Embed Size (px)
Citation preview
ECOLE DES MINES DOUAI
AL MONTASER (Fatima-Zahra)
LESUR (Virginie)
ETUDE BIBLIOGRAPHIQUE
LEAN MANUFACTURING
(LEAN MANUFACTURING)
Promotion 2014 Année Scolaire 2012 – 2013

2
3
REMERCIEMENTS
Nous tenons à adresser nos remerciements dans un premier temps à Madame Fort et
Monsieur Cordonnier pour avoir assuré la partie théorique de notre étude bibliographique.
Nous adressons aussi un merci particulier à Monsieur Patrick Debussche, notre parrain, pour
le temps, l’aide, la disponibilité qu’il nous a accordés tout au long de notre étude. Nos
échanges, ses conseils et son expérience professionnelle nous ont permis de voir comment
s’y prendre pour mener à bien cette étude bibliographique, sur un sujet qui nous a
particulièrement intéressé, et répondre ainsi aux objectifs fixés.
4
5
TABLE DES MATIERES
REMERCIEMENTS ................................................................................................................3
TABLE DES MATIERES ........................................................................................................5
RESUME ................................................................................................................................9
ABSTRACT .......................................................................................................................... 11
INTRODUCTION .................................................................................................................. 13
DEVELOPPEMENT ............................................................................................................. 15
1 Positionnement du Lean Manufacturing ........................................................................ 15
1.1 Un contexte industriel appelant à des évolutions ....................................................15
1.1.1 Le charbon et de la machine à vapeur, piliers de la première industrialisation 15
1.1.2 L’explosion qui mène à la deuxième industrialisation ......................................16
1.2 Les États Unis et le Japon, deux puissances à la recherche de la productivité .......16
1.2.1 Ford, à l’origine de la démocratisation de l’automobile aux États Unis ............17
1.2.2 Deming, père de l’amélioration continue..........................................................18
1.2.3 Le Japon, berceau du Lean .............................................................................19
1.1 Les principes opérationnels du Modèle Toyota, une référence pour le Lean ..........20
1.1.1 Toyota, référence des constructeurs automobiles ? ........................................20
1.1.2 L’élaboration d’un modèle Toyota ...................................................................20
6
1.1.3 Souvent copié, jamais égalé ............................................................................22
2 Le Lean Manufacturing, un levier pour améliorer la performance .................................. 25
2.1 Présentation des concepts et outils Lean ...............................................................26
2.1.1 Kaizen .............................................................................................................26
2.1.2 5 S ..................................................................................................................26
2.1.3 SMED (Single Minute Exchange of Die) ..........................................................27
2.1.4 Kanban ...........................................................................................................28
2.1.5 Diagramme d’Ishikawa ....................................................................................29
2.1.6 PDCA: (Plan-Do-Check-Act) ...........................................................................30
2.1.7 Six Sigma ........................................................................................................31
2.1.8 VSM (Value Stream Mapping) .........................................................................32
2.2 Comment mettre en œuvre le Lean Manufacturing ? ..............................................35
2.3 Effet de la démarche Lean sur la performance industrielle .....................................36
3 Les limites du Lean ....................................................................................................... 39
3.1 Des impacts variés sur l’entreprise. ........................................................................39
3.1.1 Un coût financier à prendre en compte ............................................................39
3.1.2 Le facteur humain, non négligeable .................................................................40
3.2 Que disent les experts? ..........................................................................................42
3.3 Quel futur pour le Lean? .........................................................................................43
7
CONCLUSION ..................................................................................................................... 45
BIBLIOGRAPHIE .................................................................................................................. 47
8
9
RESUME
Dès la fin du XIXème siècle, dans une société bouleversée par l’avènement d’une ère
industrielle, des entrepreneurs innovent en étudiant et en développant le management
scientifique du travail. Les premières études d’élimination du gaspillage, ou celles
décomposant les process industriels peuvent être vues comme les prémisses d’une méthode
conduisant à une meilleure performance industrielle. Plus tard, des ingénieurs du
constructeur automobile japonais Toyota améliorent ces idées de réduction de gaspillage en
introduisant des outils de travail, mais surtout en développant une série de principes qui
synthétisent l’ensemble de ces idées pour former le concept du Lean Manufacturing.
Traduit en français par "maigre, sans gras", le Lean Manufacturing est une approche
industrielle qui vise à tendre vers la performance industrielle. Pour se faire, elle utilise une
boite à outils variée et passablement modulable qui lui confère l'aptitude à s'adapter à
différents services d'une entreprise, ceci quelque soit le secteur d'activité. La mise en œuvre
du Lean mène ainsi à une amélioration de la qualité, une réduction des coûts, un meilleur
respect des délais, et donc une meilleure image auprès des fournisseurs et surtout des
clients. Tout ceci amène une valeur ajoutée à l'entreprise, ce qui reste une question de
survie dans notre monde aussi concurrentiel.
Néanmoins, l'application du Lean laisse présager de certaines limites, notamment au niveau
financier mais aussi humain. Le Lean n'est peut être pas une panacée systématique et il est
intéressant d'écouter un retour critique d'utilisateurs et d'experts pour se forger son opinion
et se questionner sur l'avenir du Lean Manufacturing. Flexibilité, motivation, relationnel,
exactitudes de prévision sont des aptitudes dont doivent faire preuve les acteurs du Lean.
MOTS MATIERES
- Lean Manufacturing
- Amélioration continue
- Système de production Toyota
- Optimisation des performances
industrielles
10
11
ABSTRACT
At the end of the nineteenth century, in a society transformed by the advent of an era
industrial, some business managers innovate by studying and developing the scientific
management of work. Early studies of eliminating waste or those decomposing industrial
processes can be seen as the beginnings of a method leading to better industrial
performance. Later, Japanese Toyota engineers improve these ideas to reduce waste by
introducing tools, but also by developing a set of principles that summarize all of these ideas
to form the concept of Lean Manufacturing.
Lean Manufacturing is an industrial approach which aims to strive for industrial performance.
To do this, it uses a varied and quite flexible toolbox which gives the ability to adapt to
different departments of a company, whatever the industry. Implementation of Lean leads to
improved quality, reduced costs, improved timeliness, and thus a better image among
suppliers and especially customers. All this adds value to the company, which remains a
matter of survival in our world as competitive.
However, the application of Lean suggests some limitations, including financial but also
human. Lean is not a systematic panacea and it is interesting to listen to critical feedback of
users and experts in forming their opinions and to question the future of Lean manufacturing.
Flexibility, motivation, relationships, prediction accuracies are skills that must have actors
Lean.
KEYWORDS
- Lean Manufacturing
- Continuous process improvement
- Toyota Production System (TPS)
- Optimization of the industrial
performances

12
13
INTRODUCTION
L’objet de notre étude bibliographique est le Lean Manufacturing. Tantôt vu comme une
idéologie appliquée à l’entreprise, ou un modèle économique hérité du fordisme, ou encore
un faire-valoir auprès des clients, l’approche Lean doit avant tout être vu comme une
démarche d’amélioration de la performance industrielle.
Si au départ, elle s’est surtout réalisée grâce à l’utilisation de bon sens, d’intégration de
bonnes pratiques, avec « les moyens du bord », elle s’est inscrite avant tout dans une
logique d´optimisation et de rationalisation de la production. Mais bien vite, les industriels ont
vite pris conscience que pour être compétitifs, maintenir leur activité et donc amener une
valeur ajoutée à l’entreprise, il leur fallait adopter la démarche Lean, non seulement dans les
activités de production, mais aussi dans les autres secteurs (développement, gestion…).
Dans un marché technique et économique de plus en plus concurrentiel, la démarche Lean
est devenue plus qu’une préoccupation financière, elle est devenue une problématique de
survie de l’entreprise.
Pour débuter cette étude bibliographique, nous verrons comment le contexte historique et
économique du XIXème et XXème siècle a conduit à la recherche de nouveaux systèmes de
production répondant aux objectifs d’amélioration de la performance. Ces grandes évolutions
industrielles et économiques ont d’abord affecté le Royaume Uni, mais se sont ensuite
déployées dans d’autres pays industrialisés tel que les États Unis et le Japon, d’où le Lean
Manufacturing tire ses origines.
Boite à outils, concept ou ensemble de principes qui tendent à élever la performance de
l’entreprise, nous verrons, dans une seconde partie, comment utiliser l’ensemble de ces
dispositifs afin de mener l’entreprise dans une démarche d’amélioration continue et ainsi
accroître sa valeur ajoutée. De plus, nous détaillerons aussi les domaines d’application,
secteurs d’activités et types d’industries dans lequel le Lean trouve sa place.
Enfin, nous verrons, dans une troisième partie, s’il est possible de poser des limites au Lean.
Limites au niveau financier, au niveau humain et social, nous présenterons aussi des
expertises qui amèneront un retour d’expériences pertinent et constructif à notre étude.
14
Tout au long de ce travail, nous nous sommes appuyées sur des ouvrages divers concernant
l’amélioration continue, l’application du Lean, le déploiement dans certaines entreprises,
mais aussi des sites d’utilisateurs du Lean au quotidien. Toutes deux destinées à suivre la
majeure Organisation et Optimisation des Processus Industriels, nous sommes persuadées
que cette étude bibliographique nous sera utile tant dans notre cursus d’étude que dans
notre future pratique professionnelle.
15
DEVELOPPEMENT
1 Positionnement du Lean Manufacturing
Il est légitime, tout d’abord de s’interroger sur le pourquoi du Lean Manufacturing. Comment
les industriels en sont arrivés à penser Lean, à réfléchir et concevoir selon les principes du
Lean ? Ont-ils été aidés par des éléments nouveaux ou un environnement propice à un
remaniement de leurs méthodes ? La situation économique des siècles derniers s’y prêtait-
elle particulièrement ?
1.1 Un contexte industriel appelant à des évolutions
Un grand nombre de découvertes et de changements sont venus modifier la société du
XIXème siècle, appelant ainsi un basculement vers une ère industrielle .Avant 1800-1850,
les principaux secteurs d’activité étaient l’agriculture et l’artisanat, mais avec la 1ère grande
industrialisation, l’économie mondiale a basculé vers une société à dominante commerciale
et industrielle.
1.1.1 Le charbon et de la machine à vapeur, piliers de la première
industrialisation
Cette 1ère industrialisation a débuté en Angleterre au début du XIXème siècle avec
l’extraction du charbon, qui apparait comme une nouvelle source d’énergie beaucoup plus
efficace et plus économique que le bois. A cette nouvelle énergie, s’est associé le
développement de la machine à vapeur (découverte par Watt en 1769, et qui repose sur le
principe de transformation de l’énergie calorifique issue de la combustion du charbon en
énergie mécanique). De nombreux secteurs ont profité de ces évolutions, notamment les
transports (avec le développement du chemin de fer), l’agriculture mais aussi l’industrie, en
créant de nouvelles machines-outils plus robustes et performantes, qui permettaient aussi
une production massive, à prix de revient plus économique.
