Embed Size (px)
Citation preview
ESTUDO COMPARATIVO ENTRE
ARRANJO FÍSICO LINEAR E ARRANJO
FÍSICO CELULAR
Eduardo Voltz (FACCAT)
Cleber Maiquel Peters (FACCAT)
Ademir Anildo Dreger (FACCAT)
Alexandre Aloys Matte Junior (FACCAT)
Barbara Benedetti Rodrigues (FACCAT)
O estudo sobre o arranjo físico a ser adotado nas indústrias tem se tornado
cada vez mais importante e necessário, pois o mesmo irá influenciar nos resultados
alcançados pelo setor industrial nas empresas, sendo em volume de produção,
equipamento, pessoas, fluxo de trabalho. Este artigo consiste efetuar uma proposta
de arranjo físico celular sendo do tipo “puxado” em relação ao arranjo físico tipo
linear onde a produção é empurrada. A análise do estudo será baseada no ramo de
calçados feminino. As análises serão feitas através da elaboração do arranjo físico
nos formatos mencionados, na distribuição dos equipamentos nos arranjos e na
avaliação operacional do potencial de produção em relação à quantidade de pessoas.
Palavras-chave: Arranjo físico. Produção
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
2
1. Introdução
Com a globalização e a consequente intensificação da concorrência, os consumidores se
tornaram cada vez mais exigentes (Silva, 2004) e buscam produtos com preço mais acessível,
mais qualidade e durabilidade. Esta procura acaba fazendo com que as empresas busquem
alternativas para garantir as necessidades dos seus clientes e manterem-se competitivas no
mercado. O panorama atual dita que, para que as empresas consigam alcançar resultados
positivos, os seus respectivos gestores também devem vislumbrar novas variáveis e
perspectivas estratégicas, buscando medir fatores que possam contribuir para um melhor
desempenho, sendo esta uma forma vital de sustentação de uma vantagem competitiva.
Assim, cada vez mais as empresas estão analisando os seus fluxos de trabalho. Silva (2004)
menciona que a racionalização passou a ser imprescindível para a sobrevivência das
empresas. Ao racionalizar é possível identificar e avaliar as oportunidades de novas melhorias
no fluxo do trabalho, sendo que estas irão refletir positivamente nos resultados dos seus
indicadores como produtividade, qualidade e capacidade de produção.
Para Olivério (1985), o arranjo físico é um estudo sistemático que procura uma combinação
ótima das instalações industriais que concorrem para a produção, dentro de um espaço
disponível. No arranjo físico estará à distribuição organizada dos equipamentos, pessoas e
informações que visam evitar desperdícios e perdas.
Ao se estudar um arranjo físico deve se levar em consideração a estrutura do prédio, os
equipamentos industriais, o sistema de informação, o envolvimento da gestão e das pessoas
para que se busquem melhores resultado. Segundo Gonçalves Filho (2001), para se alcançar
um sistema de manufatura eficiente, deve-se avaliar a tecnologia de fabricação e a motivação
das pessoas.
Para Slack (1997), o arranjo físico errado pode levar a fluxos de trabalhos longos e confusos,
pois pode-se ter quantidade ou local de estoque de materiais desnecessários, perda de
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
3
capacidade produtiva, fluxo não contínuo, aumento no tempo operacional total para
confeccionar o produto, atrasos na entrega do produto, horas extras desnecessárias.
O autor ainda cita a necessidade de clareza de fluxo, pois todo o fluxo de materiais e clientes
deve ser sinalizado de forma clara e evidente para clientes e para mão de obra. Também,
acesso a todas as máquinas, pois equipamentos e instalações devem estar disponíveis para
permitir adequada limpeza e manutenção.
Para desenvolver o estudo, foi utilizado como base o caso da empresa Alfa, fabricante de
calçados femininos localizada na região do Vale do Paranhana, focando no seu setor da
costura, onde permite-se avaliar de forma mais clara o impacto das tragédias relacionadas à
arranjos físicos. A empresa Alfa conta com aproximadamente 2.000 colaboradores. Têm-se
como objetivos analisar o arranjo físico atual da empresa, que atualmente utiliza um sistema
de produção linear, e apresentar as etapas para implantar um arranjo físico em formato de
célula, no caso em “U”.
2. Arranjo físico
O layout ou arranjo físico consiste da organização de todos os recursos necessários para a
execução operacional dos objetivos da empresa. Como organização entende-se a busca da
integração de equipamentos, mão de obra direta e indireta, materiais, áreas de movimentação
e de estocagem (OLIVÉRIO, 1985).
