABORATORIO QUIMICO
% Cu %Pb %Zn Au Gr/tn Ag Gr/tn %Fe %As
0.25 0.55 0.89 19.04 143.94 37.40 7.67
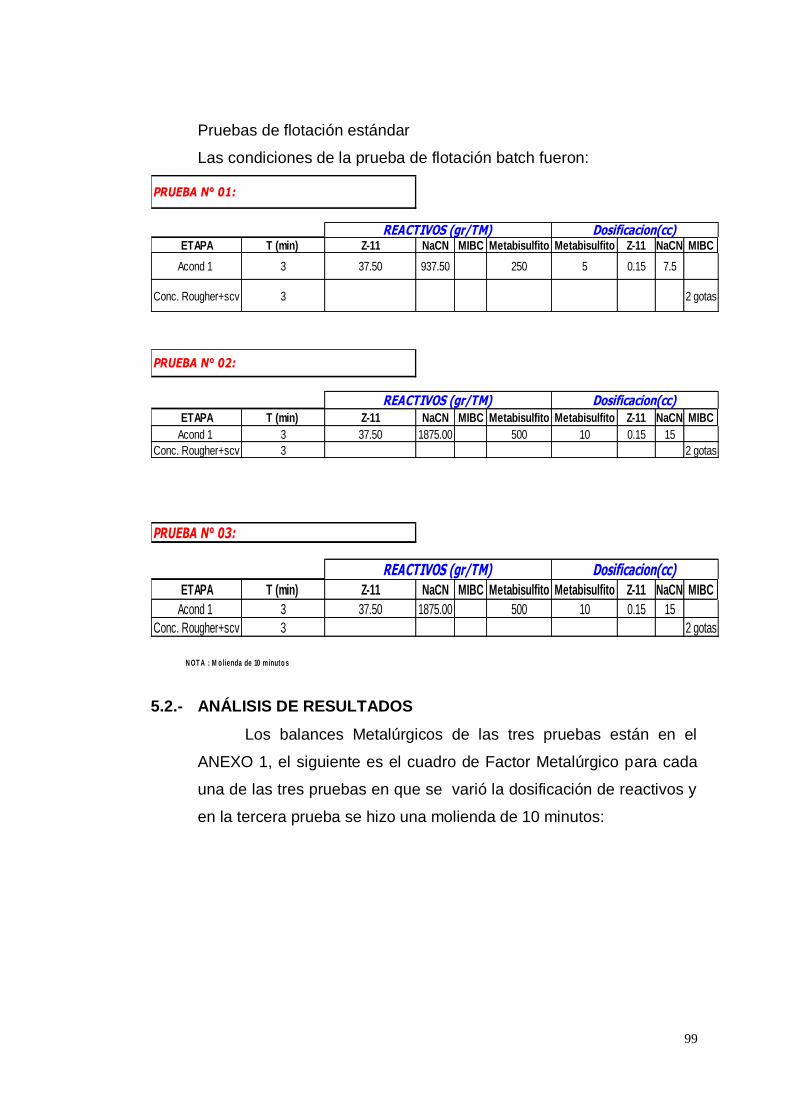
99
Pruebas de flotación estándar
Las condiciones de la prueba de flotación batch fueron:
ETAPA T (min) Z-11 NaCN MIBC Metabisulfito Metabisulfito Z-11 NaCN MIBC
Acond 1 3 37.50 937.50 250 5 0.15 7.5
Conc. Rougher+scv 3 2 gotas
PRUEBA N° 01:
REACTIVOS (gr/TM) Dosificacion(cc)
ETAPA T (min) Z-11 NaCN MIBC Metabisulfito Metabisulfito Z-11 NaCN MIBC
Acond 1 3 37.50 1875.00 500 10 0.15 15
Conc. Rougher+scv 3 2 gotas
PRUEBA N° 02:
REACTIVOS (gr/TM) Dosificacion(cc)
5.5 min, con lo cual no existe la posibilidad de que el flujo tenga un mayor
t
ETAPA T (min) Z-11 NaCN MIBC Metabisulfito Metabisulfito Z-11 NaCN MIBC
Acond 1 3 37.50 1875.00 500 10 0.15 15
Conc. Rougher+scv 3 2 gotas
N OT A : M o lienda de 10 minuto s
PRUEBA N° 03:
REACTIVOS (gr/TM) Dosificacion(cc)
este.
5.2.- ANÁLISIS DE RESULTADOS
Los balances Metalúrgicos de las tres pruebas están en el
ANEXO 1, el siguiente es el cuadro de Factor Metalúrgico para cada
una de las tres pruebas en que se varió la dosificación de reactivos y
en la tercera prueba se hizo una molienda de 10 minutos:
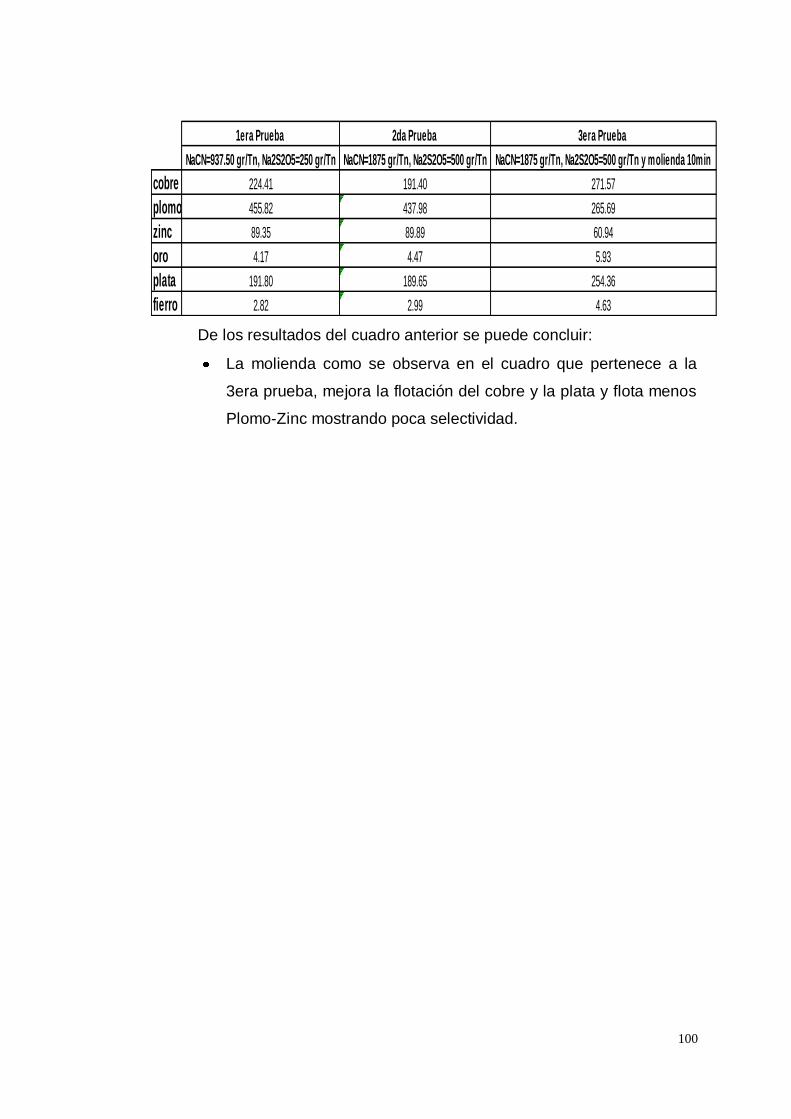
100
1era Prueba 2da Prueba 3era Prueba
NaCN=937.50 gr/Tn, Na2S2O5=250 gr/Tn NaCN=1875 gr/Tn, Na2S2O5=500 gr/Tn NaCN=1875 gr/Tn, Na2S2O5=500 gr/Tn y molienda 10min
cobre 224.41 191.40 271.57
plomo 455.82 437.98 265.69
zinc 89.35 89.89 60.94
oro 4.17 4.47 5.93
plata 191.80 189.65 254.36
fierro 2.82 2.99 4.63
De los resultados del cuadro anterior se puede concluir:
La molienda como se observa en el cuadro que pertenece a la
3era prueba, mejora la flotación del cobre y la plata y flota menos
Plomo-Zinc mostrando poca selectividad.
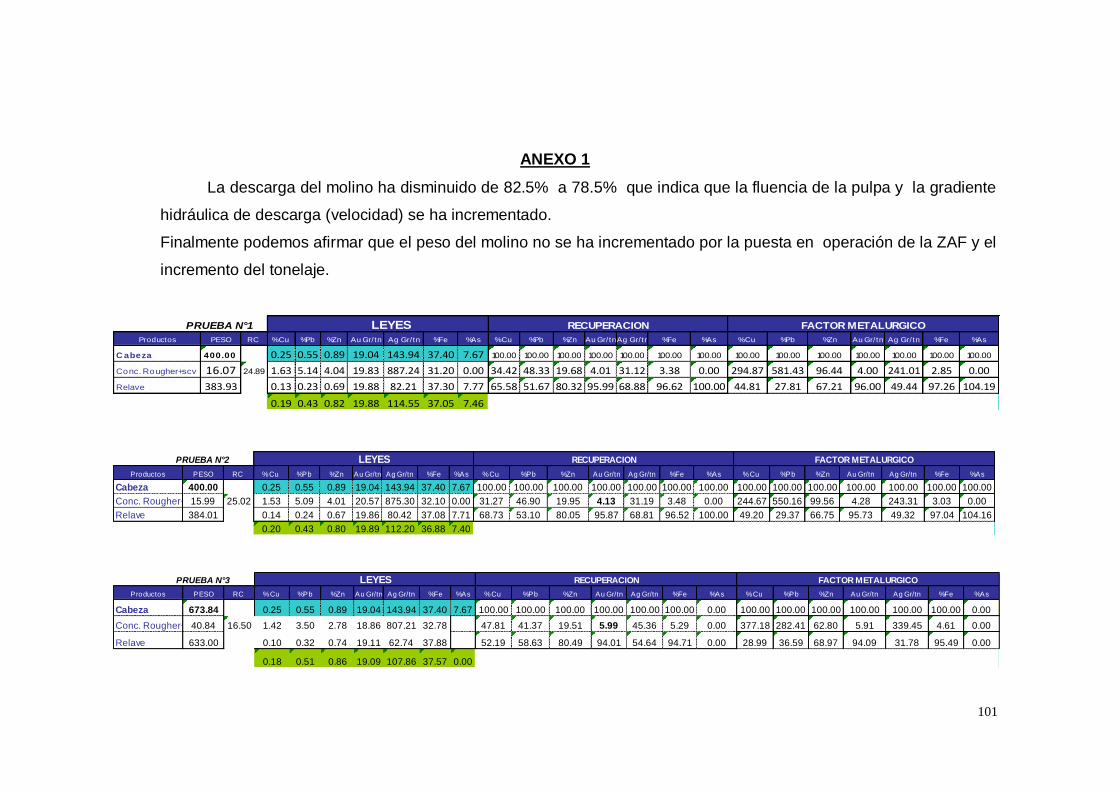
101
ANEXO 1
La descarga del molino ha disminuido de 82.5% a 78.5% que indica que la fluencia de la pulpa y la gradiente
hidráulica de descarga (velocidad) se ha incrementado.
Finalmente podemos afirmar que el peso del molino no se ha incrementado por la puesta en operación de la ZAF y el
incremento del tonelaje.
PRUEBA N°1
Productos PESO RC % Cu %Pb %Zn Au Gr/tn Ag Gr/tn %Fe %As % Cu %Pb %Zn Au Gr/tnAg Gr/tn %Fe %As % Cu %Pb %Zn Au Gr/tn Ag Gr/tn %Fe %As
C abeza 400.00 0.25 0.55 0.89 19.04 143.94 37.40 7.67 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00
Conc. Rougher+scv 16.07 24.89 1.63 5.14 4.04 19.83 887.24 31.20 0.00 34.42 48.33 19.68 4.01 31.12 3.38 0.00 294.87 581.43 96.44 4.00 241.01 2.85 0.00
Relave 383.93 0.13 0.23 0.69 19.88 82.21 37.30 7.77 65.58 51.67 80.32 95.99 68.88 96.62 100.00 44.81 27.81 67.21 96.00 49.44 97.26 104.19
0.19 0.43 0.82 19.88 114.55 37.05 7.46
LEYES RECUPERACION FACTOR METALURGICO
PRUEBA N°2
Productos PESO RC % Cu %Pb %Zn Au Gr/tn Ag Gr/tn %Fe %As % Cu %Pb %Zn Au Gr/tn Ag Gr/tn %Fe %As % Cu %Pb %Zn Au Gr/tn Ag Gr/tn %Fe %As
Cabeza 400.00 0.25 0.55 0.89 19.04 143.94 37.40 7.67 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00
Conc. Rougher+scv15.99 25.02 1.53 5.09 4.01 20.57 875.30 32.10 0.00 31.27 46.90 19.95 4.13 31.19 3.48 0.00 244.67 550.16 99.56 4.28 243.31 3.03 0.00
Relave 384.01 0.14 0.24 0.67 19.86 80.42 37.08 7.71 68.73 53.10 80.05 95.87 68.81 96.52 100.00 49.20 29.37 66.75 95.73 49.32 97.04 104.16
0.20 0.43 0.80 19.89 112.20 36.88 7.40
LEYES RECUPERACION FACTOR METALURGICO
PRUEBA N°3
Productos PESO RC % Cu %Pb %Zn Au Gr/tn Ag Gr/tn %Fe %As % Cu %Pb %Zn Au Gr/tn Ag Gr/tn %Fe %As % Cu %Pb %Zn Au Gr/tn Ag Gr/tn %Fe %As
Cabeza 673.84 0.25 0.55 0.89 19.04 143.94 37.40 7.67 100.00 100.00 100.00 100.00 100.00 100.00 0.00 100.00 100.00 100.00 100.00 100.00 100.00 0.00
Conc. Rougher+scv40.84 16.50 1.42 3.50 2.78 18.86 807.21 32.78 47.81 41.37 19.51 5.99 45.36 5.29 0.00 377.18 282.41 62.80 5.91 339.45 4.61 0.00
Relave 633.00 0.10 0.32 0.74 19.11 62.74 37.88 52.19 58.63 80.49 94.01 54.64 94.71 0.00 28.99 36.59 68.97 94.09 31.78 95.49 0.00
0.18 0.51 0.86 19.09 107.86 37.57 0.00
LEYES RECUPERACION FACTOR METALURGICO
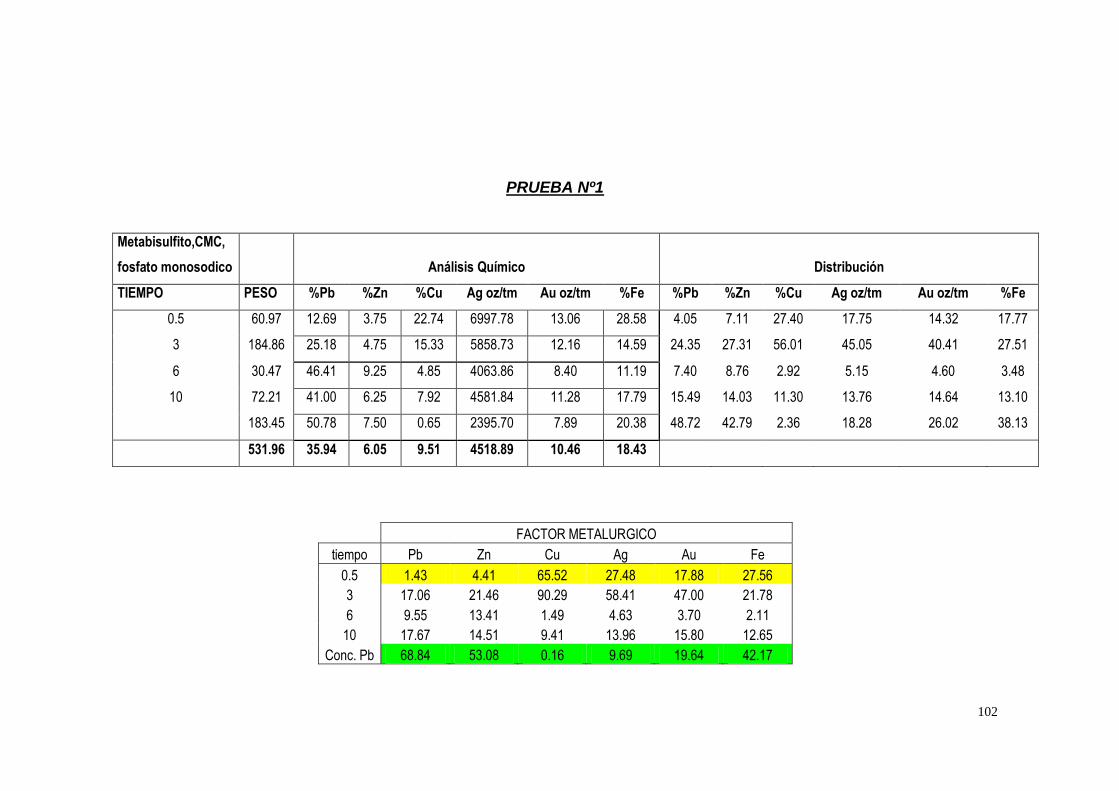
102
PRUEBA Nº1
Metabisulfito,CMC,
fosfato monosodico Análisis Químico Distribución
TIEMPO PESO %Pb %Zn %Cu Ag oz/tm Au oz/tm %Fe %Pb %Zn %Cu Ag oz/tm Au oz/tm %Fe
0.5 60.97 12.69 3.75 22.74 6997.78 13.06 28.58 4.05 7.11 27.40 17.75 14.32 17.77
3 184.86 25.18 4.75 15.33 5858.73 12.16 14.59 24.35 27.31 56.01 45.05 40.41 27.51
6 30.47 46.41 9.25 4.85 4063.86 8.40 11.19 7.40 8.76 2.92 5.15 4.60 3.48
10 72.21 41.00 6.25 7.92 4581.84 11.28 17.79 15.49 14.03 11.30 13.76 14.64 13.10
183.45 50.78 7.50 0.65 2395.70 7.89 20.38 48.72 42.79 2.36 18.28 26.02 38.13
531.96 35.94 6.05 9.51 4518.89 10.46 18.43
FACTOR METALURGICO
tiempo Pb Zn Cu Ag Au Fe
0.5 1.43 4.41 65.52 27.48 17.88 27.56
3 17.06 21.46 90.29 58.41 47.00 21.78
6 9.55 13.41 1.49 4.63 3.70 2.11
10 17.67 14.51 9.41 13.96 15.80 12.65
Conc. Pb 68.84 53.08 0.16 9.69 19.64 42.17
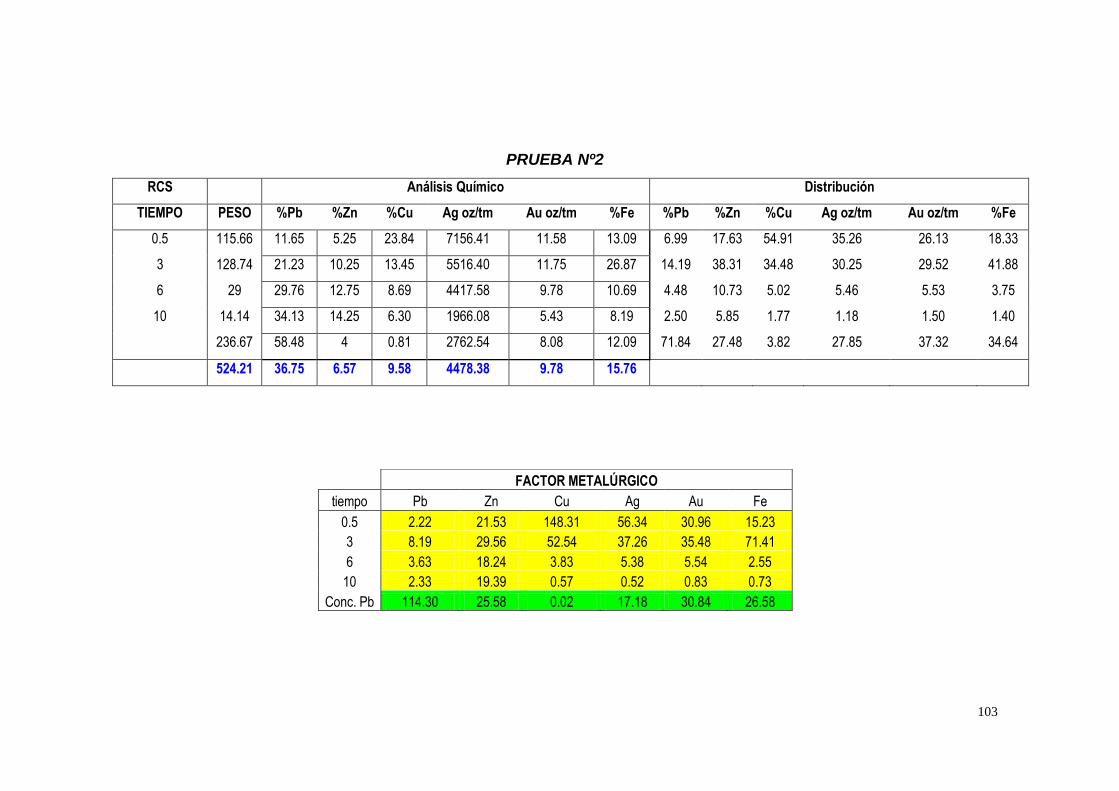
103
PRUEBA Nº2
RCS Análisis Químico Distribución
TIEMPO PESO %Pb %Zn %Cu Ag oz/tm Au oz/tm %Fe %Pb %Zn %Cu Ag oz/tm Au oz/tm %Fe
0.5 115.66 11.65 5.25 23.84 7156.41 11.58 13.09 6.99 17.63 54.91 35.26 26.13 18.33
3 128.74 21.23 10.25 13.45 5516.40 11.75 26.87 14.19 38.31 34.48 30.25 29.52 41.88
6 29 29.76 12.75 8.69 4417.58 9.78 10.69 4.48 10.73 5.02 5.46 5.53 3.75
10 14.14 34.13 14.25 6.30 1966.08 5.43 8.19 2.50 5.85 1.77 1.18 1.50 1.40
236.67 58.48 4 0.81 2762.54 8.08 12.09 71.84 27.48 3.82 27.85 37.32 34.64
524.21 36.75 6.57 9.58 4478.38 9.78 15.76
FACTOR METALÚRGICO
tiempo Pb Zn Cu Ag Au Fe
0.5 2.22 21.53 148.31 56.34 30.96 15.23
3 8.19 29.56 52.54 37.26 35.48 71.41
6 3.63 18.24 3.83 5.38 5.54 2.55
10 2.33 19.39 0.57 0.52 0.83 0.73
Conc. Pb 114.30 25.58 0.02 17.18 30.84 26.58
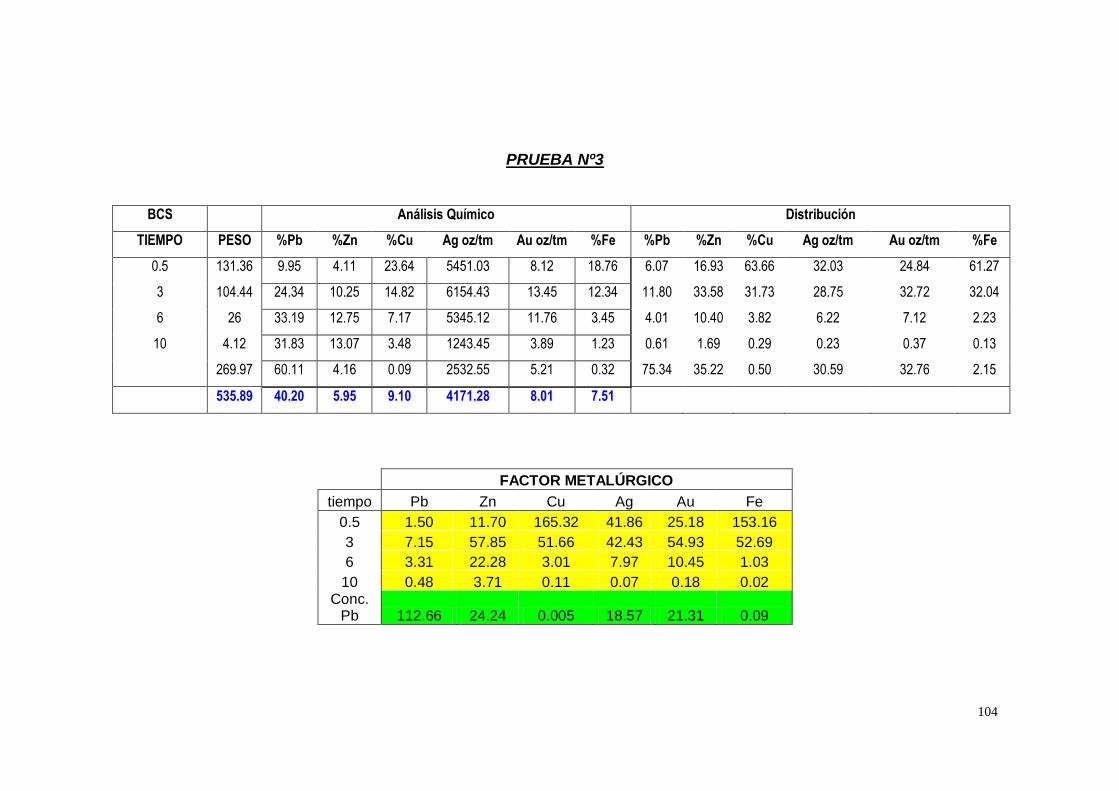
104
PRUEBA Nº3
BCS Análisis Químico Distribución
TIEMPO PESO %Pb %Zn %Cu Ag oz/tm Au oz/tm %Fe %Pb %Zn %Cu Ag oz/tm Au oz/tm %Fe
0.5 131.36 9.95 4.11 23.64 5451.03 8.12 18.76 6.07 16.93 63.66 32.03 24.84 61.27
3 104.44 24.34 10.25 14.82 6154.43 13.45 12.34 11.80 33.58 31.73 28.75 32.72 32.04
6 26 33.19 12.75 7.17 5345.12 11.76 3.45 4.01 10.40 3.82 6.22 7.12 2.23
10 4.12 31.83 13.07 3.48 1243.45 3.89 1.23 0.61 1.69 0.29 0.23 0.37 0.13
269.97 60.11 4.16 0.09 2532.55 5.21 0.32 75.34 35.22 0.50 30.59 32.76 2.15
535.89 40.20 5.95 9.10 4171.28 8.01 7.51
FACTOR METALÚRGICO
tiempo Pb Zn Cu Ag Au Fe
0.5 1.50 11.70 165.32 41.86 25.18 153.16
3 7.15 57.85 51.66 42.43 54.93 52.69
6 3.31 22.28 3.01 7.97 10.45 1.03
10 0.48 3.71 0.11 0.07 0.18 0.02 Conc.
