Embed Size (px)
Citation preview
Mémoire d’ingénieur
Etude et optimisation de deux
lignes de fabrication au sein du
secteur IWC
Stage du 31 Janvier au 26 Mars 2011
RYBICKI Jonathan
Promotion 2013
Rapport confidentiel
Oui
Non
2
Remerciements
Je tiens tout d’abord à remercier Monsieur Robert Bolusset , directeur de
production, pour sa confiance, en donnant une suite favorable à ma demande
de stage et en m’accueillant deux mois dans l’entreprise.
Je remercie particulièrement mon maître de stage, Monsieur Edouard
Cardinale, responsable de production, pour son accompagnement, sa
disponibilité dans la démarche et le suivi de mon projet, alors qu’il quittait la
société Grundfos pour d’autres fins professionnelles début mars.
Je remercie mon nouveau tuteur, Monsieur Raphaël Eschenbrenner, technicien
méthodes, pour avoir repris le projet en cours de développement et m’avoir
encadré, assisté et conseillé durant la seconde partie du stage.
Je remercie également les chefs d’équipe Alexandre Estreich, Arnaud Arquin
et Pascal Loisy ainsi que le technicien de production Clément Hoerner, prenant
sur leur temps pour répondre à mes demandes et me fournir les informations
nécessaires à la compréhension du travail sur chaîne.
Je remercie les opératrices pour leur gentillesse et agréable collaboration
lorsque j’occupais leur poste ou analysais le déroulement du travail.
Je remercie toutes les personnes côtoyées, en production et dans les autres
services, chacune m’ayant révélé une part de son expérience et de son vécu,
ce qui m’a permis d’avoir une meilleure approche du monde Grundfos et des
contraintes liées au monde de l’industrie et du travail en général.
Je salue les stagiaires et apprentis rencontrés durant ces deux mois, pour avoir
échangé sur leur cursus, leurs projets et leur perception du monde du travail.
Ces deux mois en entreprise se sont avérés très bénéfiques tant niveau de
l’expérience professionnelle qu’au niveau des relations humaines.
A toutes et tous un grand merci
3
Sommaire
Glossaire ........................................................................................................5
Première partie - Environnement
1. Introduction .................................................................................................6
1.1. Le thème du stage ..................................................................................6
1.2. Le plan de mémoire ................................................................................6
2. L’entreprise et le contexte du projet .....................................................7
2.1. Histoire ....................................................................................................7
2.2. Chiffres clés ............................................................................................8
2.3. Produits fabriqués ...................................................................................9
2.4. Missions ................................................................................................10
2.5. Vision ....................................................................................................10
2.6. Valeurs ..................................................................................................10
2.7. Organisation ..........................................................................................11
4
Seconde partie - Etude
3. Etude du projet ........................................................................................13
3.1. Sujet de l’étude .....................................................................................13
3.2. Etude du besoin ....................................................................................15
3.3. Analyse du problème ............................................................................22
3.4. Etat de l’art lié au Lean .........................................................................24
4. Conception d’une solution ....................................................................26
4.1. Déplacement des opératrices ...............................................................26
4.2. Réorganisation de la ligne ....................................................................26
4.3. Réduction de la taille des postes ..........................................................27
4.4. Intégration d’un chariot .........................................................................29
5. Réalisation et résultats ..........................................................................30
5.1. Ligne HB ...............................................................................................30
5.2. Ligne RLE .............................................................................................33
6. Gestion du projet ....................................................................................36
6.1. Avant-projet ...........................................................................................36
6.2. Projet .....................................................................................................36
6.3. Réorganisation temporaire ....................................................................39
6.4. Planning ................................................................................................41
7. Conclusion ................................................................................................42
8. Bibliographie ............................................................................................43
8.1. Références internes ..............................................................................43
8.2. Sites internet .........................................................................................43
8.3. Références standards ...........................................................................43
9. Annexe ......................................................................................................44
9.1. Chronométrage .....................................................................................44
9.2. Photos de ligne .....................................................................................49
9.3. Références internes ..............................................................................64
5
Glossaire
CNOMO: Comité de NOrmalisation des MOyens de production
CSU: Customer Service Unit, service client
DC: Distribution Center, centre de distribution
HB: HydroBloc, bloc hydraulique
GSE: Grundfos Shopfloor Excellence,
IWC: Integrated Water Circuit, circuit hydraulique intégré
OEM: Original Equipment Manufacturer,
PGF : Pompes Grundfos France
RLE : RückLauf Einheit, ensemble vanne 3 voies
TPS : Toyota Production System, système de production Toyota
UET : Unité Elémentaire Technique
UP : Umwälzpumpe, Circulateur de chauffage
6
Introduction
1.1. Le thème du stage
Le sujet du stage porte sur l’étude et l’optimisation de deux lignes de fabrication au sein du secteur IWC (Integrated Water Circuit). Les IWC sont des blocs hydrauliques qui intègrent l’ensemble des fonctions hydrauliques d’une chaudière murale, fournissant le chauffage central et la production d’eau chaude sanitaire. Le but de cette étude est d’améliorer la productivité, le tout dans l’esprit Lean Manufacturing en tenant compte des contraintes culturelles et organisationnelles de l’entreprise. Afin d’avoir une vision plus précise du contexte, il est nécessaire de préciser que depuis 2001, PGF ( Pompes Grundfos France) est reconnu comme le centre de compétences du Groupe Grundfos pour l’injection, l’assemblage et la distribution des IWC pour l’ensemble des constructeurs de chaudières. Depuis 2008, les concepts de réalisation de certaines lignes d’assemblage IWC ont été revus et repensés. Le projet d’amélioration qui m’a été confié concerne deux lignes nommées HB et RLE pour lesquelles cette démarche reste à faire. L’aboutissement du projet qui consiste à optimiser les activités de montage, les flux, les en-cours et les conditions de travail, devrait se faire suivant différentes étapes, comme : - La mise à jour des plans d’implantation - L’observation des cycles et façon de faire - La mesure des temps de cycles par référence produit - Les propositions d’amélioration - La mise en place et accompagnement du changement
1.2. Le plan de mémoire
Trois étapes de sont succédées pour le suivi du projet. Dans un premier temps, le mémoire présentera le constat de l’existant, suivi de la démarche d’amélioration conduite dans l’esprit et avec les outils du Lean Manufacturing, et s’achèvera avec la réalisation du projet et les résultats.
7
2. L’entreprise et le contexte de projet
2.1. Histoire
2.1.1. Naissance du groupe
Qui pourrait croire aujourd’hui que c’est seulement en 1945 que tout
commença, dans deux pièces du sous-sol d’un pavillon à Bjerringbro
(Danemark).
En effet, à la fin de la Seconde Guerre Mondiale, un jeune homme plein d’idées
et d’initiatives, du nom de Poul Due Jensen, a lancé son propre atelier de
constructions mécaniques et de moulage sous pression. Un agriculteur de la
région, qui ne trouvait pas de pompe appropriée pour les besoins de son
réservoir, s’est adressé à Poul Due Jensen, qui s’est chargé de lui en fabriquer
une. Ainsi ont été posées les bases d’une entreprise qui depuis a connu une
croissance vertigineuse. Beaucoup de changements sont intervenus depuis
cette époque. L’entreprise unipersonnelle est devenue un des principaux
groupes mondiaux.
2.1.2. De nos jours
Le groupe dispose de plus de 80 sociétés dans le monde dont 14 unités de
production.
Pompes GRUNDFOS SAS (PGF) basée à Longeville-lès-Saint-Avold est l’une
des 14 unités de production du groupe danois créé en 1945. Elle est leader en
France avec le circulateur de chauffage et la pompe immergée et est reconnue
pour la fiabilité de ses produits et la qualité de ses services.
Les possibilités d’utilisation des pompes sont multiples et peuvent être divisées
en quatre domaines principaux :
- Le secteur de bâtiment
- Le secteur industriel
- Le secteur de l’adduction d’eau et de l’irrigation
- Le secteur de l’environnement
PGF est également le plus grand centre de distribution du Groupe en Europe. Il
est en charge de la distribution de toute la gamme des produits Grundfos dans
les pays d’Europe de l’Ouest, de certaines gammes dans toute l’Europe, et pour
d’autres produits au niveau mondial.
8
La politique de Grundfos a toujours été d’assurer son propre développement
des produits ainsi que la fabrication des pompes depuis les matières premières
jusqu’aux produits finis. Cette philosophie qui a assuré aux produits Grundfos
leur réputation de qualité exceptionnelle et de longévité est l’une des clés de
son succès.
La société danoise s’est vu attribuer la certification ISO 9000 en 1989,
reconnaissant les normes de qualité dans les domaines du développement du
produit, de la production et du marketing. Grundfos fût alors le premier fabricant
de pompes dans le monde à être certifié.
Depuis, les usines Grundfos en Allemagne, en Angleterre et en France ont
également été homologuées selon la norme de qualité ISO 9000, puis ISO
9001 en 2000.
2.2. Chiffres clés 2009
Chiffres clés 2009 :
Chiffre d'Affaires : 275 millions €
Investissements : 5 millions €
Effectif :
534 personnes (dont 57% de femmes)
Age moyen : 39 ans
Ancienneté moyenne : 13 ans
Production annuelle
UP: 2.600.000
IWC: 222.000
JP: 56.000
Boosters: 15.800
Dosing: 17.400
Pièces injectées : 55.000.000
Le centre de distribution en 2009, c'est :
376.600 lignes de commandes
145.700 expéditions
3.500 références produits finis
26.000 tonnes de marchandises expédiées

9
2.3. Produits fabriqués
Circulateurs de chauffage (UP - UPS - UPER) :
Les circulateurs de chauffage UP à consommation
d’énergie réduite sont intégrés dans les
chaudières et les installations de chauffage. Il
s’agit de produits standards applicables à tous
types de circuits de chauffage ou sanitaire, ou de
versions OEM, c'est à dire spécifiquement dédiées
aux applications des fabricants de chaudières.
Systèmes IWC : Les blocs hydrauliques IWC
(Integrated Water Circuit) intègrent l’ensemble
des fonctions hydrauliques d’une chaudière
murale, fournissant le chauffage central et la
production d’eau chaude sanitaire.
Pompes doseuses (DME - DMS) : Elles
dosent très précisément des produits à injecter.
(Traitements des eaux, stations de lavage,
piscines, produits chimiques)
Pompes Jet Pump (JP) : Pompes à usage
domestique. (Maisons individuelles, jardins,
argriculture)
Stations de relevage Unolift/ Duolift/
Pust : Les stations de relevage UNOLIFT
(1 pompe), DUOLIFT (2 pompes) et Pust
sont conçues pour la collecte et
l'évacuation des eaux usées en secteur
domestique ou petit collectif.
Pompes Immergées (SP) : Pompes pour
puiser les eaux en profondeur
10
2.4. Missions
Industrialiser et fabriquer des produits, des systèmes et des composants,
dans le cadre de la stratégie définie avec le Groupe GRUNDFOS pour
répondre aux besoins de ses clients.
Distribuer les produits et composants dans les zones géographiques
définies avec le Groupe GRUNDFOS.
2.5. Vision
La société veut être reconnue comme le meilleur partenaire auprès de ses
clients. Pour y parvenir :
Elle met en œuvre des organisations de développement, de fabrication
et de distribution sans faille.
Elle encourage ses collaborateurs à réaliser pleinement leur potentiel
grâce à la délégation des responsabilités et au développement des
compétences, leur offre une qualité de vie au travail et entretient
durablement le dialogue avec eux.
Elle souhaite être reconnue comme un partenaire clé dans l’organisation
du Groupe GRUNDFOS.
2.6. Valeurs
Le slogan du Groupe BE-THINK-INNOVATE contient l’essentiel de ses valeurs.
Au fil des ans, le groupe a prouvé que sa façon de faire donnait de bons
résultats : il a toujours su innover, tourner son regard vers l’avenir et être
responsable.
Etre responsable : Agir en permanence et en toutes circonstances de
manière responsable correspond à sa vocation fondamentale.
Anticiper l’avenir : Anticiper pour faire face au futur, se préparer aux défis
de demain, ce qui est vital pour le développement et la pérennité de
Grundfos.
Innover : L’innovation est l’essence de Grundfos et le fondement de ce
qui est entrepris dans les domaines aussi variés que la conception et la
fabrication, la distribution, les ventes et les relations avec les clients et
partenaires.
11
2.7. Organisation
2.7.1. Générale
Sous la direction générale de Monsieur Clément Fickinger, les différents
secteurs d’activités sont représentés par les services suivants :
Les finances incluant le service comptabilité
Les ressources humaines composées de trois cellules : emploi-
formation, administration-gestion et responsable projets
La production avec une répartition par UET (Unité Elémentaire
Technique) : un UET assemblage pour les produits eau chaude et eau
froide, un UET injection avec une partie chaudronnerie, et un UET IWC.
D’autres cellules liées à ces UET font partie intégrante du service
production : les travaux neufs, la planification, les îlotiers, les cellules
support
Le service sécurité environnement
Les services logistiques avec un UET DC (Distribution Center) en charge
de la réception, de la préparation et de l’expédition du matériel.
Plusieurs cellules intègrent le centre de distribution : le service clients,
planning logistique, méthode logistique, transport et douane.
La qualité et l’amélioration continue
L’informatique
Les achats
Les projets. Ce service regroupe la plupart des ingénieurs en charge des
nouveaux projets, du développement et des process industriels. Ils
travaillent en étroite collaboration avec la cellule « relations clients
OEM » pour être en permanence à l’écoute du client, privilégier
l’amélioration continue et satisfaire aux demandes particulières.
La CSU (Customer Service Unit) : il s’agit de la cellule relations clients
OEM (constructeurs de chaudières)
12
2.7.2. Le secteur IWC
Pour suivre mon stage, j’ai intégré le service production de Grundfos, dont
Monsieur Robert Bolusset est le directeur. J’ai été affecté à l’UET IWC
(Integrated Water Circuit) dont le responsable est Monsieur Edouard Cardinale,
mon maître de stage. Le secteur IWC regroupe plusieurs lignes de fabrication,
dont les lignes HB et RLE. Trois chefs d’équipe, Alexandre Estreich, Arnaud
Arquin et Pascal Loisy ont la responsabilité d’encadrer les opératrices travaillant
sur ces lignes et d’assurer le suivi et la bonne marche de celles-ci. Ils sont
épauler par un technicien, Clément Hoerner. Les opératrices travaillant sur la
ligne HB sont au nombre de 4 et sur la ligne RLE au nombre de 3.
Les chefs d’équipes et technicien précédemment nommés ont déjà assuré
l’installation de deux nouvelles lignes :
l’une entièrement développée par les ingénieurs projets suivant le
procédé du maquettage de ligne. Une approche nouvelle à PGF, qui
après conception de la ligne de manière théorique, recrée une mise en
situation réelle en permettant de positionner les différents équipements
de la ligne, de reproduire les déplacements et mouvements des
opératrices et de simuler les différentes opérations de montage. Cet
essai a pu se faire grâce à une place disponible. Très concluant, cette
méthode sera réemployée pour les projets à venir
l’autre issue d’un déménagement de la ligne existante.
J’ai participé au déménagement de cette dernière, ce qui m’a permis d’avoir
une vision plus pertinente des problèmes de terrain, de la nécessité de trouver
des solutions immédiates et d’effectuer diverses tâches au sein du service
qualité.
13
3. Etude de projet
3.1. Sujet de l’étude
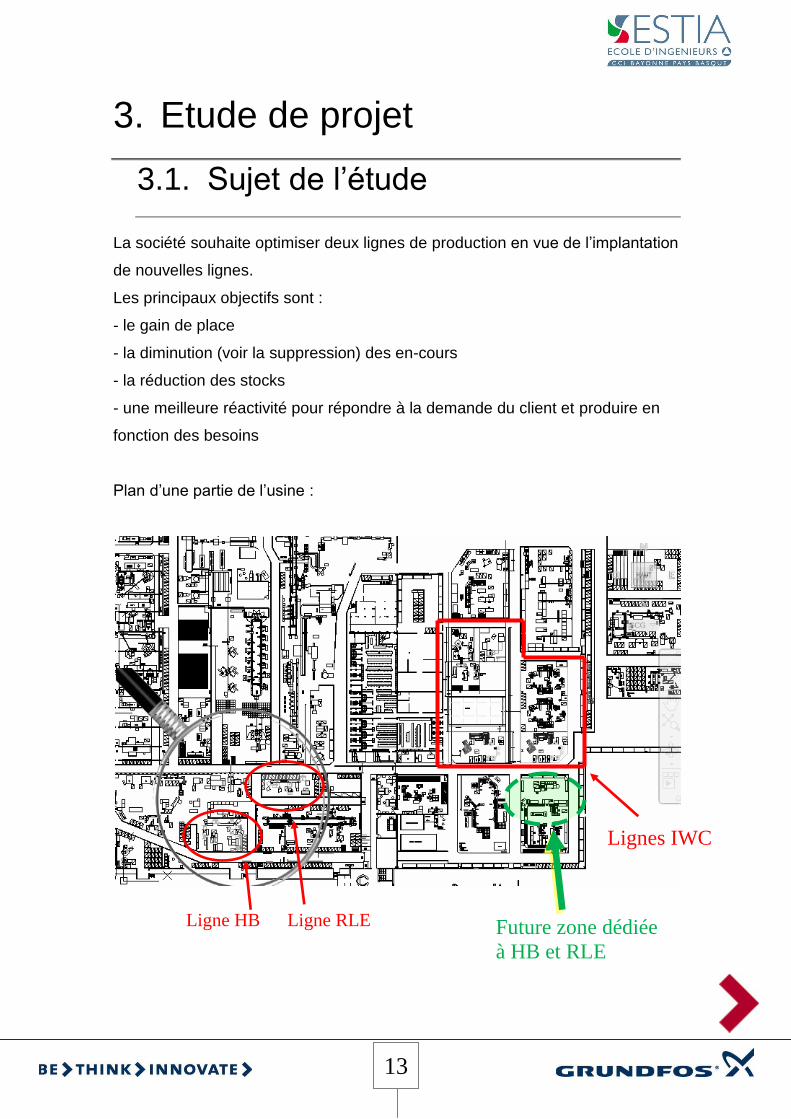
La société souhaite optimiser deux lignes de production en vue de l’implantation
de nouvelles lignes.
Les principaux objectifs sont :
- le gain de place
- la diminution (voir la suppression) des en-cours
- la réduction des stocks
- une meilleure réactivité pour répondre à la demande du client et produire en
fonction des besoins
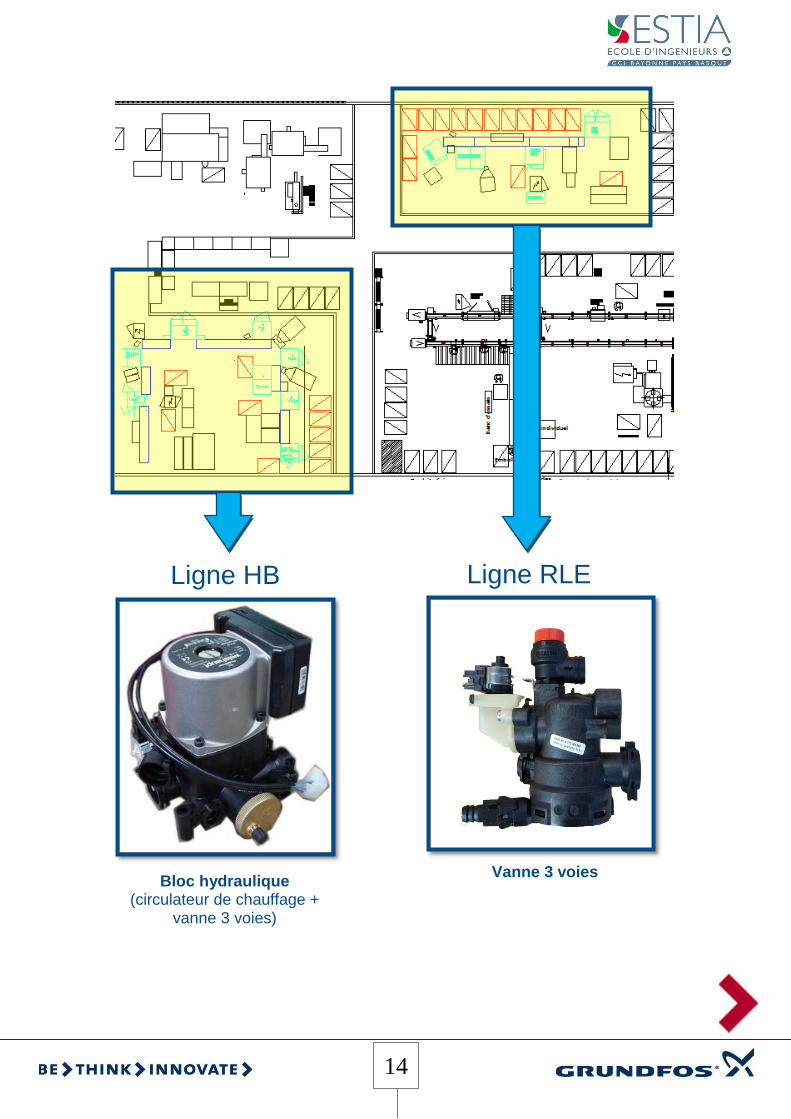
Plan d’une partie de l’usine :
Lignes IWC
Ligne RLE Ligne HB Future zone dédiée
à HB et RLE
14
Ligne HB Ligne RLE
Bloc hydraulique (circulateur de chauffage +
vanne 3 voies)
Vanne 3 voies
15
3.2. Etude du besoin
3.2.1. Ligne HB – Etude de l’existant
3.2.1.1. Démarche
La ligne HB est l’une des chaînes de fabrication faisant partie de l’unité de
production des IWC. L’activité de cette ligne consiste à assembler des blocs
hydrauliques pour certains constructeurs de chaudières.