Decidir por algum tipo de arranjo físico é definir onde serão instaladas as máquinas,
equipamentos e pessoas. De acordo com Slack et al. (2002), o arranjo físico é uma das
características de maior importância de um setor produtivo, pois além de determinar a sua
forma e aparência, mostra a maneira que os recursos (materiais, informações, clientes) serão
transformados e como os mesmos fluem através de uma operação.
Além dos objetivos já citados, podemos constatar também outras vantagens, como o
melhoramento das relações interpessoais, a redução dos estoques e a redução da
movimentação. Arranjo físico contempla alguns princípios fundamentais, tais como o
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
4
da integração; da mínima distância; obediência ao fluxo de operações, evitando retrocessos,
interrupções e cruzamentos na sequência do fluxo produtivo; uso das três dimensões;
satisfação e segurança e o princípio da flexibilidade (VILLAR, 2004). De acordo com Slack
et al. (1999) existem quatro tipos básicos de arranjo físico: posicional, por produto ou linear,
funcional e celular.
O arranjo físico posicional, também chamado de arranjo físico de posição fixa, onde o
produto permanece fixo em um determinado local e posição devido ao seu peso ou tamanho,
enquanto os materiais, máquinas e pessoas se deslocam até o local necessário para a
conclusão do processo. Segundo Olivério (1985) podemos citar como exemplos deste
processo navios, aviões e grandes alternadores.
Porém, devido a grande complexidade dos projetos exemplificados anteriormente são
necessários alguns processos que antecedam a montagem final, geralmente baseada em outros
tipos de layout. Segundo Black (1991), o arranjo físico posicional costuma ser servido por
outros tipos de layout onde seus componentes são processados.
O arranjo físico por produto ou linear também é conhecido como produção em massa. De
acordo com Black (1991) este arranjo é utilizado quando o volume de produção se torna
muito grande, especialmente na linha de montagem, e, como exemplo, Slack et al. (1999) cita
uma linha de montagem de automóveis.
Neste fluxo, os locais de trabalho e equipamentos devem estar dispostos de acordo com o
sequência de fabricação do produto, para otimizar a movimentação do material utilizado
(OLIVÉRIO, 1985). Dependendo o tipo de processo, pode ser necessária a utilização de mais
de um equipamento para o mesmo processo, para balancear o fluxo de acordo com o tempo de
cada processo.
Para que a utilização deste layout seja economicamente viável, é necessário que haja volume
de produção para justificar o investimento que geralmente é alto. Groover (1987) destaca a
grande rigidez deste arranjo físico, que, ao ser implantado, deve ser de uma só vez.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
5
O arranjo físico funcional, tratado por alguns como arranjo físico departamental ou por
processo, tem como característica principal o agrupamento de operações de um mesmo tipo
(OLIVÉRIO, 1985). Segundo Black (1991), o alto nível de flexibilidade deste arranjo físico
contribui para a produção de uma grande variedade de produtos em pequenos lotes. Os
equipamentos utilizados devem ser de uso genérico e os trabalhadores devem ser
multifuncionais. Como exemplos podem ser citados hospitais e bibliotecas.
Neste tipo de arranjo existe a dificuldade para o controle de produção, pois geralmente existe
uma simultaneidade de diferentes lotes sendo executados ao mesmo tempo em setores
distintos e para clientes variados. Já a elaboração do processo de fabricação é uma atividade
relativamente simples, já que basta apenas definir a sequência de departamentos que
executarão cada etapa do processo (Groover, 1987).
O arranjo físico celular está ligado à filosofia da Tecnologia de Grupo (TG). Nesta filosofia,
de acordo com Groover e Zimmers (1984), são agrupadas todas as peças por similaridades de
processo com a intenção de alcançar vantagens na manufatura. Os grupos são chamados de
famílias. Após a divisão das famílias, são montados grupos de máquinas responsáveis pela
fabricação, que é chamado de célula de fabricação.
Segundo Black (1991), a disposição das máquinas de uma célula lembra o arranjo físico
linear, porém é projetada para ser muito mais flexível. Em alguns casos a célula inclui todos
os processos necessários para a conclusão das peças de sua família, já em outros casos é
necessária a união de mais de uma célula para a conclusão das peças.