Pb 112.66 24.24 0.005 18.57 21.31 0.09
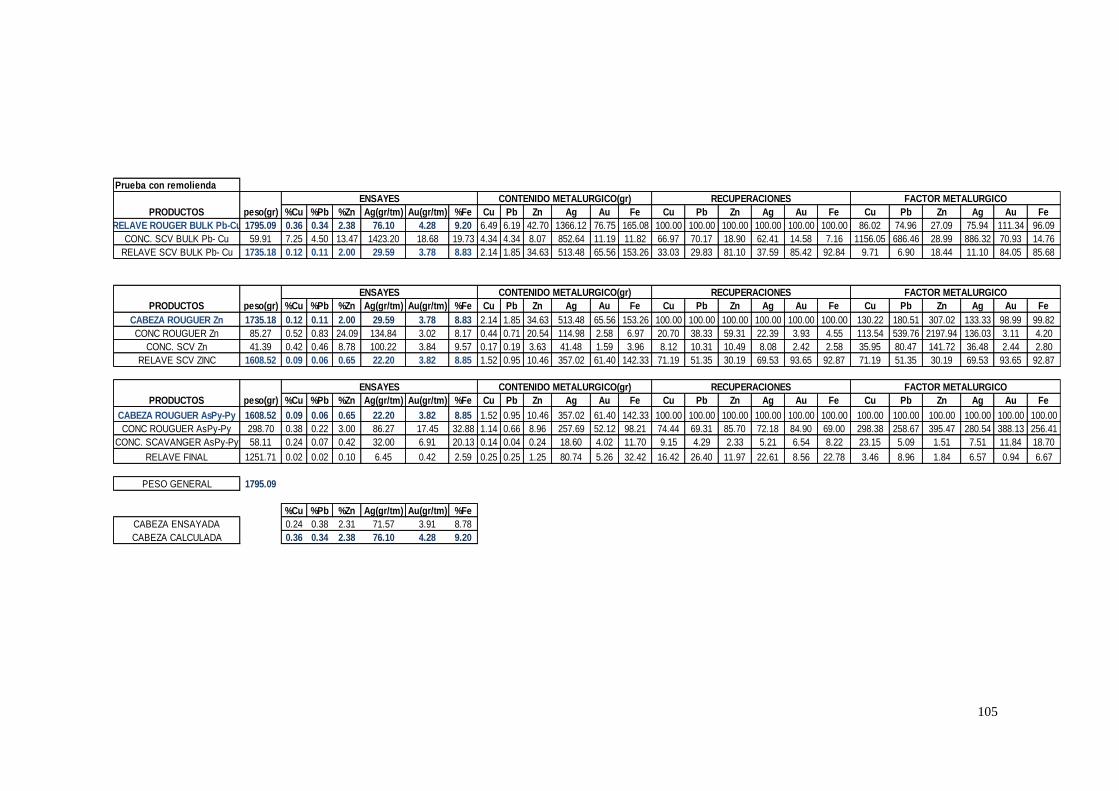
105
Prueba con remolienda
%Cu %Pb %Zn Ag(gr/tm) Au(gr/tm) %Fe Cu Pb Zn Ag Au Fe Cu Pb Zn Ag Au Fe Cu Pb Zn Ag Au Fe
RELAVE ROUGER BULK Pb-Cu 1795.09 0.36 0.34 2.38 76.10 4.28 9.20 6.49 6.19 42.70 1366.12 76.75 165.08 100.00 100.00 100.00 100.00 100.00 100.00 86.02 74.96 27.09 75.94 111.34 96.09
CONC. SCV BULK Pb- Cu 59.91 7.25 4.50 13.47 1423.20 18.68 19.73 4.34 4.34 8.07 852.64 11.19 11.82 66.97 70.17 18.90 62.41 14.58 7.16 1156.05 686.46 28.99 886.32 70.93 14.76
RELAVE SCV BULK Pb- Cu 1735.18 0.12 0.11 2.00 29.59 3.78 8.83 2.14 1.85 34.63 513.48 65.56 153.26 33.03 29.83 81.10 37.59 85.42 92.84 9.71 6.90 18.44 11.10 84.05 85.68
%Cu %Pb %Zn Ag(gr/tm) Au(gr/tm) %Fe Cu Pb Zn Ag Au Fe Cu Pb Zn Ag Au Fe Cu Pb Zn Ag Au Fe
CABEZA ROUGUER Zn 1735.18 0.12 0.11 2.00 29.59 3.78 8.83 2.14 1.85 34.63 513.48 65.56 153.26 100.00 100.00 100.00 100.00 100.00 100.00 130.22 180.51 307.02 133.33 98.99 99.82
CONC ROUGUER Zn 85.27 0.52 0.83 24.09 134.84 3.02 8.17 0.44 0.71 20.54 114.98 2.58 6.97 20.70 38.33 59.31 22.39 3.93 4.55 113.54 539.76 2197.94 136.03 3.11 4.20
CONC. SCV Zn 41.39 0.42 0.46 8.78 100.22 3.84 9.57 0.17 0.19 3.63 41.48 1.59 3.96 8.12 10.31 10.49 8.08 2.42 2.58 35.95 80.47 141.72 36.48 2.44 2.80
RELAVE SCV ZINC 1608.52 0.09 0.06 0.65 22.20 3.82 8.85 1.52 0.95 10.46 357.02 61.40 142.33 71.19 51.35 30.19 69.53 93.65 92.87 71.19 51.35 30.19 69.53 93.65 92.87
%Cu %Pb %Zn Ag(gr/tm) Au(gr/tm) %Fe Cu Pb Zn Ag Au Fe Cu Pb Zn Ag Au Fe Cu Pb Zn Ag Au Fe
CABEZA ROUGUER AsPy-Py 1608.52 0.09 0.06 0.65 22.20 3.82 8.85 1.52 0.95 10.46 357.02 61.40 142.33 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00
CONC ROUGUER AsPy-Py 298.70 0.38 0.22 3.00 86.27 17.45 32.88 1.14 0.66 8.96 257.69 52.12 98.21 74.44 69.31 85.70 72.18 84.90 69.00 298.38 258.67 395.47 280.54 388.13 256.41
CONC. SCAVANGER AsPy-Py 58.11 0.24 0.07 0.42 32.00 6.91 20.13 0.14 0.04 0.24 18.60 4.02 11.70 9.15 4.29 2.33 5.21 6.54 8.22 23.15 5.09 1.51 7.51 11.84 18.70
RELAVE FINAL 1251.71 0.02 0.02 0.10 6.45 0.42 2.59 0.25 0.25 1.25 80.74 5.26 32.42 16.42 26.40 11.97 22.61 8.56 22.78 3.46 8.96 1.84 6.57 0.94 6.67
PESO GENERAL 1795.09
%Cu %Pb %Zn Ag(gr/tm) Au(gr/tm) %Fe
CABEZA ENSAYADA 0.24 0.38 2.31 71.57 3.91 8.78
CABEZA CALCULADA 0.36 0.34 2.38 76.10 4.28 9.20
FACTOR METALURGICO
PRODUCTOS peso(gr)
ENSAYES CONTENIDO METALURGICO(gr) RECUPERACIONES FACTOR METALURGICO
PRODUCTOS peso(gr)
ENSAYES CONTENIDO METALURGICO(gr) RECUPERACIONES
FACTOR METALURGICO
PRODUCTOS peso(gr)
ENSAYES CONTENIDO METALURGICO(gr) RECUPERACIONES
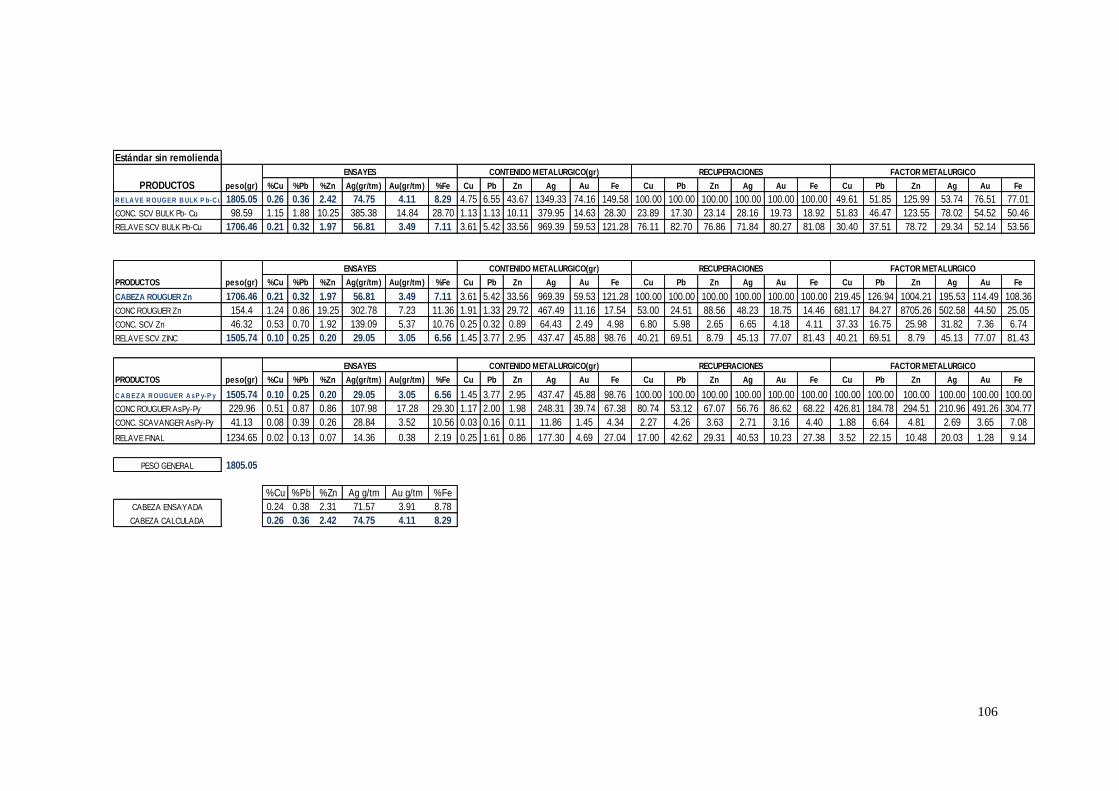
106
Estándar sin remolienda
%Cu %Pb %Zn Ag(gr/tm) Au(gr/tm) %Fe Cu Pb Zn Ag Au Fe Cu Pb Zn Ag Au Fe Cu Pb Zn Ag Au Fe
R ELA VE R OUGER B ULK P b-C u 1805.05 0.26 0.36 2.42 74.75 4.11 8.29 4.75 6.55 43.67 1349.33 74.16 149.58 100.00 100.00 100.00 100.00 100.00 100.00 49.61 51.85 125.99 53.74 76.51 77.01
CONC. SCV BULK Pb- Cu 98.59 1.15 1.88 10.25 385.38 14.84 28.70 1.13 1.13 10.11 379.95 14.63 28.30 23.89 17.30 23.14 28.16 19.73 18.92 51.83 46.47 123.55 78.02 54.52 50.46
RELAVE SCV BULK Pb-Cu 1706.46 0.21 0.32 1.97 56.81 3.49 7.11 3.61 5.42 33.56 969.39 59.53 121.28 76.11 82.70 76.86 71.84 80.27 81.08 30.40 37.51 78.72 29.34 52.14 53.56
%Cu %Pb %Zn Ag(gr/tm) Au(gr/tm) %Fe Cu Pb Zn Ag Au Fe Cu Pb Zn Ag Au Fe Cu Pb Zn Ag Au Fe
CABEZA ROUGUER Zn 1706.46 0.21 0.32 1.97 56.81 3.49 7.11 3.61 5.42 33.56 969.39 59.53 121.28 100.00 100.00 100.00 100.00 100.00 100.00 219.45 126.94 1004.21 195.53 114.49 108.36
CONC ROUGUER Zn 154.4 1.24 0.86 19.25 302.78 7.23 11.36 1.91 1.33 29.72 467.49 11.16 17.54 53.00 24.51 88.56 48.23 18.75 14.46 681.17 84.27 8705.26 502.58 44.50 25.05
CONC. SCV Zn 46.32 0.53 0.70 1.92 139.09 5.37 10.76 0.25 0.32 0.89 64.43 2.49 4.98 6.80 5.98 2.65 6.65 4.18 4.11 37.33 16.75 25.98 31.82 7.36 6.74
RELAVE SCV ZINC 1505.74 0.10 0.25 0.20 29.05 3.05 6.56 1.45 3.77 2.95 437.47 45.88 98.76 40.21 69.51 8.79 45.13 77.07 81.43 40.21 69.51 8.79 45.13 77.07 81.43
%Cu %Pb %Zn Ag(gr/tm) Au(gr/tm) %Fe Cu Pb Zn Ag Au Fe Cu Pb Zn Ag Au Fe Cu Pb Zn Ag Au Fe
C A B EZ A R OUGUER A sP y-P y 1505.74 0.10 0.25 0.20 29.05 3.05 6.56 1.45 3.77 2.95 437.47 45.88 98.76 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00
CONC ROUGUER AsPy-Py 229.96 0.51 0.87 0.86 107.98 17.28 29.30 1.17 2.00 1.98 248.31 39.74 67.38 80.74 53.12 67.07 56.76 86.62 68.22 426.81 184.78 294.51 210.96 491.26 304.77
CONC. SCAVANGER AsPy-Py 41.13 0.08 0.39 0.26 28.84 3.52 10.56 0.03 0.16 0.11 11.86 1.45 4.34 2.27 4.26 3.63 2.71 3.16 4.40 1.88 6.64 4.81 2.69 3.65 7.08
RELAVE FINAL 1234.65 0.02 0.13 0.07 14.36 0.38 2.19 0.25 1.61 0.86 177.30 4.69 27.04 17.00 42.62 29.31 40.53 10.23 27.38 3.52 22.15 10.48 20.03 1.28 9.14
PESO GENERAL 1805.05
%Cu %Pb %Zn Ag g/tm Au g/tm %Fe
CABEZA ENSAYADA 0.24 0.38 2.31 71.57 3.91 8.78
CABEZA CALCULADA 0.26 0.36 2.42 74.75 4.11 8.29
FACTOR METALURGICO
PRODUCTOS peso(gr)
ENSAYES CONTENIDO METALURGICO(gr) RECUPERACIONES FACTOR METALURGICO
PRODUCTOS peso(gr)
ENSAYES CONTENIDO METALURGICO(gr) RECUPERACIONES
FACTOR METALURGICO
PRODUCTOS peso(gr)
ENSAYES CONTENIDO METALURGICO(gr) RECUPERACIONES
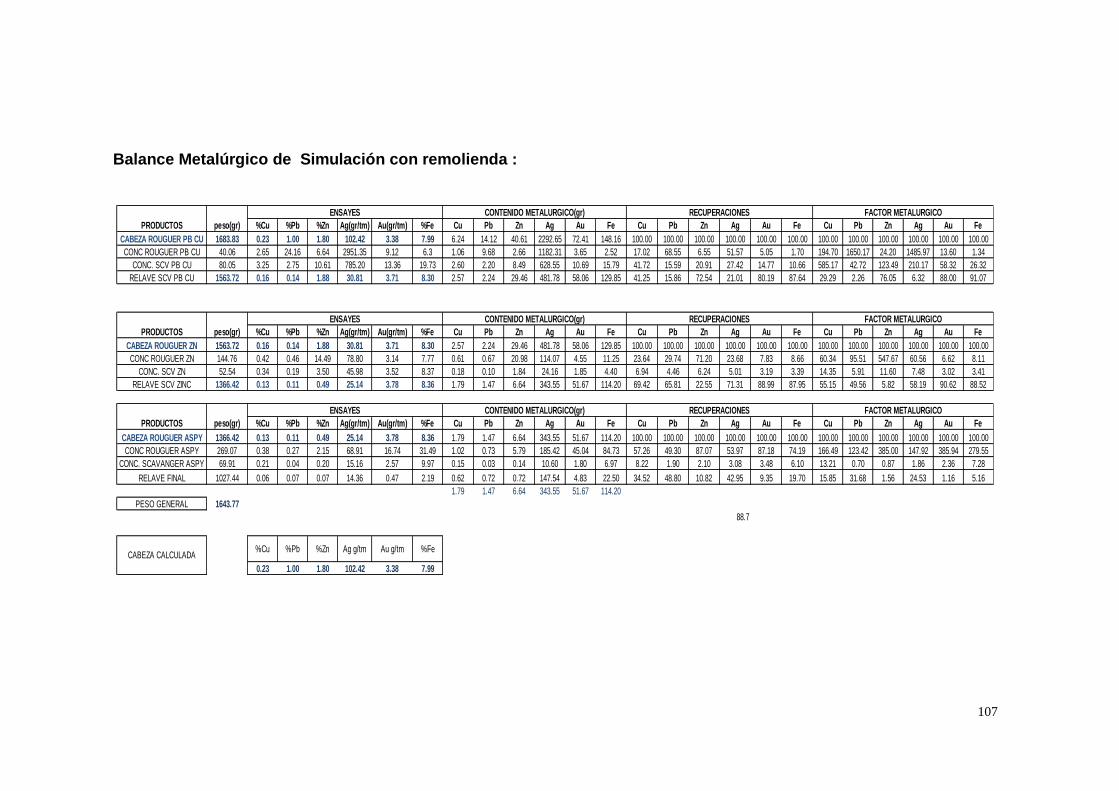
107
Balance Metalúrgico de Simulación con remolienda :
%Cu %Pb %Zn Ag(gr/tm) Au(gr/tm) %Fe Cu Pb Zn Ag Au Fe Cu Pb Zn Ag Au Fe Cu Pb Zn Ag Au Fe
CABEZA ROUGUER PB CU 1683.83 0.23 1.00 1.80 102.42 3.38 7.99 6.24 14.12 40.61 2292.65 72.41 148.16 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00
CONC ROUGUER PB CU 40.06 2.65 24.16 6.64 2951.35 9.12 6.3 1.06 9.68 2.66 1182.31 3.65 2.52 17.02 68.55 6.55 51.57 5.05 1.70 194.70 1650.17 24.20 1485.97 13.60 1.34
CONC. SCV PB CU 80.05 3.25 2.75 10.61 785.20 13.36 19.73 2.60 2.20 8.49 628.55 10.69 15.79 41.72 15.59 20.91 27.42 14.77 10.66 585.17 42.72 123.49 210.17 58.32 26.32
RELAVE SCV PB CU 1563.72 0.16 0.14 1.88 30.81 3.71 8.30 2.57 2.24 29.46 481.78 58.06 129.85 41.25 15.86 72.54 21.01 80.19 87.64 29.29 2.26 76.05 6.32 88.00 91.07