Un constat de la situation actuelle s’imposant, la première démarche entreprise
a été d’en faire une analyse basée sur l’ensemble des critères sous-cités.
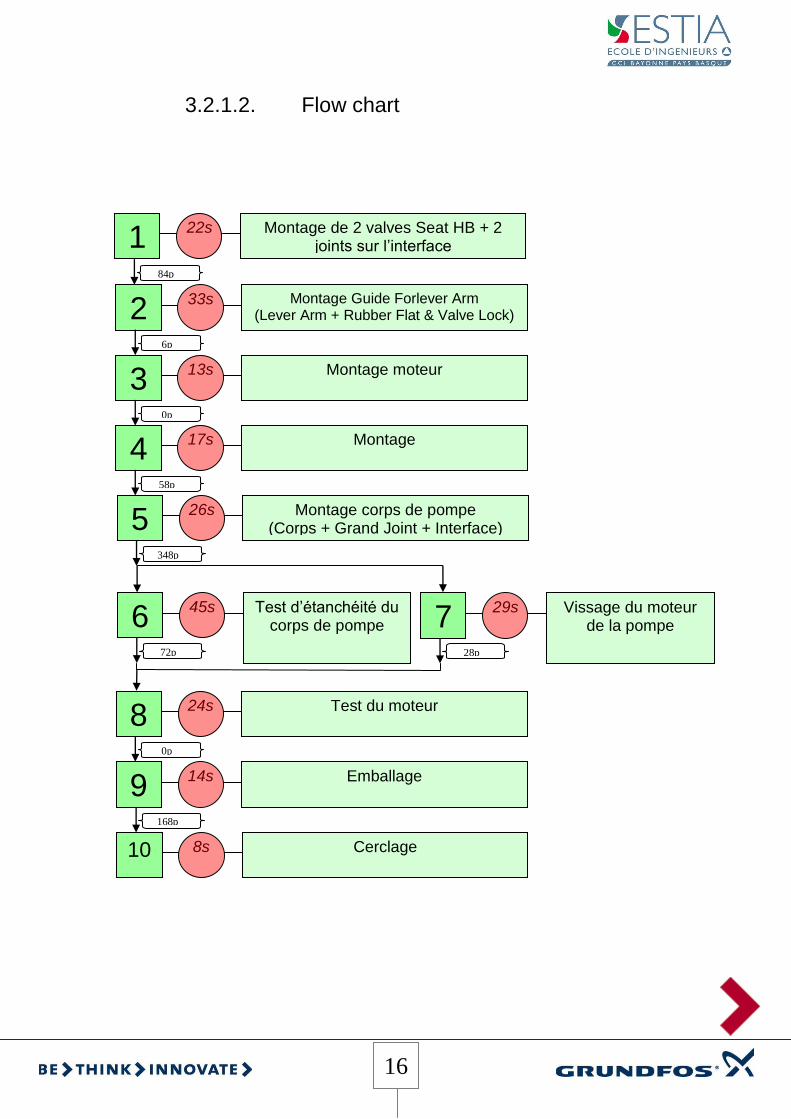
Le flow chart est un outil efficace qui permet d’avoir un aperçu du
fonctionnement de la ligne, car il présente l’enchaînement des opérations
et le temps de cycle de chacune, ainsi que la quantité d’en-cours entre
les postes. (p représente le nombre de pièces dans le schéma)
Le temps de cycle et le temps de passage
La surface utilisée et la répartition des postes
En ce qui concerne les temps et les stocks, l’étude qui suit est établie en
fonction des quantités maximales relevées sur les différentes séries de
produits (Bosch, De Dietrich et Itho).
16
3.2.1.2. Flow chart
168p
72p
6 Test d’étanchéité du corps de pompe
45s
28p
7 Vissage du moteur de la pompe
29s
Montage
17s 4
58p
Montage corps de pompe (Corps + Grand Joint + Interface)
26s 5
348p
Montage Guide Forlever Arm (Lever Arm + Rubber Flat & Valve Lock)
33s 2
6p
Montage moteur
13s 3
0p
Montage de 2 valves Seat HB + 2 joints sur l’interface
22s 1
84p
Test du moteur
24s 8
0p
Emballage
14s 9
Cerclage
8s
10
17
3.2.1.3. Répartition des postes
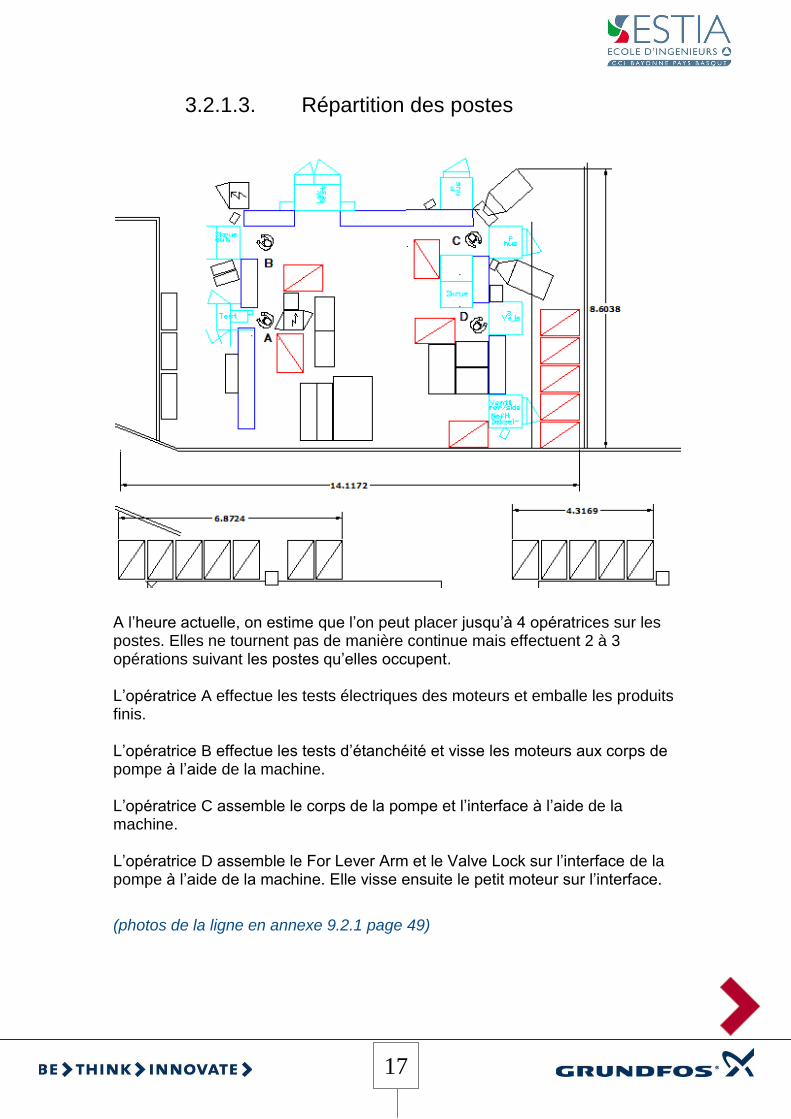
A l’heure actuelle, on estime que l’on peut placer jusqu’à 4 opératrices sur les postes. Elles ne tournent pas de manière continue mais effectuent 2 à 3 opérations suivant les postes qu’elles occupent. L’opératrice A effectue les tests électriques des moteurs et emballe les produits finis. L’opératrice B effectue les tests d’étanchéité et visse les moteurs aux corps de pompe à l’aide de la machine. L’opératrice C assemble le corps de la pompe et l’interface à l’aide de la machine. L’opératrice D assemble le For Lever Arm et le Valve Lock sur l’interface de la pompe à l’aide de la machine. Elle visse ensuite le petit moteur sur l’interface.
(photos de la ligne en annexe 9.2.1 page 49)
18
3.2.1.4. Temps de cycle
Le temps de cycle est la somme de tous les temps de cycle, en prenant ceux les plus longs de chaque série. (voir en annexe) Temps de cycle : 231s (flow chart de chaque série de produit en annexe 9.1.1 page 44)
3.2.1.5. Surface utilisée
On prend comme surface utilisé le rectangle au sol dans lequel se trouve
l’installation.
L = 14.1172m ; l = 8.6038m soit une surface de 121.4615m²
On ajoute la surface utilisée par les palettes en dehors de la ligne :
L = 11.1893m ; l= 1.20m pour une surface de 13.4272m²
La surface totale utilisée est S = 134.8887 m²
3.2.1.6. Temps de passage
Le temps de passage est le temps mis par le produit pour être prêt à l’envoi en
tenant compte du moment où la première opération commence sur la ligne.
Temps de passage = 151 minutes
3.2.1.7. Quantité de stocks entre les opérations
Ces quantités sont mentionnées au niveau du flow chart.
La quantité d’en-cours totale présente sur ligne est de 784 pièces.
3.2.2. Ligne RLE – Etude de l’existant
3.2.2.1. Démarche
La ligne RLE est également une des chaînes de fabrication rentrant dans la
gamme des IWC.
Sur cette ligne sont assemblées des vannes 3 voies pilotées par un moteur.
La démarche entreprise est identique à la précédente sachant qu’il y a deux
séries différentes de vannes (celles avec un groupe moteur Saya et l’autre avec
un groupe moteur Elbi).
19
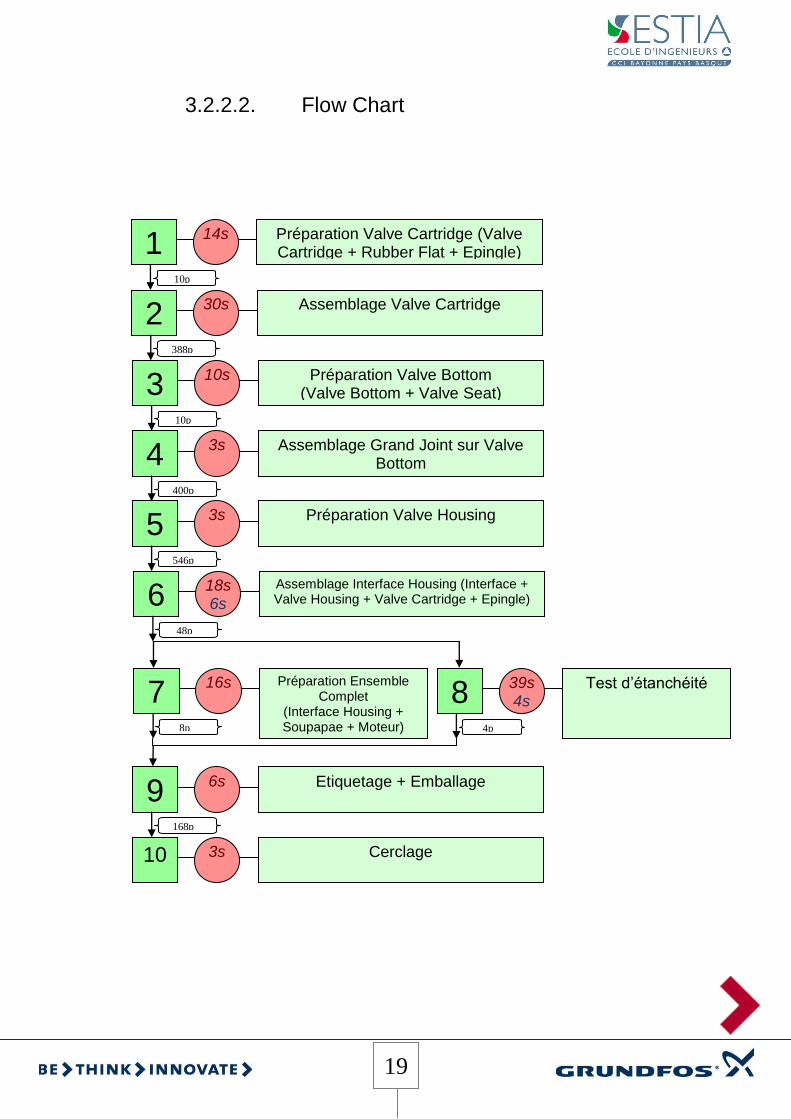
3.2.2.2. Flow Chart
Etiquetage + Emballage 6s 9
168p
Cerclage 3s
10
Préparation Valve Cartridge (Valve Cartridge + Rubber Flat + Epingle)
14s 1
10p
Assemblage Valve Cartridge 30s 2
388p
Préparation Valve Bottom (Valve Bottom + Valve Seat)
10s 3
10p
Assemblage Grand Joint sur Valve Bottom
3s 4
400p
Préparation Valve Housing
3s 5
546p
Assemblage Interface Housing (Interface + Valve Housing + Valve Cartridge + Epingle)
18s 6s
6 48p
8p
7 Préparation Ensemble Complet
(Interface Housing + Soupapae + Moteur)
16s
4p
8 Test d’étanchéité 39s 4s
20
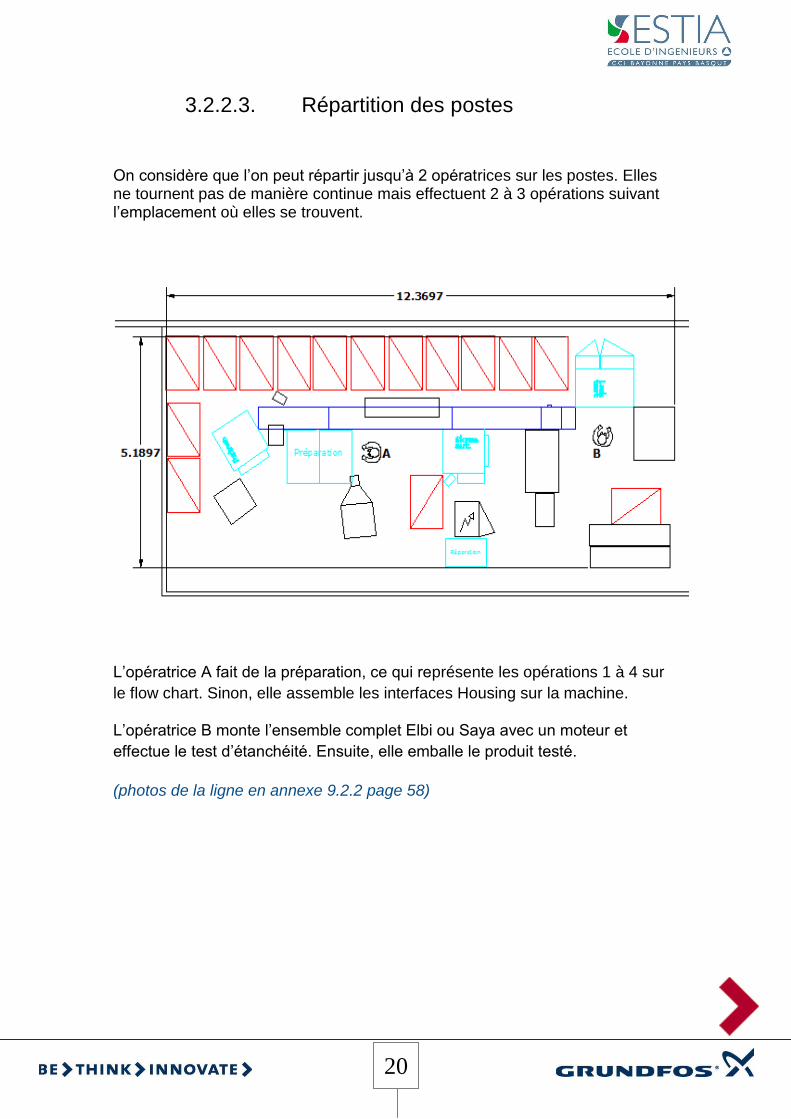
3.2.2.3. Répartition des postes
On considère que l’on peut répartir jusqu’à 2 opératrices sur les postes. Elles ne tournent pas de manière continue mais effectuent 2 à 3 opérations suivant l’emplacement où elles se trouvent.
L’opératrice A fait de la préparation, ce qui représente les opérations 1 à 4 sur
le flow chart. Sinon, elle assemble les interfaces Housing sur la machine.
L’opératrice B monte l’ensemble complet Elbi ou Saya avec un moteur et
effectue le test d’étanchéité. Ensuite, elle emballe le produit testé.
(photos de la ligne en annexe 9.2.2 page 58)
21
3.2.2.4. Temps de cycle
Le temps de cycle est la somme de tous les temps de cycle, en prenant ceux
les plus longs de chaque série. (Voir en annexe)
Temps de cycle : 152s
(flow chart de chaque série de produit en annexe 9.1.2 page 47)
3.2.2.5. Surface utilisée
L = 12.3697 m ; l = 5.1897 m
La surface utilisée est S = 64.1950 m²
3.2.2.6. Temps de passage
Le temps de passage est le temps mis par le produit pour être prêt à l’envoi en
partant du moment où la première opération commence sur la ligne.
Temps de passage = 376 minutes
3.2.2.7. Quantité de stocks entre les opérations
Ces quantités sont mentionnées au niveau du flow chart.
La quantité d’en-cours totale présente sur ligne est de 1279 pièces.
22
3.3. Analyse du problème
3.3.1. Fonctionnement d’un IWC
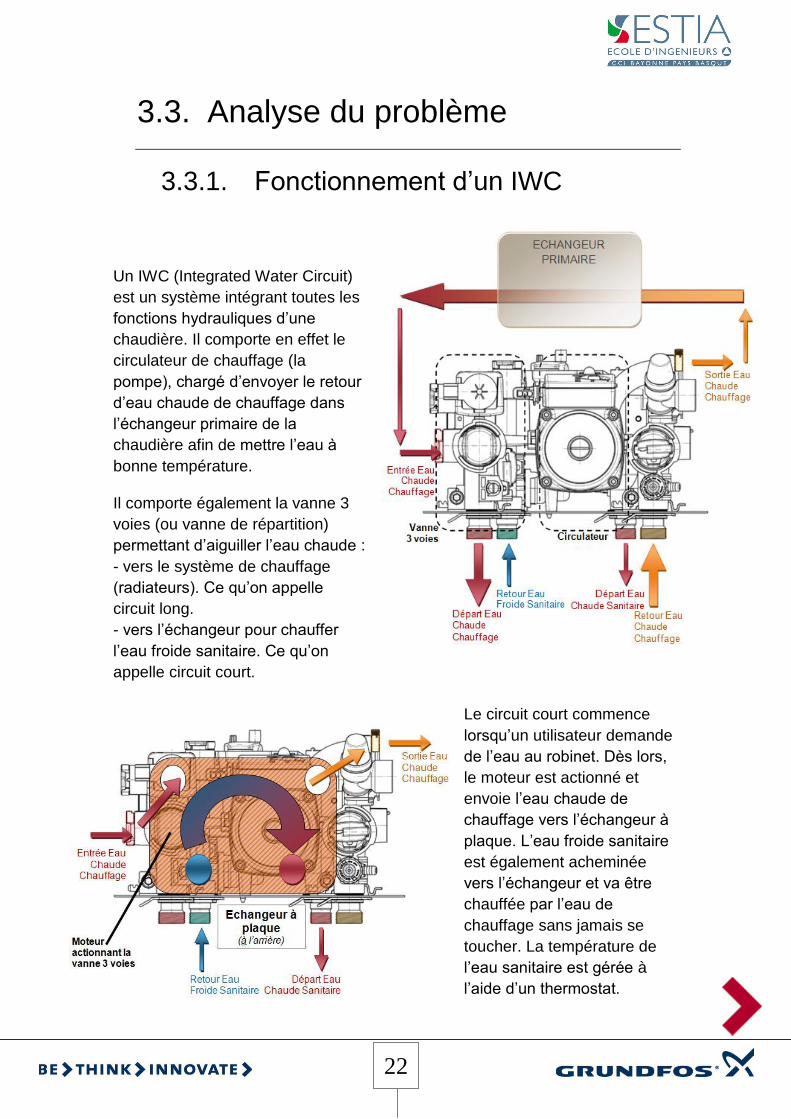
Un IWC (Integrated Water Circuit)
est un système intégrant toutes les
fonctions hydrauliques d’une
chaudière. Il comporte en effet le
circulateur de chauffage (la
pompe), chargé d’envoyer le retour
d’eau chaude de chauffage dans
l’échangeur primaire de la
chaudière afin de mettre l’eau à
bonne température.
Il comporte également la vanne 3
voies (ou vanne de répartition)
permettant d’aiguiller l’eau chaude :
- vers le système de chauffage
(radiateurs). Ce qu’on appelle
circuit long.
- vers l’échangeur pour chauffer
l’eau froide sanitaire. Ce qu’on
appelle circuit court.