16
1.1.2 L’explosion qui mène à la deuxième industrialisation
C’est aux alentours de 1870-1880 que de nouvelles transformations vont venir bouleverser le
paysage industriel. C’est la 2ème industrialisation qui trouve son essor avec l’invention du
moteur à explosion, mais aussi grâce à l’utilisation de nouvelles formes d’énergie (l’électricité
et le pétrole), ainsi que le développement de la chimie et de nouveaux matériaux (aluminium,
bakélite..). Parallèlement, il s’opère une véritable révolution dans le monde des transports et
des communications qui font que les échanges se multiplient et donc que le commerce
international s’installe. Tant de mutations de la société amènent évidemment des
conséquences sur l’économie, la politique, la démographie, la santé, mais aussi la
géographie, l’environnement ou encore la culture.
Ce processus de transformation historique est connu sous le terme de révolution industrielle
(terme créé par Adolphe Blanqui, économiste français 1798-1854). Il a débuté au XIXème
siècle au Royaume Uni (qui manquait de main d’œuvre) et a très rapidement modifié le
paysage industriel des pays développés. Ces évolutions vont émerger dans tous les pays
industrialisés de manière plus ou moins rapide, sous forme de vague successive : Royaume
Uni et France dès le début du XIXème siècle, puis l’Allemagne et les États Unis au milieu du
XIXème, puis le Japon et la Russie dans la 2ème moitié du XIXème siècle. [1]
1.2 Les États Unis et le Japon, deux puissances à la recherche de la
productivité
C’est à la suite de la révolution industrielle qu’un certain nombre de méthodes de travail et
de modèles industriels ont été mis au point par des économistes ou des industriels pour
produire en masse. On peut tout d’abord citer le taylorisme, mis en place par Frederick
Taylor (1856-1915), qui est reconnu comme un des pères de l’organisation scientifique du
travail. Les principes du taylorisme visent à établir la meilleure façon de produire, mais aussi
de rémunérer les employés pour finalement obtenir des conditions de rendement maximum.
Ses principes ont été principalement déployés dans l’industrie (notamment la sidérurgie) de
la première moitié du XXème siècle aux États Unis.
17
Figure 1: Ford Modèle T [3]
1.2.1 Ford, à l’origine de la démocratisation de l’automobile aux États
Unis
Un autre modèle économique, celui de Henry Ford (1863-1947), fondateur du constructeur
automobile Ford aux États-Unis, est aussi souvent cité en exemple, il est appelé le
Fordisme. [2]
Précédemment, nous avons vu comment la révolution industrielle a contribué et à influé sur
l’essor des moyens de transports. Dans un tel contexte historique et économique, on
comprend aisément que la demande était plus élevée que l’offre. La conception de Ford
s’inspire du Taylorisme mais vise à le compléter. Son but était de concevoir un mode de
production qui allait révolutionner le monde de la production automobile: La Ford T signe en
effet le début du travail à la chaine et la production de masse. Entre 1908 et 1927, la chaîne
de montage a produit plus de 15 millions d’exemplaires (voir figure 1).
Une des idées de Ford était de produire à moindre coût : pour cela, il fit produire sur des
chaines de montage, et standardisa au maximum les éléments. Ainsi toutes les pièces sont
fabriquées de série et strictement identiques, donc interchangeables et montées par des
ouvriers affectés à un poste de travail, qui effectuaient donc leurs taches de manière
répétitive. Une telle organisation permet ainsi d’augmenter la cadence, d’éviter les taches
18
imprévues, et par la même, accroitre sa productivité en réduisant les coûts de fabrication. La
légende veut même que la recherche de l’optimisation va jusqu’à ne proposer qu’une seule
couleur, le noir, durant plusieurs années… « You can have any color you want, as long as
it’s black. » Henri Ford.
Le modèle économique de Ford prenait aussi en compte une rémunération élevée de ses
salariés. Le prix de vente de la voiture est de 825 $ à son lancement en 1908 et la montée
en cadence de la production va permettre une réduction de ce prix (260$ en 1926). Henry
Ford savait que plus ses voitures étaient abordables, plus il en vendrait et plus il ferait de
profits ! Ainsi, il contribuait à la consommation de masse et à la démocratisation de
l’automobile.
Ce modèle économique connut de nombreuses années de gloire qui firent de Henry Ford un
des hommes les plus riches et les plus connus de cette époque. Vers 1930, ce modèle
s’essouffla quand un concurrent, General Motors, eut l’idée d’allier la notion de diversité à la
production de masse.
1.2.2 Deming, père de l’amélioration continue
Deming (1900-1993), statisticien américain et docteur en physique, est envoyé au Japon
pour un recensement après la seconde guerre mondiale. Il est à l’origine du démarrage du
mouvement qualité dans ce pays.
Son concept d’amélioration continue s’appuie sur une dynamique de progrès continu dont le
but est l’excellence. Il est représenté sous forme d’une roue en mouvement représentant la
notion de progrès continu par le déplacement vers l’excellence sur une pente de
progression. Le principe de la roue de Deming sera détaillé dans le paragraphe 2.1.6.
Deming enseigna aux industriels comment améliorer la qualité de leurs produits mais aussi
leurs conceptions et leurs ventes. Il contribua ainsi énormément à la renommée ultérieure du
Japon en termes de qualité et d’innovation. [4]
19
1.2.3 Le Japon, berceau du Lean
Après la seconde guerre mondiale, l’industrie japonaise se doit de se relever des
conséquences de l’Empire et relancer son économie. L’exemple de la Toyota Motor
Company qui construira un modèle économique : le Toyota Production System (TPS) restera
un emblème du Lean Manufacturing et le berceau des pratiques et méthodes de production
japonaises. À l'origine de ce système de gestion de la production, le fondateur de Toyota,
Sakichi Toyoda, son fils, Kiichiro Toyoda, et Taiichi Ohno se sont inspirés, entre autre, de
l’exemple américain de Ford de la première partie du XXème siècle et des travaux de
Deming
Dans un pays en ruine au sortir de la guerre, Toyota doit faire face à des contraintes
multiples. En effet, l’ile fait face à des pénuries diverses et a donc des approvisionnements
incertains, le marché est concurrentiel et les moyens financiers et de production sont limités.
Un ingénieur de la compagnie, Taiichi Ohno (1912-1990) est parti d’un constat clairvoyant :
toute ressource étant rare et précieuse, il faut en chercher l’exploitation maximale en
éliminant tout gaspillage. C’est ce qui deviendra l’idée de base du système de production
Toyota (TPS : Toyota Production System).
Pour concrétiser cette idée d’élimination de tout gaspillage, le TPS est conçu de manière à
« tirer » le produit fini d’un bout à l’autre de la chaîne de production. Les pièces détachées
sont approvisionnées au bon endroit, au bon moment, et en quantités suffisantes, sans
gaspillage. Cette méthode repose donc sur deux piliers fondamentaux : le juste à temps et
l’auto-activation de la production. Seule la production répondant à une demande précise, à
un moment donné, sort de la chaîne de fabrication, sans stock inutile. Cette méthode est à
l'opposé du système antérieur de fabrication qui prévoyait des stocks de pièces importants
qui « poussaient » la production, indépendamment de la demande réelle. [5]
Ce système de production au plus juste est qualifié de Lean Manufacturing (traduit par
fabrication maigre, sans gras).
20
1.1 Les principes opérationnels du Modèle Toyota, une référence pour le Lean
1.1.1 Toyota, référence des constructeurs automobiles ?
De l’avis de ses pairs et de ses concurrents, Toyota est la référence concernant la qualité de
ses produits, l’innovation, la productivité, l’adaptabilité et rapidité de production. Ces qualités
sont confirmées par exemple par le faible taux de rappel de ses véhicules par rapport à ses
concurrents ou encore par la place obtenue par leurs véhicules dans des tests comparatifs.
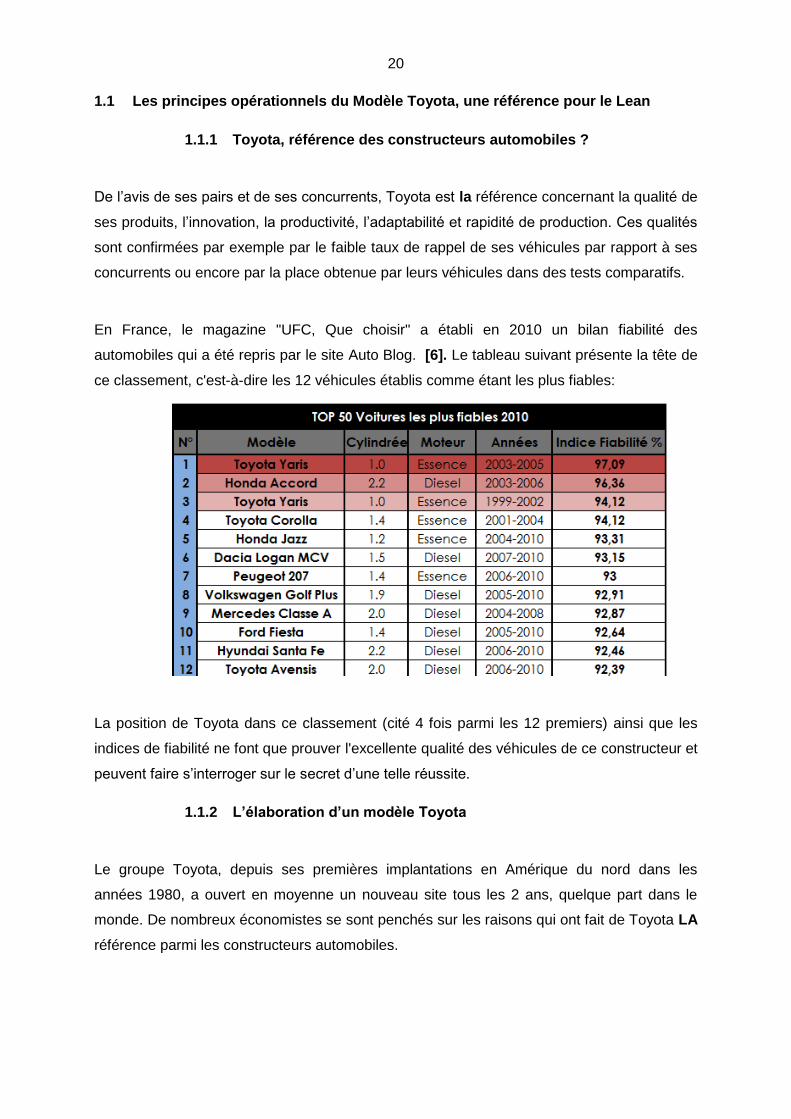
En France, le magazine "UFC, Que choisir" a établi en 2010 un bilan fiabilité des
automobiles qui a été repris par le site Auto Blog. [6]. Le tableau suivant présente la tête de
ce classement, c'est-à-dire les 12 véhicules établis comme étant les plus fiables:
La position de Toyota dans ce classement (cité 4 fois parmi les 12 premiers) ainsi que les
indices de fiabilité ne font que prouver l'excellente qualité des véhicules de ce constructeur et
peuvent faire s’interroger sur le secret d’une telle réussite.