%Cu %Pb %Zn Ag(gr/tm) Au(gr/tm) %Fe Cu Pb Zn Ag Au Fe Cu Pb Zn Ag Au Fe Cu Pb Zn Ag Au Fe
CABEZA ROUGUER ZN 1563.72 0.16 0.14 1.88 30.81 3.71 8.30 2.57 2.24 29.46 481.78 58.06 129.85 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00
CONC ROUGUER ZN 144.76 0.42 0.46 14.49 78.80 3.14 7.77 0.61 0.67 20.98 114.07 4.55 11.25 23.64 29.74 71.20 23.68 7.83 8.66 60.34 95.51 547.67 60.56 6.62 8.11
CONC. SCV ZN 52.54 0.34 0.19 3.50 45.98 3.52 8.37 0.18 0.10 1.84 24.16 1.85 4.40 6.94 4.46 6.24 5.01 3.19 3.39 14.35 5.91 11.60 7.48 3.02 3.41
RELAVE SCV ZINC 1366.42 0.13 0.11 0.49 25.14 3.78 8.36 1.79 1.47 6.64 343.55 51.67 114.20 69.42 65.81 22.55 71.31 88.99 87.95 55.15 49.56 5.82 58.19 90.62 88.52
%Cu %Pb %Zn Ag(gr/tm) Au(gr/tm) %Fe Cu Pb Zn Ag Au Fe Cu Pb Zn Ag Au Fe Cu Pb Zn Ag Au Fe
CABEZA ROUGUER ASPY 1366.42 0.13 0.11 0.49 25.14 3.78 8.36 1.79 1.47 6.64 343.55 51.67 114.20 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00
CONC ROUGUER ASPY 269.07 0.38 0.27 2.15 68.91 16.74 31.49 1.02 0.73 5.79 185.42 45.04 84.73 57.26 49.30 87.07 53.97 87.18 74.19 166.49 123.42 385.00 147.92 385.94 279.55
CONC. SCAVANGER ASPY 69.91 0.21 0.04 0.20 15.16 2.57 9.97 0.15 0.03 0.14 10.60 1.80 6.97 8.22 1.90 2.10 3.08 3.48 6.10 13.21 0.70 0.87 1.86 2.36 7.28
RELAVE FINAL 1027.44 0.06 0.07 0.07 14.36 0.47 2.19 0.62 0.72 0.72 147.54 4.83 22.50 34.52 48.80 10.82 42.95 9.35 19.70 15.85 31.68 1.56 24.53 1.16 5.16
1.79 1.47 6.64 343.55 51.67 114.20
PESO GENERAL 1643.77
88.7
0.23 1.00 1.80 102.42 3.38 7.99
ENSAYES CONTENIDO METALURGICO(gr) RECUPERACIONES FACTOR METALURGICO
PRODUCTOS peso(gr)
ENSAYES CONTENIDO METALURGICO(gr) RECUPERACIONES
FACTOR METALURGICO
CABEZA CALCULADA%Cu %Pb %Zn Ag g/tm Au g/tm %Fe
PRODUCTOS peso(gr)
ENSAYES CONTENIDO METALURGICO(gr) RECUPERACIONES
FACTOR METALURGICO
PRODUCTOS peso(gr)
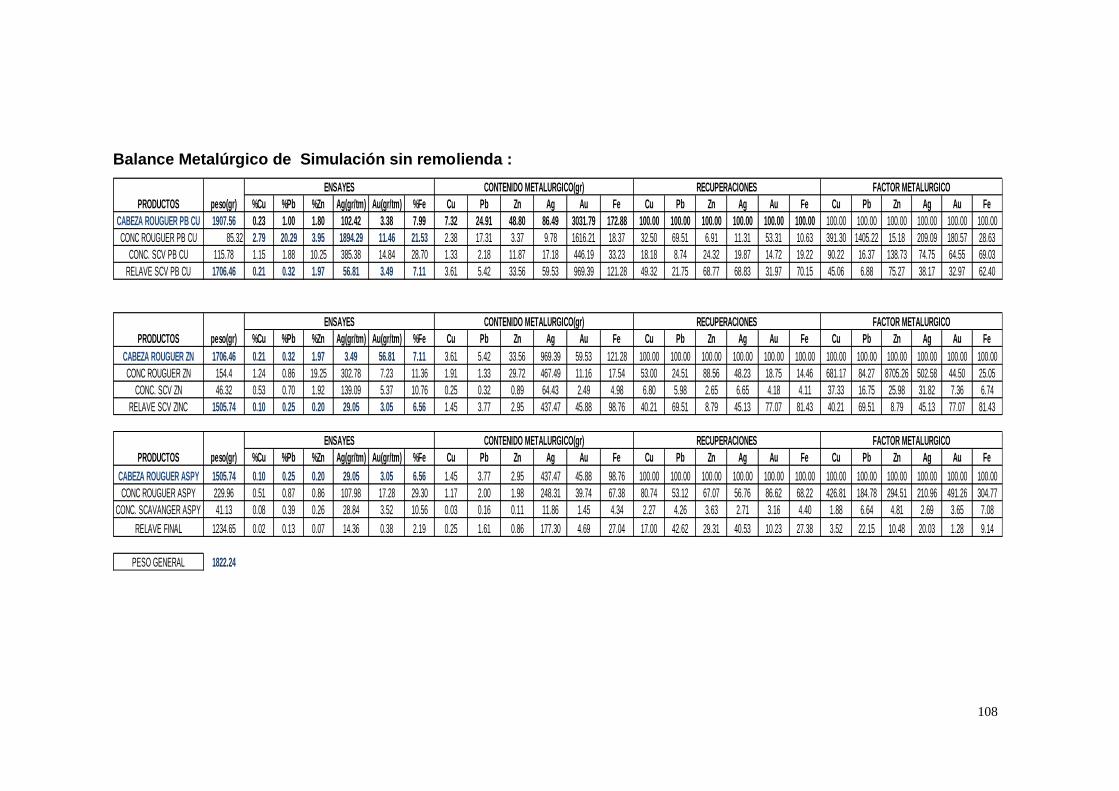
108
Balance Metalúrgico de Simulación sin remolienda :
%Cu %Pb %Zn Ag(gr/tm) Au(gr/tm) %Fe Cu Pb Zn Ag Au Fe Cu Pb Zn Ag Au Fe Cu Pb Zn Ag Au Fe
CABEZA ROUGUER PB CU 1907.56 0.23 1.00 1.80 102.42 3.38 7.99 7.32 24.91 48.80 86.49 3031.79 172.88 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00
CONC ROUGUER PB CU 85.32 2.79 20.29 3.95 1894.29 11.46 21.53 2.38 17.31 3.37 9.78 1616.21 18.37 32.50 69.51 6.91 11.31 53.31 10.63 391.30 1405.22 15.18 209.09 180.57 28.63
CONC. SCV PB CU 115.78 1.15 1.88 10.25 385.38 14.84 28.70 1.33 2.18 11.87 17.18 446.19 33.23 18.18 8.74 24.32 19.87 14.72 19.22 90.22 16.37 138.73 74.75 64.55 69.03
RELAVE SCV PB CU 1706.46 0.21 0.32 1.97 56.81 3.49 7.11 3.61 5.42 33.56 59.53 969.39 121.28 49.32 21.75 68.77 68.83 31.97 70.15 45.06 6.88 75.27 38.17 32.97 62.40
%Cu %Pb %Zn Ag(gr/tm) Au(gr/tm) %Fe Cu Pb Zn Ag Au Fe Cu Pb Zn Ag Au Fe Cu Pb Zn Ag Au Fe
CABEZA ROUGUER ZN 1706.46 0.21 0.32 1.97 3.49 56.81 7.11 3.61 5.42 33.56 969.39 59.53 121.28 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00
CONC ROUGUER ZN 154.4 1.24 0.86 19.25 302.78 7.23 11.36 1.91 1.33 29.72 467.49 11.16 17.54 53.00 24.51 88.56 48.23 18.75 14.46 681.17 84.27 8705.26 502.58 44.50 25.05
CONC. SCV ZN 46.32 0.53 0.70 1.92 139.09 5.37 10.76 0.25 0.32 0.89 64.43 2.49 4.98 6.80 5.98 2.65 6.65 4.18 4.11 37.33 16.75 25.98 31.82 7.36 6.74
RELAVE SCV ZINC 1505.74 0.10 0.25 0.20 29.05 3.05 6.56 1.45 3.77 2.95 437.47 45.88 98.76 40.21 69.51 8.79 45.13 77.07 81.43 40.21 69.51 8.79 45.13 77.07 81.43
%Cu %Pb %Zn Ag(gr/tm) Au(gr/tm) %Fe Cu Pb Zn Ag Au Fe Cu Pb Zn Ag Au Fe Cu Pb Zn Ag Au Fe
CABEZA ROUGUER ASPY 1505.74 0.10 0.25 0.20 29.05 3.05 6.56 1.45 3.77 2.95 437.47 45.88 98.76 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00
CONC ROUGUER ASPY 229.96 0.51 0.87 0.86 107.98 17.28 29.30 1.17 2.00 1.98 248.31 39.74 67.38 80.74 53.12 67.07 56.76 86.62 68.22 426.81 184.78 294.51 210.96 491.26 304.77
CONC. SCAVANGER ASPY 41.13 0.08 0.39 0.26 28.84 3.52 10.56 0.03 0.16 0.11 11.86 1.45 4.34 2.27 4.26 3.63 2.71 3.16 4.40 1.88 6.64 4.81 2.69 3.65 7.08
RELAVE FINAL 1234.65 0.02 0.13 0.07 14.36 0.38 2.19 0.25 1.61 0.86 177.30 4.69 27.04 17.00 42.62 29.31 40.53 10.23 27.38 3.52 22.15 10.48 20.03 1.28 9.14
PESO GENERAL 1822.24
PRODUCTOS peso(gr)
ENSAYES CONTENIDO METALURGICO(gr) RECUPERACIONES FACTOR METALURGICO
PRODUCTOS peso(gr)
ENSAYES CONTENIDO METALURGICO(gr) RECUPERACIONES FACTOR METALURGICO
PRODUCTOS peso(gr)
ENSAYES CONTENIDO METALURGICO(gr) RECUPERACIONES FACTOR METALURGICO
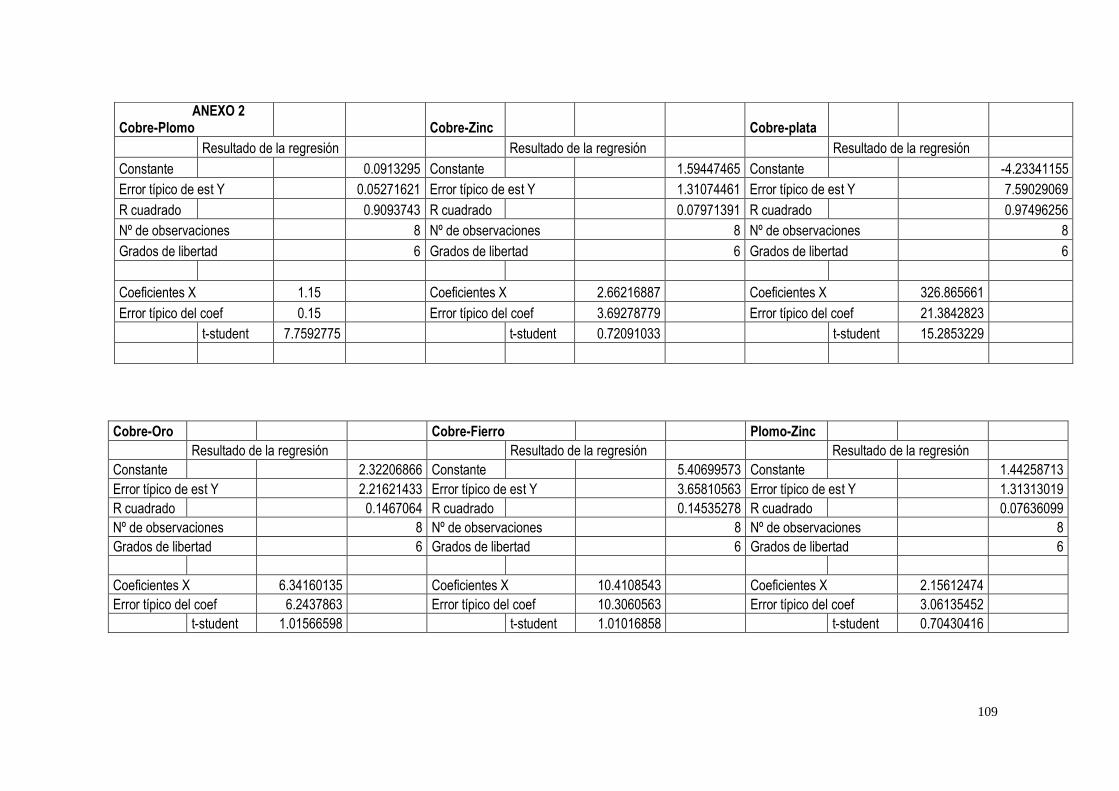
109
ANEXO 2 Cobre-Plomo
Cobre-Zinc
Cobre-plata
Resultado de la regresión
Resultado de la regresión
Resultado de la regresión
Constante
0.0913295 Constante
1.59447465 Constante
-4.23341155
Error típico de est Y
0.05271621 Error típico de est Y
1.31074461 Error típico de est Y
7.59029069
R cuadrado
0.9093743 R cuadrado
0.07971391 R cuadrado
0.97496256
Nº de observaciones
8 Nº de observaciones
8 Nº de observaciones
8
Grados de libertad
6 Grados de libertad
6 Grados de libertad
6
Coeficientes X 1.15
Coeficientes X 2.66216887
Coeficientes X 326.865661 Error típico del coef 0.15
Error típico del coef 3.69278779
Error típico del coef 21.3842823
t-student 7.7592775
t-student 0.72091033
t-student 15.2853229
Cobre-Oro
Cobre-Fierro
Plomo-Zinc
Resultado de la regresión
Resultado de la regresión
Resultado de la regresión
Constante
2.32206866 Constante
5.40699573 Constante
1.44258713
Error típico de est Y
2.21621433 Error típico de est Y
3.65810563 Error típico de est Y
1.31313019
R cuadrado
0.1467064 R cuadrado
0.14535278 R cuadrado
0.07636099
Nº de observaciones
8 Nº de observaciones
8 Nº de observaciones
8
Grados de libertad
6 Grados de libertad
6 Grados de libertad
6
Coeficientes X 6.34160135
Coeficientes X 10.4108543
Coeficientes X 2.15612474 Error típico del coef 6.2437863
Error típico del coef 10.3060563
Error típico del coef 3.06135452
t-student 1.01566598
t-student 1.01016858
t-student 0.70430416
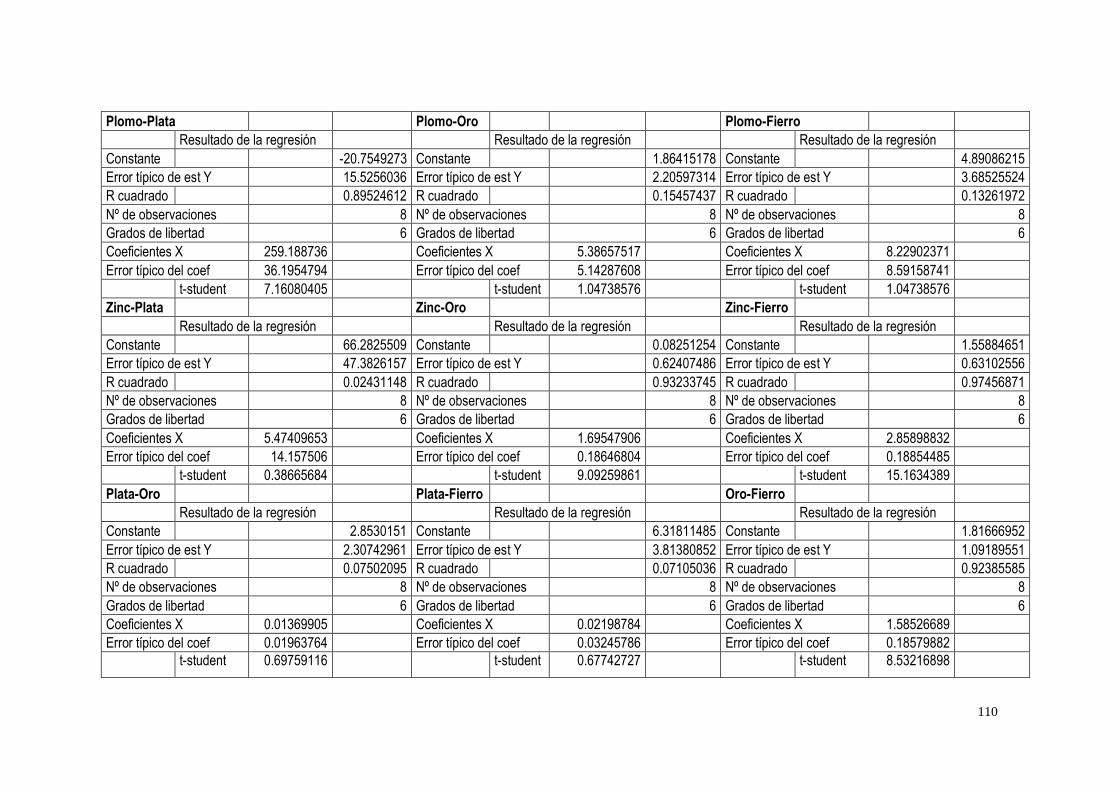