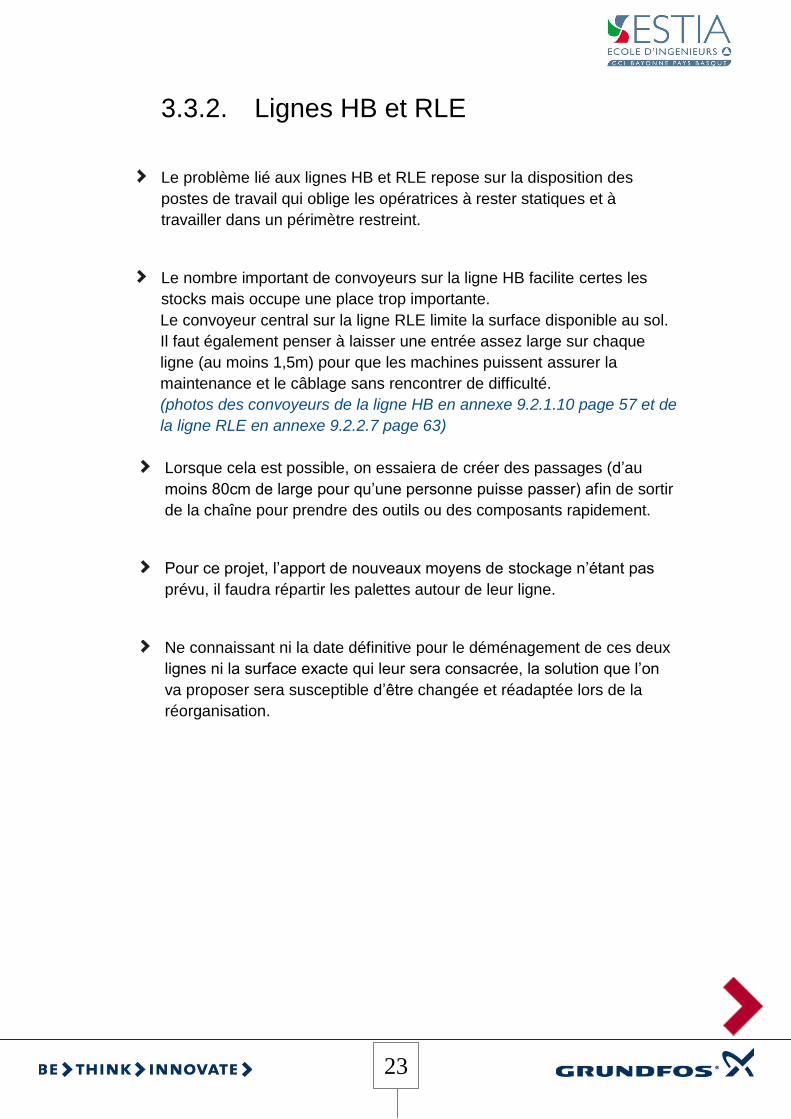
Le circuit court commence
lorsqu’un utilisateur demande
de l’eau au robinet. Dès lors,
le moteur est actionné et
envoie l’eau chaude de
chauffage vers l’échangeur à
plaque. L’eau froide sanitaire
est également acheminée
vers l’échangeur et va être
chauffée par l’eau de
chauffage sans jamais se
toucher. La température de
l’eau sanitaire est gérée à
l’aide d’un thermostat.
23
3.3.2. Lignes HB et RLE
Le problème lié aux lignes HB et RLE repose sur la disposition des
postes de travail qui oblige les opératrices à rester statiques et à
travailler dans un périmètre restreint.
Le nombre important de convoyeurs sur la ligne HB facilite certes les
stocks mais occupe une place trop importante.
Le convoyeur central sur la ligne RLE limite la surface disponible au sol.
Il faut également penser à laisser une entrée assez large sur chaque
ligne (au moins 1,5m) pour que les machines puissent assurer la
maintenance et le câblage sans rencontrer de difficulté.
(photos des convoyeurs de la ligne HB en annexe 9.2.1.10 page 57 et de
la ligne RLE en annexe 9.2.2.7 page 63)
Lorsque cela est possible, on essaiera de créer des passages (d’au
moins 80cm de large pour qu’une personne puisse passer) afin de sortir
de la chaîne pour prendre des outils ou des composants rapidement.
Pour ce projet, l’apport de nouveaux moyens de stockage n’étant pas
prévu, il faudra répartir les palettes autour de leur ligne.
Ne connaissant ni la date définitive pour le déménagement de ces deux
lignes ni la surface exacte qui leur sera consacrée, la solution que l’on
va proposer sera susceptible d’être changée et réadaptée lors de la
réorganisation.
24
3.4. Etat de l’art lié au Lean
La solution qu’essaie d’apporter l’entreprise à ce type de problème est la
démarche de Lean Manufacturing, issue du TPS (Toyota Production System).
On peut traduire le Lean Manufacturing par la production au plus juste, qui
supprime les activités sans valeur ajoutée et utilise exactement les ressources
nécessaires.
Il y plusieurs outils et méthodes liés au Lean Manufacturing.
Lors de ce stage, j’ai pu effectuer une formation sur le Lean Manufacturing
mené par l’organisme de formation Euro Symbiose et son représentant Eric
Canu.
Pour appliquer le Lean Manufacturing, il faut abandonner les idées fixes. Au lieu
d’expliquer ce que l’on ne peut pas faire, réfléchir à comment faire, réaliser
aussitôt les bonnes propositions d’amélioration, ne pas chercher la perfection,
gagner environ 60% de l’objectif dès le début, corriger l’erreur immédiate sur
place, trouver des idées dans la difficulté, chercher la cause racine, traiter les 5
Pourquoi ? et chercher ensuite la solution, prendre en compte les idées d’une
dizaine de personnes au lieu d’attendre les idées géniales d’une seule, essayer
et ensuite valider. Il faut se dire que l’amélioration est infinie.
3.4.1. Les 3 fondamentaux du Lean
Le Value Stream Maping
Le chantier Kaizen
Le Lean Office : la réduction des mudas dans les processus administratifs.
Le 3P (Production Preparation Process) : Lean dès la conception Produit et
Process
3.4.2. Outils stratégiques de déploiement
Le Juste à temps : ne produire que ce dont on a besoin, quand on en a
besoin, dans la quantité dont on a besoin avec un minimum de matériel,
d’équipement, de surface, d’infrastructures et de ressources(matières, main
d’œuvre).
Le Jidoka (autonomation) : autonomie en détection d’anomalie.
€Le Lissage de la production : faire de tout le plus souvent possible et tout
le temps, pour protéger le client des défauts de livraison et l’usine des excès
de variation.
25
3.4.3. La chasse aux Mudas
Muda : tâche qui n’ajoute pas de valeurs au produit. Il y en a 7 catégories :
- la surproduction
- les stocks et en-
cours
- le transport
- les mouvements
- les attentes
- la non-qualité
- le process et les
activités
Le travail d’amélioration traditionnel porte principalement sur le déroulement
des tâches à valeur ajoutée et non sur les mudas.
3.4.4. Les outils associés au Lean
le SMED (Single Minute Exchange of Die) : méthode de changement
rapide d’outil qui a pour objectif de réduire le temps d’un changement de
série donc la taille du lot minimale
la TPM (Total Productive Maintenance) :
* Maintenance : maintenir en bon état, c'est-à-dire réparer, nettoyer,
graisser et accepter d'y consacrer le temps nécessaire.
* Productive : assurer la maintenance tout en produisant, ou en
pénalisant le moins possible la production.
* Totale : considérer tous les aspects et y associer tout le monde.
le Kaban : simple fiche cartonnée que l'on fixe sur les bacs ou les
conteneurs de pièces dans une ligne d'assemblage ou une zone de
stockage.
Cette méthode est mise en place entre deux postes de travail et limite la
production du poste amont aux besoins exacts du poste aval
Le 5S : technique visant à l’amélioration continue des taches effectuées
dans l’entreprise.
On définie les 5S de la manière suivante :
Seiri = Eliminer
Seiton = Ranger
Seiso = Nettoyer
Seiketsu = Standardiser
Shitsuke = Pérenniser
26
4. Conception d’une solution
4.1. Déplacement des opératrices
La démarche à suivre pour l’étude des solutions s’appuyant sur l’esprit Lean
Manufacturing, établir un nouveau roulement, plus dynamique, pour les
opératrices s’avérait nécessaire.
L’objectif est de faire du One Piece Flow, c’est-à-dire que l’opératrice débute
sur la chaîne avec les composants et termine par le produit assemblé.
Dans le cas présent, il n’est pas judicieux de respecter cette règle dans sa
totalité. Néanmoins, l’opératrice va effectuer les tâches de poste en poste, du
début à la fin de la ligne, et en sortir le produit assemblé, qui ne sera pas la
pièce avec laquelle elle a commencé sur la ligne.
Sur la ligne HB, les temps de cycle machine des bancs de test d’étanchéité et
électrique et de la visseuse du moteur de la pompe sont conséquents. L’idée
est de placer des pièces d’avance, en début de poste, de façon à ce que
l’opératrice les récupère lorsqu’elle rejoint ces différentes machines et y
dépose les pièces assemblées sur le poste de travail précédent. De cette
manière, l’opératrice peut rejoindre la machine suivante, sans avoir à attendre
la fin du cycle de la machine qu’elle vient d’occuper. D’où un gain de temps.
Sur a ligne RLE, le mode de fonctionnement sera identique, mais seuls la
machine d’assemblage Interface Housing et le banc de est d’étanchéité sont
concernés.
4.2. Réorganisation de la ligne
L’étude de l’existant étant réalisée, mon attention s’est portée sur le problème
de place occupée par ces lignes. A l’appui de croquis d’une part, et du logiciel
AutoCAD d’ autre part, j’ai pu aisément et de façon dynamique modéliser des
plans de lignes.
27
Plusieurs facteurs ont été déterminants dans la recherche de solutions, en plus
du gain de surface, à savoir :
- La place pour circuler, afin que les opératrices puissent travailler et
évoluer confortablement
- L’approvisionnement des palettes et des composants, afin de pouvoir les
changer rapidement au moyen d’accès directs
Cela m’a également amené à réfléchir et à proposer de nouveaux postes de
travail plus compacts pour réduire l’encombrement.
4.3. Réduction de la taille des postes
Afin d’économiser au maximum la place sur ligne, il a fallu s’intéresser à la compression des postes existants. Dans la continuité de l’esprit du Lean Manufacturing, seuls les types et quantités de pièces réellement nécessaires vont rester sur le poste de travail. Ce qui implique que la surface des tables, sur lesquelles se trouvent les produits, peut être réduite. Les postes de travail en version dessin AutoCAD ont été proposés suivant les plans ci-dessous.
4.3.1. Ligne HB
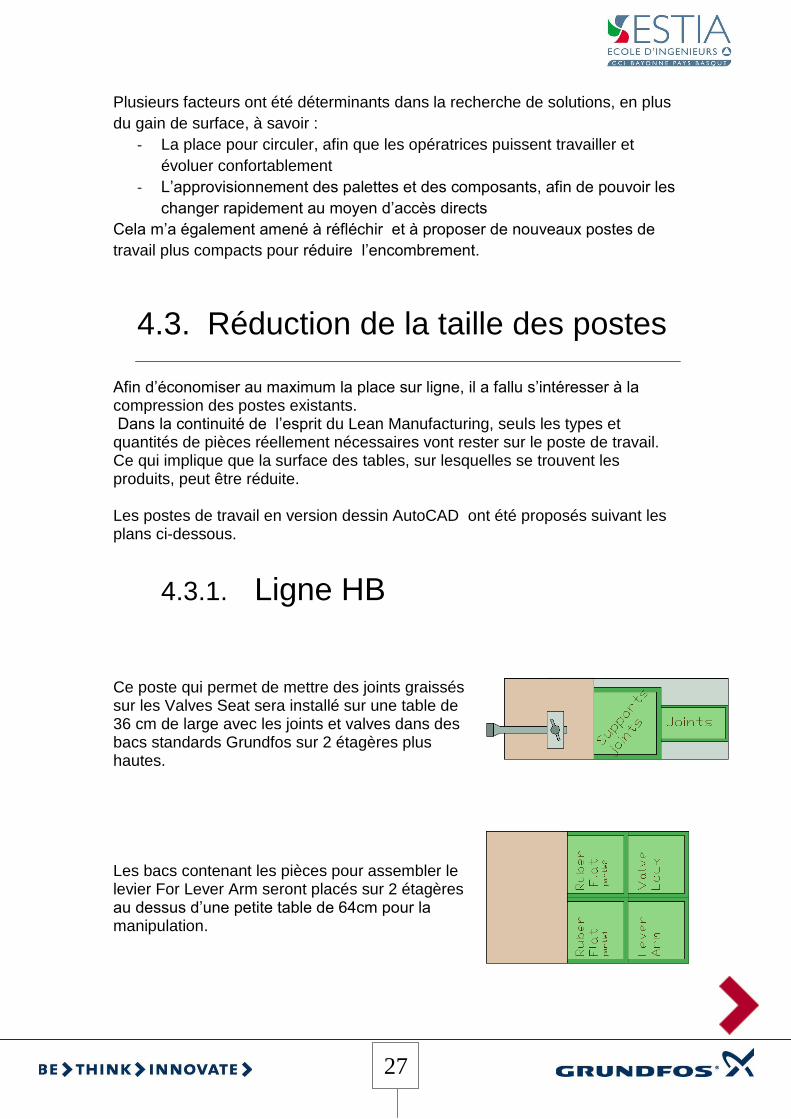
Ce poste qui permet de mettre des joints graissés sur les Valves Seat sera installé sur une table de 36 cm de large avec les joints et valves dans des bacs standards Grundfos sur 2 étagères plus hautes. Les bacs contenant les pièces pour assembler le levier For Lever Arm seront placés sur 2 étagères au dessus d’une petite table de 64cm pour la manipulation.
28
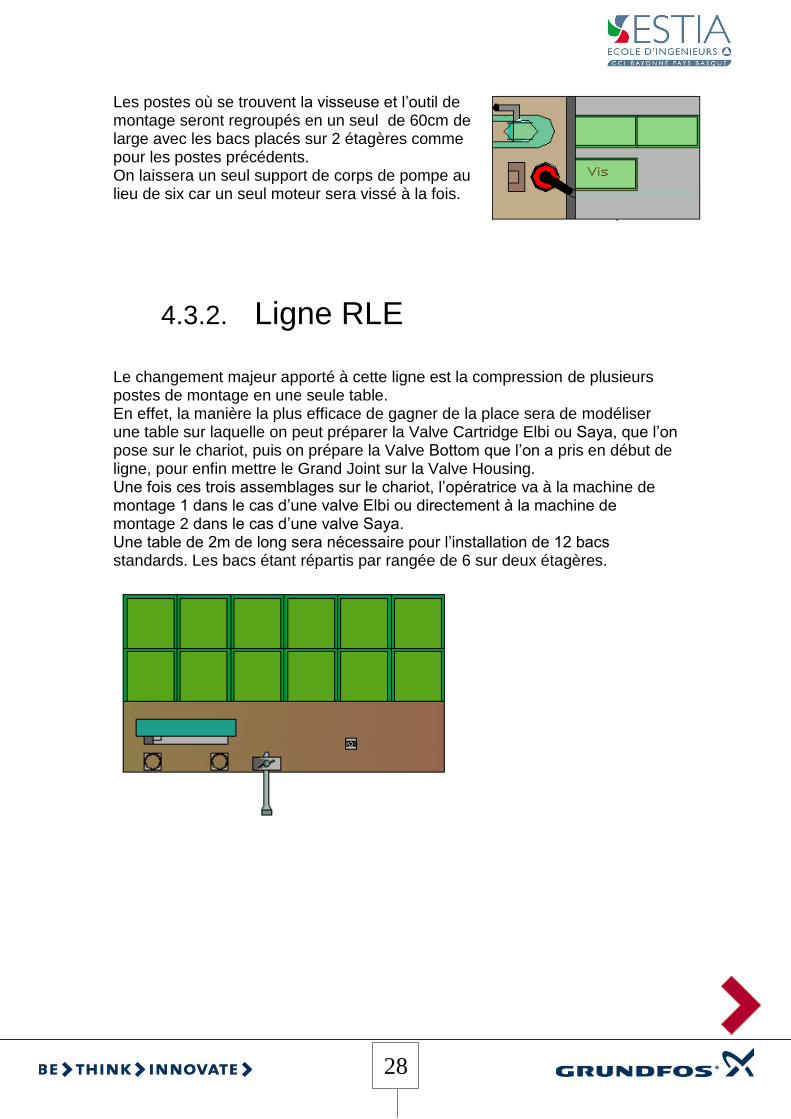
Les postes où se trouvent la visseuse et l’outil de montage seront regroupés en un seul de 60cm de large avec les bacs placés sur 2 étagères comme pour les postes précédents. On laissera un seul support de corps de pompe au lieu de six car un seul moteur sera vissé à la fois.
4.3.2. Ligne RLE
Le changement majeur apporté à cette ligne est la compression de plusieurs postes de montage en une seule table. En effet, la manière la plus efficace de gagner de la place sera de modéliser une table sur laquelle on peut préparer la Valve Cartridge Elbi ou Saya, que l’on pose sur le chariot, puis on prépare la Valve Bottom que l’on a pris en début de ligne, pour enfin mettre le Grand Joint sur la Valve Housing. Une fois ces trois assemblages sur le chariot, l’opératrice va à la machine de montage 1 dans le cas d’une valve Elbi ou directement à la machine de montage 2 dans le cas d’une valve Saya. Une table de 2m de long sera nécessaire pour l’installation de 12 bacs standards. Les bacs étant répartis par rangée de 6 sur deux étagères.
29
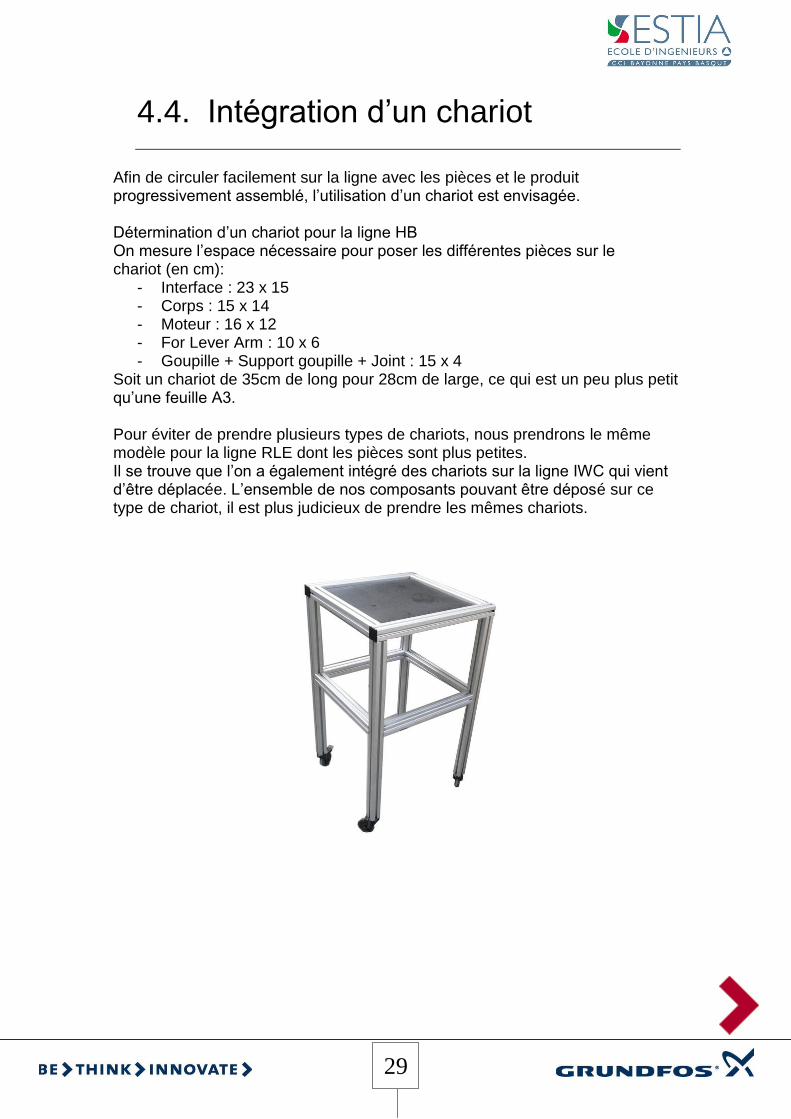
4.4. Intégration d’un chariot Afin de circuler facilement sur la ligne avec les pièces et le produit progressivement assemblé, l’utilisation d’un chariot est envisagée. Détermination d’un chariot pour la ligne HB On mesure l’espace nécessaire pour poser les différentes pièces sur le chariot (en cm):
- Interface : 23 x 15 - Corps : 15 x 14 - Moteur : 16 x 12 - For Lever Arm : 10 x 6 - Goupille + Support goupille + Joint : 15 x 4
Soit un chariot de 35cm de long pour 28cm de large, ce qui est un peu plus petit qu’une feuille A3. Pour éviter de prendre plusieurs types de chariots, nous prendrons le même modèle pour la ligne RLE dont les pièces sont plus petites. Il se trouve que l’on a également intégré des chariots sur la ligne IWC qui vient d’être déplacée. L’ensemble de nos composants pouvant être déposé sur ce type de chariot, il est plus judicieux de prendre les mêmes chariots.