1.1.2 L’élaboration d’un modèle Toyota
Le groupe Toyota, depuis ses premières implantations en Amérique du nord dans les
années 1980, a ouvert en moyenne un nouveau site tous les 2 ans, quelque part dans le
monde. De nombreux économistes se sont penchés sur les raisons qui ont fait de Toyota LA
référence parmi les constructeurs automobiles.
21
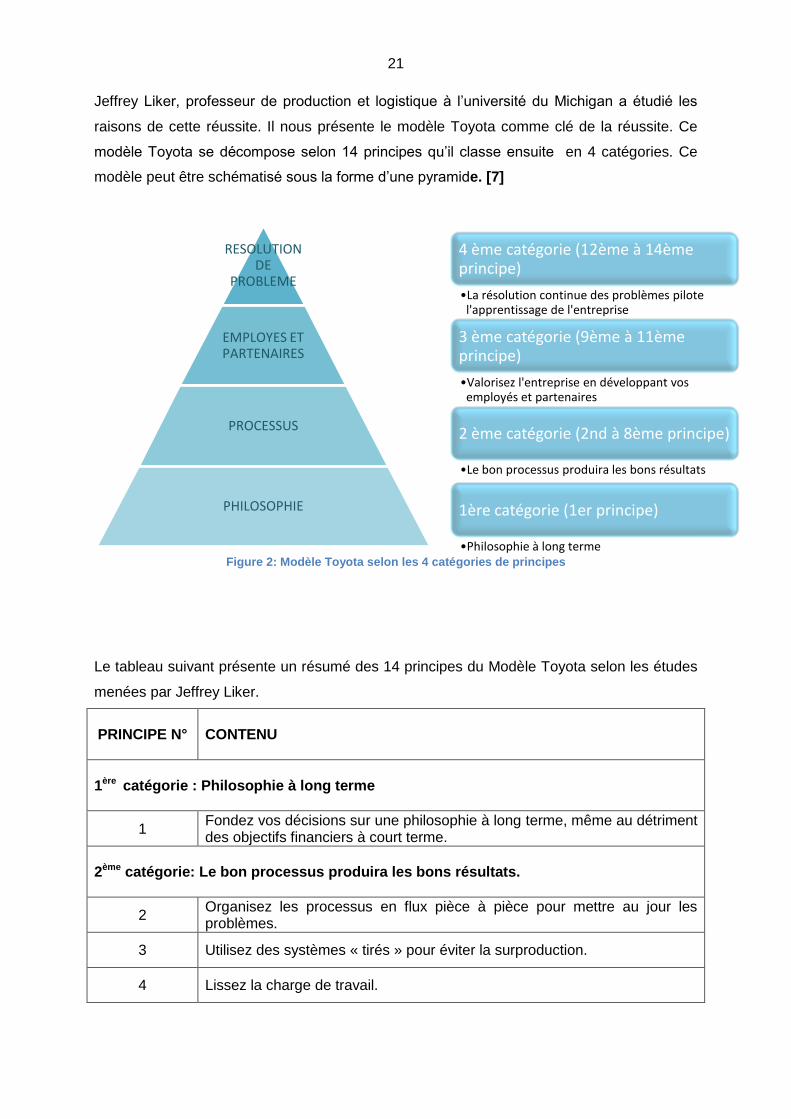
Jeffrey Liker, professeur de production et logistique à l’université du Michigan a étudié les
raisons de cette réussite. Il nous présente le modèle Toyota comme clé de la réussite. Ce
modèle Toyota se décompose selon 14 principes qu’il classe ensuite en 4 catégories. Ce
modèle peut être schématisé sous la forme d’une pyramide. [7]
Figure 2: Modèle Toyota selon les 4 catégories de principes
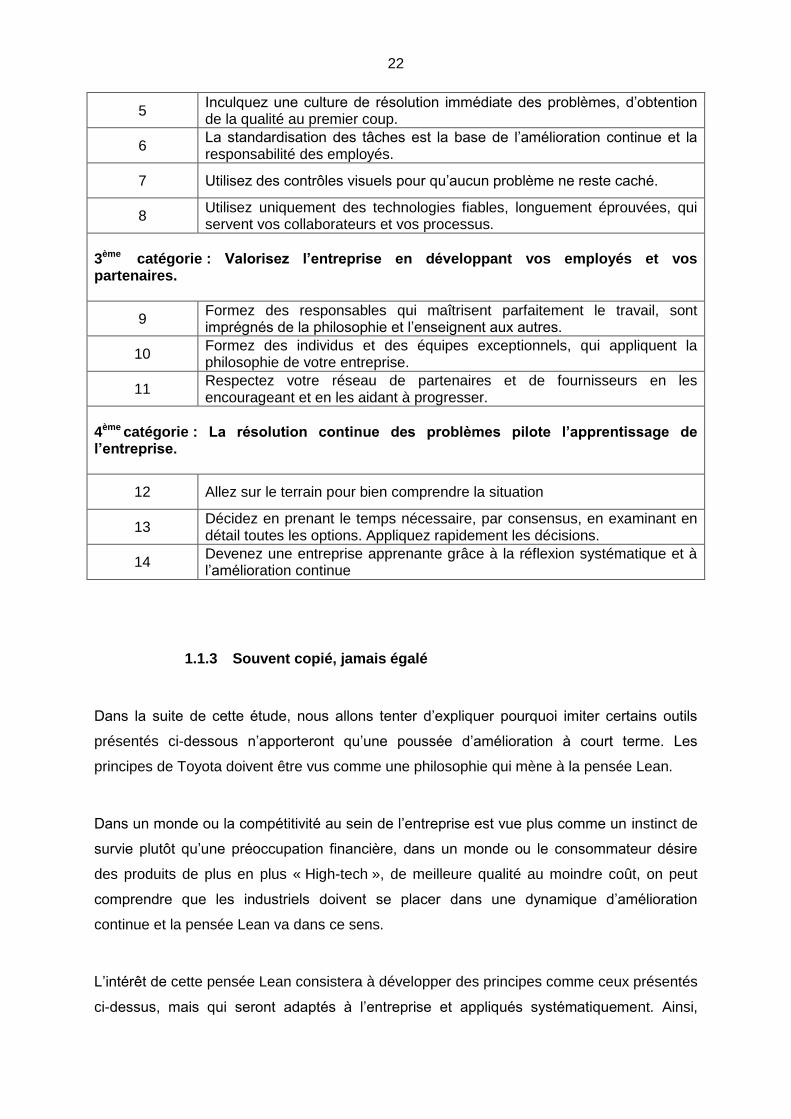
Le tableau suivant présente un résumé des 14 principes du Modèle Toyota selon les études
menées par Jeffrey Liker.
PRINCIPE N°
CONTENU
1ère catégorie : Philosophie à long terme
1 Fondez vos décisions sur une philosophie à long terme, même au détriment des objectifs financiers à court terme.
2ème catégorie: Le bon processus produira les bons résultats.
2 Organisez les processus en flux pièce à pièce pour mettre au jour les problèmes.
3 Utilisez des systèmes « tirés » pour éviter la surproduction.
4 Lissez la charge de travail.
RESOLUTION DE
PROBLEME
EMPLOYES ET PARTENAIRES
PROCESSUS
PHILOSOPHIE
4 ème catégorie (12ème à 14ème principe)
•La résolution continue des problèmes pilote l'apprentissage de l'entreprise
3 ème catégorie (9ème à 11ème principe)
•Valorisez l'entreprise en développant vos employés et partenaires
2 ème catégorie (2nd à 8ème principe)
•Le bon processus produira les bons résultats
1ère catégorie (1er principe)
•Philosophie à long terme
22
5 Inculquez une culture de résolution immédiate des problèmes, d’obtention de la qualité au premier coup.
6 La standardisation des tâches est la base de l’amélioration continue et la responsabilité des employés.
7 Utilisez des contrôles visuels pour qu’aucun problème ne reste caché.
8 Utilisez uniquement des technologies fiables, longuement éprouvées, qui servent vos collaborateurs et vos processus.
3ème catégorie : Valorisez l’entreprise en développant vos employés et vos partenaires.
9 Formez des responsables qui maîtrisent parfaitement le travail, sont imprégnés de la philosophie et l’enseignent aux autres.
10 Formez des individus et des équipes exceptionnels, qui appliquent la philosophie de votre entreprise.
11 Respectez votre réseau de partenaires et de fournisseurs en les encourageant et en les aidant à progresser.
4ème catégorie : La résolution continue des problèmes pilote l’apprentissage de l’entreprise.
12 Allez sur le terrain pour bien comprendre la situation
13 Décidez en prenant le temps nécessaire, par consensus, en examinant en détail toutes les options. Appliquez rapidement les décisions.
14 Devenez une entreprise apprenante grâce à la réflexion systématique et à l’amélioration continue
1.1.3 Souvent copié, jamais égalé
Dans la suite de cette étude, nous allons tenter d’expliquer pourquoi imiter certains outils
présentés ci-dessous n’apporteront qu’une poussée d’amélioration à court terme. Les
principes de Toyota doivent être vus comme une philosophie qui mène à la pensée Lean.
Dans un monde ou la compétitivité au sein de l’entreprise est vue plus comme un instinct de
survie plutôt qu’une préoccupation financière, dans un monde ou le consommateur désire
des produits de plus en plus « High-tech », de meilleure qualité au moindre coût, on peut
comprendre que les industriels doivent se placer dans une dynamique d’amélioration
continue et la pensée Lean va dans ce sens.
L’intérêt de cette pensée Lean consistera à développer des principes comme ceux présentés
ci-dessus, mais qui seront adaptés à l’entreprise et appliqués systématiquement. Ainsi,
23
l’entreprise parviendra à un certain niveau de performance qui lui apportera de la valeur
ajoutée et donc, la rendra compétitive et rentable.