110
Plomo-Plata
Plomo-Oro
Plomo-Fierro
Resultado de la regresión
Resultado de la regresión
Resultado de la regresión
Constante
-20.7549273 Constante
1.86415178 Constante
4.89086215
Error típico de est Y
15.5256036 Error típico de est Y
2.20597314 Error típico de est Y
3.68525524
R cuadrado
0.89524612 R cuadrado
0.15457437 R cuadrado
0.13261972
Nº de observaciones
8 Nº de observaciones
8 Nº de observaciones
8
Grados de libertad
6 Grados de libertad
6 Grados de libertad
6
Coeficientes X 259.188736
Coeficientes X 5.38657517
Coeficientes X 8.22902371 Error típico del coef 36.1954794
Error típico del coef 5.14287608
Error típico del coef 8.59158741
t-student 7.16080405
t-student 1.04738576
t-student 1.04738576
Zinc-Plata
Zinc-Oro
Zinc-Fierro
Resultado de la regresión
Resultado de la regresión
Resultado de la regresión
Constante
66.2825509 Constante
0.08251254 Constante
1.55884651
Error típico de est Y
47.3826157 Error típico de est Y
0.62407486 Error típico de est Y
0.63102556
R cuadrado
0.02431148 R cuadrado
0.93233745 R cuadrado
0.97456871
Nº de observaciones
8 Nº de observaciones
8 Nº de observaciones
8
Grados de libertad
6 Grados de libertad
6 Grados de libertad
6
Coeficientes X 5.47409653
Coeficientes X 1.69547906
Coeficientes X 2.85898832 Error típico del coef 14.157506
Error típico del coef 0.18646804
Error típico del coef 0.18854485
t-student 0.38665684
t-student 9.09259861
t-student 15.1634389
Plata-Oro
Plata-Fierro
Oro-Fierro
Resultado de la regresión
Resultado de la regresión
Resultado de la regresión
Constante
2.8530151 Constante
6.31811485 Constante
1.81666952
Error típico de est Y
2.30742961 Error típico de est Y
3.81380852 Error típico de est Y
1.09189551
R cuadrado
0.07502095 R cuadrado
0.07105036 R cuadrado
0.92385585
Nº de observaciones
8 Nº de observaciones
8 Nº de observaciones
8
Grados de libertad
6 Grados de libertad
6 Grados de libertad
6
Coeficientes X 0.01369905
Coeficientes X 0.02198784
Coeficientes X 1.58526689 Error típico del coef 0.01963764
Error típico del coef 0.03245786
Error típico del coef 0.18579882
t-student 0.69759116
t-student 0.67742727
t-student 8.53216898
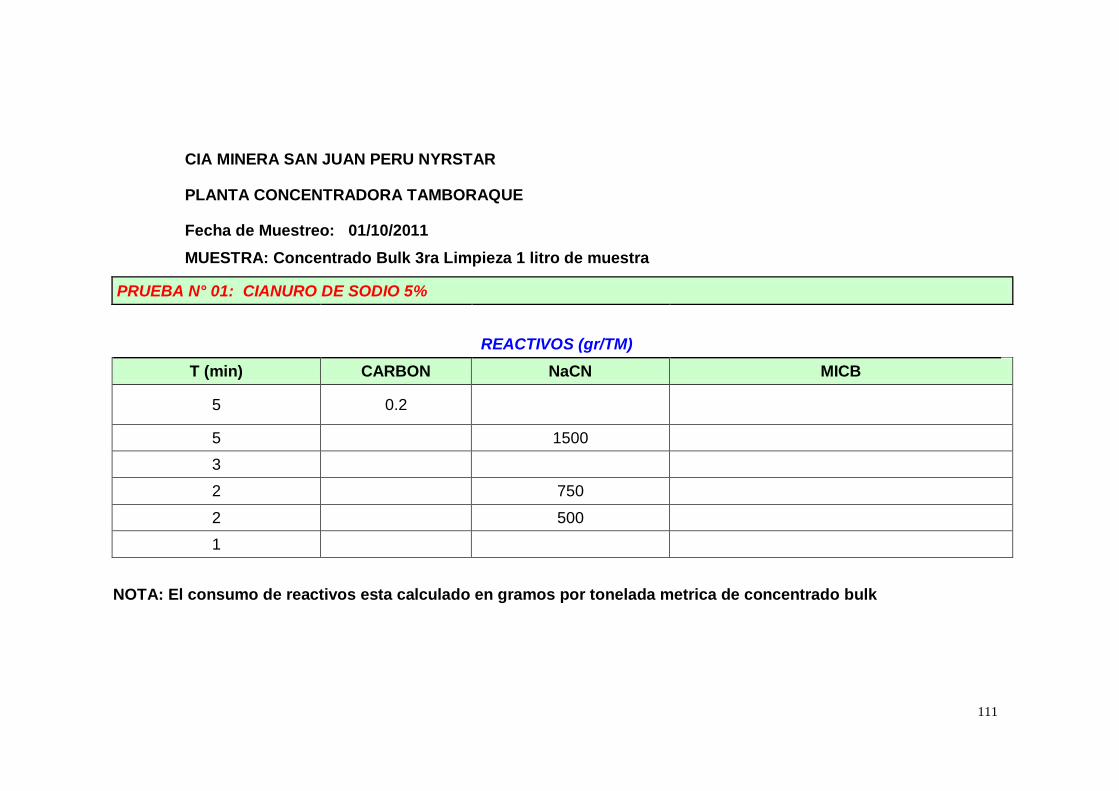
111
CIA MINERA SAN JUAN PERU NYRSTAR
PLANTA CONCENTRADORA TAMBORAQUE
Fecha de Muestreo: 01/10/2011
MUESTRA: Concentrado Bulk 3ra Limpieza 1 litro de muestra
PRUEBA N° 01: CIANURO DE SODIO 5%
REACTIVOS (gr/TM)
T (min) CARBON NaCN MICB
5 0.2
5 1500
3
2 750
2 500
1
NOTA: El consumo de reactivos esta calculado en gramos por tonelada metrica de concentrado bulk
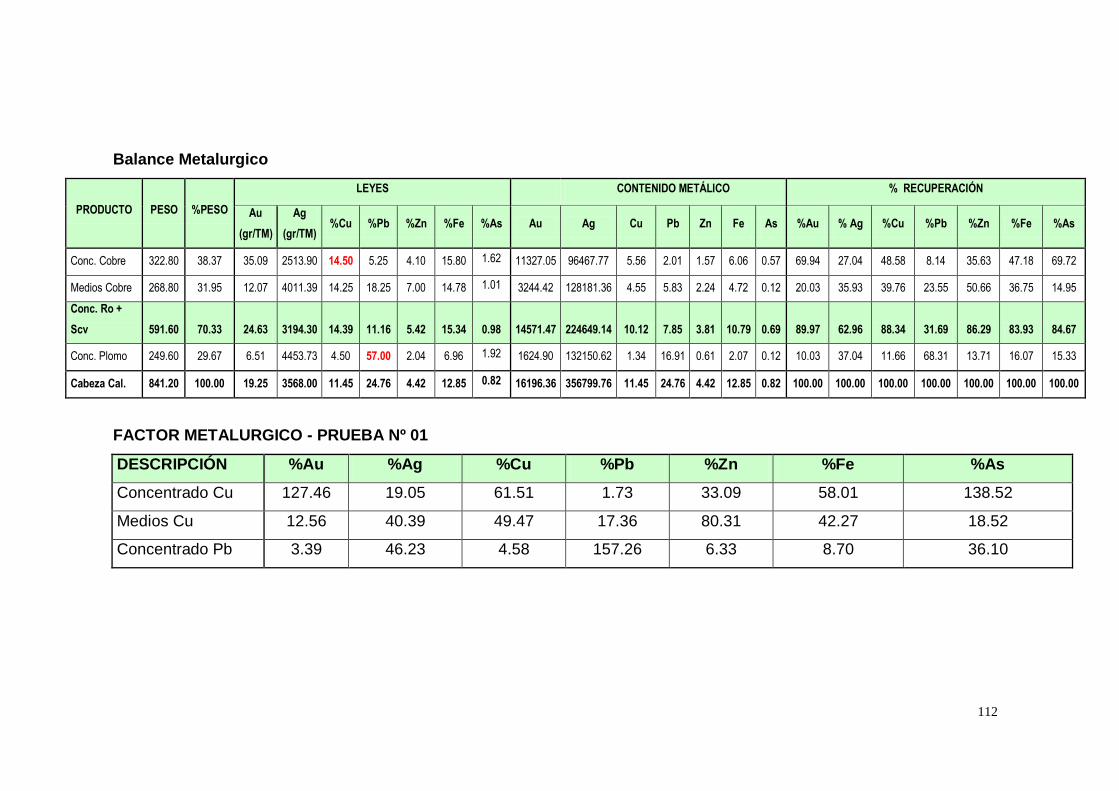
112
Balance Metalurgico
PRODUCTO PESO %PESO
LEYES CONTENIDO METÁLICO % RECUPERACIÓN
Au
(gr/TM)
Ag
(gr/TM) %Cu %Pb %Zn %Fe %As Au Ag Cu Pb Zn Fe As %Au % Ag %Cu %Pb %Zn %Fe %As
Conc. Cobre 322.80 38.37 35.09 2513.90 14.50 5.25 4.10 15.80 1.62 11327.05 96467.77 5.56 2.01 1.57 6.06 0.57 69.94 27.04 48.58 8.14 35.63 47.18 69.72
Medios Cobre 268.80 31.95 12.07 4011.39 14.25 18.25 7.00 14.78 1.01 3244.42 128181.36 4.55 5.83 2.24 4.72 0.12 20.03 35.93 39.76 23.55 50.66 36.75 14.95
Conc. Ro +
Scv 591.60 70.33 24.63 3194.30 14.39 11.16 5.42 15.34 0.98 14571.47 224649.14 10.12 7.85 3.81 10.79 0.69 89.97 62.96 88.34 31.69 86.29 83.93 84.67
Conc. Plomo 249.60 29.67 6.51 4453.73 4.50 57.00 2.04 6.96 1.92 1624.90 132150.62 1.34 16.91 0.61 2.07 0.12 10.03 37.04 11.66 68.31 13.71 16.07 15.33
Cabeza Cal. 841.20 100.00 19.25 3568.00 11.45 24.76 4.42 12.85 0.82 16196.36 356799.76 11.45 24.76 4.42 12.85 0.82 100.00 100.00 100.00 100.00 100.00 100.00 100.00
FACTOR METALURGICO - PRUEBA Nº 01
DESCRIPCIÓN %Au %Ag %Cu %Pb %Zn %Fe %As
Concentrado Cu 127.46 19.05 61.51 1.73 33.09 58.01 138.52
Medios Cu 12.56 40.39 49.47 17.36 80.31 42.27 18.52
Concentrado Pb 3.39 46.23 4.58 157.26 6.33 8.70 36.10
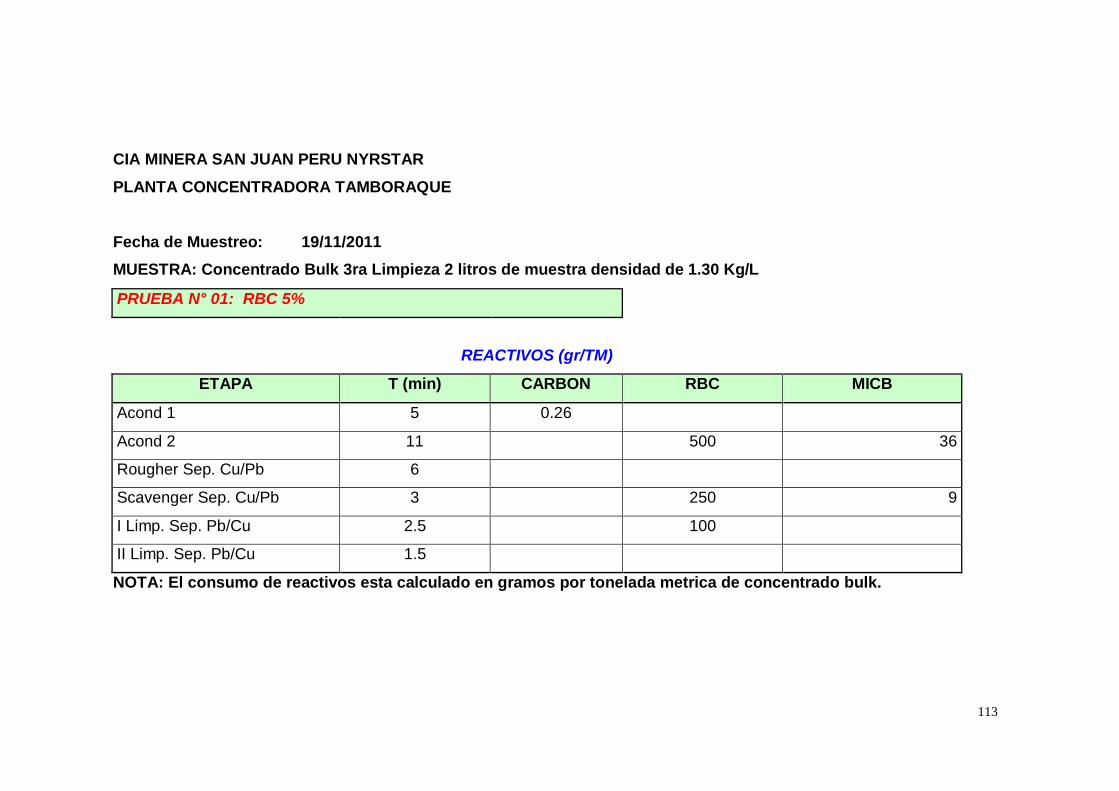
113
CIA MINERA SAN JUAN PERU NYRSTAR
PLANTA CONCENTRADORA TAMBORAQUE
Fecha de Muestreo: 19/11/2011
MUESTRA: Concentrado Bulk 3ra Limpieza 2 litros de muestra densidad de 1.30 Kg/L
PRUEBA N° 01: RBC 5%
REACTIVOS (gr/TM)
ETAPA T (min) CARBON RBC MICB
Acond 1 5 0.26
Acond 2 11 500 36
Rougher Sep. Cu/Pb 6
Scavenger Sep. Cu/Pb 3 250 9
I Limp. Sep. Pb/Cu 2.5 100
II Limp. Sep. Pb/Cu 1.5
NOTA: El consumo de reactivos esta calculado en gramos por tonelada metrica de concentrado bulk.
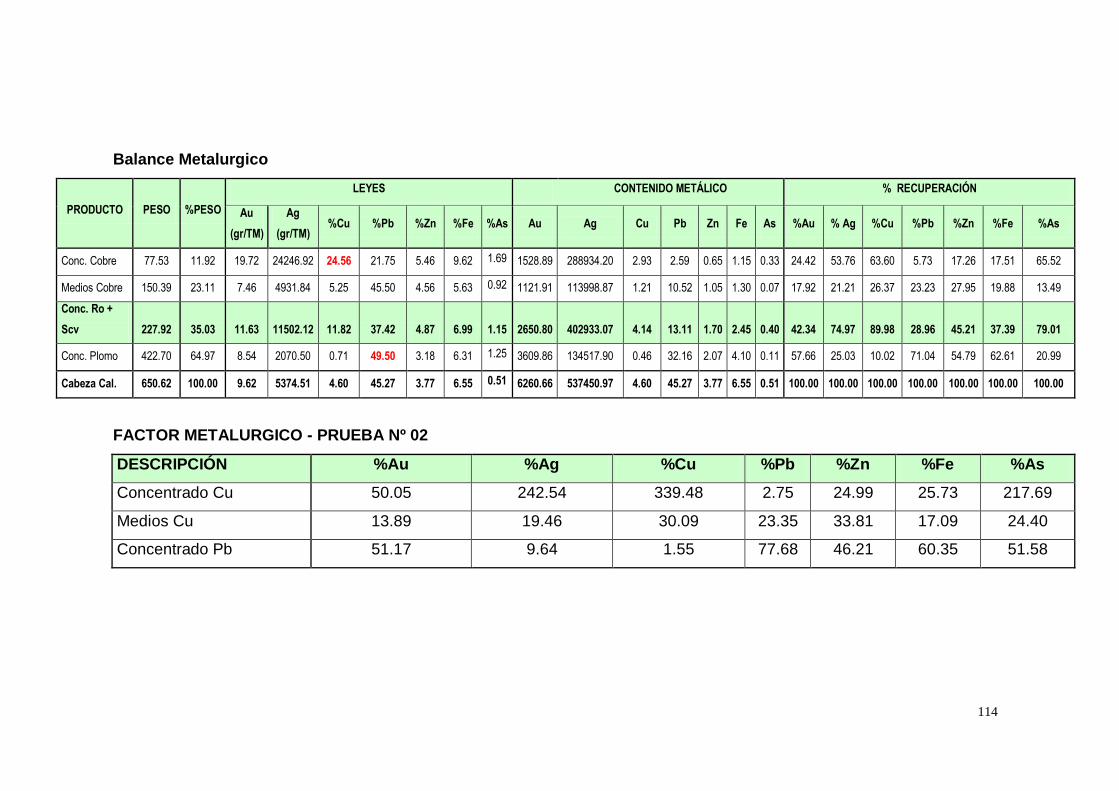
114
Balance Metalurgico
PRODUCTO PESO %PESO
LEYES CONTENIDO METÁLICO % RECUPERACIÓN
Au
(gr/TM)
Ag
(gr/TM) %Cu %Pb %Zn %Fe %As Au Ag Cu Pb Zn Fe As %Au % Ag %Cu %Pb %Zn %Fe %As
Conc. Cobre 77.53 11.92 19.72 24246.92 24.56 21.75 5.46 9.62 1.69 1528.89 288934.20 2.93 2.59 0.65 1.15 0.33 24.42 53.76 63.60 5.73 17.26 17.51 65.52
Medios Cobre 150.39 23.11 7.46 4931.84 5.25 45.50 4.56 5.63 0.92 1121.91 113998.87 1.21 10.52 1.05 1.30 0.07 17.92 21.21 26.37 23.23 27.95 19.88 13.49
Conc. Ro +
Scv 227.92 35.03 11.63 11502.12 11.82 37.42 4.87 6.99 1.15 2650.80 402933.07 4.14 13.11 1.70 2.45 0.40 42.34 74.97 89.98 28.96 45.21 37.39 79.01
Conc. Plomo 422.70 64.97 8.54 2070.50 0.71 49.50 3.18 6.31 1.25 3609.86 134517.90 0.46 32.16 2.07 4.10 0.11 57.66 25.03 10.02 71.04 54.79 62.61 20.99
Cabeza Cal. 650.62 100.00 9.62 5374.51 4.60 45.27 3.77 6.55 0.51 6260.66 537450.97 4.60 45.27 3.77 6.55 0.51 100.00 100.00 100.00 100.00 100.00 100.00 100.00
FACTOR METALURGICO - PRUEBA Nº 02
DESCRIPCIÓN %Au %Ag %Cu %Pb %Zn %Fe %As
Concentrado Cu 50.05 242.54 339.48 2.75 24.99 25.73 217.69
Medios Cu 13.89 19.46 30.09 23.35 33.81 17.09 24.40
Concentrado Pb 51.17 9.64 1.55 77.68 46.21 60.35 51.58
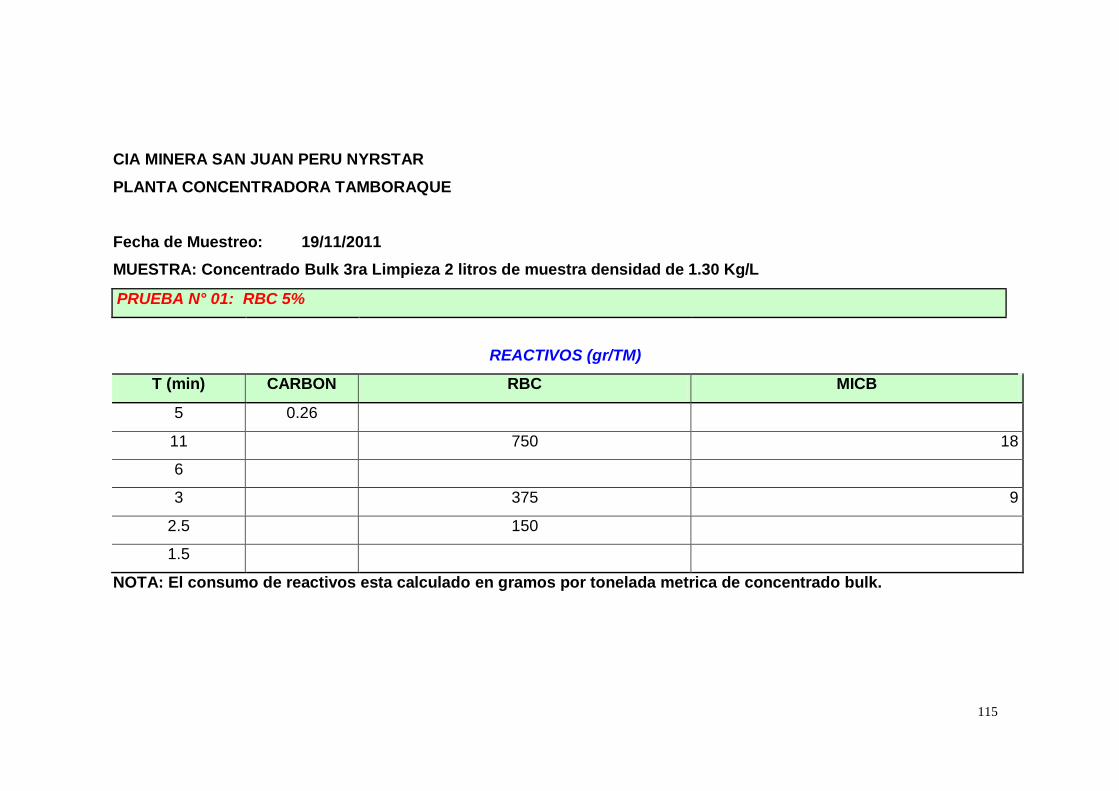
115
CIA MINERA SAN JUAN PERU NYRSTAR
PLANTA CONCENTRADORA TAMBORAQUE
Fecha de Muestreo: 19/11/2011
MUESTRA: Concentrado Bulk 3ra Limpieza 2 litros de muestra densidad de 1.30 Kg/L
PRUEBA N° 01: RBC 5%
REACTIVOS (gr/TM)
T (min) CARBON RBC MICB
5 0.26
11 750 18
6
3 375 9
2.5 150
1.5
NOTA: El consumo de reactivos esta calculado en gramos por tonelada metrica de concentrado bulk.