30
5. Réalisation et résultats
5.1. Ligne HB
5.1.1. Réalisations
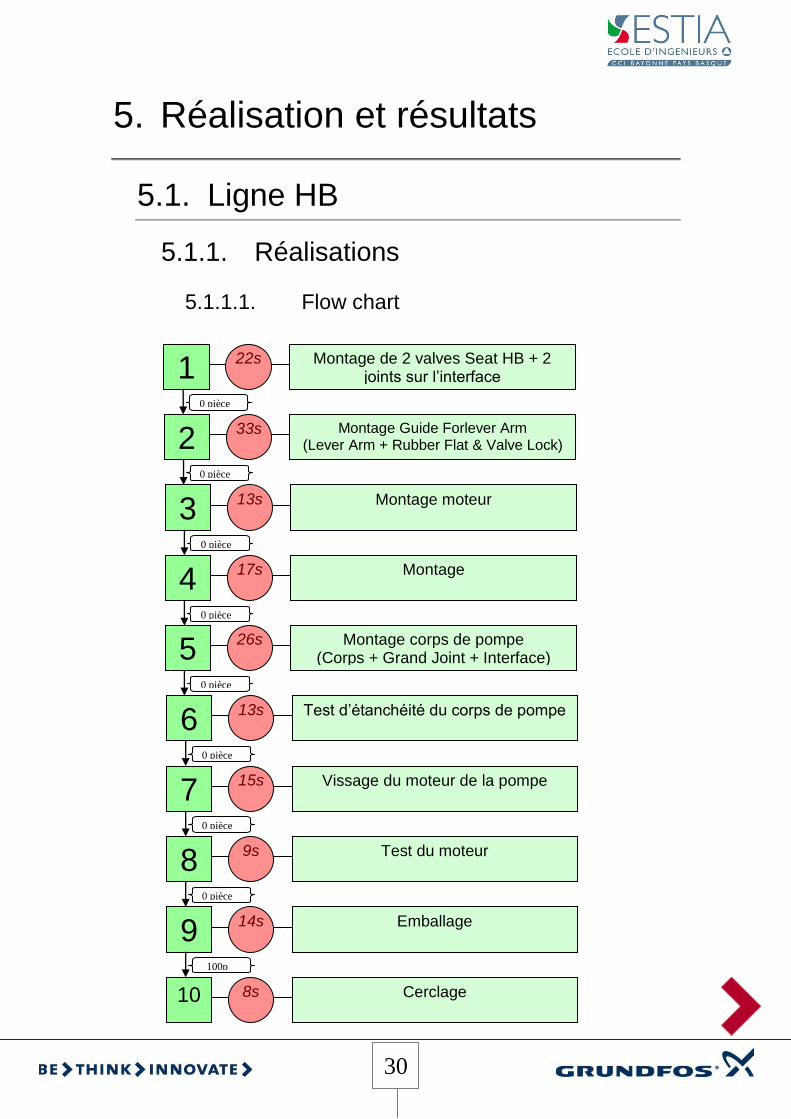
5.1.1.1. Flow chart
Montage de 2 valves Seat HB + 2
joints sur l’interface
22s 1
0 pièce
Montage Guide Forlever Arm (Lever Arm + Rubber Flat & Valve Lock)
33s 2
0 pièce
Montage moteur 13s 3
0 pièce
Montage 17s 4
0 pièce
Montage corps de pompe (Corps + Grand Joint + Interface)
26s 5
0 pièce
Test d’étanchéité du corps de pompe 13s 6
0 pièce
Vissage du moteur de la pompe 15s 7
0 pièce
Test du moteur 9s 8
0 pièce
Emballage 14s 9
100p
Cerclage 8s
10
31
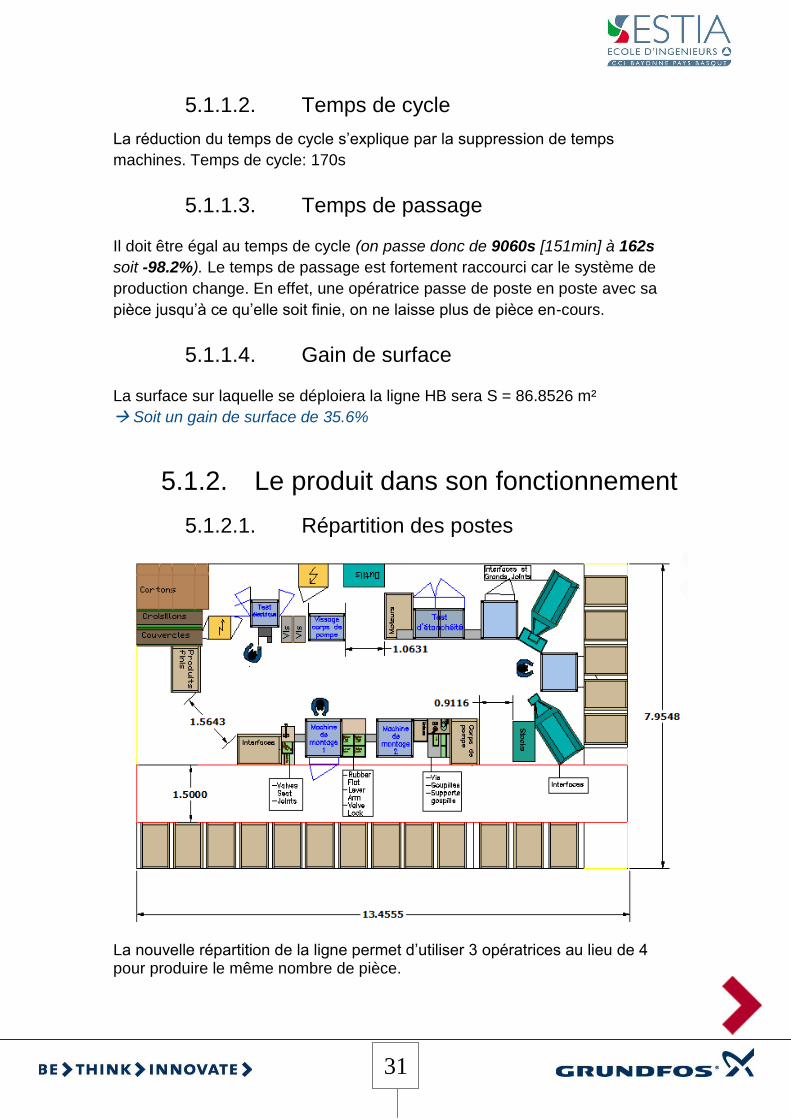
5.1.1.2. Temps de cycle
La réduction du temps de cycle s’explique par la suppression de temps
machines. Temps de cycle: 170s
5.1.1.3. Temps de passage
Il doit être égal au temps de cycle (on passe donc de 9060s [151min] à 162s
soit -98.2%). Le temps de passage est fortement raccourci car le système de
production change. En effet, une opératrice passe de poste en poste avec sa
pièce jusqu’à ce qu’elle soit finie, on ne laisse plus de pièce en-cours.
5.1.1.4. Gain de surface
La surface sur laquelle se déploiera la ligne HB sera S = 86.8526 m²
Soit un gain de surface de 35.6%
5.1.2. Le produit dans son fonctionnement
5.1.2.1. Répartition des postes
La nouvelle répartition de la ligne permet d’utiliser 3 opératrices au lieu de 4 pour produire le même nombre de pièce.
32
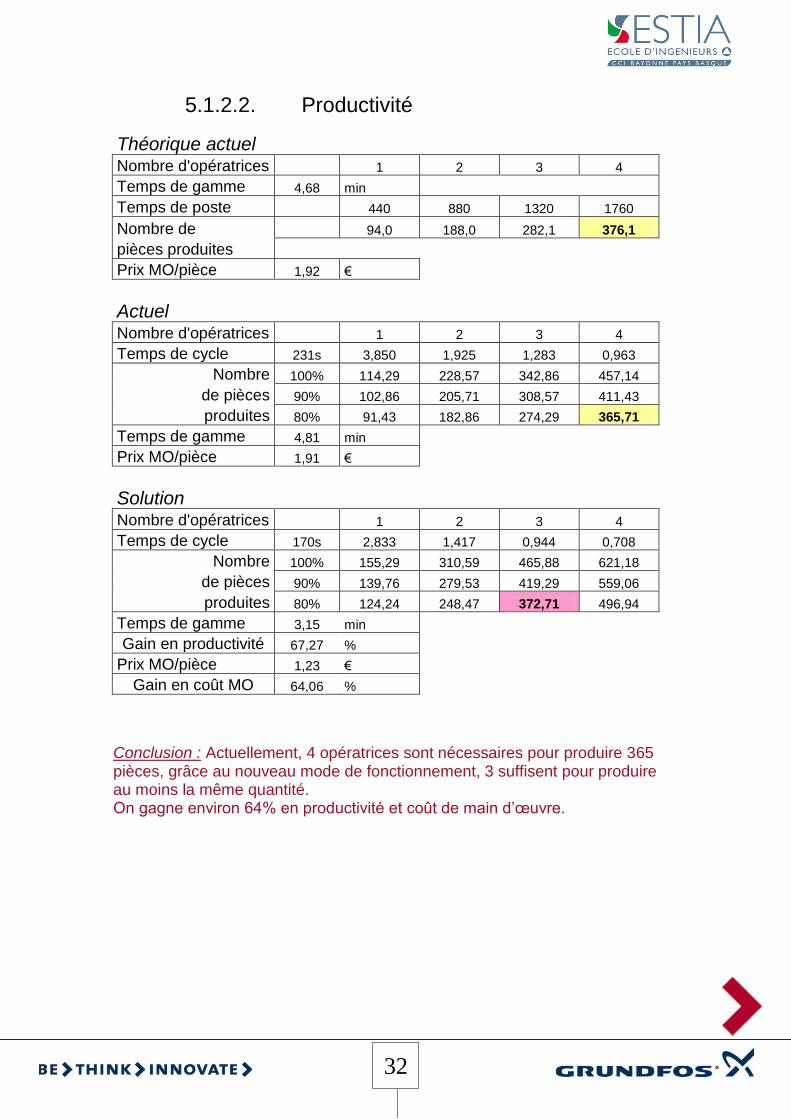
5.1.2.2. Productivité
Théorique actuel Nombre d'opératrices 1 2 3 4
Temps de gamme 4,68 min
Temps de poste 440 880 1320 1760
Nombre de 94,0 188,0 282,1 376,1
pièces produites Prix MO/pièce 1,92 €
Actuel Nombre d'opératrices 1 2 3 4
Temps de cycle 231s 3,850 1,925 1,283 0,963
Nombre 100% 114,29 228,57 342,86 457,14
de pièces 90% 102,86 205,71 308,57 411,43
produites 80% 91,43 182,86 274,29 365,71
Temps de gamme 4,81 min Prix MO/pièce 1,91 €
Solution Nombre d'opératrices 1 2 3 4
Temps de cycle 170s 2,833 1,417 0,944 0,708
Nombre 100% 155,29 310,59 465,88 621,18
de pièces 90% 139,76 279,53 419,29 559,06
produites 80% 124,24 248,47 372,71 496,94
Temps de gamme 3,15 min Gain en productivité 67,27 % Prix MO/pièce 1,23 €
Gain en coût MO 64,06 %
Conclusion : Actuellement, 4 opératrices sont nécessaires pour produire 365 pièces, grâce au nouveau mode de fonctionnement, 3 suffisent pour produire au moins la même quantité. On gagne environ 64% en productivité et coût de main d’œuvre.
33
5.2. Ligne RLE
5.2.1. Réalisations
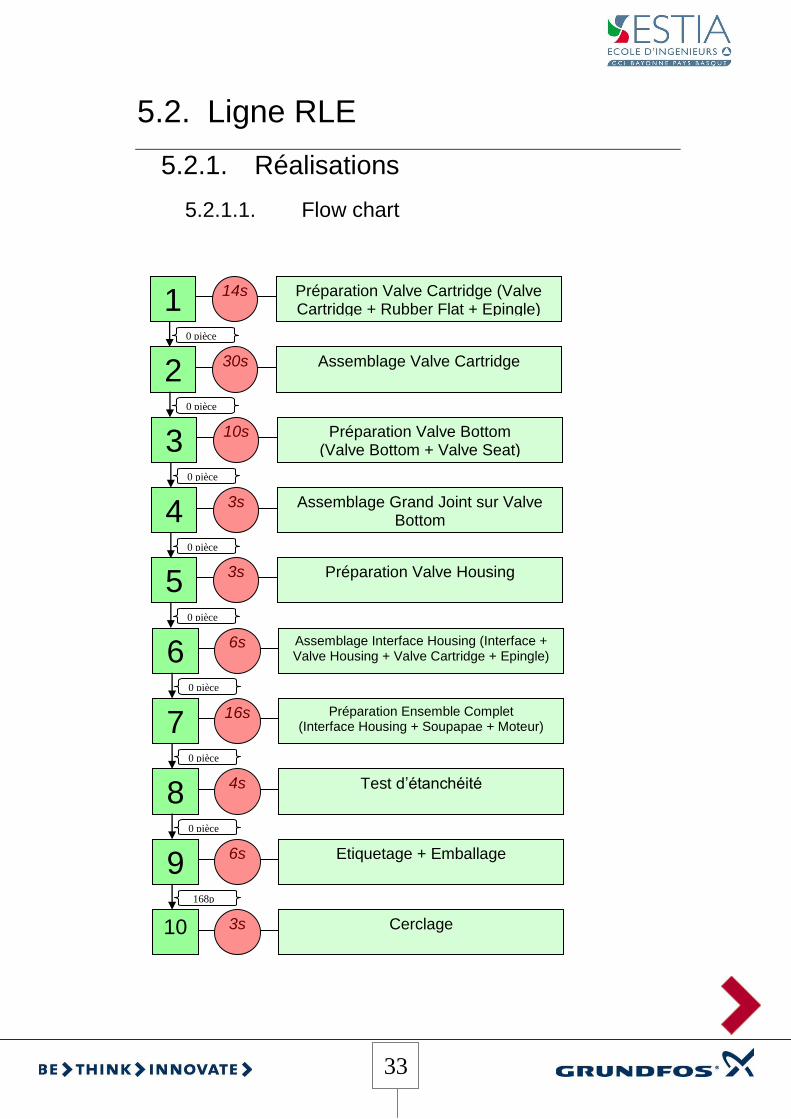
5.2.1.1. Flow chart
Préparation Valve Cartridge (Valve Cartridge + Rubber Flat + Epingle)
14s 1
0 pièce
Assemblage Valve Cartridge 30s 2
0 pièce
Préparation Valve Bottom (Valve Bottom + Valve Seat)
10s 3
0 pièce
Assemblage Grand Joint sur Valve Bottom
3s 4
0 pièce
Préparation Valve Housing
3s 5
0 pièce
Assemblage Interface Housing (Interface + Valve Housing + Valve Cartridge + Epingle)
6s 6
0 pièce
Préparation Ensemble Complet (Interface Housing + Soupapae + Moteur)
16s 7
0 pièce
Test d’étanchéité 4s 8
0 pièce
Etiquetage + Emballage 6s 9
168p
Cerclage 3s
10
34
5.2.1.2. Temps de cycle La réduction du temps de cycle s’explique par la suppression de temps
machines.
Temps de cycle: 58s
5.2.1.3. Temps de passage
Il doit être égal au temps de cycle (on passe donc de 22593s [376min] à 62s
soit -99.7%). Le temps de passage est fortement raccourci car le système de
production change, en effet, une opératrice passe de poste en poste avec sa
pièce jusqu’à ce qu’elle soit finie, on ne laisse plus de pièce en-cours.
5.2.1.4. Gain de surface
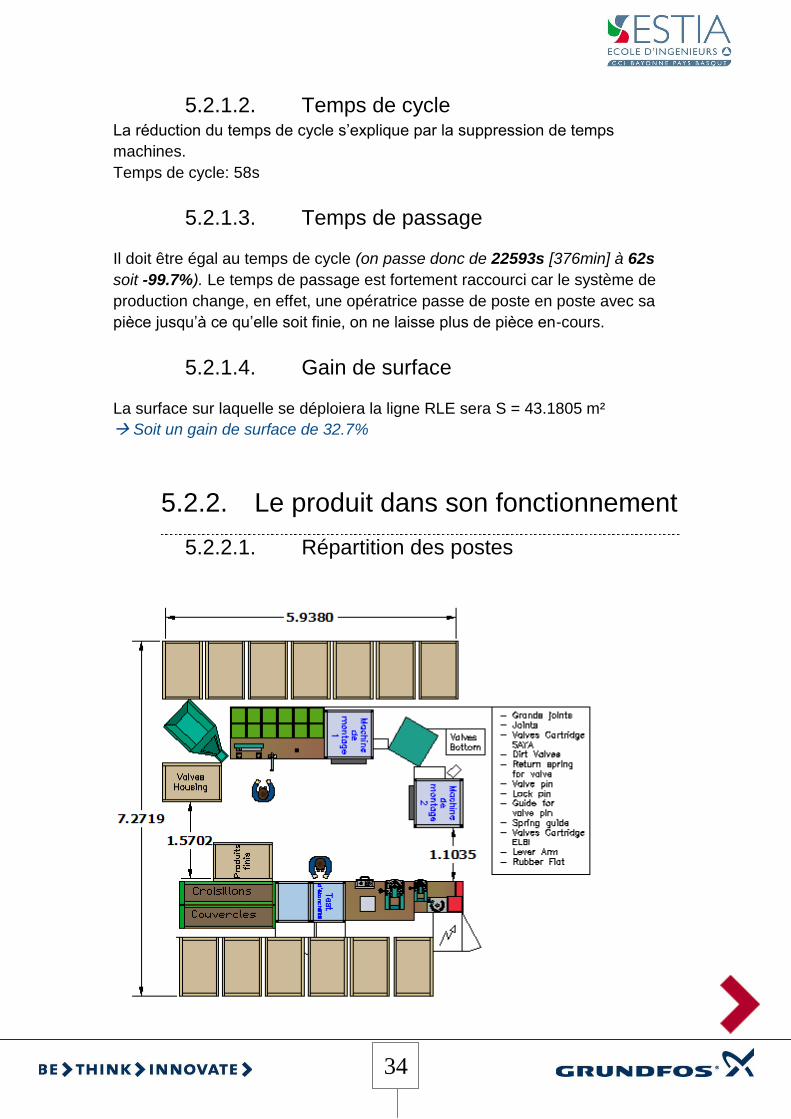
La surface sur laquelle se déploiera la ligne RLE sera S = 43.1805 m²
Soit un gain de surface de 32.7%
5.2.2. Le produit dans son fonctionnement
5.2.2.1. Répartition des postes
35
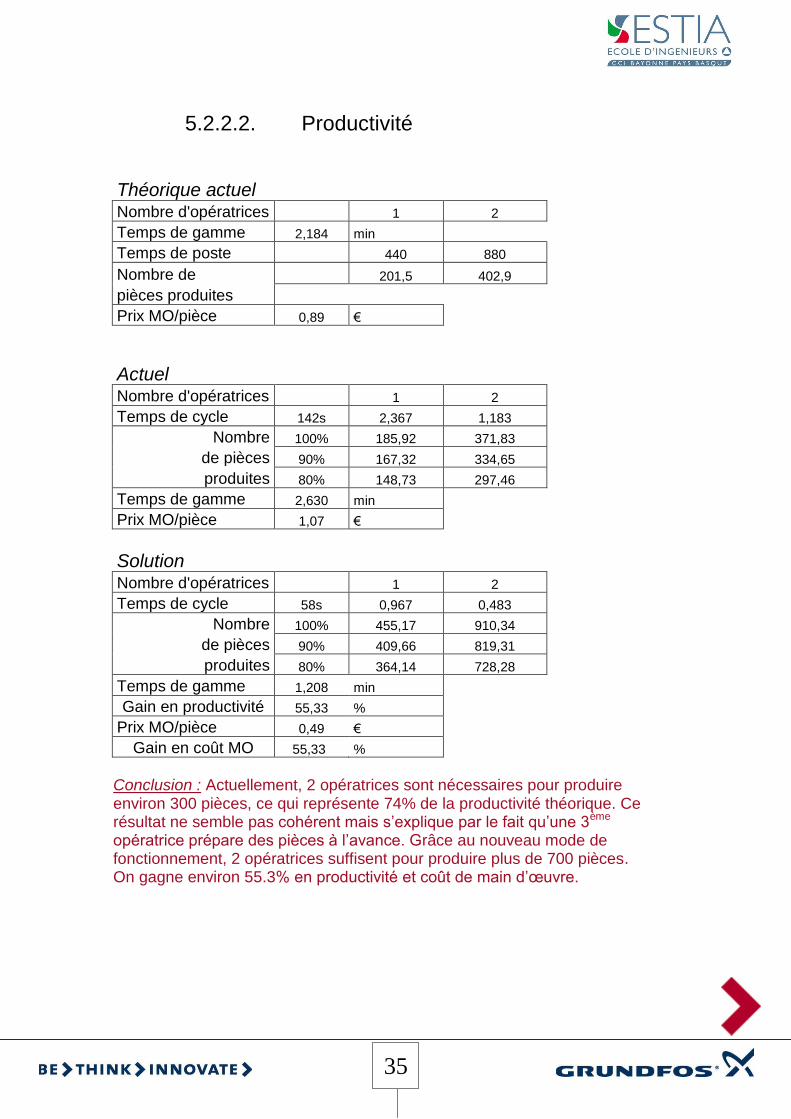
5.2.2.2. Productivité
Théorique actuel Nombre d'opératrices 1 2
Temps de gamme 2,184 min
Temps de poste 440 880
Nombre de 201,5 402,9
pièces produites Prix MO/pièce 0,89 €
Actuel
Nombre d'opératrices 1 2
Temps de cycle 142s 2,367 1,183
Nombre 100% 185,92 371,83
de pièces 90% 167,32 334,65
produites 80% 148,73 297,46
Temps de gamme 2,630 min Prix MO/pièce 1,07 €
Solution Nombre d'opératrices 1 2
Temps de cycle 58s 0,967 0,483
Nombre 100% 455,17 910,34
de pièces 90% 409,66 819,31
produites 80% 364,14 728,28
Temps de gamme 1,208 min Gain en productivité 55,33 % Prix MO/pièce 0,49 €
Gain en coût MO 55,33 %
Conclusion : Actuellement, 2 opératrices sont nécessaires pour produire environ 300 pièces, ce qui représente 74% de la productivité théorique. Ce résultat ne semble pas cohérent mais s’explique par le fait qu’une 3ème opératrice prépare des pièces à l’avance. Grâce au nouveau mode de fonctionnement, 2 opératrices suffisent pour produire plus de 700 pièces. On gagne environ 55.3% en productivité et coût de main d’œuvre.
36
6. Gestion du projet
Trois étapes différentes se sont succédées au cours de mon stage.