24
25
2 Le Lean Manufacturing, un levier pour améliorer la performance
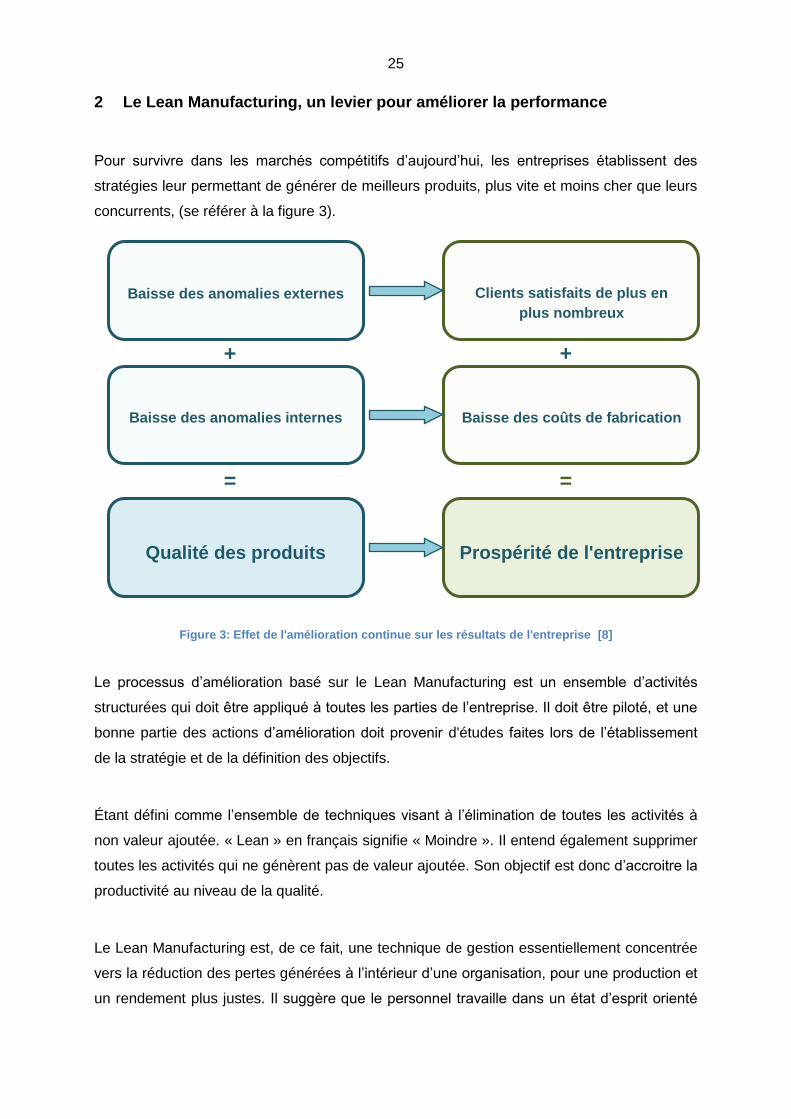
Pour survivre dans les marchés compétitifs d’aujourd’hui, les entreprises établissent des
stratégies leur permettant de générer de meilleurs produits, plus vite et moins cher que leurs
concurrents, (se référer à la figure 3).
Figure 3: Effet de l'amélioration continue sur les résultats de l'entreprise [8]
Le processus d’amélioration basé sur le Lean Manufacturing est un ensemble d’activités
structurées qui doit être appliqué à toutes les parties de l’entreprise. Il doit être piloté, et une
bonne partie des actions d’amélioration doit provenir d'études faites lors de l’établissement
de la stratégie et de la définition des objectifs.
Étant défini comme l’ensemble de techniques visant à l’élimination de toutes les activités à
non valeur ajoutée. « Lean » en français signifie « Moindre ». Il entend également supprimer
toutes les activités qui ne génèrent pas de valeur ajoutée. Son objectif est donc d’accroitre la
productivité au niveau de la qualité.
Le Lean Manufacturing est, de ce fait, une technique de gestion essentiellement concentrée
vers la réduction des pertes générées à l’intérieur d’une organisation, pour une production et
un rendement plus justes. Il suggère que le personnel travaille dans un état d’esprit orienté
+
Baisse des anomalies externes
Baisse des anomalies internes
Clients satisfaits de plus en
plus nombreux
Baisse des coûts de fabrication
Qualité des produits Prospérité de l'entreprise
+
= =
26
vers la diminution du gaspillage et des pertes (de temps, de matières, d’argent …). La
motivation et l’implication du personnel sont donc nécessaires pour une application efficace
pour introduire tout un ensemble de méthodes.
2.1 Présentation des concepts et outils Lean
Rappelons que le Lean management repose sur l’analyse des flux logistiques et la
suppression de toute activité à non valeur ajoutée, pour une production et un rendement plus
justes.
Tous les acteurs concernés par l’amélioration de la productivité sur des activités de
fabrication de produits, doivent disposer essentiellement de l’ensemble de méthodes et
d’outils définissant le Lean Manufacturing. Dans cette boite à outils, on trouve
essentiellement :
2.1.1 Kaizen
Le mot kaizen signifie « continous improvenment », vient du mot japonais « kai »qui signifie
corriger ou changer et « zen » qui signifie bon. C'est un système qu’intègre tout ouvrier qui
encourage à ramener de petits changements sur une base régulière: toujours améliorer la
productivité, la sécurité et l'efficacité tout en réduisant les déchets. Cette philosophie est
basée sur le principe de "do it better, make it better, improve it even if it isn't broken, because
if we don't, we can't compete with those who do." petites ameliorations quotidiennes sans
gros investissement. [9]
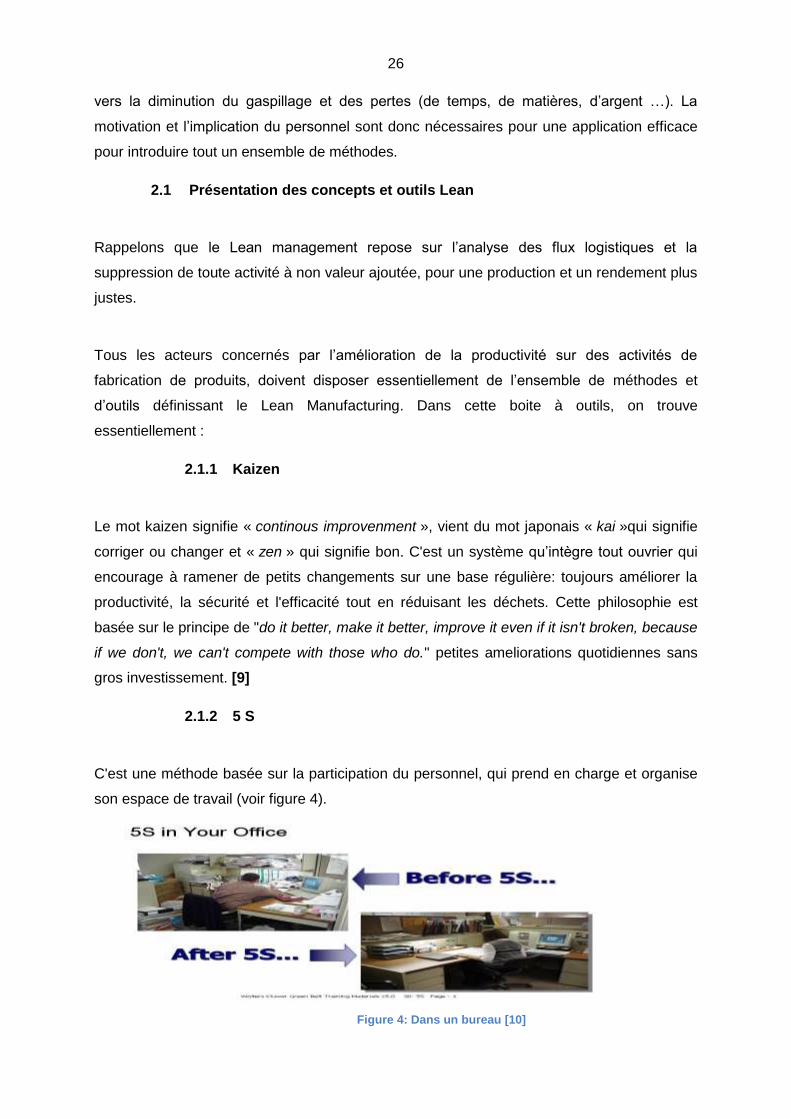
2.1.2 5 S
C'est une méthode basée sur la participation du personnel, qui prend en charge et organise
son espace de travail (voir figure 4).
Figure 4: Dans un bureau [10]
27
Le S est un outil essentiel pour amorcer une démarche de qualité totale, et qui aura un
impact direct sur l’amélioration de la productivité, l’efficacité et la qualité, en diminuant les
pannes, et en minimisant les pertes de temps. Il permet aussi d’inspirer confiance et de
donner une bonne image de l’entreprise.
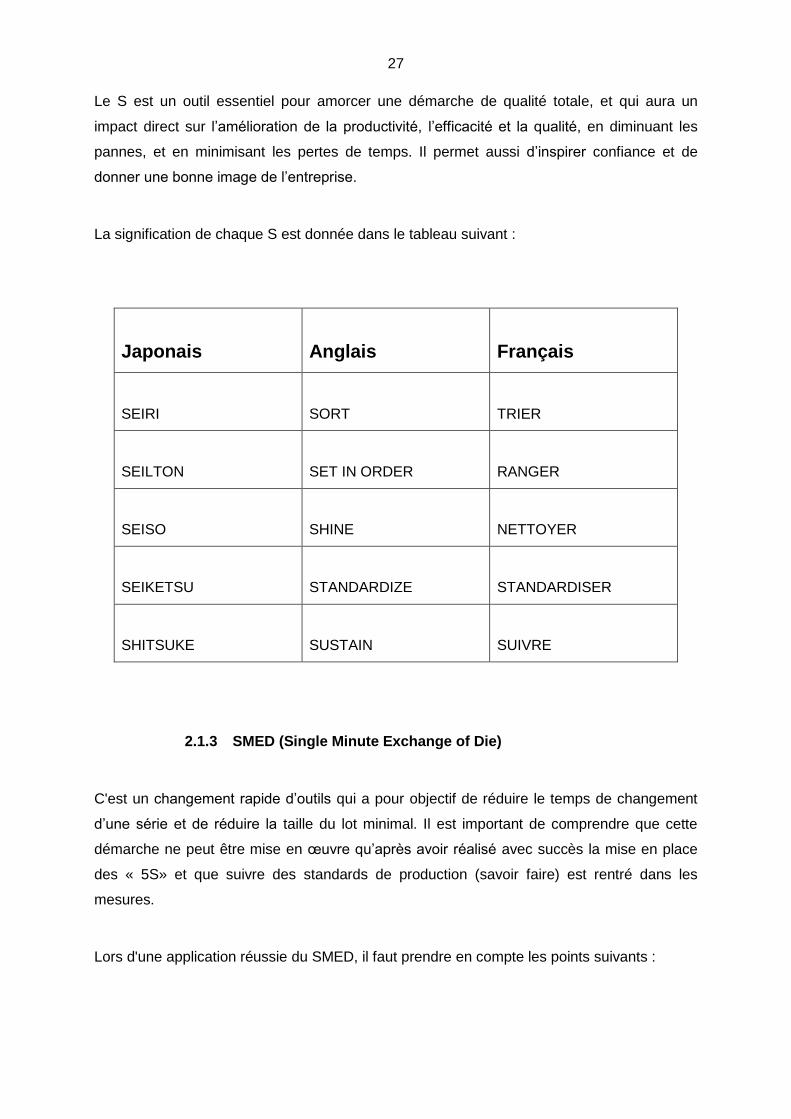
La signification de chaque S est donnée dans le tableau suivant :
Japonais Anglais Français
SEIRI SORT TRIER
SEILTON SET IN ORDER RANGER
SEISO SHINE NETTOYER
SEIKETSU STANDARDIZE STANDARDISER
SHITSUKE SUSTAIN SUIVRE
2.1.3 SMED (Single Minute Exchange of Die)
C'est un changement rapide d’outils qui a pour objectif de réduire le temps de changement
d’une série et de réduire la taille du lot minimal. Il est important de comprendre que cette
démarche ne peut être mise en œuvre qu’après avoir réalisé avec succès la mise en place
des « 5S» et que suivre des standards de production (savoir faire) est rentré dans les
mesures.