Black (1991) destaca os seguintes pontos chave: as máquinas são dispostas na sequência do
processo; normalmente a célula é projetada em forma de U; um tipo de peça é feito de cada
vez dentro da célula; os trabalhadores são treinados para lidar com mais de um tipo de
processo; o tempo de ciclo para o sistema dita a taxa de produção para a célula; os operadores
trabalham em pé e caminhando; são usadas máquinas mais lentas e específicas, que são
menores e mais baratas.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
6
3. Metodologia
Com relação ao processo de pesquisa, o método utilizado foi o quantitativo-qualitativo, que
permite uma interpretação mais abrangente da realidade posta. A pesquisa foi baseada em um
estudo de caso único, sendo também caracterizada como um estudo exploratório, tendo como
objetivo a procura de padrões, ideias ou hipóteses. A primeira parte da coleta de dados foi
desenvolvida a partir de pesquisa bibliográfica, a fim de conseguir-se base para sustentação
dos argumentos e proposição do novo arranjo físico. O universo da coleta de dados foi o setor
de costura da empresa alvo do estudo de caso. A coleta de dados ocorreu através da
observação e avaliação dos tempos produtivos da unidade. Posteriormente, os dados foram
consolidados, sendo realizada a análise de conteúdo, confrontando o levantamento teórico
realizado com os dados alcançados, sendo possível elaborar a conclusão sobre o estudo.
4. Estudo de caso
Buscando realizar o levantamento de dados a fim de alcançarem-se os objetivos propostos,
realizou-se a observação dos tempos coletados na empresa Alfa, objeto do estudo de caso.
Inicialmente, avaliamos o método atual, passando à parte de sugestão do novo arranjo físico,
na sequência.
O conceito de tecnologia de grupo começou a ser desenvolvido nas décadas de 40 e 50, sendo
que o primeiro trabalho apresentado sobre o assunto foi escrito pelo engenheiro russo
Mitrofanov e se intitulava “Scientific Principle of Group Tecnology”. O conceito básico deste
estudo era agrupar as peças com similaridade geométrica em famílias para serem fabricadas
em uma única máquina, reduzindo assim os tempos de preparação da máquina (setup) entre
uma peça e outra (LORINI, 1993).
O setor de costura estudado engloba operações que são definidas como diretas e indiretas de
costura. As operações diretas se referem às que são realizadas para confeccionar um par, e as
operações indiretas são consideradas de apoio a costura, como auxiliar, coordenação.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
7
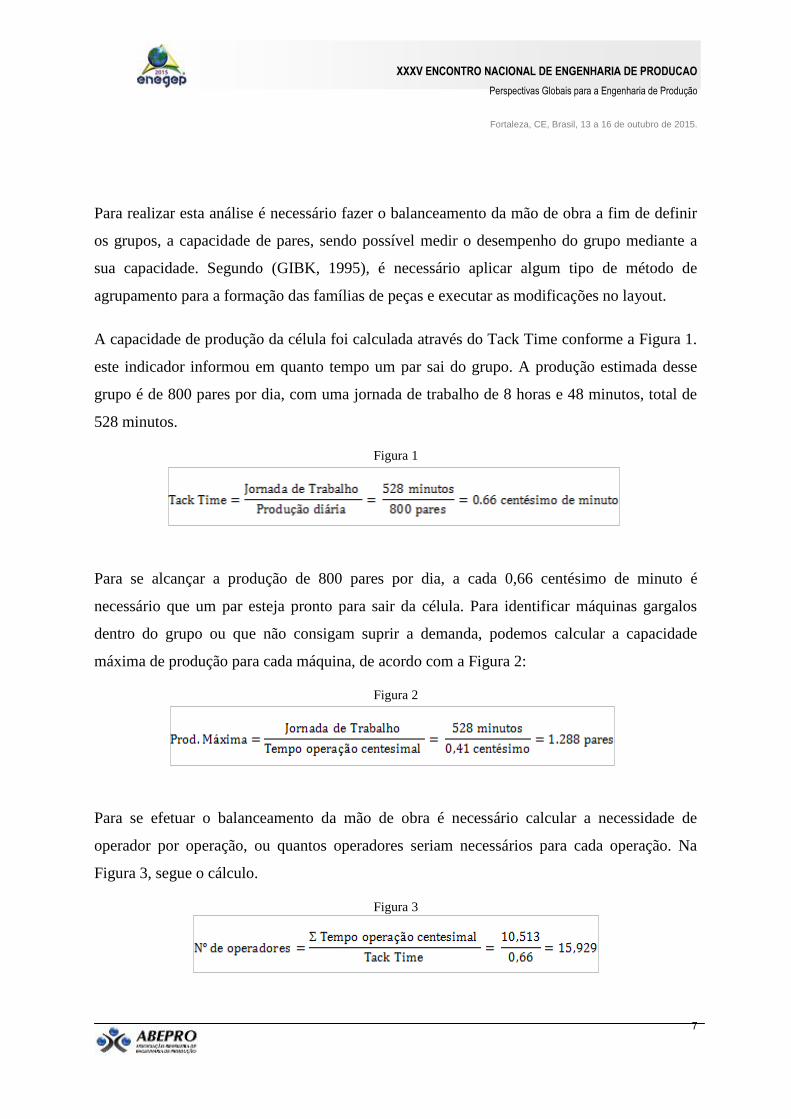
Para realizar esta análise é necessário fazer o balanceamento da mão de obra a fim de definir
os grupos, a capacidade de pares, sendo possível medir o desempenho do grupo mediante a
sua capacidade. Segundo (GIBK, 1995), é necessário aplicar algum tipo de método de
agrupamento para a formação das famílias de peças e executar as modificações no layout.