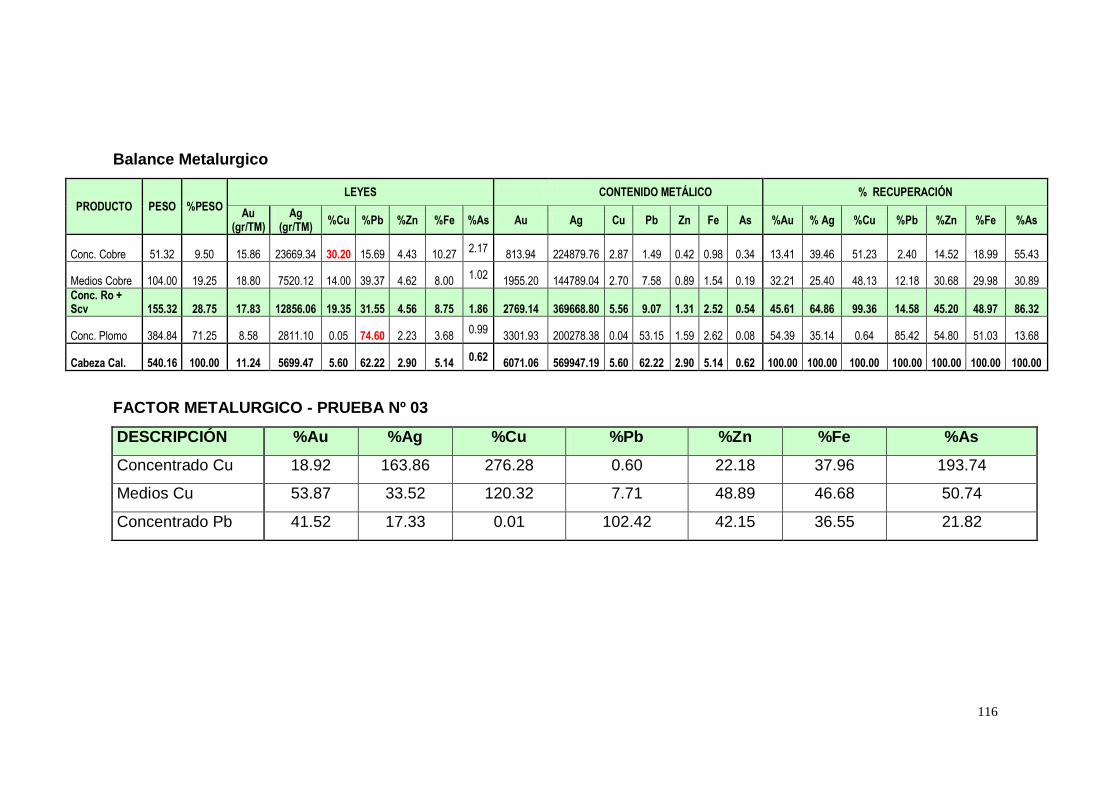
116
Balance Metalurgico
PRODUCTO PESO %PESO
LEYES CONTENIDO METÁLICO % RECUPERACIÓN
Au (gr/TM)
Ag (gr/TM)
%Cu %Pb %Zn %Fe %As Au Ag Cu Pb Zn Fe As %Au % Ag %Cu %Pb %Zn %Fe %As
Conc. Cobre 51.32 9.50 15.86 23669.34 30.20 15.69 4.43 10.27 2.17
813.94 224879.76 2.87 1.49 0.42 0.98 0.34 13.41 39.46 51.23 2.40 14.52 18.99 55.43
Medios Cobre 104.00 19.25 18.80 7520.12 14.00 39.37 4.62 8.00 1.02
1955.20 144789.04 2.70 7.58 0.89 1.54 0.19 32.21 25.40 48.13 12.18 30.68 29.98 30.89
Conc. Ro + Scv 155.32 28.75 17.83 12856.06 19.35 31.55 4.56 8.75 1.86 2769.14 369668.80 5.56 9.07 1.31 2.52 0.54 45.61 64.86 99.36 14.58 45.20 48.97 86.32
Conc. Plomo 384.84 71.25 8.58 2811.10 0.05 74.60 2.23 3.68 0.99
3301.93 200278.38 0.04 53.15 1.59 2.62 0.08 54.39 35.14 0.64 85.42 54.80 51.03 13.68
Cabeza Cal. 540.16 100.00 11.24 5699.47 5.60 62.22 2.90 5.14 0.62
6071.06 569947.19 5.60 62.22 2.90 5.14 0.62 100.00 100.00 100.00 100.00 100.00 100.00 100.00
FACTOR METALURGICO - PRUEBA Nº 03
DESCRIPCIÓN %Au %Ag %Cu %Pb %Zn %Fe %As
Concentrado Cu 18.92 163.86 276.28 0.60 22.18 37.96 193.74
Medios Cu 53.87 33.52 120.32 7.71 48.89 46.68 50.74
Concentrado Pb 41.52 17.33 0.01 102.42 42.15 36.55 21.82
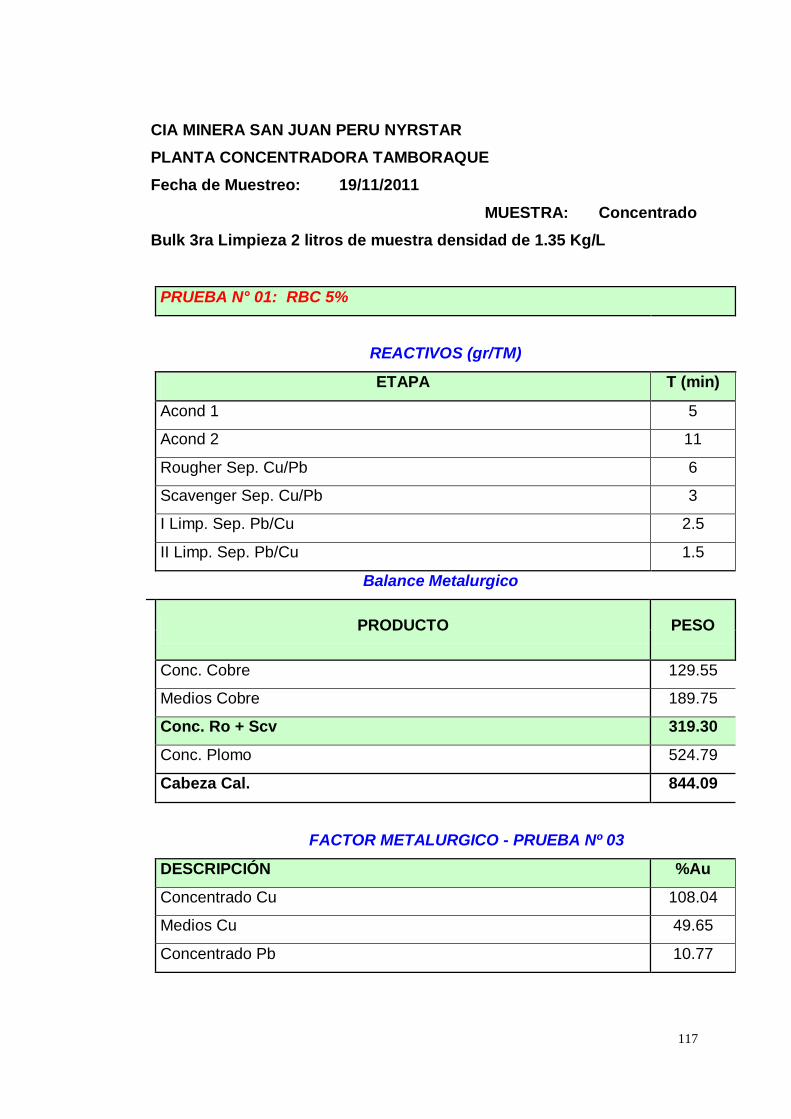
117
CIA MINERA SAN JUAN PERU NYRSTAR
PLANTA CONCENTRADORA TAMBORAQUE
Fecha de Muestreo: 19/11/2011
MUESTRA: Concentrado
Bulk 3ra Limpieza 2 litros de muestra densidad de 1.35 Kg/L
PRUEBA N° 01: RBC 5%
REACTIVOS (gr/TM)
ETAPA T (min)
Acond 1 5
Acond 2 11
Rougher Sep. Cu/Pb 6
Scavenger Sep. Cu/Pb 3
I Limp. Sep. Pb/Cu 2.5
II Limp. Sep. Pb/Cu 1.5
Balance Metalurgico
PRODUCTO PESO
Conc. Cobre 129.55
Medios Cobre 189.75
Conc. Ro + Scv 319.30
Conc. Plomo 524.79
Cabeza Cal. 844.09
FACTOR METALURGICO - PRUEBA Nº 03
DESCRIPCIÓN %Au
Concentrado Cu 108.04
Medios Cu 49.65
Concentrado Pb 10.77
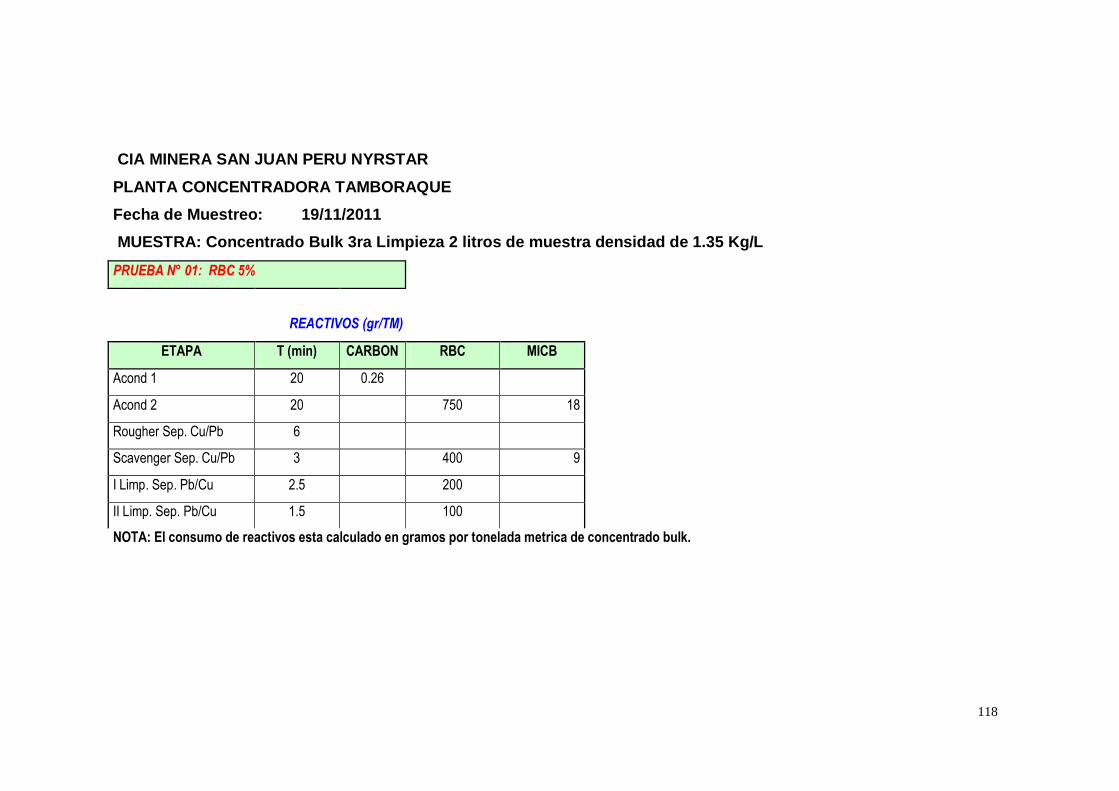
118
CIA MINERA SAN JUAN PERU NYRSTAR
PLANTA CONCENTRADORA TAMBORAQUE
Fecha de Muestreo: 19/11/2011
MUESTRA: Concentrado Bulk 3ra Limpieza 2 litros de muestra densidad de 1.35 Kg/L
PRUEBA N° 01: RBC 5%
REACTIVOS (gr/TM)
ETAPA T (min) CARBON RBC MICB
Acond 1 20 0.26
Acond 2 20 750 18
Rougher Sep. Cu/Pb 6
Scavenger Sep. Cu/Pb 3 400 9
I Limp. Sep. Pb/Cu 2.5 200
II Limp. Sep. Pb/Cu 1.5 100
NOTA: El consumo de reactivos esta calculado en gramos por tonelada metrica de concentrado bulk.
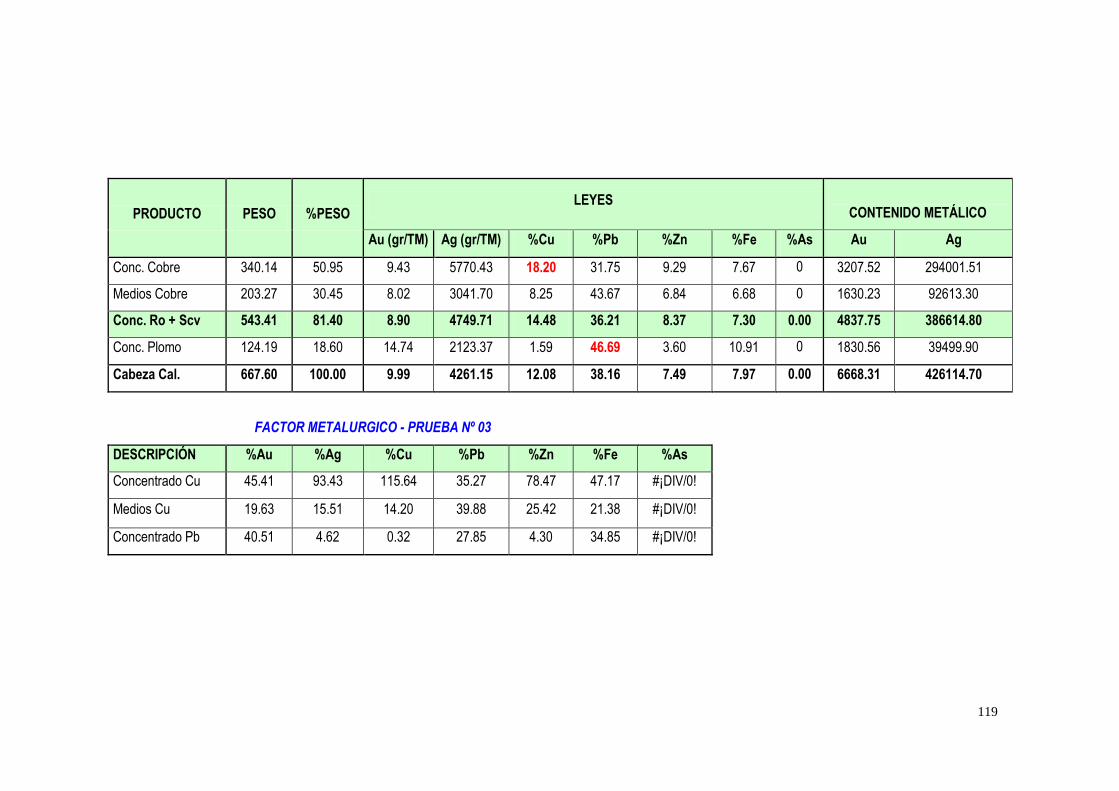
119
PRODUCTO PESO %PESO LEYES
CONTENIDO METÁLICO
Au (gr/TM) Ag (gr/TM) %Cu %Pb %Zn %Fe %As Au Ag
Conc. Cobre 340.14 50.95 9.43 5770.43 18.20 31.75 9.29 7.67 0 3207.52 294001.51
Medios Cobre 203.27 30.45 8.02 3041.70 8.25 43.67 6.84 6.68 0 1630.23 92613.30
Conc. Ro + Scv 543.41 81.40 8.90 4749.71 14.48 36.21 8.37 7.30 0.00 4837.75 386614.80
Conc. Plomo 124.19 18.60 14.74 2123.37 1.59 46.69 3.60 10.91 0 1830.56 39499.90
Cabeza Cal. 667.60 100.00 9.99 4261.15 12.08 38.16 7.49 7.97 0.00 6668.31 426114.70
FACTOR METALURGICO - PRUEBA Nº 03
DESCRIPCIÓN %Au %Ag %Cu %Pb %Zn %Fe %As
Concentrado Cu 45.41 93.43 115.64 35.27 78.47 47.17 #¡DIV/0!
Medios Cu 19.63 15.51 14.20 39.88 25.42 21.38 #¡DIV/0!
Concentrado Pb 40.51 4.62 0.32 27.85 4.30 34.85 #¡DIV/0!
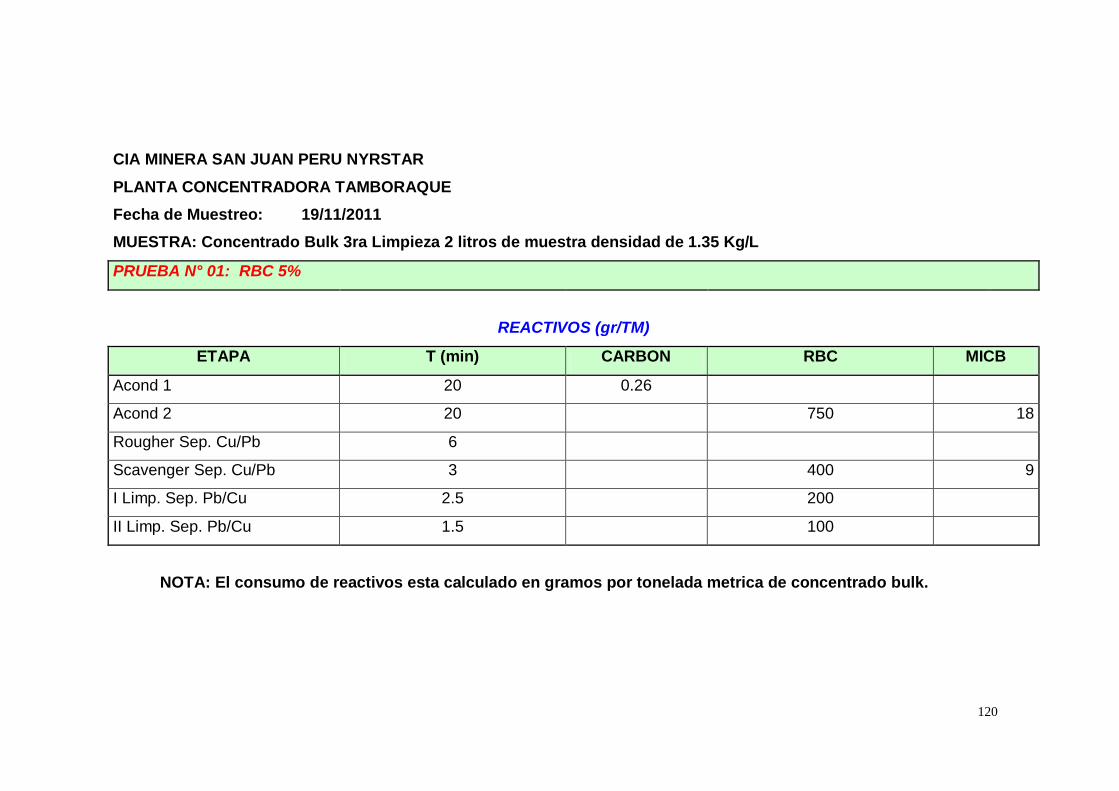
120
CIA MINERA SAN JUAN PERU NYRSTAR
PLANTA CONCENTRADORA TAMBORAQUE
Fecha de Muestreo: 19/11/2011
MUESTRA: Concentrado Bulk 3ra Limpieza 2 litros de muestra densidad de 1.35 Kg/L
PRUEBA N° 01: RBC 5%
REACTIVOS (gr/TM)
ETAPA T (min) CARBON RBC MICB
Acond 1 20 0.26
Acond 2 20 750 18
Rougher Sep. Cu/Pb 6
Scavenger Sep. Cu/Pb 3 400 9
I Limp. Sep. Pb/Cu 2.5 200
II Limp. Sep. Pb/Cu 1.5 100
NOTA: El consumo de reactivos esta calculado en gramos por tonelada metrica de concentrado bulk.
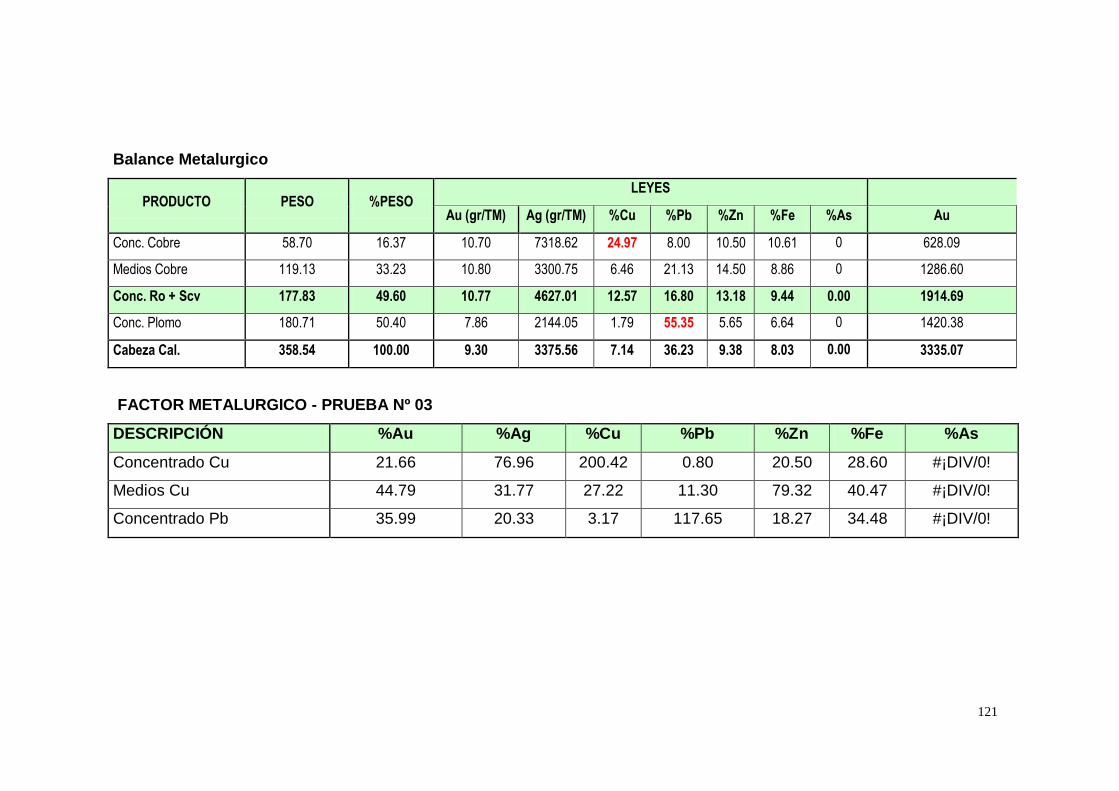
121
Balance Metalurgico
PRODUCTO PESO %PESO LEYES
Au (gr/TM) Ag (gr/TM) %Cu %Pb %Zn %Fe %As Au
Conc. Cobre 58.70 16.37 10.70 7318.62 24.97 8.00 10.50 10.61 0 628.09
Medios Cobre 119.13 33.23 10.80 3300.75 6.46 21.13 14.50 8.86 0 1286.60
Conc. Ro + Scv 177.83 49.60 10.77 4627.01 12.57 16.80 13.18 9.44 0.00 1914.69
Conc. Plomo 180.71 50.40 7.86 2144.05 1.79 55.35 5.65 6.64 0 1420.38
Cabeza Cal. 358.54 100.00 9.30 3375.56 7.14 36.23 9.38 8.03 0.00 3335.07
FACTOR METALURGICO - PRUEBA Nº 03
DESCRIPCIÓN %Au %Ag %Cu %Pb %Zn %Fe %As
Concentrado Cu 21.66 76.96 200.42 0.80 20.50 28.60 #¡DIV/0!
Medios Cu 44.79 31.77 27.22 11.30 79.32 40.47 #¡DIV/0!
Concentrado Pb 35.99 20.33 3.17 117.65 18.27 34.48 #¡DIV/0!