Lors d'une application réussie du SMED, il faut prendre en compte les points suivants :
28
Lors d’un changement d’outillage, on peut différencier deux types d’opérations :
o Les opérations internes sont impérativement effectuées sur des machines
arrêtées (monter et démonter les outillages, par exemple).
o Les opérations externes peuvent être effectuées pendant que la machine
fonctionne (par exemple, sortir les outillages et les réintégrer au magasin).
La mise en œuvre en utilisant la vidéo, on peut:
o Organiser une réunion avec tous les acteurs du chantier SMED, car
l’utilisation d’une caméra est vivement conseillée. Le groupe de travail choisi
est pluridisciplinaire et comporte tous les acteurs susceptibles d’apporter des
solutions au problème choisi.
o Réaliser une première séquence caméra qui décrira le poste et son
environnement en fonctionnement.la deuxième séquence d’enregistrement
sera réalisée de façon à mettre en évidence les opérations dans leur détail et
à révéler l’ensemble des dysfonctionnements. La vidéo prendra en compte
l’ensemble du temps de changement d’outillage, depuis la dernière pièce
bonne de la série précédente jusqu’à la première pièce bonne de la série
suivante. [11].
2.1.4 Kanban
C’est une méthode qui sert à matérialiser la commande que passe un poste client à un poste
fournisseur dans un système de production. Il a pour but d’éliminer le gaspillage par le
maintien de la taille des stocks intermédiaires à un niveau raisonnable. Il ne s’agit donc pas
de faire du zéro stock absolu.
Plusieurs points sont à prendre en compte: normalement les postes fournisseurs (amont)
poussent leur production vers les postes clients (aval), sans tenir compte du besoin réel de
consommation, la méthode du Kanban est considérée comme une forme de "juste à temps"
par étiquette fondée sur le principe de production sur besoin. C'est-à-dire que la production
du poste amont est limitée aux seuls besoins émis par le poste aval.
Sa mise en place nécessite une bonne organisation des processus, une maîtrise des flux
internes, une évaluation rigoureuse du nombre de Kanban et une grande fiabilité dans
l’exécution des commandes.
29
La méthode du Kanban est utilisée entre deux postes client/fournisseur par phase:
Au poste de consommation, l’opérateur prélève un lot (correspondant à un Kanban)
de son stock. Dès qu’il entame la consommation de ce lot, il détache le Kanban qui y
est fixé et le place sur le tableau des Kanbans (bon de commande pour le poste
fournisseur).
Un agent intermédiaire ramasse le Kanban, un contenant vide et se rend au poste
fournisseur. Une fois au poste, il récupère un lot entier, détache le Kanban qui s’y
trouve et le place sur le tableau des Kanbans sur place. Il dépose ensuite le
contenant. Le Kanban placé sur le tableau au niveau du poste fournisseur constitue
une commande pour le poste situé plus en amont. Sur le lot récupéré, il fixe le
Kanban du poste consommateur et effectue la livraison.
Une fois cette livraison effectuée, il vérifie s’il y a un Kanban sur le tableau. S’il n’y a
pas de Kanban, cela veut dire qu’il n’y a aucun besoin en cours. Alors il attend. Le
cycle se poursuit ainsi de poste à poste tout au long de la chaîne
d’approvisionnement ou de fabrication. [12] [13]
2.1.5 Diagramme d’Ishikawa
Le diagramme de cause à effet ou diagramme d’Ishikawa, ou encore méthode des 5M. C'est
une démarche qui permet d’identifier les causes possibles d’un problème ou un défaut
(Effets). Il convient ensuite d’agir sur ces causes pour corriger le défaut en mettant en place
des actions correctives appropriées. La construction du diagramme d'Ishikawa est basée sur
un travail de groupe. Il est important de former une équipe de travail pluridisciplinaire et de
faire participer chaque membre. [14]
Matériel : Recense les causes probables ayant pour origine les supports techniques
et les produits utilisés. Machines, outils, équipements, capacité, âge, nombre,
maintenance.
Main d'œuvre : directe, indirecte, motivation, formation, absentéisme, expérience,
problème de compétence, d’organisation, de management.
Milieu : environnement physique, éclairage, bruit, aménagement, relations,
température, climat, marché, législation.
Méthodes : le mode opératoire, la logique du processus et la recherche et
développement instructions, manuels, procédures, modes opératoires.
30
Matière: les matières et matériaux utilisés et entrant en jeu, et plus généralement les
entrées du processus. pièces, fourniture, stockage, manutention, qualité de la
matière première.
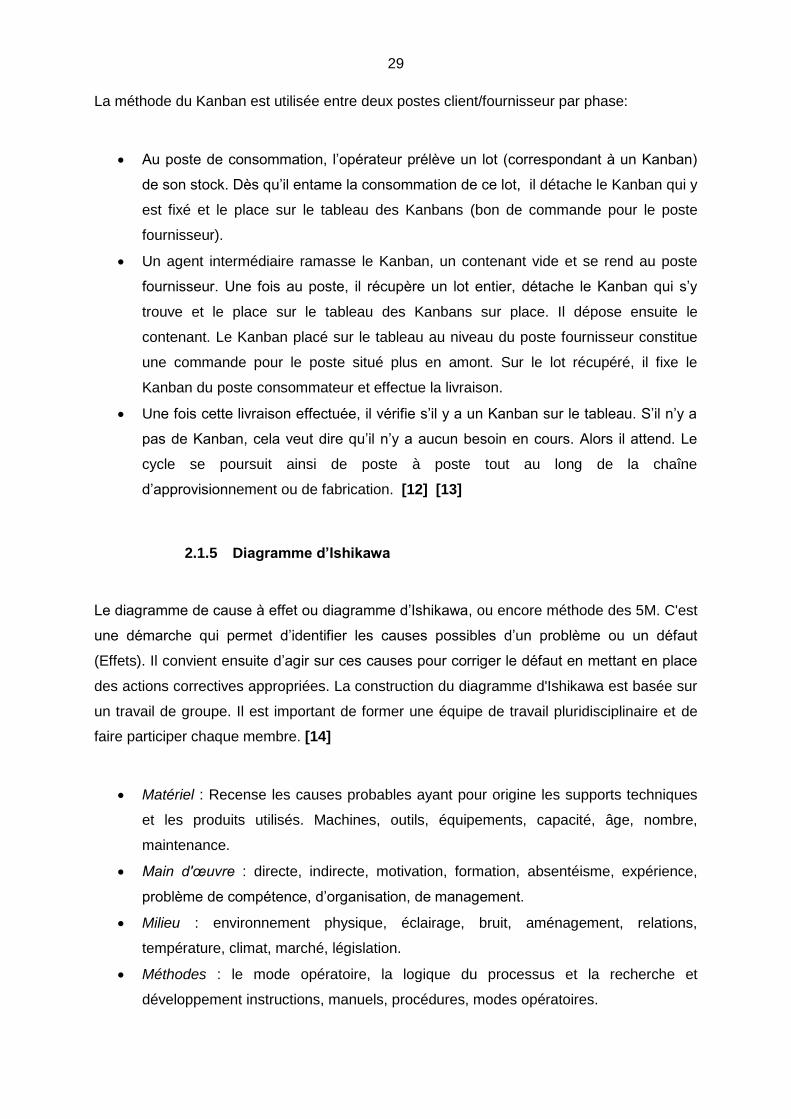
La figure suivante est un exemple de diagramme d'Ishikawa:
Figure 5: Diagramme D'Ishikawa pour résoudre un problème de non-conformité [15]
2.1.6 PDCA: (Plan-Do-Check-Act)
Quatre étapes pour la résolution des problèmes qui peuvent être utilisées en coordination
avec la qualité. Cette méthode est connue aussi sous le nom de Roue de Deming, elle
consiste en:
Plan: Préparer, planifier (ce que l'on va réaliser). Déterminer le cadre du problème et
le diagnostiquer. Qu’est ce qu’il faut faire ?comment le faire ?et quand le faire ?
31
Do: Développer, réaliser, mettre en œuvre (le plus souvent, on commence par une
phase de test). Identifier le nombre d’intervention qui peut réduire le problème ou
son influence sur le processus.
Check: Remesurer pour s’assurer de l’efficacité de l’intervention, Contrôler, vérifier.
Act: Agir, ajuster, réagir (si on a testé à l'étape Do, on déploie lors de la phase Act).Si
les résultats sont positifs, il faut faire les changements nécessaires pour maintenir la
situation dans le nouvel état. [16]
Figure 6: Roue de Deming [17]
2.1.7 Six Sigma
Le Six Sigma est un concept simple, élaboré par Toyota: c'est l’élimination de la variation et
des défauts dans les processus. On peut l'utiliser dans tous les domaines : gérer les affaires,
compléter les tâches ou résoudre les problèmes.
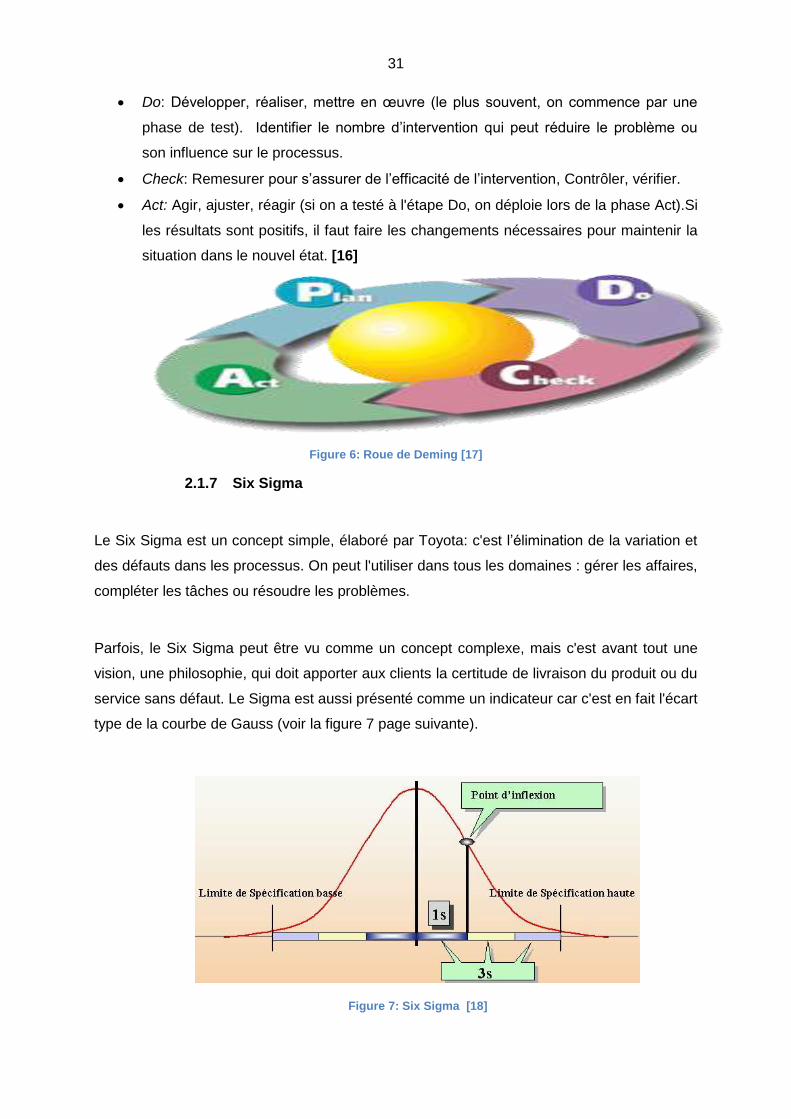
Parfois, le Six Sigma peut être vu comme un concept complexe, mais c'est avant tout une
vision, une philosophie, qui doit apporter aux clients la certitude de livraison du produit ou du
service sans défaut. Le Sigma est aussi présenté comme un indicateur car c'est en fait l'écart
type de la courbe de Gauss (voir la figure 7 page suivante).