A capacidade de produção da célula foi calculada através do Tack Time conforme a Figura 1.
este indicador informou em quanto tempo um par sai do grupo. A produção estimada desse
grupo é de 800 pares por dia, com uma jornada de trabalho de 8 horas e 48 minutos, total de
528 minutos.
Figura 1
Para se alcançar a produção de 800 pares por dia, a cada 0,66 centésimo de minuto é
necessário que um par esteja pronto para sair da célula. Para identificar máquinas gargalos
dentro do grupo ou que não consigam suprir a demanda, podemos calcular a capacidade
máxima de produção para cada máquina, de acordo com a Figura 2:
Figura 2
Para se efetuar o balanceamento da mão de obra é necessário calcular a necessidade de
operador por operação, ou quantos operadores seriam necessários para cada operação. Na
Figura 3, segue o cálculo.
Figura 3
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
8
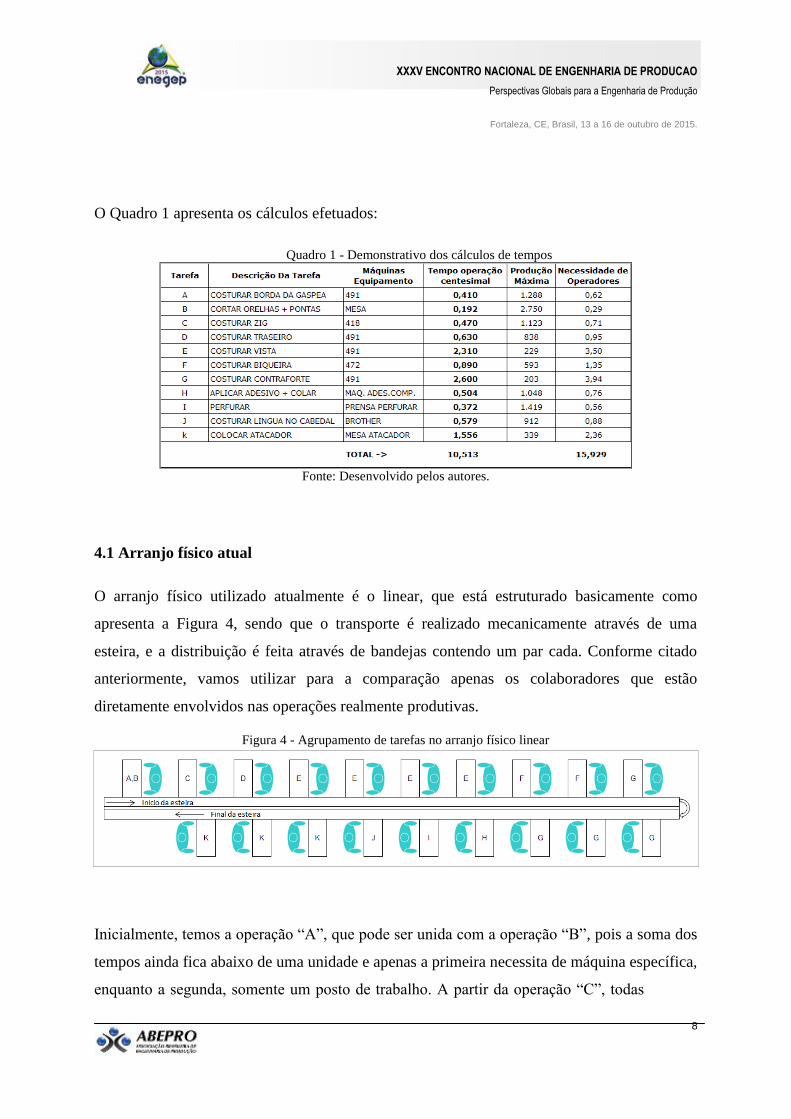
O Quadro 1 apresenta os cálculos efetuados:
Quadro 1 - Demonstrativo dos cálculos de tempos
Fonte: Desenvolvido pelos autores.