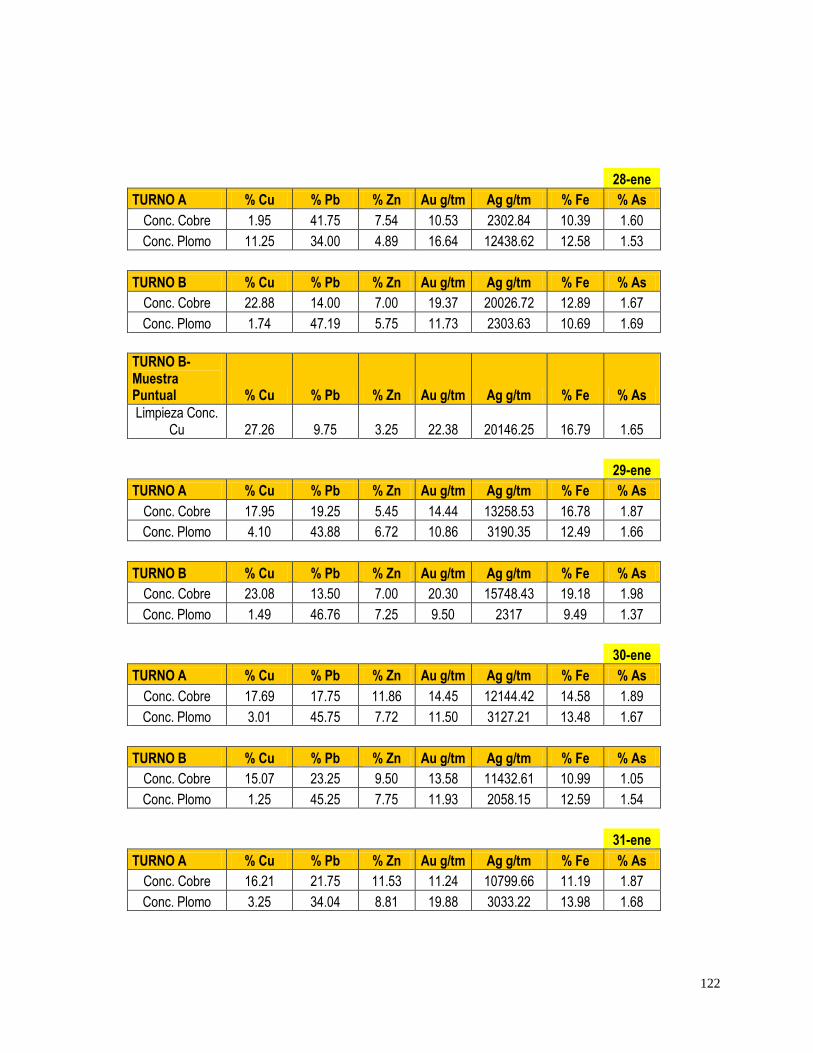
122
28-ene
TURNO A % Cu % Pb % Zn Au g/tm Ag g/tm % Fe % As
Conc. Cobre 1.95 41.75 7.54 10.53 2302.84 10.39 1.60
Conc. Plomo 11.25 34.00 4.89 16.64 12438.62 12.58 1.53
TURNO B % Cu % Pb % Zn Au g/tm Ag g/tm % Fe % As
Conc. Cobre 22.88 14.00 7.00 19.37 20026.72 12.89 1.67
Conc. Plomo 1.74 47.19 5.75 11.73 2303.63 10.69 1.69
TURNO B-Muestra Puntual % Cu % Pb % Zn Au g/tm Ag g/tm % Fe % As
Limpieza Conc. Cu 27.26 9.75 3.25 22.38 20146.25 16.79 1.65
29-ene
TURNO A % Cu % Pb % Zn Au g/tm Ag g/tm % Fe % As
Conc. Cobre 17.95 19.25 5.45 14.44 13258.53 16.78 1.87
Conc. Plomo 4.10 43.88 6.72 10.86 3190.35 12.49 1.66
TURNO B % Cu % Pb % Zn Au g/tm Ag g/tm % Fe % As
Conc. Cobre 23.08 13.50 7.00 20.30 15748.43 19.18 1.98
Conc. Plomo 1.49 46.76 7.25 9.50 2317 9.49 1.37
30-ene
TURNO A % Cu % Pb % Zn Au g/tm Ag g/tm % Fe % As
Conc. Cobre 17.69 17.75 11.86 14.45 12144.42 14.58 1.89
Conc. Plomo 3.01 45.75 7.72 11.50 3127.21 13.48 1.67
TURNO B % Cu % Pb % Zn Au g/tm Ag g/tm % Fe % As
Conc. Cobre 15.07 23.25 9.50 13.58 11432.61 10.99 1.05
Conc. Plomo 1.25 45.25 7.75 11.93 2058.15 12.59 1.54
31-ene
TURNO A % Cu % Pb % Zn Au g/tm Ag g/tm % Fe % As
Conc. Cobre 16.21 21.75 11.53 11.24 10799.66 11.19 1.87
Conc. Plomo 3.25 34.04 8.81 19.88 3033.22 13.98 1.68
123
EVALUACIÓN METALÚRGICA DEL CIRCUITO DE
FLOTACION BULK Pb-Cu
El objetivo es determinar leyes y análisis granulométrico valorado de cabeza de
flotación, carga circulante del circuito y concentrado scavenger de estas muestras
tomadas del circuito de flotación bulk Pb-Cu operando en condiciones normales.
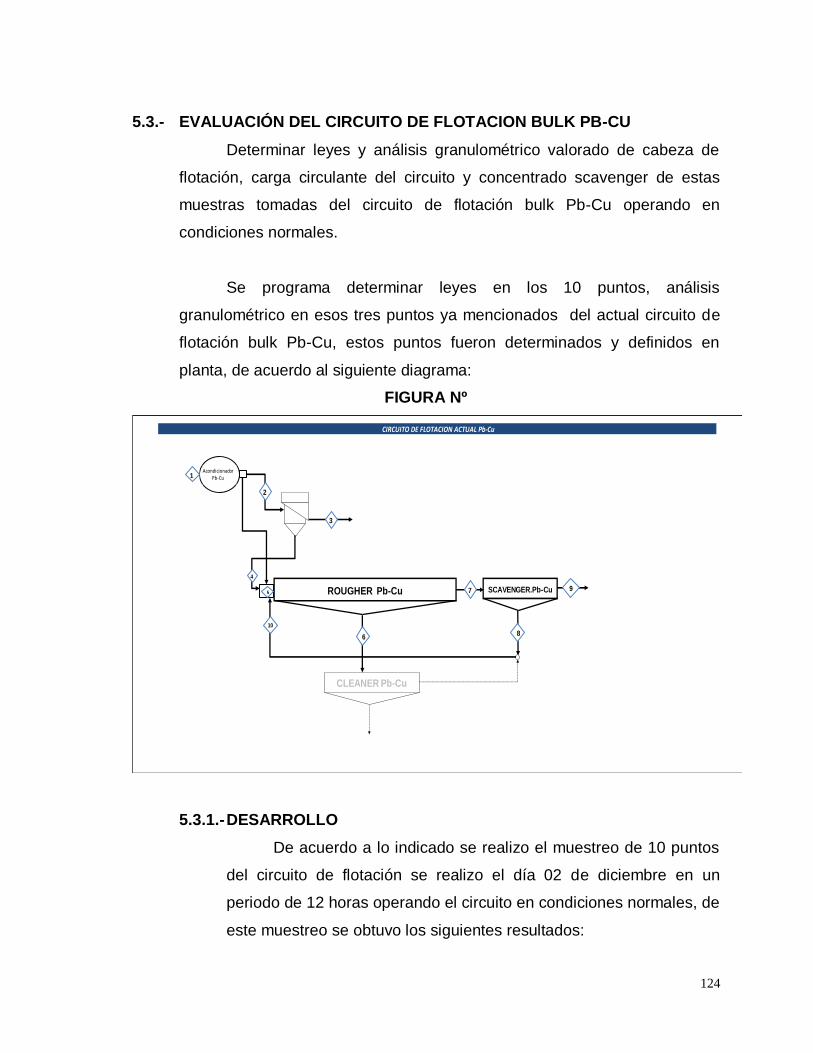
124
5.3.- EVALUACIÓN DEL CIRCUITO DE FLOTACION BULK PB-CU
Determinar leyes y análisis granulométrico valorado de cabeza de
flotación, carga circulante del circuito y concentrado scavenger de estas
muestras tomadas del circuito de flotación bulk Pb-Cu operando en
condiciones normales.
Se programa determinar leyes en los 10 puntos, análisis
granulométrico en esos tres puntos ya mencionados del actual circuito de
flotación bulk Pb-Cu, estos puntos fueron determinados y definidos en
planta, de acuerdo al siguiente diagrama:
FIGURA Nº
CIRCUITO DE FLOTACION ACTUAL Pb-Cu
ROUGHER Pb-Cu SCAVENGER.Pb-Cu
CLEANER Pb-Cu
7
6
9
8
AcondicionadorPb-Cu
5
2
3
1
4
10
5.3.1.- DESARROLLO
De acuerdo a lo indicado se realizo el muestreo de 10 puntos
del circuito de flotación se realizo el día 02 de diciembre en un
periodo de 12 horas operando el circuito en condiciones normales, de
este muestreo se obtuvo los siguientes resultados:
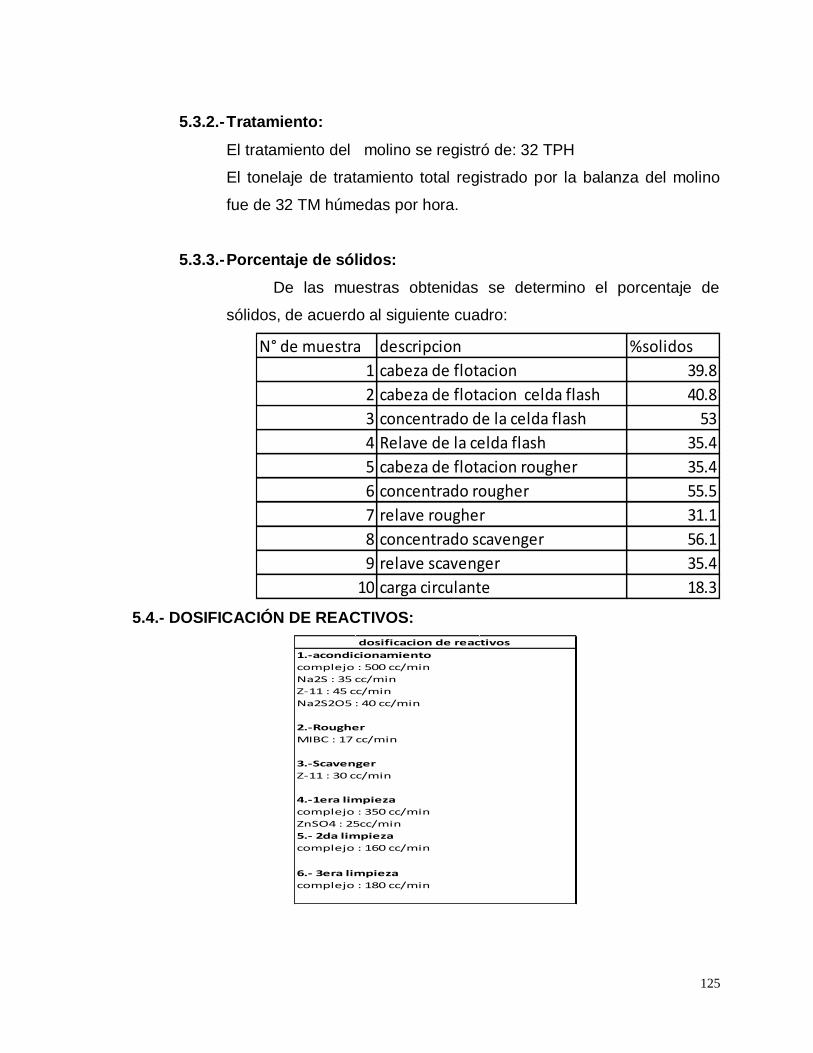
125
5.3.2.- Tratamiento:
El tratamiento del molino se registró de: 32 TPH
El tonelaje de tratamiento total registrado por la balanza del molino
fue de 32 TM húmedas por hora.
5.3.3.- Porcentaje de sólidos:
De las muestras obtenidas se determino el porcentaje de
sólidos, de acuerdo al siguiente cuadro:
N° de muestra descripcion %solidos
1 cabeza de flotacion 39.8
2 cabeza de flotacion celda flash 40.8
3 concentrado de la celda flash 53
4 Relave de la celda flash 35.4
5 cabeza de flotacion rougher 35.4
6 concentrado rougher 55.5
7 relave rougher 31.1
8 concentrado scavenger 56.1
9 relave scavenger 35.4
10 carga circulante 18.3
5.4.- DOSIFICACIÓN DE REACTIVOS:
1.-acondicionamiento
complejo : 500 cc/min
Na2S : 35 cc/min
Z-11 : 45 cc/min
Na2S2O5 : 40 cc/min
2.-Rougher
MIBC : 17 cc/min
3.-Scavenger
Z-11 : 30 cc/min
4.-1era limpieza
complejo : 350 cc/min
ZnSO4 : 25cc/min
5.- 2da limpieza
complejo : 160 cc/min
6.- 3era limpieza
complejo : 180 cc/min
dosificacion de reactivos
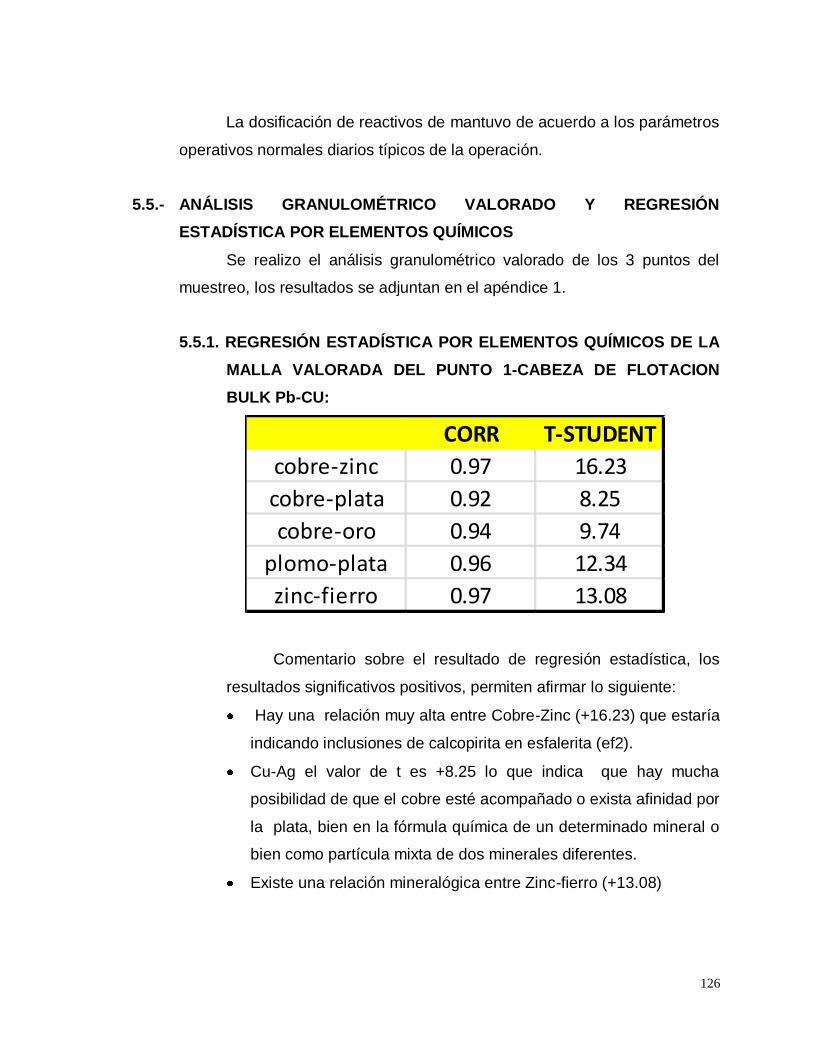
126
La dosificación de reactivos de mantuvo de acuerdo a los parámetros
operativos normales diarios típicos de la operación.
5.5.- ANÁLISIS GRANULOMÉTRICO VALORADO Y REGRESIÓN
ESTADÍSTICA POR ELEMENTOS QUÍMICOS
Se realizo el análisis granulométrico valorado de los 3 puntos del
muestreo, los resultados se adjuntan en el apéndice 1.
5.5.1. REGRESIÓN ESTADÍSTICA POR ELEMENTOS QUÍMICOS DE LA
MALLA VALORADA DEL PUNTO 1-CABEZA DE FLOTACION
BULK Pb-CU:
CORR T-STUDENT
cobre-zinc 0.97 16.23
cobre-plata 0.92 8.25
cobre-oro 0.94 9.74
plomo-plata 0.96 12.34
zinc-fierro 0.97 13.08
Comentario sobre el resultado de regresión estadística, los
resultados significativos positivos, permiten afirmar lo siguiente:
Hay una relación muy alta entre Cobre-Zinc (+16.23) que estaría
indicando inclusiones de calcopirita en esfalerita (ef2).
Cu-Ag el valor de t es +8.25 lo que indica que hay mucha
posibilidad de que el cobre esté acompañado o exista afinidad por
la plata, bien en la fórmula química de un determinado mineral o
bien como partícula mixta de dos minerales diferentes.
Existe una relación mineralógica entre Zinc-fierro (+13.08)
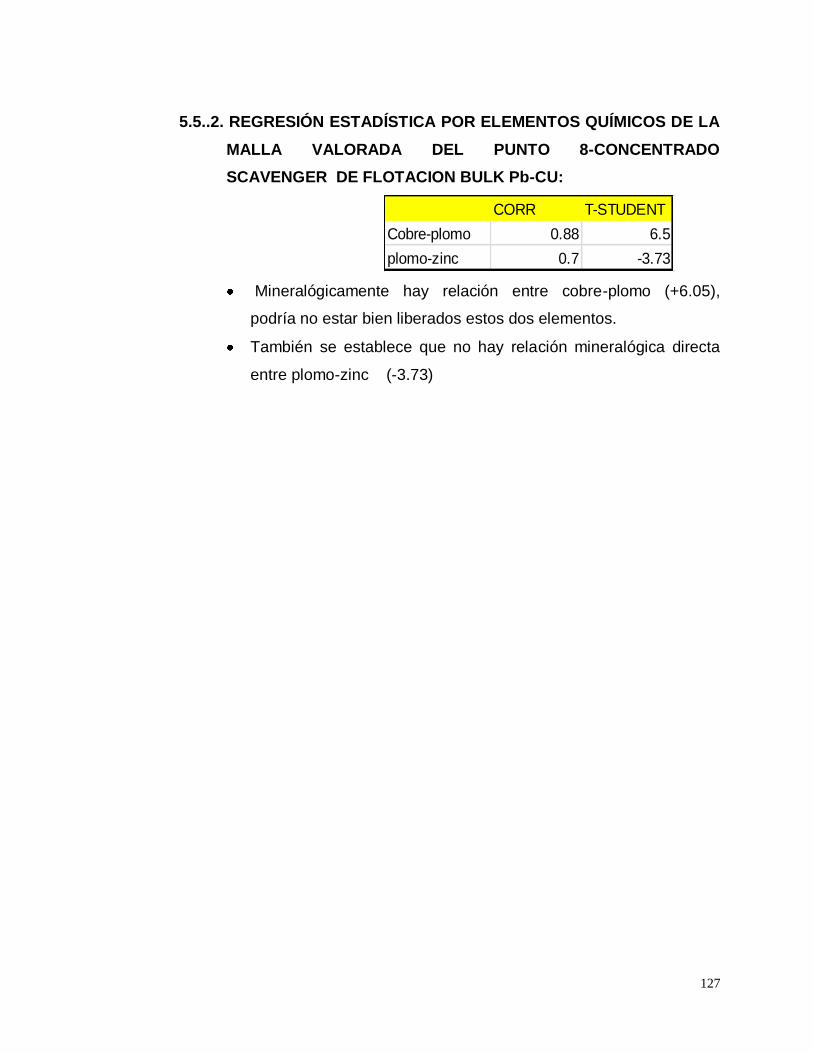
127
5.5..2. REGRESIÓN ESTADÍSTICA POR ELEMENTOS QUÍMICOS DE LA
MALLA VALORADA DEL PUNTO 8-CONCENTRADO
SCAVENGER DE FLOTACION BULK Pb-CU:
CORR T-STUDENT
Cobre-plomo 0.88 6.5
plomo-zinc 0.7 -3.73
Mineralógicamente hay relación entre cobre-plomo (+6.05),
podría no estar bien liberados estos dos elementos.