Figure 7: Six Sigma [18]
32
Il peut être vu comme :
une comparaison avec les meilleurs (benchmarking). Il ne faut pas hésiter à voir ce
que font les meilleurs sur le marché, s'en inspirer et faire au moins aussi bien.
une méthode avec des outils pour se concentrer sur le client, pour s’améliorer
fortement et en continu en impliquant le personnel.
Le terme Six Sigma tire son nom du fait qu'il faut que l'écart entre la limite de spécification
basse et la limite de spécification haute du client peut contenir six fois l'écart-type (d’où les
Six Sigma) de la courbe de production du processus. Cela signifie 3 à 4 défauts par millions
de pièces.
La vision finale est de satisfaire le client en ayant des processus sans défaut avec des outils
avancés de progrès. De plus, le Six Sigma est un changement de culture positive et
profonde avec des résultats financiers réels. L’hypothèse de Six Sigma repose sur le
principe que tous les processus ont de la variabilité, ces variabilités ont des causes,
généralement peu nombreuses, mais qui peuvent se déterminer par prévision avec de
méthodes telles que la loi des 20% 80% (ou loi de Pareto). Si on connaît ces causes on
devrait pouvoir les contrôler.
2.1.8 VSM (Value Stream Mapping)
La cartographie VSM est une approche plus récente et désormais plus conventionnelle au
travers de laquelle, dans un premier temps, on cartographie le processus tel qu’il est
réellement et non pas comme les procédures prévoient qu’il le soit. La cartographie fait
apparaitre les gaspillages, les dysfonctionnements, les améliorations potentielles sur
l’ensemble du processus. Dans un second temps, on imagine le processus idéal, débarrassé
de ses gaspillages et dysfonctionnements, dont on dessine la cartographie.
L’intérêt de cette approche est de considérer d’emblée le processus transversalement, en
plaçant l’exigence client en tant que déclencheur et la réalisation de la commande comme
aboutissement, à un niveau de détail que l’on peut ajuster au souhait.
33
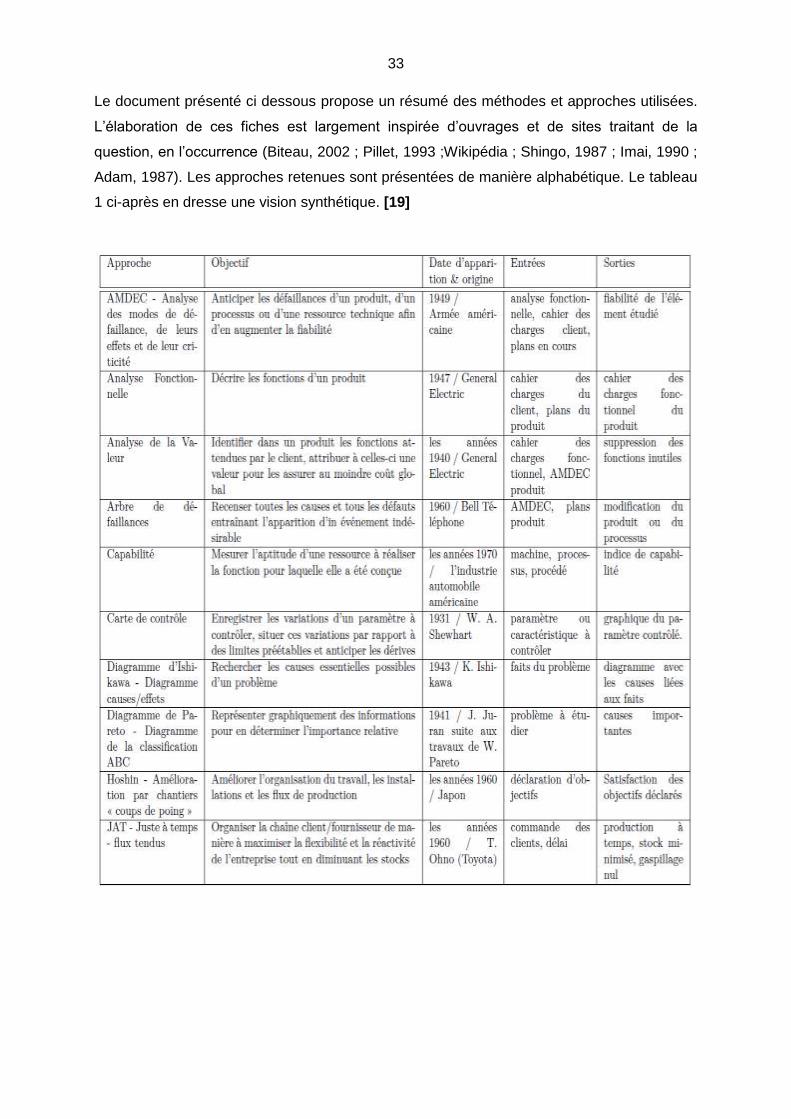
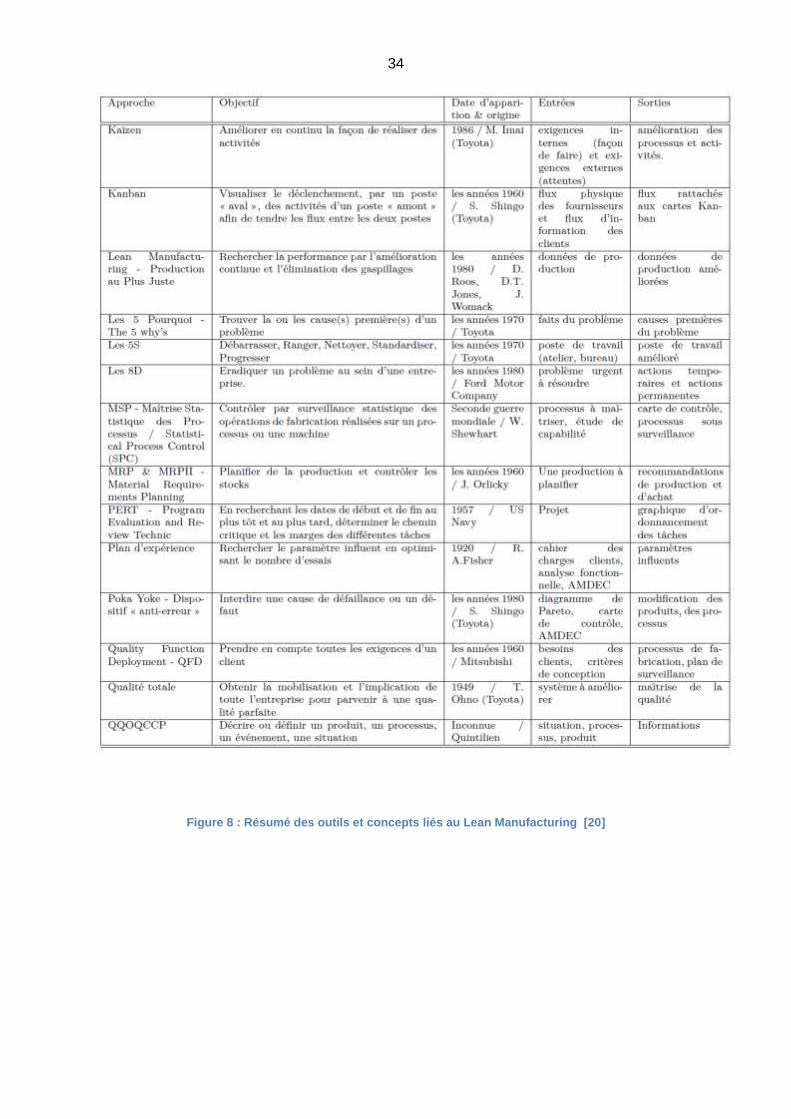
Le document présenté ci dessous propose un résumé des méthodes et approches utilisées.
L’élaboration de ces fiches est largement inspirée d’ouvrages et de sites traitant de la
question, en l’occurrence (Biteau, 2002 ; Pillet, 1993 ;Wikipédia ; Shingo, 1987 ; Imai, 1990 ;
Adam, 1987). Les approches retenues sont présentées de manière alphabétique. Le tableau
1 ci-après en dresse une vision synthétique. [19]
34
Figure 8 : Résumé des outils et concepts liés au Lean Manufacturing [20]
35
2.2 Comment mettre en œuvre le Lean Manufacturing ?
L’implantation du Lean management au sein d’une entreprise nécessite une plate forme très
solide qui doit être élaborée entre deux parties : d’une part la direction qui désigne l’esprit
pilote des projets en se mettant en position protecteur bienveillant et jury exigeant. D’autre
part les personnels du service, qui sont sujet d’implantation du projet Lean.
L’ensemble de ce personnel est encouragé en cas d’écart remarquable entre les actions
planifiés et réalisés, et appeler à traiter les dysfonctionnements si l'avancement ou les
résultats ne sont pas satisfaisants.
Un projet Lean passe essentiellement par les étapes suivantes :
1- Redéfinir les modes de développement des nouveaux produits.
2- Mettre en œuvre une nouvelle stratégie d’achat, en intégrant les fournisseurs dans
le processus de production et de développement.
3- Appliquer les principes du juste à temps.
4- Perfectionner les équipements goulets pour augmenter l’efficience de l’outil de
production et maîtriser les coûts de fabrication.
5- Appliquer les principes du Total Quality Management en rendant aux opérateurs la
responsabilité de l’assurance qualité et de la résolution de problèmes.
6- Éliminer les opérations sans valeur ajoutée.
7- Alléger et décloisonner l’organisation, en particulier par une réduction du nombre
de niveaux hiérarchiques.
8- Porter une nouvelle considération aux ateliers, c’est-à-dire reconnaître que c’est
dans les ateliers que se crée la valeur ajoutée de l’entreprise.
36
9- Favoriser le travail en équipe.
10- Procéder à des améliorations constantes, pas à pas et continuellement, des
processus de production. Cela ne peut se faire qu’en mettant l’accent sur l’intégration
et non plus comme autrefois sur la division des tâches.
2.3 Effet de la démarche Lean sur la performance industrielle
Dans la thèse doctorale de Sofiane Ahmed Sahraoui, donnée dans la source [20], l’auteur
décrit les bénéfices du Lean conduisant à l’amélioration de la performance. Ces bénéfices
peuvent être classés en trois catégories : opérationnelle, administrative et stratégique.