6.1. L’avant-projet
Cette étape préliminaire, indispensable, s’est traduite par :
- Une visite complète de l’usine, ce qui m’a permis d’avoir dès le début un
aperçu des secteurs d’activité variés, nombreux et complexes tel que
l’injection plastique. Les explications fournies m’ont immédiatement fait
prendre conscience du niveau de technicité et d’exigence requis. Il était
avéré qu’une grande rigueur dans la gestion du projet serait nécessaire.
- Une présentation de l’entreprise avec ses missions, ses valeurs, ses
objectifs, son organisation, sa place au sein du groupe.
- Une mise à disposition des documents et procédures standards à
respecter au sein du groupe.
6.2. Le projet
6.2.1. Séminaire Lean Manufacturing
Avant de travailler réellement sur mon projet, j’ai eu l’opportunité et chance de
pouvoir participer à un séminaire Lean Manufacturing que Grundfos organisait
sur le site.
Il s’agit d’une démarche globale initiée par le Groupe sous le nom de Grundfos
Shopfloor Excellence (GSE) qui vise à renforcer l’amélioration continue pour
tous les sites de production, en s’appuyant sur les outils du Lean
Manufacturing. Produire au plus juste résume schématiquement cette
approche. C’est dans ce cadre qu’a été organisée cette campagne de
sensibilisation destinée au managers de proximité en production et personnels
issus des services méthodes, qualité, logistique et services support.
Au cours d’une session d’une demi-journée, chaque participant s’est pris au jeu
du Lean à travers des exercices ludiques et interactifs comme par exemple
fabriquer des voitures avec des pièces de Lego. Cette simulation a permis de
mettre en évidence qu’une action sur un paramètre de production (volume
d’une série, flux des composants) influe, positivement ou négativement, sur le
temps de fabrication, le temps de mise à disposition d’un composant et sur les
stocks.
37
Le projet pouvait démarrer.
Mon maître de stage, Monsieur Edouard Cardinale, m’a donc fait part de ses
attentes et de celles de l’entreprise face à mon stage.
J’allais connaître le travail sur chaîne.
6.2.2. Le travail sur chaîne
Dans un premier temps accompagné des chefs d’équipe, j’ai pris connaissance
du déroulement du travail, des postes existants sur la ligne, du fonctionnement
des machines, de la fabrication du produit, des attentes et exigences.
Dans un second temps, réalisant qu’un vécu sur le terrain était nécessaire à
l’élaboration de mon projet, j’ai souhaité effectuer le travail de chaque
opératrice en occupant successivement l’ensemble des postes. Cette activité
concernait les postes d’assemblage, de préparation et de test. Cela m’a permis
d’avoir une vision réelle du besoin tant au niveau du déplacement des
opératrices, que de la réorganisation de la ligne, que de la réduction de la taille
des postes, de l’analyse des emplacements, de la nécessité des points de
passage, de l’apport d’un chariot facilitant le transport des produits.
Cette étape achevée il était nécessaire d’une part de traduire les besoins par
des chiffrages chronométrés.
6.2.3. Relevé de chronométrage
J’ai suivi la procédure de relevé de chronométrage de l’entreprise qui consiste à
noter le temps qu’une opératrice met à effectuer 10 opérations sur un poste et à
prendre en compte la moyenne arrondie au chiffre supérieur. Il était également
important de tenir compte des temps dit « parasites » tels que le cerclage, la
saisie des stocks et le réapprovisionnement des postes.
6.2.4. Dessin sur AutoCAD
Autocad a été l’outil indispensable à la réalisation des plans. Sur chaîne, j’ai
commencé par des croquis à main levée, puis, pour avoir des plans précis et
détaillés des lignes, je les ai reproduits sur le logiciel AutoCAD. N’ayant jamais
utilisé ce logiciel auparavant, une petite formation avec Raphaël
Eschenbrenner, mon tuteur pour la seconde partie du stage, a été nécessaire.
38
6.2.5. Déménagement d’une ligne IWC
En parallèle, pendant une semaine et demi, j’ai participé au déménagement
d’une ligne IWC, la ligne GIM.
Ce déménagement s’est fait en collaboration avec le responsable IWC Edouard
Cardinale, le technicien méthode Raphaël Eschenbrenner, les chefs d’équipe
Pascal Loisy et Alexandre Estreich et le technicien de production Clément
Hoerner. L’ensemble des opérations relevait principalement d’un travail de
manutention. Il a fallu dégager de la place en enlevant les palettes, les bacs
contenant des pièces et les convoyeurs. Ensuite, nous avons réorganisé la
ligne en déplaçant les postes en fonction des plans établis. Cette tâche
principale effectuée, j’ai réinstallé les différentes machines (graisseuse, presse,
visseuse), et placé les supports informatiques (pour écran, imprimante et
clavier) dans le respect d’une meilleure ergonomie sur la ligne. Les chefs
d’équipe et techniciens m’ont également demandé de recâbler les machines
pneumatiques.
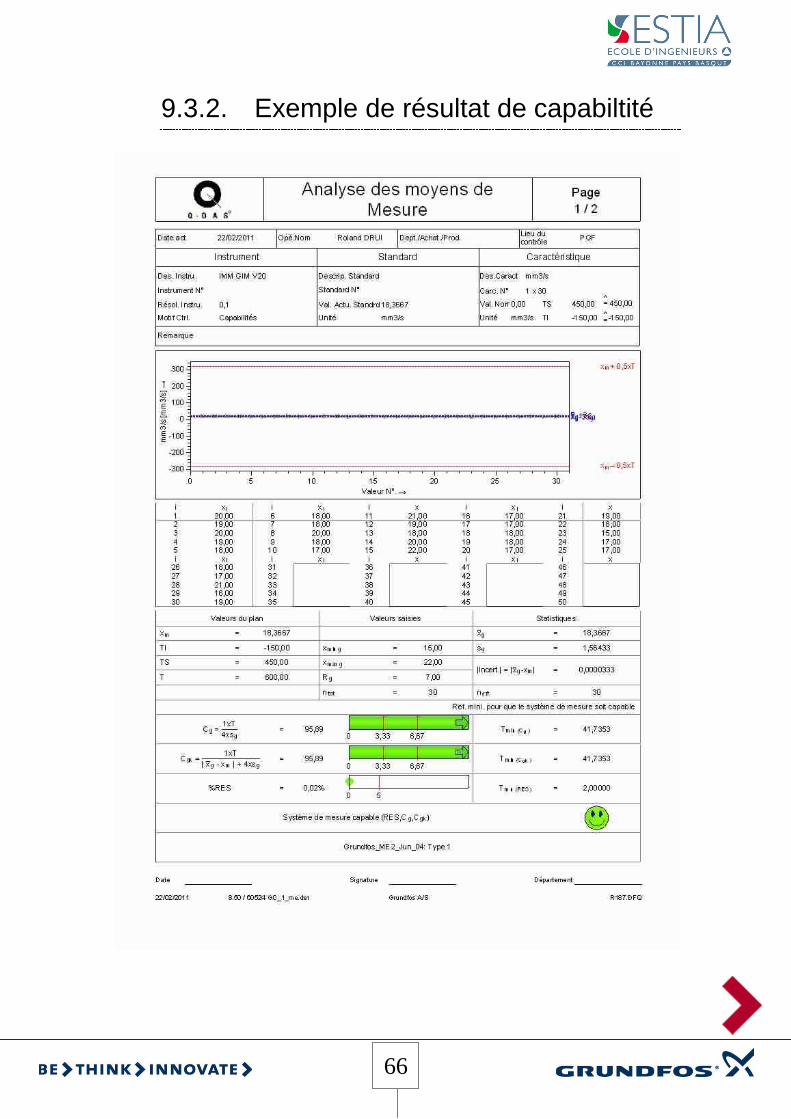
6.2.6. Capabilité des moyens de mesures
Le déménagement effectué, Monsieur Roland Drui du service qualité m’a
demandé de vérifier si les machines étaient prêtes au redémarrage (consignes
en annexe 9.3.1 page 64). Pour cela, j’ai du faire deux relevés de capabilité des
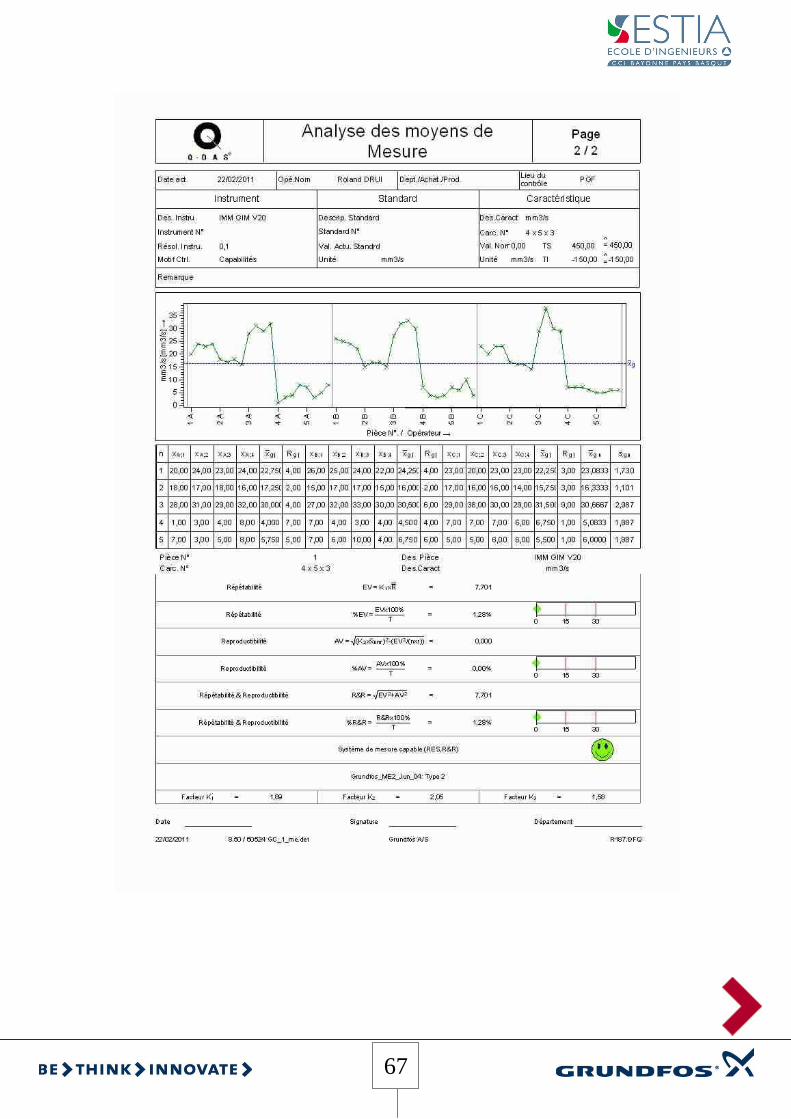
moyens de mesures par machine. L’un consiste à effectuer 30 cycles machine
avec le même produit (R&R). L’autre consiste à faire un test sur un cycle
machine avec 5 produits et 3 opératrices qui effectuent chacune 4 cycles
(R&R2). Monsieur Drui a saisi les relevés sur un logiciel qui détermine si la
machine fonctionne correctement. Les résultats de ces tests étant positifs, les
machines ont pu redémarrer (exemple de résultat en annexe 9.3.2 page 66).
Au terme d’un mois, un premier bilan a été fait avec mon maître de stage. Ce
bilan ne concernait qu’une ligne, la ligne HB. Il était concluant puisque la
démarche correspondait aux attentes du Lean Manufacturing et que l’ensemble
des résultats était positif par rapport à la surface, aux temps, à la productivité et
aux stocks.
Monsieur Cardinale quittant la société pour d’autres fins professionnelles fin
février, j’ai poursuivi mon projet avec un nouveau tuteur, Monsieur Raphaël
Eschenbrenner, technicien méthodes, pour l’amélioration de la seconde ligne
RLE et la mise en place concrète de la ligne HB.
39
Le changement de maître de stage en cours de projet aurait pu susciter
certaines craintes et déstabiliser, ce qui ne fût pas le cas.
Par contre, je me suis rendu compte, qu’en fonction de l’état d’esprit du maître
de stage, la manière d’aborder le problème pouvait être différente.
En effet, Monsieur Edouard Cardinale, en tant que responsable de production,
avait une vision plus globale du changement, alors que Monsieur Raphaël
Eschenbrenner, en tant que technicien méthodes, prenait d’avantage en
considération les besoins annexes liés au changement de la ligne, tels que
l’approvisionnement des composants, l’évacuation des déchets et la répartition
des palettes.
6.3. Réorganisation temporaire
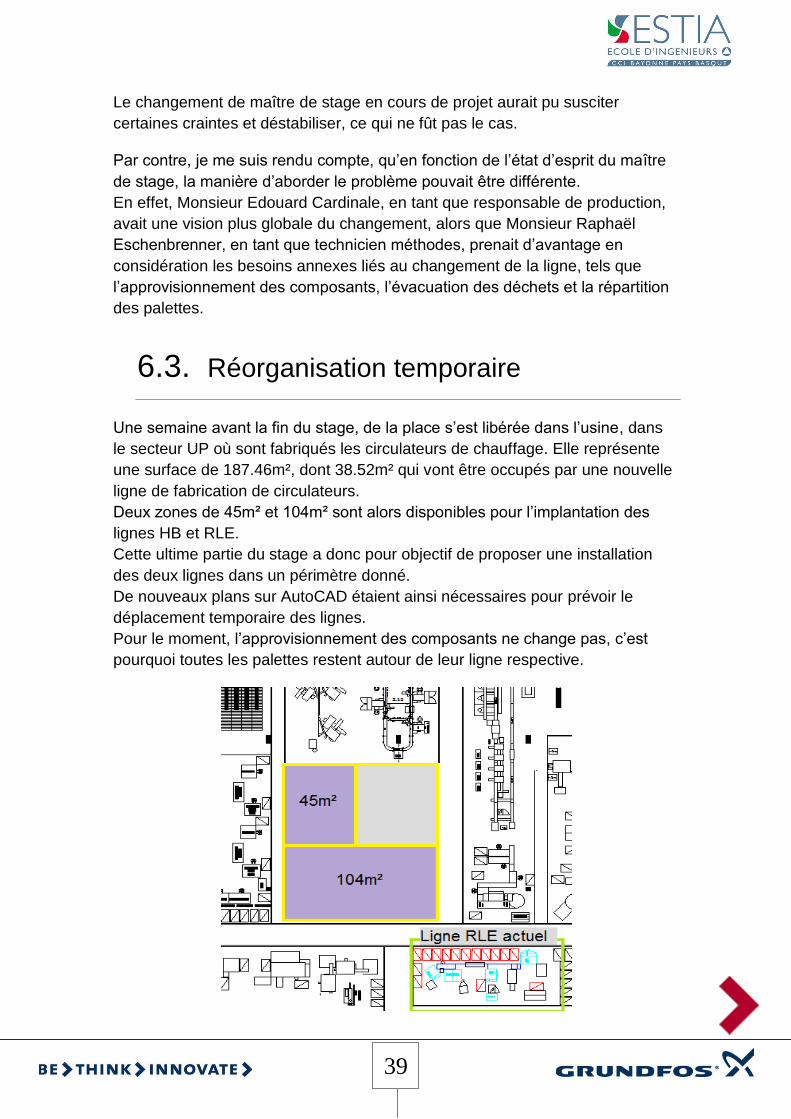
Une semaine avant la fin du stage, de la place s’est libérée dans l’usine, dans
le secteur UP où sont fabriqués les circulateurs de chauffage. Elle représente
une surface de 187.46m², dont 38.52m² qui vont être occupés par une nouvelle
ligne de fabrication de circulateurs.
Deux zones de 45m² et 104m² sont alors disponibles pour l’implantation des
lignes HB et RLE.
Cette ultime partie du stage a donc pour objectif de proposer une installation
des deux lignes dans un périmètre donné.
De nouveaux plans sur AutoCAD étaient ainsi nécessaires pour prévoir le
déplacement temporaire des lignes.
Pour le moment, l’approvisionnement des composants ne change pas, c’est
pourquoi toutes les palettes restent autour de leur ligne respective.
40
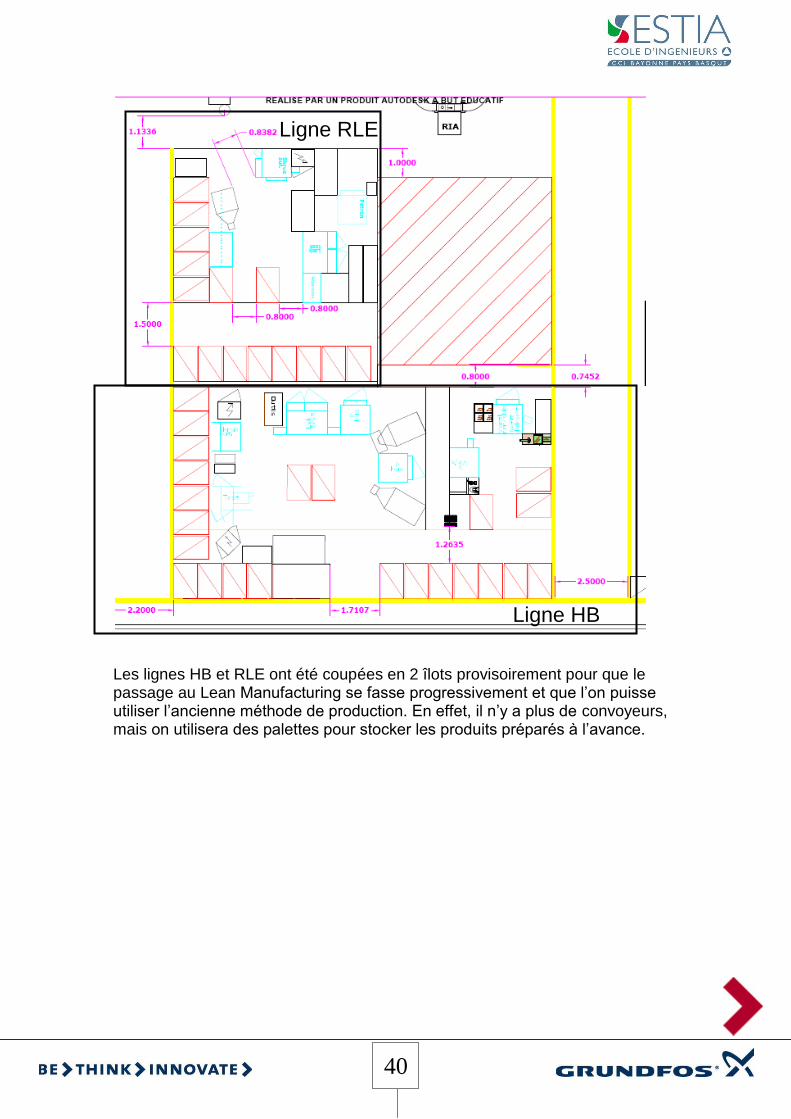
Les lignes HB et RLE ont été coupées en 2 îlots provisoirement pour que le passage au Lean Manufacturing se fasse progressivement et que l’on puisse utiliser l’ancienne méthode de production. En effet, il n’y a plus de convoyeurs, mais on utilisera des palettes pour stocker les produits préparés à l’avance.
Ligne RLE
Ligne HB
41
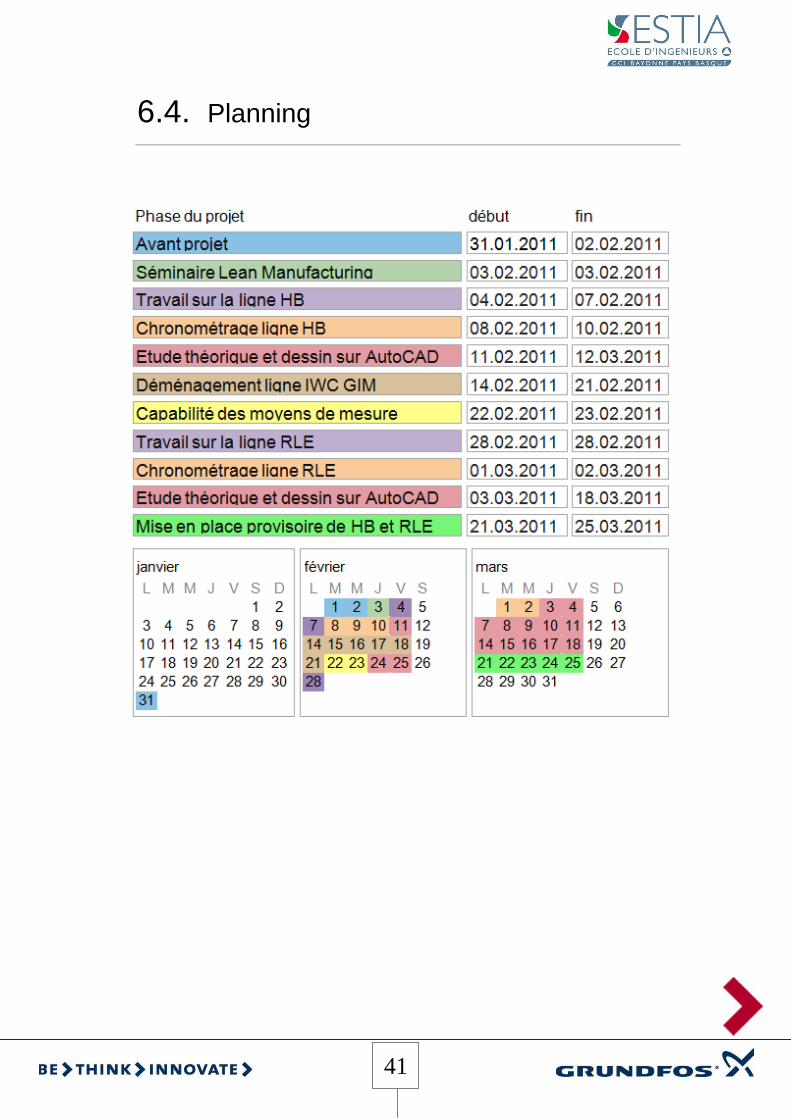
6.4. Planning
42
7. Conclusion
L’étude s’est appuyée sur une remise en question de l’existant, le but étant d’optimiser au maximum deux chaînes de production.