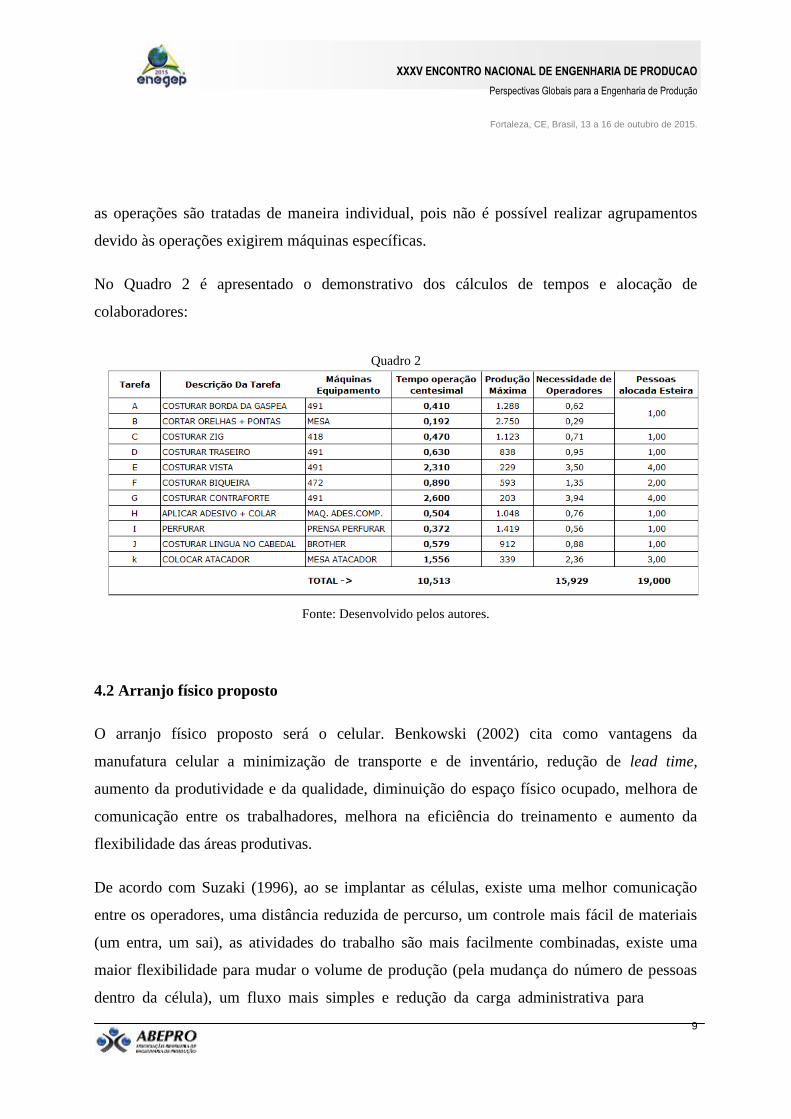
4.1 Arranjo físico atual
O arranjo físico utilizado atualmente é o linear, que está estruturado basicamente como
apresenta a Figura 4, sendo que o transporte é realizado mecanicamente através de uma
esteira, e a distribuição é feita através de bandejas contendo um par cada. Conforme citado
anteriormente, vamos utilizar para a comparação apenas os colaboradores que estão
diretamente envolvidos nas operações realmente produtivas.
Figura 4 - Agrupamento de tarefas no arranjo físico linear
Inicialmente, temos a operação “A”, que pode ser unida com a operação “B”, pois a soma dos
tempos ainda fica abaixo de uma unidade e apenas a primeira necessita de máquina específica,
enquanto a segunda, somente um posto de trabalho. A partir da operação “C”, todas
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
9
as operações são tratadas de maneira individual, pois não é possível realizar agrupamentos
devido às operações exigirem máquinas específicas.