D'un point de vue opérationnel, les impacts les plus importants de l’approche Lean sont la
réduction des stocks, l’augmentation de la productivité et la réduction des coûts de
fabrication, ainsi que la réduction du temps de cycle de fabrication et de l’espace utilisé et
une meilleure rotation des stocks.
Une étude menée dans 40 entreprises a mis en évidence une augmentation moyenne de la
productivité de 50% et une réduction moyenne des stocks de 80%, dans des petites et
moyennes entreprises (PME), ainsi que dans de nombreux secteurs d’activités jusque dans
les services.
La démarche Lean engendre également des gains au niveau administratif. Une réduction
des erreurs de commande ainsi que du nombre de documents administratifs ont été
soulignés. De la même façon, une augmentation représentative de la précision des
commandes clients en termes de qualité et de livraison.
Du point de vue stratégique maintenant, on met en évidence une augmentation du volume
des ventes pouvant atteindre plus de 20% suite à la mise en œuvre du Lean. De manière
similaire, dans le secteur particulier d’un service hospitalier, Dickson a montré une
augmentation du nombre de patients vus grâce à la réduction du temps de séjour moyen des
patients. Une amélioration du taux de service a également été soulignée suite au
déploiement du Lean dans des PME françaises.
37
En effet, plusieurs études ont identifié des impacts positifs du système Lean sur le
personnel. Par exemple, la mise en œuvre du Lean génère une amélioration de la motivation
du personnel.des contrôleurs qualité témoignent d'une amélioration des conditions de travail
après la mise en place de la démarche Lean dans un grand groupe américain du secteur
automobile. [20]

38
39
3 Les limites du Lean
Le retour de certaines expériences d’application du Lean met en évidence quelques limites
qui peuvent retarder, voire bloquer un projet Lean :
3.1 Des impacts variés sur l’entreprise.
Lorsqu’une entreprise fait le choix de s’engager dans une démarche Lean Manufacturing,
elle doit garder en tête que toute action aura un coût. Nous allons voir que les impacts du
Lean peuvent être financiers, bien sûr, mais également à un niveau humain, voire social.
3.1.1 Un coût financier à prendre en compte
Le Lean Manufacturing est une méthode d’optimisation de la performance industrielle qui
permet, grâce à une analyse détaillée des différentes étapes d’un processus de production,
d’optimiser chaque étape et chaque fonction de l’entreprise. Elle repose sur le principe de la
chasse aux gaspillages tout au long du processus, et permet donc de réduire les déchets et
les coûts associés à chaque étape. Mais il peut arriver que la recherche d’économies à tous
les niveaux amène paradoxalement à une augmentation des dépenses de l’entreprise. [22]
Si les compétences d’organisation ne se trouvent pas en interne dans l’entreprise, il faut
alors solliciter le diagnostic, voire l’accompagnement par un cabinet en conseil, et les coûts
peuvent être relativement conséquent.
Il parait évident aussi que le Modèle Lean ne fonctionnait dans une entreprise que si chacun
était engagé dans la démarche. Pour être pilote, ou au minimum acteur, il faut au moins être
formé à cette démarche et les coûts de formation professionnelle peuvent là encore être
substantiels. Le management se doit donc d'analyser le degré d'application du personnel
Il faut avoir aussi en tête que la mise en place d’une démarche Lean peut nécessiter une
remise en conformité de certains équipements. Là encore des coûts de maintenance
(curative et préventive) pour mise en état, des frais d’achat de matériel ou d’entretien sont à
prévoir. De même, lors de la remise à jour de certaines étapes ou certains processus
oubliés, il faut revoir l’organisation du travail, prévoir le temps de formation, prévoir des
besoins en main d’œuvre, voire des calculs de temps de cycle qui peuvent impacter les
indicateurs de productivité.
40
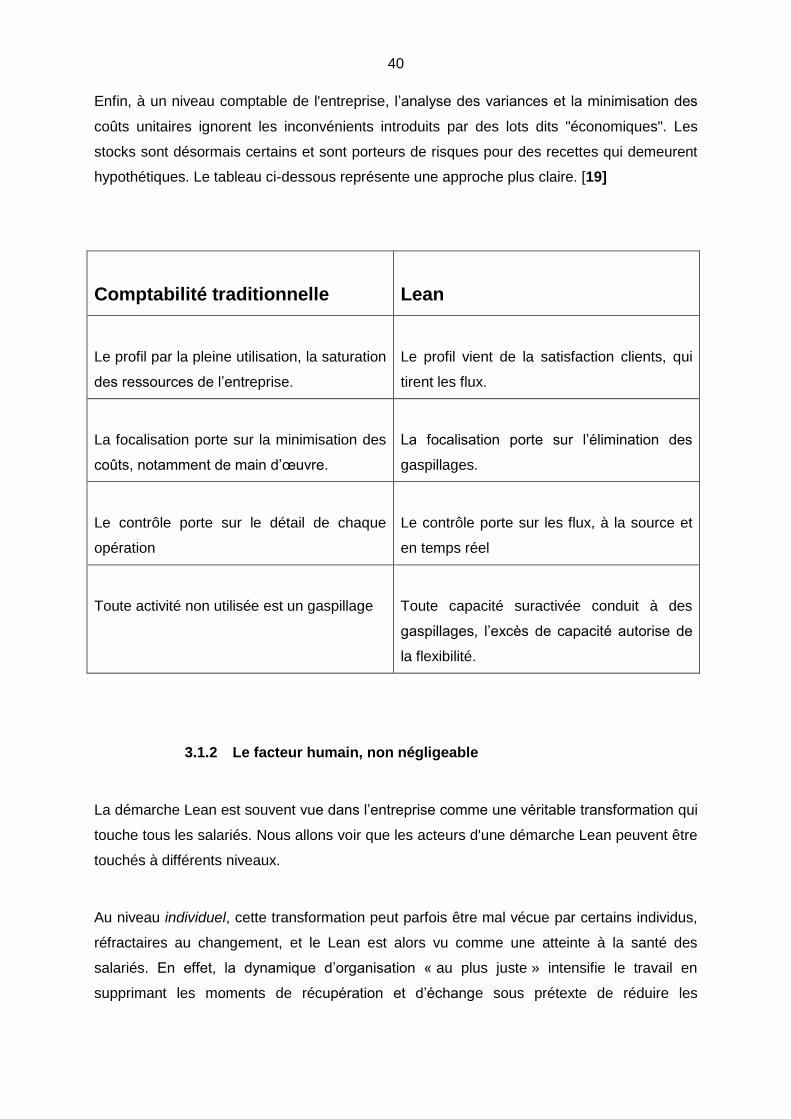
Enfin, à un niveau comptable de l'entreprise, l’analyse des variances et la minimisation des
coûts unitaires ignorent les inconvénients introduits par des lots dits "économiques". Les
stocks sont désormais certains et sont porteurs de risques pour des recettes qui demeurent
hypothétiques. Le tableau ci-dessous représente une approche plus claire. [19]
Comptabilité traditionnelle Lean
Le profil par la pleine utilisation, la saturation
des ressources de l’entreprise.
Le profil vient de la satisfaction clients, qui
tirent les flux.
La focalisation porte sur la minimisation des
coûts, notamment de main d’œuvre.
La focalisation porte sur l’élimination des
gaspillages.
Le contrôle porte sur le détail de chaque
opération
Le contrôle porte sur les flux, à la source et
en temps réel
Toute activité non utilisée est un gaspillage Toute capacité suractivée conduit à des
gaspillages, l’excès de capacité autorise de
la flexibilité.
3.1.2 Le facteur humain, non négligeable
La démarche Lean est souvent vue dans l’entreprise comme une véritable transformation qui
touche tous les salariés. Nous allons voir que les acteurs d'une démarche Lean peuvent être
touchés à différents niveaux.
Au niveau individuel, cette transformation peut parfois être mal vécue par certains individus,
réfractaires au changement, et le Lean est alors vu comme une atteinte à la santé des
salariés. En effet, la dynamique d’organisation « au plus juste » intensifie le travail en
supprimant les moments de récupération et d’échange sous prétexte de réduire les
41
« gaspillages sans valeur ajoutée ». L’opérateur se retrouve ainsi mobilisé physiquement,
psychiquement, cognitivement à tout moment et se doit aussi de faire preuve de polyvalence
au sein de son atelier (qualité, tâche sécurité, maintenance de premier niveau, rangement
5S, flexibilité…). Il va sans dire que le Lean Manufacturing nécessite de garder un visage
humain en intégrant par exemple la prise en compte du point de vue des opérateurs mais
aussi les difficultés que peuvent avoir certains salariés à gérer les compromis entre
productivité, qualité et sécurité.
A un niveau collectif, même si l’innovation, la créativité, l’investissement du collectif ont une
place importante dans les équipes, paradoxalement, le lien social et le sentiment
d’appartenance à un groupe ne s’en trouve pas renforcé. En effet, à tout niveau, chacun se
trouve tributaire de ce qui est fait en amont et en aval pour son travail, et donc pour la
réalisation de ses objectifs et par la même de l’évaluation de sa performance. Il en résulte
naturellement des tensions car un temps non négligeable est consacré à la récupération des
imperfections générées au sein de l'organisation afin d’éviter des dysfonctionnements.
Parfois même, ces recherches de perfections peuvent entrainer des prises de risques, un
climat de concurrence malsain (pratiques opaques, rétention d’information..) ou encore une
déresponsabilisation de certains acteurs.
Au niveau organisationnel maintenant, la logique d’amélioration continue prônée par le Lean
vise à renforcer l’organisation de la manière la plus rationnelle possible. L’idée est de tendre
vers un système pilotable, prévisible, déterminé et privilégiant la performance économique.
En réduisant l’aspect superflu, ces systèmes conduisent à réduire leurs capacités de
réaction face à l’imprévu ou à l’incertitude et s’en trouvent moins disposés à gérer la
variabilité. [23].
L’implantation du top management dans une démarche de politique globale est aussi
essentielle. Le manager ne doit pas tenter de prouver aux salariés que les outils de
l’amélioration et du Lean fonctionnent, mais il faut qu’il montre que chaque membre de son
équipe est acteur et moteur de réalisation des projets. C'est au manager de bien définir les
objectifs à atteindre rapidement et en les diffusant ensuite du haut vers le bas.une fois le
rythme statué. Il est bon de garder en tête que toute mécanique d’amélioration doit suivre
cette cadence, mais il n'est pas toujours facile de la suivre.
42
3.2 Que disent les experts?
Cette partie présente un retour d’expérience de certaines personnes qui ont essayé
d’intégrer la philosophie du Lean au sein de leur entreprise, l’auteur nous exprime son avis.