También se establece que no hay relación mineralógica directa
entre plomo-zinc (-3.73)
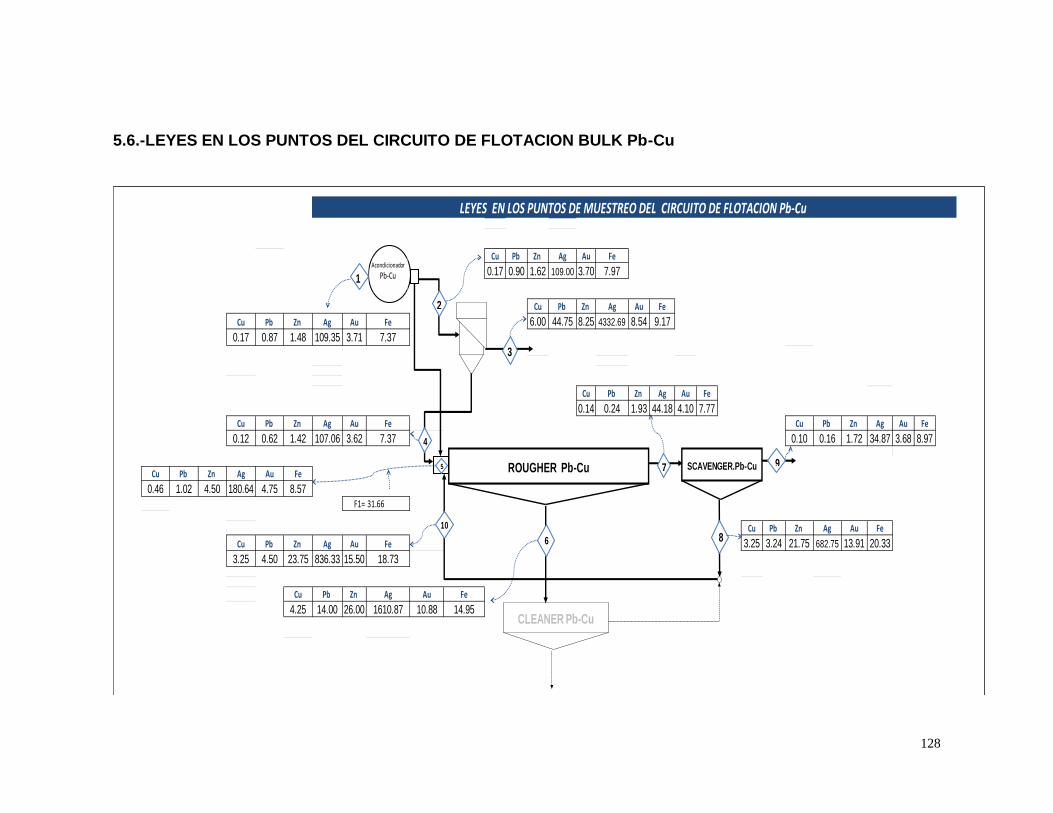
128
5.6.-LEYES EN LOS PUNTOS DEL CIRCUITO DE FLOTACION BULK Pb-Cu
Cu Pb Zn Ag Au Fe
0.17 0.90 1.62 109.00 3.70 7.97
Cu Pb Zn Ag Au Fe
Cu Pb Zn Ag Au Fe 6.00 44.75 8.25 4332.69 8.54 9.17
0.17 0.87 1.48 109.35 3.71 7.37
Cu Pb Zn Ag Au Fe
0.14 0.24 1.93 44.18 4.10 7.77Cu Pb Zn Ag Au Fe Cu Pb Zn Ag Au Fe
0.12 0.62 1.42 107.06 3.62 7.37 0.10 0.16 1.72 34.87 3.68 8.97
Cu Pb Zn Ag Au Fe
0.46 1.02 4.50 180.64 4.75 8.57F1= 31.66
Cu Pb Zn Ag Au Fe
Cu Pb Zn Ag Au Fe 3.25 3.24 21.75 682.75 13.91 20.33
3.25 4.50 23.75 836.33 15.50 18.73
Cu Pb Zn Ag Au Fe
4.25 14.00 26.00 1610.87 10.88 14.95
LEYES EN LOS PUNTOS DE MUESTREO DEL CIRCUITO DE FLOTACION Pb-Cu
ROUGHER Pb-Cu SCAVENGER.Pb-Cu
CLEANER Pb-Cu
7
6
9
8
Acondicionador
Pb-Cu
5
2
3
1
4
10
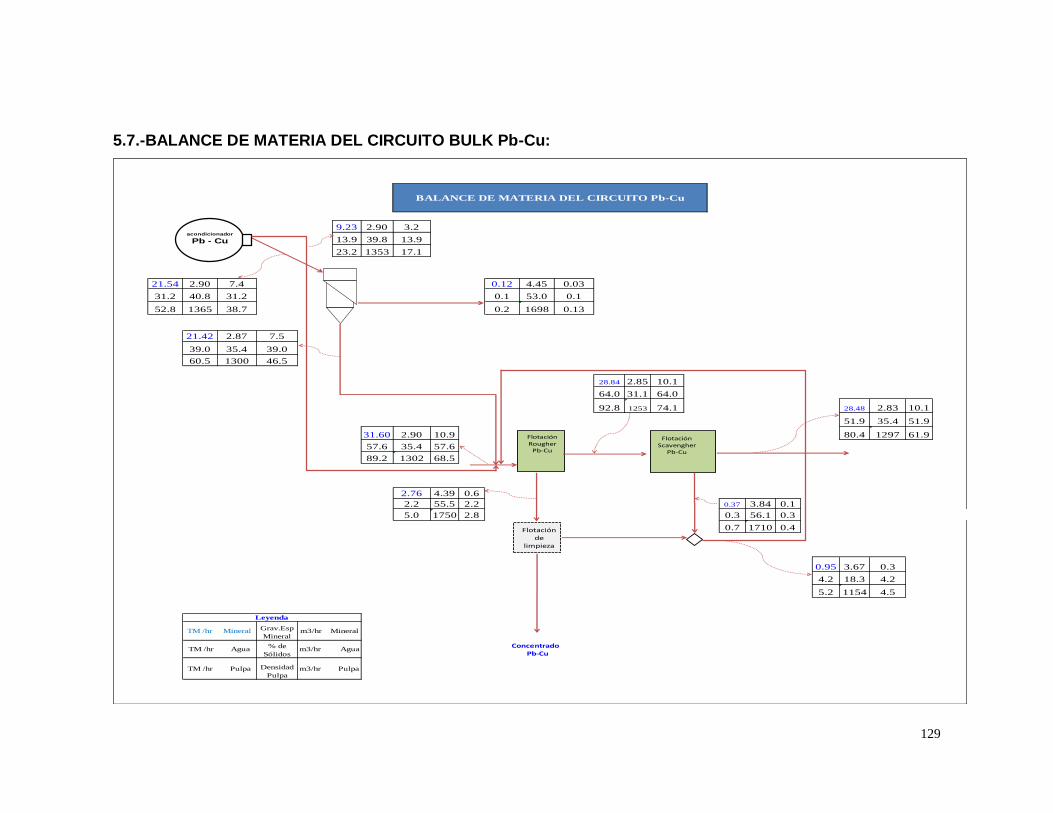
129
5.7.-BALANCE DE MATERIA DEL CIRCUITO BULK Pb-Cu:
9.23 2.90 3.2
13.9 39.8 13.9
23.2 1353 17.1
21.54 2.90 7.4 0.12 4.45 0.03
31.2 40.8 31.2 0.1 53.0 0.1
52.8 1365 38.7 0.2 1698 0.13
21.42 2.87 7.5
39.0 35.4 39.0
60.5 1300 46.5
28.84 2.85 10.1
64.0 31.1 64.0
92.8 1253 74.1 28.48 2.83 10.1
51.9 35.4 51.9
31.60 2.90 10.9 80.4 1297 61.9
57.6 35.4 57.6
89.2 1302 68.5
2.76 4.39 0.6
2.2 55.5 2.2 0.37 3.84 0.1
5.0 1750 2.8 0.3 56.1 0.3
0.7 1710 0.4Flotación
Scavengher
0.95 3.67 0.3
4.2 18.3 4.2
5.2 1154 4.5
% de
Sólidos
BALANCE DE MATERIA DEL CIRCUITO Pb-Cu
TM /hr Agua
TM /hr Pulpa Densidad
Pulpa
m3/hr Agua
m3/hr Pulpa
TM /hr Mineral
Leyenda
Grav.Esp
Mineralm3/hr Mineral
FlotaciónRougher
Pb-Cu
FlotaciónScavengher
Pb-Cu
Flotaciónde
limpieza
Concentrado Pb-Cu
acondicionador
Pb - Cu
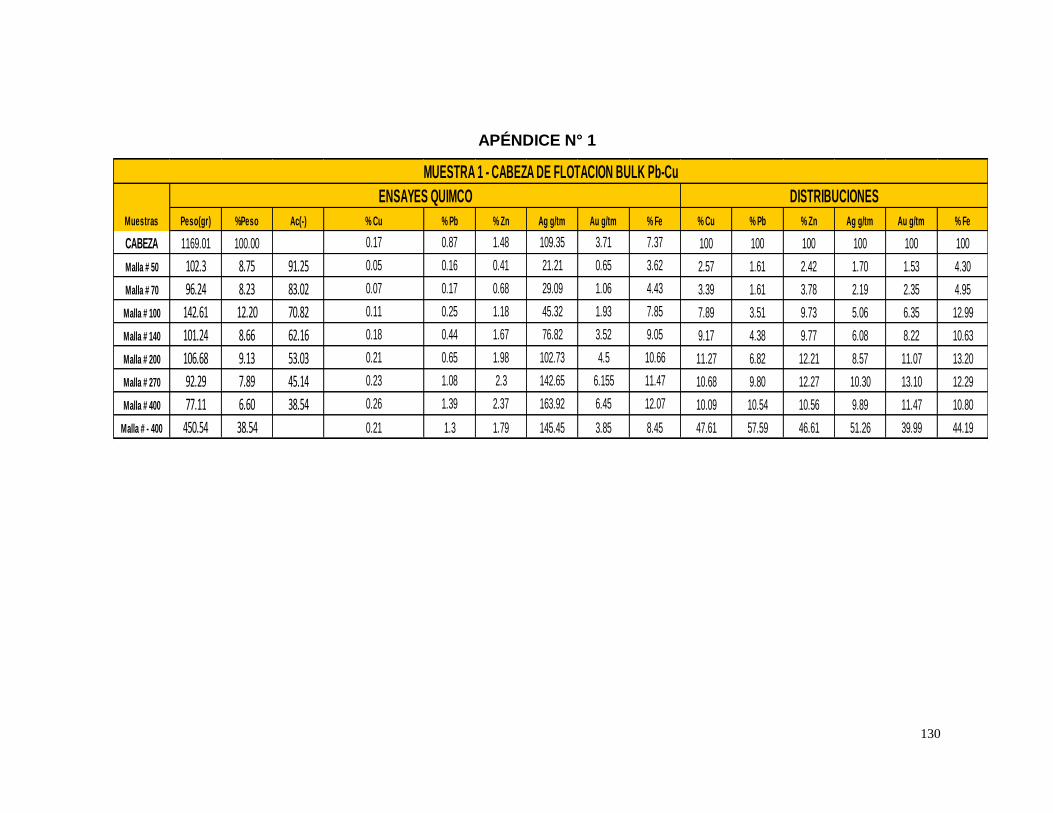
130
APÉNDICE N° 1
Peso(gr) %Peso Ac(-) % Cu % Pb % Zn Ag g/tm Au g/tm % Fe % Cu % Pb % Zn Ag g/tm Au g/tm % Fe
CABEZA 1169.01 100.00 0.17 0.87 1.48 109.35 3.71 7.37 100 100 100 100 100 100
Malla # 50 102.3 8.75 91.25 0.05 0.16 0.41 21.21 0.65 3.62 2.57 1.61 2.42 1.70 1.53 4.30
Malla # 70 96.24 8.23 83.02 0.07 0.17 0.68 29.09 1.06 4.43 3.39 1.61 3.78 2.19 2.35 4.95
Malla # 100 142.61 12.20 70.82 0.11 0.25 1.18 45.32 1.93 7.85 7.89 3.51 9.73 5.06 6.35 12.99
Malla # 140 101.24 8.66 62.16 0.18 0.44 1.67 76.82 3.52 9.05 9.17 4.38 9.77 6.08 8.22 10.63
Malla # 200 106.68 9.13 53.03 0.21 0.65 1.98 102.73 4.5 10.66 11.27 6.82 12.21 8.57 11.07 13.20
Malla # 270 92.29 7.89 45.14 0.23 1.08 2.3 142.65 6.155 11.47 10.68 9.80 12.27 10.30 13.10 12.29
Malla # 400 77.11 6.60 38.54 0.26 1.39 2.37 163.92 6.45 12.07 10.09 10.54 10.56 9.89 11.47 10.80
Malla # - 400 450.54 38.54 0.21 1.3 1.79 145.45 3.85 8.45 47.61 57.59 46.61 51.26 39.99 44.19
ENSAYES QUIMCO DISTRIBUCIONES
Muestras
MUESTRA 1 - CABEZA DE FLOTACION BULK Pb-Cu
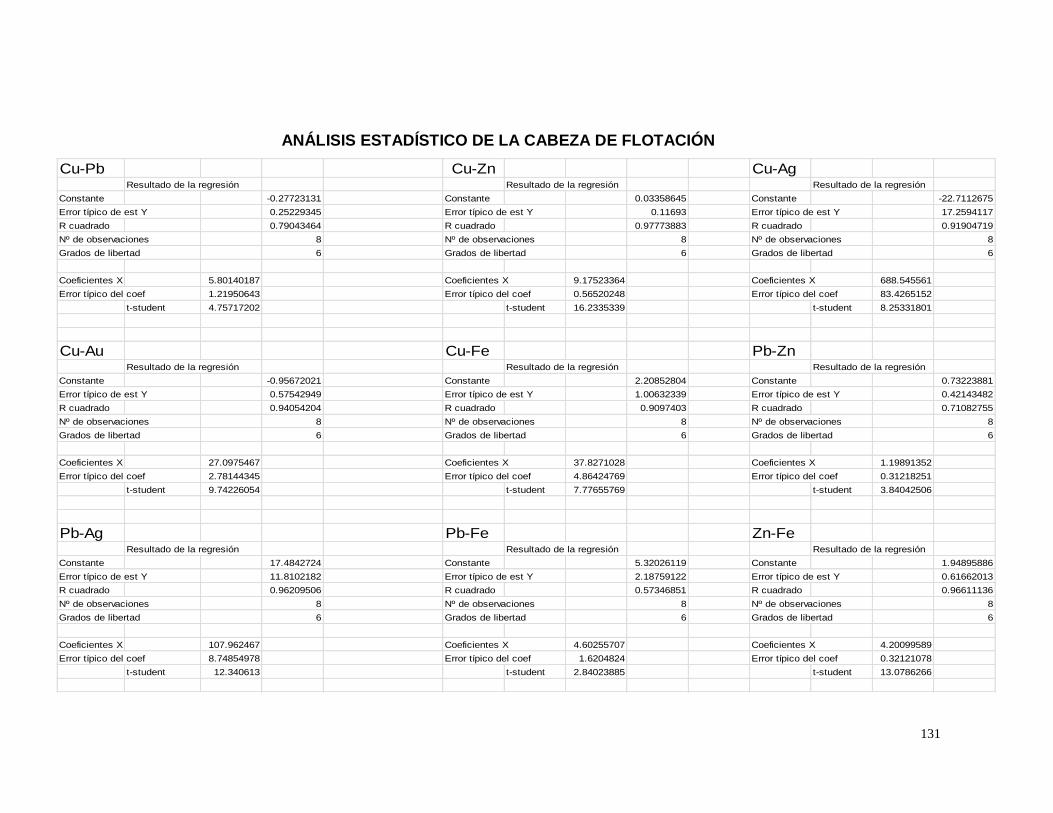
131
ANÁLISIS ESTADÍSTICO DE LA CABEZA DE FLOTACIÓN
Cu-Pb Cu-Zn Cu-AgResultado de la regresión Resultado de la regresión Resultado de la regresión
Constante -0.27723131 Constante 0.03358645 Constante -22.7112675
Error típico de est Y 0.25229345 Error típico de est Y 0.11693 Error típico de est Y 17.2594117
R cuadrado 0.79043464 R cuadrado 0.97773883 R cuadrado 0.91904719
Nº de observaciones 8 Nº de observaciones 8 Nº de observaciones 8
Grados de libertad 6 Grados de libertad 6 Grados de libertad 6
Coeficientes X 5.80140187 Coeficientes X 9.17523364 Coeficientes X 688.545561
Error típico del coef 1.21950643 Error típico del coef 0.56520248 Error típico del coef 83.4265152
t-student 4.75717202 t-student 16.2335339 t-student 8.25331801
Cu-Au Cu-Fe Pb-ZnResultado de la regresión Resultado de la regresión Resultado de la regresión
Constante -0.95672021 Constante 2.20852804 Constante 0.73223881
Error típico de est Y 0.57542949 Error típico de est Y 1.00632339 Error típico de est Y 0.42143482
R cuadrado 0.94054204 R cuadrado 0.9097403 R cuadrado 0.71082755
Nº de observaciones 8 Nº de observaciones 8 Nº de observaciones 8
Grados de libertad 6 Grados de libertad 6 Grados de libertad 6
Coeficientes X 27.0975467 Coeficientes X 37.8271028 Coeficientes X 1.19891352
Error típico del coef 2.78144345 Error típico del coef 4.86424769 Error típico del coef 0.31218251
t-student 9.74226054 t-student 7.77655769 t-student 3.84042506
Pb-Ag Pb-Fe Zn-FeResultado de la regresión Resultado de la regresión Resultado de la regresión
Constante 17.4842724 Constante 5.32026119 Constante 1.94895886
Error típico de est Y 11.8102182 Error típico de est Y 2.18759122 Error típico de est Y 0.61662013
R cuadrado 0.96209506 R cuadrado 0.57346851 R cuadrado 0.96611136
Nº de observaciones 8 Nº de observaciones 8 Nº de observaciones 8
Grados de libertad 6 Grados de libertad 6 Grados de libertad 6
Coeficientes X 107.962467 Coeficientes X 4.60255707 Coeficientes X 4.20099589
Error típico del coef 8.74854978 Error típico del coef 1.6204824 Error típico del coef 0.32121078
t-student 12.340613 t-student 2.84023885 t-student 13.0786266
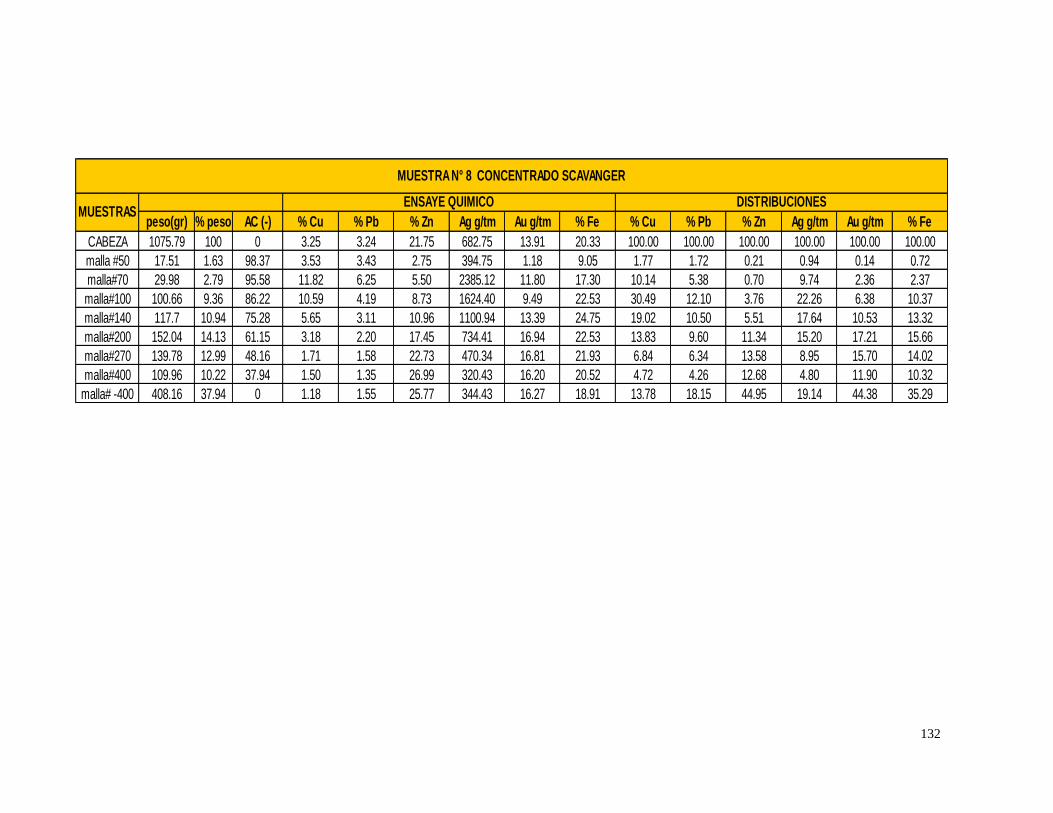
132
peso(gr) % peso AC (-) % Cu % Pb % Zn Ag g/tm Au g/tm % Fe % Cu % Pb % Zn Ag g/tm Au g/tm % Fe
CABEZA 1075.79 100 0 3.25 3.24 21.75 682.75 13.91 20.33 100.00 100.00 100.00 100.00 100.00 100.00
malla #50 17.51 1.63 98.37 3.53 3.43 2.75 394.75 1.18 9.05 1.77 1.72 0.21 0.94 0.14 0.72
malla#70 29.98 2.79 95.58 11.82 6.25 5.50 2385.12 11.80 17.30 10.14 5.38 0.70 9.74 2.36 2.37
malla#100 100.66 9.36 86.22 10.59 4.19 8.73 1624.40 9.49 22.53 30.49 12.10 3.76 22.26 6.38 10.37
malla#140 117.7 10.94 75.28 5.65 3.11 10.96 1100.94 13.39 24.75 19.02 10.50 5.51 17.64 10.53 13.32
malla#200 152.04 14.13 61.15 3.18 2.20 17.45 734.41 16.94 22.53 13.83 9.60 11.34 15.20 17.21 15.66
malla#270 139.78 12.99 48.16 1.71 1.58 22.73 470.34 16.81 21.93 6.84 6.34 13.58 8.95 15.70 14.02
malla#400 109.96 10.22 37.94 1.50 1.35 26.99 320.43 16.20 20.52 4.72 4.26 12.68 4.80 11.90 10.32
malla# -400 408.16 37.94 0 1.18 1.55 25.77 344.43 16.27 18.91 13.78 18.15 44.95 19.14 44.38 35.29
MUESTRA N° 8 CONCENTRADO SCAVANGER
MUESTRASENSAYE QUIMICO DISTRIBUCIONES
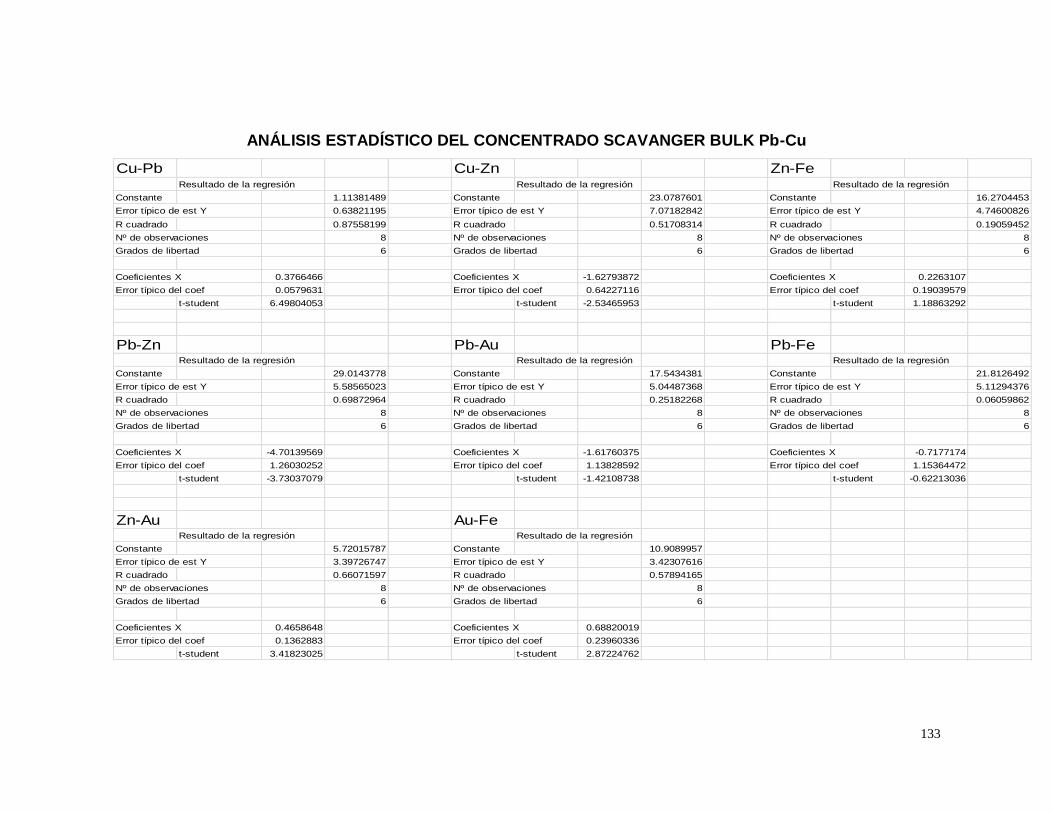
133
ANÁLISIS ESTADÍSTICO DEL CONCENTRADO SCAVANGER BULK Pb-Cu
Cu-Pb Cu-Zn Zn-FeResultado de la regresión Resultado de la regresión Resultado de la regresión
Constante 1.11381489 Constante 23.0787601 Constante 16.2704453
Error típico de est Y 0.63821195 Error típico de est Y 7.07182842 Error típico de est Y 4.74600826
R cuadrado 0.87558199 R cuadrado 0.51708314 R cuadrado 0.19059452
Nº de observaciones 8 Nº de observaciones 8 Nº de observaciones 8
Grados de libertad 6 Grados de libertad 6 Grados de libertad 6
Coeficientes X 0.3766466 Coeficientes X -1.62793872 Coeficientes X 0.2263107
Error típico del coef 0.0579631 Error típico del coef 0.64227116 Error típico del coef 0.19039579
t-student 6.49804053 t-student -2.53465953 t-student 1.18863292
Pb-Zn Pb-Au Pb-FeResultado de la regresión Resultado de la regresión Resultado de la regresión
Constante 29.0143778 Constante 17.5434381 Constante 21.8126492
Error típico de est Y 5.58565023 Error típico de est Y 5.04487368 Error típico de est Y 5.11294376
R cuadrado 0.69872964 R cuadrado 0.25182268 R cuadrado 0.06059862
Nº de observaciones 8 Nº de observaciones 8 Nº de observaciones 8
Grados de libertad 6 Grados de libertad 6 Grados de libertad 6
Coeficientes X -4.70139569 Coeficientes X -1.61760375 Coeficientes X -0.7177174
Error típico del coef 1.26030252 Error típico del coef 1.13828592 Error típico del coef 1.15364472
t-student -3.73037079 t-student -1.42108738 t-student -0.62213036
Zn-Au Au-FeResultado de la regresión Resultado de la regresión
Constante 5.72015787 Constante 10.9089957
Error típico de est Y 3.39726747 Error típico de est Y 3.42307616
R cuadrado 0.66071597 R cuadrado 0.57894165
Nº de observaciones 8 Nº de observaciones 8
Grados de libertad 6 Grados de libertad 6
Coeficientes X 0.4658648 Coeficientes X 0.68820019
Error típico del coef 0.1362883 Error típico del coef 0.23960336
t-student 3.41823025 t-student 2.87224762
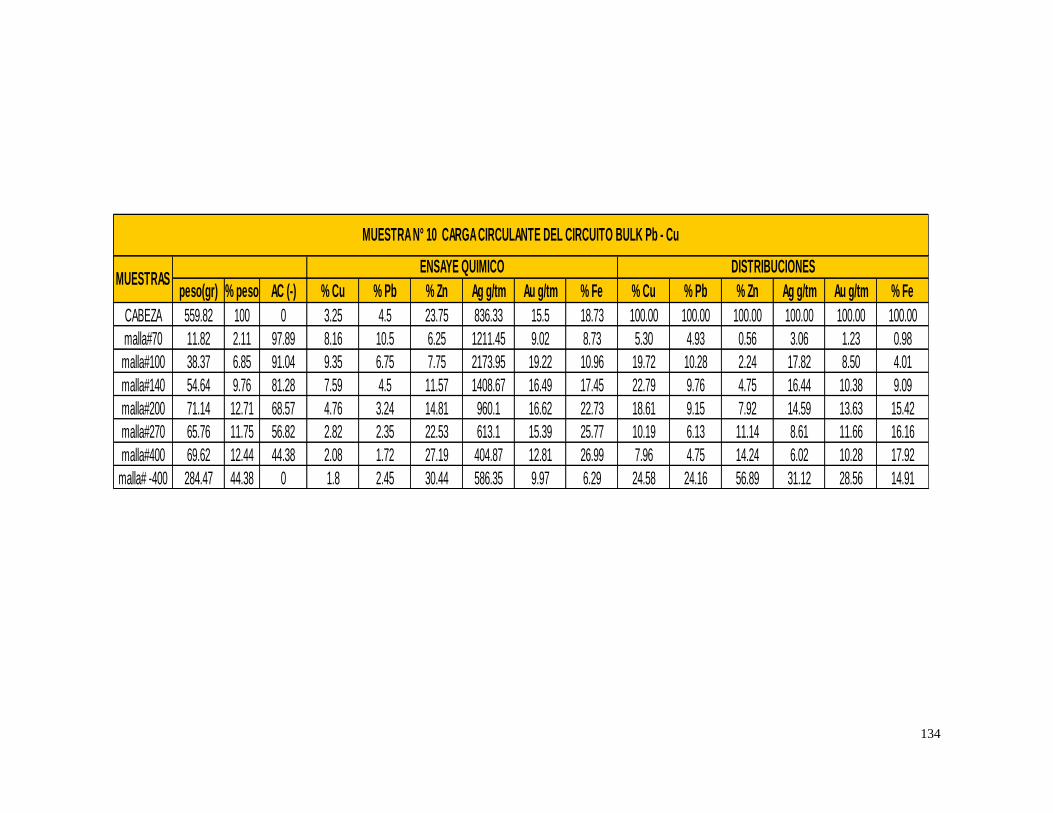
134
peso(gr) % peso AC (-) % Cu % Pb % Zn Ag g/tm Au g/tm % Fe % Cu % Pb % Zn Ag g/tm Au g/tm % Fe
CABEZA 559.82 100 0 3.25 4.5 23.75 836.33 15.5 18.73 100.00 100.00 100.00 100.00 100.00 100.00
malla#70 11.82 2.11 97.89 8.16 10.5 6.25 1211.45 9.02 8.73 5.30 4.93 0.56 3.06 1.23 0.98
malla#100 38.37 6.85 91.04 9.35 6.75 7.75 2173.95 19.22 10.96 19.72 10.28 2.24 17.82 8.50 4.01
malla#140 54.64 9.76 81.28 7.59 4.5 11.57 1408.67 16.49 17.45 22.79 9.76 4.75 16.44 10.38 9.09