No Quadro 2 é apresentado o demonstrativo dos cálculos de tempos e alocação de
colaboradores:
Quadro 2
Fonte: Desenvolvido pelos autores.
4.2 Arranjo físico proposto
O arranjo físico proposto será o celular. Benkowski (2002) cita como vantagens da
manufatura celular a minimização de transporte e de inventário, redução de lead time,
aumento da produtividade e da qualidade, diminuição do espaço físico ocupado, melhora de
comunicação entre os trabalhadores, melhora na eficiência do treinamento e aumento da
flexibilidade das áreas produtivas.
De acordo com Suzaki (1996), ao se implantar as células, existe uma melhor comunicação
entre os operadores, uma distância reduzida de percurso, um controle mais fácil de materiais
(um entra, um sai), as atividades do trabalho são mais facilmente combinadas, existe uma
maior flexibilidade para mudar o volume de produção (pela mudança do número de pessoas
dentro da célula), um fluxo mais simples e redução da carga administrativa para
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
10
controlar a linha e melhor trabalho de equipe para atingir objetivos comuns.
Para dar início à proposição do novo arranjo físico, foi feito o balanceamento das operações
considerando as seguintes regras:
Ao se somar a necessidade de duas ou mais operações e estas não ultrapassarem o
total de uma unidade, é possível fazer o agrupamento de operações, pois o
operador terá tempo hábil para efetuá-las;
Para as operações onde a necessidade seja maior (maior ou menor?) do que uma
unidade, será alocada uma pessoa para cada necessidade inteira, e quanto a
diferença de pessoas representadas por um número não inteiro e menor que uma
unidade, será analisada a sua alocação com outra operação. Para a operação “E”
serão alocadas quatro pessoas, porém a última pessoa tem a necessidade de 0,50,
sendo possível agrupar com a sobra de pessoas da operação “F”, que não irá
ultrapassar a necessidade de uma pessoa, no caso teremos 0,85.
As operações “K” e “M” serão agrupadas, pois a sobra de pessoas da operação “K”
é de 0,56 e da “M” é de 0,36, a soma das sobras não ultrapassa a necessidade de
uma unidade.
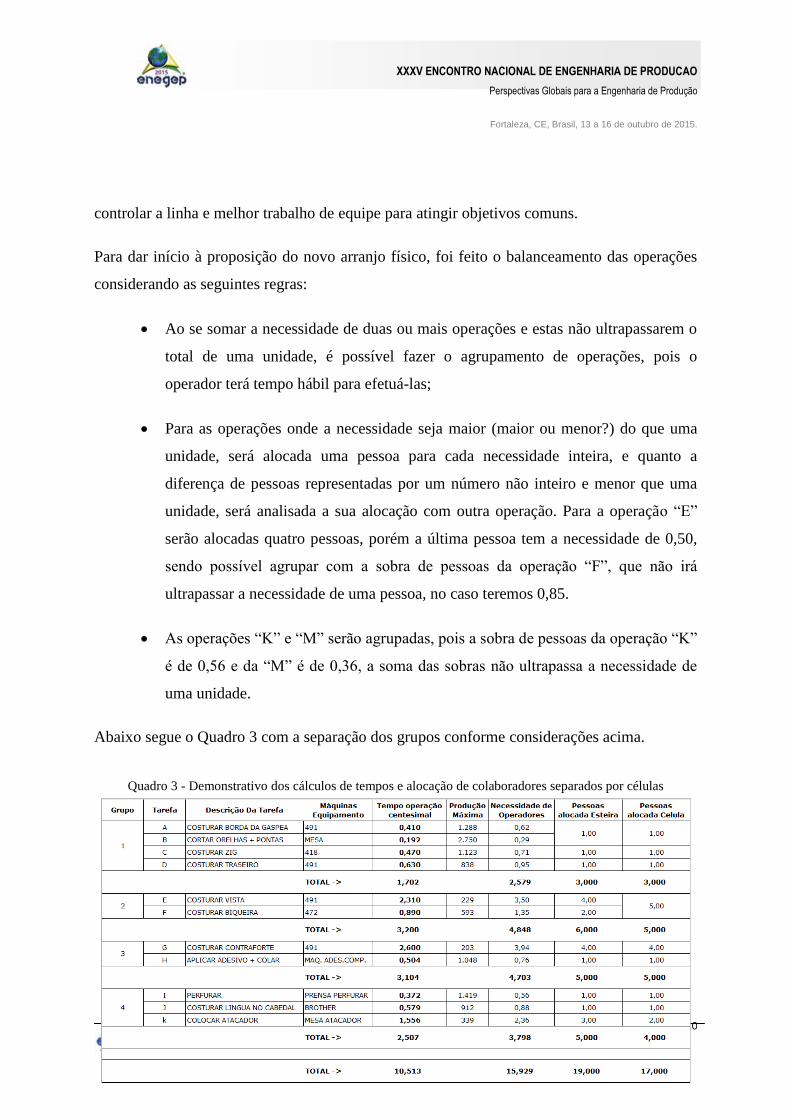
Abaixo segue o Quadro 3 com a separação dos grupos conforme considerações acima.