« Grâce à plusieurs années de mise en place de projets, je me suis rendu compte de
l’importance de la pratique du Lean, en règle générale, il est assez facile de comprendre la
philosophie du Lean qui, une fois les outils opérationnels maitrisés, et majoritairement basés
sur le bon sens. Il est, par contre, beaucoup plus difficile de la transcrire (c'est-à-dire de
l’appliquer) sur le terrain. Car chaque entreprise, chaque secteur d’activité et chaque
processus de fabrication est différent. Seules une pratique et une connaissance solides des
bases du Lean peuvent aider à la compréhension rapide des problématiques que peuvent
rencontrer certaines entreprises d’aujourd’hui et ainsi mieux apprécier et évaluer la
performance des divers flux (matériel ou immatériels) qui compensent l’entité.
La recherche et la formation sur internet sont jugées non suffisante sur la globalité des sujets
du Lean (démarches, historique de la philosophie, outils, gains typique, risques….). L’un des
piliers du Lean est d’aller voir par soi même sur le terrain, et de participer au maximum tous
les acteurs du processus pour assurer l’amélioration de celui-ci. Une fois ce principe en tête,
il est alors plus facile de faire adhérer, d’accompagner et de faire participer les acteurs de
tous les jours à l’amélioration de leurs processus. Car, ne l’oublions pas, l’un des piliers Lean
est l’écoute du client, et pas seulement celui qui paie le produit ou le service final. C’est aussi
votre client de tous les jours, qui à côté de notre poste de travail, de notre bureau, ou même
dans le bâtiment voisin.
La pratique montre qu’une part importante de la réussite d’un projet vient aussi des gens qui
composent le groupe de travail, mais aussi de toutes les personnes qui de près ou loin,
seront impactées par les changements à l’issu des projets. Une recommandation est de ne
jamais négliger la communication. L’échange et l’accompagnement aux changements autour
des projets Lean de votre entreprise : n’attendez pas l’idée géniale d’une personne, préférez
l’idée commune de dix personnes ou du groupe. L’esprit d’équipe est la clé de vos projets
Lean.
L’autre clé est la préparation d’un projet est :check list, passage en revue des planning des
journées de travail, anticipation sur les achats de matériel ou encore collaboration avec un
43
sous-traitant local pour aller plus vite, toutes ses phases sont sous la responsabilité du chef
de projet garant du rythme à avoir et à garder tout au long des journées.
Enfin, à tous les futurs chefs de projet, je conseille de rester simple durant les journées
d’animation des projets : simple dans les outils (brainstorming, 5M, 5S, PDCA ….) et simple
sur la forme (paperboard, plan papier….) privilégiez l’échange et la créativité autour d’une
feuille de papier ou d’un plan, que l’échange de l’écran d’ordinateur, et gardez toujours en
tête qu’il vaut mieux essayer et tester une idée et ensuite critiquer, plutôt que de faire le
travail en salle, durant une réunion. Faire confiance aux faits et toujours vérifier les
données." [21] (d’après Julien CHARLES dans son livre l’amélioration continue en 3 jours.)
3.3 Quel futur pour le Lean?
Le McKinsey Global Institue suggère six pistes pour redynamiser la base industrielle
française, dont une qui préconise de lancer une initiative Lean pour accomplir un saut de
productivité. Cette recommandation se fonde d’une part sur les marges d’amélioration
importante que rapporte l’étude, et d’autre part sur la menace sur l’industrie que se feraient
peser à terme les produits assemblés dans d’autres pays, notamment la Chine. [19].
Le rapport fait également un état des lieux de la diffusion du Lean en France comparée au
Japon, et conclut à la diffusion insuffisante dans l’hexagone. Les quatre points saillants
sont :
La formation de base des ingénieurs et techniciens.
Le nombre de professionnels et d’expert du Lean.
Le dynamisme de l’entreprise.
L’acceptation des méthodes Lean.
En matière de formation des ingénieurs et techniciens, le Lean commence à être intégré
dans le cursus de certaines écoles. Auparavant, la formation était assurée en interne dans
l’entreprise pour le personnel (par des acteurs Lean déjà en poste) ou par l'intermédiaire de
société de conseil et formation. Cependant, l'enseignement du Lean en France reste encore
théorique, sauf en cas de formation-action en entreprise. [19].

44
45
CONCLUSION
Le travail d'étude bibliographique dans le cadre de notre formation Ingénieurs à Mines Douai
poursuit plusieurs buts. Tout d’abord, il nous a permis d’approfondir un thème à partir de la
littérature scientifique afin d'en tirer des informations utiles et utilisables. Il nous a donné
aussi l'occasion de travailler en binôme afin de rédiger un rapport commun, selon des règles
de mise en forme bien établies, ainsi qu'une présentation didactique qui sera présentée lors
de notre soutenance orale. Enfin, il nous a permis de partager une expérience enrichissante,
variée, sur un thème qui nous a fortement intéressées.
Ayant toutes deux quelques années d'expérience dans l'industrie, cette étude nous a permis
de mettre à jour certaines de nos connaissances, d'élargir notre point de vue sur l'approche
Lean Manufacturing, et nous sommes persuadées que ces recherches nous permettront de
mieux appréhender la démarche Lean dans notre future carrière professionnelle..
A la suite de cette étude, nous pouvons affirmer sans conteste, que les principes du Lean
ont largement fait la preuve de leur pertinence, de leur puissance et de leur durabilité.
Reconnaissant ces caractéristiques et les bénéfices que l’on peut en tirer, s'appuyant aussi
sur les résultats encourageants de pairs ayant adopté le Lean Manufacturing, les entreprises
embrassent volontiers cette manière de penser ainsi que les outils et méthodes associés. Le
Lean se banalise, au point de faire partie de la culture générale industrielle et plus largement
du management. Ainsi, les entreprises déjà engagées dans cette transformation gagnent en
maturité et en performance, elles demeurent compétitives, et servent donc de modèles pour
d'autres qui peinent dans la jungle du marché concurrentiel. Cette adoption du Lean est donc
un phénomène qui tendra à se généraliser, qu'importe la taille ou le secteur d'activité de
l'entreprise.
Cependant, il est intéressant aussi de signaler que notre travail nous a permis d'observer
que l’application du système Lean nécessite une adaptation de certains de ses concepts.
Ainsi, la pérennisation de l’application de la démarche Lean et de ses actions repose
essentiellement sur l’engagement de la direction et du personnel. Des questions se posent:
Comment conserver l'implication du personnel dans les actions de progrès? Après la phase
«d’excitation» de la mise en place de la démarche Lean et de l’obtention des premiers

46
résultats toujours très encourageants, comment alimenter la motivation des acteurs d'une
démarche Lean? Quel budget, quels moyens, quelle politique d'entreprise faut-il consacrer
pour ce type de projet?…Le jeu en vaut-il toujours la chandelle ?
47
BIBLIOGRAPHIE
[1] WIKIPEDIA. (Page consultée le 30 octobre 2012). Révolution industrielle, [En ligne].
http://fr.wikipedia.org/wiki/R%C3%A9volution_industrielle
[2] Le guide de l’auto. (Page consultée le 30 octobre 2012). Recherche Ford Modèle T, un
monument de technologie, [En ligne]. http://www.guideautoweb.com/articles/6058/
[3] LE BLOG AUTO. La Ford modèle T en publicité. (Page consultée le 05 novembre 2012).
[En ligne]. http://www.leblogauto.ca/index.php/post/2008/10/01/la-ford-modele-t-en-publicite
[4] LANNOY P.- Cours de Qualité : Licence Professionnelle des métiers de la formation.-
Valenciennes : Université Valenciennes Hainaut Cambrésis (UVHC), 2010-2011.
[5] TOYOTA. (Page consultée le 2 novembre 2012). Le système de production TOYOTA,
[En ligne]. http://www.toyota.fr/experience/the_company/toyota-production-system.tmex
[6] AUTOBLOG. (Page consultée le 8 novembre 2012). Classement 2010 des voitures les
plus fiables, [En ligne]. http://www.autosblog.fr/post/2954/classement-2010-des-voitures-les-
plus-fiables-55-les-suvs-et-bilan
[7] LIKER J. - Le modèle Toyota.- Paris : Pearson Education France, 2006.-391 p.
[8] : Amélioration des performances par le Lean [PDF]. (Page consultée le 1 novembre
2012). The most dangerous kind of waste is the waste we do not recognize », Shigeo
Shingo.
[9] GRAPHIC PRODUCTS (Page consultée le 29 octobre 2012). What is Kaizen? Kaizen
is…, [En ligne] http://www.graphicproducts.com/tutorials/kaizen/index.php
48
[10] WOLTERS KLUWER The Intelligent blog (Page consultée le 01 novembre 2012). How
to use 5S anywhere? [En ligne] http://solutions.wolterskluwer.com/blog/2011/03/yes-to-5s-
anywhere-anytime/
[11] LYONNET B. Thèse: Amélioration de la performance industrielle : vers un système de
production Lean adapté aux entreprises du pôle de compétitivité Arve Industries Haute-
Savoie Mont-Blanc.- École Polytechnique de l’Université de Savoie, 2010
[12] [20] SAHRAOUI S A. Thèse: Un système d’aide à la décision pour une amélioration
optimisée de la performance industrielle.- Université de Savoie, 2009
[13] LOGISTIQUE CONSEIL. (Page consultée le 5 novembre 2012) La méthode du Kanban
[En ligne] http://www.logistiqueconseil.org/Articles/Gestion-production/Kanban.htm
[14] : WIKIPEDIA. (Page consultée le 1 novembre 2012). Diagramme d’Ishikawa, [En ligne]
http://fr.wikipedia.org/wiki/Diagramme_de_causes_et_effets
[15] ASPEC. (Page consultée le 1 novembre 2012). Audit Propreté, diagramme Ishikawa
[En ligne] http://www.aspec.fr/espace_technique/expertise_audit_proprete.php
[16] WIKIPEDIA. (Page consultée le 1 novembre 2012). Roue de Deming, [En ligne]
http://fr.wikipedia.org/wiki/Roue_de_Deming
[17] WIKIPEDIA. (Page consultée le 1 novembre 2012). PDCA, [En ligne]
http://en.wikipedia.org/wiki/PDCA
[18] LYONNET B. (Page consultée le 12 octobre 2012). État des lieux des travaux
scientifiques et actions de recherche en France et à l’étranger, [PDF]
www.ecam.fr/lean/.../Etat_des_lieux_des_travaux_scientifiques.pdf
[19] HOHMANN C. - Lean management .outils, méthodes, retours d’expériences. - Paris :
Groupe Eyrolles, 2012. - 419 pages.
49
[21] CHARLES J. - L’amélioration continue en 3 jours: Lean et la méthodologie Blitz. -. La
Plaine Saint-Denis : AFNOR Éditions, Mai 2012. – 83 pages.
[22] Performance Opérationnelle et Lean Management. (Page consultée le 11 novembre
2012). Quand Lean augmente les coûts. [En ligne]. http://chohmann.free.fr/
[23] LOT N., MOREAU A., MAGNIN F., VALOT C, (2011). Intégration des risques : limites
du Lean Management et apport d'une démarche ORM. In A. Garrigou & F. Jeffroy (Eds.),
L’ergonomie à la croisée des risques, Actes du 46ème Congrès de la SELF (p. 341-346).
Paris : SELF
.

50





