Après observation et chronométrage, différents éléments ont pu être validés : les distances, les déplacements, l’agencement des postes de travail, la place nécessaire pour l’implantation finale, les temps requis pour les différentes opérations. Cet exercice a également mis l’accent sur le fait qu’il fallait définir une nouvelle logistique de ligne.
Le projet a donc été l’occasion de reconsidérer tout le processus d’assemblage par l’apport de méthodes nouvelles. Le changement important est l’assemblage par chaque opératrice d’un produit complet, de la première à la dernière pièce. De cette façon, à la différence des productions existantes, une seule opératrice peut faire fonctionner la ligne. Une évolution véritable dans la méthode de production. Une autre évolution majeure est le développement de la flexibilité à travers 2 lignes d’assemblage indépendantes, le nombre d’opératrices pouvant varier, ce qui permet d’être plus réactif face aux besoins du client.
En global, le projet a été concluant car il a permis de gagner plus de 30% de place sur les lignes, plus de 60% sur HB et 50% sur RLE en temps de gamme et coût de la main d’œuvre, et plus de 98% de temps de passage. On a également supprimé les convoyeurs et par la même occasion les en-cours. Sur chaque chaîne, pour une production similaire, l’effectif pourra être réduit d’une personne.
Au niveau personnel, mon regret est de ne pas pouvoir participer à la réalisation sur le terrain du projet, dont les échéances sont fixées à des dates ultérieures. Au cours de ces deux mois passés en entreprise j’ai eu la confirmation que techniquement, rigueur et précision sont indispensables. Au niveau humain, je me suis rendu compte que l’observation, l’écoute et l’échange sont facteurs de progrès.
Hormis le terrain proprement dît, c’est au restaurant d’entreprise et aux aires de repos que le contact s’est fait spontanément avec des salariés issus des secteurs les plus variés et de tous niveaux, qui voulant connaître le sujet de mon stage, m’ont proposé de l’aide, fourni des renseignements, apporté des conseils et invité dans leur service.
Une nouvelle fois, je ne peux que remercier les personnes rencontrées, chacune à sa manière m’ayant apportée un enseignement et un peu de son vécu.
J’ai bénéficié d’un cadre de travail motivant, renforcé par le dialogue participatif, l’esprit d’équipe et l’initiative créatrice.
43
8. Bibliographie
8.1. Références internes
Group Standard:
GS402A0046: Capability study – Machines, tools and measuring equipment
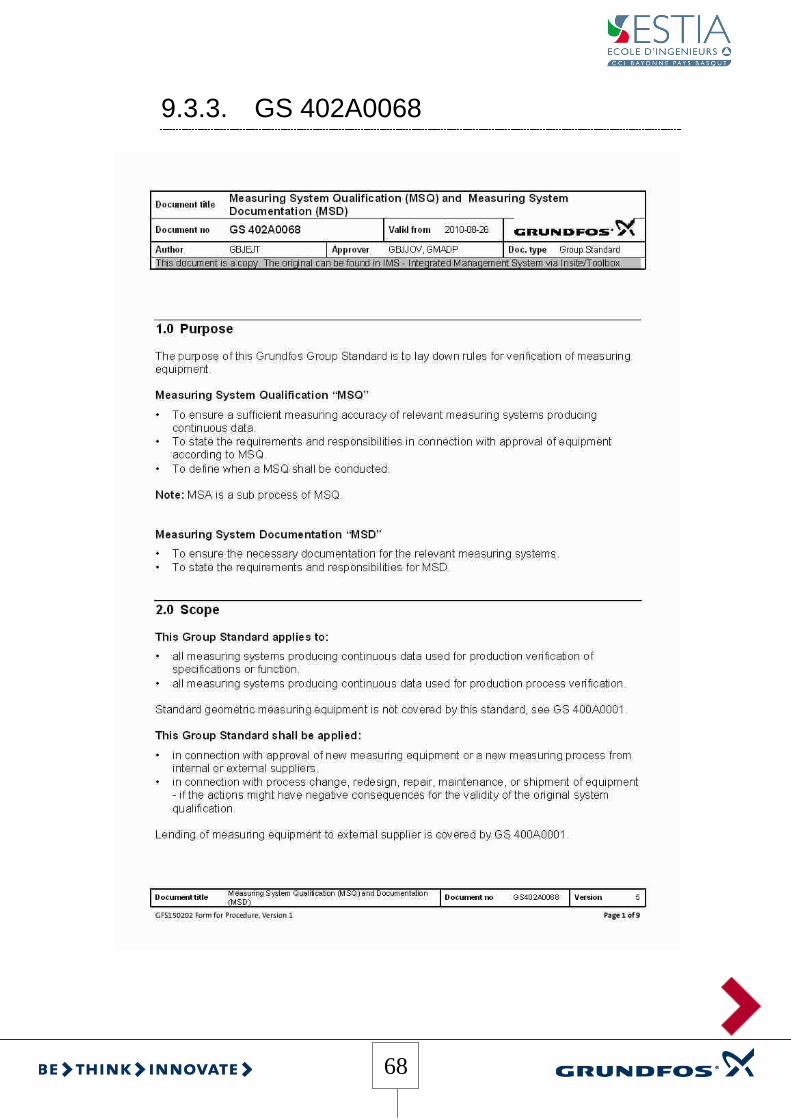
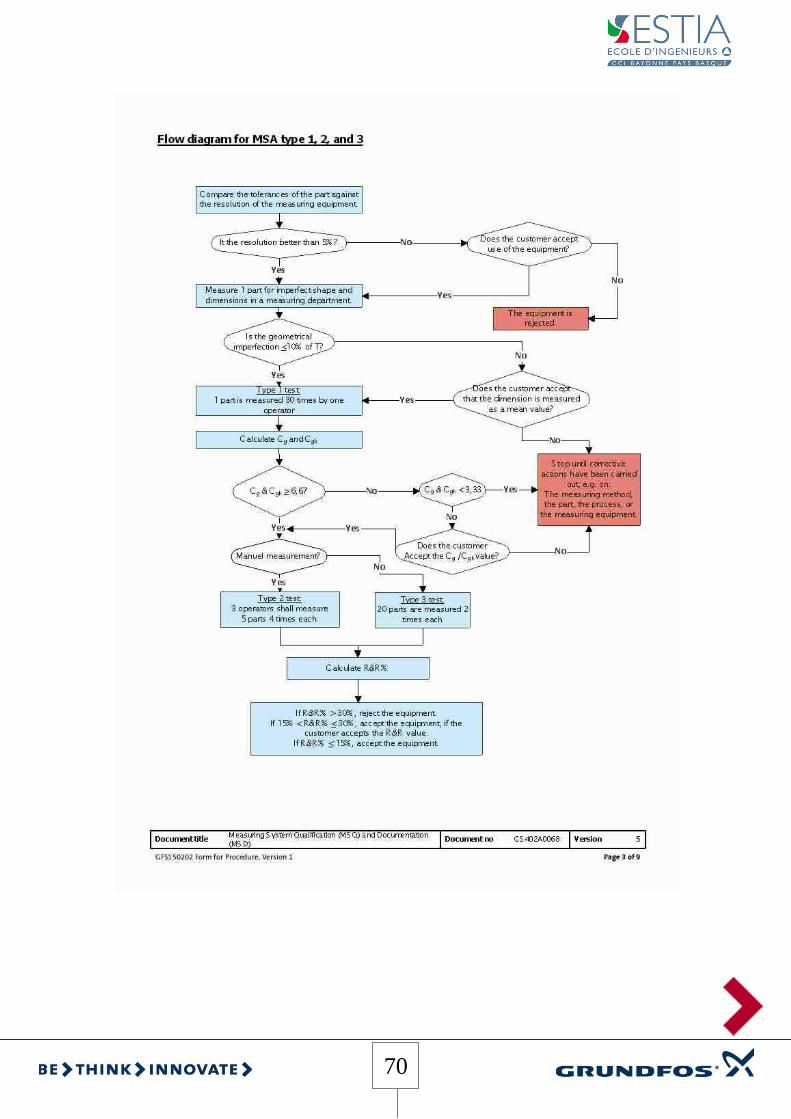
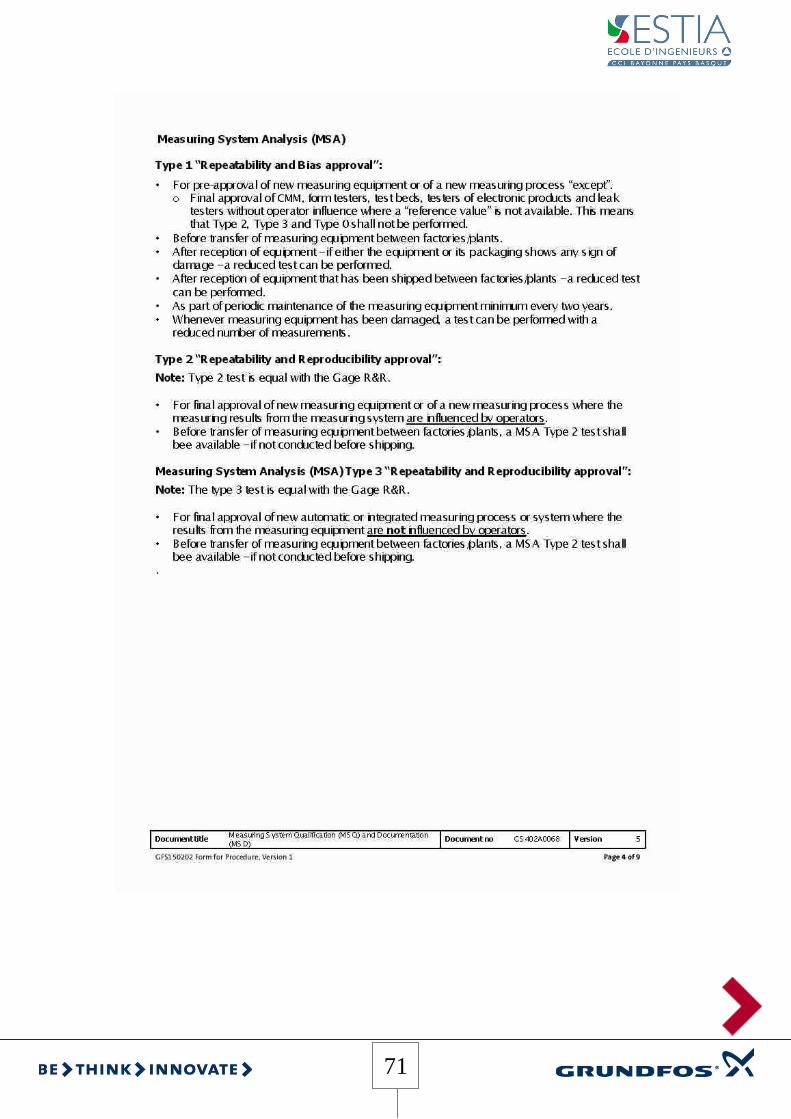
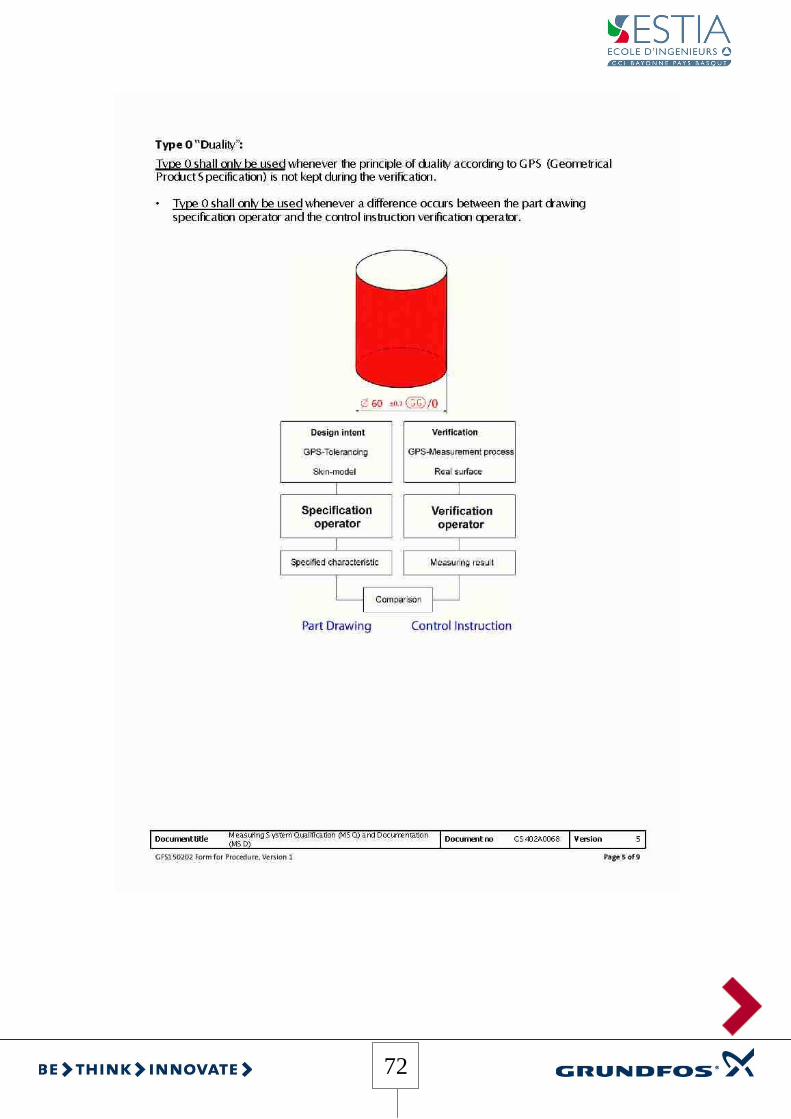
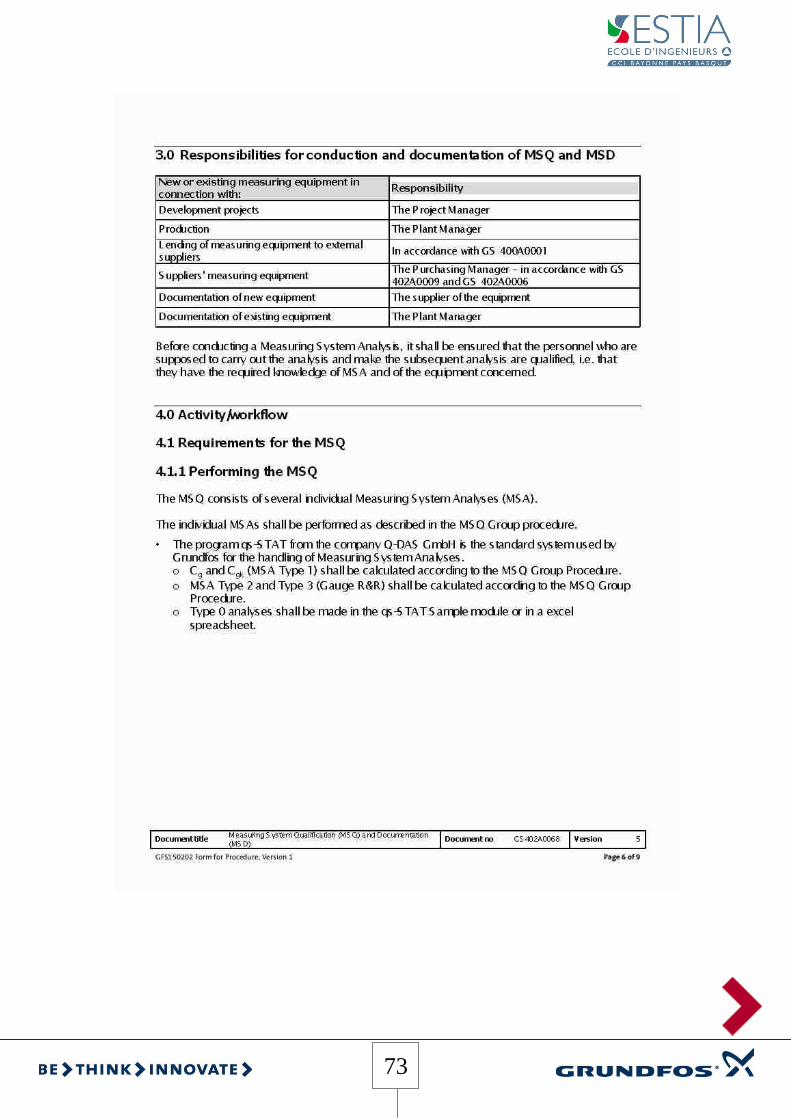
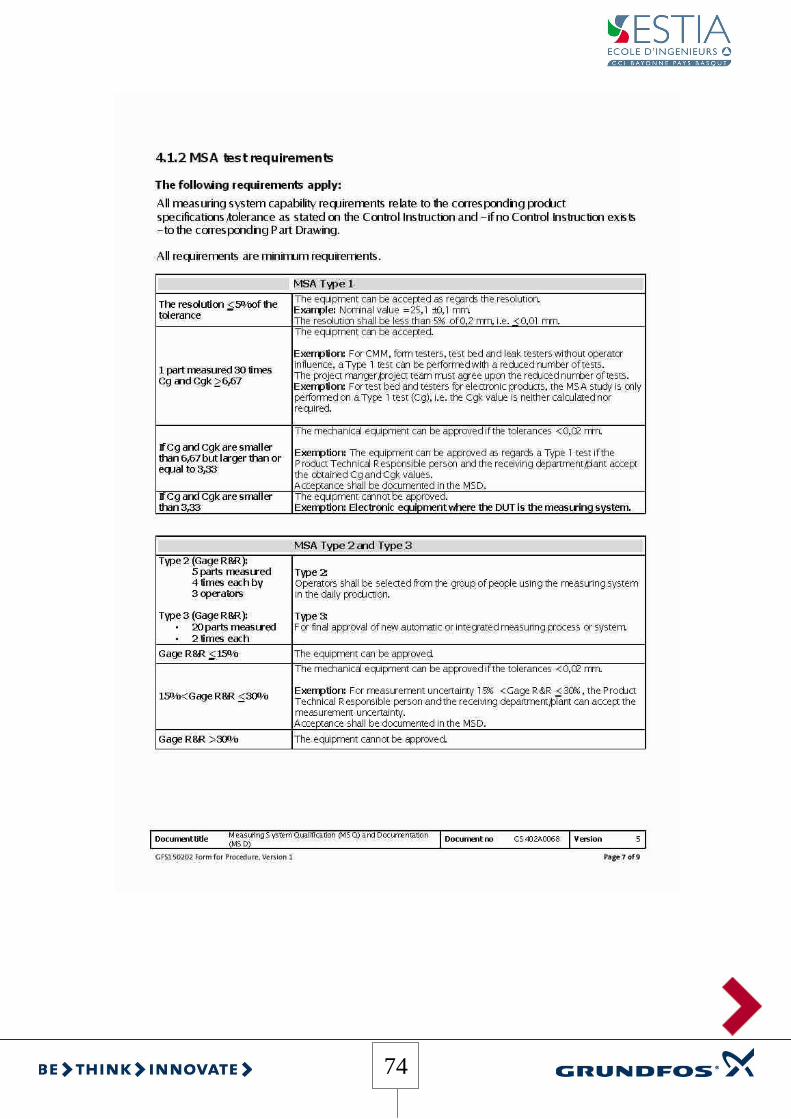
GS402A0068: Measuring System Qualification and Measuring System
Documentation (annexe 9.3.3 page 68)
8.2. Sites internet
8.2.1. Lean Manufacturing
http://www.actors-solutions.com/lean-manufacturing http://www.vision-lean.fr/ http://chohmann.free.fr/lean/index.html
8.2.2. L’innovation et l’information stratégique
http://erwan.neau.free.fr/
8.3. Références standards
CNOMO : Moyens de production, Agrément capabilité des moyens de mesure et des moyens de contrôle d’étanchéité air dans air. (Norme : E41.36.416.N)
44
9. Annexe
9.1. Chronométrage
9.1.1. Ligne HB
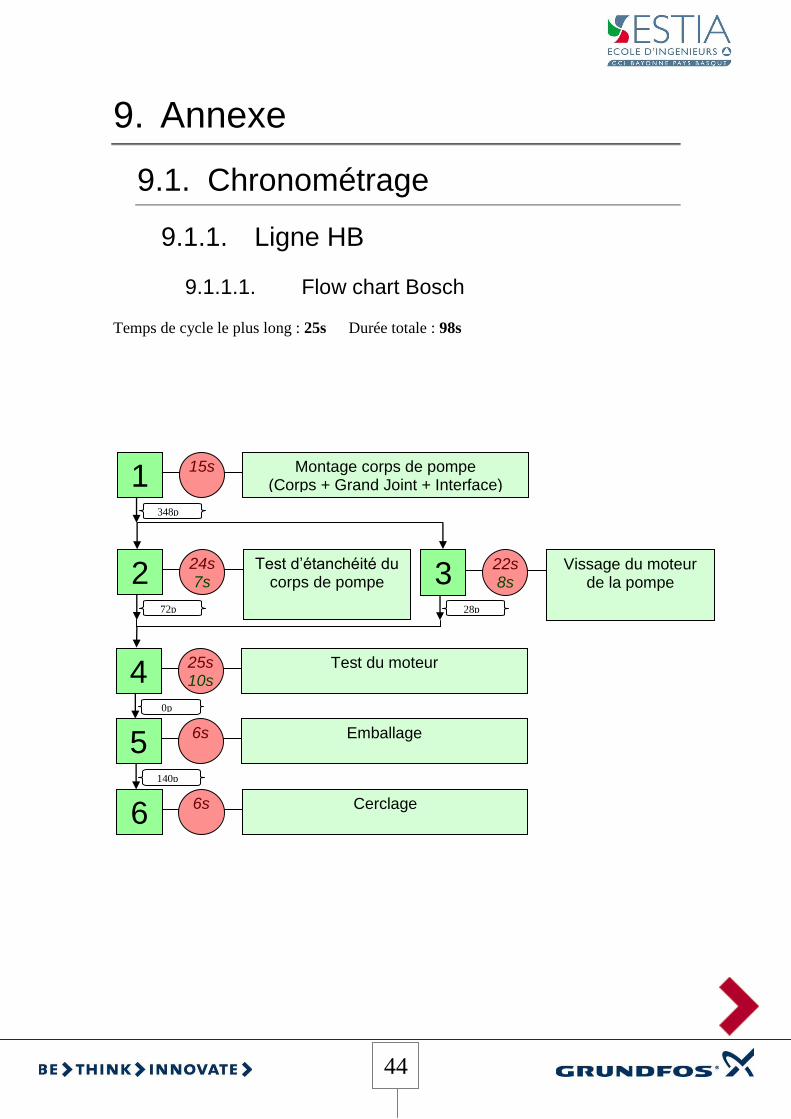