Quadro 3 - Demonstrativo dos cálculos de tempos e alocação de colaboradores separados por células
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
11
Fonte: Desenvolvido pelos autores.
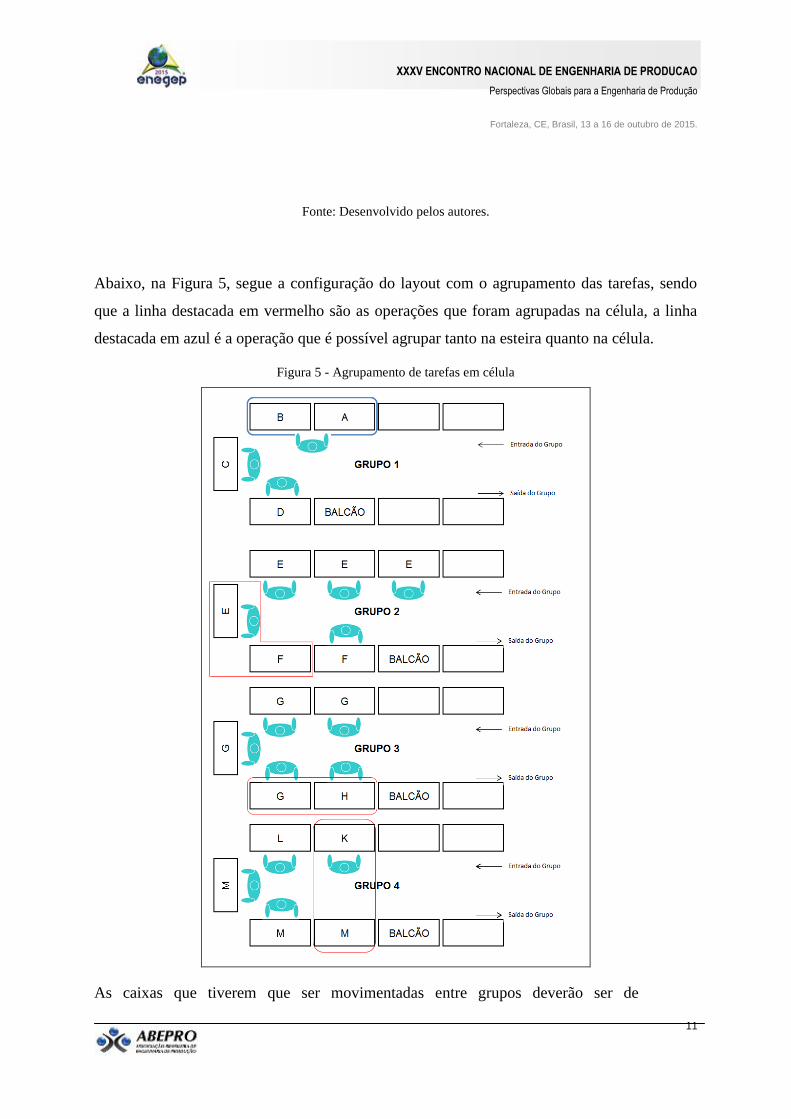
Abaixo, na Figura 5, segue a configuração do layout com o agrupamento das tarefas, sendo
que a linha destacada em vermelho são as operações que foram agrupadas na célula, a linha
destacada em azul é a operação que é possível agrupar tanto na esteira quanto na célula.
Figura 5 - Agrupamento de tarefas em célula
As caixas que tiverem que ser movimentadas entre grupos deverão ser de
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
12
responsabilidade do auxiliar de costura, pois o mesmo deverá buscar no estoque de corte as
caixas e colocar no primeiro grupo, e quando o último grupo estiver com as caixas prontas, o
auxiliar deverá armazenar no estoque de costura.