malla#200 71.14 12.71 68.57 4.76 3.24 14.81 960.1 16.62 22.73 18.61 9.15 7.92 14.59 13.63 15.42
malla#270 65.76 11.75 56.82 2.82 2.35 22.53 613.1 15.39 25.77 10.19 6.13 11.14 8.61 11.66 16.16
malla#400 69.62 12.44 44.38 2.08 1.72 27.19 404.87 12.81 26.99 7.96 4.75 14.24 6.02 10.28 17.92
malla# -400 284.47 44.38 0 1.8 2.45 30.44 586.35 9.97 6.29 24.58 24.16 56.89 31.12 28.56 14.91
MUESTRA N° 10 CARGA CIRCULANTE DEL CIRCUITO BULK Pb - Cu
MUESTRASENSAYE QUIMICO DISTRIBUCIONES
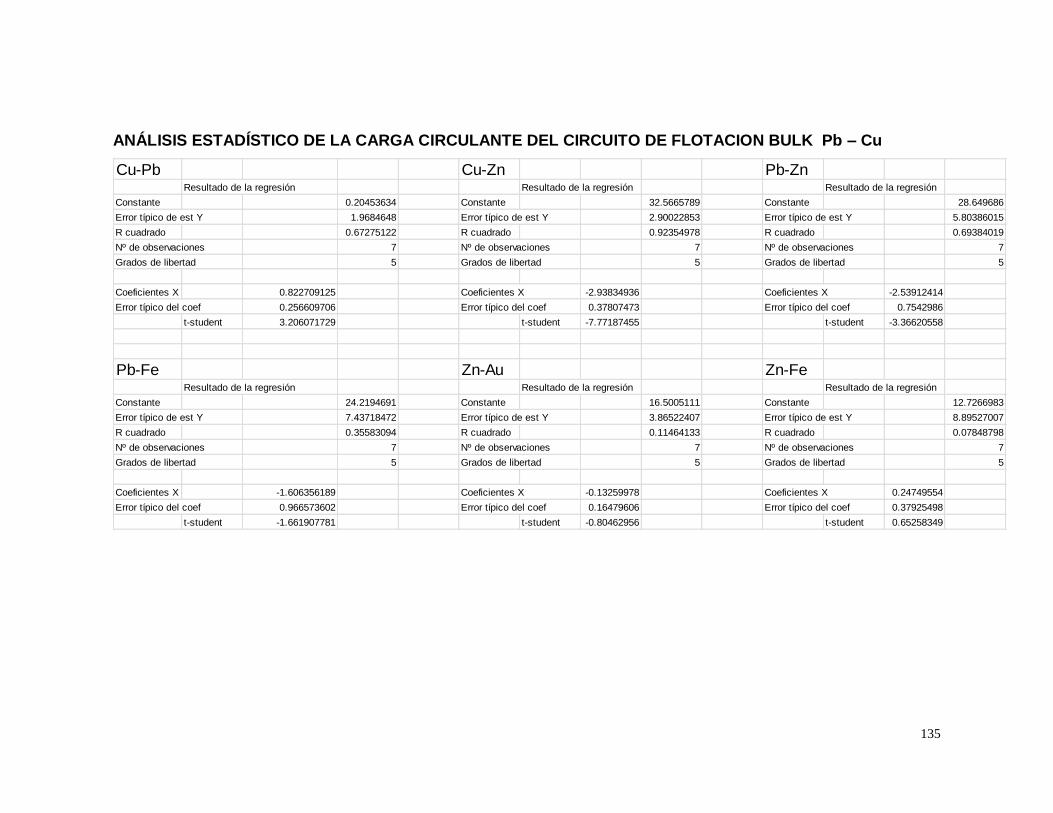
135
ANÁLISIS ESTADÍSTICO DE LA CARGA CIRCULANTE DEL CIRCUITO DE FLOTACION BULK Pb – Cu
Cu-Pb Cu-Zn Pb-ZnResultado de la regresión Resultado de la regresión Resultado de la regresión
Constante 0.20453634 Constante 32.5665789 Constante 28.649686
Error típico de est Y 1.9684648 Error típico de est Y 2.90022853 Error típico de est Y 5.80386015
R cuadrado 0.67275122 R cuadrado 0.92354978 R cuadrado 0.69384019
Nº de observaciones 7 Nº de observaciones 7 Nº de observaciones 7
Grados de libertad 5 Grados de libertad 5 Grados de libertad 5
Coeficientes X 0.822709125 Coeficientes X -2.93834936 Coeficientes X -2.53912414
Error típico del coef 0.256609706 Error típico del coef 0.37807473 Error típico del coef 0.7542986
t-student 3.206071729 t-student -7.77187455 t-student -3.36620558
Pb-Fe Zn-Au Zn-FeResultado de la regresión Resultado de la regresión Resultado de la regresión
Constante 24.2194691 Constante 16.5005111 Constante 12.7266983
Error típico de est Y 7.43718472 Error típico de est Y 3.86522407 Error típico de est Y 8.89527007
R cuadrado 0.35583094 R cuadrado 0.11464133 R cuadrado 0.07848798
Nº de observaciones 7 Nº de observaciones 7 Nº de observaciones 7
Grados de libertad 5 Grados de libertad 5 Grados de libertad 5
Coeficientes X -1.606356189 Coeficientes X -0.13259978 Coeficientes X 0.24749554
Error típico del coef 0.966573602 Error típico del coef 0.16479606 Error típico del coef 0.37925498
t-student -1.661907781 t-student -0.80462956 t-student 0.65258349
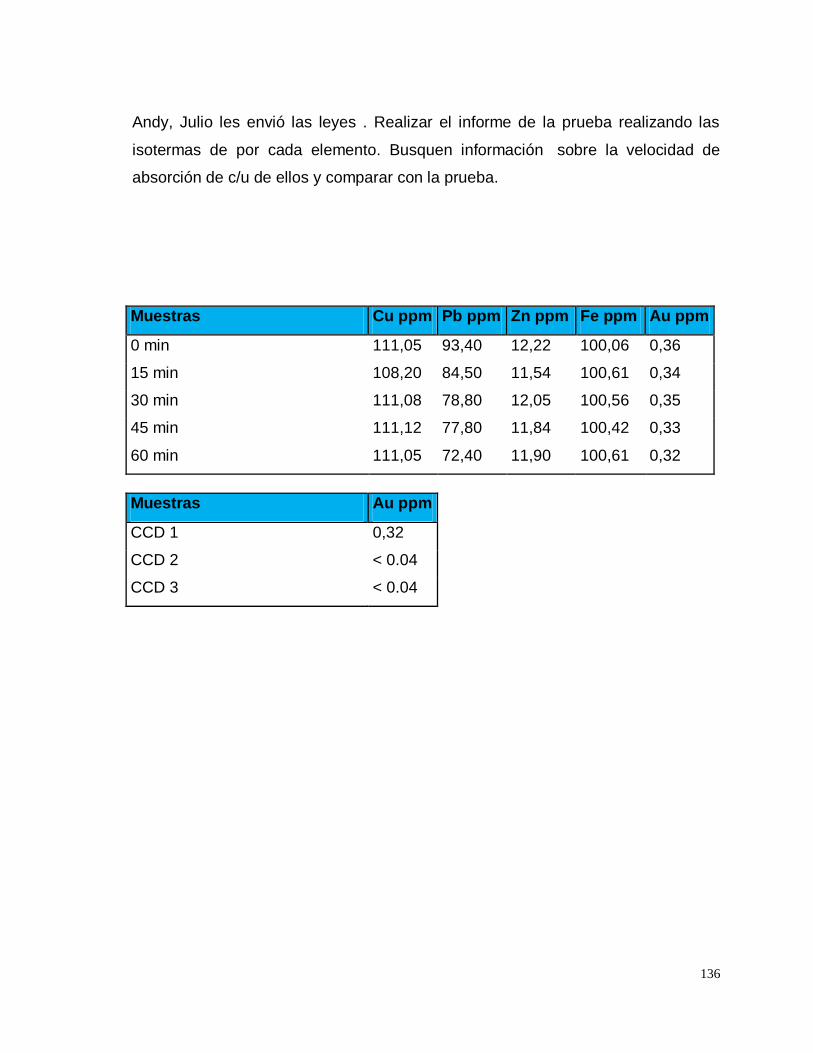
136
Andy, Julio les envió las leyes . Realizar el informe de la prueba realizando las
isotermas de por cada elemento. Busquen información sobre la velocidad de
absorción de c/u de ellos y comparar con la prueba.
Muestras Cu ppm Pb ppm Zn ppm Fe ppm Au ppm
0 min 111,05 93,40 12,22 100,06 0,36
15 min 108,20 84,50 11,54 100,61 0,34
30 min 111,08 78,80 12,05 100,56 0,35
45 min 111,12 77,80 11,84 100,42 0,33
60 min 111,05 72,40 11,90 100,61 0,32
Muestras Au ppm
CCD 1 0,32
CCD 2 < 0.04
CCD 3 < 0.04
137
CONCLUSIONES
Después de realizado el trabajo se llegaron a las siguientes conclusiones:
1) La finalidad de las pruebas es eliminar el consumo de bicromato en la
mezcla de CMC y fosfato mono sódico por el bisulfito de sodio (NaHSO3),
por lo que se concluye según los resultados del balance metalúrgico
favorece el cambio con el bisulfito ( NaHSO3) de acuerdo a las pruebas
realizadas en laboratorio y se comparo con el RCS en estas pruebas
resultó que el factor metalúrgico del cobre utilizando el reactivo RCS es
mayor, de las pruebas experimentales realizadas se analizo que fue bueno
utilizar el bisulfito de sodio
2) Se realizaron dos pruebas; con el objetivo de evaluar el comportamiento del
plomo y del cobre, en la primera se realizó una prueba estándar (sin
remoler) y en la segunda se remolió el relave rougher lo cual se le extrajo
mayor cantidad de Pb, Cu en la etapa de flotación de scavenger de bulk Pb-
Cu para obtener un bulk más limpio con menos contenido de fierro
obteniendo las recuperaciones Pb de 70.17% y Cu de 66.97% y Ag de
62.41% mejor que las recuperaciones de Pb, Cu y Ag sin remolienda .El
valor de Zinc en cuanto a recuperación en la remolienda es 18.90% y del
balance simulado con remolienda(20.91%) baja en cuanto a la recuperación
de zinc sin remolienda(23.14%). Se concluye también que en el relave de
zinc de la prueba experimental el valor de plomo bajo su grado de 0.25 sin
remolienda a 0.06 con remolienda esto indica que con este proceso
mejoraría la calidad de concentrado que se pueda enviar a Biox seria parte
de nuestro objetivo que se estaría cumpliendo. Para el zinc la remolienda
ocasiona desplazamiento en el circuito de flotación arsenopirita - pirita .
3) En cuanto a la recuperación de oro en el relave general del proceso los
resultados fueron en la prueba sin remolienda es de 10.23% y de la prueba
138
con remolienda es de 8.56%, del simulado con remolienda es de 9.35%, por
lo que se compara con los resultados del balance metalúrgico acumulado
mensual(a la fecha) es de 12.52%.
4) Se hizo una evaluación integral para determinar los requerimientos
necesarios para poner operativo óptimamente el circuito de separación
plomo-cobre con los parámetros obtenidos en laboratorio los cuales son:
Greiten para completar todos los accesos necesarios así como
barandas. Reparación de dos árboles de las celdas instalación de un
reductor para la paleta de espumas, reparación de las canaletas de
espumas, tuberías y accesorios para líneas de agua, planchas de fierro
para fabricación de cajones de descarga entrada de las celdas, el
acondicionador que se requiere se podría utilizar el del circuito de
separación pirita-arsenopirita, las dos Bombas a usar serian la: B1 Y
B2, las cuales se disponen en el circuito de limpieza de Plomo, tuberias
HDPE usados de 4" y 2", para transportar los flujos que se requieran.
fabricación o compra de toberas y finalmente chupones desarenadores
el diámetro esta por avaluarse.
139
RECOMENDACIONES
Después del desarrollo del presente trabajo, se hacen las siguientes
recomendaciones:
Seguir evaluando la aplicación de prueba industrial del Colector Hostaflot
2512, en calidad de auxiliar al Aerophine 3418 .
Preferir 2512 como colector auxiliar en flotación Bulk Pb-Cu-Ag, frente a la
posibilidad del AP 5100, este ultimo solo podría ser usado en agotamiento
scavenger de la separación Pb-Cu
140
BIBLIOGRAFÍA
[1] ASTUCURI TINOCO, Venancio, “Introducción a la Flotación de
minerales”, editorial Gráficas, Lima- Perú, 1994.
[2] CASTRO, Sergio Y GARCÍA, Juan Antonio,” Flotación fundamentos y
aplicaciones”.; Facultad de Ingeniería , Departamento de Ingeniería
Metalúrgica, Universidad de Concepción ; Chile 2003.
[3] DOW CHEMICAL COMPANY: “Fundamentos de la flotación de
minerales”, Lima Perú 1979.
[4] FUERSTENAU, Douglas, “Activation and Deactivation in the flotation of
sulphide mineral” Proceeding of symposium held at college Park, Md,
April 6-7, 1978. Bureau of mines information circular/1980.
[5] GREEN D. “Flash Roughind Inan Outokumpo Skim Air flotation Cell;
News Developments create new opportunities”, Proceedings Randolph
Gold & Silver Forum GG Denver Colorado, Usa, Mayo 11-14, 1999.
[6] HULBURT CORNELIUS, “Manual de Mineralogía de DANA”, Editorial
Reverte – Madrid, España 1986.
[7] LYNCH, A.J. “Circuitos de trituración y molienda de minerales”, su
simulación, optimización, diseño y control. Editorial Rocas y Minerales,
Madrid, España, 1982.
[8] MANZANEDA CABALA, José, “Procesamiento de Minerales”, Lima
Perú, 2001.
[9] PEARCE DAVID, Turner K., “Economía de los Recursos Naturales y del
medio ambiente”, Ediciones celeste, Madrid España 1995.
[10] SANCHO, José, VERDEJA Luis Felipe, “Metalurgia Extractiva”,
volumen I, Fundamentos, Editorial Síntesis, Madrid, España, 2004.
[11] SPOTTISWOOD, R. “Introducción al Procesamiento de minerales”
Editorial LIMUSA, México D.F., 1990.
[12] SUTULOV, ALEXANDER, “Flotación de minerales”, Concepción –
Chile, 1961.
141
[13] G.C. Thorne, Ev. Manlipig, J.S. Hall y A.J. Lynch “Modelling of industrial
sulphide flotation circuits” Flotation – A.M. Gaudin Memorial Volume
N.Y. 1976.
[14] Mc. *Lellan “Cálculo de los Indices Cinéticos en la Flotación de
Minerales de Cobre Porfiriticos”. *Asistente asesor Mexicana de Cobre.
Nacozari – Sonora – México. Gaudin A.M. “Flotation” Mc Graw-Hill Book
Company N.Y.
[15] Taggart A.F. Handbook of Mineral Dressing John Wiley and Sons N.Y.
1950 Denver Equipment Company HandBook Denver – Colorado USA.
1954.
[16] Azañero Ortiz Angel “Evaluación de reactivos de flotación” Revista del
Instituto de Investigación de la F.G.M.M.C.G.–U.N.M.S.M. Vol II N° 4,
pág 77-93. Diciembre 1999. Lima Perú.
[17] A. Rizzo Patron R. “Concentración diferencial” Publicación Técnica :
pág 5-15.
[18] W.E. Host And G.W. Mitchell “A Method for predicting flotation
concentrate Quality” pág 571-584 y “Technical efficiency of
concentration operations” pág 485-508.





