9.1.1.1. Flow chart Bosch
Temps de cycle le plus long : 25s Durée totale : 98s
140p
Cerclage
6s 6
72p
2 Test d’étanchéité du corps de pompe
24s7sSS
13S
28p
3 Vissage du moteur de la pompe
22s8s
Test du moteur
25s10s
4 0p
Emballage
6s 5
Montage corps de pompe (Corps + Grand Joint + Interface)
15s 1
348p
45
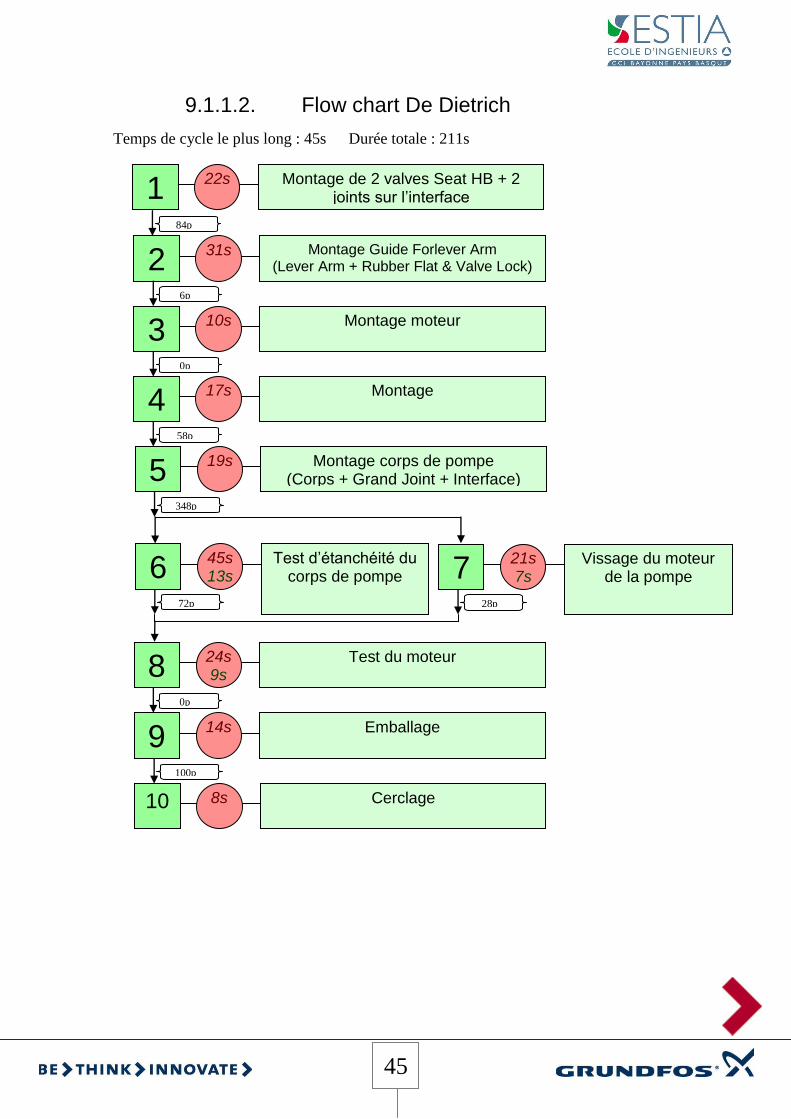
9.1.1.2. Flow chart De Dietrich
Temps de cycle le plus long : 45s Durée totale : 211s
100p
72p
6 Test d’étanchéité du corps de pompe
45s13sSS
13S
28p
7 Vissage du moteur de la pompe
21s7s
Montage
17s 4
58p
Montage corps de pompe (Corps + Grand Joint + Interface)
19s 5
348p
Montage Guide Forlever Arm (Lever Arm + Rubber Flat & Valve Lock)
31s 2
6p
Montage moteur
10s 3
0p
Montage de 2 valves Seat HB + 2 joints sur l’interface
22s 1
84p
Test du moteur
24s9s
8 0p
Emballage
14s 9
Cerclage
8s
10
46
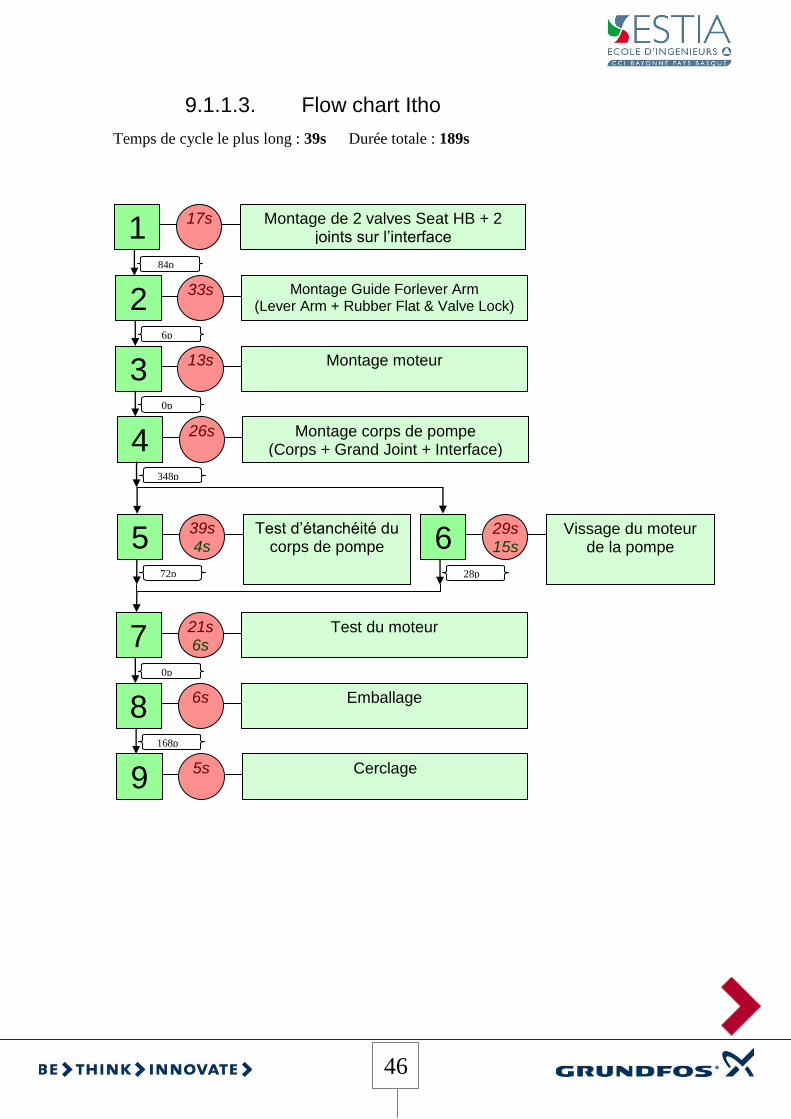
9.1.1.3. Flow chart Itho
Temps de cycle le plus long : 39s Durée totale : 189s
Cerclage
5s 9
72p
5 Test d’étanchéité du corps de pompe
39s4sSS
13S
28p
6 Vissage du moteur de la pompe
29s15s
Test du moteur
21s6s
7 0p
Emballage
6s 8
Montage corps de pompe (Corps + Grand Joint + Interface)
26s 4
348p
Montage Guide Forlever Arm (Lever Arm + Rubber Flat & Valve Lock)
33s 2
6p
Montage moteur
13s 3
0p
Montage de 2 valves Seat HB + 2 joints sur l’interface
17s 1
84p
168p
47
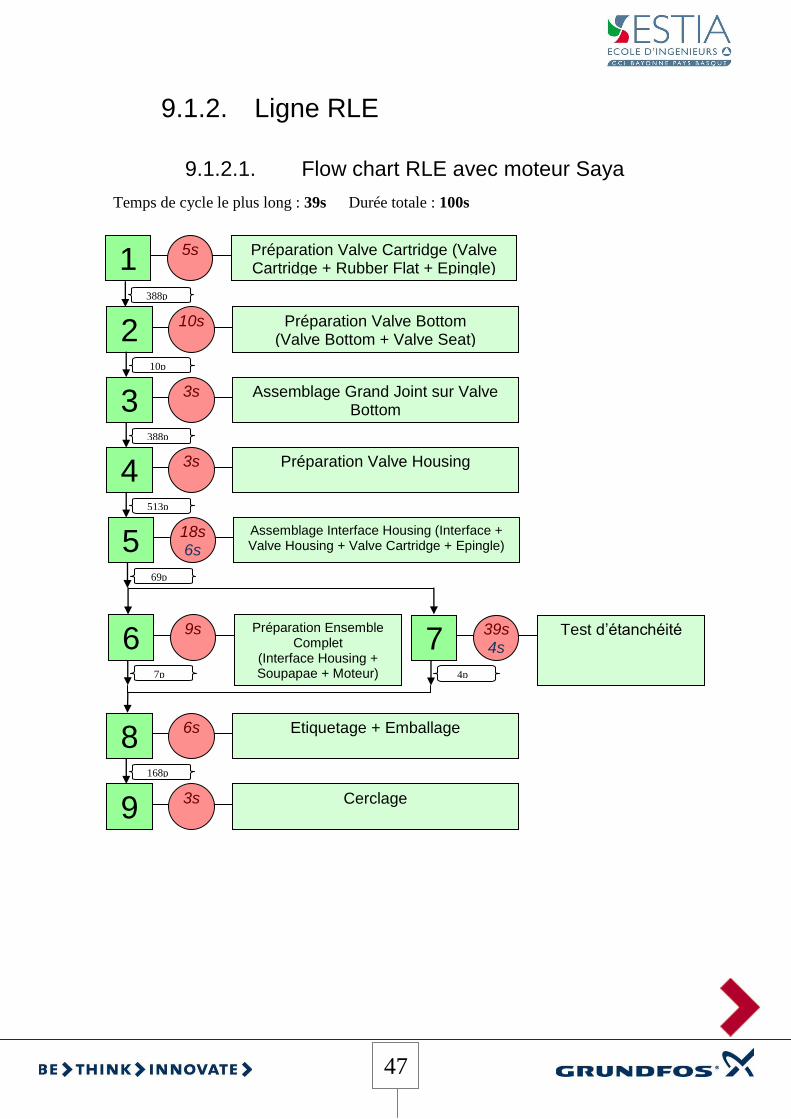
9.1.2. Ligne RLE
9.1.2.1. Flow chart RLE avec moteur Saya
Temps de cycle le plus long : 39s Durée totale : 100s
Etiquetage + Emballage 6s 8
168p
Cerclage 3s 9
7p
6 Préparation Ensemble Complet
(Interface Housing + Soupapae + Moteur)
9s
4p
7 Test d’étanchéité 39s 4s
Préparation Valve Housing
3s 4
513p
Assemblage Interface Housing (Interface + Valve Housing + Valve Cartridge + Epingle)
18s 6s
5 69p
Préparation Valve Bottom (Valve Bottom + Valve Seat)
10s 2
10p
Assemblage Grand Joint sur Valve Bottom
3s 3
388p
Préparation Valve Cartridge (Valve Cartridge + Rubber Flat + Epingle)
5s 1
388p
48
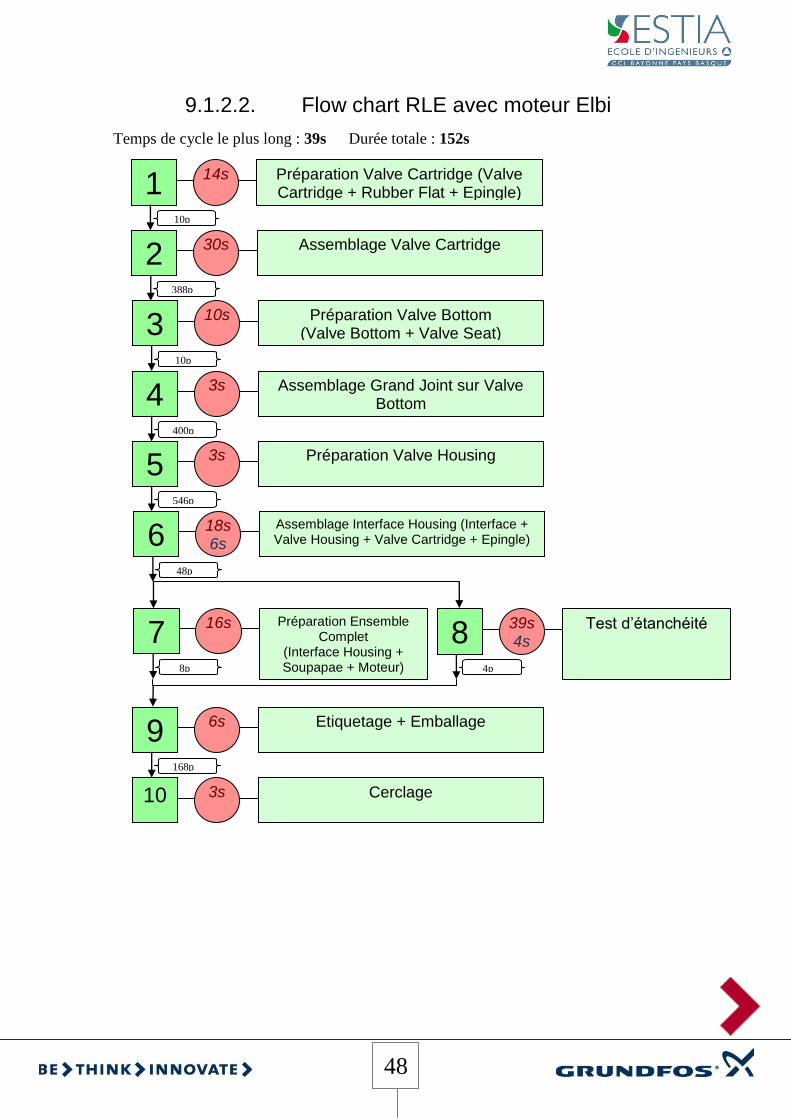
9.1.2.2. Flow chart RLE avec moteur Elbi
Temps de cycle le plus long : 39s Durée totale : 152s
Etiquetage + Emballage 6s 9
168p
Cerclage 3s
10
Préparation Valve Cartridge (Valve Cartridge + Rubber Flat + Epingle)
14s 1
10p
Assemblage Valve Cartridge 30s 2
388p
Préparation Valve Bottom (Valve Bottom + Valve Seat)
10s 3
10p
Assemblage Grand Joint sur Valve Bottom
3s 4
400p
Préparation Valve Housing
3s 5
546p
Assemblage Interface Housing (Interface + Valve Housing + Valve Cartridge + Epingle)
18s 6s
6 48p
8p
7 Préparation Ensemble Complet
(Interface Housing + Soupapae + Moteur)
16s
4p
8 Test d’étanchéité 39s 4s
49
9.2. Photos des lignes
9.2.1. Ligne HB
9.2.1.1. Vue d’ensemble

50
9.2.1.2. Poste 1
Montage de 2 valves Seat HB + 2 joints sur l’interface

51
9.2.1.3. Poste 2:
Montage Guide Forlever Arm (Lever Arm + Rubber Flat & Valve Lock)
52
9.2.1.4. Poste 3
Montage moteur
53
9.2.1.5. Poste 4
Montage

54
9.2.1.6. Poste 5
Montage corps de pompe (Corps + Grand Joint + Interface)

55
9.2.1.7. Poste 6
Test d’étanchéité du corps de pompe

56
9.2.1.8. Poste 7
Vissage du moteur de la pompe
57
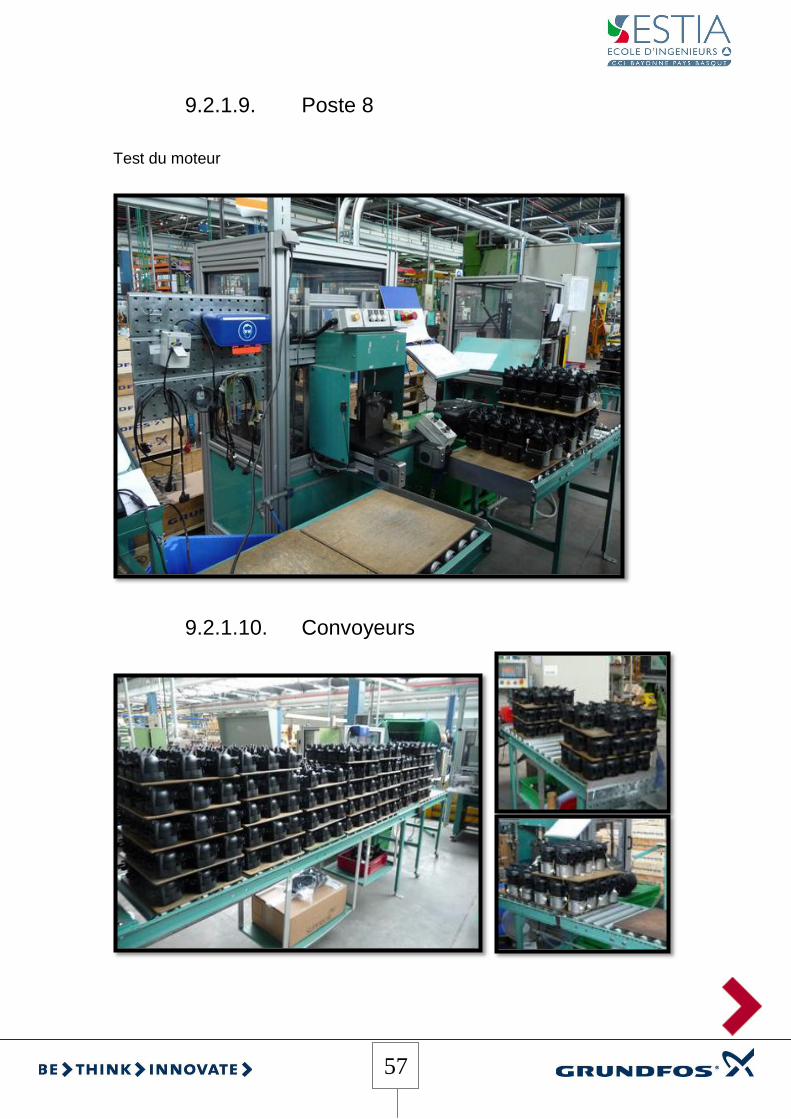
9.2.1.9. Poste 8
Test du moteur
9.2.1.10. Convoyeurs
58
9.2.2. Ligne RLE
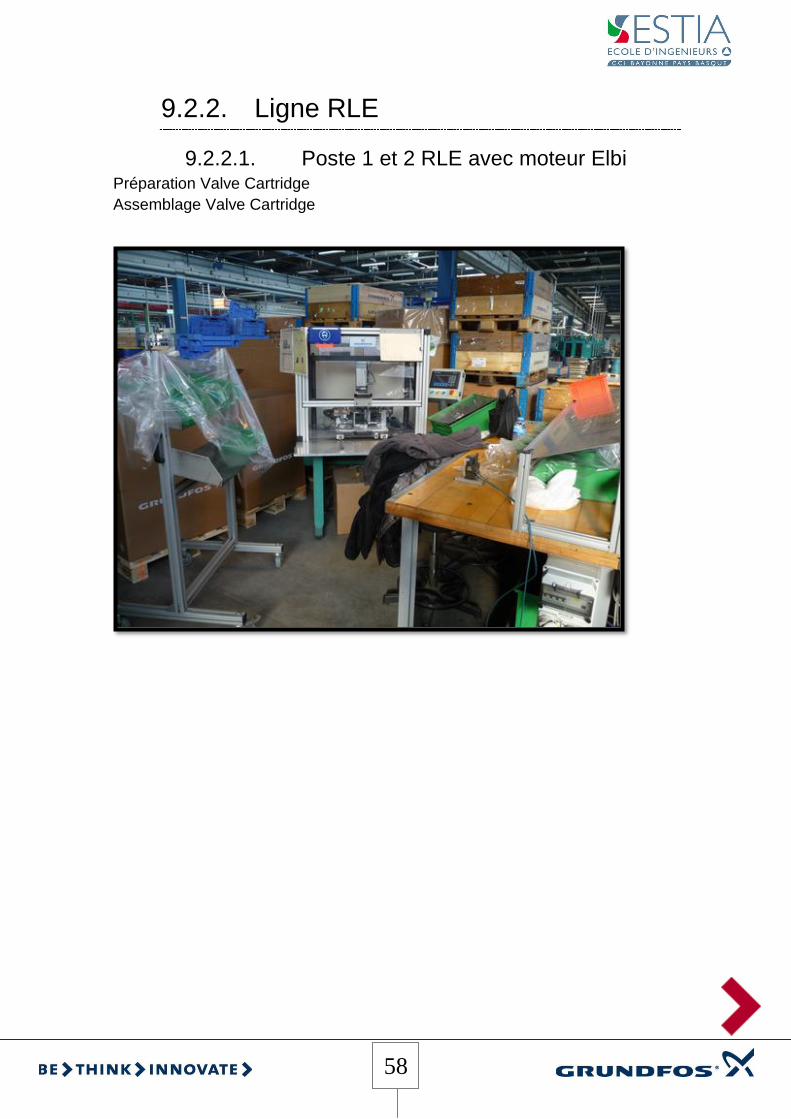
9.2.2.1. Poste 1 et 2 RLE avec moteur Elbi Préparation Valve Cartridge