Cada grupo deverá ter no final um balcão com suporte para colocar as caixas com os pares a
serem costurados. Os pares que estão na caixa deverão vir para o grupo separado em bandejas,
contendo três pares em cada uma, por exemplo, se uma caixa tiver uma ordem de fabricação
de doze pares, dentro dela deverá ter quatro bandejas com três pares em cada uma.
A bandeja com três pares irá facilitar a movimentação dos produtos dentro dos grupos e
agilizar a movimentação dos pares entre as operações.
A primeira pessoa do grupo pegará a bandeja no balcão e efetuará a(s) sua(s) operação(ões) e
disponibilizará para a pessoa seguinte as bandejas com os pares a serem produzidos. Quando
uma pessoa for responsável por realizar mais de uma operação, esta deverá fazer a primeira
operação e se movimentar para a operação seguinte.
A última pessoa de cada célula deverá deixar bandejas disponíveis dentro da caixa para que a
primeira pessoa da célula seguinte sempre tenha bandejas para produzir.
Para implantar uma célula de trabalho com operadores que realizem mais de uma operação é
necessário que as pessoas recebam instrução e treinamento sobre os processos e
equipamentos, formando pessoas multifuncionais, permitindo que tenham capacidade de
gerenciar o seu próprio trabalho. (SANTOS, 2002)
5. Conclusão
Após a realização do estudo e posterior proposição do novo arranjo físico à unidade de
costura da empresa consultada, foi possível identificar que, ao implantar o sistema de célula
de trabalho, é possível diminuir a necessidade de pessoas para produzir um determinado
modelo com a sua respectiva produção.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
13
No caso estudado, obteve-se uma redução de 10,5% na necessidade de pessoas. No sistema
em esteira são necessárias 19 pessoas, já em célula de trabalho com operações sendo
realizadas por mais de uma pessoa, a necessidade diminuiu para 17 indivíduos.
Para implantar o arranjo físico celular é necessário que se tenha pessoas com conhecimento
em processos e equipamentos. Caso as mesmas não possuam este conhecimentos, é necessário
adotar um programa de instrução e treinamento pra os colaboradores.
No trabalho em grupo, o ritmo de produção é ditado pelas pessoas e acredita-se que com isto
pode-se identificar com mais facilidade os gargalos de produção, medir a eficiência,
monitorar a qualidade, e as pessoas acabam ficando mais comprometidas com a realização da
meta estipulada.
É importante mencionar que, além da educação e treinamento é necessário que as operações
tenham métodos de trabalhos bem definidos, e que também haja acompanhamento nas células
de trabalho para auxiliarem os colaboradores à alcançarem mais rápido o volume de produção
desejado, respeitando a qualidade e melhorando a eficiência da fábrica.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
14
REFERÊNCIAS BIBLIOGRÁFICAS
BENKOWSKI, Joe. Group Technology and cellular manufacturing. Northwest Wisconsin Manufacturing
Center. Menomonie, 2002.
BLACK, J. T. O Projeto da Fábrica com Futuro. Porto Alegre: Artes Médicas, 1991.
GIBK, André. Estudo para implantação do Sistema de Manufatura Celular. Porto Alegre; Depto.
Engenharia Mecânica - UFRGS; dezembro de 1995
GROOVER, M. P. Automation, production systems, and computer-integrated manufacturing. Rio de
Janeiro: Prentice-Hall do Brasil Ltda., 1987.
GROOVER, M. P.; ZIMMERS, E. W. JR. CAD/CAM: computer-aided design and manufacturing.
Englewood Cliffs, New Jersey: Prentice-Hall, Inc., 1984.
LORINI, Flávio J. Tecnologia de grupo e organização da manufatura. Florianópolis: Ed. da
UFSC, 1993.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
15
OLIVÉRIO, J. L. Projeto de Fábrica: produtos, processos e instalações industriais. São Paulo: IBLC, 1985.
SANTOS, A. dos; MOSER, L.; TOOKEY, J.E. Apllying the concept of mobile cell manufacturing on the
drywall process. Proceedings IGCL-10, Aug 2002, Gramado, Brazil.
SLACK et al. Administração da Produção. Edição compacta. São Paulo: Atlas, 1999.
SLACK, N.; CHAMBERS, S.; JOHNSTON, R. Administração da Produção. 2. ed. São Paulo: Atlas, 2002.
SUZAKI, Kiyoshi. Novos desafios da manufatura: técnicas para melhoria contínua. São
Paulo: IMAM, 1996.
VILLAR, A. M.; NÓBREGA JR, C. L. Planejamento das Instalações Industriais. João Pessoa: Manufatura,
2004.