Assemblage Valve Cartridge

59
9.2.2.2. Poste 1 RLE avec moteur Saya
Préparation Valve Cartridge
60
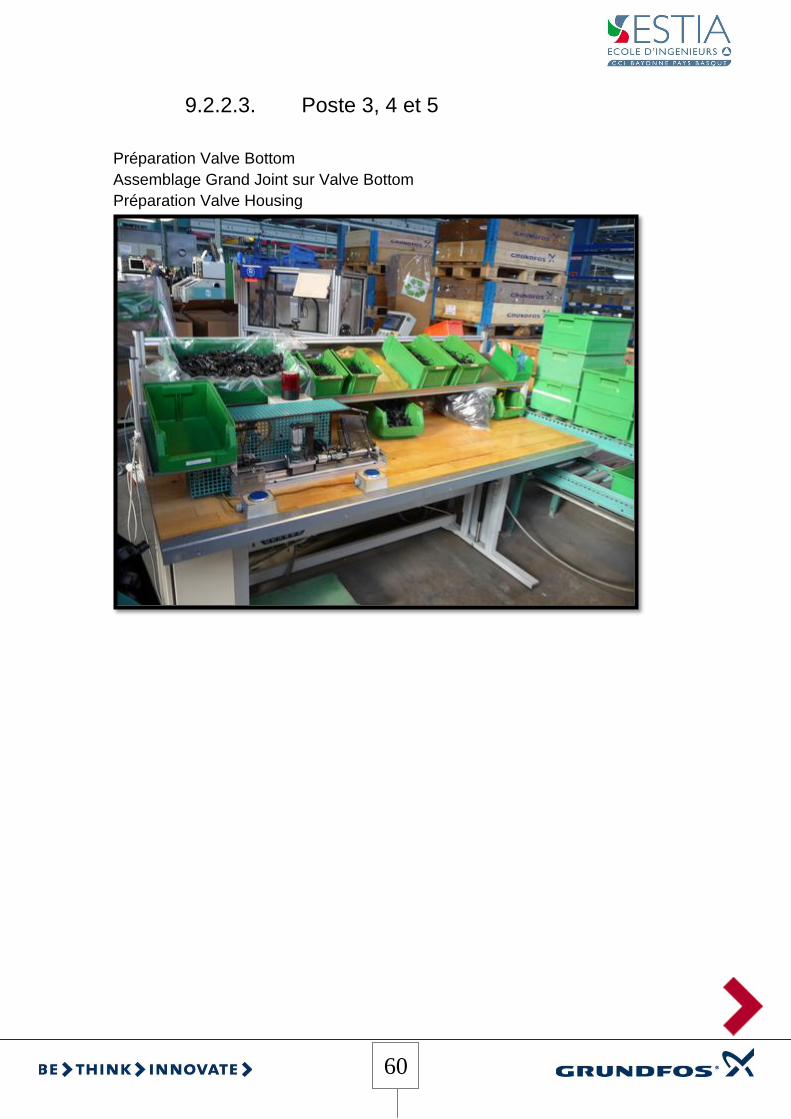
9.2.2.3. Poste 3, 4 et 5
Préparation Valve Bottom
Assemblage Grand Joint sur Valve Bottom
Préparation Valve Housing
61
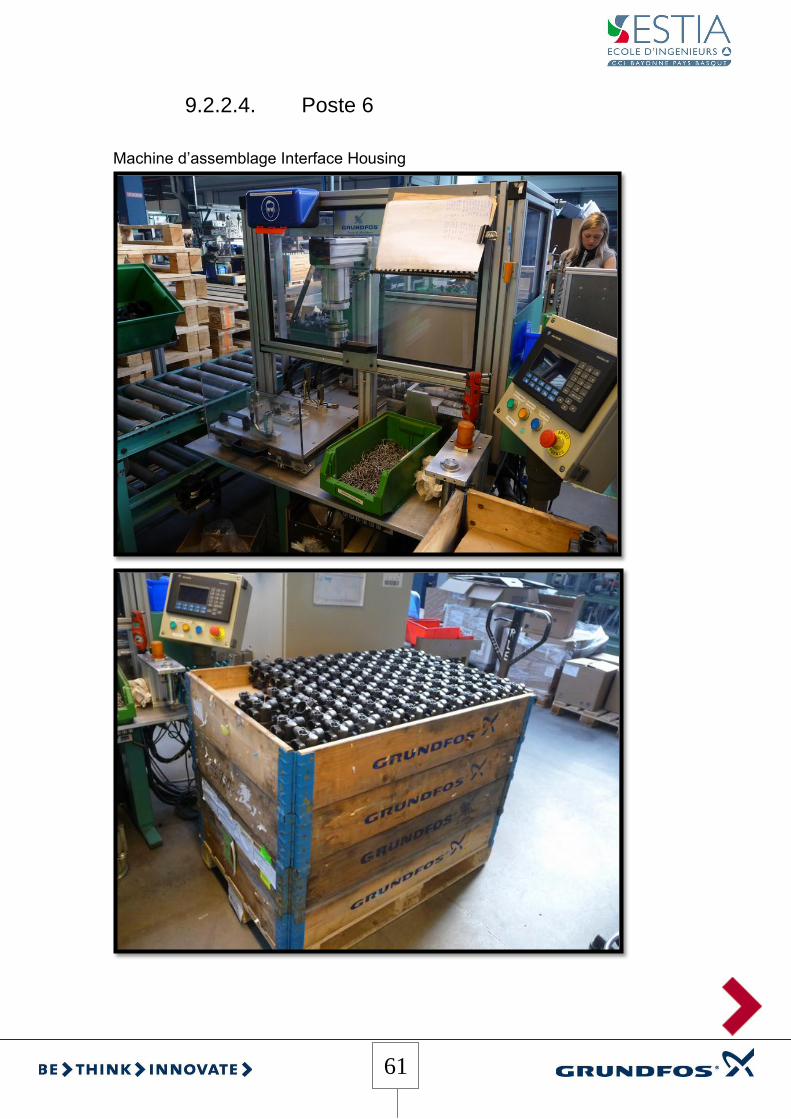
9.2.2.4. Poste 6
Machine d’assemblage Interface Housing

62
9.2.2.5. Poste 7
Préparation avec ensemble complet Saya et Elbi

63
9.2.2.6. Poste 8
Test d’étanchéité
9.2.2.7. Convoyeur
64
9.3. Références internes
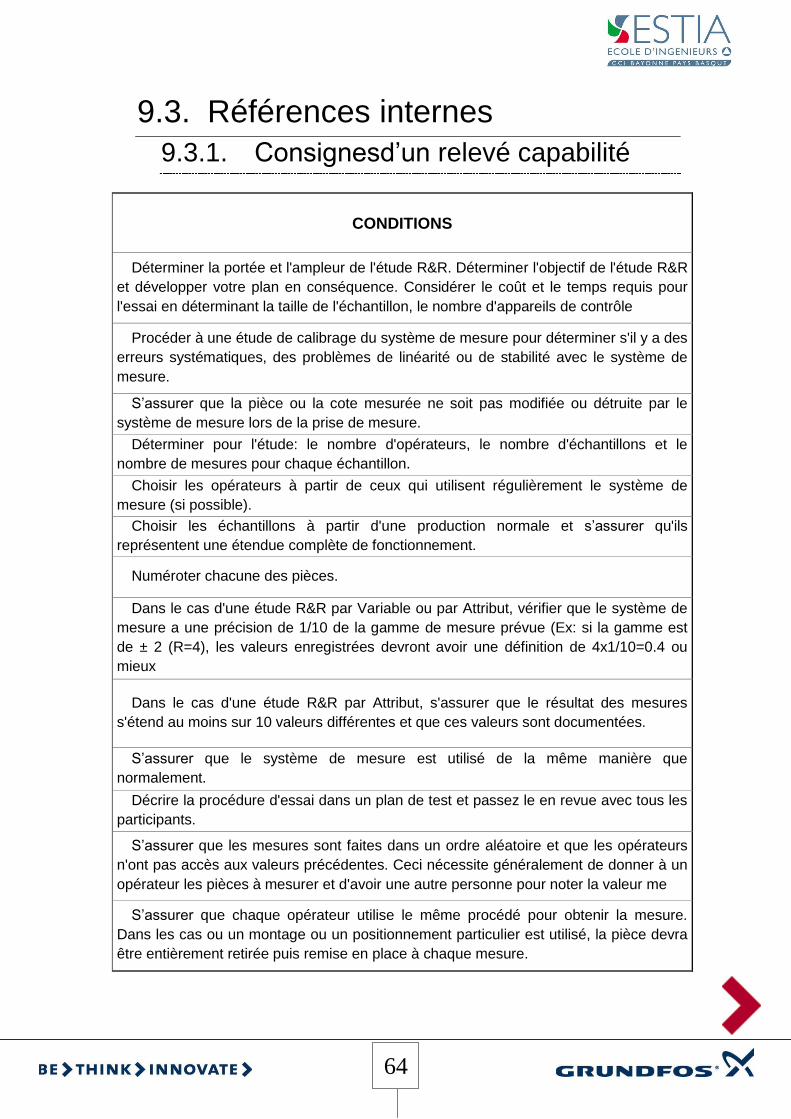
9.3.1. Consignesd’un relevé capabilité
CONDITIONS
Déterminer la portée et l'ampleur de l'étude R&R. Déterminer l'objectif de l'étude R&R
et développer votre plan en conséquence. Considérer le coût et le temps requis pour
l'essai en déterminant la taille de l'échantillon, le nombre d'appareils de contrôle
Procéder à une étude de calibrage du système de mesure pour déterminer s'il y a des
erreurs systématiques, des problèmes de linéarité ou de stabilité avec le système de
mesure.
S’assurer que la pièce ou la cote mesurée ne soit pas modifiée ou détruite par le
système de mesure lors de la prise de mesure.
Déterminer pour l'étude: le nombre d'opérateurs, le nombre d'échantillons et le
nombre de mesures pour chaque échantillon.
Choisir les opérateurs à partir de ceux qui utilisent régulièrement le système de
mesure (si possible).
Choisir les échantillons à partir d'une production normale et s’assurer qu'ils
représentent une étendue complète de fonctionnement.
Numéroter chacune des pièces.
Dans le cas d'une étude R&R par Variable ou par Attribut, vérifier que le système de
mesure a une précision de 1/10 de la gamme de mesure prévue (Ex: si la gamme est
de ± 2 (R=4), les valeurs enregistrées devront avoir une définition de 4x1/10=0.4 ou
mieux
Dans le cas d'une étude R&R par Attribut, s'assurer que le résultat des mesures
s'étend au moins sur 10 valeurs différentes et que ces valeurs sont documentées.
S’assurer que le système de mesure est utilisé de la même manière que
normalement.
Décrire la procédure d'essai dans un plan de test et passez le en revue avec tous les
participants.
S’assurer que les mesures sont faites dans un ordre aléatoire et que les opérateurs
n'ont pas accès aux valeurs précédentes. Ceci nécessite généralement de donner à un
opérateur les pièces à mesurer et d'avoir une autre personne pour noter la valeur me
S’assurer que chaque opérateur utilise le même procédé pour obtenir la mesure.
Dans les cas ou un montage ou un positionnement particulier est utilisé, la pièce devra
être entièrement retirée puis remise en place à chaque mesure.
65
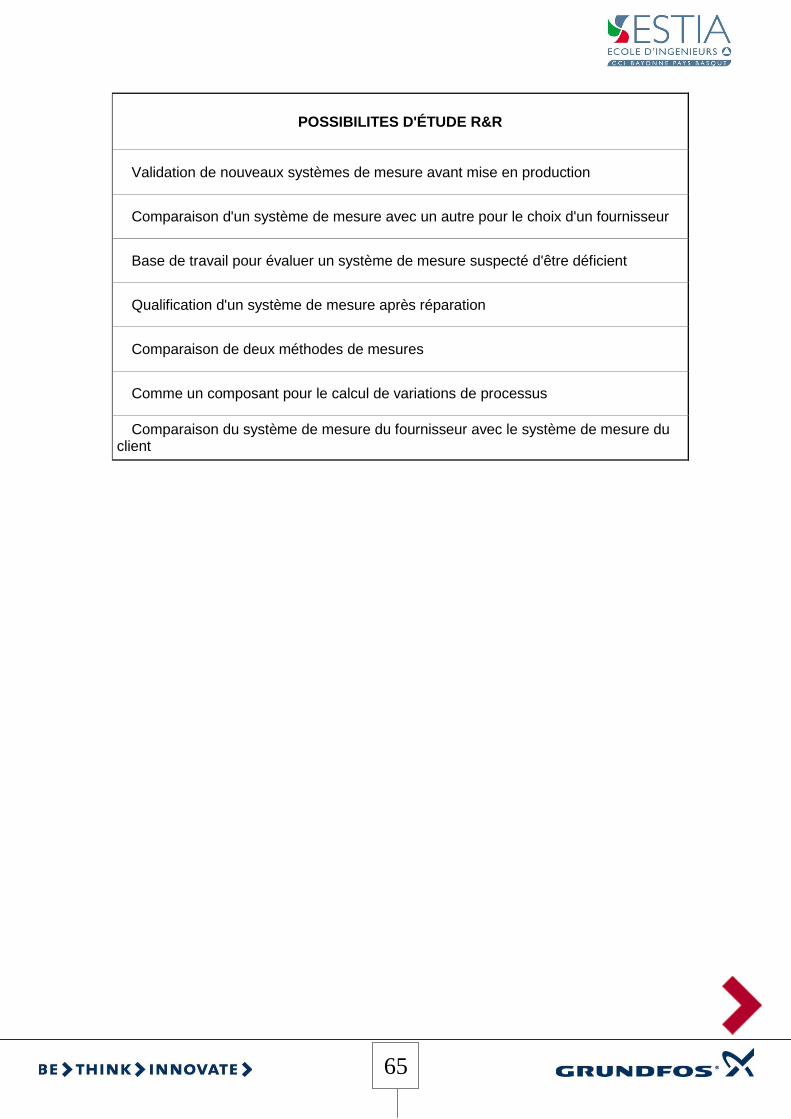
POSSIBILITES D'ÉTUDE R&R
Validation de nouveaux systèmes de mesure avant mise en production
Comparaison d'un système de mesure avec un autre pour le choix d'un fournisseur
Base de travail pour évaluer un système de mesure suspecté d'être déficient
Qualification d'un système de mesure après réparation
Comparaison de deux méthodes de mesures
Comme un composant pour le calcul de variations de processus
Comparaison du système de mesure du fournisseur avec le système de mesure du client
66
9.3.2. Exemple de résultat de capabiltité
67
68
9.3.3. GS 402A0068

69
70
71
72
73
74
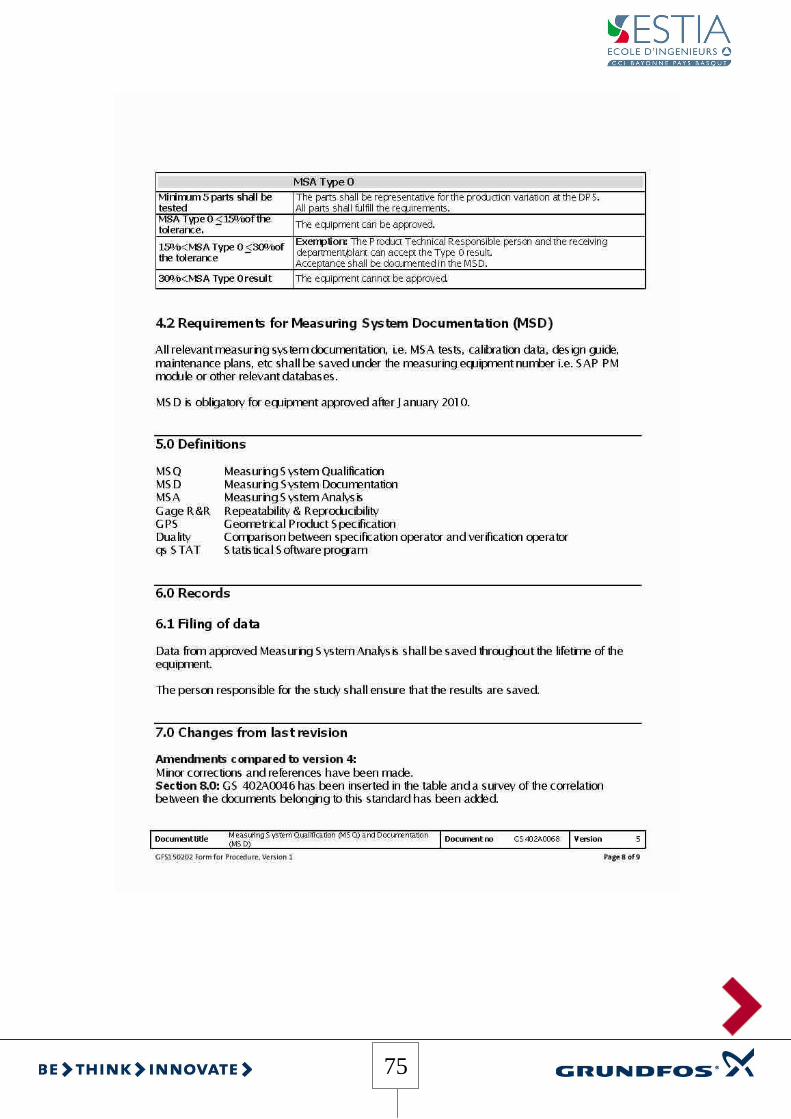
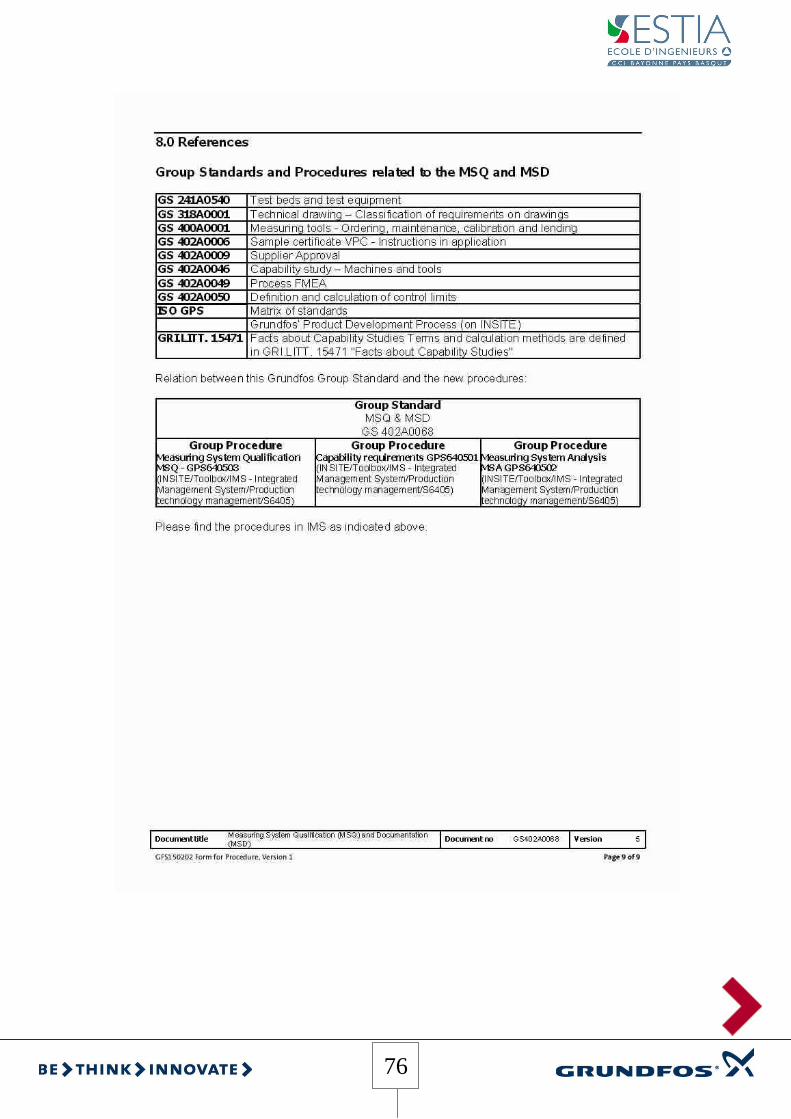
75
76





























